
пошаговая инструкция. Технология и особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий.
Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К).
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К). Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются: сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде; сварка с автоматизированным расходом проволоки для обработки алюминия аргоном; сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия. Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа. Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата. Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления. Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин. После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок. Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Аргонодуговая сварка видео
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря которому сварка и получила свое название, реже – гелий и его смесь с аргоном. Наиболее распространенным видом неплавящихся электродов являются вольфрамовые стержни, диаметр которых подбирается согласно толщине свариваемого металла. Все это основы, с которых начинается любое обучение аргонодуговой сварке.
Наиболее частым инертным газом выступает аргон, благодаря которому сварка и получила свое название, реже – гелий и его смесь с аргоном. Наиболее распространенным видом неплавящихся электродов являются вольфрамовые стержни, диаметр которых подбирается согласно толщине свариваемого металла. Все это основы, с которых начинается любое обучение аргонодуговой сварке.
Преимущества аргонодуговой сварки
- Аргоновая сварка, видео смотрите здесь, гарантирует качественный и геометрически однородный шов без дефектов и шлаковых образований, выдерживающий любые нагрузки
- Выделение минимального количества вредных газов в процессе сварки
- Минимальный риск получения ожогов.
Сварка аргонная неплавящимся электродом. Технология процесса
Чтобы освоить в должной степени технологию проведения такой работы, как аргонная сварка, обучение следует перевести в описание схемы данного процесса, что мы и сделаем. Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Аргон же, будучи почти на 40% тяжелее воздуха, выдавливает его из области сварки, надежно изолируя от воздействия атмосферы сварочную воронку и практически не вступая в химический контакт с металлом. Присадочный материал подается в дуговую область со стороны, не включаясь в цепь.
Аргонная сварка, производимая неплавящимся электродом, происходит без касания изделия (в отличие от сварки плавящимся), для зажигания дуги специально параллельным способом к источнику питания подключается устройство под названием «осциллятор».
Аргонная сварка бывает автоматической. При ней горелка с присадочной проволокой движутся без контроля сварщиком. Но, как правило, все происходит не так. Оба эти элемента сварщик держит в руках – производится ручная сварка аргоном, видео уроки по которой присутствуют в данной статье.
Осциллятором с целью поджига дуги, на электрод подаются высоковольтные импульсы высоких частот. Эти импульсы, в свою очередь, производят ионизацию дугового отдела и при включении сварочного тока обеспечивают зажигание дуги. Когда аргонодуговая сварка (видео смотрите здесь) выполняется под переменным током, вслед за зажиганием дуги осциллятор выполняет переход в режим стабилизатора.
Эти импульсы, в свою очередь, производят ионизацию дугового отдела и при включении сварочного тока обеспечивают зажигание дуги. Когда аргонодуговая сварка (видео смотрите здесь) выполняется под переменным током, вслед за зажиганием дуги осциллятор выполняет переход в режим стабилизатора.
В этом случае, для предотвращения деионизации дугового отдела и предотвращения затухания дуги, он уже подает в момент перемены полярности импульсы на дугу.
Важное об аргонодуговой сварке
О том, как технически выполняется сварка аргоном, видео уроки способны продемонстрировать великолепно. Однако, помните, что приступая к такому процессу как аргонная сварка, обучение первых ваших практических попыток должно происходить под непосредственным инструктажем профессионала.
Сейчас же мы поговорим о важных нюансах, которые помогут вам добиться лучших результатов.
Например, сварка аргоном (видео уроки об этом свидетельствуют) с целью улучшения борьбы с пористостью происходит при добавлении к аргону 3-5% кислорода. Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Благодаря кислороду они выгорают или образуют собой соединения, выплывающие на поверхность сварочной воронки, что предотвращает возникновение пористости.
Также более рациональным для обеспечения стабильности такого процесса как аргонная сварка является применение импульсных источников питания дуги, с помощью которых происходит струйный перенос под током Iсв ≈ 100А.
Применение аргонодуговой сварки
Использование аргонной сварки неплавящимся электродом в основном направлено на легированные стали, их соединения и цветные металлы, титановые и алюминиевые сплавы. Благодаря хорошему качеству и форме сварных швов, точной глубине проплавления металла, аргонодуговая сварка, видео которой можно увидеть здесь, успешно применяется для сваривания тонких листов металла с доступом к одной стороне поверхности изделия.
Разработка различных конструкций сварочных аппаратов позволила этому виду сварки получить широкое распространение для сварки стыков труб, также называемой орбитальной.
Применение аргоновой сварки плавящимся электродом не так обширно. Как правило, это – сварка алюминия с нержавеющей сталью.
Недостатки аргонодуговой сварки
Невозможно проводить обучение аргонодуговой сварке, не упомянув ее недостаток, которым является недостаточно высокая производительность при ручном типе обработки. Автоматическая сварка же непригодна для выполнения коротких и неструктурированных швов.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
сварка электродами, аргоном, с чего начать, советы
Профессия сварщика несомненно требует некоторых профессиональных навыков.
Обучение этой специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс.
Но навыками сварщика не трудно овладеть и самостоятельно, если пользоваться грамотными и эффективными советами в руководствах по электрической дуговой сварке.
Начало самостоятельного обучения сварке
Прежде всего будущему сварщику или соискателю, желающему приобрести навыки для самостоятельного владения сваркой необходимо разобраться в самой технологии сварки.
Не нужно углубляться в строение инвертора или выпрямляющего трансформатора, единственное, чего будет достаточно, так это следующее правило: для возникновения электрической дуги между электродом и поверхностью для сварки должен быть образован замкнутый контур.
Для того, чтобы получить замкнутый контур необходимо сделать следующее: от баласного реостата протянут “нулевой” ус, который необходимо закрепить на массу, то есть на поверхность для сварки.
В этом случае ток начнет циркулировать по контуру, и возникнет дуга.
Главным, что должен уяснить сварщик, так это первичные меры предосторожности и техники безопасности:
- главным вредным фактором электродуговой сварки является сильное световое излучение.
Для избежание таких последствий необходимо пользоваться защитными сварочными щитками, которые оснащены поляризационными фильтрами.
По исполнению существует множество щитков, которые можно выбрать самостоятельно;
Кроме световой нагрузки сварка опасна ожогами и термическими поражениями, так как соединение металлических кромок достигается путем их оплавления.
В настоящее время существует множество вариантов сварочных костюмов, лидирующее место среди которых занимают костюмы из замши или кожаных производных;
- кроме того дуга в сварке достигается наращивание электрической силы, замкнутой на электрод.
Необходимо защищать руки резиновыми перчатками, которые предотвратят поражение сварщика электрическим током.
Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
В настоящее время существует довольно-таки много сварочных электродов различной маркировки. Какие есть виды электродов и как выбрать подходящий электрод смотрите здесь.
Сварка электродом для начинающих
После освоения кратких теоретических данных по сварке можно непосредственно в рабочем процессе постичь все нюансы производства.
Приступаем к работе: для начала необходимо установить замкнутый контур “Заготовка-заземление-баласный реостат (инвертор)”.
После этого можно попытаться зажечь дугу, первый раз, как правило, это не удается никому.
Для того, чтобы зажечь дугу нужно пару раз отрывисто прикоснуться кончиком электрода к металлической заготовке.
Когда зажглась дуга, то можно начать прокладывать шов. Есть несколько характерных приемов, которые подойдут для начинающих: движение “полумесяцем” и “перетаскивание” – своеобразные техники работы электродом в сварочной ванне.
Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки и сложного оборудования. Узнайте для себя все о холодной сварке.
Хотите не только расширить свои познания в области сварки, но и обучиться ее применять профессионально? Читайте тут статью о том, как пройти аттестацию на сварщика.
Советы начинающему сварщику
Сварка электрической дугой производится из двух положений:
- верхнее положение.
При верхнем положении сварщику следует соблюдать осторожность;
Расплавленный метал может начать стекать на сварщика, для того, чтобы это избежать необходимо варить поверхность короткими шовчиками по 2-3 сантиметра, а потом увеличив длину шва, проварить его полностью.
- нижнее положение полностью безопасно для сварщика, но иногда сварка в таком положении требует наложение дополнительного проварочного шва.
Положение электрода:
- горизонтальную прямую поверхность желательно варить под углом в 60 градусов, это обеспечивает равномерное наложение расплавленного электрода на сварочную ванну.
После проваривания шва необходимо сбить шлак, который образуется в процессе сварки. Электроды со стеклянной обсыпкой проваривают шов, от которого шлак отпадет самостоятельно;
- вертикальное положение заготовки требует того, чтобы электрод подносился под углом 90 градусов.
В труднодоступных местах можно использовать гнутый электрод.
Почему предприятиям выгоднее использовать лазерную резку, и в чем ее особенность? Это и многое другое, читайте в публикации о лазерной резке металла.
Специалисты в штате ремонтной компании должны иметь большой опыт работы по ремонту сварочных аппаратов и иметь высокий уровень квалификации.
Детали о ремонте сварочных аппаратов, смотрите здесь.
 Детали о ремонте сварочных аппаратов, смотрите здесь.
Детали о ремонте сварочных аппаратов, смотрите здесь.
Сварка аргоном для начинающих
Сварка аргоном – это метод сварки, который технологически отличается от электрической дуговой сварки.
Сварка аргоном, как правило, производится на автоматических сварочных агрегатах, которые управляются сварщиком, к тому же манипуляции с заготовками так же осуществляются человеком.
Аргон необходим для защиты сварочной ванны от проникновения кислорода.
Начинающему сварщику нужно знать о том, что попадание воздуха в сварочную ванну приведет к порче и искривлению шва, искрению при работе электродом в сварочной ванне.
Соблюдение всех нюансов, которые описаны выше позволит простому новичку начать карьеру сварщика, хотя бы в своем собственном гараже, постепенно совершенствуя свое мастерство.
Читайте также:
- 4 особенности обучения сварщиков Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […]
- Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
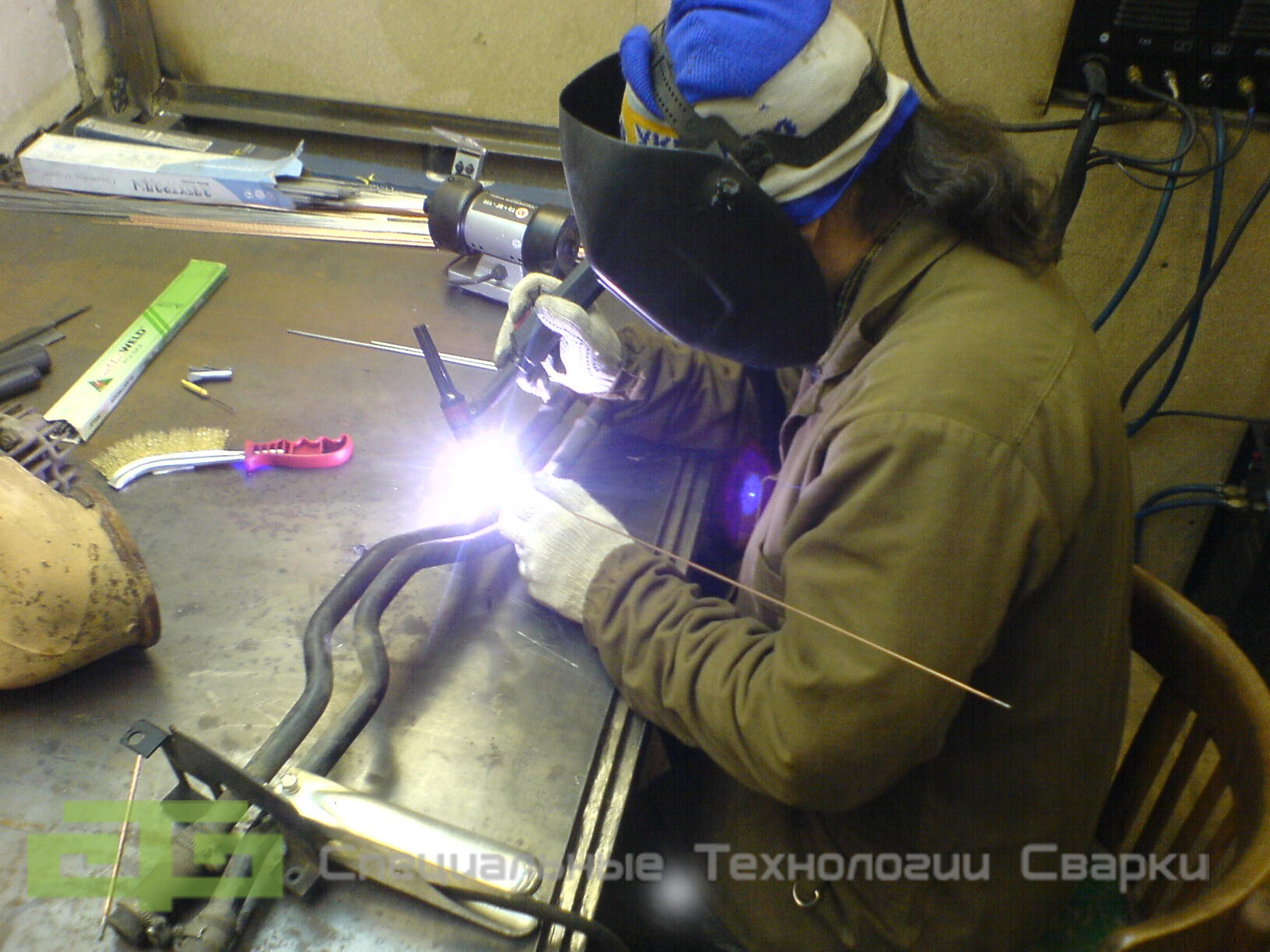
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое).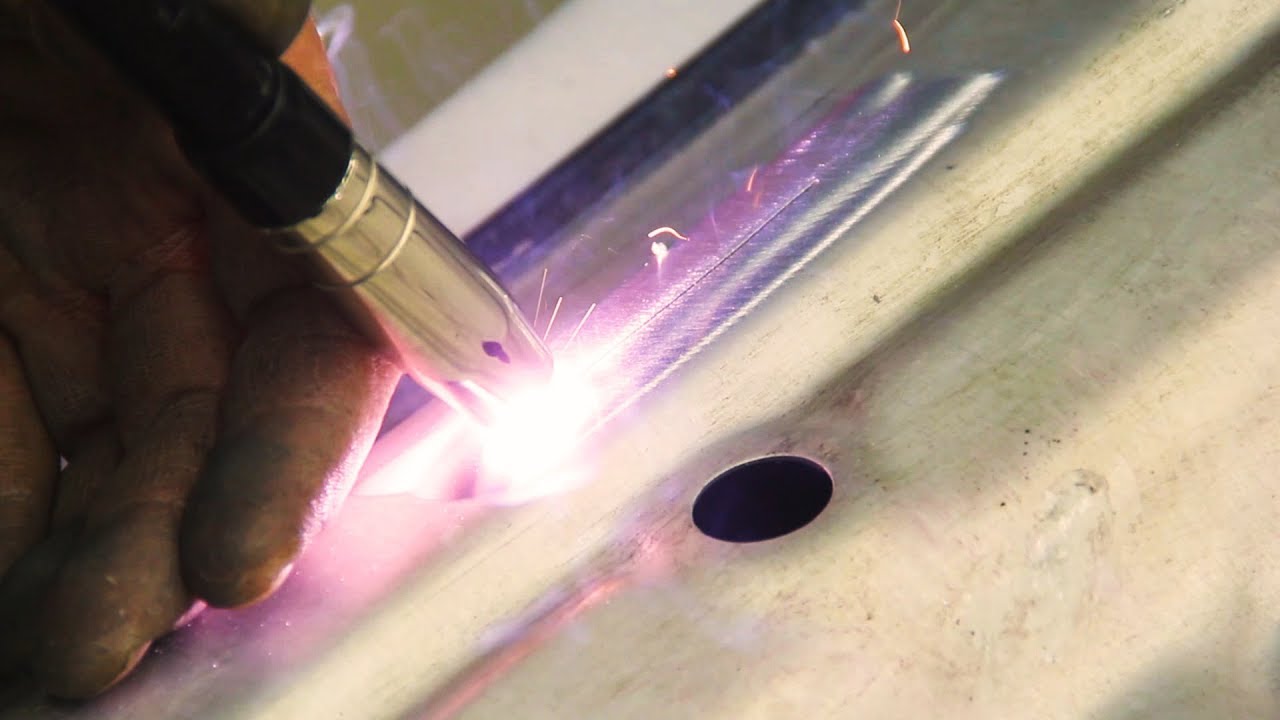 Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
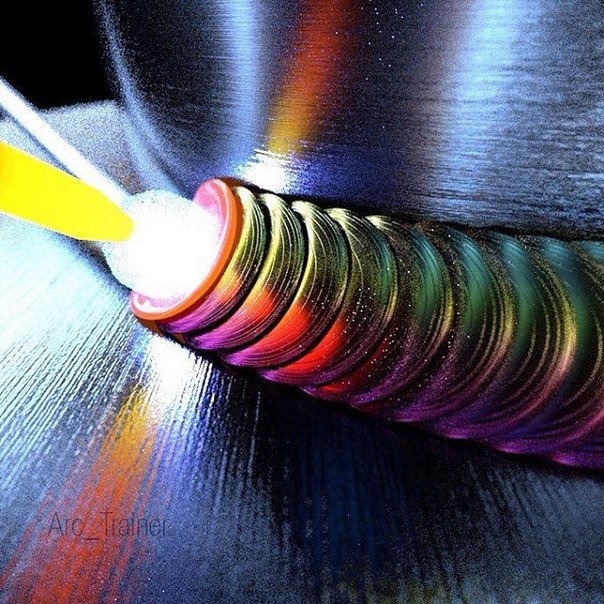
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.

Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево.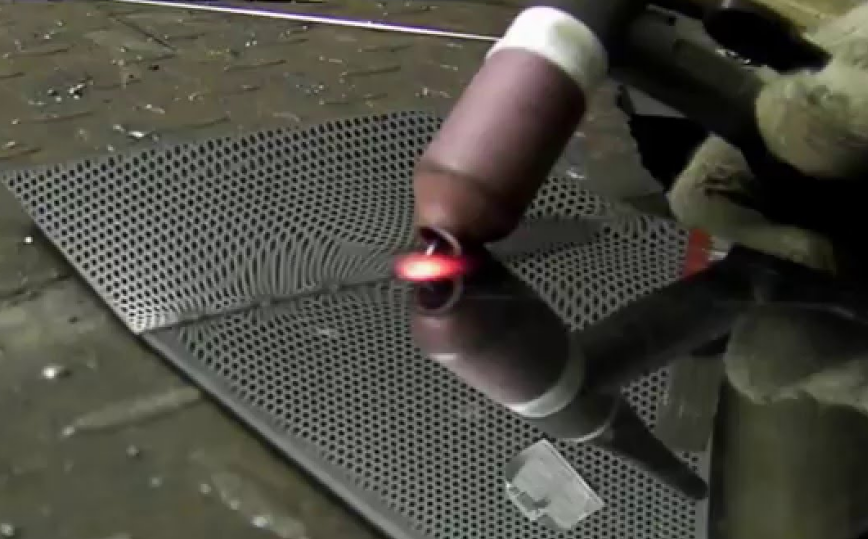 Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
 youtube.com/embed/7MKbadpU0Go»/>
youtube.com/embed/7MKbadpU0Go»/>Оценка статьи:
Загрузка…Поделиться с друзьями:
Сварка алюминия аргоном для начинающих
Сложно ли выполнить качественную сварку алюминия с помощью аргона? Этот материал отличается высокими показателями теплопроводности, относительно низкой температурой плавления и небольшой удельной массой. Именно эти свойства предъявляют особые требования к процессу сварки.
Особенности сварки
Основная проблема заключается в относительно тонкой стенке свариваемой детали. Самой распространенной ошибкой является превышение термического воздействия. В результате чего образуются каверны, шов не имеет четко выраженной границы.
Сначала необходимо разобраться в процессах, протекающих на поверхности алюминиевой заготовки во время высокотемпературного воздействия. Знание этих нюансов позволит составить оптимальную технологическую схему сварки.
- Достижение температуры плавления алюминия после +650°С.
- Начало формирования оксидной пленки. Она плавится только при термическом воздействии около 2 050°С.
- Расплавленная окись начинает деформировать сварочную ванную и кромки деталей.
- Одновременно с этим высокая теплопроводность приводит к появлению внутреннего напряжения в детали. Это может стать причиной формирования трещин и нарушения целостности.

Во избежание появления подобных ситуаций были разработаны несколько технологий сварки алюминия – электродуговая с флюсом, с плавящим электродом и дуговая с помощью аргона. Последняя дает наиболее качественный шов.
Инструкция по аргонной сварке алюминия
На поверхности алюминия формируется защитная оксидная пленка. Она будет препятствовать нормальной расплавке. Поэтому перед началом работы ее следует удалить и дополнительно обезжирить деталь.
Затем необходимо правильно подобрать сварочный аппарат и электроды к нему. Лучше всего использовать установку с переменным током, так как в ней есть возможность плавно регулировать частоту. Это позволит контролировать процесс.
Это позволит контролировать процесс.
В качестве электродов рекомендуется применять следующие марки:
- ОЗАНА-1 и ОЗАНА-2.
- ОК 96.10 и ОК 96.20
Для правильного применения необходим предварительный прогрев электродов до +250°С. Хорошо зарекомендовали себя вольфрамовые стержни. Во время работы с ними наблюдается стабильная дуга. В зависимости от марки алюминия рекомендуется применять электроды с присадками для лучшего формирования шва.
Электрод устанавливается в сопло горелки. Во время подачи аргона будет происходить интенсивное окисление. Это также будет способствовать лучшей стабилизации дуги. В качестве направленного материала необходимо использовать алюминиевую проволоку. Ее диаметр зависит от ширины и глубины сварного шва. Зачастую он совпадает с размерами электрода.
Порядок выполнения сварки
- Подготовка деталей – очистка поверхностей, наметка будущего соединительного или ремонтного шва.
- Установка вольфрамового электрода в горелку. Его диаметр напрямую зависит от толщины изделия.
- Подключение электрода от аппарата к свариваемому изделию.
- После включения аппарата происходит подача аргона и формирование защитной газовой атмосферы и соединительного шва.

В качестве защиты рекомендуется использовать маску сварщика типа Хамелеон, с синим светофильтром. Традиционное зеленое стекло не является надежной преградой от ультрафиолета, исходящего от дуги, при длительной работе.
Советы
Это общее описание технологии сварки. Однако для улучшения качества рекомендуется воспользоваться советами от профессионалов. Главный из них – правильный выбор диаметра электрода, проволоки и режимов работы аппарата в зависимости от изделия.
Эти данные показаны в таблице:
Помимо этого следует выполнить условия:
- Сварочный аппарат должен работать в импульсном режиме.
- В некоторых случаях рекомендуется предварительный нагрев алюминия. Это касается изделий большой толщины.
- Рекомендуемая максимальная длина дуги — 2,5 мм.
- Угол между электродом и деталью — 80°.
- Присадочный прут и электрод должны располагаться под прямым углом относительно друг друга.
- Не допускаются поперечные колебания прутка. Он должен следовать точно за электродом.
 Это касается изделий большой толщины.
Это касается изделий большой толщины.Эти советы помогут выполнить сварку алюминия с помощью аргона максимально быстро и качественно. При этом важно правильно подобрать расходные материалы и подготовить деталь.
Ошибки при сварке аргоном у начинающих и не только | Сварка полуавтоматом
Здравствуйте дорогие читатели! Сегодня речь пойдёт о дефектах и ошибках при сварке аргоном. Начинающими сварщиками ошибок допускается немало, ведь TIG сварка аргоном, как не одна другая сварка любит стерильность.
Самой распространённой ошибкой в аргонодуговой сварке считается непровар. Это такой дефект, при котором не видно с противоположной стороны заготовки сварочного шва.
Здесь начинающие сварщики допускают одну из грубейших ошибок — они забывают, что помимо красивого и идеального шва, также нужен хороший провар металла. Рассмотрим помимо этой и другие ошибки при сварке аргоном, которые отрицательным образом влияют на сварочное соединение.
Ошибки при сварке аргоном
Непровары — что может быть хуже, чем не до конца проваренный металл? То есть, простыми словами, нет надежного соединения между основным металлом и наплавленным.
Данная ошибка при аргонодуговой сварке пагубно сказывается на прочности будущего соединения. Для устранения непроваров придётся разделывать кромки с противоположной стороны шва и осуществлять заново сварку.
Недостаточная подготовка поверхности перед свариванием, это вторая ошибка. Выше было сказано, что сварка аргоном любит чистоту, и это правда! Неочищенная поверхность алюминия, например, приводит к появлению различных дефектов, таких, как окислы на поверхности, трещины и т. д.
Трещины при аргонодуговой сварке также могут появиться по причинам завышенного ампеража или из-за неправильного расположения сварочных швов. Такая ошибка приводит к возникновению излишнего напряжения, которое и приводит к появлению трещин.
Такая ошибка приводит к возникновению излишнего напряжения, которое и приводит к появлению трещин.
Чтобы устранить трещины в алюминии при сварке аргоном, придётся делать вырезание или засверливание трещин в конце.
Наплывы и подрезы в аргонодуговой сварке
Не менее частыми дефектами в аргонодуговой сварке являются наплывы и подрезы. Природа происхождения наплывов связана с подтеканием присадочного материала на основной, а также вследствие непровара с ним.
Данный дефект вызван такой ошибкой, из-за которой происходит маленький нагрев основного металла. Как правило, это слабый ток сварки или большое количество присадочного материала.
Подрезы образуются в том случае, когда наоборот, сварочный ток сильно завышен. Подрезы в аргонодуговой сварке характеризуются углублениями в околошовной зоне сварочного шва.
Не нужно, наверное, говорить, что любой из вышеперечисленных дефектов серьёзно влияет на качество и прочность аргонодугового соединения.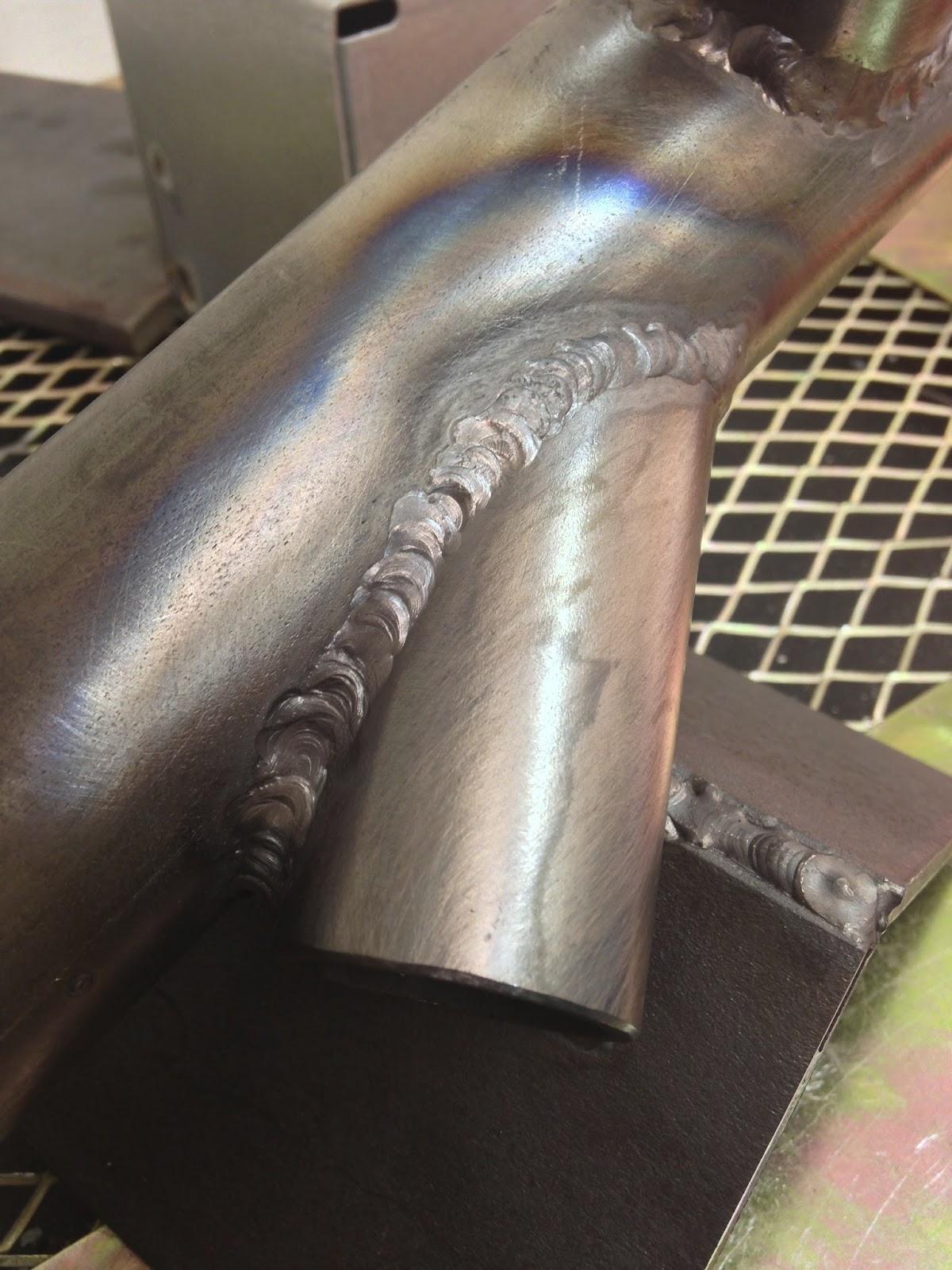 Например, при подрезах существенно уменьшается сечение шва, а также создаётся излишнее напряжение на соединение.
