Как провести сварку оцинковки?
Сварка оцинковки – ответственный процесс, который характеризуется низкой рабочей температурой при расплавлении присадочных материалов. Сложность работ обусловлена свойствами цинка: его температура плавления всего 420 °C. Небрежное отношение к технологии сварочных работ может привести к выгоранию защитного слоя цинка, что влечет за собой дефекты соединения: трещины или поры шва.
Блок: 1/5 | Кол-во символов: 381
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Особенности сварки оцинковки
Легкоплавкость защитного слоя делает сварку оцинкованной стали непростой задачей. Подбор оптимального режима сварки не сможет ее решить. Выход из ситуации – ручная дуговая сварка инвертором с применением специальных электродов с защитным покрытием. Альтернатива – применение присадочной проволоки и полуавтомата для работы в среде защитного газа.
Важно! Пары цинка – опасное вещество.
Категорически не рекомендуем производить сварку оцинковки в непроветриваемых помещениях. Не следует забывать про средства индивидуальной защиты – использование респиратора обязательно!

Присадочный материал имеет медно-кремниевую или алюминиево-бронзовую рабочую составляющую, которая положительно влияет на качество сварки. Особенности данного процесса следующие:
- Обработка шва. Полученное соединение легко поддается механической обработке.
- Качество соединения. Шов имеет катодную защиту и не подвержен воздействию коррозии.
- Стабильность процесса. Он характеризуется практически полным отсутствием брызг и малой степенью выгорания.
Сварка отверстий в оцинковке имеет свои особенности. Заделка отверстий предполагает их предварительную очистку от загрязнений, следов коррозии или нефтепродуктов. При значительном диаметре окна используют специальные конусные вставки, которые точечным методом фиксируются по периметру. При толщине металла более 2 мм применяются перегородки или пробки из низкоуглеродистого металла. Незначительные проколы предварительно рассверливают до размера 18–20 мм. Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Незначительные проколы предварительно рассверливают до размера 18–20 мм. Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Блок: 2/5 | Кол-во символов: 1594
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Нюансы проведения
Имеется несколько технологий покрытия цинком металлических изделий, с разной толщиной защитного слоя. При сварке стали с оцинкованной плёнкой, например, листового материала, происходит резкое нагревание до температуры выше 1 тыс. градусов, а это провоцирует такие последствия:
- цинк расплавляется и начинает испаряться;
- пары проникают в металл детали и нарушают её структуру;
- испарения влияют на качество шва.
Пары цинка, содержащиеся в воздухе, имеют высокую токсичность, что особо опасно для окружающих
Блок: 2/7 | Кол-во символов: 618
Источник: https://svarka. guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Удаление покрытия
Существует несколько способов сварки оцинковки. Выбор зависит от качества металла, толщины покрытия на нем, перспективы применения конструкции.
Проще всего снять поверхностный слой оцинковки механически. Для этого подойдут любые жесткие абразивы. Оцинковка при очистке требует больших усилий.
Можно удалять слой термическим способом, но при нагревании, опять же, возможны вредные испарения. Существуют химические способы убрать покрытие в месте будущих швов.
Опасения вызывают остатки незащищенных металлических участков рядом со швом. Оцинковка с такими оголенными участками в будущем может подвергаться коррозии, что вызовет порчу всей конструкции.
Блок: 3/7 | Кол-во символов: 669
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Область применения
Эксплуатация оцинкованных изделий и конструкций редко происходит в идеальных условиях. Поэтому сварка их необходима во всех сферах, где такая технология применяется:
Поэтому сварка их необходима во всех сферах, где такая технология применяется:
- нефтедобывающая и газодобывающая промышленность;
- нефтеперерабатывающая и газоперерабатывающая промышленность;
- автомобилестроение;
- строительство;
- энергетика;
- конструкции для автодорожной инфраструктуры;
- сельское хозяйство;
- металлические конструкции для зданий;
- опоры ЛЭП, рекламных баннеров и других модулей;
- судостроение;
- вагоностроение;
- крепежные и мелкие металлические детали любого назначения;
- машиностроение и другие сферы.
Если в технологических процессах предприятия предусмотрена сварка оцинкованных изделий, необходимо обеспечить эффективную вентиляцию на рабочем участке и хорошую вентиляционную систему на всей производственной площадке, где проводятся работы. В противном случае сотрудникам грозит удушье и серьезные формы отравления. Помимо вентиляции, рабочие должны быть одеты в специальную форму, а лицо защищено маской.
Блок: 3/5 | Кол-во символов: 1005
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины.


Электроды МР-3, требуют напряжения холостого хода не менее 50 В
Блок: 3/7 | Кол-во символов: 897
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Способы сварки оцинкованного металла
Для сварки оцинкованной стали используют сварку следующими способами:
- полуавтоматическим;
- инверторным;
- газовой горелкой.
Сварка полуавтоматом
Полуавтоматическая сварка выполняется в защитной аргоновой среде или в углекислом газе. Диаметр проволоки выбирается в зависимости от толщины свариваемых оцинкованных конструкций.
Сварка оцинковки с применением полуавтомата имеет следующие особенности:
- тонколистовой металл следует варить точечно, в таком случае вероятность сквозного прожога будет минимальной;
- получить качественный сварной шов при напряжении менее 220В можно только с применением проволоки, диаметр которой составляет меньше требуемого на 0,2 мм;
- для соединения деталей в среде без защитной газовой атмосферы нужно использовать присадки;
- к заготовке цепляется положительный контакт, а к присадке — отрицательный.

Преимущества варки полуавтоматом:
- выполнение работ в присутствии или отсутствии защитной газовой атмосферы;
- высокое качество сварного шва: ровный, равномерный, однородный;
- выдержка широкого диапазона токовых параметров.
Недостатки:
- при наличии воздушных потоков от ветра или вентиляционной системы запрещено пользоваться данным методом;
- нужно использование габаритных баллонов с газом;
- требуются жёсткие шланги для подачи газа к месту проведения работ от баллонов.
