
дуговая сварка из микроволновки — LifeTweaks
Сделать сварочный аппарат можно из ненужного высоковольтного трансформатор от отслужившей свой срок микроволновой печи.
Итак, если Вы домашний мастер, ну или хотя бы не боитесь когда жужжит дрель)), Вы знаете — каким иногда не заменимым инструментом может стать электросварка.
Но не стоит сразу бежать за не дешевым аппаратом в магазин. Достаточно применить немного терпения, сноровки и у Вас получится изготовить вполне достойную дуговую сварку своими руками и в домашних условиях. Для изготовления этого чудо-девайса нам потребуется:- Трансформатор микроволновой печи
- Корпус от блока питания ПК
- 1,5 — 2 метра сварочного кабеля типа КГ
- 5 метров одножильного алюминиевого провода АПВ сечением 2,8 — 3 мм.
- Один щуп на 60 ампер (крокодил)
- Рукоять от паяльника
- Контактная группа (не близко посаженных контактов)
- Не нужная щелочная батарейка (формфактор батарейки — D (E95))
- Изолента
В первую очередь необходимо спилить вторичную обмотку с трансформатора.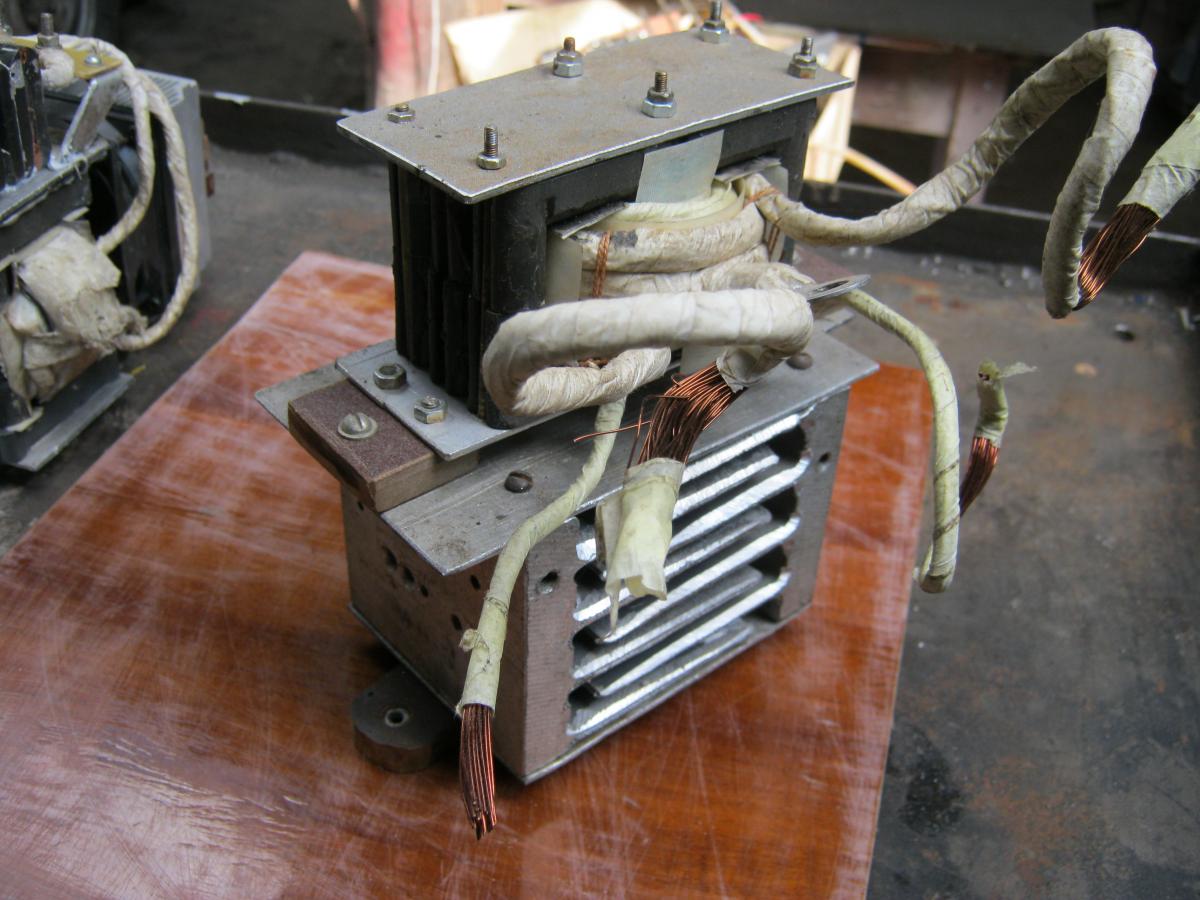 Она уложена очень плотно, поэтому кроме как пилить по другому её не вытащить))
Она уложена очень плотно, поэтому кроме как пилить по другому её не вытащить))
Чтобы не повредить первичную обмотку во время работы ножовкой рекомендуем подложить между ними металлическую пластину (стальную линейку) закрепив её аптечной резинкой вокруг трансформатора.
После того, как трансформатор будет освобождён от штатной вторичной обмотки, необходимо намотать на освободившееся место 28-30 витков 3-2,8 миллиметрового алюминиевого провода АПВ. Должно получиться 4-5 слоёв такой обмотки.
Проверьте вольтметром (в режиме переменного тока) выходное напряжение, оно должно составлять 15-20 вольт!
Далее следует подготовить корпус будущего сварочного аппарата. Для этого идеально подойдёт корпус от старого и не нужного блока питания персонального компьютера.
Из блока питания вытаскиваются все внутренности за исключением штатного разъёма питания и выключателя. Освободившиеся провода от разъема питания, после выключателя, обжимаются контакты под разъем первичной обмотки трансформатора или припаиваются паяльником (в зависимости от конфигурации трансформатора). Желательно установить предохранитель на 20 — 30 ампер между выключателем и трансформатором.
Желательно установить предохранитель на 20 — 30 ампер между выключателем и трансформатором.
В корпусе БП, ножницами по металлу, вырезается отверстие под контактную группу. Устанавливается контактная группа, к которой подключается вторичная обмотка трансформатора.
Далее изготовьте силовые кабели сварочного аппарата. Разрежьте приобретённый провод пополам. Длинна проводов сварочного аппарата не должна быть более 1 метра.
На конце одной половины присоедините щуп (крокодил) и очень хорошо за изолируйте изолентой место соединения. Этот провод вы будете присоединять к корпусу свариваемого изделия и он будет служить Вам «землей».
На конце второго провода присоедините ручку сварочного аппарата, которая изготавливается следующим образом.
Совет: можно использовать готовый магазинный комплект сварочного кабеля при наличии.
Присоедините силовые провода к контактной группе сварочного аппарата. Всё, сварочный аппарат готов!
Смотрите также видео, которое подробно описывает процесс изготовления сварочного аппарата из микроволновки:
Loading…
Автор видео: Andrey Golubev
Внимание! Есть риск поражения электрическим током. Будьте осторожны!
Внимание! Во время работы со сварочным аппаратом всегда одевайте специальные сварочные очки.
Простая дуговая сварка своими руками
Немного подручных материалов, умение работать с ними и четкое выполнение пошаговой инструкции, как итог, у вас будет простая дуговая сварка, созданная своими руками. Перечень материалов не хитрый, а время сборки составит не более часа.
Материалы
- Трансформатор;
- толстый изолированный провод;
- выключатель;
- доска;
- металлическая коробка;
- плоскогубцы;
- болгарка или ножовка;
- резиновый молоток.


Шаг 1. Размеры трансформатора, который понадобится для сборки – 10 х 5 х 10 см. Такой можно взять в старой микроволновой печи, газонокосилке и т.д. Именно его и приготовьте заранее.
Шаг 2. Возьмите ножовку или болгарку и аккуратно разрежьте один из швов основания. После этого основание полностью удалите, оставив лишь само тело трансформатора.
Шаг 3. Теперь снимите основную и вторичную катушку. Делайте это аккуратно. Средняя катушка и катушка с малым количеством проводов будут не нужны.
Шаг 4. Переустановите снятые и отобранные катушки. Их нужно уложить обратно и плотно прижать ко дну. В отдельных случаях требуется использовать резиновую киянку. Ее устанавливайте аккуратно, чтобы не повредить уже уложенные катушки.
Шаг 5. В уже получившуюся конструкцию необходимо вставить толстый изолированный провод. Его вы должны уложить вокруг катушки. Следите, чтобы провод прилегал плотно.
Шаг 6. Получившуюся конструкцию необходимо закрепить. Вы можете это сделать, приварив ее к основанию, приклеив эпоксидной смолой и даже примотав прочной клейкой лентой.
Вы можете это сделать, приварив ее к основанию, приклеив эпоксидной смолой и даже примотав прочной клейкой лентой.
Шаг 7. Найдите ненужный вам кабель питания на 120 вольт с вилкой. Если необходимо его укоротить, сделайте это, но саму вилку не трогайте. Именно ее вы и будете затем вставлять в розетку.
Провода кабеля срастите, и найдите два разъема, которые вы затем установите на катушку. После сращивания один из проводов кабеля нарежьте, но не трогайте ни в коем случае провод заземления.
Короткий провод закрепите на клемме переключателя на 120 вольт, а второй – к другой клемме. Зажимы прикрепите к трансформатору.
Шаг 8. Переключатель установите внутри коробки, а саму конструкцию обязательно поместите на кусок дерева.
Проводники присоедините к концам толстого провода.
Дуговая сварка готова! Можете испытывать ее в действии, но при этом, пользуйтесь ею максимально аккуратно, обязательно соблюдая технику безопасности.
Простая дуговая сварка своими руками
3. 9/5 — Оценок: 36
9/5 — Оценок: 36 Аргонная сварка, контактная: своими руками из микроволновки
Общие понятия
Что же такое сварка? Это процесс, при котором получаются неразъемные соединения деталей за счет создания межатомных связей в шве сварки. Возникают подобные связи под воздействием общего или местного нагрева свариваемых деталей или при воздействии пластической деформации либо того и другого вместе. Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
Процесс получения неразъемного металлического соединения- медь;
- бронза;
- титан;
- алюминий и другие.
В отличие от обычной сварки тут применяется газ аргон. А сделать какую-либо работу, используя подобный вид сварки, будет очень прибыльно, ведь готовая продукция стоит гораздо дороже. В основе аргонно-дуговой сварки лежит смешивание электрической (дуговой) и аргонной.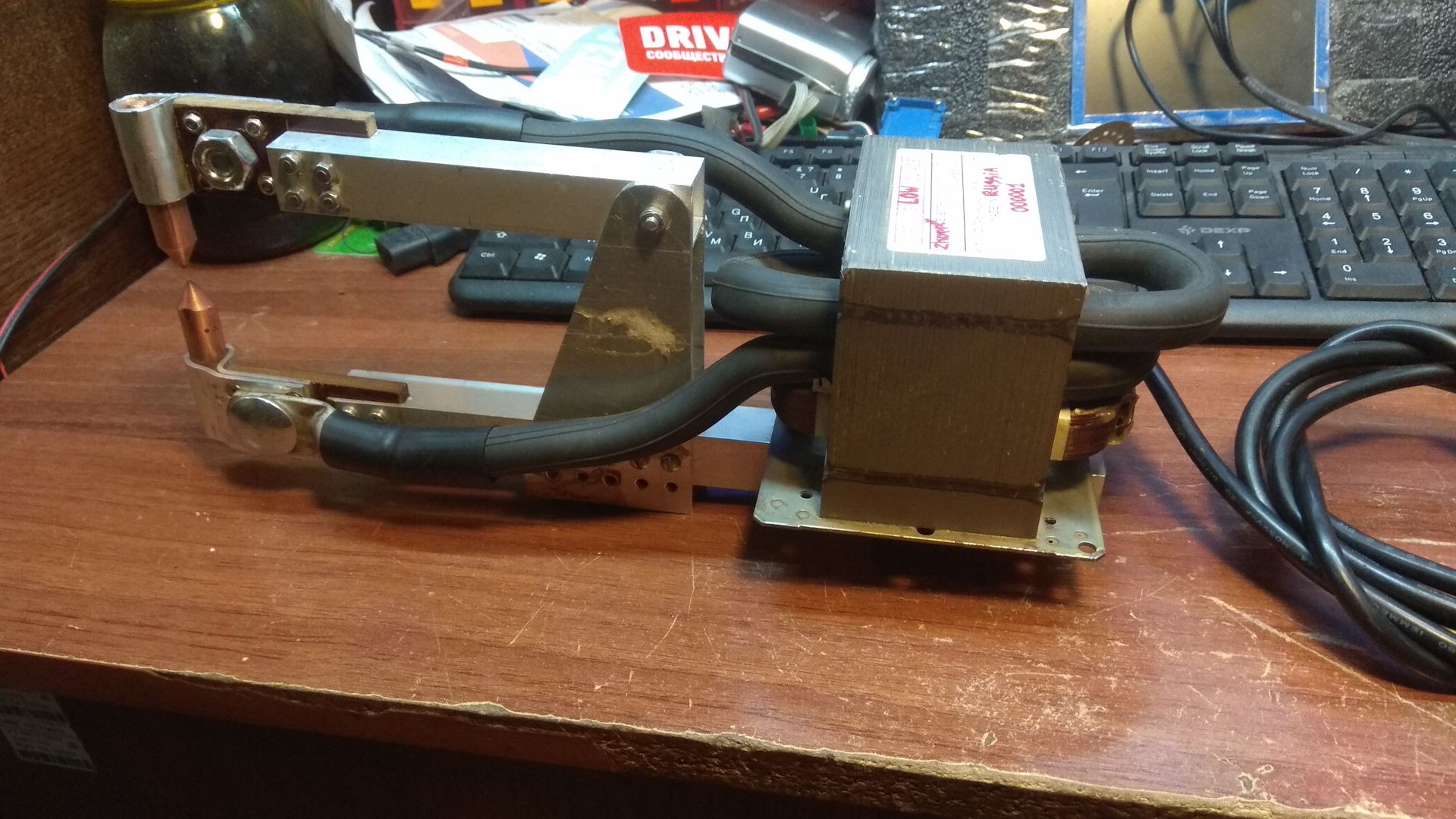 Дуга производит термическое воздействия на края металлов, а плазма, которая получается в процессе отщепления от аргона электронов, при своей высокой ионизации, плавит материал. Кроме этого, аргон является защитной средой, который предохраняет соединяемые металлы от различных примесей воздуха, благодаря чему делает сварочный шов не только очень ровным, но и прочным.
Дуга производит термическое воздействия на края металлов, а плазма, которая получается в процессе отщепления от аргона электронов, при своей высокой ионизации, плавит материал. Кроме этого, аргон является защитной средой, который предохраняет соединяемые металлы от различных примесей воздуха, благодаря чему делает сварочный шов не только очень ровным, но и прочным.
