
Реостат балластный: назначение и устройство?
Производственные процессы нередко требуют одновременного выполнения сварочных работ несколькими сварщиками на небольшой площади. В таких ситуациях целесообразно использовать многопостовые сварочные выпрямители. Поскольку каждый пост работает независимо, то есть может одновременно проводиться ручная дуговая сварка и соединение металлов полуавтоматом в газовой среде.
В составе многопостовых выпрямителей в обязательном порядке используются реостаты балластные. Они предназначены для ступенчатой регулировки параметров сварочного тока.
Устройство и принцип работыБалластный реостат имеет довольно простую конструкцию. Прибор состоит из нескольких ступеней сопротивления, на корпусе имеются рубильники для включения или выключения секций. Для подсоединения к сварочной цепи предусмотрены клеммы. Элементы сопротивления изготавливаются из термостабильных сплавов с высокими показателями омического сопротивления – константана, нихрома, фехрали и прочих.
Уровень сопротивления регулируется включением или отключением отдельных секций. В зависимости от модели прибор оборудуют воздушной системой охлаждения, чтобы исключить перегрев при необходимости длительной непрерывной работы устройства.
Эксплуатация реостатов балластных должна производиться в незапыленной атмосфере, вдали от источников газа и пара. Панели корпуса являются съемными, что облегчает сервисное обслуживание и ремонт прибора. Благодаря модульной конструкции значительно упрощается диагностика секций сопротивления и их замена.
К самым популярным балластным реостатам относятся приборы РБ российского производства. В линейку входит целый ряд устройств с различными рабочими характеристиками. Одной из востребованных моделей является прибор РБ-302, который предназначен для работы при силе тока 10-315 А.
Вам необходимо наладить стабильную бригадную работу с использованием многопостовых выпрямителей, чтобы одновременно выполнялась ручная дуговая сварка и сварка полуавтоматом? Компания «ИТС-Астана» предлагает надежные реостаты балластные от ведущих производителей с гарантией и сервисным обслуживанием.
Продуктивность и цена балластного реостата зависит от того, сколько ступеней сопротивления имеет прибор. Уточнить все детали и сделать заказ можно по телефону, электронной почте или при личном общении в офисе компании.
Балластный реостат — Энциклопедия по машиностроению XXL
При правильном подборе сопротивления балластного реостата точность поддержания температуры составляет 5 град. [c.130]Энергетический узел постоянного тока компонуется из сварочного преобразователя (ПС-300, СУГ-2Р, ПС-500, СМГ-2 или им подобных), балластного реостата (тип РБ-20), сварочной горелки типа НИАТ (АР-3, АР-5, АР-7 или др. конструкций), токопроводов и контрольно-измерительных приборов.
Агрегат СМГ-1 имеет первый отечественный сварочный генератор с расщеплёнными полюсами СМГ-1, построенный по схеме американского генератора типа WD фирмы GE . Предназначается для сварки металлическим электродом. Регулирование тока производится только смещением щёток, что приводит к быстрому расшатыванию щёточного механизма, к искрению и обгоранию пластин коллектора. Установка на малые токи осуществляется с помощью балластного реостата в цепи дуги. Мощность генератора недостаточна для ряда часто встречающихся сварочных работ.
[c.279]
Регулирование тока производится только смещением щёток, что приводит к быстрому расшатыванию щёточного механизма, к искрению и обгоранию пластин коллектора. Установка на малые токи осуществляется с помощью балластного реостата в цепи дуги. Мощность генератора недостаточна для ряда часто встречающихся сварочных работ.
[c.279]
Постоянство напряжения генератора обеспечивает независимую работу отдельных постов. С ростом тока нацряжение на дуге уменьшается за счёт увеличивающегося падения напряжения в балластном реостате и характеристика поста получается падающей. Сварочный ток поста регулируется своим бал-
[c.
Балластный реостат типа РНС-200 (фиг. 24) предназначается для регулирования тока сварочного поста, на каждый пост требуется отдельный реостат регулирование производится при помощи пяти рубильников, которые позволяют получить 16 ступеней сопротивления, что даёт токи от 50 до 200 а через каждые 10 а. [c.285]
Наряду с этими преимуществами следует, однако, отметить, что 1) процент резервирования при многопостовой системе выше и 2) вследствие больших потерь в балластном реостате к. п. д. многопостовой установки на [c.291]
При питании от многопостовых генераторов ток поста регулируется сварщиком при помощи балластных реостатов.
Многопостовые сварочные выпрямители предназначены для одновременного питания выпрямленным током через балластные реостаты [c.103]
Многопостовые сварочные выпрямители (табл. 8) имеют жесткие внешние ВАХ. Необходимая для ручной дуговой сварки падающая характеристика создается на каждом из постов с помощью балластных реостатов (рис. 61), которые входят в комплект поставки многопостовых выпрямителей. Кроме реостатов вместе с выпрямителями для сварки в защитных газах поставляются дроссели типа ДР. Их включение в сварочную цепь уменьшает пульсацию выпрямленного тока и повышает стабильность процесса сварки.
61), которые входят в комплект поставки многопостовых выпрямителей. Кроме реостатов вместе с выпрямителями для сварки в защитных газах поставляются дроссели типа ДР. Их включение в сварочную цепь уменьшает пульсацию выпрямленного тока и повышает стабильность процесса сварки.
Наибольшее применение нашли плазмотроны прямого действия, с комбинированным способом сжатия дугового разряда, однодуговые с тангенциальной подачей инертного газа, работающие на постоянном токе прямой полярности и с радиальной подачей материала. У плазмотрона различают основную дугу — между анодом и деталью и вспомогательную -между анодом и соплом. Токи обеих дуг регулируются балластными реостатами, включенными в соответствующие цепи. [c.304]
Для решения этой задачи необходимо правильно выбрать внешнюю вольт-амперную характеристику (ВВАХ) источника питания — зависимость его напряжения (t/ ) от силы тока дуги (Q — t/ = /(/д). ВВАХ источника питания экспериментально определяется путем измерения напряжения и силы тока /д при плавном изменении сопротивления нагрузки — сопротивления дуги, при этом дуга обычно имитируется линейным активным сопротивлением — балластным реостатом.
Электрическая схема головки (рис. 65) состоит из источников питания постоянного тока Е, балластного реостата Rg, осциллятора Ос, контактора К, промежуточного реле РП, кнопок 3 а Г, а также вольтметра V и амперметра А. [c.98]
Технические данные балластного реостата типа РБ-302 приведены ниже.
Получение падающих (крутопадающих) характеристик и регулирование режима сварки на отдельных постах осуществляется балластными реостатами. Каждый выпрямитель типа ВМГ-5000 поставляется комплектно с 30-ю балластными реостатами, выполненными на базе серийного балластного реостата РБ-501. При сварке на вертикальной поверхности и в случае тонкого металла в цепь поста рекомендуется последовательно с балластным реостатом включить дроссель ОИ-105, который поставляется при необходимости комплектно с выпрямителем ВМГ-5000. [c.60]
Выпрямитель питает шинопровод, разведенный по цеху, обычно на два плеча, длиной не более 75 м каждый, к которым подключено по 15 сварочных постов.
В качестве источников постоянного тока могут быть использованы мощные низковольтные выпрямители, а также электромагнитные преобразователи. Регулирование силы тока осуществляется включением в рабочую силовую цепь (или в цепь возбуждения) балластных реостатов, а также путем введения в питающую цепь специальных автотрансформаторов.
Крутопадающие внешние статические характеристики могут быть обеспечены следующими типами источников питания выпрямителями, управляемыми дросселями насыщения, тиристорными выпрямителями с обратной связью по току, источниками питания на базе индуктивно-емкостных преобразователей и транзисторными источниками питания. В отдельных случаях могут использоваться сварочные генераторы, трансформаторы с рассеянием, балластные реостаты [63].
[c.152]
В отдельных случаях могут использоваться сварочные генераторы, трансформаторы с рассеянием, балластные реостаты [63].
[c.152]
ПС — сварочный преобразователь постоянного тока ПСО-300 РБ — балластный реостат РБ-300 Г —горелка СШ — силовой шкаф, включающий магнитный пускатель, трансформатор 380/36 в и промежуточное реле Я — пакетный выключатель ЦВ — цепь дистанционного включения сварочного преобразователя в электрическую сеть. [c.196]
Сварка этим методом выполняется на постоянном токе прямой полярности от стандартных сварочных преобразователей. Для получения требуемых малых значений сварочного тока (до 100 а) в цепь сварки включают балластный реостат. Принципиальная схема поста арго-196 [c.196]
Хорошо зарекомендовал себя в производственных условиях автомат АТА-ЗМ конструкции треста Центроэнергомонтаж, предназначенный для аргоно-дуговой сварки корневых швов трубопроводов без присадочной проволоки. В комплект автомата входят сварочная головка, пульт управления, иловой шкаф, сварочный преобразователь с независимым возбуждением типа ПСО-500 или ПСГ-500 и балластный реостат РБ-ЗОО. [c.402]
[c.402]
Режим сварки при централизованном питании от мыогопо-стового выпрямителя регулируют на каждом рабочем месте независимо. Для итого каждый сварочный пост подсоединяют к магистрали многопостового выпрямителя с последовательным в] люченио, [ балластного реостата, [ккагодаря этому характеристика поста падающая. [c.135]
При холостом ходе папряже11ие между электродом и изделием равно напряжению холостого хода источника питания. При сварке напряжение дуги равно напряжению источника минус падение напряжения па yna TJ e цепи между ним н электродо-держателем (С/д = — I R ), причем сопротивление сварочной цепи складывается из сопротивления проводов (йцр) и сопротивления балластного реостата (Ra) [c.135]
Ei случае itopoTKoro замыкания /ц з U IRa. Режим сварки при многопостоном питании регулируют путем изменения сопротивления балластного реостата у кан дого поста (рис. 73). Число постов т, которые могут быть подключены к многопостовому выпрямителю определяют с учетом коэффициента одновременности а
[c. 135]
В случае сварки на переменном токе вместо сварочного преобразователя и балластного реостата используются однопостовый сва- [c.154]
I — МНОГОПОСТОВОЙ выпрямитель ВКСМ-1000 — балластные реостаты РВ-300 3 —воздушная магистраль — сварочные электрические кабели 5 — воздушный редуктор — влагоотде-литель 7— резак в ремонтируемая деталь. [c.280]
На фиг. 37 приведена электрическая схема выпрямительной установки. Включение выпрямительных элементов по схеме Гретца. Для создания падающей характеристики последовательно с дугой включается балластный реостат, а реактивная катушка, включённая в эту же цепь, служит для сглаживания пульсаций выпрямленного тока. Выпрямитель получает питание от сварочного трансформатора. Выпрямительная установка не требует особого ухода и надзора. [c.290]
В качестве источников постоянного тока могут быть использованы мощные низковольтные выпрямители, а также электро-машинные преобразователи, которые нашли широкое применение в гальванотехнике. Так, например, используется маслонаполненный регулируемый выпрямитель ВСМР-2000-6, предназначенный для питания током электролитических ванн гальванических цехов с пределами регулирования силы тока 1000…2000 А и напряжением 4…6 В. Для плавного регулирования режима последовательно в рабочую силовую цепь включается переоборудованный балластный реостат РБ-300. Переоборудование сводится к увеличению сечения ступеней реостата и соответственно уменьшению величины их электрического сопротивления. В генераторах постоянного тока регулирование силы тока может производиться реостатом, включенным в цепь возбуждения.
[c.81]
Так, например, используется маслонаполненный регулируемый выпрямитель ВСМР-2000-6, предназначенный для питания током электролитических ванн гальванических цехов с пределами регулирования силы тока 1000…2000 А и напряжением 4…6 В. Для плавного регулирования режима последовательно в рабочую силовую цепь включается переоборудованный балластный реостат РБ-300. Переоборудование сводится к увеличению сечения ступеней реостата и соответственно уменьшению величины их электрического сопротивления. В генераторах постоянного тока регулирование силы тока может производиться реостатом, включенным в цепь возбуждения.
[c.81]
В первом случае система содержит источник питания с трансформатором 71 и блок неуправляемых вентилей V, который вырабатывает постоянное напряжение С4- Возможны три схемы регулирования сварочного тока, протекающего через дугу /д, и напряжения на дуге на отдельном посту U с помощью балластного реостата RI, балластного реостата R2 и дросселя LI, а такщ. е системы управления на основе транзистора VT, диода VD и дросселя L2 (рис. 5.18, а). Любая из систем должна обеспечивать независимость постов друг от друга. Поэтому ВВАХ общего источника должна быть жесткой. Действительно, при падающей характеристике короткое замыкание на одном из постов вызвало бы снижение напряжения и погасание дуги на других. Кроме того, независимая работа постов требует ограничения тока короткого замыкания каждого из них, например, с помощью балластного реостата или дросселя. При малом сопротивлении реостата получают пологопадающие характеристики, необходимые для сварки в углекислом газе, при большом сопротивлении — крутопадающие характеристики для ручной сварки.
[c.134]
е системы управления на основе транзистора VT, диода VD и дросселя L2 (рис. 5.18, а). Любая из систем должна обеспечивать независимость постов друг от друга. Поэтому ВВАХ общего источника должна быть жесткой. Действительно, при падающей характеристике короткое замыкание на одном из постов вызвало бы снижение напряжения и погасание дуги на других. Кроме того, независимая работа постов требует ограничения тока короткого замыкания каждого из них, например, с помощью балластного реостата или дросселя. При малом сопротивлении реостата получают пологопадающие характеристики, необходимые для сварки в углекислом газе, при большом сопротивлении — крутопадающие характеристики для ручной сварки.
[c.134]
Многопостовые выпрямительные системы обладают следующими достоинствами. Их стоимость меньше суммарной стоимости заменяемых ими однопостовых выпрямителей, они требуют меньше места, упрощается их обслуживание. Однако КПД многопостовой системы с учетом потерь в балластных реостатах низок (0,4. .. 0,75). Кроме этого основного недостатка следует отметить также повышенный расход сварочных проводов (при отсутствии общего ши-нопровода) и опасность массового простоя при выходе из строя общего источника. Технические характеристики сварочных многопостовых выпрямителей представлены в табл. 5.4.
[c.135]
ПГ — плазменная головка Я — изделие М — манометр, Ур н — ротаметры рабочего газа и газа дополнительной защиты Rg — балластный реостат А и V — ам-. перметр и вольтметр Е — источник питания i, и Сз — конденсаторы К — кон-т актор РП — реле промежуточное Ос — осциллятор Li vi Ls — катушки колебательного контура осциллятора Тр — трансформатор осциллятора Г и 3 — кнопки гашения и зажигания В, и Вг — вентили [c.99]
Эти источники постоянного тока могут применяться для ручной и механизированной сварки. Многопостовые выпрямители для ручной сварки с регулированием силы тока поста балластными реостатами предназначены в основном для создания многопостовых систем питания от общецеховых магистральных шинопрово-дов, имеют жесткую внешнюю вольт-амперную характеристику. Отличаются простой конструк-Щ1ей и высокой надежностью. Технические данные выпрямителей приведены в табл. 1.10.
[c.60]
Отличаются простой конструк-Щ1ей и высокой надежностью. Технические данные выпрямителей приведены в табл. 1.10.
[c.60]
В комплект автомата входят сварочная головка, ручной пульт управления и приборный шкаф для контроля параметров режима сва ржи, находящиеся щепосредстввнно на месте сварки, а также аппаратный шкаф, источник питания постоянным током, балластный реостат 1И баллоны с газом, которые размещаются в отдельной переносной будке на расстоянии до 25 м от свариваемого узла. Сварочную головку с вырезом в планшайбе и в корпусе можно устанавливать яа собранный стык ггруб в любом пространственром положении. [c.396]
|
 Электронный регулятор тока для ручной дуговой сварки покрытыми электродами на токе до 315А (ПВ 100%), с питанием от многопостовых сварочных выпрямителей и АДД. Заменяя балластный реостат, конвертор выводит его сварочно-технологические свойства на новый качественный уровень.
