
Дефекты сварных соединений — НПО Пульсар
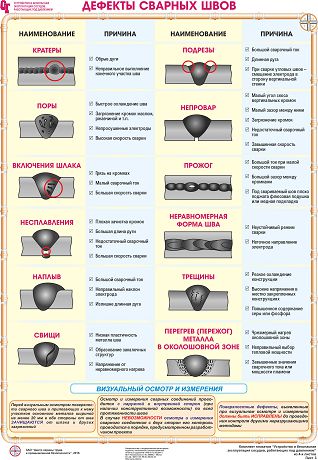
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы:
- наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры;
- внутренние, среди которых чаще всего встречаются: пористость, непровары и посторонние включения;
- сквозные — трещины, прожоги.
Причинами возникновения дефектов могут быть различные обстоятельства: низкое качество свариваемого металла, неисправное или некачественное оборудование, неверный выбор сварочных материалов, нарушение технологии сварки или неправильный выбор режима, недостаточная квалификация сварщика.
Основные дефекты сварки, их характеристика, причины возникновения и способы исправления
Трещины. Это наиболее опасные дефекты сварки, способные привести к практически мгновенному разрушению сваренных конструкций с самыми трагическими последствиям. Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).
Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).
Дефект сварного шва: трещина
Дефекты сварного шва: трещины
Чаще всего причиной образования трещин является несоблюдение технологии сварки (например, неправильное расположение швов, приводящее к возникновению концентрации напряжения), неверный выбор сварочных материалов, резкое охлаждение конструкции. Способствует их возникновению также повышенное содержание в шве углерода и различных примесей — кремния, никеля, серы, водорода, фосфора.
Исправление трещины заключается в рассверливании ее начала и конца, с целью исключения дальнейшего распространения, удалении шва (вырубанию или вырезанию) и заваривании.
Подрезы. Подрезы — это углубления (канавки) в месте перехода «основной металл-сварной шов». Подрезы встречаются довольно часто. Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.
И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.
Подрезы сварного шва
Дефекты сварного шва: подрезы
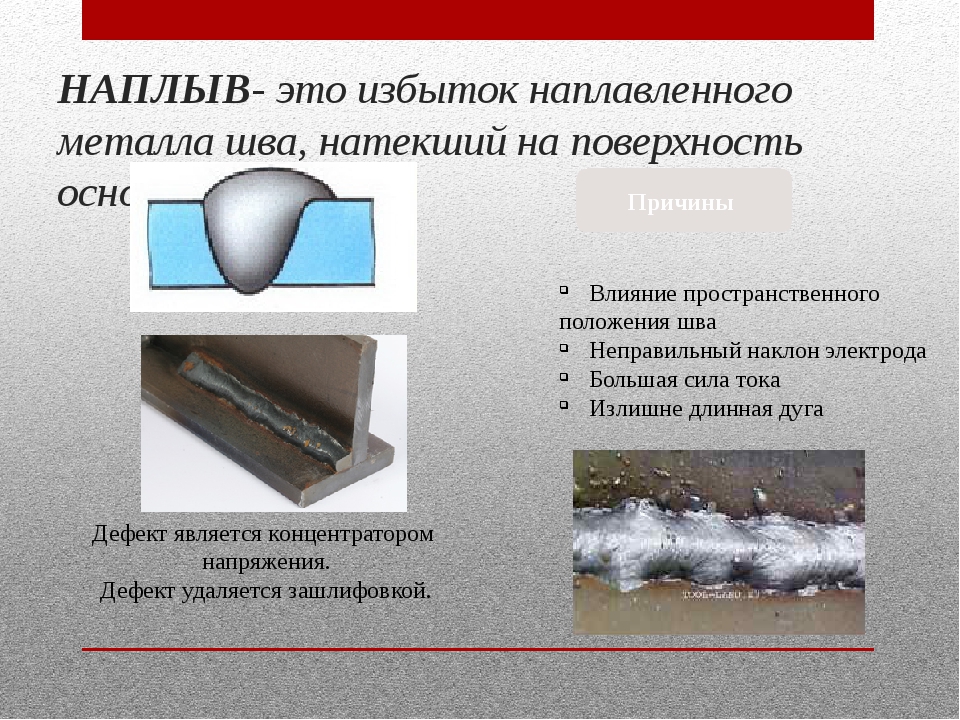
Наплывы. Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает по разным причинам — при недостаточном прогреве основного металла вследствие малого тока, из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.
Наплыв сварного шва
Дефекты сварного шва: наплывы
Прожоги. Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. При этом обычно с другой стороны образуется натек. Прожоги возникают из-за чрезмерно высокого сварочного тока, недостаточной скорости перемещения электрода, большого зазора между кромками металла, слишком малой толщины подкладки или ее неплотного прилегания к основному металлу.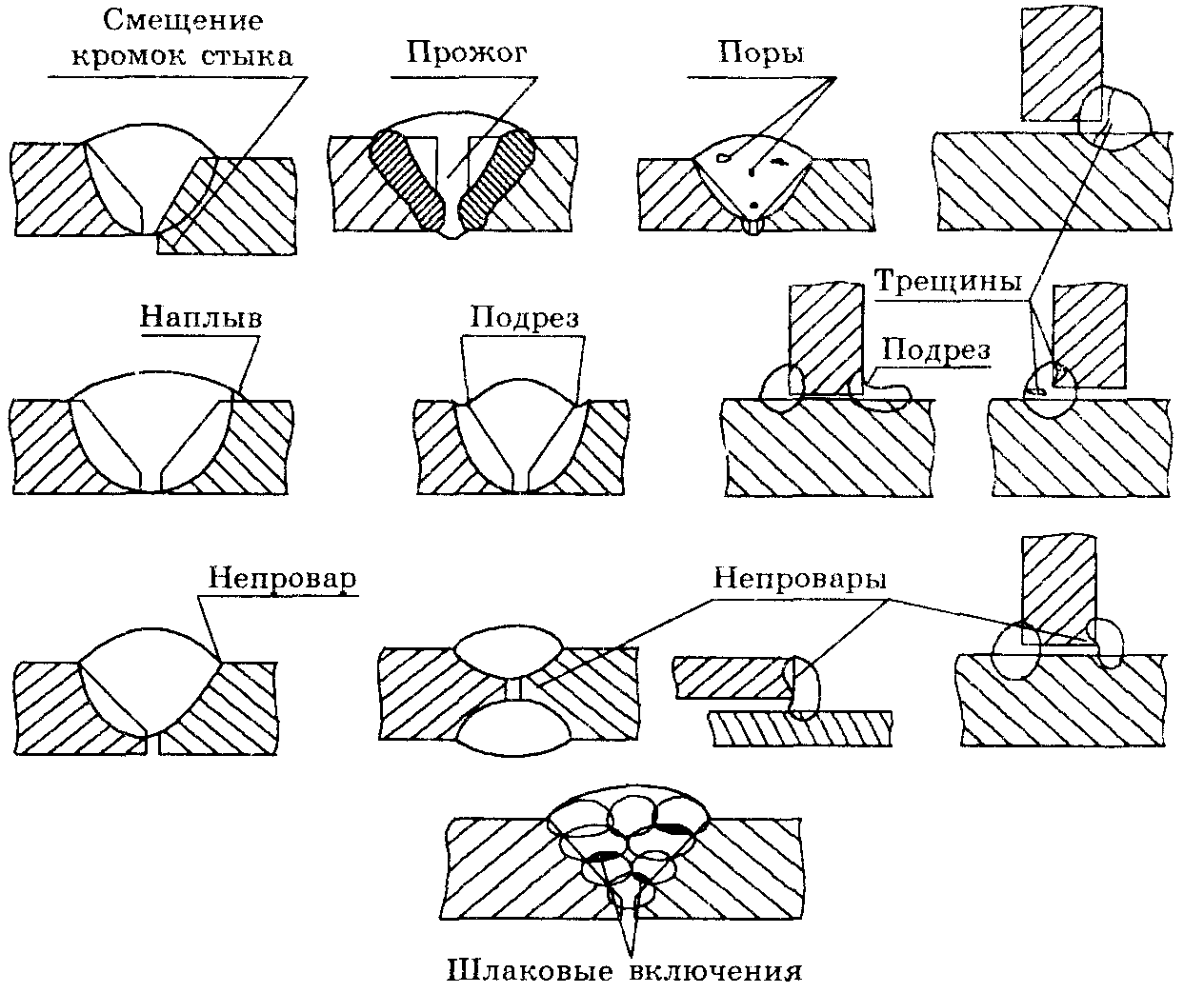 Исправляют дефект зачисткой и последующей заваркой.
Исправляют дефект зачисткой и последующей заваркой.
Прожог сварного соединения
Непровар. Непровары — это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.
Незаполнение и непровар шва
Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зону непровара и заварить её.
Кратеры. Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.
Кратер сварочного шва
Кратер сварочного шва
Свищи. Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный — вырезка дефектного места и заварка.
Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный — вырезка дефектного места и заварка.
Свищи сварных швов
Посторонние включения. Включения могут состоять из различных веществ — шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.
Посторонние включения сварного соединения
Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные — из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.
Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
Пористость.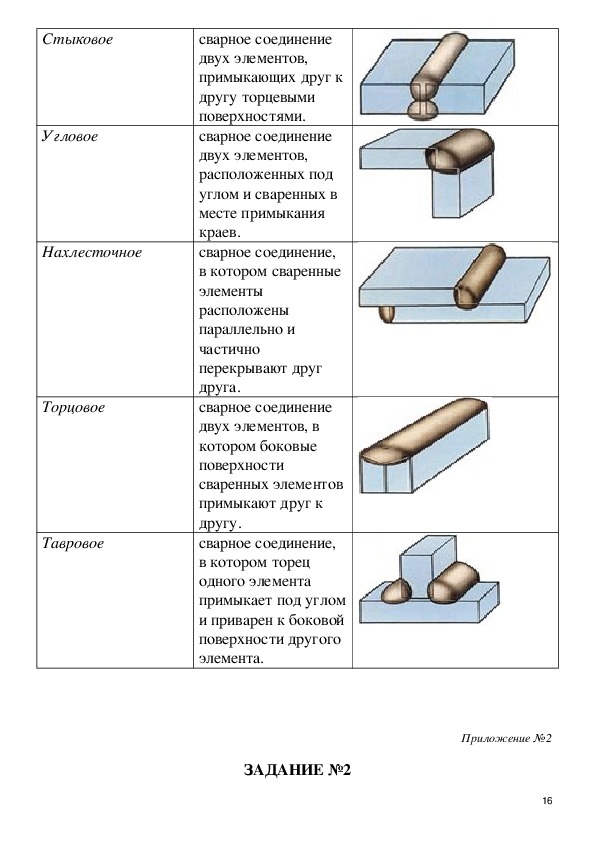 Пористость — это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.
Пористость — это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.
Пористость в сварном шве
Пористость в сварном шве
Возникновению пор способствует наличие загрязнений и посторонних веществ на поверхности свариваемого металла, высокое содержание углерода в присадочном материале и основном металле, слишком высокая скорость сварки, из-за которой газы не успевают выйти наружу, повышенная влажность электродов. Как и прочие дефекты, пористость снижет прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Перегрев и пережог металла. Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом — ударная вязкость. Перегрев устраняется термической обработкой изделия.
Перегрев устраняется термической обработкой изделия.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
Пережог металла шва
Дефекты сварных швов — виды, причины появления, устранение
1 / 1
По мере совершенствования, сварка становится основным способом соединения металлических деталей в большинстве отраслей производства. В том числе: военной, транспортной, строительной и даже космической. Задействование в таких ответственных отраслях потребовало от сварки высоких показателей качества и надежности. Это дало толчок развитию науки о качестве сварных швов и способах его контроля.
Это дало толчок развитию науки о качестве сварных швов и способах его контроля.
Для того, чтобы разработать методы борьбы с дефектами, их нужно тщательно изучить, классифицировать и описать.
Дефекты сварных швов
Все многообразие дефектов уже хорошо изучено и описано. Для удобства рассмотрения вопроса их делят на три группы:
-
наружные (внешние) – наплывы, подрезы, трещины, кратеры;
-
внутренние – непровары, пористость, посторонние включения;
-
сквозные – прожоги, трещины.
При сваривании могут образовываться трещины. Различают горячие и холодные трещины. Причины появления горячих трещин – усадка металла при охлаждении сварочной ванны или изменение состава металла в процессе сваривания. У разных металлов и сплавов существует большая или меньшая склонность к образованию горячих трещин.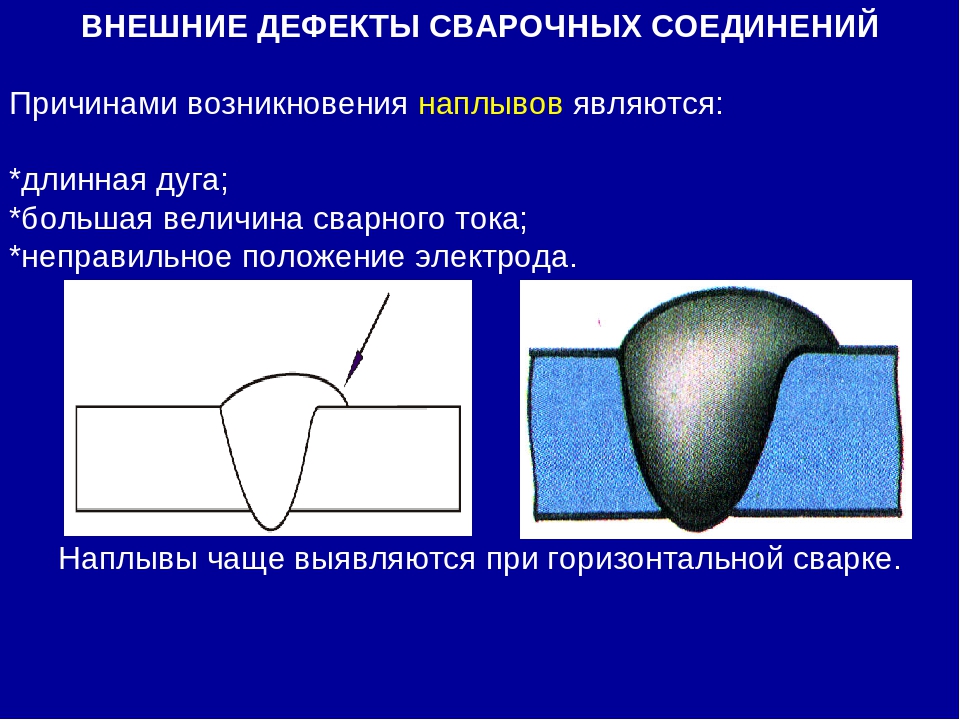
Холодные трещины имеют другую природу образования. Они могут возникать при остывании шва в диапазоне 500 – 700 С0. Возможно их появление и после остывания изделия до комнатной температуры. Механизмом для их образования служат остаточные напряжения, а причиной является упрочнение остывающего шва и околошовной зоны.
Несоблюдение основных параметров сварки приводит к такому явлению, как
Непрерывные или перемежающиеся углубления вдоль сварного шва называются подрезами. Сильно ослабляют шов, поэтому относятся к недопустимым дефектам.
Сильно ослабляют шов, поэтому относятся к недопустимым дефектам.
Причиной возникновения являются высокая скорость кристаллизации и плохая смачиваемость основного металла. Наиболее вероятными причинами возникновения считаются:
-
завышенное напряжение дуги;
-
чрезмерная скорость ведения электрода;
-
неточное ведение электрода;
-
завышенная сила тока.
Кроме точного соблюдения режима сварки, рекомендуется подогрев основного металла непосредственно перед сваркой, что улучшает смачиваемость.
Следующий наружный дефект – кратер. Различают два основных подвида кратеров. Первый образуется при резком обрыве дуги, чаще всего в конце шва. Это очень частое явление, сварщики хорошо знают его и устраняют кратковременным подвариванием.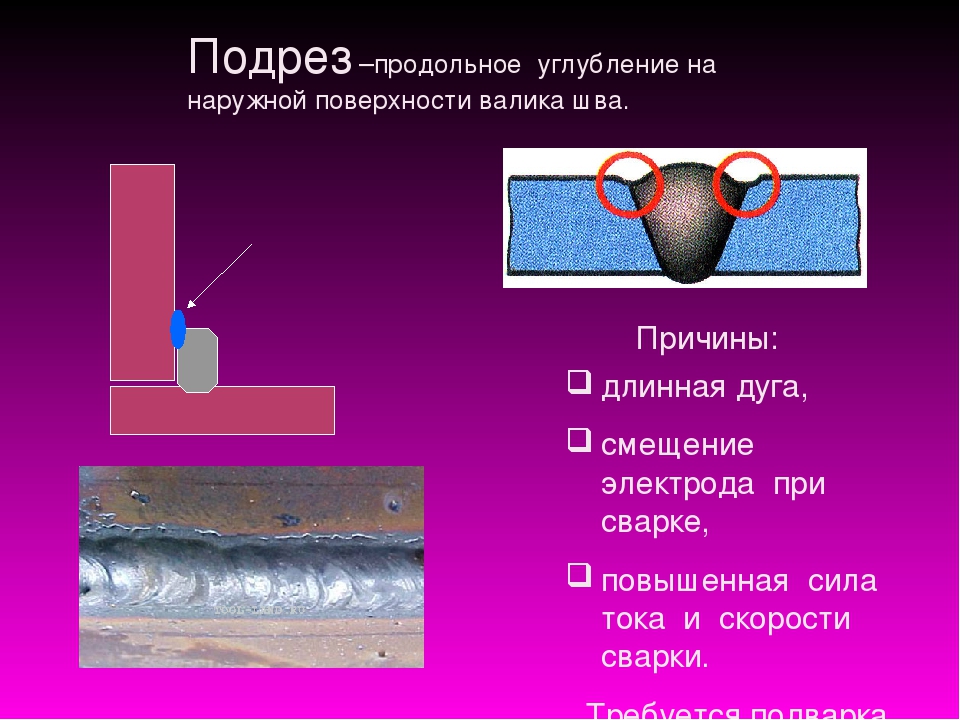
Непровары являются визитной карточкой начинающих сварщиков, это, так называемые, внутренние дефекты сварных соединений, которые могут быть обнаружены только радиационным или ультразвуковым контролем. Опасность непровара проявляется в значительном снижении прочности шва, что делает его недопустимым ни для каких конструкций.
Причиной непровара может стать слабый ток или быстрое ведение электрода. И то и другое не доносит к месту сварки достаточной энергии, необходимой для полного расплавления металла. Сопутствующими факторами непровара может послужить попадание в сварочную ванну окислов или шлака или неправильная разделка кромок. Последствия устраняются удалением дефектного участка и новым завариванием.
Пористость можно назвать самым частым и самым сложным дефектом сварных швов. Физика его не сложна – это образование воздушных пузырьков в зоне сварочной ванны и фиксация их в металле после его остывания и кристаллизации. Причины этого явления очень разнообразны, что усложняет борьбу с ним:
Физика его не сложна – это образование воздушных пузырьков в зоне сварочной ванны и фиксация их в металле после его остывания и кристаллизации. Причины этого явления очень разнообразны, что усложняет борьбу с ним:
-
электроды, изготовленные с нарушением технологии;
-
вредное влияние некоторых шлаков, выраженное в доставке газов в зону сварки;
-
остановки кристаллизации металла;
-
наличие сильных раскислителей в обмазке электродов.
Для борьбы с непроварами существует такое же большое количество способов, как и количество причин их возникновения. В первую очередь следят за строжайшим соблюдением технологии, как сварки, так и изготовления электродов. Непосредственно перед началом работ рекомендуется прокалить электроды при температуре 150 – 350 С Сокращению количества растворенных газов способствует сваривание «на короткой дуге».
Сокращению количества растворенных газов способствует сваривание «на короткой дуге».
Посторонние включения снижают прочность шва. В основном, встречаются включения окислов металла, шлаков и вольфрама (при аргонодуговой сварке вольфрамовым электродом).
Прожог образуется при малой скорости движения электрода или завышенном сварочном токе. В сварочную ванну подается чрезмерное количество энергии. Происходит расплавление большого количества металла на всю глубину, и он просто выливается в образовавшееся отверстие. Увеличенный зазор между свариваемыми деталями послужит дополнительным условием для образования прожога. Способ устранения этого дефекта очевиден – заваривание отверстия.
Методы контроля качества
Сваривание металла сопровождается разнообразными дефектами сварного шва, что в большинстве случаев недопустимо и подлежит устранению. Но для того, чтобы устранить дефект, его нужно сначала обнаружить. Существует множество методов обнаружения дефектов.
-
визуально-измерительный;
-
радиационный;
-
ультразвуковой.
Самый старый и наиболее доступный метод контроля называется визуально-измерительным. Набор инструментов состоит из нескольких десятков элементарных измерительных инструментов (линейки, лупы, микроскопы и т.п.). Метод имеет свои преимущества: простота, дешевизна и возможность перепроверок. К существенным недостаткам можно отнести невысокую достоверность и невозможность обнаруживать внутренние дефекты. В случае необходимости контроля внутренних дефектов прибегают к более точным методам.
Одним из широко распространенных методов контроля внутренних дефектов является радиационная дефектоскопия, основанная на свойствах ионизирующих излучений. Наиболее известные из них рентгеновское и Y-излучение. При помощи специальных излучателей, эти излучения пропускаются через объект исследования (в нашем случае, сварной шов) на детектор, который фиксирует результат. Для контроля швов в качестве детектора используется рентгеновская пленка, на которой очень четко проступает внутренняя структура соединения.
Для контроля швов в качестве детектора используется рентгеновская пленка, на которой очень четко проступает внутренняя структура соединения.
Ультразвуковой контроль основан на прохождении через исследуемый объект звуковых колебаний с частотой выше 20кГц. При наличии у таких объектов внутренних зон с плотностью, отличной от плотности основного материала (непровары, поры, трещины, раковины), происходит отражение ультразвука. Характеристики отраженного сигнала пропускаются через специальные программы и выводятся на монитор в виде наглядной картинки, на которой видны зоны залегания, глубина и размеры дефектов.
86. Наружные дефекты сварных соединений. Причины их возникновения.
Наружные дефекты. К наружным дефектам относятся: нарушение формы шва; подрез; наплав; прожог; кратер; свищ.
Нарушение формы
шва – отклонение формы наружных
поверхностей сварного шва или геометрии
соединения от установленного значения.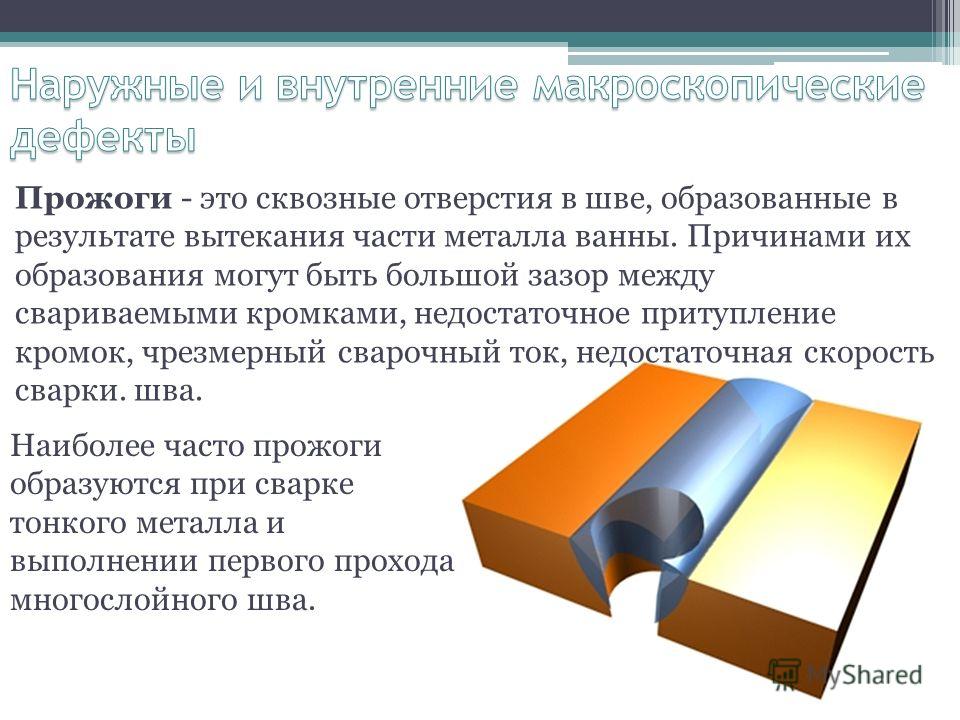 Такой дефект может быть выражен в виде:
неравномерной ширины шва по его длине;
неравномерной выпуклости поперечного
сечения шва; вогнутости обратной стороны
шва; усадочной канавки в виде подреза
со стороны корня шва; неравномерном
катете углового шва; не полностью
заполненной разделки кромок, превышения
проплава; линейных или угловых смещений
между свариваемыми элементами.
Такой дефект может быть выражен в виде:
неравномерной ширины шва по его длине;
неравномерной выпуклости поперечного
сечения шва; вогнутости обратной стороны
шва; усадочной канавки в виде подреза
со стороны корня шва; неравномерном
катете углового шва; не полностью
заполненной разделки кромок, превышения
проплава; линейных или угловых смещений
между свариваемыми элементами.
Подрезы — дефекты сварного соединения, представляющие собой местные уменьшения толщины основного металла в виде канавок, располагающихся вдоль границ сварного шва. Подрезы относятся к наиболее часто встречающимся наружным дефектам, образующимся чаще всего при сварке угловых швов с излишне высоким напряжением дуги и в случае неточного ведения электрода. Одна из кромок проплавляется более глубоко, металл стекает на горизонтально расположенную деталь и его не хватает для заполнения вертикальной стенки сварного соединения.
В стыковых швах
подрезы образуются реже. Обычно при
повышенном напряжении дуги и большой
скорости сварки образуются двусторонние
подрезы. Такие же подрезы образуются в
случае увеличения угла разделки при
автоматической сварке (не полностью
заполненная разделка кромок). Односторонний
подрез на наружной поверхности валика
может быть образован при смещении
электрода от оси стыка, а также из-за
неправильного ведения электрода при
сварке горизонтальных швов на вертикальной
плоскости.
Такие же подрезы образуются в
случае увеличения угла разделки при
автоматической сварке (не полностью
заполненная разделка кромок). Односторонний
подрез на наружной поверхности валика
может быть образован при смещении
электрода от оси стыка, а также из-за
неправильного ведения электрода при
сварке горизонтальных швов на вертикальной
плоскости.
Наплав – избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним. Наплав может образовываться из-за недостаточного напряжения дуги, наличия на свариваемых кромках слоя окалины или окислов, а также из-за чрезмерно большого количества присадочного металла не успевающего переплавиться главным образом с поверхностным слоем основного металла. В кольцевых поворотных стыковых швах вызывается неправильным расположением электрода относительно зенита, обычно смещением электрода в сторону, противоположную вращения изделия.
Прожог – вытекание
металла сварочной ванны, в результате
которого образуется сквозное отверстие
в сварном шве. Причиной возникновения
прожога может служить большая сила
сварочного тока, увеличение зазора
между кромками, недостаточная толщина
подкладного элемента или его неплотное
прилегание. При сварке поворотных
кольцевых швов появлению прожогов
способствует смещение электрода от
зенита в сторону вращения изделия, что
вызывает стекание жидкого металла
из-под конца электрода и более активное
прожигающее воздействие дуги.
Причиной возникновения
прожога может служить большая сила
сварочного тока, увеличение зазора
между кромками, недостаточная толщина
подкладного элемента или его неплотное
прилегание. При сварке поворотных
кольцевых швов появлению прожогов
способствует смещение электрода от
зенита в сторону вращения изделия, что
вызывает стекание жидкого металла
из-под конца электрода и более активное
прожигающее воздействие дуги.
Кратер – усадочная раковина, не заваренная до или во время выполнения последующих проходов. Такого рода дефект представляет собой участок сварного шва в виде углубления, остающегося в месте обрыва дуги или в местах начала и окончания сварки. Усадочные рыхлоты в кратерах служат очагом образования трещин. В случае механизированных видов сварки применяют выводные планки.
Свищ – трубчатая
полость в металле сварного шва, вызванная
выделением газа. Форма и положение свища
определяются режимом затвердевания и
источником газа. Обычно свищи группируются
в скопления и распределяются елочкой
или цепочкой .
87. Для случая наплавки углеродистой стали определить рекомендуемую погонную энергию, позволяющую избежать закалочные структуры без подогрева, если известно, что при 600 °С критическая скорость охлаждения охл = 35 °С/с (принять = 38 Вт/(м град). Какие параметры режима можно рекомендовать при = 15 м/ч? Скорость источника υ = 15 м/ч = 0,00417 м/с.
,
Вт.U=30 В,I=430A
Дефекты сварочных соединений. Дефекты сварных соединений и причины их возникновения. Дефекты сварных соединений и причины образования
Нарушение требований, установленных нормативными документами, при сварке плавлением приводит к образованию брака. Дефекты сварных соединений ГОСТ 30242-97 разделяет на шесть групп. Их нужно знать так же хорошо, как и то, правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещиной.
Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещиной.
Вид радиографической пластины с отсутствием сплава основного металла и другой с отсутствием слияния между шнурами. в дизайне платы, чтобы он не позволял адекватный доступ. Обычно. Капли вольфрама будут депонированы. Когда одна или несколько пор видны на поверхности сварного шва. Их можно найти в сварных швах, изготовленных любым способом дуги. для создания дуги между частью и электродом используется нерасходуемый вольфрамовый электрод.
Так как внутренняя сторона обычно недоступна. может быть указано, чтобы удалить сварной металл и основной металл из корневого шва перед сваркой другой стороны. Вид радиографической пластины с продольными трещинами. Дизайнеры часто используют подложку для оказания помощи сварщикам в таких случаях. для обеспечения незавершенного проникновения. При дуговой сварке под флюсом. Нерасплавленная или проницаемая область является разрывом, описанным как «неполное проникновение».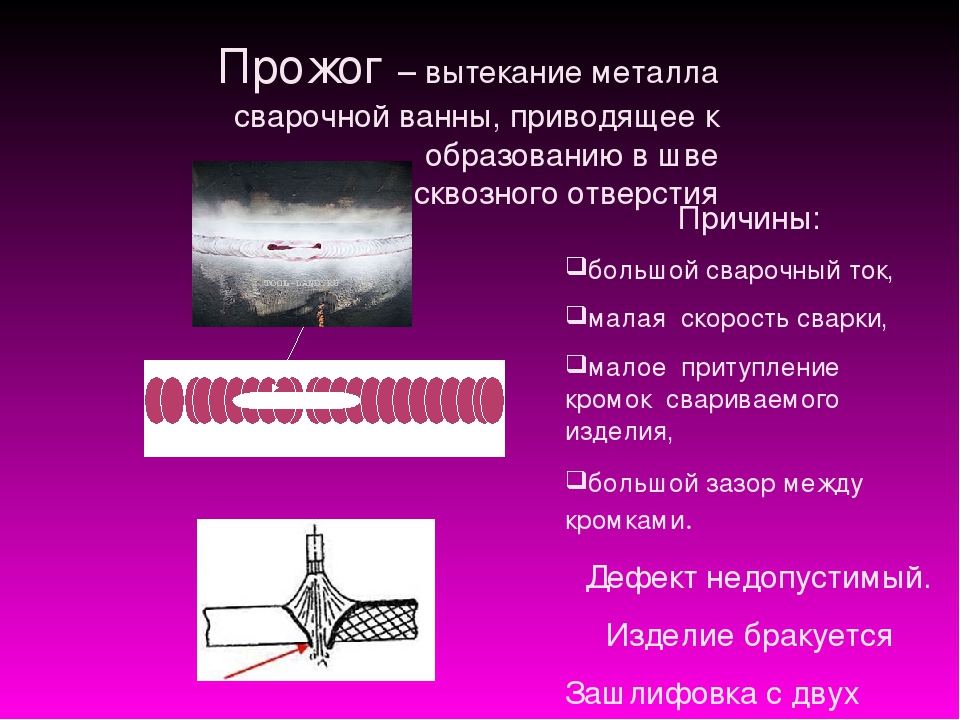 Продольные трещины в небольших сварных швах между большими секциями.
Продольные трещины в небольших сварных швах между большими секциями.
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплавления;
- в области температурного влияния.
Трещины в основном металле, причиной которых являются высокие напряжения, называют скрытыми. Внешне они напоминают ступеньки. Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Сплавы трубопроводов особенно уязвимы для этого типа разрыва. обычно связаны с высокими скоростями и иногда связаны с проблемами пористости. Это может быть следствием недостаточной подачи сварочного тепла. часто являются результатом высокой степени охлаждения и больших ограничений. которые не показаны на поверхности. Для сварных соединений с обеих сторон. Некоторые процессы обладают большей проникающей способностью, чем другие. Неправильная конструкция шва. Продольные трещины: параллельно оси сварного шва.
которые не показаны на поверхности. Для сварных соединений с обеих сторон. Некоторые процессы обладают большей проникающей способностью, чем другие. Неправильная конструкция шва. Продольные трещины: параллельно оси сварного шва.
Прилагается ряд эскизов со сварными соединениями, показывающими полные и неполные проникновения: на этом рисунке имеется полное и неполное проникновение. в этом другом рисунке все эскизы показывают незавершенное проникновение. независимо от их длины. Эта процедура называется обратным строжкой.
Конфигурация продольных трещин определяется линиями сплавления шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные — возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного влияния.
Они начинают и распространяются с края сварного шва. первые два эскиза этой пластинки — два типа трещин, которые мы видели непосредственно перед подрезкой. все это вредно. Вид радиографической пластины с продольными трещинами. 472. Поднутрение представляет собой вырез или паз или паз, расположенный по краям сварного шва. этот разрыв можно легко избежать при полном заполнении сустава. Вид радиографической пластины с вогнутостью лица, а другой — с вогнутой полостью. образуются в горячем состоянии и обычно образуют звездообразные сети.
Эти трещины обычно являются результатом тепловых сокращений, действующих в зоне, подверженной термическому воздействию. Они могут быть трещинами в жарком или холодном состоянии. Они поверхностны. где сосредоточены усилия по сокращению. не считается дефектом сварки. Те, которые даны под шнурком. или когда это происходит на внешней поверхности. Они начинаются перпендикулярно поверхности основного металла. который является последующим разрывом. в корне сварного шва или на его поверхности. Когда поднутрение контролируется.