Контактная сварка, она же точечная, относится к термомеханическому классу. В данном процессе детали предварительно совмещаются друг с другом в нужном положении, после этого помещаются между электродов сварочной машины, после чего прижимаются друг к другу. Далее следует нагрев до состояния пластичности и дальнейшая совместная пластическая деформация. Процесс нагрева деталей осуществляется при подаче кратковременного импульса сварочного тока. Этот импульс в зоне сварочного электрода обеспечивает расплавление металла, вследствие чего образовывается общее жидкое ядро. После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
Сварочные технологии достигли высокого развития в современном мире, работы проводятся не только на производстве, но теперь возможно проводить их на открытом воздухе и даже под водой. Но чтобы не искать выход для решения технических вопросов по сварочным работам, теперь каждый может самостоятельно сделать для себя сварочное оборудование.
Собираем аргонно-дуговую сварку
Не каждый может позволить себе купить готовое оборудование для сварки, хотя рынки дают огромный выбор того или иного оборудования, на любой вкус и для выполнения различных видов работ. Но благодаря небольшой смекалке и желанию достичь нужного результата всегда можно выгодно найти выход из трудной ситуации. А ответ этому — контактная и аргонная сварка своими руками.
Сварка в среде инертного газа аргонаДля собственного создания сварочного оборудования необязательно обладать великими знаниями в области электроники или самой сварки, достаточно следовать предложенным инструкциям и результат не даст себя долго ждать. Для начала следует определиться с видом сварки, которое наиболее необходимо и требуется для выполнения предложенных работ. Для начала рассмотрим принцип сборки сварочного аппарата с помощью газа аргона. Необходимые материалы:
Для начала следует определиться с видом сварки, которое наиболее необходимо и требуется для выполнения предложенных работ. Для начала рассмотрим принцип сборки сварочного аппарата с помощью газа аргона. Необходимые материалы:
- Источник тока. Для этого подойдет стандартный трансформатор, возможно, для ручной сварки, с переменным или постоянным током.Редуктор для газового баллона
- Баллон с газом аргона. Желательно с наличием манометра.
- Газовый редуктор.
- Специальная аргоновая горелка.
- Газовый клапан.
- Осциллятор, который преобразует электрический ток в высокочастотные импульсы, для поджигания сварочной дуги. Для этого нежелательно касания с рабочей поверхностью из-за слишком низкой ионизации, при которой слабо вырабатывается искра. При этом электрод может окислиться и загрязниться.
- Сварочная маска.
Газовая горелка подключается к трансформатору и редуктору, параллельно источнику питания подключается осциллятор. Масса подается, как и при любом другом виде сварки.
Главное не забывать, что при ручной сборке аргонной сварки необходимо особое внимание уделить технике безопасности. Во время сборки собственной конструкции выключите из сети все элементы питания.
Все используемые агрегаты должны быть исправлены, на накидных гайках присутствует рабочая резьба, шланг, через который подается газ, должен быть надежно присоединен, так же как и редуктор. На всем оборудовании должно быть надежное заземление кабелем, у которого сечения не менее 25 мм.
Аргоновая горелкаЧтобы сварочные работы велись правильно нужно обратить внимание на некоторые моменты:
- при включении аргон имеет малое шипение
- поверхности, которые задействованы в сварке, должны быть обезжирены и зачищены
- переключатели тока возможны не только ручные, но и педальные (при ручных переключателях не предусмотрено использование обеих рук в процессе сварки)
- движение горелки по шву должно быть только продольное, что будет гарантировать высокое качество при сварке.

Данный тип сварки является универсальным и незаменимым во многих случаях, который позволяет выполнять широкий спектр операций. А тот факт, что есть возможность собрать его своими руками, чувствительно сэкономит средства, которые были бы потрачены на покупку подобного оборудования в специализированных магазинах.
Собираем точечную сварку
Для домашней мастерской контактная сварка своими руками будет неотъемлемым помощником в решении многих производственных вопросов. Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
Точечная сварка- в силовой сварочной цепи должно быть низкое напряжение — 1 — 10 В
- время должно быть очень малым — от 0,01 до нескольких секунд
- ток сварочного импульса должен быть большой — от 1000 А или выше
- зона расплавления должна быть маленькой
- место сварки должно подвергаться большим сжимающим усилиям, от десяток до сотни килограмм.

От соблюдения всех этих характеристик будет зависеть качество сварного соединения.
Процессов создания этой сварки может быть очень много, но самый простой и распространенный — это контактная сварка из микроволновки. Из этого прибора нам понадобится повышающий трансформатор. Неважно, будет он рабочий или нет. В данном трансформаторе нужна только первичная обмотка, а, как правило, при сгорании портится вторичная обмотка, которую нужно будет аккуратно удалить.
Трансформатор из микроволновкиПри этом важно не повредить первичную обмотку. Для создания вторичной обмотки подойдет толстый медный кабель с сечением более 100 мм2 и диаметром более 1 см. Длина провода должна быть как можно меньше, чтобы избежать дополнительного сопротивления. Надо сделать два или три витка, при этом на выходе напряжение будет около 2В. В зависимости от увеличения витков, будет увеличиваться и напряжение, при этом ток будет дольше. Также, чтобы увеличить мощность аппарата, можно увеличить количество трансформаторов, но только если для этого позволяет электрическая сеть.
Контактная сварка своими руками из микроволновки очень практична в использовании. Электродами служат медные стержни и чем толще они будут, тем лучше, главное, чтобы электрод не был меньше диаметра провода. Если аппарат выдает небольшую мощность, то могут подойти жала от мощных паяльников. Электроды со временем использования теряют свою форму и их требуется подтачивать, но в итоге все равно придется менять. В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
Данный тип сварки подходит в основном для работы с такими металлами:
- листовой металл, с толщиной не более 1 мм
- прутки и проволоки с диаметром не более 4 мм
При увеличении мощности можно работать с более толстыми металлами, но всегда нужно знать меру и перед тем, как над чем-либо экспериментировать следует детально разобрать все технические вопросы и возможные проблемы. Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Производственная необходимость
Контактная сварка из трансформатора для микроволновкиТочечная или контактная сварка всегда была и есть практичным ответом на многие производственные вопросы. Она будет не менее полезна и в домашних условиях для ремонта автомобиля или бытовой техники. Простота конструкции и универсальность собственной сборки делает её незаменимым помощником в любых технических и производственных процессах. Благодаря короткому времени для образования прочного соединения, в отличие от сварки плавлением, она обеспечивает более высокую производительность при меньшей порче деталей. Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Видео: Контактная сварка своими руками
Аппарат электродуговой сварки в домашних условиях
Полезные приспособления /17-июн,2018,12;07 / 4534Для изготовления сварочного аппарата для электродуговой сварки в домашних условиях нужно совсем не много, делается это довольно просто без применения специализированного оборудования или схем. Все, что для этого нужно – это микроволновая печь в количестве двух штук, или же два трансформатора от них. Их можно найти даже на свалке.
Если мы взяли микроволновые печи, тогда достаем из них трансформаторы.

Это трансформаторы повышающего типа – это значит, что она преобразуют 220 В в напряжение примерно 2,5 кВ, которое требуется для работы магнетрона. Из-за этого для вторичной обмотки у них используется провод меньшей толщины и большее количество витков. Трансформатор обладает мощность около 1200 Вт.
Для сборки сварочного аппарата для дуговой сварки мы не будем разбирать сердечник наших трансформаторов. Нам нужно лишь спилить и высверлить вторичную высоковольтную обмотку. Как правило, эта обмотка размещена сверху, первичная на 220 В – в нижней части.
Наш рабочий инструмент.
Как изготовить простой сварочный аппарат из микроволновки своими руками
Нужно взять трансформатор и закрепить, чтобы он не двигался. Далее берется ножовка по металлу и срезается вторичная обмотка с обеих сторон у обоих трансформаторов. Если будете повторять, будьте осторожны, следите чтобы не повредилась вторичная обмотка.
После этого обмотка сверлится дрелью со сверлом по металлу и таким образом снимается внутреннее напряжение металлов, чтобы было просто выбить остатки.

Выбивание остатков намотки.
Мы получили два трансформатора с обмотками на 220 В. Трансформатор слева, над обмоткой, имеет токовый шунт, который разделяет обмотки. Чтобы увеличить мощность, их надо тоже выбить. Благодаря такой манипуляции мощность трансформатора возрастет примерно на 20–25%.
Между большими обмотками также может присутствовать маленькая низковольтная обмотка из пары проводов – ее нужно выбросить.
Берется многожильный провод с пластиковой изоляцией, сечение шесть квадратов, длина 11–12 метров. Подойдет и многожильный провод, не грубый – как в моем примере.
Обмотки включаются последовательным образом. Автор все мотал, используя один провод, но допускается и намотка каждого трансформатора отдельно, и затем – их соединение. Вся намотка получилась очень плотной, болтаться не должна.
Когда намотка завершена, нужно подключить высоковольтные обмотки на 220 В параллельным образом.
 Автором использованы автомобильные наконечники с изоляцией термоусадочной трубкой.
Автором использованы автомобильные наконечники с изоляцией термоусадочной трубкой.Вся конструкция включается в сеть, замеряется напряжение на намотанной вторичке. Вышло примерно 31–32 В.
Во время сварки автор планирует применять электроды 2,5 мм, и варить две железки с толщиной 2 мм.
Так выглядит результат.
Все работает, но варить долго не рекомендуется, поскольку происходит нагрев трансформаторов. После каждого электрода аппарату нужно дать время, чтобы он остыл.
Тока достаточно, для сварки тонкого металла это не лучшее решение, его просто режет. Чтобы уменьшить ток в цепи, может использоваться дроссель или балансный резистор. Резистором может послужить отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и его длинной регулировать ток, настраивая ровность горения дуги.

Автора вполне устраивает результат, для домашних задач подходит, с учетом того, что сварка обошлась практически даром.
Сварочный аппарат из микроволновки своими руками
Главная » Блог » Сварочный аппарат из микроволновки своими рукамиПростой сварочный аппарат из микроволновки
Простой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, не применяя никакого специализированного оборудования или схем. Все что нам понадобиться это всего на всего две микроволновые печи, которые можно найти на свалке или два трансформатора из них.Разбираем микроволновки и вытаскиваем трансформаторы.Эти трансформаторы повышающие, то есть преобразуют 220 Вольт в напряжение порядка 2,5 кВ, нужное для работы магнетрона. Поэтому вторичная обмотка у них содержит менее толстый провод и с большим количеством витком. Такой трансформатор имеет мощность порядка 1200 Вт.Чтобы собрать сварочный аппарат для дуговой сварки нам не придется разбирать сердечник этих трансформаторов.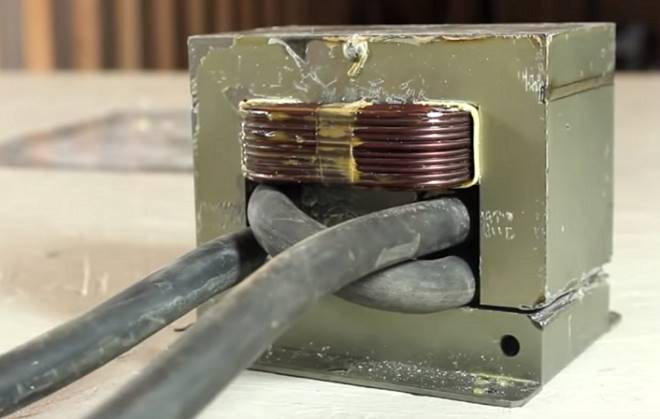
Инструмент, который нам понадобиться для работы.
Изготовление простого сварочного аппарата из микроволновки своими руками
Берем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и срезаем вторичную обмотку с обеих сторон у обоих трансформаторов. Если решитесь повторить, то будьте осторожны, не повредите первичную обмотку.Затем сверлим обмотку дрелью со сверлом по металлу, снимаем тем самым внутреннее напряжение металлов, чтобы было проще выбить остатки.Выбиваем остатки намотки.У нас получилось два трансформатора с обмотками на 220 В. Трансформатор с лева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция повысит мощность трансформатора процентов на 20-25.Ещё бывает между большими обмотками маленькая низковольтная обмотка из пары проводов – её тоже выкидываем. Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как у меня в примере.Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.Вот результат.В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть.
Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как у меня в примере.Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.Вот результат.В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть.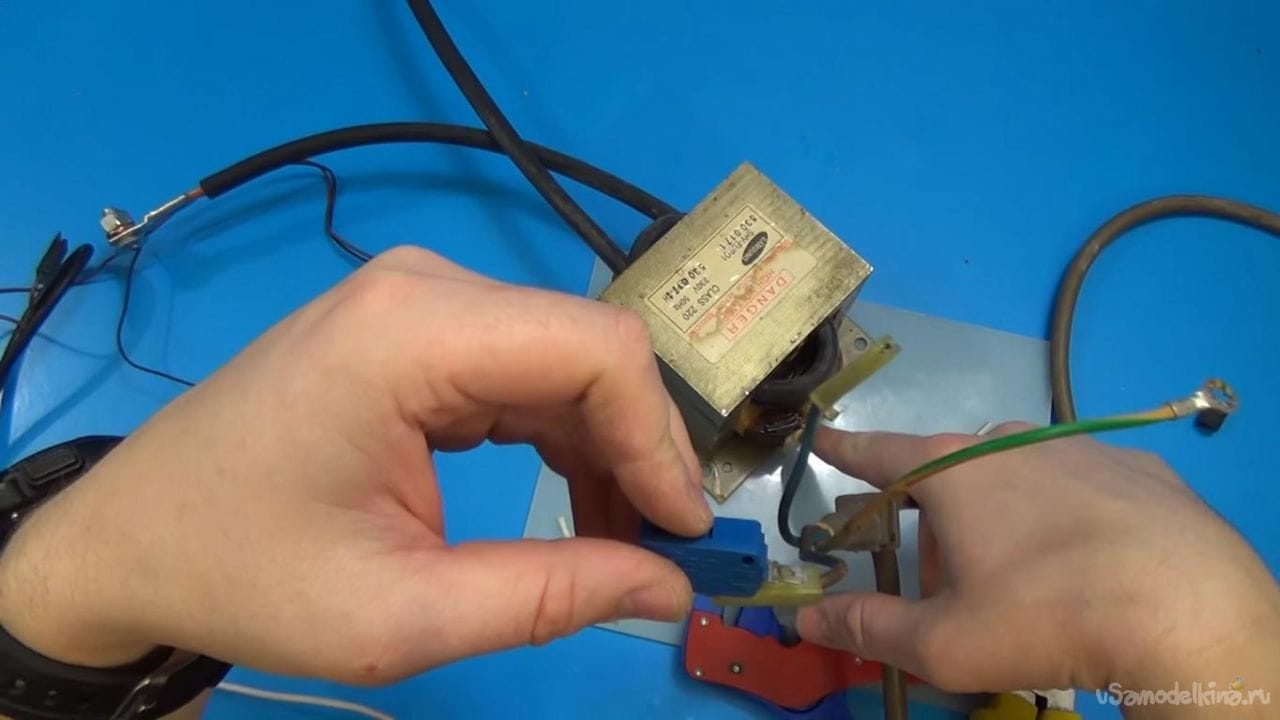 Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор. В роли резистора можно взять отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и уже его длинной подбирать ток, настраивая ровность горения дуги.Результатом я доволен, для домашних нужд вполне сгодиться, учитывая ещё то, что все фактически мне досталось бесплатно.
Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор. В роли резистора можно взять отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и уже его длинной подбирать ток, настраивая ровность горения дуги.Результатом я доволен, для домашних нужд вполне сгодиться, учитывая ещё то, что все фактически мне досталось бесплатно.Сморите видео изготовления сварочного аппарата для дуговой сварки
Как самому сделать сварочный аппарат из микроволновки
В своем доме часто возникает потребность в использовании сварочного аппарата. Покупка готового агрегата заметно скажется на семейном бюджете. Выход из положения можно найти, сделав своими руками сварочный аппарат из старой микроволновки.
Финансовые затраты минимальные, а возможности вполне достаточные для решения домашних проблем.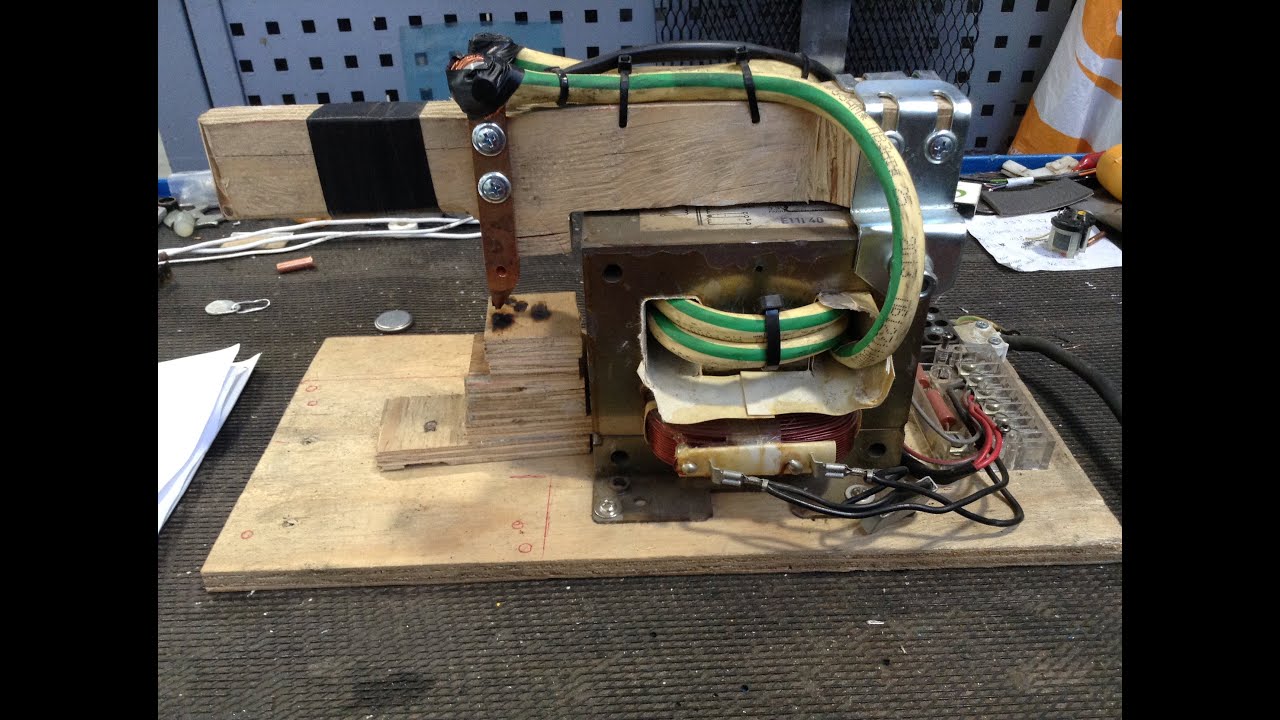 Главное, чтобы трансформатор СВЧ-печи был в рабочем состоянии. Именно этот блок микроволновки сможет обеспечить стабильную подачу электроэнергии для сварки металлических деталей.
Главное, чтобы трансформатор СВЧ-печи был в рабочем состоянии. Именно этот блок микроволновки сможет обеспечить стабильную подачу электроэнергии для сварки металлических деталей.
Извлечение трансформатора
Ненужная микроволновая печь легко найдется у друзей, соседей, среди собственного старого хлама. Наш народ привык хранить на всякий случай бывшее в употреблении оборудование, чтобы соорудить из него что-то своими руками.
Достаточно небольшой СВЧ-печки. В большинстве случаев хватит мощности, равной 800-650 Вт. Если значения мощности микроволновки будет выше, возможности сварочного аппарата увеличатся.
Трансформатор имеет две различные обмотки. Одна является первичной, имеет большее количество витков, используется при подключении к централизованной сети снабжения электричеством.
Другая обмотка – вторичная – имеет меньше витков. Для изготовления сварочного аппарата своими руками она не нужна. Задача умельца состоит в ее аккуратном изъятии из трансформатора микроволновки.
Чтобы не повредить первичную обмотку, которая расположена очень близко к вторичной, можно между ними проложить и зафиксировать металлическую пластину, линейку.
После этого ненужную часть можно спилить ножовкой, не опасаясь повредить витки первичной обмотки. Можно очень осторожно отсечь все ненужное зубилом. Тщательно выверяйте усилия своих рук, чтобы не повредить блоки микроволновки, которые нужно сохранить для сварочного аппарата.
Следует повторить процедуру с другой стороны, аккуратно удалив накальную обмотку. После спиливания, из корпуса трансформатора нужно вытащить все провода вторичной обмотки до полного освобождения обеих ниш. Упрощает очистку трансформатора микроволновки высверливание всего лишнего дрелью.
Иногда обмотки расположены друг к другу очень близко. Аккуратно удалить их можно только разобрав сердечник, а потом заново склеив своими руками.
Новая обмотка
В получившихся нишах делают новую вторичную обмотку из эмалированного или медного провода большого диаметра. Минимальный размер сечения должен составлять 1 см.
Провода могут быть не цельными, а многожильными. Важный показатель для сварочного аппарата из микроволновки – это суммарный диаметр проводов. Укладывать их нужно плотно, не оставляя зазоров.
Точный размер сечения и требуемое количество витков можно вычислить по специальным таблицам или с помощью он-лайн калькуляторов, ориентируясь на размеры сердечника и необходимую мощность на выходе. Некоторые умельцы подбирают провод для сварочного аппарата опытным путем. На концах обмотки следует хорошо закрепить наконечники.
Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Если нужен более мощный сварочный аппарат, придется переделать два трансформатора. Подключение двух трансформирующих блоков выполняется последовательно.
Важно соединить одноименные обмотки, иначе произойдет замыкание. Правильность действия проверяется по маркировкам или с помощью вольтметра. Когда подключены оба трансформатора из микроволновок, следует проверить силу тока.
Она не должна превышать 2000 А. Большие значения станут причиной перегрузки домашней электросети, и сварочный аппарат либо вообще не будет работать, либо будет прожигать металл.
Изготовление корпуса
Вариантов изготовления корпуса для сварочного аппарата есть несколько. Некоторые мастера делают корпус из дерева. Однако, удобнее всего пользоваться сваркой из трансформатора от микроволновки, если разместить аппарат в корпусе от системного блока компьютера. Найти старый «системник» несложно. Они тоже накапливаются у многих дома при замене устаревшей техники на новые модели
На фрагмент корпуса с вентилирующими отверстиями снизу прикручиваются ножки. Можно взять опорные ножки от ненужного видеомагнитофона, проигрывателя, любой другой техники.
В боковой части корпуса сварочного аппарата следует вырезать окошко, закрыть его диэлектрической пластинкой из любого термостойкого изолирующего материала. В связи с тем, что клеммы на пластине будут нагреваться, следует исключить расплавление пластины.
Использование корпуса от компьютера удобно по нескольким причинам:
- у него присутствует кнопка включения и выключения;
- на корпусе есть готовое гнездо для подключения в сеть, к которому осталось только подсоединить переделанный трансформатор из микроволновки;
- ячейки для вентиляции обеспечивают эффективное охлаждение содержимого корпуса. Вентилятор можно также взять из старого ПК;
- конструкция имеет достойный внешний вид.
На термоизолирующей пластине имеет смысл установить светодиодную индикацию. Это поможет легко заметить состояние сварочного аппарата.
Выбор электродов
Для правильного выбора электродов контактной сварки полезно посмотреть ГОСТы, в которых оговорены все требуемые параметры. Удобный доступ к месту будущего шва обеспечивают электроды прямой формы. Диаметр медных прутьев не может быть меньше диаметра рабочих проводов.
Соединение лучше сделать спаиванием. Это уменьшит вероятность окисления при работе. В связи с тем, что электроды неизбежно расходуются при сваривании, их нужно своевременно затачивать.
В идеальном состоянии электродные концы должны иметь форму отточенного карандаша. Результат работы на аппарате из микроволновки после наработки некоторого опыта будет неотличим от заводской контактной сварки.
Важные дополнительные устройства
Для получения хорошего шва процессом следует умело управлять. Система включения сварочного аппарата может быть использована от старого системного блока.
Для удобства при работе потребуются хорошие рычаги оптимальной длины, которые помогут удерживать деталь и прижать ее. Нетрудно смонтировать самому рычажный механизм на винтах.
Если он будет размещен на самом рычаге, у мастера появится возможность дополнительных манипуляций, освободится вторая рука при работе со сварочным аппаратом.
Для домашней сварки достаточны не очень большие прижимные усилия. Для толстой листовой стали сварочный аппарат, сделанный своими руками, не подойдет по многим причинам. В частности, возможностей трансформаторов из микроволновки для этого не хватит.
Если нужно провести сварку в нескольких точках, вполне достаточно рычага, имеющего длину около 60 см. Это позволит сэкономить физическую нагрузку мастера. Давление на рабочую точку будет в 10 раз больше, чем сила прилагаемая сварщиком.
Для обеспечения статичного положения аппарата из микроволновки, нужно с помощью струбцин накрепко зафиксировать его на рабочей поверхности.
Хорошее сваривание происходит при контакте электродов с рабочей деталью строго определенное время, которое можно при наличии опыта определить зрительно. Если на опыт полагаться не приходится, имеет смысл смонтировать специальное реле.
Во время всего периода работы сварочный аппарат, сделанный из микроволновки, должен хорошо охлаждаться одним или несколькими вентиляторами. Помимо этого всегда полезно делать паузы в работе, позволяющие охладиться оборудованию и отдохнуть мастеру.
Сварочный аппарат из микроволновки: как сделать трансформатор своими руками
Контактную сварку используют зачастую не только в промышленном производстве, но и в домашних условиях в быту. Её применяют для разной работы, где присутствует металл.
Специальные инструменты, которые необходимы для такого процесса, стоят довольно-таки дорого. Однако сварочный аппарат удастся изготовить из микроволновки доступным каждому способом.
Изготовление трансформатора
Сборка сварочного аппарата своими руками.В первую очередь состоит сварочный аппарат из трансформатора от микроволновки. Этот элемент является главным во всей конструкции, а для его получения можно воспользоваться любой микроволновой печью, важным условием является её работоспособность.
Для возможности качественного эксплуатирования изготовляемого оборудования для сварки необходимо, чтобы трансформатор имел мощность от 1 кВт. Таким образом, он сможет сваривать материал толщиной до 1 миллиметра. В ситуации с более толстой стенкой, таких оборудований может понадобиться несколько.
С целью изготовления дуговой сварки из микроволновки своими руками, необходима только определенная часть от трансформатора, а точнее магнитопровод и первичная обмотка. Также проводится демонтаж вторичной обмотки, снимается шунт, находящийся по обе стороны детали.
Новую обмотку к трансформатору от микроволновой печи можно сделать, используя многожильные проводки, у которых сечение является не меньше, чем 100 кв.миллиметров либо 1 см в диаметре. В этом случае пары-тройки витков будет достаточно.
При чрезмерной изоляции провода её можно убрать, заменив на тканевую изоляционную ленту. Если применяется несколько трансформаторов, то вторичная обмотка должна быть общей. Главное, чтобы выводы были скреплены с первичными витками.
Затем необходимо провести монтаж всего сварочного оборудования, куда входят непосредственно трансформатор, органы управления, электроды – их производство и припайка, монтаж внутренних механизмов в защищенный корпус. Его также допускается взять с любой микроволновки, даже не функционирующей.
Подготовительный процесс
Чтобы изготовить сварочное оборудование из микроволновой печи дома своими руками необходимо подготовить все детали, запчасти, а также дополнительные инструменты.
Поскольку сварка из микроволновки своими руками изготавливается из трансформатора, он и является главным элементом. Если необходимо, его можно изъять из печи аппарата с увеличенной мощностью, в некоторых случаях таких конструкций может понадобиться несколько штук.
Электрическая схема споттера.Кроме того потребуются:
- кабель, обмоточный материал;
- разнообразные отвертки;
- медные электроды, являющиеся вспомогательными деталями в сварке;
- струбцины для зажима;
- основа, на которую устанавливается сварочное оборудование;
- рычаг с необходимой длиной, впоследствии он будет выполнять роль прижима.
Изготовить контактную сварку из микроволновой печи своими руками достаточно просто, если знать все необходимые нюансы, особенности, возникающие во время процесса, а также при наличии всех необходимых предметов.
Правильное соединение
В процессе создания простого сварочного аппарата из микроволновки в домашних условиях, используя два трансформатора, есть возможность достичь хорошего результата в виде оборудования с увеличенной мощностью. В данной ситуации, мощность увеличится до 2-х раз.
Таким же образом получится увеличить силу подаваемого сварочного тока. Единственным отличием будет являться сильная потеря, поскольку цепь будет иметь также большое сопротивление. Два конца вторичной обмотки потребуется скрепить с помощью электродов.
При наличии двух трансформаторов, напряжения не всегда достаточно достаточно, чтобы изготовить сварочный аппарат из микроволновки, однако есть возможность по очереди прикреплять их обмотки на выходе.
Схема соединения двух трансформаторов.Стоит обратить внимание, что витки должны быть в одинаковом количестве на каждой детали. Это также необходимо тогда, когда не получается намотать нужное количество витков на магнитопровод.
Проводя эксперимент, следует отметить, что определяя правильное крепление возможно использование провода с малым сечением.
Электроды
Чтобы выяснить, как сделать сварочный трансформатор из микроволновки, очень важно выделить тему электродов.
Сборка аппарата точечной сварки из микроволновки.Детали являются многофункциональными и могут:
- сжимать соединяемые листы;
- подводить ток к свариваемому месту;
- отводить тепло.