Например, при подрезах существенно уменьшается сечение шва, а также создаётся излишнее напряжение на соединение.
Чтобы устранить подрезы достаточно наплавить тонкий слой металла вдоль линии дефекта, а затем зашлифовать полученное соединение.
для начинающих пошаговая инструкция, технология сварки
plazmen.ru » Сварка » Особенности сварки алюминия
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
 В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
 В сварочную зону подается алюминиевая проволока.
В сварочную зону подается алюминиевая проволока.Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?
Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
 Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
 Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.
Правила удержания электрода и присадочной проволоки
Преимущества и недостатки сварки алюминия аргоном
Технология аргонной сварки имеет такие преимущества:
- универсальность способа;
- стабильность дуги;
- формирование аккуратного шва;
- достаточная прочность сварного соединения;
- уменьшение области прогрева;
- экономный расход газа и присадки;
- формирование шва без примесей и пор.
Надо отметить и недостатки:
- необходимость в специальном оборудовании;
- высокие требования к настройке аппарата и подготовке заготовок;
- необходимость получения достаточных навыков.
Важно! В целом, сварка алюминия в аргоне обеспечивает высокое качество и прочность соединения, что особенно важно в ответственных конструкциях.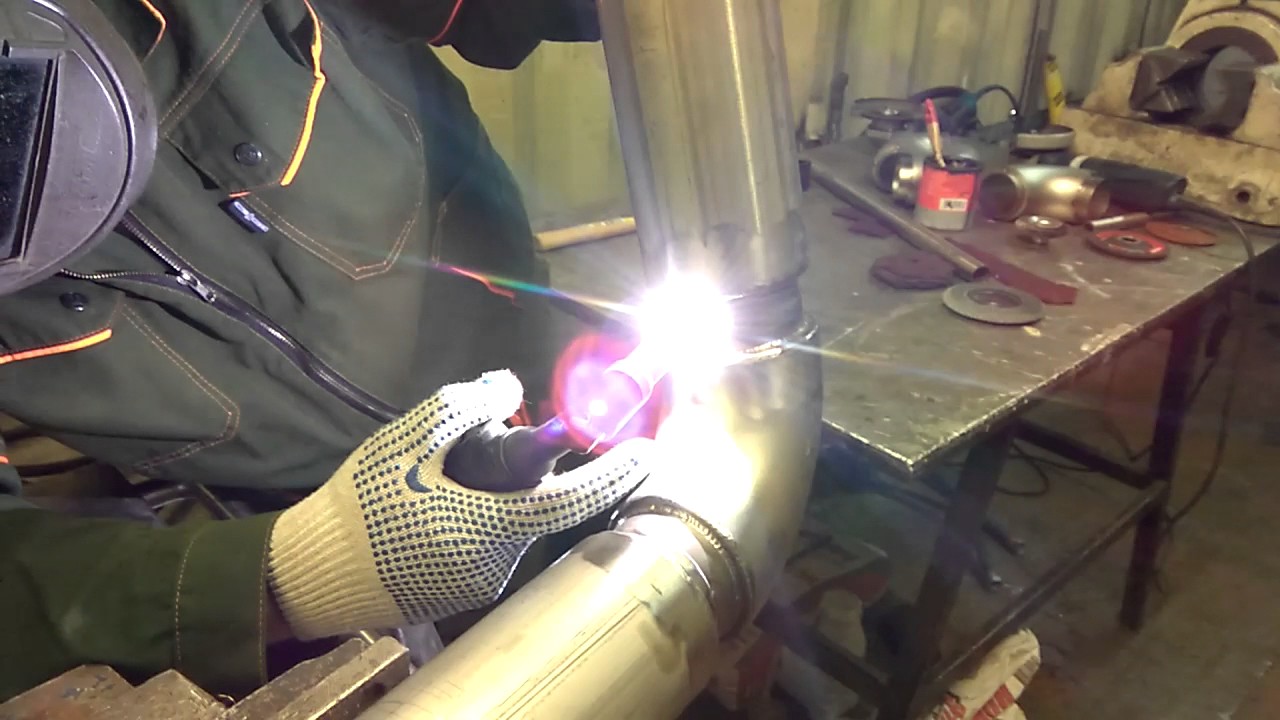
Настройка аргоновой сварки для алюминия
Настройка процесса сварки алюминия включает следующие действия:
- Настройка сварочного аппарата. На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки.
- Настройка электродов. Правильно подбирается диаметр электродов и их вылет из горелки.
- Настройка расхода аргона. Она зависит от диаметра присадочного прутка. При сварке на открытом воздухе расход увеличивается.
При настройке режимов используются соотношения, приведенные в таблице:
| Толщина Al, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| до 1 | 30–42 | 1,6 |
| 1,1–1,5 | 46–60 | 2,3 |
| до 2 | 71–80 | 2,3 |
| 3 и более | 90–300 | 3,2–5 |
Настраивать оборудование и режимы необходимо с особой тщательностью.
 Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.
Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
17 Советы для лучших результатов
Сварка TIG обеспечивает большую универсальность и гибкость по сравнению с другими сварочными процессами. Из-за этой дополнительной сложности сварщикам требуется много дополнительной практики, чтобы убедиться, что они хорошо владеют своим оборудованием.
Из-за этой дополнительной сложности сварщикам требуется много дополнительной практики, чтобы убедиться, что они хорошо владеют своим оборудованием.
Нет лучшего совета, чем этот: если вы хотите стать отличным сварщиком TIG, вы должны проявить большое терпение.
Если вы не волнуетесь, когда берете сварочную горелку, этот вид сварки может вам не подойти.
При сварке TIG существует несколько советов и приемов, которые можно использовать для управления сварочной ванной, получения стабильной дуги и получения отличных сварных швов каждый раз. Вот простые техники, которые сделают вашу жизнь намного проще.
1. Сварка с минимальной мощностью.
Когда вы начинаете практиковаться со своим сварочным аппаратом TIG, всегда используйте настройку минимальной мощности, которая дает вам лужу, которую вы можете выдержать. Важно помнить, что сварка TIG основана на проплавлении.Если вы получите слишком много, вы прожигаете все насквозь. Уровень мощности здесь так же важен, как и техника сварки. [1]
[1]
2. Держите металл в чистоте.
Для эффективной сварки TIG требуется чистый металл. Нет другого способа создать прочную дугу и прочный сварной шов. Для нержавеющей стали и алюминия у вас должна быть специальная щетка для каждого типа металла. Несколько дополнительных минут очистки всегда обеспечат вам лучший результат при использовании этого процесса.
3. Используйте правильный вольфрам.
Работая с разными поверхностями с помощью сварочного аппарата TIG, вы обнаружите, что вам может потребоваться другой вольфрам. Например, если вы работаете с алюминием, вы, вероятно, будете использовать зеленый вольфрам. Сталь ассоциируется с красным вольфрамом. Познакомившись со своим оборудованием, вы обнаружите, что оно хорошо работает и с различным вольфрамом в уникальных условиях. Не бойтесь экспериментировать во время практики, узнавая, что ваш сварщик может или не может делать.
4. Необходимо учитывать толщину вольфрама.
Толщина вашего вольфрама имеет значение. Если он окажется слишком большим, вам потребуется больше тепла в процессе запуска, когда вы зажжете дугу. Когда вольфрам слишком мал, вы подвергаетесь большему риску перегрева, что также приводит к повреждению.
5. Знайте, когда переточить наконечник.
Если кончик вольфрама коснется сварочной ванны, вам придется переточить его. Со временем вольфрам образует шар, который заставит дугу блуждать по вам, что снижает качество сварного шва, которое вы можете получить.Аварии случаются, поэтому для экономии времени вы можете иметь наготове несколько вольфрамовых элементов на тот случай, если вы столкнетесь с шариком во время работы.
6. Следите за своим сварочным процессом.
Сварка TIG требует концентрации внимания от начала до конца. Избавьтесь от любых отвлекающих факторов во время сварки, которые могут отвлекать ваше внимание. Хорошей идеей будет запастись запасными присадочными стержнями в таком месте, где до них можно дотянуться, чтобы продолжить работу.
7. При шлифовании используйте соответствующие средства защиты.
Некоторые новички этого не понимают, но вольфрамовые электроды немного радиоактивны. Когда вы измельчаете их, чтобы создать наконечник, обязательно наденьте респиратор, предназначенный для защиты дыхательных путей. По возможности старайтесь сводить пыль в зоне шлифования к минимуму. Убедитесь, что в вашем магазине есть приличная вентиляция.
8. Старайтесь правильно шлифовать электрод.
Когда вы измельчаете вольфрам, лучше всего шлифовать его по длине.Вы хотите, чтобы результат всегда был ровным. Большинство сварщиков TIG будут использовать вольфрамовые точилки, но если вы только начинаете, настольный шлифовальный станок сделает свою работу. Однако вы не можете использовать универсальный шлифовальный станок для этой работы, так как это приведет к загрязнению ваших электродов.
9. Ознакомьтесь с вашими защитными газами.
100% аргон — это наиболее распространенный защитный газ, который используется для сварки TIG. Также популярна комбинация аргона и гелия 75/25. По мере увеличения содержания гелия в защитном газе вы обнаружите, что температура начнет падать.Это может привести к проблемам с зажиганием дуги. Если использовать 100% гелий, начать сварку становится очень сложно. Установите уровень защитного газа от 15 до 20 кубических футов в час, когда вы впервые начнете изучать сварку. Более высокие настройки могут привести к повреждению сварного шва.
Также популярна комбинация аргона и гелия 75/25. По мере увеличения содержания гелия в защитном газе вы обнаружите, что температура начнет падать.Это может привести к проблемам с зажиганием дуги. Если использовать 100% гелий, начать сварку становится очень сложно. Установите уровень защитного газа от 15 до 20 кубических футов в час, когда вы впервые начнете изучать сварку. Более высокие настройки могут привести к повреждению сварного шва.
10. По возможности используйте стержни большего размера.
Логика здесь довольно проста: если у вас удочка побольше, то ее легче кормить. Стандартные стержни с оборудованием для сварки TIG обычно имеют диаметр 3/32 или меньше.По возможности используйте прут диаметром 1/8 дюйма, чтобы облегчить процесс обучения.
11. Угол наклона стержня и угол резака не совпадают.
Если вы держите горелку и стержень под одинаковым углом во время работы с оборудованием для сварки TIG, то во время работы вы заставите тепло «отскакивать». Этот процесс заставит стержень расплавиться раньше, чем вы захотите, что приведет к ухудшению качества бусинки. Вы всегда должны подавать стержень в сварочную ванну.
Этот процесс заставит стержень расплавиться раньше, чем вы захотите, что приведет к ухудшению качества бусинки. Вы всегда должны подавать стержень в сварочную ванну.
12.Медленно уменьшайте дугу вместо того, чтобы внезапно ее заканчивать.
При сварке при температуре держите ножную педаль (или другой механизм контроля температуры) примерно на 3/4 хода. Это даст вам возможность позволить дуге погаснуть, когда вы дойдете до конца сварного шва. Если вы внезапно отключите дугу, это повысит риск возникновения трещин.
13. MIG и TIG иногда взаимозаменяемы.
Иногда для создания сварных швов TIG можно использовать проволоку, полученную при сварке MIG.Хотя некоторые магазины и сварщики могут сказать иначе, есть большая вероятность, что часть вашего сварочного оборудования взаимозаменяема. Это особенно актуально для сварщиков, у которых есть сварочные аппараты 3-в-1 или 5-в-1. Когда вы только начинаете учиться сварке, выбора из лучших моделей сварочных аппаратов недостаточно — максимальное использование вашего оборудования всегда будет в ваших интересах.
14. Защитите себя от электрошока.
Один из самых простых способов уменьшить опасность поражения электрическим током за сварочным столом — это положить на него что-нибудь непроводящее.Перчатки — это распространенный способ предотвратить поражение рук. Еще один вариант — изделия из дерева. Имейте в виду, что ваш пот будет проводить электричество еще больше, а это значит, что нужно проявлять большую осторожность. Постарайтесь положить руку, держащую фонарь, на устойчивый предмет, чтобы добиться лучших результатов.
15. Тонкие перчатки часто лучше работают при сварке TIG.
