
Страница не найдена – stroy-plys.ru
Мини погрузчики 391 просмотров
SHANDONG GUANGMlNG — компания-производитель мини погрузчиков бренда WECAN, одна из наиболее динамично развивающихся машиностроительных
Мини краны 190 просмотров
Краны данного типа применяются как вспомогательные или основные подъемные устройства на производстве, в торговле
Штабелёры 910 просмотров
Одним из наиболее простых, но в то же время эффективных типов складского оборудования и
Эскаваторы 366 просмотров
Техника корейской корпорации Hyundai известна и популярна в разных странах мира.
Эскаваторы 315 просмотров
Английская фирма JCB (J. C. Bamford Excavators Ltd) относится к числу ведущих мировых изготовителей
Козловые и Мостовые краны 156 просмотров
Среди множества конструкций грузоподъемных механизмов? козловые краны занимают определенную нишу – это устройства стационарного
Страница не найдена – stroy-plys.ru
Эскаваторы 182 просмотров
Выемка грунта из котлована и погрузка его в самосвалы для дальнейшей транспортировки к месту
Электрогенераторы 86 просмотров
Дизельные генераторы практичны и удобны в использовании, пользуются неизменной популярностью в промышленных и бытовых
Электрогенераторы 854 просмотров
Для проведения сварочных работ не обойтись без электроэнергии.
Вилочные погрузчики 134 просмотров
LiuGong (Лючжоу, Китай) была основана в начале 1958 года. По количеству проданных единиц специальной
Телескопические погрузчики 210 просмотров
Ни одна строительная компания не может обойтись без услуг погрузочной техники. Особенно в них
Экскаваторы-погрузчики 385 просмотров
Продукция шведской компании Вольво в особой рекламе не нуждается.
Страница не найдена – stroy-plys.ru
Фронтальные погрузчики 455 просмотров
Немецкая машиностроительная фирма известна с тридцатых годов прошлого столетия, но мощный толчок для развития
Электрогенераторы 668 просмотров
Компания Cummins известна производством высококачественного оборудования для бытовых и промышленных нужд, используемого в экстремальных
Мини погрузчики 227 просмотров
Южнокорейская корпорация Hyundai хоть и не достигает показателей Катерпиллер или Дусан в сфере производства
Штабелёры 245 просмотров
Среди складской штабелирующей техники конструктивно выделяются мостовые электрические опорные краны штабелеры.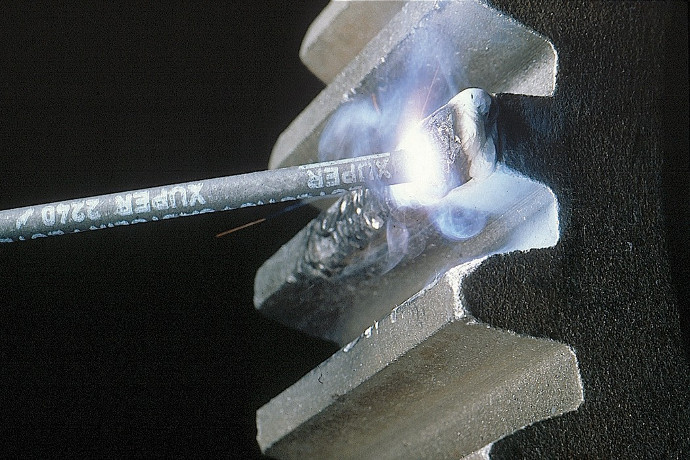 Это конструкции, двигающиеся
Это конструкции, двигающиеся
Экскаваторы-погрузчики 345 просмотров
Компания New Holland является объединением машиностроительных компаний из США и Европы. В нее входят
Катки дорожные 288 просмотров
Наряду с тяжелыми строительными машинами для уплотнения грунта и укатывания асфальтобетонных смесей, применяются устройства
Как легко сварить чугун без специального электрода❓| Делюсь секретами | Euro Welder
Чугун — сплав железа с добавлением большого количества углерода.Изобретён в Китае в 10-ом веке; первыми изделиями из чугуна стали — монеты.
 Изобретён в Китае в 10-ом веке; первыми изделиями из чугуна стали — монеты.
Изобретён в Китае в 10-ом веке; первыми изделиями из чугуна стали — монеты. Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
Сегодня поговорим о распространённой теме — сварка чугуна, но разбирать будем не профессиональный подход с использованием специальных электродов и методов, а самый простой и рабочий способ, доступный любому сварщику-любителю ручной дуговой сварки.
Этот способ я применял неоднократно даже в профессиональных работах (сварка чугунных фланцев с трубой), когда не было специальных электродов и он ещё ни разу меня не подводил. Итак, начнём! (все мелочи крайне важны — читайте внимательно).
Лопнувшие куски чугунной трубы, которые будем сваривать и обучаться.Начнём с того, что Вы должны забыть про эти бесполезные методы, которые советуют всевозможные «лепилы» и «диванные мастера» 🙂 Самое частое и глупое, что можно услышать — это, пожалуй, сварка чугуна на постоянке простым рутиловым электродом (к примеру МР-3), электродом по нержавейке обмотанным медным проводом или, что ещё глупее, рутиловым с медным проводом.
Сварка этими методами будет едва ли чуть прочнее синей изоленты и далеко не каждый новичок сможет её совершить более менее достойно!
Если Вы столкнулись с задачей сварить чугун, то — это 99% любая лопнувшая деталь или узел. И в подавляющем большинстве случаев речь будет идти о сером чугуне, либо его разновидности — высокопрочном. *На изломе (не путать со срезом) первый — серого цвета, а второй — тёмного-серого.
Все эти виды чугуна можно сварить, приведённым ниже методом! Поехали!
1. ЭлектродыКонечно, для идеальной сварки чугуна нужны специальные электроды, но вряд ли Вы очень захотите бежать в магазин и покупать целую пачку дорогих «патронов», чтобы использовать всего несколько из них. К тому же в продаже такие электроды далеко не везде имеются в наличии.
В этом случае нам отлично поможет любой электрод с основным покрытием, который наверняка будет у Вас под рукой.
Флагман всех марок, «батя» всех электродов не даром носит название — основной, ведь все остальные марки изготавливаются на его основе, лишь чуть меняя или дополняя его состав, который также довольно неплохо сочетается с составом чугуна.
2. Подготовка к сварке
Первое, что выполняем — это соединяем наши обломки в одно целое, прямо по месту трещины, плотно прижав друг к другу и ставим две прихватки с торцов:
Прихваченная «деталь» из высокопрочного чугуна. Не забудьте очистить место под установку клемы — это снизит сопротивление в цепи!Далее определяемся с местом будущего шва и выполняем разделку кромок. *Если у Вас треснул, к примеру, печной колосник или дверца грубки, то понятно, что на лицевой стороне сваривать не нужно.
Разделку выполняем обычным обдирочным кругом с помощью УШМ (болгарки). Не забудьте очистить и околошовную зону.При выполнении разделки стоит учесть существенный нюанс:
- в отличие от сварки электродами по чугуну, прочность металла, наплавленного нашим основным электродом, будет примерно в два раза выше прочности чугуна, поэтому толщина наплавленного металла должна составлять не более 50% от толщины стенки чугуна в месте сварки. Излишне наплавленный металл создаст усадочные напряжения и может привести к трещинам.
 Излишне наплавленный металл создаст усадочные напряжения и может привести к трещинам.
Излишне наплавленный металл создаст усадочные напряжения и может привести к трещинам.Поэтому желательно снимайте разделку глубиной не более 1/3 от толщины Вашего изделия. Факел дуги электрода сформирует дополнительное углубление (ванну) и глубина провара как раз не превысит половины. *В моём случае толщина стенки чугуна — 5 мм, поэтому я углубил разделку примерно на 1.6 мм.
Дальше укладываем нашу деталь в сухой песок и разогреваем горелкой полностью всю деталь равномерно:
Перегревать деталь не стоит. Свою, учитывая толщину и объём, я грел около 30 секунд.Затем немного подогреваем приготовленный песок рядом с изделием (только в том случае, если он холодный). Им мы будем засыпать нашу деталь сразу после сварки, чтобы она медленно остывала.
Подогреваем песок рядом. Актуально лишь в холодное время года или суток.3. Сварка
Сварка чугуна всегда (за очень редкими исключениями) производится в нижнем положении. Шов будем сваривать током прямой полярности (минус на электроде) углом вперёд.
Шов будем сваривать током прямой полярности (минус на электроде) углом вперёд.
Почему?
Да, электроды с основным покрытием не предназначены под сварку на прямой полярности, так же как и для сварки чугуна в общем-то. Однако на чугуне, по моим личным наблюдениям, прямая полярность работает гораздо лучше,чем на стали, а самое важное — создаёт меньшую температуру на кончике электрода (катодное пятно), чем если электрод подключить на плюс (анодное пятно). Перегревать чугун излишне — опасно!
Улом вперёд будем сваривать по двум простым причинам:
- факел дуги будет попадать на новый, еще не расплавленный участок разделки, что сократит излишний нагрев. Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну.
- при перемещении электрода углом вперёд, шлак будет меньше стремиться затекать в металл.

Как выставить силу тока?
Тут всё просто: силу тока нужно ставить максимально минимальную. Минимальный ток для Ваших электродов при сварке в нижнем положении будет указан на пачке, однако, поскольку мы уже подогрели чугун горелкой, советую поставить ток на 15-20 ампер ниже указанного.
Обязательно перед этим убедитесь, что напряжение в сети стабильное и достаточно мощное (от 190 Вольт), тогда показания выставленного тока будет соответствовать действительности.
На пачке моих УОНИИ значится минимальный ток для нижнего положения в 90 Ампер, следовательно ставлю на двадцать меньше — 70А.Далее производим сварку: зажигаем электрод у торца разделки и задерживаем на 3-4 секунды, формируя ванну. Затем постепенно движемся вверх по разделке, удерживая короткую дугу (ближний край обмазки электрода можете слегка опирать о металл).
Предупреждаю, что в процессе нужно будет постепенно увеличивать скорость перемещения электрода, потому что чугун будет греться всё сильнее к концу шва. Также шлак будет вести себя очень неестественно — его будет много, он будет формироваться в шарики, узкие полоски и т.д.
Также шлак будет вести себя очень неестественно — его будет много, он будет формироваться в шарики, узкие полоски и т.д.
После ожидания, пока чугун медленно остывал в нашем песке, достаньте его, аккуратно удалите шлак клевком и наслаждайтесь результатом:)
Готовый сварной шов. Еще два фото справа ->->->Готовый сварной шов. Еще два фото справа ->->->Готовый сварной шов. Еще два фото справа ->->->Шов получается монолитным, без подрезов, прожогов и нормального качества, не смотря на все противоречия. Провар также выходит достаточной глубины, не превышающий положенного:
Макроанализ сварного шва на выявление глубины провара.В случае, если Вам необходимо заварить толстый чугун, используйте более глубокую разделку кромок и сваривайте многопроходно, давая остывать предыдущим швам и тщательно их очищая. При сварке толстостенных деталей, сперва обварите кромки:
Но в этом случае (если очень ответственная деталь) всё же лучше использовать специальные электроды по чугуну.
Если трещина слишком длинная (от 18-20 см), то сваривайте небольшими кусочками швов (10-15 см) поочерёдно в разных местах разделки и желательно не заходите на предыдущие швы (не делайте замки, если деталь не герметичная).
Теперь Вы знаете простой и эффективный способ сварки чугуна! Удачи и ровных Вам швов! 😉
С Уважением Euro Welder.
Сварка чугуна — технологии и особенности
Чугун является сплавом железа, который имеет значительное содержание углерода в составе. Содержание углерода колеблется от 2% до 6%. Этот процент примерно в 10 раз больше, чем в других сплавах, например, таких как кованое железо или сталь.
В процессе литья чугун образуется относительно легко, и это выглядит следующим образом:
— Сначала обычное железо, которое было очищено в доменной печи, выливается в форму и смешивается с требуемым количеством углерода.
— Процесс перемешивания происходит тогда, когда железо находится в полу расплавленном состоянии. Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом.
Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом.
— Полученному чугуну позволяют постепенно остыть.
— Процесс охлаждения делает поверхность чугуна гладкой и защищает его от растрескивания. Углерод, который присутствует в расплавленном железе, образует хлопья графита в сплаве, что придает чугуну хрупкость. Если процесс охлаждения нарушить, то в чугуне могут появиться трещины.
Особенности сварки чугуна
Чугун имеет ряд специфических свойств и особенностей, которые требуется принимать во внимание перед его сваркой и требуют применения специальных технологий.
- Высокие скорости охлаждения чугуна. Это приводит к так называемому «отбеливанию», когда на поверхности образуется слой белого хрупкого чугуна, который является необрабатываемым.