Подбирая электрод, необходимо учитывать его форму, размер и другие параметры. Именно они определяют, будет ли сварочный шов качественным или нет. Существует несколько видов геометрической формы рассматриваемых деталей – прямой и фигурный.
Зачастую используют прямой, поскольку благодаря ей удастся без труда попасть даже в самый трудный участок, где необходимо провести сварочную работу.
Чтобы правильно выбрать электроды для сварочного трансформатора из-под микроволновки, необходимо внимательно изучить соответствующие ГОСТы, где указываются все параметры касаемо необходимых деталей от 10 до 40 миллиметров.
Чтобы электроды активно не окислялись во время их эксплуатации, их необходимо скрепить с рабочим проводом, применяя пайку.
В любом сварочном оборудовании электроды имеют свойство часто и быстро изнашиваться в период эксплуатации. Чтобы избежать таких неприятных моментов в работе лучше всего их постоянно точить до формы заточенного карандаша. Этого можно добиться, используя напильник.
Сборка устройства
Как уже упоминалось, электроды для использования сварки с соприкосновением изготавливаются из медных прутиков либо жала, от бывшего специализированного паяльника, с условием, что мощность оборудования небольшая.
Аппаратный провод крепиться к электроду за счет наконечника из меди, что соединяется в свою очередь припаиванием.
Конец оборудования ставят в соприкасаемое положение с электродом, используя болтовую технологию, являющуюся достаточно надежной, чтобы усиление сопротивления на участке поврежденных деталей не выводило из строя весь аппарат для контрактной варки.
Для выполнения такого крепления, у электрода и наконечника должны имеется небольшие одинаковые дырки соответственно.
Такие крепежные детали делают эксплуатацию оборудования простой и несложной. Ознакомившись со всеми вышеуказанными рекомендациями станет понятнее, как сделать свч сварку из микроволновки самостоятельно.
Итог
Главной особенностью сборки сварочного аппарата из микроволновки является тот факт, что варка происходит легко, но кратковременно, поскольку трансформатор необходимо беречь от перегревания.
После эксплуатации электроды должны остыть. Тонкую металлическую поверхность не рекомендуется варить, поскольку она скорее повредится, чем расплавится.
Чтобы снизить подачу тока в цепи специалисты рекомендуют пользоваться дросселем либо балансным резистором.
Альтернативным вариантом выступает небольшой кусок проволоки из стали, подсоединяющийся к низковольтной обмотке и под его длину удастся регулировать силу тока и ровность горения дуги. Теперь появилась пользоваться оборудованием, собранным своими силами, без лишних силовых и финансовых затрат.
Как сделать аппарат для точечной сварки из обычной микроволновки
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.Как выбрать мощность стабилизатора напряжения?
Как выбрать мощность стабилизатора напряжения?
Для того, что правильно выбрать и купить стабилизатор напряжения для дома, дачного участка или в промышленных целях, в первую очередь, необходимо определить сумму мощностей всех устройств (потребителей), которые нуждаются в одновременном снабжении электроэнергией (Вт). В таблице № 1 приводятся мощности различных потребителей: бытовых электроприборов, электроинструментов и электроприборов.
Таблица №1
Бытовые электроприборы | Электроинструмент | ||
потребитель | мощность | потребитель | мощность |
бойлер | 1200-1500 | дисковая пила | 750-1600 |
гриль | 1200-2000 | дрель | 400-800 |
духовка | 1000-2000 | перфоратор | 600-1400 |
компьютер | 400-750 | шлифовальная машина | 650-2200 |
кофеварка | 800-1500 | электролобзик | 250-700 |
обогреватель | 1000-2400 | Электрорубанок | 400-1000 |
проточный водонагреватель | 5000-6000 | электроточило | 300-1100 |
пылесос | 400-2000 | Электроприборы | |
радио | 50-250 | вентиляторы | 750-1700 |
СВЧ-печь | 1500-2000 | водяной насос | 500-900 |
телевизор | 100-400 | компрессор | 750-2800 |
тостер | 600-1500 | кондиционер | 1000-3000 |
утюг | 500-2000 | насос высокого давления | 2000-2900 |
фен для волос | 450-2000 | сенокосилка | 1800-2100 |
холодильник | 150-600 | стиральная машина | 1800-3000 |
электролампы | 20-250 | циркулярная пила | 1800-2100 |
электроплита | 1100-6000 | электромоторы | 550-3000 |
электрочайник | 1000-2000 |
|
|
Нужно также учитывать, что электромоторам в момент запуска требуется более высокая мощность, а во время обычной работы она равняется номинальной (указана в таблице).
Таким образом, мощность стабилизатора напряжения, который Вы хотите использовать на асинхронных двигателях, насосах и компрессорах, должна в 3-4 раза превышать мощность самих приборов.
Пример расчета мощности: в стационарном режиме работают кондиционер (1000Вт), холодильник (мощностью 600Вт), радио (100Вт), электрические лампы (200Вт) и телевизор (400Вт).
Суммарная мощность составляет: 1000+600+100+200+400=2300 (Вт).
Одновременно со стационарными электроприборами можно подключить электрочайник (1000Вт), пылесос (800Вт) и утюг (1000Вт). В таком случае общая нагрузка может увеличиться на 800-2800 Вт.
Максимальная суммарная мощность может составить: 2300+2800=5100 (Вт).
Полученную сумму умножаем на коэффициент, который учитывает изменение напряжения в сети. Все значения коэффициента приводятся в таблице №2.
Таблица №2
Напряжение | 130 | 150 | 170 | 210 | 220 | 230 | 250 | 270 |
Коэффициент | 1,69 | 1,47 | 1,29 | 1,05 | 1,00 | 1,05 | 1,29 | 1,47 |
К примеру, напряжение в сети составляет 170 В, а значение коэффициента при этом напряжении – 1,29.
Получается: 5100×1,29=6579 (Вт). Кроме того, нужно принимать во внимание, что для долговечной работы постоянная нагрузка на стабилизатор не должна превышать 75% от его номинальной мощности. Таким образом, если одновременно включить все вышеперечисленные устройства, то для комфортной работы и защиты оборудования Вам нужен стабилизатор напряжения с мощностью больше 8 кВт.
Специалисты Интернет-магазина сварочного оборудования, инструментов и другой техники помогут Вам определить необходимую мощность стабилизатора, а также ответят на все Ваши вопросы по поводу выбора стабилизатора напряжения.
Современные технологии сварки и их применение Статья www.Equipnet.ru
Сварка до нашей эры
Это сложно себе представить, но ученые утверждают – древнейшие образцы сварки, найденные при археологических раскопках, датируются восьмым веком до нашей эры! Самым первым источником металла были небольшие фрагменты самородных металлов, к примеру, метеоритного железа, золота или меди. В процессе ковки их превращали в тонкие пластины или острия. А вот если при ковке металлы еще и нагревали, то мелкие кусочки удавалось соединить в более крупные, которые были пригодны для изготовления различных изделий.
Позднее люди научились выплавлять металл и даже плавить его. А после – в процессе литья — получать практически совершенные изделия из бронзы и меди. Со временем литейное производство совершенствовалось, а потому вместо того, чтобы отливать целые изделия, люди соединяли небольшие детали с помощью расплавленного металла.
История развития сварки (стр. 1 )
ИСТОРИЯ РАЗВИТИЯ СВАРКИ
Сварка возникла на первом этапе развития человеческой цивилизации. Еще в каменном веке камнем подходящей формы древний человек мог отковать изделия из самородков благородных металлов – золота, серебра, меди. Таким же технологическим приемом, когда необходимо было увеличить размеры изделия, соединяли эти пластины между собой, т. е. применяли один из видов сварки – холодную сварку,- сварка металлов в холодном состоянии путем приложения деформирующих усилий. Этот первый вышедший из древнего периода способ сварки получил развитие в настоящее время для соединения медных, алюминиевых проводов, оболочек кабелей связи, морозильных камер холодильников и т. д. В древние времена этот способ был использован при сварке благородных металлов, которые практически не окисляются. Ударяя по сложенным вместе кускам металла, удавалось добиться прочного соединения. В Дублинском Национальном музее хранится золотая коробка, изготовленная в эпоху поздней бронзы, стенки и днище ее скованы плотным швом. Как считают эксперты, изготовлена она с помощью холодной сварки.
За несколько тысячелетий до н. э. некоторые племена (например, на территории Бесарабии, Украины) добывали из руды медь, свинец. Но техникой литья они еще не овладели, поэтому они подогревали и сковывали отдельные куски, получая более крупные куски и изделия из них.
Появление бронзы – сплава меди и олова – заставило древних умельцев приняться за разработку новых методов соединения отдельных элементов вместе (сварку). Бронза обладает высокой твердостью, прочностью, сопротивлению истиранию. Однако достаточно низкая пластичность не позволяла применять кузнечную сварку для соединения отдельных заготовок. Вдобавок возросли и габариты изделия, и трудно равномерно разогреть их. В III-II тыс. лет до н. э. умельцы трипольских племен применяли скручивание, фальцовку, склепывание, паяние.
Например, в находках на землях бывшей Римской Империи бронзовые сосуды цилиндрической формы h=310 мм d=0,5-0,7 мм были сварены по образующей литейной сваркой!
В начале железного века начали получать кричное железо. Куски железной руды (оксиды и др. соединения железа) нагревали вместе с углем и получали комки, в которых перемешаны частицы железа, шлака и остатков угля. А затем эти комки (крицы) многократно нагревали и проковывали в горячем состоянии. Частицы шлака и угля выдавливались, а отдельные частицы железа соединялись между собой – связывались, образуя плотный металл. Многократный нагрев и ковка – сварка делали металл чище и плотнее. Для раскисления добавляли природные сланцы.
При сыродутном или кричном способе получения железа, который господствовал на протяжении тысячелетий крицы получили относительно небольших размеров и для получения изделий действительно больших размеров их (куски) необходимо было соединять между собой. Для увеличения длины изделий сварку вели внахлестку.
Клинки и мечи выковывали из нескольких полос среднеуглеродистой стали (0,3-0,4%).
Большое значение для развития техники обработки черных металлов имела сварка железа с разным содержанием углерода с целью улучшения качества лезвия режущих и рубящих орудий. Это требовало большого мастерства кузнецов, т. к. температура сварки железа с различным содержанием углерода неодинакова. При изготовлении мечей, дротиков, ножей выполняли сварку полос железа и стали с выходом последней на режущую часть лезвия. Это давало хорошее сочетание мягкого и вязкого железа или низкоуглеродистой стали с твердой, но хрупкой сталью, содержащей большое количество углерода.
Часто при изготовлении ножей, серпов, топоров кузнецы – сварщики наваривали небольшую стальную пластину на режущую часть лезвия.
В скифский период в некоторых случаях делались попытки произвести сварку бронзы с бронзой путем прилива. Однако не всегда получалось прочное соединение. Литейщики раннего железного века при починке изделий (например, котлов) пробивали в стенках отверстие, таким образом, получалась соединяющая отливка, напоминающая форму заклепки.
При изготовлении ювелирных изделий из золота, серебра, бронзы в раннем железном периоде широко использовали пайку. Между частями, которые нужно соединить в единое целое изделие, закладывались кусочки сплава – припоя и собранное таким образом изделие нагревали до температуры, достаточной для расплавления припоя, но ниже основного металла. Припой растекается по зазору, смачивая кромки, диффундировал в металл и после остывания схватывал кромки.
Рано или поздно ювелиры должны были обнаружить, что для соединения металлов и сплавов методом заливки можно применять также сплавы, которые плавятся при значительно меньших температурах, чем материал соединяемых деталей изделий. Например, стоило только в золото добавить медь или серебро, как образовался сплав со значительно меньшей температурой (например, сплав 20% золота и 80% меди плавится при температуре 886°С (золото — 1064°С, медь — 1083°С), сплав 70% серебра и 30% меди — 780°С(Ag — 961°С)).
Это свойство сплавов и было использовано для пайки. Искусство пайки совершенствовалось, появлялись новые припои, начали применять флюсы, растворяющие и связывающие оксиды, мешающие припою диффундировать. В VIII-X в. появляются легкоплавкие припои, свинцовисто-оловянистые.
Получить полный текст
Металлургия и металлообработка больших успехов достигли в Древней Руси в X-XIII в. в связи с высоким развитием древнерусского ремесла. Технический уровень на Руси был выше, чем в Западной Европе. С помощью кузнечной сварки изготавливалось более 70% металлических изделий.
С успехом применяли сварку железа с высокоуглеродистой сталью (до 0,9%).
С помощью сварки изготавливали огнестрельное оружие. До появления в конце XV века пушек отлитых из бронзы, артиллерийские орудия выковывали из железа. Их изготавливали следующим образом:
1) Выковывали из крицы железный лист;
2) Скручивали его на железной оправке в трубу;
3) Сваривали продольным швом внахлестку;
4) Затем на нее наваривали одну или две трубы, так чтобы продольные швы располагались в разных местах.
Полученные заготовки были короткие, поэтому для получения достаточно длинного ствола орудия несколько таких заготовок соединяли между собой также при помощи сварки. Для этого соответствующие концы труб выковывались в виде внутреннего и наружного конуса, соединяли и сваривали их внахлестку. В казенную часть ствола вваривали коническую железную заглушку, а рядом прорубалось запальное отверстие.
Древнерусские мастера успешно применяли сварку бронзы и стали (например, топорики, найденные в районе Старой Ладоги – обух бронзовый, а лезвия стальные).
При изготовлении пушек применяли и литейную сварку – заливали расплавленной бронзой соединяемые детали.
В то же время сварка металлов – кузнечная, литейная, пайка развивались медленно. В 19 веке в промышленности была механизирована кузнечная сварка. Ручной труд молотобойца был механизирован (заменен работой машин), т. е. стали применяться механические молоты с весом бойка до 1 т., производящим от 100 до 400 ударов в минуту.
Значительно улучшилась конструкция печей для нагрева свариваемых деталей, заменивших примитивные кузнечные горны. Печи переводятся на твердое, жидкое и газообразное топливо. Совершенствуется и технология сварки. Способом кузнечной сварки готовили биметалл. Листы разнородных металлов собирали в пакет, нагревали в печах и пропускали через валки прокатного стана.
Значительное применение кузнечная сварка находила в производстве стальных труб с прямолинейным продольным нахлесточным швом, а также спирально – шовные трубы.
Применялась сварка и при ремонте клепаных конструкций (рамы паровозов, корпуса судов) когда доступ по крайней мере с одной стороны после их сборки был возможен. Кроме того, применялась она при производстве инструментов, орудий труда и т. д.
Однако во многих отраслях производства кузнечная и литейная сварка ввиду ограниченных возможностей пламени, уже не удовлетворяла возросшим требованиям техники. Крупногабаритные конструкции и сложные по форме изделия невозможно было равномерно нагреть пламенем и успеть проковать или полностью залить стык до его остывания.
