
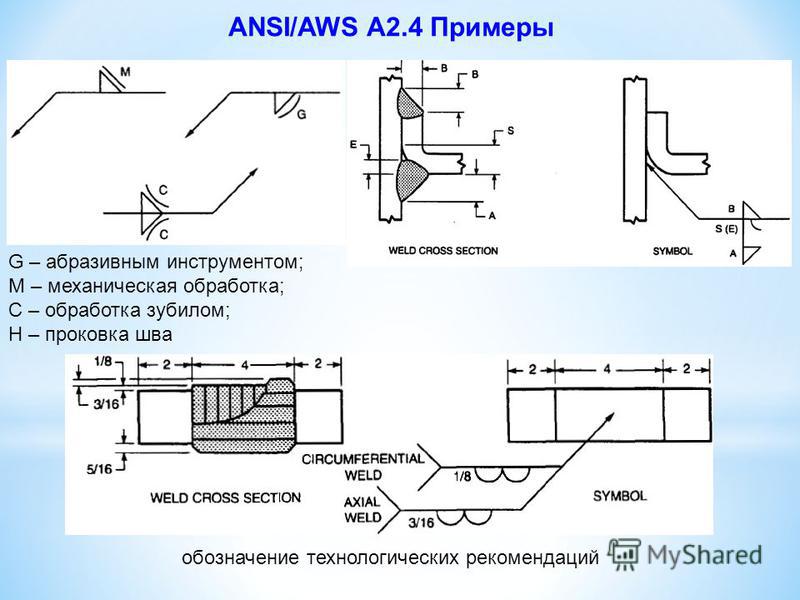
Обозначения сварных швов на чертежах
Обозначение сварных швов на чертежах. [c.95]Измельчение структуры шва 28 Изображение и обозначение сварных швов на чертежах 15, 18 Импульсная дуга 194, 197 Инверторный источник питания сварочной дуги 111 Индукционная сварка 264 Индукционный метод контроля 356 Инжекторные сварочные горелки 68 Интерметаллиды 255 [c.391]
Обозначения сварных швов на чертежах 15, 18 [c.392]
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ [c.166]
Условные обозначения сварных швов на чертежах [c.167]
Сварные швы на чертежах обозначают согласно ГОСТ 5263—58, который устанавливает условные обозначения сварных швов на чертежах машиностроения и распространяется на сварные соединения, выполняемые дуговой ручной сваркой, дуговой автоматической и полуавтоматической сваркой под флюсом, газовой сваркой, контактной сваркой, сваркой в среде защитных газов.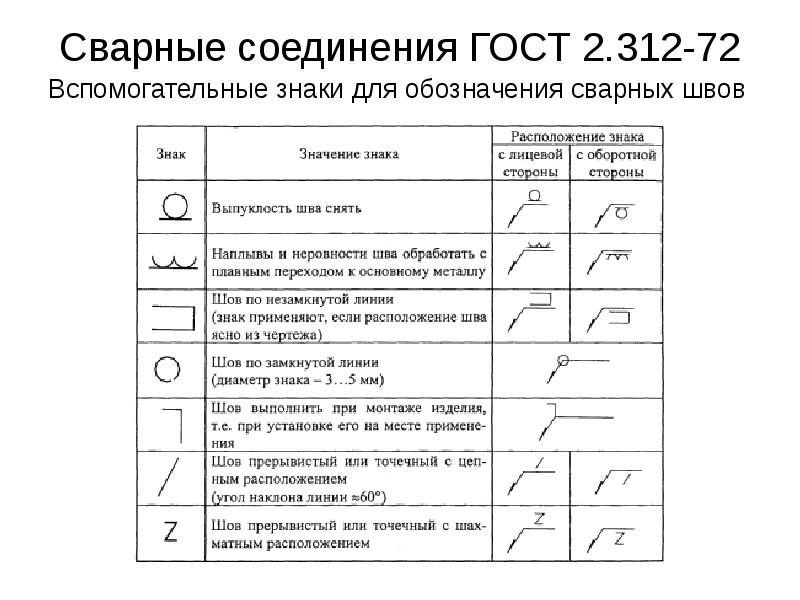
Графическое обозначение сварных швов на чертежах см. ГОСТ 5263-58. [c.78]
Обозначение сварных швов на чертежах (приложения 1, 2) выполняется по ГОСТ 2.312—72, который устанавливает единую систему условных изображений и обозначений швов сварных соединений на чертежах, конструкторских и технологических документах для всех отраслей промышленности и строительства. [c.123]ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ [c.19]
Существуют различные способы разогревания поверхностей свариваемых деталей при помощи сварки газовой, электроконтактной, электродуговой, термитной, ультразвуковой и др. Наи( лее широкое применение получила электросварка. Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением. сварных швов на чертежах. Чаще всего приходится сваривать листовой матери . В зависимости от взаимного расположения свариваемых листов различают соединения стыковые, угловые, тавровые.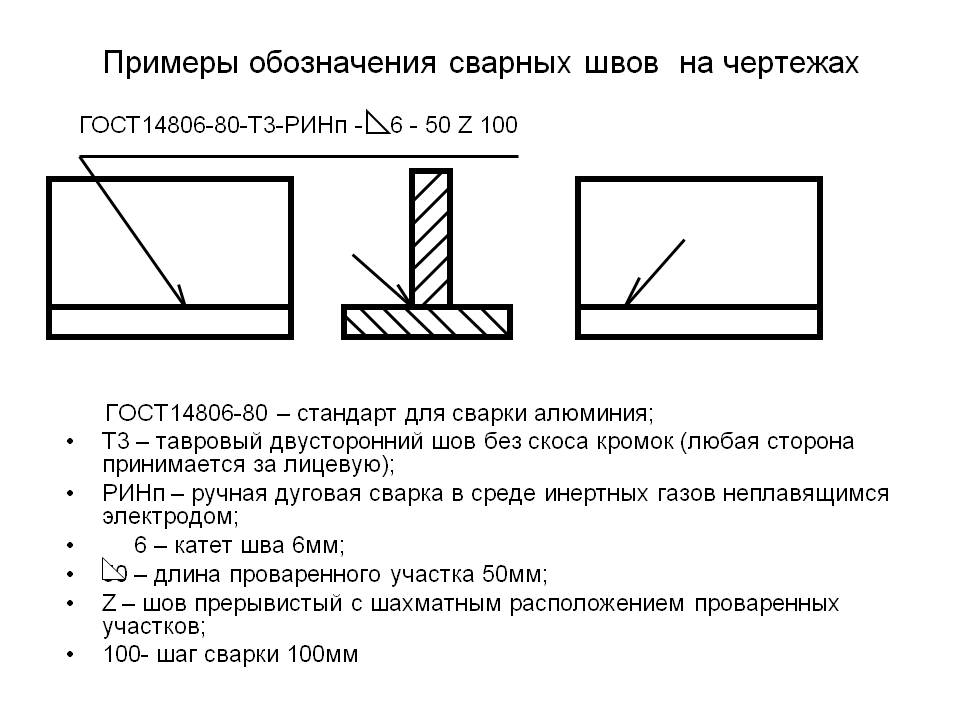
Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением сварных швов на чертежах. В зависимости от взаимного расположения свариваемых деталей различают следующие виды сварных соединений стыковые, угловые, тавровые, внахлестку (рис. 340). Швы сварных со-
Обозначение сварных швов на чертежах регламентируется действующим ГОСТ 5263—58. Согласно ГОСТ сварные швы обозначаются ломаной односторонней стрелкой (фиг. 39) и условными знаками. Все условные знаки и размеры проставляются у видимого шва над горизонтальным участком стрелки, у невидимого шва — под ним. [c.126]
Обозначение сварных швов на чертежа
Примеры условных обозначений сварных швов на машиностроительных чертежах согласно ГОСТ 5263—58 приведены в табл. 31. [c.239]
Условные обозначения сварных соединений.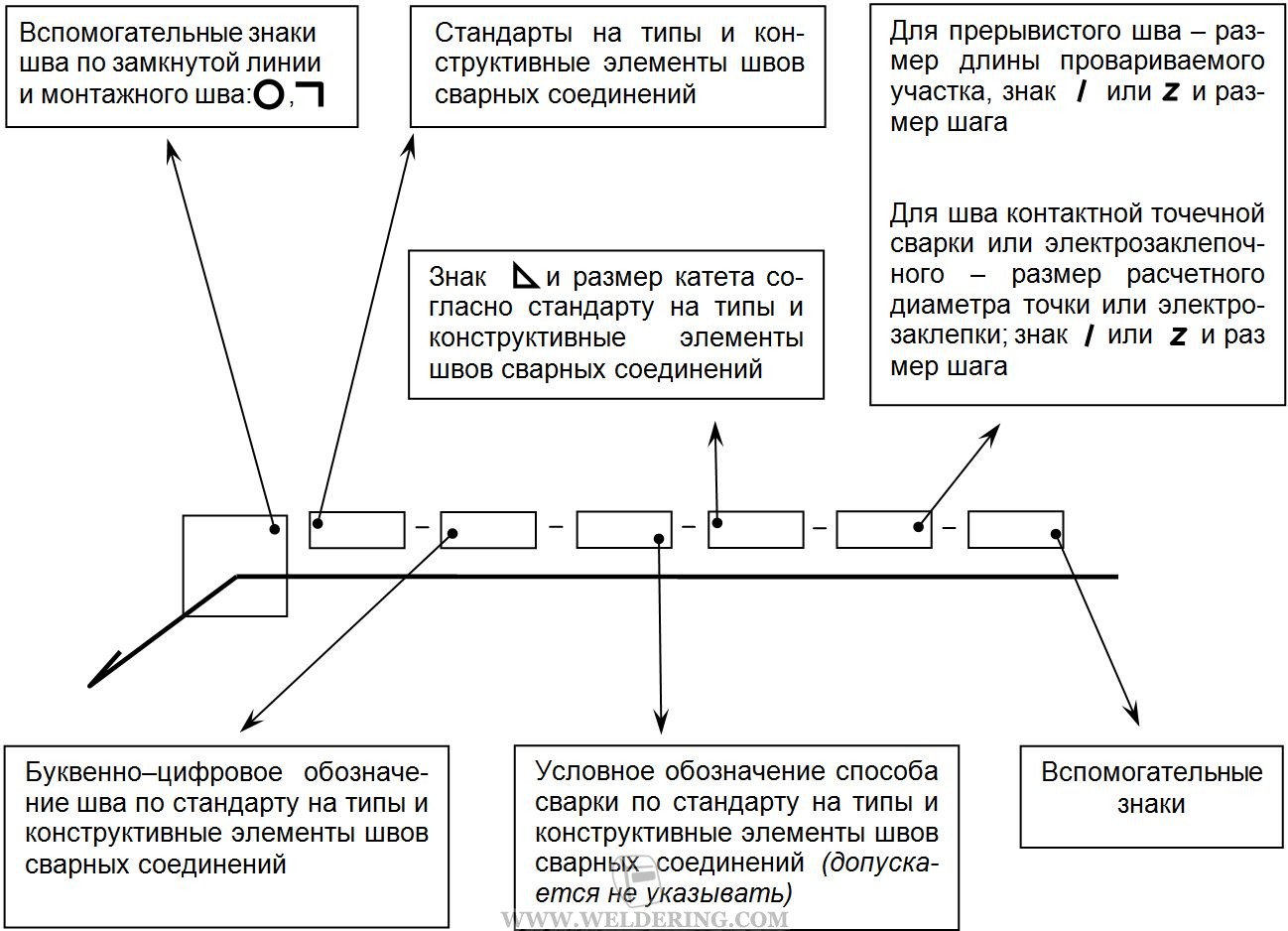 На рис. 21 приведены различные типы сварных швов, а на рис. 22 — способы условного обозначения сварных швов иа чертежах.
[c.88]
На рис. 21 приведены различные типы сварных швов, а на рис. 22 — способы условного обозначения сварных швов иа чертежах.
[c.88]
К нестандартным швам относятся сварные швы, выполняемые контактной стыковой сваркой. Поперечное сечени таких швов на чертеже не изображают, так как они не имеют контролируемых размеров. Варианты обозначения швов приведены па рис. 8.8.
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.451]
Условные обозначения сварных швов и методика нанесения их на чертежах…………………………………………… . . [c.453]
Графическое обозначение сварных швов на чертежах но ГОСТ 5263-58 см. также дальше, в разделе XVII. [c.54]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций.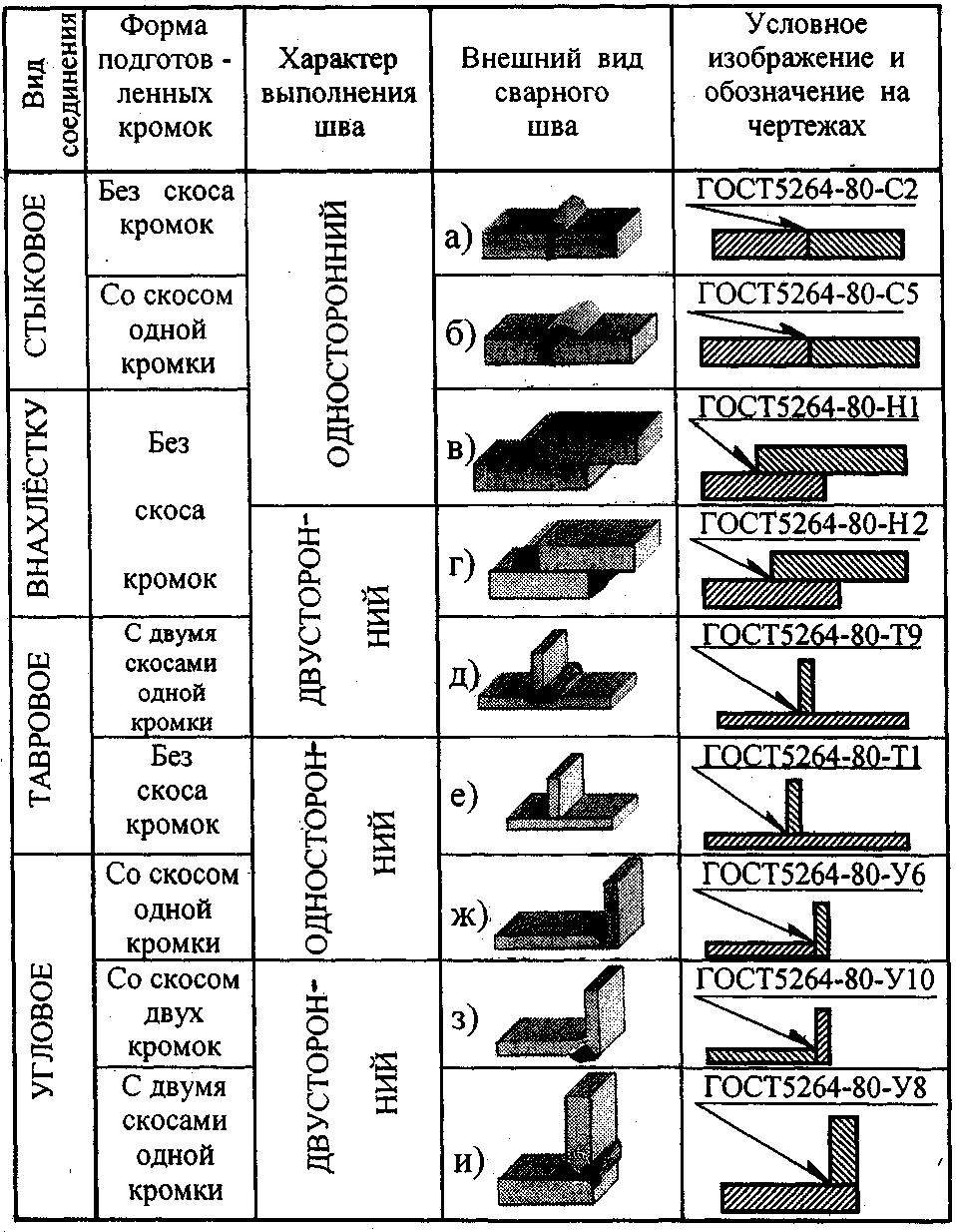
На рис. 452 представлен пример сборочного чертежа изделия опоры, состояптей из сварного соединения деталей, изготовленных по их чертежам. На сборочном чергеже (рис. 452) нанесены обозначения сварных швов в соогветствии с правилами, изложенными в 5. г.и. 5. Для приварки ушка 3 к плите / применен шов TIO (по ГОСТ 5264-69). Для выполнения такого шва должны быть осуществлены два симметричных скоса одной кромки ушка. Раз- [c.261]
Как было уже сказано, правила нанесения обозначений швов сварных соединений на чертежах значительно изменены. Хотя основное обозначение, как и прежде, наносят над или под полкой линии-вы-носки, заканчивающейся полустрелкой, указывающей место расположения шва, порядок нанесения и смысл обозначения стал иной.
На рис. 21.8а дан разрез сваренных листов с изображением шва. На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25).
Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25).
Условные изображения и обозначения швов сварных соединений на чертежах изделий всех отраслей промышленности выполняются в соответствии с ЕСКД ГОСТ 2.312—68. [c.260]
Условные изображения и обозначения швов сварных соединенпй на чертежах выполняют в соответствии с ГОСТ 2.312—72.
