
Сварочные флюсы классификация и особенности
Содержание
1. Для чего нужен флюс при сварке
2. Условия использования сварочных флюсов
3. Недостатки
4. Как работают флюсы
5. Сварочные флюсы — классификация
6. Химический состав флюсов для сварки
7. Виды флюсов для сварки по назначению
8. Назначение сварочного флюса — примеры
9. Флюсы для газовой сварки
10. Флюсы для автоматической сварки
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.

Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.
- Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
- В зоне шва и на прилегающих к нему поверхностях удается
- Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
- Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
- Оптимизируется расход присадочного материала.
- Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.


Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
- Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
- Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
- Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
- Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.

Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.

Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
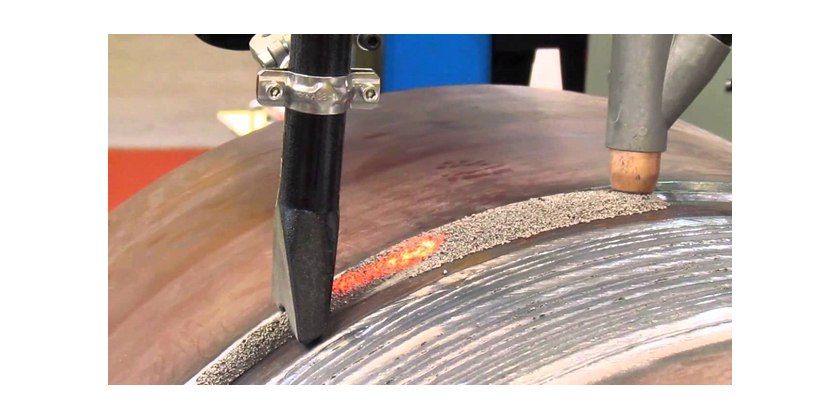
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом
Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические)
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур.Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.

Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет 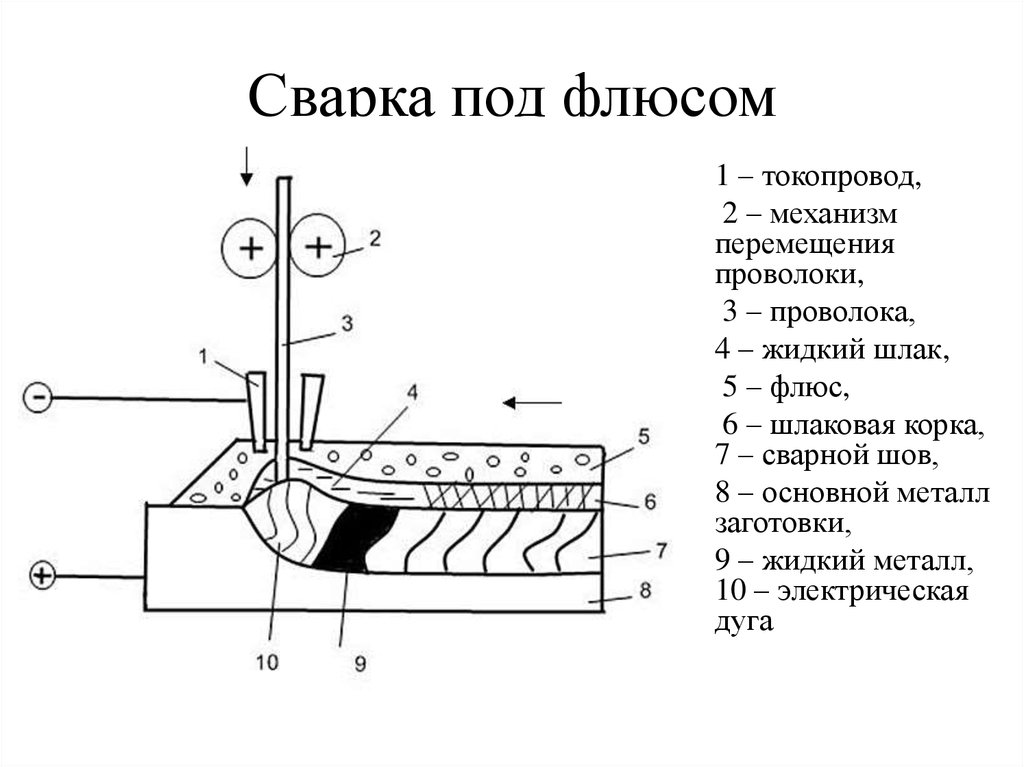
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
- Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
- Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей. Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
- Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
- Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
 Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.Назначение сварочного флюса — примеры
| Плавленые флюсы | Неплавленые флюсы | ||
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. |
АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43 и АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
- на кромки соединяемых деталей;
- напрямую в сварную ванну;
- на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер
Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
- медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т. д.) — например, такие марки, как МБ-2 или БМ-1;
- чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
- алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
 д.) — например, такие марки, как МБ-2 или БМ-1;
д.) — например, такие марки, как МБ-2 или БМ-1;Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.
Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».
Сварочный флюс: описание, назначение и классификация
В зоне сварки всегда присутствует высокая температура, которая способствует увеличению скорости окислительных реакций с образованием большого количества оксидов. Оксиды ухудшают качественные показатели шва настолько, что делают процесс сварки невозможным. Для недопущения попадания кислорода в сварочную ванну применяют несколько методов, одним из которых является сварка под слоем флюса.1 / 1
Принцип работы флюсов для сварки
Флюс для сварки выполняет функцию, аналогичную той, которую выполняет обмазка на электродах для ручной дуговой сварки. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
Каждому виду соединяемых металлов подбирают свой, предназначенный специально для них флюс. Поэтому существует множество их видов и составов. Наиболее часто используемые элементы в их составе, это фториды, оксиды и другие соединения.
Классификация флюсов для сварки
Для удобства подбора флюсов при различных технологиях сварки их классифицируют. Существуют различные системы классификации, но, в основном, общепринятыми считаются классификации по составу химических элементов, способу, которым они были изготовлены, их назначением и физическим свойствам.
По составу химических элементов, делят на:
- Марганце-силикатные;
- Кальций-силикатные;
- Алюминатно-основные;
- Флюоритно-основные;
- Алюминатно-рутиловые;
-
Другие типы.

Отличаются флюсы и по активности взаимодействия с основным и присадочным металлами. Пассивные флюсы только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие флюсы — это категория флюсов, производимая путем плавления, которые легируют свариваемые материалы небольшим количеством кремния, марганца, и другими элементами. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства.
По физическому состоянию
По физическому состоянию флюсы классифицируются следующим образом:
- порошкообразные;
- стекловидные;
- кристаллические.
Порошкообразные сварочный флюс представляет собой гранулы белого или светло-коричневого цвета. Встречаются гранулы круглой или овальной формы. При использовании такого флюса необходимо учитывать их малую плотность и насыпать более толстым слоем. Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Стекловидными назвали флюсы за прозрачность, что напоминает стеклянные шарики. Они бывают совершенно бесцветными или окрашенными в цвета от синего до черного. Имеют высокую плотность и качественно укрывают место сварки. Их объёмная масса 1,4 – 1,8 кг, дм3.
Несколько иначе выглядят кристаллические виды. Их окраска во многом повторяет цвета пемзовидного флюса, но зерна имеют кристаллическое строение.
По способу изготовления
По типу производства различают несколько видов флюсов:
- Плавленные. Такие флюса изготавливают из минеральных руд путем плавления в пламенных или электропечах с последующим гранулированием, фракционированием и прокаливанием.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
- Керамические. Первые получают путем смешивания сухих компонентов. Далее подготовленную смесь минералов и ферросплавов замешивают на жидком стекле, сушат, прокаливают и фракционируют. Преимущества такого вида флюса: низкий расход, возможность повторного использования (в системах рециркуляции), высокое качество получаемого шва.
 Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.По назначению
Флюсы классифицируются в зависимости от того, какие металлы свариваются с их помощью:
- низкоуглеродистые стали;
- низколегированные стали;
- высоколегированные стали;
- цветные металлы и сплавы.
Также, они классифицируются по виду сварки: электродуговой, газовой, электрошлаковой, неплавящимися электродами.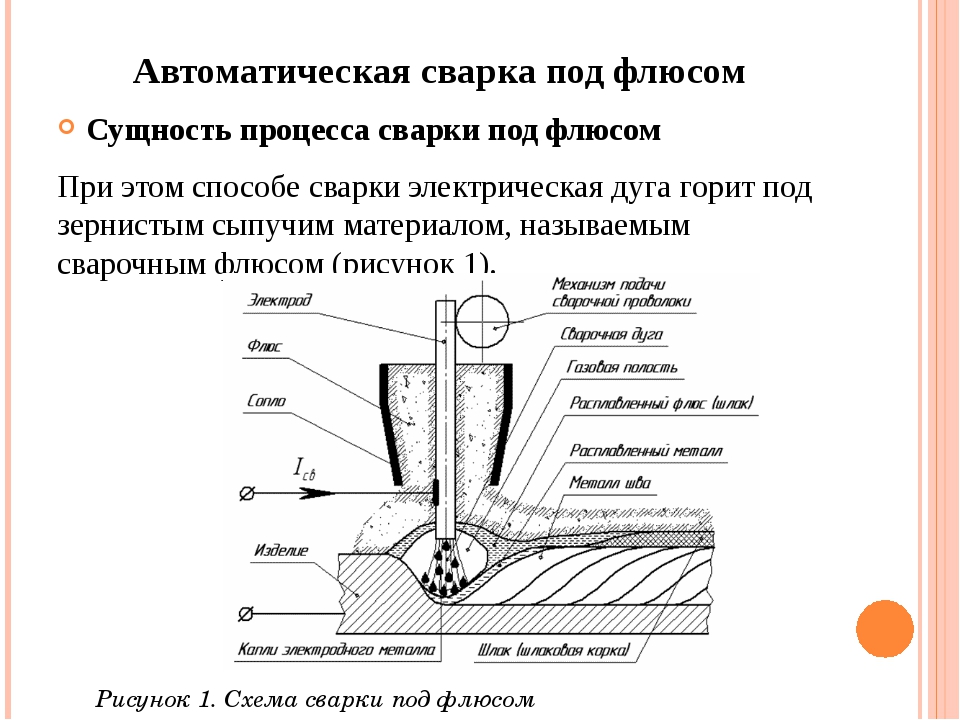 Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Флюсы для дуговой сварки
Технология сварки под флюсом предполагает применение материалов, которые должны обладать следующими качествами:
- иметь температуру плавления ниже, чем у свариваемых металлов;
- хорошо растекаться и не выделять ядовитых веществ;
- образовывать легкоотделимые шлаки;
- быть легкодоступными и не дорогими.
Работы с применением электродуговой сварки ведутся при использовании флюсов в виде гранул размером 0,2 – 0,4 мм. По мере расплавления гранулы создают защиту сварочной ванны в виде газов и шлаков. Это способствует лучшему переносу металла электрода и высокую стабильность дуги. При этом количество оксидов резко уменьшается, а те, которые образовываются, выводятся в шлаковую зону.
За длительное время применения электродуговой сварки разработано множество материалов для предотвращения попадания кислорода в зону образования шва. Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Флюс для сварки. — Статьи о сварке – «СВАРБИ»
ФЛЮС для сварки. Флюс для сварки используется для получения сварных соединений требуемого качества и защиты расплавленного металла от воздействия кислорода и азота, которые находятся в атмосферном воздухе. Сварка, производящаяся под флюсом, автоматическая и полуавтоматическая, чаще всего применяется для швов, выполняемых в нижнем положении, когда свариваемые детали располагаются встык в одной плоскости, близкой к горизонтальной. Она также широко применяется для наплавки, чтобы восстановить размеры изношенных деталей или сформировать поверхностный слой с необходимыми свойствами.
Чаще всего такой метод сварки используется в кораблестроении, нефтяной и газовой отраслях, а так же на производстве, где стандартное применение обычных сварочных материалов недопустимо или технологически ограничено.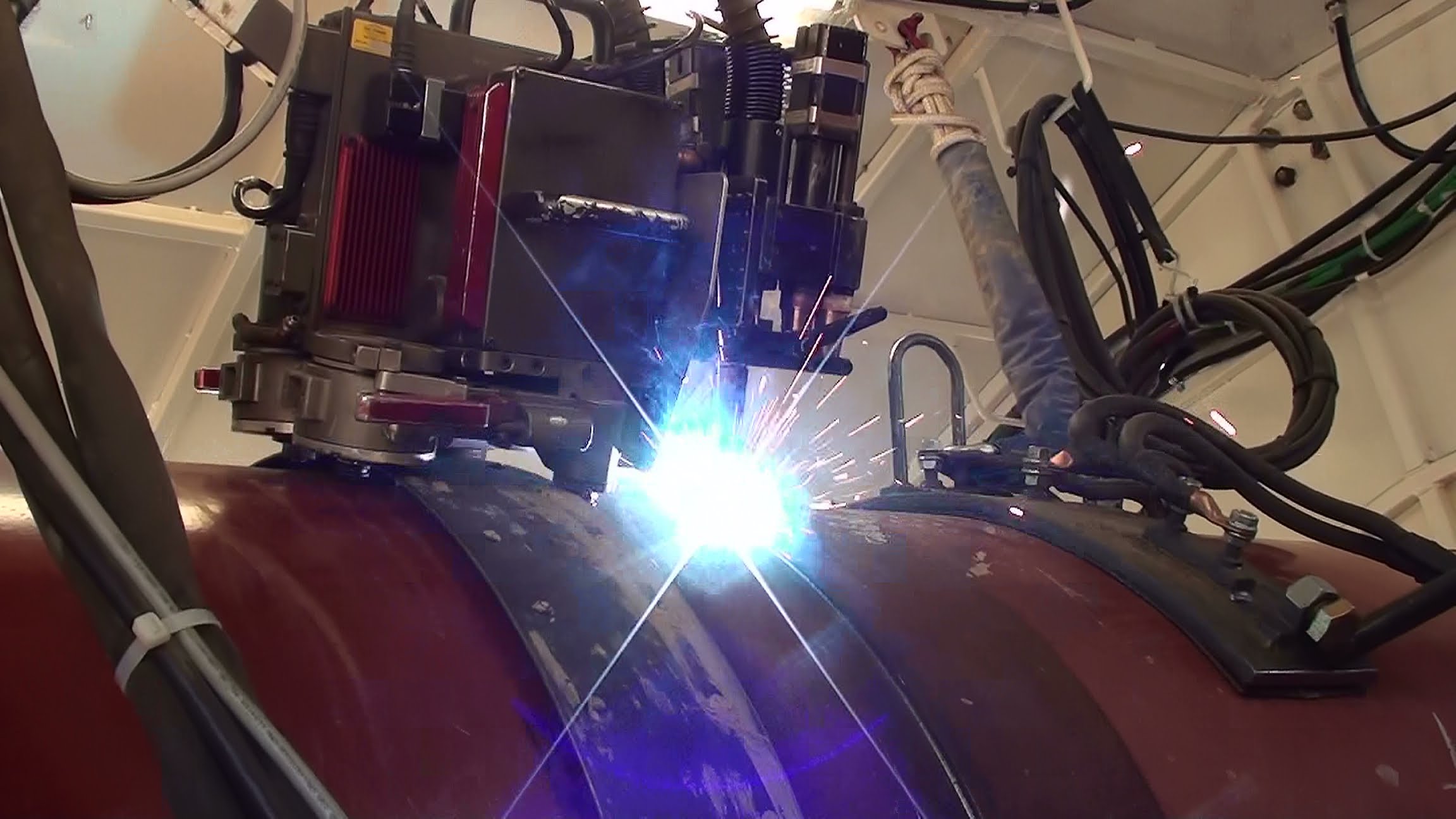
Флюс для сварки — разновидности, преимущества и назначение
Флюс — это неметаллический материал, применяемый в зоне сварки, наплавки, пайки для создания защиты ванны, восстановления окислов, разжижения и понижения температуры шлаков. Кроме этого, этот сварочный материал используют для выполнения металлургических функций по получению шва нужного химического состава.