- Низкие пластические свойства чугуна. Делает чугун способным к перенапряжениям и в результате сварки могут образовываться трещины.
- Выгорание углерода при сварке. В результате выгорания образуется окись CO, которая способствует образованию пор при сварке.

Хотя чугун имеет множество применений, его особенность быть хрупким становится основной головной болью, когда дело доходит до ремонта объектов из чугуна. Ниже приведены некоторые из процессов, которые окажутся полезными при ремонте и сварке чугуна.
Технологии сварки чугуна
Перед сваркой и ремонтом литья из чугуна, всегда желательно, чтобы поверхность под сварку была гладкой и чистой. Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях:
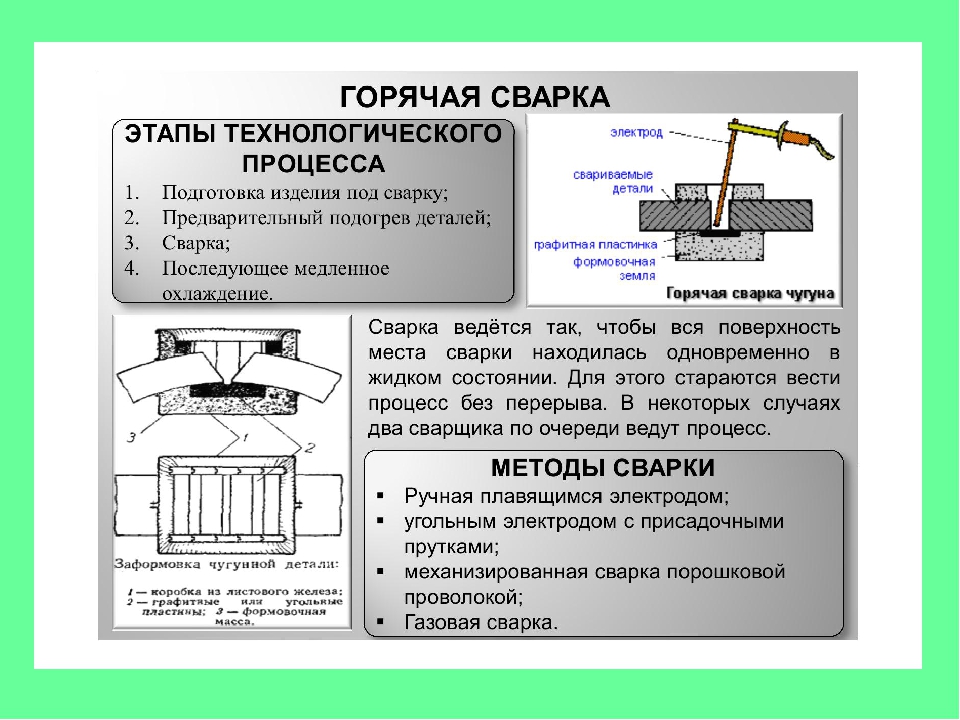
- С подогревом — горячая сварка чугуна
- Без подогрева — холодная сварка чугуна
Сварка чугуна с предварительным подогревом – горячая или полугорячая
Технология сварки чугуна с подогревом, как правило, используются в тяжелой промышленности. Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева.
Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева.
В большинстве случаев изделие под сварку нагревается до температуры от 250 до 650°С. Следует избегать нагрева более 750°С, когда металл переходит в стадию расплавления.
После того, как металл достигает требуемой температуры, начинают его сварку на малых токах, чтобы минимизировать перемешивание и остаточные напряжения.
Большое внесение тепла при сварке также может привести к растрескиванию. После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
Холодная сварка чугуна – без предварительного нагрева
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короткие сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
Процессы электродуговой сварки чугуна
- Ручная дуговая сварка электродами
- Аргонодуговая сварка
- Полуавтоматическая сварка
Ручная дуговая сварка чугуна покрытыми электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой основой и стальные электроды. Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки.
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для получения более прочного сварного шва.
Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около 50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь. Применение этих электродов дает примерно одинаковые результаты. Эти электроды могут быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Стальные электроды (E-St) не рекомендуются для сварки чугуна, если сварочный шов будет впоследствии механически обрабатываться. Этот тип электродов должен использоваться только для мелкого ремонта.
Технология полуавтоматической MIG MAG сварки
Для сварки чугуна может использоваться и MIG MAG процесс. При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
— Стальная проволока (E70S-3) с использованием смеси газов 80% Ar + 20% CO2.
— Никелевая проволока (ENiCu-B) с использованием 100% аргона для защиты.
— Кремний бронзовая проволока (ECuZn-C) с использованием 100% аргона (50% аргона +50% гелия).
Технология полуавтоматической сварки MIG MAG аналогична другим процессам. Так как требуются малые токи, то и диаметр сварочной проволоки должен быть соответственно минимальным.
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое количество углерода, от 2% до целых 6%. Это содержание углерода, как говорилось выше, делает чугун очень хрупким и очень сложно свариваемым. При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд требований:
- — поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
- — деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить возможность трещин
- — сварка должны вестись на низких токах короткими участками сварочного шва, чтобы контролировать температуру и препятствовать образованию трещин
- — каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
- — после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Итогом данной статьи можно сделать следующие выводы
Сварка чугуна является достаточно сложным процессом, используется холодная или горячая сварка, электроды, сварка аргоном или полуавтоматом. Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварка чугуна — простые способы решения проблемы
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов: холодным и горячим методом.
Сварка чугуна требует другого технологического подхода. Это связано с химическими особенностями металла, что влияет на его обработку и, в частности, на сварку.
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов.
Особенности материала
Чугун по своему составу — соединение элементов железа и некоторого количества углерода. Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
В зависимости от составов чугуны бывают белые и серые.
Белый чугун по своей сути полуфабрикат и используется для производства ковкого металла. Он очень хрупкий и изделия из него не производят.
Серый вид этого металла чаще всего применяют в промышленности и изготовлении различных вещей.
Также есть ковкие и высокопрочные чугуны.
В чем особенности этого материала в сварочных работах? Главное — это трудности с получением качественного шва, связанные со следующими проблемами.
- Чугун в силу своей неоднородной структуры склонен к растрескиванию в месте сваривания. Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
- Вследствие высокотемпературного влияния электрической дуги происходит выгорание части углерода в составе металла, как следствие — в сварном шве образуются поры. Это не добавляет прочности такому соединению и качество значительно ухудшается.
- При расплавлении чугун очень текуч, что не позволяет сформировать правильный шов. Чем выше процентный состав углерода, тем текучесть будет выше.
- Также при сварке могут образовываться окиси в составе шва, которые тоже не упрочняют соединение. К тому же, окислы более тугоплавки.
 Это не добавляет прочности такому соединению и качество значительно ухудшается.
Это не добавляет прочности такому соединению и качество значительно ухудшается.Такие особенности значительно затрудняют сварочные работы по чугуну. Главная сложность — это непредсказуемость результата в итоге сварки. Чаще всего образовываются трещины на поверхности уже во время остывания металла.
Самым плохим чугуном для сварки является темно-серого или черного цвета (высокая вместимость графита). Такие виды лучше всего не варить в домашних условиях, в большинстве случаев это приведет к растрескиванию шва и самой детали.
Определить такие виды металла можно проведя рукой по излому. При большой вместимости графитов чугун «мажется».
Но, несмотря на трудности, сварное соединение все-таки возможно. Как проводиться сварка чугуна?
Как проводиться сварка чугуна?
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Как варить чугун
В работе с чугуном, как и с другим металлом, можно выделить два основных пункта: подготовка деталей и собственно сама сварка.
Подготовительные работы
Требования к предварительной подготовке при сварочных работах по чугуну намного выше, чем в стали.
- Во-первых, структура чугуна может привести к разрастанию повреждений.
- Во-вторых, пористость способствует проникновению загрязнения глубже в металл. Настоящая головная боль по очистке чугуна от машинного масла, которое очень глубоко проникает в поверхность.

Деталь требуется хорошо зачистить
Очищают поверхности чугунных деталей с помощью щетки по металлу и наждачной бумагой, тщательно устраняя все загрязнения и ржавчину. Можно воспользоваться болгаркой со специальной насадкой с металлическим ворсом.
При наличии машинного масла его нужно удалить, используя растворитель.
Также потребуется зачистка всех неровностей, поверхности должны быть ровными и гладкими.
По краям свариваемых деталей или трещин нужно сделать фаску. Кромки при этом скашивают, пользуясь подходящим инструментом.
При этом стоит помнить о хрупкости металла. Если края скругляют зубилом, то это делают очень тонкими слоями, постепенно. Толщина стружки должна быть не более 1 миллиметра.
Вокруг будущего соединения, на ширину в 20-30 мм, все зачищают до блеска металла.
После подготовки переходят к свариванию. Как заварить чугун используя основные методы в домашней мастерской?
Сваривание без подогрева
Сварка чугуна электродом в домашних условиях холодным способом возможна только при правильном подборе материалов.
Чем варить чугун? Сегодня существует много видов различных расходников для сваривания практически любых металлов.Лучше всего использовать электроды, в составе которых есть медь или никель. С последним углерод не вступает в соединения, что не приводит к образованию белого чугуна в шве. При этом сам шов не будет иметь слишком высокую твердость и легко зачищается и поддается любой обработке.
Такими же свойствами обладает и медь.
Чаще всего распространены железно-никелевые, железно-медно-никелевые электроды. С производителей можно обратить внимание на расходники от компании ESAB.
Режим сварки (сила тока и полярность), обычно указывается на упаковке с самими электродами.
 youtube.com/embed/M05zIQiw5Hc?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/M05zIQiw5Hc?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Варка происходит в несколько этапов. После наложения каждого шва, ему дает остыть, после чего возобновляют работу.
Главное — это не пережигать металл, а как бы наплавлять расплав на свариваемую поверхность.
Для более качественной сварки лучше использовать горячий способ.
Сварка с нагревом
Главной проблемой при сваривании чугунных деталей является перепад температуры. Слишком большой нагрев с последующим охлаждением приводят к растрескиванию. Чтобы свести этот фактор к нулю, используют предварительное прогревание деталей равномерно по поверхности металла.
Итак, как варить чугун электросваркой с предварительным нагреванием?
- Поверхности заготовок или детали тщательно очищают от любого загрязнения.
- Если нужно заварить сквозные пробоины или трещины, то для предотвращения вытекания расплава используют специальные формы. Их изготавливают из графитовых пластин.
- Нагрев деталей в промышленных условиях производят в специальных индукционных нагревателях, дома для этой цели подойдет печь. Температуру нагрева определяют зависимо от массивности и толщины чугуна (от 300 до 600 градусов).
- Используя нужные электроды, выставляют соответствующую силу тока (сварка чугуна происходит на большей мощности, чем при варке стали).
- Нужно также настроить аппарат на постоянный ток при прямой полярности (кабель держателя ставят на минус, а массу — на плюс).
- Во время ведения шва нужно, чтобы сварочная ванна была достаточно заполнена расплавом, при этом его как бы перемешивают кончиком электрода.
- После завершения варки нужно обеспечить медленное остывание. Лучше всего сваренные детали засыпать теплоизолирующим материалом (древесным углем или сухим песком), также можно оставить чугун в остывающей печи, которую использовали для нагрева. Остывание зависит от массивности, слишком большие детали могут остывать до 5 суток (в промышленных объемах).
 Их изготавливают из графитовых пластин.
Их изготавливают из графитовых пластин.
Горячий способ варки чугунных соединений более трудоемкий и ответственный, но его использование позволяет получить на выходе качественный шов без дефектов.
Сварка инвертором чугуна — довольно сложный процесс. Требуется тщательная подготовка самих деталей и внимательный подбор расходных материалов. Особенно важно, какими электродами осуществляется соединение при холодной сварке.
А что вы думаете по этому поводу? Есть ли у Вас опыт сваривания чугунных деталей электросваркой в домашних условиях? Какими приемами вы пользовались при этом? Ваш опыт важен для нас. Оставьте свои комментарии к этому материалу.
Сваривание металла с чугуном очень частое явление в наше время. Многие люди применяют его при машиностроении, станкостроении, металлургической и других видах промышленности. До нашего времени чугун – это один из основных металлов, которые применяют при создании практически всех конструкций из металла. Чугунные изделия очень выгодны для своих хозяев, потому что имеют сравнительно невысокую стоимость, но имеют много преимуществ.
Чугун имеет способность приглушивать вибрацию, а также высокоизносоустойчив и имеет хорошие литейные свойства. По причине широкого применения чугун часто приходится сваривать с другими металлами. Сварка чугуна прочно засела в чугунно-литейном производстве. Он используется для ремонта оборудования на некоторых заводах, а также для того чтобы устранять некоторые дефекты чугунных отливок.
