
всё, что вам нужно знать
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация. Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока. Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Содержание статьи
Тип и маркировка

Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке

Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру

Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению

Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия

Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов

Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.

Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия

Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению

Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока

Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки

Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки

Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для ручной дуговой сварки значительно упрощается. Увидев одно лишь название вы сходу узнаете все характеристики электрода. Оставляйте свои комментарии и делитесь этой статьей в социальных сетях. Желаем удачи!
что обозначает, какой бывает, как правильно расшифровывается
Зачем нужно проводить маркировка электродов? Как расшифровать те числа и буквы, что и есть маркировкой электрода. Это самые распространенные вопросы по этому поводу.
В этих материалах мы хотим вам немного рассказать, как понимать те шифровки, что присутствуют на электродах. Вы сможете понять в чем нюанс маркировки и какие нужно иметь знания, чтобы правильно их понимать.
Но первым делом нужно понять, что такое эта маркировка. Маркировка электродов для сварки-это определенное количество и последовательность буквенных и цифровых знаков, они имеют в себе информацию про определенные особенности стержня электрода.
Любой знак несёт в себе определенную информацию.
Та информация, что размещена на электрода отвечают ряду характеристик, от которых и зависит выбор при покупке. Такая классификация электродов одинаковая для переменного и постоянного тока.
Конечно все электроды имеют разделение и оно происходит по большому количеству знаков, в ходе статьи мы постараемся рассказать вам нюансы маркировки.
Содержание статьиПоказать
Как обозначается вид в маркировке
[Всего: 12 Средний: 3.3/5]что обозначает, какой бывает, как правильно расшифровывается
Зачем нужно проводить маркировка электродов? Как расшифровать те числа и буквы, что и есть маркировкой электрода. Это самые распространенные вопросы по этому поводу.
В этих материалах мы хотим вам немного рассказать, как понимать те шифровки, что присутствуют на электродах. Вы сможете понять в чем нюанс маркировки и какие нужно иметь знания, чтобы правильно их понимать.
Но первым делом нужно понять, что такое эта маркировка. Маркировка электродов для сварки-это определенное количество и последовательность буквенных и цифровых знаков, они имеют в себе информацию про определенные особенности стержня электрода.
Любой знак несёт в себе определенную информацию.
Та информация, что размещена на электрода отвечают ряду характеристик, от которых и зависит выбор при покупке. Такая классификация электродов одинаковая для переменного и постоянного тока.
Конечно все электроды имеют разделение и оно происходит по большому количеству знаков, в ходе статьи мы постараемся рассказать вам нюансы маркировки.
Содержание статьиПоказать
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Помните о том, что буквенный знак Э имеет в себе информацию про предел прочности, если сталь очень прочная, тогда значение этой буквы должно быть большое.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Разделение в зависимости от марки

Тот ряд букв, что вы встретите дальше не нужно путать с тем, что такое маркировка, ведь это марка электрода. Происхождение марки может быть разной, например установлена по ГОСТу, но также может быть придумана самим производителем электрода.
Такая ситуация с производителем электродов ESAB, которая выпускает марку ок. Как не странно, но для одного стержня может подходить сразу пару тройку производителей.
Это очень широкая тематика про которую стоит говорить отдельно
В зависимости от диаметра

Информация, что пишется далее-это диаметр самого стержня, единица его измерения обычно в миллиметрах. То какой диаметр вам необходим на прямую зависит от того, какой размер того металла, что подлежит сварке.
Если металл будет толстым, то вам пригодиться большой диаметр стержня. В приведенном нами примере маркировки -это значение ровняться пяти миллиметрам.
В зависимости от назначения
Конечно, разные электроды имеют разное назначение и один из разделений в зависимости от того металла с которым будет проводиться работа.
В приведенном нами примере маркировки этот показатель обозначает буквенный знак У, этот знак несёт информацию о том, что сварке подлежат низколегированные металлы предел прочности которых составляет от шестисот кГс на один миллиметр квадратный.
Но если сталь имеет более высокий предел прочности, то нужно применять электроды на которых маркировка с буквенным знаком Л. Если предстоит работа с металлом, что устойчив к высоким температурам, то ищите электроды с буквенным знаком Т.
А если при работе со сталью возникает много нюансов и они сложны в работе, то тогда пишется знак маркировки В. А если вы будете искать стержень, для того чтобы направить то на упаковке должно быть написано Н.
В зависимости от коэффициента толщины покрытия

Далее идёт параметр толщины напыления или ещё использует термин обмазки. В приведенном нами примере это буквенный знак Д-он обозначает большое покрытие.
Но ещё можно встретить и другие маркировки на сварочных электродах, такие как м-это тонкое или малое напыление, знак С обозначает средний уровень толщины, а знак Г имеет информацию про очень толстое напыление.
Исходя из групп индексов

Этот параметр в шифровке является одним из самых не понятных и запутанных для новичков. Там цифровые обозначения имеют сразу несколько показателей, так что можно понять частично, а не полностью.
Эти группы индексов всегда пишутся на этикетках электродов для сваривания металлов.
Они самые применяемые на тех электродах, что специализируются на высоколегированной стали, эти параметры должны немного прояснить картину для новичка.
Итак, приступим к разбору того примера что мы вам привели, приладим значение маркировки каждому знаку и все будет понятно.
В нашем примере число пять говорить про то на сколько данный шов будет устойчив в коррозиям. Далее у нас цифирный знак 1-это самая высокая температура, что гарантирует, то что шов будет прочный к высоким температурам.
Число четыре говорит про то, какая рабочая температура для данного шва.
А если то самое число четыре взято в скобки, то это говорит про, то какое количество ферритной фазы в этом соединении. Если каждое значение имеет максимальный показатель, тем больше будет цифра.
Смотрите ниже схема с описанием металлов и соединений для сваривания высоколегированной стали, прочитайте и постарайтесь запомнить что несёт в себе каждый знак.
Написание обозначений для тех электродов что поменяются при наплавке может быть немного другим, часто имеет две части, а обычные состоять из 4-5 цифр, про что мы уже писали.
Но если это электрод для наплавки, то к стандартному количеству обозначений маркировки прибавляется ещё одна группа из трёх знаков, их чаще всего пишут через тире и отделяют от основных чертой.
К примеру Е200/31-2. Число 31 говорит о том какая твердость стали, что нужно направить сверху. А число 2 к примеру говорит о том, что твердость стержня будет необходимо вне зависимости от влияния температуры.
А вот число один говорит про то, что твердость будет необходимой только после влияния градуса.
В зависимости от того, какое покрытие
Эти показатели пишутся в последнюю очередь при маркировке. Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Но на самом деле таких покрытий очень много, есть целлюлозные обозначаться как Ц, рутиловые они имеют обозначение буквой Р, и кислотные обозначаться соответственно буквой К, также ест прочие, что обозначаться буквой П.
Также возможно и объединение букв маркировки к примеру ЦР, это говорит про то, что покрытие целлюлозно-рутиловое.
Ещё возможны варианты, что в состав может входить пыльца железа, тогда производитель добавляет в маркировку ещё букву Ж.
К примеру если вы видите маркировку с буквенными знаками ЖБ- это говорит о том, что покрытие основное и имеет в себе пыльцу порошка.
Исходя из размещения в пространстве