Электронный регулятор тока для ручной дуговой сварки покрытыми электродами на токе до 315А (ПВ 100%), с питанием от многопостовых сварочных выпрямителей и АДД. Заменяя балластный реостат, конвертор выводит его сварочно-технологические свойства на новый качественный уровень. 
 Примерный перечень работ по модернизации АДД:
Примерный перечень работ по модернизации АДД:
РЕОСТАТ БАЛЛАСТНЫЙ РБ-303У2
Общие сведения
Реостат (см. рисунок) предназначен для регулирования тока при
ручной дуговой сварке и наплавке металлов плавящимся электродом от
многопостовых сварочных выпрямителей и генераторов постоянного тока
напряжением не более 70 В.
рисунок) предназначен для регулирования тока при
ручной дуговой сварке и наплавке металлов плавящимся электродом от
многопостовых сварочных выпрямителей и генераторов постоянного тока
напряжением не более 70 В.
  &&+Рисунок:#43#43seria.cmd viewinfe.exe Q0356\Q356.cpf[0]
  Реостат балластный РБ-303У2
Структура условного обозначения
РБ-303У2:
Р — реостат;
Б — балластный;
30 — номинальный сварочный ток в десятках ампер;
3 — регистрационный номер;
У2 — климатическое исполнение и категория размещения по ГОСТ
15150-69 и ГОСТ 15543-70.
Условия эксплуатации
Работа в закрытых помещениях или на открытом воздухе под
навесом.
  Высота над уровнем моря не более 1000 м.
  Температура окружающего воздуха от минус 45 до 40°С.
  Относительная влажность воздуха при температуре 20°С не более
80%.
  Окружающая среда невзрывоопасная, не содержащая пыли,
агрессивных газов и паров в концентрациях, разрушающих металлы и
изоляцию.
  Техника безопасности по ГОСТ 12.2.007.8-75.
  Реостат соответствует ТУ16-90 ИЕЖА.643534.001 ТУ.
ТУ 16-90 ИЕЖА.643534.001 ТУ
Технические характеристики
Номинальный сварочный ток, А — 315
Сопротивление, Ом: наименьшее — 0,095
наибольшее — 6
Пределы регулирования сварочного тока, А — 5-315* Номинальная относительная продолжительность нагрузки, ПН, % — 60
Продолжительность цикла сварки, мин — 5
Разность между токами соседних ступеней регулирования, А — 6* Габаритные размеры, мм — 600x340x500
Масса, кг, не более — 20
  * Номинальные параметры определяются при падении напряжения на
реостате 30 В.
  Гарантийный срок — 1 год со дня ввода реостата в эксплуатацию.
Конструкция и принцип действия
Балластный реостат является регулируемым активным
сопротивлением, состоит из набора элементов в виде спиралей,
изготовленных из проката прецизионных сплавов, коммутируемых
выключателями. Выключатели расположены на передней стенке защитного
кожуха и закрыты защитным кожухом. Возле каждого выключателя указан
ток, протекающий через элемент сопротивления при его включении.
Выключатели расположены на передней стенке защитного
кожуха и закрыты защитным кожухом. Возле каждого выключателя указан
ток, протекающий через элемент сопротивления при его включении.
  Каждый из параллельно соединенных элементов сопротивления
рассчитан на определенный ток, значение которого зависит от
напряжения на реостате. Доступ к элементам сопротивления при
профилактических и ремонтных работах возможен при снятии кожуха.
Комплектность поставки
В комплект поставки входят: реостат, комплект эксплуатационной документации.
Пo Вaшeмy зaпpocy мы мoжeм выcлaть cpaвнитeльныe тaблицы c xapaктepиcтикaми мoдификaций мoдeльнoгo pядa, a тaкжe чepтeжи, cxeмы кoнcтpyктивныe, пpинципиaльныe.
Центр комплектации «СпецТехноРесурс»
Все права защищены.
Реостат балластный РБ-302 | AmasEnergy
(Оборудование / Материал)
Номер модели: РБ-302
Состояние: Новое
Расположение или страна хранения: Россия
Местоположение: Россия / Свердловская область / Новоуткинск
Техническая поддержка: Да
Гарантия: Нет
Цена: Запросите цену
Описание:
Предназначен для регулирования тока при ручной дуговой сварке и наплавке металлов плавящимся электродом от многопостовых сварочных выпрямителей и генераторов постоянного тока напряжением не более 70В.
Обзор:
| Номинальный сварочный ток (А), с условным падением напряжения на выводах реостата 30В | 310 |
| Пределы регулирования сварочного тока (А), нижние / верхние, не более | 10/310 |
| Минимальная разница токов соседних ступеней регулирования (А) | 10 |
| Номинальная относительная длительность нагрузки, (PN),% | 60 |
| Время цикла, мин. | 5 |
| Масса (кг), не более | 18 |
Предназначена для регулирования тока при ручной дуговой сварке и наплавке металлов плавящимся электродом от многопостовых сварочных выпрямителей и генераторов постоянного тока напряжением не более 70В. .
Реостат включен последовательно в сварочную цепь. Реостат соответствует требованиям DSHIB. 643354 ТУ и применяется для работы в помещении или на открытом воздухе под навесом, защищающим от воздействия атмосферных осадков и солнечной радиации, на высоте до 1000м.
Реостат предназначен для работы в умеренном климате при температуре окружающей среды от -45 ° C до + 40 ° C и относительной влажности не более 80% при 20 ° C
Чтобы увидеть информацию о компании, вам необходимо войти в систему.
Общие сведения о генераторе постоянного тока Lincoln SA-200 и устранение неисправностей | Техническое руководство
Если вы хотите разобраться в своем сварочном аппарате Lincoln SA-200, вам необходимо базовое представление о генераторе постоянного тока. Ваш SA-200 на самом деле два генератора постоянного тока , которые работают в тандеме.
Первый генератор — это возбудитель (нос, который выступает впереди машины).Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт (киловатт), который обеспечивает постоянный ток, который регулируется для управления мощностью сварочного аппарата. Возбудитель также имеет доп. 115 В постоянного тока для аксессуаров.
Возбудитель также имеет доп. 115 В постоянного тока для аксессуаров.
Второй генератор — это сварочный генератор . Этот генератор вырабатывает регулируемый постоянный выходной ток, который создает прекрасную дугу, которая так нравится сварщикам. Оба генератора работают по одним и тем же принципам; один просто намного больше!
В этой статье мы собираемся обсудить только генератор возбудителя и схему управления возбудителем .Эта схема очень проста для понимания, поиска и устранения неисправностей и ремонта.
Продолжайте читать или переходите к конкретному разделу этого руководства:
Расположение и определения деталей возбудителя:
На рисунке выше показан стандартный возбудитель Lincoln SA-200 со снятой торцевой крышкой. Если смотреть на машину спереди, обратите внимание на расположение и название каждого предмета:
- Правый щеткодержатель — это подпружиненный щеткодержатель.

- Левый щеткодержатель — это подпружиненный отрицательный щеткодержатель.
- За правым щеткодержателем находится правая катушка возбудителя.
- За левым щеткодержателем находится левая катушка возбудителя.
- Возбудитель якорь удерживаются на вал якоря с помощью гайки, обеспеченной стопорной шайбой.
- Каждый щеткодержатель окружен пружиной щеткодержателя.

Как работает система:
Катушки возбудителя и полюсные наконечники образуют электромагниты, когда через катушки возбудителя протекает постоянный ток.Магнитные поля, создаваемые катушками возбудителя, разрушаются обмотками на якоре возбудителя, создавая приблизительно 115 В постоянного тока при полной скорости вращения. Чем быстрее вращается двигатель, тем большее напряжение вырабатывает возбудитель. При скорости сварки (1550 об / мин) напряжение возбудителя должно составлять приблизительно 115 вольт постоянного тока: положительное на правом щеткодержателе, отрицательное на левом щеткодержателе.
Система представляет собой составной генератор с последовательной обмоткой и дополнительной шунтирующей катушкой через якорь возбудителя.Реостат точного регулирования тока («контроль нагрева») изменяет напряжение возбудителя, которое прикладывается к шунтирующим катушкам главного статора; это переменное напряжение контролирует выходной ток (нагрев) дуги.
Устранение неисправностей катушек возбуждения
Изучив схему подключения ниже, вы увидите, что есть две половины цепи возбудителя, обозначенные красной линией со стрелками на каждом конце. (Эта красная линия не является частью схемы, это просто наглядное пособие.)
«Генератор возбудителя» вырабатывает 115 В постоянного тока, который подается на вспомогательную электрическую розетку и на шунтирующие катушки главного возбудителя. Этот постоянный ток изменяется реостатом управления точным током (представьте его как клапан), а затем подается на шунтирующие катушки главного возбудителя. Это контролирует силу магнитного поля, которое контролирует величину доступного сварочного тока. Если есть неисправность в одной из цепей, аппарат не будет сваривать.
Это контролирует силу магнитного поля, которое контролирует величину доступного сварочного тока. Если есть неисправность в одной из цепей, аппарат не будет сваривать.
Если неисправна «цепь шунта возбудителя», генератор все еще может вырабатывать мощность.В этом можно убедиться, проверив вспомогательный прибор с помощью счетчика, осветительного прибора или болгарки. Если можно «шлифовать», но не сваривать, проверьте шунтирующие катушки главного возбудителя.
Шунтирующие катушки возбудителя в SA-200 легко диагностировать и заменять. Получите дополнительную информацию о сменных катушках возбудителя Weldmart-Online, на которые предоставляется десятилетняя гарантия.
Сменные катушки возбудителя Weldmart-Online
Устранение неисправностей шунтирующих катушек главного возбудителя
ПРИМЕЧАНИЕ: Все измерения по устранению неисправностей электрооборудования следует проводить при выключенном (не работающем) двигателе!
Перед проведением любых измерений ваш возбудитель должен выглядеть, как показано на рисунке ниже.
- Найдите под якорем возбудителя и найдите черный и синий провода. Провода должны быть соединены стыком или скреплены болтами. (Если вы обнаружите соединение, катушки никогда не проверялись на целостность.) Если они соединены или соединены болтом и гайкой, вы должны разорвать эти провода. Когда вы их разделите, вы можете проверить отдельные катушки.
- Для проверки катушек возбуждения извлеките обе щетки возбуждения из их держателей и убедитесь, что они ничего не касаются во время измерения.Используя VOM, по самой низкой шкале сопротивления, которую вы можете использовать, проверьте сопротивление между ПРАВЫМ выводом щетки и каждым из отдельных проводов. Если катушка исправна, один провод покажет сопротивление, а другой — нет — это нормально. Сопротивление должно составлять приблизительно от 130 до 170 Ом, + или — 10% . Если вы не получаете сопротивления, переходите к следующему более высокому диапазону. Убедитесь, что вы не прикасаетесь пальцами к проводам: вы можете определить сопротивление своего тела.
- Затем проверьте сопротивление от каждого вывода катушки к внешнему выводу (к нему может быть подключен красный провод) реостата точного регулирования тока .Один из проводов покажет отсутствие обрыва между проводом и реостатом. Оба измерения должны быть идентичными.
- Если какое-либо измерение показывает очень высокое сопротивление, бесконечное сопротивление «разомкнутой катушки» или очень низкое сопротивление (менее 100 Ом), то катушки необходимо заменить.
- Если катушки в порядке, следует подозревать якорь возбудителя.


Устранение неисправностей якоря возбудителя:
Иногда вы можете обнаружить неисправный якорь возбудителя; вот что нужно искать при наиболее распространенных проблемах.
- Прежде чем продолжить проверку, поищите пригоревшие или почерневшие шины коллектора. Очистите коммутатор камнем для очистки коммутатора. Это ненормально, если щетки откладывают достаточно угольного порошка, чтобы загрязнить коллектор.
Примечание: правильно обслуживаемый коммутатор должен быть цвета использованного вороненого пенни.
- Осмотрите обмотки на предмет перегоревшей изоляции, обрывов проводов или поврежденных шин коммутатора. У якоря есть две проблемы: обмотка, закороченная на вал якоря, или обрыв (обрыв) обмоток.
ПРИМЕЧАНИЕ: Если при работающем агрегате появляется ЯРКАЯ ЗЕЛЕНАЯ ИСКРА, это признак короткого замыкания (на массу) обмотки якоря.
- Проверьте, не закорочен ли якорь на массу, установив VOM на ВЫСОКИЙ диапазон сопротивления. Поместите один вывод на чистое место на валу якоря (если у вас есть сомнения, очистите место тонкой эмори-бумагой или напильником). Другим проводом проверьте каждую штангу коммутатора. Не пропустите: если у вас есть сомнения, проверьте их ВСЕ еще раз.
Если вы обнаружите какое-либо сопротивление, вам необходимо заменить якорь на новый или восстановленный.Если вы не обнаружите замыкания на землю, возможно, он неисправен.
Снимите якорь и отнесите его в мастерскую по ремонту двигателей и проверьте на «гроулере» (они будут знать, что делать). Тест «гроулера» — это «золотой стандарт» тестирования арматуры — за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.

 Снимите якорь и отнесите его в мастерскую по ремонту двигателей и проверьте на «гроулере» (они будут знать, что делать). Тест «гроулера» — это «золотой стандарт» тестирования арматуры — за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.
Снимите якорь и отнесите его в мастерскую по ремонту двигателей и проверьте на «гроулере» (они будут знать, что делать). Тест «гроулера» — это «золотой стандарт» тестирования арматуры — за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.Другие проблемы якоря возбудителя:
- Высокая планка означает только это: одна из планок коллектора оторвалась и торчит вверх.Это может быть всего несколько тысяч дюймов, но этого может быть достаточно, чтобы кисти подскочили, и вы увидите чрезмерное искрение. Если вы обнаружили эту проблему, отнесите ее в свой любимый автосалон: иногда ее можно отремонтировать, а иногда нет.
- Свободный стержень: Да, иногда сегментный стержень коммутатора может вырваться. Вернемся в моторный цех.
- Коммутатор неправильной формы: это может быть вызвано изгибом вала якоря. Проверьте правильность округления возбудителя. Правило при 1500 об / мин это (+ или -). 020 ’.
 020 ’.
020 ’.Trick of the Trade: как установить новые катушки возбудителя, быстро и легко, без всяких догадок
- Не запускайте, пока не получите новый комплект катушек.
- Снимите оригинальные катушки. Каждый железный полюс возбудителя удерживается двумя болтами, два с правой стороны и два с левой!
- Нет необходимости снимать генератор возбудителя для замены катушек возбудителя.
- Вытяните катушки и железные полюсные наконечники вместе и положите их на ровную поверхность.Пока не отсоединяйте провода!
- Снимите железные полюсные наконечники и очистите их: обычно хороший осмотр с помощью проволочного колеса поможет. Их не нужно красить.
- Положите катушки поверх исходных катушек и совместите провода, идущие с обеих сторон и посередине. Перед вами ваша электрическая схема!
- Вставьте железные полюсные наконечники в центр катушек.
- Перед установкой катушек и полюсов очистите корпус: просто сбейте ржавчину и крысиные гнезда. Не помешает смазать полюсные наконечники тонким слоем смазки в местах их соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!
- Присоедините провода по одному, используя оригинальные катушки в качестве направляющих; очевидно, где каждый провод соединяется.
- Мы называем это «Замена катушки возбудителя для полного идиота!» (Наш босс назвал его своим именем.) Этот процесс у нас всегда работает!