Сварка оцинкованной заготовки
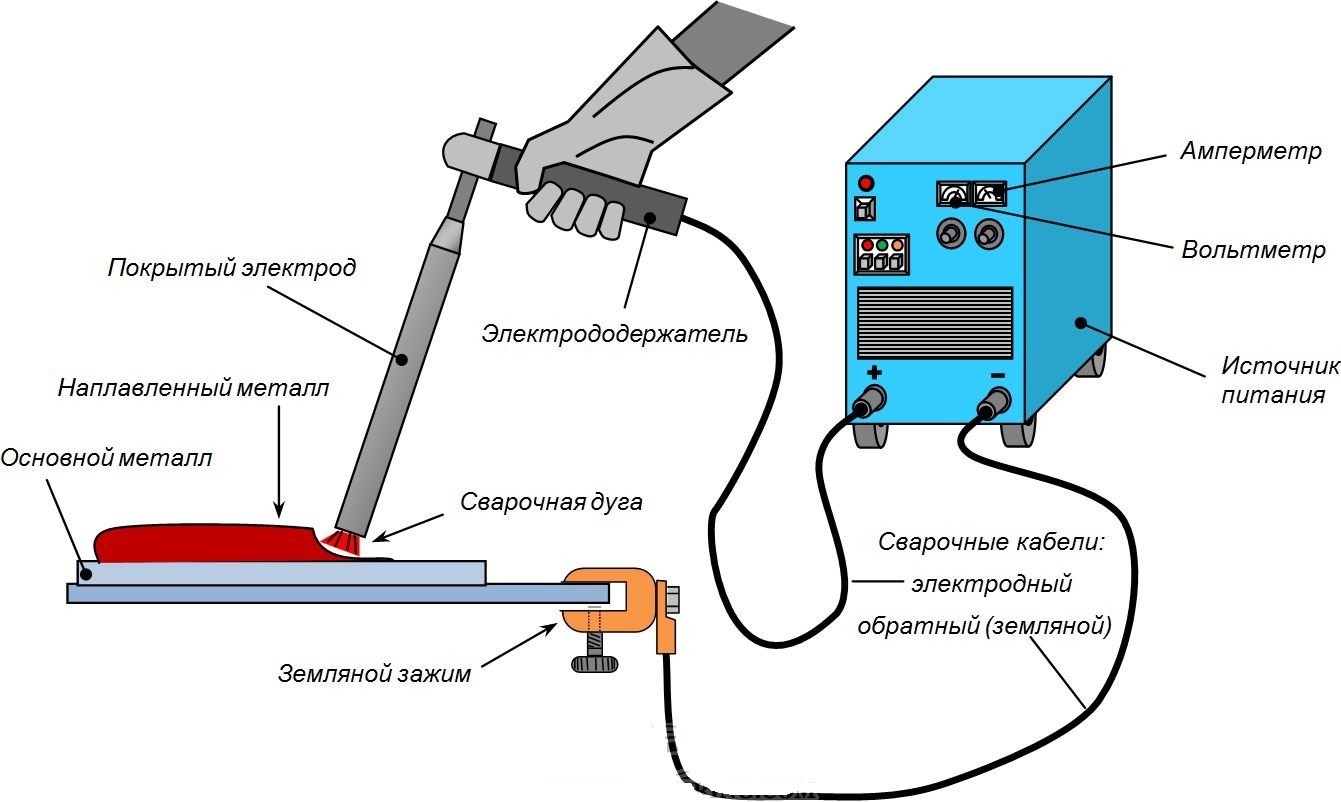
Сварка инвертором
Инверторная сварка применяется при соединении деталей толщиной менее 2 мм. Подключение выполняется следующим образом:
- к минусу подсоединяется свариваемая конструкция;
- к плюсу — электрод.
Оцинкованный металл сваривается на токе обратной полярности. При правильном подключении разогрев электрода происходит за несколько секунд, дуга зажигается быстро, горит стабильно.
Особенности данного метода следующие:
- при варке электродами малого диаметра сварка стыков проводится точно, равномерно;
- перемещение сварочной проволоки вдоль поверхности должно быть плавным с постоянной скоростью, резких рывков быть не должно, так как важно не повредить цинковое покрытие;
Блок: 4/5 | Кол-во символов: 2120
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Методы сварки оцинковки
Существует более 150 способов и видов сварки. Но в отношении оцинкованных изделий преимущественное большинство методов не применимо, поскольку они характеризуются чрезвычайно высокими для цинка температурами:
- при высоких температурах цинк испаряется, а его пары вызывают у человека тяжелые формы отравления;
- защитное покрытие возле сварного шва разрушается, что делат металл доступным для коррозии;
- частицы цинка попадают в основной металл, что обуславливает низкое качество соединения.

Наиболее распространенным методом соединения оцинкованных деталей, а иногда – единственным, является ручная дуговая сварка. Она выполняется при сравнительно низких температурах. В нем используется расплавленная проволока, что делает процесс похожим на пайку. Сварка выполняется в среде газа, чаще всего используется аргон. Так обеспечивается небольшое содержание паров цинка, сохранение защитного слоя и минимальные повреждения. Сварку оцинковки можно выполнять полуавтоматом.
Особенности сварки оцинковки обусловлены техническими параметрами цинка. Это металл ухудшает свойства соединения, выполненного посредством сварки. Температура должна быть достаточной, чтобы полностью проплавить металл, а шов получился прочным и надежным. В отдельных случаях перед тем, как варить оцинковку полуавтоматом, целесообразно освободить место шва от цинка с помощью щеток по металлу или абразивного инструмента. Это будет гарантией отсутствия в сварном шве цинка, и повышения качества соединения. Если цинковое покрытие имеет значительную толщину, то будет рациональным постепенное его выжигание газовым резаком. Только после этого можно переходить непосредственно к сварочным работам основного металла. Удалить цинк с поверхности можно химическим способом – кислотой. В этом случае, после удаления цинка, рабочую зону нужно нейтрализовать щелочь, тщательно промыть водой и полностью высушить.
