
Как правильно паять SMD компоненты – список инструментов и принцип пайки
Многие задаются вопросом, как правильно паять SMD-компоненты. Но перед тем как разобраться с этой проблемой, необходимо уточнить, что же это за элементы. Surface Mounted Devices – в переводе с английского это выражение означает компоненты для поверхностного монтажа. Главным их достоинством является большая, нежели у обычных деталей, монтажная плотность. Этот аспект влияет на использование SMD-элементов в массовом производстве печатных плат, а также на их экономичность и технологичность монтажа. Обычные детали, у которых выводы проволочного типа, утратили свое широкое применение наряду с быстрорастущей популярностью SMD-компонентов.
Ошибки и основные принцип пайки
Некоторые умельцы утверждают, что паять такие элементы своими руками очень сложно и довольно неудобно. На самом деле, аналогичные работы с ТН-компонентами проводить намного труднее. И вообще эти два вида деталей применяются в различных областях электроники. Однако многие совершают определенные ошибки при пайке SMD-компонентов в домашних условиях.
 SMD-компоненты
SMD-компонентыГлавной проблемой, с которой сталкиваются любители, является выбор тонкого жала на паяльник. Это связано с существованием мнения о том, что при паянии обычным паяльником можно заляпать оловом ножки SMD-контактов. В итоге процесс паяния проходит долго и мучительно. Такое суждение нельзя считать верным, так как в этих процессах существенную роль играет капиллярный эффект, поверхностное натяжение, а также сила смачивания. Игнорирование этих дополнительных хитростей усложняет выполнение работы своими руками.