Обозначения и форма представления сварных швов на чертежах: виды обозначений, особенности представления
Надежность соединений обеспечивают сварочные швы, в отношении которых действуют соответствующие ГОСТы.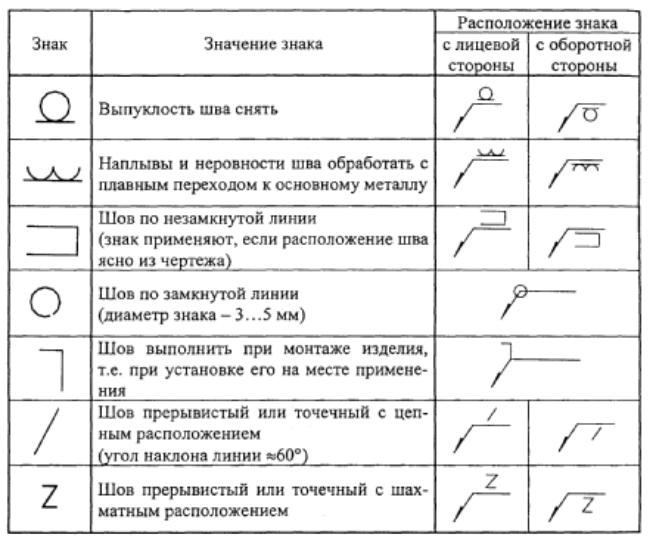 В этих стандартах отражены обозначения подобных швов, о которых должен быть осведомлен каждый сварщик. Подобные знания ценны тем, что помогают ознакомиться и вникнуть в суть чертежей, быстро и качественно соединить изделия из металла. При этом у каждого чертежа имеется большое количество важных нюансов, к которым следует отнести обозначения разных швов, нумерацию сварных элементов и пр. И лишь имея представление о том, что означает каждый из этих элементов, можно понять, как без ошибок выполнить разработанный проект.
В этих стандартах отражены обозначения подобных швов, о которых должен быть осведомлен каждый сварщик. Подобные знания ценны тем, что помогают ознакомиться и вникнуть в суть чертежей, быстро и качественно соединить изделия из металла. При этом у каждого чертежа имеется большое количество важных нюансов, к которым следует отнести обозначения разных швов, нумерацию сварных элементов и пр. И лишь имея представление о том, что означает каждый из этих элементов, можно понять, как без ошибок выполнить разработанный проект.Основные обозначения
Подготовленные для сварки изделия часто выполнены из материалов, которые отличаются не только толщиной, но и размерами и формой. Также соединяемые детали могут отличаться и своим расположением по отношению друг к другу. В чертежах могут быть предусмотрены различные обозначения сварочного шва, что определяется в первую очередь взаимным расположением сварных элементов конструкции. Действующие государственные стандарты определяют следующие основные виды соединений:- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.


Стыковочное
Часто на чертежах можно встретить обозначение стыкового сварочного шва, под которым понимается соединение изделий, находящихся в пределах одной поверхности или плоскости. Точками соприкосновения при соединении деталей методом сварки выступают смежные торцевые стороны.
Торцевое
Под торцевым подразумевается соединение элементов методом сварки по торцевым сторонам изделий, где боковые части расположены вместе. К подобному способу прибегают в тех ситуациях, когда необходимо соединить элементы из тонкого металла в целях предотвращения прожога. Очень важным моментом является то, что на чертежах помимо непосредственно обозначения того или иного сварочного шва обязательно должно присутствовать пояснение, раскрывающее суть того, какой именно тип сварочного шва имеется в виду. Такая дополнительная информация должна присутствовать в тех случаях, когда для обозначения сварочных швов используют идентичные буквы.
Нахлестное
При выполнении сварочных швов нахлестным методом обычно используется на чертежах заглавная буква «Н», которая служит пояснением к создаваемому шву. Особенностью таких соединений является то, что элементы находятся параллельно относительно друг друга, причем один из них должен частично перекрывать другой.
Особенностью таких соединений является то, что элементы находятся параллельно относительно друг друга, причем один из них должен частично перекрывать другой.
Тавровое
Если в чертежах предусмотрен тавровый сварной шов, то в качестве поясняющего символа используется буква «Т». Для этого соединения предусмотрено, что одно изделие сваривается торцевой частью с другим изделием в том же месте под некоторым углом, который может достигать 90 градусов.
Угловое
Заглавная буква «У» применяется для обозначения на чертежах углового сварного шва. Для подобных соединений характерно сваривание изделий под прямым, острым или тупым углом относительно друг друга.
Часто на чертежах для обозначения сварочного шва может применяться одна из двух пометок:
- видимый;
- невидимый.
Причем это правило действует в любом случае, невзирая на тип применяемого метода сварки.
Если на чертеже представлен видимый тип шва, то в качестве метки ему будет соответствовать сплошная линия.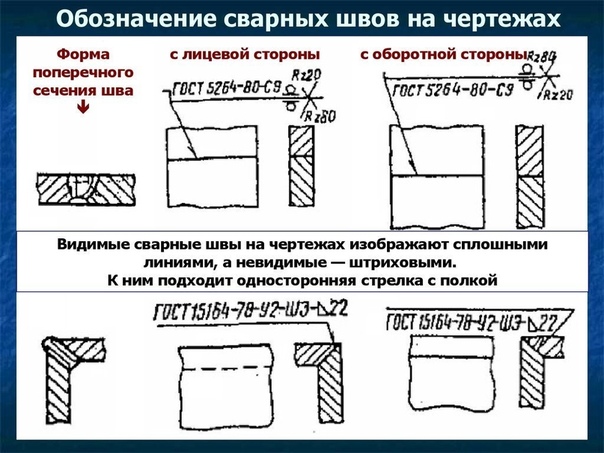 В случае использования невидимого типа подсказкой обычно выступает пунктирная линия. Для обозначения на чертежах одиночный сварной точки, относящейся к категории видимых пометок, используется математический знак «+». Что же касается невидимой точки, то для нее не предусмотрено никаких обозначений.
В случае использования невидимого типа подсказкой обычно выступает пунктирная линия. Для обозначения на чертежах одиночный сварной точки, относящейся к категории видимых пометок, используется математический знак «+». Что же касается невидимой точки, то для нее не предусмотрено никаких обозначений.
Особенности указания швов на чертеже
В некоторых ситуациях чертеж может предусматривать швы, созданные в соответствии с одинаковыми стандартами. Тогда для таких проектов будут применяться и идентичные обозначения, причем подобная информация должна быть приведена в технических требованиях этого чертежа.Иногда в качестве поясняющей метки для швов, которые на чертежах соответствуют друг другу, может использоваться определенная цифра. Однако это правило действует лишь при условии, что между ними прослеживается абсолютная схожесть, а используемое изображение является односторонним, скажем, они представлены лишь с лицевой или обратной стороны. Допустимой является ситуация, когда у швов отсутствуют какие-либо обозначения. Для таких случаев чертеж обязательно должен предусматривать отметку, выполняемую в виде линии, которая представлена как выноска без палок.
Для таких случаев чертеж обязательно должен предусматривать отметку, выполняемую в виде линии, которая представлена как выноска без палок.
Если на чертеже представлены симметричные изделия, то для обозначения сварочного шва использует линии-выноски. Причем в качестве отметки для швов допустимо использовать лишь одну из симметричных сторон изделия. Подобный вариант допускается лишь при наличии оси симметрии.
Чертежи: требования ГОСТ
Если чертеж, выполненный в соответствии с ГОСТ, содержит элементы, относящиеся к одному изделию, соединенные при помощи швов одного и того же типа, то для их отметок допускается использовать линии-выноски. Причем важным моментом является то, что лишь одна определенная часть детали может предусматривать обозначение шва. Лучше всего, если это выполнено в виде изображения, а около него проходит линия-выноска.Возможны ситуации, когда на чертеже отсутствуют для отдельных сварных швов определенные действующим стандартом отметки в виде линий-выносок.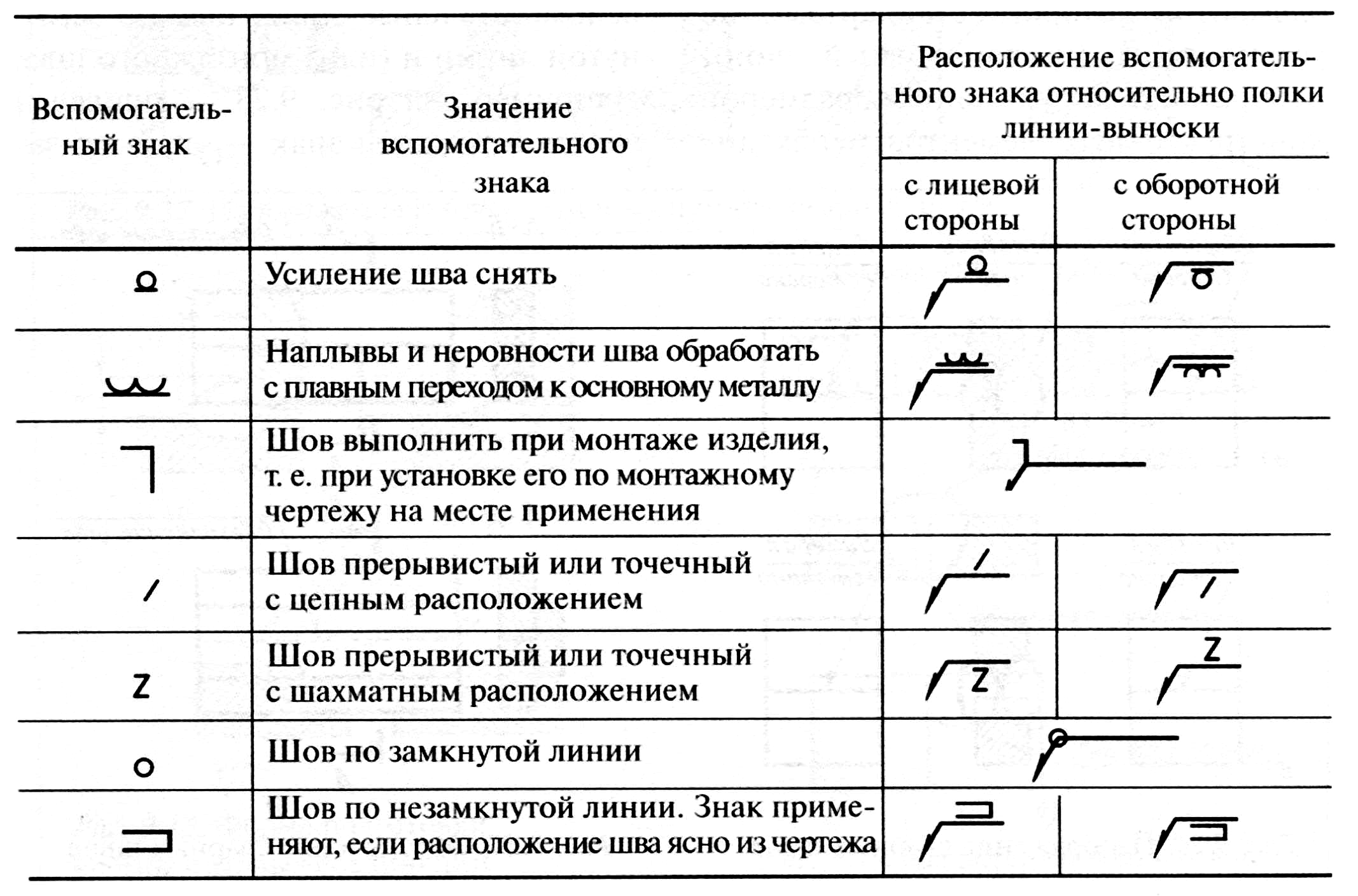 Подобное решение продиктовано тем, что необходимая информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтобы чертеж соответствовал требованиям ГОСТа, в нем в обязательном порядке сварочные швы должны иметь соответствующие обозначения. Необходимая информация должна быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.
Подобное решение продиктовано тем, что необходимая информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтобы чертеж соответствовал требованиям ГОСТа, в нем в обязательном порядке сварочные швы должны иметь соответствующие обозначения. Необходимая информация должна быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.
Существует единый набор требований, которым должны удовлетворять все швы или группы сварных швов, которые отражены на чертеже. Причем эта информация должна приводиться в специальной форме:
- таблица;
- техническое описание.
Свои особенности представления на чертеже имеет и сварка. Она должна приводиться в том виде, который закреплен действующими требованиями. Только при условии, что чертеж был разработан с учетом всех требований, можно рассчитывать на то, что у сварщика не возникнет проблем во время работы, и он сможет минимальными затратами времени и без ошибок решить поставленную задачу. В том случае, если при составлении чертежа были допущены ошибки, которые нарушают требования действующего государственного стандарта, то он изначально не будет одобрен органами.
В том случае, если при составлении чертежа были допущены ошибки, которые нарушают требования действующего государственного стандарта, то он изначально не будет одобрен органами.
Заключение
Правильное составление чертежей для сварки является не менее важным этапом, нежели сами работы по соединению металлических изделий. В отношении обозначений сварочного шва действуют определенные требования, которые должны быть соблюдены вне зависимости от типа используемой сварки. Применяемые обозначения для сварных швов обеспечивают не только наглядность чертежа, но и упрощают саму работу для сварщика. Для каждого обозначения предусмотрены свои особенности, поэтому ошибки на этом этапе могут дорого обойтись, поскольку именно на отраженные метки в чертеже будет ориентироваться сварщик, выполняя поставленную перед ним задачу.
Основополагающим документом, который закрепляет требования относительно представления обозначений для сварных соединений, является государственный стандарт.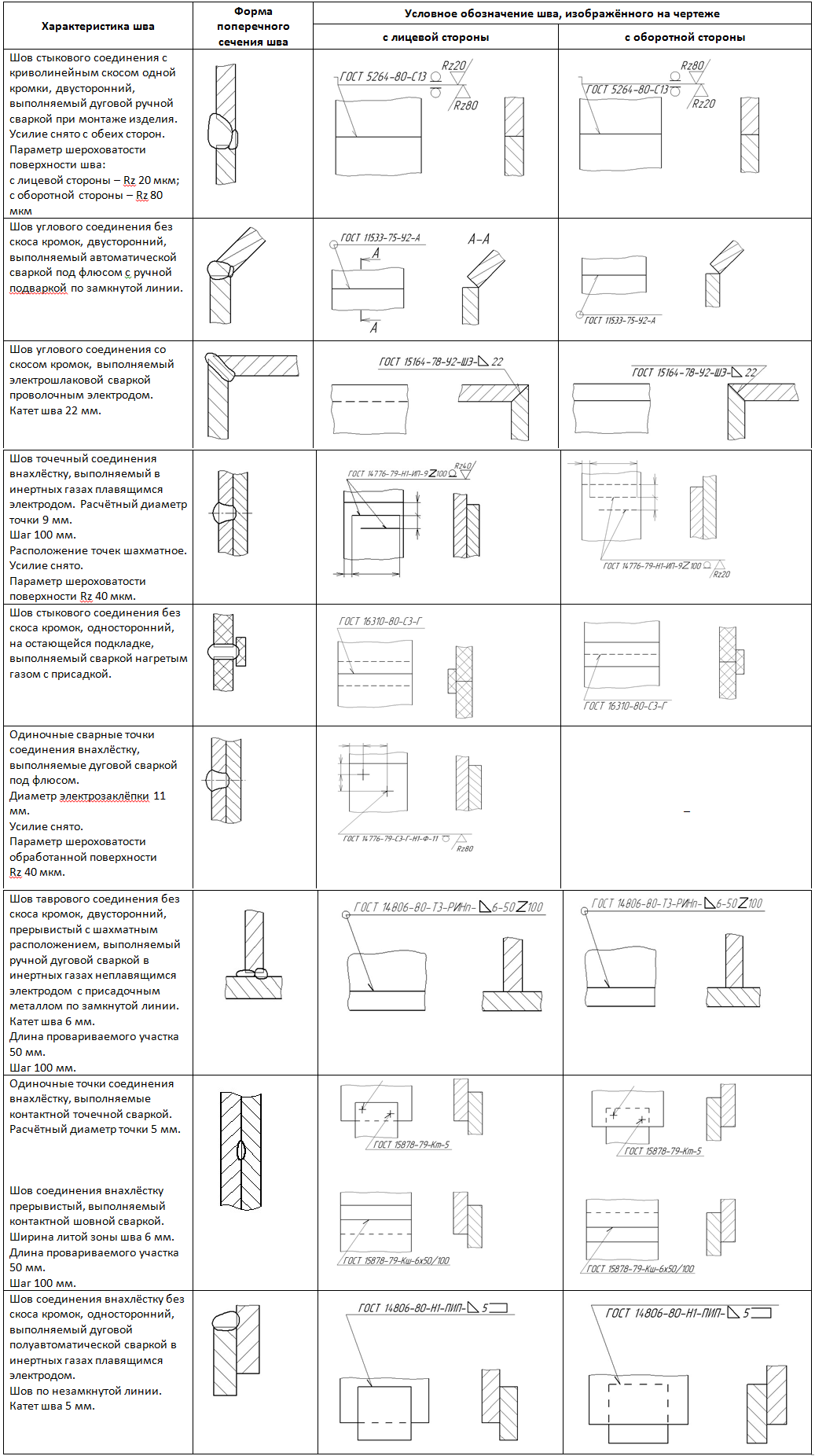 Поэтому не только люди, разрабатывающие чертеж, но и те, для кого он будет служить основой в процессе работы, должны быть достаточно хорошо осведомлены обо всех требованиях и прилагаемых к ним примечаниях. Эти знания помогают не допустить ошибок и недопонимания, что позволяет рассчитывать на точную реализацию проекта с применением конструкций, требующих создания сварных соединений.
Поэтому не только люди, разрабатывающие чертеж, но и те, для кого он будет служить основой в процессе работы, должны быть достаточно хорошо осведомлены обо всех требованиях и прилагаемых к ним примечаниях. Эти знания помогают не допустить ошибок и недопонимания, что позволяет рассчитывать на точную реализацию проекта с применением конструкций, требующих создания сварных соединений.