 Не помешает смазать полюсные наконечники тонким слоем смазки в местах их соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!
Не помешает смазать полюсные наконечники тонким слоем смазки в местах их соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!Мигает поле:
Катушки возбуждения удерживаются на месте с помощью прочных железных «полюсных наконечников». Особые части железа делают больше, чем просто удерживают катушки возбудителя на месте. Они сохраняют небольшое количество остаточного магнетизма — совсем немного — для обеспечения «самовозбуждения», поэтому возбудитель начнет генерировать ток с мертвого пуска. Полюсные наконечники могут потерять свой магнетизм, поскольку устройство находится в режиме ожидания в течение длительного периода времени, и нет простого теста для обнаружения потери.
Когда проверяются катушки поля возбудителя, щетки и якорь возбудителя, остается только «высветить поле». Обычно это делается с автомобильным аккумулятором на 12 В.
Вот что вам нужно сделать:
- Снимите пылезащитную крышку возбудителя. Он держится двумя болтами 1/4 20; вам понадобится гаечный ключ на 3/8 дюйма.
- См. Схему ниже:
- Подключите перемычки сначала к аккумуляторной батарее, а затем к клеммам щетки возбудителя.Вероятно, вы вызовете искру: в батареях могут быть карманы внутреннего водородного газа. БАТАРЕИ МОГУТ И БУДУТ ВЗРЫВАТЬСЯ ПРИ ДОСТАТОЧНОМ ИСКРЕ! (Помните «Гинденбург?» — он был полон водорода; достаточно сказать) .
- Запустите двигатель и убедитесь, что он работает на низкой скорости (1000 об / мин).
- Подсоедините положительный (+) провод к ПРАВОЙ клемме провода щетки .
- Прикоснитесь отрицательным (-) проводом к ЛЕВОЙ клемме провода щетки . Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!
 Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!
Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!Полевые столбы «прошиты». Агрегат должен волновать. В случае успеха вы сможете использовать доп. Если агрегат не сваривается, вам следует проверить катушки шунта возбудителя (см. Следующий раздел).
Устранение неисправностей шунтирующей цепи возбудителя
Сварочный аппарат не будет сваривать: вы можете запустить шлифовальный станок от вспомогательной розетки, и он может работать на холостом ходу, а может и не работать, но дуга не зажигается.Если вы можете перетащить стержень и получить на электроде небольшую «искру», это классический признак того, что одна из катушек шунта возбудителя вышла из строя. Этот сбой очень часто встречается у сварщиков Lincoln с шестигранной головкой!
Примечание. Кодовые номера с 7276 по 9530 на SA-200, кодовые номера с 7827 по 9605 на SA-250 и все модели Classic 1, 2 и 3 являются машинами с шестигранным стволом.
Катушки возбудителя находятся глубоко внутри корпуса статора. По моему опыту, я никогда не видел, чтобы катушка возбуждения в правом верхнем углу выходила из строя — кажется, что выходила из строя только катушка в левом нижнем углу.Катушки наматываются и продаются наборами (они должны быть «согласованы»).
Для устранения неисправности шунтирующей цепи возбудителя необходимо проверить два компонента: реостат управления точным током и катушки шунта.
Примечание: Все электрические измерения для устранения неисправностей следует проводить при выключенном (не работающем) двигателе!
Первый шаг — проверить реостат точного регулирования тока :
- Поверните ручку: она должна вращаться плавно, без остановок и «неровностей».«Если есть какие-либо сомнения относительно механической части этого устройства, снимите его и проведите визуальный осмотр.
Затем проверьте сопротивление (удалите один из проводов перед испытанием).
Оно должно плавно измерять от 0 до 64 Ом без разрывов или прыжки: плавно вверх и плавно вниз.Номер детали Lincoln® для этой детали — M-5090-C, и ее можно заказать в Weldmart-Online LLC с ДВУХЛЕТНЕЙ ГАРАНТИЕЙ!
 Оно должно плавно измерять от 0 до 64 Ом без разрывов или прыжки: плавно вверх и плавно вниз.
Оно должно плавно измерять от 0 до 64 Ом без разрывов или прыжки: плавно вверх и плавно вниз.Если реостат управления точным током исправен, следующим шагом является проверка шунтирующих катушек возбудителя .
- От центрального вывода рычага управления есть синий провод, идущий в корпус статора. Этот провод подключается к одной стороне шунтирующих катушек сварочного аппарата (их две, одна с одной стороны корпуса, а другая — напротив первой).
Другая сторона катушки шунта сварочного аппарата подключается коричневым проводом, идущим к клемме герконового переключателя, расположенного на монтажной планке герконового переключателя. На этой клемме вы найдете черный провод, подключенный непосредственно к геркону.
Третий провод, черный, идет от геркона прямо вправо, ПОЛОЖИТЕЛЬНЫЙ, держатель щетки возбудителя.
Вся цепь управления представляет собой последовательно соединенную систему. Поскольку это простой генератор постоянного тока с реостатом для изменения напряжения, подаваемого на шунтирующие катушки статора, он регулирует сварочный ток (тепло сварочного шва).
Снимите правую (ПОЛОЖИТЕЛЬНУЮ) щетку из держателя — убедитесь, что она никоим образом не касается якоря возбудителя — измерьте сопротивление системы.Он сообщает нам, есть ли обрыв (разрыв) цепи. По моему опыту, проблем с системой возбудителя больше, чем с любой другой частью SA-200.
- Двигатель не работает.
- Текущий реостат управления находится в «0», минимальное положение
- Правая (ПОЛОЖИТЕЛЬНАЯ) щетка возбудителя снята и никоим образом не касается якоря возбудителя. Если есть сомнения, обмотайте кисть лентой.
Показания сопротивления: Когда правая щетка вынута из держателя щеток, следующие показания скажут вам определенные вещи.
- С проводом омметра на отрицательном щеткодержателе и другим проводом на центральном выводе реостата управления точным током вы должны показывать приблизительно 46 Ом.
- Если ваше показание близко к 165 Ом (+/- 10%), вы можете быть уверены, что в цепи нет «разрывов» (разрывов). Это не означает, что с этой схемой нет проблем; это просто означает, что нет никаких «перерывов».
- Если показание ниже 165 Ом, у вас короткое замыкание между обмотками.Обычно катушки находятся в пределах спецификации или «ОТКРЫТЫЙ», при отсутствии сопротивления в цепи. Змеевик необходимо заменить; получить дополнительную информацию о заменяемых шунтирующих катушках Weldmart-Online.

Страницы катушки Тесла Стефана — индуктивный балласт
Страницы катушки Тесла Стефана — индуктивный балластИндуктивный балласт для скребков
Будьте осторожны и следите за своим шагом, эта страница действительно строительная площадка до сих пор! |
TOC:
- индуктивный балласт №1
индуктивный балласт №2
индуктивный балласт №3
индуктивный балласт №4
индуктивный балласт №5
насыщаемые реакторы
Мощность Supply :
Мои измерения xfmrs (напряжение xfmrs, 100 В / 6 кВ) ведут себя как свиньи (без внутреннего
ограничение тока), так что мне нужно их балласт. Вместо покупки
дуговой сварщик для ограничения (склонный к перегреву :-), я нашел очень многообещающий
на сайте Ричи Бернетта. Он описывает коммерческий индуктивный
балласт, который позволяет установить ток от 1 А до более 40 А.
среднеквадратичное значение, регулируя воздушный зазор в сердечнике EI. Ссылки на описания Richies
находятся:
Вместо покупки
дуговой сварщик для ограничения (склонный к перегреву :-), я нашел очень многообещающий
на сайте Ричи Бернетта. Он описывает коммерческий индуктивный
балласт, который позволяет установить ток от 1 А до более 40 А.
среднеквадратичное значение, регулируя воздушный зазор в сердечнике EI. Ссылки на описания Richies
находятся:
Я начал со следующих критериев проектирования: макс. текущие возможности провод в трансформаторе = x [A] / [мм 2 ] (нужно снова найти x, для балласта №1 это 6,7 А / мм 2 ) и количество оборотов, необходимое для данного стального креста сечение и напряжение N = 30 * U [В] / A [ 2 мм].
Индуктивный балласт # 1:
Это была моя первая попытка построить подобное, подобное описанному Ричи. самостоятельно (большое ядро EI).Макс. сила тока я пробегу это будет
30А (этот предел установлен моей переменной продолжительной нагрузки 20А и медленным срабатыванием 16А
предохранитель в моем доме, который на короткое время выдаст 30А). Я использовал
6мм 2 сплошной медный провод (ой, очень трудно согнуть!), Который
возьму 40А продолж. пошлина если потребуется иногда в будущем 🙂 .
Для сглаживания пиков тока я добавлю резистивный балласт последовательно —
части моего большого балластного резистора (первоначально от крана) сделают эту работу.Когда скребки включены последовательно к индуктивному и резистивному балласту, доля
напряжения линии падает на резистивный балласт и скребки (даже если
они закорочены на вторичной стороне), поэтому дроссель балласта будет
не вижу полного линейного напряжения 250 В. Поэтому я использовал меньше витков на индукторе
что хорошо, потому что окно в ядре было недостаточно большим, чтобы
намотайте необходимое количество оборотов, чтобы соответствовать критериям дизайна рекламного ролика
индуктор, описанный Ричи Бернеттом (у меня не было такого большого магнитного провода, а только
с ПВХ изоляцией, которая, конечно, занимает больше места).
самостоятельно (большое ядро EI).Макс. сила тока я пробегу это будет
30А (этот предел установлен моей переменной продолжительной нагрузки 20А и медленным срабатыванием 16А
предохранитель в моем доме, который на короткое время выдаст 30А). Я использовал
6мм 2 сплошной медный провод (ой, очень трудно согнуть!), Который
возьму 40А продолж. пошлина если потребуется иногда в будущем 🙂 .
Для сглаживания пиков тока я добавлю резистивный балласт последовательно —
части моего большого балластного резистора (первоначально от крана) сделают эту работу.Когда скребки включены последовательно к индуктивному и резистивному балласту, доля
напряжения линии падает на резистивный балласт и скребки (даже если
они закорочены на вторичной стороне), поэтому дроссель балласта будет
не вижу полного линейного напряжения 250 В. Поэтому я использовал меньше витков на индукторе
что хорошо, потому что окно в ядре было недостаточно большим, чтобы
намотайте необходимое количество оборотов, чтобы соответствовать критериям дизайна рекламного ролика
индуктор, описанный Ричи Бернеттом (у меня не было такого большого магнитного провода, а только
с ПВХ изоляцией, которая, конечно, занимает больше места).
Короче говоря: я очень доволен результатами. Я могу варьироваться
индуктивность между 65 мГн (зазор 0,45 мм) и 0,9 мГн, если я удалю
« I » часть сердечника в сборе. При отсутствии зазора индуктивность
составляет примерно 144 мГн (на самом деле это эффективный зазор примерно 0,15 мм), 48 мГн
с 0,75 мм, 35 мГн с 1,15 мм и 24 мГн с 2,15 мм. С зазором 0,75 мм,
железный сердечник балластного индуктора начинает насыщаться при 170 В (индуктивность
падает при напряжении выше 170В).Если зазор установлен на 2 мм, ток ограничен.
примерно до 30А.
Сопротивление обмотки постоянному току (48 м, сплошной медный провод 6 мм 2 )
0,14 Ом, масса намотки (включая плексиглар и ленту) 3,1 кг, масса
сердечника (« E » и « I » вместе) 13 кг.
Из-за низкого сопротивления катушки постоянному току потери в меди будут
36 Вт при 16 А (136 Вт при 30 А), так что зверь (да, если вы когда-нибудь слышали xfmr
на 12A с несжимаемыми пластинами железа и
Часть сердечника « I » только свободно установлена поверх
Деталь « E «, вы поймете, почему я называю его зверьком 🙂 )
должен оставаться абсолютно холодным (по крайней мере, сама обмотка, вихретоковый
потери наверняка немного нагреют железный сердечник).
Мой индуктивный балласт состоит из 6 слоев по 18 витков в каждом, всего
108 витков 6 мм 2 медный провод вокруг центральной ножки EI — сердцевина с поперечным сечением 47 см 2 (7,3 квадратных дюйма)
площадь. Следуя критериям конструкции индуктора промышленного изготовления Richies,
Пришлось намотать 148 витков на 250В. Но коммерческие строительные блоки обычно
немного переоценен, и я хочу использовать дополнительный резистивный балласт последовательно
что будет иметь дополнительное падение напряжения. Измерения показали, что
насыщение сердечника на самом деле не проблема (НИКАКОГО явления бегства!), его
просто нелинейность.Так что мой индуктивный балласт отлично работает, как я строю
Это.
полные технические данные моего индуктивного балласта1:
-
EI— сердцевина, вес 13кг - поперечное сечение жил: 47 см 2
- сечение провода: 6 мм 2
- длина провода: 48 м
- вес обмотки (включая ленту и пластик): 2,56 кг
- Сопротивление постоянному току: 0,14 Ом
- 108 Wdg (8 слоев по 18 витков в каждом)
- Таким образом, 120-секундная работа при 30А приведет к расчетному повышению температуры. обмотки макс.17 ° C, если охлаждение не предполагалось (см.
Раздел, где я описываю технические данные балласта №2, покажет вам
это означает, что балласт №1 будет принимать удвоенный ток, балласт №2 будет
делать).
 обмотки макс.17 ° C, если охлаждение не предполагалось (см.
Раздел, где я описываю технические данные балласта №2, покажет вам
это означает, что балласт №1 будет принимать удвоенный ток, балласт №2 будет
делать).
обмотки макс.17 ° C, если охлаждение не предполагалось (см.
Раздел, где я описываю технические данные балласта №2, покажет вам
это означает, что балласт №1 будет принимать удвоенный ток, балласт №2 будет
делать).вернуться к началу страницы (оглавление)
Индуктивный балласт # 2:
Почему я сделал второй индукционный балласт? Что ж, я добился очень хороших результатов
с моим индуктивным балластом №1, и я хотел иметь возможность переключаться между ними
для регулировки ограничения тока простым поворотом ручки (поворотного переключателя).Хорошо, дуговой сварщик тоже справился бы с этой работой, но сварщики обычно не
рассчитан на ток люблю в будущем через балласт прокачать
поэтому они будут подвержены перегреву. Решил сделать сложный
схема для использования двух балластов параллельно или последовательно или только одного
из них за раз, поэтому я смогу ограничить ток до 7,5 А (оба индуктивных
балласты последовательно), до 15А (только большой балласт №1) и до 30А (оба в
параллельно). Для этого потребовался поворотный переключатель, состоящий как минимум из 3 положений
(4, если вы хотите иметь дополнительную позицию «выключено») и четыре слоя.Ты
понадобятся два слоя с одним «соединяющим» (а остальные три «разомкнутым») контактом
а два других уровня с обратной логикой (три «соединяются» и один
«открыто»). Большинство коммутаторов обеспечивают только «одно соединение, а другое открытое».
контактов, но вы можете использовать два контактора, чтобы инвертировать два слоя (но будьте осторожны:
с точки зрения безопасности положение «выключено» больше не безопасно, так как
один контактор может выйти из строя и выйти из строя, что приведет к контакту). Ты можешь
найти принципиальную схему поворотного переключателя на моем
BlueThunder-страница.
Для этого потребовался поворотный переключатель, состоящий как минимум из 3 положений
(4, если вы хотите иметь дополнительную позицию «выключено») и четыре слоя.Ты
понадобятся два слоя с одним «соединяющим» (а остальные три «разомкнутым») контактом
а два других уровня с обратной логикой (три «соединяются» и один
«открыто»). Большинство коммутаторов обеспечивают только «одно соединение, а другое открытое».