Следует заметить, что кроме сварочных методов соединения древние умельцы применяли скручивание, фальцовку, склепывание, а в более поздние времена – резьбовые соединения.
Развитие электрической сварки
В начале 19 века на основе достижений в области физики и электротехники в развитии сварки произошел качественный скачек, результатом которого было появление новых способов сварки, являющихся основой современной сварочной техники.
Просмотрим в хронологическом порядке некоторые открытия и события предшествующие появлению электрической сварки.
О природе электрических явлений люди знали издавна. Древние мудрецы установили связь между свойствами натертого шерстяной тканью янтаря и атмосферным электричеством.
За 2000 лет до нашей эры в Китае использовали компас
В 1600 г англичанин Уильям Гильберт опубликовал книгу «Про магнит, магнитные тела и большой магнит-Землю”, занимаясь вопросами электрических и магнитных явлений, открыл магнитную индукцию.
В 1672г немецкий физик Отто фон Герике создал машину, в которой при трении получался заряд статического электричества.
В 1745г нидерландский физик Питер фон Мушенбрук изобрел электрический конденсатор для накапливания электричества.
Исследование по выяснению природы грозового электричества производили Ломоносов и Рихман.
В 1799г итальянский ученый Вольта построил первый в мире источник электрического тока – «вольтов столб», состоящий из разнородных металлических прутков (медь+цинк), проложенных бумажными кружками, смоченными водным раствором нашатыря.
Одним из важных в этом ряду было открытие сделанное русским академиком
. В 1802г на построенной им мощной гальванической батарее он впервые в мире наблюдал явление электрической дуги.
Проводя опыты он использовал электрометр изобретенный Георгом Рихманом по изучению электропроводности различных материалов, он подсоединял к источнику эл. тока различные предметы из цинка, серебра, олова, железа и даже льда и по отклонению льняной нити на определенный угол определял, какое количество тока проходит через тот или иной проводник.
Когда он присоединял угольный стерженек обожженный из древесной палочки, она случайно разломилась пополам и между разломанными частями вспыхнуло ярчайшее маленькое пламя — электрическая дуга.
Он повторил опыт несколько раз и каждый раз горение дуги повторялось
Часть открытия дуги начали присваивать Г. Дэви — крупному английскому физику и химику, который в 1808 году также обнаружил электрическую дугу. Доклад, сделанный им по этому поводу не привлек внимания научного мира, т. е. отнеслись к этому открытию как к научному курьезу.
В 1815г английский физик Чилдрен расплавил и наварил в электрической дуге иридий, оксид церия и другие тугоплавкие материалы.
Петрова не вспоминали до тех пор, пока электрическая дуга не стала служить человечеству и один петербуржский студент не обнаружил книгу Петрова, изданную в 1803 году «Известие о гальвани-вольтовых опытах », о световом явлении посредством гальвани-вольтовой жидкости. «Пламя» горящее между двумя горизонтально расположенными углями – электродами принимало форму направленной вверх дуги и позже получило это название.
В 1900 году на Всемирной Парижской выставки в числе выдающихся электриков была названа фамилия русского ученого Петрова.
В 1820 году датский физик Эрстед открыл магнитное поле, окружающее проводник с током.
В 1821 году Деви продолжал исследования с дугой, описал действие магнитного поля на дугу.
Примерно в это же время французский ученый изобрел электромагнит, а французский же физик Ампер установил, что протекающие по параллельным проводникам токи притягивают или отталкивают друг друга.
В 1831 году английский физик Фарадей открывает явление электромагнитной индукции, заложив тем самым основы электротехники.
Максвелл вывел уравнение характеризующее электромагнитные поля и происходящие в них процессы.
Большой вклад в развитие основ электротехники внесли русские ученные – Якоби, Ленц, Лачинов и другие.
В середине 19 века разрабатываются конструкции ламп для бытового освещения и прожекторов.
В 1876 году русский изобретатель Яблочков создал так называемую «свечу Яблочкова»- дуговые лампы освещения улицы Петербурга, Парижа, Лондона. Они были снабжены автоматическими регуляторами, содержащие настоящую длину дуги.
Большой вклад в совершенствование конструкций ламп внес Чиколев.
Эти работы позволили глубже изучить свойства дугового разряда и были
При создании и совершенствовании дуговой сварки.
И вот в 1881 году Бенардос создал первый в мире реальный способ дуговой сварки.
То что способ родился в России не было случайным – основой ему были исследования и технические разработки в области электротехники, металлургии, металловедения.
Из биографии Бенардоса 1842года.
Он был разносторонним изобретателем – источники питания дуги – аккумуляторы, сельсхозустройства, устройства для точечной сварки. Свой способ дуговой он назвал «электрогефест».
В октябре 1888 года на заводе в Перьми другой русский изобретатель Славянов демонстрировал свой способ сварки. Способ заключался в том, что вместо угольного электрода была использована сварочная проволока при этом дуга горела между изделием и проволокой и грела а роль присадочной меры накладывали отдельными участками и чтобы расплавленный металл не растекался, зону сварки ограничивали барьером из земли.
В 1891 году он получил русскую привилегию на изобретенный им метод электрической отливки металлов.
За небольшой срок (3.5 года) на Метовилихинском заводе было выполнено более 1600 работ по сварке и наплавке ответственных изделий.
Заплавляли дефекты отливок, трещины и т. д.
В 1889 году в США Коффин, будущий основатель предложил двухэлектродный держатель для сварки тонколистового металла дугой косвенного действия. Он также как и Бенардос, создавал под свариваемыми листами магнитное поле влияющее на дугу и сварочную ванну.
В это же время в Германии Церенер разрабатывает такой же способ и держатель.
В 1884 году американский изобретатель Томсон сконструировал мощный трансформатор и клещи для зажима металлических брусков, которые были сварены в стык.
(Следует заметить что и у Бенардоса тоже имеется патент на точечную сварку).
Вообще конец 19 начало 20 века не были годами широкого распространения электротехнологии и в, частности, электрической сварки. Электрическая энергия оставалась дефицитной. Известные способы сварки были достаточно сложны, а удовлетворительное качество переплавленного металла обеспечивалось ценой высокой трудоемкости.
Некоторые сварщики конца 19века на исходной ступени — применяя электрический ток для нагрева и размягчения отдаленных участков кромок изделия, а затем просовывая их, применяя метод сварки.
В тоже время для дуговой сварки по способу Славянова нужны были плавящиеся стальные электроды.
В 1907 году шведский инженер Оскар Кельберг предложил наносить на металлический стержень слой покрытия из различных веществ повышающих устойчивость горения дуги.
Несмотря на все трудности возникающие в процессе сварки без нее уже нельзя было обойтись
В конце 19 начало 20 века (на рубеже веков) появился новый способ не только соединения но и разделения металлов, основанный на использовании теплоты химических реакций.
Исследования проведенные французским ученым Ле Шателье способствовали созданию способа газовой сварки и резки. В 1895 году он доложил французской академии наук о получении высокотемпературного пламени (С) при сжигании смеси ацетилена и кислорода.
В начале 19 века французские инженеры Фуше и Пикар разработали конструкцию ацетилено-кислородной горелки, которые практически не изменились до настоящего времени.
В 1904 году были разработаны резаки.
В 1908-09 годах во Франции и Германии были выполнены основные работы по подводной резки металлов. Вскоре подводная газовая резка применялась на флотах Америки и Англии.
В 1915 году за границей разрабатывается и используется технология дуговой резки.
В России газовая сварка и резка применялась прежде всего для исправления браков литья, в ремонтных работах и очень ограниченно для неответственных изделий с использованием оборудования и материалов.
В 1910-11 годах на заводах Урала и Украины в эксплуатации буквально единицы газовых постов, а с 1911года в Петербурге на начинается изготовление аппаратуры для газовой и резки металлов.
В этом же году газовая сварка была допущена при изготовлении паровых котлов, разрешив сварку неответственных частей котлов, но с условием проковки после сварки и по мере возможности – отжига.
В период первой мировой войны газовая сварка развивалась более интенсивно и до начала 30-х годов она занимала ведущее положение в сварочном производстве.
С ее помощью выполнялись ответственные работы. Например, в 1926-35 годах с ее применением и были настроены магистральные трубопроводы Гурьев-Орск, Баку-Батуми, Грозный-Туапсе.
И до 1948 года газовая и особенно газопрессовая сварка использовалась при сооружении трубопроводов.
А дуговую электрическую сварку по способам Бенардоса и Славянова продолжали применять в России и странах западной Европы главным образом на железных дорогах, а также на машиностроительных и металлургических заводах.
Например, в Воронежских народных мастерских исправляли дефекты колесных пар, паровозных рам, при ремонте паровозных котлов и т. д.
На Каменском машиностроительном заводе – для сварки труб, резервуаров пневматических тормозов, ремонта чугунных изделий и т. д.
Несмотря на отдельные положительные моменты дуговая сварка отставала от газовой. Для решения вопросов создания конкурентоспособного способа необходимо было решить ряд проблем, особенно для способа сварки плавящимся электродом.
Дело в том, что дуга на угольном электроде зажигается легко и устойчиво горит. Электрод почти не обгорает, длина дуги поддерживается в широком диапазоне (3-15мм). Выполнять сварку в таких условиях вручную практически легко и просто.
При сварке же плавящимся электродом дуга на металлическом электроде имеет малую длину. При удлинении дуги имеет место значительное разбрызгивание металла, дуга горит неустойчиво, наблюдается «блуждание» ее. Кроме того электрод плавится с большой скоростью (200мм/мин) при этом сварщик должен поддерживать дуговой промежуток (длину дуги) в пределах 1-3 мм. Поэтому необходимо было найти не только способы защиты металла зоны сварки и легирование сварочной ванны, но и обеспечить процессы возбуждения и поддерживания дуги.
Получить полный текст
То есть необходимо было совершенствовать источники питания сварочной дуги.
Продолжались исследования и проводились работы по созданию электродов, обеспечивающих высокое качество сварки. Электроды предложенные Къельбергом не обеспечивали достаточную защиту расплавленного металла от воздуха, ванна насыщалась азотом и окислялась кислородом окружающего воздуха. В тоже время идея Къельберга легла в основу целого направления в сварочном производстве – метода ручной дуговой сварки штучными электродами.
В 1911году англичанин Строменгер предложил обматывать металлический стержень асбестовым шнуром и приматывать жидким стеклом (силикатом натрия Na2O*SiO2) (поташ – K2CO3, мел – CaCO3)
Тонкая алюминевая проволока наматывалась поверх покрытия. Покрытие электрода было толще, шлака хватало для защиты, а с помощью алюминия – активного раскислителя, часть железа восстанавливалось и попадало в металл шва. Под названием «Квази-арк»они распространялись в Европе и Америке. Вскоре одна из американских фирм наладила выпуск специализированных электродов, при этом стержень электрода выбирали в зависимости от сорта стали, которую нужно было сварить.
В 1914 году англичанину Джонсу был выдан британский патент на электрод, покрытие которого наносилось методом опресовки. Покрытие состояло из шлака, жидкого стекла.
В 1917 году американские инженеры Андрус и Стресау предложили электрод, стальной стержень которого был обернут бумагой приклеенной силикатом натрия (жидким стеклом). Дым при сгорании улучшал защиту зоны сварки, а присутствие в дуговом разряде натрия, имеющего низкий потенциал ионизации, облегчало технику выполнения ручной дуговой сварки.
Благодаря этим и другим техническим решениям были разработаны электроды с покрытиями обеспечивающими высокое качество сварных соединений из стали и других металлов.
Разработка технологии «электрогефеста» развивалось одновременно с разработкой источников питания. Сварочный аккумулятор Бенардоса нашел применение во всех странах мира.
Однако эксплуатация большого числа аккумуляторов представляла серьезные трудности вызванные вредными условиями труда, необходимостью систематической зарядки, невозможностью транспортировки.
В 1925 году англичанин предложил конструкцию электрода – обмотал мастерски бумажной лентой и обмазал ее жидким стеклом с порошкообразными добавками веществ улучшающих защиту и даже легирующих металл шва.
В том же году французские изобретатели О. Монейрон и О. Саразен разработали еще один рецепт покрытия металлических стержней толстым слоем обмазки. Компонентами в рецепте стали соединения щелочных и щелочноземельных металлов (калия, натрия, кальция) полевой шпат, мел, мрамор, сода. Эти элементы обладаю низким потенциалом ионизации те для отрыва электрона от атома требуется меньше энергии, чем при ионизации железа, марганца, кремния.
Легче возбуждать и поддерживать горение дуги.
Дело в том, что ионизирующие вещества вводили в состав электрода для ламп дугового освещения.
Сварочный генератор предложенный и построенный Славяновым, несколько упростил уход за источником питания. Однако для сглаживания пиков тока в цепи оставалась аккумуляторная батарея, т. е. конструкция генераторов была еще не совершена.
В 1907 году на в Америке был выпущен первый генератор с регулируемым напряжением.
В 1909 году свой генератор постоянного тока создал американский промышленник и изобретатель Вестингауз.
В это же время начинает выпускать мотор-генераторы возглавляемая Коффином.
Электрическая промышленность разных стран уже осваивала переменный ток. Его применение сулило большие преимущества, и в первую очередь, упрощение источников энергии — сварочных трансформаторов, так как в них не было сложных вращающих деталей, работали они бесшумно, были просты в обслуживании.
Основные виды современной сварки
Электрическая дуговая сварка
В настоящее время электрическая дуговая сварка занимает первое место среди многочисленных способов сварки материалов.
Дуговая сварка основана на явлении электрической дуги.
.Электрическая дуга представляет собой один из видов устойчивого электрического разряда через газовый или парогазовый промежуток, характеризующийся высокой плотностью тока и температурой.
Для сварки важно, чтобы дуга легко возбуждалась, устойчиво существовала и легко регулировалась по своим энергетическим параметрам.
Известно несколько способов возбуждения дугового разряда. По способу два электрода, соединенные с источником тока, сближают до соприкосновения и сразу же разводят на небольшое расстояние. В этот момент между ними вспыхивает дуга.
Что же происходит при этом? Упрощенно это можно представить себе так: при соприкосновении электродов электрическая цепь замыкается и по ней идет ток. В соответствии с законом Джоуля-Ленца при протекании тока в проводниках выделяется теплота. Поскольку соприкосновение электродов вследствие неровностей их поверхностей осуществляется лишь в отдельных физических точках, сопротивление протеканию тока в них будет значительным, поэтому материал в точках контакта нагревается сильнее и быстрее, чем в остальных участках цепи. При высокой температуре электрода возникает явление так называемой термоэлектронной эмиссии — испускание электронов под действием теплового возбуждения. Если в этот момент разорвать контакт между электродами, то под действием электрического поля электроны, образовавшиеся вследствие термоэмиссии, начнут перемещаться к положительному электроду (аноду). Сталкиваясь с нейтральными молекулами газа или атомами в межэлектродном промежутке, электроны «раскалывают» их на ионы и новые электроны (рис. 2.1).