Обозначение сварных швов по ГОСТ
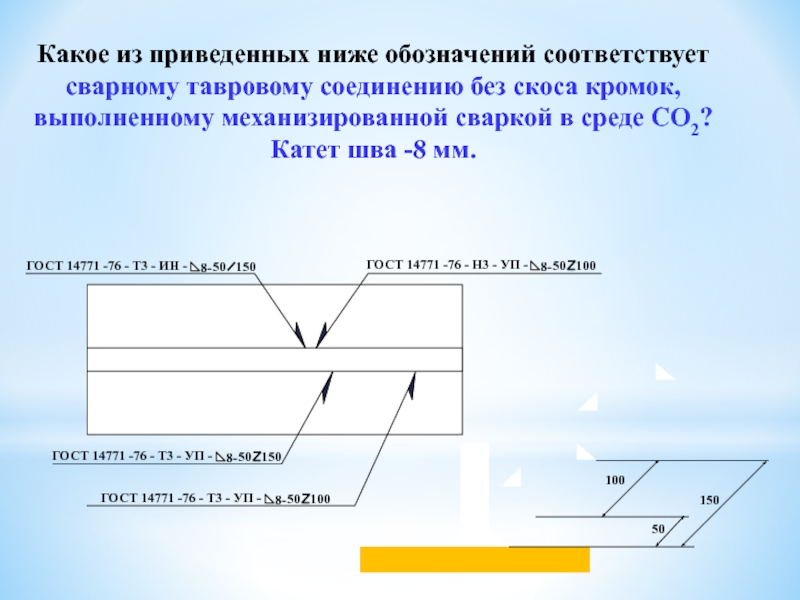
Любые металлоконструкция состоят из отдельных частей, которые соединены путем сварки. Место сварки обладает характерными параметрами. Для инженера важно иметь полную информацию о прочности соединения, о размерах и форме стыка, его герметичности и времени выполнения работ. В ГОСТ оговорены строгие требования, которые должны соблюдаться. Их нарушение, в частности, чертежей, приводит к тяжелым последствиям, вплоть до техногенных катастроф.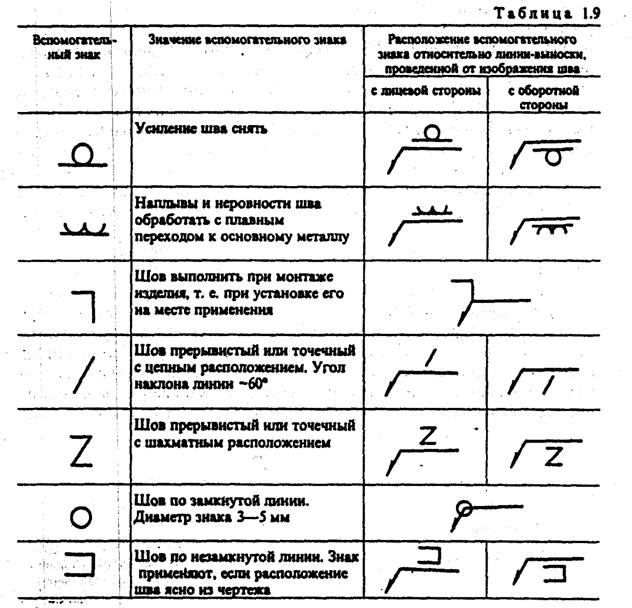 Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Угловой называют сварку, если два элемента, расположены под углом в месте примыкания. Таких видов насчитывается 10: от У1 до У10.
Тавровой называют сварку при которой торец элемента приварен к боковой поверхности другого элемента. По документации предусмотрено несколько видов сварки: от Т1 до Т9.
Нахлесточной называют сварку при которой угловые швы элементов, расположенные параллельно друг друга, соединяют в единую конструкцию. Таких видов сварки несколько: от HI до Н2.
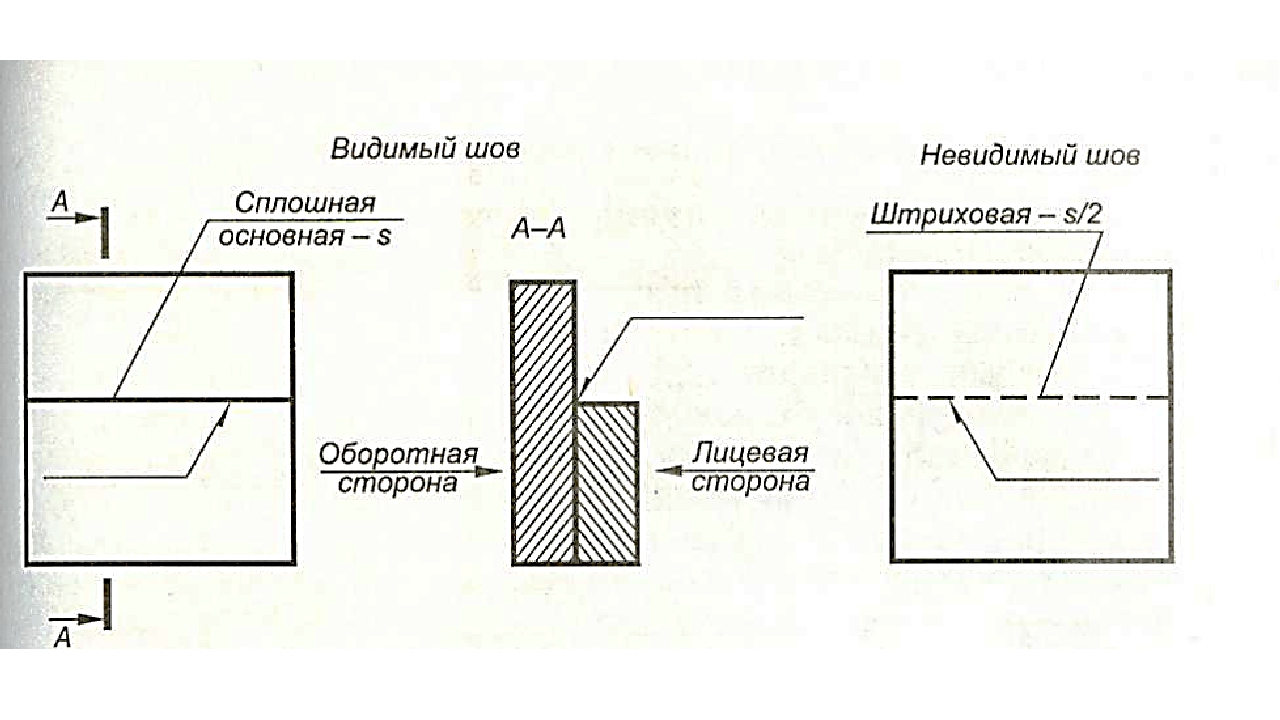
Сварные соединения должны соответствовать ГОСТ 2312-72 и обязательно отмечаются .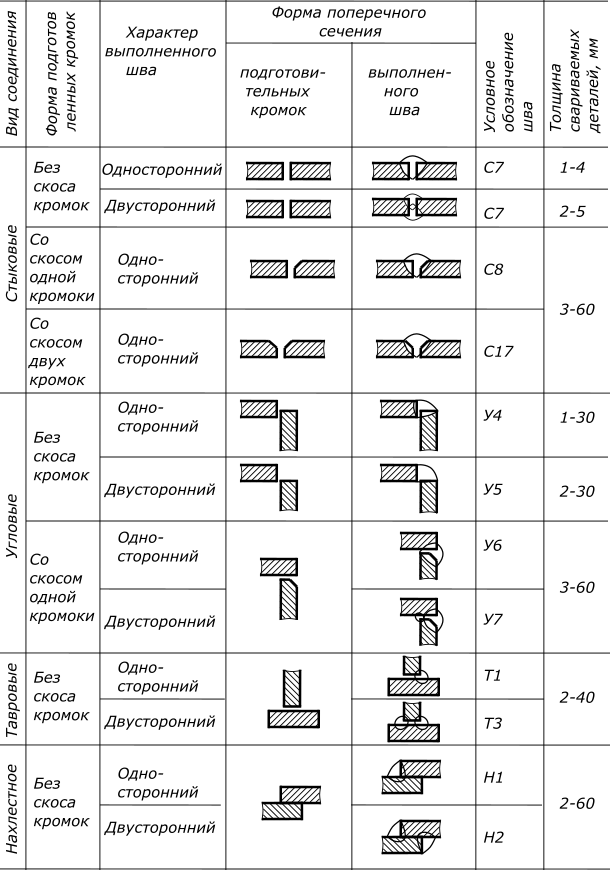 Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Обозначение шва отмечают линией — выноской, заканчивающейся стрелкой. Характеристики шва проставляют над полкой – для лицевой стороны шва – или под полкой – для обратной сварного соединения.
Существует несколько обозначений способов сварки Р, ЭЛ, Ф, ПЛ, УП, ИП, ИН, Г,
Обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны. Линия-выноска заканчивается односторонней стрелкой.
Обозначение сварного соединения должно быть в следующем порядке:
1 – знак шва: по замкнутой линии или монтажного;
2 – стандарт: ГОСТ 5264-80; 11533-75; 11534-75; 15878-79; 23792-79; 23518-79.
3 – тип шва по стандарту (буква обозначает вид соединения, а цифра – форму кромок элементов в соединении), например: С– шов стыкового, У – углового, Т –таврового; Н– нахлесточного соединений.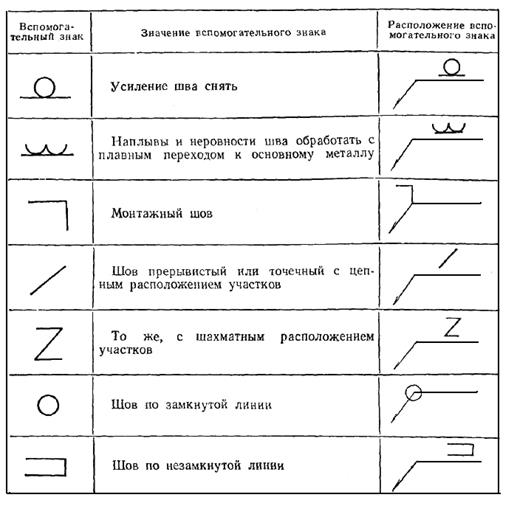
Важно знать, в отношении сварочного дела действуют определенные требования, которые должны соблюдаться, так как могут дорого обойтись при их нарушений.
Главным документом для сварных соединений, является государственный стандарт. Знания которого помогают не допустить ошибок и неточностей и рассчитывать на реализацию успешного проекта из металлоконструкций.
04.10.2019Просмотров: 982
Типы сварных швов. Обозначение сварных швов
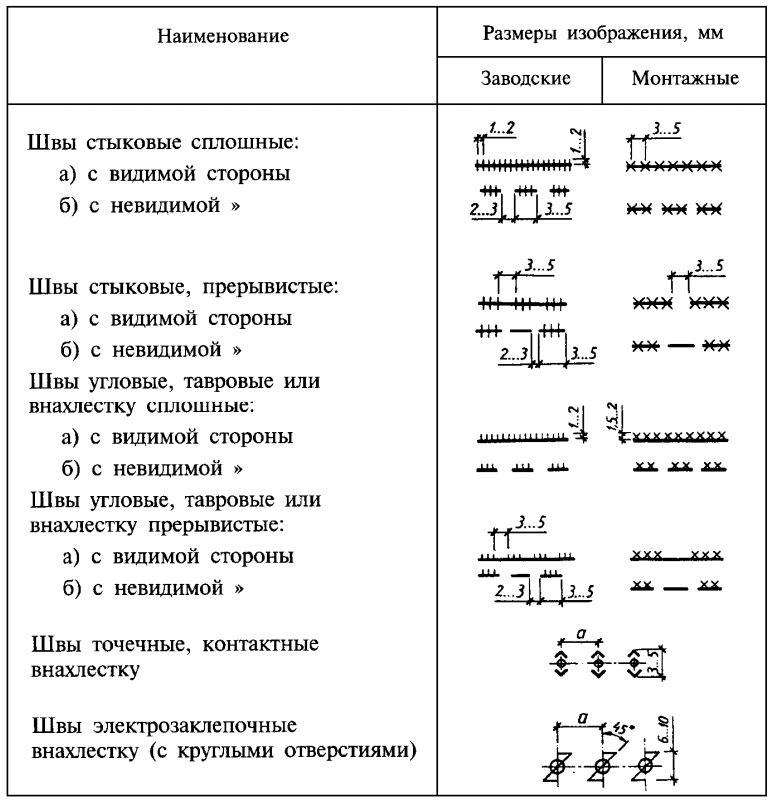
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.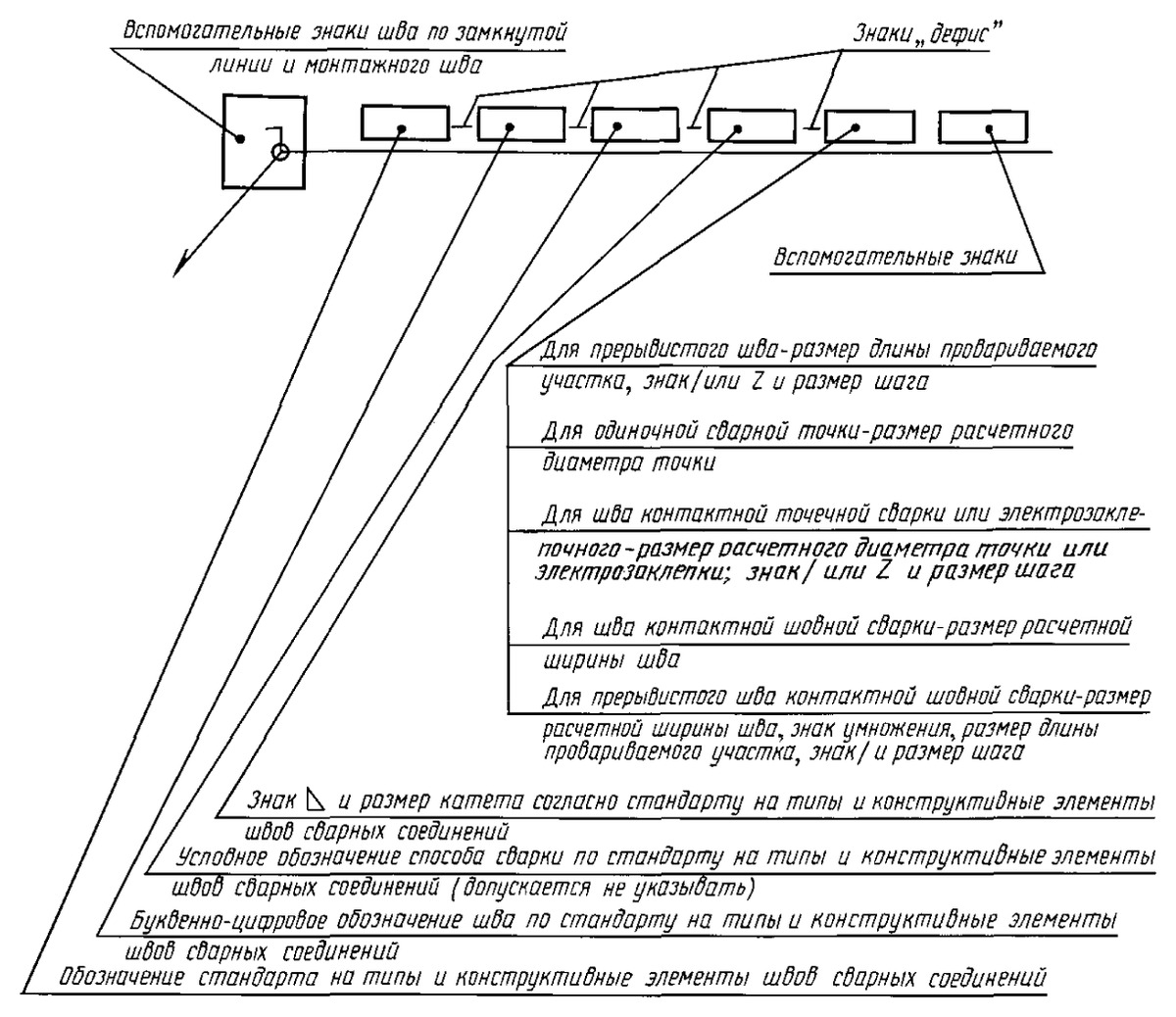
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях.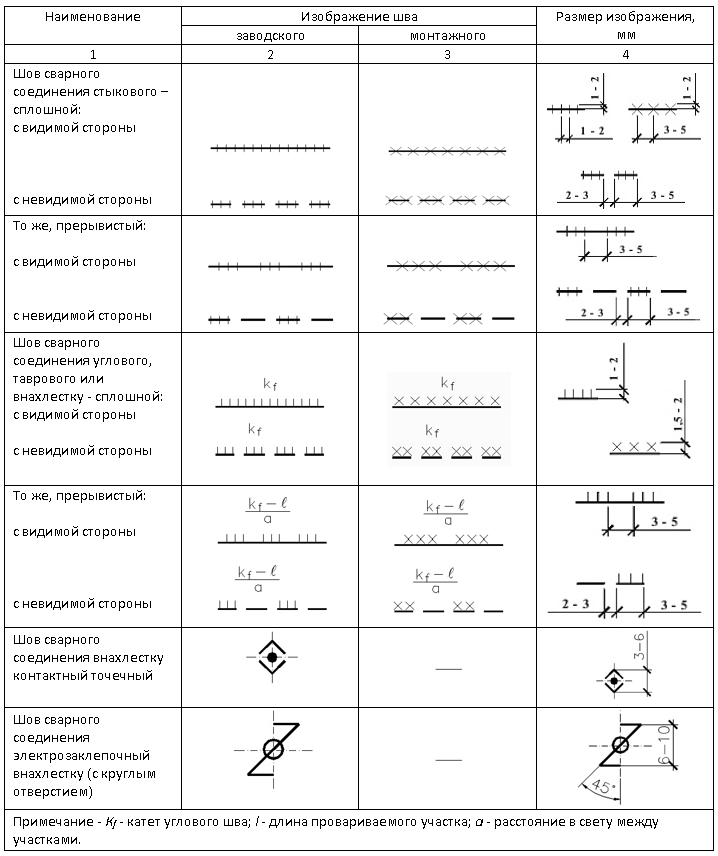 В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
Далее: Соединение заклепками, отверстия под болты. Условное изображение заклепок, болтов и отверстий
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
|
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки. |
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Обозначение сварных швов на чертежах
Любая деталь или конструкционный элемент, прежде чем получить выражение «в железе», разрабатывается в виде чертежа. Чертеж является исчерпывающим информационным ресурсом, позволяющим воссоздать определенный элемент, не прибегая к дополнительным источникам информации.