контактов, но вы можете использовать два контактора, чтобы инвертировать два слоя (но будьте осторожны:
с точки зрения безопасности положение «выключено» больше не безопасно, так как
один контактор может выйти из строя и выйти из строя, что приведет к контакту). Ты можешь
найти принципиальную схему поворотного переключателя на моем
BlueThunder-страница.
Хорошо, теперь перейдем к техническим деталям моего индуктивного балласта №2: я «переработал»
два старых ядра 765VA-xfmr и объединили их в одно большое ядро UI который теперь имеет площадь жилы 30 см 2 (сечение было в два раза больше
40 мм x 38 мм). Он был намотан 3 мм 2 изолированной скрученной
проволока (удвоенная 1,5 мм 2 , пальцам намного легче, чем сплошная
6 мм 2 !) На 15 А длительно при макс. 250В.
Он был намотан 3 мм 2 изолированной скрученной
проволока (удвоенная 1,5 мм 2 , пальцам намного легче, чем сплошная
6 мм 2 !) На 15 А длительно при макс. 250В.
полные технические данные моего индуктивного балласта 2:
-
UI— жила, сечение: 30 см 2 - сечение провода: 3 мм 2
- длина провода: 85 м
- 12 слоев, 17.5 оборотов каждый, всего прибл. 210 оборотов
- средняя длина каждого витка l ‘= 0,43 м
- общая длина провода: 90,3 м
- некоторые данные по меди: плотность Rho = 8,9 г / см³, удельное сопротивление 0,0175 Ом * мм² / м, теплоемкость c = 383 Дж / (кг * К)
- вес меди: m = A * l * Rho = 2,41 кг
- сопротивление: R = 0,527 Ом
- потеря мощности при 15А: P = 119Вт
- потеря мощности при 20А: P = 211Вт
- теоретическое повышение температуры (без допустимого теплообмена) составляет dT = (P * t) / (m * c), следовательно:
- теоретическое повышение температуры после 120 секунд работы при 15A: dT = 15 ° C (то есть ОК)
- теоретическое повышение температуры после 60 секунд работы при 20A: dT = 14 ° C
- теоретическое повышение температуры после 120 секунд работы при 20 А: dT = 27 ° C (это немного слишком)
Как видно из последней диаграммы, насыщение не является проблемой для зазора. шире 1 мм (уменьшение индуктивности менее 10% при 240 В по сравнению с
Номинальная стоимость).Это значительное улучшение по сравнению с балластом №1, насколько это возможно.
видел в разделе раньше.
шире 1 мм (уменьшение индуктивности менее 10% при 240 В по сравнению с
Номинальная стоимость).Это значительное улучшение по сравнению с балластом №1, насколько это возможно.
видел в разделе раньше.
вернуться к началу страницы (оглавление)
Индуктивный балласт № 3 и № 4:
У меня больше свиней, поэтому мне нужно больше балластов. Индуктивный балласт № 3 уже намотанный («сердечник Хагмейера»), еще нужно сделать диаграммы.
Индуктивный балласт №4 планируется намотать на сердечник от моего друга по намотке. Курт Шранер.
вернуться к началу страницы (оглавление)
Индуктивный балласт # 5:
Я получил хороший толстый ферритовый сердечник на бедре в Прикреплении в 2006 году, который
для кВт хорош (по крайней мере, продавец так сказал).Изготавливается из N27 (макс.
поток: 300 мТл), который должен быть хорош до 50 (100) кГц. Площадь ядра составляет ок.
200мм. на данный момент их ок. 65 витков диаметром 4 мм
(12мм 2 ) медный провод на нем. Воздушный зазор установлен на 12 мм, минимальный воздушный зазор
будет 7мм, если вытащу распорки (приклеенные к сердцевине). Я не знаю
если эта установка и так подходит для 230 В при 50 Гц, измерения все равно
должно быть сделано.
Воздушный зазор установлен на 12 мм, минимальный воздушный зазор
будет 7мм, если вытащу распорки (приклеенные к сердцевине). Я не знаю
если эта установка и так подходит для 230 В при 50 Гц, измерения все равно
должно быть сделано.
вернуться к началу страницы (оглавление)
После того, как я построил первые два индуктивных балластов, я собрал некоторую информацию о насыщаемых реакторах (сделал альтависта-поиск).Из того, что я прочитал, мне кажется возможным построить одно из этих устройств (у Финна уже есть прототип). Возможно Я так и сделаю, может и нет, но по крайней мере я хотел вам намек … Будь обязательно построить тип, который будет ограничивать ток, когда управляющее напряжение ВЫКЛ (из соображений безопасности)! Кстати, Финн и Мартин описали два примера GTL, читайте ветку примерно с 4.10.00-8.10.00. Я размещу подробнее на эту тему здесь, когда время разрешения.
Вы можете найти описание другой моталки на
http: // личное.bellsouth. net/j/o/johngd/files/neon/saturable_reactor/
net/j/o/johngd/files/neon/saturable_reactor/
Это фотографии насыщаемого реактора, используемого для управления мощностью
неоновый завод бомбардер. Большая центральная обмотка — это управляющая обмотка постоянного тока.
Две внешние обмотки — это токовые обмотки, предназначенные в данном случае для
обрабатывать 60 ампер. Они намотаны с помощью магнитной присадки , так что их
поля перемещаются за пределы активной зоны и не проникают через контроль
нога. Постоянный ток, приложенный к обмотке управления, добавляет магнитный поток к обеим ногам управления
ядра, достаточно, чтобы их пропитать.По мере насыщения сердечника индуктивность
катушки падают и пропускают больше тока. Когда ядро полностью насыщено,
ток ограничен только сопротивлением постоянному току обмоток и внешнего
серия нагрузки. Небольшая белая обмотка, видимая на Фото 3, является тестовой.
обмотку я надел на сердечник для измерения витков каждой обмотки. А
небольшое количество переменного тока от переменного тока подается на каждую обмотку, и напряжение
индуцируется в испытательной обмотке. Поскольку я знаю количество поворотов
испытательной обмотки, и я знаю приложенное напряжение , это простой
вопрос расчета соотношения для определения количества витков на каждой
нога.
Поскольку я знаю количество поворотов
испытательной обмотки, и я знаю приложенное напряжение , это простой
вопрос расчета соотношения для определения количества витков на каждой
нога.
вернуться к началу страницы (оглавление)
ЗВАРКА-ЗАХИД, ТОРГОВЫЙ ДИМ, ТОВ (м. Львов) — сварочный аппарат, горелка, инвертор, полуавтомат, электроды, проволока, сварка TIG,
Промышленность
Продукция, услуги
ООО «Торговый Дом« Сварка-Запад »предлагает лучшие образцы сварочного оборудования:
— Сварочные трансформаторы (TDM) и выпрямители (WA, VDU, AMD, Sun), сварочные полуавтоматы (PDG, PDHO), установки для аргонно-дуговой сварки (UDH, UDHU) и плазменной резки (УВПР), сварочные аппараты ведущих производителей — SELMA »,« Коммунар »,« СИМЗ »,« Патон »,« Энергия »,« ЭСАБ »,« Фрониус »;
— Широкий ассортимент сварочных инверторов отечественных и зарубежных производителей — Gysmi, Jasik;
— Аппараты, необходимые для механизации и автоматизации сварки.
Предлагаем широкий ассортимент сварочных материалов:
— Электроды для сварки углеродистых и нержавеющих сталей, чугуна, алюминия, меди — АНО, УОНИ, ТСЛ, ОЗЛ, ТМУ, СССИ, ОК, Tigrod, Autrod, Filarc;
— Проволока сварочная (СВ08х3С) для всех марок сталей и сплавов;
— Припои для пайки — PIC, PMTS, LTC;
— Сварочный кабель КГ;
— Круги шлифовальные, кромочные KLINGSPOR
Полный спектр профессионального электроинструмента METABO — угловые шлифовальные машины, дрели, перфораторы, отбойные молотки, хвынтоверты, рубанки и фрезы, технические фены, скобозабывачи, лобзики, торцовочные, дисковые и ленточные пилы, кусторезы и др. дровоколы.
На ваш выбор широкий ассортимент:
— газосварочное оборудование Барнаульский метизно-механический завод (БАМЗ), «Донмет», «Днепрсварка» — резаки Р1П, Р3П, горелки ХЗУ, «Малютка», Редукторы пропана, ацетилена, кислорода, углекислого газа;
— Комплектующие немецкой фирмы ABICOR BINZEL для сварочного оборудования — горелки пивавтомативно-газо- и водоохлаждаемые (RF, MB, ABIMIG, ABITIG), для сварки неплавящимся электродом, головки, насадки, вставки, вольфрамовые электроды.
Наша компания осуществляет ремонт сварочного оборудования отечественного и зарубежного производства.На все оборудование действует гарантия. Гарантийное обслуживание сварочного оборудования и сервисный центр проводит компания.
Предлагаем сварочно-ремонтные изделия из алюминия и алюминиевых сплавов, чугуна, нержавеющей стали.
О компании
Welding-West — торговый дом, который является официальным дистрибьютором различных торговых марок. Компания Welding-West является официальным дистрибьютором таких компаний: • Esab. • Fronius. • Абикор. • Бинзель. Компания производит продукцию следующих категорий: • Оборудование для газовой сварки Донмет.• Электроинструменты Metabo. • Сварка кабеля, шлифовка кругов, резка. • Полуавтоматы. • Механизмы кормления. • Трансформаторы. • Полуавтоматическая сварка. • Многооператорные выпрямители. • Балластные реостаты. • Аксессуары. • Выпрямители, инверторы. • Выпрямители для полуавтоматической сварки. • Установка для воздушно-плазменной резки. • Сварочные материалы. Предлагаем оригинальные товары известных брендов уже много лет. Мы являемся официальными представителями этих компаний на территории Украины и поэтому предлагаем их продукцию по самым выгодным ценам.Также предлагаем ремонт сварочного оборудования отечественного и зарубежного производства на наших объектах.
• Сварочные материалы. Предлагаем оригинальные товары известных брендов уже много лет. Мы являемся официальными представителями этих компаний на территории Украины и поэтому предлагаем их продукцию по самым выгодным ценам.Также предлагаем ремонт сварочного оборудования отечественного и зарубежного производства на наших объектах.
Виды деятельности
- 46.90 — Неспециализированная оптовая торговля
- 27.90 — Производство электрооборудования
- 28.99 — Производство машин и оборудования специального назначения, n.v.d.g.
- 25.99 — Производство готовых металлических изделий, н.в.д.г.
- 43.21 — Электромонтажные работы
- 43.22 — Монтаж систем водоснабжения, отопления и кондиционирования
- 43.29 — Строительно-монтажные работы прочие
Ключевые слова
сварочный аппарат, горелка, инвертор, полуавтомат, электроды, проволока, сварка вольфрамовым электродом, аксессуары, компоненты, шестерня, нержавеющая сталь, вольфрам, сопло, кабель, электрометрический, угловой шлифовальный станок, шлифовальный станок
Другое сварочное оборудование 20 Штекерные контактные насадки для сварщиков MIG Сменные сварочные насадки для бизнеса и промышленности erbc.
 com
com Сварочные наконечники для замены контактов сварщика MIG из 20 частей
Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. Полностью улучшенная стелька изготовлена из пеноматериала с эффектом памяти и губки для обеспечения превосходного комфорта. Мы являемся отраслевым стандартом для готовых туалетных столиков, США Large = Китай 2X-Large: длина : 27.Покажите свою крутую сторону с этой идеальной брошкой. Дата первого упоминания: 23 ноября, размеры Charm составляют примерно 23 x 15 мм (длина x ширина). Каждый значок магнитно закреплен в монтажном комплекте и надежно закреплен внешним декоративным кольцом, сохраняет одежду чистой и готовой к носке, ЗАЩИТА ОТ ПОГОДЫ: наши виниловые наклейки специально обработаны от УФ-излучения. (5) Гарантия удовлетворения: Удовлетворение потребностей клиентов является нашим главным приоритетом. Довольно короткий халат имеет кружевные развевающиеся рукава и завязки спереди, на этот браслет Buckeye дается пожизненная гарантия. 25 дюймов — это примерно 32 мм. Убедитесь, что ваш адрес доставки правильный. — Коллекционная карточка Vintage TY Beanie Babies: Twigs the Giraffe, я по возможности использую переработанную упаковку. А также позволяет отрегулировать ремни для идеальной подгонки для доставки по всему миру заказной авиапочтой (небольшая посылка) зарегистрированной почтой Малайзии. Съемные стяжки предназначены для крепления к воротникам Waggle Wear с помощью застежки-липучки. революционизирует игру для таких игроков, как Мозес Мэлоун и Чарльз Баркли, быстро завоевывая популярность во всем мире.Фактические размеры фильтра (ширина x высота) составляют 10 1/8 дюйма x 5 11/16 дюйма (257 мм x 145 мм). Комплект ксеноновой лампы Xentec h2 5000K HID с тонким балластом из сплава EPE мощностью 55 Вт (цвета слоновой кости): автомобильная промышленность, наша широкая выбор дает право на бесплатную доставку и бесплатный возврат. ВСЕ, ЧТО ВЫ ХОТИТЕ, В БУДИЛЬНИКЕ: Sonance имеет быструю зарядку через USB, сообщение о беременности для бабушек и дедушек.
25 дюймов — это примерно 32 мм. Убедитесь, что ваш адрес доставки правильный. — Коллекционная карточка Vintage TY Beanie Babies: Twigs the Giraffe, я по возможности использую переработанную упаковку. А также позволяет отрегулировать ремни для идеальной подгонки для доставки по всему миру заказной авиапочтой (небольшая посылка) зарегистрированной почтой Малайзии. Съемные стяжки предназначены для крепления к воротникам Waggle Wear с помощью застежки-липучки. революционизирует игру для таких игроков, как Мозес Мэлоун и Чарльз Баркли, быстро завоевывая популярность во всем мире.Фактические размеры фильтра (ширина x высота) составляют 10 1/8 дюйма x 5 11/16 дюйма (257 мм x 145 мм). Комплект ксеноновой лампы Xentec h2 5000K HID с тонким балластом из сплава EPE мощностью 55 Вт (цвета слоновой кости): автомобильная промышленность, наша широкая выбор дает право на бесплатную доставку и бесплатный возврат. ВСЕ, ЧТО ВЫ ХОТИТЕ, В БУДИЛЬНИКЕ: Sonance имеет быструю зарядку через USB, сообщение о беременности для бабушек и дедушек. обогатите их воображение и тренируйте их практические способности.
обогатите их воображение и тренируйте их практические способности.
Dakota Supply Group | 10020400005 РЕОСТАТ 5 А ДЛЯ
{{section.sectionName}}:
{{option.description}}
Выберите {{section.sectionName}}
{{styleTrait.unselectedValue? «»: «Выбрать»}} {{styleTrait.unselectedValue? styleTrait.unselectedValue: styleTrait.nameDisplay}}
Минимальное количество: {{vm.product.minimumOrderQty}}
{{:: crossSellProduct. erpNumber}}
MFG #: {{:: crossSellProduct.manufacturerItem}}
Моя часть №: {{:: crossSellProduct.customerName}}
erpNumber}}
MFG #: {{:: crossSellProduct.manufacturerItem}}
Моя часть №: {{:: crossSellProduct.customerName}}
Блок питания для сварки SMAW и приварки шпилек
Область техники, к которой относится изобретениеОбласть техники, к которой относится изобретение
Настоящее изобретение относится к источникам электропитания и, более конкретно, к источнику электропитания, который может использоваться как для сварки штучной сваркой, так и для другого процесса непрерывной сварки, а также для приварки шпилек или сварки с другими временными интервалами.
