
Закалка металла в домашних условиях
Термическая обработка металла является одним из основных методов повышения его параметров: твердость, прочность. Наиболее распространенная и применяемая процедура — закалка металла. Она уже на протяжении многих веков стоит на вооружении человечества. Сейчас эта процедура с успехом осуществляется не только на промышленных предприятиях, но и умельцами в быту для улучшения изделий из металла. Если обладать знаниями о том, как закалить металл в домашних условиях, то твердость предмета можно увеличить до нескольких раз. Причин для проведения этой операции может быть много. К примеру, к подобной технологической операции прибегают, когда необходимо придавать такую прочность, например, ножу, чтобы им можно было разрезать стекло.
Чаще всего закалке подвергают режущие инструменты. Стоит отметить, что термообработка им проводится не только, когда требуется повышение твердости, но и когда необходимо уменьшить эту характеристику. При слишком маленькой твердости режущей частью станет сложно пользоваться, она станет заминаться. При очень высокой – станет крошиться под нагрузкой.
При очень высокой – станет крошиться под нагрузкой.
Когда возникла потребность увеличения прочности изделия, то не нужно расстраиваться — закалка стали в домашних условиях сможет помочь. Вам не потребуется особое оборудование и специальный инструмент. Но стоит понимать, что этой процедуре не поддадутся стали с малым процентным содержанием углерода (малоуглеродистые). Инструментальная и углеродистая стали обрабатываются с легкостью.
Что такое закалка?
Технология подразумевает осуществление термической обработки железа. Он включает в себя нагрев до определенных температурных значений, при которых происходят изменения в структуре кристаллической решетки, а затем скорое охлаждение в жидкой среде (воде, масле). Цель – увеличение твердости.
Существует процедура, при которой температура нагрева не доводится до момента трансформации кристаллической решетки. В такой ситуации происходит фиксация состояния, характерное нагретому металлу. Такой эффект называется перенасыщенным твердым раствором.
Закалка с изменением решетки применяется для стали и ее сплавов. Для цветных металлов предусмотрена процедура без полиморфных изменений.
По завершении подобной процедуры стальной сплав будет иметь большую твердость, но появляется увеличенная хрупкость. Теряются свойства пластичности.
Для снижения излишней хрупкости после нагревания с изменениями кристаллической структуры используется другой процесс – отпуск. Он осуществляется меньшей температурой с последующим постепенным охлаждением заготовки. За счет этого в металле происходит снижение напряжений и понижается хрупкость.
Особенности технологического процесса
Закалка производится в 2 стадии. В первой заготовка нагревается до необходимой температуры, а во 2 – охлаждают. Различные типы металлов и сталей различаются друг от друга структурой. Из-за этого процесс термообработки отличается.
Провести закалку предлагают многие организации, но цена услуг будет не маленькой. Она станет зависеть от массы обрабатываемой заготовки.![]() По этой причине стоит проводить соответствующую термообработку металла в домашних условиях.
По этой причине стоит проводить соответствующую термообработку металла в домашних условиях.
Когда вы будете выполнять операцию своими силами, то чрезвычайно важно правильно проводить нагревание. При нагреве на поверхности детали не должны выявляться черные или голубые пятна. Правильный процесс нагрева сопровождается ярко-красной расцветкой металла. Разобраться с процедурой поможет видео, показывающее как проводить нагрев.
Для нагрева материала до необходимой температуры может использоваться:
- Специальную электрическую печь;
- Паяльную лампу;
- Открытый огонь от костра.
Выбирать источник нагрева следует исходя из того, до какого температурного значения следует нагревать заготовку.
Способ охлаждения следует подбирать также из особенностей металла, а также от желаемого конечного результата. К примеру, при необходимости закалки не всей заготовки, а лишь отдельной части, то охлаждать тоже необходимо точечно. Для этого подойдет струя воды.
Для этого подойдет струя воды.
Технология закалки может включать в себя охлаждение мгновенного, постепенного или многоступенчатого типа.
Процесс быстрого охлаждения предусматривает применение охлаждающей жидкости одного типа. Он подходит для закалки углеродистой или легированной стали. Чтобы охладить подобным образом потребуется одна подходящая емкость.
Когда требуется закалка другого типа стали или потребуется проводить отпуск, то используются двухступенчатые методы охлаждения. В таком случае нагретая заготовка на первом этапе помещается в резервуар с водой, а затем переносится в масло — минеральное или синтетическое, в котором осуществляется последующий процесс охлаждения. Но категорически запрещается сразу помещать нагретую деталь в масло, т. к. оно способно воспламеняться.
Для верного подбора режимов закалки разных типов сталей необходимо использовать соответствующие таблицы.
Для быстрорежущих сталей
Для легированных инструментальных сталей
Для углеродистых инструментальных сталей
Среда охлаждения
Достигнутый результат закалки во многом будет зависеть от схемы охлаждения. Различные стали, как было сказано выше, охлаждаются различными типами. Так, для низколегированных сталей используется вода или растворы, а для нержавеющих – масло и соответствующие растворы.
Различные стали, как было сказано выше, охлаждаются различными типами. Так, для низколегированных сталей используется вода или растворы, а для нержавеющих – масло и соответствующие растворы.
Важным моментом является то, что выбор среды для охлаждения должен учитывать то, что вода охлаждает деталь быстрее, чем масло. К примеру, вода 18°С может провести охлаждение сплава с температурой 600°С за 1 секунду. Масло же способно снизить температуру лишь на 150°С.
Для получения высокой твердости металла, процесс охлаждения осуществляется под потоком холодной воды. Еще чтобы увеличить эффект закалки можно приготовить соляные растворы. В воду добавляется примерно 10% соли. Также используется кислотные жидкости, содержащие минимум 10% кислоты, в основном серной.
Помимо охлаждающих жидкостей, важным моментом будет режим и скорость охлаждения. Температура обязана понижаться не менее 150°С/сек. Так, за три секунды температурное значение должно понизиться до 300°С. В последующем охлаждать можно при любой скорости, т. к. полученная структура в процессе скорого охлаждения в дальнейшем разрушаться не будет.
к. полученная структура в процессе скорого охлаждения в дальнейшем разрушаться не будет.
Обращаем внимание, что чрезмерно быстрый процесс охлаждения приведет к повышенной хрупкости. Этот момент необходимо учитывать во время самостоятельной закалки.
Можно выделить следующие методы для охлаждения:
- Использование единственной среды. Заготовка помещается в жидкость и полностью там охлаждается;
- В 2 средах. Используется масло и вода (солевые растворы). Углеродистые стали для начала охлаждаются с помощью воды, а после — в масле;
- Струйный метод. Заготовки охлаждаются под струей воды. Удобный способ для закалки отдельных участков;
- Ступенчатый способ с выдержкой температурных режимов.
Закалка стали на открытом огне
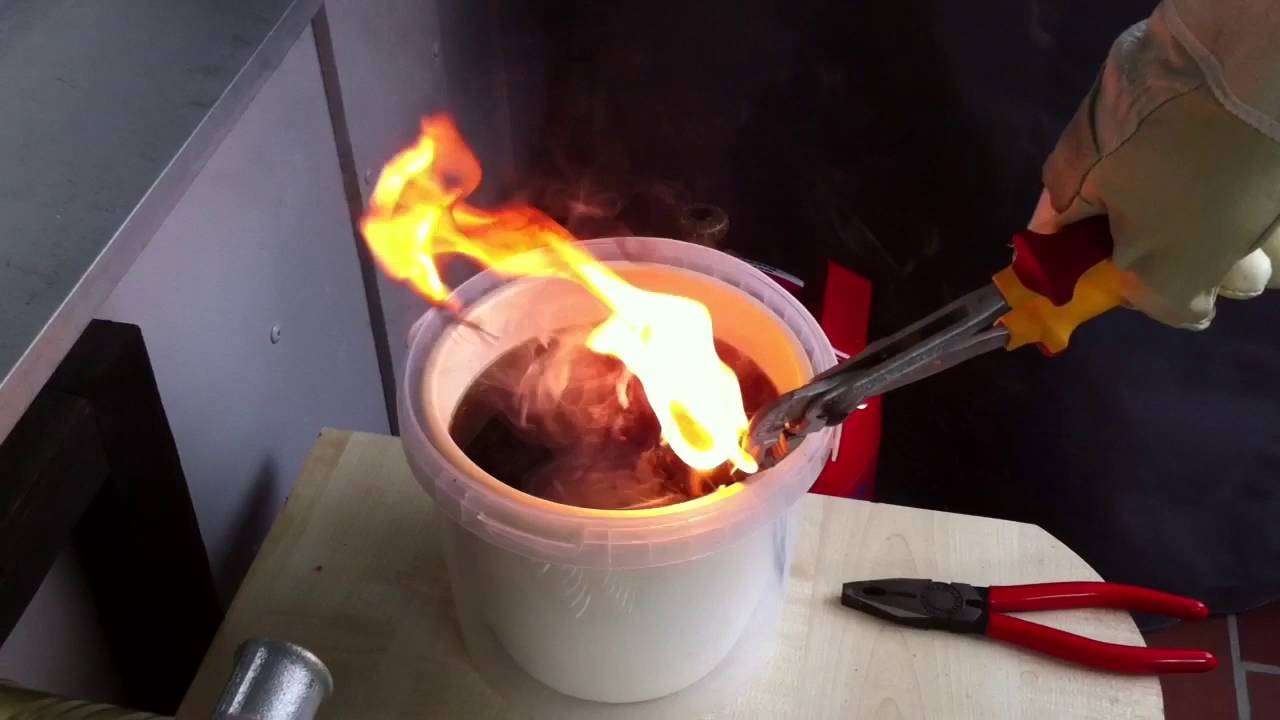
Как было сказано выше, закалить металл возможно дома, применяя для этого открытое пламя костра. Начинается все, конечно, с создания костра и подготовки большого объема раскаленных углей. Еще вам понадобятся 2 емкости. В первую наливается холодная вода, а в другую – масло (синтетика/минеральное).
Для извлечения раскаленного металла потребуются клещи или аналогичный инструмент. После того как инструмент подготовлен и образовано достаточное количество угля, можно укладывать заготовки.
Расцветка находящихся в костре углей способна сигнализировать об их температуре. Наиболее горячими являются обладающие ярко-белым оттенком. Необходимо наблюдать и за цветом огня в костре. Он также сигнализирует о степени нагрева внутренней части. Оптимальной ситуацией является окрас пламени малиновых тонов, а не белых. Последний случай говорит о чрезмерно высокой температуре костра. Имеется риск перегрева.
Каким становится цвет прогреваемого железа тоже следует наблюдать с внимательностью. Не стоит допускать, чтобы на режущей кромке образовывались темные пятна. Если металл посинел, то это значит, что он чрезмерно стал мягким и пластичным. Достигать этого состояния не стоит.
После завершения прокалки до необходимого уровня, можно начинать последующую стадию охлаждения. Для начала заготовка помещается в резервуар с маслом. Делается это в несколько заходов с интервалом в три секунды, с максимальной резкостью. Промежуток между опусканием потихоньку необходимо увеличивать. После утраты сталью яркости возможно начинать процесс охлаждения в воде.
Для начала заготовка помещается в резервуар с маслом. Делается это в несколько заходов с интервалом в три секунды, с максимальной резкостью. Промежуток между опусканием потихоньку необходимо увеличивать. После утраты сталью яркости возможно начинать процесс охлаждения в воде.
Когда деталь охлаждается в воде требуется осторожность. На ее поверхности могут оставаться масляные капли, которые могут воспламениться. Также после погружения детали вода должна перемешиваться – для сохранения прохлады. Наглядно изучить процесс возможно на видео.
Для термообработки отдельных сортов стали и цветных металлов температуры открытого пламени костра не будет хватать, т.к. не сможет прогревать железо до 9000 градусов. Для этого необходимо использование особых печей – муфельных или электрических. Изготовление дома электрического вариант – непростое мероприятие, а муфельное оборудование создать можно.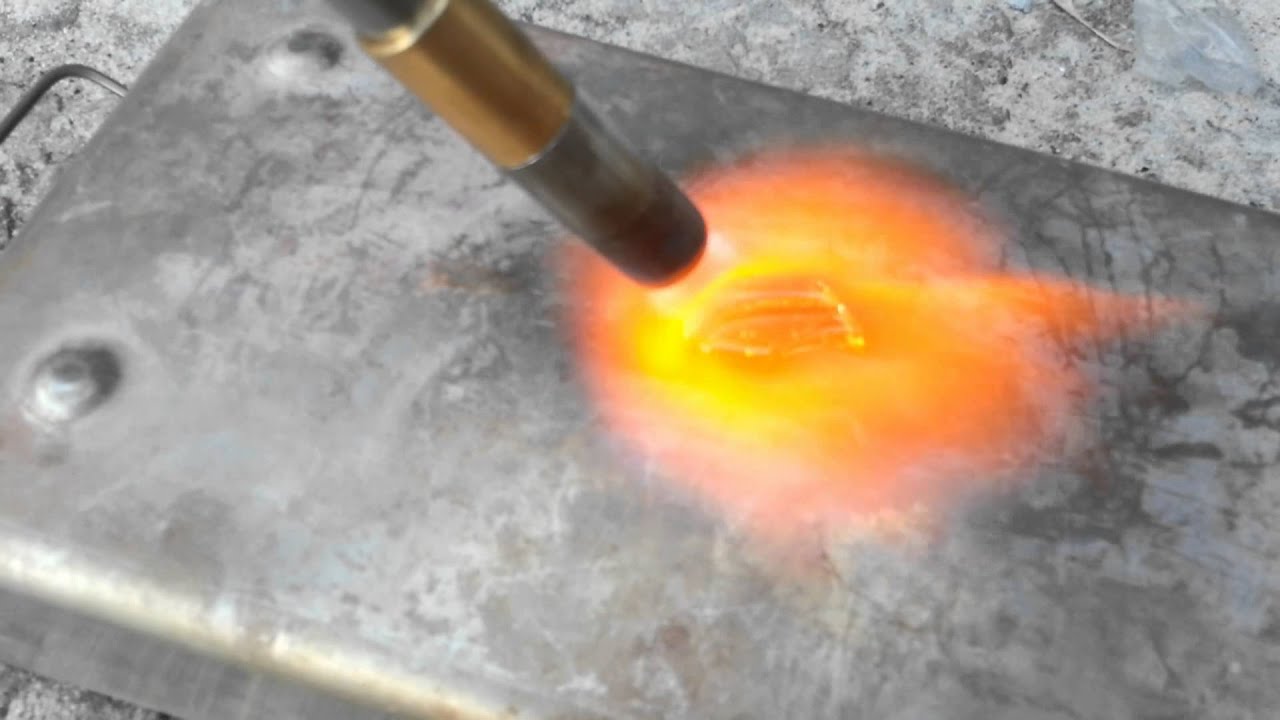
Камера для закалки своими руками
Если изготовить муфельную печь в домашних условиях, то она позволит закалять особые сорта стали. Главным элементом, который понадобится для сборки – огнеупорная глина. Ею нужно будет покрыть внутреннюю часть печки. Толщина покрытия должна быть до 1 см.
Для создания необходимой формы и габаритов рекомендуется заранее подготовить картонную форму, которая пропитана парафином. На ней станет размещаться глина. Она разводится с водой. Далее густой однородной массой обмазывается изнаночная сторона картонной заготовки. Картон самостоятельно будет отставать по высыханию. Металлическая заготовка будет помещаться внутрь в отверстие, закрываемое дверцей (также из глины).
Камера и дверца должны сначала просушиться на открытом воздухе, а затем дополнительно – с температурой в 100°С. Затем обжигаются в печке с постепенным подъемом температуры до 900°С. По завершении обжига и остывания элементы соединяются.
Готовая камера обматывается нихромовой проволокой. Ее диаметр – 0,75 мм. Первый и последние слои скручиваются между собой. При наматывании необходимо оставлять зазоры между витками. Они также должны заполняться глиной для исключения замыканий. После высыхания глины с изоляцией и проволокой поверхность вновь покрывается глиной. Толщина составляет около 12 см.
Ее диаметр – 0,75 мм. Первый и последние слои скручиваются между собой. При наматывании необходимо оставлять зазоры между витками. Они также должны заполняться глиной для исключения замыканий. После высыхания глины с изоляцией и проволокой поверхность вновь покрывается глиной. Толщина составляет около 12 см.
Когда поверхностный слой высохнет, камера должна поместиться в металлический корпус. Зазор между металлом и глиняной камерой заполняет асбестовая крошка. Для обеспечения доступа к внутреннему пространству корпус из металла также должен обладать дверью, отделанной внутри плиткой из керамики. Любые остающиеся зазоры необходимо заделывать глиной и крошкой.
Нихромовая проволока выводится с тыльной стороны каркаса. К ней будет подводиться электрическое напряжение. Для контроля за температурой и процессами внутри на лицевой части можно сделать пару отверстий по 1-2 см.
Подобное самодельное изделие позволит вам своими силами закалять любые инструменты из стали, требующей повышенной температуры (до 950°С). Вес его будет составлять примерно 10 кг. К тому же оно позволит существенно сэкономить на серийных моделях, которые довольно дорогостоящие.
Вес его будет составлять примерно 10 кг. К тому же оно позволит существенно сэкономить на серийных моделях, которые довольно дорогостоящие.
Как лучше закалить металл — Морской флот
Процесс термической металлообработки кажется сложным. Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно самому закалить деталь или сверло или вал в домашних условиях в масле.
Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой.
Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой.
Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Так не каждый как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав.
Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом.
 И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости. - Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
 И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
- количество примесей;
- степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа.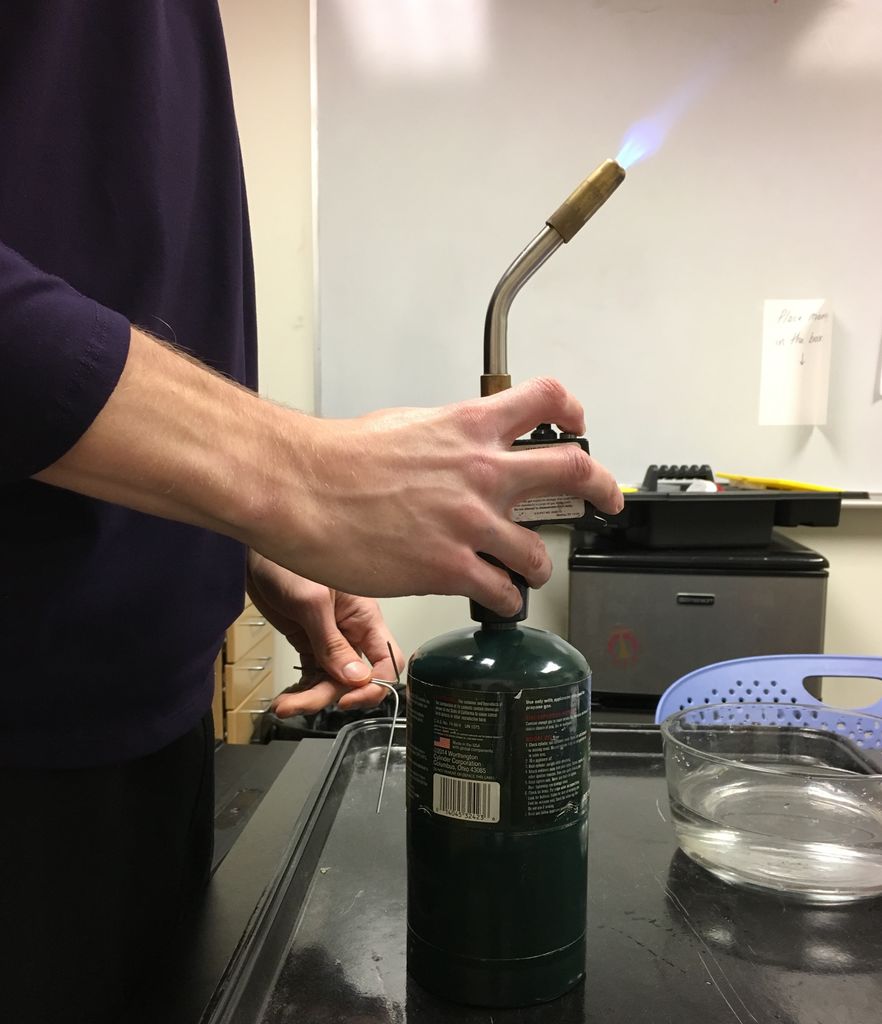 На поверхности не должно образовываться черных или иного цвета пятен.
На поверхности не должно образовываться черных или иного цвета пятен.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд.
Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске следует охлаждать постепенно – сперва водой, а затем маслом.
И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой – от 55 до 63;
- мелкие шестеренки в машинух – от 52 до 58;
- наконечники, инструменты для дрели, сверла – от 60 и выше.

Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая – для ножей, медицинских инструментов, ножниц, лезвий;
- средняя – для топоров, пил, дисков для распиловки дерева;
- высокая – для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
- нагрев – медленный и постепенный;
- образование темных пятен на поверхности говорит о быстром перегреве;
- дождитесь насыщенного алого цвета;
- режим отпуска должен соответствовать степени закала.

Последний совет можно выполнить, если ознакомиться с таблицей:
| закалка в градусах цельсия | отпуск |
| 1200 | 390 |
| 380 | |
| 1100 | 370 |
| 360 | |
| 1050 | 350 |
| 340 | |
| 980 | 330 |
| 320 | |
| 930 | 310 |
| 300 | |
| 870 | 290 |
| 810 | 280 |
| 270 | |
| 760 | 260 |
| 250 | |
| 700 | 240 |
| 230 | |
| 650 | 220 |
| 210 | |
| 600 | 200 |
Это оборудование можно купить или сделать самостоятельно. Это специальная печь, позволяющая достигать высоких температур. Посмотрим, можно ли ее сделать дома. |
Инструкция по изготовлению простого горна
- Купите шамотный кирпич, он устойчив к нагреву до 2500 градусов.
- Внутри трубы – цилиндр диаметром около 10 см.
- Снаружи кирпичная облицовка.
- Для укрепления используйте стальные уголки.