Когда поднутрение контролируется.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичны локализациям поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и у продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Причины появления трещин
На следующем листе наблюдаются несколько разрывов. В сварных швах. который был пролита на основном металле. Это может быть следствием плохого контроля процесса сварки. кроме того. избыток этого увеличивает остаточные напряжения. из-за излишнего вклада. Этот сварочный металл. размер которого должен соответствовать спецификации, заданной дизайнером для размера филе. Это плоские и удлиненные разрывы в основном металле. Обычно правила устанавливают, что сварные швы не допускаются по краям пластин, где происходит аппроксимация «ламинирования».
Это плоские и удлиненные разрывы в основном металле. Обычно правила устанавливают, что сварные швы не допускаются по краям пластин, где происходит аппроксимация «ламинирования».
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения — основной материал, металл шва, область термического влияния. Причины возникновения такие же, как и у продольных трещин.
Этот разрыв можно увидеть на том же листе, который показан выше. почти всегда считается неприемлемым. Он похож по своей природе на предыдущий разрыв. Смотрите это изображение еще раз. также может возникать при сварке двух труб, которые были эксцентрично. если только для эстетики. Некоторая степень всплеска неизбежна. Часто в корне сварного шва происходит несоосность нерасплавленного края. или имеют овализацию. Смотрите это изображение еще раз. или в расплавленную зону, уже отвержденную. Брызгами могут быть микротрещины.
или имеют овализацию. Смотрите это изображение еще раз. или в расплавленную зону, уже отвержденную. Брызгами могут быть микротрещины.
Стандарты ограничивают это несоосность. Они вызваны высокими напряжениями в направлении толщины, возникающими в процессе сварки. взяв с собой расположенную там поверхностную живопись. Вид радиографической пластины с несоосностью. Они могут быть расширены по длине. 474. Чтобы избежать появления микротрещин, эти маленькие капли должны быть удалены путем измельчения затронутой поверхности. обычно в зависимости от толщины деталей, подлежащих сварке. этот разрыв представляет собой избыток металла, подаваемого в корень сварного шва, что приводит к изгибу расплавленного металла. характеризующийся небольшим добавлением или отсутствием металла.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость — это образование произвольной формы, не имеющее углов, причиной появления которого явились газы, не успевшие покинуть расплавленный материал.
- Газовой порой называют газовую полость, имеющую сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор — это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышающем тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышающем трех диаметров наибольшей из пор.
- Если дефектом является несплошность, вытянутая вдоль оси сварного шва и имеющая высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва.
 Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек. - Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время затвердевания вследствие усадки образуется полость — она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, называется кратером.
 Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.Поры — дефекты сварных соединений, фото которых приведено ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном. Поры могут образовываться из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса, нарушений защиты сварочной ванны. Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода.
Эти типы трещин также видны в этом эскизе. Тот же лист выше. Вид радиографической пластины с парой ожогов. В этом учебном пособии будет проведено исследование различных критических точек или разрывов, которые могут появиться в сварных соединениях, и что после их выполнения могут привести к дефектам, снижающим стойкие свойства самих сварочных швов.
Тот же лист выше. Вид радиографической пластины с парой ожогов. В этом учебном пособии будет проведено исследование различных критических точек или разрывов, которые могут появиться в сварных соединениях, и что после их выполнения могут привести к дефектам, снижающим стойкие свойства самих сварочных швов.
Эти трещины разделяют на
Наличие этих разрывов в сварочных шариках не всегда видно, поэтому для их обнаружения потребуется использование методов контроля или испытаний. Реализация этих тестов позволит идентифицировать те шнуры, которые являются дефектными для замены или замены. В других случаях визуальный осмотр будет достаточным для обнаружения дефектов при сварке, поскольку они являются внешними по своей природе.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают, предварительно механически его зачистив.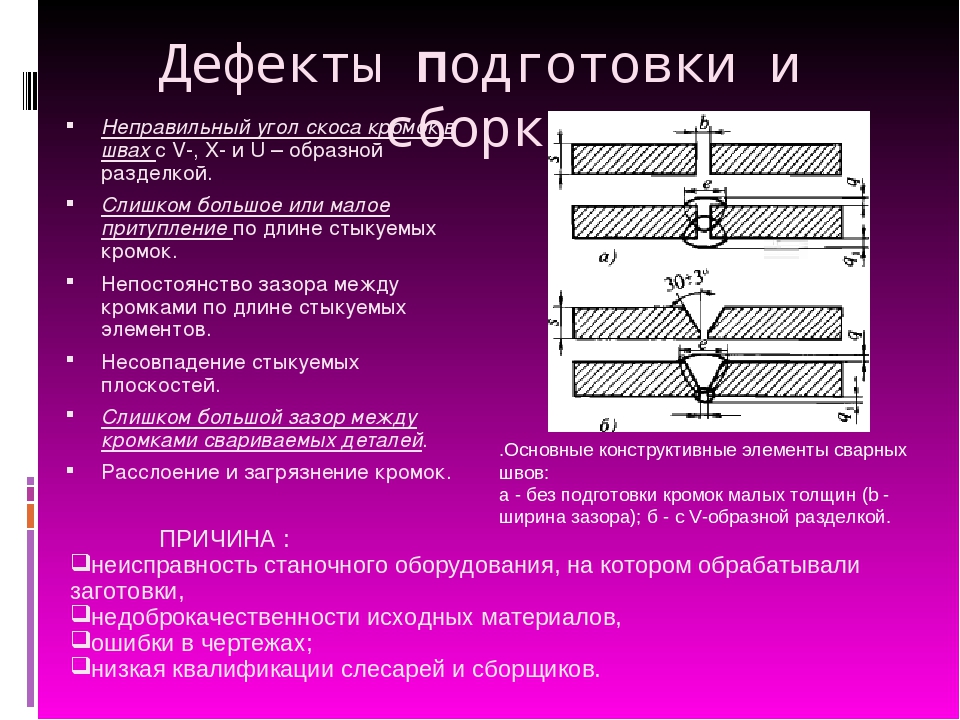
Виды твердых включений в сварном шве
Твердые инородные включения, как металлического, так и неметаллического характера, имеющие в своей конфигурации хотя бы один острый угол, являются недопустимым дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.
Есть много аспектов, которые следует учитывать при выполнении сварного соединения и его отсутствии контроля, что может привести к возникновению дефектов при сварке. Эти факторы могут быть сгруппированы в соответствии с порядком работ. Предыдущие работы: появление дефектов в сварном шва может быть связано, в основном, с отсутствием надлежащей подготовки кромок штук, подлежащих соединению. В процессе сварки очень важно определить и контролировать параметры сварки, чтобы избежать разрывов в области плавления, что в конечном итоге приведет к дефектам сварного шва.
Шлаковые включения в сварном соединении
Твердые включения разделяются на следующие виды:
- Шлаковые включения — это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, прочими. Причины их образования — большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищены некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, являются причиной образования флюсовых включений. Также, как и шлаковые, флюсовые включения делят на линейные, разобщенные и прочие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытаскивание горячего сварочного прутка из области защиты, неправильная подготовка кромок — слишком сильное их затупление.
- Частицы сторонних металлов — вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.
 Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.
Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.В фазе после сварочного процесса: скорость охлаждения сварочного агрегата и то, как происходит это охлаждение, может обусловливать появление разрывов в сварке. Они вызваны неправильной проводимостью электрода или слишком высокой силой тока. Их все равно следует избегать, так как они ослабляют сварные соединения.
Чтобы исправить этот дефект, вы можете подключить второй провод заземления между источником питания и заготовкой, в этом случае необходимо применять два кабеля в точках, наиболее удаленных от базовой части. Он может иметь совсем другое происхождение. Они часто производятся мокрыми электродами, которые из-за нагревания электрода во время сварки влага в покрытии испаряется, образуя поры. Основные электроды имеют тенденцию образовывать начальные поры, в случае сварки с слишком длинной дугой. Поры могут также присутствовать при контакте с основным электродом покрытия на полностью холодном основании.
Поры могут также присутствовать при контакте с основным электродом покрытия на полностью холодном основании.
Несплавление и непровар: причины возникновения
Непровар и несплавлениеДефекты — несплавление и непровар — это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавлений необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
Другой альтернативой является задержка бит над начальной точкой, прежде чем начать продвижение электрода. Этого можно избежать, уменьшив ток. Причина обычно заключается в основном материале. Например, стали с высоким содержанием серы или люминофоров не могут быть сварены без поры, когда используются электроды с кислотным покрытием. Во многих случаях средством является использование основных электродов.
Основные причины возникновения сварочных дефектов
Обычно они возникают из-за неправильного обращения с электродом. Из-за слишком крутого колебания или чрезмерного разделения между кромками листов, подлежащих сварке, наполнитель затвердевает путем доступа к воздуху и недостаточной защиты шлака, становясь пористым.
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает по причине невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличенная длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбранный — увеличенный — диаметр электрода.
- попадание шлака в зазоры между кромками; .
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные — представляют собой непрерывные углубления, расположенные на наружной части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
 Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.- Превышения выпуклостей стыкового или углового шва представляют собой избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплава. Разновидность — местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваемые поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натек образуется из металла сварного шва который оседает под воздействием силы тяжести. Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
- При прожоге металл сварочной ванны вытекает, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостаточного количества присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерная ширина сварного шва.
- Неровная поверхность — это неравномерность формы усиления шва по его протяженности.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась по причине усадки.
- Из-за возникновения пузырьков в период затвердевания металла образуется пористость в корне шва.
- Возобновление. Этот дефект представляет собой местную неровность поверхности в зоне возобновления сварочного процесса.
 Разновидность — местный избыточный проплав.
Разновидность — местный избыточный проплав.
Наплыв и подрез
Прочие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории «прочие». К ним принадлежат следующие типы дефектов:
Эти трещины могут быть почти всегда вызваны следующими причинами. Из-за напряжений в заготовке, что особенно часто встречается в сильно зазубренных, сильно утолщенных объектах. Изменяя последовательность сварки или изменения конструкции, такие дефекты можно избежать.
Электроды с кислотным покрытием создают растрескивание в этих материалах. Стали с содержанием углерода более 0, 6% свариваются только с некоторым запасом, т.е. должны использоваться специальные электроды. В случае стальных отливок также требуется особая осторожность.
Стали с содержанием углерода более 0, 6% свариваются только с некоторым запасом, т.е. должны использоваться специальные электроды. В случае стальных отливок также требуется особая осторожность.
Дефекты сварки: классификация
Аналогичным образом, стали с содержанием серы или фосфора могут вызвать трещины в шнуре. Наиболее распространенными металлургическими разрывами являются пористость, кристаллизация крекинга и холодный крекинг, индуцированный водородом. Пористость — это объемный дефект, общепринятый по стандартам квалификации процедур и сварщиков до определенного количества, размера и распределения.
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла — капли, которые образовались от наплавляемого или присадочного металла во время сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги — создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры — это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, которое меньше допустимой величины.
Допустимые дефекты сварных соединений — это отклонения, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией. Все остальные дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не разрешается, так как может произойти перегрев или пережог металла.
Причины возникновения дефекта
Пористость в основном обусловлена наличием газов в плавильной луже, которые не могли выйти в атмосферу; это явление может быть связано как с процедурами сварки, так и с изменениями химического состава основного металла и металла добавления. Наиболее распространенными газами, обнаруженными при сварке, являются азот, кислород и водород. Азот и кислород могут быть введены путем загрязнения плавильного бассейна атмосферным воздухом. Кислород также может протекать через поверхностное окисление пластин.
Наиболее распространенными газами, обнаруженными при сварке, являются азот, кислород и водород. Азот и кислород могут быть введены путем загрязнения плавильного бассейна атмосферным воздухом. Кислород также может протекать через поверхностное окисление пластин.
Что такое дефекты сварных соединений? По сути, это отклонения от требований к техническим характеристикам сварного шва, а соответственно и всей конструкции. Именно дефекты сварки снижают прочность шва и надежность сварочных стыков. Их можно разделить на несколько видов.
Виды дефектов сварных швов:
- отклонения от размеров и формы шва;
- изъяны микро- и макроструктуры;
- коробление и деформация конструкций.
Размерные показатели сварочного шва определяются государственными стандартами. И у каждого вида сварки есть свой ГОСТ. К примеру, при сварке, где задействован способ плавления, дефекты сварного шва определяет неравномерная наполненность свариваемой канавки, плюс разница ширины и высоты шва на всем его протяжении. Что касается формы, то она неровная, имеются так называемые седла (впадины), бугры, структура его чешуйчатая.
Что касается формы, то она неровная, имеются так называемые седла (впадины), бугры, структура его чешуйчатая.
Тем больше разница между растворимостью газа в жидком и твердом состоянии, тем больше пористость. Источниками водорода являются несколько: загрязнение защитного газа в виде газового баллона и утечка в факеле; загрязнение основного металла, такого как литые или обработанные детали; и загрязнение добавочного металла.
Существуют и другие причины пористости. Одним из них является сварка на поверхностях, загрязненных маслами, смазками, красками, лаками, пластиковыми покрытиями и т.д. в этом случае пористость возникает, потому что эти материалы разлагаются при температурах плавления металлических материалов и загрязняют плавильный бассейн.
Причины из возникновения при сварке ручной – это низкое качество электродов, низкая квалификация сварщика, нарушение технологии сваривания. Причины при автоматической сварке – это скачки напряжения, угол наклона подачи электрода неправильно выбран, присадочная проволока проскакивает в механизме подачи и так далее.
Если говорить о сварке давлением, то ее дефектами сварных швов выступают вмятины глубокого типа, неравномерное распределение точек вдоль сварочного шва, может произойти смещение заготовок относительно друг друга.
Содержание углерода также является причиной пористости в сталях. Присутствие или отсутствие поры в зоне расплава зависит от конкуренции между скоростью подъема поры до свободной поверхности расплава и скоростью фронта затвердевания. Если скорость фронта затвердевания больше, чем скорость подъема пузырька, пористость сгруппирована.
Если обе скорости близки, пористость может быть выровненного или вермиформного типа. Когда скорость фронта затвердевания намного меньше скорости подъема пузырька, достаточно, чтобы газовый пузырь доходил до свободной поверхности жидкости и выходил в атмосферу.
К дефектам нарушения формы относятся прожоги, подрезы, наплывы и незаверенные кратеры.
Наплывы
Обычно такие дефекты сварочных швов образуются, когда производится сварка заготовок, лежащих в горизонтальной плоскости.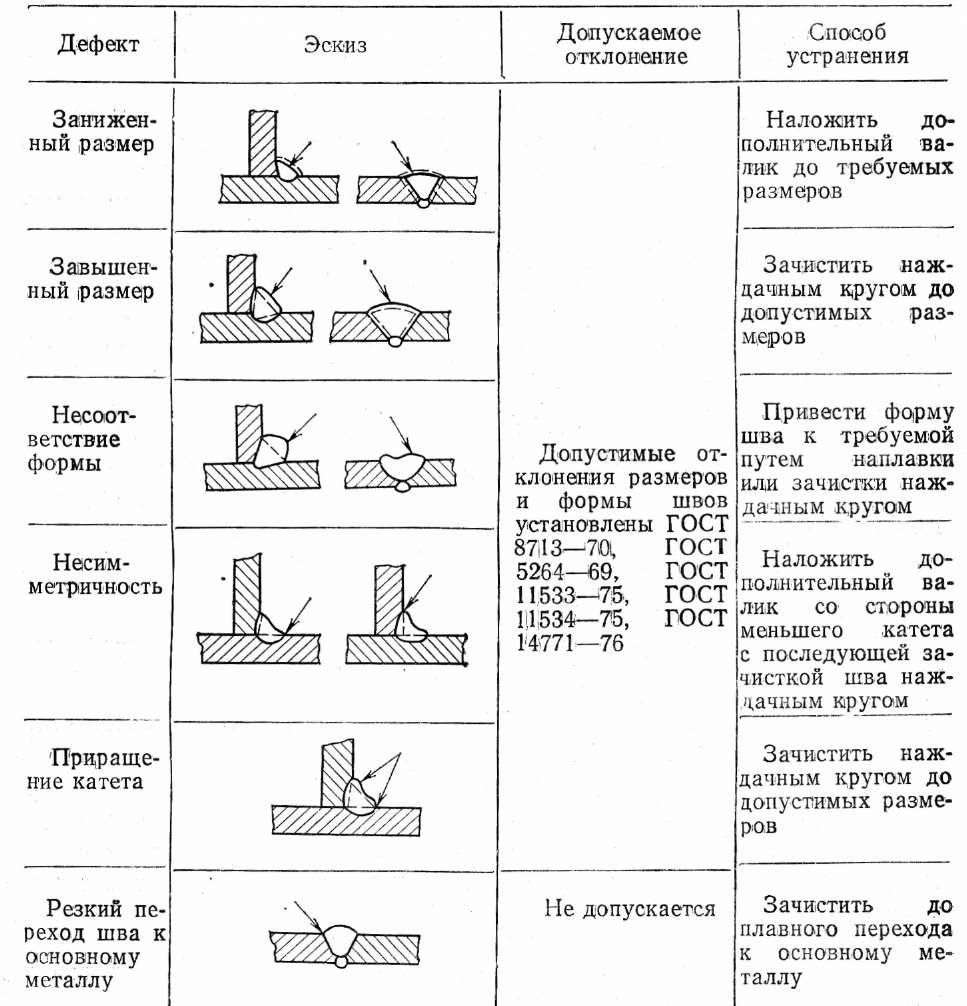 А сам сварочный процесс производится сверху. Наплыв – это затвердевший жидкий металл в виде бугорков, которые образуются в момент соприкосновения горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплывы могут быть разных размеров: от маленьких капель до больших рядов, протяженных на приличную длину сварочного шва.
А сам сварочный процесс производится сверху. Наплыв – это затвердевший жидкий металл в виде бугорков, которые образуются в момент соприкосновения горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплывы могут быть разных размеров: от маленьких капель до больших рядов, протяженных на приличную длину сварочного шва.
Причинами появления наплывов могут выступать большой ток, подающийся на электрод, длинная электрическая дуга, наклон заготовки, неправильно выбранный угол установки электрода. Как результат – трещины в сварочном шве, непровары и прочие изъяны.
Подрезы
Этот дефект представляет собой канавку (углубление) в сварочном шве, которая часто образуется при сварке около металла заготовки. Причинами могут быть большой ток и длинная дуга, которые создают перегрев самого металла, а также сварочного наполнителя. Именно состояние большой температуры становятся причиной оплавления кромки двух заготовок. Если производится сварка угловых соединений, то чаще всего причинами подреза являются неправильно устанавливаемый электрод, особенно, когда произошло смещение в сторону вертикально установленной заготовки. При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
При газовой сварке подрезы могут возникать только по одной причине – увеличенная мощность горелки. Необходимо отметить, что подрезы – достаточно серьезный дефект сварочного шва. Он приводит к ослаблению заготовки по толщине, а это наипервейшая причина разрушения стыка, а соответственно всей сварной конструкции.
Прожоги
Само название уже говорит за себя. На месте сварки и в свариваемых металлах по кромкам образуются отверстия. Причины:
- большое расстояние между заготовками;
- большой ток и мощная горелка при быстрой сварке;
- неправильная форма кромок, очень заостренная;
- большая продолжительность процесса на одном месте.
Чаще всего этот вид дефектов получается, когда свариваются между собой тонкие листы металлов, или когда ведется многослойная сварка и наносится первый слой.
Кратеры
Это углубления в сварном шве. Обычно этот дефект образуется при обрыве дуги. Поэтому его опытные сварщики пытаются сразу же оплавить. Это самое простое устранение дефектов сварки. Когда сварка ведется автоматическим способом, то кратер обычно появляется на выходе из шва, то есть, на выходной планке.
Есть подвид кратеров, который называется усадочной раковиной. Она образуется под воздействием усадки металла в шве. Все дело в том, что металл при остывании уменьшается в объеме.
Дефекты макроструктуры
Эти виды дефектов сварных соединений можно выявить, если увеличить структуру сварного шва в 10 раз. К этому типу изъянов относятся трещины, непровары, газовые поры, шлаковые вкрапления.
Поры образуются, когда шов быстро остывает. При этом находящиеся в его теле газообразующие элементы не успевают выйти наружу. Так происходит, когда кромки заготовок покрыты ржавчиной, пятнами масла или краски, используется флюс с повышенной влажностью, был неправильно настроен сварочный аппарат по току или газу, большое содержание углерода в свариваемых металлах и так далее.
Поры могут быть большими и маленькими, располагаться могут кучно или равномерно вдоль шва, есть поры сквозные, называемые свищами. В общем, их количество и размеры зависят от времени, за которое ванна находится в жидком состоянии. Чем дольше сварочная ванна жидкая, тем меньше пор, потому что газы успевают покинуть жидкий металл.
Шлаковые включения – это, по сути, небрежность со стороны сварщика при сварке. Значит, он плохо подготовил два соединяемых металла к сварке. На них осталась грязь, ржавчина. Если данный вид дефектов появился при многослойной сварке, то значит, сварщик плохо провел удаление шлака с предыдущих слоев.
Эти дефекты могут иметь размеры в несколько микрон или d несколько миллиметров, форма разная: от сферы до тонкой линии. Расположение – по всему телу шва.
Непровар – дефект серьезный. Получается так, что металл заготовки несплавился с металлом электрода (электросварка) или присадочной проволоки (газовая сварка). Могут несплавится между собой и слой наплавляемого металла. Причин непровара немало:
Причин непровара немало:
- слишком большой ток при сварке был использован;
- загрязнение кромок;
- неправильно был поднесен электрод к оси шва;
- очень маленький зазор между двумя заготовками;
- кромки имеют слишком заостренные концы;
- вынужденный перерыв, в процессе которого металлы остывают;
- увеличенная скорость сварки.
Что касается трещин, то их можно разделить в зависимости от температуры их появления. То есть, холодные или горячие. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
Холодные трещины образуются при температуре 100-300С. Причинами являются все те же напряжения, возникающие в теле наплавляемого металла, когда он начинает остывать.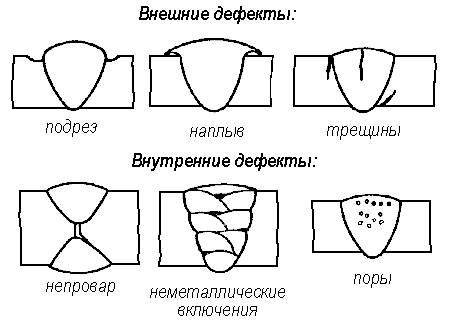 К тому же внутри сварочного шва остается водород (газ), который стремится выйти наружу. И это дополнительные напряжения. Кстати, горячие трещины на лицевой части шва не видны, они считаются внутренними. А вот холодные тут же появляются на внешней стороне шва, их хорошо видно невооруженным глазом. Это наружные дефекты сварных швов и соединений.
К тому же внутри сварочного шва остается водород (газ), который стремится выйти наружу. И это дополнительные напряжения. Кстати, горячие трещины на лицевой части шва не видны, они считаются внутренними. А вот холодные тут же появляются на внешней стороне шва, их хорошо видно невооруженным глазом. Это наружные дефекты сварных швов и соединений.
Есть еще два вида трещин: отпускные и ламелярные. Первые образуются уже тогда, когда сварка закончена и производятся операции по следующей обработке металлом. Вторые имеют очень интересную технологию появления. Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Дефекты микроструктуры
К дефектам микроструктуры нужно отнести микроскопические трещины и поры, включения неметаллического типа (кислородные, нитридные), крупная зернистость структуры наплавленного металла с элементами перегревов и пережогов.
Самый опасный из всех перечисленных дефектов – пережог. При нем внутри шва появляются в большом количестве крупные зерна структуры металла, которые имеют минимальные прочностные связи между собой. Отсюда высокая хрупкость стыка. Причинами пережога являются присутствие кислорода в зоне сварки, а значит, изоляция ванны была плохой. Сюда же можно добавить высокую температуру сварочного процесса.
Допустимые и недопустимые дефекты
Понятно, что все дефекты сварных соединений негативно влияют на качество сварной конструкции. Но есть такие, при которых конструкция может эксплуатироваться без проблем, а есть те, при которых эксплуатировать ее строго запрещено.
Поэтому перед тем как определить, можно или нельзя эксплуатировать сварную конструкцию, необходимо принять во внимание все обстоятельства и факторы, влияющие на выбор.
- Необходимо определить соответствует ли конструкция всем геометрическим и габаритным параметрам строго по проекту или чертежу.
- Тип дефекта, его размеры и место в соединении.
- Каким механическим нагрузкам будет подвергаться строение или сооружение. Выдержат ли их сварочные соединения.
- Характер окружающей среды. Природные нагрузки негативно влияют на состояние сварного шва.
- Функции, возложенные на конструкцию. То есть, один дефект может выдержать определенные нагрузки, а другие ему противопоказаны.

Определить допустимость дефектов можно только специальной аппаратурой. Поэтому рекомендуется использовать оборудование, которое по степени проверки дефекта была выше, чем номинальная допустимая величина самого изъяна. К примеру, трещину размером 3 мм нельзя измерять прибором, который определяет минимальные трещины длиною 5 мм.
Кстати, на допустимость влияют не только размеры и форма дефектов, не последнее слово за их количеством и частотой расположения.
Заключение по теме
Дефекты сварных соединений влияют на качество стыка между элементами собираемой конструкции, а значит, и на всю конструкцию в целом. Поэтому исправлению дефектов сварки придается особое внимание. Устраняться сами они не могут. Есть изъяны, которые можно легко устранить, есть, которые устранить можно, но непросто. Способы их устранения известны. А есть дефекты, которые не подлежат исправлению. Так что лучше проводить процесс грамотно. Поэтому изучайте процессы появления швов и причины их образования.
Поэтому исправлению дефектов сварки придается особое внимание. Устраняться сами они не могут. Есть изъяны, которые можно легко устранить, есть, которые устранить можно, но непросто. Способы их устранения известны. А есть дефекты, которые не подлежат исправлению. Так что лучше проводить процесс грамотно. Поэтому изучайте процессы появления швов и причины их образования.
Дефекты сварного соединения и их причины. Дефекты сварных соединений. Классификация дефектов сварных швов
Сегодня сварка используется повсеместно для соединения различных металлических деталей. Она успешно используется как в промышленности, так и в частных бытовых условиях. называется неразъемное соединение деталей посредством сварки. В результате этого формируются различные участки, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны достаточно давно. Их следует избегать в процессе выполнения работы.
Их следует избегать в процессе выполнения работы.
Сварка используется для соединения металлических деталей в промышленности и бытовых условиях.
Характеристика и виды сварных соединений
Перед тем как начать разговор о дефектах сварных соединений, стоит подробнее поговорить об их основных видах и характеристиках. Принцип сварки достаточно прост. Расплавленный металл образует шов, который кристаллизуется. Тот материал, который частично оплавляется, составляет зону сплавления. Рядом с этой зоной образуется та, в которой нагретый металл испытывает дополнительные напряжения. Ее называют зоной термического влияния. После этого идет основной металл. Его структура и свойства в процессе проведения работ никак не изменяются.
Классификация сварных швов по положению в пространстве.
Существует несколько основных видов сварных соединений. Наиболее распространенными среди них являются встык, внахлест, тавровые и угловые. Все они различаются между собой установкой основных материалов, расположением шва. На качества шва напрямую влияет множество самых разнообразных факторов. Могут образовываться и внутренние дефекты, и наружные. На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
На качества шва напрямую влияет множество самых разнообразных факторов. Могут образовываться и внутренние дефекты, и наружные. На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
Здесь могут присутствовать самые разнообразные окислы, жировые пленки и так далее. Именно поэтому свариваемые поверхности обязательно нужно очищать перед проведением работ. Кстати, в процессе их проведения нужно бороться с окислами, образующимися на поверхности. В любом случае прочность конечного соединения напрямую зависит от отсутствия дефектов. Шов иногда может иметь точно такую же прочность, что и основной материал, но этого достаточно сложно достичь.
О дефектах сварных соединений
Как уже отмечалось ранее, дефекты сварных соединений могут носить самый разнообразный характер. О них обязательно нужно помнить в процессе проведения работ. Если человек имеет багаж знаний по ним, то он сможет сваривать детали, у которых будут идеальные швы. Именно к этому и нужно стремиться.
Таблица основных видов сварных соединений.
- Подрез. Это один из видов дефектов сварных соединений. Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока.
- Наплав. Этот дефект характеризуется тем, что происходит натекание материала шва на основной металл. Очень неприятный недостаток.
- Непровар. Такой дефект сварных соединений может иметь место в тех случаях, когда образуется недостаточная расплавленность основного металла в местах соединений конструктивных элементов. Это место чаще всего заполняется шлаком, который, ввиду своей структуры, образует пористости и пустоты во швах. Это недопустимо. Конструкция сразу теряет свои свойства. Когда используется дуговая сварка, то непровар может образоваться из-за использования недостаточной силы тока. Это один из самых опасных дефектов. Связано это прежде всего с тем что в этом месте начинают образовываться дополнительные напряжения в ходе последующей эксплуатации конструкции. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
- Трещины. Это частичное разрушение материала на шве или в зоне, которая расположена около него. Они могут образовываться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла. В твердом состоянии с ним могут также происходить самые разнообразные структурные превращения. Это вторая причина появления подобных дефектов.
 Это один из самых опасных дефектов. Связано это прежде всего с тем что в этом месте начинают образовываться дополнительные напряжения в ходе последующей эксплуатации конструкции. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
Это один из самых опасных дефектов. Связано это прежде всего с тем что в этом месте начинают образовываться дополнительные напряжения в ходе последующей эксплуатации конструкции. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.Дефекты сварных швов: несплавления, неравномерная форма, наплыв, трещины, свищи, перегрев.
Механизм образования горячих трещин достаточно прост. В ходе выполнения сварочных работ происходит нагрев металла. После того как источник тепла устраняется, он начинает постепенно охлаждаться. Разумеется, начинают образовываться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, которые позволяют осуществлять взаимодействие горячего и холодного материала, то все сварные соединения содержали бы дефекты. Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Разумеется, начинают образовываться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, которые позволяют осуществлять взаимодействие горячего и холодного материала, то все сварные соединения содержали бы дефекты. Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Холодные трещины могут образовываться в месте шва. Они появляются при охлаждении материала до температуры приблизительно в 200-300 градусов по Цельсию. Они могут появляться не сразу, что делает их более опасными. Связано появление холодных трещин с тем, что в материале начинают возникать различные структурные превращения вследствие тех или иных химических превращений. Здесь существует прямая зависимость от количества в материале углерода. Чем его больше, тем больше вероятность того, что появятся холодные трещины. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует способность получения свариваемого соединения, ничем не отличающегося от основных материалов.
Чем его больше, тем больше вероятность того, что появятся холодные трещины. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует способность получения свариваемого соединения, ничем не отличающегося от основных материалов.
Поры и неметаллические включения
Дефекты сварных швов: кратеры, подрезы, поры, непровар, шлак, прожог.
Поры. Эти дефекты сварных соединений встречаются достаточно часто. Поры представляют собой пустоты, которые заполняются газом. Они могут иметь микроскопические размеры, а могут образовывать в структуре дефекты размером в несколько миллиметров. При этом образуются они чаще всего в местах соединения шва с основным материалом. На этот дефект оказывает влияние множество самых разнообразных параметров.
Самым главным из них является концентрация газа в варочной ванне. Газ выделяется из металла в процессе его плавления. Этот процесс никак нельзя предотвратить. Угарный газ не способен растворяться в железе, соответственно, он выделяется в виде пузырьков.
Неметаллические включения. Эти дефекты самих сварных соединений связаны с попаданием инородных включений в структуру шва в результате проведения работ.
Трещины в сварном соединении.
Существует огромное разнообразие таких включений. Шлаковые, к примеру, могут образовываться в результате недостаточной очистки материалов, которые подлежат соединению.
Их причиной может стать недостаточно полное удаление шлака при многослойной сварке. При работе, которая производится за счет плавления, образуется во шве материал, который по физическим и химическим свойствам отличается от основного металла. В связи с этим также могут образовываться подобные дефекты. Инородные включения могут носить самый разнообразный характер.
Изучение дефектов
Дефект сварки – поры, это заполнение пустот газами.
Разумеется, если есть дефекты различных сварных соединений, то их обязательно нужно изучать. Для этого достаточно часто используется макроанализ. Он заключается в том, что структура металла изучается с помощью невооруженного глаза или лупы. В отличие от микроскопического анализа, макроанализ не позволяет в должной мере изучить структуру материала. Его основная задача – это контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Для этого достаточно часто используется макроанализ. Он заключается в том, что структура металла изучается с помощью невооруженного глаза или лупы. В отличие от микроскопического анализа, макроанализ не позволяет в должной мере изучить структуру материала. Его основная задача – это контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Все те дефекты, которые были описаны выше, вполне могут изучаться и выявляться с помощью макроанализа.
Чтобы выявить структуру материала, чаще всего используются методы поверхностного травления.
Виды наплывов в швах.
Такой подход самым лучшим образом подходит для низкоуглеродистых и среднеуглеродистых сталей. Макрошлиф, который подготовлен заранее, нужно погрузить в реактив той частью, которая подвергается анализу. При этом его поверхность обязательно должна быть зачищена с помощью спирта. В результате взаимодействия элементов происходит химическая реакция. Она позволяет вытеснять медь из раствора. Происходит замещение материалов. Медь в результате осаждается на поверхности пробника. Те места, где на основной материал медь легла не полностью, подвергаются травлению. Эти места и содержат какие-либо дефекты. После этого образец изымается из водного раствора, сушится и очищается. Все эти действия нужно проделывать максимально быстро, чтобы не произошло реакции окисления. В результате этого можно выявить те участки, где присутствует большое количество углерода, серы и других материалов.
Травление участков, которые содержат эти материалы происходит не одинаково. Там, где присутствует большая концентрация углерода и фосфора, медь на поверхности выделяется неинтенсивно. Здесь минимальная степень защиты металла. Вследствие этого данные места подвергаются самому большому травлению. В результате проведения реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, которые содержат минимальное количество углерода. Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Здесь минимальная степень защиты металла. Вследствие этого данные места подвергаются самому большому травлению. В результате проведения реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, которые содержат минимальное количество углерода. Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Виды подрезов в швах.