Для дуговой сварки и наплавки применяют обычно зернистый или порошкообразный флюс. Такой же флюс используют и для электрошлаковой сварки, но с дополнительными специальными свойствами по электропроводности.
Для газовой сварки и пайки в качестве флюсов применяют пасты, порошки и газ.
Особенности и преимущества работы со сварочным флюсом:
- Улучшение условий формирования шва
- Защита расплавленного металла в сварочной ванне
- Устойчивость горения сварочной дуги
- Снижение энергетических затрат на сварку
- Исключение разбрызгивания металла
- Высокая производительность выполнения сварочных швов
- для сварки углеродистых и легированных сталей;
- для сварки высоколегированных сталей;
- для сварки цветных металлов и их сплавов.

ВНИМАНИЕ! Не все марки флюсов, предназначенные для сварки металлов одной из этих групп, можно использовать для сварки металлов и другой марки! Это обязательно прописывается в технических характеристиках флюса.
Флюсы обеспечивают легкую отделяемость шлака и минимальное количество вредных газов и пыли, выделяющихся при сварке.
Марки флюсов обычно указывают наименование разработчика и порядковый номер флюса. Таким образом, флюсы, разработанные ИЭС им. Патона Е.О., имеют буквенную серию «АН» (АН-348А, АН-348АМ, АН-26С, АН-47 и пр.), что обозначает «Академия наук» (в составе которой находится ИЭС им. Патона).
СВАРБИ — поставщик сварочного флюса
Компания СВАРБИ предлагает сварочный флюс для автоматической сварки от следующих известных производителей:
Мы предлагаем Вам лучший выбор и лучшие цены!
Что такое сварочный флюс
Часть сварочных работ необходимо выполнять в защищенной среде. Изолировать рабочую зону позволяют флюсы. Они отличаются по составу и предназначены для работы с определенными видами металлов. Правильный выбор флюса – необходимое условия для формирования качественного сварного шва.
Изолировать рабочую зону позволяют флюсы. Они отличаются по составу и предназначены для работы с определенными видами металлов. Правильный выбор флюса – необходимое условия для формирования качественного сварного шва.
Что такое флюс в сварке и для чего он нужен
Сварочный флюс – это материал, применяемый в сварочных работах с целью изоляции зоны сварки от атмосферного воздуха. Благодаря применению материала обеспечивается стабильное горение дуги, беспроблемное формирование поверхности сварного шва, а наплавленный материал получает предопределенные свойства. К примеру, при выполнении кузнечных работ, в полуавтоматической и газосварке используются хлориды, фториды, борная кислота и бура. Они создают жидкую защитную среду, которая активно растворяет оксиды.
Снизить негативное воздействие таких процессов удается при помощи инертных газов или жидкости, которые изолируют рабочую зону и предотвращают попадания атмосферного воздуха к точкам соединения металлов. Неметаллические композитные соединения – флюсы – и предназначены для создания именно такой защитной среды.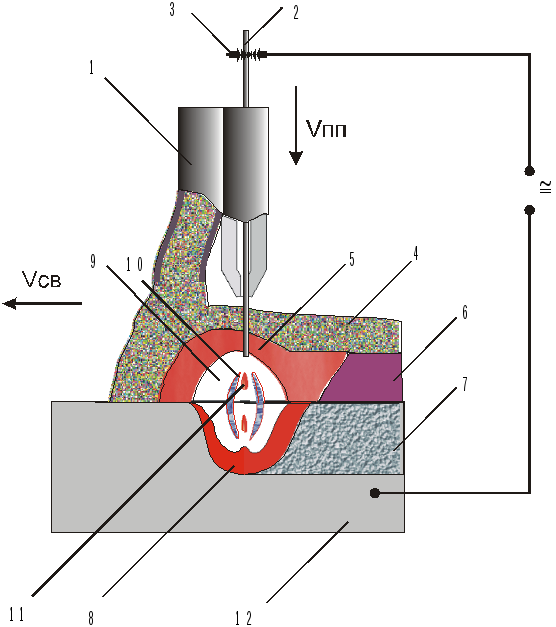
Применение флюса в процессе работы дает весомые преимущества, а именно:
- Обеспечивается интенсивное плавление металлов. Такой эффект достигается как при электродуговой, так и при газовой сварке. В первом случае за счет более эффективного использования силы потребляемого тока, а во втором – за счет более высокой концентрации активного газа в рабочей зоне. Благодаря использованию флюса отпадает необходимость в обязательной разделке кромок свариваемых заготовок.
- Флюс помогает избежать угара металла – потерь расплава в результате окислительных процессов и его испарения от высокой температуры.
- Дуга при условии применения флюса горит более стабильно, что имеет критически важное значение при формировании сварных швов сложной конфигурации.
- Из-за снижения потерь электрического тока, который расходуется на прогрев рабочей поверхности, существенно повышается КПД установки.
- Присадочный материал расходуется экономно.
- Флюс частично экранирует излучение плазменной сварочной дуги, что в некоторой степени облегчает условия работы сварщика.

Условия использования и недостатки
Флюс был разработан для оптимизации и стабилизации металлургических процессов, которые протекают во время сваривания металлов. В то же время он никак не должен понижать производительность электродов, а лучше всего, если будет способствовать ее увеличению. Для этого материал должен соответствовать некоторым требованиям:
- Флюс не должен реагировать с расплавом металла или сердечником электрода.
- Сварная ванна должна быть изолированной все время, на протяжении которого выполняются сварочные работы.
Остатки флюса, которые в результате работы были связаны шлаком, должны легко удаляться. Материал, который остался незадействованным, может быть использован вторично. Как минимум, 80% всего состава.
Недостатков материала совсем немного:
- флюс стоит дорого. Его цена сопоставима со стоимостью на присадочную проволоку;
- нету возможности осмотреть шов сразу по завершению процесса. Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.
 Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.
Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.Как работать с флюсом
- Перед начало работы в месте формирования сварного шва наносится слой флюса толщиной 4-6 см.
- В рабочую зону подносится электрод и поджигается электрическая дуга.
- Флюс имеет низкую плотность и в результате воздействия высокой температуры начинает плавиться. При этом образуется газовая среда, благодаря которой сварочная ванна будет изолирована от атмосферного воздуха.
- Расплавленный флюс характеризуется прочным поверхностным натяжением, которое препятствует интенсивному разбрызгиванию расплава металла.
- Благодаря физическим и химическим свойствам флюса значительно увеличивается сила тока. Показатель может доходить до 2000 Ампер. Что позволяет избежать неэффективных потерь материала и получить на выходе сварной шов высокого качества.
- Флюс помогает сохранить тепло внутри рабочей зоны. В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.
- Все свободные места заполняются расплавом вне зависимости от текущего состояния кромок.
- Материальный баланс сварного шва претерпевает изменений в лучшую сторону. Примерно 2/3 его состава – это металл заготовок. И только треть представлена расплавом сердечника электрода.
 В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.
В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.Классификация флюсов
Флюсы отличаются многими признаками и поэтому их классификация достаточно широка. Они отличаются внешним видом, химическим составом, физическим состоянием, назначением и способом получения. К примеру, для дуговой сварки или наплавки хорошо подходят гранулированные и порошковые флюсы, которые имеют строго определенную электропроводность. Газовая сварка подразумевает работу с порошками, пастами и, собственно, газами.
Способ получения
Флюс может быть плавленым или неплавленым. Первый вариант применяется не только при сваривании металлов, но и при наплавке. Такой флюс эффективен, когда необходимо улучшить технические характеристики поверхности металла путем добавления в его состав дополнительных химических элементов. Например, наплав применяется для получения исключительно ровной поверхности или для улучшения устойчивости материала к коррозии.
Такой флюс эффективен, когда необходимо улучшить технические характеристики поверхности металла путем добавления в его состав дополнительных химических элементов. Например, наплав применяется для получения исключительно ровной поверхности или для улучшения устойчивости материала к коррозии.
Плавленые флюсы получают таким образом. Сперва компоненты измельчают и перемешивают. Затем они плавятся в электрических или пламенных печах без доступа кислорода. После этого горячие частички перемещаются через охлаждающий поток воды. В результате резкого снижения температуры они затвердевают и превращаются в гранулы. Размер частичек отличается и подбирается в зависимости от диаметра электрода: чем тоньше пруток, тем меньшего диаметра требуются гранулы.
Неплавленые флюсы еще называют керамическими. Они получаются в результате тщательного перемешивания мелких частиц ферросплавов, шлаков и минералов без термической обработки. После этого частицы перемешиваются со стеклом и спекаются. Их основные достоинства:
Их основные достоинства:
- отличное качество сварного шва;
- возможности многократного использования частиц;
- экономный расход.
Как пример можно рассмотреть керамические сварочные флюсы серии UF. Они применяются в гражданском строительстве для создания конструкций высокой прочности из низколегированных сталей.
Химический состав
Основной компонент большей части флюсов – диоксид кремния. В некоторых видах продуктов его доля доходит до 80 процентов. Другие название материала – кремнезем. Он является кислотным оксидом и представляет собой кристаллический прозрачный минерал. Кремний препятствует образованию углерода, благодаря чему сильно снижается вероятность появления пор и трещин в сварочном шве.
Марганец по наполняемости находится на втором месте. Как компонент флюса он выступает в роли раскислителя. То есть, материал является своеобразным антиоксидантом. Во время протекания сварочного процесса марганец активно реагирует с кислородом, содержащимся в оксидах железа, а затем связывает молекулы кислорода, которые ранее взаимодействовали с кремнием. Результатом сложной химической реакции замещения является оксид марганца – нерастворимое в расплаве и легко удаляемое с поверхности соединение. Помимо этого, марганец улучшает качество соединения тем, что вступает в реакцию со свободной серой и связывает ее. Образуется сульфид, который тоже легко удаляется с поверхности шва.
Результатом сложной химической реакции замещения является оксид марганца – нерастворимое в расплаве и легко удаляемое с поверхности соединение. Помимо этого, марганец улучшает качество соединения тем, что вступает в реакцию со свободной серой и связывает ее. Образуется сульфид, который тоже легко удаляется с поверхности шва.
Флюсы содержат еще и добавки для легирования – хром, ванадий, молибден, титан, вольфрам и другие. Они вводятся для того, чтобы восстанавливать первичный химический состав металла. Нередко эти добавки замещают собой выгоревшие примеси металла. Благодаря этому, расплав получает новые свойства. Легирующие добавки в большинстве случаев во флюсе представлены в виде ферросплавов – соединений с железом.
Назначение флюсов
Выбор флюса для выполнения определенных сварочных работ зависит от их предназначения. Они бывают:
- для низкоуглеродистой стали. В составе флюса имеется большое содержание марганца и кремния. Они применяются совместно с присадочной проволокой, выполненной из низкоуглеродистой стали, не содержащей легирующих добавок. Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
- для соединения заготовок из низкоуглеродистой стали применяется флюс с высокой химической инертностью, показатель которой выше, чем у большинства низко углеродистых металлов. В результате сварной шов получается пластичным. Примером может служить флюс АН-46 для сварки стали;
- для работы с высоколегированными металлами подбираются флюсы с незначительной химической активностью. Марганец и кремний практически не применяются. Они заменяются флюоритом – плавиковым шпагатом, под воздействием которого получаются легкоплавкие шлаки. Они легко убираются с поверхности. Помимо флюоритов в таких флюсах есть алюминий и негашеная известь;
- для сваривания активных металлов лучше всего подходят солевые флюсы, произведенные на основе фторидных и хлоридных солей щелочных металлов. Они не содержат примесей кислорода, поскольку он отрицательно влияет на пластичность соединения.
 Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
Ниже представлена таблица с примерами применения конкретных марок флюсов:
| Плавленые флюсы | Неплавленые флюсы | ||
|---|---|---|---|
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. | АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43, АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сваривания цветных металлов, а также инструментальной, отдельных марок тонколистовой стали и чугуна требуется создание специальных условий.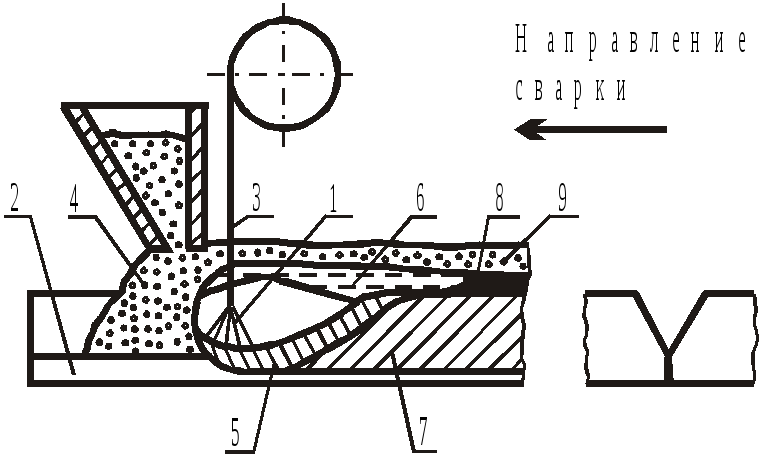 Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Флюс подается в рабочую зону по-разному в зависимости от его агрегатного состояния. Сложнее всего подавать порошкообразную консистенцию. Их следует точно подавать в расплав, исключая вероятность его сдува ветром. Пасты наносятся на кромки предварительно и не нуждаются в какой-либо дополнительной опеке. Газы подаются дозировано при помощи специального оборудования – расходомеров.
Для газовой сварки флюсы подбираются под оксиды, которые образуются в процессе выполнения работ. Если они кислые, то выбираются щелочные флюсы, и наоборот. Наиболее распространенные виды флюсов и их применение:
- цветные металлы – латунь, бронза, медь – требуют использования кислых флюсов, в составе которых есть содержащие бор включения. Примером могут служить марки МБ-1 или БМ-2;
- для сваривания чугуна подбираются флюсы с включениями калия и натрия, образующими щелочную среду;
- алюминий требует использования составов с фторидами лития, натрия или калия. Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
 Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.При работе газосварочными аппаратами флюсы для сваривания низкоуглеродистых металлов не используются. Это вызвано тем, что на поверхности расплава образуется достаточное количество легкоплавких оксидов железа.
Флюсы для автоматической сварки
Полуавтоматы и автоматические установки часто востребованы при работе со сложными конструкциями большого размера. Большая сила тока и грамотно подобранный флюс дают операторам возможность соединять элементы большой толщины. При этом не требуется предварительная разделка кромок, что экономит время и очень важно для производственных процессов конвейерного типа. Технология востребована при изготовлении резервуаров, труб; в машино- и судостроении.
