
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины.
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Для создания такого станка потребуются:
- Швеллер шириной 25 см
- 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
- 2 3/4-дюймовые гайки
- 2 3/4-дюймовые резьбовые пробки
- 2 3/4-дюймовые муфты
- 2 3/4-дюймовые металлические шайбы
- 2 болта для фиксации стальных уголков (на фото их нет)
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.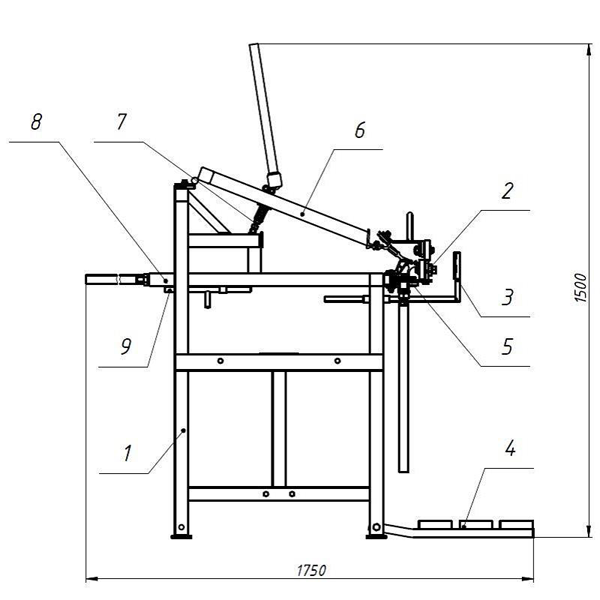
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
А так выглядит результат работы станка:
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Чертежи прилагаются.
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Листогибочный станок своими руками: чертежи
Содержание статьи:
Самодельный листогиб собирается из простых деталей, которые может выточить любой слесарь. На изготовление собственного ручного листогибочного станка при наличии необходимых деталей уйдет всего полдня. Большинство элементов загибочного приспособления сделаны из отходов металлопроизводства. Металлогибочные устройства ни в чем не уступают заводским, а обходятся практически даром. На основании представленных чертежей можно сделать более мощный аналог, качественно выполняющий изгиб стали толщиной до 3 мм.
Описание конструкции
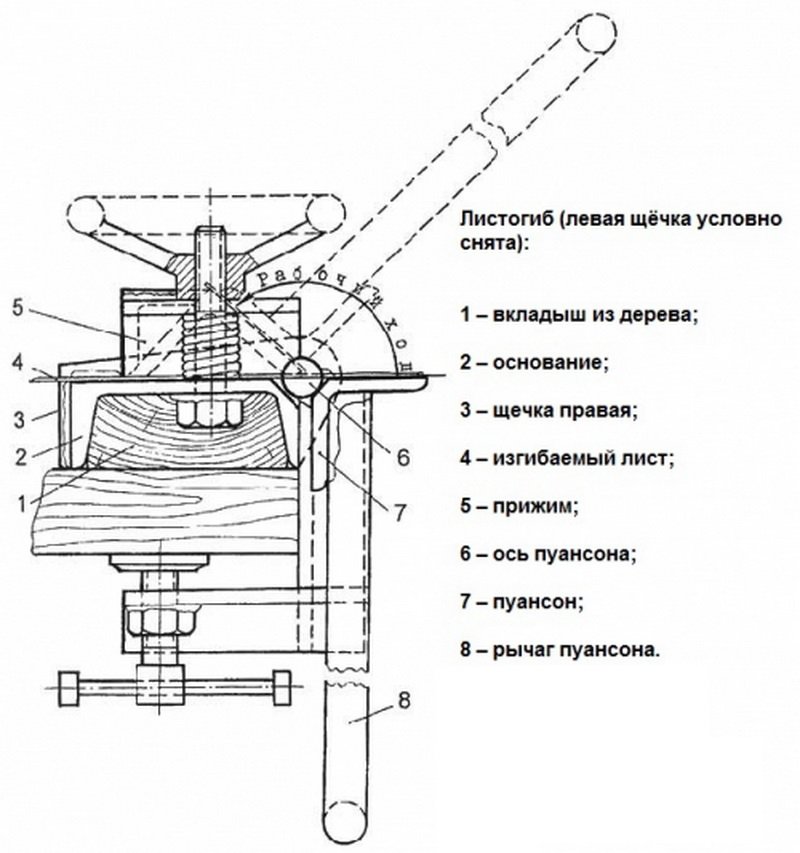
схема листогиба: 1 — струбцина; 2 — щечка; 3 — станина; 4 — кронштейн; 5 — прижим сварной; 6 — ось; 7 — уголок пуансона
Данная модель металлогибочного приспособления легко справляется с жестью, изгибы получаются довольно точно. Можно гнуть и окрашенный металл.
Основание станка сварено из швеллера №6 или №8. В зависимости от длины будущего аппарата подбирается длина швеллера. Для мелких работ достаточно 50 см. Для сгибания железа на угол, превышающий 90 градусов, из уголка выполняется прижим. Такие углы загиба используются при изготовлении фальцев.
Для мелких работ достаточно 50 см. Для сгибания железа на угол, превышающий 90 градусов, из уголка выполняется прижим. Такие углы загиба используются при изготовлении фальцев.
Прижим сваривается: основа конструкции — уголок 50 х 50 укрепляется 35 х 35. Толщина полок уголка должна быть не менее 5 мм, иначе прижим будет слишком слабым. Прижим такой мощности справится даже при длине ручного листогибочного устройства до 150 см. Загибается лист до 135 градусов, этого достаточно для формирования фальцев. Длина прижима должна быть на 7 см меньше основания. На торцы наваривают крепежи-кронштейны из уголка 3 х 3. Если кронштейн сделан из уголка большего размера, длину прижима уменьшают еще на 2 — 3 см. При таких размерах пружина свободно размещается снизу.
Края прижима устанавливают четко параллельно станине, без заусенцев. Поэтому их зачищают фрезой или надфилем, удобно зачищать края углошлифовальной машиной. Зачистной круг снимает выпирающие заусенцы и дефекты.
По центру обоих кронштейнов пропиливают проем поперечником 0,8 см.
Можно дополнительно усилить узел, вырезав полку 6 х 7 мм по краям и отверстие 14 мм. Прут для ручки взять немного потоньше — 12 мм.
С ребер пуансона на торцах срезают фаски 30 х 5, к которым будут фиксироваться оси из металлического прута 10 мм. Ось прута должна совпадать по направлению с ребром угла. Возле торцов фаску 32 х 6 делают на нижнем ребре.
Предварительный монтаж
щечки пуансона
Перед тем, как проварить конструкцию окончательно, необходимо выставить все детали в правильном направлении и проверить работоспособность конструкции. Поэтому сначала выполняются легкие временные крепежи. Станину вместе с пуансоном фиксируют в тисках. Подвижная часть и станина должны составлять общую горизонталь. Щечки устанавливают на оси и точечно крепят на станину. Удобно вместо сварки использовать струбцины. Как только временные крепежи готовы, струбцины снимают и проверяют подвижность. Если амплитуда пуансона достаточна, струбцины затягивают и окончательно проваривают.
Щечки устанавливают на оси и точечно крепят на станину. Удобно вместо сварки использовать струбцины. Как только временные крепежи готовы, струбцины снимают и проверяют подвижность. Если амплитуда пуансона достаточна, струбцины затягивают и окончательно проваривают.
Из тисков конструкцию желательно снимать после полного остывания сварки, иначе ее может повести.
Тестирование устройства и окончательная доводка
ручной листогиб
Проверяют работу загибочного станка на тонком податливом металле. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Нужно проверить правильность размещения щечек по отношению к станине. Для этого выполняют несколько загибов и подправляют при надобности. Если щечки установлены верно, их окончательно приваривают к станине.
С помощью отверстий в прижимных кронштейнах в основании проделывают отверстия поперечником 8 мм с резьбой М10. Уже готовые в прижиме отверстия увеличивают до поперечника 1 см.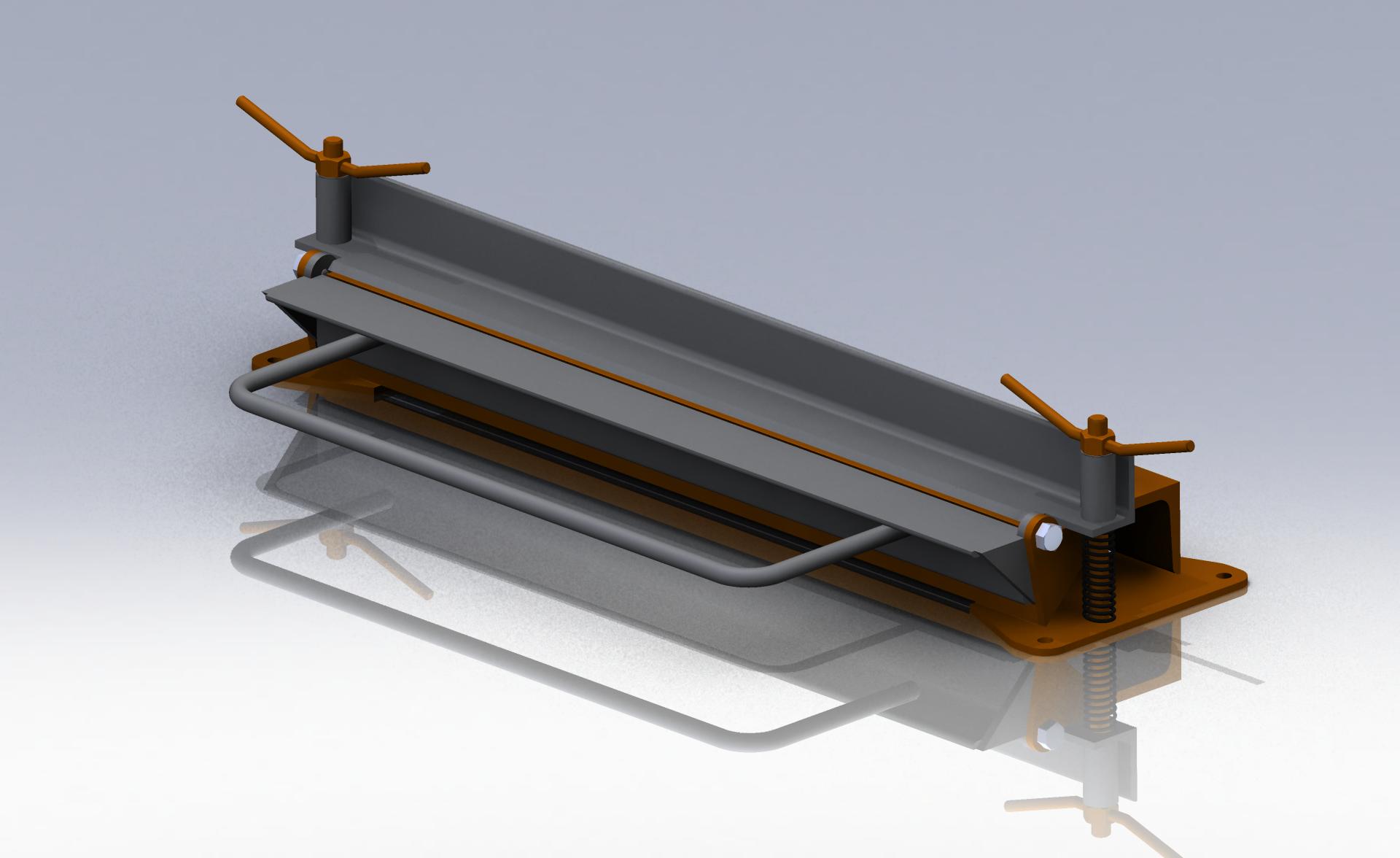 В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
К станине прижим крепят гайками с обязательными шайбами. Удобнее эксплуатировать гайки в виде маховичков (водопроводных). Чтобы во время откручивания прижим отжимался, на болты устанавливают пружины или амортизаторы из каучука. Хорошо подходят клапанные пружины.
В результате несложных операций получается недорогой, удобный в управлении и надежный станок. Есть у него и несколько небольших минусов:
- недостаточно продумано крепление щечек и пуансона. В этом узле во время работы металл взаимодействует с металлом и постепенно перетирается. Через некоторое время механизм начинает люфтить.
 Лист металла загибается недостаточно четко.
Лист металла загибается недостаточно четко.
 Лист металла загибается недостаточно четко.
Лист металла загибается недостаточно четко.Метод исправления недостатка ручного листогибочного механизма: использование подшипников в этом узле.
Если планируется гнуть большой объем листового металла, чертежи верхнего прижима придется немного доработать, на представленном работа выполняется достаточно медленно.
В изначальном варианте листогиб легко изготавливает короба из металла толщиной 2 мм, формирует фальцы, справляется с окрашенными листами.
Можно сделать гибочный станок своими руками, не используя никакие чертежи, из металлолома. Существуют экземпляры длиной до 2,5 м, которые за день выполняют до 350 м гиба черного металла. Профессиональные жестянщики часто предпочитают самодельный листогиб заводской конструкции.
Более сложные, ручные роликовые листогибы, тоже можно сделать самостоятельно по чертежу. Тут важно, чтобы вес устройства не был слишком велик, ведь он управляется одной рукой. У роликовых конструкций есть один минус — во время прокатки небольшие участки листового металла могут деформироваться.
 Формируется изгиб за счет вытяжения поверхности. Поэтому большинство жестянщиков предпочитают ими не работать.
Формируется изгиб за счет вытяжения поверхности. Поэтому большинство жестянщиков предпочитают ими не работать.Еще несколько моделей ручных листогибов с подробным описанием узлов в видеороликах:
Как самостоятельно собрать станок гибочный для арматуры
В ходе строительных или хозяйственных работ может потребоваться станок для гибки арматуры. Это приспособление широко применяется в металлопрокате. Приобретение гибочной установки потребует немало денежных средств, что не каждому человеку по карману. Поэтому был придуман ручной самодельный вариант такого устройства для арматурного материала.
Кроме того, изготовлением гибочного устройства, созданным собственноручно, интересуются многие строители, работающие с небольшим количеством металлической арматуры.
Систематизация арматуры
В нашем государстве выпуск арматурного материала контролируется ГОСТ 52544-2006. В соответствии с данным стандартом, арматурой называется металлический прут с определенным сечением, который имеет гладкую поверхность либо профиль. Поперечник профиля варьируется от 4 до 80 мм, а длина может достигать 12 метров.
Строительная арматура применяется для упрочнения железобетонных плит и устройств, требующих наличие металлического прутка.
Арматурному пруту присваивают 6 категорий:
- А1. Эта разновидность прута имеет сечение от 4 до 40 мм. Используется в строительстве в качестве связующего элемента.
- А2. Прутик имеет периодический профиль. Поперечник от 10 до 80 мм.
- А3. Инструмент строительства обладает рифленостью. Диаметр варьируется в значении 6-40 мм. Наиболее востребованная категория и широко применяется в строительном секторе при возведении зданий и сооружений.
- А4. Группа ограничена в зоне применения, так как имеет сечение 10-32 мм. Как правило, используется для работ по сварке.
- А5. Группа повышенной устойчивости. Поверхностный слой – рифленый, а поперечник прутка составляет 6-40 мм. Используют в основном в качестве несущих элементов конструкции.
- А6. Категория рабочих прутков. К этой группе металлических материалов подходит любая сварка. Основная область использования – строительство высотных и объемных зданий.
 Как правило, используется для работ по сварке.
Как правило, используется для работ по сварке.Принцип гибки
Сгибание арматуры – деформация металлического прута под контролем, вследствие чего изменяется ось заготовки. Для больших объемов изготовления используются специальные механические гибочные станки для металлической арматуры, имеющие высокий уровень производительности. Но в бытовых условиях использование подобного оборудования нецелесообразно, поэтому для дома лучше сделать свой инструмент, то есть арматурогиб своими руками.