От этого зависит, то какой именно электрод вам нужно использовать если вы находитесь в том или ином положении.
В своем примере маркировки мы привели стержень, который подойдет для любых работ, но не подходит только для вертикального положения. Такой стержень обозначается цифирным знаком 2.
Конечно существует и цифра 1 – такой стержень является на все сто универсальным. Есть число 3- он вам пригодиться если вы будете работать в вертикальной или горизонтальной плоскости. И число 4- оно применимо для тех соединений углов, что находится снизу.
Все эти цифирные знаки маркировки полностью подходят под международные стандарты, так что маркировка будет одинаковой и на заграничных и на отечественных электродах.
В зависимости, от того какой сварочный ток
Это не обязательная маркировка, так что на многих электродах в можете не встретить её, но для правильности примера мы введи её в свой пример.
У нас это цифирный знак 0, он говорит о том, что вы сможете использовать такие электроды, только если ток будет постоянным. При этом полярность должна быть обратной.
Не стандартные маркировки

Вы наверняка обратили свое внимание, что мы нечего не сказали про букву Е, когда речь шла про группы индексов маркировки.
Так вот она говорит о том, что электрод плавиться и имеет покрытие. Это также маркировка, что является международной.
Пример того, как расшифровать маркировку

Для того, чтобы ничего не забыть ещё раз пройдемся по маркировке на примере АНО21
- Вид электрода (Э-46, этот вид идет при сварке низколегированной стали у которого не высокий придел прочности.
- Сама марка, как написано ранее АНО21
- Показатель диаметра равняется 2,5 миллиметра
- То куда можно применить, буквенный знак У говорит о том, что можно применять для стали углеродистой или низколегированной.
Конечно расшифровка не окончена-это будет вашим домашним заданием. Возьмите блокнот и так все распишите, шаг за шагом не спешите и хорошо все сверьте.
Конечно сначала расшифровка маркировки может казаться сложной и непостижимой, но это не так, вам стоит пару раз потренироваться и вы уже будете хорошо ориентироваться. Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.
Итог
Вы прочитали нашу статью и уже знаете как работает маркировка. Конечно если вы только начинаете свой путь в этой сфере вам может казаться, что все сложно запутано и вам никогда в этом не разобраться.
Но мы очень старались, чтобы для вас все было предельно ясно.
А когда речь заходить про электроды для сварки дугой то там все ещё проще, об этом говорит только название, так что видите на прилавке и просто кладете в свою корзину.
Пиши свои комментарии и покажите нашу статью всем, кто интересуется этой темой. Спасибо за внимание.
Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации
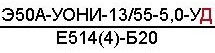
Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока. При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки. Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Классификация по назначению

Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Мнение эксперта
Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Пример маркировки

Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
- Данные о диаметре электрода.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- 0 — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Вас может заинтересовать: Инверторные сварочные аппараты. Рейтинг моделей, как выбрать
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
- Доступность в большинстве регионов.
Мнение эксперта
Левин Дмитрий Константинович
Но для получения качественных швов рекомендуется выбирать такие электроды, с помощью которых можно обеспечить надёжное соединение исходных материалов.
Уони-13/55

Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
- Предел текучести — 420 МПа.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |
Мнение эксперта
Левин Дмитрий Константинович
Допускается сварка на постоянном токе обратной полярности.
МР-3С

Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 410 МПа.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Мнение эксперта
Левин Дмитрий Константинович
Работать МР-3С можно и на переменном, и на постоянном токе.
Lb-52U

Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
- Предел текучести — 441-455 МПа.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.
Требуется прокалить электроды до сварки — 140 градусов — в течение 60 минут.
АНО-4

Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
- Предел текучести — 390 МПа.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
ESAB ОК 94.25

Электроды годятся для работы с рядом материалов:
- Пережжённый чугун.
- Оловянная бронза.
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
Характеристики полученных швов:
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 235 МПа.
Рекомендуемый ток:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
Технологи рекомендуют нагревать детали перед сваркой до 300 градусов. Для контроля над температурным режимом можно использовать переносной пирометр или термокарандаши.
ESAB ОК AlMn1 (ОК 96.20)

Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Мнение эксперта
Левин Дмитрий Константинович
Поскольку алюминий мягкий, во время сварки нужно слегка вдавливать в сварочную ванну.
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
Перед сваркой рекомендуется прокаливать электроды при температуре 110-140 градусов около 60 минут. А сами заготовки — до 150-300 градусов. Можно работать только на постоянном токе обратной полярности.
ESAB ОК 61.30

Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
- Шлаковая корка легко отделяется.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
- Предел текучести — 430 МПа.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Читайте также другие полезные статьи:
Видео-советы: какие электроды лучше выбрать для сварки
Маркировка электродов для сварки: классификация и расшифровка
Электроды являются основными расходными материалами для электрической сварки. Сам принцип соединения металла универсален, поэтому подходит для различных его видов. Соответственно, для каждого металла и сплава нужно подбирать свои марки электродов для сварки, схожие по составу с основным материалом, а также обладающие нужными характеристиками для повышения качества соединения.