Данный способ сваривания характеризуется высокой автоматизацией процессов. В частности, автоматически поддерживается стабильность горения дуги, дозирование и подача определенного количества флюса в рабочую зону (равно как и отвод неиспользованного), регулярное обновление электрода. Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
Что такое флюс в сварке
Сварочный флюс – это гранулированный порошок размером зерен от 0,2 до 4 миллиметров, который используется для его подачи в зону горения сварочной дуги. При воздействии температуры флюс плавится и создает защиту для сварочной ванны из газа и шлака, обеспечивает качественное сваривание, стабилизирует стабильность дуги и способствует переносу металла электрода в сварочную ванну, а также выводит грязные примеси в корку из шлака.
По способу изготовления флюс делятся на плавленые и керамические. Компоненты плавленых флюсов плавятся в печи, потом делятся на гранулы и подвергаются прокалке с фракционированием. Керамические флюсы являют собой сухие смеси компонентов, которые получают при смешивании минералов и ферросплавов с жидким стеклом с дальнейшей просушкой, фракционированием и прокалкой. Самыми распространенными являются плавленые флюсы.
В зависимости от состава химических компонентов флюсы могут быть оксидными, солевыми и солеоксидными.
Оксидные флюсы состоят из оксидов металла и содержат до 10% соединений фтора. Они назначаются для сваривания низколегированных и сталей с фтором. Оксидные флюсы делятся на бескремнистые, низкокремнистые и высококремнистые. По содержания марганца их разделяют на низко-, средне- и высокомарганцевые.
Солеоксидные флюсы в сравнении с оксидными содержат в своем составе меньше оксидов и большее количество солей. Солеоксидные флюсы применяются для сваривания легированных сталей.
Солеоксидные флюсы применяются для сваривания легированных сталей.
В составе солевых флюсов отсутствуют оксиды, а сами флюсы состоят из фторидов и хлоридов. Их применяют для сварки активных металлов и для электрошлакового переплавления.
Флюсы предназначаются для проведения сварочных работ высоколегированных сталей, легированных и углеродистых сталей, а также цветных металлов и сплавов. По строению зерен флюсы делят на стекловидные, пемзовидные и ценептированные.
Химическая активность флюса является одной из важнейших характеристик, которая определяется по общей окислительной способности. Показателем активности флюса является относительная величина активности со значением от 0 до 1. По химической активности флюсы делятся на четыре вида: малоактивные, пассивные, активные и высокоактивные.
Для проведения сварочных работ с низкоуглеродистой сталью используются оксидные флюсы. В данном случае возможно применение комбинации флюс-сварочная проволока.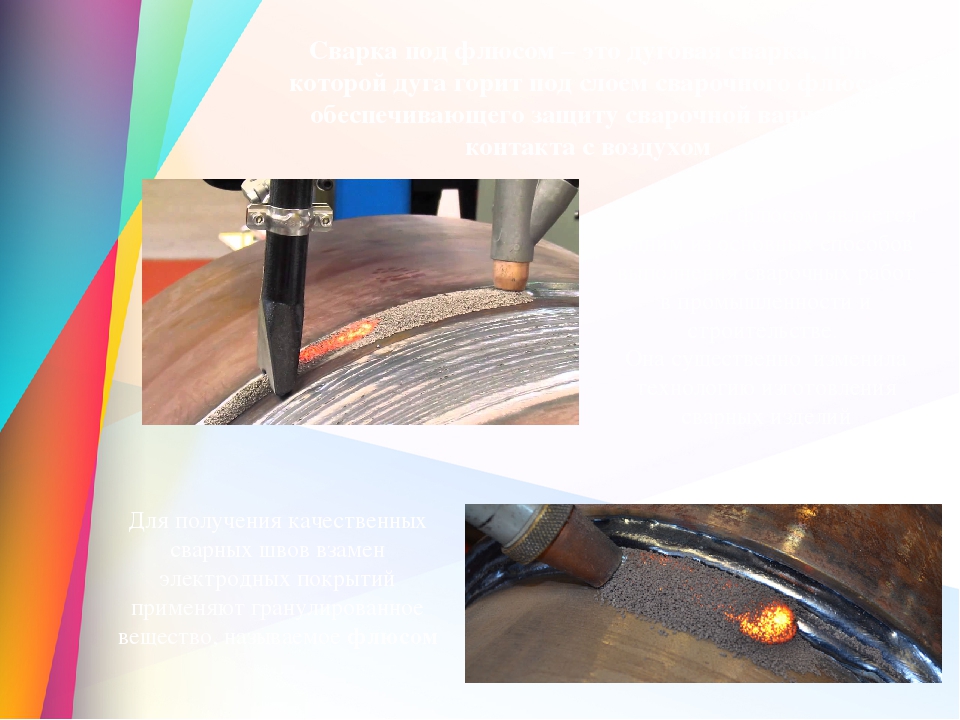 Вот две комбинации:
Вот две комбинации:
- Высококремнистый с низким содержанием марганца или совсем без марганца флюс в сочетании с низкоуглеродистой проволокой, а также легированной марганцем.
- Флюс с высоким содержанием марганца и кремния в сочетании с низкоуглеродистой и нелегированной проволокой. Легирование металла сварочного шва производится с помощью флюс, благодаря чему можно придать металлу шва легирующих свойств и делать его более прочным и долговечным.
Классификация сварочных флюсов
Чтобы качественно выполнить соединение электродуговой сваркой, необходима сила тока достаточной величины, присадочный материал для заполнения шва, и газовая среда для защиты расплавленного металла от воздействия кислорода из окружающего воздуха. Для реализации последнего условия используют сварочный флюс. Что это такое? Каков функционал этого вещества, и как он классифицируется? Где применяются флюсы для сварки?
Определение и предназначение
Сварочный флюс — это гранулированное средство, подаваемое в зону сварки, непосредственно перед проходом через данный участок плавящегося электрода и зажженной электрической дуги. Вещество похоже на крупнозернистый порошок, бывающий прозрачного, белого, желтого, зеленого или коричневого цвета.
Вещество похоже на крупнозернистый порошок, бывающий прозрачного, белого, желтого, зеленого или коричневого цвета.
Это средство используется для защиты сварочной ванны от взаимодействия с атмосферой, и препятствия вытеснению углерода из состава основного металла. Некоторые марки флюсов дополнительно обогащают шов укрепляющими связками в виде легирующих элементов.
Используется гранулированное вещество в:
- электродуговой сварке плавящимся электродом, где последним выступает проволока, подающейся с катушки в горелку;
- электрическом методе сваривания покрытыми электродами как дополнительное средство;
- полуавтоматической сварке в среде инертного газа, где порошок находится во внутренней части трубчатой проволоки;
- газовой сварке пропан-кислородным пламенем на легированных сталях и цветных металлах;
- электрической сварке угольными электродами.
Функционал гранулированного средства
Сварочные флюсы играют большую роль в обеспечении процесса соединения металлов. Их функции, в зависимости от состава вещества и свариваемого материала, могут заключаться в поддержании четырех действий.
Их функции, в зависимости от состава вещества и свариваемого материала, могут заключаться в поддержании четырех действий.
Изоляция
Главной целью флюсов является создание непроницаемого газового облака, позволяющего основному и присадочному металлам беспрепятственно сплавляться в сварочной ванне. Чтобы порошок выполнял эту функцию необходима правильная дозировка вещества на линии соединения. Хорошими изоляционными газовыми свойствами обладают мелкие гранулы плотной структуры. Но возрастающая плотность укладки фракций на поверхности соединения отрицательно сказывается на формировании поверхности шва.
На изолирующую способность оказывает влияние не только размер посыпаемых частиц, но и их насыпная масса. Применяя специальные таблицы с данными можно устанавливать точную подачу стекловидного средства в сварочную зону.
Стабилизация
Кроме защитных свойств порошка, позволяющих вести сварочные работы без внешних газовых включений, флюсы создают благоприятную среду для горения электрической дуги, которая проявляется в разряде электрического тока между концом электрода и изделием. Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Легирование
Благодаря воздействию высоких температур и взаимодействию основного и присадочного металлов, создается сварочный шов. Его химический состав зависит от используемых материалов. Из-за электрической дуги некоторые полезные элементы могут выгорать или передаваться с металла шва в шлаковые массы. Чтобы этого не произошло, в некоторые флюсы добавляют легирующие вещества, обогащающие шовный металл, и препятствующие насыщению шлака кремнием и марганцем. Для большего легирования используют соответствующую присадочную проволоку.
Формирование поверхности
Когда кристаллическая решетка в расплавленном металле только начинает образовываться, все, что соприкасается с ней, оказывает влияние на вид будущего шва.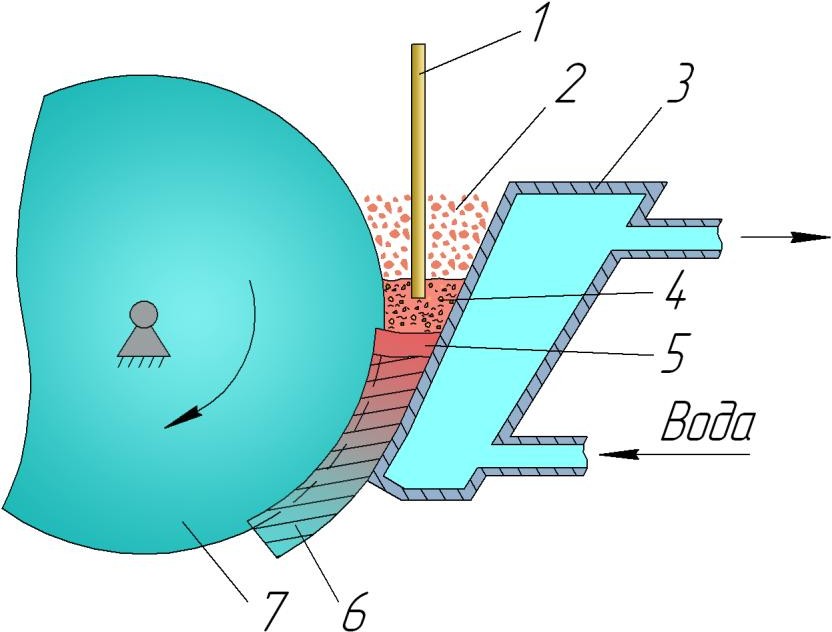 Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Например, при работе на большой силе тока и толстых материалах, более практичны флюсы с долгим вязким состоянием. Такие порошки называют «длинными». Это позволяет глубоко прогретому сплаву постепенно кристаллизоваться и остыть, образуя гладкочешуйчатую структуру. Для сварки на малых токах, сильная жидкотекучесть будет мешать видеть сварочную ванну и качественно выполнять процесс, поэтому здесь применяются «короткие» флюсы, у которых вязкость быстро переходит в твердое состояние при снижении температуры.
Классификация
Классификация сварочных флюсов имеет четыре критерия, которые разделяют присадочное средство. Заключаются они в следующих пунктах:
- назначение флюса;
- способ его изготовления;
- структура и физические параметры;
- химический состав.
Назначение
В зависимости от состава и свойств гранулированного средства, оно может быть применено для обеспечения сварочных процессов в работе с углеродистыми, легированными и цветными металлами.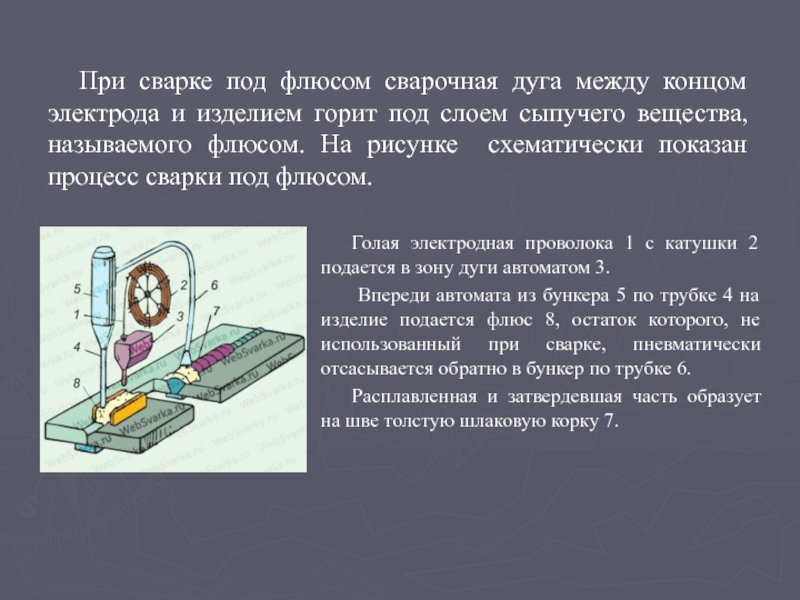 Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Способ изготовления
В промышленности имеются три способа производства флюса:
- Плавленные. Для этого применяют электрические или угольные печи. Компоненты шихты разогревают до жидкого состояния и, сплавляясь, образуют полезную смесь. Брикеты и комки материала разбиваются до мелких частей. В готовом виде такие порошки имеют мелкодисперсную структуру серого цвета.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
- Керамические. Соединение образовывается за счет скрепления порошкообразных веществ клеем, в роли которого выступает жидкое стекло. Альтернативным методом является спекание без сплавления. Компоненты шихты разогреваются до слипания в комки. После остывания они проходят процедуру измельчения. Благодаря недопущению сплавления сохраняются легирующие вещества.
 Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.Структура и параметры
Внешний вид и физическое строение порошкообразных средств для сварки может отличаться. Наиболее распространенными являются стекловидные зерна. Они имеют прозрачный цвет и круглую структуру. Отличаются более высокой насыпной массой, поэтому плотно укрывают соединение, защищая его от внешней среды.
Вторая категория флюсов создается в виде пемзообразного вещества. Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Химический состав
Из компонентов, входящих в состав порошкообразного вещества для присыпки сварного соединения, выделяются низкокремнистые смеси, где оксида последнего содержится меньше 35%. При этом участие марганца граничит на уровне 1%. Вторая группа — это флюсы с высоким содержанием оксида кремния, которое начинается от 35%. Третья категория называется бескислородной.
Отличаются флюсы и по степени взаимодействия с основным и присадочным металлами. Пассивные смеси только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие порошки — это категория флюсов, производимая путем плавления, которые снабжают свариваемые материалы небольшим количеством кремния, марганца, и других полезных включений. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства. Швы после такой сварки лучше сопротивляются коррозии.
Швы после такой сварки лучше сопротивляются коррозии.
Обозначения
Флюс, используемый в ручной дуговой сварке, должен не мешать формированию шва, обеспечивать стабильное горение электрической дуги, и предотвращать образование дефектов в виде трещин и пор в застывающей структуре соединения. Во время плавления нижнего слоя порошка требуется минимальное выделение вредных веществ, угрожающих дыхательной системе сварщика. После окончания горения дуги, корка над швом должна легко отделяться, а гранулированное средство иметь низкую стоимость ввиду больших объемов выполняемых сварочных работ.