Порядок работы гибочного станка для арматуры:
- фиксация металлического материала;
- определение точки сгиба. Эта область должна располагаться на опорном ролике.
- искривление прута.
 Эта область должна располагаться на опорном ролике.
Эта область должна располагаться на опорном ролике.При сгибании металлических прутьев, применяемых для армирования, необходимо знать, как осуществлять процесс гибки, чтобы инструмент строительства не утратил свою прочность.
Основные ошибки, допускаемые при сгибании металлических армированных прутов:
- заостренный угол изгиба.
- в области сгиба делается надрез с помощью болгарки;
- нагревание участка сгиба.
Агрегаты и устройства для гибки арматуры
Строительные технологии постоянно совершенствуются, а с ними и методы обрабатывания металлических поверхностей. Практически все устройства работают одинаково. Существенное различие моделей кроется в конструкционных особенностях и допустимым поперечником сгибаемого прутка.
Каждый гибочный станок, включая самопальный станок для гибки армированного прута, строится по следующему правилу: металлический прут устанавливается между основным и упорным валом, а посредством гибочного ролика – пруток подвергается деформациям под нужным углом. Стоит отметить, что положение для изгиба арматуры осуществляется в разное направление. Радиус изгиба контролируется упорным роликом, в результате чего весь прут не деформируется.
Стоит отметить, что положение для изгиба арматуры осуществляется в разное направление. Радиус изгиба контролируется упорным роликом, в результате чего весь прут не деформируется.
Схема подвижной части
Схема неподвижной части
Устройства, предназначенные для сгибания металлического прутка, включая самодельные образцы, подразделяются на два типа – механизированные и ручные станки для гиба арматуры.
Основой «механических» станков служит диск вращения, на котором крепятся пальцы (основной и упорный). Между этими рабочими органами существует свободная область, в которую помещается сгибаемый прут. Он упирается в ролик, который крепко закреплен на корпусе установки. При вращательном движении диска палец изгиба оказывает давление на армированный материал и сгибает его вокруг центрального ролика.
В зависимости от назначения гибочный станок для арматуры группируют следующие виды:
- Легкая категория. Изгиб прутков поперечником от 3 до 20 мм.
- Тяжелая группа. Сечение возделываемых прутков 20-40 мм.
- Сверхтяжелая. Используется инструмент строительства сечением 40-90 мм.
 Сечение возделываемых прутков 20-40 мм.
Сечение возделываемых прутков 20-40 мм.Если возникает потребность изгиба металлического прута под разными угловыми точками, то оптимальным вариантом выбора оборудования будут служить гидравлические устройства. Этот универсальный станок для гибки арматуры позволяет создавать изгиб прута без дефектов. Допустимый угол сгиба подобного оборудования достигает 180 градусов.
На рынке современного оборудования представлен огромный ассортимент гибочных станков для арматуры, включая образцы переносного типа. Данные приспособления для гибки элементарны в эксплуатации, доступны в цене. Гнутье металлического прута можно осуществлять как посредством специализированного оборудования, так и используя стандартный трубогиб, который монтируется на слесарных столах.
Подобные устройства легко создаются своими руками дома. Однако они имеют некоторые ограничения. Устройства не обладают высокой производительностью и предназначены для прутьев не более 15 мм. Они в основном применяются в малоэтажном частном строительстве.
Они в основном применяются в малоэтажном частном строительстве.
Выбирая гибщик арматуры, необходимо опираться на два главных аспекта – это допустимый диаметр сгибаемого прута и производительность установки.
Гибочный станок собственного производства
Конструкция подобных установок обладает элементарностью. Поэтому создание подобного оборудования своими руками не считается сложной. Перед изготовлением настоятельно рекомендуется изучить чертежи готовых приспособлений для сгиба арматуры.
Базовым элементом станка считается несущая металлическая опора. К ней посредством сварки крепится уголок либо прут круглого сечения. Если в планах работ предусматривается сгиб толстых металлический прутков (6 – 12 мм), то опорные ножки станины должны намертво быть закреплены на полу.
Если предусматривается создать переносной станок для гибки арматуры, то конструктивные составляющие гибочного станка устанавливаются надежно на массивной плите, которая также должна быть хорошо зафиксирована.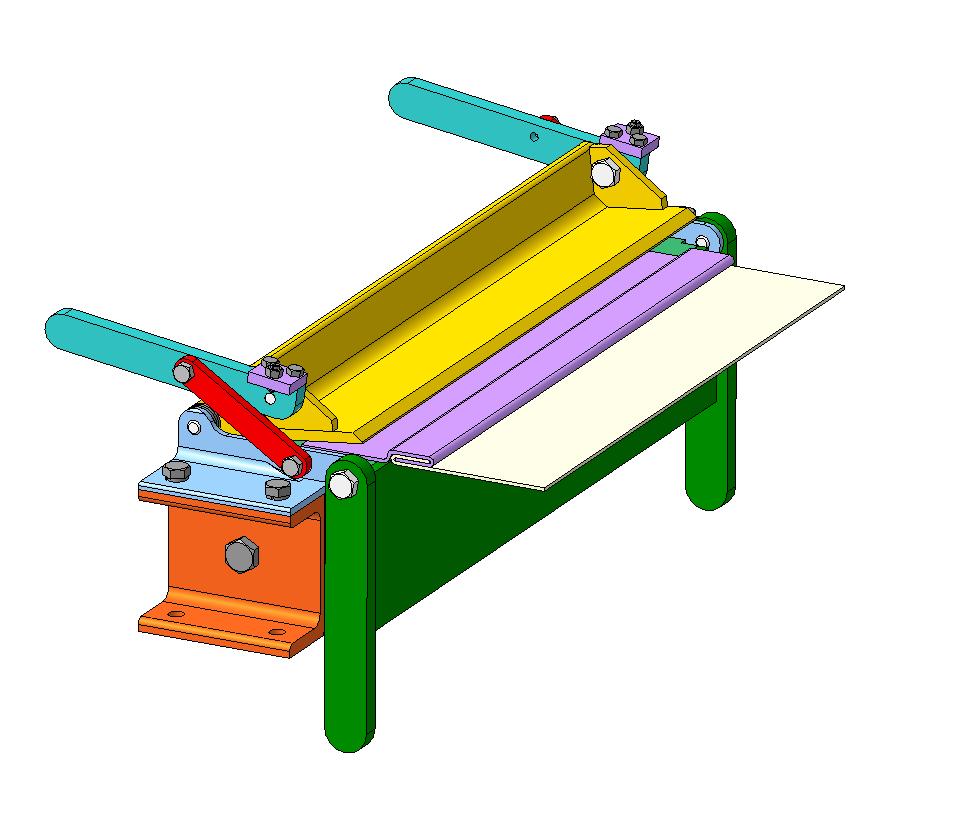 Фиксация производится посредством болтов либо специальных штырей при помощи сварочного оборудования.
Фиксация производится посредством болтов либо специальных штырей при помощи сварочного оборудования.
Еще один вариант самодельного устройства
Второстепенным элементом конструкции при создании гибочного оборудования считается поворотная площадка. К ней присоединяют два штыря и рукоять. Центральный и гибочный ролики должны между собой находиться на определенном расстоянии. Этот проем выбирается исходя от допустимого поперечника арматуры, которая будет гнуться на этом самодельном оборудовании. Также следует отступать на несколько сантиметров от края. Подобный прием позволит плавно распределить нагрузку гибочной системы. После окончательного закрепления элементов, по границам заготовки срезается фаска под острым углом в 45 градусов.
Важно знать, что в строительстве следует уделять особое внимание процессу сваривания изделий. От этой операции очень многое зависит, в том числе и качественные характеристики конструкции. В связи с этим, чтобы качество работ соответствовало высокому уровню, следует гибочное оборудование закрепить в слесарных тисках. По возможности сварочные соединения заменяются болтовыми креплениями. Это необходимо для возможного переноса устройства на новое место монтажа.
По возможности сварочные соединения заменяются болтовыми креплениями. Это необходимо для возможного переноса устройства на новое место монтажа.
Гибочное устройство из швеллера
Подобная установка для сгибания арматуры своими руками немного отличается от других станков и принцип ее действия несколько иной. Чтобы зафиксировать арматурную деталь, в системе ставится упорный механизм и металлическое звено, выступающее в роли основного штифта. Далее устанавливается подвижный компонент системы с добавлением специального рычага и осью загиба. Поворотный механизм позволяет сгибать поверхность прутка на нужный угол вокруг металлического фиксатора, помещенного в центре. Конструкция подобной модели станка с легкостью сгибает арматурные детали с большим сечением.
Загибочный механизм арматуры своими руками из швеллера создается быстро, достаточно 2-3 часов свободного времени. Эксплуатация приспособления значительно проще, чем сгибание прутка посредством тисков. Рассмотрим распространенный вариант реализации станка.
На землю устанавливаются 2 металлических опорных основания. К ним посредством сварки присоединяется метровый швеллер. К верхнему участку швеллера крепятся 2 уголка. Это требуется для упора арматуры. Рычагом в конструкции являются две металлические трубы, сваренные между собой под углом в 90 градусов. На звено, расположенное горизонтально, устанавливается удлиняющее устройство. Вертикальный участок остается неизменным, он применяется для прохождения оси. В результате – действие рычага усиливается, поэтому к нему приваривается уголок для фиксации заготовки.
Стоит отметить, что уровень уголка и верхний участок станины должны соответствовать. Для создания оси используется прут сечением 30 мм. Чтобы избежать проворачивания оси гнутьем, нижняя зона осевого прута должна иметь квадратную форму. Проем аналогичной формы вырезается и в швеллере.
Полезные отличия перед заводскими аналогами
Устройства для гибки арматуры своими руками обладают рядом достоинств перед стационарными агрегатами заводского происхождения.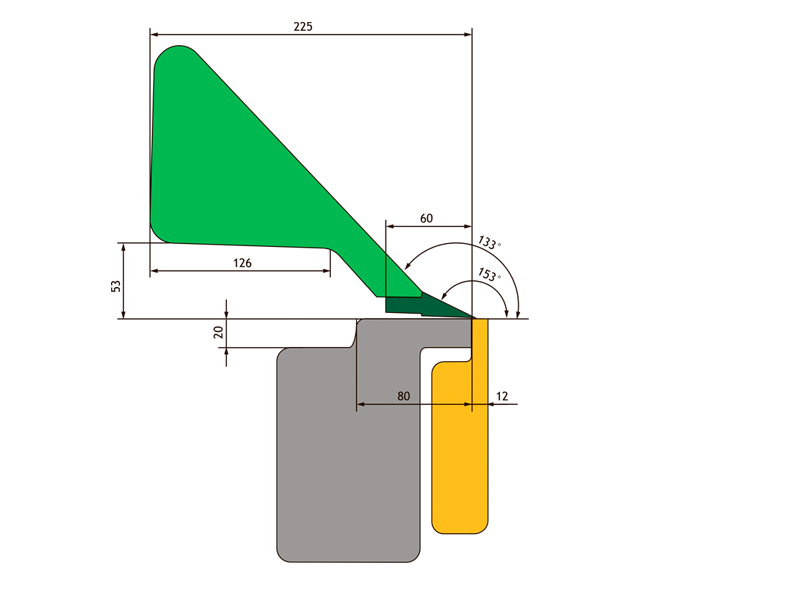 Среди данных характеристик выделяют: элементарность конструкции в целом нет необходимости больших финансовых вливаний, мобильность, не требуется источник электропитания.
Среди данных характеристик выделяют: элементарность конструкции в целом нет необходимости больших финансовых вливаний, мобильность, не требуется источник электропитания.
Получается, что затратив несколько часов на станок для арматуры, создается элементарный, но результативный инструмент для домашнего мастера. Используя самодельный станок можно создать требуемый угол изгиба, что дает преимущество даже над механическим образцом установки.
Самодельный листогибочный станок для окрашенной жести
ipmet.ru » Своими руками » Листогибочный станок своими руками » Самодельный листогибочный станок для окрашенной жести
Самодельный листогибочный станок для окрашенной жести призван обеспечить высокое качество и точность гибки металла, имеющего лакокрасочное покрытием. При этом продукция, изготовленная на этом оборудовании, должна иметь хороший (а если постараться, то и привлекательный) товарный вид. Сегодня мы расскажем о том, как изготовить столь полезный листогиб своими руками.
Сегодня мы расскажем о том, как изготовить столь полезный листогиб своими руками.
Конструкция листогиба
В статье «Простейший самодельный гибочный станок листового металла» мы рассказали о схеме, по которой работает ручной листогиб. В ней рассказывается о станке, который деформирует неокрашенную жесть и производит продукцию, к которой предъявляются крайне низкие требования.
Схемы работы листогиба.
В настоящей статье мы расскажем, как изготовить самодельный листогибочный станок для окрашенной жести. Обработка жести с лакокрасочным покрытием должна производиться на более мощном оборудовании, которое обеспечивает, кроме того, ещё и более высокие точность и качество гиба. Конструкций самодельных станков, предназначенных для гибки окрашенного листового металла, интернет предлагает много. Мы расскажем ещё об одной.
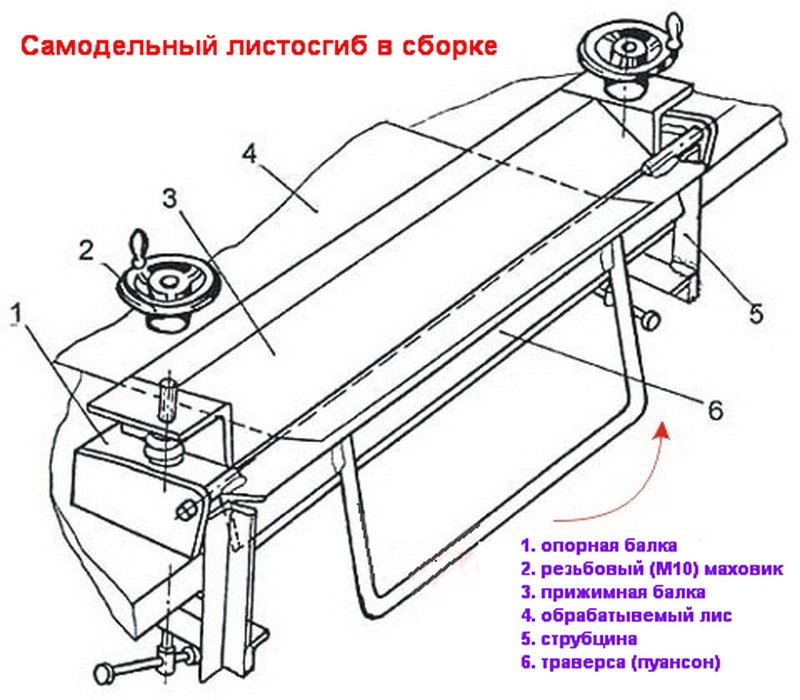
Листогиб, о котором мы будем рассказывать, схематически изображён на рисунке.
Компоновка листогиба (пуансон открыт).
Основанием предлагаемой конструкции служит, как самый жёсткий из доступных профилей, швеллер (№ 5…8). С верстаком, который является основанием, он связан двумя струбцинами. Изгибаемый лист окрашенного металла помещается между основанием и прижимом (швеллер № 5 — играет роль траверсы) и прижимается двумя гайками-маховиками. Такая конструкция гайки выбрана для того, чтобы необходимый (с достаточно большим усилием) прижим можно было осуществлять вручную, без применения инструмента. Сильный прижим необходим, что бы исключить перемещение листа металла во время гибки (под действием касательной составляющей основного усилия). Вместо гайги-маховика возможно применение гайки-барашка или других специальных гаек, которые окажутся у вас под руками.