Швы, которые наложены на чугун могут быть, как долговечными так и не очень все зависит от того, какой тип электродов Вы выберите. В чугунных конструкций может быть множество дефектов из-за того что чугун является хрупким металлом. Так какими же все-таки электродами варить чугун?
В основном для сварки чугуна используются электроды ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и другие. Электроды для сварки чугуна очень разнообразны, поэтому от правильного выбора электрода будет зависеть долговечность изделия. Для начала давайте узнаем немного подробнее об этих электродах. ЦЧ-4 предназначены для холодной и горячей сварки, а также для ремонтных наплавок, напаек и заварок дефектов литья. Этим видом электродов можно сваривать высокопрочный ковкий чугун, а также сваривать чугун со сталью. Сваривание происходит с использованием нижнего положения шва и с помощью тока обратной полярности. В целом, электроды ЦЧ-4 идеально подходят для того, чтобы сварить качественно чугун и сталь.
Этим видом электродов можно сваривать высокопрочный ковкий чугун, а также сваривать чугун со сталью. Сваривание происходит с использованием нижнего положения шва и с помощью тока обратной полярности. В целом, электроды ЦЧ-4 идеально подходят для того, чтобы сварить качественно чугун и сталь.
Электроды ОЗЧ-2, как и предыдущие, ЦЧ-4, предназначены для горячей или холодной сварки и заварки дефектов литья. Сваривание происходит в вертикальном, и нижнем положении шва с использованием постоянного тока обратной полярности. При использовании этих электродов лучше всего отдать предпочтение сварке тонкостенных конструкций.
Перед началом сваривания нужно подогреть изделие до температуры около 630 градусов по Цельсию. Сваривание нужно производить без остывания изделия, потому что на нем образуется трещина или излом. Лучше всего оставлять остывать изделие, плотно укрыв его любыми теплоизоляционным материалом. Однако для более качественного результата Вы можете воспользоваться печью, которую использовали для нагревания изделия до нужной температуры.
Многие умельцы в сфере сваривания пользуются и другими приемами при сварке чугуна с металлом, однако из этой статьи Вы узнали основной и самый лучший способ сварки. Самое главное – это то, что производить такое сваривание может даже новичок, а профессиональных сварщиков не так-то и много. В любом случае, независимо от того кто Вы: профессионал или новичок – сварка чугуна со сталью Вам по силам.
Как сваривать чугун: полное руководство (с изображениями)
0Последнее обновление: 13 января 2021 г.
Изображение предоставлено: CC0 Public Domain, Max Pixel
Это кошмар для любого владельца чугунного станка — расколоть или сломать жизненно важный литой компонент. Это может означать тысячи долларов на замену деталей или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы знаете, как сваривать, и готовы овладеть новым навыком, сварка самостоятельно может решить вашу проблему так же легко.
Чугун — один из самых сложных материалов для сварки.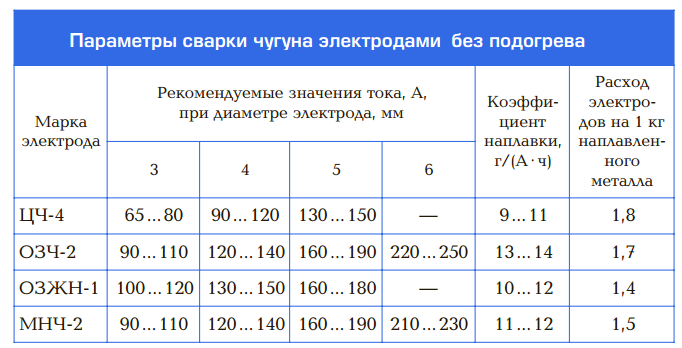 Неправильный ход может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, когда он внутренне слаб. Поэтому знание того, что вы делаете, как никогда важно. Соблюдение набора рекомендаций должно гарантировать, что ваши сварные швы не имеют трещин и что внутренняя прочность достаточна, чтобы выдержать назначение компонента.
Неправильный ход может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, когда он внутренне слаб. Поэтому знание того, что вы делаете, как никогда важно. Соблюдение набора рекомендаций должно гарантировать, что ваши сварные швы не имеют трещин и что внутренняя прочность достаточна, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым шагом в этом виде сварки является определение типа чугуна.Существует множество типов, и большинство из них вам не захочется сваривать. Вот список их свариваемости:
Серый чугун: Сваривается с трудом.
Белый чугун: Почти несвариваемый.
Ковкий чугун: Сваривается, но редко, так как это длительный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ узнать, какой тип чугуна нуждается в сварке, — это проконсультироваться с руководством по продукту или связаться с производителем, если это не указано на материале. Свежие трещины в материале выглядят немного по-разному, но если у вас нет опыта в определении этого, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна, и это должен быть единственный чугун, который вы пытаетесь плавить, если у вас нет опыта в литье или сварке. Еще один хороший вариант — попросить кого-нибудь из опытных помощников.
Выберите процесс сварки
После того, как вы определили, что материал представляет собой серый чугун, следующим шагом будет выбор процесса, который вы будете использовать для его сварки.Вы можете сваривать чугун при любом процессе сварки, при условии использования правильного присадочного материала и правильной процедуры сварки. Это в первую очередь основано на личных предпочтениях, но следует учитывать несколько факторов.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от сварки MIG или электродной сварки могут излишне повредить несвариваемые части обработанной поверхности. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна.Это хороший способ минимизировать чрезмерный нагрев и охлаждение в процессе электросварки, а также с его помощью легче поддерживать температуру компонентов.
Пайка — это не совсем сварка, поскольку она не расплавляет металл, как сварной шов. Однако это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать пайка, хорошо очищены, так как они не прилипают к грязному или ржавому железу.
СваркаStick и MIG — желательные варианты с подходящими расходными материалами.Использование неподходящего присадочного металла, скорее всего, вызовет растрескивание, поэтому убедитесь, что вы знаете, что это правильный выбор для сварки чугуна.
Изображение предоставлено: летчик 1-го класса Дэвид Берналь Дель Агуа, база ВВС Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые позволяют правильно сваривать чугун. Большинство из доступных, которые не были разработаны специально для чугуна, слишком быстро охлаждаются и вызывают трещины от напряжения или не плавятся должным образом с чугуном.
Большинство из доступных, которые не были разработаны специально для чугуна, слишком быстро охлаждаются и вызывают трещины от напряжения или не плавятся должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, поскольку он мягкий и поддается механической обработке. Он не остывает слишком быстро и выглядит как чугун. Однако это самые дорогие расходные материалы и не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена, и при сварке она выглядит так же, как чугун. Он дает сварной шов, который поддается механической обработке, хотя он намного тверже, чем сварка с использованием 99% никеля.У него намного меньшая усадка сварного шва, чем у большинства железных прутков, что означает минимальное растрескивание.
Утюг: этот тип стоит меньше и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, поскольку он имеет более высокие усадочные свойства. Он также не поддается механической обработке, так как он затвердевает в процессе сварки, но его можно отшлифовать.
Он также не поддается механической обработке, так как он затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет так сильно свои свойства с расходными материалами из железа. Нержавеющая сталь действительно сильно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать.Однако он используется для сварки чугуна и дает обрабатываемую поверхность.
Пайка бронзы: можно паять ацетилен-кислородным припоем или использовать стержни с аппаратом для сварки TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, которые необходимо соединить, при этом не вызывая растрескивания и изменения свойств чугуна.
Очистка и упрочнение сварных поверхностей
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше будут сварные швы. Иногда в сварочном материале на протяжении всей отливки остаются пары или масло, и это может вызвать проблемы при сварке..jpg.19c18e68f90ed371dc5aad53ab57cfe0.jpg)
Использование сварочных материалов, таких как прутки из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточное количество сварного шва.
Упрочнение — это процесс постукивания по мягкому сварному шву по мере его охлаждения с помощью молотка с шариковым упрочнением для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, поскольку причиной трещин в первую очередь является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Кредит изображения: 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Существует несколько разных мнений о том, следует ли сваривать горячую или холодную. Все согласны с тем, что предварительный нагрев — это хороший вариант, но некоторые люди считают, что сварки с минимальным нагревом также достаточно.
Необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун хрупкий и имеет минимальную способность деформироваться из-за изгиба, расширения и сжатия. Тепло всегда оказывает деформирующее действие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и растрескивание.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, в результате чего весь компонент изменяется равномерно. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому крайне важно не перегревать компонент.
Считается, что холодная сварка чугуна без предварительного нагрева и с минимальным использованием тепла поможет в этом за счет снижения общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный сварной шов, чем горячая сварка без предварительного нагрева. Однако внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом это дает более слабый сварной шов, чем надлежащий предварительный нагрев перед сваркой.
Однако внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом это дает более слабый сварной шов, чем надлежащий предварительный нагрев перед сваркой.
Опытные сварщики чугуна, которые регулярно ремонтируют или производят чугунные изделия, всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва изнутри, а не только отсутствие видимых трещин.
Остывать медленно
Одна из важнейших составляющих сварки чугуна — это процесс охлаждения.Ни в коем случае нельзя закаливать сварной шов чем-либо холодным, например водой или сжатым воздухом. Вместо этого, чем медленнее остывает весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так важен. Поместите сваренную деталь в песок или в теплую духовку, чтобы она остыла медленно и более равномерно, чем если бы она лежала на скамейке. Иногда добиться этого сложнее, и вы все равно можете произвести качественный сварной шов, не увеличивая чрезмерно время охлаждения. Однако чем медленнее он остывает, тем лучше результат.
Однако чем медленнее он остывает, тем лучше результат.
Заключение
Сварка чугуна — задача не из легких. Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Однако это металл, который обычно сваривают, и из него можно получить прочный компонент, который прослужит так же хорошо, как и литое изделие без сварных швов.
Обязательно выполните все необходимые шаги, и вы получите результаты, необходимые для вашего следующего проекта по производству чугуна. Если вы сделаете короткие пропилы, сварной шов, скорее всего, потрескается или станет слабым изнутри и может длиться недолго.
Мы надеемся, что вам понравится успешно сваривать чугун с помощью этого руководства. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
Как сваривать чугун (результаты качества)
Сварка чугуна — одна из самых сложных задач, которые может выполнить сварщик. Одна ошибка, и можно сделать намного хуже. В конечном итоге вы можете нанести больше повреждений или, что еще хуже, сделать сварной шов, который выглядит прочным, но на самом деле является слабым.
Одна ошибка, и можно сделать намного хуже. В конечном итоге вы можете нанести больше повреждений или, что еще хуже, сделать сварной шов, который выглядит прочным, но на самом деле является слабым.
Будь то ковкий чугун, серый или любой другой тип; Хитрость заключается в том, чтобы следовать правильной процедуре и правильно выбирать присадочный материал при сварке чугуна.Вот наше руководство по сварке чугуна.
Возможна сварка чугуна
Определите, какой чугун поддается сварке, поскольку они не все одинаковы. Серый чугун — самый распространенный. Убедитесь, что вы предварительно нагрели утюг, чтобы подготовить его к изменению температуры, и не забудьте медленно охладить утюг с помощью песка или горячего барбекю. Вы можете сваривать железо методами MIG, TIG или Arc, но убедитесь, что вы используете правильные стержни для достижения наилучших результатов. Лучше всего использовать никель, но можно и сталь.
Какой чугун не поддается сварке?
Существует несколько типов чугуна, но некоторые из них сложнее сваривать, чем другие. Чаще всего вы добьетесь успеха около 50 процентов.
Чаще всего вы добьетесь успеха около 50 процентов.
Серый чугун
Серый — самый распространенный тип железа, и он широко используется. Он получил свое название от цвета трещины, которую он формирует, благодаря высокому содержанию графита. Этот вид чугуна поддается сварке, но с большими трудностями.
Белый Утюг
Белое железо твердое и хрупкое.Он похож на серый чугун тем, что присутствует углерод, но в отличие от серого чугуна графит не образуется во время затвердевания. Белый чугун находит применение там, где устойчивость к истиранию важнее хрупкости. Вы найдете белое железо — это шламовые насосы, бетономешалки, фланцы и трубопроводная арматура.
Белый чугун сваривать практически невозможно.
Ковкий чугун
Ковкий чугун намного менее хрупкий, чем чугун, поэтому он гнется, не ломаясь. Широко используемый в автомобильной промышленности и других отраслях тяжелой промышленности, он является идеальным материалом для изготовления колес, корпусов насосов, коробок передач, трубопроводов и многих других изделий.
Ковкий чугун сложно сваривать, но это можно сделать при правильных условиях, терпении и умении. Это не то, чем должен заниматься неопытный сварщик.
