
Топ 10 самых красивых сварочных швов, по мнению девушки. Фото
Сварочный шов. Что может быть в нём красивого? В этой подборке собраны фотографии швов, действительно интересных. Возможно, это мнение девушек совпадёт с суждениями парней. Такие шедевры жалко прятать.
Блеск золота вплетён в эту сварную косу.
Ровные мазки выстроились в цепочку шва, соединяя две детали.
Два параллельных шва образовали классическую косу.
Этот сварочный шов не очищен от наплывов, тем не менее, выглядит это красиво.
Зигзагообразный шов похож на длинную гусеницу.
Не поворачивается язык назвать это швом. Очень походит на шкуру змеи.
Разная температура нагрева создаёт на металле различные оттенки. Простой шов восьмёркой выглядит великолепно.
Двойные швы впечатляют. Они проходят в разных направлениях и получаются цветными.
Этот двойной шов выполнен в одном направлении, и цветовая гамма поменялась, но вид остался удивительным.
Тройной сварочный шов – похож на вязаную резинку, только растянуть такую не удастся.
90 фото выбора метода сварки и теория реализации работ
Правильная технология выполнения сварочных работ позволяет получить качественное металлическое изделие, которое способно прослужить достаточно долгий промежуток времени. Сегодня практически каждый может научиться пользоваться электросварочным аппаратом.

Для этого необходимо иметь определённые практические знания и соблюдать элементарные правила сварочных работ. Они позволяют избежать распространённых ошибок начинающих сварщиков.

Краткое содержимое статьи:
Теория электрической сварки
Выполнять сварочные работы в домашних условиях может каждый. Для этого рекомендуется ознакомиться с основной теорией электросварочного аппарата.

Перед тем как приступить к рабочему процессу необходимо подготовить:
- сварочную установку;
- электроды нужного диаметра;
- специальная защитная маска. Она защищает глаза от яркого излучения в ходе химической реакции. Помимо этого она предотвращает попадание окалин в процессе работы в область лица;
- резиновая обувь.
Соединение металлических поверхностей происходит в результате возникновения электро дуги, которая под действием высокой температуры обеспечивает химическую реакцию между железной поверхностью и обмазкой электрода.

Она состоит из легко воспламеняемых элементов и минералов. В ходе работы выделяется газовое облако. Оно в дальнейшем предотвращает окисление раскаленного железа с кислородом. После чего, это облако оседает на металлической поверхности выступает в качестве дополнительной защиты.

Мощность электрической дуги напрямую зависит от расстояния между заготовкой и электродом. Основные характеристики электросварочного аппарата напрямую зависят от вольамперной линии. Опытные профессионалы называют её внешней.

Для ручного аппарата применяют крутопадающую и пологопадающую характеристику. У первой разновидности, сварочной ток не слишком зависит от электрического напряжения, а значит расстояние между электродом и поверхностью железа не требует особой точности. Сварка с пологой характеристикой требует соблюдения правильного расстояния.

Дополнительный поджиг (осцилятор) формирует максимальное напряжение. В момент образования электрической дуги он отключается.
Как выбрать сварку?
Для новичков оптимальным решением будет инверторная сварочная установка. К преимуществам данного устройства относят:
- ограничение максимального тока в процессе работы;
- стабильность;
- быстрый поджиг;
- дополнительная защита от перегрузок;
- небольшой вес.

Довольно сложно работать с трансформатором переменного тока. Устройство имеет простое строение, что позволяет сделать его самостоятельно в домашних условиях. Основное достоинство такого сооружения заключается в его надежности.

Отсутствие практического опыта, может спровоцировать поломку основного генератора понижающего тока. Несоблюдение элементарных требований сварочных работ, может стать причиной короткого замыкания в процессе соединения деталей.

Технология сварочного процесса
Качество сварочного шва напрямую зависит от толщины металлических деталей и диаметра электрода. Стоит отметить, что неправильный расчет постоянного тока может привести к образованию дефектов на поверхности железа.
Особой трудностью для новичков является поджиг электродуги. Для этого делают скользящее движение по металлической детали. В это время возникает химическая реакция, которая усилит действие переменного тока.

Правильный угол наклона регулирует качество и толщину сварочного шва. Если электрод расположить вертикально, то расплавленное железо будет располагаться в районе электродуги. Начинающему сварщику будет сложно контролировать правильное наложение шва.

Если расположить электрод в любую сторону, то получаются выпуклые неровные места соединения. Опытные специалисты рекомендуют придерживаться 45-90 С.
Примеры хорошей сварки имеют равномерное нанесение раскаленного метала в области соединения деталей. В процессе работы не стоит делать резких движений электродом.