С верстаком, который является основанием, он связан двумя струбцинами. Изгибаемый лист окрашенного металла помещается между основанием и прижимом (швеллер № 5 — играет роль траверсы) и прижимается двумя гайками-маховиками. Такая конструкция гайки выбрана для того, чтобы необходимый (с достаточно большим усилием) прижим можно было осуществлять вручную, без применения инструмента. Сильный прижим необходим, что бы исключить перемещение листа металла во время гибки (под действием касательной составляющей основного усилия). Вместо гайги-маховика возможно применение гайки-барашка или других специальных гаек, которые окажутся у вас под руками.
Гибка листа металла осуществляется под воздействием обжимного пуансона: в процессе его поворота от положения на предыдущем рисунке (пуансон открыт) до положения на следующем рисунке (пуансон закрыт).
Листогиб с основанием (пуансон закрыт).
Для лучшего понимания конструкции приспособления и возможности создания эскизной конструкторской документации (далее — КД) под свои потребности, предлагаем вашему вниманию деталировку самодельного листогибочного станка для окрашенной жести.
Деталировка листогиба.
Содержание деталировки самодельного листогибочного станка:
1. Струбцина;
2. Щека;
3. Основание;
4. Кронштейн;
5. Прижим;
6. Ось;
7. Пуансон.
Все детали и узлы должны изготавливаться из прочной стали толщиной 5…6 мм, ручка Ø 15…20 мм (рекомендуется из прочного, но лёгкого материала – своими руками поднимать будете).
Отдельно остановимся на прижиме. Сторона, которой он прилегает к листу деформируемого металла, должна иметь отличную плоскостность (то есть, по-возможности, минимальное её численное значение). На это следует обращать внимание при выборе материала. Если совсем без изъянов выбрать профиль не удаётся, то следует произвести фрезерование рабочей поверхности.
Предотвращаем волнистость прижимной планки
Следует иметь в виду, что любой металл пластичен, и внутреннее напряжение в нём распределяется от точки приложения усилия (в нашем случае — это место установки ручки) к краю детали. Эпюра распределения напряжений внутри детали имеет приблизительно следующий вид (т. е. резко отличный от прямой линии. Левая ручка управления траверсой находится на эпюре справа, левый край траверсы — слева. У правой ручки — зеркальная картина.). В результате, траверса через некоторое время будет иметь волнистую рабочую поверхность.
е. резко отличный от прямой линии. Левая ручка управления траверсой находится на эпюре справа, левый край траверсы — слева. У правой ручки — зеркальная картина.). В результате, траверса через некоторое время будет иметь волнистую рабочую поверхность.
Эпюра распределения напряжений в металле траверсы.
Поэтому, какой бы прочный профиль мы ни выбрали для траверсы, всё равно в процессе эксплуатации происходит её деформация в местах крепления ручек, так как там максимальные механические напряжения (о печальных последствиях этого явления — смотри выше). Чтобы свести деформацию к минимуму, следует профиль усиливать.
Примеры конструктивного усиления профиля траверсы.
Конструкция усиления прижимной планки.
Усиление траверсы.
Изготовление самодельного листогибочного станка для окрашенной жести
В соответствии с разработанной эскизной КД, вы изготавливаете отдельные детали. Рекомендуем сразу снимать заусеницы (напильником или любым другим подручным инструментом) и, в технически обоснованных случаях, «заваливать» (просто притуплять) острые кромки (деталь должна иметь такой внешний вид, что бы «её было приятно взять в руки»).
Рекомендуем сразу снимать заусеницы (напильником или любым другим подручным инструментом) и, в технически обоснованных случаях, «заваливать» (просто притуплять) острые кромки (деталь должна иметь такой внешний вид, что бы «её было приятно взять в руки»).
Далее, выполняем все необходимые сборочные операции. К станку, при желании, можно разработать и изготовить «персональное» основание, которое позволит эксплуатировать приспособление прямо на рабочем объекте.
Листогибочный станок для гиба покрашенных стальных листов.
Места сварки следует тщательно зачистить карщеткой и обязательно покрыть грунтом, так как металл здесь ослаблен и может быстро поржаветь. Вообще-то, рекомендуется покрыть грунтом всё приспособление.
Заключительные операции
Что бы листогибочным станком было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических характеристик, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской, если вы по какой-то причине не осуществили грунтовку, не забудьте произвести очистку (в том числе и обезжиривание) всех металлических поверхностей.
И заключительная операция – это смазка узлов трения. Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.). Желаем вам успехов!
Где купить
По поводу покупки готовых листогибов смотрите контакты продавцов на этой странице.
преимущества и недостатки самодельного листогиба, виды устройств, примеры изготовления
Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.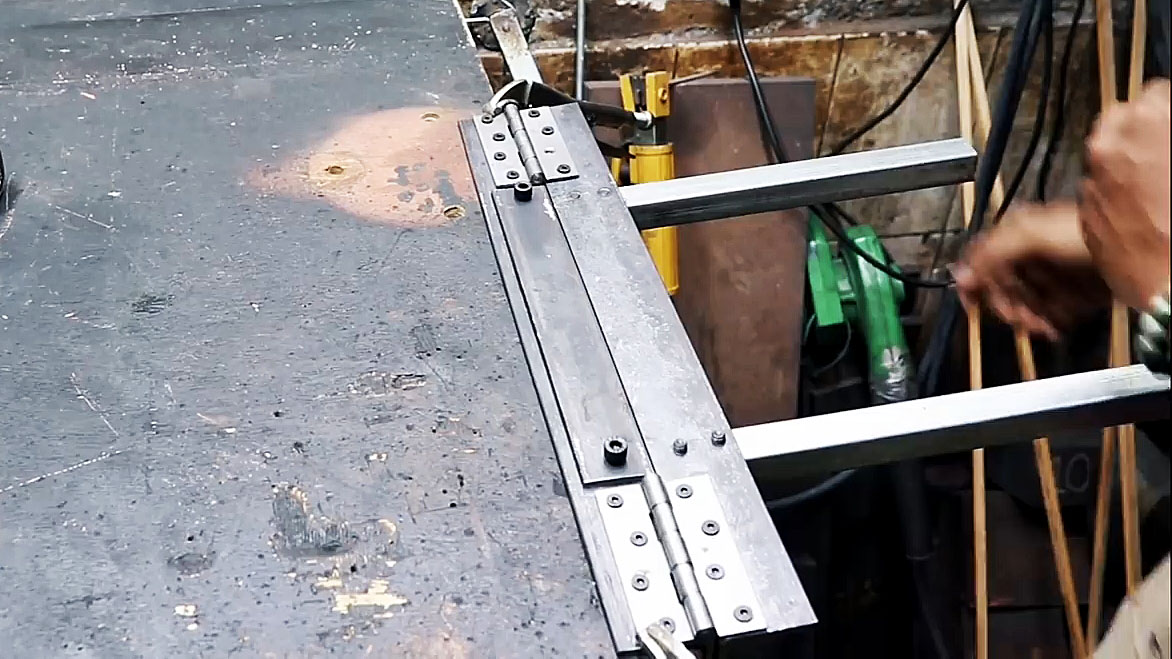
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.

Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.

Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки
- Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции
- На каждый из тавров приваривается по паре укосин с двух сторон.
Такие элементы необходимы для установки болтового фиксатора прижимной планки
- К укосинам приваривается гайка болта.
Сварочные швы надёжно крепят элементы станка друг к другу
- Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Приваривание выполняется после центровки и расположения строго на одной вертикали
- Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки
- К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Такая конструкция готового устройства позволяет делать довольно качественную отбортовку
- Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой
- Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.

 Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки. 
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
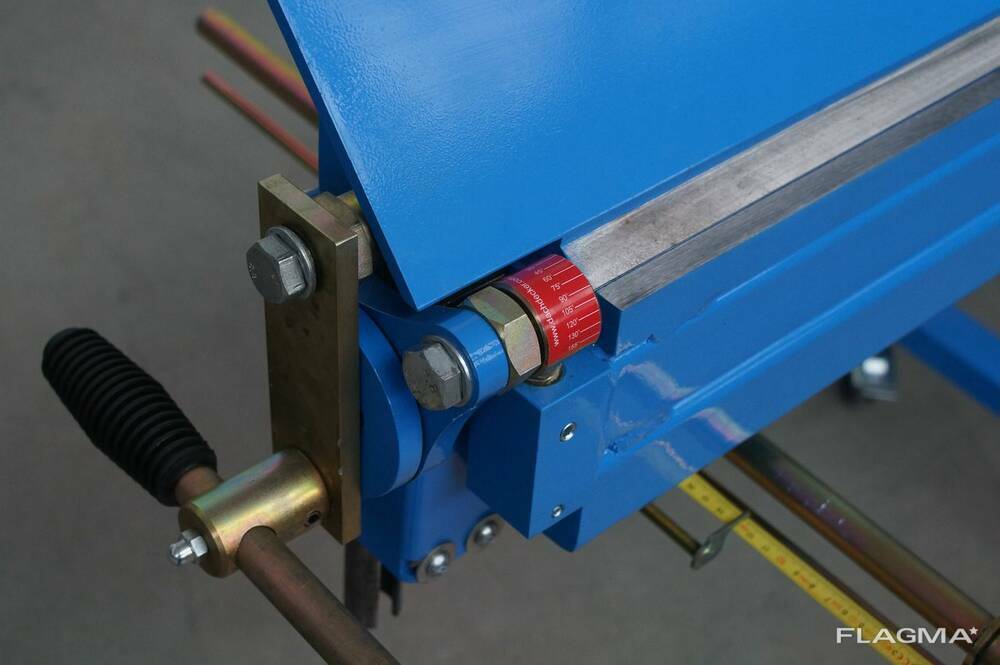
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Видео по теме: листогибочный станок своими руками
https://www.youtube.com/embed/Rndk74cqR1Q https://www.youtube.com/embed/iA9IDpnB9eU
В целом относительно простые ручные листогибы являются самыми популярными и наиболее часто продаваемыми типами станков для гибки листового металла. Они отличаются простой конструкцией и лёгкой эксплуатацией, не потребуют значительных затрат на приобретение и обслуживание. Именно такой вариант можно выполнить самостоятельно, используя простой набор инструмента и вполне доступные по цене материалы.
Оцените статью: Поделитесь с друзьями!как сделать самодельный гибочный станок
Арматурные стержни различных профилей, диаметров и классов прочности – металлоизделия, необходимые при возведении монолитных и монолитно-сборных фундаментов. Арматура повышает устойчивость бетонных конструкций к растягивающим нагрузкам. Для усиления угловых бетонных элементов в соответствии с нормативной документацией необходимо применять только гнутые стержни.
Арматура повышает устойчивость бетонных конструкций к растягивающим нагрузкам. Для усиления угловых бетонных элементов в соответствии с нормативной документацией необходимо применять только гнутые стержни.
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
 Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
Принцип действия станков для гибки арматуры
Принцип работы гибочных станков самостоятельного и заводского производства примерно одинаков:
- металлоизделие размещается между центральным и упорным пальцем;
- посредством гибочного пальца прут изгибают под заданным в проекте углом;
- гибка может осуществляться в правую или левую сторону.
В устройствах с мехприводом имеется вращающийся диск, на котором фиксируют центральный и изгибающий пальцы. В зазор между ними укладывают пруток. Стержень одним концом упирается в ролик, который стационарно крепится на корпусе. При вращении диска гибочный палец воздействует на арматурный стержень, который изгибается на требуемый угол вокруг центрального валика.
Как сделать станки для гибки арматуры простейшей конструкции?
Простейшее приспособление – кусок швеллера с прорезями. На таком примитивном устройстве можно изгибать стержни диаметром до 8 мм с достаточно большим радиусом угла гибки. Процедура гибки требует приложения серьезных физических усилий.
Для самостоятельного изготовления более сложного гибочного устройства понадобятся: стальной уголок 40х40 мм, деревянный брусок, крепежные элементы. Собрать такой самодельный станок для гибки арматуры несложно, но подходит он только для гибки прута малого сечения, в основном для изготовления монтажных петель и других изделий из арматуры с гладкой поверхностью.
Этапы проведения работ:
- уголок разрезается на 2 части;
- в одной из частей изготавливаются отверстия под саморезы, затем этот отрезок крепится к деревянному бруску;
- вторая часть – подвижная, крепится на брусок болтом, выполняет функции рычага.
Использование этой конструкции не обеспечивает высокую производительность и требует приложения значительных физических усилий.
Подобная конструкция может быть выполнена не на брусе, а на швеллере или профильной трубе. Максимальный диаметр обрабатываемых арматурных стержней – 14 мм.
Схема станка для гибки арматуры из двух стальных труб
С помощью этого устройства можно изгибать арматурные изделия даже большого сечения. Чем больше сечение стержней, которые требуется согнуть, тем длиннее должны быть трубы. Диаметр труб – 1/2-3/4″.
Этапы гибки:
- один край арматуры вставляют в первый отрезок трубы, а второй – надевают на свободный край стержня;
- один из отрезков трубы фиксируют в тисках, вкапывают в землю, для полной надежности бетонируют;
- второй отрезок трубы загибают вверх на требуемый угол.

Более надежными и высокопроизводительными являются электромеханические станки заводского производства. Гибочный механизм приводится в действие с помощью электропривода. Максимальные диаметры арматурных стержней, на которые рассчитано устройство, указываются в маркировке. Для ускорения процесса можно приобрести станок, выполняющий две операции: рубку в размер и гибку.
Ручной гибочный станок для гибки арматуры
Станок для гибки арматуры своими руками: чертежи
Любое возведение зданий или строительных сооружений другого назначения основа на использовании бетона. Но сам по себе материал не отличается особой надежностью. Для его укрепления используют стальные прутья. Вместе они составляют незыблемую железобетонную глыбу. Казалось бы, что еще требуется, но для предотвращения расслоения материала на углах конструкции необходима гнутая арматура. И это не единственный случай, когда гибка арматуры жизненно необходима.
Такую технологическую операцию, как гибка арматуры применяют при производстве стержней арматуры, хомутов, крюков, спиралей, металлических сеток и множества других изделий повседневной необходимости. Гибка арматуры позволяет получить детали для организации каркасов промышленного или декоративного назначения, железобетонные элементы несущих конструкций при блочном и монолитном строительстве, армированного укрепления кирпичной и каменной кладки. Помимо этого гнутая арматура часто служит в качестве основы для решеток, ограждений и ворот, а также разнообразных скобогибочных деталей.
Гибка арматуры производится на специальных станках с ручным или механическим приводом в холодном режиме. В конструкцию станка входят: рама, редуктор, массивное основание и приспособления, непосредственно осуществляющие изгиб. По принципу действия все изгибающие арматуру станки схожи и отличаются лишь диаметром стержней, подвергаемым деформации.
Гибка арматуры минимизирует временные и трудовые затраты, к тому же позволяет избежать неизбежных при других технологиях отходов недешевого арматурного проката в процессе придания изделию требуемой формы. Но при всей кажущейся простоте технологической операции, выполнить изгиб арматуры с должным качеством получается не всегда. На результат влияют:
- параметры прочности материала;
- радиус перегиба и сложность конечной конфигурации;
- требования к точности линейных размеров и диаметра сечения детали после операции.
Практика последних лет показывает, что ручной станок для гибки арматуры очень часто применяется при возведении объектов различного назначения.
Строительные технологии современного типа рассчитаны на использование качественных материалов и предварительно собранных конструкций.
Такой подход позволяет выполнять работы в короткие сроки и с высоким качеством. В то же время, почти на каждой стройке требуется специальное оборудование для подготовки нестандартных изделий.
Чаще всего такая необходимость появляется при изготовлении нестандартных железобетонных конструкций непосредственно на строительной площадке.
Виды арматуры
Для того чтобы строить быстро и качественно, требуется соблюдать два условия. Первое – использовать строительные материалы нового поколения.