Чтобы правильно паять SMD-компоненты, необходимо придерживаться определенных действий. Для начала прикладывают жало паяльника к ножкам взятого элемента. Вследствие этого начинает расти температура и плавиться олово, которое в итоге полностью обтекает ножку данного компонента. Этот процесс называется силой смачивания. В это же мгновение происходит затекание олова под ножку, что объясняется капиллярным эффектом. Вместе со смачиванием ножки происходит аналогичное действие на самой плате. В итоге получается равномерно залитая связка платы с ножками.
Контакта припоя с соседними ножками не происходит из-за того, что начинает действовать сила натяжения, формирующая отдельные капли олова. Очевидно, что описанные процессы протекают сами по себе, лишь с небольшим участием паяльщика, который только разогревает паяльником ножки детали. При работе с очень маленькими элементами возможно их прилипание к жалу паяльника. Чтобы этого не произошло, обе стороны припаивают по отдельности.
Пайка в заводских условиях
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки. Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс. Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
 Заводская пайка SMD-деталей
Заводская пайка SMD-деталейДалее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты. Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется. Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
Необходимые материалы и инструменты
Для того чтобы своими руками выполнять работы по впаиванию SMD-компонентов, понадобится наличие определенных инструментов и расходных материалов, к которым можно отнести следующие:
- паяльник для пайки SMD-контактов;
- пинцет и бокорезы;
- шило или игла с острым концом;
- припой;
- увеличительное стекло или лупа, которые необходимы при работе с очень мелкими деталями;
- нейтральный жидкий флюс безотмывочного типа;
- при отсутствии последнего материала можно обойтись спиртовым раствором канифоли;
- для удобства паяния мастера пользуются специальным паяльным феном.
 Пинцет для установки и снятия SMD-компонентов
Пинцет для установки и снятия SMD-компонентовИспользование флюса просто необходимо, и он должен быть жидким. В таком состоянии этот материал обезжиривает рабочую поверхность, а также убирает образовавшиеся окислы на паяемом металле. В результате этого на припое появляется оптимальная сила смачивания, и капля для пайки лучше сохраняет свою форму, что облегчает весь процесс работы и исключает образование «соплей». Использование спиртового раствора канифоли не позволит добиться значимого результата, да и образовавшийся белый налет вряд ли удастся убрать.
 Припой для пайки
Припой для пайкиОчень важен выбор паяльника. Лучше всего подходит такой инструмент, у которого возможна регулировка температуры. Это позволяет не переживать за возможность повреждения деталей перегревом, но этот нюанс не касается моментов, когда требуется выпаивать SMD-компоненты. Любая паяемая деталь способна выдерживать температуру около 250–300 °С, что обеспечивает регулируемый паяльник. При отсутствии такого устройства можно воспользоваться аналогичным инструментом мощностью от 20 до 30 Вт, рассчитанным на напряжение 12–36 В.
Использование паяльника на 220 В приведет к не лучшим последствиям. Это связано с высокой температурой нагрева его жала, под действием которой жидкий флюс быстро улетучивается и не позволяет эффективно смачивать детали припоем.
Специалисты не советуют пользоваться паяльником с конусным жалом, так как припой трудно наносить на детали и тратится уйма времени. Наиболее эффективным считается жало под названием «Микроволна». Очевидным его преимуществом является небольшое отверстие на срезе для более удобного захвата припоя в нужном количестве. Еще с таким жалом на паяльнике удобно собирать излишки пайки.
 Жало для паяльника «Микроволна»
Жало для паяльника «Микроволна»Использовать припой можно любой, но лучше применять тонкую проволочку, с помощью которой комфортно дозировать количество используемого материала. Паяемая деталь при помощи такой проволочки будет лучше обработана за счет более удобного доступа к ней.
Как паять SMD-компоненты?
Порядок работ
Процесс пайки при тщательном подходе к теории и получении определенного опыта не является сложным. Итак, можно всю процедуру разделить на несколько пунктов:
- Необходимо поместить SMD-компоненты на специальные контактные площадки, расположенные на плате.
- Наносится жидкий флюс на ножки детали и нагревается компонент при помощи жала паяльника.
- Под действием температуры происходит заливание контактных площадок и самих ножек детали.
- После заливки отводится паяльник и дается время на остывание компонента. Когда припой остыл — работа выполнена.
 Процесс пайки SMD-компонентов
Процесс пайки SMD-компонентовПри выполнении аналогичных действий с микросхемой процесс пайки немного отличается от вышеприведенного. Технология будет выглядеть следующим образом:
- Ножки SMD-компонентов устанавливаются точно на свои контактные места.
- В местах контактных площадок выполняется смачивание флюсом.
- Для точного попадания детали на посадочное место необходимо сначала припаять одну ее крайнюю ножку, после чего компонент легко выставляется.
- Дальнейшая пайка выполняется с предельной аккуратностью, и припой наносится на все ножки. Излишки припоя устраняются жалом паяльника.
 Паяльник с острым жалом 24 В.
Паяльник с острым жалом 24 В.Как паять при помощи фена?
При таком способе пайки необходимо смазать посадочные места специальной пастой. Затем на контактную площадку укладывается необходимая деталь — помимо компонентов это могут быть резисторы, транзисторы, конденсаторы и т. д. Для удобства можно воспользоваться пинцетом. После этого деталь нагревается горячим воздухом, подаваемым из фена, температурой около 250º C. Как и в предыдущих примерах пайки, флюс под действием температуры испаряется и плавится припой, тем самым заливая контактные дорожки и ножки деталей. Затем отводится фен, и плата начинает остывать. При полном остывании можно считать пайку оконченной.
 Фен для паяния мелких деталей
Фен для паяния мелких деталейПайка SMD деталей в домашних условиях
Монтажу таких деталей посвящено немало статей в Интернете и в печатных изданиях, в своей статье про выбор главного инструмента я уже писал немного по этой теме. Сейчас хочу ее дополнить.
Надеюсь мой опус будет полезен для начинающих и для тех, кто пока с такими компонентами дела не имел.
Выход статьи приурочен к выпуску первого датагорского конструктора, где таких элементов 4 шт., а собственно процессор PCM2702 имеет супер-мелкие ноги. Поставляемая в комплекте печатная плата имеет паяльную маску, что облегчает пайку, однако не отменяет требований к аккуратности, отсутствию перегрева и статики.
Инструменты и материалы
Несколько слов про необходимые для этой цели инструменты и расходные материалы. Прежде всего это пинцет, острая иголка или шило, кусачки, припой, очень полезен бывает шприц с достаточно толстой иголкой для нанесения флюса. Поскольку сами детали очень мелкие, то обойтись без увеличительного стекла тоже бывает очень проблематично. Еще потребуется флюс жидкий, желательно нейтральный безотмывочный. На крайний случай подойдет и спиртовой раствор канифоли, но лучше все же воспользоваться специализированным флюсом, благо выбор их сейчас в продаже довольно широкий.В любительских условиях удобнее всего такие детали паять при помощи специального паяльного фена или по другому — термовоздушной паяльной станцией. Выбор их сейчас в продаже довольно велик и цены, благодаря нашим китайским друзьям, тоже очень демократичные и доступны большинству радиолюбителей. Вот например такой образчик китайского производства с непроизносимым названием. Я такой станцией пользуюсь уже третий год. Пока полет нормальный.
Ну и конечно же, понадобится паяльник с тонким жалом. Лучше если это жало будет выполнено по технологии «Микроволна» разработанной немецкой фирмой Ersa. Оно отличается от обычного жала тем, что имеет небольшое углубление в котором скапливается капелька припоя. Такое жало делает меньше залипов при пайке близко расположенных выводов и дорожек. Настоятельно рекомендую найти и воспользоваться. Но если нет такого чудо-жала, то подойдет паяльник с обычным тонким наконечником.
В заводских условиях пайка SMD деталей производится групповым методом при помощи паяльной пасты. На подготовленную печатную плату на контактные площадки наносится тонкий слой специальной паяльной пасты. Делается это как правило методом шелкографии. Паяльная паста представляет собой мелкий порошок из припоя, перемешанный с флюсом. По консистенции он напоминает зубную пасту.
После нанесения паяльной пасты, робот раскладывает в нужные места необходимые элементы. Паяльная паста достаточно липкая, чтобы удержать детали. Потом плату загружают в печку и нагревают до температуры чуть выше температуры плавления припоя. Флюс испаряется, припой расплавляется и детали оказываются припаянными на свое место. Остается только дождаться охлаждения платы.