Все это нашло отображение в таблице обозначений типов флюса, чтобы пользователи могли легко ориентироваться и приобретать необходимое вещество для конкретного вида работ.
| Символ обозначения | Тип средства |
MS | Марганец-силикатный |
FB | Флюоритно-основной |
CS | Кальций-силикатный |
AR | Алюминатно-рутиловый |
AB | Алюминатно-освновной |
W | Другие типы |
Нормативы по применению
В зависимости от выполняемых сварочных работ определяется количество и иные факторы задействования флюса. Это происходит по следующей таблице:
Это происходит по следующей таблице:
| Сила тока, А | Высота слоя присыпки, мм | Грануляция частиц, мм |
| 200-400 | 25-35 | 0,25-1,2 |
| 600-800 | 35-40 | 0,4-1,6 |
| 1000-1200 | 45-60 | 0,8-2,5 |
В зону сварки флюс подается предварительной ручной присыпкой, либо автоматически из специального бункера. Недостатком метода считается возможность вести сварочные работы только в нижнем положении. Но для сварки труб решение нашлось в прокручивании изделия, а не головки горелки. При использовании трубчатой порошковой проволоки сварку можно проводить в любом пространственном положении.
Применение этого относительно недорогого гранулированного вещества значительно улучшает качество сварки, защищая процесс горения дуги, и содействуя образованию прочного соединения.
Поделись с друзьями
1
0
0
0
Флюсы сварочные
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Флюс — это неметаллический материал, вводимый в зону сварки, наплавки, пайки для создания защиты ванны, восстановления окислов, разжижения и понижения температуры шлаков, а также для выполнения металлургических функций по получению шва нужного химического состава.
Для дуговой сварки и наплавки флюс обычно зернистый, порошкообразный. Такой же флюс и для электрошлаковой сварки, но с дополнительными спецсвойствами по электропроводности и т. д.
Для газовой сварки и пайки в качестве флюсов применяют пасты, порошки и газ.
Помимо основных функций, флюс при сварке обычно способствует стабилизации горения дуги и улучшению формирования шва, при пайке может уменьшать поверхностное натяжение, улучшать растекаемость припоя.
Флюс получают сплавлением составляющих его компонентов и последующим дроблением (плавленые флюсы) или механическим связыванием (склеиванием) порошкообразных компонентов с последующим измельчением (неплавленые флюсы).
По назначению флюсы разделяют на три группы: для сварки углеродистых и легированных сталей; для сварки высоколегированных сталей; для сварки цветных металлов и их сплавов. Некоторые марки флюсов, предназначенные для сварки металлов одной из этих групп, можно применять для сварки металлов и другой группы.
В зависимости от их химического состава различают флюсы высококремнистые (более 35% кремнезема), низкокремнистые (до 35% кремнезема), безмарганцевые (менее 1% марганца), марганцевые (более 1% марганца). Изготовляют также легированные флюсы, содержащие чистые легирующие металлы или ферросплавы. Флюсы для автоматической сварки выпускаются по ГОСТ 9087-81. Флюс с размером зерен от 0,25 до 1,6 мм предназначен для сварки проволокой диаметром до 3,0 мм: с размерами зерен от 0,35 до 3 мм — для сварки проволокой диаметром более 3,0 мм.
Плавленые флюсы изготовляются двух видов: стекловидные (зерна прозрачные, от светло-желтого до бурого и коричневого цвета) и пемзовидные (пористые зерна светлой окраски). Объемная масса стекловидных флюсов, от 1,3 до 1,8 кг/дм3, пемзовидных — не более 1 кг/дм3. Наиболее распространены стекловидные флюсы.
Объемная масса стекловидных флюсов, от 1,3 до 1,8 кг/дм3, пемзовидных — не более 1 кг/дм3. Наиболее распространены стекловидные флюсы.
К неплавленым флюсам относятся керамические, которые используются главным образом как легирующие: они малочувствительны к ржавчине, окалине и влаге на кромках свариваемых швов; добавление керамических флюсов к стекловидным позволяет получать швы высокого качества даже при плохой очистке кромок. Назначение флюса:
- зашита расплавленного металла и зоны дуги от действия кислорода и азота воздуха;
- стабилизация горения сварочной дуги;
- легирование металла шва;
- раскисление расплавленного металла;
- формирование шва;
- уменьшение потерь тепла;
- уменьшение потерь электродного металла на угар и разбрызгивание.
Флюсы должны обеспечивать легкую отделяемость шлака и минимальное количество вредных газов и пыли, выделяющихся при сварке.
По сложившейся традиции, марки флюсов обычно указывают наименование разработчика и порядковый номер флюса. Так, флюсы, разработанные ИЭС им. Е. О. Патона, имеют сериал, обозначенный буквенными индексами «АН» (АН-348-А; АН-20; АН-22 и т. д.), что обозначает — «Академия наук» (в составе которой находится ИЭС им. Патона). Флюсы, предложенные НПО ЦНИИТМАШ. имеют сериал «ФЦ» — флюсы ЦНИИТМАШ, и т. д. Были попытки ввести индексы, в какой-то степени характеризующие состав флюсов, например, ОФ6 и ОФ10 (основной флюс), КФ16 (кислый флюс), НФ17 (нейтральный флюс). Однако эта практика до сих пор не получила широкого распространения среди разработчиков флюсов.
Так, флюсы, разработанные ИЭС им. Е. О. Патона, имеют сериал, обозначенный буквенными индексами «АН» (АН-348-А; АН-20; АН-22 и т. д.), что обозначает — «Академия наук» (в составе которой находится ИЭС им. Патона). Флюсы, предложенные НПО ЦНИИТМАШ. имеют сериал «ФЦ» — флюсы ЦНИИТМАШ, и т. д. Были попытки ввести индексы, в какой-то степени характеризующие состав флюсов, например, ОФ6 и ОФ10 (основной флюс), КФ16 (кислый флюс), НФ17 (нейтральный флюс). Однако эта практика до сих пор не получила широкого распространения среди разработчиков флюсов.
Плавленые флюсы получают плавлением исходных материалов (кварцевого песка, марганцевой руды, плавикового шпата каустического магнезита и др.) в электрических или пламенных печах при 1400…1500 °С. Расплавленная масса выливается тонкой струей в воду и гранулируется, приобретая вид крупки размером 0,25…3 мм. Гигроскопичные флюсы, содержащие большое количество фтористых и хлористых солей, подвергают сухой грануляции. Расплавленный флюс выливают в металлическую форму, а после остывания дробят в валках до размера 0,1. ..3 мм.
..3 мм.
Для изготовления неплавленых флюсов исходные компоненты измельчают, замешивают на жидком стекле и с целью дополнительного измельчения и получения однородной массы пропускают через экструдер. После сушки и просеивания флюс готов к употреблению.
Наибольшее применение в сварочном производстве получили плавленые флюсы, к преимуществам которых относятся высокие технологические свойства (защита, формирование шва, отделимость шлаковой корки и др.) и малая стоимость.
Для электрошлаковой сварки выбирают флюсы общего назначения (АН-348А, АН-22, 48-ОФ-6, АНФ-5) и предназначенные именно для данного процесса (АН-8 и АН-25). Содержание в этих флюсах оксидов титана обеспечивает их высокую электропроводность в твердом состоянии.
Для сварки меди и ее сплавов можно использовать флюсы ОСЦ-45, АН-348А, АН-20, АН-26.
Преимущество плавленых флюсов перед керамическими — это более высокие технологически свойства (защита, формирование, отделяемость шлаковой корки и др. ) и меньшая стоимость. Преимуществом керамических флюсов является возможность в более широких пределах легировать металл шва через флюс. В настоящее время промышленность применяет преимущественно плавленые флюсы.
) и меньшая стоимость. Преимуществом керамических флюсов является возможность в более широких пределах легировать металл шва через флюс. В настоящее время промышленность применяет преимущественно плавленые флюсы.
Высококремнистыми и марганцовистыми флюсами являются флюсы ОСЦ-45 и АН-348А, шихта которых состоит из марганцевой руды (МnО), кварцевого песка (Si02) и плавикового шпата (фтористого кальция CaF2). Буква А в конце марки флюса обозначает, что грануляция крупная (для автоматической сварки), а буква Ш — мелкая грануляция, т. е. для использования при полуавтоматической сварке шланговыми полуавтоматами (они применялись на заводах до 70-х годов).
Для автоматической наплавки под флюсом служат те же флюсы, что и для сварки. Наиболее распространены плавленые флюсы АН-348А; ОСЦ-45; АН-20; АН-60; 48-ОФ-6; АН-26; AH-I5M; АН-8; АН-25; АН-22; АНФ-6 в сочетании с легированными проволоками.
Источник: Колганов Л.А. «Сварочное производство». Ростов-на-дону, 2002. -512с.
-512с.
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992
Что такое дуговая сварка порошковой проволокой (FCAW)?
Дуговая сварка порошковой проволокой (FCAW) — это полуавтоматический процесс дуговой сварки, который похож на сварку металла активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник питания для сварки с постоянным напряжением и аналогичное оборудование для сварки MAG.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Этот процесс был впервые разработан в 1950-х годах как альтернатива ручной дуговой сварке металлическим электродом (MMA), которую также называют сваркой штучной сваркой.FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке сердечником под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Это более производительно, чем сварка MAG.
Это более производительно, чем сварка MAG.
Как работает дуговая сварка сердечником под флюсом?
При дуговой сварке порошковой проволокой используется тепло, выделяемое электрической дугой, для плавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой трубчатой порошковой присадочной проволокой, при этом как проволока, так и металлическая заготовка плавятся вместе, образуя сварное соединение.Это похоже на сварку MAG, за исключением того, что для сварки FCAW используется полый трубчатый электрод, заполненный флюсом, а не твердый металлический электрод.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл сварного шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка «двойным экраном», был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемые защитные газы — это диоксид углерода или смеси аргона и диоксида углерода. Чаще всего используется смесь 75% аргона и 25% диоксида углерода. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки вне положения. Этот процесс, при использовании в идентичных условиях, обеспечивает сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем при использовании процессов MMA или MAG.Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность, чем сплошной проволочный или стержневой электрод. Однако метод защиты от газа может не подходить для использования в ветреную погоду, поскольку нарушение защиты от газа может привести к ухудшению свойств металла сварного шва.
Металл сварного шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка «двойным экраном», был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемые защитные газы — это диоксид углерода или смеси аргона и диоксида углерода. Чаще всего используется смесь 75% аргона и 25% диоксида углерода. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки вне положения. Этот процесс, при использовании в идентичных условиях, обеспечивает сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем при использовании процессов MMA или MAG.Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность, чем сплошной проволочный или стержневой электрод. Однако метод защиты от газа может не подходить для использования в ветреную погоду, поскольку нарушение защиты от газа может привести к ухудшению свойств металла сварного шва.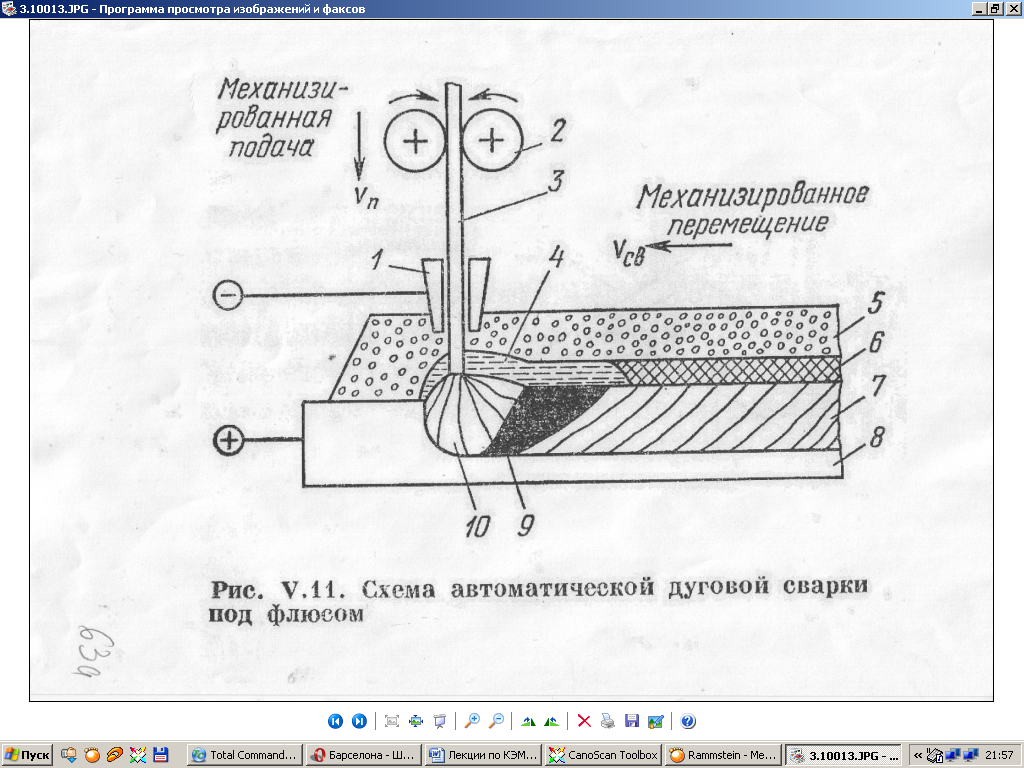
Во второй версии этого процесса не используется внешний защитный газ, а вместо этого используется защита, обеспечиваемая самим электродом с флюсовой сердцевиной. Этот электрод обеспечивает газовую защиту, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве.Сердечник присадочной проволоки содержит флюсирующие агенты, образующие шлак, и материалы, которые выделяют защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, пригодным для сварки на открытом воздухе.
Какие металлы можно сваривать с помощью FCAW?
Дуговая сварка порошковой проволокой хорошо работает с большинством углеродистых сталей, чугуном, нержавеющей сталью и сплавами для наплавки / наплавки.
Однако экзотические цветные металлы, такие как алюминий, нельзя сваривать с помощью этой техники..jpg)
Прочтите наши часто задаваемые вопросы о сварке алюминия для получения дополнительной информации.
Какие преимущества?
Метод сварки сердечником флюсом имеет ряд преимуществ по сравнению с другими методами. FCAW предпочтительнее сварки MAG при использовании на открытом воздухе, а также для соединения более толстых материалов. Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным.Этот процесс сварки также обеспечивает большую гибкость при работе с сплавами, чем MAG. Он также обеспечивает более высокую скорость наплавки проволоки и улучшенную стабильность дуги, что позволяет использовать его на высоких скоростях без ухудшения качества сварного шва.
Дуговая сварка порошковой проволокой может быть процессом «во всех положениях» и также требует меньшего мастерства от операторов, чем MMA и MAG. Он также требует меньшей предварительной очистки металлов, чем другие процессы. Шансы на пористость также очень низки, если правильно применять FCAW.
Шансы на пористость также очень низки, если правильно применять FCAW.
Каковы недостатки / ограничения?
Этот процесс имеет несколько недостатков по сравнению с другими методами сварки, в том числе образование ядовитого дыма, из-за которого сварочная ванна может быть плохо видна. FCAW генерирует больше дыма, чем другие процессы, такие как MMA или MAG.
Пористость также может быть проблемой, если газы из металла шва не могут выйти наружу до того, как металл шва затвердеет.
ЭлектродыFCAW требуют улучшенных процедур обращения и хранения по сравнению с электродами из сплошной проволоки.Из-за трубчатой структуры наполнитель иногда может быть дороже, чем твердые ответные части.
Необходимо выбрать правильный присадочный металл, чтобы обеспечить требуемые механические свойства. Кроме того, необходимо обеспечить постоянную подачу проволоки, чтобы избежать связанных с этим проблем со сваркой.