Ковкий чугун
Ковкий чугун не поддается сварке, потому что процесс нагрева изменяет свойства материала, делая его бесполезным. Сначала он представляет собой белое железо, но после термообработки становится ковким.
Как сваривать чугун
После того, как вы определили тип используемого железа, следующий шаг — решить, будете ли вы производить предварительный нагрев или холодную сварку.
1. Предварительный нагрев или холодная сварка
Существует две точки зрения на то, как сваривать железо. Одни говорят, что предварительный нагрев — лучший вариант, другие клянутся, что холодная сварка — правильный подход. Чугун хрупкий, его нельзя гнуть или формовать в горячем состоянии.
Нагрев чугуна оказывает деформирующее действие на металл, повышая вероятность того, что одна часть металла может нагреваться или охлаждаться быстрее, чем другая, вызывая растрескивание и разрушение под напряжением. При температуре 1400 градусов по Фаренгейту чугун полностью меняет характеристики, потенциально ослабляя целостность металла.
При температуре 1400 градусов по Фаренгейту чугун полностью меняет характеристики, потенциально ослабляя целостность металла.
При холодной сварке металл подвергается меньшей деформации, что снижает риск растрескивания и деформации, что потенциально создает более прочный сварной шов. Однако холодная сварка сопряжена с определенными рисками. Внутренние напряжения могут возникать и проявляться позже, к тому же холодная сварка дает более слабый сварной шов.
По этой причине опытные сварщики предпочитают метод предварительного нагрева, потому что они понимают, как металл реагирует, и могут контролировать ситуацию, чтобы создать более прочный сварной шов.
2.Выберите тип сварочного стержня
Тип и материал сварочного прутка определяют качество сварного шва.
Никелевый стержень 99 процентов
Это сварочные прутки высшего качества. Электроды на никелевой основе дороги, но они лучше всего подходят для сварных швов с низким и средним содержанием фосфата, и они поддаются механической обработке.
Никелевый стержень 55 процентов
Это более дешевый вариант, чем 99-процентные электроды, и они имеют более низкий коэффициент расширения, что создает меньшее напряжение на металле и меньше трещин плавления.Это помогает им лучше ремонтировать более толстые участки металла. Эти стержни также поддаются механической обработке.
Стальные стержни
Стальные стержни — самые дешевые из трех вариантов, что делает их наиболее экономичными. Они лучше всего подходят для несложных ремонтных работ и шпатлевок. Эти электроды не поддаются механической обработке и требуют шлифовки для получения максимально гладкой поверхности.
Стальные стержни более удобны в использовании и могут выдерживать не совсем чистые отливки. Это делает их идеальным выбором при ремонте на месте, где условия могут быть не идеальными.
3. Подготовьте чугун
Чугун темпераментный, поэтому для достижения наилучших результатов обязательно прогрейте его до и после нагрева. Углерод внутри металла заставляет материал сжиматься и расширяться. По этой причине при нанесении сварного шва до и после сварки следует уделять столько же внимания, сколько и самому процессу сварки.
Углерод внутри металла заставляет материал сжиматься и расширяться. По этой причине при нанесении сварного шва до и после сварки следует уделять столько же внимания, сколько и самому процессу сварки.
Вот о чем следует помнить:
- Подготовка до и после нагрева.
- Управление теплом при сварке.
- Выбор штанги.
Процесс начинается следующим образом.
Снятие кромки перелома
Снятие фаски — это процесс резки V-образной формы с помощью резака или специального станка для снятия фаски. Фаска обеспечивает более прочную связь между металлическими поверхностями и гарантирует, что она не срежется в дальнейшем.
Скошенный, но суставы намного прочнее, чем плоские, но суставы.
Предварительный нагрев чугуна
Предварительный нагрев можно выполнить, приложив к поверхности паяльную лампу. Вы даже можете предварительно нагреть металл, поместив его в угли зажженного барбекю.Идея предварительного нагрева чугуна состоит в том, чтобы медленно повышать температуру металла, обеспечивая более медленный переход от комнатной температуры к температуре сварки. Думайте об этом как о переходе металла, чтобы он меньше шокировал.
Думайте об этом как о переходе металла, чтобы он меньше шокировал.
Идеальная температура предварительного нагрева составляет от 250 до 650 градусов по Цельсию (от 482 до 1202 градусов по Фаренгейту). Все, что превышает 780 градусов по Цельсию, расплавит металл.
Нагрев материала
Оба конца пластин нагреваются постоянно и медленно, чтобы не искажать свойства чугуна.Затем пластины соединяют вместе, когда достигается температура, достаточная для металла. При использовании дуговой сварки образуется шлак, который необходимо удалить молотком.
При сварке MIG не образуется шлак, благодаря вставке защитного газа, обеспечивающей целостность и чистоту сварного шва.
Пост-нагрев чугуна
Так же, как вы перерабатываете металл, чтобы лучше справляться с повышением температуры, вы хотите, чтобы он акклиматизировался к процессу охлаждения, чтобы предотвратить трещины под напряжением и ослабление материала.
После этого вы можете использовать тот же нагретый уголь для дополнительного нагрева металла, позволяя температуре постепенно снижаться. Ведро с песком сделает то же самое, или если положить кусок на дровяную печь, металл будет медленно остывать.
Ведро с песком сделает то же самое, или если положить кусок на дровяную печь, металл будет медленно остывать.
4. Выберите технику сварки
Есть три способа сваривать чугун. У каждого есть свои достоинства и недостатки.
MIG Сварка чугуна
Хотя MIG-сварка не является предпочтительной по сравнению с другими методами сварки, она очень эффективна при сварке чугуна.Вот несколько советов и подсказок:
- Для достижения наилучших результатов выбирайте специальную никелевую проволоку. Он самый дорогой, особенно если вы выбираете чистоту 99 процентов, но вы можете купить чистоту 55 процентов, если хотите сэкономить. Если бюджет слишком ограничен, выберите стержни из нержавеющей стали, но ожидайте, что придется переделывать отделку, поскольку сталь не поддается механической обработке и обеспечивает самую грубую отделку.
- 80 процентов аргона и 20 процентов углекислого газа дает наилучшие результаты в большинстве ситуаций.Обратной стороной является то, что сварной шов со временем заржавеет. При этом чугун естественно подвержен ржавчине.
- Паяльная проволока склеивает металлы, но создает слабое соединение, которое не выдерживает ударов.
- Шипы — это возможность добавить прочности стыку, но это зависит от работы и требуемой чистоты отделки.
 При этом чугун естественно подвержен ржавчине.
При этом чугун естественно подвержен ржавчине.Сварка чугуна TIG
Сварка TIG возможна только при использовании никелевой проволоки. Положительным моментом является то, что вы получаете прочный и чистый сварной шов, а недостатком — стоимость никелевой проволоки.Вы также можете пропустить процесс предварительного и последующего нагрева, если используете правильные настройки газа, проволоки и нагрева.
Газовая смесь должна состоять на 75 процентов из аргона и на 25 процентов из двуокиси углерода. Эта смесь предотвращает хрупкость сварного шва.
- Избегайте быстрого охлаждения, так как это подвергает железо напряжению, увеличивая вероятность поломки. Для достижения наилучших результатов используйте процесс предварительного и последующего нагрева.
- Избегайте нагрева сварного шва, используя короткие сварные швы. Это предотвращает воздействие слишком большого количества тепла на чугун.Избегайте использования одной непрерывной линии сварки, поскольку это может вызвать растрескивание, особенно если сварной шов и чугун имеют две разные температуры. После того, как вы создали сварной шов, гладко обработайте его молотком. Увеличивает прочность стыка и уменьшает усадку.

Top Tip
При использовании сварочного аппарата TIG с газовой смесью убедитесь, что вы делаете это в неограниченном пространстве. Вам необходима соответствующая вентиляция, так как аргон и углекислый газ могут накапливаться, вызывая удушье и смерть.Дуговая сварка чугуна
Дуговая сварка, или сварка электродом, является фаворитом домашних сварщиков и домашних мастеров.Он доступен по цене, и существует множество различных электродов для решения различных задач. Это дает вам гибкость и универсальность. Для выполнения большинства общих ремонтных работ требуется бронзовый стержень, ацетиленовая горелка и немного флюса. Это самый дешевый вариант, хотя вы должны знать, что пайка редко склеивает, как и другие виды сварки.
- Очистите каждое соединение перед сваркой. Это обеспечивает самое прочное соединение. Грязь в суставе создает слабые места, которые могут снова и снова преследовать вас.
- Для получения аккуратного шва уменьшите силу тока, чтобы уменьшить разбрызгивание.Это не влияет на качество стыка, но с эстетической точки зрения обеспечивает более чистую поверхность.
Pro Tip
Ручная сварка лучше работает, если вы используете сталь с минимальным содержанием серы и кремния. Стали 1015 и 1025 работают лучше всего, так как они содержат менее 0,035 процента серы.
5. Чистовая обработка
Получение максимально гладкой поверхности — ключ к аккуратной и профессиональной работе. Использование более качественных никелевых электродов позволяет избежать шлифовки.
Пост-нагрев и охлаждение
Чем дольше остывает проект сварного шва, тем лучше будет соединение. Быстрый нагрев и охлаждение — враги прочного сварного шва. Железо хрупкое, при нагревании деформируется. Это вызывает нагрузку на материал, что ослабляет целостность вашей конструкции.
Быстрый нагрев и охлаждение — враги прочного сварного шва. Железо хрупкое, при нагревании деформируется. Это вызывает нагрузку на материал, что ослабляет целостность вашей конструкции.
Доведя утюг до остывания после сварки, вы обеспечите естественное ослабление металла и лучший результат. Думайте об этом как о том, как дать сочному стейку расслабиться после жарки, чтобы сделать его мягче.Металл делает то же самое.
Ковка
Упрочнение — это способ предотвращения усадки сварного шва при его охлаждении. Это помогает снять растягивающие напряжения, возникающие при понижении температуры металла. Использование небольшого молотка для распределения сварного шва, когда он еще податлив, чтобы обработать любые воздушные карманы или трещины от напряжения, делает общую отделку намного прочнее.
Этот метод требует особой осторожности, поскольку чрезмерное упрочнение может привести к растрескиванию из-за слишком сильного охлаждения сварного шва и ослабления соединения.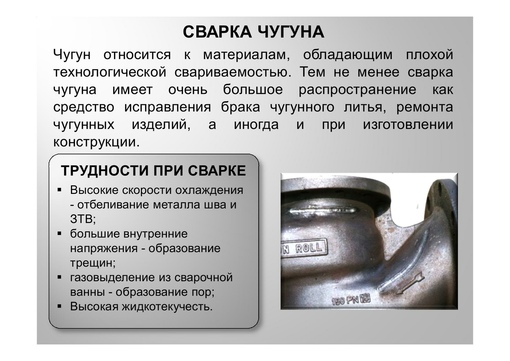
Дополнительные советы по сварке чугуна
Всегда есть подсказки и подсказки, которые облегчат жизнь, поэтому вот несколько, с которых вы можете начать.
- При сварке чугуна держите сварочный стержень в вертикальном положении. Она отличается от большинства видов сварки штангой, когда сварка выполняется под углом.
- Делайте это медленно и ровно. Чугун не сваривается быстро.
- Ограничьте количество свариваемых за один раз. Используйте валики сварного шва, а не непрерывную линию.
- При ремонте трещины нанесите небольшое количество бусинок на каждый конец, чтобы предотвратить ее распространение.
- Держите устойчивую руку и поддерживайте постоянную скорость во время работы.
Вывод чугун
Не питайте иллюзий, что некоторые металлы не любят сваривать, и чугун — один из них. Тем не менее, это не невозможно. Лозунги медленные и устойчивые, потому что вы не можете бросить чугун из-за его хрупкости.
Сделайте подготовку правильно, а остальное приложится. Кроме того, не забудьте дать утюгу время остыть после работы с ним.Если вы сделаете это, у вас должен быть успешный результат.
Сварка чугуна: основные процедуры
Чугун — это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4,5%.
Общая свариваемость чугуна низкая и зависит от типа материала, сложности, толщины, сложности отливки и потребности в обрабатываемости.
Ковкий и ковкий чугун обладают хорошей свариваемостью, в то время как серый чугун и белый чугун свариваются только для небольших приспособлений.
Серый чугун — самый распространенный вид чугуна. Серый чугун имеет множество составов, но обычно это перлит с множеством рассеянных чешуек графита.
Существуют также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания им особых свойств.
Другой легированный чугун — это аустенитный чугун, который модифицирован добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре.Аустенитные чугуны обладают высокой устойчивостью к коррозии.
В белом чугуне почти весь углерод находится в комбинированном виде. Это обеспечивает более высокую твердость чугуна, что используется для обеспечения устойчивости к истиранию.