Второе – применять эффективные технологии сборки и монтажа.
Сборные железобетонные конструкции используются при строительстве многоэтажных жилых домов, промышленных зданий и сооружений в течение многих десятилетий.
При выполнении строительных мероприятий, связанных с усилением фундаментных оснований и армированием перекрытий, возникает потребность в гнутье стальных прутков. Арматурные стержни также изгибают для сооружения теплиц и изготовления стальных конструкций. Для этого используется самодельное и профессиональное оборудование.
Станок для изгиба арматуры – это оборудование, позволяющее придать арматурному металлопрокату необходимую конфигурацию.
Самодельный станок для изгиба арматуры
Устройства делятся на типы в зависимости от следующих критериев:
- конструктивных особенностей;
- типа привода;
- диаметра сгибаемого стержня.
Станок для загибания арматуры бывает следующих типов:
- механическое устройство с ручным приложением усилий;
- механизированное оборудование с питанием от электрической сети.
Принцип работы оборудования для деформации арматуры заключается в сгибании стального стержня, зафиксированного между роликоопорами путем приложения усилий со стороны упорного ролика. Специальные станки позволяют изгибать металлические пруты под необходимым радиусом.
Оборудование с ручным приводом отличается рядом преимуществ:
- простым принципом работы, напоминающим функционирование трубогиба;
- уменьшенной массой изгибающего механизма, составляющей от 12 до 20 кг;
- мобильностью, позволяющей, при необходимости, быстро переносить оборудование;
- малым объемом затрат, позволяющим изготовить станок для гнутья арматуры своими руками.

Станок для гибки арматуры ручной Stalex DR-16
Механизированное оборудование с электрическим приводом применяется на промышленных предприятиях при серийном изготовлении гнутых элементов. Промышленный арматурогиб отличается следующими моментами:
- увеличенной производительностью, позволяющей за одну минуту загнуть 5-6 арматурных элементов;
- возможностью изгибать промышленный арматурный металлопрокат с увеличенным диаметром;
- повышенной до 5 кВт мощностью электроприводной станции, позволяющей прилагать значительные усилия;
- возможностью работы в автоматическом режиме с дистанционным управлением, а также на ручном управлении;
- стационарной конструкцией, предусматривающей эксплуатацию оборудования на месте установки без перемещения;
- увеличенной до 0,5 т массой, затрудняющей транспортировку без применения грузоподъемных приспособлений;
- достаточно высокой стоимостью, позволяющей приобрести устройство только с целью промышленного применения.

В условиях промышленных предприятий часто совмещают процесс рубки с деформацией арматурного металлопроката. Для этого используют специальное оборудование. В конструкции таких агрегатов применяется:
- мощный гидравлический привод;
- электромеханические системы;
- электромагнитные механизмы.
Станок для гибки арматуры с концевиком ТСС GW 40A
В зависимости от диаметра металла, который необходимо деформировать, гибочные устройства делятся на следующие группы:
- облегченные, осуществляющие изгиб прутьев диаметром до 2 см;
- средние, изгибающие металлические стержни сечением до 4 см;
- тяжелые, предназначены для загибания заготовок диаметром до 9 см.
Улучшенное качество изгиба обеспечивают гидравлические устройства. При деформации металла не происходит растрескивание, а также образование складок, являющихся источником внутренних напряжений.
На рынке предлагаются бытовые, а также промышленные модели специального гибочного оборудования. Заслуживает внимания ручной арматурогиб модели Afacan, предлагаемый в следующих модификациях:
Заслуживает внимания ручной арматурогиб модели Afacan, предлагаемый в следующих модификациях:
- Afacan 10E. Работает со стержнями сечением 0,6–1,2 см;
- Afacan 12E. Изгибает прокат диаметром 1–1,2 см;
- Afacan 16РТ. Деформирует прутки диаметром до 1,6 см.
Предлагаются также ручные универсальные гибщики, предназначенные для загибания арматурных стержней диаметром 0,6–2 см.
Ручные станки для гибки арматуры Afacan
Имеется возможность приобрести или арендовать следующие виды промышленных установок для гнутья:
- СГА-1. При установленной мощности привода 3 кВт легко деформирует стержни диаметром до 3,2 см, обеспечивая их изгиб на 160 градусов;
- GW-40. Конструкция устройства с трехкиловатным приводом позволяет изгибать на 180 градусов металлопрокат, диаметр которого достигает 4 см;
- Г-40. Кинематика устройства, оснащенного ступенчатым передаточным механизмом, позволяет многократно деформировать пруток сечением до 3,2 см;
- Г-50. Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.
 Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.
Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.Принимая решение о приобретении гибочного оборудования, проконсультируйтесь со специалистами. Они дадут профессиональный совет, помогут правильно подобрать устройство в зависимости от поставленных задач.
До начала работ необходимо подготовить заготовки требуемых размеров. Процесс ручной гибки происходит по простому алгоритму:
- Стержень устанавливается на посадочную площадку и выставляется между фиксирующими опорами.
- Определяется центр участка, который будет деформироваться под воздействием прилагаемых усилий.
- Приводной рычаг вручную поворачиваться относительно оси, воздействуя на зажатый пруток.
- Арматурный прокат деформируется на необходимый угол в процессе приложения усилий к рычагу.
- Изогнутая деталь, соответствующая по конфигурации требованиям документации, извлекается.
Станок для гибки арматуры Г50 ВПК
Конструкция оборудования позволяет производить деформацию зажатого стержня в любом направлении.
 Для безопасности и удобства выполнения работ важно надежно закрепить гибочный механизм на устойчивой поверхности.
Для безопасности и удобства выполнения работ важно надежно закрепить гибочный механизм на устойчивой поверхности.Выполнение гибочных операций на механизированных устройствах с приводом требует ознакомления с принципами работы оборудования и специальной подготовки. До начала работ следует тщательно изучить руководство по эксплуатации, а также требования техники безопасности. Конструкция многих агрегатов с гидравлическим или электромеханическим приводом предусматривает подачу команд путем нажатия на педаль. При этом заготовки подаются в рабочую зону руками.
Порядок работы на промышленном гибочном оборудовании:
- Установите гибочный ролик необходимого диаметра, соответствующий размеру сечения металлопроката.
- Настройте механизм устройства на требуемый угол загиба, находящийся в интервале от 0 до 180 градусов.
- Расположите пруток в посадочной площадке рабочего ролика, зафиксируйте его на опорных стойках.
- Нажмите на педаль включения агрегата и произведите деформацию прутка до необходимой конфигурации.

Прекратите нажимать педаль, когда заготовка приобретет требуемую форму. Затем извлеките ее из рабочего механизма. Важно соблюдать правила безопасности, не допускать попадания пальцев или одежды в зону вращения роликов.
Гибка арматуры своими руками
Конструкция самодельного гибочного устройства несложная. Малогабаритное приспособление для гибки арматуры включает следующие части:
- рабочий стол, выполненный в виде стальной пластины толщиной 6–8 мм;
- зафиксированные на основе упоры, которые ограничивают перемещение стержня;
- поворотный рычаг с прижимным роликом, деформирующим стальные прутки.
Ручной станок для гибки арматуры своими руками: чертежи, советы
Загибочный станок для арматуры представляет собой специальное приспособление, посредством которого первоначально прямому арматурному прутку придается требуемая форма. Такое оборудование, в зависимости от типа конструкции, классифицируется на две разновидности:
- ручное;
- приводное (механизированное).

Конструкция данного устройства достаточно проста. Она состоит из рабочей поверхности в виде круглой либо прямоугольной пластины, на которой закреплены упоры (шпильки), ограничивающие перемещение прутков, и рычаг, зафиксированный с помощью винта и оборудованный на торцевой части посадочным отверстием под арматуру.
Виды арматуры
Потраченное время и средства на самодельный станок для гибки арматуры окупиться еще на стадии строительства фундамента вашего дома. Его можно будет также использовать и в дальнейшем. Например, для изготовления закладных деталей, таких, как оконные или дверные перемычки. Но и после этого он не раз сможет вам пригодиться для сборки различных стальных конструкций.
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси.![]() При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью.
 Так что будьте осторожны и внимательны.
Так что будьте осторожны и внимательны.Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.

Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Хотя, при хороших физических данных и небольших диаметрах металлического прутка, эти способы, как правило, на практике являются самыми универсальными арматурогибами в домашних условиях.
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Во время работы по дому, в процессе строительства или изготовления стальных конструкций может понадобиться гибочный станок для арматуры. Перед тем как сделать его своими руками рекомендуется ознакомиться со стандартными чертежами и выбрать оптимальную методику производства.
Перед тем как сделать его своими руками рекомендуется ознакомиться со стандартными чертежами и выбрать оптимальную методику производства.
Ручной станок для гибки арматуры
Гибка арматуры — это контролируемый процесс деформации, в результате которого на определенном участке заготовки происходит изменение направления вектора центральной оси. Для больших производств применяются механические гибочные комплексы, обеспечивающие высокий показатель производительности. Но для домашнего использования лучше всего сделать ручной.
Общий принцип действия этого оборудования одинаков. Разница в конструкции объясняется различными диаметрами прута, который необходимо согнуть своими руками. Обычно в станке присутствуют несколько валов для упора заготовки, а также движущаяся часть, которая выполняет деформацию.
Порядок эксплуатации гибочного станка для арматуры.
- Установка заготовки, ее фиксация.
- Определение места гибки. Это часть должна располагаться на опорном валу.
- С помощью механизма происходит искривление стального прута.
Для выполнения этих несложных действий можно сделать небольшой ручной станок своими руками. Для оптимизации изготовления рекомендуется изучить стандартные чертежи.
В приводных конструкциях основным рабочим элементом является диск, на котором расположено несколько валов для изгиба. Гнуть можно после предварительной фиксации заготовки. Изменение конфигурации происходит во время вращения диска.
С помощью ручных моделей гибочных станков можно гнуть арматуру диаметром не более 16 мм. Для больших размеров заготовок потребуются значительные усилия.
Самодельный станок для гибки арматуры
Для изготовления самого простого станка, с помощью которого можно гнуть стальной прут, понадобится металлический уголок 40*40 мм, комплект креплений и деревянный брус. Это конструкция для гибки позволит изменять конфигурацию заготовки своими руками без посторонней помощи, также имеет несложный чертеж.
Это конструкция для гибки позволит изменять конфигурацию заготовки своими руками без посторонней помощи, также имеет несложный чертеж.
Уголок разрезается на две части. Одна из них крепится на деревянном брусе. Этот компонент предназначен для фиксации арматуры, перед тем как гибочный узел изменит ее конфигурацию. Вторая часть уголка для изгиба будет подвижной. Он крепится к брусу с помощью болта. В дальнейшем этот узел будет выполнять функцию рычага.
Гибочный станок конструкции Замкова
Для большого объема работ лучше всего использовать ручной гибочный станок конструкции Замкова. Изготовить его своими руками несколько проблематично, так как для этого понадобится выточить или заказать основные компоненты.
Для того чтобы правильно согнуть арматуру с помощью этого оборудования необходимо изготовить устойчивый опорный стол. В его столешницу врезается корпус станка. После этого стальной прут располагается между двумя роликами. С помощью третьего происходит гибка заготовки.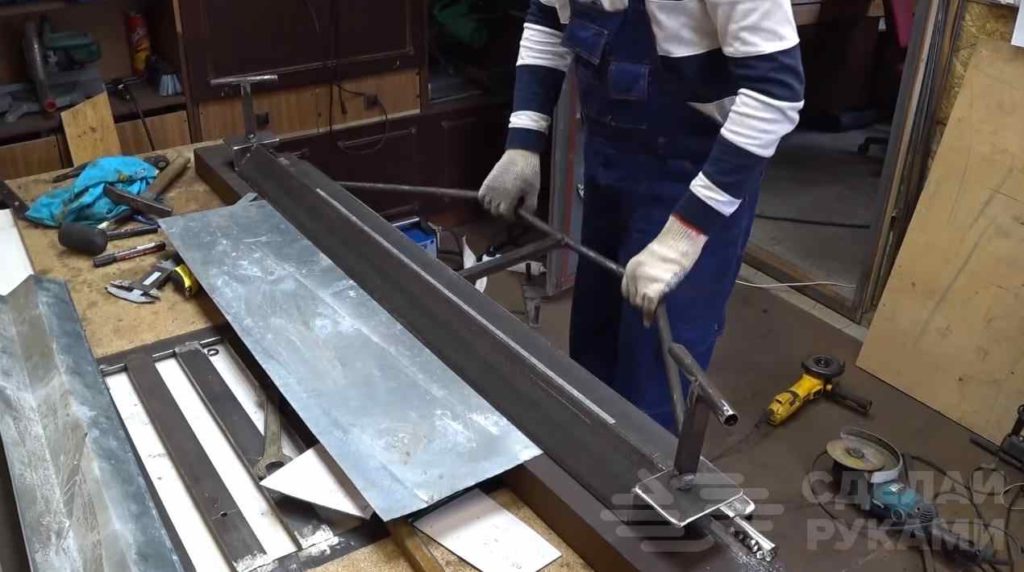 В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
Изготовление дисковых станков, с помощью которых можно гнуть стальной прут в домашних условиях нецелесообразно. По-настоящему они эффективны только в комплексе с электроприводом.
Перед процессом гнутья нельзя подвергать заготовку внешним воздействиям. Частая ошибка во время выполнения гибки — подпиливание в области сгиба. Это может привести к появлению трещин. Также нельзя нагревать прут с помощью сварки, в результате этого произойдут значительные изменения толщины изгиба.
Во время проведения строительных работ достаточно часто приходится гнуть и резать арматуру. Удобнее всего делать это с помощью специального устройства. Станок для гибки арматуры прост в эксплуатации, не требует никаких специальных навыков и обслуживания. Он помогает быстро и точно согнуть пруты своими руками без лишних усилий.
это приспособление фиксируется на верстаке болтами
Арматура и пруток применяются в качестве армирующей структуры при строительстве зданий различного направления. Так как арматурная сетка не обладает прямоугольной формой, пруты необходимо сгибать. Для этого и предназначены различные виды гибщиков.
Так как арматурная сетка не обладает прямоугольной формой, пруты необходимо сгибать. Для этого и предназначены различные виды гибщиков.
Некоторые умельцы гнут арматуру до 8 мм своими руками, без какого-либо специального устройства. Но пруток может в любой момент спружинить и поранить мастера.
Станки для гибки арматуры делятся по типу используемой тяги:
- ручные — оптимальное устройство для личного хозяйства или мелкого бизнеса. Ручной станок для гибки арматуры обладает довольно скромным функционалом гнутья, но он дешев, поэтому пользуется популярностью;
- гидравлические — позволяют согнуть толстые металлические пруты под различными углами. Гидравлический станок для гибки арматуры выполняет работу аккуратно, не оставляя на поверхности прута складок и загибов. Гидравлическое оборудование сгибает арматуру до 180 градусов.
Ручной станок для гибки арматуры своими руками
Схема самодельного станка
Чтобы своими руками изготовить гибщик, потребуется домкрат (подойдет простейшее автомобильное устройство с усилием хотя бы в 2 тонны), швеллер 100 мм (для несущей рамы) и петли для ворот, которые будут использоваться как упорные ограничители.
 Для изготовления корпуса и пуансона(давящего механизма) нам потребуется стальной угол на 25 и 32 мм и профиль 40*20.
Для изготовления корпуса и пуансона(давящего механизма) нам потребуется стальной угол на 25 и 32 мм и профиль 40*20.Самодельный инструмент изготавливается с применением сварочного аппарата, болгарки, уровня, молотка, щетки по металлу и разметочных приспособлений (рулетка, мел, линейка).
В повседневной жизни при осуществлении строительных мероприятий, периодически требуются работы, требующие гибочных работ из такого строительного материала, как арматурные стержни. Руками сгибать такой толстый материал очень сложно.