Здесь важно соблюдать правильную скорость перемещения раскаленного электрода. Слишком быстрые движения препятствуют равномерному заполнению микротрещин. В результате крепления могут деформироваться по истечению некоторого времени. На фото сварочных работ запечатлена правильная очередность каждого действия.

Фото сварочных работ













































Также рекомендуем посетить:
Как сделать сварочный шов идеальным
 Как сделать красивый и правильный сварочный шов, если нет опыта. В наше время сварной шов можно встретить практически в каждой существующей отрасли. Но большинство владельцев домов прибегают к услугам профессионалов, хотя на самом деле такой навык можно легко получить самостоятельно и здорово экономить, тем более, что сварочный процесс достаточно интересен, и от сварки обычных инструментов вас может потянуть к созданию необычайно красивых изгородей.
Как сделать красивый и правильный сварочный шов, если нет опыта. В наше время сварной шов можно встретить практически в каждой существующей отрасли. Но большинство владельцев домов прибегают к услугам профессионалов, хотя на самом деле такой навык можно легко получить самостоятельно и здорово экономить, тем более, что сварочный процесс достаточно интересен, и от сварки обычных инструментов вас может потянуть к созданию необычайно красивых изгородей.
Обучиться делать правильный сварочный шов несложно, главное, чтобы вы разобрались со всеми нюансами и можете смело переходить непосредственно к процессу.
Подготовительный этап
Перед тем, как начать проходить любое обучение и понять, как именно вы будете варить электрической сваркой, следует обязательно запастись некоторыми принадлежностями заранее, чтобы все было под рукой.
Для сварки вам потребуется:
- Сварочный аппарат – электрическая сварка.
- Набор электродов. Учтите, что у них бывают разные диаметры и их следует подбирать в зависимости от толщины и плотности металлического участка. Они нужны для того, чтобы подводить ток к сварочному шву. Начинающим мастерам настоятельно рекомендуем покупать стержни с нагревающимися и легко плавящимися составами.
 Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.
Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.- Маска, которая оснащена затемненным светофильтром.
- Плотная рабочая одежда.
- Молоток, который потребуется для сбивки шлака (речь идет о стекловидном материале).
- Щетка для очищения швов.
- Трансформатор – его применяют для преображения напряжения сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер и он нужен в том случае, когда хотите получить сварной шов высшего качества.
- Выпрямитель.
 Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.
Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.Вместо выпрямителя и трансформатора новички могут использовать другой, более простой механизм, который называется инвертором. Он очень удобный, а еще является универсальным. При помощи него можно будет сварить и сплавы из алюминия, и надежные высокопрочные стальные сплавы.
С ним в комплекте обычно идет пара проводов, на концах которых есть зажимы. На один конец следует вставить электрод, а на вторую прикрепить детали, которые нужны для сварки. Также никогда не забывайте о технике безопасности!
До того, как вы начнете сварочные работы, следует выполнить подготовку рабочей поверхности, и в этом случае нужно будет убирать с поверхности ржавчину (для этого обработайте ее шкуркой, наждачной бумагой или даже болгаркой). Если этого не сделать, то могут появиться проблемы при розжиге дуги.
Технология процесса сварки
Сварка представляет собой процесс, который возделывается под действием высокой температуры. Именно под ее воздействием обрабатываемая поверхность начинает расплавляться, и образуется ванна, в которой смешивается главный металл с сердцевиной из металла электрода. Размер полученной ванны может быть разным, и многое зависит от изначального типа сварки, расположения к поверхности, скорости перемещения дуги и прочего. По усредненным данным, ширина сварки бывает от 0.8 до 1.5 см, а высота от 1 до 3 см, глубина составляет 0.5 см.