Вот эту технологию можно попробовать повторить в домашних условиях. Такую паяльную пасту можно приобрести в фирмах, занимающихся ремонтом сотовых телефонов. В магазинах торгующих радиодеталями, она тоже сейчас как правило есть в ассортименте, наряду с обычным припоем. В качестве дозатора для пасты я воспользовался тонкой иглой. Конечно это не так аккуратно, как делает к примеру фирма Asus когда изготовляет свои материнские платы, но тут уж как смог. Будет лучше, если эту паяльную пасту набрать в шприц и через иглу аккуратно выдавливать на контактные площадки. На фото видно, что я несколько переборщил плюхнув слишком много пасты, особенно слева.
Посмотрим, что из этого получится. На смазанные пастой контактные площадки укладываем детали. В данном случае это резисторы и конденсаторы. Вот тут пригодится тонкий пинцет. Удобнее, на мой взгляд, пользоваться пинцетом с загнутыми ножками.
Вместо пинцета некоторые пользуются зубочисткой, кончик которой для липкости чуть намазан флюсом. Тут полная свобода — кому как удобнее.
После того как детали заняли свое положение, можно начинать нагрев горячим воздухом. Температура плавления припоя (Sn 63%, Pb 35%, Ag 2%) составляет 178с*. Температуру горячего воздуха я выставил в 250с* и с расстояния в десяток сантиметров начинаю прогревать плату, постепенно опуская наконечник фена все ниже. Осторожнее с напором воздуха — если он будет очень сильным, то он просто сдует детали с платы. По мере прогрева, флюс начнет испаряться, а припой из темно-серого цвета начнет светлеть и в конце концов расплавится, растечется и станет блестящим. Примерно так как видно на следующем снимке.
После того как припой расплавился, наконечник фена медленно отводим подальше от платы, давая ей постепенно остыть. Вот что получилось у меня. По большим капелькам припоя у торцов элементов видно где я положил пасты слишком много, а где пожадничал.
Паяльная паста, вообще говоря, может оказаться достаточно дефицитной и дорогой. Если ее нет в наличии, то можно попробовать обойтись и без нее. Как это сделать рассмотрим на примере пайки микросхемы. Для начала все контактные площадки необходимо тщательно и толстым слоем облудить.
На фото, надеюсь видно, что припой на контактных площадках лежит такой невысокой горочкой. Главное чтобы он был распределен равномерно и его количество на всех площадках было одинаково. После этого все контактные площадки смачиваем флюсом и даем некоторое время подсохнуть, чтобы он стал более густым и липким и детали к нему прилипали. Аккуратно помещаем микросхему на предназначенное ей место. Тщательно совмещаем выводы микросхемы с контактными площадками.
Рядом с микросхемой я поместил несколько пассивных компонентов керамические и электролитический конденсаторы. Чтобы детали не сдувались напором воздуха нагревать начинаем свысока. Торопиться здесь не надо. Если большую сдуть достаточно сложно, то мелкие резисторы и конденсаторы запросто разлетаются кто куда.
Вот что получилось в результате. На фото видно, что конденсаторы припаялись как положено, а вот некоторые ножки микросхемы (24, 25 и 22 например) висят в воздухе. Проблема может быть или в неравномерном нанесении припоя на контактные площадки или в недостаточном количестве или качестве флюса. Исправить положение можно обычным паяльником с тонким жалом, аккуратно пропаяв подозрительные ножки. Чтобы заметить такие дефекты пайки необходимо увеличительное стекло.
Паяльная станция с горячим воздухом — это хорошо, скажете вы, но как быть тем, у кого ее нет, а есть только паяльник? При должной степени аккуратности SMD элементы можно припаивать и обычным паяльником. Чтобы проиллюстрировать эту возможность припаяем резисторы и пару микросхем без помощи фена одним только паяльником. Начнем с резистора. На предварительно облуженные и смоченные флюсом контактные площадки устанавливаем резистор. Чтобы он при пайке не сдвинулся с места и не прилип к жалу паяльника, его необходимо в момент пайки прижать к плате иголкой.
Потом достаточно прикоснуться жалом паяльника к торцу детали и контактной площадке и деталь с одной стороны окажется припаянной. С другой стороны припаиваем аналогично. Припоя на жале паяльника должно быть минимальное количество, иначе может получиться залипуха.
Вот что у меня получилось с пайкой резистора.
Качество не очень, но контакт надежный. Качество страдает из за того, что трудно одной рукой фиксировать иголкой резистор, второй рукой держать паяльник, а третьей рукой фотографировать.
Транзисторы и микросхемы стабилизаторов припаиваются аналогично. Я сначала припаиваю к плате теплоотвод мощного транзистора. Тут припоя не жалею. Капелька припоя должна затечь под основание транзистора и обеспечить не только надежный электрический контакт, но и надежный тепловой контакт между основанием транзистора и платой, которая играет роль радиатора.
Во время пайки можно иголкой слегка пошевелить транзистор, чтобы убедиться что весь припой под основанием расплавился и транзистор как бы плавает на капельке припоя. К тому же лишний припой из под основания при этом выдавится наружу, улучшив тепловой контакт. Вот так выглядит припаянная микросхема интегрального стабилизатора на плате.
Теперь надо перейти к более сложной задаче — пайке микросхемы. Первым делом, опять производим точное позиционирование ее на контактных площадках. Потом слегка «прихватываем» один из крайних выводов.
После этого нужно снова проверить правильность совпадения ножек микросхемы и контактных площадок. После этого таким же образом прихватываем остальные крайние выводы.
Теперь микросхема никуда с платы не денется. Осторожно, по одной припаиваем все остальные выводы, стараясь не посадить перемычку между ножками микросхемы.
Вот тут то нам очень пригодится жало «микроволна» о котором я упоминал вначале. С его помощью можно производить пайку многовыводных микросхем, просто проводя жалом вдоль выводов. Залипов практически не бывает и на пайку одной стороны с полусотней выводов с шагом 0,5 мм уходит всего минута. Если же такого волшебного жала у вас нет, то просто старайтесь делать все как можно аккуратнее.
Что же делать, если несколько ножек микросхемы оказались залиты одной каплей припоя и устранить этот залип паяльником не удается?
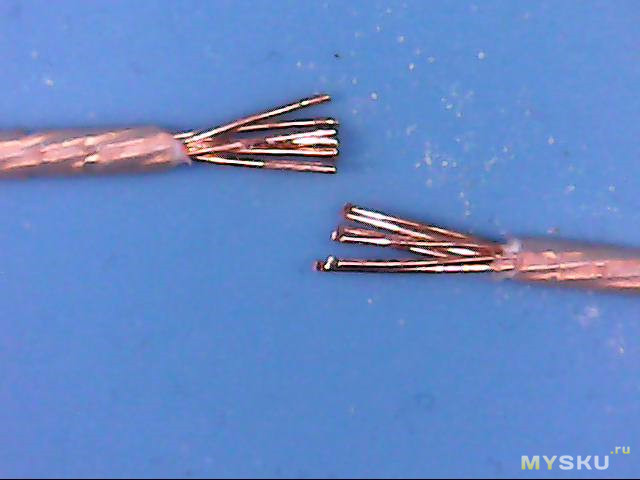
Тут на помощь придет кусочек оплетки от экранированного кабеля. Оплетку пропитываем флюсом. Затем прикладываем ее к заляпухе и нагреваем паяльником.
Оплетка как губка впитает в себя лишний припой и освободит от замыкания ножки микросхемы. Видно, что на выводах остался минимум припоя, который равномерно залил ножки микросхемы.
Надеюсь, я не утомил вас своей писаниной, и не сильно расстроил качеством фотографий и полученных результатов пайки. Может кому-нибудь этот материал окажется полезным. Удачи!
С уважением, Тимошкин Александр (TANk)
Камрад, рассмотри датагорские рекомендации
Александр (TANk)
РФ, г.Ижевск
С паяльником с детства. По этой причине попал в спецшколу, где вместо уроков труда в старших классах были уроки радиоэлектроники.Потом физфак университета. Работа технологом в цехе микроэлектроники на оборонном заводе, пока завод не развалили.
Потом преподавал всяческую физику в университете. И вот уже лет двадцать — лужу паяю, компы починяю.
Пайка SMD компонентов своими руками. Инструкция
В этой статье будет рассмотрена небольшая инструкция по пайки smd компонентов. Вы научитесь паять многоногие микросхемы, а так же познакомитесь с основными моментами и возможными трудностями, которые могут возникнуть в процессе пайки и узнаете как их избежать. В статье наглядно показано как паять SMD компоненты своими руками, а так же рассказывается о необходимом оборудовании и припоях, надеюсь надеюсь будет полезно!
С каждым днем все чаще радиолюбители используют в своем творчестве SMD детали и компоненты. Не смотря на размеры, работать с ними проще: не нужно сверить отверстия в плате, откусывать длинные вывода и т.д. Осваивать пайку SMD компонентов нужно обязательно, так как она точно пригодится.
Данный мастер-класс рассчитан не на новичков в пайке, а скорее на любителей, которые хорошо паяют но испытывают небольшие затруднения с пайкой многоногих микросхем или контроллеров.
Что понадобится для пайки SMD компонентов
А лучше всего купить готовый набор для пайки SMD компанентов, где есть все необходимые инструменты и принадлежности.
Купить набор для пайки SMD
Это минимальный набор, без дорогих паяльных станций, фенов и оловоотсосов.
Паяем SMD компоненты своими руками
Итак, начнем с самого сложного — пайка контроллера в корпусе QFP100. С чип резисторами и конденсаторами, думаю, и так все понятно. Главное правило тут: много флюса не бывает или флюсом пайку не испортишь. Избыточное нанесение флюса не дает олову обильно растекаться по контактом и замыкать их. Ещё есть второе второстепенное правило: даже мало припоя бывает много. В общем, дозировать и наносить его на жало нужно очень осторожно, чтобы не переборщить, иначе зальет все сразу.
Лужение площадки
Опытные радиолюбители не всегда выполняют подобный шаг, но на первых парах я рекомендую его сделать.
Нужно залудить плату, а именно место куда будет припаян контроллер. Конечно, площадка скорей всего залужена, особенно если плата сделана на производстве. Но со временем на контактах появляется оксидная пленка, которая может вам помешать. Нагреваем паяльник до рабочей температуры. Площадку обильно смазываем флюсом. На жало наносим немного припоя и лудим дорожки.