Если цинковое покрытие имеет значительную толщину, то будет рациональным постепенное его выжигание газовым резаком. Только после этого можно переходить непосредственно к сварочным работам основного металла. Удалить цинк с поверхности можно химическим способом – кислотой. В этом случае, после удаления цинка, рабочую зону нужно нейтрализовать щелочь, тщательно промыть водой и полностью высушить.
Блок: 2/5 | Кол-во символов: 1885
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Применение полуавтомата
Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Соединение меди с кремнием, которое содержит оцинковка, способствует образованию не очень прочного, но легко обрабатываемого шва.
Неорганический композит из меди и алюминия, прежде всего, рекомендуют для продукции, содержащей алюминий в свариваемых конструкциях.
Трехкомпонентное вещество из меди, кремния и марганца обеспечивает шов с повышенной прочностью. Впоследствии для его обработки нужно прилагать значительные усилия.
Медь плавится при температуре более низкой, чем температура плавления стальных сплавов. Поэтому такая сварка оцинковки в значительно мере напоминает запаивание.
Провод, как присадка, должен подаваться в рабочую зону плавно и точно в наконечник, обеспечивающий контакт. Для подачи лучше применять привод с 4 роликами, а наконечник тщательно выбирать по размеру.
Если все сделано профессионально грамотно, то от корродирования защищен как базовый металл, так и шов при минимальных затратах изначальной энергии на сварку.
Рабочая зона очищается строго в обозначенных размерах. Не происходит разбрызгивания материалов при нагреве до температуры сварки. Оцинковка в этом случае сваривается прочно.
Для обеспечения стабильности процесса тщательно выбирают источник питания, режимы регулировки. Максимальное качество шва на оцинковке достигается при импульсном токе в инертной среде аргона. В качестве защитных газов могут быть применены также гелий, диоксид углерода или другие инертные газообразные вещества.
Блок: 5/7 | Кол-во символов: 1828
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.

Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
- при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.

Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Листы сваривают аналогичным образом, но только используют инверторы или полуавтоматы. Техника работ простая, но важно не допустить перегрева металла.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.

Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.
Сварка труб электродом, оцинковка, водопровод
Блок: 5/5 | Кол-во символов: 2327
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Формат сварного шва для оцинкованных изделий
Оптимальным вариантом сварного соединения для оцинковки будет контактно-точечный метод. Такое воздействие на изделия характеризует минимальную тепловую нагрузку, защитное цинковое покрытие сохраняется, а в зоне сварки формируется защитное кольцо из цинка.
Блок: 5/5 | Кол-во символов: 299
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Правила проведения работ
Следует неукоснительно выполнять такие требования:
- Нельзя допускать испарения цинка.
- Провести предварительные работы по очистке места сварки — это касается только труб с толстыми стенками.
- Для ликвидации улетучивания цинка от перегрева, флюс наносится толстым слоем.
- Небольшой избыток поступления кислорода делают во время газосварки.
- Обязательный предварительный разогрев участка сварки.
- Проволока с припоем располагается таким образом, чтобы пламя горелки воздействовало на пруток, а не на свариваемый металл.

Излишки флюса удаляются сразу после окончания сварочного процесса.
Блок: 6/7 | Кол-во символов: 604
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Полезные советы
Специалисты рекомендуется обращать особое внимание на некоторые моменты:
- После зачистки соединения стальной щеткой требуется восстановление цинкового покрытия специальными защитными составами. Они бывают в аэрозольных упаковках, в небольших емкостях. Ими обрабатывают шов и место присоединения клеммы (крокодильчика).
- На стыках увеличивают силу тока до 15 ампер, а скорость движения электрода снижают; должен образоваться плотный валик, способный выдержать динамическую нагрузку на изгиб.
- Короткая дуга позволяет контролировать качество шва, меньше разбрызгивается металл ванны. Снижается вероятность прожигания цинкового покрытия искрами.
- Настройка оборудования производится на низкотоковые режимы. На полуавтомате выставляется режим «Synergic», на инверторах – на 5-10 ампер ниже табличных значений.
- Начинающие не должны забывать проверять качество шва. После снятия шлака он визуально осматривается, аккуратно простукивается, так проще выявить дефект.

Блок: 7/7 | Кол-во символов: 971
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Выводы
Сварки металлов, имеющих оцинкованное покрытие, имеет индивидуальные отличия, которые нужно знать исполнителям, но без опыта работы к таким процессам начинающие сварщики не допускаются, т. к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
Блок: 7/7 | Кол-во символов: 277
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html: использовано 3 блоков из 5, кол-во символов 3723 (20%)
- https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku: использовано 2 блоков из 7, кол-во символов 1868 (10%)
- https://metalloy.ru/obrabotka/svarka/otsinkovki: использовано 2 блоков из 5, кол-во символов 4447 (24%)
- https://svaring.com/welding/soedinenie/svarka-ocinkovki: использовано 3 блоков из 7, кол-во символов 3711 (20%)
- http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html: использовано 3 блоков из 5, кол-во символов 3189 (17%)
- https://svarka. guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html: использовано 4 блоков из 7, кол-во символов 1967 (10%)
 guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html: использовано 4 блоков из 7, кол-во символов 1967 (10%)
guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html: использовано 4 блоков из 7, кол-во символов 1967 (10%)Сварка оцинковки: как электродом по металлу?
Металлические изделия покрываются цинком для защиты от окисления, потому что аналогичные оксиды имеют довольно прочную структуру с минимумом микропор, через которые влажность и кислород не могут оказывать воздействие на структуру конструкции.
Сварка оцинковки для исполнителей, не имеющих специальной подготовки, является сложным процессом.