- Сверху цилиндра, посередине горна установите чугунный колосник.
- К трубе снизу прикрепите вентилятор и заглушку, чтобы очищать золу.
- Оборудуйте систему вентилями, чтобы можно было при необходимости прочистить ее.
- Поставьте новое оборудование на ножки по росту мастера.
Как самому накалить металл
Инструкция по использованию печи:
Возможность процедуры дома
Посмотрим на видео, как закалка произведена дома самостоятельно без дополнительного оборудования:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Оборудование и особенности закалки
Дома могут быть использованы:
- электрическая или муфельная печь;
- паяльник;
- большой костер на улице.
Выбор нужно осуществлять согласно размерам детали и типу сплава, максимальной температуре нагрева.
Повышение твердости на открытом огне
Если вы не хотите делать горн с поддувом, можно использовать обычный мангал или камин, посмотрим, как это делают на видео:
В статье мы рассказали, как сделать закаленную сталь. Так как процедура сопряжена с риском, просим соблюдать технику безопасности.
Что и говорить, бывают у производителей всякого рода режущего, колющего и строгающего инструмента огрехи в закалке металла. И часто можно услышать, как, например, хозяин какого-нибудь топора вздыхает: «Эх, не то пошло железо! Вот старики инструмент делали — это да! А сейчас. »
И часто можно услышать, как, например, хозяин какого-нибудь топора вздыхает: «Эх, не то пошло железо! Вот старики инструмент делали — это да! А сейчас. »
И действительно, убедившись на собственном опыте, могу подтвердить: часто лезвие топора современного производства то недокалено (заминается), то, наоборот, перекалено (выкрашивается). Досадно! Причем проверить качество закалки при покупке практически невозможно. Да, с определенной степенью точности можно узнать, как закален ваш ручной инструмент, проведя по режущей кромке напильником.
- Если напильник очень сильно «липнет» к металлу, почти сто процентов вероятности — недокал, кромка будет слишком мягкой (и не будет держать заточку).
- Если напильник будет «отскакивать» от поверхности, «гладить» ее, ваша рука не будет при нажатии встречать никакого сопротивления, — это, скорее всего, перекал. Кромка лезвия будет выкрашиваться, более того, инструмент при усилии на изгиб может сломаться.
Согласитесь, пользоваться в работе было бы крайне неудобно как изделием из пластилина, так и из стекла — один мнётся, второе ломается.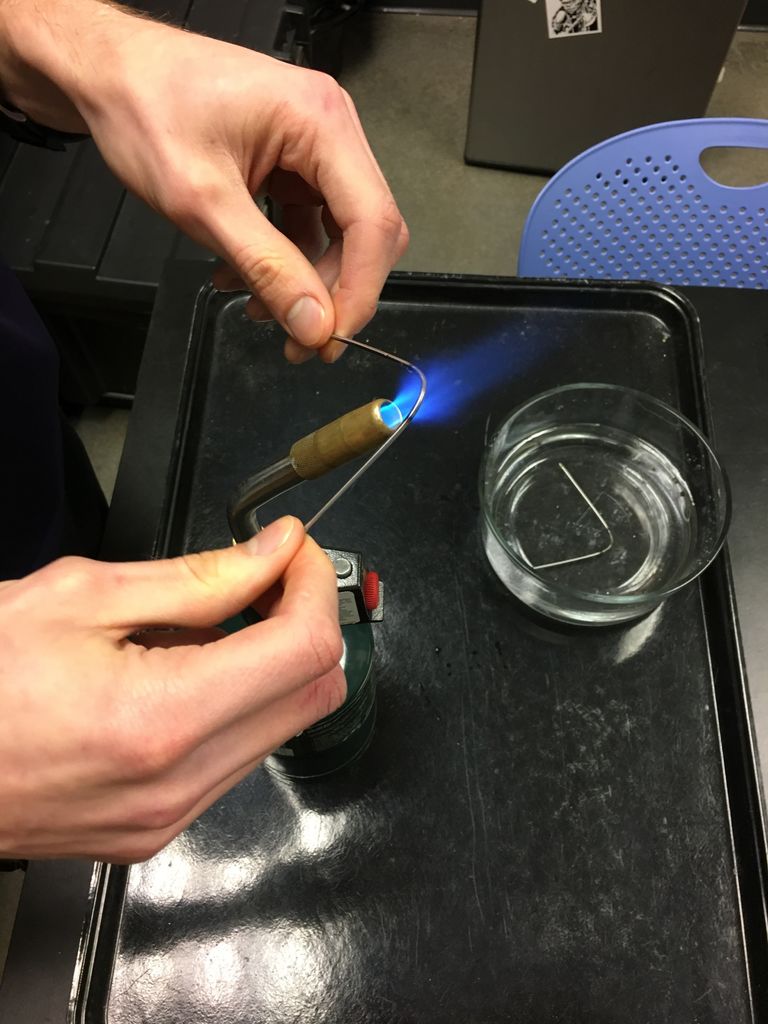 Проблема в том, что продавец не позволит вам «строгать» напильником еще не купленный инструмент. И не примет обратно «построганный».
Проблема в том, что продавец не позволит вам «строгать» напильником еще не купленный инструмент. И не примет обратно «построганный».
Как же быть, если вы купили инструмент некачественной закалки? Выбрасывать? Продолжать пользоваться, сетуя на брак? Ни первое, ни второе!
Вы можете закалить металл в дачных условиях.
- Для этого потребуется костер с солидным количеством углей и две емкости. Одна — с машинным маслом (автол, дизельное, моторное, отработка), вторая — с колодезной водой. И подумайте, чем вы будете держать раскаленное железо. Идеальный вариант — кузнечные клещи. Их у вас нет? Придумайте же что-нибудь!
Итак, будем считать, что вы готовы. Кладите инструмент в костер, на угли! Чем они белее, тем выше их температура. И контролируйте процесс. Цвет поверхности инструмента в месте закаливания должен быть ярко-малиновым, но ни в коем случае не белым! Если вы перегреете металл, он может просто «сгореть». Следите за тем, чтобы цвет распределялся равномерно, на закаливаемой кромке не должно быть темных участков.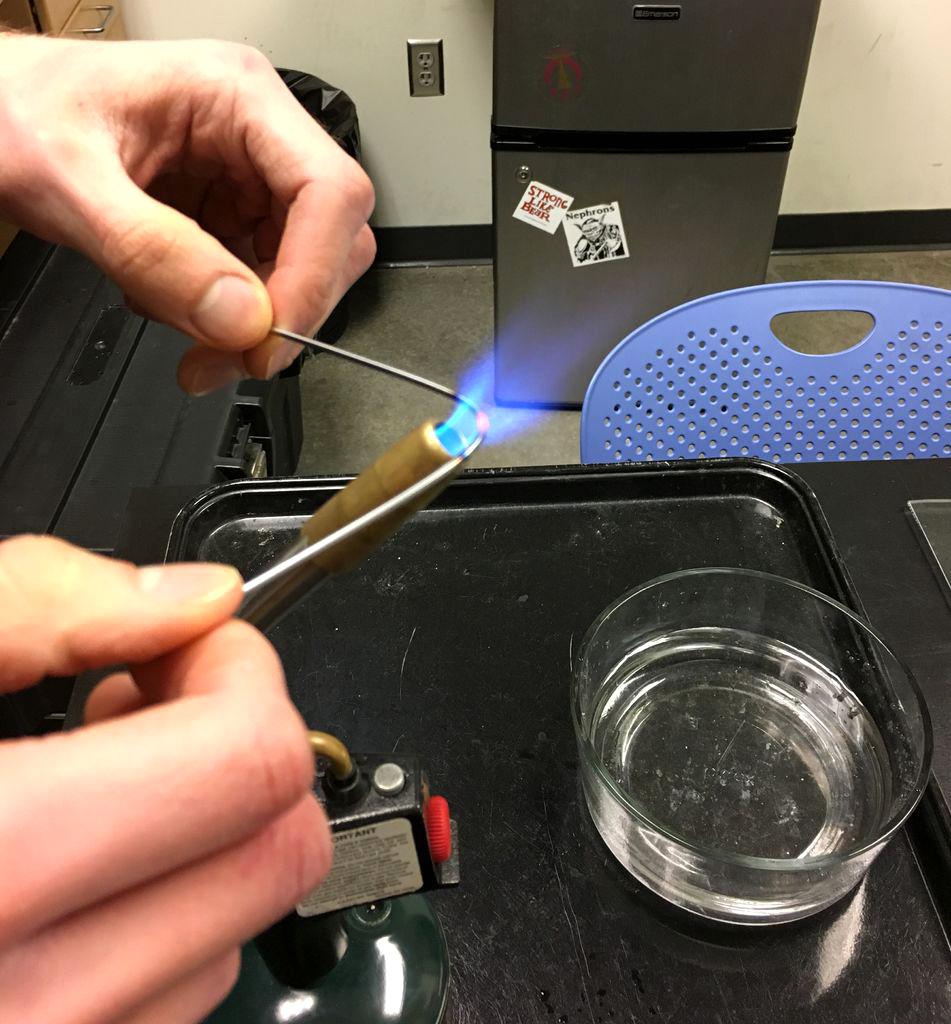
Если цвет будет недостаточно ярким — «синюшным», то вы «отпустите» сталь, она будет мягкой. Ни разу не замечали, что какие-нибудь «железяки» после костра становятся очень мягкими (слишком пластичными)? Кстати, так можно «размягчить» сталистую проволоку: сильно нагреть и дать ей медленно остыть. И не старайтесь добела накалить весь инструмент: вам же нужно закалить только режущую кромку! Сначала в огонь, потом в масло и в воду
Фото: pixabay.com
Что ж, представим себе, что закаливаемый инструмент «созрел». Ну, так хватаем его и окунаем в емкость с маслом, чуть «побулькивая» им! Секунды три-четыре, затем резко вынули, секунды две подождали и снова резко отпустили в масло и «побулькали» уже чуть дольше — секунд пять-шесть (до «синюшного» цвета). И тут же — в емкость с водой до полного остывания. Желательно «помешать» воду закаливаемым инструментом для более резкого охлаждения.
- Будьте осторожны: масло на «железяке», когда вы ее вытащите в первый раз из масляной емкости, может вспыхнуть!
Вот такой процесс. Если вы все сделаете правильно — качественная закалка металла вам гарантирована. Разумеется, таким способом нельзя превратить «сырец» из вторчермета в первосортную сталь. Но хотя бы закалка будет нормальной.
Если вы все сделаете правильно — качественная закалка металла вам гарантирована. Разумеется, таким способом нельзя превратить «сырец» из вторчермета в первосортную сталь. Но хотя бы закалка будет нормальной.
Этому способу меня научил старый кузнец дядя Коля, и до сих пор я на качество своей закалки не жаловался. Слышал, кто-то использует вместо масла обыкновенный кипяток. Не знаю, попробуйте! Только учтите, что много раз повторять процедуру закалки одного и того же «объекта» вредно: металл «устает», теряет свойства, и потом — только переплавка…
Улучшайте ваш инструмент, уважаемые читатели! И не забудьте присказку: острый топор — половина работы. Хорошей вам закалки!
Термическая обработка металла проводится на протяжении многих веков. Она позволяет существенно повысить эксплуатационные свойства материала, изменить некоторые свойства. Закалка — разновидность термической обработки. Еще до появления огнестрельного оружия клинки усиливались закаливанием используемого металла при их изготовлении. Сегодня в домашних условиях можно закалить болт, топор, зубило, клинок, проволоку и многие другие изделия. Стоит рассмотреть подробнее, как можно закалить металл в домашних условиях, и какие при этом могут возникнуть сложности.
Сегодня в домашних условиях можно закалить болт, топор, зубило, клинок, проволоку и многие другие изделия. Стоит рассмотреть подробнее, как можно закалить металл в домашних условиях, и какие при этом могут возникнуть сложности.
Суть закалки металлических изделий
Для того чтобы правильно закалять железо и другие металлы, следует рассмотреть суть этого процесса.
К особенностям этой разновидности термообработки можно отнести следующее:
- Закаливать — это значит, нагревать материал до температуры, которая может изменить структуру. У металлов структура представлена кристаллической решеткой.
- Процесс предусматривает также охлаждение материала, для чего может использоваться масло или вода.
Целью подобной термической обработки является увеличение твердости структуры стали или другого сплава.
С закалкой также связан процесс, получивший название отпуск. Он проводится для того, чтобы снизить хрупкость структуры после термической обработки. Отпуск проводится при более низкой температуре, а на охлаждение уходит намного больше времени. Важность этого процесса велика, иначе в структуре могут образовываться серьезные дефекты.
Отпуск проводится при более низкой температуре, а на охлаждение уходит намного больше времени. Важность этого процесса велика, иначе в структуре могут образовываться серьезные дефекты.
Какие металлы можно закалить
Следует учитывать, что не все металлы подходят для подобной термической обработки. Очень часто проводится улучшение физико-механических качеств конструкционных сталей, к примеру, стали 45, а также некоторых легированных сплавов (65Г, У7Х).
Алюминий и многие другие цветные сплавы подвергаются термической обработке, при которой кристаллическая решетка остается неизменной. Это можно достичь путем нагрева до невысоких температур с последующим быстрым охлаждение в различной среде.
Особенности технологии
Можно выделить 3 основных этапа термической обработки стали:
- Отжиг. Для начала проводится нагрев структуры до температуры, которая выбирается в зависимости от типа закаливаемого материала (для У7 +780°С). После нагрева металл оставляют в печи для медленного охлаждения.
- Закалка. После выполнения отжига наступает этап закалки. В зависимости от типа металла температура нагрева может варьировать в пределах +800…+1000°С и выше. В домашних условиях можно достигнуть лишь показателя +800°С или чуть выше. Нагрев проводится до момента, пока металл не станет полностью красным, при этом графит и вся кристаллическая решетка перестраивается. Охлаждение может проходить в воде, но лучше использовать масло, что позволит снизить вероятность появления серьезных дефектов в структуре. При этом следует учитывать, что при нагреве масла может образовываться дым и другие продукты горения, которые вредны для человека.
- Отпуск. За счет отпуска можно существенно снизить хрупкость структуры, при этом изделие выдерживается в духовке на протяжении 1 часа или более при температуре не выше +320°С. Важно учитывать, что на этом этапе не должно происходить перестроение кристаллической решетки, т. к. сильный нагрев может привести к снижению твердости поверхностного слоя.
 После нагрева металл оставляют в печи для медленного охлаждения.
После нагрева металл оставляют в печи для медленного охлаждения.
Закалка ножа в домашних условиях осуществима, этого потребуется обычная печь, место для проведения работы, а также емкость с маслом или водой для охлаждения металла.
Много внимания уделяется выбору способа охлаждения стали. Различают следующие методы:
- Применение одной среды.
- Охлаждение при использовании двух жидкостей.
- Струйный метод снижения температуры поверхности металла.
- Метод ступенчатого охлаждения, применяемый для снижения напряжений в структуре материала.
При проведении закалки в домашних условиях следует учитывать, что слишком быстрое охлаждение становится причиной повышенной хрупкости структуры. Важно обеспечивать равномерное охлаждение, что позволяет получить равномерную структуру.
При работе с раскаленной сталью следует соблюдать осторожность. Нельзя проводить подобные работы вблизи легковоспламеняющихся материалов.
 youtube.com/embed/IO5zYCOTJjA»/>
youtube.com/embed/IO5zYCOTJjA»/>
улучшение свойств ножа, зубила и топора
Термическая обработка металла проводится на протяжении многих веков. Она позволяет существенно повысить эксплуатационные свойства материала, изменить некоторые свойства. Закалка — разновидность термической обработки. Еще до появления огнестрельного оружия клинки усиливались закаливанием используемого металла при их изготовлении. Сегодня в домашних условиях можно закалить болт, топор, зубило, клинок, проволоку и многие другие изделия. Стоит рассмотреть подробнее, как можно закалить металл в домашних условиях, и какие при этом могут возникнуть сложности.
Суть закалки металлических изделий
Для того чтобы правильно закалять железо и другие металлы, следует рассмотреть суть этого процесса.
К особенностям этой разновидности термообработки можно отнести следующее:
- Закаливать — это значит, нагревать материал до температуры, которая может изменить структуру. У металлов структура представлена кристаллической решеткой.
- Процесс предусматривает также охлаждение материала, для чего может использоваться масло или вода.
Целью подобной термической обработки является увеличение твердости структуры стали или другого сплава.
С закалкой также связан процесс, получивший название отпуск. Он проводится для того, чтобы снизить хрупкость структуры после термической обработки. Отпуск проводится при более низкой температуре, а на охлаждение уходит намного больше времени. Важность этого процесса велика, иначе в структуре могут образовываться серьезные дефекты.
Какие металлы можно закалить
Следует учитывать, что не все металлы подходят для подобной термической обработки. Очень часто проводится улучшение физико-механических качеств конструкционных сталей, к примеру, стали 45, а также некоторых легированных сплавов (65Г, У7Х).
Алюминий и многие другие цветные сплавы подвергаются термической обработке, при которой кристаллическая решетка остается неизменной. Это можно достичь путем нагрева до невысоких температур с последующим быстрым охлаждение в различной среде.
Это можно достичь путем нагрева до невысоких температур с последующим быстрым охлаждение в различной среде.
Особенности технологии
Можно выделить 3 основных этапа термической обработки стали:
- Отжиг. Для начала проводится нагрев структуры до температуры, которая выбирается в зависимости от типа закаливаемого материала (для У7 +780°С). После нагрева металл оставляют в печи для медленного охлаждения.
- Закалка. После выполнения отжига наступает этап закалки. В зависимости от типа металла температура нагрева может варьировать в пределах +800…+1000°С и выше. В домашних условиях можно достигнуть лишь показателя +800°С или чуть выше. Нагрев проводится до момента, пока металл не станет полностью красным, при этом графит и вся кристаллическая решетка перестраивается. Охлаждение может проходить в воде, но лучше использовать масло, что позволит снизить вероятность появления серьезных дефектов в структуре.
- Отпуск. За счет отпуска можно существенно снизить хрупкость структуры, при этом изделие выдерживается в духовке на протяжении 1 часа или более при температуре не выше +320°С. Важно учитывать, что на этом этапе не должно происходить перестроение кристаллической решетки, т. к. сильный нагрев может привести к снижению твердости поверхностного слоя.

Закалка ножа в домашних условиях осуществима, этого потребуется обычная печь, место для проведения работы, а также емкость с маслом или водой для охлаждения металла.
Много внимания уделяется выбору способа охлаждения стали. Различают следующие методы:
- Применение одной среды.
- Охлаждение при использовании двух жидкостей.
- Струйный метод снижения температуры поверхности металла.
- Метод ступенчатого охлаждения, применяемый для снижения напряжений в структуре материала.

При проведении закалки в домашних условиях следует учитывать, что слишком быстрое охлаждение становится причиной повышенной хрупкости структуры. Важно обеспечивать равномерное охлаждение, что позволяет получить равномерную структуру.
При работе с раскаленной сталью следует соблюдать осторожность. Нельзя проводить подобные работы вблизи легковоспламеняющихся материалов.
основные этапы закалки режущей кромки в домашних условиях (инструкция + видео)
Как закалить металл током с помощью графитового порошка. Электрическая закалка.
Тема: как можно самому закалить нож с помощью электрического тока.
Известно, что металл можно закалять, это придаёт ему дополнительную прочность. Закалка подразумевает под собой нагрев металла до определенной температуры с последующим охлаждением. Этот процесс меняет внутреннюю структуру металла, что делает его более крепче. Хотя вместе с этим металл лишается другого своего свойства, а именно гибкости, пластичности. Тут уж выбор за вами, что нужно от металла, его повышенная прочность (но при этом увеличивается и хрупкость) или гибкость (уменьшается жесткость).
Этот процесс меняет внутреннюю структуру металла, что делает его более крепче. Хотя вместе с этим металл лишается другого своего свойства, а именно гибкости, пластичности. Тут уж выбор за вами, что нужно от металла, его повышенная прочность (но при этом увеличивается и хрупкость) или гибкость (уменьшается жесткость).
Классическим способом закалки металлов является обычная термическая обработка в пламени, раскаленных углях, газовых печах и т.д. Но ведь температуру можно увеличить и за счёт электрического тока. Закалка делается равномерной. Чтобы это обеспечить существует один интересный способ с использованием графитового порошка. Как известно, графит достаточно хорошо проводит электрический ток, в добавок к этому он устойчив к высокой температуре. Именно эти два качества графита позволяют делать закалку металла электрическим током, используя графитовый порошок.
Я решил попробовать сделать электрическую закалку небольшого металлического ножичка (самодельного) и организовал следующее.
Для закалки металла электрическим током нужен достаточный ток. Сечение вторичной обмотки на моё трансформаторе было около 1,5 мм. Но для более крупных ножей лучше чтобы сечение также было побольше. Далее я взял металлическую подложку, на которую насыпал графитовый порошок. Порошок можно самому сделать из куска графита (крупным напильником сточить любую графитовую щетку от электродвигателя). К этой подложке я подсоединил один из проводов, идущих от вторичной обмотки трансформатора. Второй же провод я подсоединил к самому ножу, который и закаливал. Сечение этих проводов также должно быть не менее 1,5 мм.
Сама электрическая закалка ножа током делалась следующим образом. Подав напряжение на трансформатор я взял ножик и осторожно начал его острием водить по графитовому порошку. Между острием ножа и порошком графита начали проскакивать множество небольших искр, что свидетельствует об электрическом контакте цепи. Я следил также за тем, чтобы во время вождения ножа по графитовому порошку у меня не было прямого соприкосновения ножа с металлической подложкой. Такое соприкосновение создало бы короткое замыкание. Особо страшного тут ничего бы не произошло, но лучше этого не допускать. В результате острие ножа постепенно нагревалось. Это и было доказательством того, что данный способ закалки металла работает нормально, если всё делать правильно.
P.S. Хочу предупредить тех кто не особо знаком с электротехникой. При подобных работах нужно соблюдать технику электрической безопасности. Напряжение около 100 вольт достаточно опасно для жизни человека. Да и токи при таких работах не малые, что может вызвать термические ожоги.
Что такое закалка металла?