Есть и другие методы макроанализа структуры материалов при сварном соединении. К примеру, часто для определения количества серы используется метод фотоотпечатков. Фотобумагу при этом смачивают и держат на свету какое-то время. После этого она просушивается между листами фольгированной бумаги. Раствор, в который она изначально помещается, содержит определенное количество серной кислоты. Затем, разумеется, эта бумага ровным слоем укладывается на макрошлиф.
Она должна разглаживаться с помощью валика, чтобы полностью были исключены все ее деформации. Все пузырьки воздуха, которые могут оставаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет носить объективный характер. Ее нужно удерживать в таком положении приблизительно 3-10 минут. Время зависит от того, какова изначальная толщина пробника, а также от других факторов.
Только в этом случае исследование будет носить объективный характер. Ее нужно удерживать в таком положении приблизительно 3-10 минут. Время зависит от того, какова изначальная толщина пробника, а также от других факторов.
Виды непроваров.
Включения серы, которые располагаются в наплавленном металле, обязательно вступят в реакцию с кислотой, которая была нанесена на поверхность фотобумаги. В очагах выделения сероводорода будет образовываться такое вещество, которое носит название фотоэмульсия. Участки сернистого серебра, которые будут образовываться в результате реакции, наглядно показывают распределение серы в металле.
Разумеется, эти участки будут наблюдаться на бумаге. Фотобумага, которая была использована для проведения опыта, подлежит мытью, а затем выдерживанию в растворе гипосульфита. После этого ее еще раз промывают в жидкости и сушат. В том случае если в сварном шве будут присутствовать фтористые включения, они обязательно выделятся наружу в виде участков темного цвета.
Подведение итогов
Таким образом, в настоящее время существует множество методов выявления дефектов сварных соединений. Все они имеют определенную цель. Каждый способ позволяет выяснить, сколько в структуре шва содержится того или иного материала, который может пагубно влиять на его структуру.
Помимо методов макроанализа, в последнее время достаточно часто внедряются методы микроанализа. Они имеют то же самое предназначение, что и предыдущие. Однако дополнительно позволяют изучить структуру материала. Здесь работа ведется на молекулярном уровне строения кристаллической решетки.
Что такое дефекты сварных соединений? По сути, это отклонения от требований к техническим характеристикам сварного шва, а соответственно и всей конструкции. Именно дефекты сварки снижают прочность шва и надежность сварочных стыков. Их можно разделить на несколько видов.
Виды дефектов сварных швов:
- отклонения от размеров и формы шва;
- изъяны микро- и макроструктуры;
- коробление и деформация конструкций.
Отклонения от размеров шва и его формы
Размерные показатели сварочного шва определяются государственными стандартами. И у каждого вида сварки есть свой ГОСТ. К примеру, при сварке, где задействован способ плавления, дефекты сварного шва определяет неравномерная наполненность свариваемой канавки, плюс разница ширины и высоты шва на всем его протяжении. Что касается формы, то она неровная, имеются так называемые седла (впадины), бугры, структура его чешуйчатая.
Причины из возникновения при сварке ручной – это низкое качество электродов, низкая квалификация сварщика, нарушение технологии сваривания. Причины при автоматической сварке – это скачки напряжения, угол наклона подачи электрода неправильно выбран, присадочная проволока проскакивает в механизме подачи и так далее.
Если говорить о сварке давлением, то ее дефектами сварных швов выступают вмятины глубокого типа, неравномерное распределение точек вдоль сварочного шва, может произойти смещение заготовок относительно друг друга.
К дефектам нарушения формы относятся прожоги, подрезы, наплывы и незаверенные кратеры.
Наплывы
Обычно такие дефекты сварочных швов образуются, когда производится сварка заготовок, лежащих в горизонтальной плоскости. А сам сварочный процесс производится сверху. Наплыв – это затвердевший жидкий металл в виде бугорков, которые образуются в момент соприкосновения горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплывы могут быть разных размеров: от маленьких капель до больших рядов, протяженных на приличную длину сварочного шва.
Причинами появления наплывов могут выступать большой ток, подающийся на электрод, длинная электрическая дуга, наклон заготовки, неправильно выбранный угол установки электрода. Как результат – трещины в сварочном шве, непровары и прочие изъяны.
Подрезы
Этот дефект представляет собой канавку (углубление) в сварочном шве, которая часто образуется при сварке около металла заготовки. Причинами могут быть большой ток и длинная дуга, которые создают перегрев самого металла, а также сварочного наполнителя. Именно состояние большой температуры становятся причиной оплавления кромки двух заготовок. Если производится сварка угловых соединений, то чаще всего причинами подреза являются неправильно устанавливаемый электрод, особенно, когда произошло смещение в сторону вертикально установленной заготовки. При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
Причинами могут быть большой ток и длинная дуга, которые создают перегрев самого металла, а также сварочного наполнителя. Именно состояние большой температуры становятся причиной оплавления кромки двух заготовок. Если производится сварка угловых соединений, то чаще всего причинами подреза являются неправильно устанавливаемый электрод, особенно, когда произошло смещение в сторону вертикально установленной заготовки. При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
При газовой сварке подрезы могут возникать только по одной причине – увеличенная мощность горелки. Необходимо отметить, что подрезы – достаточно серьезный дефект сварочного шва. Он приводит к ослаблению заготовки по толщине, а это наипервейшая причина разрушения стыка, а соответственно всей сварной конструкции.
Прожоги
Само название уже говорит за себя. На месте сварки и в свариваемых металлах по кромкам образуются отверстия. Причины:
Причины:
- большое расстояние между заготовками;
- большой ток и мощная горелка при быстрой сварке;
- неправильная форма кромок, очень заостренная;
- большая продолжительность процесса на одном месте.
Чаще всего этот вид дефектов получается, когда свариваются между собой тонкие листы металлов, или когда ведется многослойная сварка и наносится первый слой.
Кратеры
Это углубления в сварном шве. Обычно этот дефект образуется при обрыве дуги. Поэтому его опытные сварщики пытаются сразу же оплавить. Это самое простое устранение дефектов сварки. Когда сварка ведется автоматическим способом, то кратер обычно появляется на выходе из шва, то есть, на выходной планке.
Есть подвид кратеров, который называется усадочной раковиной. Она образуется под воздействием усадки металла в шве. Все дело в том, что металл при остывании уменьшается в объеме.
Дефекты макроструктуры
Эти виды дефектов сварных соединений можно выявить, если увеличить структуру сварного шва в 10 раз.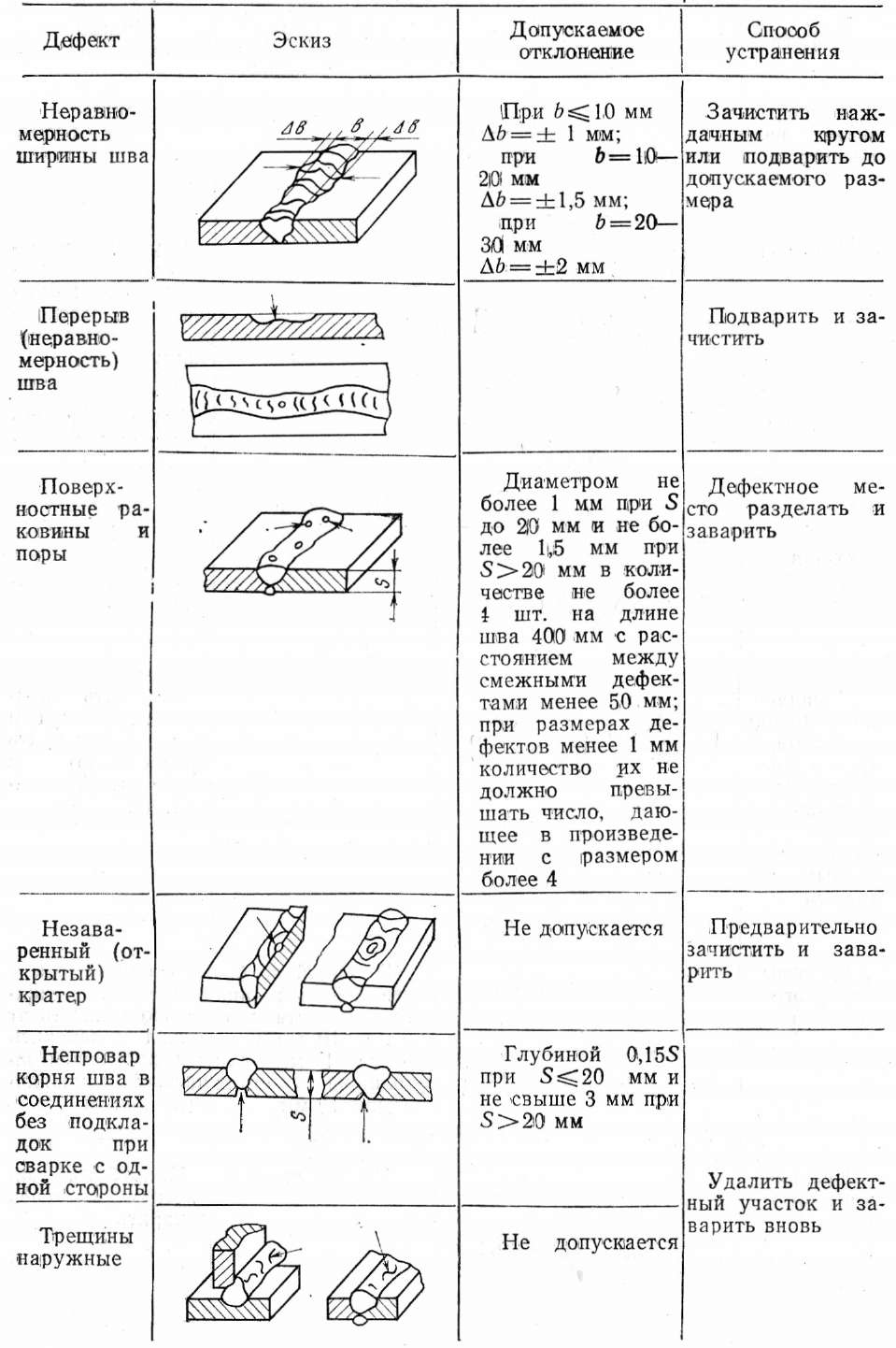 К этому типу изъянов относятся трещины, непровары, газовые поры, шлаковые вкрапления.
К этому типу изъянов относятся трещины, непровары, газовые поры, шлаковые вкрапления.
Поры образуются, когда шов быстро остывает. При этом находящиеся в его теле газообразующие элементы не успевают выйти наружу. Так происходит, когда кромки заготовок покрыты ржавчиной, пятнами масла или краски, используется флюс с повышенной влажностью, был неправильно настроен сварочный аппарат по току или газу, большое содержание углерода в свариваемых металлах и так далее.
Поры могут быть большими и маленькими, располагаться могут кучно или равномерно вдоль шва, есть поры сквозные, называемые свищами. В общем, их количество и размеры зависят от времени, за которое ванна находится в жидком состоянии. Чем дольше сварочная ванна жидкая, тем меньше пор, потому что газы успевают покинуть жидкий металл.
Шлаковые включения – это, по сути, небрежность со стороны сварщика при сварке. Значит, он плохо подготовил два соединяемых металла к сварке. На них осталась грязь, ржавчина. Если данный вид дефектов появился при многослойной сварке, то значит, сварщик плохо провел удаление шлака с предыдущих слоев.
Эти дефекты могут иметь размеры в несколько микрон или d несколько миллиметров, форма разная: от сферы до тонкой линии. Расположение – по всему телу шва.
Непровар – дефект серьезный. Получается так, что металл заготовки несплавился с металлом электрода (электросварка) или присадочной проволоки (газовая сварка). Могут несплавится между собой и слой наплавляемого металла. Причин непровара немало:
- слишком большой ток при сварке был использован;
- загрязнение кромок;
- неправильно был поднесен электрод к оси шва;
- очень маленький зазор между двумя заготовками;
- кромки имеют слишком заостренные концы;
- вынужденный перерыв, в процессе которого металлы остывают;
- увеличенная скорость сварки.
Что касается трещин, то их можно разделить в зависимости от температуры их появления. То есть, холодные или горячие. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
Холодные трещины образуются при температуре 100-300С. Причинами являются все те же напряжения, возникающие в теле наплавляемого металла, когда он начинает остывать. К тому же внутри сварочного шва остается водород (газ), который стремится выйти наружу. И это дополнительные напряжения. Кстати, горячие трещины на лицевой части шва не видны, они считаются внутренними. А вот холодные тут же появляются на внешней стороне шва, их хорошо видно невооруженным глазом. Это наружные дефекты сварных швов и соединений.
Есть еще два вида трещин: отпускные и ламелярные. Первые образуются уже тогда, когда сварка закончена и производятся операции по следующей обработке металлом. Вторые имеют очень интересную технологию появления. Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Дефекты микроструктуры
К дефектам микроструктуры нужно отнести микроскопические трещины и поры, включения неметаллического типа (кислородные, нитридные), крупная зернистость структуры наплавленного металла с элементами перегревов и пережогов.
Самый опасный из всех перечисленных дефектов – пережог. При нем внутри шва появляются в большом количестве крупные зерна структуры металла, которые имеют минимальные прочностные связи между собой. Отсюда высокая хрупкость стыка. Причинами пережога являются присутствие кислорода в зоне сварки, а значит, изоляция ванны была плохой. Сюда же можно добавить высокую температуру сварочного процесса.
Допустимые и недопустимые дефекты
Понятно, что все дефекты сварных соединений негативно влияют на качество сварной конструкции. Но есть такие, при которых конструкция может эксплуатироваться без проблем, а есть те, при которых эксплуатировать ее строго запрещено.
Но есть такие, при которых конструкция может эксплуатироваться без проблем, а есть те, при которых эксплуатировать ее строго запрещено.
Поэтому перед тем как определить, можно или нельзя эксплуатировать сварную конструкцию, необходимо принять во внимание все обстоятельства и факторы, влияющие на выбор.
- Необходимо определить соответствует ли конструкция всем геометрическим и габаритным параметрам строго по проекту или чертежу.
- Тип дефекта, его размеры и место в соединении.
- Каким механическим нагрузкам будет подвергаться строение или сооружение. Выдержат ли их сварочные соединения.
- Характер окружающей среды. Природные нагрузки негативно влияют на состояние сварного шва.
- Функции, возложенные на конструкцию. То есть, один дефект может выдержать определенные нагрузки, а другие ему противопоказаны.
Определить допустимость дефектов можно только специальной аппаратурой. Поэтому рекомендуется использовать оборудование, которое по степени проверки дефекта была выше, чем номинальная допустимая величина самого изъяна. К примеру, трещину размером 3 мм нельзя измерять прибором, который определяет минимальные трещины длиною 5 мм.
К примеру, трещину размером 3 мм нельзя измерять прибором, который определяет минимальные трещины длиною 5 мм.
Кстати, на допустимость влияют не только размеры и форма дефектов, не последнее слово за их количеством и частотой расположения.
Заключение по теме
Дефекты сварных соединений влияют на качество стыка между элементами собираемой конструкции, а значит, и на всю конструкцию в целом. Поэтому исправлению дефектов сварки придается особое внимание. Устраняться сами они не могут. Есть изъяны, которые можно легко устранить, есть, которые устранить можно, но непросто. Способы их устранения известны. А есть дефекты, которые не подлежат исправлению. Так что лучше проводить процесс грамотно. Поэтому изучайте процессы появления швов и причины их образования.
Надежность конструкции зависит от качества выполненных работ. Дефекты сварных креплений не допускаются, иначе изделие может выйти из строя в самый неподходящий момент. Халатность при работе, невысокая квалификация мастера, могут повлечь за собой различные проблемы, технологии работ и оборудование должны применяться в соответствие с ГОСТами. Значения сварных швов могут быть в допуске или напротив, в последнем случае, необходимо заново проделывать работу до достижения требуемого результата.
Значения сварных швов могут быть в допуске или напротив, в последнем случае, необходимо заново проделывать работу до достижения требуемого результата.
При воздействии различных факторов при работе образуются некоторые недопустимые несоответствия шва. Дефекты сварки подразделяются на несколько групп, допуски которых находят подробное описание в ГОСТе:
- Наружные дефекты имеют неравномерную форму конструкции, следствием не соблюдения технологии формирования.
- Согласно ГОСТ-23055, к внутренним бракованным частям принимаются неметаллические либо шлаковые отложения, несплавления и непровары металлических изделий. К выявлению данной категории брака применяются приборы контроля сварочного производства.
Исправление производится рассверливанием по всей полости, в целях исключения развития, брак удаляется и наваривается новое соединение.
Полости
Произвольная форма, появившееся при результате воздействия газов, называется полостью. Возникает при расплавлении металла, не полном цикле оттеснения излишних газов, не правильного формирования сварочной ванны. Несплошности образовываются к форме продолговатых полостей, к категории относятся кратеры и раковины. Основной разновидностью браковки сварки, являются свищи, появившиеся обстоятельствами:
Несплошности образовываются к форме продолговатых полостей, к категории относятся кратеры и раковины. Основной разновидностью браковки сварки, являются свищи, появившиеся обстоятельствами:
- пластичность металла не соответствует требованиям;
- закалочные структуры;
- неравномерный нагрев.
Дефекты отличаются по форме, глубине и расположению, которое может находится как на внутри, так и на внешней части шва. Свищи имеют продолговатую трубчатую форму, причиной появления являются газы. Не соблюдение технического регламента, а именно наличие на участке сварки масла, окисления и прочих загрязнений ведут к дефекту конструкции.
Некачественный инструмент может организовать непоправимые разрушения, так же как и использование вспомогательных материалов в виде флюсов. Повышенная скорость изготовления, нестандартный ход защитных газов неблагоприятно воздействуют на характеристики шва. Поры образуются вследствие применения неисправного инструмента, проволоки, чрезмерно проветриваемого помещения.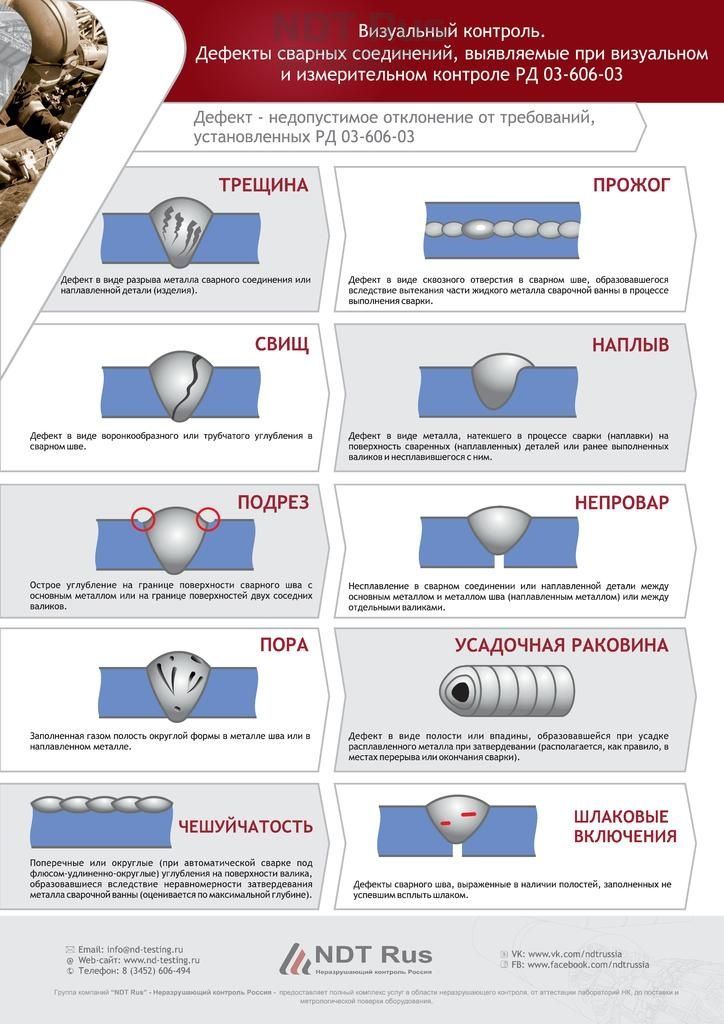
При обрыве дуги, либо не верного способа выполнения конечного участка, образуются кратеры. Внешний вид обуславливается видом воронки, которую нужно заварить по обнаружению. Современные агрегаты, изготавливающие сварочный шов, способны устранить несоответсвие путем снижения тока по окончанию соединения.
Твердые включения
Инородные вещества любого происхождения являются серьезной проблемой в процессе сварки. Основные ошибки — большая скорость сварки, ток малой силы, загрязненность кромок. Дефекты сварного шва производятся из-за:
- флюсовых остатков;
- шлаковых либо оксидных включений.
Оксидные, образовываются результатом отсутствия зачистки металла, химического воздействия. Шлак, при соблюдении технологии, всплывает на поверхность, однако при некоторых ситуациях остается внутри шва. Защитными газами создается среда, при которой невозможно включения инородного тела. Металлические включения могут быть опасны, т.к. имеют размеры до нескольких десятков миллиметров.
Условия возникновения зависят на тип образования:
- разобщенным;
- линейным;
- прочим образованием.
Участок производимых действий по сварки, на котором превышается содержание шлаковых добавок, переваривается. Зачастую включения проявляются на местах стыковки статичного и добавляемого шва, при исполнении многослойных изделий.
Несплавления и непровары
Отсутствие стыковки основного металла, или между отдельными элементами называется несплавлением. Различаются на поверхностные, состоящие между вилками, расположенные при основании шва. Основными причинами несплавлений определяют:
- увеличенная длина дуги;
- несоответствующая зачистка кромок;
- уменьшенный сварочный ток;
- повышенная скорость сварки.
Наличие дефекта статическими соединениями может быть восполнено дополнительным наплавом. В результате, происходит снижение прочности, возникает концентрация напряжений зоной несплавления.
Недостаточное сплавление стыка при зоне сварки именуется непровар. Основными причинами является остатки ржавчины, окисления, окалины, других неблагоприятных воздействий. В следствие уменьшения концентрации, возрастает возможность появления напряжений, отрицательно сказывающихся на конструкции в целом. При отклонениях от допусков, зоны с непроваренным швом зачищаются до основания, операция по сварке происходит заново.
Основными причинами является остатки ржавчины, окисления, окалины, других неблагоприятных воздействий. В следствие уменьшения концентрации, возрастает возможность появления напряжений, отрицательно сказывающихся на конструкции в целом. При отклонениях от допусков, зоны с непроваренным швом зачищаются до основания, операция по сварке происходит заново.
Отклонение от заданных параметров формы поверхности шва, геометрического состояния соединения, обуславливается нарушением формы.
Существуют различные нарушения, каждый из которых возникает вследствие определенных условий.
- Подрезы – по краям сварного шва образуется дефект в виде углублений при продольном расположении. Образуется зачастую при повышенной скорости сварки, результатом чего сварочная ванная затвердевает быстрее, чем положено. Увеличенное расстояние дуги способствует распространению ширины шва по металлу, т.к. при такой схеме теплоотдача дуги остается на прежнем уровне, мощности не хватает для расплавления всей полости металла.
- Избыток наплавленного материала, обнаруженный на внутренней стороне сварного шва – превышение проплава. Дефектами линейного смещения называют состояние, при котором соединяемые детали располагаются на разном уровне, между стыками существует разница в высоте. Существует угловой тип брака, при ситуациях, когда угол асимметричен стыковому элементу.
- Наплав – избыточное количество материала, образованное при процессе стыковки шва. Дефект образуется вследствие излишне длинной дуги, неверного наклона электрода, повышенного сварочного тока.
- Прожог – сквозное отверстие, образованное в результате вытекания металлической составляющей сварочной ванны. Брак образуется результатом использования большого тока при малой скорости движения электродом, плохая подкладка или неверный зазор кромок.
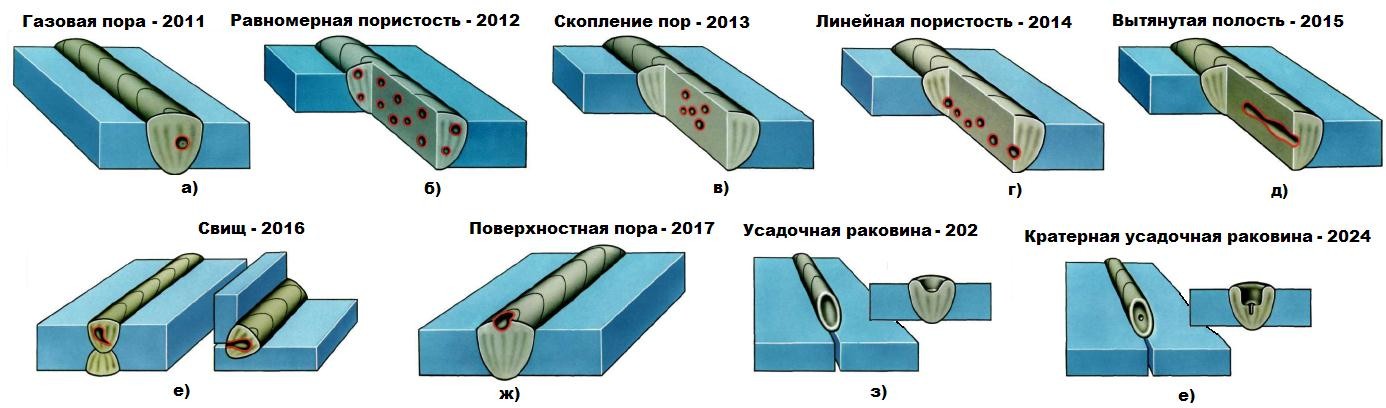
Также существуют прочие неприятности, связанные с формой, к примеру, вогнутые края шва, образованные со стороны корня соединения. К прочим несоответствиям приравниваются задиры поверхностного типа, случайная дуга, брызги металла, и другие.
Методы обнаружения и контроля
Качественный шов имеет соответствующие показатели маркировки. На крупных предприятиях каждый специалист устанавливает определенное клеймо на стыкуемый участок. Для обнаружения дефектов применяются следующие способы:
- визуальный осмотр;
- цветная дефектоскопия;
- ультразвуковой метод определения бракованных участков;
- радиационный;
- магнитный метод.
После того, как обнаружен дефект, сотрудником отдела качества определяется дальнейшая судьба детали, в большинстве случаев они отправляются на доработку. Наплывы удаляются с помощью абразивного инструмента, путем механических воздействий. Заварка применяется при дефектоскопии крупных трещин, с предварительным зачищенным местом остаточной сварки.
Приступим к подробному рассмотрению дефектов согласно классификации.
Дефекты группы 1 — Трещины
Трещины (100; Е) — дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах
или
— несплошность вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок ()
Трещины являются недопустимыми дефектами, так как являются концентратором напряжения и очагом разрушения. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции.
Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции.
Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Образованию трещин способствует повышенное содержание углерода в расплавленном металле, а также кремния, никеля и особенно вредных примесей серы, фосфора и водорода.
Причинами образования трещин чаще всего является несоблюдение технологии и режимов сварки. Это может проявляться, например, в неправильном расположении швов в сварной конструкции, что приводит к высокой концентрации напряжений. Большие напряжения в сварных конструкциях могут возникнуть также при несоблюдении заданного порядка наложения сварных швов.
Удаление трещин. Поверхностные трещины в сварных конструкциях устраняются в следующем порядке: сначала засверливают концы трещины, чтобы она не распространялась дальше по шву, затем трещину удаляют механическим путем или строжкой, после чего место удаления дефекта зачищают и заваривают.
Внутренние трещины (как впрочем, и остальные внутренние дефекты) удаляют механическим способом или строжкой с последующей заваркой данного участка.
По происхождению трещины подразделяются на:
— холодные трещины
— горячие трещины
Холодные трещины возникают при температурах ниже 300°С, то есть сразу после остывания шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки.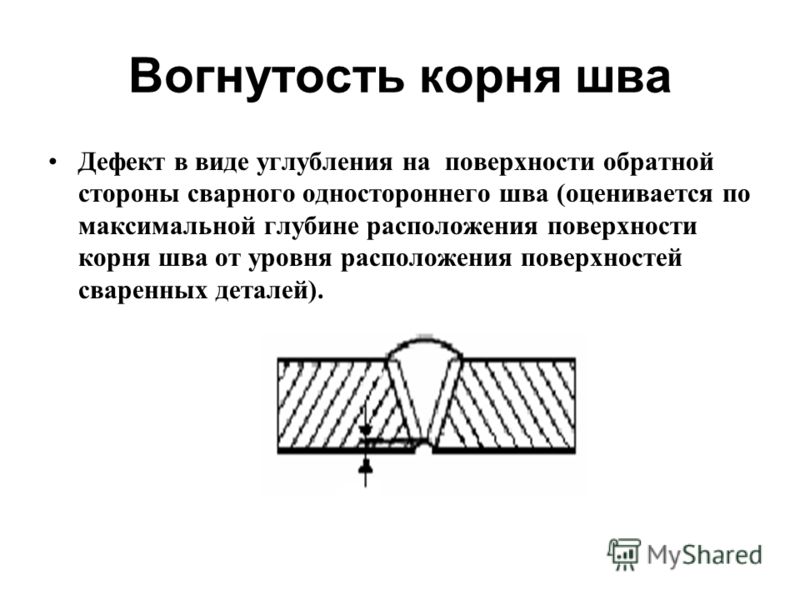 Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны. Холодные трещины на изломе имеют чистый блестящий вид кристаллов.
Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны. Холодные трещины на изломе имеют чистый блестящий вид кристаллов.
Горячие трещины появляются в процессе кристаллизации металла при температурах 1100 — 1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность. Горячие трещины на изломе имеют желтовато — оранжевый оттенок.
По размерам трещины подразделяются на:
- макроскопические
- микроскопические
Макроскопические трещины или просто трещины (100; Е) — видны невооруженным глазом или через лупу небольшого (2 — 4х — кратного) увеличения при визуальном контроле
Микроскопические трещины или микротрещина (1001) — трещина микроскопических размеров, которую обнаруживают физическими методами не менее чем при пятидесятикратном увеличении
По расположению трещины подразделяются на:
- продольные
- поперечные
Продольная трещина (101; Еа) — трещина сварного соединения, ориентированная вдоль оси сварного шва
Продольная трещина может располагаться :
В металле сварного шва (1011)
На границе сплавления (1012)
В зоне термического влияния (1013)
В основном металле (1014)
Поперечная трещина (102; Eb) — трещина, ориентированная поперёк оси сварного шва.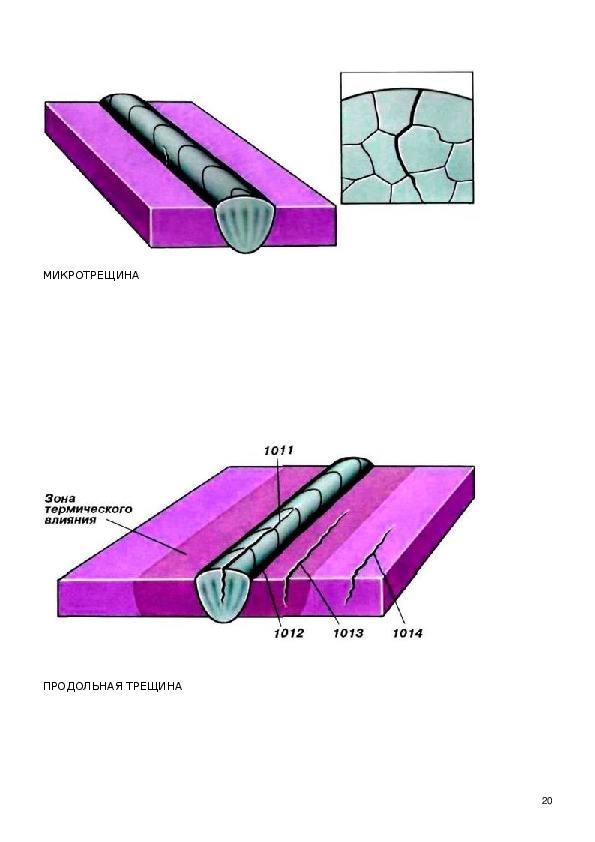
Поперечная трещина может располагаться:
В металле сварного шва (1021)
В зоне термического влияния (1023)
В основном металле (1024)
Газовая полость (200;А) — полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
или
— полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.
Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора (2011; Аа) — несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую форму
или
— газовая полость обычно сферической формы ( — 97)
Равномерно распределенная пористость (2012) — группа газовых пор, распределенных равномерно в металле сварного шва.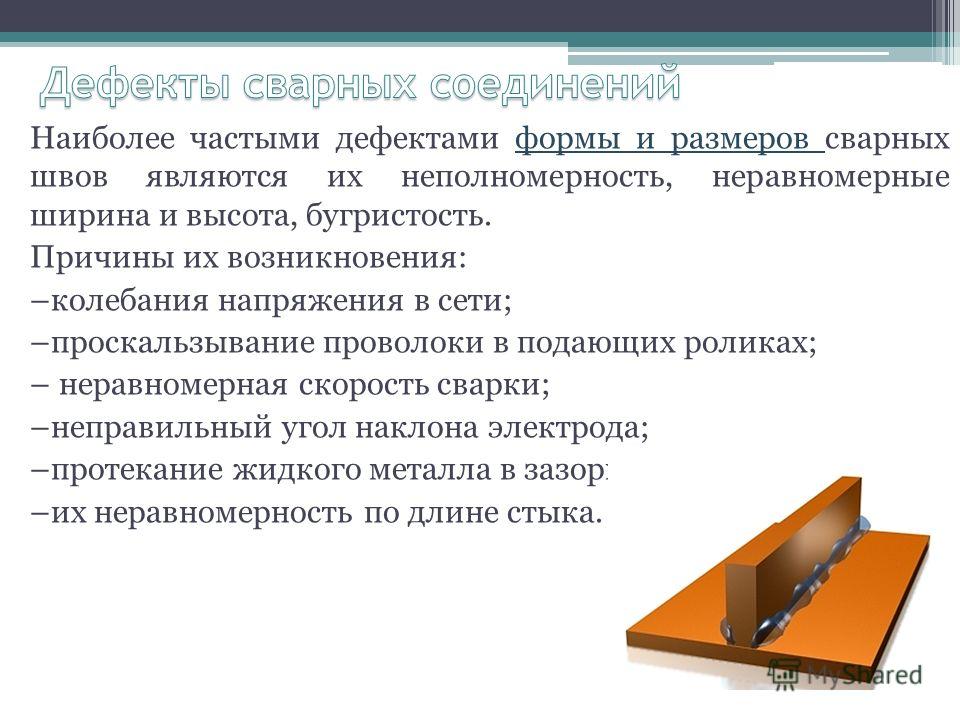 Следует отличать от цепочки пор (2014)
Следует отличать от цепочки пор (2014)
Скопление пор (2013) — группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор (2014) — ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Продолговатая полость (2015; Ab) — несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.