Чертеж является исчерпывающим информационным ресурсом, позволяющим воссоздать определенный элемент, не прибегая к дополнительным источникам информации.
Очевидно, что грамотный чертеж – это 50% в деле создания качественной детали, если не больше.
Именно поэтому, необходимо точно соблюдать стандарты, принятые для разработки чертежей. Это в полной мере относится и к отображению на чертежах сварных соединений.
Сварка металлов – важная конструкционная операция, позволяющая добиться надежного соединения двух элементов для обеспечения конкретного инженерного замысла. Обозначение сварных швов на чертежах рекомендуется выполнять, опираясь на ГОСТ 2.312-72.
В соответствии с данным документом, независимо от того, какой тип сварки используется, шов может быть видимым (расположен на лицевой стороне проекции) и невидимым (расположен на внутренней стороне проекции). В первом случае, швы отображаются сплошной линией (основной), во втором – штриховой.
Если необходимо отразить одиночную сварную точку, то используют знак креста. Конкретный метод сварки так же не играет роли. Однако стоит заметить, что невидимые сварные точки на чертежах не обозначаются.
Конкретный метод сварки так же не играет роли. Однако стоит заметить, что невидимые сварные точки на чертежах не обозначаются.
Для уточнения определенных параметров сварки, от линии шва или одиночной точки проводят выноску с односторонней стрелкой.
Для лицевых и внутренних швов различается так же способ вывода условных обозначений. Линия выноски для лицевого (видимого) шва дополняется односторонней стрелкой, развернутой наружу, а все условные обозначения пишутся над линией выноски. Если речь идет о внутреннем шве (невидимом), то условные обозначения располагают над линией выноски, а ее односторонняя стрелка развернута внутрь.
Рекомендуется делать выноски на видимых чертежах, если есть такая возможность.
Обозначение сварных швов на чертежах может меняться, в случае наличия особых параметров шва.
Если в процессе производства детали (элемента) необходим нестандартный шов, то на чертеже, сплошной линией, отображается его контур. Так же указываются размеры шва и остальные данные, необходимые для его выполнения.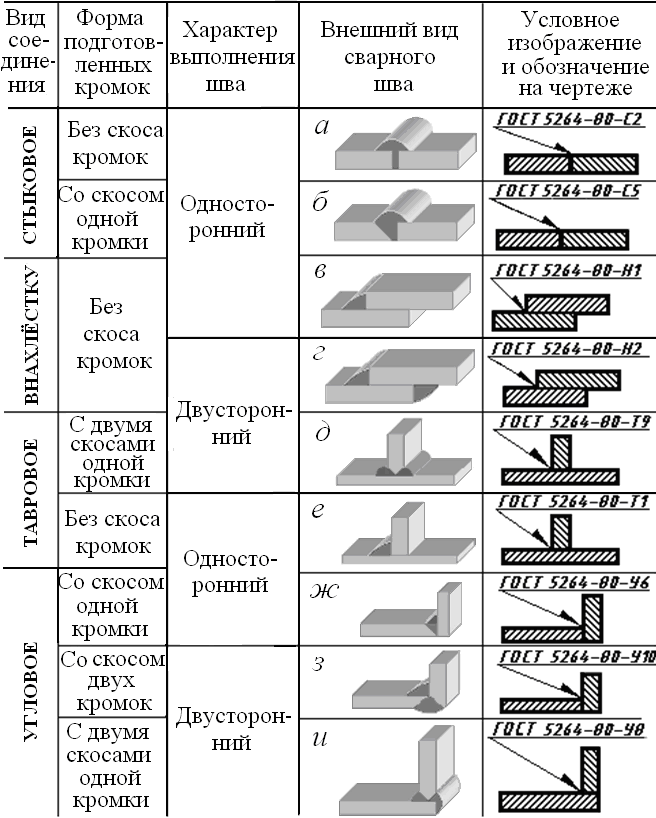 Части деталей, скрытые данным швом, отображаются тонкими сплошными линиями.
Части деталей, скрытые данным швом, отображаются тонкими сплошными линиями.
Многопроходные сварные швы так же изображаются на чертеже посредством нанесения контуров каждого прохода. Учтите, что каждый контур должен быть обозначен прописной буквой кириллицы (по порядку прохода).
На чертежах так же обозначается вид сварного соединения, определяемый расположением соединяемых деталей:
- «С» — стыковое соединение, где детали совмещаются торцами;
- «У» — угловое, где детали совмещаются под углом;
- «Т» — тавровое, где торец одной детали соединяется с боковой стороной другой;
- «Н» — нахлесточное, где одна деталь частично перекрывает другую.
Кроме того, для обозначения непосредственного типа сварки, используются следующие буквенные индексы:
- «Э» — электродуговая сварка;
- «Г» — газовая;
- «З» — выполняемая в среде защитных газов;
- «Кт» — контактная.
Все указанные индексы относятся к условным обозначениям, и указываются с помощью линии-выноски по правилам, рассмотренным выше.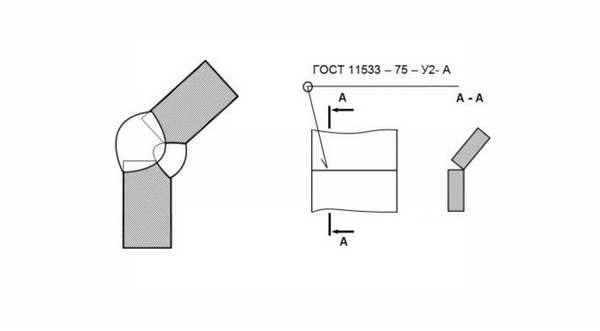 В зависимости от вида сварного соединения по методу расположения деталей, в перечень условных обозначений могут добавляться различные параметры: значение катета угла при угловой сварке, например.
В зависимости от вида сварного соединения по методу расположения деталей, в перечень условных обозначений могут добавляться различные параметры: значение катета угла при угловой сварке, например.
: Сварочная проволока
Основные виды сварочной проволоки — сплошная, порошковая, активированная. Проволока сварочная сплошного сечения
Проволока сварочная GMAW применяется для полуавтоматической и автоматической сварки, а также для изготовления электродов и присадочных стержней.
Химический состав и диаметр проволоки для сварки сталей регламентирует ГОСТ 2246-70. Проволока сварочная изготавливается по ГОСТ 10543-75, проволока из меди и сплавов — по ГОСТ 16130-72, проволока и алюминиевые сплавы — по ГОСТ 7871-75.Чаще всего используется стальная проволока. Выпускается она следующих диаметров (мм): 0,3, 0,5, 0,8, 1,0, 1,2, 1,4, 1,6, 2,0, 2,5, 3,0, 4, 0, 5,0, 6,0, 8,0, 10,0, 12,0.
Сварочная проволока обозначается следующим образом (см. Рисунок ниже).
| Обозначение проволоки |
- Диаметр.
- Марка провода:
- назначение (Ст — Сварка, Н — наплавка).
- содержание углерода в сотых долях процента.Например, Св08 — проволока содержит 0,08% углерода;
- может указывать содержание легирующих элементов, обозначенных следующими буквами: X — хром, H — Ni, C — Si, M — Mo, T — марганец, T — Ti: F — ванадий, D — медь, C — Zr, W — алюминий. В букве, обозначающей легирующий элемент, следует число, указывающее его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, номер не присваивается. Например, Св08х31Н5Т трактуется так: проволока сварочная, содержание углерода 0.08%, хром 21%, никель 5%, титан 1%;
- может свидетельствовать о повышенных требованиях к чистоте проволоки по вредным примесям — сере и фосфору. Они обозначены буквами бренда A и AA. Например, в проволоке Св08 допускается до 0,04% серы и фосфора, для CB08A — до 0,03% примесей, для CB08A — до 0,02%.
 Они обозначены буквами бренда A и AA. Например, в проволоке Св08 допускается до 0,04% серы и фосфора, для CB08A — до 0,03% примесей, для CB08A — до 0,02%.
Они обозначены буквами бренда A и AA. Например, в проволоке Св08 допускается до 0,04% серы и фосфора, для CB08A — до 0,03% примесей, для CB08A — до 0,02%.Проволока может поставляться в бухтах, на катушках или в специальной упаковке, например, Marathon Pac компании ESAB.
Порошковая сварочная проволока
Порошковая сварочная проволока — это трубчатая проволока с порошковым наполнителем. Отношение массы порошка к массе металлической оболочки составляет от 15 до 40%.Конструкция порошковой проволоки может быть разной — трубка простая, с различными изгибами оболочки, двухслойная (см. Рисунок).
| конструкции из порошковой проволоки |
 Порошковый наполнитель — это смесь руд, минералов, ферросплавов, химикатов. Он выполняет функции, аналогичные функциям электродного покрытия — защищает металл от воздуха, стабилизирует дугу, раскисление и легирование образования сварного шва, регулирование переноса электродного металла и т. Д.
Порошковый наполнитель — это смесь руд, минералов, ферросплавов, химикатов. Он выполняет функции, аналогичные функциям электродного покрытия — защищает металл от воздуха, стабилизирует дугу, раскисление и легирование образования сварного шва, регулирование переноса электродного металла и т. Д. По составу порошкового наполнителя порошковые сварочные проволоки делятся на:
- рутилово-органические,
- карбонатно-флюоритный,
- флюорит,
- рутил и
- рутил-флюорит.
 Для самозащиты проводов используются порошки рутила, органических, карбонатно-флюоритовых и флюоритовых типов.
Для самозащиты проводов используются порошки рутила, органических, карбонатно-флюоритовых и флюоритовых типов.При сварке проволокой рутилово-органический тип металла шва по химическому составу аналогичен полууспокойной мягкой стали. При высоком значении силы тока сварочная ванна поглощает газы, которые приводят к пористости.В связи с этим ограничивается сила тока, что снижает производительность сварки. Типичным представителем проволоки рутилового типа может служить сварочная проволока марки ПП-Ач2.
Проволока карбонатно-флюоритовая типа рекомендуется для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей. В этом случае механические свойства сварного шва выше, чем у рутилоорганической проволоки. Сварные соединения более гибкие и лучше работают при низких температурах. Представителями этого типа являются сварочная проволока ПП-АН11, АН17-ПП.
Проволока флюоритовая типа по характеристикам занимают промежуточное положение между проволоками рутилово-органического и карбонатно-флюоритового типа, например, сварочная проволока ПП-2ДСК.
Применение порошковой проволоки для сварки в диоксиде углерода позволяет значительно улучшить технологические параметры процесса сварки и механические свойства сварного шва по сравнению со сплошной проволокой. Уменьшается образование и улучшается внешний вид сварных брызг, повышаются механические свойства сварных соединений.Для сварки в углекислом газе использовали проволоку рутиловую и рутил-флюоритовую типа . Проволоки рутилового типа (ПП-АН8, ПП-АН10) предназначены для сварки широкого спектра конструкций из низкоуглеродистой и низколегированной стали. Проволока рутилово-флюоритового типа (ПП-АХ5, ПП-АН9, АН20-ПП) обеспечивает высокую ударную вязкость и рекомендуется для сварки конструкций из легированной стали, работающих в сложных климатических условиях при динамических нагрузках.
Проволока сварочная специального назначения используется для сварки с положительным формованием, под водой, для сварки чугуна и т. Д.
Помимо фирменной порошковой проволоки также имеется условное обозначение, которое содержит четыре группы буквенно-цифровых индексов:
- Назначение: PG — для сварки в среде защитных газов, PS — самозащищающейся. — только вертикальное; Т — все положения, включая корпус вращения.
- Температура перехода к хрупкому разрушению: 0 — 20 ° C, 1 — 0 ° C, 2 — минус 20 ° C, 3 — минус 30 ° C, 4 — минус 40 ° С, 5 — минус 50 ° С, 6 — минус 60 ° С. Буква D — Требования не регламентированы.
 — только вертикальное; Т — все положения, включая корпус вращения.
— только вертикальное; Т — все положения, включая корпус вращения.Активированная сварочная проволока, как и порошок, состоит из порошкообразных добавок. Однако их количество значительно ниже и составляет 5-7% от общего веса проволоки.Небольшое количество порошковых добавок позволяет активировать их в прессе в сплошной проволоке в виде тонких фитилей по специальной технологии. Наиболее широко применяется проволока для введения активирующей добавки в центральный канал.
Активированная проволока предназначена в первую очередь для сварки в диоксиде углерода и его смесях, поэтому в качестве металлической основы, как правило, используется проволока Св08Г2С.
В качестве активирующих добавок использованы легкоионизируемые соли щелочных и щелочноземельных металлов: Cs 2 CO 3, K 2 CO 3, Na 2 C0 3, Vaso 3, а также шлакообразующие компоненты: TiO 2, SiO 2. , MgO, CaF 2.
Введение солей щелочных и щелочноземельных металлов снижает полезную мощность дуги и повышает стабильность ее горения. Особенно заметно снижение потенциала ионизации в периферийных, относительно холодных областях дуги.
Теплопроводность щелочных металлов в интервале 2500-4000 ° К на один-два порядка ниже, чем у углекислого газа, что значительно снижает отбор тепла в радиальном направлении, т.е. способствует расширению столба дуги. и активные точки вне капель.В свою очередь, это уменьшает электромагнитную силу, действующую на каплю металлического электрода, и уменьшает размер капли, то есть ее отделение от проволоки. Переход к передаче распыленного, уменьшенного разбрызгивания.
Присутствие шлакообразующих компонентов за счет снижения поверхностного натяжения расплавленного металла, а также облегчает перенос распыленного металла, уменьшает разбрызгивание и улучшает формирование соединения.
Существенным преимуществом активированной проволоки перед порошковой является возможность использования того же оборудования, что и для сварочной проволоки сплошного сечения.По механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает множественные перегибы в процессе, закрепляет шланги, подаваемые полуавтоматически, не сплющивая и не сминаемые на подающих роликах. Техника сварки отличается от традиционной сварки в углекислом газе.
См. Также:
Полуавтоматическая сварка
Сварка МИГ
Сварочные материалы:
горячая продажа ss труба бесшовная сварная труба из нержавеющей стали низкая
Горячеоцинкованная стальная труба — стальная труба, бесшовная.
Труба из горячеоцинкованной стали. Горячеоцинкованные стальные трубы — один из самых продаваемых продуктов нашей компании. У нас есть богатый опыт поставок клиентам стальных оцинкованных бесшовных труб, стальных оцинкованных сварных труб. Толщина цинкового слоя превышает требования заказчиков.
Толщина цинкового слоя превышает требования заказчиков.
Распределитель стальных сварных труб в Китае для международных …
Нормально сварные стальные трубы можно разделить на две категории, такие как стальные электросварные трубы сопротивления (ERW) и стальные спирально-сварные трубы.Кроме того, что касается различных методов сварки, их можно разделить на трубы, сваренные дуговой сваркой, трубы, сваренные сопротивлением высокочастотной или низкочастотной электросварки, газосварные трубы, трубы Бонди, трубы, сваренные в печи …
Узнать ценуНержавеющая сталь 904L Бесшовные Труба | ASTM A312 TP904L …
ASTM A312 TP 904L Поставщик труб в Индии. 904L — это высоколегированная, низкоуглеродистая, нестабилизированная марка аустенитной нержавеющей стали. Медь была добавлена в сплав трубы из нержавеющей стали 904L.Следовательно, его устойчивость к сильным восстанавливающим кислотам, таким как серная кислота, очень высока.
Уточнить ценуМеханические трубки из нержавеющей стали Бесшовные нержавеющая сталь 304.
Трубка из нержавеющей стали Трубка из нержавеющей стали 304 Трубка из нержавеющей стали 316. Круглые трубки из нержавеющей стали 316 имеют бесшовную структуру и обладают большей прочностью под давлением, с более высоким эстетическим внешним видом, чем трубки из нержавеющей стали 304. Также называемые хирургической нержавеющей сталью, круглые трубки из нержавеющей стали 316 обычно используются в пищевой и фармацевтической промышленности, где они требуется, чтобы минимизировать металлический…
Уточнить ценуГорячеоцинкованная стальная труба — стальная труба, бесшовная.
Труба из горячеоцинкованной стали. Горячеоцинкованные стальные трубы — один из самых продаваемых продуктов нашей компании. У нас есть богатый опыт поставок клиентам стальных оцинкованных бесшовных труб, стальных оцинкованных сварных труб. Толщина цинкового слоя превышает требования заказчиков.