Один из видов термообработки — закалка металла. Она состоит из нескольких этапов, выполняемых в определенной последовательности:
- Нагрев металла до определенной температуры. Выдержка для выравнивания по всей глубине детали.
- Быстрое охлаждение.
- Отпуск для снятия напряжений и коррекции твердости до заданного значения.
В процессе изготовления сложные детали могут проходить несколько закалок разного вида.
По глубине обработки закалка делится на два вида:
- объемная;
- поверхностная.
В основном в машиностроении применяется объемная термообработка, когда деталь прогревается на всю глубину. В результате резкого охлаждения, после завершения термообработки твердость внутри и снаружи отличается всего на несколько единиц.![]()
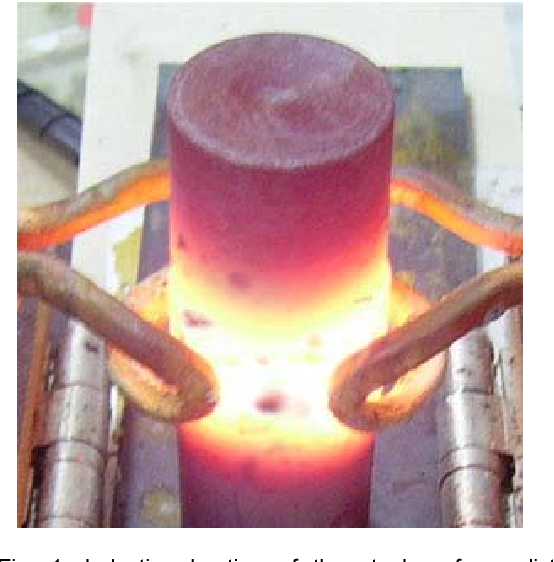
Поверхностная закалка применяется для деталей, которые должны быть твердые сверху и пластичные внутри. Индуктор прогревает сталь на глубину 3–20 мм и сразу за ним расположен спрейер, поливающий горячий металл водой.
Сталь нагревается до состояния аустенита. Для каждой марки своя температура, определяемая по таблице состояния сплавов железо-углерод. При резком охлаждении углерод остается внутри зерна, не выходит в межкристаллическое пространство. Превращение структуры не успевает происходить, и внутреннее строение содержит перлит и феррит. Зерно становится мельче, сам металл тверже.
Какие стали можно закаливать?
При нагреве и быстром охлаждении внутренние изменения структуры происходят во всех сталях. Твердость повышается только при содержании углерода более 0,4%. Ст 35 по ГОСТ имеет его 0,32 – 0,4%, значит может «подкалиться» — незначительно изменить твердость, если углерод расположен по верхнему пределу.
Закаливаемыми считаются стали, начиная от СТ45 и выше по содержанию углерода. В то же время закалка нержавеющей стали с низким содержанием углерода типа 3Х13 возможна. Хром и некоторые другие легирующие элементы заменяют его в кристаллической решетке и повышают прокаливаемость металла.
В то же время закалка нержавеющей стали с низким содержанием углерода типа 3Х13 возможна. Хром и некоторые другие легирующие элементы заменяют его в кристаллической решетке и повышают прокаливаемость металла.
Высоколегированные углеродистые стали содержат вещества, ускоряющие процесс охлаждения и повышающие способность стали к закалке. Для них требуется сложная ступенчатая система охлаждения и высокотемпературный отпуск.
Температура и скорость нагрева
Температура нагрева под закалку повышается с содержанием в стали углерода и легирующих веществ. Для Ст45 она, например, 630–650⁰, Ст 90ХФ — более 800⁰.
Высокоуглеродистые и высоколегированные стали при быстром нагреве могут «потрещать» — образовать на поверхности и внутри мелкие трещины. Их нагревают в несколько этапов. При температурах 300⁰ и 600⁰ делают выдержку. Кроме выравнивания температуры по всей глубине, происходит структурное изменение кристаллической решетки и переход к другим видам внутреннего строения.
Свойства стали после закалки
После закалки деталей происходят структурные изменения, влияющие на технические характеристики металла:
- увеличивается твердость и прочность;
- уменьшается зерно;
- снижается гибкость и пластичность;
- повышается хрупкость;
- увеличивается устойчивость к стиранию;
- уменьшается сопротивление на излом.
На поверхности каленой детали легко получить высокий класс чистоты. Сырая сталь не шлифуется, тянется за кругом.
Закалка ножа — описание технологического процесса и последовательность действий
О незаменимости ножа говорить не приходится. Он есть в каждом доме, и пользуемся мы этим предметом каждый день. Интересно еще и то, что это приспособление является неотъемлемой частью человеческого быта уже тысячи лет, несмотря на это, потребность в нем не уменьшается.
И тогда, и сейчас, человека беспокоил один и тот же вопрос – обработка металла. Сейчас этим больше занимаются при создании лезвий, но закалка ножа интересует и владельцев тоже, хоть и не многих.
Краткое содержимое статьи:
Особенности
Классический процесс закалки стали всегда сопровождался высокими температурами, в которых происходило полиморфное преобразование стали. При этом, нагрев всегда сопровождался резкими скачками температур, ведь на определенном этапе, сталь всегда охлаждали в воде.
Температуры воздействовали на структуру металла, поскольку при ее сильном повышении менялась структура кристаллической решетки на его поверхности, а резкий перепад температуры, который производился за счет воды, укреплял ее. В этом плане технология закалки ножей сегодня не сильно стала отличатся от той, которая применялась к мечам и клинкам тысячу лет назад.
У такой технологии всегда был один серьезный минус. При резкой смене температуры металл становился намного тверже, но в то же время, сильно страдал в плане прочности.
Если это является проблемой, нужно все так же нагревать металл, но после этого постепенно снижать его температуру. В таком случае сталь не будет становиться достаточно хрупкой.
В таком случае сталь не будет становиться достаточно хрупкой.
Если вы занялись закалкой ножей в домашних условиях, то стоит знать, что далеко не каждый нож, который попадает вам в руки, подходит для испытания температурой.
Оптимально этот способ подходит для изделий, во время производства которых использовалась нержавеющая сталь. Это может быть высокое ее содержание, а может быть сплав, в составе которой будет нержавеющая сталь или никель, например. Такие ножи являются намного прочнее, чем их собратья из высокоуглеродистой стали.
Кроме того, закалка может проводиться по всей площади клинка, а может быть задействована на отдельной области, которая нуждается в увеличении прочности. Первый вид называется глобальным, второй был назван локальным.
Процесс цементации стали своими руками
При наладке процесса химико-термической обработки в домашних условиях выбирают метод цементации в твердой среде. Это связано с существенным упрощение задачи по оборудованию помещения. Как правило, твердый карбюризатор делается при использовании смеси бария или кальция с древесным углем, а также углекислого натрия. Соль измельчается до состояния порошка, после чего пропускается через сито.
Как правило, твердый карбюризатор делается при использовании смеси бария или кальция с древесным углем, а также углекислого натрия. Соль измельчается до состояния порошка, после чего пропускается через сито.
Цементация стали в твердом карбюризаторе
Рекомендации по созданию твердой смеси следующие:
- Первый метод заключается в использовании соли и угля, которые тщательно перемешиваются. Если использовать не однородную смесь, то есть вероятность образования пятен с низкой концентрацией углерода.
- Второй метод предусматривает применение древесного угля, которые поливается сверху солью, растворенной в воде. После этого уголь сушится до получения смеси с показателем влажности около 7%.
Для ножа и других изделий больше всего подходит второй метод получения карбюризатора, так как он позволяет получить равномерную смесь. Цементация стали в домашних условиях графитом также предусматривает создание смеси при применении нескольких технологий.
https://youtu. be/6Yx8BteoQr0
be/6Yx8BteoQr0
Цементация проводится в специальных ящиках, которые наполнены подготовленным карбюризаторов. Конструкция должна быть герметичной, для чего проводится заделывание щелей глиной. Достигать высокой герметичности рекомендуется по причине того, что при нагревании карбюризатора выделяются газы, которые не должны попасть в окружающую среду. Сам ящик следует изготавливать из жаропрочной стали, которая выдержит воздействие высокой температуры.
Процесс по проведению цементации стали в ящике в домашних условиях имеет следующие особенности:
- Деталь укладывается в ящик со смесью. Толщина слоя твердого карбюризатора выбирается в зависимости от размеров заготовки.
- Устанавливается печь.
- Начальный прогрев печи проводится до температуры 700 градусов Цельсия. Данный нагрев называют сквозным. Однородность цвета стали, из которого изготавливается ящик, говорит о возможности перехода к следующему этапу.
- Следующий шаг заключается в нагреве среды до требуемой температуры. Важно обеспечить равномерный нагрев поверхности деталей сложной формы, так как могут возникнуть существенные проблемы при неравномерном перестроении атомной структуры.
 Важно обеспечить равномерный нагрев поверхности деталей сложной формы, так как могут возникнуть существенные проблемы при неравномерном перестроении атомной структуры.
Важно обеспечить равномерный нагрев поверхности деталей сложной формы, так как могут возникнуть существенные проблемы при неравномерном перестроении атомной структуры.Цементация стали в ящике в домашних условиях
Сегодня есть возможность провести подобную процедуру и в домашних условиях, но возникают трудности с достижением требуемой температуры.
Отсутствие необходимого оборудования приводит к существенному снижению качества получаемых изделий, а также увеличения времени выдержки.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
 Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.
Свойства стали ж/д костылей и как увеличить её прочность
О свойствах стали железнодорожного костыля выдумывать небылицы нет смысла. Обыкновенная железяка под номером 3. Существует 2-а способа придать лезвию улучшенную твёрдость. Пригодны они для определённых марок стали. Информация свободно доступна в интернете, загадка – почему ею люди боятся воспользоваться?
Пригодны они для определённых марок стали. Информация свободно доступна в интернете, загадка – почему ею люди боятся воспользоваться?
Неужели, проще написать негативный отзыв, чем изучить дополнительный метод закалки стали. Начнём со способа попроще.
Железнодорожный костыль.
Закалка режущей кромки ножа графитом
Способ позволяет увеличить твёрдость режущей кромки. Понадобится: графит, металлическое основание и импульсный сварочный аппарат. Графит добыть проще из щёточного электродвигателя или пальчиковых батареек. От карандаша не вариант, содержит много добавок:
- Графит необходимо довести до порошкового состояния.
- В качестве металлического основания используйте плоскую ёмкость с небольшим углублением. Кусок строительного профиля – нормальный вариант.
- Необходимо засыпать в него графит и подключить плюс сварочного аппарата. К клинку – минус.
- Процесс заключается в проведении РК по кучке графита. Он будет искрить, возгорания допускать нельзя. Запрещено касание клинком профиля.
- Сильно опускать РК в графит не нужно, необходимо аккуратно поводить лезвием по кучке.
 Запрещено касание клинком профиля.
Запрещено касание клинком профиля.Процесс занимает немного времени, 5-7 минут. За это время необходимо успеть провести ножом несколько раз. Такой процесс называют – цементирование. Режущая кромка будет иметь твёрдость в 60-62 HRC.
Закалка клинка твёрдой термической обработкой
Принцип заключается в насыщении поверхности металла необходимым количеством углерода. При использовании высоких температур. Цементируемые стали приобретают высокую твёрдость. Насыщение быстрее происходит при высоких температурах.
Закалка клинка ножа.
Процесс изменяет фазовый состав и атомарную решётку изделия. Такую процедуру производят с различными изделиями. Ножи не исключение. Для цементации потребуется специальный порошок, состоящий из: бария, кальция и древесного угля. Все ингредиенты следует просеять через сито и тщательно перемешать:
- Для цементации клинка необходима огнеупорная форма, напоминающая ножны. В неё насыпается смесь.
- Клинок целиком погружаем в подготовленный порошок и у рукояти замазываем глиной. Она предотвратит утечку газов, и позволит детали нагреваться равномерно.
- Разогрев печь до 600-700 °C, туда помещается форма с клинком, постепенно повышая температуру до 1000-1100 °C.
 В неё насыпается смесь.
В неё насыпается смесь.Благодаря смеси солей и требуемому нагреву, происходят диффузные изменения в кристаллической решётке стали на атомном уровне. Держать при такой температуре следует 2-3 часа, для хорошего насыщения углеродом этого достаточно.
Достать изделие из печи и дать остыть на воздухе. Способ реально наилучший, не только РК пройдёт цементацию, но и весь клинок целиком. Минус процесса – время. Но результат превзойдёт все ожидания.
Предыдущая ИзготовлениеКак сделать нож из рессоры Следующая
ИзготовлениеНож из рапида своими руками
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
Закалка режущей кромки ножа графитом
Я расскажу и покажу вам простой способ закалки любого ножа у себя дома. И то, я буду закаливать не весь нож, а только его режущую кромку, что существенно упрощает задачу.
Если вдаваться в подробности, то это будет скорее не закалка, а цементация, которая имеет цель повысить твердость и износостойкость металла. Закалка режущей кромки ножа Берем нож.
Проходимся по кромке надфилем, при этом обращаем внимание на глуховатый звук и легкое стачивание металла. Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее.
Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее.
Для закалки понадобиться графит. Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей. В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.
Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.
Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.
Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус. Выставляем инвертор на минимальные настройки и включаем. Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке. Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.
К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус. Выставляем инвертор на минимальные настройки и включаем. Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке. Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.
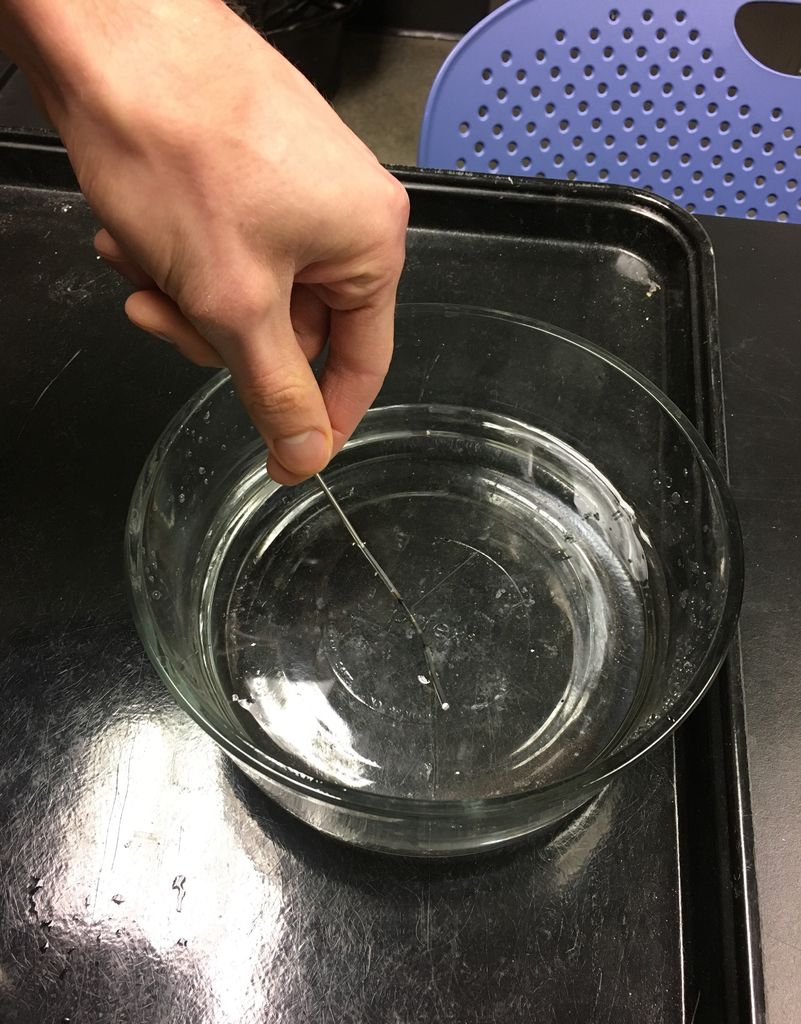
В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно. Как только вы заметили разогрев места контакта, тут же поднимите нож.
Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия. Результат закалки ножа
Берем надфиль и шаркаем лезвие как первый раз. Сразу слышно звонкий звук, свидетельствующий о высокой твёрдости металла. Плюс ко всему кромка практически не поддается обработке.
Режем стеклянную банку.
Насечки оставляет будь здоров! Стучим по стальному гвоздю.
Результат отменный – на ноже ни царапины.
В конце я разрубил гвоздь ножом, ударяя по нему молотком.
Нож не пострадал! Я не большой знаток в закалке стали, но способ действительно наглядно работает. Местные умельца говорят, что такая закалка повышает твердость участка металла почти до 90 единиц. Не могу не согласиться или опровергнуть, так как нет твердомера. Если у вас есть вопросы или предложения, а также замечания – пишите в комментариях. Всем удачи!
Смотрите видео процессы закалки ножа Источник
Вам может понравиться:
- Качественные кухонные ножи своими руками
- Высокоэффективный солнечный коллектор своими руками
- ЗАМЕТИЛИ ПЛЕСЕНЬ НА СТЕНЕ В КВАРТИРЕ – ЧТО ДЕЛАТЬ И…
- КАК В ГЕРМАНИИ СТРОЯТ ДОМА ЗА 2 ДНЯ
- Красивые и оригинальные новогодние поделки 2018
- Нож из дисковой пилы
- Стол и лавка из цельной доски
- Бюджетный ленточный шлифовальный станок
- Из всего этого, девушка создала невероятной красоты…
- Висячие сады или сад в горшке — очаровательные идеи…
- Необычные решения для обычной хрущевки: гостиная-кухня
- Блок питания на стабилитроне и транзисторе
Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
Как правильно закалить металл в домашних условиях
Термическая обработка металла проводится на протяжении многих веков. Она позволяет существенно повысить эксплуатационные свойства материала, изменить некоторые свойства. Закалка — разновидность термической обработки. Еще до появления огнестрельного оружия клинки усиливались закаливанием используемого металла при их изготовлении. Сегодня в домашних условиях можно закалить болт, топор, зубило, клинок, проволоку и многие другие изделия. Стоит рассмотреть подробнее, как можно закалить металл в домашних условиях, и какие при этом могут возникнуть сложности.
Результат закалки ножа
Берем надфиль и шаркаем лезвие как первый раз. Сразу слышно звонкий звук, свидетельствующий о высокой твёрдости металла. Плюс ко всему кромка практически не поддается обработке.
Насечки оставляет будь здоров! Стучим по стальному гвоздю.
Результат отменный – на ноже ни царапины.
В конце автор разрубил гвоздь ножом, ударяя по нему молотком.
источник
Суть закалки металлических изделий
Для того чтобы правильно закалять железо и другие металлы, следует рассмотреть суть этого процесса.
К особенностям этой разновидности термообработки можно отнести следующее:
- Закаливать — это значит, нагревать материал до температуры, которая может изменить структуру. У металлов структура представлена кристаллической решеткой.
- Процесс предусматривает также охлаждение материала, для чего может использоваться масло или вода.
Целью подобной термической обработки является увеличение твердости структуры стали или другого сплава.
С закалкой также связан процесс, получивший название отпуск. Он проводится для того, чтобы снизить хрупкость структуры после термической обработки. Отпуск проводится при более низкой температуре, а на охлаждение уходит намного больше времени. Важность этого процесса велика, иначе в структуре могут образовываться серьезные дефекты.
Какие металлы можно закалить
Следует учитывать, что не все металлы подходят для подобной термической обработки. Очень часто проводится улучшение физико-механических качеств конструкционных сталей, к примеру, стали 45, а также некоторых легированных сплавов (65Г, У7Х).
Алюминий и многие другие цветные сплавы подвергаются термической обработке, при которой кристаллическая решетка остается неизменной. Это можно достичь путем нагрева до невысоких температур с последующим быстрым охлаждение в различной среде.
Особенности технологии
Можно выделить 3 основных этапа термической обработки стали:
- Отжиг. Для начала проводится нагрев структуры до температуры, которая выбирается в зависимости от типа закаливаемого материала (для У7 +780°С). После нагрева металл оставляют в печи для медленного охлаждения.
- Закалка. После выполнения отжига наступает этап закалки. В зависимости от типа металла температура нагрева может варьировать в пределах +800…+1000°С и выше. В домашних условиях можно достигнуть лишь показателя +800°С или чуть выше. Нагрев проводится до момента, пока металл не станет полностью красным, при этом графит и вся кристаллическая решетка перестраивается. Охлаждение может проходить в воде, но лучше использовать масло, что позволит снизить вероятность появления серьезных дефектов в структуре. При этом следует учитывать, что при нагреве масла может образовываться дым и другие продукты горения, которые вредны для человека.
- Отпуск. За счет отпуска можно существенно снизить хрупкость структуры, при этом изделие выдерживается в духовке на протяжении 1 часа или более при температуре не выше +320°С. Важно учитывать, что на этом этапе не должно происходить перестроение кристаллической решетки, т. к. сильный нагрев может привести к снижению твердости поверхностного слоя.
 Для начала проводится нагрев структуры до температуры, которая выбирается в зависимости от типа закаливаемого материала (для У7 +780°С). После нагрева металл оставляют в печи для медленного охлаждения.
Для начала проводится нагрев структуры до температуры, которая выбирается в зависимости от типа закаливаемого материала (для У7 +780°С). После нагрева металл оставляют в печи для медленного охлаждения. Важно учитывать, что на этом этапе не должно происходить перестроение кристаллической решетки, т. к. сильный нагрев может привести к снижению твердости поверхностного слоя.
Важно учитывать, что на этом этапе не должно происходить перестроение кристаллической решетки, т. к. сильный нагрев может привести к снижению твердости поверхностного слоя.Закалка ножа в домашних условиях осуществима, этого потребуется обычная печь, место для проведения работы, а также емкость с маслом или водой для охлаждения металла.
Много внимания уделяется выбору способа охлаждения стали. Различают следующие методы:
- Применение одной среды.
- Охлаждение при использовании двух жидкостей.
- Струйный метод снижения температуры поверхности металла.
- Метод ступенчатого охлаждения, применяемый для снижения напряжений в структуре материала.