Если вы наденете тонкие перчатки на руку, которая питает стержень, вы улучшите свои ощущения от этого процесса.Когда перчатки кажутся громоздкими или мешают вам максимально контролировать процесс, качество вашей работы ухудшается. Это помогает научиться кормить стержни теми же пальцами, которыми вы держите ручку или карандаш.
16. Приготовьте таблицы присадочного металла.
Когда у вас будут в наличии эти таблицы, будет легче выбрать правильные стержни, которые вам нужны для материалов, с которыми вы работаете в этот день.
17.Увеличение сварочного тока приведет к увеличению скорости сварки.
Вы обнаружите, что для работы с алюминием может потребоваться много тепла. Иногда это означает, что вам необходимо увеличить сварочный ток. Более горячие машины обеспечивают более высокую скорость движения, что снижает искажения и прожиг, если вы все делаете правильно. Однако если вы пойдете слишком быстро, некоторые металлы могут дать неэффективный шарик.
Сварка TIG требует времени для изучения. Иногда это может быть разочаровывающим процессом. Однако если вы запомните подобные уловки и советы, то обнаружите, что это также может быть очень весело.
7 основных советов по сварке TIG для начинающих
В то время как TIG (вольфрамовый инертный газ) является одним из наиболее распространенных методов сварки, используемых сегодня, процесс получения чистых, высококачественных сварных швов не так прост, потому что существует множество факторов, учитываемых при контроле нагрева, используемой технологии. , вплоть до мастерства сварщика. Короче говоря, сварка TIG может быть сложной задачей для начинающих сварщиков.
, вплоть до мастерства сварщика. Короче говоря, сварка TIG может быть сложной задачей для начинающих сварщиков.
Итак, если вы испытываете трудности с правильной сваркой TIG или вам нужна помощь в получении сертификации по сварке TIG, то вы попали в нужное место, потому что в этой статье мы рассмотрим 7 основных советов по сварке для начинающих и отточите свои навыки в производстве сварных швов высокой чистоты.
Используйте минимальную мощностьОдин из основных советов по сварке TIG, который следует помнить, заключается в том, что слишком большая мощность может вызвать прожиг сварного шва. Поэтому используйте минимальную мощность как можно больше (или, по крайней мере, настройку мощности, которую вы можете поддерживать), чтобы вы могли придумать технику лужения, достаточную для создания прочного и прочного сварного шва.
Угол факела Горелка должна располагаться на расстоянии не менее 15-20 градусов от материала поверхности (и пути движения), чтобы обеспечить легкий доступ к присадочному материалу и улучшить видимость свариваемой детали.
Металлы должны быть чистыми для получения сильной сварочной дуги. Для алюминия и нержавеющей стали рекомендуется использовать тонкую щетку для каждого типа металла. Несколько минут могут иметь большое значение для достижения лучшего результата.
Не расплавляйте присадочный стержень напрямуюВсегда помните, как работает сварка TIG: основной металл плавится горелкой, а присадочный материал плавится расплавленной лужей.Избегайте прямого плавления материала, так как это приведет только к слабому сварному шву.
Защитное снаряжениеВольфрамовые электроды излучают низкий уровень излучения. Поэтому обязательно наденьте респиратор, чтобы защитить нос и рот. Кроме того, мы также рекомендуем вам практиковать сварку TIG в хорошо вентилируемом помещении, чтобы пыль не ухудшила качество выполняемой вами работы.
Precision Fabricating & Cleaning — это инновационная высококвалифицированная компания с уникальными возможностями для выполнения широкого спектра услуг по промышленной уборке, специализирующаяся на Гидростатические испытания, Кислородный сервис, Криогенные испытания, Мобильная уборка поля, Пассивирующий, Отбор проб потоком и погружением, Очистка высокой чистоты, Ультразвуковая чистка, Обнаружение утечки гелия, и многое другое. Используйте правильный тип вольфрама
Используйте правильный тип вольфрама Для работы с разными металлами необходимо использовать вольфрам правильного типа. Для алюминиевых поверхностей рекомендуется как можно больше использовать зеленый вольфрам. А для стальных металлов рекомендуется использовать красный вольфрам. По мере того, как вы пойдете дальше практики, вы также обнаружите, что другие типы металлов хорошо сочетаются с разными видами вольфрама.
Работа с нержавеющей стальюИ, наконец, один из основных советов по сварке TIG, о котором необходимо помнить, — это осторожность при чрезмерном нагреве при работе с нержавеющей сталью.Вы можете сделать это, просто наблюдая за цветом сварного шва.
Если в результате окрашивания получается цвет от золотистого до лососевого, то приложенного тепла достаточно. Но если цвет сварного шва от темного до грязно-серого, значит, используется чрезмерный нагрев, и материал может деформироваться.
Чтобы избежать проблем при сварочных работах в будущем, мы рекомендуем снизить силу тока и увеличить скорость движения. Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить на умеренном огне.
Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить на умеренном огне.
Все, что вам нужно знать о сварке TIG
Краткий обзор: наш лучший выбор для сварочных аппаратов TIG и сварочных тележек
Сварка — это процесс соединения двух металлических частей, который использовался веками и может выполняться в помещении или на улице. Благодаря достижениям в области сварочного оборудования и методов сварки в последние годы обучение сварщиков стало более важным.
Сварка используется в столь многих различных отраслях и производственных процессах, что стала востребованной профессией с большими перспективами для будущего карьерного роста.
Сварщики, имеющие опыт в более сложных сварочных процессах, таких как Сварка TIG , не будут иметь проблем с получением должности.
Краткий обзор: наш лучший выбор для сварщиков TIG
Краткий обзор: Наши лучшие тележки для сварки TIG
Что такое сварка TIG?
Хотя сварка существует с древних времен, современная сварка в том виде, в котором мы ее знаем, появилась только в начале 20-го, -го, -го века.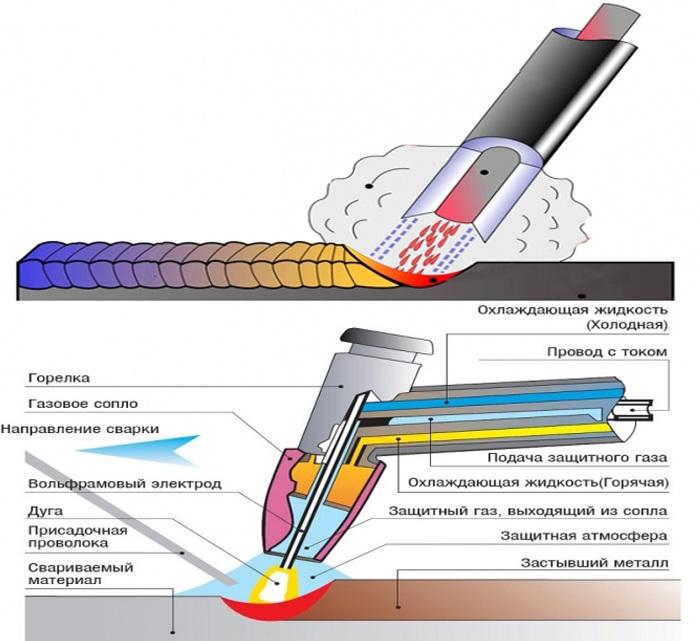
Газовая дуговая сварка вольфрамом (GTAW) или сварка TIG была изобретена в 1941 году Расселом Мередитом из Northrop Aircraft Corporation как способ сварки алюминия и магния с целью соединения легких сплавов, используемых в авиастроении.
Подразделение Linde компании Union Carbide купило права на патент на сварку GTAW и разработало различные конструкции горелок под торговой маркой Heliarc.
Первые машины Heliarc были основаны на большом трансформаторе-выпрямителе и весили сотни фунтов.
Во время Второй мировой войны сварка TIG стала предпочтительным методом сварки деталей самолетов.
В конце 1970-х годов компания Miller представила «прямоугольную форму волны», которая позволила значительно улучшить управление дугой и создать меньшие машины, более подходящие для приложений переменного тока.
С появлением печатных плат и аппаратов TIG инверторного типа возможности регулировки и меньший вес уступили место тому, что сейчас называется методом сварки TIG.
Как это работает? Процесс сварки TIG
В процессе сварки TIG используется электрическая горелка с вольфрамовым электродом для подачи тока на сварочную дугу.
Присадочный стержень подается в сварочную ванну вручную, в то время как горелка находится в другой руке. Оба защищены и охлаждаются инертным газом аргоном. Педаль акселератора на настольном станке или пульт дистанционного управления на ручной горелке могут управлять нагревом, пока сварщик выполняет сварку.
Убедитесь, что ваша металлическая поверхность хорошо подготовлена и чиста.
Удалите все загрязнения с металлической поверхности щеткой и протрите чистой тканью и ацетоном, чтобы удалить металлическую стружку и масла, которые могут помешать процессу сварки.
Выберите правильный сварочный электрод TIG. TIG использует 6 электродов для передачи сварочной дуги на металлические детали, с которыми вы работаете.
1
Электроды из чистого вольфрама доступны по цене и обеспечивают стабильную дугу на алюминии и магнии с помощью скругленного наконечника.2
Торированные электроды — наиболее распространенные электроды, потому что торий смешивается с вольфрамом, чтобы сделать наконечник электрода более прочным, который останется острым и служит дольше, чем вольфрам.При работе с торированными электродами вы должны иметь соответствующую вентиляцию и меры предосторожности, так как они немного радиоактивны.3
Серые электроды часто используются на постоянном токе с проектами с низкой силой тока или небольшими сложными деталями.4
Электроды с лантаном очень универсальны и подходят для работы с машинами переменного и постоянного тока. Они обеспечивают стабильную дугу и хорошо работают на малых токах.5
Циркониевые электроды используются в проектах переменного тока, где вам нужен прочный электрод, устойчивый к загрязнениям.6
Редкоземельные электроды обеспечивают стабильную дугу для проектов переменного и постоянного тока и имеют тенденцию длиться дольше.


Типы газа, необходимые для сварки TIG:
Существует три типа защитных газов, обычно используемых при сварке TIG.
1. Чистый газ аргон:
Чистый аргон — часто используемый газ, потому что его можно использовать для любого типа металла, который вы свариваете, и он обеспечивает очень эффективную защиту при сварке.
При использовании чистого аргона дуга узкая и концентрированная, поэтому вы получаете очень точный сварной шов.При сварке внешние участки дуги не перегреваются.
2. Смесь газообразного аргона с гелием:
Смесь газообразного аргона из гелия и аргона увеличивает силу тока для получения более горячих сварных швов.
Эта смесь подходит для большинства типов металлов, кроме низкоуглеродистой стали. Гелий проводит тепло и создает широкое тепло, которое достигает краев сварочной ванны.
3. Смесь газообразного аргона с водородом:
Некоторые сварщики, которые часто работают с нержавеющей сталью, предпочитают работать с газообразным аргоном, смешанным с 5% или менее водорода, поскольку он увеличивает нагрев во время сварки и создает широкий горячий сварной шов, который проникает глубоко в металл.
Достоинства и недостатки сварки TIG
Сварка TIG — это очень точный контролируемый метод сварки, который является одним из самых сложных для изучения.
У процесса много поклонников, но есть некоторые недостатки.
ПРОФИ
- Сварка TIG обеспечивает максимально точные и контролируемые сварные швы.
- Сварка TIG обеспечивает максимально гладкую поверхность.
- Сварку TIG можно использовать для сварки различных металлов, включая цветные металлы, такие как медь, магний и алюминий.
CONS
- Сварка TIG — это сложный метод для изучения. Необходимо поддерживать большой контроль и точность, чтобы дуга проходила на правильном расстоянии от металлических деталей.
- Сварка TIG — медленный процесс.
- Сварка TIG создает некоторые проблемы с безопасностью из-за использования неплавящихся электродов, которые не покрыты флюсом и, следовательно, плохо экранируют свет дуги.
Советы по сварке TIG для начинающих
Сварка TIG особенно опасна из-за воздействия высоких тепловых дуг и газов.
Начинающие сварщики должны быть хорошо знакомы с протоколами безопасности и надлежащими методами сварки, прежде чем они когда-либо будут использовать сварочную горелку TIG.
Вот несколько советов, которые следует помнить при сварке TIG.
- Всегда носите защитное снаряжение , чтобы защитить свое тело и лицо от ожогов. Сварщикам предлагается широкий выбор защитного снаряжения, такого как шлемы, защитные очки, перчатки, куртки, фартуки, рукава, брюки и бахилы.
- Работа в хорошо вентилируемом помещении .Свежий воздух снижает количество токсичных паров, которым вы подвергаетесь.
- Убедитесь, что ваше сварочное оборудование правильно заземлено . Неправильно заземленное оборудование может привести к поражению электрическим током.
- Следите за тем, чтобы рабочее место было сухим . Влага увеличивает риск поражения электрическим током.
- Удалите загрязнения с металлической поверхности , которую вы собираетесь сваривать. Примеси и загрязнения в металле могут повлиять на качество сварного шва.
- Будьте осторожны, чтобы не сваривать с неправильным током . Тип металла, который вы используете, и тип электрода будут определять, какой ток вы используете, и сколько: AC или DC. Перед сваркой отрежьте несколько обрезков металла, который вы планируете использовать, и проверьте свои настройки на этих тренировочных деталях, чтобы убедиться, что вы выбрали правильный текущий уровень.
 Тип металла, который вы используете, и тип электрода будут определять, какой ток вы используете, и сколько: AC или DC. Перед сваркой отрежьте несколько обрезков металла, который вы планируете использовать, и проверьте свои настройки на этих тренировочных деталях, чтобы убедиться, что вы выбрали правильный текущий уровень.
Тип металла, который вы используете, и тип электрода будут определять, какой ток вы используете, и сколько: AC или DC. Перед сваркой отрежьте несколько обрезков металла, который вы планируете использовать, и проверьте свои настройки на этих тренировочных деталях, чтобы убедиться, что вы выбрали правильный текущий уровень.Лучшие сварщики TIG
Вот наши рекомендации для лучших сварщиков TIG, имеющихся в настоящее время на рынке.
1. Сварочный аппарат AHP ALPHA TIG 200X 200 AMP
Сварочный аппарат AHP Alpha TIG 2016 года — довольно мощный сварочный аппарат.Он имеет надежную и долговечную технологию IGBT с импульсной технологией, которая может работать как на входах 110 В, так и 220 В.