Индексация электродов по назначению
Назначение и состав электродов 

Одним из назначений данного расходного материала является проведение тока от сварочного аппарата к месту образования шва, где будет создаваться электрическая дуга. Соответственно, одним из основных требований, которые выдвигаются к нему, является хорошая электропроводимость. Для производства стержней берется проволока из легированной стали, состав которой подбирается под определенные требования сварочного процесса. Каждая марка электродов для сварки будет иметь свои особенности, зависящие от состава металла и типа покрытия.
Главным назначением обсуждаемого металлического стержня является наплавление материала на место соединения. Пока его основная часть служит для проведения тока, конец изделия под влиянием высокой температуры дуги плавится и образует вместе с расплавленным основным металлом заготовки единое целое.
Важно! Чем ближе состав электрода будет к составу заготовки, тем выше качество соединения. В составе электрода допускается наличие повышенного количества легирующих элементов, которые выгорают во время сварки, чтобы компенсировать их потерю
Покрытие также влияет на свойства изделия. Главной его функцией становится защита от газа. При сварке в расплавленный металл могут попадать кислород и азот, что негативно влияет на свойства полученного соединения. От высокой температуры покрытие начинает гореть, образуя защитный слой от внешних помех. Также оно обеспечивает более стабильное горение дуги, если электроды просушены, и может убирать нежелательные примеси из состава металла.
Классификация электродов по типам
Чтобы покрытие соответствовало тем функциям, которые на него возложены, в его составе должны быть такие шлакообразующие элементы:
- марганцевая руда;
- мрамор;
- мел;
- каолин;
- титановый концентрат;
- кварцевый песок.
Чтобы удалить из расплавленного металла попавший туда кислород, в составе должны присутствовать ферросплавы марганца, титана, алюминия и прочих элементов, обладающих раскисляющими свойствами.
Важно! Химические реакции в образованном шве не заканчиваются после прекращения воздействия дуги. Они продолжаются еще по мере остывания, когда и вступают в дело все дополнительные элементы состава
Маркировка электродов может поведать многое о составе изделия, но важно знать и о том, что входит в состав защитного покрытия. Во время его горения создается газовый слой, а чтобы он действительно обеспечивал защиту, в нем должны быть такие компоненты, как декстрин и древесная мука. Это газообразующие вещества.
В составе электродов часто встречаются такие легирующие добавки, как:
- никель;
- хром;
- ванадий;
- титан;
- марганец.
На самом деле добавок имеется очень много, далеко не все они используются в одном электроде. Все подбирается под конкретную цель использования, так как наличие легирующих элементов существенно увеличивает стоимость продукции.

Маркировка электродов
Маркировка и классификация электродов
Если рассматривать основное различие по типам и найти первое разветвление в классификации, согласно тому, какие бывают электроды, то необходимо выделить плавящиеся и неплавящиеся разновидности. К первым относятся изделия из стали, чугуна, меди, бронзы и прочих металлов, точка плавления которых находится на низком или среднем уровне. Неплавящиеся электроды делаются из вольфрама и прочих тугоплавких металлов, которые не могут расплавиться от той температуры, при которой расплавляется основной металл.
Рассматривая марки сварочных электродов и их классификацию, необходимо учесть, что многие из них могут исполняться в двух вариантах, с покрытием и без. Если в маркировку добавлена буква «А», это означает, что электрод имеет кислое покрытие. Его можно использовать при сварке сталей, в которых имеется высокое содержание серы и углерода. Допускаются практически все пространственные положения, кроме вертикального сверху вниз. При таком покрытии в шве могут появляться трещины после сварки, а во время расплавления металл может разбрызгиваться.
Если в маркировке находится буква «Б», это означает, что в электроде основное покрытие. Он не предназначен для сварки в вертикальном положении. Это же касается и рутилового покрытия, которое обозначается буквой «Р».
Буква «Ц» в маркировке ставится при целлюлозном покрытии. Применять данные электроды можно в любом пространственном положении. При перегреве они начинают сильно разбрызгивать металл. Такое покрытие может встречаться в маркировке электродов по чугуну и другим металлам.
Также могут встречаться буквенные комбинации «АЦ» и «РБ». Это смешанные типы, которые используются при сварке труб и ответственных металлоконструкций. Они не предназначены для потолочного положения. Чаще всего их можно найти в маркировке электродов по нержавейке.
Расшифровка маркировки электродов для сварки
Расшифровка электродов является одной из основных операций, которые мастер осуществляет при подборе подходящего варианта для работы. Каждая цифра и буква имеют свое значение, а все представленные обозначения подчиняются общепринятым стандартам. Электроды с конкретной маркировкой должны соответствовать ГОСТам.

Расшифровка маркировки электродов
Первые символы обозначают тип электрода, а также максимальную нагрузку, которую он может выдержать. К примеру, Э46 может выдержать 46 кг на 1 квадратный миллиметр созданного соединения. Следующими обозначениями в расшифровке сварочных электродов идет сама марка, далее – предприятие, на котором она была изготовлена. После этого указываются назначение и толщина:
- У – подходит для углеродистых и низколегированных сталей;
- Н – предназначен для наплавки металла с особыми свойствами;
- Л – сварка конструкционных сталей с наличием легирующих элементов;
- Т – сварка теплоустойчивых материалов;
- В – сварка высоколегированных сталей.
Маркировка электродов для ручной дуговой сварки, показывающая толщину покрытия, может иметь одно из следующих значений:
- Г – максимальное;
- Д – толстое;
- С – среднее;
- М – тонкое.
Если в обозначении электродов по нержавейке отсутствует численное значение размера, а есть только знак, то он должен указываться на печати.
Следующими пунктами в маркировке идут индекс и его обозначение, которое описывает характеристики материала стержня. Здесь отмечаются удлинение материала, ударная вязкость и сопротивление на разрыв.
Предпоследнее обозначение в маркировке – вид покрытия. Подробные описания указаны выше. В маркировке вольфрамовых электродов покрытие не обозначается, так как неплавящиеся материалы не покрываются им.
Последние цифры показывают допустимые пространственные положения и напряжение х.х. при работе. Пространственные положения обозначаются:
- 1 – любое положение;
- 2 – любое, кроме сверху вниз;
- 3 – любое, кроме потолочного и сверху вниз;
- 4 – только нижнее положение.
Напряжение х.х. при сварке:
- 1 – 50 В, любая полярность;
- 2 – 50 В, прямая полярность;
- 3 – 50 В, обратная полярность;
- 4 – 70 В, любая полярность;
- 5 – 70 В, прямая полярность;
- 6 – 70 В, обратная полярность;
- 7 – 90 В, любая полярность;
- 8 – 90 В, прямая полярность;
- 9 – 90 В, обратная полярность.
Заключение
Маркировка сварочных электродов и их расшифровка требуют от мастера особых навыков, так как это достаточно сложный процесс. Взглянув на маркировку, опытный сварщик сможет понять, какой металл в составе находится, и для какой сварки электрод предназначен. Общая классификация дает возможность привести все марки под единый стандарт, что облегчает распознавание. Но на практике чаще всего уже есть готовые ответы на все вопросы, чем лучше варить тот или иной металл, и мастерам не приходится каждый раз заниматься подбором нужной марки электродов.
Видео: Обозначение электродов. Тэория 1
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.

Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение

Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:

Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.

Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов

На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов – расшифровываем таинственные письмена производителя
Маркировка сварочных электродов содержит в себе всю необходимую информацию о них — начиная от завода изготовителя и заканчивая составом. Можно идеально подобрать материал для работы в определенных условиях с конкретными металлами и сплавами, всего лишь осмотрев знаки, нанесенные на упаковку, даже не вскрывая ее.
1 Основное назначение и состав электродов
Электрод представляет собой металлический либо же неметаллический стержень, который обеспечивает доставку тока к изделию. Поэтому обязательным требованием к материалу, из которого состоят данные элементы, является хорошая электропроводность. Для их изготовления в основном используются проволоки из сплавов различной степени легированности.
Кроме того, нужные свойства достигаются за счет покрытия. Оно обеспечивает надежную защиту от газов, таких как азот и кислород, способствует стабильному горению дуги и даже удаляет все вредные примеси, которые находятся в расплавленном металле. Также именно благодаря покрытию этот металл или сплав насыщается необходимыми легирующими элементами.

В общем, для того чтобы достичь всех вышеуказанных свойств, покрытие должно иметь в своем составе следующие компоненты. Благодаря шлакообразующим веществам (каолин, марганцевая руда, мел, титановый концентрат, мрамор, кварцевый песок и т.д.) осуществляется надежная защита от негативного воздействия азота и кислорода, которые могут привести к окислению. А чтобы удалить из уже расплавленного металла кислород, необходимы ферросплавы титана, марганца, алюминия и кремния, которые относятся к группе раскисляющих веществ.

Защитную газовую среду создают специальные газообразующие компоненты, к ним относятся древесная мука и декстрин. Для того чтобы шов имел достойные характеристики (износостойкость, не был подвластен коррозии и т.д.), понадобятся и специальные легирующие добавки. Их очень много, перечислим только основные: хром, титан, никель, опять-таки марганец и ванадий. Калий с натрием и кальцием относятся к стабилизирующей группе, способствующей ионизации сварочной дуги. Чтобы все компоненты покрытия, а также стержень электрода были надежно связаны между собой, необходимы, соответственно, связующие вещества, в основном эту роль выполняет силикатный клей.
2 Маркировка электродов и требования к ним
Итак, электроды делятся на плавящиеся и неплавящиеся. К первому типу относятся стальные, медные, чугунные и бронзовые изделия, имеющие дополнительное покрытие. Существуют также плавящиеся непокрытые элементы, но их в основном используют только в качестве проволоки для сварочных работ с применением защитных газов. Неплавящимися видами электродов являются вольфрамовые, торированные и лантанированные.
Кроме того, разделяются они и по виду покрытия. Если маркировка электродов для сварки содержит букву А, то значит, покрытие кислое, и такое изделие не рекомендуется использовать для работ со сталями, имеющими повышенное содержание углерода и серы. Что же насчет пространственного положения, так оно допускается любое, кроме вертикального, когда подносится электрод сверху вниз. К дефектам относится чрезмерное разбрызгивание и возможность образования трещин в шве.

Оснóвное покрытие обозначается буквой Б, ими так же, как и предыдущими, запрещается варить в вертикальном положении. Аналогичный запрет по способу сварки имеют и рутиловые покрытия (Р). Буква Ц соответствует целлюлозному, такие электроды отлично себя ведут в абсолютно любом положении, но их недостатками можно назвать разбрызгивание и необходимость следить, чтобы не было перегрева. Последний тип АЦ, РБ – смешанные, нашедшие свое применение для сварки трубопроводов и различных конструкций. Запрещенным для них является потолочное положение.
Разобравшись с тем, что представляют собой данные элементы и из чего состоят, стоит немного уделить внимания и требованиям, которые предъявляются к ним. Так, сварочный электрод в обязательном порядке должен обеспечивать устойчивое горение дуги, благодаря чему металл будет плавиться равномерно. Также полученный шов должен иметь заданный химический состав, который определяется в зависимости от условий эксплуатации детали и состава металла свариваемых изделий.

Производительность должна быть максимальной, а разбрызгивание, выделение угарного газа и токсических веществ, наоборот, минимальными. Необходимо чтобы шлаковая корка легко отделялась от шва. Кроме того, должны быть достигнуты требуемые механические свойства, а также износостойкость и устойчивость к столь вредной коррозии. Теперь же рассмотрим другие особенности маркировки.
3 Расшифровка маркировки электродов для сварки – получаем больше сведений
Теперь рассмотрим более конкретно, как же осуществляется расшифровка маркировки электродов для сварки. Итак, первыми символами всегда обозначается тип с указанием максимально допустимой нагрузки. Например, Э46 означает, что соединенные элементы смогут выдержать нагрузку в размере 46 кг на 1 мм2. Далее следует непосредственно марка с указанием завода-изготовителя, а за ней указываются толщина и назначение:
- если увидите букву У, это означает, что данный электрод пригоден для сварки низколегированных и углеродистых сталей;
- Л – обработка легированных конструкционных сплавов;
- если необходимо работать с теплоустойчивыми или же высоколегированными сталями, то на электродах должны быть буквенные обозначения – Т и В, соответственно;
- когда требуется наплавка слоя с особыми свойствами, этому материалу соответствует буква Н.

Маркировка, показывающая толщину покрытия, обозначается так: М – тонкое, среднее – С, затем идет толстое – Д и максимально возможное характеризуется буквой Г. Следующим указывается диаметр. В случае, когда численные обозначения отсутствуют, а есть только значок, значит, размер указан на печати. Затем идут индекс и его значение, указывающие характеристику металла, а именно его относительное удлинение, ударную вязкость и сопротивление разрыву. Более конкретно уточнить данные значения можно в ГОСТе 9467–75.
Не все электроды позволяют производить сварку в любой пространственной ориентации, и про это также можно прочитать в шифре.
Предпоследним пишется вид покрытия, о нем подробно было рассказано выше. А последние две цифры, это возможное пространственное положение электрода и рекомендуемое значение тока. 1 – электроды для сварки в любом положении, 2 позволяет работать почти как угодно, кроме «сверху вниз». Если предпоследней будет цифра 3, значит, ограничения распространяются еще и на потолочную ориентацию. Нижние швы, а также нижние в «лодочку» варятся электродами, имеющими обозначение 4.
Последняя цифра, соответствующая току, будет иметь такие значения:
Эта цифра выбирается еще и в зависимости от полярности тока: 1, 4, 7 – любая, 2, 5, 8 – прямая, и оставшиеся 3, 6, 9 – обратная.