Получить ценуиз нержавеющей стали бесшовные / сварные трубы … —
Wenzhou Taixin Stainless Steel Co.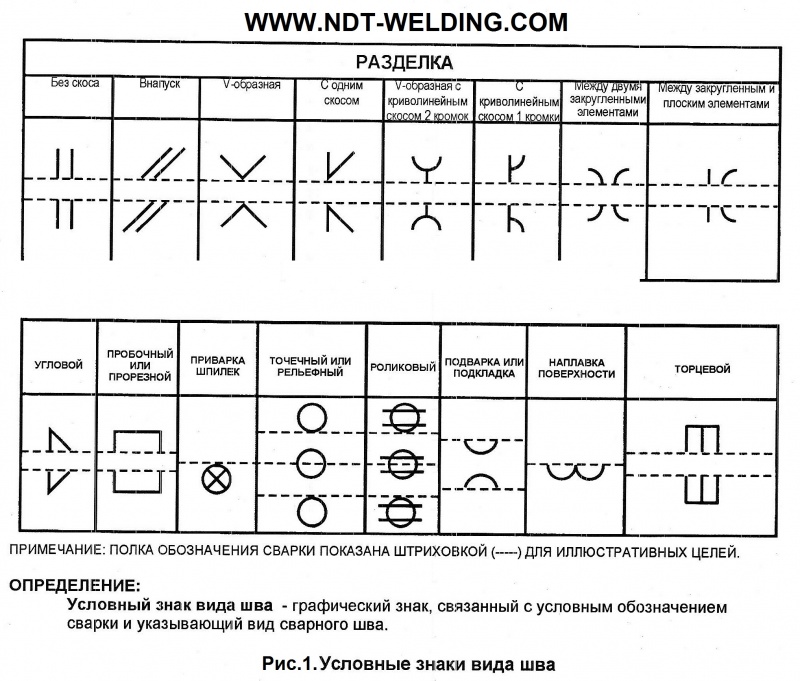 , Ltd. Китай Производитель основных продуктов: бесшовные / сварные трубные фитинги из нержавеющей стали, листы из нержавеющей стали, стержневые стержни из нержавеющей стали, плоские стержни из нержавеющей стали, ленты катушек из нержавеющей стали, фитинги, проволока из сплава, дуплексная нержавеющая сталь, никель Сплав и суперсплав
, Ltd. Китай Производитель основных продуктов: бесшовные / сварные трубные фитинги из нержавеющей стали, листы из нержавеющей стали, стержневые стержни из нержавеющей стали, плоские стержни из нержавеющей стали, ленты катушек из нержавеющей стали, фитинги, проволока из сплава, дуплексная нержавеющая сталь, никель Сплав и суперсплав
Прайс-лист на трубы из нержавеющей стали Jindal SS 316, нержавеющая сталь 316 …
Цены на бесшовные трубы из нержавеющей стали 316 за кг в Индии, прайс-лист на трубы из нержавеющей стали ASTM A312 Tp316 / Tp316l в Мумбаи.Neelcon Steel является производителем цен на трубы Aisi 316l, цены на трубы из нержавеющей стали 316l, цены на бесшовные трубы из нержавеющей стали 316l и цены на трубы из нержавеющей стали 316l в Мумбаи и Гуджарате с 2004 года, с 15-летним опытом производства нержавеющей стали Jindal Steel 316. ..
Уточнить ценуТрубы из нержавеющей стали и допуск труб — Dongshang.
Европейские стандарты на трубы и трубы из нержавеющей стали определяют 4 класса внешнего диаметра и толщины стенки в процентах или абсолютных значениях на основе номинального размера. Как правило, процент использования трубы из нержавеющей стали большего диаметра или толстой стенки, а трубы из нержавеющей стали малого диаметра или тонкой стенки — абсолютное значение.
Как правило, процент использования трубы из нержавеющей стали большего диаметра или толстой стенки, а трубы из нержавеющей стали малого диаметра или тонкой стенки — абсолютное значение.
Бесшовные стальные трубы для продажи от ведущих производителей бесшовных труб …
Низкоуглеродистые бесшовные стальные трубы перестают быть похожими на бесшовные трубы из нержавеющей стали в зависимости от процесса и изготовления, однако трубы из нержавеющей стали могут быть более гибкими и устойчивыми кислота из-за низкого содержания углерода. ТЕГ.бесшовные трубы из мягкой стали бесшовные черные стальные трубы бесшовные трубы из нержавеющей стали бесшовные трубы из углеродистой стали
Уточнить ценуМеханические трубы из нержавеющей стали 304 Бесшовные SS.
Трубка из нержавеющей стали Трубка из нержавеющей стали 304 Трубка из нержавеющей стали 316. Круглые трубки из нержавеющей стали 316 имеют бесшовную структуру и обладают большей прочностью под давлением, с более высоким эстетическим внешним видом, чем трубки из нержавеющей стали 304. Также называемые хирургической нержавеющей сталью, круглые трубки из нержавеющей стали 316 обычно используются в пищевой и фармацевтической промышленности, где они требуется, чтобы минимизировать металлический…
Также называемые хирургической нержавеющей сталью, круглые трубки из нержавеющей стали 316 обычно используются в пищевой и фармацевтической промышленности, где они требуется, чтобы минимизировать металлический…
Труба стальная сварная или бесшовная | American Piping Products
2/7/2018 · Сварные и бесшовные стальные трубы По мере развития и усложнения промышленных применений трубопроводные изделия и системы, которые их обслуживают, должны были идти в ногу со временем. Несмотря на то, что существует множество методов производства труб, наиболее часто в отрасли обсуждается сравнение стальных труб, сваренных сопротивлением (ERW), и бесшовных (SMLS).
Узнать ценуSS Pipe Suppliers, Factory — Хорошая цена — SUNNING STEEL
SS труба — это универсальный материал, состоящий из стального сплава и небольшого количества хрома — добавление хрома увеличивает коррозионную стойкость материала, характеристика, прославившая нержавеющую сталь.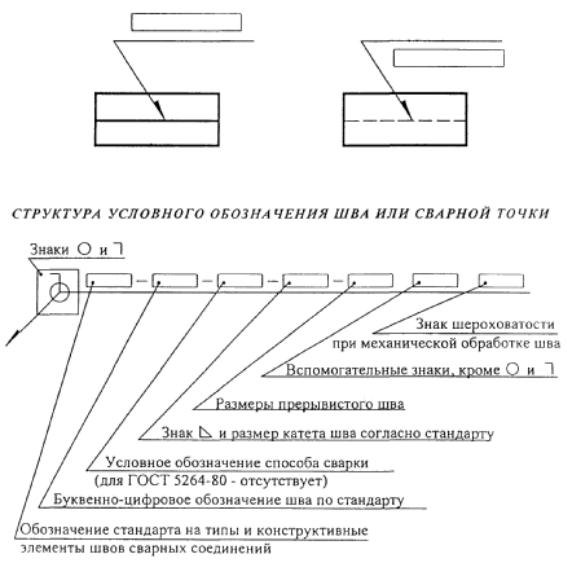 Поскольку труба из нержавеющей стали имеет низкие эксплуатационные расходы, устойчива к окислению и не влияет на другие металлы, контактирующие с ней …
Поскольку труба из нержавеющей стали имеет низкие эксплуатационные расходы, устойчива к окислению и не влияет на другие металлы, контактирующие с ней …
Сварные трубы из нержавеющей стали | Сварные трубы из нержавеющей стали
ASTM A249 A312 A358 ASME SA 249 SA 312 SA 358 Сварные трубы из нержавеющей стали. Использование сварных труб из нержавеющей стали: используется для подачи жидкости под низким давлением, такой как вода, газ и масло. Общие, гидравлические системы, конструкции, декоративные / декоративные сварные части трубы из нержавеющей стали: квадратные концы (прямая резка, пропил и резка горелкой).или скошенный для сварки, скошенный,
Уточнить ценуГорячая бесшовная труба SS304, горячая бесшовная труба SS304.
Alibaba предлагает 1037 бесшовных труб из нержавеющей стали 304. Около 80% из них — трубы из нержавеющей стали, 11% — стальные трубы и 4% — трубопроводная арматура. Вам доступен широкий спектр вариантов бесшовных труб из нержавеющей стали 304, таких как api, astm и jis.
Home — Прецизионная бесшовная труба из нержавеющей стали …
Трубка / труба / труба из нержавеющей стали 304 является основным продуктом Younglee Tube.Наш завод производит трубки из нержавеющей стали 304 различных размеров. 1) Что такое трубки из нержавеющей стали 304 Материал Нержавеющая сталь 304 (класс материала 304) — это.
Уточнить ценуСталь бесшовная
ГОСТ 8733-74 / 8734-75 Трубы стальные бесшовные холоднотянутые посмотреть все >> ГОСТ 8731-74 / 8732-78 Трубы стальные бесшовные горячекатаные смотреть все >> ГОСТ 8645-68 Сталь фасонная трубы посмотреть все >> Труба стальная бесшовная по ГОСТ 20295-85 посмотреть все >> Труба стальная бесшовная по ГОСТ 10704-91 посмотреть все >> Труба стальная бесшовная по ГОСТ 3262-75 посмотреть все >> Труба стальная бесшовная по ГОСТ 10704-91…
Уточнить ценуКупить Бесшовные трубы из нержавеющей стали и бесшовные …
Круглые сварные трубы из нержавеющей стали, TP321 TP321H SS Трубки высокого давления; Горячекатаная сварная труба из нержавеющей стали для санитарных труб AISI SCH 40/80; 4-дюймовая аустенитная холоднотянутая бесшовная трубка со скошенными концами Стальная трубная труба CDS; Дуплексная холоднотянутая бесшовная труба EN ASTM для теплообменника, OD 6–610 мм
Уточнить ценуБесшовная труба из нержавеющей стали ss304, бесшовная нержавеющая сталь.
 ..
..Преференциальная поставка производителем бесшовных труб из нержавеющей стали SS304 Капилляр из нержавеющей стали SS304L 2,1 мм 2,2 мм 2,3 мм Подробная информация о продукте Тип сварной, дуплексная поверхность 180 г, сатинированная / тонкая поверхность 320 г (матовая поверхность, щетка, сертификация матовой поверхности DNV, NK, LR, концы из АБС-пластика Скошенный или гладкий конец, квадратный разрез, без заусенцев, пластиковая крышка на обоих концах…
Трубка из нержавеющей стали представляет собой полую длинную круглую сталь, в основном используемую в нефтяной, химической, медицинской, пищевой, легкой промышленности, механических инструментах и других промышленных трубопроводах и механических конструктивных элементах. Итак, каковы основные различия между трубами из нержавеющей стали со швом и бесшовными трубами из нержавеющей стали? 1. Концентричность Производственный процесс бесшовной стальной трубы заключается в …
Уточнить ценуТруба из нержавеющей стали, SS бесшовные, сварные и ERW трубы .
 ..
..Производитель бесшовных и сварных труб из нержавеющей стали, ASME B36.19 Труба ERW из аустенитной нержавеющей стали диаметром от 1/8 до 24 NPS SCH 10/40/80, труба из нержавеющей стали ASTM A312.
Получить ценуПроизводители бесшовных труб из нержавеющей стали, купить SS …
Хотя сварные трубы из нержавеющей стали имеют свои преимущества, бесшовные трубы из нержавеющей стали широко используются в различных отраслях промышленности, включая нефтегазовую, нефтехимическую, фармацевтическую, целлюлозную и др. производство бумаги, промышленные котлы, теплообменники, атомная энергетика, производство тепловой энергии и технологические трубопроводы, среди прочего.
Уточнить ценуХит продаж спирально-сварная стальная труба Erw / Lsaw -.
Популярная спирально-сварная стальная труба Erw / Lsaw — бесшовная линейная труба — стальная конструкция с подъемом: класс: API 5L, ASTM A 53M, ASTM A 106M, JISG 3454, JISG 3455, JISG3456.Длина: 5-12 м
Получить ценаТруба, фитинги и фланцы из нержавеющей стали — Atlas Steels
Сварные трубы Сварные трубы из нержавеющей стали изготавливаются из полосы нержавеющей стали 2B или HRAP — формованной, продольной сваркой и отожженной. Труба большого размера изготавливается из листа. Все сварные швы выполняются без добавления присадочного металла, за исключением очень больших диаметров. Стандартная сварная труба имеет номинальную длину 6,0 или 6,1 метра.
Труба большого размера изготавливается из листа. Все сварные швы выполняются без добавления присадочного металла, за исключением очень больших диаметров. Стандартная сварная труба имеет номинальную длину 6,0 или 6,1 метра.
Труба стальная сварная или бесшовная | American Piping Products
Сварные и бесшовные стальные трубы По мере развития и усложнения промышленных приложений, трубопроводные изделия и системы, которые их обслуживают, должны были идти в ногу со временем. Несмотря на то, что существует множество методов производства труб, наиболее часто в отрасли обсуждают сравнение электросварки сопротивлением (ВПВ) и электросварки сопротивлением.стальная бесшовная (SMLS) труба.
Получить ценуПроизводители фитингов из нержавеющей стали A403 | Трубы SS …
Стандарты производства трубных фитингов из нержавеющей стали. ASTM A182 — ASME SA182 — Стандартные спецификации для фитингов труб из кованой аустенитной нержавеющей стали ASME B16. 9 — Заводские фитинги для стыковой сварки ASME B16.11 — Фитинги для сварки внахлест и резьбовые кованые фитинги MSS SP-43 — Кованые и сборные фитинги для стыковой сварки Низкое давление, коррозионно-стойкие приложения
9 — Заводские фитинги для стыковой сварки ASME B16.11 — Фитинги для сварки внахлест и резьбовые кованые фитинги MSS SP-43 — Кованые и сборные фитинги для стыковой сварки Низкое давление, коррозионно-стойкие приложения
Изготовители труб из нержавеющей стали, бесшовные ASTM A312.
Эти поставщики труб из нержавеющей стали в Индии также могут быть изготовлены на заказ для удовлетворения требований клиентов. ASME B36.19 — это стандарт, который охватывает размеры бесшовных сварных труб из нержавеющей стали и сварных труб из нержавеющей стали для низких температур, высоких температур и давлений.
Уточнить ценуТруба из нержавеющей стали | Pittsburgh Pipe
Pittsburgh Pipe поставляет высококачественные трубы из нержавеющей стали и фитинги для труб из нержавеющей стали всех марок, включая трубы из нержавеющей стали 304L, 316, 316L, 310, 321, 410 и 2205, а также многие другие.Мы поставляем трубы для различных применений низкого и высокого давления.
Сталь бесшовная
ГОСТ 8733-74 / 8734-75 Трубы стальные бесшовные холоднотянутые посмотреть все >> ГОСТ 8731-74 / 8732-78 Трубы стальные бесшовные горячекатаные смотреть все >> ГОСТ 8645-68 Сталь фасонная трубы посмотреть все >> Труба стальная бесшовная по ГОСТ 20295-85 посмотреть все >> Труба стальная бесшовная по ГОСТ 10704-91 посмотреть все >> Труба стальная бесшовная по ГОСТ 3262-75 посмотреть все >> Труба стальная бесшовная по ГОСТ 10704-91…
Уточнить ценугорячая продажа SS 304 316 бесшовная / сварная стальная труба
горячая продажа SS 304 316 бесшовная / сварная стальная труба 304 сварная труба из нержавеющей стали упоминается как сварная труба из нержавеющей стали 304. Сварная труба из нержавеющей стали обычно изготавливается из листа или полосы нержавеющей стали после скручивания и формования с помощью машины и штампа.
Уточнить ценуПроизводитель стальных труб ERW, Бесшовные стальные трубы.
Steel India Company — профессиональный производитель и поставщик всех видов стальных труб и трубопроводной арматуры.Штаб-квартира находится в Мумбаи, а завод по производству стальных труб — в Ахмедабаде. Компания Steel India была основана в 1992 году и экспортирует бесшовные стальные трубы в ОАЭ, Дубай, Южную Африку, Малайзию, Великобританию, Индонезию, Кувейт и Саудовскую Аравию.
Уточнить ценуХит продаж спирально-сварная стальная труба Erw / Lsaw -.
Хит продаж, спирально-сварная стальная труба Erw / Lsaw — бесшовная линейная труба — стальная деталь с подъемом: класс: API 5L, ASTM A 53M, ASTM A 106M, JISG 3454, JISG 3455, JISG3456.Длина: 5–12 м
Уточнить ценуПроизводители бесшовных труб из нержавеющей стали, купить SS …
Хотя сварные трубы из нержавеющей стали имеют свои преимущества, бесшовные трубы из нержавеющей стали широко используются в различных отраслях промышленности, включая нефтегазовую, нефтехимия, фармацевтика, производство целлюлозы и бумаги, промышленные котлы, теплообменники, атомная энергетика, производство тепловой энергии и технологические трубопроводы, среди прочего.
Труба из нержавеющей стали, бесшовные, сварные и сварные трубы из нержавеющей стали…
Производитель бесшовных и сварных труб из нержавеющей стали, трубы ERW из аустенитной нержавеющей стали ASME B36.19 с номинальным диаметром от 1/8 до 24 дюймов SCH 10/40/80, трубы из нержавеющей стали ASTM A312.
Уточнить ценуКлючи масляных шлангов ГОСТ
Шланговая муфта — Википедия
2004 Резиновые шланги в сборе для всасывания масла и стандартного пластика, защелкивающиеся, вставные шланги
Чертеж надвижного фланца, чертеж надвижного фланца Поставщики и
Масло, прозрачное / желтое / черное анти- ржавчина Краска, стандартный размер Диапазон давления Тип фланца Материал ГОСТ PN6 PN10 PN16 PN25 PN40 PN63 PN100 PN
Обзор компании — Qingdao Hyrotech Rubber Plastic Products
Шланги, шланги из ПВХ и различные шланги 2) Промышленные шланги3) Садовый резиновый шланг стандарта ГОСТ промышленность, автомобилестроение, масло
ШЛАНГИ СТАНДАРТНЫЕ ГОСТ.