 Кислород во время соединения с металлом может оказываться ненужное воздействие на стыковку шва, и именно по этой причине электрод будет покрыт особой обмазкой, которая во время плавления будет образовывать такую газовую зону в области дуги, а также над расплавленной ванной, куда не попадает воздух. Именно по этой причине металл не будет взаимодействовать с кислородом. Более того, поверх шва начинает образовываться шлак, который тоже способен препятствовать взаимодействию кислорода и сплава. На финишном этапе он будет считаться щеткой.
Кислород во время соединения с металлом может оказываться ненужное воздействие на стыковку шва, и именно по этой причине электрод будет покрыт особой обмазкой, которая во время плавления будет образовывать такую газовую зону в области дуги, а также над расплавленной ванной, куда не попадает воздух. Именно по этой причине металл не будет взаимодействовать с кислородом. Более того, поверх шва начинает образовываться шлак, который тоже способен препятствовать взаимодействию кислорода и сплава. На финишном этапе он будет считаться щеткой.
Тренировочное упражнение с зажиганием дуги
Как сделать сварочный шов идеальным? Перед любым видом деятельности следует для начала поднабраться опыта. То же самое касается сварочного процесса, поэтому перед тем, как начать сплавлять несколько металлов, следует потренироваться, и сделать на лишнем или старом листе металла валики. Тут потребуется очистить поверхность от ржавчины и грязи.
Далее нужно зажать электрод в держателе сварочного аппарата (инверторе). После этого для того, чтобы переместить ток в зону для плавления, следует просто почиркать, или же вы можете сделать это движение постукиванием. Далее, когда будет создана электрическая дуга, электрод нужно направить на заготовку, и отметим сразу тот факт, что зазор между металлической поверхность и электрической дугой должен быть одинаковым на всем промежутке, но не менее, чем 0.3 см, и не более, чем 0.5 см.
Обратите внимание, что если зазор между металлом и дугой постоянно менять, то дуга из электричества разорвется, а сварной шов получится некрасивым, с недостатками.
Обычно электрический стержень держат под углом наклона в 71 градус. Вы можете его отклонять вперед/назад таким образом, как будет удобнее. В дальнейшем наклон можно поменять в зависимости от специфики сварки и удобства мастера. Кроме того, на этапе тренировки следует прочувствовать силу тока электрической сварки, чтобы подача была стабильной. Если сила тока будет небольшой, то дуга из электричества будет гаснуть, а если большой, то металл начнет расплавляться. Опыт в работе со сваркой приобретается путем метода проб и ошибок.
Правильные движения при помощи электрода
После того, как вы потренируетесь валиками, начнут получаться красивые и ровные углубления, можно начать приступать к тренировке сварочного шва. Именно тут вы сможете понять, как правильно класть идеальный шов электрической сваркой. Этот этап будет посильным для начинающих, которые успели набить руку на валиках, прочувствовать нужную силу тока, и расстояние между зазорами.
Для сварного шва следует для начала подготовить все нужное оборудование, как это было описано выше (зажгите электрическую дугу). Отличительной чертой будет то, что рука мастера в этот раз будет двигаться не по прямой, а по косой траектории, и делать легкие колебательные движения с малой амплитудой. Выглядит все так, как будто мастер старается переместить плавящийся, раскаленный металл от одного края элемента сварки к другому. Движения могут отличаться, и быть похожими на зигзаг, петли, или даже напоминать повторяющиеся изгибы, к примеру, как серпы или елки.
Траекторию можно различать по направлениям:
- Поступательное. Перемещение электрода получается вдоль его оси, и для этого будет достаточно поддерживать стабильную длину электрической дуги.
- Продольное. Это самый тонкий шов, который похож на ниточку. Чтобы вы смогли его накладывать, требуется придерживать высота, которая зависит от скорости, с которой движется стержень с электричеством. Для того, чтобы вы смогли закрепить полученный шов, следует проделать и поперечное направление движения.
- Колебательное. Такая траектория дает возможность получать необходимую ширину шва, и сделать можно будет, совершая колебательные движения рукой. Высота волны колебания подтирается исходя из того, какого размера должен быть желаемый стык.