Кроме того, на упаковку наносится еще и дополнительная маркировка, говорящая о том, что внутри находится довольно хрупкий товар, боящийся сырости. Также обязательным дополнением является наличие соответствующего документа, который свидетельствует, что товар сделан строго в соответствии с государственным стандартом. На этом расшифровку считаем законченной, это поможет читать лаконичный код и выделить максимум информации.
Маркировка электродов — Справочник сварщика
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
— «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
— «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45<D/d≤1,8.
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
«(3)» – это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Примерно в такой способ маркируются электроды. Для расшифровки обозначений электродов, предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В данном случае, достаточно руководствоваться таблицей, приведенной ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Группа индексов, указывающих на характеристики металла шва, или же наплавляемого металла. Для электродов, которые используются при сварке углеродистых и низколегированных сталей (предел прочности, при растяжении которых равен до 588 МПа).
Для сталей, у которых этот предел выше 588 МПа, характеристика металла шва электродов будет выглядеть несколько иначе:
Для теплоустойчивых сталей:
Для высоколегированных сталей (4 индекса):
Для наплавки поверхностных слоев (2 индекса):
Вид покрытия. Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Пространственные положения нумеруются по такой таблице значений:
А также, указываются международные пространственные положения в таком виде:
Характеристики сварочного тока и напряжения холостого хода определяются по следующей таблице:
Вот, собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На практике, достаточно знать несколько значений для того чтобы понять, какой именно электрод подходит для тех или иных видов сварочных работ.
HELLA E Marks — Расшифровка символов ECE
Ключ для расшифровки комбинаций цифр и букв на габаритных и сигнальных огнях.
| Наиболее часто используемые коды 37, которые одобряют фары и комбинированные задние фонари в соответствии с правилами ЕЭК, следующие: | Варианты комбинированных задних фонарей: | |||
| E1 | »Германия | А | »Фонарь габаритный | |
| E2 | »Франция | AR | »Фонарь заднего хода | |
| E3 | »Италия | Факс | »Фонарь противотуманный задний | |
| E4 | »Нидерланды | la | »Рефлектор | |
| E5 | »Швеция | р | »Фонарь задний | |
| E6 | »Бельгия | S1 | »Стоп-сигнал | |
| E7 | »Венгрия | 1, 1a, 1b: | »Фонарь указателя поворота передний (различные технические исполнения) | |
| E8 | »Чехия | 2a | »Фонарь указателя поворота задний | |
| E9 | »Испания | 5 | »Повторитель указателя поворота (для автомобилей длиной до 6 метров) | |
| E10 | »Сербия и Черногория | 6 | »Повторитель проблескового маячка (для автомобилей длиной более 6 метров) | |
| E11 | »Великобритания | SM1 | »Боковые габаритные фонари (для всех автомобилей) | |
| E12 | »Австрия | SM2 | »Боковые габаритные фонари (для автомобилей длиной до 6 метров) | |
| E13 | »Люксембург | RL | »Дневные ходовые огни | |
| E14 | »Швейцария | |||
| E24 | »Ирландия | |||
Расположение символа и маркировки на маркере и сигнальной лампе
| R-S1 | |
| Исполнение лампы: R = задний фонарь S1 = стоп-сигнал | |
| 02 | |
| Исполнение лампы: соответствует поправкам 02 | |
| E4 | |
Тип сертификата и местонахождение: | |
| 11391 | |
| Номер типового испытания согласно постановлению ЕЭК |