 B2B RusMarket
B2B RusMarketРусская версия Китайская Версия 2017 Ноябрь 05 Авторизация Пропустить запомнить меня на этом компьютере забыл passwo
ГОСТ Стандартный резиновый шланг TS3002 ГОСТ18698-79 резиновый шланг
Популярные товары ГОСТ Стандартный резиновый шланг TS3002 ГОСТ18698-79 резиновый рукав от Glass Product Изготовление деталей машин — JINYUAN Rubber Manufacturing ltd
Соединение шлангов | водяной шланг | двойной сварочный шланг | топливный масляный шланг |
ГОСТ 10362 76 Русский Масляный шланг, Манжеты, Гидравлический шланг Китай — Производитель / Экспортеры / Оптовые поставщики ГОСТ 10362 76 Русский Масляный шланг, Шланг
, Стандарт EN Гибкий всасывающий масляный шланг ГОСТ 5398-76
, Стандарт EN Гибкий шланг всасывающий масляный гост 5398-76, US $ 0.99 — 29,99 / метр, Пекин, Китай (материк), YATAI, DIN EN. Источник из Hengshui
шланг Китай, Ацетиленовый шланг Китай, Топливный шланг Китай, ГОСТ
Резиновый шланг Китай, Воздушный шланг Китай, Кислородный шланг Китай, Ацетиленовый шланг Китай, Топливный шланг Китай, ГОСТ Rubb
Резиновый шланг высокого давления для масла и воды с тканевой вставкой ГОСТ
Посмотреть резиновый шланг для воды высокого давления с тканевой вставкой ГОСТ 18698-79 изображения резинового шланга для воды от китайского производителя гидравлических резиновых шлангов. High
High
Железнодорожный подвижной состав разделяет пневматический тормозной шланг со стандартом ГОСТ
Железнодорожный подвижной состав разделяет воздушный тормозной шланг со стандартом ГОСТ, пневматический тормозной шланг, резина, сталь, 710 * 35 * 49 Источник из Chongqing Hengtai Electromechanical
Китай Русский Стандартный всасывающий и нагнетательный шланг / ГОСТ 5398-
Китай Русский стандарт всасывающий и нагнетательный шланг / ГОСТ 5398-76 Всасывающие шланги для воды / масла / кислоты, Подробная информация о Китае Gost 5398-76, Всасывающая / нагнетательная муфта
ГОСТ, Китай Муфта ГОСТ
Каталог производителей муфт ГОСТ — торговая площадка для производителей муфт ГОСТ в Китае и покупателей муфт ГОСТ по всему миру Provid
Резиновый шланг для воздуха и воды с тканевой вставкой ГОСТ 18698-79 Г (IV
Качественный резиновый шланг для воздуха и воды с Тканевая вставка ГОСТ 18698-79 Г (IV), Купить Шланг водяной резиновый от производителя резиновый шланг
_ / —
Russian S стандартный Всасывающий и нагнетательный шланги / ГОСТ 5398-76 Шланги всасывания воды / масла / кислоты
Шланг ГОСТа резиновый для масла / топлива / бензина,
Шланг ГОСТа резиновый для масла / топлива / бензина, оптом Различное высокое качество Русский Стандартный резиновый шланг Gost Шланг для масла / топлива / бензина Изделия из
резиновый шланг с тканевой вставкой China (Mainland) Резиновые шланги
ГОСТ 18698-79 резиновый шланг с тканевой вставкой, полная информация о ГОСТ 18698-79 резиновый шланг с тканевой вставкой, предоставленный Dongying Wanhe Rubber Plastic Co. ,
,
GOST 10362-76 Рукава напорные резиновые шланг подачи мазута,
GOST 10362-76 Рукава напорные резиновые рукава подачи жидкого топлива, US $ 1 — 5 / метр, Хэбэй, Китай (материк), Яркий жемчуг, ГОСТ 10362- 76. Источник из
Сварочный шланг по китайскому стандарту / GOST18698-79 Газовый шланг —
Сварочный шланг по российскому стандарту Китая / Газовый шланг по ГОСТ 18698-79, Подробная информация о сварочном шланге по китайскому стандарту, резиновый шланг по ГОСТ от Сварка по российскому стандарту
qingdao hyrotech rubberplastic products co., ООО | ecplaza.net
Система менеджмента в соответствии с требованиями международного стандарта ISO российский ГОСТ шланг / ГОСТ 10362-76 / масляный шланг пластиковый кожух шланга / шланг
T Кран для шланга с вакуумным выключателем | Склад Bunnings
Найдите кран для шланга с Т-образной головкой 15 мм и вакуумным выключателем Brasshards на складе Bunnings. Посетите свой местный магазин для получения самого широкого ассортимента товаров для дома.
Шланг резиновый для воды высокого давления с тканевой вставкой ГОСТ
Качественный резиновый шланг для воды высокого давления с тканевой вставкой ГОСТ 18698-79 для продажи, Купить изделия резиновые шланги для воды из резиновых шлангов Производитель
Дешевый стандартный шланг для гидравлического шланга по стандарту DIN ht
Качество Прочие принадлежности для пайки сварки — Шланг для кондиционирования воздуха для гидравлического шланга по стандарту DIN для продажи Qingdao Hyrotech Rubber Plastic Products Co.,
China GOST Fire Hose — Китай GOST Fire Hose — Китай GOST Fire Hose
China GOST Fire Hose, Подробная информация о China Fire Hose, Canvas Hose из GOST Fire Hose — Suzhou Walter Flow Control Equipment Co., Ltd. предлагает
China Gost Воздушный шланг | Made-in-China.com
Воздушный шланг China Gost — Выберите 2017 высококачественные продукты для воздушного шланга China Gost по лучшей цене от сертифицированных китайских производителей резиновых воздушных шлангов, High
Муфта ГОСТ, пожарный шланг, садовый шланг,
Торговое предложение о продаже муфты Русский Стандарт Гост от Newage Fire Fighting Co. Ltd., компания, основанная в 1961 году. Домашний шланг Шланг
Ltd., компания, основанная в 1961 году. Домашний шланг Шланг
Магазин сварочных шлангов ГОСТ 9356-75 для продажи в Китае (материк) —
Сварочный шланг ГОСТ 9356-75, Порт: Циндао и другие детали Гост 9356- 75, сварочный рукав ГОСТ 9356-75 на резиновых рукавах из Китая (
СИМВОЛОВ СВАРКИ И СВАРКИ, Плазменная сварка, сварочные позиции, сварочные аппараты и другие сварочные системы резки Плазменная сварка
СИМВОЛЫ СВАРКИ И СВАРКИ
3-4.ОБЩАЯ ИНФОРМАЦИЯ
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим. Символы сварки позволяют разместить на чертежах полную информацию о сварке. Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла». Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации. Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва по отношению к стыку.
Конец символа используется для обозначения процессов сварки и резки, а также спецификаций, процедур сварки или дополнительной информации, которая будет использоваться при сварке.Если сварщик знает размер и тип сварного шва, у него есть только часть информации, необходимой для его выполнения. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику. Обозначение, которое должно быть помещено в хвосте символа, указывающего на эти данные, должно быть установлено каждым пользователем. Если обозначения не используются, конец символа можно опустить.
Обозначение, которое должно быть помещено в хвосте символа, указывающего на эти данные, должно быть установлено каждым пользователем. Если обозначения не используются, конец символа можно опустить.
3-5.ЭЛЕМЕНТЫ СВАРНОГО СИМВОЛА
Различают термины «символ сварки» и «символ сварки». Символ сварного шва (рис. 3-3) указывает на желаемый тип сварного шва. Символ сварки (рис. 3-2) — это способ изображения символа сварного шва на чертежах. Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов, если необходимо: справочная линия, стрелка, основные символы сварных швов, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть и спецификация, процесс и т. Д. ссылка.Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2.
3-6. ОСНОВНЫЕ СИМВОЛЫ СВАРКИ
а. Общие . Обозначения сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов. Эти основные символы сварных швов приведены ниже и показаны на рис. 3-3.
Общие . Обозначения сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов. Эти основные символы сварных швов приведены ниже и показаны на рис. 3-3.
г. Обозначения для дуговой и газовой сварки . См. Рисунок 3-3.
с. Символы контактной сварки . См. Рисунок 3-3.
г. Обозначения для пайки, кузнечного, термитного, индукционного и проточного швов .
(1) Эти сварные швы обозначаются с помощью ссылки на процесс или спецификации в конце символа сварки, как показано на рис. 3-4.
(2) Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Буквенные обозначения не назначаются для точечной дуги, контактной точки, дугового шва, контактного шва и выступающей сварки, поскольку используемые символы сварки являются адекватными.
(3) Если нет спецификации, процесса или другого символа, хвост можно опустить (рис. 3-6). ссылка используется со сваркой
e. Другие общие символы сварных швов . На рисунках 3-7 и 3-8 показаны обозначения сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
ф. Дополнительные символы . Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунке 3-3.
3-7. РАСПОЛОЖЕНИЕ ЗНАЧЕНИЕ СТРЕЛКИ
а. Обозначения сварки углов, канавок, фланцев, заусенцев и высажек . Для этих символов стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эту сторону следует рассматривать как сторону соединения, указанную стрелкой (рис.3-9). Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
г. Обозначения заглушки, паза, точечной дуги, дугового шва, контактной точки, контактного шва и проекционной сварки .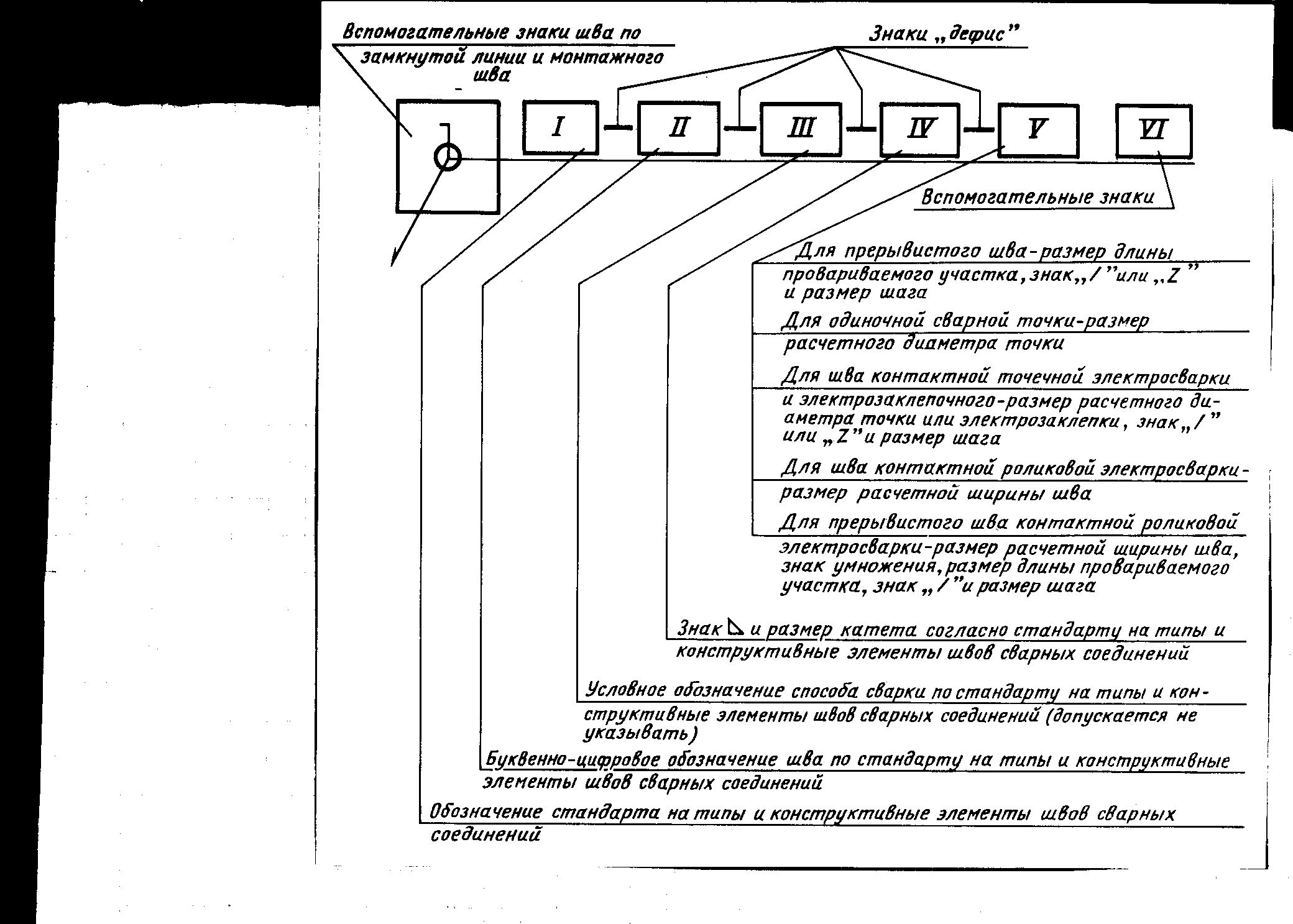 Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии желаемого сварного шва. Элемент, на который указывает стрелка, считается лонжероном со стрелкой.Другой член шарнира считается другим лонжероном (рис. 3-11).
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии желаемого сварного шва. Элемент, на который указывает стрелка, считается лонжероном со стрелкой.Другой член шарнира считается другим лонжероном (рис. 3-11).
с. Ближняя сторона . Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления ( рис. 3-12 и 3-13).
г. Рядом с элементом . Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения со стрелкой рассматривается как ближний элемент соединения в соответствии с обычные правила оформления (рис. 3-11).
3-11).
3-8. РАСПОЛОЖЕНИЕ ШВА ОТНОСИТЕЛЬНО СОЕДИНЕНИЯ
а. Сторона стрелки . Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва на стороне контрольной линии по направлению к считывающему устройству (рис.3-14).
г. Другая сторона . Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва на стороне контрольной линии от считывающего устройства (рис. 3-15).
с. Обе стороны . Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывателю и от него (рис.3-16).
г. Нет бокового значения . Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис. 3-17).
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис. 3-17).
3-9. ССЫЛКИ И ОБЩИЕ ПРИМЕЧАНИЯ
а. Условные обозначения со ссылками . Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
г. Символы без ссылок .Символы могут использоваться без спецификации, процесса или других ссылок, когда:
(1) На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией № . …»
…»
(2) Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
с. Общие примечания . Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации о преобладающих сварных швах.Эту информацию не нужно повторять на символах:
(1) «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
(2) «Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (0,48 см)».
г. Индикация процесса . Когда требуется использование определенного процесса, процесс может быть обозначен буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис.3-5).
e.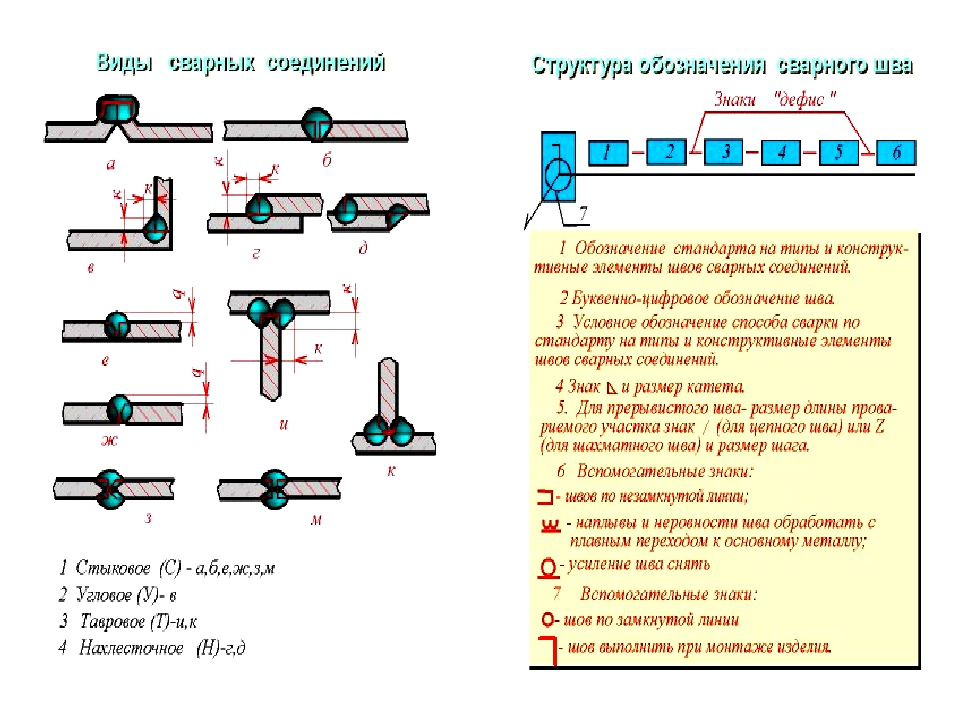 Символ без хвоста . Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Символ без хвоста . Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
3-10. ОБОЗНАЧЕНИЕ СВАРКИ И ПОЛЕВОЙ СВАРКИ
а. Сварные швы, проходящие полностью вокруг стыка, обозначаются символом сплошного шва (рис. 3-7). Сварные швы, полностью охватывающие соединение, включающее несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сплошного шва.Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
г. Сварочные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом сварного шва (рис. 3-7).
3-11. ОБЪЕМ СВАРКИ, ОБНАРУЖЕННЫЙ СИМВОЛАМИ
а. Резкие изменения .Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
Резкие изменения .Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
г. Скрытые швы . Сварка скрытых стыков может быть закрыта, если сварка такая же, как и на видимом стыке. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
3-12. РАСПОЛОЖЕНИЕ СИМВОЛОВ СВАРКИ
а. Обозначения сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
3-8).
3-13. ИСПОЛЬЗОВАНИЕ ДЮЙМОВЫХ, ГРАДУСНЫХ И ФУНТОВЫХ ЗНАКОВ
ПРИМЕЧАНИЕ
дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и круглого выступа, а также ширины дугового шва и контактного шва, если такие сварные швы задаются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
3-14. КОНСТРУКЦИЯ СИМВОЛОВ
а. Обозначения углового, скошенного и J-образного паза, конического паза и углового фланца должны быть показаны с перпендикулярной стороной всегда слева (рис. 3-18).