При проведении закалки в домашних условиях следует учитывать, что слишком быстрое охлаждение становится причиной повышенной хрупкости структуры. Важно обеспечивать равномерное охлаждение, что позволяет получить равномерную структуру.
Общие сведения о процессе цементации стали
Для того чтобы проводить подобную обработку металла в домашних условиях следует рассмотреть особенности термического воздействия на сталь подробнее.
Среди особенностей цементации выделим следующие моменты:
- Цементирование предусматривает нагрев изделий в жидкой, твердой или газовой среде, за счет чего изменяют эксплуатационные свойства поверхностного слоя.
- За счет проведения данной процедуры концентрация углерода повышается, что обеспечивает увеличение прочности и износостойкости стали.
- Специалисты рекомендуют цементировать низкоуглеродистые стали, которые имеют показатель концентрации углерода примерно 0,2%. Примером можно назвать лезвие ножа, которое изготавливают из стали невысокой стоимости.
- Нагрев детали может проводится до самых различных температур. Цементация металла в домашних условиях проходить при температуре около 500 градусов Цельсия, в цехах, оборудованных специальным оборудованием, этот показатель может достигать значения 1200 градусов Цельсия и выше. Отметим, что температура нагрева выбирается в соответствии с показателем концентрации углерода и других примесей.
- Рассматриваемый термический процесс изменяется не только химический состав стали, но и его атомную решетку и фазовый состав. По сути, поверхность получает те же характеристики, что и при закалке, но есть возможность их контролировать в узком диапазоне и избежать появления различных дефектов.
- Углерод проникает в структуру стали очень медленно. Поэтому, к примеру, цементация ножа в домашних условиях проходить со скоростью 0,1 миллиметра за 60 минут. Для того чтобы лезвие ножа выдерживало механическое воздействие придется провести упрочнение слоя толщиной около 0,8 миллиметра. Этот момент определяет, что термообработка ножа или цементация вала в домашних условиях займет не менее 8 часов, на протяжении которых нужно выдерживать требуемую температуру.
 По сути, поверхность получает те же характеристики, что и при закалке, но есть возможность их контролировать в узком диапазоне и избежать появления различных дефектов.
По сути, поверхность получает те же характеристики, что и при закалке, но есть возможность их контролировать в узком диапазоне и избежать появления различных дефектов.Цементация стали
Цементация нержавеющей или другой стали более сложный процесс, в сравнении с закалкой, но позволяет достигнуть более высоких эксплуатационных качеств.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
Приведем таблицу с несколькими марками стали:
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд.
Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске следует охлаждать постепенно – сперва водой, а затем маслом.
И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.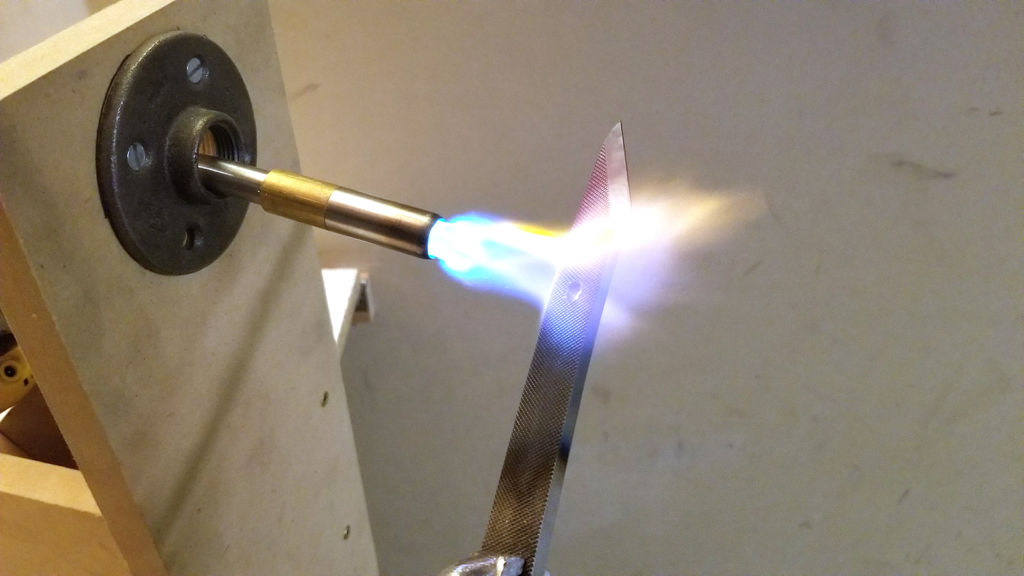
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.
Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
муфельная печь для индукционной закалки в масле или термической обработки своими руками в домашних условиях
Термическая обработка металла является одним из основных методов повышения его параметров: твердость, прочность. Наиболее распространенная и применяемая процедура – закалка металла. Она уже на протяжении многих веков стоит на вооружении человечества.
Сейчас эта процедура с успехом осуществляется не только на промышленных предприятиях, но и умельцами в быту для улучшения изделий из металла. Если обладать знаниями о том, как закалить металл в домашних условиях, то твердость предмета можно увеличить до нескольких раз. Причин для проведения этой операции может быть много.
Что такое закалка?
К примеру, к подобной технологической операции прибегают, когда необходимо придавать такую прочность, например, ножу, чтобы им можно было разрезать стекло.
Чаще всего закалке подвергают режущие инструменты. Стоит отметить, что термообработка им проводится не только, когда требуется повышение твердости, но и когда необходимо уменьшить эту характеристику. При слишком маленькой твердости режущей частью станет сложно пользоваться, она станет заминаться. При очень высокой – станет крошиться под нагрузкой.
Когда возникла потребность увеличения прочности изделия, то не нужно расстраиваться – закалка стали в домашних условиях сможет помочь. Вам не потребуется особое оборудование и специальный инструмент.
Вам не потребуется особое оборудование и специальный инструмент.
Но стоит понимать, что этой процедуре не поддадутся стали с малым процентным содержанием углерода (малоуглеродистые). Инструментальная и углеродистая стали обрабатываются с легкостью.
Технология подразумевает осуществление термической обработки железа. Он включает в себя нагрев до определенных температурных значений, при которых происходят изменения в структуре кристаллической решетки, а затем скорое охлаждение в жидкой среде (воде, масле). Цель – увеличение твердости.
Существует процедура, при которой температура нагрева не доводится до момента трансформации кристаллической решетки. В такой ситуации происходит фиксация состояния, характерное нагретому металлу. Такой эффект называется перенасыщенным твердым раствором.
Закалка с изменением решетки применяется для стали и ее сплавов. Для цветных металлов предусмотрена процедура без полиморфных изменений.
По завершении подобной процедуры стальной сплав будет иметь большую твердость, но появляется увеличенная хрупкость. Теряются свойства пластичности.
Теряются свойства пластичности.
Для снижения излишней хрупкости после нагревания с изменениями кристаллической структуры используется другой процесс – отпуск. Он осуществляется меньшей температурой с последующим постепенным охлаждением заготовки. За счет этого в металле происходит снижение напряжений и понижается хрупкость.
Особенности технологического процесса
Закалка производится в 2 стадии. В первой заготовка нагревается до необходимой температуры, а во 2 – охлаждают. Различные типы металлов и сталей различаются друг от друга структурой. Из-за этого процесс термообработки отличается.
Провести закалку предлагают многие организации, но цена услуг будет не маленькой. Она станет зависеть от массы обрабатываемой заготовки. По этой причине стоит проводить соответствующую термообработку металла в домашних условиях.
Когда вы будете выполнять операцию своими силами, то чрезвычайно важно правильно проводить нагревание. При нагреве на поверхности детали не должны выявляться черные или голубые пятна. Правильный процесс нагрева сопровождается ярко-красной расцветкой металла. Разобраться с процедурой поможет видео, показывающее как проводить нагрев.
Правильный процесс нагрева сопровождается ярко-красной расцветкой металла. Разобраться с процедурой поможет видео, показывающее как проводить нагрев.
Для нагрева материала до необходимой температуры может использоваться:
- Специальную электрическую печь;
- Паяльную лампу;
- Открытый огонь от костра.
Выбирать источник нагрева следует исходя из того, до какого температурного значения следует нагревать заготовку.
Способ охлаждения следует подбирать также из особенностей металла, а также от желаемого конечного результата. К примеру, при необходимости закалки не всей заготовки, а лишь отдельной части, то охлаждать тоже необходимо точечно. Для этого подойдет струя воды.
Технология закалки может включать в себя охлаждение мгновенного, постепенного или многоступенчатого типа.
Процесс быстрого охлаждения предусматривает применение охлаждающей жидкости одного типа. Он подходит для закалки углеродистой или легированной стали. Чтобы охладить подобным образом потребуется одна подходящая емкость.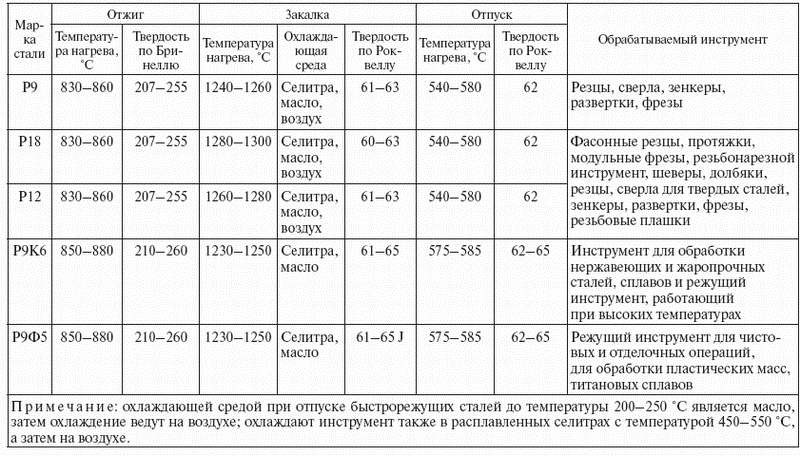
Когда требуется закалка другого типа стали или потребуется проводить отпуск, то используются двухступенчатые методы охлаждения.
В таком случае нагретая заготовка на первом этапе помещается в резервуар с водой, а затем переносится в масло – минеральное или синтетическое, в котором осуществляется последующий процесс охлаждения.
Но категорически запрещается сразу помещать нагретую деталь в масло, т. к. оно способно воспламеняться.
Для верного подбора режимов закалки разных типов сталей необходимо использовать соответствующие таблицы.
Для быстрорежущих сталей
Для легированных инструментальных сталей
Для углеродистых инструментальных сталей
Среда охлаждения
Достигнутый результат закалки во многом будет зависеть от схемы охлаждения. Различные стали, как было сказано выше, охлаждаются различными типами. Так, для низколегированных сталей используется вода или растворы, а для нержавеющих – масло и соответствующие растворы.
Важным моментом является то, что выбор среды для охлаждения должен учитывать то, что вода охлаждает деталь быстрее, чем масло. К примеру, вода 18°С может провести охлаждение сплава с температурой 600°С за 1 секунду. Масло же способно снизить температуру лишь на 150°С.
Для получения высокой твердости металла, процесс охлаждения осуществляется под потоком холодной воды. Еще чтобы увеличить эффект закалки можно приготовить соляные растворы. В воду добавляется примерно 10% соли. Также используется кислотные жидкости, содержащие минимум 10% кислоты, в основном серной.
Помимо охлаждающих жидкостей, важным моментом будет режим и скорость охлаждения. Температура обязана понижаться не менее 150°С/сек. Так, за три секунды температурное значение должно понизиться до 300°С.
В последующем охлаждать можно при любой скорости, т.к. полученная структура в процессе скорого охлаждения в дальнейшем разрушаться не будет. Обращаем внимание, что чрезмерно быстрый процесс охлаждения приведет к повышенной хрупкости. Этот момент необходимо учитывать во время самостоятельной закалки.
Этот момент необходимо учитывать во время самостоятельной закалки.
Можно выделить следующие методы для охлаждения:
- Использование единственной среды. Заготовка помещается в жидкость и полностью там охлаждается;
- В 2 средах. Используется масло и вода (солевые растворы). Углеродистые стали для начала охлаждаются с помощью воды, а после – в масле;
- Струйный метод. Заготовки охлаждаются под струей воды. Удобный способ для закалки отдельных участков;
- Ступенчатый способ с выдержкой температурных режимов.
Закалка стали на открытом огне
Как было сказано выше, закалить металл возможно дома, применяя для этого открытое пламя костра. Начинается все, конечно, с создания костра и подготовки большого объема раскаленных углей. Еще вам понадобятся 2 емкости. В первую наливается холодная вода, а в другую – масло (синтетика/минеральное).
Для извлечения раскаленного металла потребуются клещи или аналогичный инструмент. После того как инструмент подготовлен и образовано достаточное количество угля, можно укладывать заготовки.
Расцветка находящихся в костре углей способна сигнализировать об их температуре. Наиболее горячими являются обладающие ярко-белым оттенком. Необходимо наблюдать и за цветом огня в костре.
Он также сигнализирует о степени нагрева внутренней части. Оптимальной ситуацией является окрас пламени малиновых тонов, а не белых. Последний случай говорит о чрезмерно высокой температуре костра. Имеется риск перегрева.
Каким становится цвет прогреваемого железа тоже следует наблюдать с внимательностью. Не стоит допускать, чтобы на режущей кромке образовывались темные пятна. Если металл посинел, то это значит, что он чрезмерно стал мягким и пластичным. Достигать этого состояния не стоит.
После завершения прокалки до необходимого уровня, можно начинать последующую стадию охлаждения. Для начала заготовка помещается в резервуар с маслом. Делается это в несколько заходов с интервалом в три секунды, с максимальной резкостью. Промежуток между опусканием потихоньку необходимо увеличивать. После утраты сталью яркости возможно начинать процесс охлаждения в воде.
После утраты сталью яркости возможно начинать процесс охлаждения в воде.
Когда деталь охлаждается в воде требуется осторожность. На ее поверхности могут оставаться масляные капли, которые могут воспламениться. Также после погружения детали вода должна перемешиваться – для сохранения прохлады. Наглядно изучить процесс возможно на видео.
Для термообработки отдельных сортов стали и цветных металлов температуры открытого пламени костра не будет хватать, т.к. не сможет прогревать железо до 9000 градусов. Для этого необходимо использование особых печей – муфельных или электрических. Изготовление дома электрического вариант – непростое мероприятие, а муфельное оборудование создать можно.
Камера для закалки своими руками
Если изготовить муфельную печь в домашних условиях, то она позволит закалять особые сорта стали. Главным элементом, который понадобится для сборки – огнеупорная глина. Ею нужно будет покрыть внутреннюю часть печки. Толщина покрытия должна быть до 1 см.
Для создания необходимой формы и габаритов рекомендуется заранее подготовить картонную форму, которая пропитана парафином. На ней станет размещаться глина. Она разводится с водой.
Далее густой однородной массой обмазывается изнаночная сторона картонной заготовки. Картон самостоятельно будет отставать по высыханию. Металлическая заготовка будет помещаться внутрь в отверстие, закрываемое дверцей (также из глины).
Камера и дверца должны сначала просушиться на открытом воздухе, а затем дополнительно – с температурой в 100°С. Затем обжигаются в печке с постепенным подъемом температуры до 900°С. По завершении обжига и остывания элементы соединяются.
Готовая камера обматывается нихромовой проволокой. Ее диаметр – 0,75 мм. Первый и последние слои скручиваются между собой. При наматывании необходимо оставлять зазоры между витками.
Они также должны заполняться глиной для исключения замыканий. После высыхания глины с изоляцией и проволокой поверхность вновь покрывается глиной. Толщина составляет около 12 см.
Толщина составляет около 12 см.
Когда поверхностный слой высохнет, камера должна поместиться в металлический корпус. Зазор между металлом и глиняной камерой заполняет асбестовая крошка. Для обеспечения доступа к внутреннему пространству корпус из металла также должен обладать дверью, отделанной внутри плиткой из керамики. Любые остающиеся зазоры необходимо заделывать глиной и крошкой.
Нихромовая проволока выводится с тыльной стороны каркаса. К ней будет подводиться электрическое напряжение. Для контроля за температурой и процессами внутри на лицевой части можно сделать пару отверстий по 1-2 см.
Подобное самодельное изделие позволит вам своими силами закалять любые инструменты из стали, требующей повышенной температуры (до 950°С). Вес его будет составлять примерно 10 кг. К тому же оно позволит существенно сэкономить на серийных моделях, которые довольно дорогостоящие.
Источник: https://oxmetall.ru/termo/zakalka-metalla-v-domashnih-usloviyah
3 способа самостоятельной закалки металла
Как можно закалить металл в домашних условиях, наверное, знает каждый мастер, работающий со слесарным или столярным инструментом. Считается, что для этого достаточно разогреть изделие докрасна, а затем охладить его в емкости с водой.
Считается, что для этого достаточно разогреть изделие докрасна, а затем охладить его в емкости с водой.
Однако в домашней мастерской этим способом можно получить только твердый и хрупкий металл, который вполне подходит для стамесок и ножей, но непригоден для молотков, кернеров или зубил.
Режимы термообработки зависят от марки стали и требуемых параметров изделия после закалки, а к ним относятся не только твердость, но и прочность, износостойкость, пластичность и вязкость. В домашних мастерских, как правило, отсутствуют измерительные приборы, с помощью которых можно узнать температуру детали.
Поэтому для того, чтобы закалить деталь, границы нагрева и отпуска приходится распознавать по цвету металла или его побежалости. Кроме того, перед тем как закалить какое-либо изделие, мастер должен определить (хотя бы приблизительно) марку стали или сплава, из которого оно изготовлено.
Со временем накапливаются и знания, и навыки, но начинающему термисту даже для того, чтобы в домашних условиях успешно закалить сверло, резец или какой-нибудь крепеж, сначала придется пополнить свой теоретический багаж, пообщаться с опытными специалистами и сделать несколько пробных закалок.
Способы бытовой закалки металла
Чтобы закалить изделие из металла в домашних условиях, в первую очередь следует определиться со способом его разогрева до необходимой температуры, а также подобрать емкости для охлаждающих жидкостей.
Кроме того, необходимо выбрать домашнее помещение или место во дворе, где можно заниматься закалкой с соблюдением всех требований техники безопасности. Для нагревания можно использовать источники с открытым пламенем. Но таким способом удастся разогреть и закалить только небольшие по объему детали.
К тому же открытое пламя вызывает окисление и обезуглероживание, которые негативно влияют на поверхностный слой металла. Температуру нагрева домашние мастера, как правило, определяют по цвету нагретой заготовки.
На рисунке ниже приведена цветовая таблица, без которой невозможно правильно закалить изделие из углеродистой стали. Для легированных сталей температурный диапазон обычно сдвинут в сторону увеличения на 20÷50 °C.
Для того чтобы закалить изделие из стали с полным и равномерным прогревом, лучше всего воспользоваться такими источниками тепла, как кузнечные горны и закрытые печи. Это оборудование несложно изготовить самому в домашней мастерской, а эксплуатировать его можно как в помещении, так и на открытом воздухе.
Для наддува в кузнечном горне обычно используют промышленный фен, а в качестве топлива подойдет древесный уголь, который продается в любом супермаркете. Небольшую закрытую печь легко изготовить из пары десятков шамотных кирпичей.
При этом в зависимости от метода закалки металла в ней можно не только закалить, но и провести отпуск с прогревом всего объема изделия. Проще всего с емкостями для охлаждения и зажимным инструментом.
Для закалочной жидкости подойдет любой негорючий сосуд достаточного размера, а удерживать и перемещать деталь можно щипцами или крючьями с ручками подходящей длины. На видео ниже показано, как в домашних условиях можно закалить топор с использованием самодельного горна и двух емкостей с разными охлаждающими средами.
Закалка на открытом огне
Самый простой способ закалить небольшую деталь в домашних условиях — это нагреть ее на открытом пламени до нужной температуры, руководствуясь при этом цветовыми таблицами.
В качестве источника нагрева в таких случаях можно использовать газовую горелку, паяльную лампу или даже конфорку домашней газовой плиты. Главный недостаток такой закалки — это сложность равномерного прогрева изделия по всему объему, т. к.
пламя создает высокую температуру на узком, ограниченном участке. Этот способ подойдет, когда необходимо закалить торец удлиненного изделия, например режущую часть сверла или лезвие стамески, или же небольшую деталь размером в несколько сантиметров.
Еще одна проблема, с которой может столкнуться домашний мастер, решивший закалить углеродистую сталь открытым пламенем, — это сильное окисление и выгорание углерода в поверхностном слое железа, которые приводят к деградации его структуры.
Распространенные среды для самостоятельного каления
Для закалки сталей в домашних условиях обычно используют следующие охлаждающие среды: воздух, воду и водные растворы, минеральное масло. В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка.
В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка.
Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла.
К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.
Чтобы правильно и без проблем закалить свое изделие, необходимо знать марку металла, из которого оно изготовлено, т. к. от этого зависит как температура нагрева, так и способ охлаждения.
Народные умельцы для своих изделий в качестве исходных материалов чаще всего используют б/у изделия из быстрорежущих и инструментальных сталей, которые можно закалить в домашней мастерской.
Ниже в таблице приведены рекомендуемые температурные режимы и среды охлаждения для различных сталей.
Закалка металла в масле
Масло довольно плохо проводит тепло, что способствует более медленному формированию структурных элементов стали. Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость. На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс».
В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло.
Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма.
Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина. В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали.
При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота. Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой.
При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода.
Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров. Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы.
Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства.
Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео. Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор.
Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Как самостоятельно провести отпуск
Отпуск стали проводят для снижения ее хрупкости и повышения пластичности, что происходит во время ее нагрева до невысокой (по сравнению с закалкой) температуры с последующим медленным охлаждением.
Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше).
В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами.
Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.
Проверка качества закалки
Для того чтобы определить, удалось ли закалить изделие из стали до нужной твердости, у домашнего мастера не так уж и много способов. Традиционный — это попробовать поцарапать металл надфилем (не алмазным), который обычно имеет твердость 55÷60 HRC.
Если на поверхности остаются бороздки, то это значит, что закалить сталь до нужного значения не получилось и ее твердость ниже этой величины. Если же надфиль скользит по поверхности закаленного металла, то его твердость в норме.