Классификация электродов MMA
Некоторые удилища работают лучше всего при использовании вниз. Некоторые также хорошо работают вне положение т.е. вертикально вверх, над головой, вертикально вниз, горизонтально. В Классификация AWS (например, E6013 или E7018) на самом деле не подходит для этого, стандарт ISO делает. Эта страница расшифровывает классификацию, используемую для более распространенные типы стержней.
Стандарт AWS
Стержнишироко известны под названием AWS (Американское сварочное общество), поэтому это полезный стандарт для декодирования.Мы будем использовать стержни E7018 в качестве пример:
E | ЭлектродE означает, что электрод предназначен для сварки MMA и имеет флюсовое покрытие. | |||||||||||||||||||||||||||||||||
70 | Предел прочности при растяжении (тыс. Фунтов на кв. Дюйм)Минимальный предел прочности на разрыв, измеряемый в килофунтах (силах) на квадратный метр. дюйм.В нашем примере 70ksi будет 70000 фунтов на квадратный дюйм (сила) на квадратный дюйм, или 480 Н / мм 2 . | |||||||||||||||||||||||||||||||||
1 | Сварочные позиции
| |||||||||||||||||||||||||||||||||
8 | Покрытие флюсом и токОбратите внимание, что последние 2 цифры используются вместе для описания флюсового покрытия.
Если второе последнее число (обозначающее позицию сварки — 2), классификация немного меняется.Из последних 2 цифр:
|
1SO 2560 Стандарт
Европейская система кодирования недавно была изменена и теперь является международной Стандарт 1SO 2560, который в основном совпадает с EN499.
Стандарт ISO дает вам больше информации, особенно последние две цифры обозначающие рабочие характеристики. Но с языка не скатывается довольно легко, как классификация AWS.
В стандарте ISO E7018 стержни известны как E46. 4 В 32 Н5
E | ЭлектродE означает, что электрод предназначен для сварки MMA и имеет флюсовое покрытие. | ||||||||||||||||||||||||||||||||||||||||
46 | Предел текучести (в Н / мм 2 )Умножьте это число на 10, чтобы получить минимальный предел текучести в Н / мм 2 . В нашем примере 46 будет представлять минимальный предел текучести. 460Н / мм 2 Это не является прямым эквивалентом прочности на разрыв в AWS. стандарт.Предел текучести — это когда металл начинает пластически деформироваться. (когда он не возвращается в исходную форму после того, как нагрузка выпущенный). Прочность на растяжение — это когда металл ломается.
| ||||||||||||||||||||||||||||||||||||||||
4 | Минимальная температура удара при 46 ДжЭто температура, при которой сварочный материал становится хрупкий.
Итак, 6 представляет -60 градусов Цельсия. | ||||||||||||||||||||||||||||||||||||||||
Химический составЗдесь есть дополнительное поле для некоторых специальных удилищ и представляет собой процентное содержание марганца (Mn), никеля (Ni) и молибдена. (Мо) в присадочном металле.
1NiMo может использоваться для некоторых марок Weldox с более низкой прочностью. В противном случае эти легированные марки обычно используются для сварки низкоуглеродистой стали. это было «улучшено» для таких приложений, как оффшорные работай. | |||||||||||||||||||||||||||||||||||||||||
Б | Покрытие стержня из флюса
| ||||||||||||||||||||||||||||||||||||||||
3 | Тип тока и восстановление«Восстановление» — это вес наплавленного металла шва относительно к весу жилы провода.Более 100% означает, что сварной шов будет весить больше веса жилы провода. Другими словами, покрытие содержит железный порошок (или в некоторых стержнях другие сплавы).
| ||||||||||||||||||||||||||||||||||||||||
2 | Сварочные позиции
| ||||||||||||||||||||||||||||||||||||||||
H5 | Содержание водородаДополнительная информация в конце (используется в стержнях с низким содержанием водорода) дает Содержание водорода в мл / 100 г.
| ||||||||||||||||||||||||||||||||||||||||
Прикладное глубокое обучение — Часть 3: Автоэнкодеры | Арден Дертат
Добро пожаловать в третью часть серии «Прикладное глубокое обучение». Часть 1 представляла собой практическое введение в искусственные нейронные сети, охватывающее как теорию, так и приложения, с большим количеством примеров кода и визуализацией. В части 2 мы применили глубокое обучение к реальным наборам данных, рассмотрев 3 наиболее часто встречающиеся проблемы в качестве тематических исследований: двоичная классификация, мультиклассовая классификация и регрессия.
Теперь мы начнем погружаться в конкретные архитектуры глубокого обучения, начиная с самого простого: автоэнкодеров.
- Введение
- Архитектура
- Реализация
- Автоэнкодеры с шумоподавлением
- Разреженные автоэнкодеры
- Примеры использования
- Заключение
Код для этой статьи доступен здесь в виде ноутбука Jupyter, попробуйте его сами. .
Автоэнкодеры — это особый тип нейронных сетей с прямой связью, в которых вход совпадает с выходом. Они сжимают ввод в код меньшей размерности , а затем реконструируют вывод из этого представления.Код представляет собой компактное «резюме» или «сжатие» ввода, также называемое представлением в скрытом пространстве .
Автоэнкодер состоит из 3 компонентов: кодировщика, кода и декодера. Кодер сжимает ввод и создает код, затем декодер восстанавливает ввод только с использованием этого кода.
Чтобы построить автокодировщик, нам нужны 3 вещи: метод кодирования, метод декодирования и функция потерь для сравнения вывода с целью. Мы рассмотрим их в следующем разделе.
Автоэнкодеры — это, в основном, алгоритм уменьшения (или сжатия) размерности с парой важных свойств:
- Специфичные для данных: Автоэнкодеры могут только осмысленно сжимать данные, аналогичные тем, на которых они были обучены. Поскольку они изучают особенности, специфичные для данных обучающих данных, они отличаются от стандартного алгоритма сжатия данных, такого как gzip. Поэтому мы не можем ожидать, что автокодер, обученный рукописным цифрам, сжимает альбомные фотографии.
- Lossy: Выход автокодировщика не будет точно таким же, как вход, это будет близкое, но ухудшенное представление.Если вам нужно сжатие без потерь, они не подходят.
- Без учителя: чтобы обучить автоэнкодер, нам не нужно делать ничего особенного, просто передайте ему необработанные входные данные. Автоэнкодеры считаются методом неконтролируемого обучения , поскольку для обучения им не нужны явные ярлыки. Но если быть более точным, это самоуправляемый , потому что они генерируют свои собственные метки из обучающих данных.
Давайте рассмотрим детали кодировщика, кода и декодера.И кодер, и декодер представляют собой полностью связанные нейронные сети с прямой связью, по сути, это ИНС, которые мы рассмотрели в Части 1. Код — это единственный уровень ИНС с выбранной нами размерностью. Количество узлов на уровне кода (размер кода) — это гиперпараметр , который мы установили перед обучением автокодировщика.
Это более подробная визуализация автоэнкодера. Сначала входные данные проходят через кодировщик, который представляет собой полностью подключенную ИНС, чтобы произвести код. Декодер, имеющий аналогичную структуру ИНС, затем производит вывод только с использованием кода.Цель состоит в том, чтобы получить результат, идентичный входному. Обратите внимание, что архитектура декодера является зеркальным отображением кодировщика. Это не требование, но обычно так и есть. Единственное требование — размерность входа и выхода должна быть одинаковой. Можно играть с чем угодно в середине.
Есть 4 гиперпараметра, которые нам нужно установить перед обучением автокодировщика:
- Размер кода: количество узлов на среднем уровне. Меньший размер приводит к большему сжатию.
- Количество слоев: автоэнкодер может быть сколь угодно глубоким. На рисунке выше у нас есть 2 слоя как в кодировщике, так и в декодере, без учета ввода и вывода.