Подходит для начинающих и средних пользователей, он имеет полный набор импульсных функций и контроль очистки для переменного тока. Он способен сваривать алюминий aluminum дюйма и низкоуглеродистую сталь 3/8 дюйма.
Простая установка и эксплуатация, он поставляется с горелкой с гибким шлангом WP17 и ножной педалью для отличного контроля и управления сваркой TIG.
Хотя это довольно простой в использовании сварочный аппарат с довольно хорошей стабильностью дуги, он имеет некоторые недостатки.На дисплее отображается только начальный ток, пока вы не переключите его в режим T2. Кроме того, ножная педаль имеет тенденцию скользить по полу и может потребоваться установка резиновых ножек.
Производитель предлагает 3 года гарантии на машину и 6 месяцев на аксессуары.
В целом, это отличный сварщик TIG по доступной цене.
2. Сварочный аппарат Everlast PowerArc 140
Сварочный аппарат Everlast PowerArc — это небольшой портативный сварочный аппарат с двойным напряжением.
Он может работать от 120 В и 240 В и питается от небольшого инверторного устройства IGBT, обеспечивающего стабильность дуги, сопоставимую с более мощными машинами.
При весе всего 24 фунта вы можете разместить этот сварочный аппарат везде, где вам нужно сваривать, например, на ферме, дома или в магазине товаров для хобби. Этот аппарат готов к сварке с красивым футляром для переноски по доступной цене.
Сварочный аппарат Everlast PowerArc не предназначен для промышленного использования. Хотя этот аппарат относительно стабилен для своих размеров, некоторые сварщики могут посчитать кабель электрода слишком коротким.
Хорошие вещи приходят в небольших упаковках, и сварочный аппарат Everlast PowerArc 140 Welder не исключение. Эта машина идеально подходит для начинающего сварщика TIG.
3. Forney 324
Сварочный аппарат Forney 324 190 AMP — это многофункциональный инверторный аппарат 3-в-1, который может выполнять сварку MIG, Stick или TIG.
Этот аппарат может легко переключаться между сварочными процессами и предназначен для использования на фермах, в автомобилях и на лодках, для обслуживания и ремонта дома и в легкой промышленности.
При весе 43 фунта Forney 324 является портативным.
Этот аппарат настолько прост в эксплуатации, что настройка практически не требуется — он готов к сварке прямо из коробки. Он поставляется с адаптируемым штекером, поэтому его можно использовать с входным напряжением 230 В или 120 В.
Горелка имеет кабель длиной 10 футов и имеет встроенную разгрузку от натяжения, которая продлевает срок службы кабеля. Он оснащен разъединителем в европейском стиле и совместим с Tweeco.
Как и большинство мультисварочных аппаратов, Forney 324 работает от постоянного тока, поэтому он не подходит для сварки алюминия методом MIG.Кроме того, иногда известно, что механизм подачи проволоки заедает.
Forney производится в Италии и поставляется с гарантией 5/3/1.
Forney 324 — это хороший, качественный прибор «все в одном» с большой универсальностью, которым будет счастлив даже начинающий сварщик.
Лучшие тележки для сварки TIG
Никто не хочет застревать без стабильной и мобильной стойки для своих тележек, поэтому мы также составили несколько обзоров лучших сварочных тележек.
1.СВАРОЧНАЯ ТЕЛЕЖКА GOPLUS
GoPlus Welding идеально подходит для ваших сварщиков TIG, но его также можно использовать для сварщиков MIG, ARC Flux и даже для плазменных резаков. Он имеет 4 удобных ящика и выдвижной шкаф для всех ваших инструментов, расходных материалов и принадлежностей.
Он имеет 4 удобных ящика и выдвижной шкаф для всех ваших инструментов, расходных материалов и принадлежностей.
Изготовлен из особо прочной стали, он имеет прочную черную отделку, которая выдержит испытание временем И весь износ при хмеле и на стройплощадке.
Колеса достаточно прочные, чтобы выдержать вес всего вашего снаряжения, и делают тележку Goplus удобной для передвижения
2.Сварочная тележка Chicago Pneumatic MIG TIG
Пневматическая сварочная тележка Chicago Pneumatic представляет собой прочную стальную тележку с двумя полками в дополнение к наклонной верхней полке для надежного хранения принадлежностей.
Тележка оснащена крюком для удержания узла горелки и двумя предохранительными цепями для крепления 2Famznthe бензобака.
Его легко собрать, и его вес составляет 31 фунт.
Хотя это хорошая и прочная тележка, она немного мала и не вмещает нескольких сварщиков.
Эта модель от Chicago Pneumatic устойчива и достаточно доступна. В целом, это достойный выбор.
В целом, это достойный выбор.
3. Универсальная сварочная тележка ARKSEN для MIG TIG
Универсальная сварочная тележка Arksen прочно сконструирована из стали с красивой матовой черной отделкой.
Он имеет 3 полки, причем верхняя полка слегка наклонена, чтобы сварщик мог легко добраться до органов управления аппарата.
Крючки с обеих сторон обеспечивают места для кабелей, а две предохранительные цепи могут надежно удерживать газовые баллоны на месте.Легкое маневрирование при 22 фунтах.
Хотя эта тележка доступна по цене, у некоторых пользователей возникли трудности при сборке тележки из-за плохих инструкций. Кроме того, тележка довольно мала и может вместить не все типы сварочных аппаратов. Хотя есть две предохранительные цепи, только один бензобак надежно поместится в тележку.
Универсальная сварочная тележка Arksen — это самый дорогостоящий вариант, рассмотренный здесь, и вы должны внимательно проверить, соответствует ли она вашим потребностям.
В настоящее время недоступно заметное упоминание
XTREMEPOWERUS HD WELDING CART
Сварочная тележка XtremepowerUS HD — это сверхпрочная сварочная тележка, сделанная из прочной чугунной стали с 3 полками для легкого доступа к расходным материалам и оборудованию.
Наклонная верхняя полка обеспечивает легкий доступ к органам управления сварочного аппарата. Тележка также оснащена двумя предохранительными цепями для крепления резервуаров с защитным газом.
Тележка имеет тяжелые закрепленные ролики сзади и поворотные колеса спереди, а также удобную ручку, что делает эту тележку очень маневренной. Лучшая особенность — это цена.
Несмотря на то, что это отличная машина по своей цене, ее немного сложно собрать, поскольку инструкции не очень хорошо написаны, а отверстия не всегда совпадают, поэтому установка полок может быть сложной.
Хотя для сборки могут потребоваться некоторые усилия, из нее получится хорошая сварочная тележка.
Как научиться сварке TIG
Для тех, кто заинтересован в обучении сварке TIG, есть ряд полезных ресурсов.
1
Обратитесь в местные профессиональные училища и младшие колледжи, которые предлагают программы по сварке MIG.2
В некоторых местных предприятиях по предоставлению сварочного оборудования по выходным проводятся занятия для любителей.3
Изучите онлайн-источники информации, такие как:
Пошаговое видеообучение также является популярным ресурсом.Либо тот, что был ранее в статье, либо этот ниже — отличные альтернативы для начала.
 youtube.com/embed/undefined?rel=0&modestbranding=0&controls=1&showinfo=0&fs=0&wmode=transparent&start=undefined» data-src=»https://www.youtube.com/embed/undefined?rel=0&modestbranding=0&controls=1&showinfo=0&fs=0&wmode=transparent&start=undefined» allowfullscreen=»» frameborder=»0″/>
youtube.com/embed/undefined?rel=0&modestbranding=0&controls=1&showinfo=0&fs=0&wmode=transparent&start=undefined» data-src=»https://www.youtube.com/embed/undefined?rel=0&modestbranding=0&controls=1&showinfo=0&fs=0&wmode=transparent&start=undefined» allowfullscreen=»» frameborder=»0″/> Заключение
Сварка TIG — это востребованный процесс сварки, значение которого в промышленной сварке растет.
Хотя для этого требуется больше времени, практики и подготовки, чем для любого другого метода сварки, освоить этот процесс не так уж и сложно. Это просто требует использования сложного оборудования и практики, чтобы освоить различные положения сварки TIG.
Используя различные источники учебных ресурсов по сварке TIG, а также практикуясь, вы можете стать квалифицированным сварщиком TIG.
Пять основных советов по сварке TIG
Оан Нгуен
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к карьерному росту.
Инертная сварка вольфрамом (также известная как TIG-сварка или газовая дуговая сварка вольфрамом) — это форма дуговой сварки, используемая для получения сварных швов высокой чистоты.По этой причине он обычно используется в ядерной, авиационной, пищевой и фармацевтической промышленности. В то время как сварка MIG использует металлическую катушку, которая непрерывно подается через горелку, сварка TIG вызывает плавление основного металла, поскольку присадочный металл вручную подается в ванну расплава. Этот тип сварки может использоваться для нержавеющей стали, углеродистой стали, алюминия и других цветных металлов.
Изучая основы сварки TIG, новички могут столкнуться с трудностями при выборе правильной техники.Чтобы помочь вам на пути к получению сертификата сварки TIG, вот несколько советов, которые следует помнить во время сварки.
Методы сварки TIG
- Угол резака должен составлять от 15 до 20 градусов от направления движения. Это увеличивает видимость участка и облегчает доступ для наполнителя.
- Присадочный металл следует вводить под как можно меньшим углом, чтобы избежать касания вольфрамового электрода и его загрязнения.
- Горелка плавит основной материал, а расплавленная лужа плавит присадочный стержень.Не поддавайтесь желанию расплавить наполнитель напрямую.
- Для подготовки вольфрама лучше всего использовать алмазный шлифовальный круг с острым концом. Вольфрам следует держать в соответствии с направлением вращения колеса, а не перпендикулярно. Это гарантирует, что следы шлифования будут проходить по длине вольфрама, что способствует прохождению электрического тока по электроду. Поворачивайте вольфрам, прижимая его к колесу, как если бы точили карандаш.Для сварки алюминия вам следует отшлифовать плоское пятно на самом кончике, прижав острие к шлифовальному кругу.
- При сварке нержавеющей стали не прикладывайте слишком много тепла. Цвет сварного шва должен быть от льняного до лососевого. Если цвет темно-серый и выглядит грязным и сильно окисленным, значит, используется слишком много тепла. Если приложить слишком много тепла, металл может покоробиться. Чтобы исправить эту проблему в будущем, уменьшите силу тока и увеличьте скорость движения.Вы также можете попробовать уменьшить диаметр присадочного материала, так как на его плавление потребуется меньше энергии.

Список литературы
.. Руководство по сварке TIG для начинающих
Сварка TIG Названия
Сварка TIG, или TIG, является аббревиатурой от «сварки вольфрамовым инертным газом». TIG — широко используемый и общепринятый сленговый термин. Правильная терминология — «газовая вольфрамовая дуговая сварка» или GTAW.Этот термин используют инженеры-сварщики в чертежах и в процедурах сварки. Когда TIG был представлен примерно в 1940-х годах, он назывался HeliArc, потому что в качестве защитного газа использовался гелий. Он больше не называется HeliArc, потому что в большинстве случаев в качестве защитного газа
используется аргон.
Свариваемость металлов
Сварка TIG — это наиболее универсальный сварочный процесс, используемый сегодня. Скорее всего, если он сделан из металла, его можно будет сваривать TIG! Этот процесс обычно используется по двум причинам: качество и свариваемость.Когда дело доходит до свариваемости экзотических металлов, никакой другой процесс не может справиться с этой задачей по такой цене. Это делает сварку TIG идеальным вариантом для механических мастерских или всех, кто работает с различными металлами. Результаты также превосходны, когда дело касается качества. TIG обычно используется для сварки труб и сосудов под давлением на атомных электростанциях и верфях из-за его управляемости. Высокая степень управляемости, присущая сварке TIG, обеспечивает значительно более высокое качество сварки, чем любой другой широко используемый сегодня метод.Некоторые из металлов, которые обычно сваривают TIG:
Это делает сварку TIG идеальным вариантом для механических мастерских или всех, кто работает с различными металлами. Результаты также превосходны, когда дело касается качества. TIG обычно используется для сварки труб и сосудов под давлением на атомных электростанциях и верфях из-за его управляемости. Высокая степень управляемости, присущая сварке TIG, обеспечивает значительно более высокое качество сварки, чем любой другой широко используемый сегодня метод.Некоторые из металлов, которые обычно сваривают TIG:
- Мягкая сталь
- Нержавеющая сталь
- Алюминий
- Медь
- Никель
- Медно-никелевый сплав (CUNI)
- Инконель
- Магний
- Хастеллой
- Титан
Сварочный процесс TIG позволяет сваривать многие другие металлы и сплавы. Кроме того, он также может сваривать вместе множество разнородных металлов.
Электроснабжение и оборудование
Источником питания, используемым для сварки TIG, является источник питания постоянного тока или постоянного тока, как и для ручной сварки. В большинстве случаев это тот же блок питания! Сварка TIG требует постоянного тока для поддержания дуги, в то время как напряжение колеблется в зависимости от длины дуги. Что меняет сварщика стержневой сваркой на сварщика TIG? Всего лишь несколько корректировок наворотов! Достаточно просто поиграть с приборами на машине для сварки алюминия, для чего требуется переменный или «переменный ток». Помимо сварки алюминия, редко требуется что-то еще, кроме постоянного или постоянного тока.Практический результат: сварка TIG хорошо работает с любым источником питания постоянного тока. Например, на большинстве промышленных строительных площадок для большей части сварки TIG используются источники питания для сварки штангой.
В большинстве случаев это тот же блок питания! Сварка TIG требует постоянного тока для поддержания дуги, в то время как напряжение колеблется в зависимости от длины дуги. Что меняет сварщика стержневой сваркой на сварщика TIG? Всего лишь несколько корректировок наворотов! Достаточно просто поиграть с приборами на машине для сварки алюминия, для чего требуется переменный или «переменный ток». Помимо сварки алюминия, редко требуется что-то еще, кроме постоянного или постоянного тока.Практический результат: сварка TIG хорошо работает с любым источником питания постоянного тока. Например, на большинстве промышленных строительных площадок для большей части сварки TIG используются источники питания для сварки штангой.