Лишний припой удаляем с помощью ПЩ провода. Он отлично впитывает припой благодаря эффекту капиллярности.

Устанавливаем и выравниваем контроллер
Когда площадка подготовлена, пришло время установить контроллер. Тут есть хитрость, большинство паяльщиков устанавливают микросхему и пинцетом выравнивают ее контакты по дорожкам. Но делать это очень сложно, так как даже небольшое подергивание рукой откидывает контроллер на значительное расстояние. Делать это будет гораздо проще, если смазать по диагонали уголки флюсом-пастой.

Теперь устанавливаем контроллер и корректируем пинцетом.

Как только микросхема встала — припаиваем контакты по диагонали.

Проверяем, все ли контакты попали на свои места.
Пайка SMD контактов микросхемы
Тут уже можно использовать как жидкий, так и тягучий флюс. Очень обильно наносим его на контакты.

Смачиваем каплей припоя жало, лишнее очищаем губкой.

И, аккуратно проводим по смазанным контактам.

Торопиться в этом деле не нужно.

Удаление лишнего флюса и припоя
Посте пропайки всех контактов, пришло время удалять лишний припой. Наверняка несколько контактов, да слиплись.


Очень обильно смачиваем контакты жидким флюсом. Жало паяльника полностью очищаем губкой от припоя и проходимся по слипшимся контактам. Лишний припой должен втянуться на жало. Чтобы удалить лишний флюс используйте СБС — спирто-бензиновую смесь, смешанную 1:1.
Обильно мочим.

И тщательно всё протираем!