Еще одним недостатком является образование шлака, который необходимо удалять перед нанесением каждого последующего слоя. Наконец, хотя FCAW отлично подходит для соединения более толстых металлов, его не рекомендуется использовать для материалов толщиной менее 20 калибра.
Наконец, хотя FCAW отлично подходит для соединения более толстых металлов, его не рекомендуется использовать для материалов толщиной менее 20 калибра.
Для чего используется FCAW?
Это гибкий сварочный процесс, подходящий для сварки во всех положениях с учетом правильного присадочного материала и состава флюса. Благодаря высокой производительности наплавки он обеспечивает высокое качество сварных швов с хорошим внешним видом. Высокая скорость сварки и портативность этого метода сварки означает, что он широко используется в строительстве. Это также подтверждается тем фактом, что процесс можно легко выполнять на открытом воздухе, даже в ветреную погоду.
Так как она может использоваться для ряда сплавов, простых углеродистых, нержавеющих и дуплексных сталей, дуговая сварка порошковой проволокой также часто используется для наплавки и наплавки.
Сопутствующие услуги
Сварка сердечником под флюсом: процесс и советы
При дуговой сварке с сердечником (FCAW) используется трубчатая проволока, заполненная флюсом.
Дуга возникает между сплошным проволочным электродом и заготовкой.
Флюс, содержащийся в сердечнике трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы.Постоянный ток с положительным электродом (DCEP) обычно используется, как и в процессе FCAW.
Есть два основных варианта процесса; самозащитная FCAW (без защитного газа) и газовая защита FCAW (с защитным газом). Различие между ними связано с использованием различных флюсов в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер уносит защитный газ.
Флюсы в самоэкранированной FCAW предназначены не только для раскисления сварочной ванны, но также для защиты сварочной ванны и металлических капель от атмосферы.
Флюс в газозащитной FCAW обеспечивает раскисление сварочной ванны и в меньшей степени, чем в самозащитной FCAW, обеспечивает вторичную защиту от атмосферы.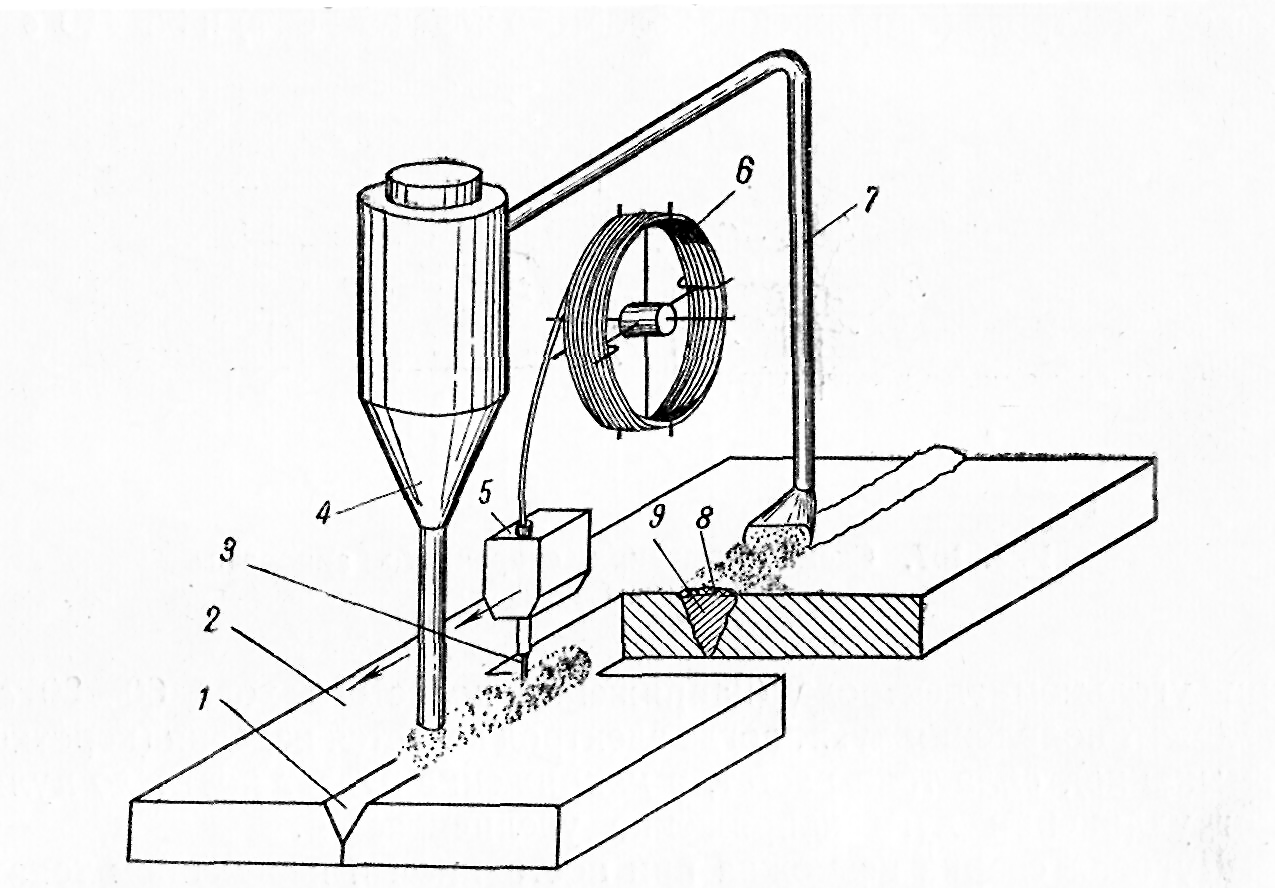 Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении. Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении. Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Видео: основы порошковой самозащитной сварки
Процесс сварки сердечником под флюсом
Сварка сердечником под флюсом или сварка трубчатым электродом произошла от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва.Это процесс дуговой сварки, в котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование достигается за счет флюса, содержащегося внутри трубчатой электродной проволоки, или за счет флюса и защитного газа, подаваемого извне. Схема процесса показана на рисунке 10-55 ниже.
Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов.Закрывающий шов в виде тонкой линии — единственное видимое различие между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварку порошковым электродомможно выполнять двумя способами:
- Углекислый газ может использоваться с флюсом для обеспечения дополнительной защиты.
- Только сердечник из флюса может обеспечить весь защитный газ и шлаковые материалы.
Экран из углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучшую сварку, чем это возможно без внешней газовой защиты.Хотя дуговая сварка порошковой проволокой может применяться полуавтоматически, машинно или автоматически, этот процесс обычно выполняется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка порошковой проволокой также используется в машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Сварщик постоянно контролирует сварку и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса порошковой сваркиСоветы по сварке
- Не используйте гладкие приводные ролики для проволоки, используйте приводные ролики с накаткой
- Измените полярность на отрицательный электрод (уточните у производителя, MIG обычно электрод положительный)
- Используйте соответствующую вентиляцию
- Вылет проволоки от 1/2 ″ до 3/4 ″
- Перетаскивание пистолета (сварка с обратной стороны)
- Для плоского сварного шва, приваривайте под углом 90 градусов и назад на 10 градусов.Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
- Для горизонтального угла наклона пистолета вверх примерно на 10 градусов, уменьшите параметры сварки на аппарате примерно на 10–15%.
- Для вертикального шва (можно использовать вверх или вниз, вертикальный вниз лучше для более тонких металлов, вертикальный вверх для 1/4 дюйма и выше, также уменьшите параметры на 10-15% на машине.
- Для потолочных работ старайтесь поддерживать высокую скорость перемещения, а также уменьшите параметры сварки на 10–15% (по сравнению с плоским или горизонтальным швом).
- Приваривайте из стороны в сторону, чтобы избежать подрезов
- Тщательно счищать шлак после каждого прохода
 Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.FCAW в сравнении с GMAW и SMAW
Процесс сердечника флюса FCAW сочетает в себе лучшие характеристики SMAW и GMAW.
В нем используется флюс для защиты сварочной ванны, хотя можно использовать дополнительный защитный газ. Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
FCAW против GMAW
Дуговая сварка порошковой проволокой во многом схожа с дуговой сваркой металлическим электродом в газе (GMAW или MIG).Порошковая проволока, используемая для этого процесса, придает ему разные характеристики. Дуговая сварка порошковой проволокой широко используется для сварки черных металлов и особенно хороша для применений, в которых требуются высокие скорости наплавки. При высоких сварочных токах дуга получается ровной и более управляемой по сравнению с использованием электродов для дуговой сварки металлическим газом большого диаметра с диоксидом углерода.
Сварщик хорошо видит дугу и сварочную ванну. На поверхности сварного шва остается шлаковый налет, который необходимо удалить.Поскольку присадочный металл перемещается по дуге, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть спроектирован для поддержки больших сварочных ванн в нерабочем положении и обеспечения большего проплавления по сравнению с использованием сплошной проволоки MIG (GMAW). Сварные швы большего размера могут быть выполнены за один проход с помощью электродов большего диаметра, тогда как GMAW и SMAW потребуют нескольких проходов для сварных швов эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
Сварные швы большего размера могут быть выполнены за один проход с помощью электродов большего диаметра, тогда как GMAW и SMAW потребуют нескольких проходов для сварных швов эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов.Это может снизить производительность применения и привести к возможным нарушениям сплошности включения шлака. Для FCAW с газовой защитой пористость может возникнуть в результате недостаточного газового покрытия.
Большое количество дыма образуется в процессе FCAW из-за высоких токов, напряжений и магнитного потока, присущих процессу. Увеличение затрат может быть вызвано необходимостью в вентиляционном оборудовании для обеспечения надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, поскольку для этого требуется механизм подачи проволоки и сварочная горелка.Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для порошковой сварки
Универсальный сварочный аппарат / генератор Miller Trailblazer 302 с приводом от двигателя, газ, 1-фазный, 30–225 переменного тока, 10–325 постоянного тока Тип: (KOHLER). Поддерживает сварку Stick (SMAW), MIG (GMAW, Flux Cored (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), воздушно-угольную дугу (CAC-A)) и строжку. аналогично тому, который используется для газовой дуговой сварки.В состав основного оборудования для дуговой сварки входят:
- Источник питания
- Органы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Кабели сварочные
Основное различие между электродами с газовой защитой и самозащитными электродами заключается в том, что для проводов с газовой защитой также требуется система защиты от газа.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавлены несколько элементов, например, толкатели для швов и устройства перемещения.
Источник питания
Источник питания или сварочный аппарат подает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входной мощности 230 или 460 вольт, но также доступны машины, которые работают от входной мощности 200 или 575 вольт.Источники питания могут работать как от однофазного, так и от трехфазного тока с частотой от 50 до 60 герц.
Большинство источников питания, используемых для дуговой сварки порошковой проволокой, имеют рабочий цикл 100 процентов, что означает, что они могут использоваться для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что они могут использоваться для сварки 6 из каждых 10 минут.
Источники питания, обычно рекомендуемые для дуговой сварки порошковой проволокой, представляют собой источники постоянного напряжения постоянного напряжения.Используются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим электродом в газе, используются при дуговой сварке порошковой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, для которой иногда требуется более мощный источник питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток.Постоянный ток может быть как обратной, так и прямой полярности. Порошковые электродные проволоки предназначены для работы как с DCEP, так и с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварное соединение. Отрицательный ток электрода обеспечивает меньшее проникновение и используется для сварки более тонких металлов или металлов с плохой подгонкой.Сварной шов, созданный DCEN, шире и мельче, чем сварной шов, произведенный DCEP.
Генераторные сварочные аппараты, используемые для процесса сердечника из флюса, могут приводиться в действие электрическим ротором для использования в цехах или от двигателя внутреннего сгорания для полевых применений. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели с жидкостным или воздушным охлаждением.
Генераторы с приводом от двигателя вырабатывают очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Электродвигатель механизма подачи проволоки обеспечивает питание для подачи электрода через кабель и горелку к работе. Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания требуемой длины дуги путем изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с редуктором, содержащим приводные ролики. Коробка передач и двигатель механизма подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в коробке передач.
Узел подачи проволоки FCAWСварочные пистолеты с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются пистолеты с воздушным и водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением охлаждаются в основном окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект.Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пушки для флюсового сердечника с водяным охлаждением обеспечивают более эффективное охлаждение пушки. Пистолеты с водяным охлаждением рекомендуются для использования при сварочных токах более 600 ампер и предпочтительны для многих применений, использующих токи 500 ампер. Сварочные пистолеты рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя можно также использовать пистолеты с водяным охлаждением.Пистолеты с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для подачи защитного газа, используемое для порошковой проволоки с защитным газом, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как указано выше, сердечник из флюса может использоваться без защитного газа в зависимости от области применения)
Защитные газы поставляются в жидкой форме, когда они находятся в резервуарах для хранения с испарителями, или в газовой форме в баллонах высокого давления.Исключением является углекислый газ. При помещении в баллоны высокого давления он существует как в жидкой, так и в газовой форме.
Основное назначение защитного газа — защита дуги и сварочной ванны от загрязняющих воздействий атмосферы. Азот и кислород атмосферы, если они вступают в контакт с расплавленным металлом сварного шва, вызывают пористость и хрупкость.
При дуговой сварке порошковой проволокой экранирование достигается за счет разложения сердечника электрода или комбинации этого и окружения дуги защитным газом, подаваемым из внешнего источника.Защитный газ вытесняет воздух в зоне дуги. Сварка производится под защитным газом. Для дуговой сварки порошковой проволокой можно использовать как инертные, так и активные газы.
Активные газы, такие как диоксид углерода, смесь аргона с кислородом и смеси аргон с диоксидом углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения зависит от типа свариваемого металла, характеристик дуги и переноса металла, доступности, стоимости газа, требований к механическим свойствам, а также глубины проплавления и формы сварного шва.Ниже приводится краткое описание различных защитных газов.
Двуокись углерода
Двуокись углерода производится из топливных газов, выделяемых при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт при кальцинировании в печах для обжига извести, при производстве аммиака и при ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ доступен пользователю в баллонах или контейнерах для массовых грузов. Цилиндр встречается чаще.В системе наливного газа углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед подачей на сварочную горелку. Основная система обычно используется только при поставке большого количества сварочных станций.
В цилиндре диоксид углерода находится как в жидкой, так и в парообразной форме, при этом жидкий диоксид углерода занимает примерно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого цилиндра. Над жидкостью он существует в виде парообразного газа.Когда диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться манометром.
Когда давление в цилиндре упадет до 200 фунтов на кв. Дюйм (1379 кПа), цилиндр следует заменить новым. В цилиндре всегда должно оставаться положительное давление, чтобы предотвратить попадание влаги и других загрязнений в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 куб. Футов в час (4.От 7 до 24 литров в минуту). Однако максимальная скорость нагнетания 25 куб. Футов в час (рекомендуется 12 литров в минуту при сварке с использованием одного цилиндра.
Когда давление пара падает от давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию подачи защитного газа. Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к откачке жидкости из цилиндра. Двуокись углерода — наиболее широко используемый защитный газ для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но диоксид углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и невысокая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку диоксид углерода является окисляющим газом, в сердечник электродной проволоки добавляются раскисляющие элементы для удаления кислорода.Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Некоторая часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05 процента, защита от двуокиси углерода будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критических коррозионных применений. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, защита от двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Аргон и диоксид углерода
иногда смешивают для использования при дуговой сварке порошковой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь производит мелкозернистый шаровидный перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный в экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Смеси аргоно-кислородные
Для некоторых применений используются смеси аргона с кислородом, содержащие 1 или 2 процента кислорода. Смеси аргона и кислорода имеют тенденцию способствовать переносу распыления, что снижает количество образующихся брызг.Основное применение этих смесей — сварка нержавеющей стали, где диоксид углерода может вызвать проблемы с коррозией.