Ковкий чугун получают путем специальной термообработки белого чугуна с отжигом для изменения структуры углерода в чугуне. Структура меняется на перлитную или ферритную, что увеличивает ее пластичность.
Чугун с шаровидным графитом и высокопрочный чугун изготавливаются путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или шаровидную форму, а не обычную форму чешуек в сером чугуне.Эта структура обеспечивает большую пластичность или пластичность отливки.
Основным фактором, усложняющим сварку чугуна, является его недостаточная пластичность. Если чугуны нагружены сверх пределов текучести, они скорее ломаются, чем деформируются в значительной степени. Поэтому следует выбирать присадочный металл и конфигурацию деталей для минимизации сварочных напряжений.
MMA, порошковая дуга, MIG, TIG и газовая сварка обычно используются со сварочными материалами на основе никеля для получения высококачественных сварных швов, но чугунные и стальные электроды также могут обеспечить удовлетворительные сварные швы в некоторых сплавах.
Свариваемость чугуном типаПриложения
Эти типы металлов широко используются в:
- сельхозтехника
- на станках в качестве оснований, кронштейнов и крышек
- для фитингов
- труба чугунная
- блоки, головки, коллекторы автомобильные
- подготовка воды
- отремонтировать дефекты с целью модернизации или восстановления отливки перед обслуживанием
Редко используется в конструкционных работах, за исключением элементов сжатия. Он широко используется в строительной технике для создания противовесов и в других областях, где требуется вес.
Он широко используется в строительной технике для создания противовесов и в других областях, где требуется вес.
Характеристики
| Чугун | Предел прочности на разрыв (МПа) | Прочность на сжатие (МПа) | Твердость (HB) | Относительное удлинение (%) | Прочность (j) |
|---|---|---|---|---|---|
| Белый | 200–410 | НЕТ | 321–500 | Очень низкий | Очень низкий |
| Гибкий | 276–724 | 1350 — 3600 (перлитный и мартенситный) | 110-156 (ферритный) 149-321 (перлитный и мартенситный) | 1–10 | 4-12 Дж при 20 ° C |
| Серый | 152–431 | 572–1293 | 156–302 | <0.6 | Очень низкий |
| Дуктильный | 345–827 | 359–920 | 143–302 | 2–20 | 16-27 при 20 ° C |
Серый (серый) или чешуйчатый графит
Если графит существует в виде разветвленных взаимосвязанных чешуек; этот тип чугуна относительно дешев и имеет плохие механические свойства.
Серый чугун обычно можно сваривать GMAW (SMA), MIG (GMA) или FCAW, если используются специальные расходные материалы и процедуры.
Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени до разрушения или растрескивания. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать дуговым методом без предварительного нагрева, если тепло сварки тщательно контролируется.
Этого можно достичь, сваривая за один раз только короткие отрезки стыка и давая этим участкам остыть.Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки.
Крупные отливки со сложным сечением, такие как моторные блоки, можно сваривать без разборки или предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать. Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Графит с шаровидным графитом или шаровидный графит (высокопрочный чугун)
Если графит существует в виде графита в сфероидальной форме, а механические свойства приближаются к свойствам стали. Чугун с шаровидным графитом, как правило, легче сваривать, чем серый чугун, но все же требуются специальные расходные материалы и процедуры.
Гибкий CI
Если графит существует в виде конкреций или розеток, полученных термической обработкой. Ковкий чугун имеет две основные формы: ковкий чугун черного цвета, который имеет свариваемость, подобную чугуну с шаровидным графитом, и ковкий чугун белого цвета, который легко сваривается с ферритными расходными материалами при условии, что приняты меры для ограничения провара.
Белый
Твердый, хрупкий чугун, не содержащий свободного графита. Белый утюг обычно считается несваркой.
Аустенитный
Где графит может существовать в виде чешуек или узлов, что обеспечивает хорошую коррозионную и термостойкость. Многие марки аустенитного чугуна можно сваривать с использованием специальных материалов и специальных процедур.
Многие марки аустенитного чугуна можно сваривать с использованием специальных материалов и специальных процедур.
CI с высоким содержанием кремния и алюминия
Если графит существует в основном в виде хлопьев, и материал имеет хорошую коррозионную стойкость.Этот сплав можно сваривать с помощью специальных материалов и специальных процедур.
Наконечники для сварки чугуна
Большинство проблем связано с высоким содержанием углерода. Это приводит к проблемам с растрескиванием и проблемами терморегулирования. Чугуны содержат от 2 до 4% углерода.
Сварку палкой можно использовать для ремонта отливок с несколькими типами сварных швов, которые являются машинными:
- никель 55 мягкий сварной шов
- никель 99 мягкий сварной шов
- HTS-528 Пруток для пайки (самый прочный пруток для соединения чугуна с удобством встроенного флюса)
Никель — это сплав цветных металлов, который не впитывает углерод, что делает его хорошим выбором для ремонта.
- Предварительно нагрейте отливку во избежание растрескивания. Контролируйте предварительный нагрев с помощью височной палочки. Когда он плавится, значит, можно вваривать в отливку. Предварительный нагрев отливки перед ремонтом сварного шва может быть очень полезным для контроля скорости охлаждения после сварки. Это особенно важно при ремонте изделий сложной формы, поскольку материалы различной толщины по-разному реагируют на тепло от сварочной ванны, что может привести к тепловым напряжениям и деформации.
- Очистите все соединения, которые будут ремонтироваться или сваривать, включая жир и грязь.Используйте шлифовальные или чистящие растворители.
- Если после ремонта возникла проблема с пористостью, отшлифуйте поверхность до прочного металла
- При ремонте дефектов отливки, таких как выбоины или трещины, все дефектные участки следует удалить путем холодного долбления, строжки или шлифовки. При строжке покрытым электродом или воздушно-угольной дугой вокруг области строжки образуется зона термического влияния. Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию во время последующей сварки. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение во время подготовки к ремонту. Истинные концы трещины, которые могут быть очень тонкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.
 Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию во время последующей сварки. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение во время подготовки к ремонту. Истинные концы трещины, которые могут быть очень тонкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.
Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию во время последующей сварки. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение во время подготовки к ремонту. Истинные концы трещины, которые могут быть очень тонкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.В видео используется положительный сигнал постоянного тока. Используйте соответствующее защитное снаряжение и избегайте воздействия дыма.
Ремонт сваркой чугуна Рекомендуется предварительный нагревПреимущества чугуна
Преимущества чугуна как сварочного металла:
- Более текучая, чем сталь (лучшая литье)
- Более низкая температура плавления, чем у стали
- Недорогой материал
- Формование можно отливать в песчаные формы
- Желаемые свойства, такие как:
— Демпфирующая способность
— Теплопроводность
— Пластичность
— Твердость
— Прочность
Рекомендации по проектированию
Плохая или улучшенная конструкция сварного шва чугуна
Модификации конструкции соединения, снижающие риск образования трещин при сварке чугуна.
Сварка чугуна
Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных процессах.
В таблице ниже показаны сварочные процессы, которые можно использовать для сварки литого, ковкого и чугуна с шаровидным графитом.
Выбор процесса сварки и присадочных материалов зависит от желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки защищенным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом.
Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима
Независимо от того, какой из сварочных процессов выбран, необходимо выполнить определенные подготовительные действия.
Важно определить точный тип свариваемого чугуна, будь то чугун серый, ковкий или пластичный.
Если точная информация не известна, лучше всего предположить, что это серый чугун с низкой пластичностью или без нее.
Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальной эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C).
Если в качестве присадочного материала не используется чугун, металл шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун.
Ремонт этих типов отливок может быть произведен, но надежность и срок службы такого ремонта невозможно спрогнозировать с точностью.
Подготовка к сварке чугуна
При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.
Желательно нагреть зону сварного шва в течение короткого времени, чтобы удалить захваченный газ из зоны сварки основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с областью сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или скос.
Там, где есть канавки, следует использовать V-образную канавку под углом 60–90 °. V должен выступать примерно на 3,2 мм (1/8 дюйма) от дна трещины.На каждом конце трещины следует просверлить небольшое отверстие, чтобы она не расширилась.
Всегда следует использовать сварные швы с полным проплавлением, так как трещина или дефект, не устраненные полностью, могут быстро снова появиться в условиях эксплуатации.
Предварительный нагрев желателен для сварки чугунов любым из сварочных процессов. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Температура предварительного нагрева должна зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно выполнить любым из обычных методов.
Нагрев горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, вместо того, чтобы переносить ее в печь.
Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, поскольку он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в любой точке.
Предварительный нагрев способствует смягчению области, прилегающей к сварному шву; он способствует дегазации отливки, что, в свою очередь, снижает возможность пористости наплавленного металла шва; и увеличивает скорость сварки.
Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить попадания воздуха или ветров.
Электроды
Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в крайних случаях.
При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.
При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки.Когда на стык наносится большое количество присадочного металла, чугун может растрескаться сразу за линией плавления, если не будут приняты профилактические меры.
Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они выполняются периодически и, в некоторых случаях, с помощью процедуры обратного шага и пропуска.
Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла.Каждый короткий отрезок металла сварного шва, нанесенный на соединение, должен быть слегка упрочнен в горячем состоянии небольшим ударным молотком и дать ему остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении.
Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью. Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить.
Чугунные электроды необходимо использовать там, где требуется последующая обработка сварного соединения.
Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется.
Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного и основного металла.
Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, которое сжимается примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры.
Дуговая сварка чугуна
Для сварки чугуна можно использовать процесс дуговой сварки защищенным металлом.
Можно использовать четыре типа присадочных металлов:
- Электроды с чугунным покрытием
- Электроды из сплава на основе меди с покрытием
- Электроды из сплава на основе никеля с покрытием
- м Электроды с покрытием из низкоуглеродистой стали
Существуют причины для использования каждого из различных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва.
При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки и необходимости обработки наплавки и прилегающих участков.
Чем выше степень нагрева, тем легче будет обработать наплавленный металл.
Как правило, лучше использовать электроды небольшого размера и относительно низкую настройку тока. Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении.
Следует использовать процедуру сварки с перемещением или с пропуском, а упрочнение поможет снизить напряжения и свести к минимуму деформации.
Рекомендуется медленное охлаждение после сварки.
Эти электроды обеспечивают превосходное соответствие цвета серого чугуна. Прочность сварного шва будет равна прочности основного металла.
Есть два типа электродов на основе меди:
- Сплав медно-оловянный
- Медь алюминиевая
Медно-цинковые сплавы нельзя использовать для электродуговой сварки из-за низкой температуры кипения цинка. Цинк улетучивается в дуге и вызывает пористость металла шва.
Цинк улетучивается в дуге и вызывает пористость металла шва.
При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать малые электроды и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва. После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета.
Существует три типа никелевых электродов, используемых для сварки чугуна.Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C).
Эти электроды можно использовать во всех положениях; тем не менее, рекомендуется плоское положение. Сварочный шлак следует удалять между проходами.
Отложения никеля и никелевого железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода. Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна.
Упомянутая выше техника, игра дуги на лужу, а не на основной металл, поможет минимизировать разбавление.Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета.
Медно-никелевые электроды двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, с примерно той же технологией и результатами. Отложения этих электродов не обеспечивают совпадение цвета.
Электроды из мягкой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки.Отложения из мягкой стали собирают достаточно углерода для образования высокоуглеродистых отложений, которые невозможно обработать. Кроме того, наплавка из мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода.
Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка. Для небольших ремонтных работ возможен минимальный предварительный нагрев.
Рекомендуются малые электроды при низком токе, чтобы минимизировать разбавление и избежать концентрации усадочных напряжений.
Следует использовать короткие сварные швы в произвольной последовательности, а сварной шов следует как можно быстрее после сварки. Наплавленный электрод из мягкой стали обеспечивает хорошее соответствие цвета.
Углеродно-дуговая сварка чугуна
Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и сварочного флюса для чугуна. Шов следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки.
Расплавленная лужа металла может обрабатываться углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность.Сварные швы, выполненные с помощью угольной дуги, охлаждаются медленнее и не такие твердые, как сварные с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке.
Сварные швы поддаются механической обработке.
Чугун для кислородной газовой сварки
Процесс кислородно-топливного газа часто используется для сварки чугуна. Можно использовать большинство топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс.
Доступны два типа присадочных материалов:
- прутки чугунные
- прутки медно-цинковые
Сварные швы, выполненные подходящим чугунным электродом, будут иметь такую же прочность, как и основной металл.Все эти сварочные покрытия обеспечивают хорошее цветовое соответствие. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева.