Тренировку можно проделать на ненужном листе металла. Для начала стоит начертить мелом линию таким образом, чтобы ее было видно сквозь затемненное стекло в маске для сварки. Далее, вдоль линии следует прочертить электродом шов по любой траектории, перечисленной выше. После того, как остынет стык, от него молотком нужно отбить шлак, и тогда будет красивый шов.
Для получения таких первоначальных навыков можно смело начинать со сварки соединительных швов. Они могут быть разной формы – вертикальные, и горизонтальные, стыковые, углообразные, внахлест и прочие. После того, как вы почувствуете, что рука стала двигаться увереннее, можно начать попробовать варить ажурные и красивые швы.
Лучше всего информация усваивается с визуальным восприятием, поэтому рекомендует посмотреть видео в конце статьи. Так вы сможете самостоятельно научиться навыку работы с электрической сваркой. Не забывайте о покупке необходимых принадлежностей и инструментов, а еще не забывайте о том, что такое занятие опасное, и поэтому для проведения работ обязательно нужна будет специальная оснастка, а также защитные меры. Чтобы освоить такой тип работ, следует заранее потренироваться на листе металла, который вам не нужен.
Как делать сварочный шов ровным и красивым
Каждому домашнему умельцу, работающему с металлом, когда-нибудь приходится прибегать к помощи электросварки. Работа эта непростая, требует навыка и знания некоторых секретов, но кто ничему не учится, то ничего не умеет. Раскроем один из таких секретов, позволяющий на практике делать сварочный шов ровненьким и красивым.Для того чтобы не усложнять описание процесса просто рассмотрим формирование сварочного шва-валика на поверхности листа металла толщиной 2мм. Если научиться работать с металлом такой толщины, то никаких затруднений сварка более толстого доставлять не будет.
Варить будем, например, электродом маркировки АНО 21,
силу тока на сварочном аппарате установим 100А.
Для начала мелом или толстым белым маркером точками обозначим на металле линию будущего сварочного шва. Линия должна быть именно белой, иначе её будет не видно сквозь темные защитные очки или стекло щитка.
Сварочный шов ведут, двигаясь электродом по этой линии последовательно от точки к точке и не задерживая его долго на одном месте, чтобы не прожечь металл. Однако главное при электросварке – это не торопиться и стараться выдерживать неизменным расстояние между металлом и электродугой.
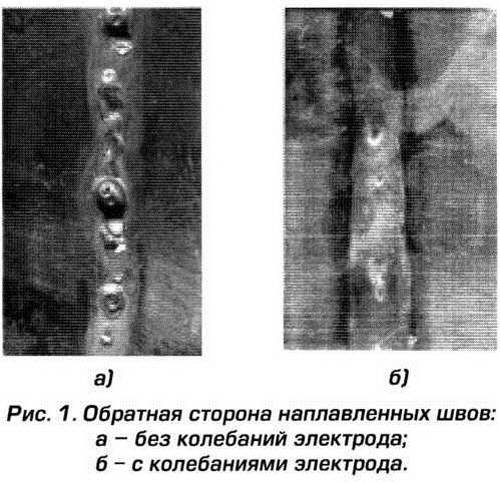
При торопливой работе сварочный шов получается чешуйчатым, неровным и, после того, как его очищают от окалины,
имеет вот такой вид:
При правильно подобранной скорости сварки шов получается гладким, ровненьким и аккуратным, и заметно отличается от шва, сделанного наспех. После остывания и удаления окалины он выглядит так (слева на фото):
Именно в оптимальной скорости ведения электрода вдоль разметки, не слишком быстрой и не очень медленной, и заключается секрет формирования ровного и красивого сварочного шва. На практике добиться такой скорости движения электрода совсем несложно, надо только потренироваться. Делается это следующим образом.
Если условно обозначить точки на линии разметки шва в виде небольших окружностей, то получается, что при торопливой работе сварщик двигает электрод точки к точке, начиная с края предыдущей.
Для оптимальной скорости ведения электрода рекомендуется каждую следующую точку сварного шва начинать не с края, а, как-бы, от центра предыдущей. Но, разумеется, долго его на одном месте не удерживая, чтобы не перегреть металл и не сделать в нем дыру. В этом и заключается хитрость формирования надежного и внешне эстетичного сварного соединения.
В итоге шов получается ровным и гладким, а само соединение качественным. Разумеется, для того чтобы научиться делать такие сварные швы необходима тренировка, но лучше заранее потренироваться и «набить руку» на каком-либо «бросовом» куске металла, чем поторопиться и второпях испортить внешний вид нужного изделия.
Поясняющий видеоматериал по формированию эстетичного, ровного и красивого сварочного шва
Источник (Source)
способы нанесения, чертежи, обозначение, дефекты, ГОСТ, контроль, названия (фото)