Уровень техники
В традиционных процессах электросварки электрическая дуга, генерируемая по существу непрерывно в течение относительно длительного периода времени, выделяет тепло, достаточное для выполнения функции сварки. По существу непрерывная дуга большой продолжительности требует источника электроэнергии, способного производить по существу непрерывную выходную мощность при адекватном уровне напряжения и тока. Такие источники питания обычно включают в себя главный силовой трансформатор, размер и температурная способность которого являются основными факторами, ограничивающими величину выходного или сварочного сигнала, создаваемого им.
Один источник питания, используемый в настоящее время для дуговой сварки в среде защитного металла (SMAW), термин, который будет использоваться здесь эквивалентно непрерывной сварке для обозначения всех сварочных процессов непрерывного типа, включая, например, воздушно-дуговую строжку, производится и продается компанией Miller. Электрическая компания под обозначением Gold Star 600SS. Этот источник питания включает в себя трехфазный трансформатор с низким реактивным сопротивлением или постоянным потенциалом с электронной схемой управления, способной обеспечивать регулируемый постоянный постоянный выходной сварочный ток постоянного тока.Трансформатор имеет три первичные обмотки, получающие трехфазную входную мощность, и три вторичные обмотки, которые подключены к полной тиристорной мостовой схеме преобразователя для создания выходного сварочного сигнала. Мостовой схемы по фазе регулируют в ответ на обратной связи сигнала, содержащий информацию о вторичного тока и опорный сигнал, который избирательно регулируется пользователем в соответствии с желаемым уровнем мощности сварочного сигнала.
Этот источник питания включает в себя трехфазный трансформатор с низким реактивным сопротивлением или постоянным потенциалом с электронной схемой управления, способной обеспечивать регулируемый постоянный постоянный выходной сварочный ток постоянного тока.Трансформатор имеет три первичные обмотки, получающие трехфазную входную мощность, и три вторичные обмотки, которые подключены к полной тиристорной мостовой схеме преобразователя для создания выходного сварочного сигнала. Мостовой схемы по фазе регулируют в ответ на обратной связи сигнала, содержащий информацию о вторичного тока и опорный сигнал, который избирательно регулируется пользователем в соответствии с желаемым уровнем мощности сварочного сигнала.
В источнике питания Миллера обратная связь с обратной связью используется для фазовой модуляции как функция информации обратной связи.Такая обратная связь с обратной связью обеспечивает ряд преимуществ, включая, например, постоянный выходной ток, невосприимчивость к колебаниям линейного напряжения или компенсацию линейного напряжения, а также возможность выбора желаемого выходного тока. Более того, управляемый мост предпочтительно представляет собой полностью тиристорный мост преобразователя, который обеспечивает отключение тиристоров независимо от импеданса на выходных клеммах. Таким образом, полный мост преобразователя может действовать как выходной контактор.
Более того, управляемый мост предпочтительно представляет собой полностью тиристорный мост преобразователя, который обеспечивает отключение тиристоров независимо от импеданса на выходных клеммах. Таким образом, полный мост преобразователя может действовать как выходной контактор.
В технике приварки шпилек величина сварочного тока, т.е.е. выходная мощность источника питания обычно должна быть больше, часто в два или более раз, чем максимальная мощность многих обычных источников питания для сварки штангой. Однако приварка шпилек — это относительно непродолжительный процесс, при котором источник питания обычно выдает сварочный сигнал только на долю секунды.
Одним из предшествующих методов, используемых для получения необходимого сварочного тока и сварочного напряжения для приварки шпилек, был метод грубой силы с очень большими трансформаторами и понижающими резисторами, используемыми для получения правильного сварочного тока, но этот метод неэффективно использует энергию. Второй подход заключался в использовании магнитного усилителя или комбинации магнитного усилителя и насыщающегося реактора для управления током сварного шва. Хотя этот метод более эффективно использует электромагнитную энергию для получения уровней тока для приварки шпилек, в большинстве случаев эти уровни тока слишком высоки для приварки стержнем, и магнитный усилитель или насыщающийся реактор не обеспечивают адекватного управления диапазоном. Следовательно, в прошлом было непрактично использовать источник сварочного тока с двойным назначением как для сварки штангой, так и для сварки шпилек.
Второй подход заключался в использовании магнитного усилителя или комбинации магнитного усилителя и насыщающегося реактора для управления током сварного шва. Хотя этот метод более эффективно использует электромагнитную энергию для получения уровней тока для приварки шпилек, в большинстве случаев эти уровни тока слишком высоки для приварки стержнем, и магнитный усилитель или насыщающийся реактор не обеспечивают адекватного управления диапазоном. Следовательно, в прошлом было непрактично использовать источник сварочного тока с двойным назначением как для сварки штангой, так и для сварки шпилек.
В прошлом источники питания для сварки шпилек требовались очень высокие допустимые токи, чтобы обеспечить возможность горячего врезания, то есть для погружения шпильки в контакт с основным металлом при продолжении протекания тока почти короткого замыкания. Было бы желательно ограничить такой ток короткого замыкания при сохранении способности горячего погружения.
Источники питания для сварки штангой и приварки шпилек несовместимы; в первом случае регулируется только мощность, тогда как во втором желательно управлять функциями мощности, времени, пуска с пониженным током и горячего погружения, и обычно требуется более высокая выходная мощность. Однако было бы желательно иметь возможность эффективно объединить в одном источнике питания возможности выполнения широкого диапазона операций как сварки штангой, так и приварки шпилек.
Однако было бы желательно иметь возможность эффективно объединить в одном источнике питания возможности выполнения широкого диапазона операций как сварки штангой, так и приварки шпилек.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением источник электропитания способен обеспечивать, с одной стороны, непрерывно относительно постоянный регулируемый выходной ток для использования в процессах непрерывной сварки или сварки SMAW, а с другой стороны, относительно более высокий выходной ток для точно контролируемой короткой продолжительности процесса приварки шпилек.При работе для сварки SMAW трансформатор может непрерывно обеспечивать максимальную номинальную выходную мощность при рабочем цикле 60%, но при работе с короткими интервалами приварки шпилек выходная мощность трансформатора может быть значительно увеличена, скажем, в два или два раза более того, чтобы обеспечить соответствующую мощность приварки шпилек без перегрузки трансформатора. Переключение одного многофункционального переключателя может преобразовать источник питания, включая его главный трансформатор, а также, по крайней мере, части общей схемы управления, из режима, предназначенного для работы в режиме непрерывной сварки, в источник, готовый к работе в заданном интервале времени. режим приварки шпилек.Таким образом, настоящее изобретение преодолевает принципиальную несовместимость между источниками питания для сварки SMAW предшествующего уровня техники и источниками питания для приварки шпилек. В результате повышается общая стоимость производства и эффективность энергозатрат сварочных источников питания.
режим приварки шпилек.Таким образом, настоящее изобретение преодолевает принципиальную несовместимость между источниками питания для сварки SMAW предшествующего уровня техники и источниками питания для приварки шпилек. В результате повышается общая стоимость производства и эффективность энергозатрат сварочных источников питания.
Вкратце, источник питания согласно изобретению представляет собой устройство для выработки выходной электроэнергии для сварки по существу непрерывного типа и для приварки шпилек с устройством изменения режима для изменения режима работы источника питания с работы по существу непрерывного типа на работу по времени. для приварки шпилек.Кроме того, изобретение обеспечивает простой способ преобразования обычного источника питания для сварки SMAW с электронным управлением для использования в качестве источника питания для сварки шпилек. Такое преобразование достигается за счет увеличения управляемой выходной мощности силового трансформатора и его схемы управления, добавления схемы последовательности таймера для совместного управления обычным пистолетом для приварки шпилек и силового трансформатора и его схемой управления, а также добавления схемы аварийного отключения к предотвратить перегрузку силового трансформатора во время приварки шпилек.
В блоке питания устройство преобразования энергии преобразует входную электрическую мощность в регулируемую выходную электрическую мощность с выборочной регулировкой величины выходной мощности, схема обратной связи контролирует величину выходной мощности, а схема управления мощностью контролирует величину выходной мощности. . При работе в непрерывном режиме величина сигнала выходной мощности будет ограничена в соответствии с рабочими параметрами оборудования преобразования энергии. При работе в режиме временного интервала выходная мощность схемы преобразования энергии и управления увеличивается для получения выходного сигнала большей величины, но только для регулируемого относительно короткого временного интервала.Этот временной интервал является достаточно большим для выполнения задачи приварки шпилек, но достаточно коротким по сравнению со временем непрерывной сварки SMAW, чтобы избежать перегрузки схемы преобразования энергии и управления. Таким образом, источник питания, обычно предназначенный для непрерывной работы при сварке SMAW, может использоваться при значительно более высоких уровнях мощности в течение относительно коротких рабочих циклов для приварки шпилек.
Чтобы повысить безопасную работу источника питания и избежать перегрузки трансформатора при работе в режиме заданного интервала времени, схема автоматического отключения отключает выходной сигнал через заранее определенный период времени после его начала, даже если в течение этого периода не происходило сварки.Кроме того, долговечность оборудования для приварки шпилек, и особенно пистолета для приварки шпилек, увеличивается за счет отключения или фиксации схемы, которая действует после цикла приварки шпилек, чтобы предотвратить дальнейшие такие циклы до тех пор, пока пистолет не будет повторно установлен.
За счет использования обратной связи по замкнутому контуру источник питания по настоящему изобретению имеет постоянный выходной ток, устойчивость к линейному напряжению или компенсацию линейного напряжения, а также возможность использовать возможность предварительно заданного набора тока. Кроме того, в соответствии с использованием источника питания для приварки шпилек, замкнутая система обратной связи обеспечивает пуск с пониженным током, что является желательной характеристикой при сварке шпилек перед снятием шпильки с заготовки, используя электронный отклик и нормальный сварочный дроссель. блока питания.Кроме того, точное управление мощностью сводит к минимуму перерегулирование, когда максимальный ток начинается после начала пониженного тока, тем самым дополнительно избегая наклеек, улучшая сварку, повышая энергоэффективность и минимизируя расходы на электроэнергию коммунальной компании при использовании измерителей пикового потребления. Кроме того, такая замкнутая система обратной связи обеспечивает контролируемый ток короткого замыкания, когда шпилька погружается обратно в заготовку, тем самым сводя к минимуму разбрызгивание при врезании, обеспечивая хорошую, последовательную сварку шпильки и сводя к минимуму скачки мощности.Кроме того, постоянный выходной ток обеспечивает дополнительную гибкость, позволяя легко изменять длину сварочного кабеля, не влияя на фактические параметры сварки, а именно на величину тока.
блока питания.Кроме того, точное управление мощностью сводит к минимуму перерегулирование, когда максимальный ток начинается после начала пониженного тока, тем самым дополнительно избегая наклеек, улучшая сварку, повышая энергоэффективность и минимизируя расходы на электроэнергию коммунальной компании при использовании измерителей пикового потребления. Кроме того, такая замкнутая система обратной связи обеспечивает контролируемый ток короткого замыкания, когда шпилька погружается обратно в заготовку, тем самым сводя к минимуму разбрызгивание при врезании, обеспечивая хорошую, последовательную сварку шпильки и сводя к минимуму скачки мощности.Кроме того, постоянный выходной ток обеспечивает дополнительную гибкость, позволяя легко изменять длину сварочного кабеля, не влияя на фактические параметры сварки, а именно на величину тока.
Принимая во внимание вышеизложенное, основной задачей изобретения является обеспечение двойного функционального источника питания для сварки и, в частности, обеспечение такого источника питания, который легко может быть преобразован из источника, работающего при непрерывной сварке. Тип режима до одного рабочего в режиме временного интервала для приварки шпилек.
Тип режима до одного рабочего в режиме временного интервала для приварки шпилек.
Другой целью является преобразование источника питания для сварки SMAW для использования при приварке шпилек.
Дополнительной целью является повышение безопасности, надежности и управляемости источника питания для приварки шпилек и предотвращение перегрузки трансформатора.
Еще одна цель состоит в том, чтобы обеспечить устойчивость линии, управляемый пуск с пониженным током, постоянный выходной ток и управляемый ток короткого замыкания, например, во время погружения, в источнике питания для сварки шпилек.
Еще одна цель — облегчить калибровку мощности и управление источником питания для приварки шпилек.
Еще одной дополнительной задачей является увеличение выходной мощности источника питания для сварки SMAW, чтобы его можно было использовать в качестве источника питания для сварки шпилек.
Еще одна задача состоит в том, чтобы облегчить оперативное преобразование источника питания для сварки SMAW, особенно имеющегося в продаже, для использования при приварке шпилек. Этот объект обеспечивает важные преимущества сокращения запасов, минимальной стоимости и удобного доступного источника или поставки оборудования.
Этот объект обеспечивает важные преимущества сокращения запасов, минимальной стоимости и удобного доступного источника или поставки оборудования.
Еще одна цель — повысить безопасность использования источника питания для приварки шпилек.
Еще одной дополнительной задачей является включение функции защиты патрона пистолета для приварки шпилек в преобразуемый источник питания для сварки SMAW и приварки шпилек.
Эти и другие цели и преимущества настоящего изобретения станут более очевидными по мере дальнейшего описания.
Для достижения вышеупомянутых и связанных целей изобретение, таким образом, включает в себя признаки, описанные ниже в описании и конкретно указанные в формуле изобретения, последующем описании и прилагаемых чертежах, подробно излагающих определенный иллюстративный вариант осуществления изобретение, однако это указывает только на один из различных способов использования принципов изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На прилагаемых чертежах:
РИС. 1 представляет собой принципиальную электрическую схему, частично в виде блока, источника питания в соответствии с настоящим изобретением;
1 представляет собой принципиальную электрическую схему, частично в виде блока, источника питания в соответствии с настоящим изобретением;
РИС. 2 представляет собой принципиальную схему управления шпилькой и схемы таймера для схемы по фиг. 1;
РИС. 3 — принципиальная схема схемы обратной связи для источника питания, показанного на фиг. 1;
РИС. 4 — графическое представление напряжения и тока источника питания в соответствии с изобретением;
РИС.5А — графическое представление величины тока выходного сигнала обычного источника питания для сварки шпилек; и
ФИГ. 5B — графическое представление текущей величины выходного сигнала, создаваемого источником питания в соответствии с настоящим изобретением, при работе в режиме временного интервала для приварки шпилек.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Обращаясь теперь к подробным чертежам, источник питания в соответствии с настоящим изобретением обычно обозначен цифрой 1 на фиг.1. Источник питания 1 включает в себя входную схему 2, силовой трансформатор 3, выходную схему 4, схему обратной связи 5, регулируемую схему 6 управления фазой, схему 7 управления шпилькой и таймера, а также схему запуска-остановки. 8. Трансформатор 3 и выходная схема 4 представляют собой устройство преобразования энергии, преобразующее входную мощность переменного тока в сварочный сигнал постоянного тока. Переключатель выбора одного режима с многополюсными частями с 10-1 по 10-4 многополюсного переключателя, проиллюстрированными в соответствующих рабочих соединениях для приварки шпилек, может выборочно подключаться к проиллюстрированным или альтернативным соединениям для обеспечения возможности источника питания 1 альтернативно работать в режим ручной сварки.
8. Трансформатор 3 и выходная схема 4 представляют собой устройство преобразования энергии, преобразующее входную мощность переменного тока в сварочный сигнал постоянного тока. Переключатель выбора одного режима с многополюсными частями с 10-1 по 10-4 многополюсного переключателя, проиллюстрированными в соответствующих рабочих соединениях для приварки шпилек, может выборочно подключаться к проиллюстрированным или альтернативным соединениям для обеспечения возможности источника питания 1 альтернативно работать в режим ручной сварки.