Свищ (2016; Ab) — трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора (2017) — газовая пора, которая нарушает сплошность поверхности сварного шва
Усадочная раковина (202; R) — полость, образующаяся вследствие усадки во время затвердевания
Кратер (2024; К) — усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов
или
— дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.
Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Дефекты группы 3 — Твердые включения
Подобные включения ослабляют сечение шва, снижают его прочность и становятся зонами концентрации напряжений.
Места швов с твердыми включениями вырубают до здорового металла или удаляют строжкой и впоследствии заваривают.
Твердое включение (300) — твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
Шлаковое включение (301; Ва) — шлак, попавший в металл сварного шва.
В зависимости от условий образования такие включения могут быть:
— линейными (3011)
— разобщенными (3012
— прочими (3013)
Шлак, образующийся при плавлении электродного покрытия или флюса, всегда всплывает на поверхность сварочной ванны. Шлак может оставаться внутри металла только при нарушении техники и технологии процесса (большим скорость сварки, неправильный наклон электрода, плохая зачистка ранее выполненного валика). Чаще всего шлаковые включения остаются в шве в результате подтекания шлака при выполнении корневых валиков и глубоких разделках. Сварка под флюсом кольцевых швов сопровождается шлаковыми включениями из-за несоблюдения рекомендуемой величины смещения электрода (зенита).
Шлак может оставаться внутри металла только при нарушении техники и технологии процесса (большим скорость сварки, неправильный наклон электрода, плохая зачистка ранее выполненного валика). Чаще всего шлаковые включения остаются в шве в результате подтекания шлака при выполнении корневых валиков и глубоких разделках. Сварка под флюсом кольцевых швов сопровождается шлаковыми включениями из-за несоблюдения рекомендуемой величины смещения электрода (зенита).
При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Они уменьшают сечение шва и приводят к концентрации напряжений в нем.
Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке и переварке.
Флюсовое включение (302; G) — флюс, попавший в металл сварного шва
В зависимости от условий образования флюсовые включения могут быть:
— линейными (3021)
— разобщенными (3022)
— прочими (3023)
Флюсовые включения образуются из-за флюса, не вступившего в реакцию с расплавленным металлом шва и не всплывшего на поверхность сварного шва. Причиной образования флюсовых включений является использование флюса с большой грануляцией, завышение скорости сварки, случайном попадании гранул флюса в сварочную ванну.
Причиной образования флюсовых включений является использование флюса с большой грануляцией, завышение скорости сварки, случайном попадании гранул флюса в сварочную ванну.
Оксидное включение (303; J) — оксид металла, попавший в металл сварного шва во время затвердевания.
Оксидные включения получаются в результате образования труднорастворимых тугоплавких пленок. Чаше всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Также окисные включения, могут возникать в металле шва из-за слабой их растворимости и слишком быстрого охлаждения.
Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения и могут привести к. его разрушению под приложенной в процессе эксплуатации нагрузкой.
Металлическое включение (304, Н) — частица инородного металла, попавшая в металл сварного шва
Различают металлические включения из:
— вольфрама (3041)
— меди (3042)
— другого металла (3043)
Вольфрамовые включения возникают при нарушении зашиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого, вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Кроме этого, вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Характерные признаки образования вольфрамовых включений — замыкания треск и резкая вспышка дуги. Расплавленный конец электрода при этом разбрызгивается и попадает в расплавленным металл в виде мелких (или одного крупного) включения. Если в момент замыкания металл шва был достаточно затвердевшим, вольфрамовое включение останется на его поверхности. Чаще всего электрод замыкается при отделении капли присадочного металла во время сварки стыков в различных (неудобных для сварки) пространственных положениях шва. Отделившийся от электрода кусок вольфрама увлекается расплавленным присадочным металлом внутрь шва.
Дефекты группы 4 — Несплавления и непровар
Несплавление (401) — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валками сварного шва.
Различают несплавления:
— по боковой стороне (4011)
— между валиками (4012)
— в корне сварного шва (4013)
Несплавления образуются при дуговой сварке из-за того, что дуга не расплавила часть кромки стыка и не сформировала шов с ее участием.
Чаще всего несплавления образуются из-за неправильного выбора формы угла и разделки, плохо зачищенной поверхности кромок, из-за плохой зачистки шва между проходами, химической неоднородности металла, неправильных режимов сварки (маленькая сила тока, завышенная скорость сварки).
Непровар (неполный провар) (402; D) — несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения
или
местное нарушение сплавления между свариваемыми элементами, между металлом шва и основным металлом или между отдельными слоями шва при многослойной сварке.
Неполное проплавление (непровар) в стыковых соединениях может возникать в середине сечения при двусторонней сварке или в корне шва при односторонней сварке, как без подкладки, так и на формирующей подкладке, за счет неравномерного ее прилегания.
Характерной особенностью непровара являются его окончания, имеющие вид трещины, размеры которых, например для сплава АМг6, соизмеримы с межзеренными расстояниями. Непровар может также сопровождаться присутствием пор и оксидных включений.
В сварных соединениях, не чувствительных к непровару при статическом нагружении, ослабление сечения шва может быть скомпенсировано усилением или проплавом. Например, усиление шва в стыках труб из низкоуглеродистой стали с кольцевым непроваром по всей длине в корне шва при статических нагрузках полностью компенсирует ослабление сечения, создаваемое непроваром до 20 % от толщины стенки трубы. Сварные соединения, не чувствительные к непровару при статических нагрузках, могут снижать статическую прочность при секционной или многослойной сварке при низких температурах (- 60 — 70 °С). Это связано с повторным нагревом, который создает местную термопластическую деформацию и старение металла. В местах непровара снижается запас пластичности — охрупчивание, что ведет к резкому снижению прочности.
Это связано с повторным нагревом, который создает местную термопластическую деформацию и старение металла. В местах непровара снижается запас пластичности — охрупчивание, что ведет к резкому снижению прочности.
В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%.
Непровар в корне шва происходит при недостаточной силе тока или при повышенной скорости сварки, непровар кромки шва — при смещении электрода с оси стыка, непровар между слоями — при плохой очистке предыдущих слоев, большом объеме наплавленного металла. Также причина образования непровара — плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка.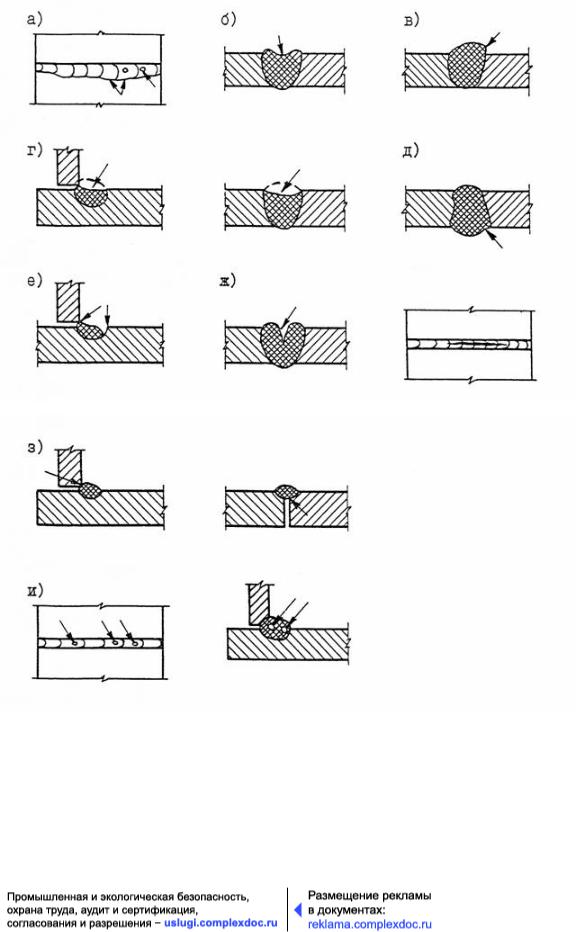
Участки с непроварами приходится вырубать до основного металла, зачищать и вновь заваривать.
Группа 5. Нарушение формы шва
Нарушение формы (500) — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения
Дефекты формы и размеров сварных швов снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки — колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Подрез непрерывный протяженный (5011; F) — углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке
Подрез перемежающийся локальный (5012; F) — углубление продольное отдельными участками на наружной поверхности валика сварного шва
Подрезы приводят к ослаблению сечения основного металла и местной концентрации напряжений под влиянием рабочих нагрузок. При электродуговой сварке подрезы возникают при повышенном токе и напряжении дуги, а при газовой сварке — из-за повышенной мощности сварного пламени.
При электродуговой сварке подрезы возникают при повышенном токе и напряжении дуги, а при газовой сварке — из-за повышенной мощности сварного пламени.
Подрезы часто образуются при сваривании горизонтальных швов на вертикальной плоскости. При ручной дуговом сварке угловых соединении причиной возникновения подрезов часто является неправильная техника выполнения швов, в частности неправильное положение электрода по отношению к оси шва, особенно при работе в стесненных условиях. Иногда подрезы образуются на внутренних валиках швов, выполненных аргонодуговой сваркой. Причиной их образования могут быть плохая сборка (смешение кромок), неточное ведение электрода по разделке.
Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит заварке тонким (ниточным) швов электродами малого диаметра.
Усадочная канавка (5013) — подрез со стороны корня одностороннего сварного шва, вызванный усадкой по границе сплавления
При сварке внутреннем валике иногда образуется усадочная канавка, расположенная по оси шва. Устранить ее можно уменьшением объема сварочной ванны. Для этого необходимо уменьшить притупление или изменить режим сварки увеличить ее скорость или уменьшить силу сварочного тока.
Устранить ее можно уменьшением объема сварочной ванны. Для этого необходимо уменьшить притупление или изменить режим сварки увеличить ее скорость или уменьшить силу сварочного тока.
Превышение выпуклости стыкового шва (502) — избыток наплавленного металла на лицевой стороне стыкового шва сверх установленного значения
Превышение выпуклости углового шва (503) — избыток наплавленного металла на лицевой стороне углового шва (на всей длине или на участке) сверх установленного значения
В процессе сварки из-за неправильных режимов сварки, а также по ряду других причин (низкая скорость сварки, неудобное пространственное положение, однопроходная сварка в узкую разделку) при формировании шва избыток металла кристаллизуется в центре сварочной ванны в виде выпуклости, превышающей допустимые значения. Чрезмерную выпуклость другими словами называют превышением усиления шва.
Превышение выпуклости удаляют механическим способом — шлифовальным инструментом.
Превышение проплава (504) — избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения
Местное превышение проплава (5041) — местный избыточный проплав сверх установленного значения
Превышение проплава чаще всего возникает из-за плохой подготовки сварочных кромок (неодинаковый зазор в стыке, разной толщины металла по длине шва) и химической неоднородности свариваемого металла.
Неправильный профиль сварного шва (505) — угол α между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, менее установленного значения
Причины образования неправильного профиля сварного шва тождественны причинам превышения проплава.
Наплав (506) (он же наплыв) — избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним
Они могут быть местными — в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск, плохая очистка свариваемых кромок. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск, плохая очистка свариваемых кромок. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Наплывы удаляют механическим способом, проверяя, нет ли в этих местах непровара.
Линейное смещение (507) — смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне
Угловое смещение (508) — смещение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого
Натек (509) — металл сварного шва, осевший вследствие действия силы тяжести и не имеющий сплавления с соединяемой поверхностью.
В зависимости от условий это может быть:
— 5091 натек при горизонтальном положении сварки ;
— 5092 натек в нижнем или потолочном положении сварки;
— 5093 натек в угловом сварном шве;
— 5094 натекание в шве нахлесточного соединения
Чаще всего натеки образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования натеков и методы их устранения одинаковы с наплавами (наплывами).
Причины образования натеков и методы их устранения одинаковы с наплавами (наплывами).
Прожог (510) — вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве
Прожоги чаще всего образуются на тонкостенных соединениях или соединениях с подкладными полосами, кольцами, когда сварку выполняют на повышенном режиме или при увеличенном зазоре между кромками. В местах прожога металл окисляется и становится рыхлым, непрочным, неплотным. По возможности такие участки тщательно зачищают до полного удаления некачественного металла. В недоступных для зачистки местах, где могут появиться прожоги, при сварке первого слоя следует обдувать обратную сторону шва защитным газом. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита.
Прожоги являются характерным дефектом сварки тонкостенных изделий: обечаек сильфонных компенсаторов, труб гибких металлических шлангов, арматуры с трубами. В процессе сборки этих деталей особенно важно соблюдать требования по точности обработки сопрягаемых поверхностей и качеству сборки. Размеры ванны здесь настолько малы, что малейшее нарушение в обработке или сборке приводит к изменению теплоотвода, а значит, к резкому изменению нагрева. В результате чрезмерного нагрева свариваемых кромок ванна мгновенно разрывается, каждая кромка оплавляется самостоятельно и образуется прожог.
В процессе сборки этих деталей особенно важно соблюдать требования по точности обработки сопрягаемых поверхностей и качеству сборки. Размеры ванны здесь настолько малы, что малейшее нарушение в обработке или сборке приводит к изменению теплоотвода, а значит, к резкому изменению нагрева. В результате чрезмерного нагрева свариваемых кромок ванна мгновенно разрывается, каждая кромка оплавляется самостоятельно и образуется прожог.
Прожоги исправляют путем их вырубки, зачистки дефектных мест и заваривания.
Неполное заполнение разделки кромок (511) — продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке
Неполное заполнение разделки кромок возникает при неправильно выбранных режимов сварки (силы сварочного тока, скорости сварки), а также при неправильном выборе разделки кромок. Устранить данный дефект можно после зачистки и заварки дефектного места.
Чрезмерная асимметрия углового шва (512) — чрезмерное превышение размеров одного катета над другим
Чрезмерная асимметрия углового шва характерна при сварке металлов с различной теплопроводностью и неудобных пространственным положением сварки.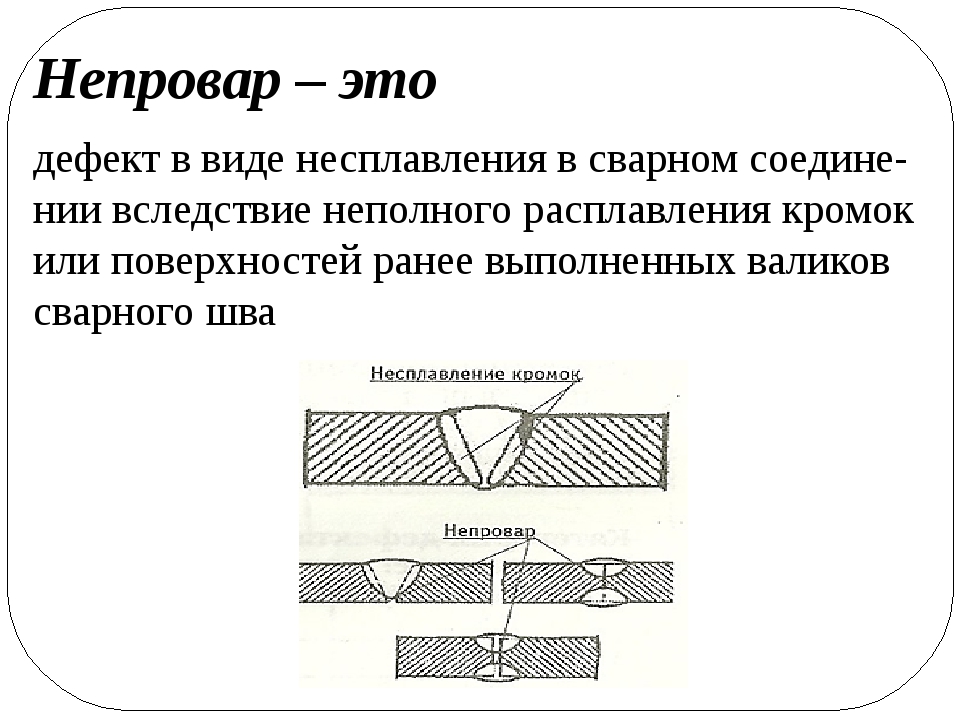
Нижеследующие дефекты в объяснениях не нуждаются т.к. причины возникновения неравномерной ширины шва, неровной поверхности, вогнутость корня шва заключается чаще всего в неправильно подобранных режимах сварки, неудобном положении при сварке, неправильным выбором разделки кромок.
Причины возникновения и методы устранения пор в корне шва идентичны газовым порам, а про дефект возобновление — все понятно из определения.
Неравномерная ширина шва (513) — отклонение ширины от установленного значения вдоль сварного шва
Неровная поверхность (514) — грубая неравномерность формы поверхности усиления шва по длине
Вогнутость корня шва (515) — неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки
Пористость в корне сварного шва (516) — наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла
Возобновление (517) — местная неровность поверхности в месте возобновления сварки
Группа 6.
 Прочие дефекты
Прочие дефектыПрочие дефекты (600) — все дефекты, которые не могут быть включены в группы 1 — 5
Случайная дуга (601) — местное повреждение поверхности основного металла, примыкающего к сварному шву, возникшее в результате случайного горения дуги.
Случайная дуга особенна, опасна для нержавеющих сталей т.к. может быть причиной начала коррозии. При сварке закаливающихся сталей случайная дуга может стать причиной образования трещин.
Брызги металла (602) — капли наплавленного или присадочного металла, образовавшиеся во время сварки и прилипшие к поверхности затвердевшего металла сварного шва или околошовной зоны основного металла.
Да, да, да брызги металла тоже является дефектом (особенно в это трудно вериться начинающим сварщикам). Брызги на сваренном металле не только портят внешний (товарный) вид шва, но и являются очагами образования коррозии для нержавеющих сталей и местом образования трещин для закаливающихся сталей.
Вольфрамовые брызги (6021) — частицы вольфрама, выброшенные из расплавленной зоны электрода на поверхность основного металла или затвердевшего металла сварного шва
Поверхностные задиры (603) — повреждение поверхности, вызванное удалением временно приваренного приспособления
Вышеуказанные дефекты 6 группы достаточно легко исправимы необходимо просто удалить шлифованием данные места до «здорового» металла.
Утонение металла (606) — уменьшение толщины металла до значения менее допустимого при механической обработке
Если вы перестарались с удалением дефектов и неожиданно обнаружили утонение металла, сильно не расстраивайтесь — просто выполните наплавку в данном месте с последующей механической обработкой.
В ходе сварных работ, как и при любых других способах обработки металлов не исключены дефекты сварочных швов, образующихся по целому ряду причин.
Перечень факторов, влияющих на качество сварного соединения очень обширен, однако основной причиной дефектов являются неуправляемые химические процессы, происходящие в пограничных областях зоны сварки.
Причиной деффектов может быть кристаллизация металла, его химическая неоднородность, а также взаимодействие расплавленной массы с твердым материалом заготовок или с окружающими газами и шлаками. Ещё одной нуждающейся в учёте причиной появления дефектов (трещин, в частности) являются нежелательные напряжения в зоне сварки.
Характер отклонений сварных соединений от нормы (дефектов) зависит от . Это объясняется технологическими особенностями того или иного процесса.
Различие достаточно отчётливо проявляется во всех основных её видах, а именно – при электродуговой обработке металлов, контактном сваривании листовых заготовок и, наконец, в газовой сварке.
Электродуговой метод
К основным причинам образования дефектов при можно отнести два основных фактора. Это химические реакции, приводящие к нарушению структуры швов, а также серьёзные отклонения от существующих технологий.
Сварочные дефекты, возникающие во втором случае, чаще всего проявляются в виде прожогов, непроваров и нарушений геометрических размеров шва или трещин, возникающих после остывания материала.
Процесс образования холодных трещин при сварке объясняется недопустимыми механическими нагрузками на шовное соединение. Такие отклонения от нормальной структуры шва чаще всего наблюдаются при сваривании углеродистых (легированных) сталей, а также большинства чугунных изделий.
Вообще же в теории электродуговой сварки рассматриваются самые различные нарушения структуры сварного соединения. Помимо так называемого «холодного» растрескивания к таким дефектам причисляют «горячие», макроскопические и микротрещины.
Все перечисленные отклонения от нормы со временем приводят к расширению зоны действия дефекта и аварийным разрушениям некачественно проваренной конструкции. По этой причине исследованию качества образующихся при дуговой сварке швов уделяется повышенное внимание.
Газосварка
Основные причины дефектов, проявляющихся при газовой сварке, чаще всего те же, что и в перечисленных ранее случаях, касающихся других категорий сварочных работ.
Это те же нарушения в технологии подготовки заготовок перед сплавлением и ошибки, допущенные во время формирования шва (по причине использования нестандартных расходных материалов, например).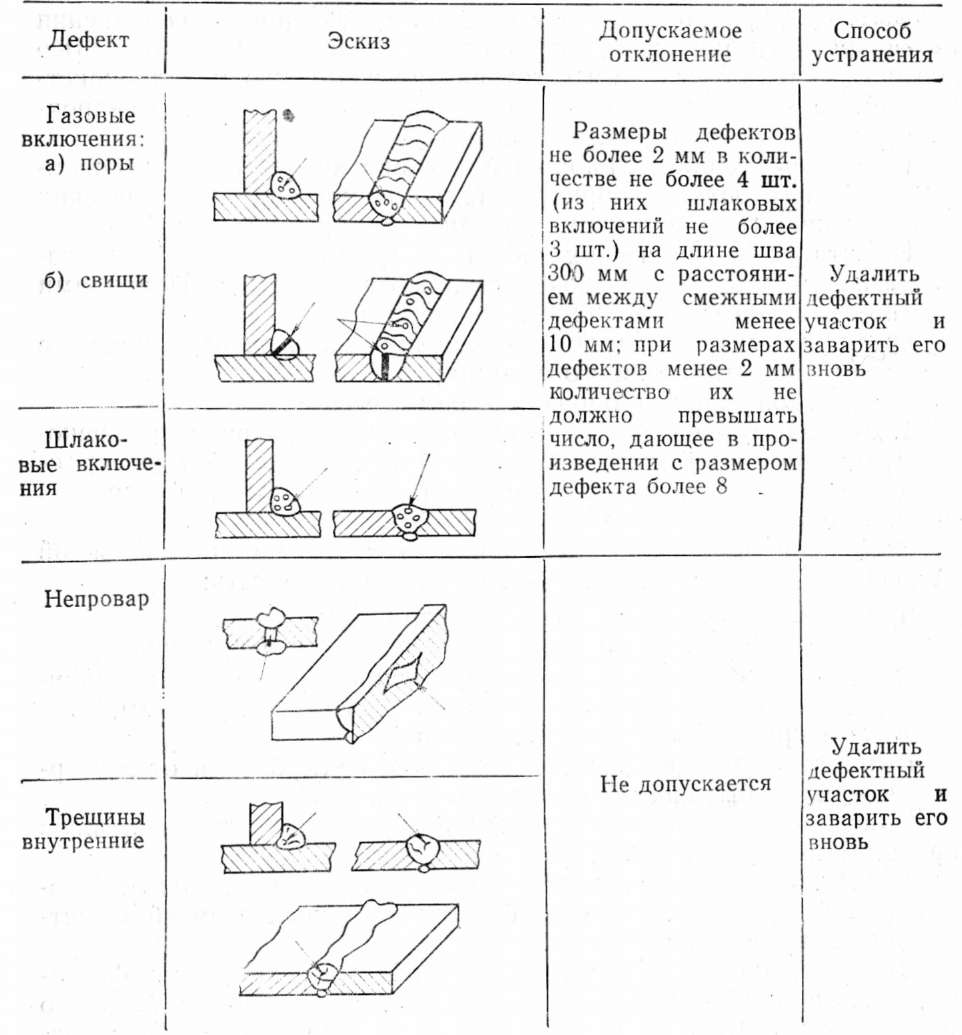
Вот почему с целью предупреждения дефектов газосварки особое внимание уделяется грамотному выбору правильного режима сваривания, а также уровню квалификации самого исполнителя работ.
По доступности выявления нарушений при газосварке все известные дефекты делятся на поверхностные и скрытые. К первой категории относятся типовые непровары, значительные по размеру наплывы, а также вогнутости, прорезы, кратеры, образующиеся на основании (в корне шва).
Сюда же следует отнести недопустимое смещение линии стыка (неправильная их разделка), резкие перепады по толщине и поверхностные трещины.
К скрытым и, как правило, трудно выявляемым дефектам газовой сварки относятся внутренние пористые образования, микроскопические газовые каналы, а также шлаковые и оксидные вкрапления.
Этот список может быть продолжен такими нередко возникающими нарушениями структуры свариваемых заготовок, как малозаметные непровары между слоями и внутренние микротрещины.
Точечный контактный метод
К дефектам контактного сваривания принято относить следующие визуально различимые (наружные) нарушения в структуре соединений:
- наблюдаемые невооружённым глазом трещины;
- точечные прожоги;
- наружные выплески;
- разрывы металла с поверхностным проявлением структуры;
- нарушения формы контакта и многие другие.

Основными причинами появления таких отклонений в структуре контакта являются неправильное выставление параметров (амплитуды или длительности) импульсного тока, недостаточное усилие при сжатии электродов.
К дефектам приводит некачественная подготовка обрабатываемых поверхностей перед сваркой, близкое расположение контактной точки к краю точечного соединения.
Среди других причин – недостаточная величина нахлеста заготовок, недопустимый перекос сочленяемых деталей, износ электродов и многое другое.
Основным скрытым дефектом при сварке контактными методами является «слипание» листовых заготовок, при котором между ними образуется лишь кажущийся, чисто внешний контакт. Данный дефект может проявляться не только при сварке под давлением, но и при других известных видах точечного сваривания.
Обнаружить визуально этот вид дефектного образования обычными методами физического контроля практически невозможно . Предупредить его удаётся только путём строгого соблюдения технологии и поддержания в норме основных параметров сварочного процесса (амплитуды и длительности импульсного тока, а также необходимого усилия сжатия).
Исправление и предотвращение
Наличие дефектов при любом типе сварки не всегда приводит к непоправимому результату и выбраковке заготовки. Существует определённый набор нарушений техпроцесса или отклонений от нормы, которые могут быть исправлены сразу же по завершении процесса.
Простейшим и кардинальным способом исправления любого огреха при сварке является вырубка забракованного участка и повторное его заваривание (с учётом обнаруженной неисправности, конечно). Для исключения или исправления ряда дефектов вполне достаточно скорректировать положение рабочего инструмента с электродом.
При использовании этого приёма следует помнить о том, что сварка методом «на подъём» способствует перераспределению расплавленного металла в зоне ванны, а работа по способу «углом вперед» позволяет снизить глубину проплавления.
Поскольку на исправление брака потребуются дополнительные расходы – желательно так организовать сварочный процесс, чтобы исключить необходимость повторных работ.
Один из наиболее эффективных способов предотвращения дефектов – это добавление одного из компонентов при сварке в защитной среде, что позволяет увеличить коэффициент заполняемости шва и предотвращает возможные подрезы.
Для повышения текучести жидкого металла, обеспечивающей заполнение корневой части шва, достаточно нагреть предварительно место сварки до определённой температуры посредством специальных добавок (флюсов).
Достичь требуемого эффекта нередко удаётся и за счёт увеличением силы тока. При этом тщательная зачистка сварных кромок и удаление с их поверхности окисных плёнок также снижают вероятность нарушения режима сварки.
Разделка трещин
Для устранения холодных трещин применяется способ их повторной сварки с ограничением расширения области дефекта по обе стороны (подготовку специальных «уловителей»).
Такие уловители выполняются в виде небольших отверстий, просверленных на удалении порядка 1,5 см от краёв образования, способных замедлить или полностью прекратить его рост.
Ремонт трещин предполагает определенный порядок операций, учитывающий необходимость тщательной подготовки к повторному свариванию. На этом этапе подготавливаемые к восстановлению кромки сначала разделываются под углом 60 °.
Для проведения этой операции используется либо обычное зубило, либо специальный разделочный электрод, посредством которого края реза полностью очищают от всех мешающих сплавлению образований и неровностей.
Просверленные ранее ограничивающие отверстия-ловушки удалять совсем необязательно.
Наличие дефектов сварки, как правило, приводит к снижению прочностных показателей подготавливаемого соединения, и, как следствие – к нарушению работоспособности конструкции (её повышенной аварийности). Именно поэтому вопросу обнаружения и исправления дефектов всегда уделяется особое внимание.
Дефекты сварных соединений, контроль сварочных швов и устранение недостатков
Сварка относится к числу основных процессов большинства машиностроительных производств. Кроме того, сварка часто применяется в быту для соединения металлических конструкций, поскольку имеет преимущества перед другими способами.
К плюсам метода стоит отнести:
- Обеспечивает лучшую герметичность при соединении трубопроводов, чем резьбовые соединения.
- Снижает материальные затраты на закупку метизов при изготовлении оград, лестниц и прочих металлических конструкций.
- Органично смотрится в составе сборных металлических изделий, поскольку качественно выполненный сварной шов всегда аккуратен. За счет этого сварка широко применяется при производстве высокохудожественных металлических конструкций, в том числе для соединения элементов, выполненных с помощью художественной ковки.
Но сварные швы не всегда бывают выполнены качественно. Это становится особенно заметно, если в сварке одного изделия вместе принимали участие мастер с большим производственным опытом и новичок. Профессионально выполненный шов при визуальном осмотре никогда не вызовет вопросов, в отличие от свисающих наплывов или непроваренных участков шва, сделанного новичком. А ведь это только внешняя картина. Важно и то, в каком состоянии находится металл внутри. От этого очень сильно зависит прочность сварного соединения и другие характеристики.
Рассмотрим дефекты, которые могут возникать в сварных швах, причины их возникновения, способы недопущения их появления, а также варианты устранения.
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
- Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Виды дефектов сварных швов
Дефекты сварных соединений принято делить на две группы:
- Внешние, наличие которых становится очевидным при осмотре шва невооруженным глазом.
- Внутренние, выявление которых требует применения специальных приборов контроля.
В некоторых источниках сквозные дефекты выделяют в отдельную группу, однако с научной точки зрения они относятся к внешним, поскольку выявляются при осмотре.
Внешние недостатки
Поскольку внешние дефекты являются видимыми, они связаны с нарушением геометрии шва и прилегающих участков материала. При ручной сварке в подавляющем большинстве случаев брак связан с низкой квалификацией сварщика или небрежностью при выполнении работ. Часто можно наблюдать ошибки в направлении электрода и его перемещении. При автоматической сварке брак может быть вызван работой на неисправном сварочном оборудовании.
Наиболее часто встречаются следующие виды внешних дефектов:
- Отклонение по ширине и высоте. В качестве основных причин возникновения обычно выступают плохая подготовка свариваемых кромок и неудовлетворительная их подгонка, неравномерное перемещение электрода, отступление от необходимых режимов. Данный дефект не только портит внешний вид изделия, но и снижает механические характеристики, ведь наплавленный металл остывает неравномерно, что может приводить к возникновению внутреннего напряжения и даже пластическим деформациям.
- Наплывы. Являются основной проблемой многих новичков, недавно освоивших профессию сварщика. Возникают в процессе чрезмерного натекания металла электрода на стыкуемые поверхности без сплавления. Возникновению наплывов способствует наличие окалины на свариваемых элементах, что свидетельствует о плохой подготовке поверхностей. При недостаточной скорости перемещения электрода образуются излишки расплавленного металла, который затвердевает без соединения с основным материалом. Низкое напряжение дуги, длинная дуга, завышенный ток также могут стать причиной появления наплывов. Даже смещение электрода относительно оси выполняемого сварного шва может привести к этому распространенному дефекту. Стоит отметить, что наплывы не всегда влияют на механические свойства и герметичность соединения. Поэтому в отдельных случаях допускается эксплуатация сварных соединений с наплывами, если внешний вид изделия не имеет особой важности.
- Подрез — дефект, который можно считать противоположным наплыву. Представляет собой канавку по обе стороны от сварного шва. В результате происходит местное снижение толщины, отрицательно сказывающееся на прочностных характеристиках изделия. Подрез может возникать при завышении скорости сварки, большом напряжении. Если при выполнении углового шва между горизонтальной и вертикальной поверхностями сместить электрод выше оси шва, расплавленный металл будет интенсивно стекать вниз, а выше оси возникнет подрез.
- Непровар — еще один распространенный вид дефекта, возникающий чаще всего по вине неопытного сварщика. Непровар заключается в отсутствии сплавления между стыкуемыми элементами или между наплавленным металлом и основным материалом. При многослойной сварке возможно возникновение непровара между отдельными слоями. Основными причинами появления этого брака являются плохая подготовка поверхностей, наличие ржавчины или окалины, заниженный зазор между стыкуемыми поверхностями, завышенная скорость сварки, смещение электрода относительно выполняемого шва, заниженная сила тока. Непровар резко снижает прочность сварного соединения, а для герметичности часто является критичным.
- Незаплавленные углубления. Их называют кратерами. Представляют собой углубления, образующиеся обычно в местах резкого отрыва дуги. Могут сопровождаться усадочными рыхлостями, которые становятся причиной образования трещин.
- Наружные трещины. Могут располагаться как продольно, так и поперечно. Образуются не только в наплавленном, но и в основном металле. В последнем случае они располагаются в зоне термического влияния сварки, то есть близко к шву. Причиной образования трещин могут стать напряжения, возникающие при неравномерном нагреве и охлаждении. Наличие пор и непроваров может спровоцировать возникновение трещин.
- Прожог — сквозное проплавление, сопровождающееся вытеканием жидкого металла с изнаночной стороны выполняемого шва. Возникают прожоги обычно ввиду больших значений тока, увеличенного зазора между стыкуемыми кромками или плохой их подгонки, низкой скорости перемещения электрода.