Именно поэтому и был придуман гибочный станок для арматурного материала. Такое приспособление получило широкое распространение в металлопрокате и достигло промышленных масштабов. Покупка дорогостоящего оборудования многим не по карману, однако, нашёлся выход из ситуации. Был создан самодельный гибочный агрегат, чтобы упростить многим людям работу с металлом.
Гибочный станок предназначен для сгибания арматуры различного диаметра и металлических прутков, для придания материалу необходимую форму. Применяется такое оборудование, как в промышленности, так и быту. С его помощью можно изготавливать теплицы. Широко используется при армировании фундаментов и бетонных конструкций. Если вам необходимо изготовить элементы декора из металлических стержней, то такое оборудование сослужит верным инструментом.
Применяется такое оборудование, как в промышленности, так и быту. С его помощью можно изготавливать теплицы. Широко используется при армировании фундаментов и бетонных конструкций. Если вам необходимо изготовить элементы декора из металлических стержней, то такое оборудование сослужит верным инструментом.
Прежде чем мы начнём знакомиться с самим станком, необходимо ознакомиться с классификацией арматуры.
Виды арматуры
Бывают случаи, когда можно обойтись и своими силами, но чаще всего толщина изделий настолько большая, что достигнуть гнутья возможно только с помощью специальных приспособлений.
Модифицированный гибочный станок для арматуры позволяет не только придавать листам и другим материалам нужную форму, но и резать их.
Также многие устройства позволяют из проволоки, труб или другого сырья изготавливать кольца, крепежные хомуты и детали, петли, которые применяются в монтаже и на стройке.
Несмотря на сложность конструкции, станок можно спроектировать и собрать своими руками. Для этого понадобится подготовленный чертеж, инструменты и знание принципов работы устройства.
Для этого понадобится подготовленный чертеж, инструменты и знание принципов работы устройства.
В бытовых целях самодельный ручной гибочный станок для арматуры используется, в первую очередь, при возведении фундамента.
Без армирующих деталей сделать надежное основание практически невозможно, поэтому возникает вопрос – как сделать каркас, как изогнуть имеющуюся арматуру?
Конечно, сегодня на рынке можно найти огромный выбор профессионального оборудования, однако цена на него бывает очень высокой.
Как правильно использовать гидравлический трубогибочный станок — виртуальное событие и потоки
Инструменты для гибки труб используются на производственных предприятиях и производственных предприятиях для строительства прокатных клетей, ворот, поручней и различных проектов по изготовлению листового металла. Существуют разные типы гибочных инструментов с разными характеристиками. Гидравлические трубогибочные станки предназначены для использования в автомобильной и механической промышленности. Такие устройства изготавливаются из высококачественной стали и используются для изготовления клетей, поручней и т. Д.
Существуют разные типы гибочных инструментов с разными характеристиками. Гидравлические трубогибочные станки предназначены для использования в автомобильной и механической промышленности. Такие устройства изготавливаются из высококачественной стали и используются для изготовления клетей, поручней и т. Д.
Электрогидравлические трубогибы и трубогибы требуют больших диаметров и толщины стенок, что делает их пригодными для работы с большими мощностями и точными углами поворота. Существуют модели меньшего и большего размера, многие из которых можно использовать в небольших мастерских. Очень важно понять, как работают гидравлические трубогибочные машины, прежде чем вводить их в эксплуатацию. В этой статье мы проведем вас через процесс гибки труб и научим всему, на что нужно обращать внимание во время работы.
Подготовительные мероприятия
Проверяйте гидравлический трубогиб перед каждым использованием и устраняйте любые проблемы, чтобы снизить риск серьезных травм электрическим током, несчастных случаев и других причин, а также избежать повреждения машины. Удалите кровь, жир или грязь с гибочного станка для гидравлических труб, таких как ручки и органы управления. Это позволяет лучше управлять гидравлической трубогибочной машиной и предотвращает выскальзывание гидравлической трубогибочной машины или элемента управления из держателя во время использования.Осмотрите гидравлический трубогибочный станок на предмет утечек гидравлической жидкости. Проверьте уровень гидравлической жидкости и при необходимости отрегулируйте, а также проверьте наличие сломанных, трещин, изогнутых, отсутствующих или скрепленных деталей и других условий, которые могут помешать безопасной работе гидравлического трубогибочного станка, таких как трещины в угловых скобах. Убедитесь, что шнур питания и вилка находятся в хорошем состоянии и их нет. Если во время гидравлического осмотра трубогиба обнаружены какие-либо проблемы, не используйте его, пока проблемы не будут устранены.
Удалите кровь, жир или грязь с гибочного станка для гидравлических труб, таких как ручки и органы управления. Это позволяет лучше управлять гидравлической трубогибочной машиной и предотвращает выскальзывание гидравлической трубогибочной машины или элемента управления из держателя во время использования.Осмотрите гидравлический трубогибочный станок на предмет утечек гидравлической жидкости. Проверьте уровень гидравлической жидкости и при необходимости отрегулируйте, а также проверьте наличие сломанных, трещин, изогнутых, отсутствующих или скрепленных деталей и других условий, которые могут помешать безопасной работе гидравлического трубогибочного станка, таких как трещины в угловых скобах. Убедитесь, что шнур питания и вилка находятся в хорошем состоянии и их нет. Если во время гидравлического осмотра трубогиба обнаружены какие-либо проблемы, не используйте его, пока проблемы не будут устранены.
Загрузка трубы в гидравлический трубогибочный станок за 5 шагов
- Убедитесь, что ваш гидравлический трубогибочный станок и рабочая зона правильно настроены и свободны от посторонних и других отвлекающих факторов. Первоначально переключатель ВКЛ / ВЫКЛ должен находиться в положении ВЫКЛ. При необходимости отметьте трубу для гибки в подходящем месте и откройте верхнюю рамку для гибки.
- Выберите подходящую форму гибки для трубы, которую собираетесь сгибать. На бланках указан размер и каталожный номер.Наденьте первый на конец барана.
- Поместите сгибаемую трубу перед первой и, при необходимости, поместите опоры под трубу, чтобы она находилась в правильном положении сгиба. Первый содержит символ в середине, который нужно выровнять. Поддерживайте трубу должным образом, чтобы предотвратить опрокидывание трубы и гидравлического трубогибочного станка во время использования.
- Обязательно нанесите немного смазки на сторону углового кронштейна, где он контактирует с трубой. Поместите кронштейны в соответствующие отверстия, отмеченные на гибочной раме.Угловые опоры должны находиться в правильных симметричных отверстиях, иначе гидравлический трубогиб может быть поврежден во время использования.
- Наконец, все, что вам нужно сделать, это закрыть гибочную раму и полностью вставить опорные штифты в угол через крылья гибочной рамы. Выровняйте угловые кронштейны так, чтобы нулевые отметки на индикаторах угла совпадали с отметкой на верхнем крыле. Гидравлические трубогибочные машины Open Wing не имеют индикаторов угла. Убедитесь, что штифты полностью вставлены в нижнюю створку.Убедитесь, что гидравлический трубогибочный станок и труба устойчивы.
 Первоначально переключатель ВКЛ / ВЫКЛ должен находиться в положении ВЫКЛ. При необходимости отметьте трубу для гибки в подходящем месте и откройте верхнюю рамку для гибки.
Первоначально переключатель ВКЛ / ВЫКЛ должен находиться в положении ВЫКЛ. При необходимости отметьте трубу для гибки в подходящем месте и откройте верхнюю рамку для гибки.
Объяснение операции гибки
Встаньте рядом с цилиндром на той же стороне, что и ручка разблокировки. Не тянуться к гидравлическому трубогибочному станку во время его работы. Двигайте таран вперед. Когда шаблон изгиба коснется трубы, медленно и осторожно переместите ползунок, чтобы совместить изгиб с первым. Продолжайте перемещать привод до тех пор, пока трубка не окажется вплотную к угловым скобам.Не помещайте пальцы, руки или другие части тела в положение, в котором они могут защемиться или защемить их.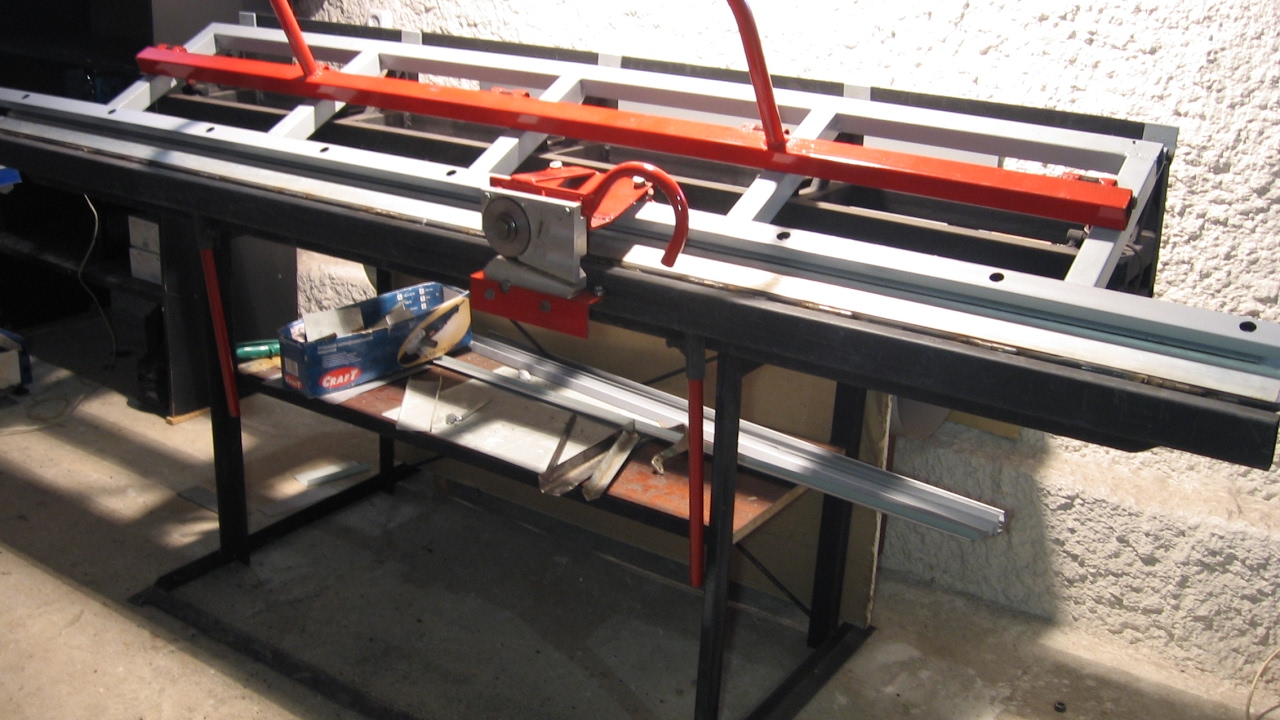 Убедитесь, что угловые скобы находятся в правильном положении для изгиба трубы, а штифты полностью вставлены в раму. В противном случае гидравлический трубогиб может быть поврежден во время использования. Убедитесь, что концы трубы выступают за угловые кронштейны настолько, чтобы предотвратить скольжение трубы при изгибе. Продолжайте перемещать цилиндр и сгибать трубу. Держитесь подальше от движущейся трубы. Следите за индикаторами угла.Среднее значение углов, измеренных каждым индикатором угла, является приблизительным полным угловым отклонением. Смотрите, как таран расширяется. Если вы видите небольшую канавку в цилиндре, остановите движение цилиндра, чтобы предотвратить утечку гидравлической жидкости и повреждение цилиндра
Убедитесь, что угловые скобы находятся в правильном положении для изгиба трубы, а штифты полностью вставлены в раму. В противном случае гидравлический трубогиб может быть поврежден во время использования. Убедитесь, что концы трубы выступают за угловые кронштейны настолько, чтобы предотвратить скольжение трубы при изгибе. Продолжайте перемещать цилиндр и сгибать трубу. Держитесь подальше от движущейся трубы. Следите за индикаторами угла.Среднее значение углов, измеренных каждым индикатором угла, является приблизительным полным угловым отклонением. Смотрите, как таран расширяется. Если вы видите небольшую канавку в цилиндре, остановите движение цилиндра, чтобы предотвратить утечку гидравлической жидкости и повреждение цилиндра
:: Подробнее: Покажите мне хороший гидравлический трубогиб
Различные подходы для разных труб
Для труб некоторых размеров требуется удлинитель с ползунком для создания изгиба на 90 градусов. Когда паз в приводе станет видимым, прекратите его перемещать. Убедитесь, что труба имеет надлежащую опору, чтобы предотвратить ее перемещение или падение. Поверните ручку разблокировки вашего гидравлического трубогибочного станка в задвинутое положение и втяните привод достаточно далеко, чтобы можно было вставить удлинитель между концом ползуна и предыдущим. Вставьте удлинитель и осторожно переместите ползунок. Не помещайте пальцы, руки или другие части тела в положение, в котором они могут защемиться или защемить их. Достигнув нужной степени изгиба, прекратите перемещение ползунка.Не пытайтесь делать изгибы более чем на 90 градусов, это может вызвать перегиб трубы и другие проблемы. Для точного измерения углов изгиба вам может потребоваться угольник или другое измерительное устройство. Рекомендуется изгибать трубу под углом, так как легче немного согнуть трубу, чем распрямить. Когда привод втянут, труба может выскочить, поэтому может потребоваться небольшая компенсация для достижения желаемого угла. После поворота переведите выключатель питания в положение ВЫКЛ.
Убедитесь, что труба имеет надлежащую опору, чтобы предотвратить ее перемещение или падение. Поверните ручку разблокировки вашего гидравлического трубогибочного станка в задвинутое положение и втяните привод достаточно далеко, чтобы можно было вставить удлинитель между концом ползуна и предыдущим. Вставьте удлинитель и осторожно переместите ползунок. Не помещайте пальцы, руки или другие части тела в положение, в котором они могут защемиться или защемить их. Достигнув нужной степени изгиба, прекратите перемещение ползунка.Не пытайтесь делать изгибы более чем на 90 градусов, это может вызвать перегиб трубы и другие проблемы. Для точного измерения углов изгиба вам может потребоваться угольник или другое измерительное устройство. Рекомендуется изгибать трубу под углом, так как легче немного согнуть трубу, чем распрямить. Когда привод втянут, труба может выскочить, поэтому может потребоваться небольшая компенсация для достижения желаемого угла. После поворота переведите выключатель питания в положение ВЫКЛ. Втяните привод, повернув ручку разблокировки в задвинутое положение, и снимите трубу с гидравлического трубогибочного станка.При необходимости снимите также болты, угловые кронштейны или откройте верхнюю створку. Если первый прилип к трубе, вы можете использовать деревянный брусок или мягкий молоток, чтобы снять его с трубы. Не используйте обычные молотки, зубила или другие закаленные инструменты для удаления первых. Они могут отколоть и повредить первый и вызвать травму. И, вуаля, вы успешно согнули трубку!
Втяните привод, повернув ручку разблокировки в задвинутое положение, и снимите трубу с гидравлического трубогибочного станка.При необходимости снимите также болты, угловые кронштейны или откройте верхнюю створку. Если первый прилип к трубе, вы можете использовать деревянный брусок или мягкий молоток, чтобы снять его с трубы. Не используйте обычные молотки, зубила или другие закаленные инструменты для удаления первых. Они могут отколоть и повредить первый и вызвать травму. И, вуаля, вы успешно согнули трубку!
Гидравлические трубогибочные станки на IMTS-Exhibition.com
На нашем сайте вы найдете множество поставщиков гидравлических трубогибочных машин.Просто зайдите в наш раздел продуктов или воспользуйтесь функцией поиска, чтобы найти сотни производителей в нашей базе данных продуктов. Если вы хотите узнать больше о вопросах и приложениях, связанных с гибкой труб, обязательно ознакомьтесь с другими записями нашего блога.