Смотрите видео с мастер-классом:
Обязательно посмотрите видео, где наглядно видно движение паяльника и все манипуляции.
Паяльный флюс Mechanic MCN-UV80
Этот китайский паяльный флюс мне порекомендовало сразу несколько читателей, в качестве ещё одного неплохого китайского флюса. Оказался заинтригован и решил взять баночку на пробу.Трафик. Размер страницы с обзором более 40 Мб
От Mechanic’a, к слову, в продаже можно увидеть множество сопутствующих материалов для пайки и производства печатных плат. У меня также есть однокомпонентная паяльная маска, но это тема уже отдельного большого обзора. Что касается флюсов, то на лотках алиэкспресса мне в основном попадались две версии — MCN-UV80 и MCN-UV50, и как я понял, отличие их в весе.
На банке имеется цветная глянцевая наклейка с необходимой информацией и (естественно, куда же без него) — логотипом с серьёзным бородатым мужиком. На банке также есть QR-коды и защитный слой, по всей видимости для проверки подлинности продукта.
Сбоку также есть наклейка, сообщается, что флюс подходит для пайки плат, а также SMD/BGA
Ещё один QR-код на донышке банки
Внутри — аккуратно залитая субстанция тёмно-желтоватого цвета. Пахнет канифолью, чего никак не ожидал.
Подковырнул образец на кончик зубочистки — очень тягуч и очень густой. Пожалуй самый густой флюс, что мне попадался. Если попытаться взять небольшое количество флюса зубочисткой, то за ним тянутся тонкие длинные волоски — уж настолько он тягуч и липок. 
Первым делом нанёс на группу медных пятаков на макетной плате немного этого флюса и осмотрел это место через неделю — окислов в виде позеленения на медных контактах не проявилось.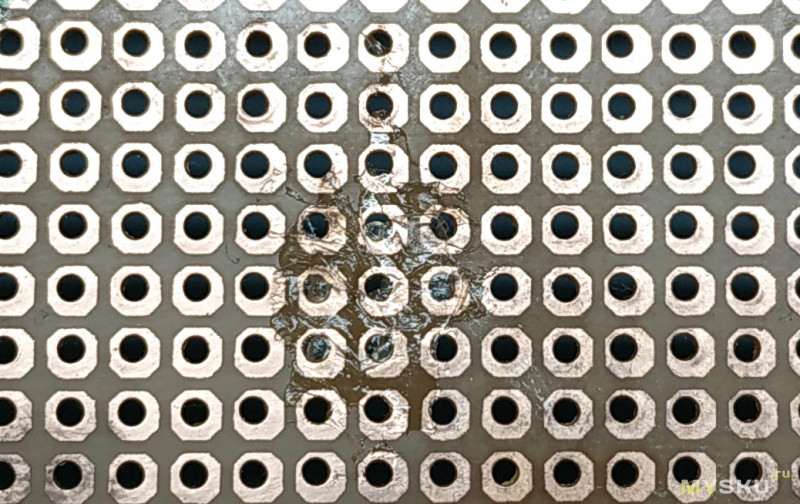
Далее следует тест на проводимость тока. Для этого у меня была заготовлена тестовая пластина с двумя разделёнными контактами. Наношу и размазываю флюс посередине этих контактов.
Замеряю сопротивление тестером — бесконечность.
Теперь прикладываю к одному из контактов нагретое жало паяльника, чтобы флюс начал плавиться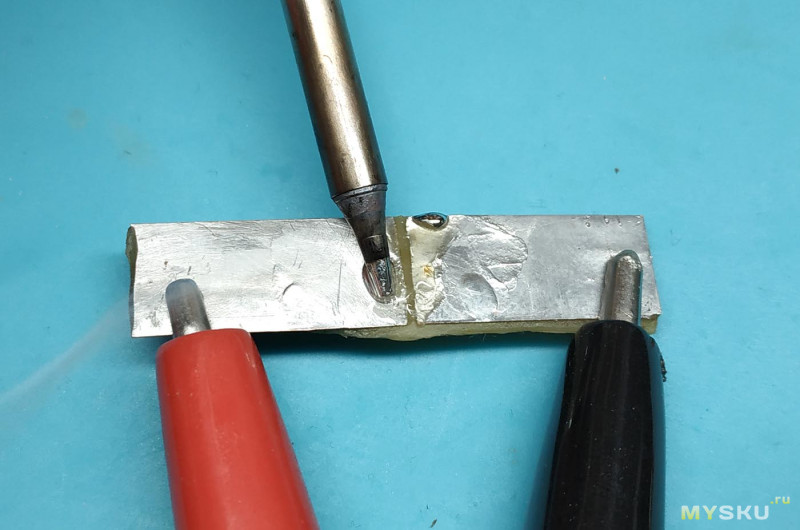
Поначалу появляется сопротивление (левая картинка), но через несколько секунд, оно быстро уходит в бесконечность (картинка справа). В прошлый раз я рассматривал флюс LAOA LA813002, — так вот он полностью провалил эту проверку и токопроводимость там сохранялась даже спустя несколько часов после остывания, что делает его совсем не пригодным для пайки SMD, т.к. затёкший под элемент флюс уже точно не отмыть. Если сравнивать Mechanic с неплохим компромиссом в виде Kingbo 218, то восстановление бесконечности после разогрева флюсов, быстрее проходит у флюса Mechanic. 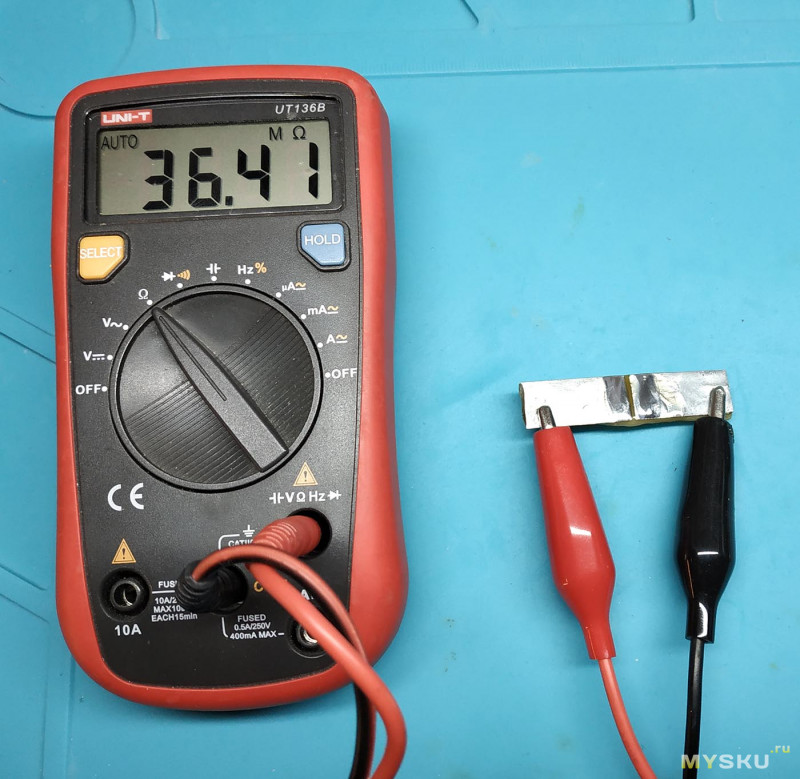