В результате этих и других более сложных и тонких процессов в межэлектродном промежутке образуется плазма ~ достаточно ионизированный и квазинейтральный газ, обладающий хорошей проводимостью тока. Следует отметить, что наряду с образованием ионов в межэлектродном промежутке наблюдается и обратная картина, т. е. образование нейтральных атомов и молекул за счет присоединения (поглощения) электронов. При этом происходит выделение энергии в виде фотонов, т. е. возникает излучение в виде света (рис. 2.1).
Рис. 2.1. Схема ионизации молекул в дуговом промежутке:
М — молекула; А — атом; Ф — фотон; «-» электрон; « + » — ион
Каково же строение дуги? На рис. 2.2 показан схема дуги постоянного тока, горящей между электродом 1 (катод) и изделием 3 (анод). В межэлектродном (дуговом промежутке) находится электропроводный канал 2, называемый столбом дуги.
Газы столба достаточно ионизированы, ослепительно ярко светятся, имеют по его оси высокую температуру — порядка°С. Наиболее ионизирована центральная часть столба.
Столб окружен пламенем, или ореолом, с меньшей температурой, образуемым парами и газами, поступающими из столба дуги и взаимодействующими химически с окружающей атмосферой.
Основаниями столба дуги являются расположенные на электродах ярко светящиеся катодное и анодное пятна (их называют активными), плотность тока в которых может составлять десятки тысяч ампер на квадратный сантиметр. На них происходит преобразование электрической энергии газового разряда в тепловую, нагревающую и расплавляющую металл и способную доводить его до кипения, превращать в пары.
Рис. 2.2. Схема строения сварочной дуги и распределение напряжения по ее длине
Расстояние от анодного до катодного пятна называется длиной дуги (/д). Длина дуги редко превышает 1—2 см, а диаметр столба дуги — и того меньше. Плазма дуги занимает небольшой объем — около 1 см3, который можно разделить на три области: две из них непосредственно прилегают к катодному и анодному пятну и имеют небольшую протяженность (/а, /к), сопоставимую с длиной свободного пробега. Третья область — собственно межэлектродный промежуток, заполненный ионизированным газом, Длина его /с близка к длине дуги /д. В каждой из областей происходят сложные явления.
В столбе дуги, являющемся основной ее частью, присутствуют наряду с заряженными частицами (ионами и электронами) и нейтральные частицы — атомы и молекулы паров веществ, из которых сделаны электроды, и газов, окружающих дугу. Наличие в столбе дуги заряженных частиц, а также фотонов и квантов электромагнитной энергии придает ему необычные свойства, которые характерны только для четвертого или плазменного состояния вещества, — наряду с твердым, жидким и газообразным состояниями. В земных условиях мы редко сталкиваемся со свободно существующей плазмой (по некоторым представлениям это может быть, например, шаровая молния). Однако в целом во всей Вселенной примерно 99,9 % вещества находится в плазменном состоянии (звезды, туманности и т. д.).
Под действием электрических и магнитных полей, конвективных потоков, местных флуктуации давления, кулоновского взаимодействия между электронами и ионами частицы в столбе дуги перемещаются по сложным траекториям. Наиболее подвижны отрицательно заряженные частицы — электроны. Они могут приобретать высокие скорости перемещения и вступать во взаимодействие с ионами, молекулами и атомами, передавая им свою энергию. При каждом так называемом неупругом взаимодействии происходит возбуждение атома или молекулы, т. е. переход их в состояние с более высоким, энергетически неустойчивым уровнем. Самопроизвольно возвращаясь к нормальному состоянию, частицы излучают энергию в виде фотонов, что наряду с излучением фотонов в процессе объединения положительного иона с электроном (т. е. при образовании нейтральных атомов) и вызывает ослепительное свечение плазмы.
При сильном взаимодействии электрона с атомом последний получает такую большую энергию, которая достаточна для отрыва собственных электронов от ядра. Атом становится положительным ионом: однозарядным, если выбит один электрон, двухзарядным — если два, и т. д. Уровень энергии электрона, необходимой для ионизации какого-либо атома, выражают в электрон-вольтах (ЭВ) и называют потенциалом ионизации.
Различные элементы имеют различный потенциал ионизации. Чем меньше номер группы и больше номер периода в таблице элементов Менделеева, тем меньше потенциал ионизации. Так, цезий, самый тяжелый элемент из всех щелочных металлов, имеет наименьший потенциал ионизации 3,9 ЭВ, а самый легкий из инертных газов — гелий обладает наивысшим потенциалом ионизации — 24,5 ЭВ. Регулируя состав атмосферы столба дуги, можно, по-видимому, регулировать устойчивость и энергетические возможности дугового разряда, чем на практике и пользуются сварщики.
Для диссоциации различных молекул необходима также различная энергия. Так, например, молекула фтора диссоциирует при затрате энергии в 1,6 ЭБ, а углекислого газа — 9,7 ЭБ. Для сварщиков не безразличны эти цифры. Ведь от того, какие атомы и молекулы будут преобладать в атмосфере дуги, будут зависеть легкость возбуждения дуги, ее стабильность и другие характеристики.
Рис. 2.3. Зависимость напряжения на дуге от силы тока при различных длинах дуги (1, 2) и напряжениях на зажимах источника питания (3, 4)
Столб дуги, достаточно однородный по строению и свойствам, примыкает своими концами к электродам — аноду и катоду, через которые питается током от источника питания 4 (см. рис. 2.2). Приэлектродные области (анодная и катодная), т. е. зоны перехода от твердых или жидких проводников — электродов к газовому проводнику — столбу дуги, являются наиболее сложными областями дугового разряда. Протекание тока в пограничных областях носит необычный характер. Здесь наблюдаются очень высокие плотности тока и совершенно необычные напряженности электрического поля — в десятки тысяч вольт на сантиметр по сравнению с 20 — 30 В/см в столбе дуги. Именно в этих областях горячая плазма граничит со сравнительно холодной поверхностью электродов, нагретых до 2 — 3 тыс. °С. Весьма неопределенна и среда в переходных областях — неизвестно сколько в ней газа и какого он состава, сколько паров материала электродов и т. п. Несмотря на многочисленные работы, посвященные изучению приэлектродных областей, многое остается еще невыясненным, что объясняется трудностями исследований: высокими температурами, малой протяженностью приэлектродных областей (тысячные доли сантиметра), сложностью характера протекающих явлений. Упрощенно можно представить себе основные процессы, происходящие в приэлектродных областях.
В катодной области наблюдается интенсивное эмиссирование (выбрасывание) потока электронов с поверхности катода за счет нагрева его до высокой температуры (термоэлектронная эмиссия) и за счет локального действия электрического поля высокой напряженности (автоэлектронная эмиссия). Кроме этого, поверхность катода бомбардируется положительными ионами и фотонами, способными также выбивать электроны из атомов катода. В результате интенсивной эмиссии электронов с катода и соответствующей ионизации дугового промежутка и устанавливается устойчивый разряд — электрическая дуга.
В анодной области идут более простые процессы: за счет притяжения положительно заряженного анода электроны разгоняются и непрерывно бомбардируют его поверхность. В результате энергия электронов передается аноду, что приводит к интенсивному разогреву его поверхности до температуры, близкой к температуре кипения материала анода.
Известно, что падение напряжения на участке металлического проводника подчиняется закону Ома и может быть представлено в виде прямой.
Падение напряжения в дуге на различных ее участках, отнесенное к единице длины, неодинаково.
На рис, 2.2 представлено распределение падения напряжения в дуге. В прикатодной области на длине около 10-5 см сосредоточена значительная часть напряжения дуги, называемая катодным падением напряжения (). В при-анодной области сосредоточено анодное падение напряжения ().
Таким образом, напряжение дуги может быть представлено суммой трех составляющих:
, (2.1)
где (,,, — соответственно общее напряжение на дуге и падение напряжений: катодное, в столбе дуги и анодное. Количество тепла, выделяемое дугой в единицу времени () может быть определено по зависимости
, (2.2)
где 0,24 — коэффициент перевода электротехнических единиц в тепловые; — ток дуги.
При сварке не все тепло, выделенное дугой, вводится в изделие. Часть тепла теряется в виде излучения в окружающую среду.
Количество тепла, введенное в изделие, учитывается эффективным коэффициентом полезного действия сварочной дуги п.. Величина эффективного КПД дуги зависит от многих факторов и колеблется в пределах от 0,5 до 0,9.
Для практического применения чрезвычайно важна так называемая статическая вольт-амперная характеристика дуги (ВАХ), показывающая, как изменяется напряжение на дуге в зависимости от силы тока при заданной длине дуги.
На рис. 2.3 приведена такая зависимость для разных длин дуги (кривые 1 и 2). Удлинение дуги приводит к увеличению напряжения на ней ().
Вольт-амперная характеристика показывает, что дуга как вид газового разряда является нелинейным сопротивлением и не подчиняется закону Ома. Вольт-амперную характеристику можно разделить на три области. В первой области (до 100 А) с нарастанием тока резко падает напряжение на дуге (падающая характеристика). Во второй области (~ до 1000 А) наблюдается постоянство напряжения на дуге при значительном изменении тока. В третьей области (> 1000 А) вместе с нарастанием тока увеличивается и напряжение на дуге (возрастающая ВАХ). Причина такой сложной связи тока и напряжения дуги объясняется поведением заряженных частиц в столбе дуги, закономерности которого рассматриваются в теории дугового разряда.
| Из за большого объема этот материал размещен на нескольких страницах: 1 |
Освоение железа
Важнейшим этапом в развитии сварочного производства стало освоение железа. Произошло это около трех тысячелетий назад. Конечно, сейчас железные руды используются повсеместно, да и восстановление железа из них – процесс сравнительно нетрудный. А вот в древности плавить железо никто не умел, потому и получался из руды сомнительного качества продукт, который состоял из крошечных частиц железа, руды, шлака и угля. Исправить ситуацию могла лишь многочасовая ковка.
Из полученного металла кузнечной сваркой изготавливали самые разные изделия – оружие, приспособления для труда.
Сварка в XIX веке
До XIX века пайка и кузнечная сварка не теряли своей популярности. Но в этом столетии начался совершенно новый этап развития сварочного производства. Дело в том, что производство металла выросло, как и потребность в сварочных работах. Разумеется, существующие способы уже не могли удовлетворить возросшие потребности.
Именно тогда и началось стремительное развитие отрасли – за десять лет она совершенствовалась больше, чем прежде – за целое столетие! Развиваться начали и новые источники нагрева, способные легко и быстро расплавить металл – газокислородное пламя и электрический ток.
Перспективы развития сварочного производства
Дата: 21 апреля, 2011 | Рубрика: Прочая Информация Метки: Дуговая сварка, Сварочные электроды
Этот материал подготовлен специалистами . Нужен электромонтаж или электроизмерения? Звоните нам!
Дуговая сварка покрытыми электродами на сегодняшний день является самой востребованной, дешевой и массовой. А каковы тенденции развития сварочного производства в будущем? Двадцатый век охарактеризовался переходом с машинно-технической к научно-технической революции. Что означает применение наукоемких технологий как основы существования промышленности. А в начале третьего тысячелетия основная база существования промышленности сменилась на применение высокотехнологичных процессов. Во всем – от бытовой техники до сварочных работ.
Как это ни парадоксально звучит, но сварочные процессы по широте применения и валовому объему конечного продукта занимают половину (!) всех производственных работ. Около 2/3 всего прокатного металла идет на изготовления конструкций и сооружений, монтируемых с помощью этого вида технологии. Этот процесс используется везде – от строительства высокоэтажных работ и монтажа всех производственных объектов до работ в открытом космосе и на дне океана, являясь единственно возможным способом получения неразъемных соединений.
До сих пор дуговые и контактные виды сварки являются ее основными методами. Высококачественные сварочные электроды применяются в 40% всех видов подобных работ, и их доля никогда не будет сокращаться, несмотря ни на какие научные достижения и инновационные разработки (посмотреть можно по ссылке https://electrodgroup.ru/).
Каковы же основные тенденции в этом секторе производства? В недалеком будущем лидирующие позиции будут занимать полуавтоматические и автоматические аппараты, основные технические решения для которых будут направлены на уменьшение их массогабаритных характеристик. Для этого будут применяться новые преобразователи с увеличенным количеством фаз электрического тока, повышенным КПД и коэффициентом мощности. Возможно применение преобразователей, основанных на совершенно иных принципах, чем те, которые применяются сейчас.
Второе, на что направлены средства модернизации – на повышение качества непосредственного сплавления на месте. Синергетическое управление, автоматическое регулирование контактных данных с помощью компьютера для получения сплавленных объектов сложных геометрических форм – вот основа научно-технического планирования. И сейчас во многих производствах используются высокотехнологичные автоматы, полностью управляемые дистанционно, которые производят контроль за качеством процесса сплавления разновекторно, и на момент сварки, и непосредственно после нее (газовые и нефтяные магистрали, объекты атомной промышленности и многие иные). При этом используются обычные высококачественные сварочные электроды разных типов.
Лазерная сварка пока является достаточно дорогим и технически емким процессом. Но, возможно, со временем она также прочно войдет в производство и станет широко применяемой и дешевой как на сегодняшний день дуговая сварка покрытыми электродами.
Прочая и полезная информация
Прочая и полезная информация
Электрический дуговой разряд
Нельзя не отметить и открытие электрического дугового разряда. Именно на его использовании и основана так называемая дуговая сварка. Существенная роль в создании этого принадлежит нашим соотечественникам – инженерам и ученым. А открыл такое явление, как дуговой разряд, в 1802 Василий Владимирович Петров – русский электротехник и ученый.
Спустя восемь десятилетий Николай Николаевич Бенардос применил в процессе дуговой сварки угольный электрод. А спустя еще шесть лет – в 1888 году – Николай Гаврилович Славянов изобрел дуговую сварку плавящимся электродом из металла. В 1903 году инженеры из Франции Шарль Пикар и Эдмон Фуше открыли газопламенную сварку. В начале 1940-х появился еще один способ сварки – сварка под флюсом. А в 80-е годы прошлого столетия началось изучение и применение газолазерной сварки.
История сварки в России
Сейчас как сварка, так и резка металлов очень широко внедрена во всех отраслях народного хозяйства. Очень часто ее используют, для того чтобы соединить тот или иной металл. Преимуществом таких соединений является то, что конструкции, которые непосредственно были созданы, при помощи сварки не ломаются. Метал можно спокойно экономить, легко изготавливать различные виды конструкций, а также расходы на само оборудование не так уж и велико. То есть, купив один раз сварочный аппарат, можно надолго забыть обо всех проблемах. Потому как именно со сваркой можно решить большинство проблем связанных с этой отраслью.