Оборудование для базовой сварки TIG представляет собой источник постоянного тока, горелку TIG и газовый регулятор, подключенный к баллону с газом аргоном. Вот и все! Менее чем за 200 долларов вы можете превратить сварочный аппарат постоянного тока в сварочный аппарат TIG.
Это оборудование работает вместе очень просто. Горелка TIG подключается к отрицательной (-) стороне источника питания, а земля — к положительной стороне (+).Это позволяет электричеству течь от горелки к работе. Затем к регулятору присоединяется аргоновый шланг и устанавливается. После того, как все будет подключено, вам нужно вставить вольфрам в горелку TIG. После того, как вольфрам закреплен, включите источник питания и аргон. Происходит то, что газ проходит через горелку, экранируя зону сварки, а затем вы просто зажигаете дугу. После этого образуется лужа, и вы другой рукой добавляете присадочную проволоку к стыку. Вуаля!
Горелка TIG подключается к отрицательной (-) стороне источника питания, а земля — к положительной стороне (+).Это позволяет электричеству течь от горелки к работе. Затем к регулятору присоединяется аргоновый шланг и устанавливается. После того, как все будет подключено, вам нужно вставить вольфрам в горелку TIG. После того, как вольфрам закреплен, включите источник питания и аргон. Происходит то, что газ проходит через горелку, экранируя зону сварки, а затем вы просто зажигаете дугу. После этого образуется лужа, и вы другой рукой добавляете присадочную проволоку к стыку. Вуаля!
Что касается дополнительного оборудования, есть ножные педали для регулировки силы тока, высокочастотные пуски, прямоугольная волна переменного тока и импульсное управление для облегчения сварки.Опять же, если вы не свариваете алюминий, это ненужное оборудование, которое требует простого процесса и усложняет его. Что касается сварки алюминия, все, что вам нужно, — это источник переменного тока с высокочастотным запуском.
Защитные газы
Сварка TIG предлагает два варианта работы с защитными газами:
- Аргон
- Гелий (в редких случаях)
Гелий используется крайне редко, потому что он дорог и поднимается вверх — это означает, что во время сварки вам нужно, чтобы газ шел вниз, если, конечно, вы не выполняете сварку в верхнем положении! В большинстве случаев используется аргон, поскольку он работает с любым металлом и является единственным необходимым газом.
Размеры чашек TIG
Размеры чашек у горелок TIG различаются. Все сводится к размеру сварного шва, который будет выполнен. Чашечка обеспечивает покрытие сварного шва защитным газом. Основы размеров чашки TIG просты. Эти чашки имеют систему кодирования для их идентификации, и каждому размеру присвоен номер. Размеры чашек работают так:
- Размер 4 = внутренний диаметр 4/16
- Размер 5 = внутренний диаметр 5/16
- Размер 6 = 6/16 внутренний диаметр
- Размер 7 = 7/16 внутренний диаметр
Вся система кодирования преобразует размеры в числа с шагом 1/16 дюйма.
Выбор вольфрамового электрода
Вольфрам — это то, что делает возможной сварку TIG. Когда дело доходит до выбора вольфрама, есть много вариантов, но на самом деле один тип может выполнять практически любую сварку. Чтобы не усложнять задачу, вам нужно выбрать размер и тип вольфрама. Для основной сварки подойдет электрод диаметром 3/32 с 2% тория вольфрама (2% тория вольфрама окрашены в красный цвет). Этот тип вольфрама хорошо работает практически с любым металлом, а его размер идеально подходит для сварки как тонких, так и толстых металлов.
Электроды или присадочная проволока
Электроды или присадочная проволока обычно имеют стержневую форму длиной 36 дюймов. Эта присадочная проволока бывает разных размеров, которые обычно:
Размер электрода мало зависит от толщины свариваемого металла, если речь идет о сварке TIG. Что имеет значение для , так это то, сколько присадочного металла вы хотите добавить в любой момент времени для конкретных требований сварного шва (то есть вы можете подать проволоку, создать небольшую лужу и быстро протянуть тонкую линию, или вы можете подать гораздо больше проволокой, удерживайте горелку устойчиво, создавая лужу гораздо шире, с которой можно работать). При сварке TIG присадочная проволока всегда добавляется к стыку противоположной рукой, что дает вам полный контроль над скоростью наплавки и размером сварного шва.
При сварке TIG присадочная проволока всегда добавляется к стыку противоположной рукой, что дает вам полный контроль над скоростью наплавки и размером сварного шва.
Электроды имеют систему кодирования для их идентификации. Обычно используемый электрод для низкоуглеродистой стали — «ER 70S-2» .
- «ER» обозначает электрод или присадочный стержень.
- «70» — прочность сварного шва. В случае низкоуглеродистой стали сварной шов имеет предел прочности на разрыв не менее 70 000 фунтов на квадратный дюйм сварного шва.
- «S» обозначает сплошной провод. Поскольку проволока сплошная, для нее всегда требуется защитный газ.
- «2» обозначает количество очистителя, добавляемого к проволоке для улучшения качества сварки.
Если вы раньше выполняли сварку MIG, эти обозначения могут звучать аналогично. Присадочную проволоку для MIG можно также использовать для сварки TIG. Все сводится к первому обозначению «ER»; электрод или присадочный стержень.
Все сводится к первому обозначению «ER»; электрод или присадочный стержень.
Наладка сварочного аппарата
Перед настройкой вашего сварочного аппарата TIG необходимо выполнить некоторые подготовительные работы.Сварной шов должен быть абсолютно чистым! Это означает отсутствие ржавчины, краски, масла или чего-либо еще. Абсолютно ничего, кроме чистого блестящего металла. Несмотря на то, что TIG — превосходный сварочный процесс, следует особо подчеркнуть, что соединение всегда должно быть чистым — безупречным! Кроме того, вольфрамовые электроды необходимо затачивать до тонкости для всех металлов, кроме алюминия. Всегда необходимы чистое соединение и чистый острый вольфрамовый стержень. Без исключений!
Подготовка к сварке состоит из трех основных этапов:
- Установка горелки
- Расход газа
- НАСТРОЙКА МАШИНЫ
Корпус горелки состоит из четырех основных частей плюс вольфрамовый электрод для настройки. Корпус резака удерживает корпус цанги, цангу, заднюю крышку и чашку. Все эти части удерживают и защищают вольфрамовый электрод. Для настройки резака требуется цанга и корпус подходящего размера, соответствующие размеру вольфрама, который будет использоваться. Размер чашки выбирается на основе размера сварного шва, который будет сделан, а задняя крышка — это то, что стягивает вольфрам. После того, как все они будут на месте, вам нужно настроить вольфрам так, чтобы он выступал ровно настолько, чтобы сварной шов был защищен от воздуха, и достаточно далеко, чтобы увидеть дугу.Это то, что каждый сварщик делает по-своему. Не существует правильной или неправильной формулы, пока она работает.
Корпус резака удерживает корпус цанги, цангу, заднюю крышку и чашку. Все эти части удерживают и защищают вольфрамовый электрод. Для настройки резака требуется цанга и корпус подходящего размера, соответствующие размеру вольфрама, который будет использоваться. Размер чашки выбирается на основе размера сварного шва, который будет сделан, а задняя крышка — это то, что стягивает вольфрам. После того, как все они будут на месте, вам нужно настроить вольфрам так, чтобы он выступал ровно настолько, чтобы сварной шов был защищен от воздуха, и достаточно далеко, чтобы увидеть дугу.Это то, что каждый сварщик делает по-своему. Не существует правильной или неправильной формулы, пока она работает.
Расход газа регулируется в CFH «Кубических футов в час». Настройка расхода газа зависит от размера чашки, а также от сквозняков или ветра. Если вы находитесь в магазине, в котором нет сквозняков, может быть достаточно ставки 5 CFH. Однако 60 CFH может быть недостаточно, если вы работаете на открытом воздухе. Все сводится к текущим условиям. Более высокая скорость потока газа также нехороша, поскольку вызывает турбулентность, которая втягивает воздух в сварной шов.
Все сводится к текущим условиям. Более высокая скорость потока газа также нехороша, поскольку вызывает турбулентность, которая втягивает воздух в сварной шов.
Установить машину очень просто! Все, что вам нужно, — это достаточное количество усилителей, чтобы за секунду или две образовалась лужа. Остальное — техника с чистым стыком и вольфрамом!
Основы техники сварки TIG
Техника сварки TIG проста, но для ее правильного выполнения требуется много навыков! Прежде чем вы увлечетесь техникой, необходимо соблюдать некоторые правила. Во-первых, чистый стык не подлежит обсуждению. Во-вторых, чистый вольфрам просто необходим. Эти два правила — то, что отличает мастера от подражателей! Без шуток! Дело в том, что я тренировался под руководством двух сварщиков, завоевавших титул «Лучший сварщик мира», и они не сваривали грязные стыки.Все сводится к следующему: вы можете использовать лучшего сварщика и методы на чистом стыке и произвести идеальный сварной шов, но тот же сварщик, использующий те же методы, не может даже заставить лужу течь на неидеальном стыке! При сварке TIG главное — иметь чистый сварной шов и чистый вольфрам. Эти правила применяются даже к стыку, который был очищен и имеет один сварной проход, но цвет металла изменился на знакомую всем нам «синеватую волну». В этом случае лучшим решением перед сваркой является шлифовка сварного шва для очистки металла.
Эти правила применяются даже к стыку, который был очищен и имеет один сварной проход, но цвет металла изменился на знакомую всем нам «синеватую волну». В этом случае лучшим решением перед сваркой является шлифовка сварного шва для очистки металла.
Основные методы сварки TIG просты. Чтобы зажечь дугу, вам нужно либо ударить вольфрам, либо поцарапать его. Все, что вам нужно, это сформировать лужу, а затем добавить в шов присадочную проволоку. Это все! Неважно, идете вы справа или слева. TIG — это промывание металла сварным швом. Что касается позиций, не имеет значения, сварка вы плоско или над головой, металл всегда течет одинаково.
Основное отличие техники сварки TIG заключается в используемом оборудовании.Если вы используете базовую настройку TIG, вам нужно двигаться быстрее, поскольку сварной шов становится жидким. Если у вас есть ножная педаль, вы должны уменьшить силу тока, чтобы компенсировать перегрев металла.
Руководство для начинающих по сварке TIG было написано специально для Metal Web News. Com и их читателей Go Welding.Org
Com и их читателей Go Welding.Org
Ознакомьтесь с другими нашими статьями по обучению сварке: Руководство для начинающих по сварке MIG и Руководство для начинающих по дуговой сварке порошковой проволокой.
Сварка TIG для начинающих | Основные факты и советы по GTAW
Коллеги рекомендовали метод TIG, но вы раньше не использовали его.Именно поэтому вы решили найти руководство по сварке TIG для начинающих.
Вы немного занимаетесь сваркой и освоили некоторые основы. Вы хотели бы получить лучший сварочный аппарат TIG , потому что MIG иногда не совсем подходящий вариант для вашего проекта, как мы объясняли в нашей статье MIG против TIG. Тип дуговой сварки зависит от сварочных материалов и условий сварочных работ.
У нас есть основные сведения о сварке TIG, чтобы вы могли изучить процесс.Мы отвечаем на все вопросы, от сварки TIG до сварки TIG. В статье будут рассмотрены советы по сварке TIG для газа, дуги, присадочного прутка и такие методы, как TIG-сварка алюминия . К концу вы будете ознакомлены с основными методами сварки TIG и будете готовы сразу приступить к работе над своим первым проектом по сварке TIG!
К концу вы будете ознакомлены с основными методами сварки TIG и будете готовы сразу приступить к работе над своим первым проектом по сварке TIG!
Сварка TIG для начинающих — необходимо знать Советы и факты по сварке TIG
Что такое сварка TIG? Этот метод сварки предлагает большую гибкость, чем другие методы, а также более универсален.Это делает его одним из самых сложных методов для освоения, и вам потребуется дополнительная практика, но оно того стоит. Если вы хотите стать успешным сварщиком TIG, вам нужно иметь терпение и желание учиться. Наконечники для сварки TIG и подходящие аппараты для сварки TIG — это все, что вам нужно, если вы также знакомы с нержавеющей сталью, алюминием и другими основными материалами, которые часто свариваются.
TIG, также называемый GTAW (газо-вольфрамовая дуговая сварка), использует сварочный аппарат, но вместо проволоки, проходящей через ваш аппарат, вы использовали горелку для зажигания дуги и нагрева, а также сварочные стержни TIG для сварки.
Есть несколько приемов, которые можно использовать для управления лужей во время сварки TIG. Этот метод также обеспечивает стабильную дугу сварщика TIG, которая обеспечит надежные сварные швы независимо от вашего проекта. Вот несколько советов и приемов, которые помогут вам начать сварку в кратчайшие сроки!
Это наш рекомендованный сварщик TIG для начала:
Отличное соотношение цены и качества!
- Великолепное качество дуги!
- Универсальный сварочный аппарат — TIG и Stick
Научитесь выполнять сварку TIG
Когда вы изучаете сварку с использованием этого процесса, важно знать свои защитные газы.Наиболее распространенным типом сварочного газа при сварке TIG является 100% аргон. Вы также можете использовать комбинацию аргона и гелия от 75 до 25 процентов. Увеличение содержания гелия снизит вашу температуру. Это может вызвать проблемы с зажиганием дуги. Для новичка установите уровень защитного газа от 15 до 20 кубических футов в час. Более высокие настройки приведут к продувке сварного шва.
Как работает сварочный аппарат TIG и когда выполнять сварку TIG
Теперь, когда мы ознакомились с некоторыми советами и основами сварки TIG, давайте ответим на следующий большой вопрос: для чего используется сварка TIG?
Этот процесс можно использовать для соединения практически любого металла с превосходным качеством.Это метод, который при правильном применении имеет меньше всего дефектов. Это также удобно для облегчения очистки, потому что в этом процессе нет брызг. Он также обладает наибольшей проникающей способностью из всех сварочных технологий.