Электроды
Поперечное сечение флюсовой проволоки — рисунок 10-58Электроды, используемые для дуговой сварки порошковой проволокой, обеспечивают присадочный металл сварочной ванне и защиту дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты дуги и сварочной ванны от атмосферы.
Химический состав электродной проволоки и сердечника флюса в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки порошковой проволокой состоят из металлического экрана, окружающего сердцевину из флюсовых и / или легирующих смесей, как показано на рисунке 10-58.
Сердечники из углеродистой стали и низколегированных электродов содержат преимущественно флюс.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса.Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащищенные электроды содержат больше флюсующих соединений, чем электроды с газовой защитой.
Составы, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, плавающего на поверхности металла шва и защищающего его во время затвердевания.
- Обеспечить раскислители и поглотители, которые помогают очищать и производить твердый металл шва.
- Стабилизаторы дуги, обеспечивающие плавную сварочную дугу и сводящие к минимуму разбрызгивание.
- Для добавления в металл сварного шва легирующих элементов, которые увеличивают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Провода с защитным газом требуют внешней подачи защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке сердечником из флюса, была разработана Американским сварочным обществом. Углеродистые и низколегированные стали классифицируются по следующим позициям:
- Механические свойства наплавленного металла.
- Положение при сварке.
- Химический состав наплавленного металла.
- Род сварочного тока.
- Независимо от того, используется ли защитный газ CO2.
Примером классификации электрода из углеродистой стали является E70T-4, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «7» указывает минимальную прочность на разрыв в единицах 10 000 фунтов на кв. Дюйм (69 МПа).
- Третья цифра или «0» указывает положение сварки. «0» указывает на плоское и горизонтальное положение, а «1» указывает на все положения. 4 . Буква «T» обозначает классификацию трубчатой или порошковой проволоки. 5 .Суффикс «4» указывает на производительность и удобство использования, как показано в таблице 10-13. При использовании классификации «G» не указываются конкретные требования к характеристикам и удобству использования. Эта классификация предназначена для электродов, не подпадающих под другую классификацию. Требования к химическому составу наплавленного металла сварного шва для электродов из углеродистой стали приведены в таблице 10-14. Одноходовые электроды не имеют требований к химическому составу, потому что проверка химического состава неразбавленного металла шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12 Рабочие характеристики и характеристики использования порошковых электродов из углеродистой стали — Таблица 10-13 Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14Классификация электродов из низколегированной стали Используемый при сварке сердечником флюсом аналогичен классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «8» указывает минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает возможности сварочного положения электрода. «1» обозначает все положения, а «0» — только плоское и горизонтальное положение.
- Буква «T» обозначает трубчатый или порошковый электрод, используемый при дуговой сварке порошковой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются для классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс «Ni2» указывает химический состав наплавленного металла шва, как показано в таблице 10-17 ниже.
а.Единичные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавленный металл должен иметь минимум, как указано в таблице, только для одного из элементов
d. Классификация E80TI-W также содержит от 30 до 0,75 процента меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке сердечником из флюса, основана на химическом составе металла шва и типе защиты, применяемой во время сварки.Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» обозначает электрод.
- Цифры между буквами «E» и «T» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- «Т» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает тип используемого экранирования, как показано в таблице 10-19 ниже.
Сварочные кабели и соединители используются для подключения источника питания к сварочному пистолету и к устройству.Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен проводов, заключенных в изолированный кожух из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает шланг защитного газа и канал, по которому проходит электродная проволока. При машинной или автоматической сварке вывод электрода обычно отдельный.Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие выводы обычно подключаются к работе зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности аппарата для сварки сердечником флюса, рабочего цикла аппарата и расстояния между сварочным аппаратом и изделием. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока 75 ампер и выше.
В Таблице 10-20 показаны рекомендуемые сечения кабелей для использования при различных сварочных токах и длинах кабелей.Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые сечения кабелей для различных сварочных токов — Таблица 10-20Плюсы и минусы FCAW
Преимущества: меньшая стоимость и более высокая наплавка
Резюме:
- Высокая производительность наплавки
- Более глубокое проникновение, чем SMAW
- Высокое качество
- Меньше предварительной очистки, чем у GMAW
- Покрытие из шлака помогает при больших сварных швах в смещенном положении Самозащищенный FCAW устойчив к сквознякам
Основными преимуществами сварки сердечником из флюса являются меньшая стоимость и более высокая скорость наплавки, чем при сварке методом SMAW или GMAW сплошной проволокой.
Стоимость порошковых электродов ниже, поскольку легирующие добавки находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердотельных электродов.
Порошковая сварка идеальна там, где важен внешний вид валика и не требуется механическая обработка сварного шва. Сварка порошковой проволокой без защиты от углекислого газа может использоваться для большинства конструкций из низкоуглеродистой стали.
Полученные в результате сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа.Имеется меньшая пористость и большее проплавление сварного шва с защитой от углекислого газа. Процесс порошковой наплавки имеет повышенную устойчивость к окалине и грязи.
При сварке сердечником флюсом меньше разбрызгивания, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость наплавки, и часто используются более высокие скорости движения. Используя электродную проволоку небольшого диаметра, можно выполнять сварку во всех положениях. Некоторые порошковые проволоки не нуждаются во внешней подаче защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Наносится более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучшее проплавление, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки сердечником под флюсом:
- Шлак необходимо удалить
- Больше дыма и дыма, чем у GMAW и SAW
- Брызги
- Проволока FCAW дороже
- Оборудование дороже и сложнее, чем для SMAW
Большинство низколегированных или низкоуглеродистых сталей порошковых электродов более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эту чувствительность, называемую допуском по напряжению, можно уменьшить, если использовать защитный газ или увеличить шлакообразующие компоненты материала сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и устройство подачи электродов с постоянной скоростью.
FCAW Устранение неисправностей
При поиске и устранении неисправностей сварных швов с флюсовой сердцевиной обязательно ознакомьтесь с инструкциями производителя (находящимися на панели оборудования) для следующего (подробно описано ниже):
- Скорость подачи проволоки
- Скорость передвижения
- Расстояние между контактным наконечником и рабочим местом
- Полярность фидера
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком мала, вы не получите полного покрытия, узкий проход и много брызг.
FCAW Видео по устранению неисправностей
Сварка FCAW создается при низкой скорости проволоки
Низкая скорость проволоки для сварки FCAW привела к тому, что шлаки трудно удалить, и появилось много брызг. Если скорость проволоки слишком высока, проволока будет загибаться. Чтобы исправить это, увеличьте напряжение или уменьшите скорость провода.
Сварной шов FCAW создан при высокой скорости проволокиСлишком низкая скорость перемещения : в результате получается выпуклый широкий сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью ходаСкорость движения выше рекомендованной : в результате получается узкий выпуклый сварной шов.Сравните со слишком высокой скоростью движения потока вверху и со скоростью вытесняющей лужи внизу.
Сварка FCAW с высокой скоростью перемещенияРасстояние между наконечником и рабочей поверхностью : Проверьте правильность расстояния для вашего провода. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак выглядит темным в центре сварного шва.
Если расстояние слишком велико, сварной шов будет немного закорочен. Проволока выглядит так, как будто она охотится за сварным швом, делает подачу непостоянной, вызывая рябь в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2 ″ до 5/8 ″)Полярность : каждый провод имеет рекомендованную полярность. Иногда используется отрицательный постоянный ток, когда необходим положительный постоянный ток. Вызывает брызги и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке сердечника флюсом. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток. Проверьте схему настройки машины.Проверьте, как питатель подключен к сварочному оборудованию. Убедитесь, что он подключен к правильным полюсам. Обзорная диаграмма внутри панели оборудованияУглы электродов : Для сердечника из флюса помните, что есть шлак, который вы перетаскиваете. Убедитесь, что вы перетаскиваете электрод, чтобы шлак мог образоваться за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если нажать на нее, в сварном шве могут появиться включения шлака.
Проверьте рабочий угол и угол хода : При сварке на плоской поверхности угол может составлять 90 градусов.Для соединения внахлест или Т-образного соединения вы хотите, чтобы угол поворота был 45 градусов, а сопротивление — 5-10 градусов.
Как работает порошковая сварка
Дуговая сварка порошковой проволокой — это метод сварки, который несколько уникален по сравнению со сваркой металлов в инертном газе. Что в первую очередь отличает FCAW от сварки MIG, так это тип используемого проволочного электрода и способ защиты расплавленного металла от атмосферы.
В процессе сварки MIG используется сплошной проволочный электрод, обычно изготовленный из низкоуглеродистой стали.Для создания экрана для защиты ванны расплава требуется внешний подвод газа. Обычно это обеспечивается газовым баллоном высокого давления.
Как и в случае MIG, FCAW требует электричества, присадочного металла и некоторого способа защиты расплавленного металла от воздуха. В отличие от процесса MIG, метод порошковой сварки использует проволоку, которая содержит внутреннюю сердцевину из материалов, выделяющих флюс и защитные газы при сгорании под действием тепла сварочной дуги. Этот тип провода устраняет необходимость во внешней подаче газа, поскольку он обладает внутренними защитными свойствами.
Использование метода FCAWДуговая сварка порошковой проволокой работает лучше, чем сварка MIG, при работе с более толстыми материалами. Фактически, FCAW рекомендуется только для материалов толщиной не менее 20. При использовании процесса FCAW на более толстых металлах хороший, прочный сварной шов может быть получен за один проход.
Поскольку порошковая проволока производит собственный защитный газ во время процесса сварки, FCAW работает намного лучше на открытом воздухе, чем метод MIG.Эта внутренняя защита может выдерживать даже сильный ветер. Нет необходимости носить с собой отдельный газовый баллон к месту сварки, что делает FCAW более удобным.
Одним из недостатков использования FCAW является то, что сварочная дуга действительно разбрызгивает. В результате готовый сварной шов покрывается шлаком, который, возможно, придется удалить.
Чтобы начать процесс сварки порошковым методом, сварщик сначала нажимает на спусковой крючок, который начинает непрерывно подавать электрод к стыку.Когда электрод пропускается через механизм подачи проволоки, он становится электрически заряженным. Когда проволока достигает металлического стыка, происходит короткое замыкание, в результате чего электрод нагревается и начинает плавиться. По мере плавления проволочного электрода начинает плавиться и металл. Вместе плавящийся электрод и металл образуют ванну расплава. В ванне одновременно плавится флюсовая сердцевина электрода, чтобы создать защитный экран от окружающей среды и шлака, который защищает сварной шов от загрязнения.
Какие металлы лучше всего подходят для FCAWБольшинство цветных экзотических металлов, включая алюминий, нельзя сваривать порошковым методом. Однако порошковая сварка хорошо подходит для большинства углеродистых сталей, сплавов на основе никеля, чугуна и некоторых нержавеющих сталей.
Ссылки:
www.lincolnelectric.com
www.gowelding.org
Статьи по теме:
Порошковая проволока против сплошной проволоки
Методы дуговой сварки порошковой проволокой
Флюс при сварке — Weld World
ФлюсФлюс используется для защиты расплавленного металла от всех типов атмосферных загрязнений.
При газовой сварке металл нагревается на воздухе, кислород воздуха соединяется с металлом с образованием оксидов, что приводит к низкому качеству сварных швов или, в некоторых случаях, сварке может быть невозможно. Чтобы избежать этой трудности, во время сварки используется флюс.
| Флюс, используемый в различных металлах Флюс всегда легкоплавкий, но неметаллически и химически реагирует с оксидом и образует шлак, который плавает и покрывает расплавленную лужу металла, тем самым не допуская попадания атмосферного кислорода и других вредных газов.Флюсы Флюс используется при газовой сварке чугуна, нержавеющей стали и большинства цветных металлов, а также свинца, цинка и некоторых драгоценных металлов. Защитные газы |
Для чугуна требуется флюс.Легкоплавкий флюс увеличивает текучесть железосиликатного шлака, а также способствует удалению шлака.
Обычно изготавливается из флюса, боратов или борной кислоты, кальцинированной соды и других соединений, таких как хлорид натрия и т. Д., Для стержней из серого чугуна.
См. Чугун
Для лучшего контроля над расплавленным металлом и для надежной сварки необходимы флюсы. Флюс также следует наносить внутрь, чтобы предотвратить окисление. В его состав могут входить такие соединения, как бура, борная кислота, плавиковый шпат и т. Д.
Флюс в алюминии При сварке алюминия сварка флюсом необходима из-за образования оксидной пленки на металле, которая препятствует прочным сварным швам.
При использовании флюса оксид разрушается и превращает их в легкоплавкий шлак. Плавкий шлак легче основного металла плавает на поверхности лужи. Его можно нанести на основной металл кистью, погрузить во флюс перед сваркой и нанести на конец присадочного стержня. В состав флюса в алюминии и сплавах входят литий-натрий и калий в форме насекомых или порошка.Может содержать хлорид калия, хлорид лития и т. Д.
| Для сварки никеля флюс не требуется, но требуется сварка его сплавов, таких как флюс Inconel и Monel. |
|
Флюс в меди
Для сварки меди флюс не требуется, но при сварке сплавов требуется флюс.Флюс для медных сплавов может содержать бура, борную кислоту, фосфат, силикат магния, известь и т. Д.
Флюс в магнии
Для сварки необходим флюс магния, который должен наноситься на все кромки свариваемого основного металла и присадочного металла. Флюс может содержать хлорид натрия, фторид калия, хлорид магния, хлорид бария и т. Д.
| Присадочный металл | Температура плавления ° C | Требуемый флюс |
| Низкоуглеродистая сталь с медным покрытием | 1490 | НЕТ |
| Высокоуглеродистая сталь | 1350 | ДА |
| Никель Сталь | 1450 | ДА |
| Износостойкая легированная сталь | 1320 | НЕТ |
| Электроды для сварки труб | 1450 | НЕТ |
| Нержавеющая сталь | 1440 | ДА |
| Чугун сверхкремниевый | 1147 | ДА |
| Медно-серебряный сплав | 1068 | ДА |
| Никелевая бронза | 910 | ДА |
| Алюминиевые сплавы с 5% меди | 640 | ДА |
| Алюминиевые сплавы с 5% кремния | 635 | ДА |
Полное руководство по дуговой сварке порошковой проволокой
Дуговая сварка порошковой проволокой или FCAW является разновидностью сварки MIG.Как следует из названия, в этом методе используется электрод с флюсовой сердцевиной для обеспечения присадочного материала для сварного шва.
За исключением этой разницы, FCAW аналогична сварке MIG. Тот же сварочный аппарат MIG используется для FCAW. Отличается только электрод.
Дуговая сварка порошковой проволокой — это возможный метод для строительства мостов, ремонта тяжелого оборудования, возведения металлоконструкций и других подобных применений в течение последних нескольких лет. Это неудивительно, если учесть высокую скорость наплавки и простоту этого процесса сварки, что делает его очень производительным и экономичным.