Именно Владимир Васильевич Попов, предложил использовать электродуговую сварку для того, чтобы можно было плавить металл. Его идею продолжил русский инженер Николай Николаевич Бенардос. Он был первым, кто в 1882 году смог осуществить электродуговую сварку металлов при помощи угольного электрода.
После чего, он запатентовал свое изобретение в других странах. То есть, можно сделать небольшой вывод о том, что история развития сварки электросварки делится на несколько этапов:
- Первый период начинается в 1924 году и продолжается до 1935 года. То есть, именно в этот период сварку можно было осуществить только при помощи электродов, на которых было тонкое меловое покрытие.
- Второй период начинается в 1935 году и продолжается до 1940 года. Именно в это время внедрился новый вид сварки. Она тоже была с электродами, но уже не с тонким покрытием, как у предшественников, а толстым покрытием. Именно это улучшило качество для сварного шва.
- Третий период начинается в 1941 году, и продолжался до 1969 года. В эти года были внедрены, новые механизированные способы для сварки стали, цветных металлов, а также сплавов.
- С 1969 года уже начали осваивать новый вид работы, под названием космическая сварка.
Если говорить об уровне развития сварки, то Россия занимает первое место во всем мире. Так как именно в России были не только впервые созданы, но также внедрены в производство абсолютно новые процессы сварки. То есть, это автоматическая сварка под специальным слоем флюса, также это дуговая сварка в среде углекислого газа, электронно-лучевая сварка. Кроме этих, есть еще и дуговая сварка в вакууме, сварка и резка под слоем воды, сварка такого материала как пластмасс при помощи ультразвука и т.д.
На сегодняшний день, в данном виде промышленности, можно сварить буквально все металлы, которые только присутствуют на земле. И в последнее время, начали внедряться роботизированные механизмы, которые могут выполнять работу не хуже человека. Такое развитие можно назвать самым лучшим и все это благодаря российским ученым, которые не только смогли разработать, но и воплотить в жизнь.
Сварка: определение, виды
Предлагаем вашему вниманию основы сварочного производства. Для начала ответим на вопрос – что же такое сварка? Сваркой принято называть технологический процесс, позволяющий получить неразъемные соединения. Происходит это посредством установления межатомных связей между деталями при деформировании, нагреве.
То есть, благодаря сварке можно заменить достаточно тяжелую цельную конструкцию на конструкцию сборную, которая состоит из простейших элементов. Соответственно, при этом существенно снижается себестоимость продукции и трудоемкость.
В сварочном производстве принято выделять три основных вида сварки – контактную, сварку плавлением и давлением. Рассмотрим эти виды подробнее.
(PDF) Утилизация трансформаторов микроволновых печей для создания процесса дуговой сварки
МЕЖДУНАРОДНЫЙ ЖУРНАЛ НАУЧНЫХ И ТЕХНОЛОГИЧЕСКИХ ИССЛЕДОВАНИЙ ТОМ 9, ВЫПУСК 02, ФЕВРАЛЬ 2020 ГОДА ISSN 2277-8616
3963
IJSTR © 2020 www. 9000str. org
Переработка трансформаторов для микроволновых печей до
Создание процесса дуговой сварки
АМИН А. АЛАНСАРИ АБДУЛАЗИЗ И. АЛБАННАЙ
Резюме: Переработка отходов является одним из творческих и развитых инженерных направлений в любом современном обществе, и люди во всем мире имеют узнать о
экологических проблемах.Например, отходы материалов, электрических компонентов, газов, жидкостей и т. Д. С ростом любого общества растет озабоченность и осведомленность об экологических проблемах, потому что отходы продолжают течь и наверняка затовариваются. Следовательно, инженеры должны выдвигать креативные идеи по переработке этих отходов, чтобы сохранить окружающую среду и снизить их риск для общества. Целью данной статьи является переработка важной части
отработанной или сломанной микроволновой печи, называемой трансформатором, с использованием ее для создания простого и полезного аппарата для дуговой сварки.Трансформатор известен как высоковольтный трансформатор
, и в этом проекте мы соберем его заново, заменив вторичную обмотку, чтобы получить трансформатор с низким напряжением и высоким выходным током
. Установка двух трансформаторов параллельно друг другу в электрическую цепь приведет к еще более высокому выходному току, что приведет к расплавлению заготовки
, что является важным этапом процесса сварки плавлением. Таким образом, в этой работе автор покажет экспериментальные процедуры и теоретическую точку зрения
для утилизации высоковольтного трансформатора из двух сломанных микроволновых печей и превращения их в простой и полезный аппарат для дуговой сварки.
——————————— ——————————
1. ВВЕДЕНИЕ
Отец науки — прозвище было дано греческому ученому
Фалес, потому что он был первым
человеком, который проводил исследования электричества и магнетизма.
Майкл Фарадей, который провел первый эксперимент по индукции
, построив пару катушек в тороидальном замкнутом магнитопроводе
, и в результате (закон индукции Фарадея) был назван
в 1831 году.Позже, в 1882 году, Томас Эдисон построил первые
электростанций в Лондоне и Нью-Йорке для производства
постоянного тока (DC). Когда открылись двери для патентов в этой области
, в 1886 году Джордж Вестингауз изготовил первую систему питания переменного тока
в Буффало, Нью-Йорк
, а затем получил патент на создание трансформатора в
1887. В настоящее время , трансформаторы используются во всем мире
, и это сердце любой системы электроснабжения
, обеспечивающее подачу энергии повсюду в городе, и выгода от
распространяется на всех людей, упомянутых ранее [1].С другой стороны, в начале девятнадцатого века сэр Хамфри Дэви
обнаружил, что в электрической цепи высокого напряжения дуга
(яркий свет) может быть получена путем поднесения двух клемм
друг к другу. Этот яркий свет с формой дуги
давал значительное тепло, способное плавить железо. Позже, в
1860-х годах англичанин Уайльд переплавил вместе маленькие железные части
, и это был первый зарегистрированный патент на сварку.
В 1881 году Огюст Де Меритенс подключил угольный стержень
(электрод) к отрицательному полюсу источника тока, а
прикрепил заготовку к положительному полюсу к проводам для дуговой сварки
пластин аккумуляторной батареи. Вскоре после этого, в 1887 году русский парень
, известный как Николас Де Бенардос, сделал первый патент
на дуговой сварке, применив подогнанный угольный стержень с изолированной ручкой
, подключенной к положительному полюсу цепи постоянного тока, так что
можно легко контролируется вручную.Банк памяти
батарей использовался в качестве источника питания для любого процесса дуговой сварки
в начале 1880-х годов, и напряжение можно было контролировать
количеством ячеек, расположенных последовательно, а ток
количеством ячеек, включенных параллельно и последовательными резисторами [2].
В настоящее время большинство аппаратов для дуговой сварки
в зависимости от трансформатора, расположенного в их блоке питания
, и простой схемы источника питания сварочного аппарата
, показывающей место трансформатора на следующем рисунке (1) [3 ].
Трансформатор — это устройство, используемое для передачи электроэнергии
из одной электрической цепи в другую индуктивно через
связанных проводников (катушек) внутри ферромагнитного сердечника, а
его основное назначение — изменение уровня напряжения в электрической цепи
. источник с различным уровнем напряжения в зависимости от
окружающего магнитного поля и магнитного потока. Трансформатор
обычно состоит из двух катушек из медных проводов
, намотанных вокруг твердого ферромагнитного сердечника на двух разных уровнях.
Две катушки не соединены друг с другом, и они
расположены в пределах одного магнитного потока на ферромагнитном сердечнике
для передачи мощности от одной катушки к другой. Первичная обмотка
или первичная обмотка, которая подключена к входному источнику питания
, передает мощность через магнитный поток
на вторичную обмотку или вторичную обмотку, чтобы
производили различное напряжение и выходной ток в зависимости от
отношения количество витков между обеими катушками и
закон Фарадея [4 и 5].Для идеального трансформатора входная электрическая мощность
должна равняться выходной электрической мощности, что означает
означает, что трансформатор будет влиять как на напряжение, так и на ток
, в то время как мощность на выходе
не меняется [4, 6, и 7]. На следующем рисунке (2) показана простая конструкция трансформатора
и его важные детали. Следовательно, любой трансформатор
в основном зависит от создаваемого магнитного поля
_________________________________
Специализированный инструктор (B) в электрическом отделе промышленного института
(Сабах Аль-Салем) Государственного управления прикладных программ
Образование & Обучение, Кувейт.
b Специализированный инструктор (C) в производственном отделе технологического колледжа
Государственного управления по прикладным вопросам
Образование и обучение, Кувейт. [email protected]
Самодельный аппарат для дуговой сварки с использованием трансформаторов микроволновой печи (MOT)
Самодельный аппарат для дуговой сварки с использованием трансформаторов СВЧС детства я разбирался в технологиях и науках. Было интересно наблюдать, как люди плавят и соединяют их вместе с помощью тонкого стержня и электричества.В старшей школе я изучал и узнал о процессе строительства из различных источников. Я также долгое время экспериментировал с небольшими трансформаторами, чтобы получить о них хорошее представление. В конце концов, после школы мне удалось заработать немного денег. Итак, это мое руководство по сборке самодельного сварочного аппарата для всех. Это интересный проект, который может быть очень полезен любителям.
Аппарат для дуговой / стержневой сварки — это устройство, в котором для создания горячей дуги используется источник питания. В нем используется расходный электрод для плавления металлов.Этот сварщик — действительно крутой проект, и я настоятельно рекомендую вам его реализовать. Это инструмент инженера и любителя, который может создавать другие инструменты и исправлять ошибки. Прежде чем приступить к сварке, всегда учитесь навыкам у начальства. Большинство дугосварочных аппаратов используют трансформатор для понижения подачи низкого напряжения высокого напряжения от стенной розетки дома до низкого напряжения и высокого тока.
Низкий ток делает сварку безопасной, но достаточно подходящей для создания и поддержания дуги. С другой стороны, высокая сила тока способствует нагреву и плавлению металла и электрода для их плавления.Это процесс короткого замыкания. Замыкание очень высокого напряжения на очень низкий ток ничего не сожжет. Но они создадут опасную и смертельную дугу. Мы можем видеть такие высоковольтные дуги в катушках тесла и на подстанциях. Здесь, в сварочном аппарате, мы просто создаем устойчивую дугу низкого напряжения с высокой силой тока.
Базовые знания
Для сварки понадобится хороший блок питания. Вот почему нам нужны большие трансформаторы. Аппараты для дуговой сварки, представленные на рынке, имеют один большой трансформатор.Мы можем использовать их, если вы найдете подходящий размер. Но здесь мы используем трансформаторы для микроволновых печей (MOT) по нескольким важным причинам. Во-первых, МОТ компактны, во-вторых, у них большая вторичная обмотка, а в-третьих, они легко доступны. Большие трансформаторы могут дать требуемую высокую выходную мощность. Наша цель — получить низкое напряжение около 40 вольт, но очень высокую силу тока. Основная формула (Вт = напряжение x ток). Для идеального трансформатора (входная мощность = выходная мощность). Однако есть некоторые потери в обмотке, пластинах, вихревые токи, тепло и т. Д.
Пониженного напряжения достаточно для поддержания хорошей дуги. В то же время высокая сила тока полезна для создания тепла и проникновения в металл. Кто-то может спросить, почему только трансформаторы для микроволновых печей (MOT). Мы перепробовали все, от телевизоров и инверторных трансформаторов. Но нет ничего лучше хорошего ТО. У них большой сердечник, меньшая первичная обмотка, большое вторичное окно и большая мощность, необходимая нам. Во время строительства убедитесь, что ничего не подключено к электросети и есть надежные меры защиты.Конденсаторы есть почти во всех электронных устройствах, поэтому обязательно закоротите их, чтобы разрядить.
Подготовка трансформаторов
Во-первых, нам нужно как минимум два ТО. Найдите любую старую микроволновую печь в вашем распоряжении. Вы можете найти его в местном магазине, на свалке металлолома или в ремонтной мастерской. Обращайтесь за помощью к друзьям и людям. В нашей стране большинство людей не используют микроволновые печи, поэтому их сложно найти. Ради науки я спас свою рабочую печь. Другой я искал более 2 лет и нашел его в мастерской по ремонту электрооборудования.Это стоило мне 700 рупий или 7 долларов. Я много раз торговался за 6 месяцев и вот наконец купил.
МОТ со снятыми вторичными обмоткамиПерерубил вторичные обмотки обоих ТО. Вы можете полностью сломать трансформаторы, удалив их секцию I из секции E. Нарезать сварные швы можно ножовкой или болгаркой. У меня не было сварочного инструмента или эпоксидного клея, чтобы приклеить их обратно. Поэтому я отрезал вторичную обмотку зубилом и молотком. Вторичную следует удалить, не повреждая первичную.Обмотку накала и шунт тоже следует сбить. Шунты представляют собой две металлические пластины, расположенные у окна трансформатора для поддержания тока или управления им. Нам это не понадобится, потому что нам нужны высокие усилители.
Два трансформатора для СВЧ с новыми вторичными обмоткамиПеред дальнейшей переработкой очистите все остатки и потерю вторичных проводов. Если вы видите и повредили первичную катушку, почините ее. Проверьте целостность первичной обмотки. Если лак на медной проволоке поцарапан, покройте его новым лаком или другим изоляционным материалом.Просто убедитесь, что все в безопасности.
Ремонт и подключение
Теперь нам нужно вставить вторичные провода в трансформаторы. Поскольку нам нужно меньше вольт, мы собираемся установить толстые провода и иметь меньше витков. Чем меньше витков выше, тем меньше ампер и напряжения. Нам нужен провод подходящего размера, чтобы он подходил для получения подходящего тока и напряжения. Многие строители своими руками используют медный провод 12 или 10 калибра. Я использую многожильный медный провод 14-го калибра. Он также известен как провод 7/22, что означает 7-многожильный провод 22 калибра.Я установил обмотки в оба трансформатора и получил на выходе 38 вольт, что примерно правильно.
Подробнее: Руководство по дуговой сварке для начинающих
Будьте очень осторожны при размещении вторичной обмотки. Не нарушайте и не ломайте первичные катушки. Перед окончательной настройкой первичного входа проверьте свои выходные напряжения. Установите вторичную обмотку последовательно так, чтобы на выходе складывались напряжения. У меня есть трансформаторы 220В, и выход из стен или сети тоже такой же. Мой вторичный выход составляет 38 вольт при 175 ампер при коротком замыкании.Если конечное выходное напряжение меньше ожидаемого, это означает, что MOT компенсируют друг друга. Просто переключите первичные клеммы любого из ТО, чтобы это исправить.
Надежно закройте все клеммы и ослабьте соединение. Сделайте соединение проводов плотным, чтобы предотвратить ослабление соединений и искр. Не прикасайтесь к клеммам голыми руками. Более того, не используйте оба конца цепи одновременно. Используйте зажим и подходящий держатель для стержня, чтобы начать сварку.