Медно-цинковые прутки используются для сварки пайкой. Есть две классификации:
- марганцевая бронза
- бронза слабодымящая
Наплавленная бронза имеет относительно высокую пластичность, но не обеспечивает совпадения цветов.
Пайка и пайка Сварка Чугун
Пайка используется для соединения чугуна с чугуном и сталью.
В этих случаях конструкция соединения должна выбираться для пайки так, чтобы капиллярное притяжение заставляло присадочный металл течь между плотно прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла могут использоваться угольная дуга, двойная угольная дуга, газо-вольфрамовая дуга и плазменная дуга.
Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка.
Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения.Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета.
Сварка пайкой может также выполняться дуговой сваркой в защитном металлическом корпусе и дуговой сваркой в газе.
Высокотемпературный предварительный нагрев обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл сварного шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна.Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном.
Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно. После завершения сварки сварной шов и прилегающий участок можно обработать.
Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется.
Этот тип сварки обычно используется для ремонтной сварки деталей автомобилей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Газовая дуговая сварка металлического чугуна
Процесс газовой дуговой сварки металла может использоваться для сварки ковкого чугуна и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе:
- Мягкая сталь с использованием 75% аргона + 25% CO2 для защиты.
- Никель-медь с использованием 100% аргона для защиты.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе. При использовании электродной проволоки из мягкой стали образуется смесь защитного газа аргон-CO2, минимизирующая проникновение.
В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета. Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию.
Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию.
Порошковая сварка чугуна
Этот процесс недавно был использован для сварки чугунов. Более успешным применением была порошковая проволока на никелевой основе.
Эта электродная проволока обычно работает с защитным газом CO2, но если более низкие механические свойства не являются нежелательными, ее можно использовать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева.
Метод должен минимизировать проникновение в основной металл чугуна. Дополнительный нагрев обычно не требуется. Подбор цвета не получается.
Другие процессы
Для чугуна можно использовать другие способы сварки.
- Сварка термитом — используется для ремонта некоторых типов деталей станков из чугуна.
- Пайка — может использоваться для соединения чугуна, а иногда используется для ремонта небольших дефектов в небольших отливках.
- Сварка оплавлением — также может использоваться для сварки чугуна.

Методы сварки
Шпильки
Метод шпильки для ремонта чугунаТрещины в крупных отливках иногда ремонтируются шпильками.
В этом процессе трещина удаляется шлифовкой V-образной канавки.
Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма.(6,4 мм) над поверхностью чугуна.
Шпильки следует герметично приварить на месте с помощью одного или двух валиков вокруг каждой шпильки, а затем связать вместе металлическими швами.
Сварные швы следует выполнять короткими отрезками, каждый отрезок подвергается упрочнению в горячем состоянии, чтобы предотвратить возникновение высоких напряжений или растрескивания при охлаждении. Перед нанесением дополнительного металла каждую полоску необходимо дать остыть и тщательно очистить.
Если метод крепления шипов не может быть применен, края соединения должны быть выколоты или обработаны инструментом с закругленным концом для образования U-образной канавки, в которую должен быть наплавлен металл шва.
Совместное изменение конструкции
Предпочтительно использовать шов с полным проплавлением, а не с частичным проплавлением. Сварные швы различной толщины могут привести к неравномерному напряжению сжатия и неравномерному расширению во время цикла сварки.
Изменение конструкции сварки для размещения сварных швов в области с постоянной толщиной может быть полезным. Еще один совет — использовать подкладной угловой сварной шов для поддержки напряженных участков.
Обработка торцевых канавок
Обработка торцевых канавок из чугуна Вырезка или шлифовка канавок на поверхности подготовленной сварной канавки с последующим использованием сварного валика для заполнения канавок перед заполнением всего стыка иногда является предпочтительным методом (см. Иллюстрацию ниже).
Иллюстрацию ниже).
Этот подход снижает риск образования трещин за счет отклонения пути трещины. Бусины, которые контактируют с отливкой, осаждаются первыми, когда зона термического влияния напряжения и линия плавления находятся на низком уровне.
Прокачка (молоток)
Упрочнение или ударный удар с использованием 13-19-миллиметрового молотка с шариковым упором, прикладываемого к деформируемому сварному шву, переводя его в состояние сжимающего напряжения, можно противодействовать растягивающим напряжениям, вызванным тепловым сжатием, что снижает риск образования трещин внутри и вокруг сварка.
Когда молоток применяется вручную, он наносит умеренный удар перпендикулярно поверхности шва.
Для этого процесса требуется шов из пластичного металла. Никелевые наполнители используются, особенно при работе с серым чугуном. Упрочнение выполняется при более высоких температурах, пока металл мягкий.
Для дополнительного чтения
Чугун и сварка
Блог The Welders Warehouse
У Welding Cast Iron есть немало потенциальных подводных камней, но если все сделано правильно, это несложно.
Почему сварка чугуна проблематична
Основной причиной проблем со сваркой чугуна является высокое содержание углерода. Во время процесса сварки этот углерод мигрирует в металл сварного шва и / или зону термического влияния, прилегающую к металлу шва, вызывая повышенную твердость / хрупкость. Так чугун получил свою репутацию в отношении растрескивания после сварки.
Процесс сварки чугуна
Газовая сварка нагревает чугун медленнее, чем дуговые процессы, а температура пламени ниже, чем температура дуги.Это означает, что миграция углерода обычно не является проблемой. Важно использовать запатентованный чугунный пруток для газовой сварки. Единственный реальный недостаток чугуна для газовой сварки — это количество тепла, необходимое для больших компонентов. Газовая сварка — тоже медленный процесс.
Дуговая / палочная сварка , возможно, является лучшим универсальным процессом для сварки чугуна при условии использования правильных сварочных стержней. Сварочные прутки из чугуна содержат специальный флюс, богатый графитом, этот графит химически связывает углерод в чугуне, ограничивая миграцию в металл шва и зону термического влияния.Существует два распространенных типа сварочного стержня из чугуна: ферро-никель и чистый никель. Ферро-никель обычно состоит на 53% из стали и 47% из никеля. Ферро-никелевые стержни дешевле, чем чистый никель, и идеально подходят для сварки чугуна со сталью. Чистый никель обеспечивает более мягкий и податливый наплавленный металл. Я бы рекомендовал использовать ферро-никель, если для работы специально не требуется чистый никель.
Сварочные прутки из чугуна содержат специальный флюс, богатый графитом, этот графит химически связывает углерод в чугуне, ограничивая миграцию в металл шва и зону термического влияния.Существует два распространенных типа сварочного стержня из чугуна: ферро-никель и чистый никель. Ферро-никель обычно состоит на 53% из стали и 47% из никеля. Ферро-никелевые стержни дешевле, чем чистый никель, и идеально подходят для сварки чугуна со сталью. Чистый никель обеспечивает более мягкий и податливый наплавленный металл. Я бы рекомендовал использовать ферро-никель, если для работы специально не требуется чистый никель.
Mig Welding , на мой взгляд, не лучший способ сваривать чугун. Несмотря на то, что доступны специализированные порошковые проволоки, я бы не стал защищать Mig Welding Cast iron, если у вас нет повторяющегося приложения, для которого вы можете создать процедуру.
Сварка Tig не считается подходящим процессом для сварки чугуна. Процесс с открытой дугой, такой как Tig, не дает возможности уменьшить миграцию углерода.
Процесс с открытой дугой, такой как Tig, не дает возможности уменьшить миграцию углерода.
Методы сварки
Газовая сварка — Нет специальных методов, которые необходимо использовать.
Дуговая / электродная сварка — Важно все следующее:
- Подготовьте работу с U-образным пазом, избегайте острых углов, так как это может привести к перегреву, что усугубит миграцию углерода.
- Используйте сварочный стержень правильного типа.
- Убедитесь, что компонент по крайней мере при комнатной температуре, добавление небольшого количества предварительного нагрева поможет, но вам нужно только, чтобы компонент был теплым на ощупь.
- Ограничьте количество сварок за один прогон. Как показывает практика, не следует выполнять непрерывную работу, длина которой превышает 10-кратный диаметр используемого сварочного стержня. Сказав это, можно выполнить несколько запусков в разных частях компонента (см. Рисунок в следующем элементе).Например, если вы ремонтируете 300-миллиметровую трещину стержнем 3,2 мм, вы можете сварить участок длиной 32 мм, а затем сделать еще один проход 32 мм в другой части трещины. Избегайте чрезмерного нагрева области сварного шва, это цель коротких прогонов.
- Если вы ремонтируете трещину, нанесите валик на каждый конец трещины, чтобы трещина не распространилась дальше.
- Держите сварочный стержень вертикально, а не под углом, как при обычной сварке штангой.
- Не ждите, что сварите чугун быстро, главное — не торопиться и делать это правильно.
.jpg.670a8412269350921e6868a07f071212.jpg) Рисунок в следующем элементе).Например, если вы ремонтируете 300-миллиметровую трещину стержнем 3,2 мм, вы можете сварить участок длиной 32 мм, а затем сделать еще один проход 32 мм в другой части трещины. Избегайте чрезмерного нагрева области сварного шва, это цель коротких прогонов.
Рисунок в следующем элементе).Например, если вы ремонтируете 300-миллиметровую трещину стержнем 3,2 мм, вы можете сварить участок длиной 32 мм, а затем сделать еще один проход 32 мм в другой части трещины. Избегайте чрезмерного нагрева области сварного шва, это цель коротких прогонов.Надеюсь, вы нашли эту статью в блоге о сварке чугуна полезной. Если у вас все хорошо, пожалуйста, не стесняйтесь размещать фотографии своих достижений на нашей странице в Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных сообщений электронной почты..jpg)
Ура
Грэм
Склад сварщиков
Как сварить чугун со сталью — сделать из металла
Существует довольно широкий спектр причин, по которым кто-то может захотеть сварить чугун со сталью.Независимо от того, является ли конечное использование структурным, декоративным или чем-то средним, есть способы заставить эти два металла склеиться.
Во-первых, однако, для полной ясности:
Можно ли сварить чугун со сталью? Да, можно ли утюг приваривать к стали. Успешность этого будет зависеть от типа свариваемого железа, а также от выбора электрода.
В этом руководстве я расскажу о некоторых способах успешного выполнения этой задачи в зависимости от вашего приложения.Я никоим образом не утверждаю, что мои методы — лучшие, это просто то, что сработало для меня и других.
Декоративная сварка
Я подумал, что лучше сначала избавиться от этого. Если вы занимаетесь декоративными работами, например, привариваете необычные металлические изделия к низкоуглеродистой стали по какой-либо причине, вам не нужно слишком сильно беспокоиться о том, чтобы обеспечить максимально прочное соединение.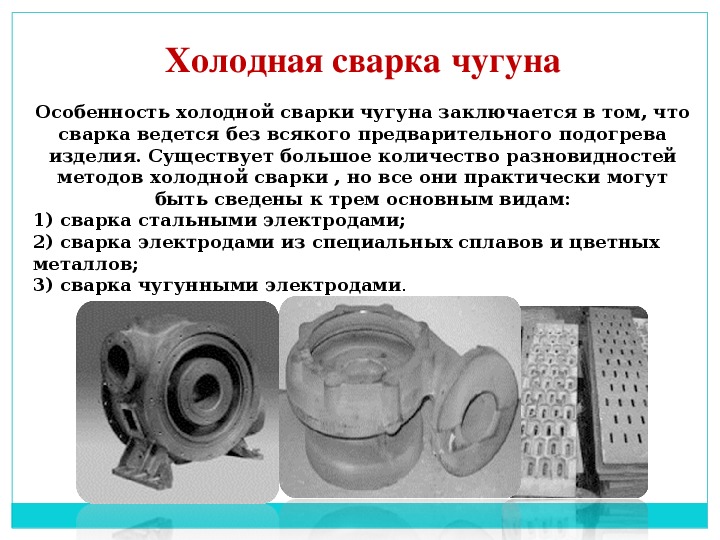
Если все, что вам нужно, — это заставить его прилипнуть, то вам, вероятно, удастся просто использовать нержавеющую проволоку с дуговой сваркой с флюсовым сердечником (FCAW), также известной как «безгазовый MIG».Высокое содержание никеля в нержавеющей стали способствует слипанию железа и стали.
Имейте в виду, что это решение только для более тонких материалов, и ваши сварные швы не будут такими уж прочными, но это быстрый и грязный способ сделать это, чтобы вы могли продолжить свой день. Чтобы было ясно, сварные швы потрескаются, когда вы приложите достаточное давление.
Если вам нужен провод, то этот подойдет (Amazon), и он не слишком дорогой.