Нюансы проведения
Имеется несколько технологий покрытия цинком металлических изделий, с разной толщиной защитного слоя. При сварке стали с оцинкованной плёнкой, например, листового материала, происходит резкое нагревание до температуры выше 1 тыс. градусов, а это провоцирует такие последствия:
- цинк расплавляется и начинает испаряться,
- пары проникают в металл детали и нарушают её структуру,
- испарения влияют на качество шва.

Пары цинка, содержащиеся в воздухе, имеют высокую токсичность, что особо опасно для окружающих, поэтому нужна мощная вентиляция не только около места проведения работ, но и всего помещения.
Удаляем внешнее покрытие
Лучший вариант — механическим способом удалить цинковую плёнку абразивными материалами. Термический вариант способствует выделению ядовитых паров, подходит и химический способ удаления, но нужно при этом действовать аккуратно, чтобы сильно не расширять зону очистки.
Оголённые участки оцинкованного металла рядом с наложенными швами при дальнейшей эксплуатации будут подвергаться воздействию коррозии, что негативно влияет на всю конструкцию.
Способы соединения
При помощи полуавтоматического оборудования
Как же надо варить оцинковку полуавтоматом — следует правильно подобрать присадочный материал, содержащий медь вместе с определёнными металлами, например, Al, Si или Mn. От их соотношения зависит лёгкость и прочность сварки изделия, которая напоминает пайку — нет разбрызгивание металла, а для стабильности сварочного процесса более тщательно подбирается источник питания и режимы регулировки.
От их соотношения зависит лёгкость и прочность сварки изделия, которая напоминает пайку — нет разбрызгивание металла, а для стабильности сварочного процесса более тщательно подбирается источник питания и режимы регулировки.
Точечный метод
В автомобилестроительной индустрии используют покрытую цинком ПНП-сталь (Пластичность, Наведенная Превращением), которая соединяется при помощи точечной сварки. На конвейерах устанавливается автоматическое оборудование, которое приваривает листовую сталь к каркасу будущего автомобиля. Место сварки обладает повышенной прочностью.
Автоматы инверторного типа используют импульсы трёх типов:
- разогрев зоны будущего воздействия,
- режим сварки,
- термическая обработка полученного соединения.
Основной износ происходит на конце каждого электрода, а оператор, используя автоматику, корректирует режим сварки, что в ручной технологии сделать практически невозможно.
Применение флюса
Труба зачищается и обезжиривается снаружи и внутри, затем окончания труб прогревают на расстояние не менее 20 см от края — такая методика касается толстостенных труб, изделия с меньшей толщиной соединяются без дополнительной обработки торцов. Флюс прогревается до полужидкого состояния, наносится толстым слоем, поэтому его расход вдвое больше.
Флюс прогревается до полужидкого состояния, наносится толстым слоем, поэтому его расход вдвое больше.
Главная задача такой защиты — ликвидировать избыток тепловой энергии, не допускать кипения и испарения цинка. После окончания сварки излишки флюса удаляются с поверхности металлической щёткой и водой, но надо действовать без излишнего усердия, чтобы не повредить цинковое покрытие.
Электродуговая технология
Как варить оцинковку электродом, для этого применяют электроды, подборка которых зависит от марки основного металла: например, если сталь с низким содержанием углерода, то нужны с покрытием из рутила — ОЗС4 или МР3, а для остальных применяют обычное покрытие — типа ДСК50 или УОНИ 13/55.
А. Н. Теплицкий, образование: ПТУ, специальность: сварщик шестого разряда, опыт работы: с 2003 года: «Чтобы правильно сварить изделия, покрытые цинком, нужен опыт аналогичных работ. Кроме покрытия электродов на мощность дуги оказывает влияние диаметр, например, слишком толстые прутки прожигают конструкцию, а не сваривает металл».
Особенности соединения тонкостенных труб
Чем надо варить такой оцинкованный металл, если использовать тонкие электроды, то вряд ли получится прочное шовное соединение. Рекомендуется использовать аналоги с диаметром от 2 до 3 мм, но надо учитывать и скорость проводки электрода. При медленном прохождении возникает вероятность прожога тонкостенной трубы, а при быстром — соединение получается непрочным.
Другие методы
Сварка оцинкованного металла по различной методике имеет индивидуальные особенности, которые нужно знать каждому исполнителю. Прежде чем отдать предпочтение определенному сварочному аппарату, надо изучить нюансы сварки оцинкованного металла:
- шов выполняется методом наплыва,
- оцинковка с толщиной стенок более 4 мм требует предварительной обработки,
- сварка производится только поэтапно, небольшими участками,
- швы требуют обработки специальными средствами от ржавчины.
Какие применять электроды и оборудование полностью зависит от опытности сварщика, для использования разных методов сварки оцинкованного металла требуются определённые навыки, да и правильно выставить силу тока без большого опыта у новичков не получится. Идеальный вариант для начинающего сварщика — это использовать инвертор или полуавтоматический аппарат.
Идеальный вариант для начинающего сварщика — это использовать инвертор или полуавтоматический аппарат.
Подбираем электроды
Для сварки по оцинковке необходимы специальные электроды, выбор которых непосредственно зависит от структуры основного металла изделия. При формировании шва надо снижать скорость сварки на 20% и повышать силу тока на 10—15 А, а движения электродом должны быть возвратно-поступательного вида, что предотвратит предварительное выгорание цинка.
Правила проведения работ
Следует неукоснительно выполнять такие требования:
- Нельзя допускать испарения цинка.
- Провести предварительные работы по очистке места сварки — это касается только труб с толстыми стенками.
- Для ликвидации улетучивания цинка от перегрева, флюс наносится толстым слоем.
- Небольшой избыток поступления кислорода делают во время газосварки.
- Обязательный предварительный разогрев участка сварки.
- Проволока с припоем располагается таким образом, чтобы пламя горелки воздействовало на пруток, а не на свариваемый металл.