Если вас интересует еще более подробная информация, связанная с производством, обязательно посетите наш отраслевой канал MTS. На этой выставке мы представляем новые продукты и тенденции, посещая производителей на их предприятиях!
На этой выставке мы представляем новые продукты и тенденции, посещая производителей на их предприятиях!
Если у вас есть отзывы об этой статье или другие предложения, отправьте нам сообщение!
MTS собрала мировых производителей трубогибочных машин на этой онлайн-платформе.Просмотрите и найдите своего следующего поставщика вместе с нами.
Быстрая ссылка на поставщиков
Трехвалковая гибочная машина (принцип работы и процесс прокатки)
В связи с быстрым развитием производства, угольная энергетика, гидроэнергетика, ядерная энергия и энергия ветра поощряются национальной политикой в области экологически чистой энергии, а также тщательно соблюдаются детали трубопроводов и опор колонн потребности обработки больших комплектов листопрокатного станка.
Морская нефтегазовая, нефтехимическая, углехимическая промышленность, сверхмощный сосуд высокого давления становится все более популярным, тысячи тонн реактора гидрирования, две тысячи тонн реактора сжижения угля, 10000 м. 3 сферический резервуар для природного газа широко применяются , благодаря которым высокопрочные валки, специализирующиеся на прокатке толстых листов, и высокопрочные листы становятся ключевым оборудованием.
Принцип работы трехвалковой гибочной машины
Валковая гибочная машина также называется круглогибочной и роликовой машиной, которая является универсальным формовочным оборудованием для прокатки металлического листа в цилиндр, конус, изогнутую и другие формы.
Согласно принципу трехточечной формы круга, изменение относительного положения и вращательное движение рабочего валка заставляют металлический лист производить непрерывную пластическую деформацию для получения заданной формы заготовки.
Широко используется в котельной, судостроительной, нефтяной, химической, металлургической и машиностроительной отраслях.
См. Рисунок ниже. Трехвалковая гибочная машина обычно принимает два нижних ролика в качестве активных роликов, может осуществлять прямое и обратное вращение. Один верхний ролик является ведомым роликом, может перемещаться вертикально вверх и вниз.
- Подвижное гнездо подшипника
- Гидравлический цилиндр
- Левая рама
- Основание
- Верхний ролик
- Нижний ролик
- Тяга
- Правая рама
- Гидравлический цилиндр
- Фиксированное седло подшипника
- Роликовая шестерня
- Редуктор
- Двигатель
- Разгрузочное устройство
При прокатке стального листа лист помещается между верхним и нижним роликами, и три точки резки, которые открываются для металлического листа тремя валками, могут образовывать лист согнуть в изогнутый или замкнутый круг.
Таким образом, процесс формования листового металла можно рассматривать как трехвалковую гибочную машину, выполняющую непрерывный процесс трехточечной гибки.
Во время обработки один конец металлической пластины подается в пластину с тремя роликами между верхним и нижним роликами, а затем верхний ролик вызывает смещение вниз на металлической пластине, что заставляет пластину под ним создавать определенную пластическую деформацию изгиба из-за сжатию.
Когда ролик вращается, между пластиной и роликом возникает трение, поэтому при вращении ролика пластина также перемещается в продольном направлении.
Нижний валок поочередно вращается в положительном и отрицательном направлении, катаная пластина движется вперед и назад, два нижних валика вращаются, а фрикционная приводная пластина и валик движутся.
Между тем, верхний ролик продолжает оказывать давление на ролик, верхний ролик перемещается по пластине вперед и назад.
Когда пластина проходит через нижнюю часть верхнего ролика (зону деформации ролика), и напряжение превышает предел текучести, возникает пластическая деформация, пластина получает пластическую деформацию изгиба по всей длине и обрабатывается до требуемой форма.
Отрегулируйте относительное положение между верхним и нижним роликами должным образом, и пластина может изгибаться до радиуса не меньше радиуса верхнего ролика.
Ниже приводится чертеж принципа работы симметричной трехвалковой гибочной машины.
Приводной ролик Ⅱ, Ⅲ приводится в движение двигателем и редуктором, который вращается в одном направлении с одинаковой скоростью (или в противоположном направлении).
Из-за трения между роликом и пластиной, пластина движется вперед, а ролик вращается.
Отрегулируйте положение верхнего ролика должным образом, и можно будет сделать ролл с разной кривизной пластины.
Если заготовка не может достичь желаемой кривизны после процесса прокатки, верхний валок можно должным образом уменьшить, а затем снова и снова выполнять обратную прокатку, пока она не прокатится до желаемой формы.
Как видно из рисунка выше, три валка симметричной трехвалковой гибочной машины расположены в виде равнобедренного треугольника, поэтому в процессе прокатки два конца заготовки обязательно будут оставлять прямую линию.
Длина прямолинейного сегмента составляет примерно половину расстояния от центра двух нижних роликов. Эта часть прямой — место, где ролик не может катиться, что является самым большим недостатком симметричного трехосного ролика.
Несмотря на недостатки симметричной трехвалковой листогибочной машины, она получила широкое распространение благодаря своей простой конструкции, удобству в эксплуатации и низкой стоимости.
Что касается проблемы исключения прямолинейного участка, то ее можно решить разными методами в сочетании с конкретной ситуацией, как показано в таблице ниже.
| Деталь | Решение |
| Предварительный изгиб колена | В этом методе используется матрица для предварительного изгиба двух концов стального листа на прессе для достижения желаемой кривизны. |
| Оставить припуск | Добавьте соответствующий припуск на концах пластин. После того, как два конца раскатайте на определенную длину, затем отрежьте оставшуюся часть (также известную как отрезок прямой). |
| Добавьте опорную пластину для предварительной гибки | Этот метод выполняется на прокатном станке, как показано на рисунке 3b. Однако, когда применяется этот метод, следует полностью учитывать возможности прокатного станка, то есть сумма изгибающего усилия работы и требуемой прокладки должна быть меньше, чем у прокатного станка. |
Для другого асимметричного трехвалкового гибочного станка расположение валкового вала спроектировано таким образом, чтобы исключить прямые отрезки на прокатываемой заготовке.
Характеристики такого прокатного станка — два нижних ролика могут регулироваться по вертикали.
Любой ролик нижнего вала можно отрегулировать по центру верхнего ролика, а другой ролик поднять в соответствующее положение. Начальный конец стального листа можно гнуть и катать.
После полурука измените соосность двух нижних роликов, продолжите прокатку и удалите прямой отрезок на конце заготовки.
Заготовку также можно повернуть, задний конец становится передним концом для прокатки, что также может устранить линейный сегмент.
Трехвалковая гибочная машина Процесс прокатки
Ниже приводится краткое введение в процесс изготовления короткого цилиндра с Dg ≥ 400 мм, которое поможет вам понять процесс прокатки трехвалковой гибочной машины.
Получение материала
Материал должен быть подтвержден в соответствии с чертежом и технологическими требованиями, а поверхность материала не должна иметь явных дефектов. Качество и технические характеристики материала должны соответствовать соответствующим национальным стандартам и отраслевым стандартам.
При расширении диаметр цилиндра должен соответствовать фактическому диаметру торцевой оболочки, а диаметр материала цилиндра следует рассчитывать в соответствии с промежуточным диаметром цилиндра.
Направление длины разворачивания должно быть таким же, как у прокатки стали, крайнее положение — 45 °.
Линия должна быть разумной, полностью использовать краевой материал, улучшать использование стали.
Если цилиндр сварен из нескольких частей, сварной шов должен быть правильно настроен в соответствии с техническими требованиями сборки и сварки оборудования.
Расстояние между кромками сварных швов между стыковыми швами торцевого ограждения, продольными сварными швами цилиндрического сечения оболочки должно быть более чем в 3 раза больше толщины цилиндра и не менее 100 мм.
Если цилиндр соединяет трубу, опору, усиливающее кольцо, опорную пластину и т. Д., Соотношение взаимного расположения между продольным и окружным сварным швом на цилиндре должно исключать раскрытие отверстия на сварном шве или слишком близко к нему, а также усиливающее кольцо или опорную пластину. покрыты сварными швами.
Рисование линии должно быть точным, метод геометрического отображения должен использоваться для рисования вертикальной линии, биссектрисы и биссектрисы вместо квадратного эталона.
Отложите необходимый запас, сначала нарисуйте линию обрезки края на металлической пластине, а затем проведите фактическую линию материала и проверьте линию.
Требование допуска для рисования линии с целью вырубки:
Требование допуска чертежа линии высоты цилиндра H составляет: H ± 1 мм
Разница между двумя диагональными линиями △ L = L1 — L2 ≤ 2 мм, допуск по длине цилиндра сечение L ± 3 мм
Формула периметра : L = π (Di + S), в формуле Di — диаметр цилиндра (мм), S — толщина цилиндра (мм).
После разметки трансплантация метки материала производится в коробке размером 100 мм x 100 мм в правом верхнем углу стальной пластины.
Вырубка и обработка кромок:
Лист из углеродистой стали толщиной < 12 мм, используйте ножницы для вырубки, насколько это возможно (в противном случае используйте полуавтоматическую резку), после процесса резки очистите шлак и удалите заусенцы.
Если требуется канавка, толщина листа> 6 мм должна выполняться на полуавтоматической машине для резки или на прокатной машине для снятия фасок;
Толщина листа менее 6 мм, следует использовать метод шлифования.
Канавка, созданная газорезательной машиной, должна очищать шлак, сварочная канавка не может иметь дефектов, таких как трещины, расслоение. Перед сваркой необходимо очистить поверхность сварного соединения от оксидов, смазки, шлака и других вредных примесей.
Диапазон зазоров (рассчитывается от канавки или края пластины) ≥20 мм.
Предварительная гибкаКогда лист прокатывается, каждый конец листа имеет длину, которая может быть изогнута из-за отсутствия контакта с верхним роликом, что называется остаточной прямой кромкой.
Во время симметричной гибки оставшаяся прямая кромка обычно составляет примерно половину межцентрового расстояния нижнего ролика, и это также связано с толщиной листа.
Оставшиеся прямые кромки асимметричного изгиба составляют примерно от 1/6 до 1/10 от симметричного изгиба.
Эту часть оставшейся прямолинейной кромки трудно полностью устранить во время коррекции, это легко может привести к качеству и повреждению оборудования, поэтому ее следует предварительно согнуть.
Если предварительных изгибов нет, их можно исправить шаблоном после последнего рулона.
Поверхность стального листа перед гибкой необходимо очистить, поверхность ролика не должна иметь ржавчины, шерсти, краев и углов, твердых частиц.
Например, при прокатке нержавеющей стали верхний и нижний валик необходимо обернуть слоем ленты или специальным слоем краски, защитный слой не должен иметь твердых частиц.
Центровочное выравниваниеКогда лист помещается в роликовый листовой станок, для предотвращения перекоса заготовка должна быть скручена, а основная линия заготовки должна быть параллельна валу ролика для обеспечения качества круглой прокатки .
Круги прокатки Круговая прокатка — это основной процесс формования продукта, который делится на процесс с одной подачей и с несколькими подачами.
Количество периодов подачи зависит от процесса (например, не допускается превышение допустимой максимальной скорости деформации холодного валка) и ограничений оборудования (например, условий предотвращения скольжения и условий мощности).
Необходимо добавить определенное количество перемотки, когда упругий возврат холодного валка является значительным.
Продольное смещение конца цилиндра должно быть менее 1,5 мм.
Процесс прокатки листа показан на рисунке ниже.
Коррекция округлостиЦель корректировки округлости — сделать кривизну всего круга как можно более однородной для улучшения качества продукта.
Как правило, шаги следующие:
⑴ Подача
Согласно опыту или расчетам, ролик можно отрегулировать до максимально правильного положения кривизны.
⑵ Круглая прокатка
Прокатка цилиндра в течение двух циклов с коррекцией кривизны, особое внимание следует уделять положению прокатки при сварке, чтобы обеспечить постоянную кривизну всей окружности.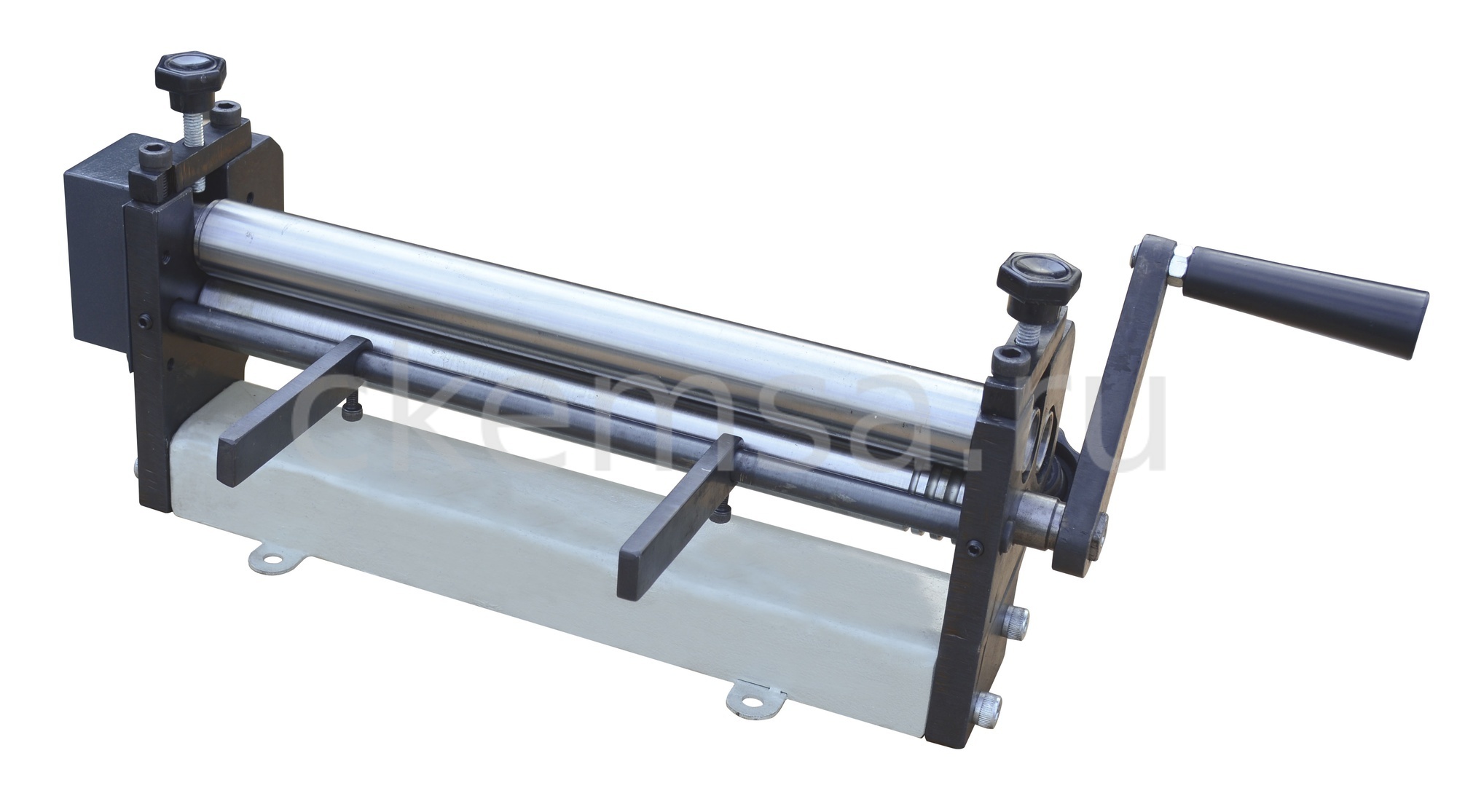
⑶ Разгрузка
Постепенно уменьшайте нагрузку, чтобы заготовку можно было несколько раз закатать под уменьшенной корректирующей нагрузкой.