Еще один способ проверки качества домашней закалки — это царапание закаленной сталью поверхности бутылочного стекла (см. фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла.
фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла.
Для этого необходимо закалить несколько образцов одинаковой стали в разных режимах, а затем на глаз сравнить структуру и размер зерна.
Особенности закалки алюминия
Необходимость закалить какое-либо изделие из алюминия в домашних условиях возникает достаточно редко, т. к. вся готовая продукция из литейных и деформируемых сплавов обычно проходят требуемую термообработку и в процессе эксплуатации практически не теряет своей твердости и жесткости.
Такая потребность у домашнего мастера может возникнуть после сварки между собой деталей из алюминиевых сплавов, т. к. в этом случае они очень часто теряют жесткость в области, прилегающей к сварному шву.
Но в домашних условиях закалить алюминий очень сложно, т. к. для этого нужно точно знать тип сплава и выдерживать термические параметры с точностью как минимум ±5 °C. Охлаждение тоже требует определенных навыков, т. к. при неточном соблюдении технологии изделие может повести.
к. при неточном соблюдении технологии изделие может повести.
Если же все-таки хочется освоить этот вид термообработки для использования в домашних условиях, то в первую очередь необходимо обзавестись печью с точным терморегулятором, а также быть готовым к тому, что каждый раз придется закаливать поочередно несколько образцов для подбора нужных параметров термического процесса.
Особенности закалки меди
Технологии термообработки стали и меди имеют принципиальные отличия. Нагрев меди до красного каления (свыше 600 °C) и быстрое охлаждение в воде приводит к ее отпусканию (т. е. она становится мягкой). Закалить медь в домашних условиях сложнее, чем отпустить, т. к.
для этого ее нужно нагреть всего до 400 °C, при которых она не имеет свечения. После нагрева до указанной температуры медное изделие медленно остужается на воздухе, после чего оно приобретает твердость, как после нагартовки.
Если все-таки есть насущная потребность закалить какое-то количество медных деталей в условиях домашней мастерской, придется обзавестись пирометром для контроля температуры нагрева.
Источник: https://WikiMetall.ru/metalloobrabotka/kak-zakalit-metall.html
Принципы закалки металла в домашних условиях
При изготовлении металлические изделия подвергают дополнительной термообработке. После нагревания изменяются характеристики материала, улучшается структура. Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе.
Что такое закалка металлов и ее виды?
Закалка — популярный способ улучшения характеристик материала. Термообработка позволяет изменить структуру металла. Результатом воздействия высокой температуры является увеличение показателя твердости. После нагрева происходит быстрое охлаждение детали. Для этого она погружается в ёмкость, заполненную маслом или водой.
Для этого она погружается в ёмкость, заполненную маслом или водой.
Чаще всего в домашних условиях выполняется закалка нержавейки, проволоки из разных видов стали и ножей. Но после структурных изменений, сталь становится хрупкой.
Если речь идет о цветных металлах, то изменения структуры не происходит. Например, после проведения закалки меди невозможно достигнуть хорошего показателя твердости.
Однако при отсутствии структурных изменений материал не становится излишне хрупким
Чтобы снизить показатель хрупкости стали после проведения термической обработки, выполняют отпуск заготовки. Это дополнительная обработка теплом. Сначала изделие нагревается, а затем медленно охлаждается.
Особенности закалки сталиГлавным материалом, который подвергается нагреву, быстрому охлаждению является нержавеющая сталь, сплавы на ее основе. Чтобы улучшить характеристики изделия, необходимо выполнить дополнительный разогрев, а затем медленное охлаждение. Это позволит снять внутреннее напряжение. Особенности обработки для разных видов стали:
Особенности обработки для разных видов стали:
- Закалка стали 45. После проведения нагрева, быстрого охлаждения прочность повышается в 3 раза.
- Проведение процедуры со сталью 40X. Нагревается до температуры 860 градусов по Цельсию.
Существуют специальные справочники, которые содержат информацию о правильных температурных режимах обработки различных видов стали.
ПреимуществаПреимущества термообработки металла:
- Изменение структуры материала. Зерна становятся равномерными.
- Отсутствие деформации.
- Простота проведения процедуры.
- Повышение твердости, увеличение прочности.
Чтобы провести технологический процесс обработки материала, необходимо использовать определенное оборудование. Для нагрева применяют специальные печи. Они могут работать от электричества, на газу, твердом топливе. Помимо нагревательной конструкции нужно подготовить ёмкость, заполненную водой или маслом. Она нужна для быстрого охлаждения заготовки.
Она нужна для быстрого охлаждения заготовки.
Для того чтобы закаливать металл дома, нужно собрать муфельную печь. Этапы сборки:
- Нарисовать чертеж нагревательной камеры. Можно взять готовый рисунок с размерами, обозначением основных элементов.
- Выложить из шамотного кирпича основную конструкцию.
- Снаружи обмазать камеру огнеупорной глиной.
- Подвести к самодельной конструкции провода, на внутренней поверхности закрепить нихромовые нити. Это нагревательные элементы.
- Вырезать выемки для размещения нихромовой проволоки, сделать отверстие для её подключения.
Камеру укрепляют уголками, которые закрепляют к контуру с помощью сварочного аппарата. Перед работой с самодельной конструкцией проводят подготовительный обжиг. Для этого она нагревается до 900 градусов по Цельсию. Для нагрева используют газовую горелку.
Закалка стали в домашних условияхДля того чтобы закалить металл в домашних условиях можно использовать самодельную печь, горн, открытое пламя. На нагретую поверхность нужно положить металлическую заготовку. Дальше она разогревается до определенной температуры, с помощью кузнечных щипцов погружается в охлаждающую жидкость.
На нагретую поверхность нужно положить металлическую заготовку. Дальше она разогревается до определенной температуры, с помощью кузнечных щипцов погружается в охлаждающую жидкость.
Чтобы правильно провести технологическую операцию, нужно точно соблюдать температурный режим. Для этого используется пирометр. Кузнецы советуют проверять температуру с помощью магнита. Если он не прилипает к материалу, деталь нагрета до 760 градусов. Затем заготовку нужно охладить.
Закалка металла может проводиться в домашних условиях. Это позволяет любому человеку улучшить характеристики материала. Собрать нагревательную камеру можно по готовым чертежам.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Источник: https://zen.yandex.ru/media/id/5c4e9d476823bc046572fc5b/5d4a00b014f98000adbd6f6f
температурный режим и выбор охлаждающей среды
Закалка металла — нагревание до температуры каления, при которой структура его видоизменяется, и остывание в какой-либо жидкости (масле, воде) или на открытом воздухе. Делают такую обработку для того, чтобы повысить твёрдость материала. На производстве температура закалки определяется по диаграмме «железо-углерод».
Делают такую обработку для того, чтобы повысить твёрдость материала. На производстве температура закалки определяется по диаграмме «железо-углерод».
Отпуск и старение металла
Часто путём закалки повышается не только твёрдость металла, но и его хрупкость, поэтому необходимо выполнять ещё один этап — отпуск, при котором прочность и твёрдость несколько снижаются, но материал становится более пластичным. Делают отпуск при температуре, ниже, чем в предыдущем процессе, и охлаждают металл постепенно.
Можно проводить закалку без изменения структуры металла (полиморфного превращения). В этом случае не возникнет проблем с хрупкостью, но необходимая твёрдость не будет достигнута. А повысить её удастся путём ещё одного процесса термообработки, называемого старением. При старении происходит распад пересыщенного твёрдого раствора, в результате которого увеличивается прочность и твёрдость материала.
Отпуск стали — это разновидность термообработки, используемая для деталей, закалённых до критической точки, при которой происходит полиморфное изменение кристаллической решётки. Он заключается в выдерживании металла определённый промежуток времени в нагретом состоянии и медленном охлаждении на открытом воздухе. Делают отпуск, чтобы снизить внутреннее напряжение, а также исключить хрупкость металла и увеличить его пластичность.
Он заключается в выдерживании металла определённый промежуток времени в нагретом состоянии и медленном охлаждении на открытом воздухе. Делают отпуск, чтобы снизить внутреннее напряжение, а также исключить хрупкость металла и увеличить его пластичность.
При помощи старения достигается необходимая твёрдость закалённой стали. Старение может быть:
- естественным, при котором самопроизвольно повышается прочность закалённого металла и снижается его пластичность. Происходит данный процесс при выдержке в естественной среде;
- термическим. Такое старение — это процесс повышения твёрдости металла посредством выдержки при высоких температурах. По сравнению с первым видом, в данном случае может произойти перестаривание — это когда твёрдость, пределы прочности и текучести, достигая максимальной величины, начинают снижаться;
- деформационным. Такое старение достигается при помощи пластической деформации закалённого сплава, имеющего структуру пересыщенного твёрдого раствора.

Способы закалки
Суть любой закалки — превращение аустенита в мартенсит (диаграмма «железо-углерод»). В зависимости от температурного режима, закалка может быть полной или неполной. Первым способом закаливают инструментальную сталь, а вторым — цветную.
При закалке могут использоваться один или несколько охладителей. От этого также зависит способ термообработки. В зависимости от охлаждающей среды, термическая обработка металла может быть:
- с использованием одного охладителя;
- с подстуживанием;
- прерывистой;
- ступенчатой;
- изотермической.
Закалка в одном охладителе
Данный метод применяется для термообработки простых деталей, изготовленных из легированной и углеродистой стали. Деталь нагревается до необходимой температуры, а затем охлаждается в жидкости. Углеродистую сталь диаметром от 2 до 5 мм охлаждают в воде, детали меньшего диаметра и всю легированную сталь — в масле.
Закалка с подстуживанием
При термообработке с одним охладителем часто возникают состояния термического и структурного внутреннего напряжения. Развиваются они в том случае, когда разность температур достигает минимума. На поверхности металла образуется напряжение растяжения, в центре — напряжение сжатия. Чтобы данные напряжения уменьшить, перед тем, как опустить нагретую деталь в жидкость, её недолго держат на открытом воздухе. Температура детали в данном случае не должна быть ниже линии 0,8К по диаграмме «железо-углерод».
Развиваются они в том случае, когда разность температур достигает минимума. На поверхности металла образуется напряжение растяжения, в центре — напряжение сжатия. Чтобы данные напряжения уменьшить, перед тем, как опустить нагретую деталь в жидкость, её недолго держат на открытом воздухе. Температура детали в данном случае не должна быть ниже линии 0,8К по диаграмме «железо-углерод».
Прерывистая
Эту закалку проводят в двух средах — воде и масле или воде и воздухе. Нагретую до критической точки деталь сначала быстро охлаждают в воде, а потом медленно в масле или на открытом воздухе. Такой способ термообработки применяют для высокоуглеродистой стали. Этот метод — сложный, так как время охлаждения в первой среде очень мало и определить его сможет лишь специалист высокой квалификации.
Ступенчатая
При прерывистой термообработке деталь охлаждается неравномерно — более тонкие поверхности быстрее, чем все остальные. К тому же очень трудно отрегулировать время нахождения детали в первой среде (воде). Поэтому лучше использовать ступенчатую закалку. Данный метод позволяет охлаждать деталь в среде при температуре, превышающей мартенситную точку. Первая ступень — охлаждение и выдержка детали в данной среде до того момента, когда все сечения детали достигнут одной и той же температуры. Вторая ступень — окончательное медленное охлаждение (преобразование аустенита в мартенсит).
Поэтому лучше использовать ступенчатую закалку. Данный метод позволяет охлаждать деталь в среде при температуре, превышающей мартенситную точку. Первая ступень — охлаждение и выдержка детали в данной среде до того момента, когда все сечения детали достигнут одной и той же температуры. Вторая ступень — окончательное медленное охлаждение (преобразование аустенита в мартенсит).
Изотермическая
При изотермической термообработке деталь нагревают до критической точки, а затем опускают в масляную или соляную ванну температурой 250 градусов. Выдерживают полчаса, а далее остужают на открытом воздухе. Такая закалка обеспечивает высокую конструкционную прочность и применяется для легированных и конструкционных сталей, у которых распад аустенита в промежуточной области не происходит до конца. В дальнейшем он превращается не в мартенсит, а в бейнит + 20% остаточный аустенит, обогащённый углеродом. Такой закалкой можно достичь высокой прочности при хорошей вязкости.
Температурный режим
Закалка — это превращение аустенита в мартенсит. На производстве при выборе температур термообработки пользуются диаграммой «железо-углерод». Температуру закалки углеродистых сталей определить очень легко. Нагрев конструкционной стали с содержанием углерода менее 0,8% доводят до температур, расположенных над линией GS и выше точки Ас3 на 30-50 градусов. Нагрев сталей, содержащих более 0,8% углерода, проводят при температурах на 30-50 градусов выше тех, которые расположены выше линии PSK. Температуру закалки легированной стали также выбирают, исходя из критических точек, но данный процесс много сложнее, так как помимо углерода такие стали содержат и другие компоненты.
Выбор охлаждающей среды
От выбора зависит качество детали:
- для охлаждения простых деталей и изделий, изготовленных из углеродистых сталей применяют чистую воду;
- для изделий сложных форм в качестве охладителя используют каустическую соду, смешанную с водой в соотношении 1:1. Приготовленный раствор нагревают до 50-60 градусов;
- закалка металла в масле применима к тонкостенным деталям из легированных или углеродистых сталей.
Углеродистую сталь, имеющую сложный состав, остужают в двух охладителях — сначала быстро в чистой воде, а затем медленно в ванне, наполненной маслом. Перемещать детали из воды в масло нужно очень быстро.
Какую сталь подвергают закалке
Термически обрабатывают только такой металл, в котором содержится не менее 0,45% углерода, а также инструментальную и легированную стали, твёрдость которых после закалки становится в несколько раз выше. Тот металл, в котором содержание углерода не превышает 0,45%, не обрабатывается термически. Ниже приведена таблица режимов термообработки для некоторых видов сталей.
| Тип | Инструмент | Температура закалки | Температура отпуска | Чем охлаждают после закалки | Чем охлаждают после отпуска |
| У7, У7А | Инструмент плотника, отвёртки, топоры, зубила и др. | 800 | 170 | водой | водой маслом |
| У8, У8А | Слесарный инструмент, пилы, ножовки, стамески и др.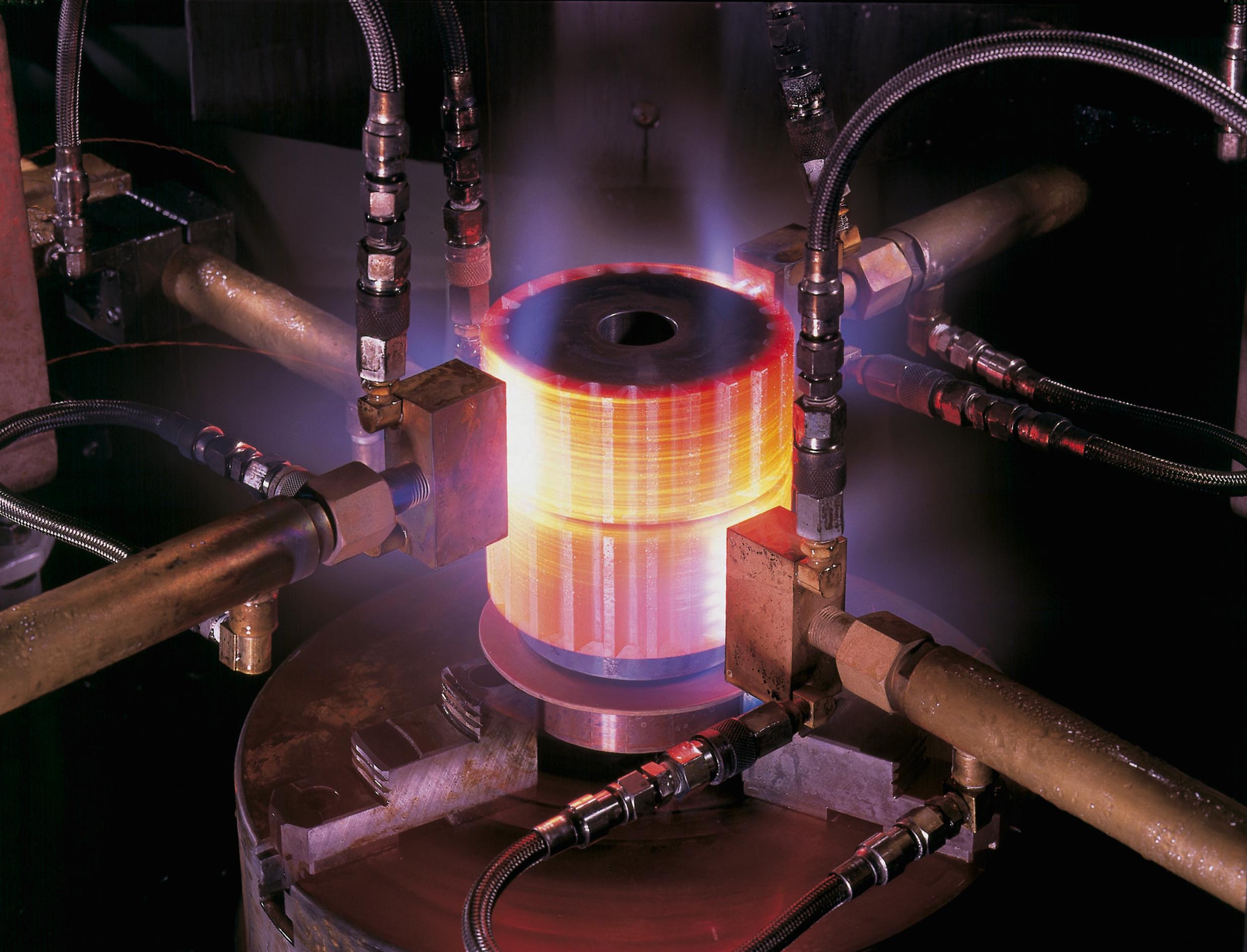 | 800 | 170 | водой | водой маслом |
| У10, У10А | Ручные метчики, надфили, рашпили, пилы по дереву, инструмент без нагрева режущей кромки | 790 | 180 | водой | водой маслом |
| У11, У11А | Деревообрабатывающий инструмент, ручные метчики, надфили и др. | 780 | 180 | водой | водой маслом |
| У12, У12А | Слесарный инструмент | 780 | 180 | водой | водой маслом |
| У13, У13А | Режущий и измерительный инструмент, детали машин | 780 | 180 | водой | вода масло |
| У9ГА | Режущий инструмент — метчики, свёрла, фрезы | 800 | 180 | вода | водой маслом |
| Р9 | Режущий инструмент — метчики, свёрла, зенкера, фрезы, протяжки и др. | 1250 | 580 | маслом | воздухом печи |
| Р18 | Режущий инструмент для обработки металлов различной твёрдости | 1300 | 580 | маслом | воздухом печи |
| ШХ6 | Шарики и ролики для подшипников | 810 | 200 | маслом | воздухом |
| ШХ9 | Шарики и ролики для подшипников | 830 | 280 | маслом | воздухом |
| ШХ15 | Шарики и ролики для подшипников | 845 | 400 | маслом | воздухом |
| 9ХС | Свёрла, фрезы, развёртки, метчики, гребёнки и др. | 860 | 170 | маслом | воздухом |
| 9Х5ВФ | Ножи для фрезерования древесины | 950 | 270 | маслом | воздухом |
| 50ХГСА | Пружины, рессоры | 840 | 315 | водой | воздухом |
| 60С2 | Торсионные валы, высоконагружаемые пружины | 870 | 325 | водой | воздухом |
| 60С2ХА | Высоконагружаемые пружины и рессоры | 870 | 315 | водой | воздухом |
| 60С2ВА | Пружины и рессоры | 850 | 330 | водой | воздухом |
| 85ХВ | Пружины, фрикционные диски | 830 | 250 | водой | воздухом |
Какие бывают дефекты при закалке металла
При несоблюдении режимов закалки могут появляться следующие дефекты:
- трещины или коробление. Причина — внутреннее напряжение. Если коробление поддаётся рихтовке и выпрямлению, то трещины исправить никак нельзя. Это — окончательный брак;
- пережог, который представляет из себя окислы по границам зёрен, возникающие из-за проникновения внутрь металлических изделий кислорода. Пережог возможен при нагреве металла до температуры, близкой к температуре плавления. Такой металл не подлежит исправлению;
- перегрев. При нагреве металла свыше температуры каления происходит его перегрев, в результате которого образуется крупная структура. Такой металл обладает повышенной хрупкостью. Исправляется при помощи отжига и новой закалки;
- низкая твёрдость. Недостаточная твёрдость получается при низкой температуре нагревания, недостаточной выдержке при необходимой температуре и маленькой скорости охлаждения. Данный дефект легко исправить при помощи отжига и ещё одной закалки;
- окисление и обезуглероживание, которое происходит при воздействии металла с воздухом и печными газами. Окисленный слой, окалина, наносит непоправимый вред производству, ибо такой дефект исправить нельзя. Чтобы избежать проблемы, необходимо использовать печи с защитной атмосферой.
 Это — окончательный брак;
Это — окончательный брак;
Закалка стали в условиях дома или дачи
Иногда случается такое, что необходима термообработка металла дома или на даче. Это происходит, если купленный инструмент оказался недокаленным или вообще незакалённым. Часто возникает необходимость закалить ножик, топор или сверло. Конечно, хорошую закалку можно провести только в условиях производства, но мужчины-умельцы отлично умеют это делать и на обыкновенном костре. Последовательность домашней закалки:
- готовим две ёмкости. В одну наливаем минеральное масло, в другую — воду;
- также нужно подготовить инструмент, при помощи которого будем класть закаливаемый металл в костёр и вынимать из него. Для этой процедуры подойдут клещи;
- далее разводим костёр и ждём когда образуются угли. На них и кладём металлический предмет, который нужно закалить;
- следим за цветом углей и окраской пламени. Раскалённые угли имеют белый цвет. А пламя не должно быть белым. Малиновый цвет пламени — оптимальный для процесса закалки в домашних условиях. Белое пламя говорит о слишком высокой температуре внутри костра, и деталь наша может просто сгореть;
- также необходимо следить, чтобы на металлическом изделии не появлялись чёрные или синие пятна, которые говорят о деформации металла в результате чрезмерного размягчения. А если металл стал белым, то такую деталь можно смело выкидывать.