Решившись научиться искусству сваривания металла, жаждущий знаний обращается в учебную организацию, которая по истечении некоторого времени научит молодого специалиста всем тонкостям работы. Главное понять, какими бывают виды сварочных швов для успешного применения их на практике. Качественное учение рассчитано не на один год и после окончания срока начинающему сварщику, конечно, после прохождения практики присваивается квалификация или разряд, который он может по желанию повысить. На сегодняшний день высоким показателем мастерства сварки становится собственное клеймо, которое профессионал ставит на изделия, над которыми работал.
Качественно выполненные сварочные швы позволят прослужить изделиям очень долго.
Итак, прежде всего следует разделить основные понятия: сварочный шов и соединение. Они различны не принципиально, но отдельные моменты все же присутствуют.
- Шов – это непосредственно место, где происходит расплавление и кристаллизация металла в изделии. Зависит от мастерства, оборудования и особенностей металла.
- Соединение же включает в себя и шов, и прилегающие зоны, участвующие либо нет в процессе сварки. Характеризуется процессами, позволяющими оценить качество работы по окончании процесса.
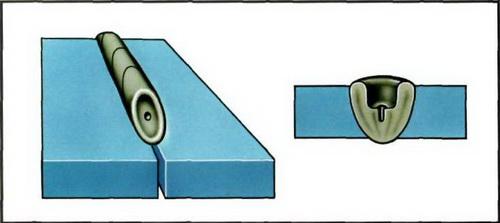
Влияние режима сварки на форму шва.
Важно отделять их как понятия друг от друга, так как качество шва определяется первым и, наоборот, качественная работа зависит от характера шва. Эти определения никогда не будут в раздельности, но сами по себе представляют отличные свойства и характеристики для того или иного вида сварочного соединения.
Швы классифицируются по многим признакам. По поперечному сечению:
- Стыковые.
- Угловые.
- Прорезные.
Более подробно о классификации
Самые распространенные виды соединения – стыковые. Шов в таком случае используется один. Плюсовыми качествами шов обладает на предмет деформации – он может ей подвергнуться лишь при значительных и намеренных нагрузках. Так как подготовка металла и выбор электродов в шве происходит тщательно, то в качестве можно быть уверенным.
Классификация и обозначение сварочных швов.
В угловых соединения шов может располагаться под любым углом, но при этом учитывается толщина металла – не более 3 мм, ибо напряжение все же присутствует.
Прорезные или нахлесточные соединения предполагают большой расход материала, но не требуют его тщательной обработки. Как правило, при таких соединениях используется двойной шов, чтобы не допустить негерметичности.
Есть еще тавровые соединения, при которых швы представляют собой двойные, по местам стыка в форме буквы Т. Их используют в работе над несущими конструкциями и сварка в этом случае становится важнейшим моментом.
Прежде чем начинать работу, нужно определиться, какие виды швов подойдут именно данному изделию. Отличием может служить его конфигурация и протяженность:
Конфигурация:
- Прямая.
- Кривая.
- Окружная.
Основные типы сварочных соединений.
Прямолинейная сварка подразумевает под собой соединение деталей, соответствующих размеру изделия по одной линии. Этому подлежат профильные и направляющие конструкции.
- Кривая сварка. Это означает, что соединение конструкций может быть разных форм. К примеру, круглой трубы и профиля.
- Круговая сварка относится к швам, соединяющим полые трубы или другие круговидные предметы различного диаметра.
Дополнительные характеризующие признаки
Виды швов делятся по протяженности, что тоже имеет смысл в категории работ:
- Сплошные – короткие, средние и длинные.
- Прерывистые – прихваточные и конструкционные.
Размеры сварки швов определяются необходимостью работы над определенными конструкциями, которые бывают различными в размерах. Короткие размеры шва равны 300 мм, средние и длинные до 1 м и более. Они хороши, когда конструкции прямолинейные и длинные, к примеру, магистрали.
Прихваточные швы могут быть как временные, так и монолитные, где удержание конструкции будет определяющим фактором. Расположение их разное: по одной стороне или на двух в шахматном порядке. С их помощью варятся каркасы, стойки, секции и прочее.
По количеству накладок виды швов могут быть:
- Односторонние.
- Двусторонние.
- Многослойные.
Любое количество накладок определяется необходимостью.
Выполнение горизонтальных швов.
Изделия, подвергающиеся сварке, требуют наличие хотя бы минимальной жесткости и напряжения, иначе их можно было соединить чем-то менее прочным. Если большего не требуется, то обходятся минимальным числом сварочных швов.