Внутренние дефекты
Наличие в сварном шве внутренних дефектов не всегда является очевидным. Скрытый брак особенно опасен, поэтому все сварные соединения должны подвергаться тщательному контролю.
Рассмотрим основные виды внутренних дефектов:
- Поры. Появляются при поглощении расплавленным металлом водорода, окиси углерода и других газов, которые не успели выделиться на поверхность металла при его застывании. Поры представляют собой пузырьки, заполненные газом. Обычно возникают при неправильно подобранных электродах или их хранении во влажной среде, наличии в месте стыковки ржавчины или окалины.
- Окислы и включения шлака. Образуются при чрезмерно длинной дуге. Существенно снижают прочностные характеристики шва. В ответственных конструкциях допускаются лишь единичные включения.
- Непровар корня или кромки шва. По своей сути сходен с внешним непроваром, но визуально незаметен, так как находится в толще металла.
- Внутренние трещины. Механизм появления аналогичен возникновению наружных трещин.
- Перегрев. Суть дефекта — в крупнозернистом строении. Крупные зерна имеют меньшую поверхность сцепления между собой, вследствие этого снижаются прочность и пластичность. Иногда этот дефект поддается исправлению термообработкой.
- Пережог — появление окисленных зерен, сцепление которых между собой существенно ослабевает, что резко увеличивает хрупкость. Пережог, в отличие от перегрева, является неисправимым браком.
Методы контроля
Для предупреждения появления дефектов должен проводиться систематический контроль на всех этапах производства: до, в процессе сварки, и после окончания.
- Перед сваркой проверяется подготовка стыкуемых поверхностей, их геометрия.
- В процессе — тщательно контролируется соблюдение всех параметров технологического процесса, в том числе режимов сварки.
- После сварки следует контроль готового изделия.
Основные способы выявления дефектов сварных швов:
- Визуальный осмотр и проверка геометрии. Предполагается использование лупы для обнаружения мелких поверхностных трещин и пор. Участок металла зачищается наждачной бумагой и протравливается раствором азотной кислоты. Образуется матовая поверхность, на которой трещины более заметны. После осмотра остатки кислоты удаляют.
- Испытание механических свойств. Вместе с изделием производят сварку образцов, которые направляют в лабораторию для определения временного сопротивления, относительного удлинения, ударной вязкости.
- Контроль макроструктуры. Проводится на образцах, прошедших шлифовку и протравливание.
- Контроль микроструктуры. Проводят на образцах с применением микроскопа. Данный метод исследования позволяет обнаружить пережог, окислы границ зерен, изменение структуры металла, микротрещины.
- Гидравлические и пневматические испытания. Применяются для контроля сосудов и трубопроводов.
- Рентгеновский контроль. Просвечивание рентгеновскими лучами позволяет выявить поры, непровары, трещины, шлаковые включения.
- Ультразвуковой контроль. Производится с помощью ультразвукового дефектоскопа. Высокочастотные колебания проникают в металл и отражаются от трещин, пор и других дефектов.
- Контроль на наличие межкристаллитной коррозии. Проводят только для изделий, подвергающихся воздействию агрессивных сред.
Способы устранения дефектов
Зачастую выявленные дефекты сварочных швов не подлежат устранению и ведут к браковке изделия. Разумеется, никто не будет выбрасывать секцию ограды с наплывами, но для ответственных деталей контроль всегда необходим жесткий.
Некоторые дефекты вполне можно устранить:
- Наплывы удаляют механическим путем с применением абразивного инструмента.
- Крупные трещины подлежат заварке. Место появления трещины засверливается и зачищается с помощью абразива.
- Мелкие трещины и непровары ликвидировать сложнее. Обычно требуется полное разрушение выполненного шва, новая тщательная зачистка и повторная сварка.
- Подрезы устраняют наваркой тонких слоев металла.
- Перегрев возможно устранить при определенных режимах термической обработки.
После устранения всех недостатков деталь подлежит повторному, еще более тщательному контролю, который позволит удостовериться, что дефекты отсутствуют. В случае повторного обнаружения недостатков допускается произвести дополнительные исправления. Однако повторять такие процедуры можно не более трех раз, иначе высока вероятность резкого снижения механических свойств материала.
Зачастую трудно выполнить сварку совсем без дефектов. Однако постоянная практика и неукоснительное соблюдение технологии позволят свести их количество к минимуму. А знание теоретической базы поможет правильного организовать технологический процесс с целью получения изделий высокого качества.
ТЕСТ «Дефекты сварных соединений и причины их возникновения»
Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковский агропромышленный техникум»
ТЕСТ
Дефекты сварных соединений и причины их возникновения
МДК.01.04. Контроль качества сварных соединений
ПМ. 01. Подготовительно-сварочные работы и контроль качества сварных швов после сварки
по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2016
Дефекты сварных соединений и причины их возникновения.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
Что называется трещиной?
а) Дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к ниму зонах.
б) Дефект в виде внутренней полости.
в) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
Что называется порой?
а) Дефект в виде полости или впадины, образованной при усадке металла шва.
б) Дефект, имеющий ответвления в различных направлениях.
в) Дефект сварного шва в виде полости округлой формы, заполненной газом.
Что называется непроваром кромок?
а) Дефект, ориентированный вдоль сварного шва в виде разрыва.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде скопления шлака в сварном шве.
Что называется прожогом?
а) Дефект в виде воронкообразного углубления в сварном шве.
б) Дефект в виде полости или впадины в сварном шве.
в) Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Что такое шлаковое включение?
а) Дефект сварного шва в виде полости округлой формы, заполненной газом.
б) Дефект в виде шлака в сварном шве.
в) Дефект в виде углубления по линии сплавления шва с основным металлом.
Что называется подрезом?
а) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
Что такое кратер?
а) Дефект в виде воронкообразного углубления в середине сварного шва.
б) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
в) Дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании в конце сварного шва.
Что называется прижогом?
а) Дефект в виде окалины или пленки окислов на поверхности сварного соединения.
б) Дефект в виде затвердевших капель на поверхности сварного соединения.
в) Дефект в виде местного повреждения поверхности основного металла, возникшее в результате случайного или преднамеренного возбуждения дуги вне разделки со-
единения.
Каковы причины появления пор?
а) Хорошо прокаленные электроды.
б) Влажные электроды.
в) Наличие ржавчины или масла на сварочных кромках.
10. Каковы причины появления брызг электродного металла?
а) Большая длина сварочной дуги.
б) Большая ширина сварного шва.
в) Магнитное дутье.
Эталон ответа:
вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
ответ | а | в | б | в | б | а | в | в | б | а, в |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Сварочный дефект — обзор
12.2 Влияние сварочных дефектов на коррозию металла шва
Сварочные дефекты, такие как шлак и другие захваты, трещины, микротрещины, пористость, включения, непровар и сплавление и т. Д., Оксиды и другие отложения, и т. д. ухудшают коррозионные свойства металла шва. Эти дефекты обычно вызывают раннее образование точечной коррозии и трещин в металле шва [3, 4]. Сульфидные включения являются наиболее уязвимыми участками для точечной коррозии и щелевой атаки; однако другие неметаллические включения также могут вызывать образование ямок.Кроме того, эти дефекты действуют как области концентрации напряжений, которые способствуют более быстрому инициированию SCC. Неметаллические включения, такие как сульфиды, нежелательны с точки зрения SCC. Влияние неметаллических включений на сокращение срока службы SCC напрямую связано с легким инициированием питтинговой коррозии на участках включения [5]. В кислых растворах и, следовательно, в закрытых ячейках сульфидные включения растворяются с образованием H 2 S, который ускоряет коррозию стали [6]. Сообщается, что H 2 S ускоряет как анодные, так и катодные процессы [5].Во многих приложениях SCC инициируется из ям, которые действуют как сборщики стресса [7, 8]. В этих случаях время индукции для SCC было больше, чем для питтинга [7]. По-видимому, неметаллические включения не принимают непосредственного участия в зарождении трещин, но их присутствие нежелательно, так как они вызывают точечную коррозию. Кларк и Гордон [9] сообщили, что трещины возникли в результате щелевой коррозии вокруг включенной частицы. Неметаллические включения также играют роль в водородном охрупчивании (ВВ) сварных швов нержавеющей стали.Поверхностные включения облегчают попадание водорода в сварной шов и тем самым вызывают растрескивание [5]. Объемные включения могут действовать как места захвата водорода и, таким образом, способствовать зарождению и развитию внутренних щелей и трещин [5]. Форма сульфидного включения влияет на время зарождения трещины. Удлиненные частицы сульфида могут в шесть раз увеличить проникновение водорода в металл по сравнению со сферическими включениями [5]. Неметаллические включения также вызывают концентрацию напряжений в материале. Степень концентрации напряжений будет зависеть от формы включения [5].Включения с острыми краями действуют как более эффективные выемки, чем включения сферической или эллиптической формы. Помимо формы, отношение коэффициентов теплового расширения и модуля упругости включения к матрице также в меньшей степени влияет на определение величины концентрации напряжений [5]. Помимо сульфидных включений, металлы сварного шва могут содержать другие включения, возникающие в результате реакций окисления и раскисления в расплавленном металле сварного шва. Они также могут содержать включения шлака, которые могут возникнуть в результате захвата шлака затвердевшим валиком сварного шва.Степень улавливания шлака определяется покрытием флюсом сварочного материала. Рутиловые покрытия обеспечивают легкость отделения шлака и хорошую форму валика. Сварка в неправильном положении также может вызвать улавливание шлака.
При разработке сварочных материалов обычно корректируют состав металла шва путем добавления легирующих элементов во флюс. Во время сварки эти элементы могут плохо перемешиваться в ванне расплава, в результате чего остаются области, богатые этими элементами, которые могут действовать как центры зародышеобразования для локального коррозионного воздействия.Например, в морских установках покрытие электрода содержит частицы ферромагнезита, которые, если они не смешиваются равномерно в металле сварного шва, оставляют участки более твердые, чем прилегающая матрица [10]. Эти жесткие области предоставляют площадки для инициации SCC в кислой среде. Определенные меры во время сварки, такие как увеличение сварочного тока, снижение скорости движения или ширины переплетения, могут помочь в решении проблемы.
Пористость может привести к более быстрому инициированию язвенной коррозии или SCC, поскольку они действуют как места концентрации напряжений [11].Соответствующий выбор подводимого тепла может уменьшить пористость металла шва. Трещины и микротрещины также способствуют снижению локальной коррозионной стойкости металла шва. Сварной элемент может растрескиваться во время сварки, или сразу после сварки, или во время эксплуатации, или во время термообработки после сварки (PWHT) затвердевшего металла шва, HAZ основного металла или HAZ металла сварного шва. Эти трещины могут действовать как места возникновения трещин или как трещины. В нержавеющих сталях и сплавах на основе никеля микротрещины и горячие трещины представляют собой серьезную проблему.C-Mn-стали и низколегированные стали обычно подвержены образованию холодных трещин и растрескиванию при повторном нагреве. Подрезы, неплавление и непровар — предпочтительные места для коррозии. Разумный выбор конструкции сварного соединения, параметров сварки, расходных материалов и процесса сварки может помочь избежать проблем с коррозией, связанных с такими неисправными соединениями. Определенные конструкции соединений, такие как соединения внахлестку и колышки, могут привести к атаке щелевой коррозии, и их следует избегать, вместо этого предпочтительны стыковые соединения с полным проплавлением [12].В некоторых приложениях обычной практикой является использование сварочных вставок, которые могут не плавиться должным образом в металле шва и оставлять участки, которые могут стать склонными к разрушению щелей. В дополнение к проблемам щелевой коррозии образованные таким образом щели будут действовать как концентраторы напряжения и вызывать SCC. При сварке сталей, если электроды обожжены, количество водорода, которое увеличивает проплавление валика, уменьшается, что приводит к отсутствию дефектов проникновения в металл шва.
11 распространенных дефектов сварки и способы их предотвращения
Для тех, кто разбирается в сварке, это легко.Сварка действительно требует обучения. Как вы, возможно, уже выяснили, в процессе сварки возникает множество дефектов.
Каковы общие дефекты сварки? Мы выявили 11 типичных дефектов сварки:
- Пористость
- Включения
- Поднутрение
- Плохое проникновение в стык
- Прогорание
- Перекрытие
- Кратеры
- Брызги Fusion Fusion
- Разрывы от дугового разряда
- Чрезмерное армирование
К счастью, все эти дефекты легко предотвратить, если вы будете следовать рекомендациям, представленным в этой статье.Главный ключ к предотвращению дефектов сварки — выбор правильного оборудования. Надеюсь, эта статья поможет вам выбрать правильное направление при выборе сварочного оборудования.
Дефекты и дефекты
Термин «несплошность» и термин «дефект» не следует путать при сварке. Все дефекты являются дефектами, но не все дефекты. Несплошность — это нарушение сварного шва, которое не обязательно может нарушить структурную целостность сварного шва.
Сварочные нормыдают небольшое пространство для ошибок, если целостность сварного шва не нарушается. Однако неоднородности, безусловно, могут стать дефектами. По крайней мере, важно понимать, как неоднородности могут перерасти в дефекты. Большинство дефектов сварки легко предотвратить. Вы обнаружите, что многие из них можно предотвратить, если оператор будет следовать правильной технике.
Ссылки по теме: 8 самых прочных типов сварных швов
1.Пористость
Пористость определяется появлением пузырьков газа в сварном шве. Пузырьки возникают при попадании газов в сварочную ванну. Эти пузырьки являются постоянными и не могут быть эффективно удалены, когда сварочная ванна остыла. Пористость — это не просто эстетическая проблема.
Чрезмерная пористость ослабляет сварной шов даже до такой степени, что сварное соединение может разрушиться. Строительные нормы и правила серьезно относятся к пористости, как и местные производственные предприятия.Полые пузырьки снижают прочность сварного шва. К счастью, существует множество простых профилактических мер, которые можно предпринять, чтобы предотвратить возникновение чрезмерной пористости.
Сварочная пористостьКак предотвратить чрезмерную пористость при сварке?
Меры по предотвращению чрезмерной пористости начинаются с содержания всего в чистоте. Основной причиной пористости является загрязнение, будь то окружающий воздух в месте сварки или поверхность основного металла. Первым шагом к предотвращению пористости является контроль потока воздуха в вашем магазине или на территории проекта.
К сожалению, условия сквозного цеха или проектной зоны обеспечат стабильную подачу воздуха в зону сварки. Это может быть результатом открытой двери, ветра, погодных условий или выброса воздуха из машин. При выборе места для сварочного оборудования обращайте внимание на воздушный поток. Вы, конечно, хотите, чтобы вентиляция уносила сварочный дым, но вам не нужна нерегулируемая подача пузырьков воздуха.
Прежде чем вы продолжите чтение, вот статья, которую мы написали о том, для чего нужен флюс при сварке алюминия?
Также очень важно очистить основной металл перед началом процесса сварки. Примеси в основном металле могут способствовать возникновению избыточной пористости и растрескиванию металла. Возможные примеси в неблагородных металлах включают грязь, мусор, пыль, жир и ржавчину.
Очистка сварного шва основания может включать использование жесткой щетки и угловой шлифовальной машины.Вам нужно будет использовать угловую шлифовальную машину для стачивания слоя гальванизации на детали из оцинкованной стали, чтобы предотвратить проблемы, которые могут возникнуть из-за чрезмерной пористости в сварном шве. Не только это, но и гальванические слои при сварке выделяют много дыма. Эти пары не обязательно токсичны в долгосрочной перспективе, но они могут вызывать симптомы гриппа в течение нескольких дней.
Способ образования дуги является дополнительным фактором риска избыточной пористости сварного шва. Если дуга, которую вы зажигаете, будет слишком длинной, пористость станет проблемой.Есть два способа зажигания дуги при сварке стержнем (SMAW):
- Вы либо быстро наносите удар, либо царапаете основной металл
- Или выполняете быстрый одиночный (вертикальный) удар
Независимо от используемого метода нанесения удара, одним из ключей к предотвращению избыточной пористости в сварном шве является отказ дайте дуге стать слишком длинной.
Вот почему так важно принимать все необходимые меры для уменьшения пористости в сварных швах. Эти десять советов помогут вам в этом, делая сварку более надежной и умной.
Вот 10 эффективных способов избежать пористости сварного шва:
1. Плохой уголОдна из самых удивительных вещей для начинающих сварщиков — это то, насколько сильно может измениться небольшое изменение угла атаки во время сварки. Убедитесь, что наконечник сварочного аппарата находится под углом 15 градусов по отношению к металлу, который вы свариваете. Этот угол во многих случаях обеспечивает оптимальное взаимодействие между сварочной дугой и металлом.Таким образом, сварка под «плохим углом» может привести к образованию некачественных сварных швов, которые, в свою очередь, могут быть плохими и пористыми.
2. Содержание в чистотеНельзя отрицать, что сварка может быть неприятной привычкой. Это потное хобби, вызывающее искры и плавление металлов, и оно может создать настоящий беспорядок. Тем не менее, некоторые подходы к сварке могут быть сложнее, чем другие, и чем больше вы сможете держать этот беспорядок под контролем, тем лучше.
Это в немалой степени связано с тем, что беспорядок — это еще одна вещь, которая может увеличить вероятность образования пористых швов.
Тем не менее, чистота самой поверхности также может иметь большое значение в этом отношении. Сварка с грязными поверхностями может привести к попаданию твердых частиц в свариваемый металл, что, в свою очередь, является еще одной причиной такой ужасной пористости. Таким образом, вы хотите заранее очистить поверхность, на которой вы будете работать. Купив несколько салфеток и предварительно протерев поверхность, вы избавитесь от боли и избавитесь от боли в душе.
Вы также должны убедиться, что ваши сварочные инструменты также чисты во время сварки.
3. Проблемы с вашим шлангом MIGБез сомнения, ваш шланг MIG является одним из важнейших компонентов всего процесса сварки. Если здесь что-то пойдет не так, вы можете поспорить, что произойдет сбой с самим сварным швом, и это, безусловно, верно, когда речь идет о пережатых шлангах. Если ваш шланг был защемлен в определенном месте, это может привести к неравномерной сварочной струе, что, в свою очередь, может увеличить вероятность возникновения пористости.
Поэтому важно убедиться, что ваш шланг не пережат или каким-либо образом не затруднен во время процесса сварки.
Связанное чтение: Какого цвета кислородный шланг при сварке?
4. Расход газаТо же самое можно сказать и о расходе газа. Если ваш шланг защемлен или другие части сварочного инструмента заблокированы, это может привести к перебоям в подаче газа, что, в свою очередь, может привести к ухудшению качества сварных швов, которые по своей природе являются пористыми. Излишне говорить, что если в процессе сварки у вас закончится газ, у вас большие проблемы.
Однако это не единственное связанное с газом вещество, которое может вызывать пористость.Вам также необходимо следить за своим газовым щитом и потоком газа от него. Особое значение имеет мощность газового потока. Чем мощнее поток газа, тем больше шансов, что он станет нестабильным, что, в свою очередь, может привести к смешиванию всевозможных загрязнений со сварочной лужей. Это вызывает сварочные загрязнения, которые, в свою очередь, вызывают пористость.
Очевидно, что вы хотите избежать всего этого, поэтому крайне важно убедиться, что вы используете правильный расход для каждого типа сварного шва и каждого применения.Если вы не уверены, какая скорость потока подходит для данной работы, обратитесь к поставщику сварочного аппарата.
Связанное чтение: Можно ли сваривать алюминий без газа? Является ли это возможным?
5. Состояние вашего оборудованияЭто должно быть само собой разумеющимся, но вы, естественно, хотите убедиться, что вы никогда не выполняете сварку на плохом оборудовании. Для этого существует множество причин, не последняя из которых представляет собой потенциальную опасность для вашего здоровья.Сварка означает работу с очень горячими материалами, поэтому крайне важно, чтобы обрабатываемые материалы соответствовали поставленной задаче. Малейшая царапина, трещина или другой дефект могут привести к катастрофическим последствиям.
Более того, это также может стать причиной плохой и пористой сварки, поэтому перед началом проекта обязательно проверьте целостность наконечников, шлангов и других компонентов сварочного оборудования. В дополнение к советам вы также должны убедиться, что проводка не изношена и что напряжение подачи отсутствует.
6. Расстояние пистолета от заготовкиКак угол, под которым вы производите сварку, может сильно повлиять на качество сварки, так и расстояние, на котором вы держите пистолет от заготовки. Сварочный пистолет MIG должен находиться где-то на расстоянии от 1/4 дюйма до 1/2 дюйма от поверхности, при этом расстояние 3/4 дюйма должно быть максимально допустимым, при этом в большинстве случаев все же следует ожидать качественного шва. Если вы находитесь на расстоянии дюйма или более, велика вероятность, что вы делаете что-то неправильно, что приведет к пористым хрупким сварным швам.
7. Проблемы с засорениемОчевидно, что при работе со сварочным пистолетом засорение — это последнее, с чем вам нужно иметь дело. Мало того, что пытаться прочистить сам пистолет — это совсем не весело, но и нестабильность, которую засорение может внести в процесс сварки, — еще один способ вызвать пористость. Засорение также может привести к разбрызгиванию, что может привести к еще большим проблемам.
В случае засорения шланга, наконечника MIG или другого места на линии необходимо все остановить и прочистить.Убедитесь, что при этом вы не нанесете никакого защемления или повреждения, упомянутого в предыдущих категориях.
8. Неисправные регуляторыВаш сварочный аппарат MIG является жизненно важным оборудованием. Это помогает убедиться, что все поддерживается на соответствующем уровне температуры и давления. Имея дело с такими высокими температурами и давлением, а также со сварочными материалами, настолько чувствительными, с какими вы можете работать, вам необходимо убедиться, что все обрабатывается с максимальной точностью, а это означает, что ваши регуляторы находятся в хорошем рабочем состоянии.
Таким образом, неудивительно, что сломанные регуляторы — еще одна проблема, которая попадает в наш список способов образования пористых сварных швов. Если вы не отслеживаете качество сварного шва точно посредством регулирования, в смесь могут попасть всевозможные примеси, вызывающие пористость, не говоря уже о проблемах, создаваемых слишком большим или слишком низким давлением.
Хороший и быстрый способ проверить регулятор — вернуться к указанному выше пределу расстояния в дюймах. Выбрав безопасную настройку давления, отведите руку на дюйм, нажмите на спусковой крючок и посмотрите, излучает ли сопло правильно отрегулированный поток воздуха.Если нет, то у вас проблема.
9. Поддержание благоприятных условий на рабочем местеЗдесь происходит волшебство, поэтому вам нужно следить за тем, чтобы в вашей мастерской все было в хорошем состоянии. Это означает, что температура не должна быть ни слишком высокой, ни слишком низкой. Это также означает, что вы не должны иметь никаких внешних источников ветра, дующих в область, поскольку это может нарушить поток, излучаемый вашей форсункой.
10. Высококачественные материалыИ последнее, но не менее важное: качество самих материалов.Хотя это правда, что великие художники могут творить искусство с помощью имеющихся в их распоряжении инструментов, их отсутствие также может затруднить усилия. Более того, испорченные материалы или окружение могут привести к проблемам даже с лучшими произведениями искусства: Тайная вечеря Леонардо да Винчи на протяжении веков подвергалась деградации из-за влажности и состояния краски.
Таким образом, вы хотите быть уверены в том, что используете сварочные материалы самого высокого качества. Предварительно проверьте их на наличие примесей или пористости.
При правильном выполнении сварка может создавать невероятно прочные соединения, скульптуры и другие детали, которые могут прослужить годами. Тем не менее, все, что нужно, — это небольшая пористость, чтобы подорвать качество сварки и нанести ей фатальный ущерб. К счастью, соблюдая эти основные меры предосторожности, вы можете предотвратить многие из наиболее распространенных причин пористости и обеспечить целостность и жизнеспособность сварного шва.
Ссылки по теме: Действительно ли сварщикам нужно собственное оборудование? — Перечень оборудования
2.Включения
Включения возникают, когда неметаллические материалы, такие как шлак и оксиды, застревают между основным металлом и сварным швом, различными валиками сварного шва или в самом металле сварного шва. Включения могут привести к ослаблению сварного шва даже до точки разрушения.
Содержание основного металла в чистоте — лучший способ предотвратить образование включений. Не каждый кусок металла, который вы собираетесь сварить, будет чистым. Фактически, многие детали требуют некоторой подготовки перед сваркой.Необходимая степень подготовки во многом зависит от техники сварки и применения.
Примеси, которые часто необходимо очищать, включают:
- Крупная окалина
- Ржавчина
- Коррозия
- Предшествующие шлаки от предыдущих сварных швов
3. Поднутрение
Поднутрение при сварке — это образование канавки на носке сварного шва (точка, в которой основной металл встречается с лицевой стороной сварного шва). Это происходит, когда дуга копания электрода оставляет яму в основном металле, которая не будет полностью заполнена соответствующим присадочным материалом.
Факторы риска поднутрения включают:
- Слишком большая длина дуги
- Неправильный угол сварки
- Слишком высокая или слишком медленная скорость движения
- Работа со слишком большим током
- Максимальная ширина переплетения
Удерживание электрода / сварочного стержня слишком далеко от сварочной ванны часто приводит к возникновению подрезов. Рекомендуемая длина дуги зависит от используемой техники сварки. Например, длина дуги должна быть примерно эквивалентна диаметру металлической части электрода при сварке SMAW (стержневой сваркой).
Ссылки по теме: Как предотвратить поднутрение при сварке стержнем: 12 золотых советов
Никогда не выходите из равновесия при сварке
Чтобы избежать дефектов сварки, убедитесь, что вы находитесь в удобном и сбалансированном положении во время работы. Несбалансированная сварка представляет собой угрозу безопасности и, несомненно, приведет к дефектам сварки, описанным здесь . К счастью, существует много оборудования, которое поможет вам сохранить равновесие вашей заготовки.
Начните с выбора сварочного стола, который значительно облегчит вам жизнь. Регулируемый сварочный стол Eastwood имеет регулируемые ножки, три различных паза для зажимов и стальную столешницу 14 калибра, которую можно зафиксировать в 3 различных положениях под углом .Это также один из самых доступных регулируемых сварочных столов на рынке. Какой бы регулируемый сварочный стол вы ни выбрали, он будет выгодным вложением средств, и в конечном итоге вы избавите себя от многих головных болей.
На рынке имеется ряд сварочных зажимов, которые часто необходимы для фиксации заготовки. Возьмем, к примеру, универсальный зажим Strong Hand Tools Light Duty. Подобные инструменты помогают предотвратить смещение заготовки в процессе сварки.
4. Плохое проникновение в суставы
Другой распространенный дефект, который легко предотвратить, — это плохое проникновение в стык или его отсутствие. Этот дефект возникает, когда дуга сварочного прутка не может проникать достаточно глубоко, чтобы наложить сварной шов требуемой толщины . Сварные швы с этим дефектом выходят из строя и часто сразу же разваливаются.
Этот дефект часто является результатом неправильного выбора сварочного оборудования, как и многие дефекты сварки. Плохое проникновение в сустав также часто может быть связано с неправильным использованием техники . Успех в сварке — это результат того, что вы можете корректировать свой подход в зависимости от условий на объекте.
Допустим, в ваш магазин попал кусок ржавчины или прокатной окалины. Очевидно, вы не захотите использовать те же материалы и технику, которые вы использовали бы для чистой стальной пластины. Вы можете выбрать оборудование, которое хорошо работает с грязными или ржавыми металлами, например, для сварки MIG.
На способность дуги копать влияют направление и скорость перемещения сварочного стержня. Неправильное размещение сварного шва — обычная проблема для операторов, особенно новичков, которые не всегда могут приспособиться к условиям, характерным для их заготовки.
Прежде чем вы продолжите чтение, вот статья, которую мы написали на эту тему: Вы толкаете или тянете при сварке стержнем? | Какой правильный?
Убедитесь, что вы видите, что делаете
Хорошим первым шагом на пути к предотвращению смещения сварных швов является возможность убедиться, что вы действительно видите, что делаете. Я помню, как был шокирован, когда осознал, насколько плохим было мое зрение, когда я впервые надел очки. Точно так же вы можете даже не осознавать, насколько лучше вы могли бы видеть заготовку, если бы приобрели лучший сварочный шлем.
Сварочные маски с автоматическим затемнением, такие как эта для сварки MIG / TIG / MAG, значительно улучшат вашу способность видеть вашу заготовку поверх сварочных шлемов с линзами фиксированного оттенка. Некоторые усовершенствованные сварочные маски на самом деле работают от солнечной энергии и имеют улучшенные смотровые щели, как, например, в случае с этим сварочным шлемом с автоматическим затемнением.
Ссылки по теме: Как выбрать сварочный шлем: что следует учитывать
Сварка неправильным током
Неполный провар также может быть результатом сварки с неправильной настройкой силы тока. Для стабильного успеха в сварке необходимо знать правильные текущие настройки для выполняемой работы. Электрическая цепь в сварочном аппарате имеет положительный и отрицательный полюс. Полярность оказывает значительное влияние на способность сварочного прутка копать.
Сварочные аппаратыработают на переменном (AC) или постоянном (DC) токе. Если на сварочный электрод подается переменный ток, то оборудование будет перемещаться между положительным и отрицательным полюсами, отсюда и термин «переменный». Однако при постоянном токе сварщик подает на электрод только ток положительной или отрицательной полярности.
В сварочных приложениях часто можно встретить термины «прямая» и «обратная» полярность:
- Прямая полярность: электрод-отрицательная полярность
- Обратная полярность: электрод-положительная полярность
Использование обратной полярности приведет к более глубокому проникновению, а использование прямой полярности приведет к более быстрому осаждению присадочного материала и более быстрому плавлению. выключенный.Ни одна из полярностей не является более выгодной, чем другая, но вам необходимо знать, на какую полярность вы настроены, поскольку для разных приложений требуются разные настройки полярности.
Глубина проплавления электрода в аппаратах для дуговой сварки с постоянным выходным током в значительной степени зависит от настроек тока сварочного аппарата, измеряемых в «амперах» или силе тока . По мере увеличения сварочного тока в амперах увеличивается проплавление.
В сварочных аппаратах, использующих постоянное напряжение, сила тока фактически зависит от скорости подачи проволоки.Одним из видов сварки при постоянном напряжении является сварка GMAW (также известная как MIG). Если вы выполняете сварку с помощью сварочного аппарата с постоянным напряжением, вы можете изменять ток, регулируя скорость подачи проволоки.
Если у вас возникли проблемы с копанием сварочного прутка, вы можете подумать о регулировке тока или скорости подачи проволоки на сварочном аппарате. Вы также можете рассмотреть возможность выбора сварочного стержня. Например, при сварке штангой E6010 и E6011 известны тем, что имеют дуги глубокого копания.
Ссылки по теме: В чем разница между сваркой на переменном и постоянном токе >> Сравнение переменного и постоянного тока
5. Прожигание
Прожог происходит, когда металл шва / присадочный материал полностью проникает через металл шва. Этот дефект вызывает особую озабоченность при сварке материалов толщиной менее дюйма, что примерно соответствует толщине 12-го калибра. Предотвратить прожог, контролируя тепловое воздействие на сварной шов.
Если вы выполняете сварку в вертикальном положении , рекомендуется начинать с верхней части места сварки и продвигаться вниз (вертикально вниз).Этот метод особенно эффективен при сварке тонких материалов с помощью сварочного аппарата GMAW (MIG). Вертикальное нижнее положение — настолько эффективный способ сварки тонких материалов, что некоторые операторы даже предпочтут его плоскому положению, даже в тех случаях, когда они могут сваривать из плоского положения.
Понижение напряжения и скорости подачи проволоки также поможет предотвратить прожог. Если напряжение и скорость подачи проволоки слишком высоки, тепловое воздействие на место сварки, вероятно, будет слишком сильным.Об этом нужно помнить при сварке тонких материалов. Особое внимание требуется при сварке алюминия, который является одним из самых уязвимых материалов, когда речь идет о прожоге.
6. Перекрытие
Перекрытие возникает, когда поверхность сварного шва выходит за носок сварного шва. Присадочный материал не может сплавиться с основным материалом, поскольку он течет по сварному шву и затем остывает.
Лучшая профилактическая мера против дефекта сварки внахлест — обеспечение правильной техники сварки. Перекрытие можно предотвратить, если оператор держит сварочный стержень под правильным углом и движется со средней скоростью. Слишком медленная сварка может вызвать перекрытие.
7. Кратеры
Кратеры — распространенный дефект сварки, возникающий при сварке алюминия. Они образуются в конце сварного шва. Если не позаботиться о кратерах, они приведут к образованию точек напряжения, которые в конечном итоге вызовут появление трещин внутри сварного шва.
Правильная заделка валика сварного шва предотвратит образование кратеров. Кратеры обычно возникают, когда процесс сварки останавливается до завершения прохода. Согласно Manufactating & Metalworking , вы также можете предотвратить появление кратеров, убедившись, что вы заполняете области между прихваточными швами и сварным швом.
Даже если кратеры все же появляются, их можно исправить, если в сварном шве нет трещин. Просто заполните кратер после зажигания дуги с точки сразу за кратером (кратерами) и пройдя через кратер обратно.
8. Брызги
Брызги — это капли металла сварного шва, которые выбрасываются из расплавленной сварочной ванны. Затем эти капли остывают и твердо по бокам сварного шва. Брызги — это в первую очередь эстетическая проблема. Однако чрезмерное разбрызгивание может привести к другим проблемам, так как энергичные усилия по очистке для удаления брызг могут фактически нарушить целостность заготовки.
Возможные источники чрезмерного разбрызгивания включают скорость подачи проволоки, слишком высокое напряжение и неправильный выбор полярности. Другой потенциальный источник избыточного разбрызгивания может быть результатом недостаточного покрытия защитным газом или его выбора в месте сварки.
Брызги воды часто могут быть проблемой при сварке GMAW (MIG). Предотвращение чрезмерного разбрызгивания при сварке GMAW начинается с выбора защитного газа для процесса сварки . Защитные газы содержат смесь аргона и диоксида углерода.В некоторых случаях используется чистый углекислый газ. Использование большего количества аргона в смеси защитного газа приведет к меньшему разбрызгиванию при сварке стали.