Теперь переходим, собственно, к лудящим и прочим свойствам флюса.
Лужение фрагмента стеклотекстолитовой платы
Шлаков, как видно не остаётся. Под шлаками здесь имеется ввиду различный мусор в виде гари, окалины и прочего.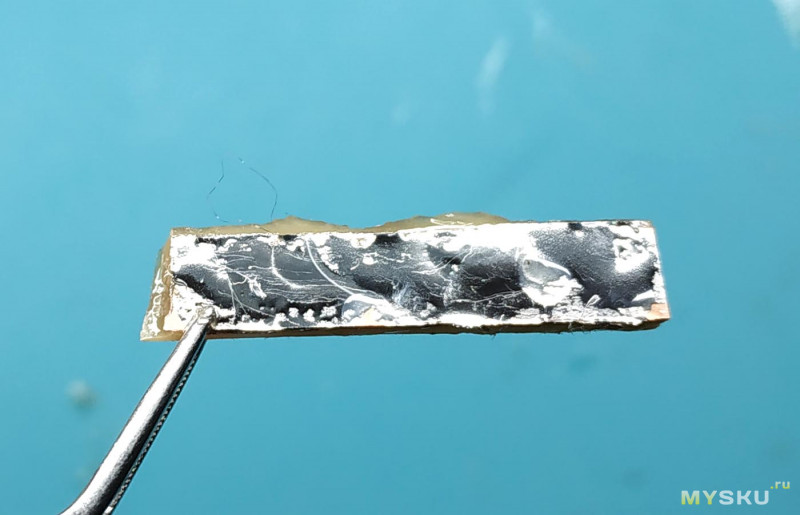
Лужение многожильного проводка
Спаивание двух многожильных проводков
Припаивание проводника витой пары к пятаку на плате
Анод батарейки, лужение
Припаивание контактной гребёнки к плате
Отмывка.
Залудил пару пятаков на плате с использованием флюса Mechanic
Стоит ещё раз напомнить, что флюс очень липкий, и остаётся таким даже после нагрева. Поэтому отмыть флюс с платы удаётся не с первого раза.
Каждый проход включает намокание смесью «спирт + бензин „Калоша“ (1:1) и 2-3 секундная протирка зубной щёткой.
Первый проход: ещё остаётся некоторое размазанное щёткой количество флюса на поверхности: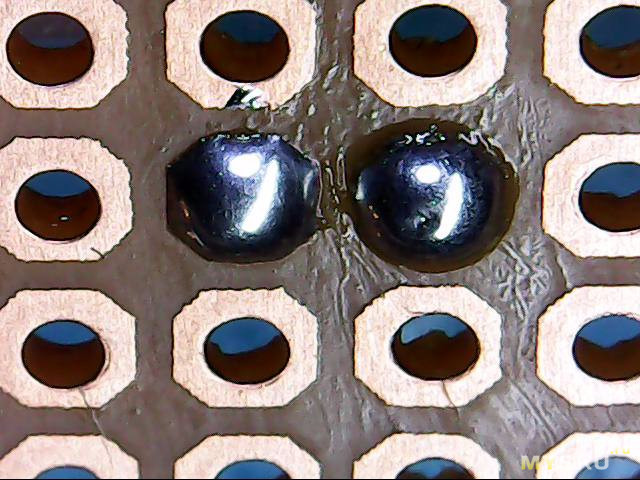
Второй проход: уже более-менее чисто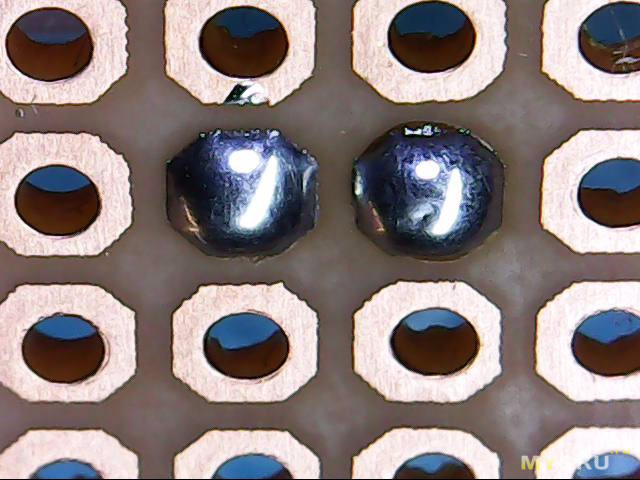
Припаивание SMD-резистора горячим воздухом.
Флюс для пайки SMD как минимум должен не кипеть, иначе элемент не усядется. В данном примере резистор припаялся нормально.
После отмывки
Лужение близко расположенных контактов
Этот пример даёт понять, не будут ли тянутся сопли припоя между соседними контактами с использованием этого флюса. Как видим, этот „побочный эффект“ здесь не проявляется
напоследок, запаяю микроконтроллер Attine13 в SMD-корпусе SOIC8. На контактную площадку предварительно нанёс небольшое количество флюса Mechanic. Вся операция заняла несколько секунд, если не считать момента разворота макетной платы.
Итоги
Физ.свойства
Густота и липкость флюса Mechanic оказалась небольшим подспорьем для других полужидких флюсов, так как флюс можно легко подковырнуть любым острым предметом, будь то спичка или зубочистка, нанести на поверхность в любой плоскости и размазать по ней. С полужидкими флюсами, что обычно находятся в шприцах с иглами, эта процедура несколько затягивается.
Реакция оголённых проводников на флюс. Раннее, как-то пару раз мне приходилось сталкиваться с такой неприятной ситуацией, когда после пайки флюсом Kingbo 218 с течением времени, если флюс не отмывать, медное покрытие на плате покрывалось зелёным налётом, то бишь происходило окисление контактов и как следствие — их медленное разрушение. Если говорить про Mechanic, то медные пятаки на макетке под ним за неделю не окислились, поэтому даже если частично флюс после отмывки и останется, то будет хотя бы понятно, что контакты не разрушатся.
Отмывка
Как и было сказано, флюс в силу своих свойств, густ, тягуч, липок. И отмывка происходит не с первого прохода. Смесь для очистки плат использую ту же — изопропиловый спирт + бензин „калоша“ в соотношении 1:1
Запах и густота дыма
Количество дыма такое же, как и припайке 218-м и 559-м, среднее. Особой разницы я здесь не заметил. Однако по запаху имеются большие отличия. Если 218-й и 559-й — это резкий, ярко выраженный химический запах, то в случае Mechanic’а запах уже не такой противный, т.е. характерного химического „аромата“ после пайки в воздухе уже не остаётся. Незначительный плюс, но дышать этим всё равно нельзя и настоятельно рекомендуется использовать вытяжку во время паяльных работ.
Токопроводимость.
Национальная беда китайских флюсов. При недолгом (несколько секунд) нагреве до 260-280гр., флюс начинает проводить ток. После остывания, сопротивление стремится к бесконечности и субстанция перестаёт проводить ток. Если говорить про такой параметр, как скорость восстановления сопротивления до бесконечности, то вперёд вырывается Mechanic. Флюс Kingbo 218 бесконечность сопротивления при остывании восстанавливает заметно дольше, это и не удивительно, поскольку, он более активный. Флюс (он же жир) от LAOA вообще провалил тест и сопротивление небольшой величины сохранял даже спустя сутки после остывания.
Чтобы активатор во флюсе полностью разложился, необходимо выдержать термопрофиль или проще говоря, „прожарить“ флюс при температуре не меньше 260гр. в течении секунд 40-60. Как я уже сказал, в спокойном состоянии флюс ток не проводит и контакты не окисляет, но если использовать его для пайки паяльником, то хорошая привычка отмывать его с платы — не будет лишней. Для BGA использовать его я бы остерёгся. Для SMD можно, но с отмывкой и если вы знаете, что элементы не будут сильно нагреваться во время работы конечного устройства.
Лудящие свойства
Я сначала паял 218-м, потом Mechanic’ом, и по скорости лужения Kingbo может чуточку оказался резвее по сравнению с Mechanic’ом, — разница совсем незначительная, и она была замечена даже не с первого раза. По качеству лужения явных различий не нашёл.
Пайка супермелочёвки типоразмера SMD.
Благо „механический“ флюс не кипит, и впридачу липкий, то SMD-компонент при пайке горячим воздухом усаживается на своё место без проблем. Впрочем, выше это было показано.
Загрязнение
Kingbo 218 после работы мог оставлять некоторое количество шлаков на рабочей поверхности, в виде чёрных хлопьев. В случае с Mechanic поверхность остаётся намного чище. Расплавленный флюс при этом приобретает темновато-жёлтый оттенок. На самом же жале паяльника небольшое количество шлаков остаётся, но они всегда концентрируются в верхней части жала. На картинке ниже жало уже очищенное, но стрелочками отметил место скапливания шлаков для понимания.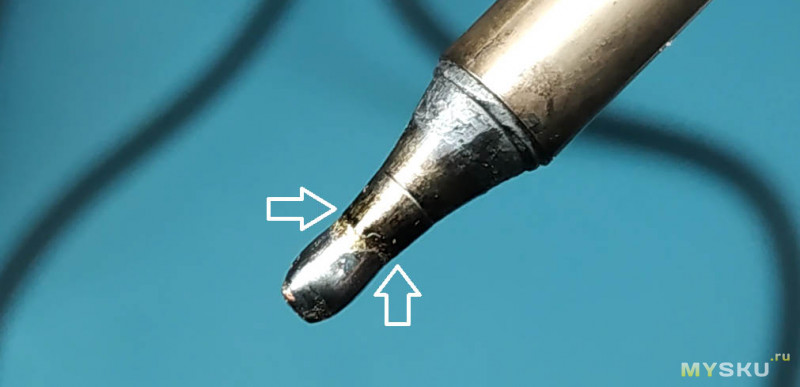
Вердикт
В глобальном понимании, Mechanic — не идеальный флюс, но из китайских я его считаю более предпочтительным выбором, чем Kingbo 218. Так что это вполне „камень в огород“ 218-го. Буду пользовать, а дальше будет видно, спасибо за наводку читателям.
Достоинства
— Не засоряет место пайки шлаками
— Хорошо залуживает поверхность
— Не кипит и не воняет
— Не окисляет медь
Недостатки
— Отмывается не с первого раза
============================================================
В комментариях спрашивали, как я спаял два проводка и те не разъёхались во время пайки.
1) Зачищаем два проводника стрипером
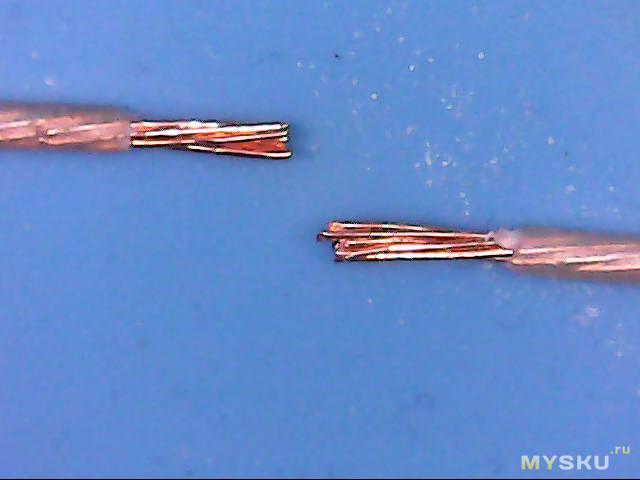
2) Слегка их распушиваем
3) Совмещаем их вот так:
4) Сдавливаем „косичку“ по окружности, затем наносим флюс и паяем