Реальная сварка
Если вам нужно решение, более прочное, чем проволока с сердечником из нержавеющей стали, вы можете использовать сварку MIG или TIG с использованием проволоки или прутка на никелевой основе.В некоторых местах этот никель-стержень называют. Ваш местный поставщик сварочных материалов, вероятно, лучше всего подскажет вам точные марки, так как они будут знать, что доступно в вашем регионе. Кроме того, время от времени появляются новые типы проволоки и прутков, поэтому они будут самыми актуальными для этих странных приложений.
Кроме того, время от времени появляются новые типы проволоки и прутков, поэтому они будут самыми актуальными для этих странных приложений.
Проблема при сварке стали с чугуном заключается в том, что чугун очень легко трескается. Когда это произойдет, от этого будет трудно избавиться.
Один из способов справиться с этим — контролировать охлаждение чугуна.Некоторые люди делают такие вещи, как закапывание сварного шва горячим песком или накрытие одеялом из керамического волокна с высокой температурой (как здесь, на Amazon).
На этом этапе вы в основном ориентируетесь на чугун, поскольку сталь обычно хорошо сваривается. Я настоятельно рекомендую вам прочитать мое руководство по сварке чугуна, так как в нем есть много советов, как избежать растрескивания. Только не забудьте использовать никелевый наполнитель, а остальное — как чугун.
Я слышал о других специалистах, использующих особые методы сварки чугуна со сталью, хотя сам не пробовал их.
Один из таких методов заключается в наложении никелевого сварного шва на каждую деталь отдельно, а затем приваривание никелевого валика для соединения их вместе. Предполагается, что это помогает с проплавлением и позволяет сосредоточиться на том, чтобы сварной шов работал правильно на железе независимо.
Предполагается, что это помогает с проплавлением и позволяет сосредоточиться на том, чтобы сварной шов работал правильно на железе независимо.
Опять же, я сам не пробовал. Я, наверное, в следующий раз приваю чугун к стали. Хотя, честно говоря, это случается нечасто, и я все равно предпочитаю пайку.
Другое, более предпочтительные варианты
Я всегда избегаю сварки чугуна, если могу.Трудно сказать, есть ли трещины, которые будут со временем распространяться и выходить из строя в самом худшем случае.
Лично я предпочитаю по возможности использовать механические застежки. Чугун довольно легко резать (хотя он грязный), поэтому часто есть способ просверлить и нарезать отверстие для болта или просверлить отверстие для какого-либо штифта.
Если это невозможно, пайка — отличное решение. Все, что вам нужно, это кислородная горелка и хороший припой с флюсовым сердечником, и вы готовы устроить замечательный беспорядок.
Если серьезно, то пайка — это совсем другое дело, чем сварка. Я лично рекомендую попробовать пайку на различных материалах, если вы раньше не делали этого успешно. Может быть, попробовать медные трубы, затем стальные, а затем чугунные.
Я лично рекомендую попробовать пайку на различных материалах, если вы раньше не делали этого успешно. Может быть, попробовать медные трубы, затем стальные, а затем чугунные.
Пайка — это отличный навык, но это отдельный навык. Не ждите хороших результатов с первой, второй или десятой попытки. Тем не менее, он отлично работает на железе, и я очень рекомендую его.
Различные виды железа
По сути, существует четыре различных типа железа, с одним из которых легче работать, чем с другими.Это белый, серый, ковкий и высокопрочный чугун.
Если вы не делаете что-то необычное, вы, скорее всего, увидите серый чугун. Когда оно треснет, железо выглядит серым. Сравните это с белым чугуном, который в трещинах выглядит белым. Это заставляет задуматься, откуда они взяли имена.
Разница между ними в том, что белый чугун тверже, но более хрупок, чем серый чугун. Другими словами, белый цвет труднее сваривать из-за проблем с растрескиванием. Как правило, вам лучше просто держаться подальше от этого.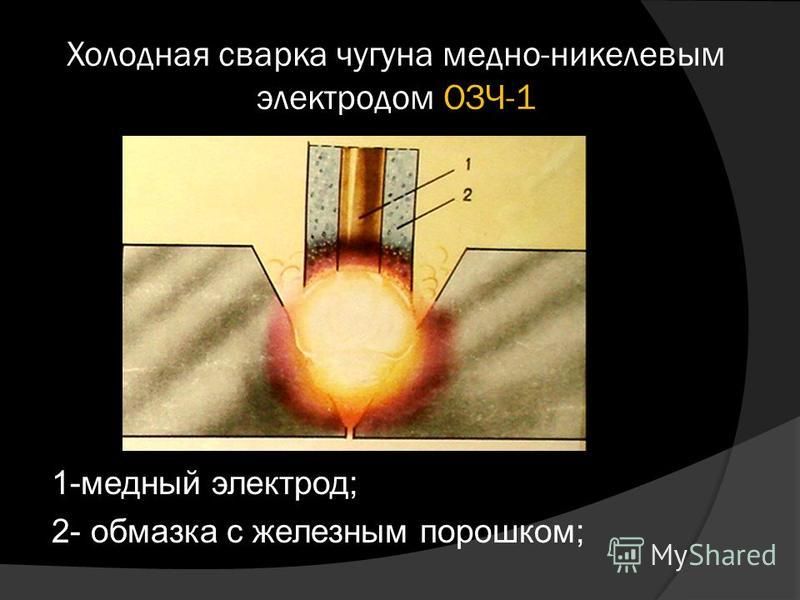
Ковкий чугун — это просто белый чугун, который медленно охлаждается после формования. Медленный процесс охлаждения делает его менее хрупким. Что касается сварки, то по сути это просто белый чугун. У вас не будет достаточного контроля, чтобы снова охладить утюг, чтобы он вернулся в свое податливое состояние в области сварного шва.
Ковкий чугун прекрасен. Он намного менее хрупкий, чем другие утюги, и это потому, что это смесь легирующих элементов, таких как магний.Это означает, что вероятность появления трещин при сварке меньше. Это также означает, что он дороже, поэтому встречается не так часто, как серый чугун.
Вы, скорее всего, столкнетесь с высокопрочным чугуном при работе с трубами. Как правило, на нем есть что-то, что идентифицирует его как пластичное (например, «DI» или «пластичный» литой фланец).
Кроме того, серый чугун, как правило, более гладкий и пластичный, выглядит так, как если бы его забили молотком (закруглили). Если вы все еще не уверены, попробуйте выяснить, сколько лет утюгу. Ductile стал популярным только в 70-х годах.
Ductile стал популярным только в 70-х годах.
В конце концов, если вам нужно его сварить, просто сварите. Это либо сработает, либо нет.
Надеюсь, что это поможет.
MIG Сварка чугуна
Некоторые мысли, которые я почерпнул из книг и Интернета, пытаясь выяснить, как отремонтировать эту отливку:
Энди Пью успешно сварил чугун, используя присадку из нержавеющей стали. провод. Он отправил электронное письмо с описанием металлургии:
С интересом прочитал вашу статью про миг-ремонт чугуна, и пройдя через аналогичный ход мыслей, но придя к другому заключение, я думал, что поделюсь им с вами.
Основная проблема при сварке чугуна в том, что он, как всем известно,
хрупкий. Под воздействием растягивающих усилий он треснет. По мере сжатия сварного шва
он будет иметь тенденцию к растрескиванию железа из-за дифференциального теплового сжатия.
Традиционный способ избежать этого — избегать «дифференциального» бита и
для предварительного нагрева всего до температуры плавления присадочного стержня
используется по мере возможности. Этот подход обычно используется для чугуна.
наполнитель.
Есть еще одна проблема с чугуном, прошедшим химико-металлургическую зрелость. Что делает его чугунным, а не стальным, так это очень высокое содержание углерода. Он имеет тенденцию проникать в присадочный стержень, вызывая неудачный металлургический превращения при охлаждении. Попытка использовать низкоуглеродистую сталь для сварки чугуна оставит вам сварной шов из быстро закаленной высокоуглеродистой стали. Вы почти обязательно получится мартенсит, хрупкий и неизменно твердый.
Фазовое превращение, при котором аустенит превращается в мартенсит (или перлит,
феррит или бейнит, в зависимости от содержания углерода и скорости охлаждения)
суть проблемы. Это происходит примерно при 720 градусах. Также сопровождается
за счет изменения объема, что может вызвать большее растрескивание под дифференциальным напряжением
вопросы. И аустенитно-ферритный (горячий-холодный низкоуглеродистый), и аустенитно-мартенситный
(горячие-холодные высокоуглеродистые) превращения приводят к увеличению объема, поэтому
должны немного снизить остаточные напряжения, а в условиях
медленное охлаждение это, вероятно, правда. Однако это внезапное расширение при охлаждении
сварочной ванны будет иметь тенденцию к растрескиванию уже затвердевшего и преобразованного
сварить за ним.
Однако это внезапное расширение при охлаждении
сварочной ванны будет иметь тенденцию к растрескиванию уже затвердевшего и преобразованного
сварить за ним.
Ничего из этого не происходит в никеле, поэтому никелевые стержни идут вразрез с проблема, как и пайка. Я не уверен, что делают никелевые стержни железом, но припой должен «смачивать» поверхность, чтобы правильно приклеиться точно так же, как припой. Возможно, поэтому ваша пайка для тонких листов работал хорошо, и твоя пайка чугуна хуже, возможно, большее сечение толщина привела к тому, что материал не стал достаточно горячим для пайки принять.
Однако существует еще один распространенный присадочный пруток для сварки MIG, который не
проходят фазовое превращение аустенита, и это нержавеющая сталь.
Пока нержавеющая сталь аустенитная (легко проверяется магнитом, аустенитная
немагнитен), то фазового перехода при охлаждении не произойдет, поэтому вы
может позволить себе большое количество растворенного углерода, не опасаясь образования хрупкого,
необрабатываемый, сварной.
Вооруженный этими теоретическими знаниями, я атаковал сломанную направляющую механическую ножовку мне подарили.Использование нержавеющей проволоки короткими очередями (чтобы избежать слишком большого тепловложения, создающего термические напряжения в другом месте) Я успешно отремонтировал руку, и она еще не показала никаких признаков поломки, после 10 лет нерегулярного использования.
С тех пор я пробовал нержавеющую проволоку на чугуне и слышал звон при охлаждении. Я считаю, что пайка мягче и лучше переносит термические нагрузки. Хотя все сделано правильно, нержавеющая сталь, скорее всего, будет прочнее.Все остальные использует никель, хотя это не вариант MIG.
Можно ли сваривать чугун? (Полное руководство)
Сваривать чугун можно, хотя это может быть проблематично из-за высокого содержания углерода. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. Процесс сварки заставляет этот углерод мигрировать в металл шва и / или зону термического влияния, что приводит к повышенной хрупкости / твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из разных материалов (обычно углерода, железа и стали) в разных пропорциях, поэтому сложно определить, насколько прочен металл, с которым вы работаете, и сколько тепла он может выдержать до образования трещин. Различные марки чугуна включают ковкий и ковкий чугун, но чаще всего используется серый чугун. Однако бывает трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа.
Несмотря на это, чугун — прочный, износостойкий металл, который использовался веками.
Содержание
Щелкните по ссылкам ниже, чтобы перейти к разделу руководства:
Чугун, как и сталь, представляет собой сплав железа и углерода. Однако, если в чугуне содержание углерода составляет 2-4%, в стали требуется содержание углерода менее 2%. Именно это содержание углерода делает чугун более грубым, а также делает его более хрупким, чем сталь. Углерод также делает чугун плохим проводником, а это означает, что ему требуется больше времени для нагрева или охлаждения.
Именно это содержание углерода делает чугун более грубым, а также делает его более хрупким, чем сталь. Углерод также делает чугун плохим проводником, а это означает, что ему требуется больше времени для нагрева или охлаждения.
В то время как нержавеющая сталь содержит 1,2% углерода (а также хрома для предотвращения коррозии), углеродистая сталь содержит 2%, поэтому он находится на стыке стали и чугуна. Углеродистая сталь имеет матовую поверхность и намного тверже нержавеющей стали, но может подвергаться коррозии. Также он дороже чугуна.
Как упоминалось выше, сваривать чугун бывает сложно, но это возможно, если вы используете правильную технику сварки, чтобы избежать трещин при сварке. Это включает в себя осторожный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных стержней и медленное охлаждение металла.
Большинство чугунов имеют критическую температуру 1450 ° F, при которой может произойти растрескивание. Хотя материал можно нагреть выше этой точки, важно не поддерживать это тепло слишком долго, поскольку углерод вызовет усадку и растрескивание металла. Чтобы избежать этого, важно либо дать материалу медленно остыть после сварки, либо он должен быть достаточно холодным, чтобы скорость охлаждения не имела значения.
Чтобы избежать этого, важно либо дать материалу медленно остыть после сварки, либо он должен быть достаточно холодным, чтобы скорость охлаждения не имела значения.