Проверьте этиГибочный станок | Статья о гибочном станке от Free Dictionary
— станок для горячей или холодной гибки деталей из плоского листа, прутка, труб и проката.
Универсальные гибочные станки бывают нескольких типов, в том числе трех- и четырехвалковые (роторные), роликовые и станки с поворотной траверсой, шаблоном или рычагом. Трех- и четырехвалковые станки используются для гибки листовой заготовки в цилиндрические и конические оболочки и элементы дугообразной формы. Толщина ложа может составлять от десятых долей миллиметра до нескольких десятков миллиметров. Ложу толщиной более 40-50 мм гнут в горячем состоянии. Машины этого типа обычно изготавливают с горизонтальной ориентацией валка (см. Рисунок 1).Положение центрального или боковых валков регулируется по вертикали, что приводит к изгибу той или иной части заготовки. Изгиб по всей длине заготовки происходит за счет вращения центрального или боковых валков. Для изготовления секций с замкнутым контуром на этой машине задний подшипник центрального валка является выжимным, что позволяет наклонять задний конец валка назад путем опускания консольного конца с помощью прижимного механизма. Для сгибания листового материала в конические оболочки под любым углом, вертикально регулируемые валки также регулируются под углом.Вальцегибочные станки предназначены для гибки формованных заготовок на кольцевые и дугообразные детали. Полосы размером 200 x 40 мм можно сгибать в ребра в холодном состоянии на самых мощных станках этого типа. Для простоты замены три гибочных ролика установлены на консольных валах. На меньших машинах оси валков расположены горизонтально; на больших машинах — вертикально.
Изгиб по всей длине заготовки происходит за счет вращения центрального или боковых валков. Для изготовления секций с замкнутым контуром на этой машине задний подшипник центрального валка является выжимным, что позволяет наклонять задний конец валка назад путем опускания консольного конца с помощью прижимного механизма. Для сгибания листового материала в конические оболочки под любым углом, вертикально регулируемые валки также регулируются под углом.Вальцегибочные станки предназначены для гибки формованных заготовок на кольцевые и дугообразные детали. Полосы размером 200 x 40 мм можно сгибать в ребра в холодном состоянии на самых мощных станках этого типа. Для простоты замены три гибочных ролика установлены на консольных валах. На меньших машинах оси валков расположены горизонтально; на больших машинах — вертикально.
Рисунок 1. Схема трехвалкового гибочного станка с горизонтальным расположением валков
Станки с поворотной траверсой (см. Рисунок 2) в основном используются для гибки коротких заготовок с малым радиусом изгиба (таких как коробки и тонкие -стенные секции). Этот станок имеет три траверсы: неподвижную траверсу (стол), державку и поворотную траверсу. Приклад ставится на стол до упора и зажимается держателем. Поскольку край листовой планки выступает за стол и держатель, он изгибается вокруг шаблона, который определяет радиус изгиба, за счет вращения поворотной траверсы. Траверсы крепятся к двум стойкам. Поворотная траверса установлена в двух направляющих пазах, которые поворачиваются на шейках подшипников в стойках.Максимальная длина кромки, которую можно согнуть, определяется длиной L . Этот тип машины способен изгибать листы толщиной до 15 мм и шириной 5000 мм.
Этот станок имеет три траверсы: неподвижную траверсу (стол), державку и поворотную траверсу. Приклад ставится на стол до упора и зажимается держателем. Поскольку край листовой планки выступает за стол и держатель, он изгибается вокруг шаблона, который определяет радиус изгиба, за счет вращения поворотной траверсы. Траверсы крепятся к двум стойкам. Поворотная траверса установлена в двух направляющих пазах, которые поворачиваются на шейках подшипников в стойках.Максимальная длина кромки, которую можно согнуть, определяется длиной L . Этот тип машины способен изгибать листы толщиной до 15 мм и шириной 5000 мм.
Рисунок 2. Схема гибочного станка с поворотной траверсой.
Машины для гибки шаблонов (см. Рисунок 3) имеют вращающийся стол или шаблон (реже поворотный рычаг) и прикрепленный прижимной валок. Этот тип станка используется для изготовления фланцев и ребер жесткости из фасонных заготовок и для гибки участков труб.Передний конец заготовки сначала прикрепляется зажимом к шаблону, который устанавливается на столе станка. Затем прижимной ролик опускается на заготовку на определенном расстоянии от зажима. Затем шаблон начинает поворачиваться, и заготовка, задний конец которой прижимается к прижимному валку, изгибается. Наиболее мощные станки этого типа используются для гибки труб. Гнутые детали также изготавливают на специальных гибочных прессах (бульдозерах).
Затем прижимной ролик опускается на заготовку на определенном расстоянии от зажима. Затем шаблон начинает поворачиваться, и заготовка, задний конец которой прижимается к прижимному валку, изгибается. Наиболее мощные станки этого типа используются для гибки труб. Гнутые детали также изготавливают на специальных гибочных прессах (бульдозерах).
Рисунок 3. Схема гибки шаблона
Гибочные станки используются при изготовлении котлов, в судостроении, в химической и нефтяной промышленности, а также в машиностроении.
Большая Советская Энциклопедия, 3-е издание (1970-1979). © 2010 The Gale Group, Inc. Все права защищены.
10 причин купить гибочный станок для швеллера
Производительность — Обычно канальный станок для гибки букв сгибает за день то, что ваш лучший ручной гибочный станок сгибает за неделю. В небольших магазинах может оказаться единственным талантом владельца. Отсутствие времени, необходимого для сгибания букв канала, оставляет владельца или опытного торговца открытыми для более сложных и прибыльных заданий.
Увеличение продаж — Ваш отдел продаж будет продавать только то, что вы делаете за день. Теперь вы можете дать им повод продавать в 3 раза больше товаров за неделю.
Согласованность — Письменные машины каналов будут сгибать одну и ту же букву каждый раз одинаково. Делаете ли вы одну букву или тысячу, каждая буква идентична. Вы не можете сделать это вручную!
Специализированные рабочие не требуются — Кто-нибудь в вашем магазине можно делать канальные буквы.Не нужно платить большие деньги за специально обученного станок для гибки металла.
Доступная рабочая сила — Станки для гибки писем доступны тогда, когда они вам нужны. Они не звонят по болезни, у них нет других серьезных проблем, и они не делают перерывов.
Рентабельность — Сокращение времени на изгиб канала
письма снижает ваши производственные затраты на письмо. Вы также уменьшите отходы,
что увеличивает вашу прибыль.
Огромное списание налогов — Списание налогов в соответствии с Разделом 179 позволяет амортизировать всю машину в год, когда вы ее приобрели.По сути, дядя Сэм оплачивает 1/3 покупки вашей машины из налоговых сбережений!
Быстрые сроки поставки — Ваши клиенты часто требуют немедленной, если не более быстрой доставки, после того, как они приняли решение о покупке. Изгибатели каналов сокращают время доставки большинства знаков на 50% и более.
Дополнительный источник дохода — Другие вывески в вашем районе станут богатым источником дополнительного бизнеса, если вы решите стать местным оптовым продавцом писем для них.
Сниженные расходы на обслуживание на месте — Вы можете согнуть букву, чтобы заменить поврежденный или обветренный знак, без проведения дорогостоящих замеров и подгонки. Вы знаете, что он подойдет идеально, как когда его впервые согнули на станке.
7
ФЕВ
2020
Прибыльны ли торговые автоматы? (2020)
Торговые автоматы раздают еду и напитки людям в дороге. Продукты, которые обычно продаются в торговых автоматах, не являются дорогостоящими (за исключением, конечно, торговых автоматов), поэтому люди часто задаются вопросом, приносят ли торговые автоматы прибыль.Дело в том, что торговые автоматы могут быть очень прибыльными, если бизнес структурирован правильно.
Продукты, которые обычно продаются в торговых автоматах, не являются дорогостоящими (за исключением, конечно, торговых автоматов), поэтому люди часто задаются вопросом, приносят ли торговые автоматы прибыль.Дело в том, что торговые автоматы могут быть очень прибыльными, если бизнес структурирован правильно.
Вендинг позволяет заработать много денег, и это показывает текущее состояние отрасли. В настоящее время в США работает около 5 миллионов торговых автоматов, и они приносят своим операторам более 7 миллиардов долларов годового дохода от продаж. Что касается прибыли, то одна только ниша для снеков приносит операторам торговых автоматов 64 миллиона долларов годовой прибыли.
Пока люди едят и пьют в дороге, будут нужны хорошо оборудованные торговые автоматы.Но, как и в любом бизнесе, можно добиться большого успеха в торговых автоматах, попасть в середину пачки или даже потерпеть неудачу. Ключ — это правильная поддержка, правильные стратегии и правильные структуры ценообразования, чтобы бизнес по продаже торговых автоматов приносил прибыль.
Анализировать данные о прибылях отдельных торговых автоматов может быть сложно, поскольку в отрасли наблюдаются очень большие колебания.Например, один торговый автомат в загруженном отеле без ресторана может приносить сотни долларов в день, а торговый автомат, спрятанный в темной и пыльной прачечной квартиры, может приносить всего несколько долларов в месяц.
Однако вендинг — это в целом многомиллиардная отрасль. У людей всегда есть потребность в еде и напитках на ходу, и отрасль не подает абсолютно никаких признаков замедления. Фактически, он расширяется. Сколько производит один торговый автомат, зависит от типа автомата, его местоположения, продуктов, которые он продает, и цены на них.Но отличное сочетание машин и продуктов может принести значительный доход владельцу бизнеса по продаже торговых автоматов.
Сколько стоит начать бизнес по продаже торговых автоматов? Начать бизнес по продаже торговых автоматов не так уж и дорого, но начальные затраты зависят от того, какой путь вы выберете для входа в бизнес. Создание собственного бизнеса по продаже торговых автоматов может снизить начальные затраты, но может оказаться невозможным проникнуть в бизнес по продаже торговых автоматов без поддержки.Без контактов, без устоявшейся торговой марки в отрасли, без репутации и без наставников, одному владельцу торгового автомата могут потребоваться месяцы, если не годы, чтобы запустить бизнес, что компенсирует более дешевые стартовые затраты.
Создание собственного бизнеса по продаже торговых автоматов может снизить начальные затраты, но может оказаться невозможным проникнуть в бизнес по продаже торговых автоматов без поддержки.Без контактов, без устоявшейся торговой марки в отрасли, без репутации и без наставников, одному владельцу торгового автомата могут потребоваться месяцы, если не годы, чтобы запустить бизнес, что компенсирует более дешевые стартовые затраты.
С другой стороны, работа с признанной компанией по производству торговых автоматов в рамках франшизы или франчайзинговой системы может стоить немного дороже, но она позволит создать бизнес по продаже торговых автоматов для успеха с первого дня. оказание поддержки в выборе места, контрактах, маркетинге, поиске продуктов и многом другом.
Чтобы покрыть эти несколько более высокие начальные затраты, существует множество вариантов финансирования бизнеса по продаже торговых автоматов. Они включают наличные деньги, необеспеченные личные ссуды, обеспеченные личные ссуды, краткосрочные бизнес-ссуды, ссуду SBA, кредитную линию собственного капитала (HELOC) или специальные пролонгации 401 (k), предназначенные для людей, начинающих бизнес. Вариант финансирования, который вы выберете для запуска бизнеса по продаже торговых автоматов, будет зависеть от ваших уникальных обстоятельств. По возможности работайте со специалистом по финансам, который поможет вам принять наилучшие решения для вас, своей семьи и вашего будущего бизнеса.
Вариант финансирования, который вы выберете для запуска бизнеса по продаже торговых автоматов, будет зависеть от ваших уникальных обстоятельств. По возможности работайте со специалистом по финансам, который поможет вам принять наилучшие решения для вас, своей семьи и вашего будущего бизнеса.
Как уже отмечалось, для любого типа бизнеса создание торговых автоматов требует денег для начала. Эти начальные затраты включают в себя машины, аренду площадей для размещения, инвентарь, обслуживание и многое другое. Точная стоимость ведения бизнеса зависит от типа торгового автомата (ов), который вы выбираете для работы, от того, сколько машин у вас работает в любой момент времени.
Чтобы зарабатывать деньги, ценообразование также должно носить стратегический характер.Допустим, вы используете автомат для холодных напитков и продаете продукцию по 2 доллара за штуку, но машина находится не в идеальном месте и получает только 10 продаж в день. Чистая прибыль этой машины составляет 20 долларов в день. Если газированные напитки стоят вам 1,50 доллара каждая, ваша прибыль составит всего 50 центов за товар, а ваша общая прибыль составит всего 5 долларов в день. Чтобы получать прибыль, вам нужно будет владеть сотнями, если не тысячами автоматов с газировкой в гораздо лучших местах.
Чистая прибыль этой машины составляет 20 долларов в день. Если газированные напитки стоят вам 1,50 доллара каждая, ваша прибыль составит всего 50 центов за товар, а ваша общая прибыль составит всего 5 долларов в день. Чтобы получать прибыль, вам нужно будет владеть сотнями, если не тысячами автоматов с газировкой в гораздо лучших местах.
И наоборот, если у вас есть хорошо расположенный автомат, например, наполненный закусками, который продавал 50 предметов в день по цене около 4 долларов каждый, но вы платили 50 центов за каждую закуску, ваша прибыль составила бы около 175 долларов.Если у вас есть несколько популярных и хорошо размещенных машин, ваша прибыль окупится.
Дело в том, что бизнес по продаже торговых автоматов может быть очень прибыльным, но, как и любой другой бизнес, вы должны приложить немало усилий, чтобы он был успешным.
Какие торговые автоматы самые прибыльные? Хотя средняя норма прибыли торговых автоматов может быть довольно высокой, некоторые автоматы несколько более прибыльны, чем другие. Вот некоторые из самых прибыльных типов торговых автоматов:
Вот некоторые из самых прибыльных типов торговых автоматов:
Американцы выпивают больше 77 напитков.4 миллиарда чашек кофе и тратите 35,8 миллиарда долларов ежегодно. Кофе — это большой бизнес, но использование прибыльной кофемашины, как и многих других типов машин, требует некоторого стратегического планирования.
Есть просто места, где кофеварки не работают, как торговые центры и центры. Они хорошо работают в таких местах, как офисные здания, жилые комплексы, автосалоны и центры технического обслуживания, медицинские центры, школы и места, где вы ловите людей, которые много ждут или приходят и собираются на работу.
Ценообразование на кофе требует знания того, что может выдержать уникальный рынок, но многие владельцы торговых автоматов сообщают о рентабельности более 200%.
Торговые автоматы по продаже газированных напитков Торговые автоматы по продаже газированных напитков являются одними из самых популярных на рынке, и в теплую погоду спрос на холодные напитки растет экспоненциально. В теплом климате люди будут покупать прохладительные напитки круглый год. В сезонном климате спрос может упасть в осенние и зимние месяцы.
В теплом климате люди будут покупать прохладительные напитки круглый год. В сезонном климате спрос может упасть в осенние и зимние месяцы.
Машины для производства газированных напитков и холодных напитков требуют охлаждения, что может сделать их немного дороже в эксплуатации, но это самый простой тип машин для складирования, поскольку выбор может быть минимальным, а рентабельность может быть высокой при правильной цене.
Газированные напитки могут быть оценены от 1,50 до 3,00 долларов в некоторых местах, а цены на банки обычно ниже, чем на бутылки. Оптовые закупки могут помочь снизить затраты, позволяя операторам достичь целевого уровня продаж в 1 доллар за транзакцию.