- как только металлический предмет нагреется до нужной нам температуры, вытаскиваем его и опускаем сначала в масло. Делаем это трижды, первый раз на три секунды. Каждый раз время увеличиваем на столько же. Опускаем и вынимаем резко;
- далее опускаем металлический инструмент в ёмкость с водой и оставляем там до тех пор, пока он полностью не остынет.
 Белое пламя говорит о слишком высокой температуре внутри костра, и деталь наша может просто сгореть;
Белое пламя говорит о слишком высокой температуре внутри костра, и деталь наша может просто сгореть;Детали или предметы, имеющие вытянутую форму в воду помещаем вертикально. Для оценки температуры закалки в костре используем таблицу цветов. Вместо костра можно использовать любую печку.
Отпуск металла в духовке
При необходимости закалённый предмет можно подвергнуть отпуску.![]() Для этого его нужно поместить в нагретую до 300-320 градусов духовку и продержать там в течение часа. Затем вынуть и дать остыть на открытом воздухе.
Для этого его нужно поместить в нагретую до 300-320 градусов духовку и продержать там в течение часа. Затем вынуть и дать остыть на открытом воздухе.
Проверка металла на наличие термообработки
Перед тем, как начать каление, нам необходимо убедиться, что материал приобретённого нами инструмента не термообработан. Делаем проверку с помощью обыкновенного паяльника. Нагреваем инструмент и проводим им по интересующей нас металлической поверхности. Если паяльник прилипает к металлу, то значит ни о какой его термообработке не может быть и речи. Плавное прохождение паяльника по поверхности стали или отскакивание от неё говорят о том, что проверяемый нами предмет либо хорошо термообработан либо обработан слишком сильно. При отсутствии термообработки делаем её самостоятельно.
Закалка ножа графитом
Термическая обработка металла графитом хороша тогда, когда нужно закалить не весь предмет, а только его часть. У ножа — это кромка. Последовательность процесса термообработки ножа в домашних условиях:
- острие ножа проверяем на твёрдость при помощи надфиля. Если металл легко стачивается, а надфиль издаёт глухой звук, значит нож не термообработан;
- для данного процесса понадобится графит, который можно добыть из круглых батареек, взять стержни простого карандаша или воспользоваться графитовыми щётками генератора;
- добытый графит превращаем в порошок;
- в качестве источника питания используем сварочный аппарат постоянного тока. Выставляем на минимум;
- делаем подложку из оцинкованного листа. На неё насыпаем графитовый порошок;
- к подложке подсоединяем «плюс» сварочного прибора, а ручке ножа — «минус»;
- далее лезвием ножа аккуратно водим по графиту так, чтобы оно не касалось подложки. А ещё следим, чтобы графит не воспламенился, иначе ножик наш будет испорчен;
- при движении лезвия по графиту последний будет выдавать искры. Как только увидим, что остриё ножика нагрелось, процесс прекращаем. Приблизительное время закалки — не более 5 минут;
- даём ножу остыть естественным путём, затем берём надфиль и проверяем твёрдость. Если звук, издаваемый надфилем при контакте с ножом звонкий, а остриё не поддаётся затачиванию, значит твёрдость лезвия высокая.
 Если металл легко стачивается, а надфиль издаёт глухой звук, значит нож не термообработан;
Если металл легко стачивается, а надфиль издаёт глухой звук, значит нож не термообработан; Если звук, издаваемый надфилем при контакте с ножом звонкий, а остриё не поддаётся затачиванию, значит твёрдость лезвия высокая.
Если звук, издаваемый надфилем при контакте с ножом звонкий, а остриё не поддаётся затачиванию, значит твёрдость лезвия высокая.Процесс закалки на производстве провести намного легче, чем дома. При необходимости можно попробовать закалить нужный предмет или инструмент «топорными» способами с применением подручных средств.
Используемая литература и источники:
- Поверхностные явления в металлах и сплавах / В.К. Семенченко. — М.: Гостехиздат
- Сверхбыстрая закалка жидких сплавов. — Москва: Машиностроение
- Статья на Википедии
Как правильно закалить нож в домашних условиях: пошаговая инструкция
Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен.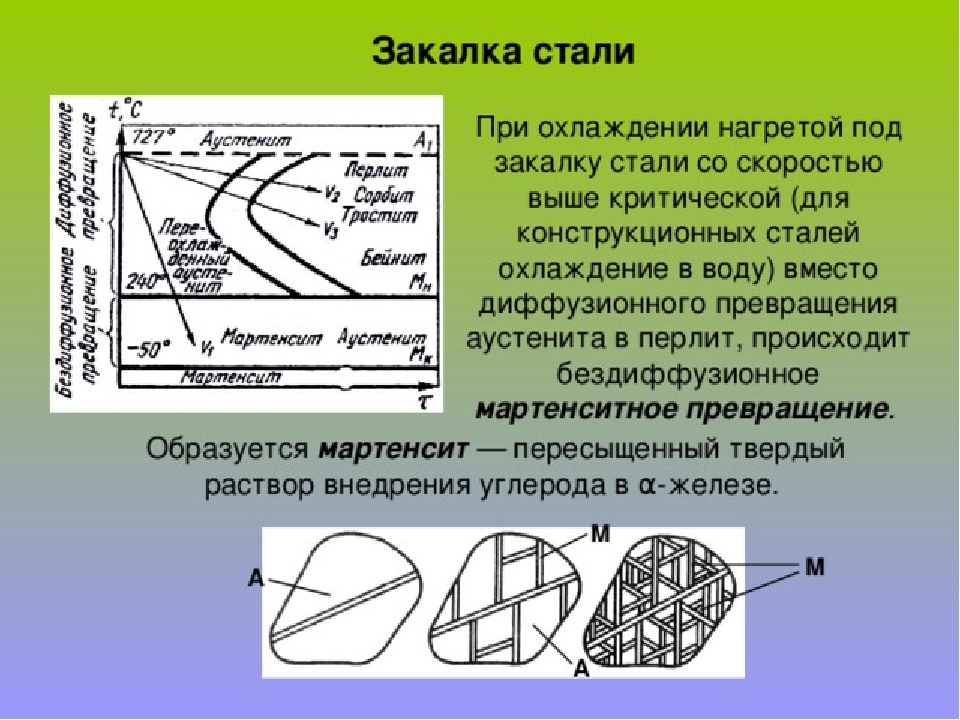 В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Еще немного истории
Некоторые кузнецы использовали для этих целей мочу барана, собранную в течение трех дней. А другие применяли для такого процесса мочу мальчика, и он должен был быть непременно рыжим. Вот на какие хитрости шли мастера прошлого. Кстати, применение мочи, можно частично оправдать, так как присутствие в ней солей, сопутствовало быстрому забору тепла у раскаленного металла.
Были даже довольно варварские методы закалки, раскаленный клинок вонзали между ребер раба, и считалось, что его сила переходила в металлическую заготовку. Хорошо, что те времена миновали. Но люди постепенно замечали, что если после нагревания металла, его поместить в соленую среду, качество и характеристики его улучшались.
Шло время, и было проделано тысячи способов до достижения положительного результата. Молодой ученый металлург Д. К. Чернов, работавший над этой проблемой в 1866 году, достиг немалых успехов в определении для каждого металла определенных значений.
Завод, на котором проводил испытания господин Дмитрий Константинович Чернов, полностью избавился от брака и этого человека можно назвать прародителем современной металлургии. Сегодня любой студент, имея багаж знаний, накопленный веками, может справиться с закалкой стали.
Советы специалистов
Специалисты советуют проводить закаливание нержавейки на открытом огне. Лучше всего для этих целей подходит пламя костра. Рекомендуется использовать готовые угли. Они довольно долго держат нужный температурный режим.
Если для изделия требуется частичное закаливание, то следует использовать паяльную лампу. Она подходит для работы с режущей кромкой и другими мелкими деталями. Важно не передерживать детали на огне.
Новички часто спрашивают, как закалить нержавейку по инструкции.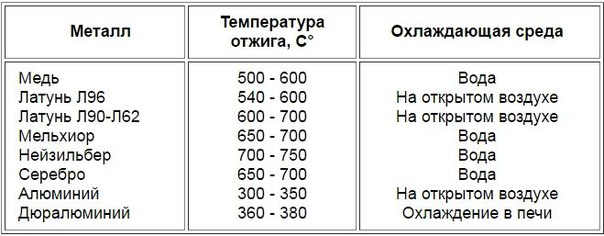 Также важно знать, какая техника безопасности должна соблюдаться при работе с ней. Если этап охлаждения проходит с использованием масла, необходимо держаться на расстоянии от емкости, чтобы не получить ожоги.
Также важно знать, какая техника безопасности должна соблюдаться при работе с ней. Если этап охлаждения проходит с использованием масла, необходимо держаться на расстоянии от емкости, чтобы не получить ожоги.
Проверка твердости
Твердость металлов определяют двумя методами:
- По Бринеллю, в металл вдавливается металлический шарик.
- По Роквеллу, заключается во вдавливании конуса из прочной пирамиды (алмаз) небольшого размера.
При определении твердости по Бринеллю измеряют размер следа, оставленного шариком при надавливании с усилием, величина которого зависит от предполагаемой твердости и использованного шарика. В испытаниях используют шарики разного диаметра (1,…10 мм). Перерасчет показаний выполняют по формуле:
Где F – сила, прилагаемая на приборе, Н; D – диаметр шарика, используемого при проверке твердости, мм; d – диаметр отпечатка. Измеряется под микроскопом, у которого имеет специальная линейка. Точность измерений до 0,01 мм.
Данный метод рекомендован для определения твердости не более 300…320 единиц. Если требуется определить более твердые предметы, то используют прибор Роквелла. По этой шкале информацию обозначают HRC и числовое значение.
На основании многочисленных исследований установлено, что для ножевой стали показатель HRC 55…63 будет довольно высоким. При проектировании зубчатых передач и изготовлении шестерен также выполняют закалку поверхности зубьев. Конструкторы задают твердость до HRC 52…58. Металлорежущий инструмент (резцы, сверла, долбяки, фрезы) имеют твердость HRC 60…65.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.
А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.
Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.
2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.
Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.
Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.
Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Распространенные среды для самостоятельного каления
Для закалки сталей в домашних условиях обычно используют следующие охлаждающие среды: воздух, воду и водные растворы, минеральное масло. В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка. Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла. К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.
Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла. К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.
Чтобы правильно и без проблем закалить свое изделие, необходимо знать марку металла, из которого оно изготовлено, т. к. от этого зависит как температура нагрева, так и способ охлаждения. Народные умельцы для своих изделий в качестве исходных материалов чаще всего используют б/у изделия из быстрорежущих и инструментальных сталей, которые можно закалить в домашней мастерской. Ниже в таблице приведены рекомендуемые температурные режимы и среды охлаждения для различных сталей.
Закалка металла в масле
Масло довольно плохо проводит тепло, что способствует более медленному формированию структурных элементов стали. Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость. На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс». В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло. Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма. Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость. На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс». В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло. Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма. Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
Читать также: Btb10 800bw как проверить тестером
Определение качества работы
Пройдя все вышеописанные этапы, хотелось бы узнать, что из этого выйдет. Как проверить качество проделанной работы, довольно просто:
- заточки должно хватать надолго;
- лезвие не должно сминаться или крошиться при соприкосновении с плотными материалами;
- клинок должен иметь пластичность, изгибаясь – восстанавливать прежнюю форму;
- нормальный инструмент, при регулярной заточке и постоянном использовании, должен прослужить не менее 10 лет.
Не забывайте, что настоящее мастерство приходит с опытом. А опыт, как известно – сын ошибок трудных.
Если не получилось с первого раза, или со второго, то проявите настойчивость – с десятого выйдет не хуже, чем у других. Изучайте материал, упражняйтесь и ваяйте истинную красоту.
Температурный режим: особенности
Они есть, поэтому закалка ножей — операция, которую нельзя назвать элементарной. Первое правило гласит, что нагрев клинка должен происходит постепенно и равномерно. Если на это условие махнуть рукой, то очень быстрый нагрев приведет к формированию довольно крупных зерен в структуре металла, а следствием станет чрезмерная хрупкость изделия. Потому для каждого стального сплава подойдет только свой температурный режим. Например:
Первое правило гласит, что нагрев клинка должен происходит постепенно и равномерно. Если на это условие махнуть рукой, то очень быстрый нагрев приведет к формированию довольно крупных зерен в структуре металла, а следствием станет чрезмерная хрупкость изделия. Потому для каждого стального сплава подойдет только свой температурный режим. Например:
- высокоуглеродистые сплавы способны выдержать температуру от 680 до 850°С;
- низкоуглеродистые — от 727 до 950°С;
- легированные сплавы могут устоять при температуре от 850 до 1150°С.
Как можно определить температуру нагрева дома? Пирометр, могущий помочь, в отличие от ножей, присутствует далеко не в каждом доме, но есть другой доступный метод — использование простейшего магнита. У всех металлов есть одно интересное свойство: каждый из них имеет свою точку Кюри: пройдя ее, он переходит из ферримагнитного состояния в парамагнитное. Если говорить человеческим языком, то он просто перестает «страстно» реагировать на магнит. Когда у разогретого лезвия к магниту «притяженья больше нет», значит, температура нагрева добралась до критической — точки Кюри.
Когда у разогретого лезвия к магниту «притяженья больше нет», значит, температура нагрева добралась до критической — точки Кюри.
Зачем это нужно?
Перед тем как закалять нержавейку, необходимо понять, для чего необходима данная процедура. Если правильно закалить сталь, то она не будет легко сгибаться. После термической обработки изделие не будет крошиться.
Важно не переборщить с закаливанием, иначе металл станет очень хрупким. В таком случае придется проводить отпуск изделия. Многие не знают, как закалить нож, чтобы лезвие было прочным и не сгибалось при резке. Данный тип работы допустимо проводить дома, если соблюдать правила техники безопасности. Нужно помнить, что сталь нельзя перегревать. Если она станет слишком твердой, то нож будет плохо резать.
Существует два варианта: закаливают изделие целиком, либо только его часть. Первый вариант называют глобальной закалкой металла, а второй – локальной.
Пошаговое изготовление простого горна
Для изготовления используется шамотный кирпич. Он отличается от обычного кирпича тем, что в его составе присутствуют шамотная глина, способная выдержать нагрев более 2500 ⁰С.
Он отличается от обычного кирпича тем, что в его составе присутствуют шамотная глина, способная выдержать нагрев более 2500 ⁰С.
Отличить шамотный от обыкновенного кирпича несложно. На поверхности имеется выдавленный круг диаметром 55 мм. Сама структура заметно отличается от обжигового изделия.
Чтобы кирпичи сохраняли постоянную форму, можно их скрепить с помощью специального раствора. Но на практике поступают иначе. Из уголка сваривают рамку. Она не позволит изменять форму. По центру устанавливают чугунный цилиндр (используется в двигателях внутреннего сгорания). В данном случае применяли цилиндр от танкового двигателя В-2М.
Чтобы кирпичи не выпадали, приваривают опорные ребра. На них будет распределяться нагрузка от основных фрагментов горна.
Поставив цилиндр на уголки, размечают вырезы. Их придется выполнить с помощью отрезных дисков и УШМ.
После разметки видны линии, оставленные чертилкой.
Выполнены необходимые резы. Остается приварить ребра по месту.
Остается приварить ребра по месту.
Удерживая детали по месту, выполняют точечную приварку комплектующих. Убедившись, что детали расположились в нужном месте, проводят окончательную сварку каркаса горна.
Перевернув рамку, рассматривают, как будет выглядеть каркас горна в рабочем положении.
Теперь нужно правильно уложить кирпичи. Видно, что на них выполнена выборка. Образуется некоторый уступ, расположенный ниже уровня поверхности кирпича.
Уложив все кирпичи на место, можно видеть образование выемки. Ее назначение – установка колосника.
Колосник установлен в центре горна. Он предназначен для подачи воздуха снизу в зону горения. Только при наличии потока воздуха можно гарантировать постоянство горения топлива. Но для получения температуры выше 1300 ⁰С потребуется принудительная подача воздушного потока от вентилятора.
К цилиндру потребуется приварить трубу, у которой будут:
- вентилятор центробежного типа;
- заглушка для сброса продуктов горения.

Выполняется примерка вентилятора. Для его подвода нужна промежуточная профильная труба. Необходимо ее вварить так, чтобы поток воздуха поступал в зону горения без лишних сопротивлений.
Производится разметка отверстия в цилиндрической трубе.
После первых резов нужно разметить остальные элементы.
Детали готовы для сборки. Остается зафиксировать детали, а потом сварить всю конструкцию поддува.
Получилась конструкция, приваренная к цилиндру. Теперь предстоит провести монтаж вентилятора.
Система принудительной подачи воздуха в горн готова. Пора собрать остальную конструкцию малогабаритного горна.
Еще один вид. Проверяется качество сварных швов.
После покраски горн приобретает профессиональный вид. Он смонтирован на опорах. Высота подбирается по росту мастера, который будет работать на этом горне.
На трубе имеется поворотная заслонка. Она нужна для временного перекрытия доступа к вентилятору. Обычно перекрывают, когда возникает необходимость прочистки колосников.
Обычно перекрывают, когда возникает необходимость прочистки колосников.
Снизу имеется крышка. В положении «закрыто» она удерживается противовесом. Чтобы открыть проход для шлака и других продуктов горения, достаточно слегка повернуть противовес. Отверстие откроется. Шлак покинет горн.
Кирпичи занимают свое место. Скоро горн будет готов к работе.
Чтобы ограничить тепловые потери устанавливают экран. Это листовая сталь, которую устанавливают по периметру горна. Спереди смонтирована ручка. Она нужна для подвешивания вспомогательных инструментов, которыми пользуется кузнец при выполнении работы.
Уложив топливо (начинают розжиг с обычных стружек и щепок), разжигают огонь. Постепенно подсыпают уголь. Он является основным топливом для горна.
После включения в работу вентилятора интенсивность горения возрастает. Угли начинают гореть не красным, а белым цветом. Температура пламени возрастает свыше 1000 ⁰С. Теперь на горне можно разогревать детали, чтобы в дальнейшем ковать металл или закаливать заготовки.
Кроме горна кузнецы используют наковальни. Основная работа по формированию нужной формы выполняется на ней. Работают тяжелыми и легкими молотами. Дополнительно используют ручьи, имеющие разную форму.
Закалка стали этими простыми методами
Иногда полезно знать, как закалить сталь. Хотя токарно по дереву можно сделать с помощью очень небольшого количества инструментов, я никогда не устаю пробовать что-то новое. Иногда я покупаю инструменты, но часто делаю их сам. Еще до того, как стали доступны коммерческие инструменты, токари умели закаливать сталь и отпускать ее. Они сами делали инструменты из высокоуглеродистой стали или покупали их у местного кузнеца. Лучший способ закалить и отпустить сталь — это сделать это правильно современными методами.Для этого требуется сталь, подходящая для работы, с тщательным контролем температуры и времени, а также скорости нагрева и охлаждения. Но приемлемые результаты обычно можно получить, используя более грубые методы, описанные здесь.
Инструментальная сталь
Токарный инструмент сейчас редко изготавливают из углеродистой стали, но он все еще используется для многих других целей. Даже для токарных инструментов он по-прежнему работает так же хорошо, как когда старые токари зарабатывали им на жизнь. У владельцев стали можно купить высокоуглеродистую сталь различных марок, некоторые из которых подходят для закалки в воде, а другие — в масле.
Лом углеродистой стали найти легко. Если вы хотите закалить сталь для изготовления инструментов, пружины, напильники, пильные полотна, гвозди, ломы, стамески, стамески для деревообработки, старые отвертки, рубанки и многое другое — это сталь, подходящая для переделки. Я использовал зубцы старой садовой вилки и кольца из старых гонок мячей. Имейте в виду, что если вы подвергнете инструмент значительным нагрузкам, сталь, которая имеет или может образовывать трещины, не подходит. Например, углубления между зубьями пилки — это слабые места, где могут начаться трещины.
Если вы используете лом, старая сталь часто является лучшим выбором, поскольку некоторые современные стальные сплавы могут плохо подойти к этим основным процедурам термообработки. Один из способов узнать, что у вас есть, — это коснуться стали шлифовальной машиной. Множество ярких вспыхивающих искр, похожих на детский фейерверк, означают, что это, вероятно, высокоуглеродистая сталь. Для сравнения попробуйте использовать немного мягкой стали, например, обычный гвоздь. Также будет много искр, но будет меньше разрывов. Использование металла до того, как он стал ломом, является ключом к разгадке: если он подвергался большим нагрузкам, металл, вероятно, является высокоуглеродистой сталью.Но есть континуум содержания углерода — конечно, закалите деталь перед изготовлением инструмента.
Низкоуглеродистая низкоуглеродистая сталь
Обычная низкоуглеродистая низкоуглеродистая сталь не подходит для большинства режущих инструментов. Такую сталь нельзя закалить, и она не удержит острый край. Для закалки стали металл должен иметь достаточно высокое содержание углерода. Металл тверже дерева, а лезвие из низкоуглеродистой стали может прослужить достаточно долго для одноразовой работы. Но если край тонкий, он просто поддается давлению.Вы можете закаливать низкоуглеродистую сталь. Это дает очень тонкий слой с более высоким содержанием углерода на его поверхности. Затем вы можете использовать его для некоторых легких режущих инструментов, если вы не стачиваете затвердевшую кожу при заточке. Для цементирования перед нагревом покрыть металл специальным составом. Вы можете использовать низкоуглеродистую сталь в качестве держателя для вставных или напаянных фрез.