Как паять SMD элементы вручную
С каждым днем все чаще радиолюбители используют в своем творчестве СМД детали и компоненты. Не смотря на размеры, работать с ними проще: не нужно сверить отверстия в плате, откусывать длинные вывода и тп. Осваивать пайку СМД деталей нужно обязательно, так как она точно пригодится.
Данный мастер-класс рассчитан не на новичков в пайке, а скорее на любителей, которые хорошо паяют но испытывают небольшие затруднения с пайкой многоногих микросхем или конроллеров.
Понадобится
Это минимальный набор, без дорогих паяльных станций, фенов и оловоотсосов.
Паяем СМД детали своими руками
Итак, начнем с самого сложного — пайка контроллера в корпусе QFP100. С чип резисторами и конденсаторами, думаю, и так все понятно. Главное правило тут: много флюса не бывает или флюсом пайку не испортишь. Избыточное нанесение флюса не дает олову обильно растекаться по контактом и замыкать их. Ещё есть второе второстепенное правило: даже мало припоя бывает много. В общем, дозировать и наносить его на жало нужно очень осторожно, чтобы не переборщить, иначе зальет все сразу.
Лужение площадки
Опытные электроники не всегда выполняют подобный шаг, но на первых парах я рекомендую его сделать.
Нужно залудить плату, а именно место куда будет припаян контроллер. Конечно, площадка скорей всего залужена, особенно если плата сделана на производстве. Но со временем на контактах появляется оксидная пленка, которая может вам помешать.
Нагреваем паяльник до рабочей температуры. Площадку обильно смазываем флюсом. На жало наносим немного припоя и лудим дорожки.
Лишний припой удаляем с помощью ПЩ провода. Он отлично впитывает припой благодаря эффекту капиллярности.
Устанавливаем и выравниваем контроллер
Когда площадка подготовлена, пришло время установить контроллер. Тут есть хитрость, большинство паяльщиков устанавливают микросхему и пинцетом выравнивают ее контакты по дорожкам. Но делать это очень сложно, так как даже небольшое подергивание рукой откидывает контроллер на значительное расстояние.
Делать это будет гораздо проще, если смазать по диагонали уголки флюсом-пастой.
Теперь устанавливаем контроллер и корректируем пинцетом.
Как только микросхема встала — припаиваем контакты по диагонали.
Проверяем, все ли контакты попали на свои места.
Пайка контактов микросхемы
Тут уже можно использовать как жидкий, так и тягучий флюс. Очень обильно наносим его на контакты.
Смачиваем каплей припоя жало. Лишнее очищаем губкой.
И, аккуратно проводим по смазанным контактам.
Торопиться не нужно.
Удаление лишнего флюса и припоя
Посте пропайки всех контактов, пришло время удалять лишний припой. Наверняка несколько контактов, да слиплись.
Очень обильно смачиваем контакты жидким флюсом. Жало паяльника полностью очищаем губкой от припоя и проходимся по слипшимся контактам. Лишний припой должен втянуться на жало.
Чтобы удалить лишний флюс используйте СБС — спирто-бензиновую смесь, смешанную 1:1.
Обильно мочим.
И протираем.
Смотрите видео
Обязательно посмотрите видео, где наглядно видно движение паяльника и все манипуляции.
Как паять SMD компоненты — краткая инструкция с фотографиями
Возможно, вы в ужасе от небольшого размера SMD компонентов, которые обычно используются в современной электронике. Но этого не стоит бояться! Вопреки расхожему мнению, пайка SMD компонентов намного проще, чем пайка THT элементов (англ. Through-hole Technology, THT — технология монтажа в отверстия).
У SMD компонентов, несомненно, есть много преимуществ:
- низкая цена;
- небольшие размеры — на одной поверхности можно разместить больше элементов;
- не нужно сверлить отверстия, а в крайних случаях вообще ничего не надо сверлить;
- вся пайка происходит на одной стороне, и нет необходимости постоянно ее переворачивать;
Итак, давайте посмотрим, что нам необходимо для пайки SMD компонентов:
- Паяльник – подойдет обычный, не дорогой паяльник.
- Пинцет — можно купить в аптеке.
- Тонкий припой — например, диаметром 0,5 мм.
- Флюс — канифоль растворенная в этиловом спирте или вы можете купить готовый флюс в шприце для пайки SMD деталей.
И что? Это все? Да! Для пайки большинства SMD компонентов не требуется никакого специального оборудования!
Органайзер для SMD компонентовОтлично подходит для хранения 1206/0805/0603/0402/0201…
Паяльная станция Eruntop 8586D
Электрический паяльник + фен для SMD, двойной цифровой дисплей…
Набор SMD резисторов 1206
100 шт., 0R…10M 1/2 Вт, 0, 1, 10, 100, 150, 220, 330…
Профессиональный тестер SMD компонентов
Цифровой тестер проверки SMD резисторов, конденсаторов, диодов…
Пайка SMD в корпусе 1206, 0805, MELF, MINIMELF и т. д.
В этих корпусах производят резисторы, конденсаторы, диоды и светодиоды. Такие элементы поставляются в бумажных или пластиковых лентах, адаптированных к автоматической сборке. Такие ленты наматывают на барабаны и обычно содержат 5000 штук элементов, хотя, может быть, даже 20000 в одной катушке.
Такие катушки устанавливаются в сборочные машины, благодаря чему весь процесс производства может быть полностью автоматизирован. Роль человека в подобном производстве — это только установка новых катушек и контроль качества готовой продукции.
В названии корпуса закодированы размеры SMD компонента. Например, 1206 означает, что длина элемента составляет 120 mils, а ширина — 60 mils. Mils составляет 1/1000 дюйма или 0,0254 мм.
На практике чаще всего используются корпуса 1206, 0805, 0603, 0402, 0201, 01005. Для ручного монтажа идеально подходит корпус 1206, но даже 0402 можно паять вручную, хотя это довольно утомительно. Элементы MELF имеют цилиндрическую форму и чаще всего являются диодами или резисторами. Давайте теперь перейдем к делу!
Припаять диод в корпусе MELF
Прежде всего, мы должны облудить одну из контактных площадок. Мы обрабатываем площадку флюсом и прикасаемся к ней кончиком паяльника, и через некоторое время наносим припой. Припой должен немедленно расплавиться и равномерно покрыть всю площадку. Все, что вам нужно, это тонкий слой припоя — лучше, чтобы его было мало, чем слишком много.
Далее мы берем SMD компонент за боковые стороны и кладем его на место пайки. После этого следует разогреть ранее облуженную площадку и придавить в нее SMD компонент. Припой должен равномерно охватить вывод компонент.
Последний этап — пайка второго контакта. Здесь нет ничего сложного — мы прикасаемся к контакту и к площадке жалом паяльника, затем прикладываем к нему припой, который быстро плавиться, обволакивая место пайки ровным слоем.
На следующих рисунках показано, как припаивается конденсатор в корпусе 1206. Последовательность операций идентична приведенной выше.
Пайка SMD в корпусе SO8, SO14, SO28 и т. д.
В корпусах SO встречается большинство простых интегральных микросхем, такие как логические элементы, регистры, мультиплексоры, операционные усилители и компараторы. Они имеют относительно большой шаг выводов: 50mils. Вы можете легко припаять их без специального оборудования.
Первый шаг — лужение контактной площадки, расположенной в одном из углов. Мы касаемся площадки паяльником, нагреваем ее, а затем наносим немного припоя.
Далее берем микросхему с помощью пинцета и кладем ее на место пайки. Аналогично примеру с 1206, мы разогреваем облуженное поле, чтобы микросхема прилипала к плате. Если микросхема сдвинулась, то снова разогрейте контакт и отрегулируйте ее положение.
Если микросхема установлена правильно и держится надежно, то пропаиваем оставшиеся ножки. Прикладываем к ним жало паяльника, прогреваем, а затем прикасаемся к ним припоем, который, расплавляясь, обволакивает их. Чтобы сделать пайку качественнее следует применить флюс.
Пайка SMD в корпусе TQFP32, TQFP44, TQFP64 и т. д.
В принципе компоненты в корпусе TQFP тоже можно припаять без флюса, так же, как и SO, но мы хотим здесь наглядно показать, что дает активный флюс. Вы можете купить его в шприцах с надписью FLUX.
В следующем примере мы припаяем микросхему в корпус TQFP44.
Начнем с смазывания всех паяльных площадок флюсом. Флюс имеет густую консистенцию и очень липкий. Будьте осторожны, чтобы не испачкаться, потому что вы сможете отмыть его только растворителем.
Мы не будем предварительно облуживать, как писали ранее. Мы ставим микросхему сразу на ее место и устанавливаем в правильном положении.
До этого пайка осуществлялась острым жалом. Теперь продемонстрируем пайку жалом в форме ножа, которым одновременно можно припаять сразу несколько ножек.
Набираем немного припоя на кончике жала, а затем касаемся двух ножек в противоположных углах микросхемы. Таким образом, мы фиксируем микросхему, чтобы она не сдвигалась при пайке остальных ножек.
Теперь важно иметь на жале паяльника небольшое количество припоя. Если его много, протрите жало влажной губкой. Мы касаемся кончиком жала ножек, которые еще не пропаяны. Не следует опасаться замыкания ножек, поскольку благодаря использованию активного флюса этого можно избежать.
Если все-таки где-то произошло замыкание ножек припоем, то достаточно очистить жало паяльника, а затем распределить припой по соседним ножкам, или вовсе убрать его в сторону.
В заключение, нужно смыть активный флюс, так как через некоторое время он может окислить медь на плате. Для этого можно использовать этиловый или изопропиловый спирт.
extronic.pl
Монтаж плат с SMD компонентами с помощью паяльной пасты и фена.
Когда в единственный нормальный магазин в городе, чуть ли не на заказ, привезли паяльную пасту, я был за ней первый в очереди 🙂
Давно уже хотел полностью перейти на SMD, как наиболее ленивую технологию — дырки сверлить лень и была паяльная станция LINKO 850, китайский клон незнаю чего (Ну, судя по стилю написания логотипа, косят они все под HAKKO =) Своего рода Adibas =) прим. DI HALT), пока использовавшаяся только для демонтажа. Мосфеты ей с материнок выковыривать — милое дело. Паста у меня была BAKU BK-30G (У меня такая же грязюка есть. Мерзкая вещь, но паять ей прикольно. прим. DI HALT)
Плату разрабатываем как обычно.
Советы по разводке для SMD монтажа
- Две площадки рядом — никогда их не сливайте! Наоборот, растяните, и соедините тонким проводником, так они не слипнутся вместе(что придает неаккуратность плате) и позволит визуально проконтролировать наличие дородки между ними(просто так два резистора рядом, или там проводник).
- Не гонитесь за размером! Делайте площадки чуть больше компонента, и оставляйте между ними достаточно места. Если ограничены в размере, возмите корпус больше, или сделайте двухстороннюю плату. Сам по началу страдал такой фигней. Пока хватает разрешающей способности — ставил как можно ближе к друг другу, теперь куча мелких плат с налепленными в шахматном порядке 1206 компонентами — плату и проводники за ними не видно.
После чего травим как обычно, а вот с лужением есть проблемы:
Я лужу сплавом розе, с последующим снятием горячим резиновым скребком(прям в той же кастрюле/банке где плата лудилась) лишнего слоя — получается плоские проводники практически с зеркальным блеском 🙂
Если у вас его нет, можно применить следующий хинт — на маломощный паяльник наматываем оплетку для снятий припоя, залуживаем ее, и проводим по дорожкам, предварительно покрытым флюсом. Если так делать не получается, а лудите жалом — оставляйте на контактных площадках как можно тонкий слой олова.
На плоские дорожки деталюхи практически «приклеиваются» на паяльную пасту, а выпуклый слой олова они устанавливаются хуже. Ладно если это еще резистор — его все равно поверхостным натяжением припоя на место утащит (главное напор воздуха на минимум, чтоб не сдуло).
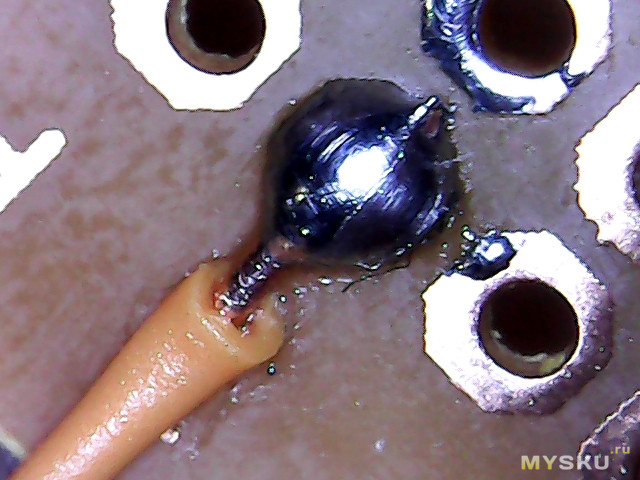