Излишки флюса удаляются сразу после окончания сварочного процесса.
Выводы
Сварки металлов, имеющих оцинкованное покрытие, имеет индивидуальные отличия, которые нужно знать исполнителям, но без опыта работы к таким процессам начинающие сварщики не допускаются, т. к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
Загрузка…Металл для сварки авто
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Требования к проведению сварки кузова автомобиля
Сварка кузова авто — трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.

Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.
Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- ручная дуговая сварка с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- газовая сварка корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С;
- сварка кузова полуавтоматом авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
Можно ли варить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Добрый день. Я новичок и хочу спросить знающих людей — как правильно выбрать листовой материал на заплатки для кузова ?
Смотрите также
Метки: заплатки, сварка
Комментарии 42
старую кузовню на заплатки само то пользовать.
она норм прогрунтована и грунт там заводской эпоксидный или катафорезный. (ну это касаемо япавто 80х-90х)
в плане коррозионной стойкости лучше чем новый металл с металлобазы который из вторсырья гонят
бери от холодильников )))))
бери холоднокатаный и такой же толщины как и машина. я свою варил 1,2мм хк — она вся из него сделана
хорошо использовать лист 1мм хк.больше смысла нет. изредка нужен лист 2мм. довольно часто есть смысл вместо одного листа 2мм использовать 1мм+1мм, которые держатся на точках, для этого в одном листе делаются отверстия и через них сваривается, предварительно покрыв грунтом.можно еще между листами смазать смазкой типа пуш. сала или аналогов, правда стреляет и дымит но внутри жирный слой остается почти везде
хорошо использовать для латок.особенно силовых и внутренних частей. нержавеющую сталь, она очень хорошо и мягко варится с черной сталью обычным полуавтоматом +со2
можно использовать оцинковку, но я не пробовал
также хорошо использовать железо старых авто. оно сразу окрашено .имеет состав. который не сразу гниет .старые мерседес, бмв для этого хорошо подходят, например битый капот со свалки
оно сразу окрашено .имеет состав. который не сразу гниет .старые мерседес, бмв для этого хорошо подходят, например битый капот со свалки
посмотрел на эффект холодного цинкования — впечатлился. на ютубе можете найти видео, где снимают детали через год эксплуатации. это вместо пушсала и тп
любой цинк вокруг сварки сгорит. что мешает начаться коррозии?а вот пушсало между листами сильно помешает.оно стоит копейки(я использую немного другие но подобные материалы) а эффект дает потрясающий
думал об этом. .можно зачистить до блеска металл на шве и снова покрыть холодным цинком
внутри зачистить невозможно
По толщине металла кузова, этож элементарно.
купил сварку, друг припер с работы два листа горяч металла 0.6 и 1.0 мм
Варить советуют преимущественно встык, если не лонжерон конечно… Кароч проволока 0.8 заплатка 0.6, сплошные прожоги, на любых настройках полуавтомата.
плюнул, купил проволоку 0. 6 и взял лист 1.0мм металла. Прекрасно варит, бывают прожоги но редко, без особого труда вваривал заплатку толщиной 1мм в вырез крыла толщиной 0.8 мм с зазорами 1-2 мм по периметру (проебался при вырезании заплатки, новую было лень делать и хотел посмотреть смогу ли сварить с таким бешеным зазором) Единственно что, для прихвата по углам и периметру подкладывал медные пластинки с обратной стороны, а после без них обваривал все, начинаеш сварку на предыдущей точке и плавно перетягиваеш ее на новое место, сложно обьяснить, все это за секунду…
6 и взял лист 1.0мм металла. Прекрасно варит, бывают прожоги но редко, без особого труда вваривал заплатку толщиной 1мм в вырез крыла толщиной 0.8 мм с зазорами 1-2 мм по периметру (проебался при вырезании заплатки, новую было лень делать и хотел посмотреть смогу ли сварить с таким бешеным зазором) Единственно что, для прихвата по углам и периметру подкладывал медные пластинки с обратной стороны, а после без них обваривал все, начинаеш сварку на предыдущей точке и плавно перетягиваеш ее на новое место, сложно обьяснить, все это за секунду…
ГК металлопрокат (в России) сейчас от 1,5 мм… 0,6 и 1 мм — это ХК прокат.
да ну! ХК можно взять какой угодно! хоть 0,8, хоть 2мм
sboomer, те не понял, что я написал… объясняю:
ХК — да…от жести, до 4 мм (но в доступе как правило не более 3 мм — это со старого стана ММК).
Я говорил именно про то, что ГК идет ТОЛЬКО от 1,5 мм (сейчас в России)…если нужно ТОНЬШЕ, то это уже ХК…
ГК металлопрокат (в России) сейчас от 1,5 мм… 0,6 и 1 мм — это ХК прокат.
если разбираешся то думаю ты прав, я по памяти мог ошибаться
купил сварку, друг припер с работы два листа горяч металла 0.6 и 1.0 мм
Варить советуют преимущественно встык, если не лонжерон конечно… Кароч проволока 0.8 заплатка 0.6, сплошные прожоги, на любых настройках полуавтомата.
плюнул, купил проволоку 0.6 и взял лист 1.0мм металла. Прекрасно варит, бывают прожоги но редко, без особого труда вваривал заплатку толщиной 1мм в вырез крыла толщиной 0.8 мм с зазорами 1-2 мм по периметру (проебался при вырезании заплатки, новую было лень делать и хотел посмотреть смогу ли сварить с таким бешеным зазором) Единственно что, для прихвата по углам и периметру подкладывал медные пластинки с обратной стороны, а после без них обваривал все, начинаеш сварку на предыдущей точке и плавно перетягиваеш ее на новое место, сложно обьяснить, все это за секунду…
На автоваз поставляет ММК, НЛМК.