г. В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис.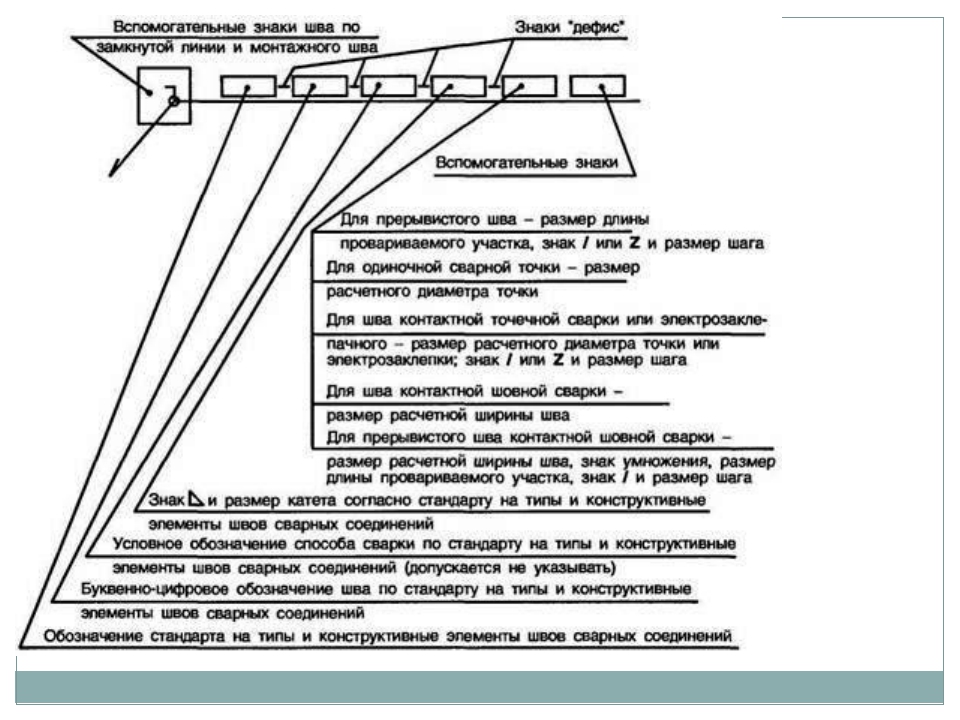 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.
3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.
с. Информацию об обозначениях сварки следует размещать для чтения слева направо вдоль линии отсчета в соответствии с обычными схемами оформления (рис. 3-20).
г. Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть указан символ (рис. 3-21).
e. Буквы CP в хвостовой части стрелки обозначают полный проплавленный сварной шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
ф. Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис. 3-23).
3-23).
г. Для обозначения последовательности операций могут использоваться две или более контрольных линии. Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24). Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке. Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25). При необходимости, круговой символ сварки должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
3-15.
 ФИЛЕ СВАРОЧНЫЕ
ФИЛЕ СВАРОЧНЫЕРазмеры угловых швов должны указываться на той же стороне от контрольной линии, что и обозначение сварного шва (A, рис.3-27).
г. Если угловые сварные швы обозначены на обеих сторонах соединения и на чертеже не указано общее примечание, определяющее размеры сварных швов, размеры указываются следующим образом:
(1) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь размеры (B или C, рис. 3-27).
(2) Если сварные швы различаются по размерам, оба должны иметь размер (D, рис.3-27).
с. Если угловые сварные швы обозначены на обеих сторонах стыка и на чертеже указано общее примечание, определяющее размеры сварных швов, размер ни одного сварного шва не требуется. Однако, если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, оба сварных шва должны иметь размеры (C или D, рис. 3-27).
3-27).
3-16. РАЗМЕР ФИЛЕШНЕЙ ШВА
а. Размер углового сварного шва должен быть указан слева от символа сварного шва (A, рис.3-27).
г. Размер углового сварного шва с неравными отрезками должен быть указан в скобках слева от символа сварного шва. Ориентация сварного шва не обозначается символом и должна быть показана на чертеже при необходимости (E, рис. 3-27).
с. Если не указано иное, размер наплавленного углового сварного шва не должен быть меньше размера, указанного на чертеже.
г. Если указано проникновение для данного корневого отверстия, метод проверки для определения глубины проникновения должен быть включен в применимые спецификации.
3-17. ДЛИНА ФИЛЕШНОВ
а. Длина углового шва, указанная на символе сварки, должна указываться справа от символа сварного шва (от A до D, рис.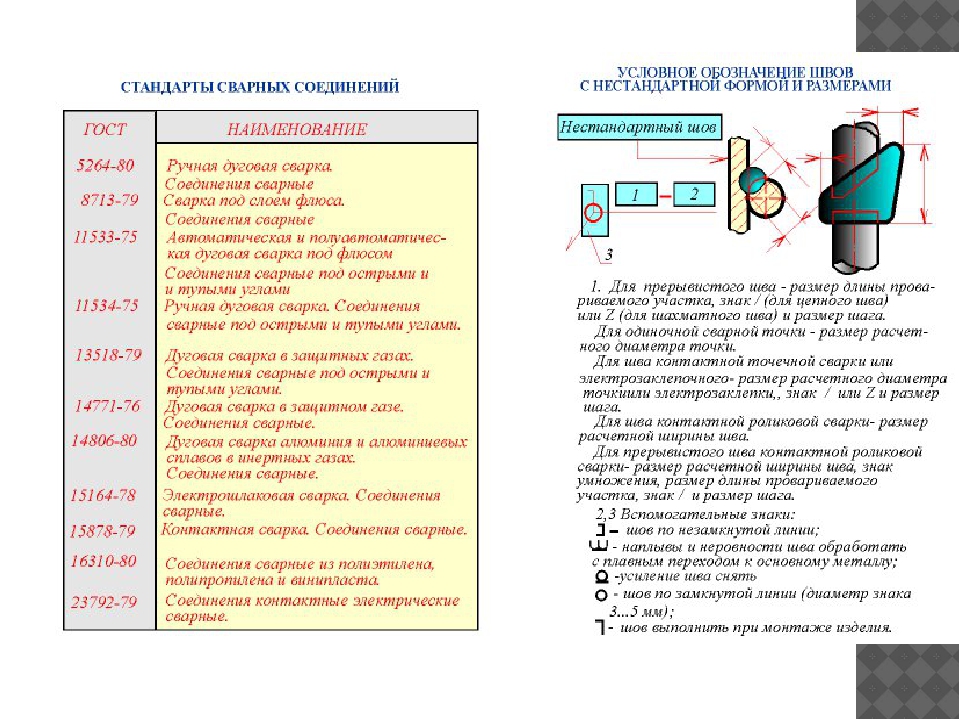 3-27).
3-27).
г. Когда угловая сварка проходит на все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
с. Определенные длины угловой сварки могут быть обозначены символами вместе с размерными линиями (рис.3-28).
3-18. ОБЪЕМ ФИЛЕЙНОЙ СВАРКИ
а. Используйте один тип штриховки (с определенными линиями или без них), чтобы графически показать степень угловой сварки.
г. Угловая сварка, выходящая за пределы резких изменений направления сварки, должна обозначаться дополнительными стрелками, указывающими на каждую секцию свариваемого соединения (рис. 3-29), за исключением случаев, когда используется символ сварки по всему периметру.
3-19.
 РАЗМЕРЫ ПРЕРЫВНОЙ СВАРКИ ФИЛЕ
РАЗМЕРЫ ПРЕРЫВНОЙ СВАРКИ ФИЛЕа. Шаг (межцентровое расстояние) прерывистой угловой сварки должен быть показан как расстояние между центрами приращений на одной стороне соединения.
г. Шаг прерывистой угловой сварки должен быть указан справа от размера длины (A, рис. 3-27).
с.Размеры цепной прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии. Цепные прерывистые угловые швы должны располагаться напротив друг друга (рис. 3-30).
г. Размеры ступенчатой прерывистой угловой сварки должны быть показаны по обе стороны от контрольной линии, как показано на рисунке 3-31.
Если не указано иное, ступенчатые прерывистые угловые швы с обеих сторон должны располагаться симметрично, как показано на рисунке 3-32.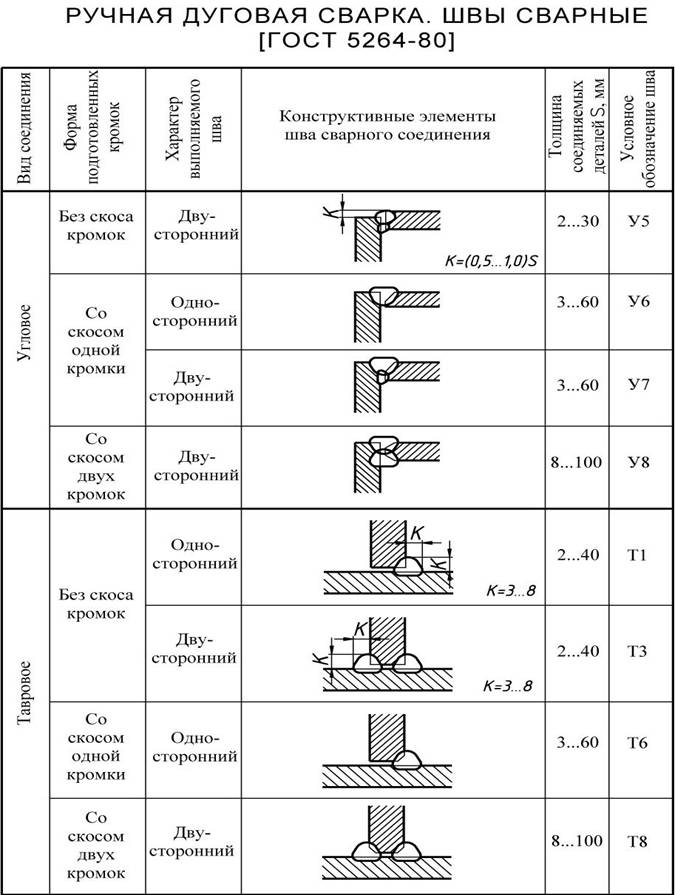
3-20. ПРЕКРАЩЕНИЕ ПРЕРЫВНОЙ СВАРКИ ФИЛЕ
а. Когда прерывистая угловая сварка используется сама по себе, этот символ указывает на то, что приращения расположены на концах заданной длины.
г. Когда между непрерывной угловой сваркой используется прерывистая угловая сварка, символ указывает, что на концах заданной длины должны оставаться промежутки, равные шагу минус длина одного шага.
с. Отдельные символы должны использоваться для прерывистой и непрерывной угловой сварки, когда они объединены вдоль одной стороны соединения (рис. 3-28).
3-21. КОНТУР ПОВЕРХНОСТИ ФИЛЕ
а. Угловые сварные швы, которые должны быть сварены приблизительно плоскими, выпуклыми или вогнутыми без использования какого-либо метода отделки, должны быть показаны путем добавления символа контура заподлицо, выпуклого или вогнутого контура к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе.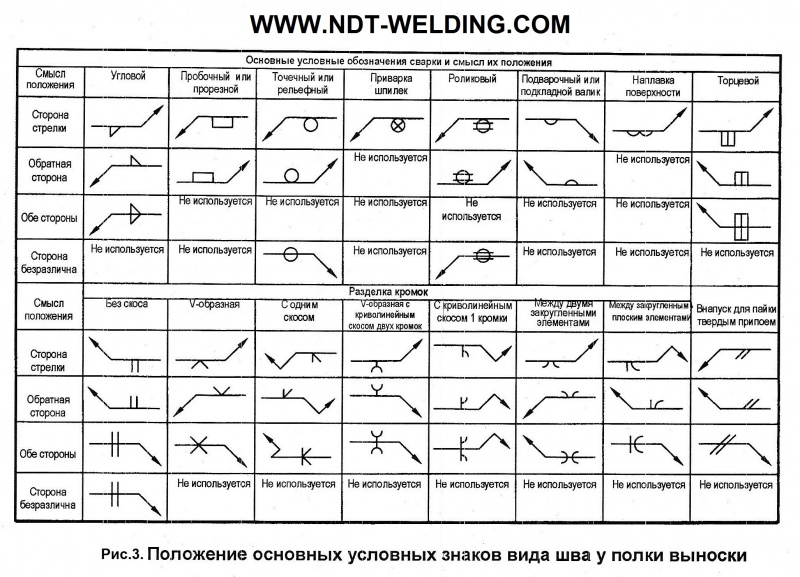 3-7 (А, рис.3-33).
3-7 (А, рис.3-33).
г. Угловые сварные швы, которые должны быть выполнены плоскими механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (B, рис. -33).
с. Угловые сварные швы, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (C, рис.3-33).
г. Угловые сварные швы, которые должны быть механически обработаны до вогнутого контура, должны быть показаны путем добавления символа вогнутого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификацией местоположения, приведенной в параграфе 3-7.
e. В случаях, когда угол между сварочными поверхностями таков, что под вопросом идентификация типа сварного шва и правильного обозначения сварного шва, детали желаемого соединения и конфигурации сварного шва должны быть показаны на чертеже.
ПРИМЕЧАНИЕ
Используемые здесь символы чистовой обработки указывают на метод чистовой обработки («c» = стружка, «G» = шлифование, «H» = ковка, «M» = обработка), а не степень чистовой обработки.
3-22. СИМВОЛЫ СВАРКИ РАЗЪЕМАМИ И ПЛОЩАДКАМИ
а. Общие . Для обозначения угловых швов в отверстиях нельзя использовать ни символ электрозаклепки, ни символ сварного шва с пазами.
г. Обозначение со стрелкой и другой стороны для швов вставки и паза . Отверстия или прорези в боковом элементе соединения, показанном стрелкой, для электрозаклепки или пазовой сварки должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (A, рис. 3-11). Отверстия или прорези в другом лонжероне стыка должны быть обозначены размещением символа сварного шва сбоку от контрольной линии от считывающего устройства (B, рис. 3-11).
3-11). Отверстия или прорези в другом лонжероне стыка должны быть обозначены размещением символа сварного шва сбоку от контрольной линии от считывающего устройства (B, рис. 3-11).
с. Размеры сварного шва .Размеры сварных швов должны быть показаны на той же стороне от контрольной линии, что и обозначение сварного шва. Размер сварного шва должен отображаться слева от символа сварного шва. Угол зенковки электрозаклепки должен быть стандартом пользователя, если не указано иное. Включенный угол зенковки, если он не является стандартом пользователя, должен быть показан либо выше, либо ниже символа сварного шва (A и C, рис. 3-34). Шаг (расстояние между центрами) электрозаклепки должен быть указан справа от символа сварного шва.
г. Глубина заполнения вставных и щелевых швов . Глубина заливки пробковых и щелевых швов должна быть завершена, если не указано иное. Если глубина заполнения меньше полной, глубина заполнения должна быть показана в дюймах внутри символа сварного шва (B, рис. 3-34).
Если глубина заполнения меньше полной, глубина заполнения должна быть показана в дюймах внутри символа сварного шва (B, рис. 3-34).
e. Контур поверхности вставных и щелевых сварных швов . Электрозаклепочные швы, которые должны свариваться заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура чистовой обработки к символу сварного шва (рис.3-35). Электрозаклепочные швы, которые должны свариваться заподлицо механическими средствами, должны быть показаны путем добавления к символу сварного шва символа контура заподлицо и стандартного пользовательского символа отделки (рис. 3-36).
ф. Размеры сварного шва с пазом . Размеры щелевых сварных швов должны быть показаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-37).
г. Детали сварных швов с пазами . Длина, ширина, шаг, угол зенковки, ориентация и расположение щелевых сварных швов не могут быть показаны на символах сварки. Эти данные должны быть показаны на чертеже или в виде детали со ссылкой на символ сварки в соответствии с характеристиками места, указанными в параграфе 3-7 (D, рис. 3-33).
3-23. ДУГОВЫЕ ТОЧЕЧНЫЕ И ДУГОВЫЕ ШВЫ
а. Общие . Обозначение точечной сварки в соответствии с его расположением по отношению к контрольной линии может иметь или не иметь значение стороны стрелки или другого значения стороны.Размеры должны быть показаны на той же стороне справочной линии, что и символ, или с любой стороны, если символ расположен поверх справочной линии и не имеет значения стороны стрелки или другого значения. Ссылка на процесс указывается в конце символа сварки. Затем следует использовать сварку с выступом, следует использовать символ точечной сварки со ссылкой на процесс сварки с выступом в конце символа сварки.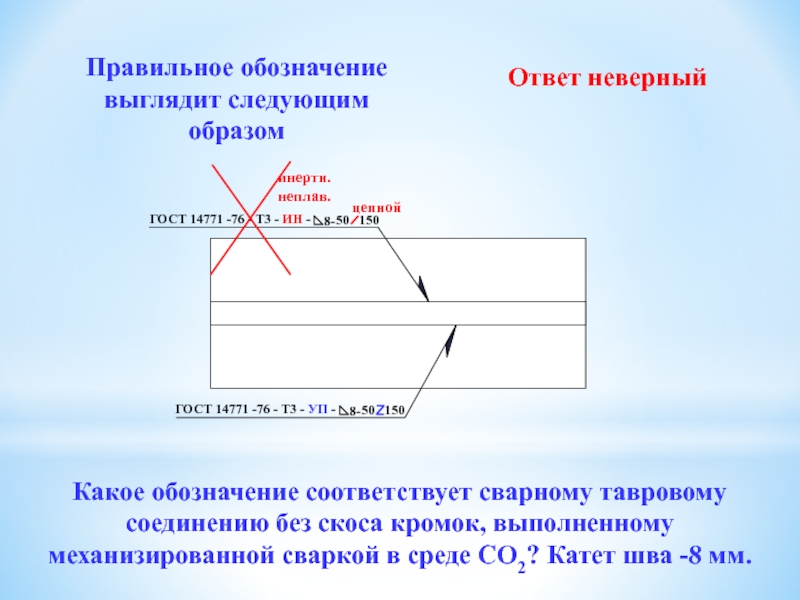 Символ точечной сварки должен располагаться по центру выше или ниже контрольной линии.
Символ точечной сварки должен располагаться по центру выше или ниже контрольной линии.
г. Размер дуговых точечных и сварных швов .
(1) Эти сварные швы могут иметь размер или прочность.
(2) Размер сварных точечных швов должен быть обозначен как диаметр сварного шва. Размер сварного шва должен быть обозначен как ширина сварного шва. Размеры должны быть выражены в долях или десятичных дробях в сотых долях дюйма и должны быть показаны с отметками в дюймах или без них слева от символа сварного шва (A, рис.3-38).
(3) Прочность дуговой точечной сварки должна определяться как минимально допустимая прочность на сдвиг в фунтах или ньютонах на точку. В дуговых сварных швах прочность обозначается в фунтах на линейный дюйм. Прочность показана слева от символа сварного шва (B, рис. 3-38).
3-38).
с. Расстояние между дуговой точечной сваркой и дуговой сваркой .
(1) Шаг (расстояние между центрами) дуговой точечной сварки и, если указано, длина сварных швов дуговой сварки, должны быть указаны справа от символа сварного шва (C, рис.3-38).