Автоматы по продаже закусок Автоматы по продаже закусок — очень популярные торговые автоматы, и их можно разместить практически в любом месте с интенсивным пешеходным движением. Наценка на некоторые закуски немного ниже, чем на конфеты, но в целом маржа на закуски намного шире. Если мешок с орехами стоит продавцу 1 доллар, они могут легко потребовать 2 доллара.
Если мешок с орехами стоит продавцу 1 доллар, они могут легко потребовать 2 доллара.
Торговые автоматы по продаже закусок также допускают большее разнообразие — что отлично для потребителей, но означает, что продавцам придется чаще посещать автомат, чтобы пополнить запасы популярных товаров.
Торговые автоматы для холодных продуктовТорговые автоматы для холодных продуктов раздают готовые к употреблению, замороженные или повторно нагреваемые продукты, такие как салаты, бутерброды, буррито, продукты для завтрака и полноценные обеды. Чтобы сделать этот тип машины прибыльным, важно иметь смесь продуктов с коротким сроком хранения и продуктов с более длительным сроком хранения.
Торговые автоматы с холодными продуктами должны быть охлаждены, поэтому, как и автоматы с газировкой, они могут быть немного дороже в эксплуатации. Кроме того, пищу необходимо быстро переворачивать. Однако, поскольку люди в основном платят за еду, товары могут быть значительно наценены, особенно если автомат принимает кредитные или дебетовые карты.
На самом деле, одного торгового автомата не хватит, чтобы оператор смог уйти на пенсию в рай после нескольких месяцев работы.Тем не менее, несколько стратегически расположенных торговых автоматов с отличными продуктами могут обеспечить очень хороший поток доходов.
Американцы тратят около 27 долларов на человека в год на товары из торговых автоматов, а средняя сумма транзакции составляет около 1,75 доллара. Типичный торговый автомат приносит более 75 долларов дохода в неделю и более 300 долларов в месяц. Некоторые торговые автоматы производят гораздо меньше, в то время как некоторые торговые автоматы производят гораздо больше. Чем более удачно размещенным и укомплектованным оборудованием владеет владелец, тем выше его прибыль и доход.
Стоит также отметить, что вкусы торговых автоматов значительно меняются. Было время, когда почти каждый торговый автомат в стране продавал газированные напитки, конфеты, чипсы и другие жирные, сладкие закуски. Сегодня потребители хотят гораздо более здоровых продуктов. Им нужна вода, соки, орехи, заменители еды и предметы, которыми они могут поделиться со своими детьми.
Сегодня потребители хотят гораздо более здоровых продуктов. Им нужна вода, соки, орехи, заменители еды и предметы, которыми они могут поделиться со своими детьми.
В нашей стране всегда найдется место машинам для «нездоровой пищи», но сейчас отличное время, чтобы перейти на более здоровые продуктовые линейки, особенно потому, что прибыль от этих линий может быть намного больше, чем от других продуктов питания и напитков.Данные отрасли постоянно показывают, что объем продаж здоровых закусок превышает объем продаж нездоровой пищи, и что разрыв между ними увеличивается с каждым годом.
Торговые автоматы — хорошее вложение?Торговые автоматы могут стать отличным вложением, если вы подходите к бизнесу стратегически. Как и в любом другом бизнесе, полезно узнать об отрасли, прежде чем вмешиваться, и иметь наставника и кого-то, кто поддерживает вас, чтобы помочь вам изучить основы, чтобы вы могли получить прибыль.
И, как и в любом другом бизнесе, для получения чистой прибыли потребуется время. Вы вкладываете деньги в бизнес заранее, и вам нужно будет потрудиться, чтобы достичь точки безубыточности, а затем работать в плюсе. Торговые автоматы — плохое вложение для людей, которые не хотят исследовать бизнес, слушать экспертов, которые знают, что они делают, или которые пытаются начать бизнес без какой-либо поддержки.
Вы вкладываете деньги в бизнес заранее, и вам нужно будет потрудиться, чтобы достичь точки безубыточности, а затем работать в плюсе. Торговые автоматы — плохое вложение для людей, которые не хотят исследовать бизнес, слушать экспертов, которые знают, что они делают, или которые пытаются начать бизнес без какой-либо поддержки.
Однако, если вы хотите узнать больше об отрасли, прислушаться к советам и поработать с самого начала, чтобы бизнес работал в долгосрочной перспективе, торговые автоматы могут стать отличным вложением.Они могут выступать в качестве источника второго дохода, семейного бизнеса, бизнеса с полной занятостью или источника пассивного дохода.
Если у вас есть поддержка экспертов, торговые автоматы — отличное вложение, потому что они предлагают денежный поток — клиенты кладут свои деньги в автомат или проводят карту, и вы немедленно получаете деньги. Бизнес достаточно гибкий, чтобы вы могли начать его в свободное время, работая с девяти до пяти, пенсионным бизнесом или бизнесом для домоседов. Наконец, торговые автоматы — хорошее вложение, потому что бизнес масштабируем. Как только вы начнете получать стабильную прибыль, вы сможете расширяться в удобном темпе.
Наконец, торговые автоматы — хорошее вложение, потому что бизнес масштабируем. Как только вы начнете получать стабильную прибыль, вы сможете расширяться в удобном темпе.
Как видите, торговые автоматы могут быть прибыльными, если у вас есть правильная поддержка и стратегии. Если вы готовы начать свой бизнес по продаже торговых автоматов, станьте партнером Naturals2Go, одной из лучших компаний по продаже торговых автоматов в США.
Naturals2Go помогла тысячам предпринимателей начать успешный бизнес как в свободное время, так и в качестве возможностей для работы на полную ставку. Наша команда поддерживает вас на каждом этапе пути и семь лет подряд была признана лучшей бизнес-возможностью. Система Naturals2Go предназначена для обеспечения успеха и быстрого развития вашего бизнеса с помощью оборудования, квалифицированных потенциальных клиентов, торговых встреч, обучения, поддержки, обучения и многого другого — и все это без ограничений франшизы или сборов.
Ключевые столпы системы Naturals2Go включают:
- Вспомогательный персонал, выступающий в качестве наставников
- Цели, поставленные вами, а не администратором франшизы
- Помощь в обеспечении финансирования при необходимости
- Обучение и непрерывное обучение
- Без лицензионных платежей или сборы
- Полный независимый контроль над вашим бизнесом
Если вы готовы начать работу, мы здесь, чтобы помочь вам начать работу. Свяжитесь с Naturals2Go сегодня, чтобы узнать, какую выгоду вы могли бы получить от открытия прибыльного бизнеса по продаже торговых автоматов.
Сколько зарабатывает средний торговый автомат? | Малый бизнес
Линдси Крамер Обновлено 29 марта 2019 г.
Большинство торговых автоматов зарабатывают менее 5 долларов в неделю. Однако хорошо расположенный торговый автомат может зарабатывать гораздо больше, потенциально превышая 100 долларов в неделю или даже сотни долларов в день.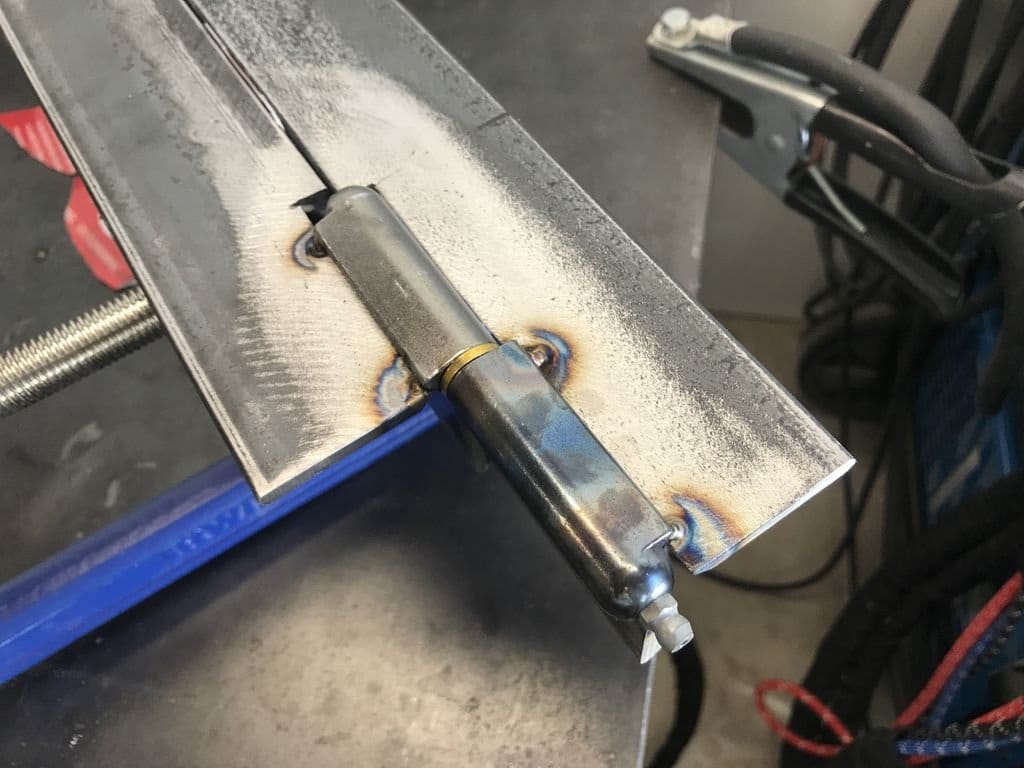 Прибыль от торговых автоматов сильно различается в зависимости от многих переменных.
Прибыль от торговых автоматов сильно различается в зависимости от многих переменных.
Совет
Средний торговый автомат зарабатывает менее 5 долларов в неделю.
В целом торговые автоматы — прибыльная отрасль. По данным Национальной ассоциации автоматического мерчандайзинга (NAMA), в 2015 году в США было 5 миллионов торговых автоматов. Эти 5 миллионов торговых автоматов приносят в среднем 20 миллиардов долларов продаж в год.
Расчет дохода торгового автомата
Хотя поначалу может показаться, что снабжение торгового автомата дорогими товарами — это способ максимизировать его прибыль, это не всегда так.
В торговых автоматах класса люкс в Беверли-Хиллз и подобных местах можно найти такие товары, как икра и улитки, но эти товары дороги владельцу торгового автомата и имеют короткий срок хранения. Чтобы получать прибыль от таких дорогих товаров, торговый автомат должен быть на видном месте, где он будет регулярно привлекать покупателей. Если такая машина не настроена на успех у своей целевой аудитории, она не принесет прибыли. Автомат по продаже жевательной резинки на автовокзале, несмотря на продажу гораздо менее дорогого продукта, потенциально мог бы принести большую прибыль, чем торговый автомат по продаже икры, из-за более низкой стоимости для владельца и большей доступности для потребителей.
Если такая машина не настроена на успех у своей целевой аудитории, она не принесет прибыли. Автомат по продаже жевательной резинки на автовокзале, несмотря на продажу гораздо менее дорогого продукта, потенциально мог бы принести большую прибыль, чем торговый автомат по продаже икры, из-за более низкой стоимости для владельца и большей доступности для потребителей.
Сколько денег бизнес по продаже торговых автоматов приносит своему владельцу, зависит от множества факторов, в том числе:
- Размещение автоматов
- Элементы в автоматах
- Текущие бизнес-расходы.
Валовая прибыль составляет , а не чистой прибыли. Чтобы определить доход торгового автомата, владелец должен вычесть свои коммерческие расходы из своей валовой прибыли. Все, что остается после вычета деловых расходов, — это ее прибыль.
Например, автомат по продаже газированных напитков в кампусе колледжа может предлагать газированные напитки в бутылках объемом 20 унций по 2 доллара за штуку. При среднем 10 продажах в день валовой доход машины составляет 20 долларов в день. Но газированные напитки обходятся владельцу торгового автомата в 1,50 доллара за штуку, что означает, что его прибыль составляет всего 50 центов за бутылку. Это снижает его прибыль до 5 долларов в день.
При среднем 10 продажах в день валовой доход машины составляет 20 долларов в день. Но газированные напитки обходятся владельцу торгового автомата в 1,50 доллара за штуку, что означает, что его прибыль составляет всего 50 центов за бутылку. Это снижает его прибыль до 5 долларов в день.
Из-за стоимости аренды места для торгового автомата и повседневных расходов, таких как поездка в университетский городок, чтобы пополнить запасы, доход владельца торгового автомата снижается еще больше.Это до уплаты налогов, которые включают налог с продаж и налог на самозанятость. В этом сценарии доход торгового автомата составляет менее 150 долларов в месяц.
Начало бизнеса по продаже торговых автоматов
Бизнес по продаже торговых автоматов — это , а не , как большинство других видов бизнеса. Доход от торговых автоматов — это пассивный доход, что означает, что это доход, который получает владелец бизнеса без активного управления активами, генерирующими его. Напротив, доходы от семейной закусочной обычно являются активным доходом для владельца, потому что в этом типе договоренности владелец закусочной часто является ее менеджером или ее поваром — или обоими.
Напротив, доходы от семейной закусочной обычно являются активным доходом для владельца, потому что в этом типе договоренности владелец закусочной часто является ее менеджером или ее поваром — или обоими.
Если вы планируете начать бизнес по продаже торговых автоматов, важно, чтобы вы начинали свой бизнес с четким бюджетом и бизнес-планом. Составьте бизнес-план, охватывающий всех из следующего:
- Ваши ежедневные бизнес-операции
- Ваш бюджет
- Расположение ваших машин
- Как вы будете финансировать бизнес
- Ваши поставщики
- Ваш прогнозируемый доход.
Хотя бизнес по продаже торговых автоматов является предприятием с пассивным доходом, он требует планирования и составления бюджета со стороны владельца бизнеса.Ваш план должен включать регистрацию вашего бизнеса в штате и получение необходимых вам разрешений на торговлю, которые варьируются от штата к штату, а иногда и от города к городу. Узнайте, какие разрешения вам понадобятся, на веб-сайте вашего государственного департамента торговли.
| Какой тип гибочного станка мне подходит? При гибке труб, труб, уголков, профилей и т. Д. Существует четыре основных категории гибочных машин, каждая из которых имеет свои преимущества и ограничения.Эти категории:
J&S Machine предлагает машины трех из этих категорий (за исключением формовки растяжением). Ротационно-вытяжные гибочные машины обычно используются для гибки в основном труб и труб.В случае наших ротационно-вытяжных гибочных машин YLM можно использовать оправки и зачистные плашки для получения очень крутых изгибов при сохранении чистого внешнего вида. Инструмент может быть спроектирован для выполнения нескольких гибов с минимальными прямолинейными длинами между гибами на нескольких плоскостях гибки. Ротационно-вытяжные машины с толкающими роликами — это, пожалуй, самый универсальный из имеющихся гибочных машин. Многие из имеющихся у нас станков с ЧПУ YLM способны совмещать ротационно-вытяжные и гнутые изгибы за одну операцию. Сжатие Гибочные машины обычно используются для толстостенных материалов или материалов, которые изгибаются до радиуса, превышающего внешний диаметр трубы в 2,5 раза. В случае наших двухголовых компрессионных гибочных станков YLM инструмент может быть изготовлен для одновременного выполнения двух гибов на нескольких трубах. Профилегибочные машины обычно используются для гибки углового железа, нестандартных профилей и рулонов.В случае с нашими гибочными станками TreC могут быть изготовлены нестандартные валки, подходящие для большинства специальных профилей, и доступны различные насадки для гибки углового железа и материала двутавровых балок. При принятии решения, какая категория гибочного станка вам подходит, есть несколько вопросов, на которые вы должны быть готовы ответить:
Позвоните нам — мы здесь, чтобы помочь вам в принятии решения. |

 Многие из имеющихся у нас станков TreC способны изготавливать детали нескольких радиусов, например овалы, за одну операцию.
Многие из имеющихся у нас станков TreC способны изготавливать детали нескольких радиусов, например овалы, за одну операцию.