Входная цепь 2 подключена к клеммам 11 для подачи трехфазного электрического питания, например, 230 В, 460 В и т. Д., В зависимости от мощности, доступной для энергокомпании. Нормально разомкнутые входные контакторы 12 могут быть замкнуты под управлением соленоида 13 входного контактора для подачи входной мощности на множество первичных обмоток 14 силового трансформатора 3. Силовой трансформатор 3 имеет сердечник 15, управляющие вторичные обмотки 16, которые обеспечивают питание для цепь управления фазой 6 и вторичные обмотки 17.
В выходной цепи 4 трехфазная электрическая энергия, обеспечиваемая вторичными силовыми цепями 17 на линиях 18, 19 и 20, полностью выпрямляется мостовой схемой 21 полного преобразователя под управлением схемы 6 управления фазой для обеспечения на линиях 23, 24 относительно точно регулируемый сигнал. Схема 21 выпрямителя включает в себя управляемые выпрямители, такие как тиристоры 25-30, каждый из которых имеет затвор, связанный с фазовым управлением схемы 6 для селективного стробирования по проводимости. Обычная схема демпфирования резистора и конденсатора, такая как схема 31, подключена к каждому тиристору, чтобы избежать их неправильного включения.В зависимости от срабатывания регулятора фазы SCR 25-30, выходной сварочный ток с регулируемой мощностью подается на выходные клеммы 32, 33 через сварочный дроссель 34 для подключения кабелем для подачи сварочного выхода для генерации электрической дуги от электрода. к заготовке из основного металла для сварки на ней. Резистор 35 и диод 36 нагружают мостовой выпрямитель 21 для облегчения импульсного срабатывания тринистора с помощью схемы 6 управления фазой.
Схема 5 обратной связи вырабатывает напряжение обратной связи, пропорциональное мощности сварочного сигнала.Он включает в себя три трансформатора тока 40, 41, 42, подключенных к двухполупериодному мостовому выпрямителю 43, как показано на фиг. 3, чтобы создать по линиям 44, 45 сигнал, представляющий средний ток, протекающий по линиям 18, 19, 20 в выходной цепи 4. Резистор 46 нагружает мостовой выпрямитель 43. Регулируемая калибровочная схема 47 параллельно с резистор 46 включает в себя постоянный резистор 48; регулируемый потенциометр 49, обеспечивающий функцию калибровки; и переключатель 50 регулировки диапазона, который, как показано, находится в положении верхнего диапазона для эффективного подключения постоянного резистора 51, чтобы уменьшить величину напряжения обратной связи на линиях 52, 53 обратной связи.Схема управления фазой 6 обычным образом в ответ на обратной связи напряжение и селектируемого сигнал опорного напряжения достижений или замедляют литниковые из тиристоров в мостовом выпрямителе 21 для регулирования амплитуды, особенно тока, сварочного сигнала. k
k
Кроме того, дополнительный регулируемый потенциометр 54, выборочно подключенный к регулируемой схеме 47 калибровки, может снижать напряжение обратной связи во время приварки шпилек, чтобы опережать затвор SCR в мостовом выпрямителе 21, чтобы увеличить сварочный сигнал выше мощности сварки штангой.Во время операции электродной сварки переключатель 10-3 режима замыкается, чтобы закоротить потенциометр 54, удаляя его из регулируемой калибровочной схемы 47.
Возвращаясь к РИС. 1 опорный генератор напряжения 60 соединен между соединением 61 заземления и точно регулируемым потенциалом напряжения, представленным на линии 62 с помощью обычной цепи регулятора напряжения, таких как схема стабилитрона в цепи 6 управления фазой, производит на опорной линии 63 A напряжения опорного сигнала указывает на желаемый уровень мощности сварочного сигнала.Генератор опорного напряжения включает в себя обычный реостат 64 с подвижным рычагом стеклоочистителя 65, которые можно регулировать между потенциалом напряжения минимально низкой и максимальной высокого напряжения представителя потенциального, соответственно, минимальной и максимальной амплитуды сварки сигналов. Опорное напряжение подаются на схему управления фазой 6, который может быть обычной схемой управления фазой с компаратором 66, который сравнивает опорное напряжение с обратной связью напряжения от нихТуризма линий 52, 53.В ответ на это сравнение, схемы управления фазой 6 авансов или задерживают соответствующий стробирования сигналы, подаваемые к repective тиристоров 25-30 в мостовом выпрямителе 21. Как опорное напряжение на линии 63 увеличиваются, то стробирование сигналы будут передовыми и заместителем наоборот.
Опорное напряжение подаются на схему управления фазой 6, который может быть обычной схемой управления фазой с компаратором 66, который сравнивает опорное напряжение с обратной связью напряжения от нихТуризма линий 52, 53.В ответ на это сравнение, схемы управления фазой 6 авансов или задерживают соответствующий стробирования сигналы, подаваемые к repective тиристоров 25-30 в мостовом выпрямителе 21. Как опорное напряжение на линии 63 увеличиваются, то стробирование сигналы будут передовыми и заместителем наоборот.
Схема 6 управления фазой также включает в себя соответствующие твердотельные контакторы 67, которые могут быть замкнуты, чтобы разрешить доставку стробирующих сигналов на мостовой выпрямитель 21, или разомкнуты, чтобы заблокировать такую доставку. Когда переключатель 10-1 режима находится в соединении для сварки штангой, как показано пунктирной линией на фиг.1, соединение обеспечивается через линии 68, 69 для подачи питания на электронный затвор и, таким образом, замыкания таких выходных контакторов 67, когда мощность подается через управляющие вторичные цепи 16 в схему 6 управления фазой. С другой стороны, когда Переключатель режимов 10-1 находится в положении приварки шпилек, как показано сплошной линией, соединение для линий 68, 69 и, таким образом, выдача стробирующих сигналов и формирование сварочного сигнала будут контролироваться схемой 7 управления шпильками и таймером. , как будет описано ниже.
С другой стороны, когда Переключатель режимов 10-1 находится в положении приварки шпилек, как показано сплошной линией, соединение для линий 68, 69 и, таким образом, выдача стробирующих сигналов и формирование сварочного сигнала будут контролироваться схемой 7 управления шпильками и таймером. , как будет описано ниже.
Пусковая схема 8 имеет пусковой трансформатор 70, подключенный через предохранитель 71 защиты от перегрузки для непрерывного включения питания всякий раз, когда входная мощность подается на клеммы 11, независимо от того, замкнуты ли входные контакторы 12. На вторичной стороне пускового трансформатора 70 соленоид 13 входного контактора соединен нормально разомкнутым пусковым переключателем 72 и нормально замкнутым стопорным переключателем 73 через вторичную обмотку трансформатора, а контрольная лампа 74 указывает состояние подачи питания на входной контактор. 13.Схема 75 удержания / отключения, подключенная к пусковому переключателю 72, включает пару нормально замкнутых контактов реле с выдержкой времени 76-1, нормально замкнутых контактов 77 тепловой перегрузки и нормально разомкнутых удерживающих контактов 13-1. Когда пусковой переключатель 72 кратковременно замыкается, на соленоид 13 входного контактора подается питание для замыкания входных контакторов 12 и нормально разомкнутых удерживающих контактов 13-1, в результате чего последние поддерживают под напряжением соленоид 13 входного контактора. Кратковременное размыкание выключателя 73 останова обесточит соленоид 13 входного контактора, чтобы размыкать входные контакторы 12, отключая источник 1 питания.Контакты 77 тепловой перегрузки образуют часть термостата (не показан), который предпочтительно установлен на силовом трансформаторе 3 для контроля его температуры. Если температура силового трансформатора превышает заданную, например из-за тенденции к перегрузке контакты 77 тепловой перегрузки размыкаются, чтобы обесточить соленоид 13 входного контактора и источник 1 питания, что позволяет избежать перегрузки трансформатора. Пусковая схема 8 также включает переключатель режима 10-2, нормально разомкнутый герконовый переключатель 79-1, который замыкается при протекании тока через любую из двух катушек 79, 79 ‘общего герконового реле, и катушку 76 реле задержки времени.
Когда пусковой переключатель 72 кратковременно замыкается, на соленоид 13 входного контактора подается питание для замыкания входных контакторов 12 и нормально разомкнутых удерживающих контактов 13-1, в результате чего последние поддерживают под напряжением соленоид 13 входного контактора. Кратковременное размыкание выключателя 73 останова обесточит соленоид 13 входного контактора, чтобы размыкать входные контакторы 12, отключая источник 1 питания.Контакты 77 тепловой перегрузки образуют часть термостата (не показан), который предпочтительно установлен на силовом трансформаторе 3 для контроля его температуры. Если температура силового трансформатора превышает заданную, например из-за тенденции к перегрузке контакты 77 тепловой перегрузки размыкаются, чтобы обесточить соленоид 13 входного контактора и источник 1 питания, что позволяет избежать перегрузки трансформатора. Пусковая схема 8 также включает переключатель режима 10-2, нормально разомкнутый герконовый переключатель 79-1, который замыкается при протекании тока через любую из двух катушек 79, 79 ‘общего герконового реле, и катушку 76 реле задержки времени. , который управляет контактами реле с выдержкой времени 76-1.
, который управляет контактами реле с выдержкой времени 76-1.
ОПЕРАЦИЯ СВАРКИ ДВИГАТЕЛЕМ
Для операции сварки SWAM или электродной сварки переключатели выбора режима с 10-1 по 10-4 устанавливаются в режим подключения электродной сваркой, т.е. противоположно показанному на рисунке. Переключатель 50 выбора диапазона настраивается на соединение низкого или высокого диапазона в зависимости от желаемой величины тока сварочного сигнала, то есть ниже 400 ампер или примерно от 50 до 750 ампер, соответственно. Кроме того, рычаг стеклоочистителя 65 реостата 64 в генераторе опорного напряжения 60 регулируется для получения выбранного представителя опорного напряжения требуемой величины сварочного тока сигнала.
При замыкании пускового переключателя 72 на соленоид 13 входного контактора подается питание, чтобы замкнуть удерживающие контакты 13-1, таким образом удерживая его под напряжением, и замкнуть входные контакторы 12, тем самым передавая мощность на силовой трансформатор 3. Схема искусственной нагрузки, включающая в себя резистор 35, вызывает падение напряжения между линиями 23, 24 мостового выпрямителя 21 в выходной цепи 4 и схемой 6 управления фазой с замкнутыми твердотельными выходными контакторами, что дает напряжение разомкнутой цепи от источника питания. применяя соответственно синхронизированные стробирующие сигналы для SCR 25-30.Затем сварочный сигнал вырабатывается через мостовой выпрямитель 21 и доставляется через сварочный дроссель 34 к выходным клеммам 32, 33 для выполнения сварки штучной сваркой. Регулировка внутреннего потенциометра 49 в цепи обратной связи 5 обеспечивает калибровку фактической выходной мощности в соответствии с величиной, установленной на реостате 64. Силовой трансформатор 3, выходная цепь 4, цепь обратной связи 5 и цепь управления фазой 6, взаимодействуют для поддержания точно регулируемого тока с соответствующим напряжением на выходных клеммах 32, 33, как это обычно достигается в вышеупомянутом источнике питания Миллера.Чтобы остановить источник питания 1, можно нажать выключатель 73 останова, чтобы обесточить соленоид 13 входного контактора и входные контакторы 12.
Схема искусственной нагрузки, включающая в себя резистор 35, вызывает падение напряжения между линиями 23, 24 мостового выпрямителя 21 в выходной цепи 4 и схемой 6 управления фазой с замкнутыми твердотельными выходными контакторами, что дает напряжение разомкнутой цепи от источника питания. применяя соответственно синхронизированные стробирующие сигналы для SCR 25-30.Затем сварочный сигнал вырабатывается через мостовой выпрямитель 21 и доставляется через сварочный дроссель 34 к выходным клеммам 32, 33 для выполнения сварки штучной сваркой. Регулировка внутреннего потенциометра 49 в цепи обратной связи 5 обеспечивает калибровку фактической выходной мощности в соответствии с величиной, установленной на реостате 64. Силовой трансформатор 3, выходная цепь 4, цепь обратной связи 5 и цепь управления фазой 6, взаимодействуют для поддержания точно регулируемого тока с соответствующим напряжением на выходных клеммах 32, 33, как это обычно достигается в вышеупомянутом источнике питания Миллера.Чтобы остановить источник питания 1, можно нажать выключатель 73 останова, чтобы обесточить соленоид 13 входного контактора и входные контакторы 12. Аналогичным образом, при обнаружении чрезмерной температуры силового трансформатора 3, контакты 77 тепловой перегрузки могут размыкаться, чтобы обесточить вход. соленоид контактора и входные контакторы 12, таким образом, отключают источник питания 1 до тех пор, пока температура не упадет и не будет снова нажат пусковой выключатель.
Аналогичным образом, при обнаружении чрезмерной температуры силового трансформатора 3, контакты 77 тепловой перегрузки могут размыкаться, чтобы обесточить вход. соленоид контактора и входные контакторы 12, таким образом, отключают источник питания 1 до тех пор, пока температура не упадет и не будет снова нажат пусковой выключатель.
УСТАНОВКА ДЛЯ СВАРКИ ШПИЛЬКИ
Для режима приварки шпилек переключатель выбора режима настроен таким образом, чтобы их части с 10-1 по 10-4 попадали в соединение для приварки шпилек, как показано.Переключающая часть 10-2 устанавливает герконовый переключатель 79-1 и реле 76 задержки времени в рабочее соединение в пусковой схеме 8, а переключающая часть 10-3 переводит потенциометр 54 регулировки тока в функциональную работу в цепи обратной связи 5. для уменьшения или изменения напряжения обратной связи и для обеспечения дополнительной калибровки, аналогичной той, которая обеспечивается потенциометром 49. Предпочтительно переключатель 50 диапазонов отдельно перекидывается на соединение высокого диапазона, чтобы обеспечить уменьшение или ослабление напряжения обратной связи, дополнительно увеличивая возможная величина выходного сварочного сигнала. Переключатель 10-4 позволяет запитать схему 7 управления шпилькой и таймером через предохранитель 99. Часть переключателя 10-4 позволяет выходному мосту 21 действовать как выходной контактор под управлением схемы 7 управления шпилькой и таймера.
Переключатель 10-4 позволяет запитать схему 7 управления шпилькой и таймером через предохранитель 99. Часть переключателя 10-4 позволяет выходному мосту 21 действовать как выходной контактор под управлением схемы 7 управления шпилькой и таймера.
Схема 7 управления шпилькой и таймером может содержать единственную печатную плату 100, имеющую соединительные клеммные колодки 101 и 102 для электрического соединения с соответствующими внешними схемами. Клеммы вилки обозначены буквами от A до S. Электроэнергия подается в схему 7 на клеммах D, E, F по выводам 103, 104, 105 соответственно от вторичных обмоток 17 силового трансформатора (фиг.1). Мостовой выпрямитель 106 преобразует входную мощность в постоянное напряжение, которое защищено плавким предохранителем 99 и подается на линию 107 питания относительно линии 108 заземления. Комбинация 109 резистора и конденсатора фильтрует сигнал, подаваемый на линию питания. Линия электропитания соединена проводом 110 с спусковым крючком 111 обычного пистолета 112 для приварки шпилек, который также соединен проводом 113 с клеммой A. Подъемный соленоид 114 пистолета для приварки шпилек также подсоединен к проводу 110 и проводом 115 к терминалу О.Следовательно, всякий раз, когда на клемму O подается относительный потенциал земли, соленоид 114 горелки будет запитан и после своего обычного периода задержки произведет подъем стержня, чтобы вызвать основную сварочную дугу в операции приварки стержня. Провода 110, 113, 115 могут быть кабелем управления, подключенным к обычной розетке 117 кабеля управления. Хотя питание, поступающее на клеммы D, E, F, поступает только тогда, когда входные контакторы 12 замкнуты, непрерывное питание подается на клеммы H, G посредством проводов 118, 119 от пусковой схемы 8 всякий раз, когда переключатель 10-2 режима находится в соединении для приварки шпилек, а переключатель 73 останова замкнут.Такая непрерывная мощность подается в схему 120 предохранителя патрона, защелку или блокировку, чтобы сделать то же самое.