Желательно взять сталь типа 08Ю. Можно 001ЮТ
Вварные части силовых элементов типа стоек кузова или усилителей порогов при частичной замене усиливай накладками. При полной замене- это ни к чему.
При полной замене- это ни к чему.
и преобразователем обработать после этого
Вы в своей машине обрабатывайте. И никому не советуйте.
Не каждый признается, но многие варят что под рукой есть. У кого то это старый холодильник, у кого то кузовня, у кого то новый лист. Для разных целей разное.
Металл можно покупать как новый, лучше холоднокатанный, так и на металлоприемке в 2 раза дешевле выбирать то что тебе необходимо
Удобнее работать новым. Все эти — капоты и тд когда много вваривать- их же обдирать от краски нужно не закоцав металл- а это геморно.
Согласен. Я использую новый металл и чистый как новый металл с металоприема. Не знаю откуда его приносят, но когда бывает — покупаю. Не считаю себя профессионалом от слова совсем. Зато знакомый который считает себя профессионалом использует только бу кузовщину. Считает так лучше работать с криволинейными местами. Видимо каждому своё
Холоднокатанный бери. Не превышай толщины металла что есть на кузове- стоит порог 0.8- такой и делай. Поставишь 1., 1.5 мм- будет рвать по стыку этот порог, а то и на силовой каркас кузова трещины полезут. Тоже самое касается и силовых элементов кузова- лонжеронов усилителей и тд- не превышать толщину заводского металла.
Не превышай толщины металла что есть на кузове- стоит порог 0.8- такой и делай. Поставишь 1., 1.5 мм- будет рвать по стыку этот порог, а то и на силовой каркас кузова трещины полезут. Тоже самое касается и силовых элементов кузова- лонжеронов усилителей и тд- не превышать толщину заводского металла.
проясни пожалуйста почему такое происходит? я тоже новичек но никак не соображу как возможно то что ты описываеш
разная сила упругости, сила деформации на изгиб. Вообще если хочется делать по уму силовые элементы кузова, необходимо прочитать Краткий курс теоретической механики. После этого сразу становится ясно, какой металл варить, где делать лучше прихватки и провар, не расходуя зря материала и времени
Холоднокатанный бери. Не превышай толщины металла что есть на кузове- стоит порог 0.8- такой и делай. Поставишь 1., 1.5 мм- будет рвать по стыку этот порог, а то и на силовой каркас кузова трещины полезут. Тоже самое касается и силовых элементов кузова- лонжеронов усилителей и тд- не превышать толщину заводского металла.
А если накладки делают на лонжерон (усилители) там вроде металл 3мм наваривают это правильно?
Привет. У меня в блоге инфа есть.
главное чтоб без ржавчины! Тонкий (аля жесть оцинкованная) прожгеш, сам поймеш что не то. Толстый гнуть и подгонять замучаешся. Гальванические покрытия (цинк и тд) будут ядами при сварке испаряться.
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.
Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.

Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.

Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
Сварка тонкого и Толстого металла инвертором, как сварить емкость из листового железа?
Как приварить тонкий металл к толстому
В процессе производства различных конструкций и оборудования может возникнуть потребность в соединении тонкого металла к толстой детали. Такая задача легко решается, если прежде как приварить тонкий металл к толстому металлу выполнить некоторые подготовительные операции:
в массивной детали необходимо сделать проточку для создания одинаковой толщины свариваемых элементов;
установить из толстой детали со стороны тонкой детали специальный ободок.
Процесс сваривания деталей при помощи проточки
- Сварка тонкой детали к толстому профилю при наличии в последнем проточки обеспечивает нормальный ход процесса и образование высококачественного сварочного шва. Данный способ имеет один недостаток, который заключается в сложности удерживания горелки по линии тонкого соединения металла.
- Сварку электрической дугой можно проводить двумя способами: непрерывным свариванием всего шва и прерывистым свариванием или сваркой точками.
- При непрерывной сварке электрод проводится по всей длине шва без отрыва. Значение сварочного тока выставляется примерно на значение 40-60А, в зависимости от применяемого аппарата оно может отличаться, поэтому необходимо в конкретном случае определять силу тока по горящей дуге и по тому, как проплавляется металл. Нужно, что бы корень шва полностью проплавлялся, но не прожигался. Это основной момент, от которого зависит непрерывный процесс сваривания шва по всей длине. То есть необходимо взять подходящего диаметра электрод, выставить соответствующую силу тока, и вести, не отрывая электрод с некоторой скоростью. При этом необходимо не забывать, что при слишком быстром движении электрода корень шва не проварится, а сварочный шов будет накладываться поверх стыка. При слишком медленной скорости металл можно прожечь.
- Сварка точками (прерывистая сварка) обеспечит более качественное соединение деталей. Значение тока в этом случае устанавливается немного больше обычного для гарантированного проваривания шва. Техника заключается в том, что при зажигании дуги после касания необходимо убрать электрод, затем опять зажечь дугу и убрать электрод. Такой процесс должен происходить настолько быстро, что бы металл не успел остыть полностью. Можно варить чуть длиннее, а не только точками, главное следить за состоянием сварочной ванны и не допускать что бы металл не проплавился насквозь.
 Данный способ имеет один недостаток, который заключается в сложности удерживания горелки по линии тонкого соединения металла.
Данный способ имеет один недостаток, который заключается в сложности удерживания горелки по линии тонкого соединения металла. При слишком медленной скорости металл можно прожечь.
При слишком медленной скорости металл можно прожечь.Процесс сварки тонкого металла с толстым при помощи установки со стороны тонкого металла ободка обеспечивает простоту проведения такой работы (отсутствует смещение шва, нормальная ширина сварочной ванны) и хорошая обозреваемость расплавленного металла в сварочной ванне. Недостаток такого метода заключается в том, что металлический ободок, который остается приваренным после процесса к конструкции, что несколько портит ее внешний вид. Наиболее качественные соединения при таком методе получаются при использовании импульсной аргонодуговой сварки.