Удаление брызг важно для эстетического вида и целостности сварного шва. Существует множество инструментов, которые можно использовать для безопасного удаления шлака со сварной детали:
Удаление брызг может занять некоторое время и усилия. Некоторые сварочные работы, естественно, вызывают больше брызг. Например, сварка сердечника под флюсом в защитном газе известна как сварочный процесс, при котором может образовываться много брызг, в зависимости от конкретного используемого оборудования и настроек.С другой стороны, сварка TIG (вольфрамовым инертным газом) хорошо известна как сварочный процесс, при котором не образуются брызги.
Ссылки по теме: Проблема с брызгами при сварке — и как ее остановить
9. Неполное слияние
Плавление при сварке означает соединение двух или более отдельных металлических частей в одну непрерывную деталь. Другими словами, это общая цель сварочного процесса. Неспособность пройти полное слияние может быть результатом двух разных типов недостатков.
Неполное слияние проявляется в одной из следующих форм:
- Межпроходный холодный проход:
- Присадочный металл не может должным образом сплавиться со слоем наплавленного металла, который был ранее наплавлен
- Отсутствие плавления боковых стенок:
- Металл сварного шва не может должным образом сплавиться с поверхность стыка
Есть много шагов, которые необходимо предпринять, чтобы обеспечить полное сплавление двух или более металлических частей. Обязательно очищайте шлак после сварки. Оставление шлака может способствовать структурным нарушениям сплошности, таким как неполное плавление.
Как и многие другие перечисленные здесь сварочные деформации, неполное плавление обычно является результатом неправильной техники. Неправильная скорость движения и угол сварки не позволят вам полностью сплавить отдельные куски металла вместе. Также крайне важно выбрать правильный процесс сварки для конкретного применения.
Одним из примеров выбора неправильного процесса сварки может быть сварка GMAW (MIG), чтобы попытаться сварить вместе куски толстых металлов.Сильной стороной процесса сварки MIG является его способность сваривать вместе большое количество более тонких металлов. Однако, если вы используете те же методы для сварки более толстых металлов, тогда вам суждено столкнуться с проблемами неполного плавления.
Ссылки по теме: 9 различных типов сварочных процессов и их преимущества
10. Локальные разрывы от дугового удара
Иногда сварщики сталкиваются с дефектом, из-за которого зажигается дуга в области, отличной от сварного соединения. Это вызывает появление локальных неоднородностей в области зажигания дуги. Это может в конечном итоге привести к растрескиванию и опасному усталостному разрушению сварного шва.
Даже если вы будете очень осторожны с тем, как зажигать дугу, вы все равно можете столкнуться с проблемами, связанными с неправильным местоположением зажигания дуги. Возникновение дуги может быть результатом неправильного заземления заготовки. Правильное заземление сварочного оборудования поможет вам обезопасить себя и обеспечит правильную работу оборудования.
Как заземлить заготовку
Большинство сварочных аппаратов заземляются через электрические соединения через третий заземляющий провод. Возьмем, к примеру, инструкции из руководства пользователя сварочного аппарата Forney Easy Weld Welder . Сварщик поставляется с прикрепленным зажимом заземления, как и большинство сварщиков.
Прикрепите зажим заземления к чистому голому металлу. Убедитесь, что он находится в сухом месте. В помещении также не должно быть никаких беспорядков.Прижимаемый металл не должен содержать ржавчины, краски и других покрытий.
Если вы столкнетесь с какими-либо проблемами , решение может заключаться в размещении зажима заземления на заготовке. Одна из таких проблем, с которой можно столкнуться, включает прерывание дуги. Когда дело доходит до правильного заземления заготовки, вам действительно нужно просто найти чистый, оголенный кусок металла рядом со сварочным аппаратом.
Связанное чтение: Следует ли заземлять сварочные столы?
Что мне делать, если мой электрод застрял?
Другой частой причиной возникновения дуги является реакция операторов на заедание электрода. Естественная реакция при работе со сварочным электродом, который застрял, — это пошевелить им взад и вперед и попытаться освободить его от заготовки.
Паника, конечно, не идеальная реакция на застревание электрода. Если ваш электрод прилипает к заготовке, лучшим решением будет отсоединить электрод от электрододержателя. Затем дайте электроду остыть, прежде чем безопасно снимать его с детали в защитных перчатках.
Связанное чтение: Есть ли срок хранения сварочных электродов? Срок годности электродов
11. Чрезмерное армирование
Чрезмерное усиление описать довольно просто. Это связано с отложением слишком большого количества присадочного материала. Не всегда существует корреляция между толщиной сварного шва и качеством . Слишком большое количество присадочного материала — отличный способ испортить заготовку. Если вы добавите слишком много присадочного материала, вам, вероятно, придется отшлифовать сварной шов и начать все сначала.
AWS (Американское сварочное общество, в своем Кодексе по сварке конструкций D1.1, утверждает, что усиление сварного шва должно быть не менее толщины основного металла и может быть на ⅛ дюйма выше основного металла в самой толстой части. выполнение в вашем цехе может не соответствовать этим строгим нормам, но это дает вам хорошее представление о допустимом диапазоне толщины сварного шва без угрозы структурной целостности заготовки.
Прежде чем вы продолжите чтение, вот статья, которую мы написали о 5 причинах, по которым ваши сварные швы продолжают ломаться — как исправить
Как проверить сварные швы
Хороший способ улучшить свои сварочные способности — получить более полное представление о том, как выглядит качественный сварной шов.Есть много инструментов, которые помогут вам измерить сварной шов. Один из самых универсальных инструментов для проверки сварных швов — это калибр сварного шва.
Калибры сварных швов включают этот калибр углового сварного шва и этот калибр усиления сварного шва . Эти инструменты можно использовать для измерения различных типов сварных швов. Вы можете легко измерить усиление сварного шва, чтобы получить хорошее представление о том, как выглядит качественный сварной шов.
По крайней мере, рекомендуется, чтобы в каждом сварочном цехе была рулетка.Рулетка — это важный инструмент, позволяющий рассчитать, сколько сварного шва вам нужно нанести, особенно если вы находитесь в полевых условиях.
ДЕФЕКТЫ СВАРКИ !! Пористость, удары дуги, подрез >> Посмотрите видео ниже
Различные типы сварочных дефектов и способы их устранения
Что такое
дефекты сваркиДефекты сварки — это неровности или нежелательное появление на сварном шве из-за неправильных схем сварки или неправильного процесса сварки.дефекты могут возникать при сварке как внутри, так и снаружи металла шва. Эти дефекты бывают разных типов, которые привели к исследованию, чтобы его можно было предотвратить.
Сегодня я расскажу вам о различных типах сварочных дефектов, их причинах и способах устранения. Я очень хочу, чтобы вы сконцентрировались, чтобы полностью обрести знания.
Также проверьте:
Основные сведения о дуговой сварке порошковой проволокой
11 различных видов сварочного процесса с помощью диаграммы
Различные типы сварочных дефектов можно разделить на внешние и внутренние.Как следует из названия, дефекты, возникающие внутри сварного шва, известны как внутренние дефекты. в то время как видимые дефекты на поверхности сварного шва известны как внешние сварочные дефекты.
Внутренние дефекты сварки
Ниже описаны типы сварочных дефектов, возникающих внутри сварного шва:
1. Включение шлака : появление этого дефекта влияет на ударную вязкость и свариваемость металла. Это также снижает структурные характеристики сварочного материала.На поверхности сварного шва образуются шлаки. Это происходит, если плотность сварочного тока очень мала, так как не получается необходимое количество тепла для плавления металлической поверхности. Это также может быть вызвано правильной очисткой края поверхности шва и слишком высокой скоростью сварки. Дефекты шлака возникнут, если не использовать правильный угол сварки и неправильную скорость перемещения стержня.
Средство от включения шлака заключается в увеличении плотности тока и очистке кромок сварных швов.Предыдущий шлак на сварном слое должен быть удален и иметь правильный угол наклона электрода и скорость перемещения. Наконец, скорость сварки регулируется таким образом, чтобы шлак и сварочная ванна не смешивались друг с другом.
2. Неполное соединение : эти типы внешних сварочных дефектов возникают, когда сварщик не выполняет сварку точно. Это вызывает предварительное затвердевание металла, что приводит к образованию незаполненного зазора. Это вызвано тем, что сварочная ванна очень большая и движется впереди дуги, а также из-за низкого тепловложения.Неполное сращение также возникает, когда угол стыка слишком мал и неправильное положение борта. Это также происходит из-за неправильного электрода и угла наклона горелки.
Для устранения неполного сплавления необходимо снизить скорость наплавки, увеличить сварочный ток и уменьшить скорость перемещения. Увеличение угла соединения и правильное расположение борта также могут предотвратить неполное сплавление.
3. Растрескивание ожерелья : растрескивание ожерелья происходит при электронно-лучевой сварке, когда сварной шов не проходит должным образом.Где расплавленный металл не попадает в полость. это происходит, когда подразумевается неправильная техника сварки и при использовании высокой скорости электронно-лучевой сварки. Растрескивание ожерелья часто происходит в таких материалах, как сплавы на основе никеля, нержавеющая сталь, углеродистая сталь и сплавы олова.
Трещины ожерелья можно предотвратить, используя надлежащую технику сварки и используя постоянную скорость во время процесса сварки. это также можно предотвратить, используя подходящие материалы для сварки.
4.Неполностью заполненная канавка или неполный провар : эти типы внешних сварочных дефектов возникают только в стыковых швах, где канавка металла не заполнена полностью. Неполное проплавление происходит из-за меньшего осаждения металла шва и из-за неправильной техники сварки. Это также может произойти при использовании электрода неподходящего размера.
Чтобы устранить неполную заполненную канавку, используйте электрод подходящего размера и соответствующую технику сварки.Этого также можно избежать за счет большего осаждения металла шва.
Внешние дефекты сварки
Ниже описаны различные типы внешних сварочных дефектов:
1. Трещина в сварном шве : этот дефект следует предотвращать любой ценой, поскольку он может присутствовать на поверхности, внутри сварочного материала или в зонах термического влияния. Трещина сварного шва возникает при разных температурах, таких как горячая трещина и холодная трещина. Горячие трещины более заметны во время кристаллизации сварных швов, поскольку температура может повышаться более чем на 10 000 градусов Цельсия.В то время как холодные трещины возникают в конце процесса сварки при низкой температуре. Холодные трещины видны через несколько часов после сварки или даже через несколько дней.
Трещины могут быть вызваны различными причинами, в том числе:
- Наличие остаточных напряжений на свариваемом металле.
- Плохая пластичность основного металла
- Когда водород используется в качестве защитного газа при сварке черных металлов
- Жесткость соединения может затруднить расширение или сжатие металлов
- Наконец, при высоком содержании серы и углерода в сварном шве могут появиться трещины.
Средства от дефектов сварных трещин заключаются в использовании соответствующих материалов, чтобы предотвратить вероятность появления трещин. Зазор между сварными швами следует уменьшить за счет использования сварных швов в разумных пределах. Дефекты трещин также можно предотвратить путем предварительного нагрева сварных соединений и снижения скорости охлаждения соединения.
2. Выточка: Дефект поднутрения — это когда часть основного металла расплавляется от зоны сварного шва, образуя канавку в форме надреза. Это снижает усталостную прочность сустава.
Дефекты сварки с подрезом возникают из-за очень высокого напряжения дуги и использования неподходящего электрода. Этот дефект также может возникать при неправильном наклоне электрода или при использовании большого электрода. Высокая скорость электродов также может вызвать этот дефект.
Для устранения дефекта сварки с подрезом необходимо уменьшить длину дуги или снизить напряжение дуги. Диаметр электрода должен быть небольшим и уменьшать скорость перемещения электрода. Этого также можно избежать, если держать электрод под углом от 30 до 45 градусов.
3. Брызги : брызги — это маленькие капли металла, оседающие от сварного шва на поверхность сварного металла. Это происходит из-за слишком высокого сварочного тока и неправильной полярности. Неправильный защитный газ также может вызвать дефекты сварки с разбрызгиванием и при более длительной дуге.
Брызги можно предотвратить, уменьшив длину дуги и сварочный ток. Это также можно предотвратить, увеличив угол наклона пластины и используя соответствующий защитный газ. Одно из отличных средств устранения брызг — использование правильной полярности в зависимости от состояния сварки.
4. Пористость : дефекты пористости возникают из-за того, что газ или маленькие пузырьки попадают в зону сварки. Это может быть связано с тем, что электрод не имеет должного покрытия и когда основной металл покрыт ржавчиной или маслом. Этот дефект также возникает, когда дуга длиннее и когда сварочный ток большой.
Устранение дефектов пористости заключается в выборе подходящего электрода и уменьшении сварочного тока. Этого также можно избежать, используя меньшую дугу и замедляя процесс, чтобы газы могли уйти.Наконец, очистив масло или удалив ржавчину с поверхности основного металла.
5. Перекрытие : перекрытие происходит, когда поверхность сварного шва выходит за пределы носка сварного шва, что вызывает перекатывание металла и образование угла менее 90 градусов. Этот дефект возникает из-за неправильной техники сварки и при высоком сварочном токе. Это также может быть вызвано использованием большого электрода.
Устранение дефектов сварки внахлест заключается в использовании надлежащей техники сварки, меньшем сварочном токе и использовании небольшого электрода.
6. Кратер : возникает, когда кратер не заполняется до разрыва дуги. Внешние края остывают быстрее, чем кратер вызывает напряжение, а затем образует трещину. Кратерный дефект возникает из-за использования большого электрода, неправильного угла наклона горелки и неправильной техники сварки.
Кратер можно предотвратить за счет использования надлежащей техники сварки, использования небольшого электрода и правильного угла наклона горелки для уменьшения нагрузки на металл.
Надеюсь, вам понравился этот пост, и вы получили знания.Если да, вы можете свободно высказывать свое мнение в нашем разделе комментариев и, пожалуйста, поделиться с другими студентами. Спасибо!
9 основных дефектов сварки
Ниже приведены основные дефекты, возникающие при сварке: 1. Деформация 2. Пористость 3. Трещины 4. Вкрапления шлака 5. Недостаточное плавление 6. Недостаточное проникновение 7. Подрезание 8. Недостаточное заполнение 9. Плохой внешний вид валика.
Дефект № 1. Искажение:Деформация, деформация и коробление свариваемых деталей — это дефекты сварки, возникшие в результате остаточных напряжений.
Они вызваны результатом:
(i) Ограничение свободного движения некоторых частей или элементов сварной конструкции.
(ii) Неравномерное расширение и усадка металла в зоне сварного шва вследствие неравномерного нагрева и охлаждения.
(iii) Основной металл может быть вынут из исходного положения.
Этот дефект можно устранить или устранить с помощью:
(i) Сокращение расстояния между двумя пластинами.
(ii) Лучшее выравнивание свариваемых пластин.
(iii) Увеличение скорости сварки.
(iv) Правильный зажим пластин и т. Д.
Дефект № 2. Пористость:Пористость может проявляться в виде раковин, газовых карманов, крошечных сферических отверстий в сварочной ванне.
Эти дефекты вызваны:
(i) Выделение газов при сварке или выделение газов при затвердевании.
(ii) Избыток серы или сульфидов в сталях, поскольку они выделяют во время сварки газы, которые часто улавливаются расплавленным металлом.
(iii) Наличие водорода, загрязнение стыка, загрязняющие вещества в флюсе и т. Д.
Этот дефект можно устранить или устранить с помощью:
(i) Поддержание чистых поверхностей обрабатываемых деталей.
(ii) Правильная подготовка электродов.
(iii) Снижение скорости сварки.
(iv) Удаление влаги с деталей.
(v) Избегание использования недрагоценных металлов, содержащих серу, или электродов со следами водорода и т. Д.
Дефект № 3. Трещины:Трещины при сварке относятся к двум основным группам: трещины в зоне сплавления и трещины в зоне термического влияния. Первая группа, известная как горячее растрескивание, включает продольные и поперечные трещины, а также трещины, возникающие у основания сварного шва. Этот тип растрескивания происходит при повышенных температурах сразу после того, как расплавленный металл начинает затвердевать.
Особенно часто встречается в сплавах черных металлов с высоким содержанием серы и фосфора, а также в сплавах с большим диапазоном кристаллизации.
Вторая группа трещин, трещин в зоне термического влияния, также известна как образование холодных трещин. Этот дефект вызван чрезмерной хрупкостью зоны теплового воздействия, которая возникает из-за водородной хрупкости или из-за образования мартенсита в результате быстрого охлаждения. Этот дефект особенно характерен для сварных соединений из высокоуглеродистой и легированной стали.
Эти трещины можно контролировать или устранять с помощью:
(i) Контроль скорости охлаждения сварного соединения, чтобы свести ее к минимуму, например, после сварки оставляйте соединения в печи или заделывайте их в песок.
(ii) Предварительный нагрев деталей и поддержание температуры предварительного нагрева до завершения сварки.
(iii) Правильная конструкция соединения.
(iv) Снятие напряжений за счет температуры перед сваркой и после сварки.
(v) Использование нескольких проходов при сварке, поскольку каждый проход обеспечивает своего рода предварительный нагрев для последующего прохода.
Дефект № 4. Включения шлака:Включение шлака включает улавливание шлака затвердевшим металлом сварного шва. Этот дефект может возникать как в однопроходных, так и в многопроходных сварных швах и приводить к снижению прочности соединения.
Этот дефект может быть вызван:
(i) Неправильное обращение с электродом из-за турбулентности расплавленного металла: шлак выталкивается впереди дуги в ванну расплавленного металла, где он захватывается затвердевающим металлом сварного шва.
(ii) В многопроходных сварных швах включения шлака возникают из-за неправильного удаления покровного слоя шлака после каждого прохода.
(iii) Загрязняющие вещества в основном металле.
(iv) Неравномерное плавление электродного покрытия.
(v) Высокая вязкость шлака и / или расплавленного металла.
(vi) Слишком быстрое затвердевание расплавленного металла, при котором шлак не успевает всплыть.
Включение или улавливание шлака можно контролировать или преодолевать с помощью:
(i) Правильное удаление шлака после каждого прохода.
(ii) Правильная очистка основного металла.
(iii) Правильное использование электродов или присадочных стержней, флюсов и т. Д.
Дефект № 5. Отсутствие Fusion:Отсутствие или плохое сплавление может быть вызвано рядом причин.
Некоторые из них:
(i) Недостаточное энергопотребление.
(ii) Неадекватное повышение температуры.
(iii) Неправильное обращение с электродом, при котором не удается удалить оксидную пленку.
(iv) Неконтролируемый поток присадочного металла и т. Д.
Это отсутствие слияния показано на рис. 7.44, и его можно контролировать или устранять с помощью:
(i) Правильное расстояние между корнями.
(ii) Правильная скорость сварки.
(iii) Правильный размер и выбор электрода.
(iv) Надлежащий источник энергии и т. Д.
Дефект № 6. Отсутствие проникновения:Непровар включает темную толстую линию, которая появляется в центре сварного шва.
Это вызвано:
(i) Недостаточное энергопотребление.
(ii) Неправильная полярность.
(iii) Высокая скорость сварки и т. Д.
Это отсутствие проникновения показано на рис. 7.45, и его можно контролировать или устранять с помощью:
(i) Достаточное расстояние между корнями сварного шва.
(ii) Достаточная скорость сварки.
(iii) Правильный выбор полярности и т. Д.
Дефект № 7.Подрезка:Под резанием подразумевается образование нежелательной канавки, вплавленной в основной металл. Такие бороздки и резкие изменения контура сварного шва действуют как концентраторы напряжения и часто вызывают преждевременный выход из строя.
Недорезка показана на рис. 7.46 и вызвана:
(i) Большое потребление энергии.
(ii) Избыточный ток при дуговой сварке.
(iii) Неравномерные и чрезмерные движения электрода присадочного стержня.
(iv) Неправильный угол наклона электрода относительно рабочей части или основного металла.
Дефект № 8. Незаполнение:Недостаточное заполнение — это углубление на поверхности шва ниже поверхности прилегающего основного металла. Чтобы избежать этих дефектов, необходимо добавить соответствующий присадочный металл. Этот дефект показан на рис. 7.47.
Дефект № 9. Плохой вид борта:Внешний вид сварного шва имеет большое значение.Хотя он может не указывать на прочность соединения, но указывает длину дуги, выбор тока и напряжения, манипуляции с электродами и т. Д.
Это вызвано:
(i) Неправильная техника сварки.
(ii) Неправильная длина дуги.
(iii) Неправильные сварочные электроды (мокрые или старые).
(iv) Неправильный выбор полярности и т. Д.
Плохой внешний вид валика можно контролировать или устранить с помощью:
(i) Правильный выбор полярности.
(ii) Правильный выбор электрода.
(iii) Правильная длина дуги.
(iv) Правильное перемещение электрода и т. Д.
Возникновение сварочных дефектов и их влияние на качество сварки при контактной точечной сварке стали AHSS
Реферат
Было проведено исследование свариваемости стали DP600. Обсуждено влияние силы электродов, сварочного тока и времени сварки на возникновение сварочных дефектов. Металлографический анализ и испытания на растяжение и сдвиг были реализованы для определения качества сварки.Исследована зависимость качества сварного шва от сварочных дефектов. Было обнаружено, что во время точечной сварки стали DP600 легко возникать дефекты сварки, что можно объяснить ее богатым химическим составом. Меньшее усилие на электродах, больший сварочный ток и большее время сварки способствовали легкому возникновению сварочных дефектов. Разупрочнение ЗТВ, вызванное отпуском на мартенсит, наблюдалось при сильных параметрах сварки. В случае межфазного разрушения не следует недооценивать влияние сварочных дефектов на качество сварного шва.Что касается отказов при вырывании, то влияние вытеснения на качество сварного шва было не таким значительным, как предполагают другие исследователи. В конце концов, был введен метод прогнозирования пиковой нагрузки и максимального смещения при растяжении и сдвиге для разрушения при выдергивании.
1. Введение
При контактной точечной сварке сила электродом сначала прикладывается к двум или более перекрывающимся деталям, затем генерируется джоулева тепла при прохождении большого сварочного тока за очень короткий период времени, основной металл окончательно расплавляется и после этого образуются соединения. стадия охлаждения.Несмотря на внедрение многих новых процедур сварки, таких как лазерная сварка и клеевое соединение, контактная точечная сварка остается наиболее широко используемым процессом сварки листового металла в автомобильной промышленности благодаря своей низкой стоимости, высокой эффективности и простоте в эксплуатации.
Растущие требования к безопасности транспортных средств и энергосбережению привлекают все больше и больше внимания к нетрадиционным материалам, таким как современные высокопрочные стали (AHSS). 1) Благодаря хорошему сочетанию прочности и пластичности, двухфазные стали, включая DP600, более предпочтительны для компаний-производителей автомобилей.Однако плохая свариваемость двухфазных сталей была важной проблемой, ограничивавшей их широкое применение. Параметры сварки, такие как усилие электрода, сварочный ток и время сварки, могут существенно повлиять на качество сварки двухфазных сталей. Высокий уровень легированных элементов в DP600 делает более частыми выбросы и межфазные разрушения для точечной сварки. Традиционный критерий отказа Dcr = 4 т больше не подходит для контактной точечной сварки DP600. 2) Однако была проделана ограниченная работа по исследованию влияния дефектов сварки на качество сварных швов сталей DP600, сваренных точечной сваркой.
В некоторых исследованиях сообщалось о наличии сварочных дефектов в сварном шве. 3,4,5) Согласно этим исследованиям, усадочная пустота и трещина затвердевания были двумя основными причинами межфазного разрушения точечных сварных швов при испытаниях на сдвиг и усталость. Пустоты, образовавшиеся в результате вытеснения, обычно снижали несущую способность точечных сварных швов, и чаще возникали межфазные разрушения. Хан и др. . 6) обнаружил, что межфазное разрушение будет происходить для контактных точечных сварных швов DP600, хотя размер самородка превышает критическое значение, что связано с образованием усадочных пустот и трещин затвердевания.Сан и др. . 7,8) изучил микроструктуру магниевого сплава, полученного контактной точечной сваркой, и предположил, что часть сварочных трещин относится к трещинам при затвердевании. Затем была разработана процедура конечных элементов с пошаговой связью для моделирования процесса точечной сварки алюминиевых сплавов. Считалось, что остаточное напряжение при растяжении в сварном шве способствует растрескиванию по всей толщине. Марья и др. . 9) показали, что трещины затвердевания могут отрицательно влиять на общую площадь соединения в точечной сварке DP600.Pouranvari и др. . 2,10) предположил, что высокая склонность к образованию пустот при усадке при контактной точечной сварке AHSS была одной из основных причин его высокой подверженности межфазному разрушению. Затем была предложена аналитическая модель для прогнозирования критического размера слепка:
где P — коэффициент пористости, вызванный усадочными пустотами.Проведены значительные исследования по снижению возникновения сварочных дефектов. Марья и др. . 3) исследовали свариваемость двухфазных сталей различной толщины. Они обнаружили, что усадочные пустоты менее выражены в более тонких сталях DP. Хоакин и др. . 4) и Ма и др. . 5) показал, что более длительное время выдержки помогает уменьшить усадочные пустоты. Ланг и др. . 11) исследовали влияние параметров сварки на склонность к трещинам. Они попытались понять механизм образования трещин и улучшить свариваемость магниевых сплавов.Милитицкий и др. . 12) провел испытания на разрыв и сдвиг точечной сварки DP600 и обнаружил, что короткое время выдержки может способствовать образованию усадочных пустот и трещин затвердевания. Чжан и др. . 13) представил метод оценки вытеснения сварного шва при контактной точечной сварке двухфазной стали путем изменения силы электродов.
Целью данного исследования является изучение свариваемости стали DP600. Дефекты сварки, такие как выпадение, усадочная полость и трещина затвердевания, были обнаружены экспериментально.Обсуждается влияние силы электрода, сварочного тока, а также времени сварки на возникновение сварочных дефектов. В конце концов, был проведен предварительный анализ корреляции между сварочными дефектами и механическими характеристиками точечной сварки.
2. Методика эксперимента
В данном исследовании для контактной точечной сварки использовалась сталь DP600 толщиной 1,7 мм. Его химический состав был измерен и приведен в таблице . Подробные механические свойства этого стального листа показаны в Таблица 2 .Перед сваркой стальные листы разрезались на размеры 120 × 40 мм и все поверхности образцов тщательно очищались ацетоном. Схематическое описание стали внахлест показано на рис. 1 .
Таблица 1. Химический состав стали ДП600, мас.%.| C | Si | Mn | P | S | Al | N | 909 | 1,0000 | 1,5200 | 0,0150 | 0,0049 | 0,0230 | 0,0037 |
|---|
| Сталь | Предел текучести (МПа) | Предел прочности на растяжение (МПа) | Относительное удлинение (%) |
|---|---|---|---|
Схематическое изображение сталей внахлест для точечной контактной сварки.
Точечная сварка проводилась с использованием машины для точечной сварки переменным током 50 Гц с ПЛК 120 кВА (1 цикл = 0,02 с). Использовали электрод в форме усеченного конуса 45 0 из медного сплава с диаметром торца 6 мм. Сварка повторялась шесть раз при каждом режиме сварки, включая пять образцов, подготовленных для статического испытания на растяжение и сдвиг, и один образец, подготовленный для металлографических исследований.Во время процесса сварки время сжатия и время выдержки поддерживались постоянными и составляли 10 циклов (0,2 с). Для изучения влияния силы электродов, сварочного тока и времени сварки на характеристики соединения образцы были разделены на три группы. В каждой группе варьировался только один параметр, а все остальные параметры оставались неизменными. Усилие на электродах изменено с 2,0 до 4,0 кН. Сварочный ток, относящийся к значению пикового тока, увеличился с 6 кА до 12 кА. Время сварки варьировалось от 8 до 17 циклов с интервалом 3 цикла.Подробное описание графиков сварки, использованных в этом исследовании, показано в Таблица 3 .
Таблица 3. Графики сварки в данном исследовании.| Время сжатия (цикл) | 10 |
| Время выдержки (цикл) | 10 |
| Сила на электроде (кН) | 0–2,5,5 Сварочный ток (кА)6–8–10–12 |
| Время сварки (цикл) | 8–11–14–17 |
Универсальная испытательная машина Instron использовалась для проведения испытаний на растяжение-сдвиг при постоянной скорости ползуна 10 мм / мин.К концам образцов были приклеены выступы для уменьшения деформации стыков. Пиковая нагрузка была измерена в верхнем положении кривой нагрузка-смещение. Поглощение энергии разрушения рассматривалось как площадь под кривой нагрузка-смещение до разрушения: 14)
| Q = ∑i = 1NF (i) [x (i) -x (i-1)] |
Для металлографического анализа образцы шлифовали, шлифовали и полировали твердосплавной бумагой и травили с использованием 4% -ного нитального реагента до тех пор, пока границы зерен мартенсита не стали видны под микроскопом. На рис. 2 показан подготовленный металлографический образец. Микроструктуру сварных швов регистрировали с помощью микроскопа Zeiss Axiovert 200 MAT Inverted. Размер слепка был измерен с помощью программного обеспечения Carl Zeiss AxioVision на поперечных точечных швах.Испытания на микротвердость проводили на испытательной машине HX-100 (нагрузка 100 г) с интервалом 0,5 мм.
Рис. 2.Подготовленный металлографический образец.
3. Результаты и обсуждение
3.1. Микроструктура и микротвердостьТипичное распределение микроструктуры стали DP600, полученной контактной сваркой, показано на рис. 3 . Микроструктура в зоне плавления показывает направленные и столбчатые зерна, растущие от границы плавления к центральной линии сварного шва, как показано на рис.3 (а). На рис. 3 (б) зона плавления преимущественно состоит из крупнопластинчатого мартенсита, что можно объяснить высокой скоростью охлаждения. Размер зерна менее крупный в ЗТВ (Рис. 3 (c) и левая область Рис. 3 (d)) по сравнению с размером зерна в зоне сплавления, что связано с неполной аустенизацией. 3) Основной металл, как видно на рис. 3 (d), состоит в основном из равномерно распределенных мартенсита и феррита.
Рис. 3.Изменение микроструктуры точечной сварки DP600.
На рис. 4 показаны профили микротвердости по сварному шву при двух различных режимах сварки.Как можно видеть, твердость в зоне плавления составляет примерно 360 HV из-за образования реечного мартенсита. Твердость зоны сплавления примерно в 1,5 раза выше, чем у основного металла. Когда время сварки составляет 8 циклов, максимальная твердость обнаруживается в зоне термического влияния (ЗТВ), приближающейся к сварочному стержню. Область разупрочнения в ЗТВ может наблюдаться при большом времени сварки (11 циклов), что связано с отпуском мартенсита. Более того, считается, что механические характеристики точечной сварки улучшаются за счет размягчения ЗТВ. 15)
Рис. 4.Два типичных профиля микротвердости для точечной сварки DP600.
3.2. Сварочные дефекты 3.2.1. ВысылкаСварочный выброс на стыковой поверхности для точечной сварки DP600 показан на рис. 5 и 6 . Выталкивание, которое относится к выбросу расплавленного металла, является обычным явлением во время процесса контактной точечной сварки. Обычно это происходит либо на границе раздела электрод / заготовка, либо на стыковой поверхности из-за чрезмерного тепловложения.Из-за наличия вытеснения в сварной шов могут появиться чрезмерные вмятины электрода, усадочные пустоты и трещины затвердевания. Вытеснение с поверхности прилегания может серьезно повлиять на качество сварки. 15)
Рис. 5.Возникновение вытеснения на поверхности прилегания.
Рис. 6.Возникновение выталкивания на прилегающей поверхности (усилие на электроде 3,5 кН, сварочный ток 12 кА, время сварки 14 циклов).
Прогнозирование и контроль исключения — важные вопросы в производственной среде.Длительное время сварки и большой сварочный ток являются обычным выбором для двухфазной точечной сварки стали, учитывая ее плохую свариваемость, что делает выталкивание еще более популярным. В общем, пластиковое кольцо, образованное большей пластической деформацией вокруг сварочного шва, помогает предотвратить выталкивание. 16) Более того, для уменьшения выталкивания необходимы соответствующие параметры сварки, чистая поверхность детали и исключение износа электродов. Влияние вытеснения на разрушающую нагрузку при растяжении и сдвиге и поглощение энергии разрушения точечной сваркой обсуждается в следующих разделах.
3.2.2. Пустота усадкиПри некоторых условиях сварки обнаруживаются усадочные пустоты, как показано на рис. 7 и 8 . Микроскопические изображения с малым увеличением показаны на рис. 7 (а) и 8 (а). Микроскопические изображения с большим увеличением показаны на рис. 7 (б) и 8 (б). При отключении сварочного тока подвод тепла сразу снижается до нуля. Температура в сварном шве быстро снижается под действием охлаждающих электродов с водяным охлаждением. Жидкий металл начинает затвердевать, когда температура падает до температуры ликвидуса.Наконец, несоответствие скорости охлаждения в разных местах приводит к образованию усадочных пустот.
Рис. 7.Усадочная полость у сварного шва (усилие электрода = 3,5 кН, сварочный ток = 12 кА, время сварки = 14 циклов).
Рис. 8.Усадочная полость на сварке (усилие на электроде = 3,5 кН, сварочный ток = 10 кА, время сварки = 14 циклов).
Эффективная площадь сварного шва уменьшается, а местное напряжение сдвига увеличивается при испытаниях на растяжение-сдвиг, когда на стыковой поверхности образуются усадочные пустоты. 17) Предполагается, что тенденция к межфазному разрушению, что означает неудовлетворительную несущую способность, увеличивается из-за усадочных пустот, и критический размер самородка увеличивается. Однако, когда происходит отказ от выдергивания, на механические характеристики не влияют усадочные пустоты. В этом случае ядро сварного шва и зона термического воздействия практически свободны от напряжений, что было подтверждено методом конечных элементов и экспериментальными наблюдениями. 18,19)
Образование усадочных пустот и трещины затвердевания в значительной степени зависят от углерода, элементов сплава и количества S и P.Более высокий углеродный эквивалент приводит к большему количеству усадочных пустот в точечной сварке. 4) Во время контактной точечной сварки двухфазной стали обычно возникают усадочные пустоты из-за присущего ей богатого химического состава по сравнению с низкоуглеродистыми сталями. 3) Кроме того, если в процессе сварки возникает внутренний выброс, в центре сварного шва легко образуются усадочные пустоты по причине потери жидкого металла. Чтобы уменьшить возникновение усадочных пустот, можно использовать большее усилие на электроде при одновременном контроле других параметров сварки, чтобы ограничить скорость подводимого тепла.Как видно, электродная сила относительно велика на рис. 7 и 8. Однако из-за высокого сварочного тока и длительного времени сварки образуются усадочные пустоты, что приводит к слишком большому подводу тепла и также наблюдается отток.