- Количество узлов на уровне: архитектура автокодировщика, над которой мы работаем, называется автокодировщиком с накоплением, , поскольку слои накладываются друг на друга. Обычно сложенные автокодеры выглядят как «сэндвич». Количество узлов на уровне уменьшается с каждым последующим уровнем кодера и увеличивается обратно в декодере.Также декодер симметричен кодеру с точки зрения структуры слоев. Как отмечалось выше, в этом нет необходимости, и мы полностью контролируем эти параметры.
- Функция потерь: мы используем либо среднеквадратичную ошибку (mse) , либо бинарную кроссэнтропию . Если входные значения находятся в диапазоне [0, 1], то мы обычно используем кроссэнтропию, в противном случае мы используем среднеквадратичную ошибку. Чтобы узнать больше, посмотрите это видео.
Автоэнкодеры обучаются так же, как ИНС, с помощью обратного распространения ошибки.Ознакомьтесь с введением части 1, чтобы узнать больше о том, как обучаются нейронные сети, это напрямую относится к автоэнкодерам.
Теперь давайте реализуем автокодер для следующей архитектуры, 1 скрытый слой в кодировщике и декодере.
Мы будем использовать в качестве входных данных чрезвычайно популярный набор данных MNIST. Он содержит черно-белые изображения рукописных цифр.
Они имеют размер 28×28, и мы используем их как вектор из 784 чисел между [0, 1]. Подробности смотрите в блокноте jupyter.
Теперь мы реализуем автоэнкодер с Keras. Гиперпараметры: 128 узлов в скрытом слое, размер кода 32, двоичная кроссентропия — это функция потерь.
Это очень похоже на ИНС, над которыми мы работали, но теперь мы используем функциональный API Keras. Обратитесь к этому руководству за подробностями, но вот небольшое сравнение. Раньше мы добавляли слои с помощью последовательного API следующим образом:
model.add (Dense (16, activate = 'relu'))
model.add (Dense (8, activate = 'relu'))
С помощью функционального API мы делаем следующее:
layer_1 = Dense (16, activate = 'relu') (input)
layer_2 = Dense (8, activate = 'relu') (layer_1)
Это более многословно, но более гибкий способ определения сложных моделей.Мы можем легко взять части нашей модели, например, только декодер, и работать с ними. Выходные данные метода Dense — это вызываемый уровень, используя функциональный API, который мы предоставляем ему с входом и сохраняем выход. Выходные данные слоя становятся входными данными для следующего слоя. С последовательным API метод add неявно справился с этим за нас.
Обратите внимание, что все уровни используют функцию активации relu , поскольку это стандарт для глубоких нейронных сетей.Последний уровень использует активацию сигмоида , потому что нам нужно, чтобы выходы находились между [0, 1]. Вход также находится в том же диапазоне.
Также обратите внимание на вызов функции fit, ранее с ИНС мы использовали:
model.fit (x_train, y_train)
Но теперь мы делаем:
model.fit (x_train, x_train)
Помните, что цели автокодировщика такие же, как и вход. Вот почему мы предоставляем данные обучения в качестве цели.
Визуализация
Теперь давайте визуализируем, насколько хорошо наш автоэнкодер восстанавливает свои входные данные.
Мы запускаем автокодировщик на тестовом наборе, просто используя функцию прогнозирования Keras. Для каждого изображения в тестовом наборе мы получаем результат автокодировщика. Мы ожидаем, что вывод будет очень похож на ввод.
Они действительно очень похожи, но не совсем одинаковы. Более отчетливо это видно по последней цифре «4». Поскольку это была простая задача, наш автоэнкодер справился довольно хорошо.
Совет
Мы полностью контролируем архитектуру автоэнкодера. Мы можем сделать его очень мощным, увеличив количество слоев, узлов на слой и, что наиболее важно, размер кода. Увеличение этих гиперпараметров позволит автоэнкодеру изучать более сложные кодировки. Но мы должны быть осторожны, чтобы не сделать его слишком мощным. В противном случае автоэнкодер просто научится копировать свои входные данные в выходные, не изучая какого-либо значимого представления. Он просто имитирует функцию идентификации.Автоэнкодер будет идеально реконструировать данные обучения, но он будет соответствовать выше без возможности обобщения на новые экземпляры, чего мы не хотим.
Вот почему мы предпочитаем архитектуру «Sandwitch» и намеренно сохраняем небольшой размер кода. Поскольку уровень кодирования имеет более низкую размерность, чем входные данные, автокодер называется неполным . Он не сможет напрямую копировать свои входные данные в выход и будет вынужден изучать интеллектуальные функции.Если входные данные имеют шаблон, например цифра «1» обычно содержит несколько прямую линию, а цифра «0» круговая, он узнает этот факт и закодирует его в более компактной форме. Если входные данные были полностью случайными без какой-либо внутренней корреляции или зависимости, то неполный автокодировщик не сможет полностью восстановить их. Но, к счастью, в реальном мире существует много зависимостей.
Сохранение небольшого размера слоя кода заставило наш автоэнкодер изучить интеллектуальное представление данных.Есть еще один способ заставить автокодировщик изучать полезные функции, который добавляет случайный шум к его входам и заставляет его восстанавливать исходные данные без шума. Таким образом, автоэнкодер не может просто скопировать ввод на свой вывод, потому что ввод также содержит случайный шум. Мы просим его вычесть шум и произвести основные значимые данные. Это называется автокодировщиком шумоподавления .
Верхняя строка содержит исходные изображения. Мы добавляем к ним случайный гауссов шум, и зашумленные данные становятся входными данными для автокодировщика.Автоэнкодер вообще не видит исходное изображение. Но тогда мы ожидаем, что автоэнкодер восстановит исходное изображение без шума.
Есть только одно небольшое отличие между реализацией шумоподавляющего автокодера и обычной. Архитектура вообще не меняется, только функция подгонки. Мы обучили обычный автоэнкодер следующим образом:
autoencoder.fit (x_train, x_train)
Автоэнкодер с шумоподавлением обучается как:
autoencoder.fit (x_train_noisy, x_train)
Все просто, все остальное точно так же. На вход автоэнкодера поступает изображение с шумами, а ожидаемая цель — исходное изображение без шума.
Визуализация
Теперь давайте визуализируем, можем ли мы восстановить изображения без шума.
Выглядит неплохо. Нижняя строка — это выходные данные автоэнкодера. Мы можем добиться большего, используя более сложную архитектуру автокодировщика, например сверточные автокодеры .Мы рассмотрим свертки в следующей статье.
Мы представили два способа заставить автокодировщик изучать полезные функции: сохранение небольшого размера кода и шумоподавление автокодировщиков. Третий метод использует регуляризацию . Мы можем упорядочить автоэнкодер, используя ограничение разреженности , так что только часть узлов будет иметь ненулевые значения, называемые активными узлами.
В частности, мы добавляем штрафной член к функции потерь, так что только часть узлов становится активной.Это заставляет автоэнкодер представлять каждый вход как комбинацию небольшого количества узлов и требует, чтобы он обнаружил интересную структуру в данных. Этот метод работает даже при большом размере кода, поскольку только небольшое подмножество узлов будет активным в любой момент.
Это довольно легко сделать в Keras с одним параметром. Напоминаем, что ранее мы создавали слой кода следующим образом:
code = Dense (code_size, activate = 'relu') (input_img)
Теперь мы добавляем еще один параметр под названием activity_regularizer , указав степень регуляризации.Обычно это значение в диапазоне [0,001, 0,000001]. Здесь мы выбрали 10e-6.
code = Dense (code_size, activation = 'relu', activity_regularizer = l1 (10e-6)) (input_img)