Существует ряд основных шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна.К ним относятся:
- Определение сплава
- Очистка литья
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1. Определите сплав
Чугун растрескивается при нагревании или напряжении, а не при растяжении или деформации. Это можно улучшить, добавляя различные сплавы. Это означает, что полезно понимать, с каким типом сплава вы работаете:
Серый чугун
Это наиболее распространенный тип чугуна, который более пластичен и поддается сварке, чем белый чугун (см. Ниже).Углерод осаждается в виде чешуек графита во время производства в кристаллическую структуру феррита или перлита, что и дало этому сплаву название. Однако эти чешуйки графита могут попасть в сварочную ванну и вызвать охрупчивание.
Однако эти чешуйки графита могут попасть в сварочную ванну и вызвать охрупчивание.
Белый чугун
Белый чугун не выделяет углерод в виде графита, а вместо этого сохраняет его в виде карбида железа. Кристаллическая микроструктура цемента этой формы или чугуна очень твердая и хрупкая. Белый чугун обычно считается несварным.
Ковкий, чугун с шаровидным графитом и ковкий чугун
Эти чугуны имеют сфероидальную углеродную микроструктуру в результате уникального производственного процесса, что делает их менее хрупкими и более простыми в сварке.
Самый простой способ определить, с каким типом утюга вы работаете, — это проверить исходную спецификацию. Однако спектрохимический анализ может сказать вам, с какой спецификацией вы работаете, а опытный металлург может использовать искровые испытания, чтобы определить, какой у вас сплав.
Есть и другие способы отличить сплавы; серое железо будет иметь серый цвет вдоль точки излома, а белое железо будет иметь более белый цвет вдоль трещины из-за цементита, который он содержит. Однако, например, высокопрочный чугун также будет иметь более белый излом, но при этом его будет легче сваривать.
Однако, например, высокопрочный чугун также будет иметь более белый излом, но при этом его будет легче сваривать.
2. Очистка литья
Важно очистить сплав перед сваркой, удалив все поверхностные материалы, такие как краска, смазка и масло, уделяя особое внимание области сварного шва.Тщательный и медленный нагрев области сварного шва в течение короткого времени также удалит весь газ, скопившийся в зоне сварки основного материала.
Сварной шов на поверхности материала будет пористым, и на нем будут видны все еще присутствующие примеси. Вы можете отшлифовать и повторить этот проход, продолжая проверять, пока пористость не исчезнет.
3. Выбор правильной температуры предварительного нагрева
Самым важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева. Это происходит из-за теплового расширения, так как при нагревании металл расширяется.Если весь объект нагревается и расширяется одновременно, никакого напряжения не возникает, однако напряжение может накапливаться, если тепло локализуется в небольшой зоне термического влияния (HAZ).
Локальный нагрев приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом. Температурная разница между этими температурами определит результирующее напряжение. Пластичные металлы, такие как сталь, могут снимать напряжение за счет растяжения, но, поскольку чугуны имеют низкую пластичность, они вместо этого склонны к растрескиванию.Предварительный нагрев снижает температурный градиент между ЗТВ и окружающей отливкой, сводя к минимуму растягивающее напряжение, вызванное сваркой. Процедуры сварки при более высоких температурах требуют более высоких температур предварительного нагрева.
Предварительный нагрев чугуна перед сваркой снижает скорость охлаждения сварного шва и окружающей области. По возможности нагрейте отливку целиком. Температуры предварительного нагрева обычно находятся в диапазоне 500-1200 ° F, но важно не нагревать выше 1400 ° F, поскольку это критический диапазон температур.Любой предварительный нагрев должен выполняться медленно и равномерно.
Если предварительный нагрев с достаточной температурой невозможен, лучшей альтернативой является использование низкотемпературного процесса сварки вместе со сварочными стержнями или проволокой с низкой температурой плавления.
4. Выбор правильной техники сварки
Чугун можно сваривать с предварительным нагревом или без него, но это решение определит наилучшую технику сварки. Как упомянуто выше, обычно предпочтительно использовать предварительный нагрев для сварки чугуна. Если это невозможно, важно, чтобы металл оставался прохладным, но после того, как вы решите, подогревать или нет, вам следует придерживаться этого метода.
Сварные швы с предварительным подогревом
При использовании предварительного нагрева следует использовать метод с низким током, чтобы минимизировать остаточное напряжение и примеси. Также может потребоваться сваривать за раз только небольшие участки длиной около 1 дюйма, чтобы предотвратить нарастание напряжения. Упрочнение сварных швов, например, с помощью ударно-ударного молотка, также может быть полезным для снижения напряжений.
После завершения сварки дайте детали медленно остыть. Вы можете помочь в этом, обернув отливку изолирующим одеялом или закопав ее в сухой песок, снизив скорость охлаждения и уменьшив вероятность растрескивания.
Сварные швы без предварительного подогрева
Если вы не можете предварительно нагреть чугун, вы должны держать деталь в прохладном (не холодном) состоянии во время сварки. Увеличьте температуру отливки до 100 ° F, но никогда не повышайте температуру, при которой вы не сможете положить на нее руку, так как это будет слишком жарко.
Делайте сварные швы короткими (около 1 дюйма в длину) и используйте упрочнение после сварки. Дайте гипсу остыть естественным путем, а не применяйте сжатый воздух или воду, и заполните все кратеры. Также рекомендуется попробовать укладывать бусинки в одном направлении и следить за тем, чтобы концы параллельных бусинок не совпадали.
Существует несколько типов сварочного процесса, которые можно использовать для чугуна, в том числе дуговая или электродная сварка, сварка MIG, сварка TIG, кислородно-ацетиленовая сварка и сварка твердым припоем. У каждого есть свои преимущества и недостатки при сварке чугуна.
У каждого есть свои преимущества и недостатки при сварке чугуна.
1. Дуговая / электродная сварка
Этот тип сварки, также известный как дуговая сварка в защитном металлическом корпусе (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) и дуговая сварка в среде защитного флюса, обычно считается лучшим общим процессом для сварки чугуна — при условии, что сварочные стержни.Выбор электрода будет зависеть от области применения, требуемого цветового соответствия и объема послесварочной обработки.
Три основных типа присадок для сварных швов из чугуна: электроды из никелевого сплава, электроды из медного сплава и электроды с покрытием из чугуна. Чаще всего используются электроды из никелевого сплава, обеспечивающие более прочный сварной шов с более низким коэффициентом теплового расширения, тем самым снижая сварочное напряжение и улучшая сопротивление растрескиванию. Никелевые электроды также можно использовать без предварительного нагрева.При использовании медных или чугунных электродов заготовку следует предварительно нагреть до 250 ° F.
Во всех случаях электрическая дуга должна быть направлена на сварочную ванну, а не на основной металл. Это сведет к минимуму разбавление по мере плавления и плавления металлов. Также рекомендуется использовать минимально возможную разрешенную настройку тока, чтобы минимизировать тепловую нагрузку, и выполнять сварку с рукоятью в вертикальном положении.
Этот метод также можно использовать для сварки чугуна со сталью, так как сталь подойдет для всего, что подходит для чугуна.
Узнайте больше о дуговой сварке
2. Сварка МИГ
Хотя дуговая или электродная сварка предпочтительнее, чем сварка чугуна методом MIG, все же можно использовать MIG.
В идеале сварка MIG должна выполняться никелевой проволокой, хотя можно также использовать менее дорогую стальную проволоку. Смесь 80% аргона и 20% углекислого газа подойдет для большинства применений, хотя в конечном итоге это приведет к коррозии сварного шва.
Наконец, хотя можно использовать припойную проволоку, ее не рекомендуется использовать для металлов, которые будут испытывать нагрузку или удар, так как это создает слабый сварной шов.
Узнайте больше о сварке MIG
3. Сварка TIG
СваркаTIG может обеспечить прочный и чистый сварной шов на чугуне, хотя никелевая проволока является единственным реальным вариантом для этого метода, что делает его дорогостоящим. При правильном выборе газа, проволоки и настроек можно пропустить этапы предварительного и последующего нагрева, а также холодную сварку. Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
Узнайте больше о сварке TIG
4.Кислородно-ацетиленовая сварка
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе в качестве энергии сварки используется кислородно-ацетиленовая горелка. При сварке чугуна этим методом можно использовать медно-цинковые или железные электроды.
Важно не допускать окисления чугуна во время сварки, так как это приведет к потере кремния и образованию белого чугуна в сварном шве. Как и при дуговой сварке, стержень следует оплавлять непосредственно в сварочную ванну, чтобы минимизировать температурные градиенты.
Как и при дуговой сварке, стержень следует оплавлять непосредственно в сварочную ванну, чтобы минимизировать температурные градиенты.
Поскольку газовая сварка происходит медленнее и имеет более низкую температуру пламени, чем при дуговой сварке, этот процесс обычно позволяет избежать проблемы миграции углерода. Однако такой низкий нагрев может затруднить сварку крупных компонентов, и это также медленный процесс.
Подробнее о кислородно-ацетиленовой сварке
5. Сварка припоем
Паяльная сварка может использоваться для сварки чугунных деталей, так как она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный пруток, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой точки плавления присадки.
Как и в случае с другими методами, при сварке пайкой важна очистка поверхности. Флюс можно использовать для предотвращения образования оксидов, способствуя смачиванию, очищая поверхность и позволяя наполнителю течь по основному металлу.
TIG с использованием более низкой силы тока для нагрева заготовки, избегая плавления чугуна. Кожух горелки для газа аргона защищает зону пайки, что означает, что нет необходимости использовать флюс, как с кислородным топливом.
Узнайте больше о сварке припоем
Как упоминалось выше, выбор сварочного стержня важен для сварки чугуна, хотя большинство экспертов советуют использовать никелевые стержни.
Никелевые стержнисодержат специальный флюс с высоким содержанием графита для минимизации миграции углерода в металл шва и зону термического влияния. Два типа никелевых прутков:
1. 99% никелевые стержни
Эти электроды дороже других вариантов, но также обеспечивают наилучшие результаты. Прутки с содержанием 99% никеля позволяют получить сварные швы, которые поддаются механической обработке, и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, податливый наплавленный металл.
2.55% никелевые стержни
Менее дорогие, чем 99% стержни, они также поддаются механической обработке и часто используются для ремонта толстых секций. Более низкий коэффициент расширения означает, что они образуют меньше трещин на линии плавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержни
Стальные стержни— самый дешевый вариант из трех и лучше всего подходят для простого ремонта и заполнения.Стальные электроды дают твердые сварные швы, которые требуют дополнительной шлифовки для чистовой обработки и не поддаются обработке. Однако, несмотря на эти недостатки, стальные стержни могут выдерживать не полностью чистые отливки и более удобны для использования в дуговых процессах.
Сварные швы чугуна можно обработать путем приложения сжимающих напряжений (наклеп) и послесварочного нагрева.
Обточка
Когда сварной шов охлаждается и сжимается, возникает растягивающее напряжение, приводящее к трещинам сварного шва, если они достигают критической точки.Вероятность растрескивания можно снизить за счет приложения сжимающего напряжения, которое противостоит растягивающему напряжению, связанному с охлаждением. Напряжение сжатия прикладывается путем упрочнения (с использованием молотка для ударной обработки с нанесением умеренных ударов), которое деформирует сварной шов, пока он остается мягким. Однако упрочнение следует использовать только для относительно пластичного металла шва.
Нагрев после сварки
Слишком быстрое охлаждение чугуна может привести к его напряжению и растрескиванию. Процесс охлаждения можно замедлить, используя изоляционные материалы или периодическое нагревание.Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью, позволяя металлу остыть по мере затухания огня.
При сварке чугуна следует учитывать некоторые дополнительные факторы:
Герметизация трещин
Крошечные трещины имеют тенденцию появляться рядом даже при соблюдении надлежащей процедуры сварки чугуна. Если вам требуется водонепроницаемая отливка, вы можете устранить утечку с помощью герметика, который предотвратит ржавление при эксплуатации.
Ремонт методом шпильки
Устранение серьезных трещин в крупных отливках может быть достигнуто путем просверливания и нарезания резьбовых отверстий на поверхностях, которые были скошены для приема металла ремонтного шва. Вкрутите стальные шпильки в резьбовые отверстия, убедившись, что от 3/16 дюйма (5 мм) до ¼ дюйма (6 мм) шпильки находятся над поверхностью. Медленно и осторожно приварите шпильки на место и покройте всю поверхность разрыва хорошим наплавленным слоем. Этот осадок позволит соединить две стороны трещины вместе.Этот метод также может повысить прочность сварных швов чугуна.
Сваривать чугун можно, но при этом необходимо соблюдать правильную технику и осторожность, чтобы не допустить растрескивания.