3.2.3. Трещина затвердеванияНа рисунках 9 и 10 четко видны трещины затвердевания. Богатый химический состав двухфазных сталей также способствует возникновению трещин затвердевания. Внутренние трещины отверждения легко образуются и часто сопровождаются усадочными пустотами.Повышенное локальное напряжение сдвига и снижение качества сварки являются результатом трещин затвердевания. Наблюдается, что большинство трещин перпендикулярны поверхности прилегания, что будет объяснено ниже.
Рис. 9.Трещина затвердевания в области перехода от ЗТВ к основному металлу (усилие на электроде 3,5 кН, сварочный ток 10 кА, время сварки 17 циклов).
Рис. 10.A увеличенное изображение трещины затвердевания на сварном ядре (усилие на электроде = 3,5 кН, сварочный ток = 10 кА, время сварки = 14 циклов).
В процессе точечной сварки в сварных соединениях последовательно возникают термическое расширение и пластическая деформация в результате подводимого тепла при прохождении сварочного тока. Неоднородная деформация приводит к возникновению неоднородных полей напряжений и деформаций. Под совместным воздействием силы электрода и нагретого основного металла напряжение в сварном стержне в основном сжимающее. Однако температура быстро снижается на стадии охлаждения, и напряжение в сварном шве постепенно переходит в состояние растяжения.Скорость сокращения максимальна в направлении, параллельном поверхности прилегания. Более того, направление границы зерен мартенсита в большинстве случаев перпендикулярно поверхности затухания. Вот почему трещины затвердевания могут возникать по всей толщине, и большинство из них являются трещинами по границам зерен.
3.3. Возникновение сварочных дефектовВозникновение деформации и усадочной пустоты (или трещины затвердевания) при различных условиях сварки показано на Рис. 11 . Точечную контактную сварку при тех же параметрах сварки повторяли пять раз.Вытеснение было проверено после завершения испытаний на растяжение и сдвиг. Возникновение усадочных пустот косвенно определялось значительным падением максимального смещения при растяжении-сдвиге. Если дефектов сварки не обнаружено, частота заменяется значением 2% для лучшей визуализации. Как показано на рис. 11 (a) –11 (c) и указано в предыдущих разделах, выталкивание и усадочная пустота всегда возникают одновременно. Меньшее усилие на электроде, больший сварочный ток и более продолжительное время сварки способствуют легкому возникновению выталкивания и усадочной пустоты.
Рис. 11.Возникновение вытеснительной и усадочной пустот при различных режимах сварки.
3.4. Влияние вытеснения на качество сварного шваИспытания на растяжение и сдвиг были проведены для каждой группы с вышеупомянутыми пятью образцами, сваренными точечной сваркой, при одинаковых условиях сварки. Во время испытаний на сдвиг при растяжении наблюдались как межфазное, так и разрывное разрушение. Частичный межфазный отказ был классифицирован как межфазный отказ, в зависимости от его характеристик отказа. После исключения параметров сварки, при которых имело место только межфазное разрушение во время испытания на растяжение-сдвиг, подробный анализ влияния вытеснения на качество сварного шва показан на рис.12 . Номер образца упорядочен по типу разрушения (от межфазного разрушения до разрушения при вытягивании) на рис. 12. Для всех образцов с точечной сваркой, перечисленных на рис. 12, только номер образца 2–5 на рис. 12 (а) и образец номер 3– 4 на рис. 12 (b) не были исключены, все остальные испытали незначительное или чрезмерное изгнание. Кроме того, среди четырех различных режимов сварки разупрочнение ЗТВ не наблюдалось только при времени сварки 8 циклов. Пиковая нагрузка, максимальное смещение были записаны, и соотношение между ними также было нанесено на график.
Рис. 12.Влияние вытеснения на качество сварного шва.
Как правило, деформация пластика считается механизмом разрушения при вытягивании. В этом случае разрушение начинается вокруг сварного шва в том месте, где твердость минимальна. 20) Более того, кажется, что существует пропорциональная зависимость между пиковой нагрузкой ( F макс ) и максимальным смещением ( L макс ) при отказе от выдергивания, как можно увидеть на рис.12.Этот вывод дополнительно подтверждается почти горизонтальной зеленой линией от имени F max / L max на рис. 12. То есть:
Кроме того, разные виды отказов указывают на разное качество сварного шва при одинаковых условиях сварки. Пиковая нагрузка и максимальное смещение при межфазном разрыве обычно ниже, чем при разрыве отрывом. Однако, несмотря на возникновение изгнания, экспериментальные данные немного изменяются в режиме отказа отрыва, как показано на рис.12 (а) –12 (г). Таким образом, можно сделать вывод, что влияние возникновения выталкивания на качество сварного шва не так существенно для разрушения на вырыв, что, вероятно, отличается от некоторых исследований. 6,21)Кроме того, L max отражает предел прочности на разрыв в месте начального разрушения, а размер самородка d также является ключевым фактором, влияющим на F max . Нормализованное значение L max / d затем можно использовать для представления пластичности первоначального места разрушения.Более того, твердость в месте разрушения H fl обратно пропорциональна его пластичности. Таким образом,
может быть установлено. Отказ от вытягивания обычно начинается из положения минимальной твердости, то есть H fl = H мин . 10) ω можно рассчитать по полученным усредненным экспериментальным данным, как показано в таблице . Для случаев без размягчения ЗТВ среднее значение ω равно 173.8 ВН (№ А). Когда происходит размягчение ЗТВ, ω приблизительно равно 144,3 HV (№ B – D). Как только ω определено, L max и F max при отказе отрыва могут быть затем спрогнозированы уравнениями. (1) и (2). Для дальнейшего изучения критерий критического размера ядра может быть построен в сочетании с дополнительным исследованием межфазного разрушения. Таблица 4. Параметры сварки и усредненные экспериментальные данные для расчета ω (Сила на электроде = 3.5 кН).| № (-) | Сварочный ток (кА) | Время сварки (цикл) | D | (мм) макс (мм) | H fl (HV) | ω (HV) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 10 | 8 910 914 910 910 910173.8 | |||||||||||
| B | 10 | 14 | 7,08 | 5,57 | 185,1 | 145,6 | |||||||
| C | 12 | 14 | 9107 | 9109 | D | 10 | 17 | 6,71 | 6,42 | 149,2 | 142,8 |
4. Выводы
Усилие на электродах, сварочный ток и время сварки являются основными факторами, влияющими на качество точечной сварки DP600.Исследованы микроструктура и механические характеристики точечных швов с дефектами сварки. Хотя результаты испытаний здесь ограничены, все же можно сделать следующие выводы:
• Дефекты сварки легко возникают при контактной точечной сварке стальных листов DP600 из-за его богатого химического состава.
• Меньшее усилие на электродах, больший сварочный ток и увеличенное время сварки способствовали более легкому возникновению сварочных дефектов.
• Разупрочнение ЗТВ, вызванное отпуском на мартенсит, наблюдается при сильных параметрах сварки.
• В случае межфазного разрушения нельзя недооценивать влияние дефектов сварки на качество сварного шва.
• Что касается разрушения при выдергивании, влияние выталкивания на механические характеристики при сдвиге и растяжении не так существенно.
• Параметр введен для прогнозирования пиковой нагрузки и максимального смещения при растяжении-сдвиге в случае разрушения при выдергивании.
Благодарности
Мы хотели бы выразить признательность за финансовую поддержку Национальному фонду естественных наук Китая (11072083).Также приветствуются спонсорство Инновационного фонда для выпускников Университета науки и технологий Хуачжун (HF-11-14-2013) и Фонда фундаментальных исследований для центральных университетов HUST (CXY13Q047).
Ссылки
- 1) Консорциум ULSAB-AVC: Техническая пересылка № 6 (материалы конструкции кузова), Американский институт черной металлургии, Саутфилд, Мичиган, (2001).
- 2) М. Пуранвари, С. П. Х. Мараши и Д. С. Сафанама: Mater. Sci.Англ. A , 528 (2011), 8344.
- 3) М. Марья и X. К. Гайден: Weld. J. , 84 (2005), 172.
- 4) A. Joaquin, A. N. A. Elliott и C. Jiang: Weld. J. , 86 (2007), 24.
- 5) C. Ma, D. L. Chen, S. D. Bhole, G. Boudreau, A. Lee and E. Biro: Mater. Sci. Англ. A , 485 (2008), 334.
- 6) М. И. Хан, М. Л. Кунц, П. Су, А. Герлих, Т. Норт и Ю.Чжоу: Sci. Technol. Сварка. Присоединиться. , 12 (2007), 175.
- 7) D. Q. Sun, B. Lang, D. X. Sun и J. B. Li: Mater. Sci. Англ. A , 460 (2007), 494.
- 8) X. Sun и P. Dong: Weld. J. , 79 (2000), 215.
- 9) М. Марья, К. Ван, Л. Г. Гектор и X. Х. Гайден: J. Manuf. Sci. Англ. , 128 (2006), 287.
- 10) M. Pouranvari and S.P.H. Marashi: Mater.Sci. Англ. A , 528 (2011), 8337.
- 11) Б. Ланг, Д. К. Сан, З. З. Сюань и X. Ф. Цинь: ISIJ Int. , 48 (2008), 77.
- 12) М. Милитицкий, Э. Пакалнинс, К. Цзян и А. К. Томпсон: О характеристиках точечных сварных швов сопротивлением DP600, Отчет SAE 2003-01-0520, SEA International, Warrendale , Пенсильвания, США (2003).
- 13) Y. Zhang, J. Shen и X. Lai: ISIJ Int. , 52 (2012), № 3, 493.
- 14) М. И. Хан, М. Л. Кунц и Ю. Чжоу: Sci. Technol. Сварка. Присоединиться. , 13 (2008), 294.
- 15) Х. Чжан и Дж. Сенкара: Сварка сопротивлением: основы и приложения, 2-е изд., Тейлор и Фрэнсис, Бока-Ратон, Флорида, (2011).
- 16) З. Хоу, И.-С. Kim, Y. Wang, C. Li и C. Chen: J. Mater. Процесс. Technol. , 185 (2007), 160.
- 17) X. Sun, E. V. Stephens и M. A. Khaleel: Weld.J. , 86 (2007), 18.
- 18) X. Deng, W. Chen and G. Shi: Finite Elem. Анальный. Des. , 35 (2000), 17.
- 19) M. Pouranvari и S.P.H. Marashi: Mater. Des. , 31 (2010), 3647.
- 20) Y. J. Chao: Sci. Technol. Сварка. Присоединиться. , 8 (2003), 133.
- 21) M. Pouranvari, A. Abedi, P. Marashi и M. Goodarzi: Sci. Technol. Сварка. Присоединиться. , 13 (2008), 39.
То, что называется дефектом сварного шва. Основные дефекты сварных швов и их причины
Дефекты сварных швов и соединений, они вызывают различные отклонения от требований чертежа и условий выполнения сварочных работ, ухудшающие качество соединения (его эксплуатационные свойства, герметичность, непрерывность и т. Д.). Никто не застрахован от возникновения брака, поэтому сварщик должен знать возможные дефекты, причины их возникновения, а также методы устранения, о которых пойдет речь далее.
Причины дефектов сварных швов
Процесс сварки осложняется многими факторами, среди которых есть как объективные (свойства соединяемых материалов), так и субъективные (точное соблюдение технологического процесса, правильный выбор технологии). Оправдать возникновение брака профессиональным сварщиком можно только объективными причинами, да и то лишь отчасти.
Основные причины, приводящие к образованию дефектов сварных швов:
- неправильная подготовка свариваемых поверхностей;
- Несоответствие или неисправность сварочного инструмента;
- неправильный выбор защитных флюсов или газов и нарушение технологии их использования;
- недостаточная квалификация сварщика;
- Несоблюдение в полной мере требуемых режимов сварки (мощность рабочего тока, длина дуги и т. Д.)).
Виды дефектов сварных швов
Все дефекты таких соединений можно разделить на 2 основных типа:
- Внешний вид, обнаруживаемый невооруженным глазом. Они могут проявляться в виде прожогов, непроникновения и других признаков.
- Внутренние, проявляющиеся в виде трещин, пор и других нежелательных образований.
Наружные дефекты сварных швов
К этим дефектам относятся нарушения геометрических размеров.сварные швы (проседания, подрезы), а также ожоги, неплавление и непрозрачные кратеры.
Разрывы (налеты) чаще всего возникают при сварке горизонтальных вертикальных поверхностей. Это приводит к утечке расплавленного металла по краям основного металла, который имеет гораздо более низкую температуру (рис. 1). Они могут возникать на небольшой площади или иметь большую длину по зоне сварного шва.
Причины притока:
- длинная дуга;
- высокий сварочный ток;
- неправильное положение электрода.
Рисунок 1. Разрывы чаще обнаруживаются при горизонтальной сварке.
При кольцевом соединении может возникнуть провисание при большом или недостаточном смещении электрода от зенита. В местах притока нередко могут возникнуть другие дефекты. Предотвратить образование провисания можно, правильно подобрав режим сварки и качественно подготовив свариваемую поверхность (удаление окалины и т. Д.).
Поднутрение — дефект в виде бороздок в основном металле по краям сварного шва (рис.2). Этот дефект чаще всего встречается при сварке внахлестку или тройника, но иногда возникает при создании стыковых соединений. В большинстве случаев он возникает из-за неправильно подобранных параметров сварочного процесса.
При угловой сварке подрезы могут возникать из-за того, что дуга направлена больше на вертикальную поверхность, чем на горизонтальную. Это приводит к тому, что расплавленный металл стекает к нижнему краю и его недостаточно для полного заполнения ванны. Если скорость сварки слишком высока, а напряжение слишком высокое, сварные швы могут выйти из строя.Из-за быстрого затвердевания сварочной ванны также могут образовываться подрезы. Уменьшение скорости сварки устраняет этот недостаток.
На появление поднутрений также влияет длина дуги. По мере увеличения дуги размер шва также увеличивается, что приводит к увеличению количества расплавленного основного металла. Поскольку с увеличением длины дуги подвод тепла остается прежним, его не хватает на весь шов, края быстро остывают, в результате чего образуются поднутрения. Уменьшение длины дуги позволяет не только избавиться от подрезов, но и увеличивает проплавление .
Рисунок 2. Поднутрение — дефект, проявляющийся в виде бороздок по краям сварного шва.
Следует отметить, что выполнить ряд сварочных швов без дефектов практически невозможно. При этом в шве следует обеспечить минимум допустимых дефектов. При проведении сварочных работ необходимо помнить, что правильный выбор оборудования и технологии сварки имеет большое влияние на весь процесс сварки.
Что такое дефекты сварного шва? По сути, это отклонения от требований к техническим условиям сварного шва, а соответственно и всей конструкции. Именно дефекты сварки снижают прочность шва и надежность сварных соединений. Их можно разделить на несколько типов.
Виды дефектов сварных швов:
- отклонения от размера и формы шва;
- дефекта в микро- и макроструктурах;
- коробление и деформация конструкций.
Размерные параметры сварного шва определены государственными стандартами. И каждому виду сварки соответствует свой ГОСТ. Например, при сварке, где используется метод плавления, дефекты сварного шва определяются неравномерным заполнением сварной канавки плюс разница в ширине и высоте сварного шва по всей его длине. Что касается формы, то она неровная, есть так называемые седла (впадины), бугорки, чешуйчатая структура.
Причины возникновения при ручной сварке — низкое качество электродов, низкая квалификация сварщика, нарушение технологии сварки.Причины автоматической сварки — скачки напряжения, неправильный выбор угла подачи электрода, проскальзывание присадочной проволоки в механизме подачи и так далее.
Если говорить о сварке давлением, то вмятины глубокого типа — это ее дефекты в сварных швах, неравномерное распределение точек по шву, детали могут смещаться относительно друг друга.
Дефектные дефекты включают ожоги, подрезы, провисания и несанкционированные воронки.
Притоки
Обычно такие дефекты сварных швов образуются при сварке деталей, лежащих в горизонтальной плоскости.А сам процесс сварки выполняется сверху. Наплыв представляет собой затвердевший жидкий металл в виде бугорков, которые образуются в момент контакта горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплыв может быть разного размера: от мелких капель до крупных рядов, растянутых на приличной длине сварного шва.
Причинами наплыва могут быть большой ток, подаваемый на электрод, длинная электрическая дуга, наклон заготовки и неправильный угол установки электрода.Как следствие — трещины на сварном шве, неплавление и другие дефекты.
Поднутрения
Этот дефект представляет собой бороздку (выемку) в сварном шве, которая часто образуется при сварке рядом с металлом детали. Причинами могут быть большой ток и длинная дуга, которые создают перегрев как самого металла, так и присадочного материала. Это состояние высокой температуры, которое вызывает высыхание кромок двух деталей. Если сварка угловых соединений, то чаще всего причиной поднутрения является неправильно установленный электрод, особенно когда произошел смещение в сторону вертикально установленной заготовки.В этом случае перегрев происходит именно на вертикальной стенке стыка, и здесь образуется поднутрение. Но по горизонтали в это время образуется наплыв, потому что металл начинает стекать вниз.
При сварке газом подрезы могут возникать только по одной причине — повышенная мощность горелки. Следует отметить, что подрезы — довольно серьезный дефект сварного шва. Это приводит к ослаблению заготовки по толщине, а это первопричина разрушения стыка, а соответственно и всей сварной конструкции.
Бернс
Уже само название говорит само за себя. Отверстия образуются на месте сварки и в свариваемых металлах. Причины:
- большое расстояние между заготовками;
- сильноточная и мощная горелка для быстрой сварки;
- края неправильной формы, очень заостренные;
- долгое время обработки в одном месте.
Чаще всего этот тип дефекта возникает при сварке тонких листов металлов или при многослойной сварке и нанесении первого слоя.
Кратеры
Это углубления в сварном шве. Обычно этот дефект образуется при обрыве дуги. Поэтому его опытные сварщики стараются сразу расплавить. Это самый простой способ исправить дефекты сварки. Когда сварка ведется в автоматическом режиме, кратер обычно появляется на выходе из шва, то есть на выходе штанги.
Существует подвид кратеров, называемый термоусадочной оболочкой. Он образуется под действием усадки металла в шве.Все дело в том, что при охлаждении металл уменьшается в объеме.
Дефекты макроструктуры
Дефекты сварных соединений такого типа можно обнаружить, увеличив структуру сварного шва в 10 раз. К этому типу дефектов относятся трещины, непровара, газовые поры и включения шлака.
Поры образуются при быстром охлаждении шва. При этом расположенные в его теле газогенерирующие элементы не успевают выйти наружу. Это происходит, когда края заготовок покрыты ржавчиной, пятнами масла или краски, используется флюс с повышенной влажностью, неправильно настроен ток сварочного аппарата или газ, высокое содержание углерода в свариваемых металлах и так далее.
Поры могут быть большими и маленькими, располагаться кучками или равномерно по шву, есть сквозные поры, называемые свищами. Как правило, их количество и размер зависят от времени, в течение которого ванна находится в жидком состоянии. Чем дольше сварочная ванна остается жидкой, тем меньше пор, поскольку газы успевают покинуть жидкий металл.
Шлаковые включения — это, по сути, халатность со стороны сварщика при сварке. Итак, он плохо подготовил соединяемые два металла к сварке.Оставили грязь, ржавчину. Если такой дефект возник при многослойной сварке, значит, сварщик плохо выполнил удаление шлака с предыдущих слоев.
Эти дефекты могут иметь размеры от нескольких микрон до нескольких миллиметров, форма различная: от сферы до тонкой линии. Расположение — по всему шву.
Непровар — серьезный дефект. Получается, что металл заготовки не плавится с металлом электрода (электросварка) или присадочной проволокой (газовая сварка).Слой наплавленного металла также может не плавиться между собой. Причин нехватки еды много:
- слишком большой сварочный ток;
- краевое загрязнение;
- электрод неправильно подведен к оси шва;
- очень маленький зазор между двумя заготовками;
- ребра имеют слишком острые концы;
- принудительный перерыв, при котором металлы остывают;
- увеличенная скорость сварки.
Что касается трещин, то их можно разделить в зависимости от температуры их появления.То есть холодным или горячим. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри металла шовной нити появляются усадочные напряжения и начинают формироваться полужидкие слои. Впоследствии они становятся трещинами. Если в наплавленном металле много водорода, углерода или кремния, то это тоже причина горячих трещин.
Холодные трещины образуются при температуре 100-300С. Причины — все те же напряжения, которые возникают в теле наплавленного металла, когда он начинает остывать.Кроме того, внутри сварного шва остается водород (газ), который имеет тенденцию выходить наружу. А это дополнительные напряжения. Кстати горячих трещин на лицевой стороне шва не видно, они считаются внутренними. Но холодные сразу появляются на внешней стороне шва, они хорошо видны невооруженным глазом. Это внешние дефекты сварных швов и стыков.
Есть еще два типа трещин: закалочные и пластинчатые. Первые формируются уже после завершения сварки и выполнения операций для следующей обработки металла.Последние обладают очень интересной технологией внешнего вида. Они образуются даже при высоких температурах, но получают дальнейшее развитие уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории — внешний дефект.
Дефекты микроструктуры
К дефектам микроструктуры относятся микроскопические трещины и поры, включения неметаллического типа (кислород, нитрид), крупнозернистая структура наплавленного металла с элементами перегрева и выгорания.
Самый опасный из всех этих дефектов — выгорание. При нем в шве в большом количестве появляются крупные зерна металлической структуры с минимальной прочностью связи между ними. Отсюда высокая хрупкость сустава. Причина выгорания — наличие кислорода в зоне сварного шва, а значит, изоляция ванны была плохой. Сюда можно добавить высокую температуру процесса сварки.
Допустимые и недопустимые дефекты
Понятно, что все дефекты сварных соединений отрицательно сказываются на качестве сварной конструкции.Но есть те, в которых конструкция может эксплуатироваться без проблем, а есть такие, в которых эксплуатировать категорически запрещено.
Следовательно, прежде чем определять, можно ли эксплуатировать сварную конструкцию, необходимо принять во внимание все обстоятельства и факторы, влияющие на выбор.
- Необходимо определить, соответствует ли конструкция всем геометрическим и размерным параметрам, строго по конструкции или чертежу.
- Тип дефекта, его размер и место в соединении.
- Каким механическим нагрузкам будет подвергаться здание или сооружение. Выдержат ли их сварные соединения?
- Природа окружающей среды. Естественные напряжения отрицательно сказываются на состоянии сварного шва.
- Функции, закрепленные за дизайном. То есть один дефект выдерживает одни нагрузки, а другие противопоказаны.
Определение допустимости брака возможно только с помощью специального оборудования. Поэтому рекомендуется использовать оборудование, которое по степени проверки дефекта было выше номинально допустимого значения самого дефекта.Например, трещину размером 3 мм невозможно измерить прибором, определяющим минимальные трещины длиной 5 мм.
Кстати, на допустимость влияют не только размер и форма дефектов, не последнее слово в их количестве и частоте расположения.
Заключение по теме
Дефекты сварных соединений влияют на качество стыка элементов собранной конструкции, а значит, и всей конструкции в целом.Поэтому исправлению сварочных дефектов уделяется особое внимание. Сами они не могут быть устранены. Есть недочеты, которые легко устранить; есть такие, которые можно устранить, но не легко. Способы их устранения известны. А есть недочеты, которые нельзя исправить. Так что лучше провести процесс грамотно. Поэтому изучайте процессы появления швов и причины их образования.
Сегодня сварка используется повсеместно для соединения различных металлических деталей.Его успешно используют как в промышленности, так и в бытовых условиях. называется неразъемным соединением деталей сваркой. В результате этого образуются различные секции, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны давно. Их следует избегать в процессе.
Сварка используется для соединения металлических деталей в промышленных и бытовых условиях.
Характеристики и виды сварных соединений
Прежде чем начать разговор о дефектах сварных соединений, стоит подробнее рассказать об их основных типах и характеристиках. Принцип сварки довольно прост. Расплавленный металл образует шов, который кристаллизуется. Частично расплавленный материал составляет зону плавления. Вблизи этой зоны образуется одна, в которой нагретый металл испытывает дополнительные напряжения. Это называется зоной термического влияния. После этого идет основной металл.Его структура и свойства не меняются в процессе работы.
Классификация сварных швов по положению в пространстве.
Существует несколько основных типов сварных соединений. Самыми распространенными среди них являются стык, нахлест, тройник и уголок. Все они различаются между собой монтажом основных материалов, расположением шва. На качество шва напрямую влияет множество факторов. Могут образовываться как внутренние, так и внешние дефекты. На качество швов напрямую влияет степень загрязнения соединяемых металлов.
Здесь могут присутствовать самые разные оксиды, жирные пленки и т. Д. Поэтому свариваемые поверхности перед работой необходимо очистить. Кстати, в процессе их выполнения необходимо бороться с оксидами, образующимися на поверхности. В любом случае от отсутствия дефектов зависит прочность окончательного соединения. Шов иногда может иметь такую же прочность, как и основной материал, но этого довольно сложно добиться.
О дефектах сварных соединений
Как отмечалось ранее, дефекты сварных соединений могут быть самыми разнообразными.О них нужно помнить в процессе работы. Если человек имеет по ним базу знаний, то он сможет сваривать детали, у которых будут идеальные швы. Это то, к чему нужно стремиться.
Таблица основных видов сварных соединений.
- Подрезка. Это один из видов дефектов сварных соединений. Это бороздка, образующаяся в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются при наличии больших сварочных ванн. Это означает, что из-за использования больших индикаторов тока расплавляется большое количество металла.
- Наплавка. Этот дефект характеризуется тем, что происходит утечка сварочного материала на основной металл. Очень неприятный недостаток.
- Непробиваемость. Такой дефект сварных соединений может возникнуть в тех случаях, когда на стыках элементов конструкции образуется недостаточное расплавление основного металла. Это место чаще всего заполнено шлаком, который из-за своей структуры образует в швах пористость и пустоты. Это недопустимо. Конструкция сразу теряет свои свойства.При использовании дуговой сварки отсутствие плавления может быть результатом использования недостаточного тока. Это один из самых опасных дефектов. Связано это в первую очередь с тем, что в этом месте начинают формироваться дополнительные напряжения при последующей эксплуатации конструкции. Это очень часто приводит к его быстрому разрушению. Этот дефект можно устранить. Для этого выявляется непровар, а затем выполняется наплавка на сложных участках.
- Трещины. Это частичное разрушение материала на шве или на участке, который находится рядом с ним.Они могут образоваться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла. В твердом состоянии с ним также могут происходить различные структурные превращения. Это вторая причина появления подобных дефектов.
Дефекты сварных швов: несплавление, неровная форма, растекание, трещины, свищи, перегрев.
Механизм горячего растрескивания достаточно простой. Во время сварки металл нагревается.После того, как источник тепла устранен, он начинает постепенно остывать. Конечно, начинают формироваться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, допускающих взаимодействие горячего и холодного материала, то все сварные соединения имели бы дефекты. Однако этого не происходит. Таким образом, можно предположить, что чем выше интервал кристаллизации, тем больше вероятность появления горячих трещин. Углерод напрямую влияет на этот показатель. Вот прямая корреляция.Чем больше углерода в стали, тем шире становится интервал кристаллизации.
На шве могут образоваться холодные трещины. Они появляются при охлаждении материала до температуры примерно 200-300 градусов Цельсия. Они могут появиться не сразу, что делает их более опасными. Появление холодных трещин связано с тем, что в материале начинают проявляться различные структурные превращения из-за различных химических превращений. Здесь есть прямая зависимость от количества углерода в материале.Чем он больше, тем больше вероятность появления холодных трещин. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует возможность получить сварное соединение, не отличающееся от основных материалов.
Поры и неметаллические включения
Дефекты сварного шва: кратеры, подрезы, поры, непровар, шлак, прожог.
Поры. Эти дефекты сварных соединений встречаются довольно часто.Поры — это пустоты, заполненные газом. Они могут иметь микроскопические размеры, а также могут образовывать дефекты в конструкции размером в несколько миллиметров. В этом случае они чаще всего образуются на стыках шва с основным материалом. На этот дефект влияют самые разные параметры.
Самым важным из них является концентрация газа в варочной ванне. Газ выделяется из металла при его плавлении. Этот процесс нельзя предотвратить. Окись углерода не может растворяться в железе, соответственно она выделяется в виде пузырьков.
Включения неметаллические. Эти дефекты самих сварных соединений связаны с попаданием инородных включений в структуру шва в результате работы.
Трещины в сварном шве.
Таких вкраплений огромное множество. Шлак, например, может образоваться в результате недостаточной очистки соединяемых материалов.
Причиной их может быть недостаточно полное удаление шлака при многослойной сварке. В процессе работы, проводимой плавлением, в шве образуется материал, который по физико-химическим свойствам отличается от основного металла.В связи с этим также могут образовываться подобные дефекты. Посторонние включения могут быть самыми разнообразными.
Исследование дефектов
Дефект сварки — поры, это заполнение пустот газами.
Конечно, если в различных сварных соединениях есть дефекты, то их необходимо изучить. Для этого часто используется макроанализ. Он заключается в том, что структура металла изучается невооруженным глазом или через лупу. В отличие от микроскопического анализа, макроанализ не позволяет правильно изучить структуру материала.Его основная задача — контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип перелома, фиброзную структуру, нарушения сплошной структуры и так далее. Для проведения такого анализа необходимо подвергнуть исследуемую деталь травлению специальными элементами и обработке на шлифовальных станках. Этот образец называется макросом. На его поверхности не должно быть неровностей или посторонних включений, в том числе масляных.
Все те дефекты, которые были описаны выше, хорошо поддаются изучению и обнаружению с помощью макроанализа.
Для выявления структуры материала чаще всего используются методы травления поверхности.
Виды наплывов в швах.
Этот подход лучше всего подходит для низкоуглеродистых и среднеуглеродистых сталей. Подготовленный заранее макросрез необходимо погрузить в реагент вместе с анализируемой деталью. При этом его поверхность необходимо протирать спиртом.В результате взаимодействия элементов происходит химическая реакция. Он позволяет вытеснить медь из раствора. Происходит подмена материалов. В результате на поверхности зонда осаждается медь. Травлению подвергаются те места, где медь не полностью ложится на основной материал. Эти места содержат какие-либо дефекты. После этого образец извлекается из водного раствора, сушится и очищается. Все эти действия нужно производить как можно быстрее, чтобы не произошла реакция окисления.В результате можно определить те участки, где присутствует большое количество углерода, серы и других материалов.
Офорт участков, содержащих эти материалы, не тот. При высокой концентрации углерода и фосфора медь на поверхности не выделяется интенсивно. Здесь минимальная степень защиты металла. В результате эти участки подвергаются наибольшему травлению. В результате реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, содержащих минимальное количество углерода.Если ее будет много, то удалить медь с поверхности образца будет очень сложно.
Виды поднутрений в швах.
Существуют и другие методы макроанализа структуры материалов сварных соединений. Например, для определения количества серы часто используется метод фотопечати. При этом фотобумагу увлажняют и некоторое время выдерживают на свету. После этого его просушивают между листами фольги.Раствор, в который он изначально помещен, содержит некоторое количество серной кислоты. Тогда, конечно же, эта бумага равномерно ложится на макросрез.
Его следует разгладить валиком, чтобы полностью исключить все его деформации. Все пузырьки воздуха, которые могут остаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет объективным. В таком положении его нужно держать примерно 3-10 минут. Время зависит от начальной толщины зонда, а также других факторов.
Виды непровара.
Включения серы, находящиеся в осажденном металле, обязательно вступят в реакцию с кислотой, осажденной на поверхности фотобумаги. В очагах выделения сероводорода образуется вещество, называемое фотоэмульсией. Области сульфида серебра, которые будут образовываться в результате реакции, ясно показывают распределение серы в металле.
Конечно, на бумаге эти области будут соблюдаться.Фотобумагу, которая использовалась для эксперимента, необходимо промыть, а затем выдержать в растворе гипосульфита. После этого снова промывают в жидкости и сушат. В том случае, если в сварном шве присутствуют включения фторида, они обязательно будут выделяться в виде участков темного цвета.
Подведение итогов
Таким образом, в настоящее время существует множество методов обнаружения дефектов сварных соединений. У всех есть конкретная цель. Каждый метод позволяет узнать, сколько в структуре шва содержится того или иного материала, который может негативно повлиять на его структуру.
Помимо методов макроанализа, в последнее время довольно часто внедряются методы микроанализа. У них та же цель, что и у предыдущих. Однако они дополнительно позволяют изучить структуру материала. Здесь работа ведется на молекулярном уровне структуры кристаллической решетки.
Сварка — один из важнейших производственных процессов. С его помощью выполняется соединение стальных деталей самых разнообразных конструкций. Как и в других производственных процессах, иногда обнаруживается брак.Это означает дефекты сварного шва, которые могут резко снизить качество готового продукта или даже сделать его эксплуатацию смертельной.
Классификация
Кстати, а как их можно разделить? Все дефекты сварных швов делятся на три большие группы:
- Наружные.
- Внутренний
- Поперечный.
Внешние дефекты часто являются самой многочисленной категорией. Сюда входят: чрезмерно малые размеры, а также смещение линии шва, различные наплывы, «порезы», усадочные раковины и кратеры, не закупоренные при сварке, пористость или трещины.К этой разновидности относится и неравномерная ширина шва. Наименее опасной категорией считаются внешние дефекты.
Соответственно, к внутренним относятся: поры, многочисленные включения шлака, недоваренные места, а также трещины в толще свариваемого металла. Что касается сквозных дефектов, то это свищи, проходящие на всю толщину участка трещины, а также прогорания.
Основные причины дефектов сварки
- Практически всегда они возникают при попытке использования крайне дешевых и низкосортных материалов.
- То же самое можно сказать и о некачественном сварочном оборудовании. Кроме того, частота появления дефектов часто увеличивается после некачественного ремонта устройств, используемых специалистами.
- Конечно, это все время происходит с нарушениями технологии работы.
- Серьезные дефекты сварного шва часто обнаруживаются у неопытных специалистов невысокой квалификации.
Несложно понять, что продукция высочайшего качества получается при использовании полностью автоматизированного оборудования.Не забывайте об удобстве рабочего места. Так, крупная отслойка шва и нарушения его ширины очень распространены в случаях, когда сварщик (даже опытный) работает в неудобном положении.