Источник питания для дуговой сварки порошковой проволокой
Этот процесс сварки можно выполнять с помощью сварочного аппарата MIG — во многих случаях нет необходимости в каких-либо изменениях. В некоторых случаях может потребоваться замена роликов для подачи электрода. Контактный наконечник также должен подходить для установки более толстого проволочного электрода. Это то же самое, что и внесение изменений для разных размеров проводов.
Есть несколько специализированных сварочных аппаратов FCAW. Однако таких сварщиков, работающих в тяжелых условиях, можно встретить только в промышленности.Основное различие между этими сварочными аппаратами FCAW и сварочными аппаратами MIG заключается в том, что первые имеют гораздо более высокие настройки тока и напряжения для сварки толстых металлических пластин.
Таким образом, если у вас уже есть сварочный аппарат MIG, вы можете сразу начать использовать его для дуговой сварки порошковой проволокой.
Электроды FCAW
Это электроды, которые немного отличают FCAW от сварки MIG. Сварка MIG использует сплошную проволоку в качестве электродов для присадочного материала. В FCAW используются электродные проволоки с полым центром, заполненным флюсом.Этот флюс защищает горячее сварное соединение от коррозии и загрязнения, защищая его от окружающей среды.
Поскольку флюс может эффективно защищать сварное соединение от атмосферы, порошковая сварка хорошо подходит для сварки на открытом воздухе. В процессе FCAW используется флюс точно так же, как при ручной сварке. Однако в электродах FCAW этот флюс помещается в сердечник, а не снаружи, как в электродах для сварки штангой.
Благодаря флюсу, метод FCAW обладает рядом преимуществ по сравнению с процессом сварки MIG.Вот четыре важных преимущества.
- Процесс FCAW имеет более высокую ставку депозита в час Метод
- FCAW подходит для сварки ржавых и грязных металлов толщиной до ½ дюйма всего за один проход.
- Этот способ сварки отлично подходит для сварки на открытом воздухе. Он также подходит для любителей и энтузиастов DIY Процесс
- FCAW прост и его можно быстро изучить. Это не требует высокого уровня ловкости рук, как сварка TIG.
Ставка депозита
FCAW имеет более высокую скорость наплавки по сравнению с другими методами сварки. При сварке MIG вы можете уложить максимум около 8 фунтов проволоки в течение часа. Используя метод FCAW, вы можете депонировать до 25 фунтов металла в час. Таким образом, этот метод имеет очень высокую производительность и является особенно хорошим вариантом для сварки толстых металлических профилей и деталей. Депозитная ставка FCAW не имеет себе равных. Следовательно, этот процесс сварки пользуется популярностью на верфях и в других отраслях тяжелой промышленности.
Процесс FCAW с ржавыми и грязными металлами
Для выполнения дуговой сварки порошковой проволокой необязательно иметь очень чистый стык. В отличие от других традиционных процессов сварки, таких как TIG, MIG и Stick, FCAW может справляться со всеми видами загрязнений, кроме масел, воды и краски. Он может растворять даже прокатную окалину и ржавчину. FCAW настолько эффективен при сварке через ржавчину и прокатную окалину, что может сваривать металлический профиль ½ дюйма толщиной с канавкой, обеспечивая при этом полное проплавление с обеих сторон за один проход.
FCAW также подходит для всех видов работ, что делает его еще более идеальным для верфей и тяжелой промышленности.
Сварка на открытом воздухе
Если у вас есть опыт сварки MIG, вы, возможно, знаете, что сварка MIG может быть очень проблематичной, если она выполняется на открытом воздухе. Вы можете решить эту проблему, просто переключив сплошной проволочный электрод на проволоку с флюсовой сердцевиной, то есть с помощью FCAW. Этот переключатель очень удобен, так как вы можете заменить сплошную проволоку порошковой проволокой, внеся лишь незначительные изменения.
Причина, по которой FCAW устойчив к внешним воздействиям даже на открытом воздухе, связана с флюсом. Флюс служит для защиты горячего шва от ветра так же, как и при сварке штучной сваркой.
Сварщики, которые занимаются сваркой для хобби или для ремонта, в большинстве случаев могут использовать FCAW без защитного газа. Требуется меньше оборудования, что делает процесс проще и удобнее.
Требуемый уровень умения
В отличие от других современных методов сварки, для выполнения качественных сварных швов с FCAW не требуется большого количества ручного труда.Это очень похоже на сварку MIG. Единственное, что вам нужно сделать, это правильно настроить сварочный аппарат в соответствии с областью применения сварки. Как только это будет выполнено, вам необходимо правильно направить сопло, чтобы создать сварной шов.
FCAW намного проще, чем сварка TIG. При сварке TIG необходимо использовать обе руки: одной рукой удерживать неплавящийся вольфрам, а другой прикреплять присадочную проволоку. Вы должны подавать присадочную проволоку вручную с правильной скоростью. Вам также необходимо управлять ножной педалью, чтобы изменять ток.С другой стороны, с FCAW вам нужно держать сварочный пистолет в нужном месте. Проволока подается автоматически. Для обеспечения наилучшего качества сварки аппарат необходимо правильно настроить.
Типы электродов FCAW
Есть два типа электродов FCAW.
- Самозащитный
- Двойное экранирование
Самозащитный электрод выполняет то, что подразумевает его название. Нет необходимости в защитном газе для защиты горячего шва. Этот тип электрода FCAW имеет флюсовый материал, который может обеспечить адекватную защиту от атмосферы.Следовательно, это отличный выбор для общего ремонта и один из лучших вариантов для сварки на открытом воздухе. Поскольку электроды с двойным экранированием не используют защитный газ, этот процесс намного проще, а затраты также могут быть снижены.
Электрод с двойной защитой нуждается в защитном газе для защиты от коррозии и ржавчины. В большинстве случаев достаточно смеси из 25 процентов газообразного диоксида углерода и 75 процентов газообразного аргона. Единственный способ получить представление о наиболее подходящем защитном газе — это связаться с производителем электродов или магазином сварочных материалов.Лучше быть полностью уверенным, чем рисковать переделкой, связанной с удалением некачественных и дефектных сварных швов.
FCAW Размеры электродов
ПроводаFCAW бывают разных размеров. Для большинства сварочных работ вам потребуются проволоки следующих размеров.
Существует система обозначений для обозначения различных электродов. Например, один из таких проводов — E71T-1. Вот что означает название.
E — Подразумевается электрод
7 — Это число указывает минимальную прочность сварного шва на растяжение в квадратных дюймах.Вы должны добавить к этому числу четыре нуля, чтобы получить минимальную прочность на разрыв. В данном случае получается 70 000 фунтов на квадратный дюйм. Это означает, что минимальная прочность на разрыв присадочного металла составляет 70 000 фунтов на квадратный дюйм.
1 — Подразумевает сварочные позиции, которые можно принять с этой проволокой. Для этой цифры используются только два числа — ноль и единица. Ноль означает, что с этим электродом вы можете принимать только горизонтальное и ровное положение. Один подразумевает, что вы можете использовать электрод в любом положении.
Т — аббревиатура от трубчатого. Это форма, которую можно ожидать от порошковой проволоки. Проволока представляет собой трубку из присадочного металла, заполненную флюсом. В электродах MIG проволока сплошная. В этом случае будет обозначение S.
1 — Указывает вид потока внутри электрода.
Аппарат для дуговой сварки порошковой проволокой Конфигурация
Настройка аппарата критически важна для обеспечения эффективных характеристик и качества сварки FCAW. Перед настройкой устройства необходимо убедиться, что натяжение ролика отрегулировано правильно.Натяжение должно быть достаточным для подачи проволоки без проскальзывания. Если ролики станут слишком тугими, это может привести к раздавливанию проволоки, и в этом случае ее придется снова подавать.
Вы можете настроить параметры нагрева, настроив напряжение и скорость подачи проволоки.
При использовании электродов с двойной защитой возникает дополнительная задача по регулировке расхода защитного газа. Напряжение — это показатель скорости, с которой тепло будет направляться в сварной шов. Скорость подачи проволоки регулирует скорость, с которой проволочный электрод входит в сварочную ванну.Это указывается в дюймах в минуту.
Поскольку процесс зависит от источника питания постоянного напряжения, ток изменяется в зависимости от скорости подачи проволоки. Более высокая скорость подачи означает больший ток.
Чтобы облегчить вам выбор правильной конфигурации, производитель прилагает к сварочному аппарату таблицу, в которой показаны рекомендации по скорости подачи проволоки и напряжению в зависимости от толщины металлических секций.
Несмотря на то, что эти рекомендации полезны, нет необходимости точно им следовать.Настройки должны быть достаточными, чтобы сварочная ванна вливалась в стык и проникала на всю глубину, чтобы сваривать две противоположные поверхности надлежащим образом. С другой стороны, сварка MIG более чувствительна к этим рекомендациям.
Существует два разных типа механизмов передачи, которые можно использовать для FCAW.
- Распылительная передача
- Шаровидный перенос
Распылительный перенос
Когда вы переключаете сварочный аппарат в режим переноса распылением, вы слышите отчетливый треск.Сварка обычно выполняется распылением.
Как следует из названия, крошечные капельки расплавленного металла проходят по дуге к сварочной ванне при распылении. Это похоже на то, как струя выходит через садовый шланг с закрытым отверстием. Перенос распылением зависит от диаметра проволоки и осуществляется при высокой скорости подачи проволоки и напряжениях. Как только дуга развивается, она сохраняется на протяжении всего сварного шва, в отличие от передачи короткого замыкания. Этот метод переноса создает минимальное разбрызгивание и обычно используется для толстых сечений в горизонтальном или плоском положении.
Шаровидный перенос
При глобулярном переносе присадочный металл переносится по дуге в виде относительно больших капель. Размер этих капель сопоставим с диаметром электрода. Этот метод переноса используется для углеродистой стали. Благодаря шаровому переносу сварка выполняется в горизонтальном или плоском положении из-за большого размера капель. Большой размер капель усложняет сварочный процесс в верхнем и вертикальном положениях. Передача дуги короткого замыкания более естественна по сравнению с этим.Большой размер капель приводит к сильному разбрызгиванию.
Шаровидный перенос больше подходит для тонких листов и металлических профилей. Скорость подачи проволоки и напряжение устанавливаются таким образом, чтобы звук хлопка становился слышен во время сварки. Вы сможете услышать несколько хлопков каждую секунду, когда образуются маленькие шарики, которые падают в сварочную ванну. Для шарового переноса необходимо использовать двойной экранирующий электрод. Защитный газ должен содержать большое количество аргона для создания стабильной дуги.
Методы дуговой сварки порошковой проволокой
Методы сварки, используемые для этого процесса, просты.Вам не нужно иметь слишком много навыков, кроме знания того, как правильно настроить сварочный аппарат.
Дуговую сварку порошковой проволокой можно выполнять как справа, так и слева. Эти методы также используются в других сварочных процессах.
В методе переднего хода вы толкаете ванну в направлении сварного шва. При использовании метода переднего хода вы получаете широкий, но неглубокий сварной шов с низким профилем. Этот способ сварки подходит для тонких листов и металлических профилей.
С другой стороны, сварка с обратной стороны создает проникающий, глубокий и узкий шов с высоким профилем.Поэтому он больше подходит для толстых металлов.
Вы можете использовать метод справа или слева в сочетании с такими приемами, как круги, взбивание и узоры плетения. В большинстве случаев вы можете выполнять сварку с постоянной скоростью движения. Встряхните ручку из стороны в сторону, чтобы распределить сварной шов. Это наиболее полезная универсальная техника, которая хорошо работает во всех позициях, независимо от того, используете ли вы метод удара справа или слева. Сварку можно выполнять в верхнем, горизонтальном или горизонтальном положении как справа, так и слева.
Вот дополнительные советы по улучшению качества FCAW
Советы по повышению качества FCAW и предотвращению распространенных проблем
Хотя дуговая сварка порошковой проволокой более проста по сравнению с другими методами сварки, вам все же следует позаботиться о том, чтобы избежать общих проблем при сварке. Вы можете предотвратить большинство этих проблем, если поймете факторы, лежащие в основе их развития, и хорошо потренируйтесь. Узнайте о решениях этих проблем для получения стабильных и качественных сварных швов.
Проблемы с подачей проволоки
Вы можете значительно сократить время простоя, приняв меры для предотвращения проблем с подачей проволоки. Две наиболее распространенные проблемы с подачей проволоки — это гнездование птиц и ожог. Эти проблемы приводят к гашению дуги во время процесса сварки, что может привести к проблемам с качеством сварки.
При обратном выгорании проволока плавится с образованием осадка на контактном наконечнике. Эта проблема довольно часто является результатом низкой скорости подачи проволоки. Удерживание сопла слишком близко к основному металлу также вызовет эту проблему.Чтобы избежать этой проблемы, убедитесь, что скорость подачи проволоки подходящая, и убедитесь, что расстояние между заготовкой и контактным наконечником не превышает 1,25 дюйма.
Как следует из названия, птичье гнездо — это путаница проволоки, которая может препятствовать подаче проволоки. Лучший способ предотвратить возникновение этой проблемы — использовать приводные ролики с U- или V-канавкой в механизме подачи проволоки.
Проволочный электродFCAW значительно мягче по сравнению со сплошным проволочным электродом, используемым в GMAW. В результате, если вы используете неправильный приводной ролик, он легко сожмет мягкую порошковую проволоку.
Установка соответствующего натяжения приводного ролика предотвратит запутывание или сплющивание проволоки. Чтобы правильно отрегулировать натяжение, вы должны начать с ослабления натяжения приводного ролика. С этого момента вы можете начать увеличивать натяжение и сделать пол-оборота дальше точки, в которой проволока перестает скользить.
Есть и другие факторы, влияющие на гнездование птиц, такие как засорение лайнера, неправильное использование лайнера и неправильно обрезанные лайнеры. Если во время регулярной проверки кабелей и сварочного пистолета вы заметите засорение, немедленно замените линию.Используйте подходящие инструменты, чтобы правильно обрезать лайнер, как указано в рекомендациях производителя. На лайнере не должно быть острых краев и заусенцев. Убедитесь, что вы используете лайнер, наиболее подходящий для вашего диаметра проволоки.
Отслеживание пористости и червя
Следы червя и пористость — одни из наиболее распространенных дефектов, которые могут снизить целостность сварных соединений. Пористость возникает, когда пузырьки газа попадают в сварочную ванну и застревают. Расплавленный металл затвердеет, образуя дыры из-за этих пузырьков.Эти отверстия могут образовываться в одной точке или по всей длине сварного шва. Чтобы предотвратить такое возникновение, убедитесь, что вы удалили всю грязь, влагу, масло, покрытия, краску, жир и ржавчину с поверхности металлической секции перед началом сварки.
Вы также можете использовать порошковую проволоку с раскислителями, которые могут устранить некоторые из этих загрязнений. Однако никогда не следует думать, что эти раскислители заменяют надлежащую очистку перед сваркой и подготовку заготовки.
Убедитесь в правильности удлинения электрода.Общее правило в этом отношении заключается в том, что провод не должен выходить за пределы 1,25 перед контактным наконечником.
Отслеживание червя относится к отметкам, оставленным на поверхности при захвате флюсового газа. Вы можете предотвратить отслеживание червя, избегая чрезмерно высокого напряжения. Установите напряжение в соответствии со скоростью подачи проволоки и соответствующим ей током. Для получения информации о настройках напряжения обратитесь к инструкциям производителя электродной проволоки. Требуемое напряжение будет варьироваться в зависимости от диаметра провода, как указано в инструкциях производителя.