Сварочное оборудование TIG включает сварочный аппарат TIG, электрическую горелку и присадочный стержень с ручной подачей, который плавится в лужу. То, что отличает сварку TIG от других методов, заключается в том, что вы можете плавно запускать и останавливать нагрев в любой момент процесса. Это дает вам точный контроль над своей работой.
Это дает вам точный контроль над своей работой.
Начало работы с процессом сварки TIG
Когда вы начинаете процесс обучения, вы хотите начать с настройки вашего сварочного аппарата TIG и зажигания дуги на нержавеющей стали или другом материале. Почувствуйте, как работают сварочная дуга и лужа. Затем вы можете попробовать сварить какую-либо поверхность из листового металла без стержней. Это позволит вам узнать, как движется лужа, и попрактиковаться в поддержании длины дуги. Затем добавьте наполнитель и ознакомьтесь со сваркой алюминия, нержавеющей стали или других основных материалов.
Угол наклона и перемещение горелки сварочного аппарата TIG
Угол наклона горелки сварщика отличается от угла наклона стержня. Если вы сохраните один и тот же угол на обоих из них, вы заставите тепло отражаться во время работы. Это приведет к тому, что ваш стержень расплавится раньше, чем вы захотите, что приведет к ухудшению качества борта. Вы всегда хотите быть тем, кто подает пруток в сварочную ванну.
Вы всегда хотите быть тем, кто подает пруток в сварочную ванну.
Движение сварочной горелки TIG должно быть равномерным и останавливаться только на короткое время при добавлении присадочного материала.Держите резак под углом около 20 градусов от вертикального положения. Наклоните его так, чтобы вольфрам был направлен в сторону сварного шва. Это позволяет сварочной ванне формироваться перед горелкой, что облегчит добавление присадочных стержней в дальнейшем.
Зазор между вашей работой и вольфрамом должен быть в 1–1,5 раза больше диаметра вольфрама. Перед тем, как начать сварку, перемещайте горелку TIG по работе в качестве пробега, чтобы можно было попрактиковаться в угле наклона горелки и расстоянии. Это поможет вам поддерживать его естественным образом и избавит вас от проблем в процессе.
Длина дуги при сварке TIG
Сварщики TIG хотят уменьшать дугу медленно, а не резко ее прекращать. При сварке при температуре держите ножную педаль (или другие механизмы для контроля температуры) примерно на ¾ опускания. Имейте в виду, что правильное управление ножной педалью позволяет вашей дуге затухать, когда вы попадаете в конец сварного шва. Если вы закончите резать, ваш сварной шов потрескается.
Имейте в виду, что правильное управление ножной педалью позволяет вашей дуге затухать, когда вы попадаете в конец сварного шва. Если вы закончите резать, ваш сварной шов потрескается.
Подача стержней для сварки TIG
По возможности вы хотите использовать стержни большего размера.Прутки большего размера легче вводить в сварочный аппарат TIG. Стандартные присадочные прутки для сварочных аппаратов TIG обычно имеют диаметр 3/32 или меньше. Если вы выберете пруток диаметром 1/8 дюйма, когда это возможно, вам будет проще научиться протягивать присадочные прутки и упростить процессы сварки TIG.
Носите подходящее защитное снаряжение для сварки
Многие начинающие сварщики не знают, насколько критично правильное защитное снаряжение. Вы всегда должны носить свой лучший сварочный шлем, сварочные перчатки и кожаный фартук.Это относится ко всему, что связано со сваркой TIG или MIG.
Наша рекомендуемая маска для сварки TIG:
- Четыре режима работы для максимальной индивидуальной настройки
- Широкий объектив для лучшего обзора зоны сварки
- Датчики автоматического затемнения, которые ОБЯЗАТЕЛЬНЫ для любого сварщика
Электроды из торированного вольфрама содержат 2% тория, который является радиоактивным. Это означает, что сварщик должен носить респиратор, когда вы шлифуете его, чтобы сделать наконечник.Респиратор защитит ваши дыхательные пути и обеспечит безопасность, чтобы вы могли сосредоточиться на текущих сварочных процессах.
Для обеспечения безопасности сварки вам также нужно иметь рабочее место, свободное от пыли, и обеспечить соответствующую вентиляцию в вашем цехе.
При использовании сварочных аппаратов TIG вам также необходимо иметь что-нибудь, что защитит вас от поражения электрическим током. Самый простой способ сделать это — положить на сварочный стол что-то непроводящее.
Перчатки и сварочный фартук — отличный способ защитить руки. Дерево — еще один хороший вариант для сварки TIG.
Наши рекомендуемые комплекты перчаток и фартуков для сварки TIG:
Наличие таблиц присадочного металла
Наличие этих таблиц в вашем магазине может помочь вам выбрать правильные стержни для вашей работы. Это гарантирует, что вы будете знать, что использовать независимо от того, с каким материалом или сварочными аппаратами вы работаете в данный день.
TIG 101 — Видеоурок по фактам и советам по сварке GTAW
Советы по улучшению сварных швов TIG
Давайте рассмотрим некоторые из более сложных советов по сварке TIG для успешной сварки! Обязательно ознакомьтесь с настройками и функциями аппаратов TIG.
Использование минимальной мощности
Этот прием особенно актуален для начинающих сварщиков. Когда вы начнете тренироваться, используйте минимальную мощность, доступную в настройках, которая все равно приведет к устойчивой луже.
Сварка TIG полностью основана на проплавлении. Если его слишком много, вы прожигете основной материал. Слишком мало дает слабые сварные швы.
Слишком мало дает слабые сварные швы.
Этот метод требует тонкости, когда дело касается уровней мощности. Они становятся почти более важными, чем сама техника сварки!
Найдите устойчивое положение во время работы
Важной частью процесса GTAW-сварки является возможность контролировать расстояние между заготовкой и вольфрамом с точностью до 1 мм.Такой уровень управления возможен только при стабильном сварочном положении.
Как и при других видах сварки, по возможности сядьте на верстак. Это поможет с положением, но скамья не должна поддерживать вес верхней части тела. Держите сварочную горелку доминирующей рукой. Слегка положите руку на скамейку или кусок дерева под правильным углом и во избежание удара током.
Оберните провод резака вокруг руки, чтобы снять вес с резака и предотвратить заедание во время сварки.Разместите головку в сторону, чтобы хорошо видеть сварочную ванну. Новички часто делают ошибку, пряча сварной шов за газовым кожухом.
Освещение должно исходить сбоку и сверху, чтобы вы могли видеть положение электрода перед началом сварки. Отодвиньте резак, потянув за него. Расслабьте мышцы, чтобы лучше контролировать фонарик. Ваши глаза должны быть относительно близко к луже, чтобы вы могли видеть, что вы делаете, но не слишком близко, чтобы дышать испарениями.
Содержите металлы в чистоте
При любой сварке всегда полезно подготовить и очистить металлы перед тем, как начать.
Это особенно верно в отношении сварки TIG, которая не так проста, как другие методы, когда дело касается загрязнения. Для получения эффективного шва у вас должен быть очень чистый основной металл.
Если вы свариваете алюминий или нержавеющую сталь, вам понадобится щетка, предназначенная только для этого типа материала и не используемая для других типов. Потратьте несколько дополнительных минут на очистку основного металла, чтобы добиться лучших результатов в конце проекта.
Используйте соответствующий сварочный электрод для аппаратов TIG
В отличие от других методов сварки, сварка TIG часто меняет требования. Для получения разных сварных швов вам потребуются разные электроды. Если вы работаете с алюминиевой основой, вам понадобится зеленый вольфрам. Вместо этого для стали нужен красный вольфрам.
Для получения разных сварных швов вам потребуются разные электроды. Если вы работаете с алюминиевой основой, вам понадобится зеленый вольфрам. Вместо этого для стали нужен красный вольфрам.
После того, как вы ближе познакомитесь со своим оборудованием, вы начнете изучать, как оно работает с различным вольфрамом. Сварка TIG в уникальных условиях может быть очень разнообразной, поэтому узнайте, какой электрод лучше всего работает в каких условиях. Эксперименты могут помочь вам узнать, на что способен ваш сварщик, и какие условия делают другой вольфрам более подходящим.
Также следует использовать электрод правильной толщины. Если ваша деталь слишком большая, вам потребуется гораздо больше тепла от сварщика, когда вы начнете процесс. Если он слишком мал, вы можете перегреть вольфрам и повредить сварной шов.
Знайте, когда переточить наконечник
Если наконечник вашего вольфрама когда-либо коснется сварочной ванны, вам придется переточить его. Со временем ваш присадочный стержень превратится в шар, который, в свою очередь, приведет к блужданию дуги и потере устойчивости.
Это снижает качество сварного шва.Как начинающий сварщик, вы можете иметь под рукой несколько вольфрамовых электродов на тот случай, если вы в конечном итоге коснетесь вольфрама для сварки или получите шарик во время работы.
Подходите к шлифовке электрода
При шлифовании вольфрама (всегда используйте соответствующее защитное снаряжение, включая респираторную маску, защищающую дыхательные пути), вы должны делать это в продольном направлении. Идея в том, чтобы получить очень ровный результат. В большинстве случаев сварщики TIG используют вольфрамовые точилки, поскольку они обеспечивают равномерное шлифование по всей поверхности.
Если вы начинающий сварщик, вы можете использовать настольный шлифовальный станок, пока не решите приобрести специализированный точильный станок. Просто избегайте универсальных шлифовальных машин, потому что они могут загрязнить ваши электроды.
Тонкие перчатки часто работают лучше
Ношение более тонких перчаток на руке, которая питает удилище, улучшит ваше ощущение процесса.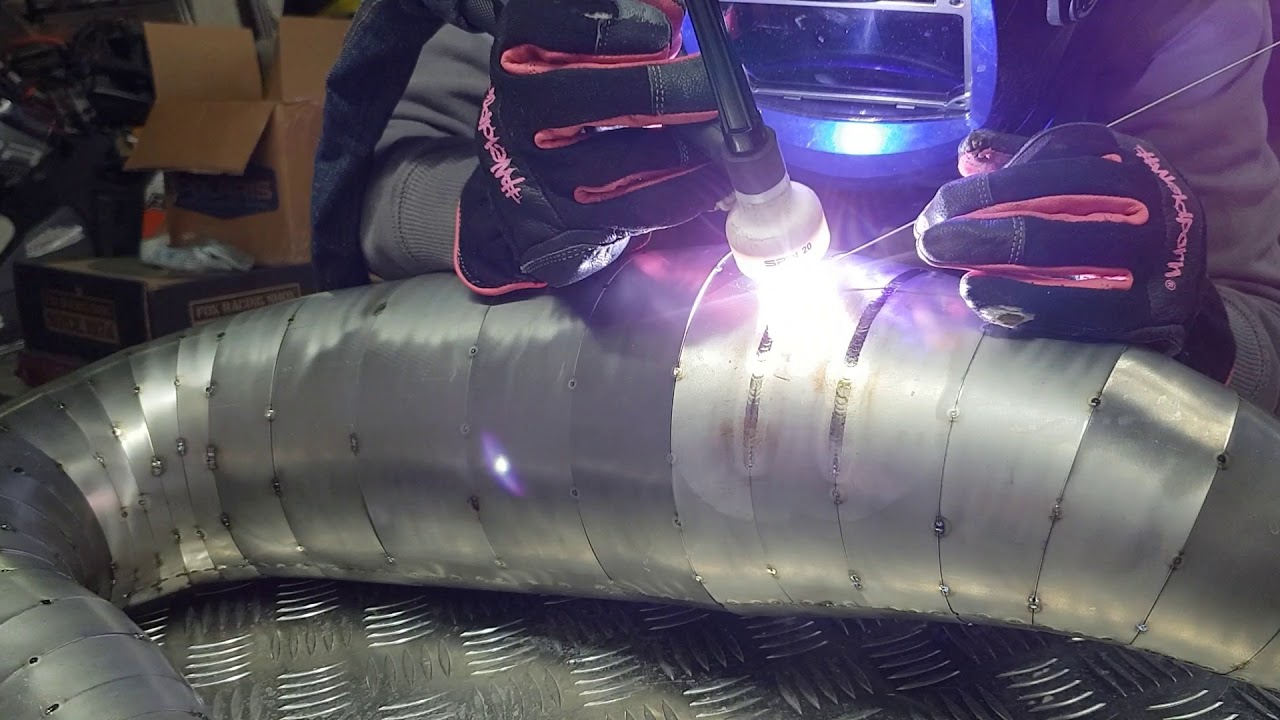 Если ваши перчатки слишком большие, они могут снизить вашу ловкость. Это мешает вам полностью контролировать свой процесс, и в результате страдает ваша работа.Поможет научиться кормить стержни теми же пальцами, которыми вы держите карандаш.
Если ваши перчатки слишком большие, они могут снизить вашу ловкость. Это мешает вам полностью контролировать свой процесс, и в результате страдает ваша работа.Поможет научиться кормить стержни теми же пальцами, которыми вы держите карандаш.
Сохраняйте концентрацию во время сварки
Одна из вещей, которая делает обучение сварке TIG намного сложнее, чем другие методы, — это сфокусированность, которая требуется, особенно от начинающего сварщика. Вам нужно сохранять концентрацию с самого начала работы до конца. Внимание к деталям и точность жизненно важны для прочных сварных швов TIG. Избавьтесь от всего, что может отвлечь вас от сварного шва или помешать вам во время работы.Запаситесь запасными шпильками в пределах досягаемости, чтобы не останавливать работу по любой причине.
Если у вас хватит терпения и практики, когда это возможно, вы БУДЕТЕ научиться сварке TIG, и вам это тоже понравится! Если вы проявите настойчивость и осторожность, на улучшение техники сварки не уйдет много времени. Ваши результаты будут намного лучше, и вы надолго останетесь счастливым сварщиком!
Ваши результаты будут намного лучше, и вы надолго останетесь счастливым сварщиком!
Введение в газо-вольфрамо-дуговую сварку
Газовая вольфрамовая дуговая сварка, более известная как сварка TIG, является одним из самых сложных процессов для освоения.Также он один из самых востребованных. и высокооплачиваемые навыки в сварке.