Собственно, не случайно в требованиях к исполнению есть пункты, конкретно оговаривающие полноценное оснащение рабочего места, обеспечивающее его качественную эргономику.
Важное примечание
Даже начинающие сварщики хорошо понимают, что для обеспечения максимальной прочности шов должен иметь небольшое усиление высотой примерно 1-2 мм.При этом, одни и те же сварщики часто допускают грубую ошибку, делая арматуру высотой 3-4 мм. В принципе, в простых случаях в этом нет ничего плохого, но только не когда речь идет о товарах, которые постоянно находятся в состоянии динамической нагрузки. Все это приводит к концентрации напряжений и резкому увеличению вероятности выхода из строя.
Подрезы
Как мы уже говорили, дефекты сварных швов и стыков чрезвычайно опасны. Несложно представить, что будет, если они будут в наличии в части, предназначенной для установки, например, в несущей конструкции железнодорожного моста.Особенно опасны они в случае сварки деталей, от которых они будут эксплуатироваться в условиях постоянных перепадов температур.
Наиболее опасны подрезы, так как они являются естественным «аккумулятором» напряжений, которые будут концентрироваться в самом слабом месте шва. Кроме того, они значительно уменьшают его рабочее сечение, что также крайне негативно сказывается на прочности всего стыка.
Как правило, эти внешние дефекты сварного шва в большинстве случаев не исправляются.Это связано с тем, что металл (чаще всего) все равно будет иметь незаметный брак, что может привести к очень значительным последствиям.
Как возникают поднутрения?
Основная причина — слишком большой ток. В сочетании с длинной дугой этот фактор дает практически абсолютную вероятность их возникновения. Кроме того, в некоторых случаях поднутрения возникают, когда источник тепла слишком быстро перемещается над металлической поверхностью.
Если конструкция хоть как-то важна, то даже малейшие дефекты сварных швов и стыков такого типа совершенно недопустимы.Исправьте их с помощью аккуратной заварки тонкого шва. Если это возможно, деталь все же лучше полностью заменить (обратите внимание, что последнее замечание касается всех дефектов).
Необработанные металлические профили
Если такая площадка находится непосредственно в толще шва, это крайне опасно. Во-первых, обнаружить такой дефект можно только с помощью дефектоскопа. Во-вторых, они снова аккумулируют в металле места естественных напряжений. В сочетании с нарушением сварной конструкции все это приводит к риску преждевременного выхода детали из строя.Особенно часто такие внутренние дефекты сварных швов возникают в случае легированной стали и плохого сварочного оборудования.
Пористость (вне зависимости от ее расположения) резко снижает прочностные характеристики до неприемлемых значений, приводит к «расслоению» металла, то есть к нарушению его естественной структуры. Детали даже с низкой пористостью в несколько раз чаще выходят из строя под нагрузкой даже в начале эксплуатации. Поры появляются из-за газов, которые просто не успевают покинуть слой расплавленного металла.
Как и все типы дефектов сварных швов, они чрезвычайно распространены при использовании некачественных электродов. Часто пористость возникает из-за посторонних примесей в защитных газах. Как и в прошлом случае, этот тип дефекта может наблюдаться и при чрезмерно высокой скорости сварки, когда нарушается целостность газозащитной «ванны».
Шлаковые включения
Шлаковые включения существенно нарушают однородность структуры металла. Классическая причина образования — неаккуратная очистка поверхности шва от остатков ржавчины и окалины.Вероятность их появления стремится к нулю при условии сварки в слое защитных газов. Редкие включения округлой формы опасности не представляют, изделия с ними могут пройти безрецептурный отпуск.
Обратите внимание, что при сварке частицы этого металла могут быть обнаружены в деталях. Степень их опасности — как и в предыдущем случае (т.е. это допустимые дефекты сварных швов).
Трещины
Бывают поперечными и продольными, проходят как по самому шву, так и по металлу вдоль или рядом с ним.Они чрезвычайно опасны тем, что в некоторых случаях снижают механическую и вибрационную прочность изделия практически до нуля. В зависимости от свойств свариваемого материала трещина может как сохранять свое первоначальное положение, так и за очень короткое время распространяться по всей длине заготовки.
Неудивительно, что это самые опасные дефекты сварного шва. ГОСТ в большинстве случаев требует немедленного отказа от таких деталей вне зависимости от их назначения (за исключением абсолютно неважных товаров).
Неровные швы
Так называется грубое несоответствие геометрических параметров швов характеристикам, требуемым нормативными документами. Проще говоря, если сварка идет «змейкой», наискосок и т. Д., Речь идет о дефектах подобного типа.
Чаще всего они появляются при работе неопытных сварщиков, а также при значительных скачках напряжения, некачественном оборудовании и банальной спешке. Этот дефект опасен тем, что часто сочетается с недоваркой, что уже намного опаснее.Если отклонение от центральной линии соединения незначительно и не приводит к снижению прочности изделия, деталь может быть одобрена для использования.
При этом всегда следует помнить одну простую вещь: чем меньше угол перехода от основного металла к слою наплавки, тем хуже становится механическая прочность свариваемого изделия. Конечно, при изготовлении некоторых бытовых конструкций например) в условиях недостаточного напряжения обойтись неровными швами просто нереально.Однако в этом случае особой опасности они не представляют.
Основные методы устранения, исправления дефектов
Сразу скажем следующее: в большинстве случаев нет смысла обсуждать способы устранения дефектов сварных швов, так как в условиях более-менее строгой процедуры контроля качества, все товары с недостатками просто отбраковываются. Но иногда действительно бывает, что дефект не слишком серьезный, и поэтому его можно устранить. Как это сделать?
В случае стальных конструкций поврежденная поверхность вырезается, тщательно очищается место неудачного соединения, а затем повторяется попытка.Если в сварных швах есть незначительные внешние дефекты (неровные стыки, неглубокие ямки), их можно просто отшлифовать. Конечно, не стоит увлекаться и снимать слишком большой слой металла.
Важное замечание
Если речь идет о изделиях из легированной стали, которые должны проходить обязательную термообработку, то исправление дефектов сварных швов следует производить только (!) После отпуска в диапазоне температур от 450 до 650 ° С.
Закрепите другие разновидности
Самый простой способ исправить наплыв и механическую неровность шва.В этом случае стык просто очищается (о чем мы уже писали). Об исправлениях подрезки мы уже упоминали выше, но еще раз отметим, что деталь с такими дефектами целесообразнее сразу выбросить, так как ее эксплуатация может быть опасной!
Если есть прожог (что встречается не так часто), то устранить дефекты сварных швов достаточно просто: сначала хорошенько очищается поверхность, а потом снова кипячется. То же самое и с кратерами.
Основные условия «косметического ремонта»
При устранении дефектов необходимо соблюдать определенные технологические условия. Во-первых, нужно соблюдать простое правило: длина дефектного участка должна соответствовать его ширине, плюс 10-20 мм нужно оставить «на всякий случай».
Важно! Ширина сварного шва после его повторной сварки не должна превышать двукратного размера перед началом работ. Не поленитесь перед исправлением недостатков, чтобы хорошо подготовить поверхность. Во-первых, это предотвратит попадание кусочков шлака в металл.Кроме того, эта простая мера поможет ускорить работу и улучшить качество ее результатов.
Очень важно подготовить образец для вновь заделанной области. Если вы используете угловую шлифовальную машину («болгарку»), то лучше взять диск наименьшего диаметра. Боковые грани образца следует сделать максимально ровными, без заусенцев и других выступающих частей, которые при сварке могут превратиться в все тот же шлак.
Если речь идет о соединениях алюминия, титана, а также сплавах этих металлов, то стоит подойти к вопросу еще более ответственно.Во-первых, при устранении дефектов в этом случае разрешается использовать только (!) Механические методы, применение дуговой сварки недопустимо. Поврежденный участок желательно обрезать, зачистить и заново сварить шов.
Примечания о устранении дефектов
Места с исправленными-повторно сваренными соединениями должны снова пройти процедуру контроля качества. Если дефект в той или иной степени сохранился, можно попробовать устранить его повторно. Важный! Количество исправлений зависит от марки стали и характеристик самого изделия, но в обычных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных свойств детали.
Итак, мы обсудили основные типы дефектов сварных швов.
Виды дефектов сварных соединений и причины их образования
В сварочной отрасли принято выделять следующие виды дефектов (рисунок 3.15):
- Дефекты при подготовке и сборке изделий под сварку.
- Дефекты формы шва.
- Внешние и внутренние дефекты.
Дефекты подготовки и сборки
Типичные типы — неправильный угол скоса кромок в стыках с V-, X- и U-образными канавками, слишком большое или слишком маленькое притупление по длине стыкаемых кромок; несоответствие зазора между краями; несоответствие стыкуемых плоскостей, приводящее к смещению кромок, слишком большому зазору между кромками, расслоению и загрязнению кромок.
Форма и размеры сварных швов обычно указываются в технических условиях, указываются на чертежах и регламентируются стандартами: элементы конструкции b — ширина шва, высота армирования C и глубина проплавления h.
Основные дефекты — неравномерная ширина и высота арматуры, местные бугорки и седла. Эти виды дефектов наиболее характерны для ручной электродуговой сварки.
Такие дефекты снижают прочность соединения и косвенно указывают на возможность образования внутренних дефектов.
Дефекты сварных соединений характеризуются как недопустимые, так и допустимые. Снова перевариваются недопустимые дефекты.
Готовые сварные соединения в первую очередь подвергаются внешнему осмотру на предмет выявления внешних дефектов (трещины, ослабление шва, провисания, подрезы, ожоги, локальная нострексия, пористость и т. Д.).
Трещины: горячие (технологические) и холодные. Горячие — в жестко закрепленных конструкциях из легированных сталей (особенно с недостаточным качеством — Smax).Холод — теория закалки (C max) С уравнением = 6,25 и водородом.
Приливы , образованные потоком расплавленного металла на нерасплавленный металл.
Подрезы , образованные по краям сварного шва в основном металле (глубиной от десятых долей до нескольких мм). Ожоги — дефекты в виде сквозного отверстия в сварном шве (первый корневой слой или тонкий металл, или просачивание через большой зазор).
Наличие скрытых внутренних дефектов в сварных соединениях контролируется различными физическими методами: рентгеновским сканированием, рентгеновским сканированием с радиоактивными изотопными лучами (кобальт — 60, цезий — 137), магнитографическим методом, методом магнитного порошка и ультразвуковым контролем. , контроль обнаружения утечек.
Каждый из этих методов имеет свои особенности, которые определяют его чувствительность и область применения.
Рисунок 3.15 — Типы дефектов сварных швов и причины их возникновения
Проверка изделий на герметичность (ограничение проникновения жидкостей или газов) или проверка на обнаружение утечек выполняется с использованием легко проникающих сред (жидкости или газы). ), хорошо различающиеся визуально или с помощью инструментов.
Внутренние дефекты включают поры, включения шлака, непровар, плавление и трещины.Поры образуются из-за загрязнения, влажности флюса или покрытия электродов, недостаточной защиты в среде защитного газа. Отсутствие оплавления из-за плохой обрезки кромок от окалины, ржавчины, шлака, блуждания дуги из-за магнитного дутья; неправильный выбор режима сварки (ток и напряжение дуги, скорость сварки) и т. д.
Помимо контроля качества внешним осмотром и различными физическими методами, соответствие механических свойств и химического состава сварных соединений требованиям проверены технические условия и технологические инструкции по сварке на опытных образцах.
Контроль качества сырья, технологии и квалификации сварщиков
Для обеспечения высокого качества сварных соединений необходим контроль исходных материалов (основной металл, электроды, сварочная проволока, флюсы, защитные газы и др.). Качество исходных материалов устанавливается на основании данных сертификатов, по которым определяют соответствие требованиям данного технологического процесса к сварочным изделиям. При наличии внешних дефектов, а также при отсутствии сертификатов исходные материалы допускаются только после химического анализа, механических испытаний и испытаний на свариваемость.
При контроле основного металла особое внимание уделяется свариваемым участкам — они должны быть очищены от грязи, масла, краски, ржавчины.
Прокат проверяется на расслоение, окалину, однородность толщины листа и т. Д.
Электроды, сварочная проволока проверяется путем проведения пробной сварки для установления качества материалов по показателям характера плавления, легкости расплавления. отделение шлака и качество формирования шва. Они должны соответствовать требованиям действующих ГОСТов.
Свариваемость — это свойство металла образовывать, при установленной технологии сварки, соединение, отвечающее требованиям конструкции и условиям эксплуатации изделия. Свариваемость обычно контролируется в двух случаях: при выборе материалов и разработке технологии сварки, например, на стадии проекта или при технологической подготовке производства. Вторая проверка связана с возможными отклонениями свойств основного металла, проволоки, партии электродов и флюсов от паспортных значений.
Большое значение для обеспечения качества имеет контроль во время процесса сварки. Это включает в себя упомянутые выше методы контроля, включая контроль состояния сварочного оборудования и сварочной арматуры, а также соблюдение установленных условий сварки (тока, напряжения и скорости сварки). Такой контроль осуществляют технологи, мастера и другие инженерно-технические работники, ответственные за работу данного участка, цеха, предприятия.
Тщательный систематический контроль подготовки изделий к сварке и процесса сварки не будет эффективным без проверки уровня подготовки сварщиков.Например, при сварке труб на установке более 70% брака происходит по вине сварщиков.
Для проверки квалификации сварщиков администрация предприятия организует квалификационную комиссию с участием инспектора Госгортехнадзора. Тесты нужно делать периодически. В этом случае проводятся испытания теории и практики сварки с включением сварочных образцов соответствующего изделия. Образцы свариваются в тех же условиях и пространственных положениях, что и реальное изделие (например, трубы — поворотные и неповоротные соединения).После внешнего осмотра сварные образцы проверяются установленными методами неразрушающего контроля, а также подвергаются механическим испытаниям.
Количество образцов для испытаний регулируется Правилами сертификации сварщиков.
Дефекты сварки — типы, причины и способы устранения
Дефекты сварки — это просто дефекты или недопустимые недостатки в процессе сварки. В этой статье проводится подробный анализ различных сварочных дефектов, их различных типов, а также их причин и способов устранения.
Давайте углубимся в более широкую перспективу различных дефектов сварки.
Что такое дефекты сварки? Основы дефектов сваркиДавайте попробуем разобраться в основах дефектов сварки. Сварка — это процесс, который помогает соединять материалы, в основном металлы или термопласты, с помощью тепла, которое заставляет различные части плавиться.
Дефекты сваркиВ результате детали охлаждаются и вызывают плавление.
- Хотя этот процесс довольно эффективен, различные дефекты сварки влияют на долговечность и качество сварки.
- Эти дефекты довольно сложны, но целостное понимание их причин и способов устранения может предотвратить низкое качество и срок службы сварных деталей.
- Основными потребностями являются долговечность и высокое качество сварного шва.
- При правильном обнаружении этих сварочных дефектов можно легко определить степень серьезности и принять соответствующие меры.
- Даже простой дефект, который не имеет большого значения, может легко сделать сварную конструкцию неэффективной для работы по мере необходимости.
Дефекты сварки — это дефекты, которые возникают из-за множества причин, таких как плохие или неправильные методы, используемые неквалифицированным или неопытным сварщиком, или из-за основных трудностей в процессе сварки.
Определение дефектов сварки- Однако это не только ручной подход, но и дефекты сварки также сохраняются при автоматической роботизированной сварке из-за различных причин, таких как отклонения параметров, недостаточная подача газа и воды и т. Д.
- Параметры, которые определяют превосходный сварной шов, зависят от оптимального сплавления присадочных материалов и формы, полученной с точным проплавлением.
- Дефекты сварки недопустимы.
- Процесс сварки определен в соответствующих нормах и стандартах.
- Все конструкторы, а также сварщики должны строго соблюдать проектные требования.
- Процесс сварки должен соблюдаться в зависимости от материалов, электродов и т. Д., Всех остальных параметров.
В настоящее время существует много соответствий тому, что возникают дефекты сварки,
- Неправильная техника
- Неправильная процедура сварки
- Проблема с выбором электродов
- Неопытный сварщик
- Неправильные параметры сварки
- Отсутствие знаний
- Неправильные условия процесса и т. Д.
Все сварочные дефекты необходимо исправить, и мы подробно обсудим здесь типы сварочных дефектов, их причины и способы устранения.
Виды сварочных дефектовПри обнаружении дефектов происходит классификация сварочных дефектов. Это следующие:
- Дефекты внешней сварки.
- Внутренние дефекты сварки.
Внешний дефект сварки должен быть следующим:
- Как следует из названия, эти дефекты являются внешними.
- В основном на поверхности сварочной части.
- Наружные дефекты сварки иногда видны невооруженным глазом.
Общие дефекты сварки:
- Кратер,
- Трещины на поверхности,
- Брызги,
- Пористость,
- Поднутрение,
- Геометрические дефекты
- Перекрытия,
- Недозаливка,
- Несоосность
- Деформация
- Чрезмерное проникновение,
- Удар дуги и т. Д.
Внешний дефект сварки должен быть следующим:
- Внутренние дефекты сварки существуют в материале на некоторой глубине и скрыты от невооруженного глаза.
Общие сварочные дефекты,
- Внутренняя пористость.
- Внутренние трещины.
- Включения.
- Неполное соединение
- Неполное проникновение
Ниже приведены наиболее распространенные дефекты сварки, возникающие по разным причинам.Здесь мы даем подробное описание каждого из них с указанием их причин и средств устранения.
Начнем со списка дефектов:
- Повреждение сварного шва / механическое повреждение
- Кратеры
- Пластинчатый разрыв
- Включения
- Пористость
- Поднутрение
- Вогнутые и выпуклые сварные швы
- Геометрические дефекты
- Несоответствие
- Растрескивание
- Брызги
- Неполное сплавление / проникновение
- Искажение
Это некоторые из основных дефектов, которые влияют на сварку и ее основную эффективность, связанные с качеством и долговечностью.
Дефекты сварки
Механические поврежденияПовреждение сварного шва или механическое повреждение — это дефект, из-за которого уровень сварки ниже номинального.
- Визуально на поверхности сварки переплавленных металлов кажется зажигание дуги.
- Также на поверхности видны небольшие вмятины и вмятины.
Причины
- Возникает из-за чрезмерного усилия, приложенного при выкрашивании.
- При ежегодном сварочном процессе это происходит из-за сильного удара молотком при скалывании.
- Неэффективное обращение с держателем сварочного электрода
- Небрежное зацепление дуги металлическими частями.
- Неправильное использование болгарки.
- В то же время основная причина повреждения сварных швов при роботизированной сварке связана с небрежным обращением с материалом.
- Этот дефект приводит к появлению крошечных трещин в зоне термического влияния металла шва.
Средства правовой защиты
- При ручной дуговой сварке это можно предотвратить, осторожно обращаясь с различными инструментами, такими как держатель дуги, сварочный электрод и т. Д.
- При роботизированной сварке этого можно избежать путем осторожного обращения и эффективного обслуживания сварки оборудование.
Дефекты сварки
КратерыКратеры — обычная проблема, которая выглядит как аномальное отложение или углубления на сварочной поверхности.
Дефекты сварки, кратеры- В частности, это указывает на несовершенное окончание сварки.
- Если кратер не заполнится до прекращения дуги, внешний край остынет быстрее, чем кратер.
- Создается необычное напряжение.
- Из-за этого напряжения образуется трещина.
Причины
- Возникает из-за неправильной заделки сварных швов.
- Если угол резака неправильный.
- Неэффективная настройка параметров.
- Неправильный выбор электрода.
- Неправильный выбор техники сварки.
Средства правовой защиты
- Этого можно избежать, приняв надлежащие меры для достижения идеального завершения сварки.
- Это можно сделать путем настройки сварочного робота или путем формального обучения сварщика-ручного сварщика.
- Установка правильного угла резака для уменьшения нагрузки.
- Выберите подходящую технику на основе рекомендаций.
- Размер электрода должен быть подходящим.
Дефекты сварки
Пластинчатый разрывПластинчатый разрыв является одним из тех дефектов, которые разрушают поверхность металлических соединений.
Дефект сварки, разрыв пластин- Возникновение такого дефекта значительно затрудняет получение качества сварки.
- Обычно встречается в виде листового проката из стали.
- Появляется под сварными деталями.
Причины
- Это происходит из-за накопления отложений металла шва на поверхности металла шва, где имеется оптимальное удержание.
- Развитие штамма.
- Неправильная ориентация сварного шва.
- Неправильный выбор материала.
Средства правовой защиты
- Этого можно избежать, если использовать материалы самого высокого качества и в конце провести сварочные испытания.
- Правильная ориентация сварного шва.
Дефекты сварки
ВключенияНа сварочный металл наносятся различные материалы. Включения — это не что иное, как осаждение этих дополнительных материалов, таких как,
- Сульфид,
- Шлак,
- Оксид,
- Вольфрам,
- Медь,
- Флюс,
- Металл и т. Д.
Этот дефект в основном является результатом различных дефектов, таких как непровар, подрез и отсутствие плавления в сварных швах.
- Шлаковые включения способны уменьшать площадь поперечного сечения материалов.
- Это может быть отправной точкой для трещин.
- В двух словах, этот дефект может привести к дефекту, так называемому растрескиванию сварного соединения.
- Эти включения могут быть сгруппированными или линейными, изолированными.
Причины
Включение происходит из-за,
- Неправильная установка тока,
- Неправильная очистка многопроходных сварных швов,
- Неверное манипулирование электродом.
- Провисание увеличивает этот осадок на сварном шве.
- В основном образуется в результате загрязнения или побочного продукта химических реакций во время сварки.
- Может быть произведено физическим воздействием.
Средства правовой защиты
- Этот дефект можно устранить с помощью повторной сварки и шлифовки наплавки.
- Правильное обращение сварщика с электродом.
Дефекты сварки
ПористостьЭто один из распространенных дефектов, возникающих при сварке.Это поры или полости, которые образуются из-за захвата неметаллических и газообразных материалов в процессе затвердевания после сварки.
- Этот дефект обычно вызывает повреждение свариваемой детали в зависимости от размера, ориентации по напряжениям и количества.
- Если в центре сварного шва возникает пористость, это не вызывает большой усталости, хотя она способна снизить способность выдерживать статическое напряжение как сварной детали, так и сердечника сварного шва.
В зависимости от образования пористости, она может быть следующей:
- Пористость по газу:
- Червоточины:
- Пористость поверхности:
- Кластерная пористость
- линейная пористость,
- Ямочная пористость,
- Пористость пузырей,
- Кратерная труба,
Пористость газа:
- Это небольшие полости сферической формы,
- Они образуются из-за захваченных газов в металле сварного шва.
- В расплавленном металле может присутствовать множество газов, таких как кислород, водород, азот, водяной пар, гелий, аргон, монооксид углерода, диоксид углерода и т. Д., Которые вызывают пористость.
Червоточины:
- Если захваченные газы имеют трубчатую форму или цилиндрические или удлиненные полости во время затвердевания, то такая пористость называется червоточинами.
- Червоточины могут появляться на поверхности сварного шва по отдельности или группами.
Пористость поверхности:
- Пористость, возникающая на поверхности и разрушающая ее.
Пористость кластера
- Этот тип пористости в основном локализует группу пор.
Линейная пористость,
- В этом типе поры выровнены.
Равномерно распределенная пористость,
- В этом типе поры равномерно распределены в зоне сварки.
Ямочная пористость
- Если на поверхности сварного шва видна пористость, это называется ямочной пористостью.
Пористость дыхательного шва
- В этом случае пористость находится в подповерхностном слое,
- Она обнаруживается с помощью испытаний на излом или рентгенографических исследований,
- Она не распространяется на поверхность сварного шва и называется «дыхательной дырой». ”
Кратерная трубка,
- Образуется во время окончательного затвердевания сварочной ванны,
- Возникает из-за газовой пористости.
- Образуется из-за усадки при затвердевании сварочной ванны.
Причины
Помимо улавливания газа или любых других неметаллических материалов пористость возникает из-за некоторых других причин, например,
- Слишком короткий дуговой промежуток,
- Нестабильная дуга,
- Плохая техника сварки ,
- Проблема в газовой защите,
- Использование более длинной дуги,
- Присутствие влаги в зоне сварного шва,
- Присутствие загрязнений на поверхности,
- Если электрод не покрыт должным образом,
- Неправильная обработка поверхности.
- Присутствие масла или ржавчины на поверхности,
- Высокий поток газа,
Средства устранения
Это дефект, который недопустим ни в какой точке. Этим можно управлять различными способами, такими как:
- Улучшенные методы сварки,
- Оптимальный выбор присадочных материалов,
- Правильный выбор электродов, и они должны быть сухими, с покрытием,
- Правильный уход за рабочей зоной, где проводится сварка работает,
- Минимальная скорость, позволяющая выходить газу,
- Очистка или обработка поверхности материалов перед сваркой,
- Меньшее расстояние дуги, чтобы газы могли выходить,
- Надлежащая защита, расходомер газа может быть используется для проверки регулировки давления и расхода.
Сварочные дефекты
ПодрезыКогда дело доходит до одного из серьезных сварочных дефектов, подрезание занимает видное место. Это отклонение от нормы, которое можно описать как незаполненную канавку вдоль кромок сварного шва.
Дефекты сварки подрезПричины
Это происходит из-за различных проблем, таких как,
- Избыточный ток,
- Скорость перемещения,
- Неправильные углы электродов,
- Неправильный выбор электрода,
- Улучшенная техника сварки,
- Использование больших электродов,
- Неправильная газовая защита,
Способы устранения
Этот дефект можно предотвратить с помощью следующего:
- Максимальное внимание ко всему процессу сварки путем достижения основных улучшений во всем процессе сварки,
- Его можно отремонтировать с помощью сварки канавки электродами сравнительно меньшего размера,
- Выбор подходящих электродов с правильным углом,
- Оптимизация длины дуги,
- Регулирование тока,
- Газовая защита должна быть надлежащей,
Дефекты сварки
Сварные швы вогнутые и выпуклыеКогда сварной шов приобретает различную форму, он известен как сварной шов неправильной формы.Эти дефекты представляют собой в основном две формы:
вогнутые сварные швы и выпуклые сварные швыОтличная сварка не приобретает обе формы.
Отсутствие армирования или чрезмерная вогнутость препятствуют получению сварного шва неоптимальной толщины шва по сравнению с желаемым размером сварного шва.
Кроме того, выпуклость обеспечивает контур сварного шва ниже номинального уровня при многослойной сварке, вероятность появления шлаков из-за этого, а также вызывает эффект местного надреза или плохую устойчивость к напряжению в готовом сварном шве.
Причины
Это происходит в основном из-за,
- объединения неправильной или неправильной скорости и
- Электродного тока.
Способы устранения
Этот дефект можно предотвратить с помощью следующего:
- Используя правильный рисунок плетения,
- оптимальный ток и
- правильный размер электрода.
Кроме того, его можно отремонтировать, отшлифуя сварной шов с каждой стороны до основного металла или повторно сварив его.
Дефекты сварки
НесоосностьНесоосность — это тип сварочного дефекта, возникающий из-за геометрических дефектов, возникающих в процессе сварки.
- Важно приобрести стабильную установку, обеспечивающую полезную рабочую область, отсутствие которой вызывает проблемы при установке или подгонке.
- Это также происходит, когда мы пытаемся соединить металлы разной толщины.
Причины
Одними из основных причин этого являются
- проблемы с установкой или установкой, а также толщина металла
- , доступного для сварки.
Средства правовой защиты
Этого можно избежать, следя за процессом настройки и подгонки металлов.
Дефекты сварки
ПерекрытиеЭтот дефект представляет собой просто выступание материала сварного шва под корнем или носком сварного шва. Кроме того, это чрезмерная текучесть металла шва.
Дефекты сварки перекрываютсяПричины
- Преобладающая причина этого дефекта — неправильная техника сварки.
Средства правовой защиты
Перекрытие можно предотвратить с помощью следующего:
- Улучшение техники сварки.
- Когда дело доходит до устранения дефекта, шлифовка может помочь наилучшим образом.
- Удаляет излишки металла шва, а основной металл может быть получен шлифованием поверхности.
Посмотрите это красивое видео с сайта weld.com!
Дефекты сварки
ТрещиныТрещины при сварке — один из самых опасных дефектов, которые могут привести к серьезным повреждениям.
Это повреждение может быть смертельным, когда материал находится в условиях усталостной нагрузки.
Кроме того, он имеет несколько типов, и каждый из них должен быть предотвращен для получения качественного сварного шва и максимальной прочности.
Здесь мы приводим краткое описание каждого из них:
Продольная трещинаЭто тип трещин, которые возникают из-за проблемы твердости металла. Обычно он проходит по направлению сварки.
Причины
Основной причиной возникновения этой проблемы является
- Неравномерное охлаждение свариваемой детали, так как сварочные материалы охлаждаются с разной скоростью.
Существуют и другие причины, по которым образуются продольные трещины, например,
- более широкий сварной шов и
- корневой зазор слишком большой,
- высокий ток или скорость сварки и
- напряжение усадки в тех областях, которые под высоким давлением.
Средства правовой защиты
Этого можно избежать с помощью
- Правильный выбор сварочных материалов,
- Достижение процесса предварительного нагрева, который помогает в равномерном охлаждении свариваемой детали и сварке в области, где меньше ограничение.
- Кроме того, его можно отремонтировать повторной сваркой после вырезания трещины или шлифовкой.
Поперечная трещина
Усадочное напряжение — основная проблема трещин. Этот дефект представляет собой трещину, которая возникает на носке сварного шва.
- Здесь основной металл, кажется, треснул.
- Обозначает хрупкость материала в зоне HAZ.
Причины
- Это вызвано поперечными усадочными напряжениями вдоль сварного шва.
Средства правовой защиты
- Этого можно избежать, используя сравнительно пластичный наполнитель или проводя процесс предварительного нагрева.
Металлы становятся хрупкими во время сварки, и это основная причина появления трещин под валиком.
В частности, трещины под бортом — это тип трещин в расплавленном металле зоны ЗТВ.
- Водородная хрупкость является основным носителем, вызывающим такие трещины.
- Это можно найти с помощью неразрушающего контроля (NDT).
Причины
- Это происходит из-за воздействия водорода на основной металл в зоне термического влияния.
Средства правовой защиты
- Этого можно избежать, используя электроды, контролируемые водородом.
- Предварительный нагрев также помогает контролировать трещины под валиком.
- Отремонтировать шлифовкой и повторной сваркой.
Холодное растрескивание относится к дефектам, которые возникают, когда свариваемый металл получает возможность затвердеть.
Причины
Основными причинами этого дефекта являются:
- усадка,
- сильно ограниченные сварные швы и
- неровная посадка материала.
Средства правовой защиты
- Этого можно избежать путем приваривания к гладким участкам с минимальными ограничениями, такими как поломки, отверстия и т. Д.
- Когда дело доходит до устранения дефекта, приваренную деталь следует снять и снова приварить.
Трещины — это дефект, который можно устранить шлифовкой или сваркой трещин. Сварка трещин — громоздкий процесс, который должен выполняться сваркой в зоне термического влияния основного металла.
Вышеуказанные типы трещин следует предотвращать любой ценой.
Дефекты сварки
БрызгиБрызги — это повторяющиеся дефекты, которые представляют собой не что иное, как капли металла, разбросанные по сварному шву.Прилипает к окружающим поверхностям.
Это один из самых распространенных дефектов при сварке.
Брызги дефектов сваркиПричины
Это происходит из-за,
- плохой техники сварки и
- неправильных сварочных параметров.
Средства правовой защиты
Брызги можно уменьшить:
- Обеспечение надлежащих условий сварки.
- Отремонтировать при помощи шлифовки или финишной обработки.
Дефекты сварки
Неполное сплавление / проплавлениеПроникновение — один из наиболее важных аспектов дефектов сварки. Это также известно как неполное слияние.
- Это один из летальных дефектов, которые трудно обнаружить, и их оценка сложна.
- Это может быть опасно, поскольку эффективно снижает качество сварного шва и приводит к выходу сварной детали из строя.
Причины
- Это происходит, когда отсутствует когезионная связь металла сварного шва с основным металлом или имеется небольшая глубина, достигаемая металлом сварного шва в основном металле.
- Это приводит к минимальной толщине горловины.
- Помимо этого, различные факторы действуют как катализатор возникновения этого дефекта, например, длина дуги рубашки, минимальный предварительный нагрев, высокая скорость сварки, низкий ток, минимальный размер электрода и отсутствие дуги в центре шва. .
Средства правовой защиты
- Его можно только отремонтировать, так как процесс обнаружения очень сложен.
- Его можно отремонтировать с помощью шлифовки области проплавления или неполного плавления, а также путем повторной сварки.
Сварочные дефекты
ДеформацияДеформация, как следует из названия, представляет собой изменение формы после сварки. Когда две пластины свариваются, после завершения, размер пластин или их положение могут измениться, что приведет к искажению.
Дефекты сварки ДеформацияПричины деформации:
- Имеется неравный температурный градиент.
- Большое количество сварных проходов.
- Неправильная техника и последовательность сварки.
- Очень низкая скорость перемещения дуги.
- Высокие остаточные напряжения в пластине.
Средства от деформации:
- Подходящая техника сварки на основе металла.
- Количество сварных швов следует оптимизировать.
- Оптимизация продолжительности сварки.
- Правильный выбор электрода.
Сварка — очень важная тема, и все типы сварочных дефектов следует исправлять или избегать, чтобы предотвратить крупные несчастные случаи.Следовательно, обязательно учитывать все применимые нормы и стандарты во всех приложениях.
Общие стандарты, используемые для процесса сварки, следующие:
- BS EN ISO 5817,
- BS EN ISO 6520-1,
- BS EN ISO 10042
Эти стандарты охватывают все ограничения или допустимые пределы сварки.
Прочие дефекты сваркиМы узнали о многих типичных дефектах сварки, однако обнаруживается несколько дополнительных дефектов, например:
- Неровная ширина
- Линейное смещение
- Смещение по высоте
- Неверная форма
- Неправильный профиль
- Рваная поверхность
- След шлифования
- Блуждающая дуга
- Вогнутость корня
- Деформация
- Чрезмерное проплавление
- Излишек металла шва
- Прожиг
- Полость усадки
- Недостаточная промывка
- Следы сколов и т.