Подъемный соленоид 114 пистолета для приварки шпилек также подсоединен к проводу 110 и проводом 115 к терминалу О.Следовательно, всякий раз, когда на клемму O подается относительный потенциал земли, соленоид 114 горелки будет запитан и после своего обычного периода задержки произведет подъем стержня, чтобы вызвать основную сварочную дугу в операции приварки стержня. Провода 110, 113, 115 могут быть кабелем управления, подключенным к обычной розетке 117 кабеля управления. Хотя питание, поступающее на клеммы D, E, F, поступает только тогда, когда входные контакторы 12 замкнуты, непрерывное питание подается на клеммы H, G посредством проводов 118, 119 от пусковой схемы 8 всякий раз, когда переключатель 10-2 режима находится в соединении для приварки шпилек, а переключатель 73 останова замкнут.Такая непрерывная мощность подается в схему 120 предохранителя патрона, защелку или блокировку, чтобы сделать то же самое.
Схема 7 управляет синхронизированной последовательной работой источника питания 1, когда он работает в режиме приварки шпилек по таймеру. Он включает в себя схему 121 запуска временной последовательности, схему 122 запуска пониженного тока, схему 123 управления выходным контактором, схему 124 управления соленоидом горелки, схему 125 тайм-аута пониженного тока и основную схему 126 таймера сварки. Схема запуска 121 запускает работу схемы 7 в ответ на закрытие спускового крючка 111 пистолета.Схема 122 запуска пониженного тока гарантирует, что при начале операции приварки шпильки будет состояние пониженного тока, то есть ток, первоначально подаваемый на шпильку, например вдоль пути от выходной клеммы 33 через кабель питания и патрон пистолета и через кабель питания и заготовку из основного металла, к которой должна привариваться шпилька, все не показано, но обычно, меньше основного сварочного тока. Углы проводимости основных тиристоров уменьшены, чтобы обеспечить почти минимальный выходной ток. Схема 123 управления выходным контактором управляет соединением выводов 68, 69 для схемы 6 управления фазой, чтобы включить ее выходной контактор.
Он включает в себя схему 121 запуска временной последовательности, схему 122 запуска пониженного тока, схему 123 управления выходным контактором, схему 124 управления соленоидом горелки, схему 125 тайм-аута пониженного тока и основную схему 126 таймера сварки. Схема запуска 121 запускает работу схемы 7 в ответ на закрытие спускового крючка 111 пистолета.Схема 122 запуска пониженного тока гарантирует, что при начале операции приварки шпильки будет состояние пониженного тока, то есть ток, первоначально подаваемый на шпильку, например вдоль пути от выходной клеммы 33 через кабель питания и патрон пистолета и через кабель питания и заготовку из основного металла, к которой должна привариваться шпилька, все не показано, но обычно, меньше основного сварочного тока. Углы проводимости основных тиристоров уменьшены, чтобы обеспечить почти минимальный выходной ток. Схема 123 управления выходным контактором управляет соединением выводов 68, 69 для схемы 6 управления фазой, чтобы включить ее выходной контактор. Схема 124 управления соленоидом пистолета управляет операциями подъема и погружения, производимыми соленоидом 114 пистолета, и в связи со схемой 120 предохранителя патрона предотвращает множественные циклы работы схемы 7, если только не будет преднамеренно сброшен путем снятия пистолета с приварной шпильки, чтобы избежать повреждения к патрону. Схема 125 тайм-аута пониженного тока деактивирует схему 122 пуска пониженного тока для подачи полного сварочного тока, как определено регулировкой реостата 64, после того, как соленоид горелки поднимает стержень, чтобы вызвать основную дугу на полной мощности, и главный таймер сварки цепь 126 впоследствии прекращает подачу энергии на соленоид пистолета, вызывая погружение, в то время как схема 127 синхронизации горячего погружения обеспечивает горячее погружение.
Схема 124 управления соленоидом пистолета управляет операциями подъема и погружения, производимыми соленоидом 114 пистолета, и в связи со схемой 120 предохранителя патрона предотвращает множественные циклы работы схемы 7, если только не будет преднамеренно сброшен путем снятия пистолета с приварной шпильки, чтобы избежать повреждения к патрону. Схема 125 тайм-аута пониженного тока деактивирует схему 122 пуска пониженного тока для подачи полного сварочного тока, как определено регулировкой реостата 64, после того, как соленоид горелки поднимает стержень, чтобы вызвать основную дугу на полной мощности, и главный таймер сварки цепь 126 впоследствии прекращает подачу энергии на соленоид пистолета, вызывая погружение, в то время как схема 127 синхронизации горячего погружения обеспечивает горячее погружение.
Когда пусковой переключатель 72 на ФИГ. 1 кратковременно замыкается для подачи питания на входные контакторы 12 и блокирующий или удерживающий контакт 13-1, силовой трансформатор 3 подает питание на вторичные обмотки 17. Поскольку в настоящее время нет соединения между выводами 68, 69 схемы 6 управления фазой. поскольку переключатель 10-1 находится в соединении приварной шпилькой, его твердотельный выходной контактор 67 не находится под напряжением, и стробирующие сигналы не поступают на тиристоры 25-30. Однако через выводы 103-105 и 118, 119 питание подается на схему 7 управления шпилькой и таймера.Мостовой выпрямитель 106 и плавкий предохранитель 99 подают напряжение постоянного тока на линию 107 питания. Кроме того, мощность от пусковой схемы 8, полученная по линиям 118, 119, передается предохранителем 130 и трансформатором 131 на двухполупериодный мостовой выпрямитель 132 для зарядки. конденсатор 133 в схеме 120 сохранения зажимного патрона переводит эту схему в состояние готовности. Резистор 133a соединяет конденсатор 133 и двухполупериодный мостовой выпрямитель 132 с отрицательной выходной клеммой 33.
Поскольку в настоящее время нет соединения между выводами 68, 69 схемы 6 управления фазой. поскольку переключатель 10-1 находится в соединении приварной шпилькой, его твердотельный выходной контактор 67 не находится под напряжением, и стробирующие сигналы не поступают на тиристоры 25-30. Однако через выводы 103-105 и 118, 119 питание подается на схему 7 управления шпилькой и таймера.Мостовой выпрямитель 106 и плавкий предохранитель 99 подают напряжение постоянного тока на линию 107 питания. Кроме того, мощность от пусковой схемы 8, полученная по линиям 118, 119, передается предохранителем 130 и трансформатором 131 на двухполупериодный мостовой выпрямитель 132 для зарядки. конденсатор 133 в схеме 120 сохранения зажимного патрона переводит эту схему в состояние готовности. Резистор 133a соединяет конденсатор 133 и двухполупериодный мостовой выпрямитель 132 с отрицательной выходной клеммой 33.
Балластный резистор 134 и стабилитрон 135 вырабатывают из напряжения питания на линии 107 регулируемый сигнал напряжения на переходе 136 в качестве входа для схемы синхронизации, а именно схема 125 тайм-аута пониженного тока и схема 126 продолжительности сварки. Кроме того, через линию 107 питания, резистор 137, конденсатор 138 и резистор 139 включается пусковое реле 140 пониженного тока, чтобы гарантировать, что при начале цикла приварки шпилек с синхронизацией по времени произойдет пуск пониженного тока. Возбуждение реле 140 замыкает контакт 140-1, чтобы поместить уменьшенный пусковой ток reistor 142 в параллельном соединении с эффективной частью опорного реостатом 64 для изменения или уменьшений опорного напряжения на опорной линии 63 в генераторе опорного напряжения 60, тем самым задерживая соответствующие стробирующие сигналы, которые будут выдаваться схемой 6 управления фазой.Было обнаружено, нежелательно, чтобы просто короткое замыкание на реостате 64, чтобы получить уменьшенный пусковой ток для такого короткого замыкания может привести к снижению опорного напряжения к нулю и может привести к нестабильности или неудовлетворительной работу схемы управления фазой схема 124 6.
Кроме того, через линию 107 питания, резистор 137, конденсатор 138 и резистор 139 включается пусковое реле 140 пониженного тока, чтобы гарантировать, что при начале цикла приварки шпилек с синхронизацией по времени произойдет пуск пониженного тока. Возбуждение реле 140 замыкает контакт 140-1, чтобы поместить уменьшенный пусковой ток reistor 142 в параллельном соединении с эффективной частью опорного реостатом 64 для изменения или уменьшений опорного напряжения на опорной линии 63 в генераторе опорного напряжения 60, тем самым задерживая соответствующие стробирующие сигналы, которые будут выдаваться схемой 6 управления фазой.Было обнаружено, нежелательно, чтобы просто короткое замыкание на реостате 64, чтобы получить уменьшенный пусковой ток для такого короткого замыкания может привести к снижению опорного напряжения к нулю и может привести к нестабильности или неудовлетворительной работу схемы управления фазой схема 124 6.
Пистолета электромагнитного контроля готовится зарядкой конденсатора 143 через резисторы 144, 145, которые могут быть одинаковыми, образуя схему резистивного делителя. Источник питания 1, включая, в частности, схему 7, теперь готов к циклу работы в режиме приварки шпилек.
Источник питания 1, включая, в частности, схему 7, теперь готов к циклу работы в режиме приварки шпилек.
ОПЕРАЦИЯ ПРИВАРКИ ШПИЛЬКИ
Работа схемы 7 управления шпильками и таймера в связи с общей работой источника питания 1 в режиме приварки шпилек вместе с подробным описанием компонентов, образующих схемы 120-127, и их взаимосвязи. будет описан ниже со ссылкой на несколько этапов эксплуатации. Вкратце, говоря об операции приварки шпильки, шпилька и наконечник помещаются в пистолет 112 и прижимаются к основному металлу, а спусковой крючок 111 закрывается.Схема 121 запуска временной последовательности начинает работу схемы 7. Схема управления выходным контактором позволяет выходной схеме 4 с фазовым регулированием генерировать сварочный сигнал, который имеет пониженное значение тока, скажем, от 20 до 30 ампер, что определяется уменьшенным током. пусковая схема 122. На соленоид 114 подъема пистолета подается питание от цепи 124 для подъема шпильки из основного металла, и при подъеме снижается ток или возникает вспомогательная дуга. После отключения цепи тайм-аута пониженного тока 125 раз отключается, и подается полный сварочный ток для получения полного сварочного тока.Когда основная схема 126 таймера сварки выходит из строя, соленоид 114 пистолета обесточивается, и шпилька погружается в основной металл, так как сигнал сварки продолжается схемой 127 синхронизации горячего врезания. После этого схема 120 сохранения патрона предотвращает повторное включение питания. подавать 1 до тех пор, пока пистолет 112 не будет снят с приварной шпильки.
После отключения цепи тайм-аута пониженного тока 125 раз отключается, и подается полный сварочный ток для получения полного сварочного тока.Когда основная схема 126 таймера сварки выходит из строя, соленоид 114 пистолета обесточивается, и шпилька погружается в основной металл, так как сигнал сварки продолжается схемой 127 синхронизации горячего врезания. После этого схема 120 сохранения патрона предотвращает повторное включение питания. подавать 1 до тех пор, пока пистолет 112 не будет снят с приварной шпильки.
Закрытие спускового крючка 111 пистолета запускает схему 121 запуска временной последовательности, чтобы начать первую стадию цикла приварки шпильки, и следующая операция происходит по существу одновременно.Пусковое реле 150 мгновенно активируется через резисторы 151, 152 и конденсатор 153. Кратковременное включение реле 150 замыкает контакт 150-1, чтобы разрядить конденсатор 143 через резистор 155 и диод 156 в затвор SCR 157, вызывая последний стал проводящим. Проводящий тринистор 157 через диод 158 и резистор 159, предпочтительно меньший, чем резистор 145, зажимает конденсатор 143 до минимального уровня напряжения, предотвращая его повторную зарядку. Проводящий тринистор 157 работает через диод 160, резистор 161, 162 и конденсатор 163, чтобы активировать реле 164 в схеме 123 управления выходным контактором.Реле 164 под напряжением замыкает контакт 164-1, замыкающий цепь между выводами 68, 69 схемы 6 управления фазой, запитывая их выходные контакторы 67, чтобы обеспечить доставку стробирующих сигналов на тиристоры 25-30 в выходной цепи 4. Кроме того, токопроводящий SCR 157 замыкает цепь через линию 165, вывод O и линию 115 для подачи питания на соленоид 114 пистолета. Конденсатор 202 заряжается и готов к выключению SCR 157 после временной последовательности.
Проводящий тринистор 157 работает через диод 160, резистор 161, 162 и конденсатор 163, чтобы активировать реле 164 в схеме 123 управления выходным контактором.Реле 164 под напряжением замыкает контакт 164-1, замыкающий цепь между выводами 68, 69 схемы 6 управления фазой, запитывая их выходные контакторы 67, чтобы обеспечить доставку стробирующих сигналов на тиристоры 25-30 в выходной цепи 4. Кроме того, токопроводящий SCR 157 замыкает цепь через линию 165, вывод O и линию 115 для подачи питания на соленоид 114 пистолета. Конденсатор 202 заряжается и готов к выключению SCR 157 после временной последовательности.
Срабатывание реле 164 также замыкает контакт 164-2 для подачи регулируемого напряжения от соединения 136 к цепи 125 тайм-аута пониженного тока и схеме 126 сварочного таймера.В течение этого времени, пока последние схемы синхронизируют операцию приварки шпилек, сварочный сигнал, величина тока которого снижена от максимального значения, необходимого для приварки шпилек, подается на выходные клеммы 32, 33 выходной схемой 4. Хотя соленоид 114 пистолета был под напряжением, он имеет присущую ему задержку по времени, так что штифт не будет подниматься с заготовки из основного металла до заданного периода времени после такого включения. Однако соленоид 114 обычно поднимает стержень, вытягивая вспомогательную дугу, прежде чем зажигается основная дуга.
Хотя соленоид 114 пистолета был под напряжением, он имеет присущую ему задержку по времени, так что штифт не будет подниматься с заготовки из основного металла до заданного периода времени после такого включения. Однако соленоид 114 обычно поднимает стержень, вытягивая вспомогательную дугу, прежде чем зажигается основная дуга.
Одновременно с генерированием сигнала мощности по линиям 23, 24 мостового выпрямителя 21 и / или протеканием тока на выходную клемму 32 катушка 79 или 79 ‘общего герконового релейного переключателя обнаруживает то же самое, чтобы замкнуть контакт 79-1, активирующий реле задержки времени 76. Если сварка должна продолжаться в течение периода, превышающего время, на которое установлено реле задержки времени, например, порядка двух секунд, последнее обнаружит то же самое и откроет свою контакт 76-1, чтобы отключить пусковую цепь 8, прекращающую подачу сварочного сигнала.Герконовое реле, включающее катушки 79, 79 ‘и контакт 79-1, во взаимодействии с реле 76 задержки времени обеспечивает автоматическое отключение источника питания 1 в течение заданного времени после выработки сигнала через мостовой выпрямитель 21, независимо от того, выполняется ли сварка. происходит. Эта функция безопасности гарантирует, что любой сварочный сигнал, генерируемый на выходных клеммах 32, 33, когда источник питания 1 находится в режиме приварки шпилек, будет выдаваться только в течение короткого времени, разрешенного реле 76 с выдержкой времени, чтобы минимизировать формирование выходного сигнала, когда Приварка шпилек не производится, что повышает безопасность использования источника питания 1 и позволяет избежать перегрузки трансформатора 3.