Недостаток такого метода заключается в том, что металлический ободок, который остается приваренным после процесса к конструкции, что несколько портит ее внешний вид. Наиболее качественные соединения при таком методе получаются при использовании импульсной аргонодуговой сварки.
Разделы: Сварочные работы — как варить
Метки: выполнение сварочных работ, сварка своими руками, Сварка- основы Предыдущая статья: Как приварить петли на ворота из профнастила Следующая статья: Как приварить трубу к трубе
Время чтения: 6 минут
Любой, у кого есть дача или загородный дом, рано или поздно сталкивается с проблемами удобного водоснабжения. Кто-то хочет организовать сбор дождевой воды, кому-то необходимо хранение водопроводной воды для полива огорода, а кто-то просто хочет иметь запас жидкости для уличного душа или других бытовых нужд. В таких случаях спасают специальные баки, которые предназначены для хранения воды. В том числе длительного.
В магазинах представлено множество разновидностей баков для воды. Они отличаются размером, материалом изготовления и, конечно, ценой. Самый простой вариант — покупка готового бака. Но не самый бюджетный.
Они отличаются размером, материалом изготовления и, конечно, ценой. Самый простой вариант — покупка готового бака. Но не самый бюджетный.
А ведь каждому дачнику хочется по возможности сэкономить, сделав что-то своими руками. Самостоятельное изготовление накопительного бака — дело несложное. Если у вас есть минимальные навыки владения сварочным аппаратом, то емкость для воды вполне можно делать самому.
В этой статье мы расскажем, как сделать бак для сбора и хранения воды самостоятельно.
Общая информация
Для чего вообще необходимы емкости для воды из металла или любого другого материала? Ответ на этот вопрос очевиден, однако для некоторых он остаётся открытым. Дело в том, что каждый использует накопительные баки по-своему. Их цель — собирать и хранить воду для дальнейшего использования. А как и в каком виде вы будете это делать — решать только вам.
Бак может иметь различную форму, в зависимости от его назначения. Обычный прямоугольный большой накопитель можно использовать для сбора дождевой воды. Для летнего душа можно использовать плоский невысокий бак, который легко монтируется сверху на металлический каркас. Все зависит от цели применения.
Для летнего душа можно использовать плоский невысокий бак, который легко монтируется сверху на металлический каркас. Все зависит от цели применения.
Нередко в качестве такого накопительного бака используют обычные металлические бочки. Это практичный и недорогой вариант, но не всегда удобный. Особенно из-за его открытого верха, через который в воду попадают насекомые, а на стенках бака образуются растения и ржавчина. Еще его можно использовать для сбора дождевой воды только в том случае, если у вас организованы водостоки и есть возможность повести трубу прямо к бочке.
Чтобы не мучиться с бочками, умельцы изготавливают самодельные металлические баки. У них простая конструкция и невысокая стоимость. Ниже вы можете видеть один из возможных чертежей накопительного бака. Эта емкость небольшая по размеру, но достаточно объемная и вмещает в себя до 200 литров воды.
Самодельный бак для воды
Подготовительный этап
Прежде всего, у вас должен быть чертеж, по которому нужно заранее вырезать из металла нужные заготовки. В интернете полно чертежей, вы можете использовать любой из них, либо тот, который указан выше.
В интернете полно чертежей, вы можете использовать любой из них, либо тот, который указан выше.
Лучше делать бак для дома и бак для бани из нержавейки. Нержавеющая сталь обладает стойкостью к коррозии и образованию растений на стенках, что важно при нерегулярном использовании емкости (например, только летом). В качестве материала можно брать металл с толщиной стенки около 2 миллиметров, этого будет достаточно.
У емкости обязательно должен быть расширительный бак, в который будет сливаться лишняя жидкость. В противном случае накопительная емкость может деформироваться из-за избыточного давления. Расширительный бак можно сделать из тех же материалов.
Если финансы не позволяют использовать нержавейку, можно приобрести сталь (техническую или пищевую). Она дешевле. Но с коррозией справляется в разы хуже. Имейте это ввиду.
Сварка бака
Перейдем к вопросу, как правильно заварить бак.
Лучше проводить работу с напарником. Один будет варить, а другой — держать заготовки под нужным углом. Также рекомендуем подложить под будущее дно кирпичи или доски, чтобы плоскость была ровной.
Также рекомендуем подложить под будущее дно кирпичи или доски, чтобы плоскость была ровной.
Нержавейку варить непросто, нужно иметь хотя бы минимальный опыт. Тогда работа может получиться более-менее качественной. Используйте сварку в среде аргона вольфрамовыми электродами или проволокой из нержавеющей стали.
Так швы получатся качественнее и надежнее. В теории бак можно сварить и обычным инвертором в паре с плавящимися электродами, но в таком случае нужно быть не просто любителем, а как минимум практикующим сварщиком.
Состыкуйте дно и одну из стенок, сделайте прихватки. Вообще всю конструкцию можно собрать с помощью прихваток, а затем снова пройтись и сделать нормальные швы. Это проще и быстрее, чем сразу варить качественный шов в домашних условиях.
Сварку можно выполнять как внутри, так и снаружи. Наружные швы легче шлифовать. Следите, чтобы металлические заготовки были плотно состыкованы. Избегайте непроваров. И будьте готовы, что при сварке большого бака на работу может уйти целый день.
Чтобы усилить конструкцию, можно использовать металлические уголки внутри бака или снаружи. Для спуска воды внизу бака нужно приварить металлическую трубу необходимого вам диаметра, и установить кран.
Перед полноценным использованием бака рекомендуем проверить его герметичность. Приготовьте мыльный раствор и нанесите его на внешние стыки заготовок. С другой стороны швов необходимо нанести керосин и подождать. Если спустя время на поверхности шва, где нанесен меловой раствор, появились пятна, значит соединение не герметичное.