А вот микруху (например, небезызвестная FT232RL) на выпуклую поверхность ой как сложно ровно установить, все норовит упасть в ямку между дорожками, а если и встанет, поток воздуха даже под малым градусом сдует ее в ту самую ямку, после чего припой загадит и ножки, и контакты, превратив выводы в монолит 😉 , а флюс практически полностью испарится через минуту, после чего нормально сдвинуть ее будет практически невозможно, не угаживая выводы предварительно каким нибудь канифоль-гелем.
Короче, в результате мы должны получить плату с ПЛОСКИМИ контактными площадками (флюс там слабый, к розовой меди и сплаву розе цепляет на ура, а вот к загаженной меди уже не очень).
После чего, хорошенько размешав пасту, осторожно, не допуская пузырей воздуха, затягиваем полужидкую пасту (Паста эта, кстати, имеет обыкновение высыхать, даже будучи плотно закрытой. Можно ее размочить добавив в нее спирта прим. DI HALT) в обычный шприц-инсулинку, надеваем и обламываем (кому как удобно, я сначала обломал иглу, оставив сантиметр, потом плюнул и обломал под корень) иглу.
Теперь, хорошенько отмыв, и еще более хорошо высушив (: плату, ляпаем на каждую площадку по чуть-чуть пасты. Сколько именно, можете посмотреть на фото, но после двух-трех раз сами поймете, после чего пинцетом усаживаем рассыпуху.
Советы по установке
- Высокие и крупные компоненты устанавливаем последними. Сначала конденсаторы 0603, потом резисторы 1206, высокие светодиоды, а затем микрухи.
- Под каждый размер — свой пинцет. (или это уже буржуйство?) обычно хватает двух — мелоч и микруху. Ту же 2313 не возьмешь мелким пинцетом, а большим не получается уже так аккуратно резисторы садить, как маленьким — руки дрожат, чтоли. (А мне всегда одного хватало. Прим. DI HALT)
Теперь, нагревая плату феном, можно наблюдать как паста, сначало вскипев флюсом и засохнув, начинает превращаться в расплавленный металл, который надежно приварит деталюхи к плате 🙂 (паста, кстати, очень сильно при этом уменьшается в обьемах. Там где была огромная сопля остается маленькая капелька. прим. DI HALT)
Из за того, что температура станции у меня немного плавает, пришлось научиться определять степень зажаренности по …запаху ^_^ Когда флюс нагревается до рабочей температуры, он начинает пахнуть чем то похожим на ваниль ;-), а когда начнет пахнуть горелыми волосами — значит опять я локтем провернул ручку температуры и надо идти и покупать 5 светодиодов, взамен зажаренных. (Я предпочитаю жарить при температуре на выходе фена около 290 градусов. У платы будет градусов на 10 меньше, в самый раз. И поток воздуха на минимум. прим. DI HALT).
MCN UV50 Paste Flux Паяльный флюс для олова Флюс для электрического паяльника для сварки печатных плат / BGA / PGA / SMD | |
MCN-UV50 Paste Flux Паяльный флюс для олова Электрический паяльный флюс для печатных плат / BGA / PGA / SMD
Описание:
Пастообразный флюс представляет собой маслянистую мазь с высокой прочностью сцепления, нейтральным pH, прочной изоляцией и гладкой сварочной поверхностью. Он подходит для пайки флюсом в прецизионных электронных продуктах, печатных платах, BGA и т. Д.
Характеристики:
1. Высококачественный паяльный флюс с отличными характеристиками.
2. Используйте без проблем — не вызывает коррозии интегральной платы.
3. Его температура кипения немного выше, чем у паяльного олова.
4. Легкий, небольшой объем, простой и удобный в использовании.
5. Простая и прочная пайка этим флюсом, а также быстрая очистка и хорошая изоляция.
6. Идеально подходит для пайки флюсом в прецизионных электронных продуктах, печатных платах, BGA и т. Д.
Технические характеристики:
Режим ;: UV50
Цвет: желтый
Вязкость: 0,2 Па · с
Гранулярность: 0,22 мкм
Вес: прибл. 35 г
Инструкции:
1. Перед пайкой протрите поверхность объекта.
2. Нанесите пасту флюс на паяное соединение.
3. Припаять олово к паяльнику.
Список пакетов:
1 x пастовый флюс
Обратная связь
Если вы удовлетворены нашей продукцией, пожалуйста, оставьте нам положительный отзыв с 5 звездами.
Ваше удовлетворение и положительные отзывы очень важны для нас.Пожалуйста, оставьте положительный отзыв и 5 звезд, если вы удовлетворены нашими товарами и услугами. Если у вас возникли проблемы с нашими товарами или услугами, пожалуйста, свяжитесь с нами, прежде чем оставить отрицательный отзыв. Мы сделаем все возможное, чтобы решить любую проблему и предоставить вам лучшее обслуживание клиентов. Мы дадим вам положительный отзыв после получения оплаты. Если вы не удовлетворены своими товарами, обратитесь в нашу службу поддержки клиентов.
Мы поддерживаем высокие стандарты качества и стремимся к 100% удовлетворенности клиентов! Обратная связь очень важна. Мы просим вас немедленно связаться с нами, прежде чем вы оставите нейтральный или отрицательный отзыв, чтобы мы могли удовлетворительно решить ваши проблемы.
Невозможно решить проблемы, если мы о них не знаем!
ОПЛАТА:
1) Мы принимаем Alipay, West Union, TT. Все основные кредитные карты принимаются через безопасный платежный процессор ESCROW.
2) Оплата должна быть произведена в течение 3 дней с момента заказа.
3) Если вы не можете оформить заказ сразу после закрытия аукциона, подождите несколько минут и повторите попытку. Платежи должны быть завершены в течение 3 дней.
О ДОСТАВКЕ:
1.ДОСТАВКА ПО ВСЕМУ МИРУ. (За исключением некоторых стран и APO / FPO)
2. Заказы обрабатываются своевременно после подтверждения оплаты.
3. Мы отправляем только по подтвержденным адресам заказа. Адрес вашего заказа ДОЛЖЕН СООТВЕТСТВОВАТЬ вашему адресу доставки.
4. Представленные изображения не являются фактическим товаром и предназначены только для справки.
5. ВРЕМЯ ПЕРЕХОДА ОБСЛУЖИВАНИЯ предоставляется перевозчиком и не включает выходные и праздничные дни. Время доставки может меняться, особенно во время курортного сезона.
6. Если вы не получили посылку в течение указанного срока, свяжитесь с нами.Мы отследим доставку и свяжемся с вами в кратчайшие сроки. Нашей целью является удовлетворение клиента!
7. В связи с наличием на складе и разницей во времени мы выберем для быстрой доставки ваш товар с нашего первого доступного склада.
8. Мы, продавец, не несем ответственности за импортные пошлины, ответственность за это несет покупатель. Любые споры, вызванные этим, необоснованны.
9. Покупатель BR, пожалуйста, предоставьте cpf или cnpj, вам будет лучше получить их быстрее. спасибо
ВОЗВРАТ И ВОЗВРАТ:
.MECHANIC Флюс для пайки без чистой пасты Флюс для припоя BGA Флюсы для электрических паяльников UV80 UV50 Для печатных плат / BGA / PGA / SMD | |
(во избежание подделки товара) упаковка товара будет обновляться нерегулярно. Пожалуйста, примите полученный товар за эталон. Большое спасибо!
MCN-UV80 UV50 Паяльная паста, не требующая очистки Флюс для припоя BGA Флюсы для электрического паяльника Для печатных плат / BGA / PGA / SMD
Сфера применения: обслуживание мобильных телефонов, обслуживание различных электронных продуктов Форма похожа на масло, с высокой прочностью сцепления, нейтральным значением pH, прочной изоляцией и гладкой сварочной поверхностью.Он подходит для сварки мобильных телефонов, печатных плат и других прецизионных электронных чипов. Особенности продукта: 1. Превосходный эффект сварочной добавки. 2. Не вызывает коррозии микросхем и печатных плат. 3. Его температура кипения лишь немного выше температуры плавления припоя. Во время сварки припой плавится и вскоре начинает кипеть, поглощая тепло и испаряясь, что может поддерживать температуру IC и PCB на этом уровне. Этот принцип аналогичен принципу кипячения воды в кастрюле. Пока вода не высохнет, горшок не нагреется и не перегорит.Электронные вентиляторы часто сталкиваются с электронной сваркой. Паяльная паста удобна в переноске и использовании, она прочная и долговечная, легко сваривается, быстрая очистка, хорошая изоляция и хорошая кислотность. Он подходит для сварки обычных инструментов, меди, олова, железа и других металлических инструментов. Перед сваркой протрите поверхность объекта, нанесите пасту на медь, олово, железо и другие металлы, а затем используйте паяльник, чтобы расплавить олово в месте сварки.
Mcn-uv50: вес 40 г, диаметр 62 мм * высота 23 мм Mcn-uv80: вес 60 г, диаметр 75 мм * высота 26 мм Паяльная паста оптимизирована по всем параметрам, быстро очищается, с хорошей кислотностью, не содержит свинца, коррозии и легко очищается.1. Упаковочная коробка из алюминиевого материала, гладкая поверхность и нежное ощущение руки 2. Паяльная паста чистая, без примесей и легко моется. Синтетическая паста для решения проблем без галонов Канифоль высокой чистоты — это масло из сосны, выращенное при высокой температуре, твердое вещество, в основном используемое для пайки твердых паст
.Mechanic Флюс с высокой синтетической пастой MCN UV80 UV50 Олово для пайки без очистки Флюс для припоя BGA для печатных плат / BGA / PGA / SMD Сварочные флюсы | |
Высокосинтетическая флюсовая паста для BGA-припоев. Применимо к ремонту печатных плат, BGA, SMD, PGA, паяльному крему, паяльной пасте, сварочным флюсам для паяльной станции, оловянного крема, сварочного уплотнения, консистентной смазки.
Характеристики продукта
- 100% абсолютно новый и качественный.
- Высокосинтетическая паяльная паста BGA Крем-паста на основе канифоли.
- Значение pH нейтральное, изоляция прочная, поверхность сварки гладкая.
- Профессиональный оловянный флюс для пайки электронных плат на уровне микросхем.
- Его температура кипения лишь немного выше, чем температура плавления припоя.
- Уникальные рецепты, отличные характеристики, простота сварки, яркая и полная пайка, отсутствие сварки, ложная сварка и т. Д.
- Хорошие паяльные и сварочные инструменты.
- IC и PCB не вызывают коррозии
- Суперкомпактность: подходит для ремонта печатных плат, BGA, SMD, PGA, пайки и т. Д.
- Паяльная паста на основе канифоли.
Опции
- Вариант 1: MCN-UV 50
- Вариант 2: MCN-UV 80
Технические характеристики продукта
- Материал: пластик + паяльная паста на основе канифоли
- Размер: 80, 50
- Тип: крем для припоя BGA на основе канифоли
- Номер модели: UV 50/80
- Вязкость: 0.2 Па
- Гранулярность: 0,22 мкм
- Применение: для фиксации пайки платы BGA телефона
- Функция: Сварка на уровне микросхем электронных карт ПК
Инструкции:
- Перед пайкой протрите поверхность объекта.
- Нанесите пасту флюс на паяное соединение.
- Припаяйте олово к паяльнику.
Что в упаковке
- 1 * паяльный крем MCN-UV 50 BGA
- 1 * паяльный крем MCN-UV 80 BGA
Взаимодействие с другими людьми
Сварочные флюсы Механическая паяльная паста BGA SMD PCB Крем для олова SMT Sn63 / Pb37 Флюс для паяльной станции Инструмент для ремонта флюса | |
Сварочные флюсы Механическая паяльная паста BGA SMD PCB Крем для олова SMT Sn63 / Pb37 Флюс для паяльной станции Инструмент для ремонта флюса
Характеристики:
- 100% абсолютно новый и качественный.
- Паяльная паста свинцовый припой при комнатной температуре, точка плавления 183 ° / быстро и легко сваривается, проводящий
- Свинцовая паяльная паста, 183 °, степень плавления, легкость сварки, легкость формования.
- Уникальные рецепты, отличная производительность, простота сварки, яркая и полная пайка, отсутствие сварки, ложная сварка и т. Д.
- Хороший паяльный и сварочный инструмент.
- Применение: Ремонт микросхем мобильных телефонов, компьютерные и цифровые услуги, высокоточная пайка печатных плат SMT, процесс сварки BGA и т. Д.
Технические характеристики:
Модель | Содержание | Точка плавления |
XG-Z240 | 35 | 183C |
XG-80 | 60 | 183C |
XG-250 | 200 | 183C |
Материал: пластик + паяльная паста
Цвет: как показано на картинкеРазмер: прибл.1,30 * 1,30 * 1,14 дюйма / 3,3 * 3,2 * 2,9 см
Тип: XG-80 (60 г) XG-Z240 (35 г) XG-250 (200 г)
Сплав: Sn63 / Pb37
мкм: 25-45 мкм
В пакет включено:
Паяльная паста Сварочный флюс
.