Сегодня мы шаг за шагом познакомим вас с основами сварки TIG. Вы узнаете, как настроить свое оборудование, какие параметры станка и технику сварки.
ПРЕИМУЩЕСТВА СВАРКИ TIG
Прежде чем мы углубимся в тонкости настройки вашего аппарата для сварки TIG, давайте сначала поговорим о том, почему сварка TIG была выбрана в отличие от других, более быстрых процессов.
точность
Причина, по которой сварка TIG является наиболее часто используемым процессом в аэрокосмической, гоночной и ядерной энергетике, заключается в том, что она намного точнее других портативных процессов. TIG позволяет оператору контролировать количество тепла, поступающего в деталь, с помощью регулятора переменного тока. Возможность сварки при токе от 1 А делает этот процесс не похожим ни на один другой.
TIG позволяет оператору контролировать количество тепла, поступающего в деталь, с помощью регулятора переменного тока. Возможность сварки при токе от 1 А делает этот процесс не похожим ни на один другой.
Сварка любого материала
Другие процессы ограничены тем, какие материалы они могут сваривать. Например, нельзя прилепить сварку меди. Титан нельзя сваривать методом MIG. Вы не можете залить алюминиевый сердечник флюсом. С помощью TIG вы можете сваривать любой материал. на планете, если он пригоден для сварки.
Чистота сварного шва
TIG — чрезвычайно чистый процесс.Нет брызг, флюса, дыма и ничего, что нужно убирать. после завершения сварки.
Нет необходимости в нескольких типах газа
Некоторые процессы, такие как MIG, требуют наличия в цехе нескольких газов. Смесь 75% аргона и 25% CO2 является обычной для большинства процессов короткого замыкания, в то время как смеси с более высоким содержанием аргона необходимы для распыления. При сварке TIG 100% аргон используется практически во всем. В редких случаях гелий может вводиться горячим. более горячие сварные швы.
При сварке TIG 100% аргон используется практически во всем. В редких случаях гелий может вводиться горячим. более горячие сварные швы.
Все позиции
Сварку TIG можно выполнять во всех положениях. В отличие от стика, неважно, какой электрод вы используете, TIG всегда может работать в любом положении.
ПРЕИМУЩЕСТВА СВАРКИ TIG
Скорость сварки
TIG — это медленный и кропотливый процесс. Даже когда в исполнении. опытных профессионалов, это намного более медленный процесс, чем его аналоги MIG и Stick.
Ветер
Поскольку сварка TIG использует защитный газ для защиты расплавленной сварочной ванны, она очень чувствительна к ветру.Любое нарушение подачи защитного газа приведет к пористости сварного шва и загрязнению вольфрамом.
Стоимость входа
По сравнению с другими процессами источники энергии для сварки TIG традиционно были более дорогими. Однако с повышением качества импортного оборудования TIG стал более доступным.
НАСТРОЙКА оборудования
Любая установка TIG состоит из 6 основных компонентов. Давайте посмотрим на каждого и на то, как они сочетаются.
Источник питания
Прежде чем что-либо делать, важно убедиться, что источник питания отключен от сети и находится в выключенном положении.Подключение источника питания к розетке при подключении всего оборудования может привести к поражению оператора электрическим током или повреждению машины. Убедившись, что источник питания отключен, пора настраивать аксессуары.
Горелка для сварки TIG
Есть несколько разных стилей фонарей, которые подходят для разных областей применения. В большинстве полевых работ используется горелка с воздушным охлаждением, а в большинстве производственных работ — горелка с воздушным охлаждением.
Горелка с воздушным охлаждением
В горелке с воздушным охлаждением, подобной той, что использовалась в этом видео, для охлаждения кабеля питания используется аргон.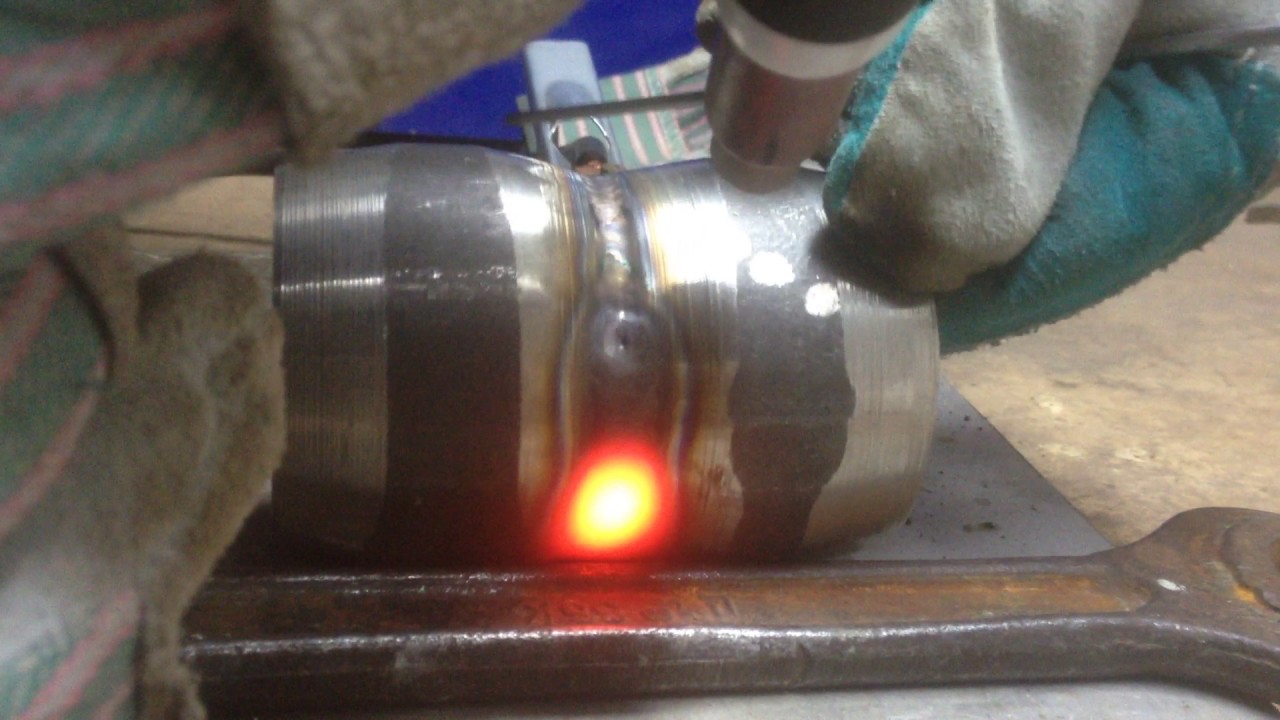
Горелка с водяным охлаждением
В горелкахс водяным охлаждением используется отдельный охладитель воды, который направляет холодную воду к головке горелки и отправляет горячую воду обратно в охладитель.
Процесс сварки TIG выполняется в DCEN (отрицательный электрод постоянного тока). Электродом является вольфрам, который находится внутри резака, это означает, что резак будет подключен к отрицательной клемме (-).
Кабель заземления
Кабель заземления всегда подключается к положительной клемме источника питания.Прикрепите передний конец зажима заземления как можно ближе к заготовке.
Газовый баллон
Перед подключением источника газа необходимо помнить несколько вещей.
1. Надлежащий транзит
Газовые баллоны могут быть чрезвычайно опасными, если их не соблюдать в магазине. При перемещении любого баллона убедитесь, что крышка установлена правильно. Падение баллона без крышки может привести к поломке штока клапана и взрыву или превращению баллона в снаряд.
Падение баллона без крышки может привести к поломке штока клапана и взрыву или превращению баллона в снаряд.
2. Подключите цилиндр
Когда цилиндр находится на месте, прикрепите его цепью к стене, столу или сварочной тележке в безопасном месте.
3. Удалить мусор
Перед тем, как подсоединить регулятор, вам необходимо удалить любые загрязнения с резьбы на штоке клапана. Встаньте сбоку от клапана и просто быстро взмахните, чтобы вытолкнуть посторонние предметы из резьбы.
Регулятор
После того, как цилиндр надежно скреплен цепью и резьба продумана, самое время установить регулятор.Регулятор сообщит вам две очень важные вещи:
1. Сколько газа осталось в баллоне, и;
2. Расход газа, проходящего через резак
Подсоедините регулятор, ввинчивая его непосредственно в резьбу клапана баллона. Не используйте такие продукты, как тефлоновая лента. Вам это не нужно, потому что резьба латунная и герметизируется без посторонней помощи. Другая причина, по которой тефлоновая лента — плохая идея, заключается в том, что тефлон — это нефтепродукт, который легко воспламеняется.
Другая причина, по которой тефлоновая лента — плохая идея, заключается в том, что тефлон — это нефтепродукт, который легко воспламеняется.
Газовый шланг
Большинство регуляторов в наши дни поставляются с газовым шлангом. Если у вас нет, их можно дешево забрать в местном магазине сварочных материалов или в Интернете. Подсоедините один конец шланга к регулятору, а другой конец — к входному отверстию источника питания. Используйте гаечный ключ, чтобы зафиксировать фитинги. Не затягивайте их слишком сильно, иначе вы сорвете латунную резьбу.
Ножная педаль
Ножная педаль не является обязательной для каждой установки TIG, но если вы работаете в магазине, она почти наверняка у вас есть.Педаль подключается к удаленному амфенолу. Это позволит вам по-разному контролировать силу тока во время сварки.
После того, как вы подключили все аксессуары, самое время подключить устройство и включить его. В зависимости от конкретных возможностей вашей машины потенциально могут быть десятки различных настроек. Не расстраивайтесь! На самом деле есть только один параметр, который вам нужно знать с самого начала; сила тока. Хорошая новость в том, что установить силу тока на установке TIG очень просто.Все, что вам нужно знать, — это 1 ампер на толщину материала 0,001 дюйма. Так что, если вы свариваете материал 1/8 дюйма (0,125 дюйма), вам потребуется около 125 ампер для его сварки.
Не расстраивайтесь! На самом деле есть только один параметр, который вам нужно знать с самого начала; сила тока. Хорошая новость в том, что установить силу тока на установке TIG очень просто.Все, что вам нужно знать, — это 1 ампер на толщину материала 0,001 дюйма. Так что, если вы свариваете материал 1/8 дюйма (0,125 дюйма), вам потребуется около 125 ампер для его сварки.
Мы не собираемся сейчас углубляться в другие настройки, но вот некоторые общие настройки, которые могут быть на вашем компьютере, и то, что они делают:
Импульсный режим
Импульсная сварка автоматически создает импульс дуги между высокой и низкой силой тока. Думайте об этом как о стробирующем эффекте вашей дуги. Назначение пульса. Сварка позволяет получить лучшее проплавление с меньшими затратами.тепловложение.
Режим переменного тока
Переменный ток необходим, если вы хотите сваривать алюминий TIG. Алюминий имеет тонкий оксидный слой, который плавится при гораздо более высокой температуре, чем основной металл ниже. AC позволяет стороне DCEP. волна счищает оксид, в то время как сторона волны DCEN проникает в материал.
AC позволяет стороне DCEP. волна счищает оксид, в то время как сторона волны DCEN проникает в материал.
Подъем
Если вы не используете ножную педаль, вы можете использовать наклон вверх, чтобы медленно увеличивать силу тока при зажигании дуги.
Нисходящий поток
Downslope — это. прямо противоположное. из. подъем. Если нет. имеют. регулируемый контроль силы тока, вы можете использовать наклон вниз, чтобы имитировать медленное отпускание педали в конце сварного шва.
Техника для сварки TIG
Прежде чем говорить о том, что искать под капотом, поговорим о том, как правильно держать фонарик. Это действительно личный выбор. Что вам удобно? Вы должны быть уверены, что сможете удерживать его устойчиво и при необходимости маневрировать.Для большинства точных работ хорошо держать его как карандаш. Как только вы начнете ходить чашкой по трубе, вы можете использовать и другие приемы, но пока возьмите ее, как карандаш.
Теперь, когда вы знаете, как держать факел, пора зажечь дугу. В сварке TIG их несколько. разные способы сделать это. Это будет зависеть от вашей машины и ваших настроек, но есть три способа:
Высокочастотный пуск
Высокая частота — самый простой и безопасный способ, если у вас есть такая возможность.Вы просто подносите вольфрам близко к заготовке, не касаясь ее, нажимаете педаль, и дуга перескакивает на пластину. Это означает, что включения вольфрама в начале сварного шва исключены.
Старт с нуля
Старт с нуля — наиболее часто используемый метод в этой области. Это очень похоже на ручную сварку, когда горелка всегда электрически горячая. Вы царапаете вольфрам по заготовке, как спичку, чтобы начать сварку. Поскольку вольфрам при соприкосновении с заготовкой нагревается, высока вероятность того, что вольфрам останется в начале сварки.
Лифт Arc
Lift arc — это гибрид высокочастотного и скретч-старта. Вам все равно нужно прикоснуться вольфрамом к материалу, чтобы зажечь дугу, но вольфрам не горячий, пока вы не нажмете на ножную педаль. Большинство людей нажимают на педаль, раскачивают фонарик на чашке, зажигают дугу и снова поднимаются.
Вам все равно нужно прикоснуться вольфрамом к материалу, чтобы зажечь дугу, но вольфрам не горячий, пока вы не нажмете на ножную педаль. Большинство людей нажимают на педаль, раскачивают фонарик на чашке, зажигают дугу и снова поднимаются.
После зажигания дуги нажмите на ножную педаль до тех пор, пока не увидите плавление основного металла. Как только эта расплавленная лужа сформируется, добавьте присадочный металл к передней части переднего края лужи.Добавление к переднему краю очень важно. Если вы попытаетесь добавить наполнитель в центр лужи, дуга расплавит наполнитель до того, как он попадет в бассейн. Вы хотите, чтобы сварочная ванна расплавляла присадочный материал, а не дугу. Обычный вопрос, который задают новички:
Сколько нужно добавить присадочного металла?
Ответ прост. Если вы используете наплавочный металл толщиной 1/8 дюйма, добавляйте 1/8 дюйма на каждый слой. Если вы используете наполнитель 3/32 дюйма, добавьте 3/32 дюйма на мазок.