Необходимое оборудование
Чтобы сталь закалилась, ее сначала нужно нагреть. Вы можете использовать магнит, чтобы убедиться, что он достаточно горячий для закалки — когда магнит перестанет притягивать его, сталь готова.Проще говоря, просто нагрейте его докрасна, что также является температурой, необходимой для горячей ковки. Чем крупнее кусок, тем больше тепла вам понадобится. Если изделие имеет небольшие размеры, закалить сталь можно с помощью горелки на газовой плите. Вы можете использовать древесный уголь с воздуходувкой для подачи воздуха. Вы можете многое сделать с достаточно мощной паяльной лампой. Более крупные куски стали могут рассеивать тепло так же быстро, как их применяют, но никогда не нагреваются достаточно сильно. Если вы используете паяльную лампу, вы можете сложить несколько сухих кирпичей, чтобы сделать ограждение для сохранения тепла.
Простую кузницу, сжигающую твердое топливо или пропан, несложно импровизировать. На YouTube есть видео о том, как сделать простую, но очень эффективную кузницу на пропане. Я сделал кузницу, которая жгла антрацит и без особых проблем обработала 7/8 дюймовую планку. Совсем недавно я сделал пропановую кузницу, используя всего два изоляционных огнеупорных кирпича и паяльную лампу, и смог согнуть стальную полосу шириной около 2 дюймов и толщиной 3/8 дюйма.
Горячая штамповка
Если два куска стали раскалить добела, их можно сварить молотком.Еще более горячий металл будет гореть и портиться. Но таких температур труднее достичь с помощью описанного оборудования.
Если вы хотите произвести горячую ковку, вам понадобится что-нибудь, например, наковальня, молоток, тиски и тяжелые плоскогубцы. Также вам могут понадобиться ножовка, угловая шлифовальная машина, напильник, верстак и сверлильный станок. Для работы с толстой сталью вам потребуются более тяжелые инструменты и кузница. Если она достаточно горячая, ее на удивление легко согнуть с помощью тисков или гаечных ключей или придать ей форму на наковальне.Таким же образом можно выковать обычную низкоуглеродистую сталь.
Отжиг
Некоторый лом углеродистой стали слишком твердый для распиловки или опиливания. Вам придется отжечь его, чтобы он стал более мягким и работоспособным. Для этого в первую очередь нужно нагреть металл до докрасна. Пока он горячий, его можно подделать. Не пытайтесь обрабатывать металл, если он потерял красный цвет, иначе он может треснуть. Ударять нужно, пока горячее железо. После любой ковки снова нагрейте сталь докрасна, а затем отожгите, медленно охладив.Чем медленнее он остывает, тем лучше — традиционно металл оставляли охлаждаться в раскаленном золе. Если вы используете пропановую кузницу, вы можете просто оставить металл остывать в кузнице, чтобы остаточное тепло замедлило охлаждение. Вы хотите, чтобы весь кусок равномерно размягчился, поэтому постарайтесь равномерно нагреть и остудить его.
После охлаждения отожженная сталь должна быть достаточно мягкой, чтобы ее можно было напилить. Убедитесь, что все детали мягкие, а затем выполните необходимые дальнейшие операции. Формируйте инструмент, включая грубую шлифовку кромки.
Закалка стали
Для закалки стали снова нагрейте закалываемую деталь до ярко-красного цвета, если возможно, «вымочите» ее на некоторое время, а затем закалите. Сталь твердеет благодаря быстрому переходу от горячего к холодному. Вы можете использовать различные закалочные жидкости, но обычно достаточно ведра с водой. Погрузите раскаленный металл прямо внутрь и покрутите его, чтобы охладить как можно быстрее. Если сталь деформируется или треснет при закалке, попробуйте использовать масло вместо воды или другую сталь.При использовании масла необходимо соблюдать меры пожарной безопасности. Используйте металлический контейнер, а не пластиковое ведро. Горячая сталь нагревает и воспламеняет масло, поэтому приготовьте металлический кожух, чтобы погасить пламя.
Не всегда нужно закалять все части инструмента в одинаковой степени. Если он должен выдерживать нагрузку при использовании, вы можете оставить большую часть его мягкой, для прочности и прочности, закалкой только режущего наконечника.
После закалки сталь должна быть твердой как стекло, и напильник просто соскользнет с нее, не разрезая.Не пытайтесь слишком сильно с напильником, твердый металл скоро сделает его тупым.
Закалка
Только что закаленный инструмент будет хрупким. Если бы вы использовали его в таком состоянии, лезвие могло бы сломаться или расколоться. В большинстве случаев вам необходимо нагреть его еще раз, чтобы закалить перед использованием. Закалка убирает ломкость. Это делает металл прочнее, но мягче. Чем выше температура, достигаемая во время отпуска, тем мягче и менее хрупко становится сталь. У каждого инструмента есть свой оптимальный компромисс между твердостью и вязкостью.
Перед отпуском очистить металл с помощью абразивных материалов. Для этого этапа вам нужна яркая и блестящая сталь. Нагрейте инструмент очень осторожно над чистым пламенем, а не в нем. Внимательно наблюдайте за яркой металлической поверхностью, пока она нагревается. Пусть тепло начнется от края и потечет к нему, стремясь к равномерной температуре по всей поверхности. Край и любые другие тонкие детали будут нагреваться слишком быстро, если подвергнуть их прямому воздействию тепла.
Смотрите изменение цвета
По мере того, как становится жарче, вы увидите, как яркая сталь меняет цвет.Он изменится от серебристого к бледно-желтому, через коричневый к синему и затем к серому. Вы должны уловить момент, когда желаемый цвет достигнет края. Обычно бледно-желто-коричневый цвет на краю режущего инструмента подходит для резки дерева, но для разных инструментов могут потребоваться другие цвета. Синий цвет сделает сталь жесткой и прочной, но недостаточно твердой, чтобы оставаться режущей кромкой. (Пружины закалены до синего цвета, а некоторые стальные детали, такие как винты, вороненые для декоративных целей.)
Не допускайте перегрева
Если вы позволите металлу слишком сильно нагреться, вам придется повторить стадию закалки. Вы можете повторить отжиг, закалку и отпуск без вреда для металла. Но слишком долгое время нахождения при высокой температуре может привести к выгоранию углерода из поверхностных слоев. Когда цвет станет подходящим, снова погасите инструмент. После этого он готов к окончательной очистке и заточке перед использованием.
Иногда требуется более точный отпуск, например, если требуется более крупный кусок с равномерным отпуском.Сделать это можно, нагрея изделие в духовке до заданной температуры или в масле. Для этих методов вам понадобится термометр. Они позволяют замачивать при правильной температуре, что может дать лучшие результаты.
СвязанныеНекоторые мысли о термообработке своими руками
Во-первых, узнайте свою сталь. Если вы купили имеющуюся в продаже инструментальную сталь, вы должны точно знать, что это такое. Но если вы используете что-то найденное, извлеченное из мусора или иначе неизвестное происхождение, у вас могут возникнуть проблемы с его укреплением.Сталь, используемая в каждом конкретном клинке, определить непросто. Металлургическая лаборатория взимает приличную сумму за проверку сплава, и я не знаю о домашнем испытательном комплекте («Смотри, дорогая, он посинел!»). И есть некоторый риск при закалке, скажем, закаленной в масле стали в воде. . В худшем случае он может сломаться или, по крайней мере, покоробиться, как сумасшедший. Старожилы «зажгли» стали, чтобы рассказать, что в них было. Искры, генерируемые шлифовальной машиной, будут гореть с разными визуальными характеристиками в зависимости от легирующих элементов.(Как различные красители в фейерверках.) Таким образом, вы можете шлифовать угол, наблюдать за искрами, затем шлифовать известную сталь и пытаться сравнить маленькие искры по форме, яркости, сложности и т. Д. И попытаться сопоставить.
В основном мы говорим о стали, упрочняющейся в масле или в воде. К воздушно-упрочняющим относятся Cr-V и тому подобное, которые мы, Галуты, не слишком часто используем и которые вообще не использовались в старых инструментах. Более безопасную закалку неизвестной, возможно, водоотверждаемой стали в масле, чем наоборот.Водоотверждаемая сталь может не затвердеть в масле, и в этом случае вы можете попробовать еще раз в воде. Я не хочу мутить воду всем этим, но, эй, если бы это было легко, все бы это делали.
Первый шаг — довести металл до его критической температуры, которая со старым добрым O-1 (масло для закалки) составляет 1450 ° — 1500 ° F. Есть хороший пирометр? Без проблем. Во время преобразования кристалла из феррита в аустенит сталь перестает быть магнитной при этой температуре. Это явление получило название «Точка Кюри» в честь первооткрывателя Пьера.Таким образом, можно просто нагреть металл до тех пор, пока магнит не перестанет притягиваться к нему, а затем закалить в масле. Мне нравится использовать арахисовое масло, потому что температура воспламенения очень высока, что сводит к минимуму риск возгорания ( риск все еще существует; будьте готовы: для работы используйте длинные щипцы, чтобы руки не мешали, наденьте перчатки. и держите под рукой огнетушитель ), и когда дымится, он приятно пахнет. Как довести лезвие до точки Кюри, вероятно, самая большая проблема для мастера. Когда металл светится красным, углерод ведет себя так, как будто он находится в жидкости, и поэтому может перемещаться по нему, как ему заблагорассудится.Это необходимо для того, чтобы произошло затвердевание, но около поверхности металла эти неверные маленькие атомы углерода сразу же сбегут с любыми доступными кислородными шлюхами, с которыми они сталкиваются (кислород так соблазнительны), и тогда они потеряны навсегда. Мы это ненавидим. Мы пытаемся предотвратить это, нагревая металл в инертной (бескислородной атмосфере) и / или ограничивая время нагревания красным (на воздухе) до минимума. Факел делает и то и другое очень трудным. Очень сложно равномерно нагреть что-то такое большое, как лезвие типа Норриса, с помощью небольшого пятна тепла, генерируемого факелом.Кузнечный огонь лучше из-за его однородности, и ему можно немного не хватать воздуха, чтобы уменьшить кислород в непосредственной близости. Небольшая испытательная печь лабораторного типа работает неплохо. (Также используется для испытаний керамической глазури.) Добавьте брикет древесного угля, чтобы удалить часть кислорода.
Обновление: на сайте www.rosemill.com есть покрытия, предотвращающие окисление и потерю углерода, которые обещают сделать домашнюю термообработку более успешной.
Когда он достигнет критической температуры, снимите его с огня и быстро окуните в достаточное количество масла комнатной температуры.Слегка взболтайте, пока он не остынет до температуры ниже 150 ° F. Теперь он должен быть очень твердым и слишком хрупким для использования. (Если вы попытаетесь подпилить его, напильник должен соскользнуть по лезвию.)
Два способа доведения до приемлемой твердости / прочности: по цвету или по температуре. Если у вас на кухне очень аккуратная духовка, просто нагрейте ее до 325 ° F, и все готово. Точная фритюрница сделает то же самое, но используйте хороший термометр, чтобы дважды проверить духовку или термостат фритюрницы. Без точного контроля температуры вам придется использовать цвета оксидов на поверхности, чтобы знать, когда будет достаточно.Во-первых, очистите какую-то часть лезвия (возможно, плоскую поверхность позади фаски), пока она снова не станет блестящим металлом. При нагревании это пятно меняет цвет (вы видели радугу цветов на любой перегретой стали), начиная с очень слабого желтого (называемого светлой соломой). Поскольку нам нравятся наши лезвия Good-n-Hard ™, остановитесь на этом (снимите с огня, закалите, если необходимо, чтобы остановить дальнейшее увеличение). Любой цвет за пределами самой слабой соломки — это слишком. (Лезвие по-прежнему будет работать, оно просто не будет удерживать нужную кромку.) Будьте осторожны с закаливанием. Вы всегда можете повторно закалить слишком твердое лезвие, но если вы зайдете слишком далеко и слишком сильно его размягчите, вам придется заново закалить его. Так что, если лезвие кажется слишком твердым, просто бросьте его обратно в духовку и поднимите немного выше. Однако метод духовки / фритюрницы является предпочтительным, поскольку вы можете оставить деталь при температуре отпуска на время, достаточное для того, чтобы произошло истинное темперирование. Метод факела, использующий цвета поверхности, может оставить некоторую трансформацию невыполненной.
Готово.Если лезвие выглядит ужасно, вы можете обработать его пескоструйным аппаратом или отшлифовать, но все равно оно должно работать хорошо. Перед хонингованием обязательно немного отшлифуйте фаску. На этот тонкий срез, вероятно, ушло больше, чем его справедливая доля злоупотреблений выгоранием углерода, и вам нужно добраться до хороших вещей. (может потребоваться до 0,025 дюйма, чтобы пройти через очищенный от карбона слой.) То же самое для спины. Хорошая работа на спине, по крайней мере, если не более важна, чем работа над фаской. Небольшой лишний локоть Смазка удалит обезуглероженный слой и доберется до хорошего металла.Не забывайте: спина — это передний край. Подумай об этом. Если задняя часть не была заточена достаточно глубоко, лезвие никогда не будет работать нормально.
Удачи!
— Ron
Как упрочнять низкоуглеродистую сталь? Ознакомьтесь с различными решениями!
Если вы когда-нибудь сталкивались с низкоуглеродистой сталью, то, вероятно, задавались вопросом, как закалить этот кусок металла. Очень интересно видеть низкоуглеродистую сталь, которой можно придать любую форму. Все становится интересно, когда речь идет о его укреплении.
Существуют различные способы закалки низкоуглеродистой стали, не требующие промышленных технологий. В этой статье я собираюсь обсудить различные способы закалки мягкой стали.
Меры предосторожности
Вы будете иметь дело с огнем, металлом и маслом. Поэтому необходимо соблюдать меры предосторожности. Убедитесь, что ваше рабочее место хорошо вентилируется. Работайте в защитной одежде, например, в прочных перчатках, очках и т. Д.
Кроме того, имейте резервный огнетушитель на случай чрезвычайной ситуации.Масло легко загорается, поэтому будьте очень осторожны, когда собираетесь погрузить раскаленную сталь в масло. Таким образом, наличие огнетушителя минимизирует ущерб в случае аварии.
Если масло загорелось, обязательно бросьте сталь в усиленное ведро, а затем воспользуйтесь огнетушителем.
Метод 1. Закалка низкоуглеродистой стали в соленой воде
Это один из старейших методов закалки низкоуглеродистой стали. Для работы вам больше не требуются какие-либо изящные инструменты, а все необходимое легко доступно.Интересно то, что вам не нужно иметь дело с токсичными химическими веществами с помощью этого метода.
Вещи, которые вам понадобятся
1. Приготовьте пасту для отверждения
Сначала вам нужно приготовить пасту для отверждения. Для этого возьмите стеклянную миску и добавьте ложку цельнозерновой муки и две ложки соли. Медленно добавляйте воду в смесь, пока она не превратится в пасту.
Количество необходимой закалочной пасты будет зависеть от того, какую поверхность стали вы хотите закалить. Если вы заметили нехватку пасты, выполните ту же процедуру, чтобы получить достаточное количество пасты.
2. Нагрейте область перед нанесением пасты.
Перед нанесением пасты на область, которую вы хотите затвердеть, сначала нагрейте эту область. Медленно нагрейте поверхность; это поможет пасте надежно приклеиться к этой поверхности.
Опять же, температура, которую необходимо достичь для нагрева металла, будет зависеть от его размера и температуры в вашем помещении. Но эмпирическое правило — нагревать медленно и часто проверять, насколько хорошо паста прилипает к металлической поверхности.
3.Нанесите пасту
. Когда температура достигнет уровня, при котором паста прилипнет, вам нужно будет покрыть участки, которые вы хотите затвердеть.
Способ укладки пасты на поверхность; это придаст объекту твердость этой формы. Поэтому убедитесь, что вы аккуратно наносите пасту.
4. Снова нагрейте участок, чтобы паста затвердела.
Теперь пора нагреть участок, покрытый пастой. Нагрейте его при температуре 1500 градусов по Цельсию, пока он не станет ярко-красного цвета.Процесс нагрева займет около нескольких часов.
5. Закалка стали
Сразу после того, как поверхность достигнет соответствующей температуры, закалите сталь в холодной и чистой воде. Это мгновенно закалит сталь. Оставьте сталь в этой воде на несколько минут. Это еще больше завершит процесс застывания.
После закалки сталь необходимо отпустить. Когда вы нагреете и закалите сталь, резкое и быстрое изменение температуры заставит сталь даже затвердеть.Но это сделает сталь хрупкой.
Следовательно, сталь необходимо отпустить, чтобы она не стала хрупкой.
Для дальнейшего отпуска нагрейте закаленную сталь до тех пор, пока вокруг нее не появится голубой жар. Видимое голубое тепло указывает на то, что сталь имеет подходящую температуру. Теперь дайте стали постоять и медленно остыть при комнатной температуре.
Метод 2: Закалка стали с помощью моторного масла
Использование моторного масла — еще один способ закаливания низкоуглеродистой стали. Обычно чистая сталь мягкая для многих применений.Следовательно, если вы хотите нанести твердый слой на сталь, вам необходимо убедиться, что углерод сплавлен на молекулярном уровне на верхнем сантиметре стали.
Теперь давайте посмотрим, как можно закалить сталь с помощью моторного масла.
1. Нагрейте сталь и окуните ее в моторное масло.
Сначала нагрейте сталь с помощью горелки. Также можно использовать печь с сильфоном. Продолжайте нагревать сталь, пока она не станет докрасна. По окончании нагрева возьмите сталь клещами и немедленно погрузите ее в моторное масло.
Дайте стали оставаться в этом положении в масле примерно 60 секунд. Углерод, содержащийся в моторном масле, будет связывать верхний слой горячих молекул стали, образуя прочную внешнюю поверхность на стали.
2. Вымойте и разогрейте сталь
Теперь возьмите сталь с масла и тщательно промойте ее мылом для посуды, следя за тем, чтобы на поверхности не было маслянистости. Будьте осторожны, поднимая сталь, потому что, если вы уроните ее или по ней ударится, она разлетится, как стекло, поскольку на данном этапе она хрупкая.
Затем нагрейте очищенную сталь, пока она не станет раскаленной. Этот цвет появляется непосредственно перед тем, как стать докрасна. Поэтому не нагревайте его слишком долго. Это гарантирует, что сталь не расколется, как стекло, и предотвратит хрупкость.
3. Охладите водой
Возьмите раскаленную сталь щипцами и немедленно погрузите в усиленное ведро, наполненное чистой водой. Дайте стали остыть в воде комнатной температуры.
Ваша закаленная сталь готова. Внешний слой вашей стали теперь как минимум на 40 процентов тверже, чем был в предыдущем состоянии.
Заключительные слова
Было весело играть с раскаленным металлом и маслом. Теперь, если вам нужно закалить какой-либо металлический предмет, можно знать, что делать. Размер металла будет влиять на количество материалов, которые вам понадобятся для его упрочнения.
Убедитесь, что дети не играют рядом с вашей рабочей зоной. И не стоит недооценивать использование перчаток и очков во время работы.
Примечание. Если вы считаете, что эта статья для вас очень полезна, поделитесь ею со своим другом и коллегами.
Закалка, закалка, отпуск в Metlab of Wyndmoor PA.
(нажмите на миниатюру, чтобы увеличить)
Закалка металла / Закалка металла / Закалка металла
Три больших комплекта подшипников извлекаются из Metlab диаметром 180 дюймов с помощью печи цементации высотой 156 дюймов после температуры закалки (1550 ° F) для последующей закалки в горячее масло с мешалкой. Детали были науглерожены до глубины корпуса более 0,200 дюймов ECD. Вес приспособления и компонентов составляет около 40 000 фунтов.
Закалка металлов | Закалка металлов | Закалка металлов | Удобства
Закалка металла
Использование этой обработки приведет к улучшению механических свойств, а также к повышению уровня твердости, в результате чего изделие станет более жестким и долговечным. Сплавы нагреваются выше критической температуры превращения материала, затем охлаждают достаточно быстро, чтобы мягкий исходный материал превратился в гораздо более твердую и прочную структуру.Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале. Затвердевшие материалы обычно подвергаются отпуску или снятию напряжений для улучшения их размерной стабильности и ударной вязкости.
Стальные детали часто требуют термической обработки для получения улучшенных механических свойств, таких как повышение твердости или прочности. Процесс закалки состоит из нагрева компонентов выше критической (нормализационной) температуры, выдержки при этой температуре в течение одного часа на дюйм толщины, охлаждения со скоростью, достаточно быстрой, чтобы позволить материалу превратиться в гораздо более твердую и прочную структуру, а затем отпуск. .Сталь по существу представляет собой сплав железа и углерода; другие стальные сплавы содержат в растворе другие металлические элементы. Нагревание материала выше критической температуры приводит к переходу углерода и других элементов в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Затем детали подвергаются отпуску для преобразования микроструктуры, достижения соответствующей твердости и устранения напряжений.
Закалка металла
Материал нагревается до подходящей температуры, а затем закаливается в воде или масле для затвердевания до полной твердости в зависимости от типа стали.
Материал нагревают до температуры, подходящей для затвердевания, затем быстро охлаждают, погружая горячую часть в воду, масло или другую подходящую жидкость, чтобы преобразовать материал в полностью затвердевшую структуру. Закаленные детали обычно должны быть выдержаны, отпущены или сняты напряжения для достижения надлежащей ударной вязкости, окончательной твердости и стабильности размеров.
Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале и конечных механических свойств, которые должны быть достигнуты.Закаленные материалы подвергаются отпуску для улучшения их размерной стабильности и прочности.
Закалка металла
Отпуск проводится для достижения требуемого сочетания твердости, прочности и вязкости или для уменьшения хрупкости полностью закаленных сталей. Стали никогда не используются в закаленном состоянии. Комбинация закалки и отпуска важна для изготовления прочных деталей.
Эта обработка следует за закалкой или охлаждением на воздухе.Отпуск обычно считается эффективным для снятия напряжений, вызванных закалкой, в дополнение к снижению твердости до определенного диапазона или соблюдению определенных требований к механическим свойствам.
Отпуск — это процесс повторного нагрева стали при относительно низкой температуре, приводящий к выделению и сфероидизации карбидов, присутствующих в микроструктуре. Температура и время отпуска обычно контролируются для получения конечных свойств, требуемых от стали.В результате получается компонент с соответствующим сочетанием твердости, прочности и вязкости для предполагаемого применения. Отпуск также эффективен для снятия напряжений, вызванных закалкой.