(2) Когда точечная сварка или дуговая шовная сварка охватывает все расстояние между резкими изменениями направления сварки, размер длины на символе сварки указывать не нужно.
г. Объем и количество дуговой точечной сварки и дуговой сварки швов .
(1) Если при точечной дуговой сварке расстояние между резкими изменениями направления сварки меньше, чем расстояние между резкими изменениями направления сварки или меньше полной длины стыка, необходимо определить размер (рис.3-39).
(2) Если для определенного стыка требуется определенное количество сварных точечных швов, это число должно быть указано в скобках над или под символом сварного шва (рис. 3-40).
(3) Группа точечных сварных швов может быть расположена на чертеже путем пересечения центральных линий. Стрелки указывают по крайней мере на одну из осевых линий, проходящих через каждое место сварки.
e. Сварные соединения заподлицо дуговой точечной сваркой и сварным швом . Если открытая поверхность одного элемента точечного сварного шва или дугового шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-41) таким же образом, как и для угловых швов (п. 3-21).
ф. Подробная информация о дуговой сварке швов . Расстояние, протяженность, ориентация и расположение дуговых швов не могут отображаться на символах сварки.Эти данные должны быть отображены на чертеже.
3-24. КАНАВНАЯ СВАРКА
а. Общие .
(1) Размеры сварных швов с разделкой кромок должны быть показаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-42).
(2) Если не указано общее примечание, определяющее размеры сварных швов с двойной канавкой, размеры должны быть указаны следующим образом:
(a) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь одинаковые размеры (рис.3-43).
(b) Если сварные швы различаются по размерам, оба должны иметь размеры (рис. 3-44).
(3) Когда появляется общее примечание, определяющее размеры сварных швов с разделкой кромок, размеры сварных швов с двойной разделкой должны быть указаны следующим образом:
(a) Если размеры обоих сварных швов соответствуют указанным в примечании, размер ни одного символа не требуется.
(b) Если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры обоих сварных швов должны иметь размеры (рис. 3-44).
г. Размер сварных швов с разделкой кромок .
(1) Размер сварных швов с разделкой кромок должен быть указан слева от обозначения сварного шва (рис. 3-44).
(2) Технические характеристики для сварных швов с разделкой кромок без указанного проплавления корня представлены следующим образом:
(a) Размер сварных швов с одной канавкой и с симметричной двойной канавкой, которые полностью проходят через соединяемый элемент или элементы, необязательно указывать на обозначении сварки (A и B, рис.3-45).
(b) Размер сварных швов с разделкой кромок, которые проходят только частично через соединяемые элементы, должен быть указан на обозначении сварки (A и B, рис. 3-46).
(3) Сварные швы с разделкой кромок, размер сварных швов с канавкой и заданным корневым проваром, за исключением квадрата, должны указываться с указанием глубины снятия фаски и корневого провара, разделенных знаком плюс и помещенных слева от символа сварного шва.Глубина снятия фаски и глубина врезания корня должны читаться в таком порядке слева направо по контрольной линии (A и B, рис. 3-47). Размер сварных швов с квадратной канавкой должен указываться с указанием только корневого проплавления.
(4) Считается, что размер сварных швов с развальцовкой и канавкой продолжается только до точек касания, указанных размерными линиями (рис. 3-48).
с. Размеры паза
(1) Корневое отверстие, угол канавки, радиусы канавки и поверхности основания U- и J-образных швов с канавкой являются стандартом пользователя, если не указано иное.
(2) Если стандарт пользователя не используется, символы сварного шва следующие:
(a) Корневое отверстие показано внутри символа сварного шва (рис. 3-49).
(b) Угол канавки сварных швов с разделкой кромок показан за пределами символа сварного шва (рис.3-42).
(c) Радиусы канавок и корневые поверхности сварных швов с U- и J-образной канавкой показаны в виде поперечного сечения, детали или других данных со ссылкой на них в обозначении сварки в соответствии с техническими условиями расположения, приведенными в параграфе 3-7 ( рис. 3-22).
г. Обратные и обратные сварные швы . Обратные и подкладочные сварные швы однорядных сварных швов должны быть обозначены с помощью символа обратного или подкладочного шва (рис. 3-50).
e. Контур поверхности швов с разделкой кромок . Обозначения контуров для швов с разделкой кромок (F, рис. 3-51) указываются так же, как и для угловых швов (параграф 3-21).
(1) Сварные швы с разделкой кромок, которые должны свариваться приблизительно заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура заподлицо к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (рис. -52).
(2) Швы с разделкой кромок, которые должны быть выполнены заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного символа отделки пользователя к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (рис. 3-53).
(3) Сварные швы с разделкой кромок, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфах 3-7 ( инжир.3-54).
3-25. ЗАДНИЙ ИЛИ ЗАДНИЙ ШВА
а. Общие .
(1) Обозначение обратного или обратного сварного шва (рис. 3-50) должно использоваться для обозначения стыковых швов или подкладочных швов однорядных швов.
(2) Обратные или подкладочные швы одноканавочных сварных швов должны быть показаны путем размещения символа обратного или обратного шва на стороне справочной линии напротив символа сварного шва с разделкой кромок (рис.3-50).
(3) Размеры обратных или подкладочных швов не должны указываться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности обратных или подкладных сварных швов . Контурные символы (рис. 3-55) для обратных или подкладочных швов указываются так же, как и для угловых швов (параграф 3-21).
3-26.РАСПЛАВЛЕНИЕ
а. Общие .
(1) Символ сквозного плавления должен использоваться в тех случаях, когда требуется не менее 100% проплавления сварного шва через материал в сварных швах, выполненных только с одной стороны (рис. 3-56).
(2) Сварные швы, выполненные методом сквозного плавления, должны быть показаны путем размещения символа шва сквозного плавления сбоку от контрольной линии напротив символа шва с разделкой кромок, фланца, тройника или углового шва (рис.3-56).
(3) Размеры сварных швов, выполненных методом сквозного плавления, должны отображаться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности сквозных сварных швов . Контурные обозначения для сквозных сварных швов указываются так же, как и для угловых швов (рис. 3-57).
3-27. ПОВЕРХНОСТНЫЕ ШВА
а. Общие .
(1) Обозначение наплавочного сварного шва должно использоваться для обозначения поверхностей, образованных сваркой (рис. 3-58), независимо от того, образованы ли они одно- или многопроходными наплавочными швами.
(2) Символ наплавки не обозначает сварку соединения и, следовательно, не имеет стрелки или другого бокового значения. Этот символ должен быть нанесен сбоку от контрольной линии по направлению к читателю, а стрелка должна четко указывать на поверхность, на которую должен быть нанесен сварной шов.
г. Размер застроенной поверхности . Размер (высота) поверхности, образованной сваркой, должен указываться путем указания минимальной высоты наплавленного слоя слева от символа сварного шва. Размеры всегда должны быть на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-58). Если конкретная высота наплавленного слоя не требуется, размер на символе сварки не указывается.
с. Протяженность, расположение и ориентация поверхностей, созданных сваркой .Когда вся площадь плоской или криволинейной поверхности должна быть создана сваркой, на символе сварки не требуется указывать никаких размеров, кроме размера. Если только часть площади плоской или криволинейной поверхности должна быть застроена сваркой, на чертеже должны быть указаны протяженность, местоположение и ориентация создаваемой площади.
3-28. ФЛАНЦЕВЫЕ ШВА
а. Общие .
(1) Следующие символы сварки используются для соединений из легкого металла, включающих развальцовку или отбортовку соединяемых кромок (рис.3-59). Эти символы не имеют стрелки или другого побочного значения.
(2) Краевые швы фланцев обозначаются символом краевого шва фланца (A, рис. 3-59).
(3) Сварные швы угловых фланцев должны обозначаться символом сварных швов угловых фланцев (B, рис. 3-59). В случаях, когда угловое фланцевое соединение не детализировано, требуется разрыв стрелки, чтобы показать, какой элемент фланцевый (рис. 3-59).
г. Размеры фланцевых сварных швов .
(1) Размеры фланцевых сварных швов показаны на той же стороне от контрольной линии, что и обозначение сварного шва.
(2) Радиус и высота над точкой касания должны указываться путем отображения радиуса и высоты, разделенных знаком плюса и помещенных слева от символа сварного шва. Радиус и высота должны читаться в таком порядке слева направо вдоль контрольной линии (C, рис. 3-59).
(3) Размер (толщина) фланцевых сварных швов должен указываться размером, расположенным за пределами размеров фланца (C, рис. 3-59).
(4) Корневые отверстия фланцевых швов не показаны на символе сварки. Если желательно указать этот размер, он должен быть показан на чертеже.
с. Многослойные фланцевые сварные швы . Для фланцевых сварных швов, в которых одна или несколько деталей вставляются между двумя внешними деталями, должен использоваться тот же символ, что и для двух внешних деталей, независимо от количества вставленных деталей.
3-29. СОПРОТИВЛЕНИЕ ТОЧЕЧНЫХ ШВОВ
а. Общие . Обозначения контактной точечной сварки (рис. 3-3) сами по себе не имеют стрелок или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Обозначения контактной точечной сварки должны быть центрированы на контрольной линии. Размеры могут быть указаны по обе стороны от контрольной линии.
г. Размер контактных точечных сварных швов .Размеры контактных точечных сварных швов по размеру или прочности составляют:
(1) Размер контактных точечных сварных швов определяется как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен указываться с дюймовыми метками или без них слева от символа сварного шва (рис. 3-60).
(2) Прочность контактных точечных сварных швов определяется как минимально допустимая прочность на сдвиг в фунтах на точку и должна отображаться слева от символа сварного шва (рис.3-61).
с. Расстояние между контактными точечными сварными швами .
(1) Шаг точечной сварки сопротивлением должен быть указан справа от символа сварного шва (рис. 3-62).
(2) Когда символы показаны непосредственно на чертеже, расстояние показано с помощью размерных линий.
(3) Если контактная точечная сварка простирается меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина соединения, размер должен быть определен (рис.3-63).
г. Количество контактных точечных сварных швов . Если требуется определенное количество сварных швов в определенном стыке, это количество должно быть указано в скобках над или под символом сварного шва (рис. 3-64).
e. Соединения для контактной точечной сварки заподлицо . Если открытая поверхность одного элемента точечной сварки сопротивлением должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва (рис. 3-65) в соответствии со спецификациями расположения, приведенными в параграфе 3-7.
3-30. СОПРОТИВЛЕНИЕ ШВОВ
а. Общие .
(1) Обозначения контактных сварных швов сами по себе не имеют стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Символы контактного шва должны быть отцентрированы на контрольной линии.
(2) Размеры контактных швов могут быть указаны по обе стороны от контрольной линии.
г. Размер контактных швов . Сварные швы сопротивления должны иметь следующие размеры или прочность:
(1) Размер сварных швов сопротивлением должен быть обозначен как ширина сварного шва, выраженная в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с или без дюймовых меток слева от символа сварного шва (рис. .3-66).
(2) Прочность контактных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на линейный дюйм и должна отображаться слева от символа сварного шва (рис. 3-67).
с. Длина контактных швов .
(1) Длина контактного шва, указанная на символе сварки, должна указываться справа от символа сварки (рис.3-68).
(2) Когда контактная сварка выполняется на все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
(3) Если длина контактного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина стыка, размер должен быть определен (рис. 3-69).
г. Шаг контактных сварных швов . Шаг сварки прерывистым сопротивлением шва должен определяться как расстояние между центрами сварных швов и должен отображаться справа от размера длины (рис. 3-70).
e. Прекращение прерывистой контактной сварки швов . Когда прерывистая сварка сопротивлением шва используется сама по себе, символ указывает на то, что приращения расположены на концах заданной длины.При использовании между непрерывной сваркой контактным швом символ указывает, что на концах размерной длины остаются промежутки, равные шагу минус длина одного шага. При комбинированной сварке прерывистым и непрерывным контактным швом необходимо использовать отдельные символы.
ф. Сварные соединения заподлицо с выступом . Если открытая поверхность одного элемента выступающего сварного соединения должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва, соблюдая обычное значение местоположения (рис. 3-79).
3-31. ПРОЕКЦИОННЫЕ ШВА
а. Общие .
(1) При использовании выступающей сварки необходимо использовать символ точечной сварки вместе со ссылкой на процесс выступающей сварки в конце символа сварки. Обозначение точечной сварки должно располагаться по центру контрольной линии.
(2) Рельефы на лонжероне, показанном стрелкой, в соединении для выступающей сварки должны быть обозначены размещением символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-72).
(3) Выдавливание на другом лонжероне стыка для выступающей сварки должно быть обозначено размещением символа сварного шва на — стороне контрольной линии вдали от считывающего устройства (рис. 3-73).
(4) Пропорции выступов должны быть показаны с помощью деталей или других подходящих средств.
(5) Размеры выступающих сварных швов должны указываться на той же стороне от контрольной линии, что и обозначение сварного шва.
г. Размер выступающих сварных швов .
(1) Выступающие сварные швы должны иметь размеры по прочности. Размер сварных швов с круглым выступом может быть задан по размеру.
(2) Размер сварных швов с круглым выступом должен быть обозначен как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с дюймовыми метками или без них слева от символа сварного шва (рис. .3-74).
(3) Прочность выступающих сварных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на сварной шов и указана слева от символа сварного шва (рис. 3-75).
с. Расстояние между выступающими швами . Шаг выступающих сварных швов должен быть указан справа от символа шва (рис. 3-76).
г. Количество выступающих сварных швов . Если требуется определенное количество сварных швов с выступом в определенном стыке, это количество должно быть указано в скобках (F, рис. 3-77).
e. Объем проекционной сварки . Если длина сварного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина соединения, размер должен быть определен (рис. 3-78).
ф. Соединения, выполненные заподлицо, сварные швы с сопротивлением . Когда открытая поверхность одного элемента контактного сварного шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-3) к символу сварного шва, соблюдая обычное значение местоположения (рис. 3). -71).
3-32. ВСПЫШКА ИЛИ НАБОР
а. Общие . Обозначения сварного шва с оплавлением или высадкой сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ним, могут иметь такое значение.Обозначения сварных швов оплавлением или сваркой с осадкой должны быть отцентрированы на контрольной линии. Размеры не нужно указывать на символе сварки.
г. Контур поверхности сварных швов оплавлением или осадкой. Контурные символы (рис. 3-3) для сварных швов оплавлением или осаждением (рис. 3-80) обозначаются так же, как и для угловых швов (параграф 3-21).
Разрешение
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его расположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва по отношению к стыку.
Конец символа сварки используется для обозначения процессов сварки и резки, а также технических условий, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва.Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в хвосте символа, указывающего эти данные, должно устанавливаться каждым пользователем. Если обозначения не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки — Рисунок 3-2Элементы обозначения сварки
Различают термины «символ сварки» и «символ сварки».
- Обозначение сварного шва (рис. 3-3) указывает желаемый тип сварного шва.
- Обозначение сварки (рис. 3-2) — это способ изображения обозначения сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрелка
- Основные обозначения сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другая ссылка
Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2 выше.
Основные символы сварки
Основные символы сваркиСимволы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварки (символы дуги и газовой сварки, символы сварки сопротивлением, пайки, символы Forbe Thermit, индукционной сварки и сварки в потоке) приведены ниже и показаны на рисунке 3-3.
Дополнительные символыЭти символы используются во многих сварочных процессах в сочетании с символами сварки и используются, как показано на рисунке 3-3.
Дополнительные символы для дуги и газа
Основные и дополнительные символы дуговой и газовой сварки — Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс — Рисунок 3-5Обозначение сварочного процесса буквами
Буквенные обозначения не присваивались для точечной дуги, контактной точки, дугового шва, контактного шва и выступающей сварки, поскольку используемые символы сварки являются адекватными.
Буквенное обозначение процессов резания
Если нет спецификации, процесса или другого символа, хвост можно опустить (рис. 3-6).
инжир. 3-6 Прочие общие обозначения сварных швовНа рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Контактные точечные и контактные швы
Подробнее: Символы швов и точечной сварки сопротивлением
Значение местоположения стрелы
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и высаженной кромкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона считается стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Символ угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии желаемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой член шарнира считается другим лонжероном (рис. 3-11).
Обозначения при сварке вилками и пазами
Подробнее об обозначениях при сварке «вилка и паз» здесь.
Ближний элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения со стрелкой рассматривается как ближний элемент соединения, в соответствии с с обычными схемами оформления (рис.3-11).
Символ сварки сбоку
Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления. (рис. 3-12 и 3-13).
Сварка с V-образной канавкой со стрелкой сбоку
Символ сварки с V-образной канавкой другой стороны
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва на стороне контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки
Другая сторона
Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется в сочетании с символами точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.
Обозначения контактных точек, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или вылетом
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
Символы без ссылок
Символы могут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже присутствует примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….”
- Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
Общие примечания
Общие примечания, подобные приведенным ниже, могут быть помещены на чертеж для предоставления подробной информации, относящейся к преобладающим сварным швам. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Если требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов и сварных швов в полевых условиях
Сварные швы, идущие полностью вокруг стыка, обозначаются символом сплошного шва (рис.3-7). Сварные швы, полностью охватывающие соединение, включающее несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сплошного шва. Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
Сварочные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом сварного шва (рис. 3-7).
Степень сварки, обозначенная символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение символов сварных швов
Символы сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра сварного пятна, контактного пятна и круглого выступа, а также ширины дугового шва и контактного шва, если такие сварные швы задаются десятичными размерами.
Как правило, метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Обозначения углового, углового и J-образного паза, конического паза и углового фланца должны быть показаны с перпендикулярной стороной всегда слева (рис. 3-18).
В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным разрывом в сторону элемента, который должен быть скошен (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.
Информация о сварочных обозначениях должна располагаться для чтения слева направо вдоль линии отсчета в соответствии с обычными схемами оформления (рис. 3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки обозначают полный проплавленный шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Если основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.