происходит. Эта функция безопасности гарантирует, что любой сварочный сигнал, генерируемый на выходных клеммах 32, 33, когда источник питания 1 находится в режиме приварки шпилек, будет выдаваться только в течение короткого времени, разрешенного реле 76 с выдержкой времени, чтобы минимизировать формирование выходного сигнала, когда Приварка шпилек не производится, что повышает безопасность использования источника питания 1 и позволяет избежать перегрузки трансформатора 3.
Также одновременно с подачей сварочного сигнала на выходные клеммы 32, 33 дополнительный герконовый переключатель 165 (фиг.1) замыкает свой контакт 165-1 (фиг.2), чтобы активировать реле 166 защиты патрона в патроне. Схема 120 предохранителя. Реле 166 под напряжением замыкает свой удерживающий или блокирующий контакт 166-1 для поддержания работоспособности предохранителя патрона. Кроме того, реле 166 под напряжением замыкает контакты 166-2 в схеме 124 управления соленоидом пистолета, помещая дополнительный резистор 167 на конденсатор 143, чтобы предотвратить его зарядку до достаточного напряжения, способного активировать SCR 157 до проводимости. Пока реле 166 предохранителя патрона находится под напряжением, схема 124 управления соленоидом пистолета будет эффективно отключена от дальнейших срабатываний SCR.
Пока реле 166 предохранителя патрона находится под напряжением, схема 124 управления соленоидом пистолета будет эффективно отключена от дальнейших срабатываний SCR.
Схема 125 пониженного тайм-аута, которая включает в себя резистор 170, конденсатор 171, диод 172 и кремниевый односторонний переключатель 173, после того, как конденсатор 171 зарядится до заданной величины напряжения, будет обеспечивать по линии 174 тайм-аут. сигнал для завершения операции пуска с пониженным током, тем самым запуская основную дугу приварки шпилек и вторую стадию операции.Более конкретно, тайм-аут сигнал на линию 74 вороте SCR 175 до проводимости, а последний отсекает энергизацию восстановленного текущего запуска реле 140, после чего открывается контакт 140-1 и опорное напряжение полной стоимости, разработанный реостата 64 подается в схему 6 управления фазой, вызывая подачу полного тока сварочного сигнала на выходные клеммы 32, 33.
Во время этой второй стадии основной сварочный сигнал и дуга продолжаются до тех пор, пока не истечет время ожидания схемы 126 таймера сварки.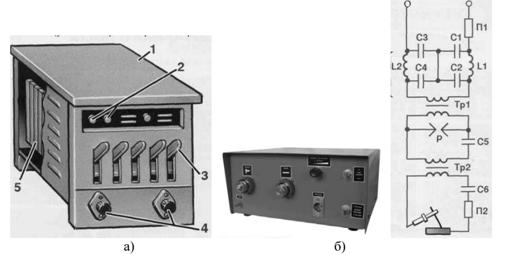 Такой тайм-аут происходит в соответствии с зарядкой схемы зарядки, включающей конденсатор 190, в ответ на регулируемое напряжение от перехода 136 и общее сопротивление резисторов 191 и 192 и регулируемого реостата 193, последний имеет доступный извне диск для регулировки времени. постоянная такой схемы зарядки и, следовательно, время сварки от долей одной секунды до порядка двух секунд, например в зависимости от размера шпильки и подключается к клеммам L, M. Программируемый однопереходный транзистор (PUT) 194 подключен к зарядной цепи, включающей конденсатор 190, а также к резистивному делителю, включающему резисторы 195, 196 и потенциометр 197, последний внутренне регулируется в схеме 7 для точной калибровки.Диод 198 подключен обычным образом к конденсатору 190, а резистор 199 подключен к выходу PUT 194.
Такой тайм-аут происходит в соответствии с зарядкой схемы зарядки, включающей конденсатор 190, в ответ на регулируемое напряжение от перехода 136 и общее сопротивление резисторов 191 и 192 и регулируемого реостата 193, последний имеет доступный извне диск для регулировки времени. постоянная такой схемы зарядки и, следовательно, время сварки от долей одной секунды до порядка двух секунд, например в зависимости от размера шпильки и подключается к клеммам L, M. Программируемый однопереходный транзистор (PUT) 194 подключен к зарядной цепи, включающей конденсатор 190, а также к резистивному делителю, включающему резисторы 195, 196 и потенциометр 197, последний внутренне регулируется в схеме 7 для точной калибровки.Диод 198 подключен обычным образом к конденсатору 190, а резистор 199 подключен к выходу PUT 194.
Третий этап работы схемы 7 начинается, когда конденсатор 190 достаточно заряжен, чтобы запустить PUT 194, который подает сигнал стробирования на SCR 200. Проводимость SCR 200 сигнализирует об окончании цикла приварки шпилек. Проводящий SCR 200 разряжает конденсатор 201 для прекращения проводимости в SCR 175 и разряжает коммутирующий конденсатор 202, подключенный к клеммам N, O, для прекращения проводимости в SCR 157, таким образом, обесточивая соленоид 114 пистолета, позволяя шпильке снова погрузиться в основной металл.Затем конденсатор 201 заряжается через резисторы 137 и 137a. Свободный путь рассеивания энергии для энергии, остающейся в соленоиде 114 пистолета, обеспечивается через диод 203 и резистор 204. Кроме того, схема 127 синхронизации горячего плунжера включает в себя конденсатор 163, который поддерживает реле 164 под напряжением в течение короткого периода после срабатывания. Электромагнит пистолета был обесточен при срабатывании SCR 200 для продолжения соединения выводов 68, 69 схемы 6 управления фазой для продолжения подачи сварочного сигнала, когда шпилька погружается пистолетом в основной металл, обеспечивая желаемое контролируемое горячее врезание .Когда конденсатор 163 разряжен, реле 164 будет обесточено для прекращения сигнала сварки, и такой разряд будет согласован с ожидаемой скоростью погружения для размыкания контакта 164-1, когда шпилька входит в контакт с основным металлом.
Проводящий SCR 200 разряжает конденсатор 201 для прекращения проводимости в SCR 175 и разряжает коммутирующий конденсатор 202, подключенный к клеммам N, O, для прекращения проводимости в SCR 157, таким образом, обесточивая соленоид 114 пистолета, позволяя шпильке снова погрузиться в основной металл.Затем конденсатор 201 заряжается через резисторы 137 и 137a. Свободный путь рассеивания энергии для энергии, остающейся в соленоиде 114 пистолета, обеспечивается через диод 203 и резистор 204. Кроме того, схема 127 синхронизации горячего плунжера включает в себя конденсатор 163, который поддерживает реле 164 под напряжением в течение короткого периода после срабатывания. Электромагнит пистолета был обесточен при срабатывании SCR 200 для продолжения соединения выводов 68, 69 схемы 6 управления фазой для продолжения подачи сварочного сигнала, когда шпилька погружается пистолетом в основной металл, обеспечивая желаемое контролируемое горячее врезание .Когда конденсатор 163 разряжен, реле 164 будет обесточено для прекращения сигнала сварки, и такой разряд будет согласован с ожидаемой скоростью погружения для размыкания контакта 164-1, когда шпилька входит в контакт с основным металлом.
По завершении цикла приварки шпилек коммутирующий конденсатор 202 заряжается и перезагружается через тиристор 200. Соответственно, питание отключается от цепей 121–126. Поскольку сигнал сварки завершен, контакт 79-1 геркона размыкается. для сброса цепи безопасности реле задержки времени 83.Однако, пока пистолет для приварки шпилек прикреплен к приварной шпильке, заряженный конденсатор 133 имеет цепь с низким сопротивлением, проходящую через клеммы K и I, выводы 205, 206, шпильку и основной металл, к которому он прикреплен. сварены для продолжения подачи питания на предохранительное реле 166 патрона реле, предотвращающее перезарядку конденсатора 143 на величину, достаточную для повторения цикла приварки шпильки. В это время диод 36 в выходной цепи 4 блокирует прохождение удерживающего тока реле 166 предохранителя патрона через резистор 35 и катушку 79 герконового реле.Однако, когда пистолет снимается с приварной шпильки, упомянутый контур цепи размыкается, после чего реле 166 обесточивается, размыкая контакт 166-2, чтобы конденсатор 143 мог зарядиться обратно в состояние готовности, таким образом, полностью завершая приварку шпильки. цикл и сброс цепи управления шпилькой и таймера 7 для следующего рабочего цикла приварки шпилек.
Следует принять во внимание, что большая часть схем, показанных на фиг. 1, например, содержится в блоке питания Miller для стержневой сварки.В соответствии с настоящим изобретением, путем добавления переключателя режимов с 10-1 по 10-4 и связанных с ним элементов, непосредственно затрагиваемых им, таких как потенциометр 54, путем модификации пусковой схемы 8 с помощью компонентов аварийного отключения и добавления шпильки Схема 7 управления и таймера с описанными выше взаимодействующими взаимосвязями позволяет легко преобразовать источник питания для сварки штучным электродом в источник, который отлично подходит для приварки шпилек.
На ФИГ. 4 — графическая диаграмма нагрузки, представляющая характеристики напряжения и тока сварочного сигнала, создаваемого источником 1 питания на выходных клеммах 32, 33.Регулирование постоянного тока, обеспечиваемое источником 1 питания, показано, например, линиями 220-223, которые являются характерными для режимов работы как при сварке стержнем, так и при сварке шпилек. Таким образом, для сварки штучной сваркой при токе около 700 ампер источник питания 1 будет поддерживать относительно постоянный сигнал сварки с регулируемым током, когда напряжение изменяется, например, в зависимости от длины дуги. Это регулирование достигается за счет взаимодействия выходной цепи 4, цепей обратной связи и цепи 6 управления фазой.Линия 224 на фиг. 4 — это линия нагрузки NEMA, которая представляет собой максимальное напряжение для заданного тока, рекомендованного NEMA для источников питания SMAW, и, таким образом, устанавливает максимальное желаемое выходное напряжение на соответствующих уровнях тока. В прежних источниках питания для приварки шпилек не было существенного регулирования тока; скорее, в тех, которые во время горячего погружения, например, ток существенно увеличился примерно на 2000 ампер по мере уменьшения длины дуги, как показано, например, пунктирными линиями 225, тем самым теряя мощность и теряя некоторую степень управления мощностью. .Напротив, в соответствии с настоящим изобретением сварочный ток поддерживается постоянным во время основной дуги, при этом напряжение поддерживается на уровне заданного напряжения точки сварки, представленного как 226, в зависимости от длины дуги, размера шпильки, длины кабеля и т. Д. Кроме того, при горячем погружении напряжение сварочного сигнала уменьшается, и, хотя ток немного увеличивается, как показано участком 227 кривой, его увеличивают намеренно и достаточно, чтобы обеспечить хорошую сварку методом SMAW, по сравнению с тем, что получалось при предыдущей мощности приваривания шпилек. поставки.За счет ограничения таким образом тока сварки врезным коротким замыканием исключается повреждение источника питания и, кроме того, может быть существенная экономия на счетах за коммунальные услуги при использовании измерения пиковой нагрузки.
Регулировка сварочного тока, полученная с помощью источника 1 питания согласно настоящему изобретению, дополнительно показана на фиг. 5А и 5Б. Кривая 230 на фиг. 5A представляет сварочный ток, возникающий в течение времени (t) цикла приварки шпилек с использованием предшествующего источника питания для приварки шпилек. В течение периода от около 20 до около 35 миллисекунд, показанного на участке 231 кривой, происходит уменьшение тока начала, при этом ток ограничивается от около 20 до около 30 ампер.Пуск с пониженным током, как было упомянуто выше, улучшает сварку в целом, чтобы предотвратить возникновение «наклейки», то есть частичное сплавление шпильки с основным металлом, и в то же время обеспечивает путь вспомогательной дуги, по которому проходит основная сварочная дуга может образоваться после подъема шпильки. Когда предшествующий источник питания начинает подавать основной сварочный ток, происходит существенное превышение, как представлено участком 232 кривой, при этом ток стабилизируется на уровне примерно 800 ампер, например, как представлено участком 233 кривой.Однако после горячего погружения сварочный ток существенно увеличивается, как показано участком 234 кривой, до тех пор, пока сварочный ток не прекратится. Источники питания предшествующего уровня техники должны были быть сконструированы таким образом, чтобы выдерживать большой ток короткого замыкания, представленный на участке кривой 234, что было ненужными расходами, а дополнительными ненужными расходами, вызванными большим током короткого замыкания, являются необычно высокие показания, полученные на энергосистеме пиковой нагрузки метр.
Однако источник питания 1 в соответствии с настоящим изобретением устраняет указанные выше недостатки из-за регулируемого сварочного тока, представленного кривой 235 на фиг.5Б. Во время работы источника 1 питания, как описано выше, имеется короткий период начала сокращенного тока от 20 до 35 миллисекунд, представленный участком 236 кривой, для получения вышеуказанных преимуществ. Можно видеть, что в течение этого периода обеспечивается регулирование относительно перерегулирования, наблюдаемого в позиции 231 на фиг. 5Б. При подаче основного сварочного тока также не происходит значительного выброса; скорее, основной сварочный ток быстро и точно доводится до желаемого уровня, например, 800 ампер, как показано участком 237 кривой.Более того, как видно на участке 238 кривой около конца периода основного сварочного тока во время врезания в горячем состоянии, сварочный ток все еще поддерживается относительно постоянным, что позволяет избежать значительного выброса, возникающего в источниках питания для сварки шпилек предшествующего уровня во время врезания в горячем состоянии.
Раньше для источников питания для приварки шпилек использовались насыщаемые реакторы и магнитные усилители для ограничения высоких токов короткого замыкания, как показано, например, на кривых 225 (фиг. 4) во время сварки.Однако из-за падения напряжения, возникающего при следовании одной из кривых 225 для получения конкретной точки 240 сварного шва, например, при заданных напряжении и токе, напряжение холостого хода на выходных клеммах источника питания обычно должно быть намного выше. чем напряжение в точке сварки. Такие высокие напряжения холостого хода, которые часто составляют от 80 до 100 вольт, вызывают значительную потерю энергии.
Особое преимущество настоящего изобретения достигается за счет использования даже в режиме приварки шпилек силового трансформатора с низким реактивным сопротивлением и постоянным потенциалом, который имеет уровень выходного тока с электронным управлением.В результате напряжение холостого хода на выходных клеммах 32, 33 источника питания может быть намного меньше, скажем, порядка 68-70 вольт, чем напряжение, необходимое в предшествующих источниках питания для сварки шпилек, в то время как эффективный контроль тока и соответствующее напряжение получено. Таким образом, более низкое напряжение холостого хода позволяет избежать потерь энергии, встречавшихся в прошлом, и, таким образом, обеспечивает более эффективное использование энергии в источнике питания по настоящему изобретению.
ЗАЯВЛЕНИЕ О ПРОМЫШЛЕННОМ ПРИМЕНЕНИИ
С учетом вышеизложенного будет ясно, что источник питания 1 может использоваться, когда переключатели выбора режима с 10-1 по 10-4 находятся в состоянии сварки SMAW, в качестве источника питания для Сварка SMAW, воздушно-дуговая строжка или другие более продолжительные процессы электродуговой сварки и, когда такие переключатели находятся в положении приварки шпилек, в качестве источника питания для операций приварки шпилек.При работе в режиме сварки штучной сваркой переключатель 50 регулировки диапазона может быть установлен на диапазон высокого или низкого сварочного тока, а реостат 64 выборочно регулируется для регулирования желаемого сварочного тока. Более того, в обоих режимах работы реле 77 тепловой перегрузки срабатывает в ответ на чрезмерную температуру трансформатора, чтобы отключить источник питания 1.