Окончательная потеря разреженной модели на 0,01 выше стандартной из-за добавленного члена регуляризации.
Давайте продемонстрируем, что кодировки, генерируемые регуляризованной моделью, действительно редки. Если мы посмотрим на гистограмму кодовых значений для изображений в тестовом наборе, то распределение будет следующим:
Среднее значение для стандартной модели равно 6.6, но для регуляризованной модели это 0,8, довольно большое снижение. Мы видим, что большая часть кодовых значений в регуляризованной модели действительно равна 0, что мы и хотели. Дисперсия регуляризованной модели также довольно низкая.
Теперь мы можем задать следующие вопросы. Насколько хорошо автоэнкодеры сжимают входные данные? И являются ли они широко используемыми методами глубокого обучения?
К сожалению, автокодеры не так широко используются в реальных приложениях. В качестве метода сжатия они не работают лучше, чем его альтернативы, например, jpeg сжимает фотографии лучше, чем автоэнкодер.А тот факт, что автокодеры ориентированы на данные, делает их непрактичными в качестве общей техники. У них есть 3 общих варианта использования:
- Шумоподавление данных: мы видели пример этого на изображениях.
- Уменьшение размерности: визуализация данных большой размерности является сложной задачей. t-SNE — наиболее часто используемый метод, но он борется с большим количеством измерений (обычно выше 32). Таким образом, автокодеры используются в качестве этапа предварительной обработки для уменьшения размерности, и это сжатое представление используется t-SNE для визуализации данных в 2D-пространстве.Хорошие статьи о t-SNE можно найти здесь и здесь.
- Вариационные автоэнкодеры (VAE): это более современный и сложный вариант использования автоэнкодеров, и мы рассмотрим их в другой статье. Но вкратце: VAE изучает параметры распределения вероятностей, моделирующих входные данные, вместо того, чтобы изучать произвольную функцию в случае обычных автокодировщиков. Выбирая точки из этого распределения, мы также можем использовать VAE в качестве генеративной модели. Вот хорошая ссылка.
Автоэнкодеры — очень полезный метод уменьшения размерности.Они очень популярны в качестве учебных материалов на вводных курсах глубокого обучения, скорее всего, из-за своей простоты. В этой статье мы рассмотрели их подробно, и я надеюсь, вам понравилось.
Полный код этой статьи доступен здесь, если вы хотите взломать его самостоятельно. Если у вас есть какие-либо отзывы, напишите мне в Twitter.
.Декодирование штрих-кода, мобильный Android-декодер, встроенная разработка
2DTG Barcode Team специализируется на разработке программного обеспечения для распознавания изображений для широкого спектра приложений с 1992 года. Начав разработку программного обеспечения для считывания и генерации штрих-кода в 1999 году, 2DTG представила свой первый коммерческий штрих-код декодер (и кодировщик штрих-кода) — Data Matrix — выходит на рынок в 2002 году.
С тех пор мы разработали программное обеспечение для считывания штрих-кодов для всех основных одномерных и двухмерных штрих-кодов и каждый год продолжаем расширять наш ассортимент программного обеспечения для декодирования новыми символами.
Платформы и операционные системы
Все библиотеки 2DTG IcEveryCode ™ совместимы с приложениями, разработанными под Windows (XP-10/32 и 64), Linux 32/64, Android 4.x и выше, Windows CE 5.0, Windows Embedded Handheld 6.5, Windows Mobile 6.5 .
Программное обеспечение предлагается как в виде динамических, так и статических библиотек декодирования, которые разработчики могут встраивать в свои приложения во время компиляции и компоновки.
IcEveryCode ™ программные продукты для декодирования разработаны с учетом потребностей разработчиков программного обеспечения.Библиотеки, предоставляемые для всех платформ, не зависят от способа получения изображения, потому что программа обрабатывает двумерные массивы данных, в которых яркость пикселей представлена в виде растрового изображения. Для считывания растровых изображений в память компьютера можно использовать широкий спектр устройств: офисные сканеры, цифровые фотоаппараты, веб-камеры и другие устройства для оцифровки изображений. Изображения также можно загружать из файлов. Сканирование и запись в память выполняется программным обеспечением пользователя — тогда IcEveryCode ™ распознает и декодирует штрих-коды на отсканированном изображении.
Для промышленных приложений, где используются специализированные считыватели / сканеры штрих-кодов, 2DTG предоставляет услуги по разработке встроенных программ для переноса своего программного обеспечения на несколько аппаратных платформ. Быстрый рост технологий прямой маркировки деталей привел к значительному росту этого рынка за последние несколько лет. К настоящему времени 2DTG портировала свое программное обеспечение для декодирования штрих-кодов на несколько десятков встроенных приложений.
Варианты доставки и активация
Пакет поставкиорганизован как Developer Tool Kit и включает:
- Библиотека динамического или статического декодирования штрих-кода
- Руководство пользователя
- Декодер / считыватель штрих-кода — ДЕМО-приложение (включая исходные коды), созданное на C #, Borland C ++ Builder и / или MSVS 2015)
- Модуль лицензирования для динамических библиотек (Windows 64) или ключ USB-ключа (HASP® HL PRO от SafeNet, Inc.) (Windows 32/64, Linux 32/64)
Активация продукта может быть произведена онлайн или (вручную) на нашем WEB-сайте во время установки, либо по электронной почте, телефону, факсу, следуя указаниям инструкции по активации во время первого запуска программы.
Сетевое лицензирование (NetFloat) также доступно для снижения общих затрат на лицензирование клиента и упрощения операций в сети компании.
Оценка и тестирование
Все программы для декодирования штрих-кодов доступны в пробных версиях.Они бесплатны и могут быть загружены со страниц продукта или с общей страницы загрузок. Пробные версии полностью функциональны, но их срок действия ограничен 30 днями после первого запуска.
Воспользуйтесь нашим интерактивным декодером и образцами изображений, чтобы сравнить наши библиотеки декодирования с аналогичными программами наших конкурентов.
Лицензионная политика
Клиенты, приобретающие лицензии непосредственно на этом WEB-сайте с помощью своей кредитной карты или учетной записи PayPal, не обязаны подписывать какие-либо дополнительные документы.Квитанция по электронной почте или номер заказа могут быть использованы в качестве доказательства покупки для службы технической поддержки.
Клиенты, использующие другую форму оплаты (чек, банковский перевод …), могут быть обязаны подписать лицензию на программное обеспечение и соглашение о технической поддержке до доставки продукта (все лицензиаты должны предоставить проверяемый физический адрес).
Техническая поддержка бесплатна в течение 12 месяцев после поставки продукта. Техническая поддержка сверх этих 12 месяцев является предметом дополнительного Соглашения о технической поддержке и обслуживании по выбору клиента.
Шаблоны«Соглашение о лицензии на программное обеспечение и техническая поддержка» и «Соглашение о технической поддержке и обслуживании» можно получить в нашем отделе продаж.
Неограниченные лицензии также доступны OEM-производителям для встраивания наших SDK для декодирования штрих-кодов на аппаратные или программные платформы в соответствии со специальным лицензионным соглашением.
Преимущества наших библиотек
«Отличительной чертой» наших алгоритмов декодирования является их исключительная надежность, благодаря которой наши продукты лучше всего подходят для приложений DPM (Direct Part Marking), особенно для автомобильной, аэрокосмической и медицинской промышленности.
.