Если во время сварки вы заметили отслеживание червяка, понижайте напряжение с шагом в полвольта, пока проблема не исчезнет.
Включения шлака
Шлак, образованный расплавленным флюсом, может задерживаться в расплавленной сварочной ванне. Это приводит к дефекту, известному как включения шлака, который может нарушить целостность сварного шва. На включение шлака влияет несколько факторов. При правильной технике сварки всех этих факторов можно избежать, чтобы предотвратить попадание шлака.
В первую очередь следует избегать неправильного размещения сварных швов.Будьте особенно осторожны при выполнении нескольких проходов на более толстых металлических профилях. Вы должны убедиться, что в сварном шве достаточно места для дополнительных проходов. Будьте осторожны в этом отношении, особенно с соединениями, которые требуют нескольких проходов.
Вы также должны следить за тем, чтобы скорость и угол движения находились в допустимых пределах. Угол перетаскивания должен составлять от 15 до 45 градусов для верхнего, горизонтального и плоского положений. Для вертикального верхнего положения угол сопротивления должен составлять от 5 до 15 градусов.Если вы заметите включения шлака даже для углов в этих пределах, медленно увеличивайте угол сопротивления.
Поддерживайте постоянную скорость движения. Если скорость движения слишком мала, сварочная ванна будет опережать дугу, что приведет к включению шлака.
Далее вы должны убедиться, что подводимая энергия соответствует требованиям. Недостаток сварочного тепла может привести к образованию шлаковых включений. Всегда следуйте инструкциям производителя электродов относительно диаметра электродной проволоки. Если вы все же обнаружите включения шлака, то медленно повышайте напряжение, пока проблема включения шлака не будет устранена.
Наконец, вы должны удалить весь затвердевший шлак между проходами сварки. Используйте отбойный молоток, а затем проволочную щетку или шлифовальный станок, чтобы убедиться, что поверхность идеально чистая для следующего сварочного прохода.
Отсутствие проплавления и поднутрения
Недостаточная сварка и подрезы — это дефекты сварного шва, которые могут снизить качество сварки и ослабить сварной шов. Вам следует предпринять шаги, описанные ниже, чтобы устранить эти проблемы и снизить затраты, а также время простоя, связанное с переделкой.
Эта канавка может расплавиться в заготовке рядом с поверхностью сварного шва без заполнения присадочным материалом.Это называется подрезкой. Вокруг поверхности сварного шва будет слабая область, которая может вызвать растрескивание. Вы можете предотвратить недорез, установив соответствующие значения сварочного напряжения и тока. Обратитесь к параметрам сварки, указанным производителем, и установите соответственно напряжение и ток.
Также убедитесь, что угол наклона пистолета находится в допустимом диапазоне. Поддерживайте постоянную скорость движения, чтобы присадочный металл успел проникнуть в расплавленные области основного металла.Если вы используете технику плетения, делайте паузу, когда читаете сторону сварного шва.
Отсутствие плавления относится к неспособности присадочного металла полностью сплавиться с заготовкой. Вы можете предотвратить эту проблему, поддерживая необходимый уровень нагрева и подходящий рабочий угол. Вы можете получить правильный рабочий угол, расширив канавку так, чтобы дно было доступно во время сварки. Вы также можете сохранить правильный рабочий угол, удерживая борт стрингера в нужном месте на стыке.
Убедитесь, что дуга остается на задней кромке сварочной ванны, а угол наклона пистолета должен составлять от 15 до 45 градусов. Во время плетения делайте паузу на мгновение, когда дойдете до боковых стенок канавки. Отрегулируйте скорость подачи проволоки и увеличивайте напряжение до полного сплавления. Если проволока выходит перед сварочной ванной, вы можете внести простые корректировки, чтобы этого не произошло. Вы можете установить более высокий сварочный ток или увеличить скорость движения, чтобы решить эту проблему.
Чрезмерное проникновение
Во время сварки необходимо контролировать уровень подводимого тепла, чтобы предотвратить такие проблемы, как сильное проплавление.Чрезмерное проплавление — это дефект сварного шва, при котором расплавленный металл проходит на всю глубину металлического профиля и свисает ниже сварного шва. Часто это результат чрезмерной жары. Вы можете предотвратить эту проблему, увеличив скорость движения, уменьшив скорость подачи проволоки и установив более низкое напряжение.
Заключение
Дуговая сварка порошковой проволокой или FCAW — это производительный и простой метод сварки, широко используемый в промышленности. Он останется актуальным благодаря высокой скорости наплавки и способности эффективно соединять толстые металлические секции.
Подобные сообщения:
Основное руководство по дуговой сварке порошковой проволокой: 10 шагов (с изображениями)
Здравствуйте и добро пожаловать в руководство SLO Makerspace по дуговой сварке порошковой проволокой! Это руководство предназначено для того, чтобы научить вас пользоваться сварочным аппаратом для дуговой сварки Lincoln Weld Pak HD. Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен своим удобством в использовании и рентабельностью. Несмотря на то, что есть несколько ограничений в отношении того, что вы можете избежать при сварке на этом аппарате, он отлично подходит для начинающих и идеально подходит для выполнения неструктурной декоративной сварки.
Вот некоторые характеристики продукции Weld Pack HD, предоставленные Lincoln Electric:
- Сваривает низкоуглеродистую сталь безгазовым проволочным электродом с флюсовым сердечником
- Сваривает низкоуглеродистую сталь толщиной до 1/8 дюйма
- Подключается к бытовой сети 115 В, 20 А розетка
- Выходная мощность 35-88 ампер
- Защитное устройство холодного контактора сохраняет сварочную проволоку электрически холодной до тех пор, пока не будет нажат спусковой крючок горелки
Для получения дополнительной информации о данном сварочном аппарате, пожалуйста, прочтите руководство оператора: ЗДЕСЬ
Первый и Самое главное, что нужно учитывать при использовании этой машины… вы догадались, БЕЗОПАСНОСТЬ ! Электричество, необходимое для дуговой сварки, не только очень горячее, но и генерирует опасный ультрафиолетовый свет, который может легко повредить ваши глаза, если вы посмотрите прямо на него. Вот почему вы всегда должны использовать соответствующие средства индивидуальной защиты (СИЗ) при работе над сварочным проектом. Сюда входят, помимо прочего: защитные очки, кожаная сварочная куртка, сварочные перчатки и, конечно же, сварочная маска (также известная как сварочный капюшон). Также очень помогает, если у вас длинные брюки и обувь с закрытым носком.Известно, что дуговая сварка порошковой проволокой (FCAW) генерирует множество искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайте себя! Эти искры также могут легко вызвать возгорание, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от места сварки.
При этом сварка может быть забавным и увлекательным способом изготовления изделий из металла, и после небольшой практики появляется бесконечный потенциал для создания действительно крутых вещей, так что давайте приступим!
Может ли сварка сердечника под флюсом вызвать недомогание? — Welding Mastermind
Внедрение недорогого сварочного оборудования с флюсовой сердцевиной делает домашнюю и любительскую сварку привлекательной и доступной.Удобство и простота использования этих аппаратов открывают мир сварки металлов огромному сообществу новых пользователей. Возможности для энтузиастов домашней металлообработки впечатляют. Однако есть и другие соображения, в том числе вопрос, может ли сварка сердечника флюсом вызвать у вас тошноту?
Дым и пары от сварки сердечника флюсом могут быть токсичными. Продукты, полученные при сварке сердечником под флюсом, могут иметь как краткосрочные, так и долгосрочные последствия для здоровья. Резкое воздействие паров может вызвать раздражение глаз, горла и носа.Продолжительное воздействие может вызвать повреждение легких и привести к гораздо более серьезным хроническим заболеваниям.
Металлообработка и сварка — увлекательные навыки, которыми пользуются как профессионалы, так и любители. Большинство профессиональных сварщиков знают об опасностях, связанных со сварочным дымом. К сожалению, большинство сварщиков-любителей не осознают опасности. Мы объясним опасности и требования безопасности при использовании аппаратов для сварки сердечников из флюса.
Что в дыме — важно знать, чем вы дышитеСогласно OSHA, в дымах, образующихся при сварке сердечника флюсом, содержится несколько опасных материалов.Среди этих материалов:
- Алюминий
- Сурьма
- Мышьяк
- Бериллий
- Кадмий
- Хром
- Кобальт
- Медь
- Железо
- Свинец
- Марганец
- Молибден
- Никель
- Никель, молибден
- Олово
- Титан
- Ванадий
- Цинк
При испарении и вдыхании многие из этих материалов могут представлять серьезную опасность для здоровья сварщиков.Во многих случаях интенсивности воздействия достаточно, что даже случайные сварщики-любители сталкиваются с определенным риском. Воздействие некоторых из этих материалов является кумулятивным. Даже небольшое воздействие со временем может вызвать симптомы проблем со здоровьем.
Какие опасности представляют сварочные пары флюсового сердечника?Понимание того, чем вы дышите при сварке флюсовым сердечником, и возможных побочных эффектах вдыхания этих паров может открыть глаза многим домашним сварщикам. Процесс сварки сердечника флюсом создает опасности, которых не ожидает большинство сварщиков-любителей.
Уменьшение размеров — проблемы с частицамиСварка сердечника флюсом связана с большим нагревом. Это тепло, генерируемое электрической дугой, расплавляет металл на объекте, достаточно горячий, чтобы соединить два куска металла в один. Эта высокая температура и электрическая дуга также вызывают попадание мелких частиц сварочной проволоки, флюса и свариваемого материала в дымовой шлейф. Вдыхание твердых частиц потенциально может вызвать множество проблем со здоровьем.
- Острое воздействие может вызвать раздражение глаз, носа и горла.Раздражение этих участков может происходить быстро, в зависимости от интенсивности воздействия.
- Головокружение и тошнота могут также сопровождать эти симптомы острого воздействия.
- Продолжительное продолжительное воздействие может привести к повреждению легких. Твердые частицы, вдыхаемые сварочным дымом сердечника из флюса, могут оседать в легких, вызывая серьезное повреждение легких.
- Некоторые частицы металла в шлейфе сварки сердечника из флюса могут вызывать повреждение нервов. Со временем это повреждение нерва может вызвать симптомы болезни Паркинсона.
- Рак легких, гортани и мочевыводящих путей напрямую связан с твердыми частицами, содержащимися в парах от сварки сердечника из флюса.
В процессе дуговой сварки сердечником флюсом также образуются некоторые опасные газы. Высокая температура, электрическая дуга и ультрафиолетовое излучение, создаваемое дугой, могут образовывать смесь газов. Среди этих газов, вызывающих озабоченность, можно выделить:
- Озон
- Двуокись азота
- Оксид азота
Это трио газов часто вызывает раздражение глаз, носа и горла.Интенсивное или длительное воздействие может вызвать достаточное раздражение легких, что приведет к скоплению жидкости, что приведет к другим долговременным легочным проблемам.
Если свариваемый металл имеет высокое содержание хрома или используется хлорсодержащий растворитель для очистки перед сваркой, может образоваться несколько потенциально токсичных газов.
- Фосген, высокотоксичный газ, действующий на нервную систему
- Хлористый водород, который может вызвать опасное раздражение легких и носовых ходов
- Газообразный хлор, который является одновременно токсичным и раздражающим
Эти симптомы воздействия могут отсутствовать произойдет немедленно.Эффекты могут не проявляться в течение некоторого времени после экспонирования. В некоторых случаях воздействие этих материалов может быть кумулятивным и продолжаться в течение длительного времени. Симптомы могут появиться только спустя долгое время после заражения.
Защитите себя — примите несколько простых мер предосторожностиЕсть средства защиты, которые могут использовать даже сварщики-любители, чтобы снизить риск вдыхания дыма от дуговой сварки с флюсовым сердечником. По большей части, самая простая мера предосторожности — это осознание опасностей, которые может возникнуть при сварке сердечника флюсом.
- Понимание процесса и опасностей — Базовые знания о процессе сварки сердечника из флюса и сварочных материалах повысят ваш уровень осведомленности. Осведомленность об опасностях, с которыми вы можете столкнуться, позволяет лучше планировать и защищаться.
- Сваривайте только чистые материалы — Сварка грязных материалов может образовывать токсичные пары с неизвестными материалами. Перед сваркой удалите старую краску или загрязнения с поверхности. Если вы используете растворитель для очистки металла, удалите все следы растворителя перед сваркой.
- Сварку в безопасной среде — Выполняйте сварочные работы в хорошо вентилируемом рабочем месте. По возможности установите вентилятор, чтобы во время работы отводить от вас сварочный дым. Избегайте сварки в закрытых помещениях, где могут накапливаться токсичные пары и газы.
- Защитите себя должным образом — Наденьте качественный сварочный кожух. В случае необходимости надеть респираторное оборудование для защиты от вдыхания сварочного дыма.
Испарения при дуговой сварке сердечником флюсом — не единственная опасность, которую следует учитывать.Работая безопасно при использовании аппарата для дуговой сварки сердечником, не останавливайтесь и защищайтесь от испарений. Всегда помните о других принципах безопасной эксплуатации.
- Изучите свое оборудование — Прочтите руководство пользователя. Следуйте инструкциям производителя по эксплуатации вашего сварочного аппарата с флюсовым сердечником.
- Избегайте поражения электрическим током — Сварочные аппараты с сердечником из флюса работают при высоком напряжении, которое потенциально опасно. Случайное короткое замыкание или попадание под напряжение может иметь серьезные последствия.
- Не сваривайте во влажной среде — Свариваемые поверхности и пол в рабочей зоне должны быть сухими. Вода может быть отличным проводником электричества. Работа на мокрой дороге с мокрыми материалами и оборудованием — это приглашение к катастрофе.
- Устранение потенциальных опасностей на рабочем месте — Многие магазины товаров для дома служат множеству целей. Эти универсальные магазины часто содержат материалы, которые могут стать серьезной опасностью при сварке. Удалите взрывоопасные или легковоспламеняющиеся материалы, такие как бензин, краску и опилки, из зоны сварки.
- Наденьте защитное снаряжение — Хорошая сварочная маска или щит защитят ваши глаза и голову от брызг и УФ-лучей. Хороший кожаный фартук для сварщиков поможет предотвратить ожоги от брызг. Правильные сварочные перчатки и длинные рукава обеспечивают защиту от тепла, брызг и УФ-ожогов, связанных со сваркой сердечника флюсом.
- Поддерживайте свое оборудование в идеальном рабочем состоянии — Следование рекомендациям производителя по обслуживанию и уходу за вашим оборудованием помогает снизить риски.Используйте только те продукты, которые рекомендует производитель, и всегда соблюдайте инструкции по эксплуатации.
Для получения дополнительной информации о безопасности при сварке сердечника из флюса посетите эти веб-сайты.
Управление по охране труда — Контроль опасных дымовых газов во время сваркиОхрана труда и безопасность — Воздействие сварочного дыма и газа
Lincoln Electric — Пять потенциальных опасностей для безопасности при сварке, которых следует избегать
636363 Ключ к удовольствию от сварки и металлообработкиСварка и металлообработка могут быть увлекательными и приятными хобби.Однако есть определенные опасности, как и любое хобби, связанное с электроинструментами или оборудованием. Понимание опасностей и того, как защитить себя, важно для вашего долгосрочного удовольствия.