Двойные варианты уже подразумевают более прочную конструкцию. В них не допускается негерметичность.
Накладка нескольких швов предполагает сварку ответственных конструкций, где усиление элементов играет важную роль. Таким образом происходит сварка толстостенных металлов, дабы избежать расхождения при напряжениях.
Какие еще бывают швы: особенности
Швы бывают:
- Нормальные.
- Выпуклые.
- Вогнутые.
Чтобы выполнить все указанные виды, мастерство сварщика должно быть на высоте, потому что такие швы используются для конструкций неправильных форм, значит, в сложных геометрических деталях. Выпуклые и вогнутые швы допускаются для соединения декоративных форм либо там, где другой шов прямолинейный положен быть не может. Отбивая шлак от такого вида шва, сварщику требуется умение и осторожность, так как есть риск испортить конструкцию.
Выполнение вертикальных швов.
Расположение в пространстве также влияет на вид используемого шва, ибо уже не получится повернуть к себе конструкцию удобным боком. Таким образом, все решает его вид, который будет наложен на:
- Нижние конструкции.
- Потолочные.
- Горизонтальные.
- Вертикальные.
Кладутся они на соответствующих поверхностях и могут иметь некоторые различия. К примеру, выполняя потолочную сварку, имеет смысл применять нахлесточные швы, так как поверхность расположена таким образом, что металл способен стекать и образовывать непровары, и соединение надежным не будет.
Швы не являются самыми надежными соединениями, поэтому по их прокладке нужны большие знания, чтобы избежать распространенных повреждений при работе:
- Подрезы.
- Непровары.
- Шлаковые вкрапления.
- Поры.
- Горячие трещины.
- Полости.
- Несплавления.
- Прожоги.
Подрезы – повреждения, которые получаются вдоль шва из-за неправильных механических действий. Сварочный аппарат обладает мощностью, поэтому прикосновение дуги к местам, для этого не предназначенным, чревато образованными разрезами. Кроме того, сварочные подрезы могут быть вызваны большим количеством брызг раскаленного металла, если заранее не отрегулировать агрегат или пользоваться отсыревшими электродами.
Непровары – шов без соединения с металлом. Если оставить это без внимания, то впоследствии на этих местах образуется ржавчина и шлак. Это приведет к разрушениям впоследствии и к тратам, так как либо придется варить конструкцию по-новому, либо менять ее.
Шлаковый вид повреждений шва может получиться из-за некачественных электродов и неквалифицированной работы мастера. Если не убрать их сразу, приставания их в горячем виде неизбежно, а отбивание чревато повреждениями.
Поры – еще один вид порчи сварки. Это мелкие крапинки или даже дырочки, образованные от летящих брызг расплавленного металла. Чтобы такого не произошло, осуществляют манипуляции с током сварочного аппарата: уменьшают или меняют частоту, меняют вид самой сварки.
Горячие трещины образуются непосредственно от неправильно подобранного материала, при котором точки плавления различны, один из них может дать трещину. Сварка не самая простая специальность, нужно знать, какие материалы лучше всего соотносятся с другими. Швов и соединений может быть множество. Трещины являются самыми опасными дефектами плохой сварки и могут вызвать разрушения большого масштаба. Практически всегда мгновенны, что позволяет сразу обнаружить неисправность.
Полости швов опасны тем, что сразу обнаружить их не удается. Металл сваривается пузырем, и внутри него скапливаются газы, способные расширятся или нагреваться при перепадах температур. В итоге соединение треснет.
Несплавления представляют собой пустые места без валика в наплавках. Чреваты непроварами, что напрочь снижает качество соединений и швов, значит, грозит неустойчивостью. Стоит иметь это в виду и по окончании сварки пройтись по поверхности визуально.
Прожоги происходят из-за попадания раскаленного металла на поверхность. Это чаще всего встречается в виде потолочного сваривания или вертикального. Чтобы этого избежать нужно изучить возможности своего сварочного аппарата, характеристики сталей и электродов – не всеми можно сваривать разные изделия. Пренебрегая этим, нельзя добиться качественных соединений и швов.
Заключение и подведение итогов
Таким образом, рассмотрев неполный перечень дефектов швов, можно понять, каким образом их избежать и сделать соединение качественным. Есть несколько способов обнаружить недостатки, сделанные сварочным швом:
- Визуальным осмотром.
- Обмером.
- Испытанием на герметичность.
- Контрольно-измерительными приборами.
- Лабораторными опытами.
Соединение считается качественным, если:
- визуальный осмотр не выявляет никаких нарушений;
- обмер подходит под стандарт, регламентирующий необходимые цифры;
- герметичность не вызывает нареканий: вода не бежит, газ не просачивается;
- манометры и анализаторы указывают на отсутствие утечки;
- опыты веществ и металлов показывают невзаимодействующие друг с другом функции.
Если все условия соблюдены и внешний вид шва не вызывает нареканий, можно считать, что соединение выполнено качественно.
Дефекты сварочных швов — сварочные швы на фото
 Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:
Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:
1. Наружные, к которым относятся наплывы, трещины, подрезы, не заваренный кратер, свищ и поверхностное окисление; 2. Внутренние — механические примеси, наличие пор, непровары, оксидные и вольфрамовые включения, перегрев и пережог металла; 3. Сквозные дефекты представлены прожогами.
Кратко разберём основные характеристики перечисленных изъянов, а также причины, которые могут их вызывать.
Дефекты швов при сварочных работах
Наплывы
Этот дефект возникает при накатывании расплавленного металла на основной. Но при этом они не образуют единую структуру соединения. Причинами наплывов может стать окалина на кромках или недостаточный прогрев обрабатываемой поверхности из-за малой силы подаваемого тока.
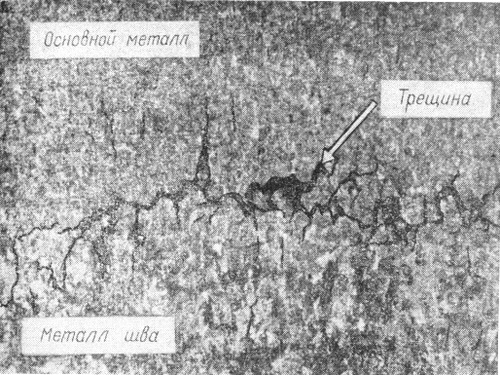
Трещины
Данные дефекты сварочных швов являются самыми опасными, так как способны быстро привести к разрушению конструкций. Различают холодные, горячие, наружные и внутренние трещины:
- холодные трещины появляются в момент остывания шва после сварки в результате снижения прочности металла во время сварочного напряжения. Причинами их появлений становятся влажные швы или используемые материалы.
- горячие трещины образуются, когда температура металла достигает 1100–13000С. В этот момент его пластические свойства резко снижаются, и начинается процесс кристаллизации. Если в металле повышенное содержание кремния, фосфора, серы, никеля или водорода, то на границах кристаллических решёток образуются микроскопические разрывы, которые быстро распространяться и вдоль шва, и поперёк него.
Трещины появляются при неправильном закреплении деталей, нарушении технологии процесса сварки, использовании некачественных или неподходящих электродов или быстром охлаждении поверхности.
Подрезы
Подрезы представляют собой небольшие углубления, образованные там, где проходит граница сварного шва и основного металла. Возникают они в результате большой силы подаваемого тока. Во время сварки угловых швов может произойти смещение электрода. Это приводит к стеканию расплавленного металла на горизонтальную полку и меняет катет сварочного шва, что влечёт за собой образование подрезов.
Кратеры
Кратеры являются углублениями, возникающими в момент резкого обрыва сварочной дуги. Они уменьшают сечение шва и снижают его прочность.
Свищи
Свищи представляют собой полости, образованные в швах во время сварки. Они снижают прочность соединения и приводят к появлению трещин. Свищи возникают в результате недостаточной обработки поверхности или плохого качества используемой присадочной проволоки.
Непровар
Непровары — это дефекты сварочных швов, которые проявляются отсутствием местного несплавления основного и наплавленного металла.
Причинами могут служить наличие на кромках окалины, масляных пятен или ржавчины, снижение силы тока, а также большой скорости сварки. Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.
Посторонние включения
К посторонним включениям относят шлак, окислы металлов, вольфрам и другие механические примеси. Они образуются, если режим сварки выбран неправильно, зачистка металла проведена не качественно или было произведено его быстрое охлаждение. Данный дефект приводит к уменьшению диаметра сечения шва и снижению его прочности.
Перегрев и пережог металла
Пережог и перегрев возникают в результате подачи большого сварочного тока или при малой скорости сварки. Они приводят к хрупкости металла и снижению его ударной вязкости.