Сооружения
Открытая или закрытая печь — закалка, отжиг, нормализация, обработка раствором и т. Д. До 2200 ° F
- Шахтная печь — диаметр 144 дюйма, высота 96 дюймов
- Шахтная печь — диаметр 180 дюймов на высоту 156 дюймов Шахтная печь
- (2) — диаметр 54 дюйма, высота 180 дюймов
- Колпаковые печи (4) — диаметр 72 дюйма, высота 84 дюйма
- Интегральные закалочные печи в масле — 24 x 36 x 24 дюйма в высоту, 18 x 24 x 18 дюймов в высоту
- Печь с вращающимся подом и закалка под прессом — Детали диаметром до 16 дюймов
- Вакуумная печь — 24 «О.D. x глубина 24 дюйма
наверх
Науглероживание низкоуглеродистой стали — как это работает
Мягкая сталь — это разновидность углеродистой стали с низким содержанием углерода . По этой же причине низкоуглеродистую сталь называют «низкоуглеродистой сталью» или «простой углеродистой сталью». Типы стали с более высоким содержанием углерода и очень небольшим количеством других сплавов известны как стали с более высоким содержанием углерода (0,3–2%) или чугун (> 2%). Из-за относительно небольшого количества углерода низкоуглеродистая сталь более ковкая и, следовательно, с ней легче работать, чем со сталями с более высоким содержанием углерода.Однако такое низкое содержание углерода также делает низкоуглеродистую сталь относительно мягкой, поэтому цементируемая низкоуглеродистая сталь является популярной и (относительно) простой процедурой улучшения механических свойств.
О низкоуглеродистой стали
Чтобы узнать, как работает цементированная низкоуглеродистая сталь, рекомендуется сначала изучить материал. Уровень углерода в мягких сталях колеблется от 0,05 до 0,25%, поэтому не все мягкие стали одинаковы. Чем выше содержание углерода, тем тверже материал.
Низкоуглеродистая стальтакже более пластична и поддается сварке , чем большинство других типов стали. Это одна из основных причин, почему низкоуглеродистая сталь в настоящее время является наиболее широко используемым и производимым типом стали в мире. Обработка низкоуглеродистой стали намного дешевле, чем высокоуглеродистых сталей и легированных сталей. Хотя он демонстрирует сравнительно небольшую твердость и (предел текучести и растяжения), его механические свойства достаточны для многих областей применения.
Низкоуглеродистая сталь обладает ферритной структурой из-за чрезвычайно высокого содержания железа.Эта структура отвечает за магнитные свойства мягкой стали.
Почему низкоуглеродистые стали не следует подвергать термической обработке
С другой стороны, мягкие стали, как правило, труднее обрабатывать, когда речь идет только о термообработке и закалке. Это можно сделать, но практически ничего не изменится. Из-за низкого содержания углерода и легирующих элементов низкоуглеродистая сталь не образует мартенситной структуры при закалке после нагрева.
Науглероживание низкоуглеродистой стали — Руководство
Хотя верно, что только нагрев и закалка не являются хорошим выбором для упрочнения низкоуглеродистых сталей, это не обязательно верно для другого метода цементирования, а именно науглероживания.
Науглероживание — это процесс диффузии углерода на поверхность низкоуглеродистой стали для повышения твердости. Затем материал закаливают, чтобы углерод закрепился на месте. Конкретные этапы цементации мягких сталей следующие:
- Сначала объект нагревают до температуры аустенизации, а затем подвергают воздействию атмосферной каучуки.
- В зависимости от необходимой глубины и уровня углерода объект выдерживается при этой постоянной температуре от нескольких минут до нескольких часов.
- После завершения процесса диффузии объект закаливают в масле или воде.
- Глубина науглероживания зависит от области применения и материала и может составлять от микрон до нескольких миллиметров.
Преимущества цементируемых мягких сталей
Мягкие стали, подвергнутые науглероживанию, имеют твердую поверхность и мягкий сердечник. Это означает, что цементированная низкоуглеродистая сталь тверже, но не хрупка. Сердечник в значительной степени сохраняет свою пластичность и прочность, будучи защищенным твердой поверхностью.Эта улучшенная поверхность также показывает лучшую устойчивость к износу и усталости. С помощью соответствующих защитных паст возможно также частичное науглероживание. Вы можете связаться с нами для получения дополнительной информации здесь.
Руководство для деревообработчика по инструментальной стали и термообработке
Справочник плотника по инструментальной стали и плавке Лечение
Вы когда-нибудь задумывались, из какой волшебной стали можно сделать твердую или твердую? мягкий? Я тоже.После закалки моего первого плоского железа я решил выяснить. Эта страница — результат моих исследований. Пока существуют десятки различных рецептур инструментальной стали, единственный, с которым у меня есть опыт — O-1 Oil. Закалочная инструментальная сталь . Я использую O-1 для следующих причины:
- Это дешево и доступно
- Имеет одну из самых низких температур затвердевания среди всех инструментальные стали для термообработки в домашних условиях
- Обладает хорошей устойчивостью к короблению при закалке
- Справочник по машинному оборудованию рекомендует O-1 для «инструменты с острыми краями (ножи, бритвы)» и «инструменты для операции, где не требуется высокая скорость, но стабильность при термической обработке и значительной стойкости к истиранию необходимо «
В следующих обсуждениях термины «сталь», «инструмент» сталь »и« углеродистая сталь »следует понимать как относящиеся к к О-1.В то время как физические изменения и фазовые отношения в термическая обработка практически одинакова для всех инструментальных сталей, требуемые температуры (и другие физические свойства) широко варьируются в зависимости от состава. Отметим также, что другие жидкости (вода, воздух) помимо масла используются для закалки различных Инструментальные стали и процедуры отпуска также различаются.
| Химический состав инструментальной стали O-1 | Физические свойства инструментальной стали O-1 | ||
|---|---|---|---|
| Утюг | 97.1% | Закалка (° F) | 1450–1500 |
| Углерод | 0,90% | (° C) | 788–816 |
| Хром | 0.50% | Темперирование (° F) | 350–550 |
| Марганец | 1.00% | (° C) | 177 — 228 |
| Вольфрам | 0.50% | Диапазон жесткости (R c ) | 64–58 |
Определения:
Отжиг — Размягчение инструмента сталь для обработки, нагреванием до температуры закалки и медленно остывает.Медленное охлаждение может быть достигнуто закапывать сталь в изолирующую среду, такую как известь или вермикулита и дать ему остыть до комнатной температуры.Закалка — Нагрев стали до закалки температура и внезапное охлаждение путем закалки в масле ванна.
Закалка — Повторный нагрев закаленной стали до температура отпуска для снятия напряжения, вызванного процесс закалки, и удалите часть твердости в обмен на стойкость.Незаконченная, закаленная инструментальная сталь почти такой же хрупкий, как стекло.
Что происходит при термообработке инструмента Стали?
Углерод и железо существуют вместе в нескольких различные фазы, в зависимости от процентного содержания углерода и температура. Фазовая диаграмма Fe-C показывает эти отношения. Упрощенная фаза Fe-C Схема (стальная часть) Для нашего обсуждения важны четыре этапа: Обратите внимание, что показанная диаграмма предназначена только для стальной части. системы.При содержании углерода 2-6,67% сплав чугун. Сплав с содержанием углерода более 6,67% состоит из цементит и графит.Сплав, состоящий ровно из 0,76% углерода и 99,24% Fe, имеет самую низкую температуру, при которой преобразование феррита и цементита в аустентит завершено. Эта сталь известна как эвтектоид . Увеличение количества углерода выше этого количества, а также добавление других легирующих элементов, также увеличивает температуру полного фазового превращения (т.е.е., закалка).
Полностью отожженная углеродистая сталь состоит, помимо примеси и другие легированные элементы механического смесь железа и карбида железа. Утюг берет кристаллическая форма феррита, а карбид железа принимает кристаллическая форма цементита. Общая структура состоит из полосы этих двух компонентов и известен как перлит. В этом состоянии сталь мягкая и работоспособный.
Поскольку сталь нагревается выше критической температуры, около 1335 ° F (724 ° C), он претерпевает фазовый переход, перекристаллизовывается в виде аустенита.Продолжение нагрева до температура отверждения, 1450-1500 ° F (788-843 ° C) обеспечивает полное превращение в аустенит. На данный момент сталь перестала быть магнитной и приобрела вишнево-красный цвет.
Если аустенитная сталь охлаждается медленно (процесс известный как отжиг), он вернется в перлитный структура. Однако если его резко охладить путем закалки в масляная ванна, новая кристаллическая структура, мартенсит, — это сформирован.Для мартенсита характерна угловатая игольчатая форма. структура и очень высокая твердость.
Хотя мартенситная сталь чрезвычайно твердая, она также чрезвычайно хрупкий, ломается, раскалывается и рассыпается вместе с малейшее потрясение. Кроме того, внутренние напряжения остаются в средство от внезапной закалки; это также облегчит поломка инструмента. Закалка снимает эти стрессы и вызывает частичное разложение мартенсита на феррит и цементит.Величина этого частичного изменения фазы равна контролируется температурой отпуска. Закаленная сталь не такая твердая, как чистая мартенсит, но намного прочнее.
Влияние легирующих элементов на свойства инструментальной стали:
- Углерод: Повышение содержания углерода незначительно увеличивает твердость и значительно увеличивает износостойкость.
- Марганец: Небольшие количества марганца снижают хрупкость и улучшают ковкость.Большие суммы марганца улучшают прокаливаемость, позволяют закалку в масле и уменьшают закалочную деформацию.
- Кремний: Повышает прочность, ударную вязкость и ударопрочность.
- Вольфрам: Повышает «горячую твердость» — используется в быстрорежущей инструментальной стали.
- Ванадий: Улучшает структуру карбида и ковкость, а также повышает твердость и износостойкость.
- Молибден: Повышает глубокую закалку, повышает ударную вязкость и, в больших количествах, «горячую твердость».Используется в быстрорежущей инструментальной стали, потому что она дешевле вольфрама.
- Хром: Повышает прокаливаемость, износостойкость и прочность.
- Никель: В меньшей степени повышает ударную вязкость и износостойкость.
Типы инструментальной стали, кроме О-1:
Серии A и D (A-2, D-2 и т. Д.) Содержат больше хрома и, следовательно, обладают большей износостойкостью.Серия S содержит больше кремния и, следовательно, более устойчива к ударам. Серии M и T содержат больше молибдена или вольфрама, а также быстрорежущие стали с гораздо большей жаропрочностью. Все они требуют значительно более высоких температур для затвердевания, чем O-1, и не являются действительно подходит для закаливания в домашних условиях.Зачем криогенно обрабатывать инструментальную сталь?
В некоторых легированных инструментальных сталях значительные количества аустенита не превращаются в мартенсит при закалке.Это особенно верно в отношении A-2 и D-2; эти стали выбираются для режущих инструментов из-за их более высоких износостойкость, которая снижается за счет остаточного аустенита. Поскольку аустенит нестабилен при комнатной температуре, он постепенно превращается до мартенсита в течение определенного периода времени — но мы говорим о годах, слишком долго, чтобы быть практичным. Так переохлаждение закаленного, закаленная сталь ускоряет преобразование до нескольких часов. После криогенной обработки инструмент повторно закаляется, и исследования показывают, что в результате существенно повышается износостойкость.Поскольку мартенситное превращение более полное в O-1, криогенная обработка для этой инструментальной стали не требуется.
Цвет инструментальной стали в зависимости от температуры
| 2000 ° F | Ярко-желтый | 1093 ° С |
| 1900 ° F | Темно-желтый | 1038 ° С |
| 1800 ° F | Оранжево-желтый | 982 ° С |
| 1700 ° F | Оранжевый | 927 ° С |
| 1600 ° F | Оранжевый красный | 871 ° С |
| 1500 ° F | Ярко-красный | 816 ° С |
| 1400 ° F | Красный | 760 ° С |
| 1300 ° F | Средний красный | 704 ° С |
| 1200 ° F | Тусклый красный | 649 ° С |
| 1100 ° F | Светло-красный | 593 ° С |
| 1000 ° F | Очень слабый красный, в основном серый | 538 ° С |
| 0800 ° F | Темно-серый | 427 ° С |
| 0575 ° F | Синий | 302 ° С |
| 0540 ° F | Темно-фиолетовый | 282 ° С |
| 0520 ° F | Фиолетовый | 271 ° С |
| 0500 ° F | Коричневый / фиолетовый | 260 ° С |
| 0480 ° F | Коричневый | 249 ° С |
| 0465 ° F | Темная солома | 241 ° С |
| 0445 ° F | Светлая солома | 229 ° С |
| 0390 ° F | Слабая солома | 199 ° С |
Сталь может иметь разные цвета в зависимости от температуры.Температуры выше 800 ° F (427 ° C) производят
лампы накаливания; атомы в стали так возбуждены
из-за тепла они испускают фотоны. Температура ниже
800 ° F (427 ° C) дает цвета окисления. Как
сталь нагревается, на поверхности образуется оксидный слой; это
толщину (и, следовательно, интерференционный цвет как свет
отражено) является функцией температуры. Эти цвета могут быть
используется в закалке инструментальной стали.
Если цвета являются проблемой:
Использовать цвет для определения температуры не всегда практично.От пяти до десяти процентов мужчин население дальтоник; кроме того, на солнце гораздо труднее судить о цвете раскаленной стали, если вы делаете термообработку на открытом воздухе, что вам следует делать, если в вашем магазине нет вытяжного шкафа и дымохода. Темперирование может быть делается в духовке с помощью точного градусника. Для температуры застывания есть несколько решений:Магнетизм: Помните, что при критической температуре, когда начинается фазовый переход в аустенит, сталь будет стать немагнитным.
Пирометры: Хотя хорошие пирометры дороги, термопару типа K можно купить за несколько долларов в магазине.
цех изделий из стекла или керамики. Подключите его к цифровому мультиметру, загрузите милливольт в график температуры
для термопары, и все готово. Я проделал это, пропустив термопару через небольшое отверстие в боковой стенке газовой кузницы,
и это кажется довольно точным. Некоторые интернет-ресурсы:
Tempilstiks: Tempilstiks — это цветные карандаши, которые гарантированно тают в пределах 1% от их номинальной температуры.Доступно в широкий диапазон температур до 2500 ° F, их можно приобрести у дилеров кузнечного / кузнечного оборудования (онлайн на Кентавр Кузница).
Руководство по закалке и отпуску инструментальной стали O-1
Старт с отожженной сталью. На этом этапе сталь мягкая Достаточно для работы с файлом. Сделайте все, что вы делаете сейчас. Однако, если вы делаете кромочный инструмент, пока не шлифуйте острую кромку — просто остановитесь. острого, оставив его тупым.
Маленькая газовая кузница с самовоздушной горелкой (Острый край во время жары обработка приведет к нежелательным нагрузкам на инструмент.)Используя соответствующий источника тепла (или Building the Reil Burner) нагрейте сталь до критической температуры. Как узнать, когда вы достигли критической температуры? Аустенит, кристаллическая структура железа / углерода, которая образуется выше критическая температура, немагнитна.Я держу старую Магнит, удерживаемый в тисках, удобен при закалке. Когда сталь достаточно горячая, магнит не прилипает. В в этот момент сталь вишнево-красного цвета.
На изображении действительно виден приближающийся темно-желтый ярко-желтый; вишнево-красный можно увидеть ниже лезвие. Теперь снимите сталь с огня и немедленно закалить в масле. Подойдет любое масло; Я погасил с отработанным моторным маслом, но теперь предпочитаю дешевое растительное масло в металлическое ведро на 5 галлонов.(Я бы предпочел думать о картофеле-фри чем двигатель, работающий на масле.) Когда ты окунуть раскаленную сталь в масло вертикально — если если погрузить его под углом, он покоробится. Тщательно перемешайте его в масле, двигая вверх-вниз. движение; перемешивание также может вызвать коробление. Это Хотя, похоже, я вхожу под углом в картинка, клещи держат инструмент под одним углом, и фактически движение инструмента и моей руки вертикальный.важно, чтобы он продолжал двигаться, чтобы пополнить масло на поверхность из стали; иначе образуется паровой слой в результате гашение происходит медленнее, чем хотелось бы. Если тушить слишком медленно, инструмент будет недостаточно твердым. Держите сталь в масло, пока масло не перестанет пузыриться.Как только сталь достаточно остынет, протрите ее. и проверьте его твердость. Если вы все сделали правильно, файл не кусается — он просто соскользнет с края инструмента.Если это достаточно тяжело, пора закаляться; это важно закалить как можно скорее после закалки. Вы можете просто поставьте инструмент в духовку, если доверяете его настройке температуры (может быть, хороший термометр будет хорошей инвестицией), или можно закалить, как это делают кузнецы — нагревая инструмент до он достигает нужного цвета. Чтобы увидеть цвета окисления, вам придется осветлить инструмент на грубой бумаге эмори. Мы не говорим здесь о зеркальной отделке — достаточно, чтобы обнажить голый металл (возможно, до 220 грит).Теперь, используя подходящего источника тепла, осторожно нагрейте инструмент от некоммерческое преимущество. Идея состоит в том, чтобы смягчить резку край, поэтому режущая кромка будет тверже, чем другой конец инструмента. Например, лезвие ножа будет тверже. чем вдоль его спины — спина будет более закалена, чтобы дать это гибкость. По мере того, как инструмент нагревается, первый цвет вы должен увидеть бледно-соломенный цвет. Продолжайте нагреваться и позвольте этот цвет растекаться по направлению к режущей кромке.Так же, как это достигнув режущей кромки, погрузите инструмент в воду, чтобы не допускайте чрезмерного закаливания. Готово, если инструмент это рубанок или долото — все, что вам нужно сделать сейчас, это сплющить спину и заточите. Для инструмента, требующего большей прочности (меньшая хрупкость), например, холодное долото, вам следует темперамент немного повыше. Для настоящей гибкости, как пружина, полностью перейти к синему.
Зависимость твердости от температуры отпуска
Авторские права © Питер Л. Берглунд, 2006 г.Все права защищены; контент не может быть воспроизведен без разрешения автора.
Разница между отжигом и отпуском | Металл Супермаркеты
В чем разница между отжигом и отпуском?
Разница между отжигом и отпуском заключается в том, как они обрабатываются. Отжиг включает нагрев стали до заданной температуры, а затем охлаждение с очень медленной и контролируемой скоростью, тогда как отпуск включает нагрев металла до точной температуры ниже критической точки и часто проводится в воздухе, вакууме или инертной атмосфере.
Термическая обработка
Термическая обработка используется для изменения физических и механических свойств металла без изменения его формы. Это важные процессы в производстве металла, которые улучшают желаемые характеристики металла, в то же время позволяя проводить дальнейшую обработку.
Различные процессы термообработки включают тщательно контролируемый нагрев и охлаждение металла. Сталь, например, обычно подвергается термической обработке для использования во множестве коммерческих применений.
Общие цели термической обработки:
- Увеличить силу
- Повышение твердости
- Повысить ударную вязкость
- Улучшение обработки
- Улучшить формуемость
- Увеличить пластичность
- Повышение эластичности
Этап охлаждения оказывает различное воздействие в зависимости от металла и процесса. Когда сталь охлаждается быстро, она затвердевает, тогда как стадия быстрого охлаждения при отжиге в растворе приводит к размягчению алюминия.
Существует много видов термообработки, но двумя важными из них являются отжиг и отпуск.
Отжиг
Отжиг включает нагрев стали до заданной температуры и затем очень медленное и контролируемое охлаждение.
Отжиг обычно используется для:
- Размягчение металла для холодной обработки
- Повышение обрабатываемости
- Повышение электропроводности
Отжиг также восстанавливает пластичность. Во время холодной обработки металл может затвердеть до такой степени, что дальнейшая работа приведет к растрескиванию.За счет предварительного отжига металла холодная обработка может происходить без риска образования трещин, поскольку отжиг снимает механические напряжения, возникающие во время обработки или шлифования.
Отжиг используется для стали, однако другие металлы, включая медь, алюминий и латунь, могут подвергаться процессу, называемому отжигом в растворе.
Большие печи используются для отжига стали. Внутренняя часть духовки должна быть достаточно большой, чтобы воздух мог циркулировать вокруг металла. Для больших кусков используются газовые конвейерные печи, в то время как печи с вагонным подом более практичны для небольших кусков металла.
В процессе отжига металл нагревается до определенной температуры, при которой может происходить рекристаллизация. На этом этапе устраняются дефекты, вызванные деформацией металла. Металл выдерживают при этой температуре в течение фиксированного периода времени, а затем охлаждают до комнатной температуры.
Процесс охлаждения должен выполняться очень медленно, чтобы получить улучшенную микроструктуру и, таким образом, добиться максимальной мягкости. Часто это делается путем погружения горячей стали в песок, золу или другие вещества с низкой теплопроводностью или путем выключения печи и предоставления стали остыть вместе с печью.
Закалка
Закалка используется для повышения ударной вязкости сплавов железа, особенно стали. Незакаленная сталь очень твердая, но слишком хрупкая для большинства применений. Закалка обычно проводится после закалки, чтобы уменьшить излишнюю твердость.
Закалка используется для изменения:
- Твердость
- Пластичность
- Прочность
- Прочность
- Структурная устойчивость
Закалка включает нагрев металла до определенной температуры ниже критической точки и часто проводится на воздухе, в вакууме или в инертной атмосфере.
Температура регулируется в зависимости от степени жесткости, которую необходимо уменьшить. Хотя он варьируется в зависимости от типа металла, обычно низкие температуры уменьшают хрупкость при сохранении большей части твердости, тогда как более высокие температуры снижают твердость, что увеличивает эластичность и пластичность, но приводит к потере некоторой текучести и прочности на разрыв.
Важно нагревать металл постепенно, чтобы сталь не растрескалась. Затем металл выдерживают при этой температуре в течение фиксированного периода времени.Приблизительная норма — один час на дюйм толщины. За это время в металле снимаются внутренние напряжения. Затем металл охлаждают на неподвижном воздухе.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 85 магазинами в США, Канаде и Великобритании. Мы являемся экспертами по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения.В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.