Отделка и консультации
Я также сделал корпус, чтобы сделать его компактным и портативным.Я использовал несколько соединительных кабелей для питания держателя палки. Вы можете использовать любые плоскогубцы, чтобы удерживать палку, но держатель палочки облегчает сварку. Я также использовал старые толстые медные провода для заземления с зажимом аккумулятора. Я купил 25-миллиметровые перемычки, которые стоили мне 1,5 доллара за метр. Но он был достаточно хорош, чтобы выдерживать большое количество тока.
При сборке корпуса и проводки предусмотрите возможность отключения выхода от одного ТО. Это может дать вам еще один вариант использования устройств с низким энергопотреблением.Некоторые люди используют этот низковольтный выход для плавления металла с углеродным стержнем. Мы также сделали небольшую плавильную или точечную сварочную машину с использованием одного ТО. Всегда будьте очень осторожны, прикасаясь к проводам. Убедитесь, что помещение хорошо проветривается. Надевайте все средства защиты и всегда используйте маску и защиту для глаз.
Артикул:
Сделайте сварщика палкой сварщиком тигля «Wonder How To
Как к
: Сварочный аппарат DIY из старых деталей микроволновой печиВнутри вашей старой мусорной микроволновки скрывается множество полезных деталей, которые позволят вам плавить металл, сваривать точечную сварку и делать электрические лестницы Иакова.Вы даже можете сделать мощный аппарат для дуговой сварки на переменном токе, идеально подходящий для решения сложных головоломок и даже самодельного оружия для зомби … подробнее
Как к
: Начните сварку с помощью подходящих инструментовЗаинтересованы в сварке металлов в среде защитного газа? В этом видеоуроке вы найдете несколько мудрых советов для начинающих сварщиков MIG.Важно не погружаться в сварочные работы без соответствующих инструментов. Вам понадобится сварочный стол и проволочные щетки для стали и алюминия. Вы также … больше
Новости
: Сделайте аппарат для дуговой сварки с автомобильным аккумулятором и карманной заменойЗастрял за решеткой? Заложил парень с огнеметом? Благодаря мудрому и находчивому секретному агенту 80-х МакГайверу эти проблемы можно решить с помощью автомобильного аккумулятора, двух монет и некоторого соединительного кабеля.Звучит абсурдно? Вы видели рекламу Pepsi Superbowl MacGruber в этом году? Ma … больше
Рейтинг
: 7 лучших платных игр в слова для iPhone и AndroidИгры в слова могут расширить ваш словарный запас самыми захватывающими и творческими способами.Из-за этого и iOS App Store, и Google Play Store переполнены словесными играми, что затрудняет различие между хорошими и плохими названиями. Это особенно неприятно, если … еще
loopgain.net: аппарат для дуговой сварки
loopgain.net: аппарат для дуговой сварки [Главная | Новости | Контакты | Ссылки ]Я начал этот проект с идеи создания сильноточного регулируемого источника питания.У меня не было непосредственной потребности в таком устройстве, хотя большинство основных компонентов было под рукой, и при работе с электроникой полезно иметь ряд различных источников питания. Во время работы над ним в другом проекте требовалось сварить некоторые детали, хотя подходящего сварочного оборудования не было. На этом этапе единственной завершенной частью блока питания был один из трансформаторов. Этот трансформатор был опробован экспериментально в качестве источника тока для дуговой сварки.Первоначальные результаты были плохими из-за ограниченного выходного напряжения (~ 15-20 В) и моего ограниченного опыта в сварке. Однако польза от использования дуговой сварки была немедленно признана, и поэтому я решил перенаправить проект на создание специального источника питания для сварки.
Требования к базовому сварочному аппарату довольно просты — источник питания с разомкнутой цепью около 40 В, способный подавать около 100 А в прерывистом режиме, с довольно плохими характеристиками регулирования, чтобы выдержать условия короткого замыкания.В принципе, этого легко добиться с помощью подходящего трансформатора, однако такой компонент был бы относительно дорогим. Вместо этого я использовал перемотанный трансформатор для микроволновой печи (или, как их еще называют, «ТО»).
При выборе трансформаторов для этого применения лучше всего использовать трансформаторы из больших микроволновых печей высокой мощности. (Информацию о безопасном демонтаже микроволновых печей см. В разделе часто задаваемых вопросов о микроволновых печах.) Обмотку высокого напряжения можно снять, отрезав открытые части ножовкой.Оставшуюся часть можно удалить из сердечника с помощью молотка и пробойника. Обмотку накала можно размотать вручную, так как это всего несколько витков.
Режущие детали вторичной обмотки
Я видел трансформаторы для микроволновых печей, перематываемые с помощью обычного кабеля с ПВХ изоляцией. Это не идеально, как из-за пространства, занимаемого изоляцией в сердечнике, так и из-за неспособности ПВХ выдерживать высокие температуры. Решил использовать полоску листового алюминия, заизолированную скотчем.Его можно купить в строительных магазинах как алюминиевый оклад. Короткий широкий рулон гидроизоляции можно разрезать ножницами и сложить в длинную узкую полосу, как показано на рисунке выше, без каких-либо соединений.
В качестве изоляции лучше всего подойдет полиимидная (каптонная) лента, но в то время у меня не было ее источника, поэтому я использовал бумажную малярную ленту. Хотя он не особенно подходит для высоких температур, он должен выдерживать тепло лучше, чем лента из ПВХ.Высокая прочность изоляции не является требованием, так как между витками имеется только вольт или около того. (Полиимидную ленту можно приобрести в Dealextreme.) Только одна сторона ленты требует изоляции, но вам необходимо убедиться, что оба края хорошо изолированы. Новая вторичная обмотка была установлена путем простой пропуска полосы через окно в активной зоне, пока она не наполнилась. Это заняло около 16 полных оборотов. Трансформатор выдает около одного вольт на виток, поэтому второй перемотанный трансформатор был включен последовательно для получения достаточного напряжения.
Новая вторичная обмотка трансформатора
Среди моей коллекции хлама у меня было что-то вроде терминального сервера данных. Хотя точное назначение устройства было неизвестно, у него был тяжелый металлический корпус с достаточным пространством для размещения компонентов сварочного аппарата, а также красивый зажим на крышке. (Посмотрите внимательно на изображения, и вы увидите, что это, вероятно, единственный в мире сварочный аппарат, совместимый с IBM!) Я установил трансформаторы в корпус вместе с некоторыми охлаждающими вентиляторами и автоматическим выключателем на 10 А в первичной цепи.Наконечник был изготовлен из обрезков дров вместе с усиленной латунной клеммной колодкой для удержания электрода.
Я решил прикрепить клемму возврата к металлическому корпусу и, следовательно, к заземлению сети. Хотя первичные и вторичные обмотки трансформаторов физически разделены, вторичная изоляция менее чем оптимальна, и было сочтено желательным защитить от возможного пробоя изоляции путем заземления вторичной обмотки. Однако при использовании такой схемы следует соблюдать осторожность, чтобы никогда не сваривать заземленный объект, поскольку часть сварочного тока может протекать через заземляющую проводку сети, что может привести к ее перегреву.
Первоначальные испытания сварочного аппарата выявили трудности с контролем величины сварочного тока. У меня был большой мостовой выпрямитель в сборе из какого-то промышленного оборудования, в комплекте с тиристорами в двух плечах. Я подключил его к вторичной цепи и построил простую схему управления фазой для запуска тиристоров. Я попытался заставить схему регулировать углы зажигания, чтобы обеспечить характеристику постоянного тока, но не смог заставить это работать удовлетворительно.Поэтому использовалась более простая стратегия управления на основе напряжения. Ручка на передней панели была предусмотрена для регулировки.
Выпрямитель, конечно, обеспечивает выход постоянного тока, что, как говорят, обеспечивает лучшую производительность. Обычно электрод делают отрицательным, а рабочий — положительным, чтобы направить больше тепла на заготовку. Я также экспериментировал с подключением некоторых фильтрующих конденсаторов к выходу, но обнаружил, что первоначальное зажигание дуги было слишком сильным, и поэтому была возвращена исходная конфигурация.
Внутренний вид сварщика. Четыре радиатора выпрямителя находятся внизу слева. Два трансформатора справа. Конденсаторы вверху в настоящее время не подключены.
Заключение
Можно построить аппарат для дуговой сварки практически без затрат из лома компонентов. Устройство, которое я сконструировал, немного слабовато, но все же оказалось полезным для ряда сварочных работ. Если вы хотите построить агрегат для более тяжелых работ, возможно, стоит использовать больше трансформаторов с более толстыми вторичными обмотками.Дэн Хартман построил сварочный аппарат, используя в общей сложности 8 ТО, что выглядит вполне способным устройством.
Эта работа находится под международной лицензией Creative Commons Attribution-NonCommercial-ShareAlike 4.0.
loopgain.net
Технология: холодный чай дает искру энергоэффективной сварки
Мик Хамер
Благодаря чашке чая, Кембриджский институт сварки разрабатывает первый новый источник тепла для сварки за 25
лет.Билл
Чай Лукаса остыл, и он положил его в микроволновую печь
, чтобы он согрелся. Но у чаши был золотой ободок. Таким образом, вместо подогрева чая микроволновые печи
производили искры.
Лукас, руководитель отдела дуговой сварки в институте, понял, что микроволновая дуга
может быть использована при сварке. Поэтому он объединился со своим братом
Джимом, профессором электротехники в Университете
Ливерпуля, чтобы разработать микроволновую сварку.
Институт сварки и Ливерпульский университет совместно разработали
1-киловаттный прототип, который использует микроволновую энергию для ионизации газа, такого как
, например, аргон, и создания плазмы при температуре 4000 ° C, которая может сваривать или резать
металл.Конструкция может концентрировать микроволновый плазменный луч
до диаметра 2 миллиметра.
Ключ к конструкции, говорит Роджер Уайз, физик-исследователь из института
, который в настоящее время разрабатывает микроволновую сварку для коммерческого использования,
— это «настроенный резонатор», который максимизирует электрическое поле в его центре. По словам Уайза, полость
диаметром 10 сантиметров действует как звуковая коробка
скрипки. Волны подпрыгивают в полости и резонируют,
создавая сильные изменения электрического поля, которые ионизируют газ.
Реклама
Wise говорит, что размер полости пропорционален длине волны
микроволн: для более короткой длины волны и, следовательно, более высокой частоты потребуется полость
меньшего диаметра. Машина использует микроволны с частотой
2,45 гигагерца — той же частоты, которая используется в микроволновых печах.
Институт сварки провел испытания и успешно сварил
тонких листов металла.Следующим этапом разработки является создание машины
мощностью 6 киловатт, способной нагревать металл на глубину до нескольких миллиметров,
, что сопоставимо с производительностью дуговой сварки. Wise говорит, что
машина такого размера может иметь коммерческое применение.
Институт утверждает, что при микроволновой сварке будет энергоэффективность
около 60%. Для сравнения, лазерная сварка
, например, может иметь энергоэффективность всего на 10 процентов.
В институте считают, что микроволновая сварка будет стоить доли
лазерной сварки. Лазерная насадка
для типичного сварочного аппарата, используемого в автомобильной промышленности, может стоить около 75 000 фунтов стерлингов. Сравнимый сварочный аппарат для микроволновых печей может стоить
менее четверти стоимости.
Совместно с партнерами института в Ливерпуле компания Wise
занимается разработкой гибридной машины. Такое устройство могло бы объединить микроволновый источник тепла
с дугой постоянного тока, поместив один электрод в плазму
, а другой на свариваемый металл, таким образом создавая машину с еще большей мощностью на
.
Сделайте сварочный аппарат дуговой сварки 220 В, 200 А, используя трансформатор микроволновой печи (MOT)
Автор: Mr Electron через YouTube
Перейти к источнику
Сделайте сварочный аппарат дуговой сварки 220 В, 200 А, используя трансформатор для микроволновой печи (MOT)
Предыдущее видео — https://www.youtube.com/watch?v=f63Si6kRG3g
ВИДЕО ПО ТЕМЕ
1. Как сделать 220 В переменного тока от автомобильного генератора переменного тока 12 В на низких оборотах
2.Как сделать в домашних условиях алюминиевую батарею на 5 В своими руками
3. простейшее автоматическое включение и выключение аварийного освещения в помещении
4.Как сделать соединения для универсального двигателя
5,110 В переменного тока от автомобильного генератора переменного тока 12 В при низких оборотах
6.Объяснение подключений альтернативного источника и рабочее видео
7.3 Потрясающие лайфхаки
8.Преобразователь постоянного тока в переменный с мертвым асинхронным двигателем
9. Как сделать электровелосипед из старого бензинового велосипеда
Преобразователь постоянного тока в переменный с 10,12 В до 220 В (инвертор 1)
11.Как сделать генератор переменного тока на 400 В
12.Мини-бесплатный генератор, запускающий Drill
13. Как сделать проектор экрана мобильного телефона
14.Самодельная идея генератора с мотором 2018
15.Как сделать обмотку трансформатора
16.Как сделать своими руками трансформатор постоянного тока
17.Как сделать дома электровелосипед 40 км / час
18.Электрический мотор-генератор для рикши 220В
19. Запустите электроинструмент 220 в переменного тока при напряжении всего 12 в постоянного тока
20.Сильноточный понижающий преобразователь постоянного тока DIY
Повышающий преобразователь 21 постоянного тока в постоянный DIY
22. Как сделать мощный сварочный аппарат с конденсаторной батареей
23. Самый простой преобразователь мощности от 12 до 220 в, 500 Вт без микросхемы
Двигатель постоянного тока 24,3 В при высокой скорости 5000 В, эксперимент
Инвертор проекта от 25,12 В до 220 В переменного тока
26.Потрясающая идея для сверления своего нового DIY 2018
27. Непрерывная работа шагового двигателя без схемы управления
28.12v 100w dc регулятор скорости двигателя
Эксперимент по преобразованию двигателя переменного тока 29,220 В в генератор
# 220v #arcwelder #microwavetransformer #amps
Перейти к источнику
Сделайте сварочный аппарат дуговой сварки 220 В, 200 А, используя трансформатор микроволновой печи (MOT)
Связанные сообщения:
- Сварочный аппарат дугового разряда 400 А, используя установку 12 В 24 В 48 В от ИБП…
- Источник питания 12 В 5 А для двигателя постоянного тока с помощью смесителя 220 В…
- Сделайте генератор переменного тока 220 В из трансформатора — он может…
- 12 В постоянного тока от 220 В переменного тока с использованием якоря двигателя постоянного тока в качестве…
- Автомобильный генератор переменного тока 12 В 64 А (2000 об / мин) преобразован в…
- Как запустить двигатель постоянного тока 12 В 25 А при 48 В DC с использованием Buck…
IRJET-Запрошенная вами страница не найдена на нашем сайте.
IRJET приглашает статьи из различных инженерных и технологических дисциплин, научных дисциплин для Тома 8, выпуск 3 (март-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, Март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.