Прожог
Проверка сварочных швов должна начинаться с осмотра на наличие прожогов, представляющих собой сквозные отверстия в сварочных отверстиях. Возникают они при подаче тока большой силы при малой скорости сварки или при резком обрыве подачи защитного газа.
Контроль сварочных швов осуществляется несколькими способами в зависимости от того происходит ли процесс разрушения сварного соединения или нет.
Методы контроля
Существует два вида методов контроля качества сварки. К ним относятся неразрушающие и разрушающие методы.
Главным неразрушающим методом является внешний осмотр, затем следует проверка на герметичность, наличие поверхностных и скрытых дефектов.
Разрушающие методы включают в себя различные испытания, проводимые с контрольными образцами для получения полной характеристики швов. Особое внимание заслуживает корень шва сварка. Она должна быть проведена особо тщательно, так как от неё зависит качество всех последующих работ.
Сварочные швы фото показывают, как выглядят описанные дефекты работы для того, чтобы облегчить их распознавание и дальнейшее устранение.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
изображений сварных швов, стоковые фотографии и векторные изображения
В настоящее время вы используете более старую версию браузера, и ваши возможности могут быть неоптимальными. Пожалуйста, подумайте об обновлении. Учить больше. ImagesImages homeCurated collectionsPhotosVectorsOffset ImagesCategoriesAbstractAnimals / WildlifeThe ArtsBackgrounds / TexturesBeauty / FashionBuildings / LandmarksBusiness / FinanceCelebritiesEditorialEducationFood и DrinkHealthcare / MedicalHolidaysIllustrations / Clip-ArtIndustrialInteriorsMiscellaneousNatureObjectsParks / OutdoorPeopleReligionScienceSigns / SymbolsSports / RecreationTechnologyTransportationVectorsVintageAll categoriesFootageFootage homeCurated collectionsShutterstock SelectShutterstock ElementsCategoriesAnimals / WildlifeBuildings / LandmarksBackgrounds / TexturesBusiness / FinanceEducationFood и DrinkHealth CareHolidaysObjectsIndustrialArtNaturePeopleReligionScienceTechnologySigns / SymbolsSports / RecreationTransportationEditorialAll categoriesEditorialEditorial главнаяРазвлеченияНовостиРоялтиСпортМузыкаМузыка домойПремиумBeatИнструментыShutterstock EditorМобильные приложенияПлагиныИзменение размера изображенияКонвертер файловСоздатель коллажейЦветовые схемыБлог Главная страница блогаДизайнВидеоКонтроллерНовостиPremiumBeat blogEnterprisePric ing
Войти
Зарегистрироваться
Меню
ФильтрыВсе изображения- Все изображения
- Фото
- Векторы
- Иллюстрации
- Редакционные
- Видеоряд
- Музыка
- Поиск по изображению
сварной шов
Сортировать поСамое актуальное
Свежее содержание
Тип изображенияВсе изображения
Фото
Векторы
Иллюстрации
ОриентацияВсе ориентации
Горизонтально
Вертикально
.Фото сварочного шва. Изображение коричневого, макро, присоединилось к
Дизайнеры также выбрали эти стоковые фото
Теплый пол
Колода для рисования художника
3D стеклянное сердце любви в зеркалах
Бассейн на крыше
Бассейн на крыше II.
Сварочный шов листового алюминия
Сварка алюминия
Машиностроительное производство
Промышленная сварка
Инструмент для крупного плана для металлообрабатывающего центра
Серебряный крест с рубинами
Портрет мужчины-сварщика
Электросварщик сваривает металлоконструкции
Человек сварочный
Похожие изображения
Сварочный шов.
Сварной шов на стальном листе
Сварочный шов
Сварщик, дуговой сварщик и сварочный шов крупным планом
Сварной шов на стальном листе
Текстурный сварной шов на стальных листах
Сварочный шов на трубопроводе
Сварной шов на детали из стального листа.
Сварочный шов, металлический фон
Рабочий чистит сварной шов на стальном профиле
Шов горячей сварки, крупный план, выборочный фокус
Крупный план сварного шва на серебряной раме велосипеда
Сварной шов на металлический уголок металлический Промышленный
Шлифовка сварочного шва трубы шлифовальным станком
.Сварочный шовна трубопроводе Стоковое Фото
Мы жертвуем 10% дополнительных гонораров нашим вкладчикам в качестве стимула для борьбы с COVID-19
Похожие изображения
Сварочный шов на газопроводе
Сварщик, дуговой сварщик и сварочный шов крупным планом
Строительные работы по устройству газопровода. Монтаж и строительство газопроводов.
Сварка наружных швов стальных труб аппаратом продольной прихватки
Сварной шов на стальном листе
Сварной шов, сваренный методом МАГ. Соединение стали методами сварки
Вид на сварщика до сварки трубопровода
Крупный план сварного шва на серебряной раме велосипеда
Сварной шов.Металлический профиль. Сварочный шов. Сварное соединение. Сварочные работы
Проверка сварного шва Дефект сварного шва. Дефект сварного стыкового шва трубопровода
Сварочный шов на металле на строительстве
Ржавый металлический фон с электросварным швом
Сварочный шов на стальном листе Сварщик промышленной стали
Сварщик.Очистка готового сварного шва.
.Сварка шва на трубопроводе. Технология сварочных соединений Stock Photo
Похожие изображения
Сварочный шов листового алюминия
Сварочный шов.
Сварной шов на стальном листе
Сварочный шов
Сварочный шов
Сварщик, дуговой сварщик и сварочный шов крупным планом
Сварной шов на стальном листе
Текстурный сварной шов на стальных листах
Сварочный шов, металлический фон
Рабочий чистит сварной шов на стальном профиле
Шов горячей сварки, крупный план, выборочный фокус
Крупный план сварного шва на серебряной раме велосипеда
Сварной шов на металлический уголок металлический Промышленный
Шлифовка сварочного шва трубы шлифовальным станком
.