А вода способна затечь в любое, даже самое маленькое отверстие, и со временем разрушить конструкцию. Поэтому рекомендуем заново проварить швы. Они уже не будут такими качественными, как если бы вы сделали их в первого раз, но повторная сварка спасет бак от преждевременного разрушения.
Рекомендации мастеров
Мы собрали несколько советов от профессиональных сварщиков. Они пригодятся новичкам и дачным умельцам.
В качестве материала лучше использовать нержавеющую сталь марки 8-12Х18Н10 или AISI 430 08Х17. Эти марки лучше всего подходят для хранения воды, в том числе длительного. Однако, перед зимой воду все же лучше слить.
Эти марки лучше всего подходят для хранения воды, в том числе длительного. Однако, перед зимой воду все же лучше слить.
Перед сваркой бака для воды из нержавейки, необходимо определиться с его объемом и исходя из этого сделать чертеж. Для бани будет достаточно бака до 60 литров на двух-трех человек. В среднем на одного человека необходимо около 20-30 литров воды.
Если варите бак для хозяйственных нужд, то лучше запастись объемом от 100 литров. 200 литров в самый раз для полива огородов и сбора дождевой воды.
Что касается толщины стенок, то лучше использовать листы не толще 2 мм. На производствах баки делают из металла толщиной 1 мм, но в домашних условиях сложнее качественно сварить такой тонкий металл. Толщина стенки не зависит от формы и размеров бака.
Лучше отказаться от идеи сварить бак для воды из алюминия. В домашних условиях непросто сделать герметичные качественные швы. Нержавейку тоже непросто варить, то эта задача вполне выполнима. А вот для работы с алюминием вам понадобится опыт и хороший сварочный аппарат.
В зависимости от размеров бака и вашего опыта весь процесс может занять от пары часов до нескольких дней. Если вы раньше никогда не варили, лучше потренируйтесь на ненужных кусках металла. Ведь нержавеющая сталь — это далеко не дешевый материал. И вряд ли вы обрадуетесь, если по незнанию сварите бак с дефектными швами, и он окажется непригодным к использованию.
Вместо заключения
Покупной бак из пластмассы или металла — это отличный выбор, если вы готовы переплатить и не хотите тратить время на самоделки. Однако, в современных реалиях дачники все чаще самостоятельно собирают накопительные емкости для воды. Сварочные аппараты стоят недорого и есть в арсенале у многих домашних мастеров. С их помощью можно за день сварить бак любого необходимого объема.
Но мало просто прихватить заготовки друг к другу. Важно правильно сварить емкость, сформировать качественные соединения. Швы должны быть абсолютно герметичными, без дефектов. Иначе конструкция проживет недолго и разрушится от воздействия воды. После сварки соединения можно проверить с помощью мыльного раствора и керосина. Метод очень действенный, о нем мы рассказывали выше.
После сварки соединения можно проверить с помощью мыльного раствора и керосина. Метод очень действенный, о нем мы рассказывали выше.
Сварка оцинкованных деталей — не такой уж и редкий процесс на любом сварочном предприятии. Оцинковка — это слой цинка, которым покрывают различный типы сталей. Цинк обладает множеством достоинств, оцинкованные детали имеют хорошие эксплуатационные характеристики, меньше подвержены коррозии и в целом дольше служат. При этом оцинковка может применяться как при изготовлении сложный металлоконструкций, так и на производстве изделий для быта.
Но нужно понимать, что у цинка есть ряд своих характерных особенностей, которые усложняют сварку. Кроме того, на современном производстве к сварщикам предъявляют очень высокие требования по качеству работ и количеству брака. И если в одном случае вас выручит профессиональный сварочный аппарат для оцинкованного металла, то в другом случае ошибки будут неминуемы. В этой статье мы кратко расскажем, как варить оцинковку не только быстро, но еще и качественно.
Итак, как мы уже писали выше, оцинковка представляет собой защиту металла от повреждений и коррозии. При этом слой цинка может варьироваться от 1 до 20 микрометров. Чем больше слой, тем лучше защита.
Кстати, наиболее сильны именно антикоррозийные свойства цинка. Даже если вы поцарапаете металл или оставите на нем вмятину, коррозия образуется с минимальной вероятностью. По этой причине металл часто цинкуют при производстве автомобилей и кораблей.
Оцинковка не только защищает металл от коррозии, но и обладает рядом других достоинств. При работе с оцинковкой металл практически не разбрызгивается, что очень удобно, особенно для новичков. Также в зоне формирования шва обеспечивается дополнительная катодная защита металла. Кроме того, готовый шов не нуждается в трудоемкой обработке.
Особенности сварки
Сварка оцинкованной стали — непростой процесс. Это связано с особенностями цинка, которые приходится учитывать для выполнения качественной работы. Прежде всего, новичкам часто сложно подобрать оптимальную температуру, при которой возможна сварка оцинковки. Слой цинка может начать плавиться уже при температуре около 400 градусов, но если немного переборщить, то цинк может начать испаряться.
Слой цинка может начать плавиться уже при температуре около 400 градусов, но если немного переборщить, то цинк может начать испаряться.
Данная особенность очень мешает формированию качественного шва. Дуга зажигается с высокой температурой и может довольно быстро испарить слой цинка. В результате шов будет пористым и с трещинами, а в процессе работы дуга будет гореть крайне нестабильно.
Вам не удастся решить эту проблему настройкой режима сварки или с помощью своих навыков. Единственное решение — использование в работе либо специальных электродов с покрытием (если это сварка инвертором), либо присадочной проволоки и защитного газа.
Читайте также: Газ для полуавтоматической сварки
Если качество шва стоит на первом месте, то рекомендуем варить в среде газа и с проволокой. Проволока может быть изготовлена из меди, кремния, алюминия и бронзы. Также можно использовать проволоку, в составе которой есть медь в очень большом количестве. Такая сварочная проволока для оцинкованной стали отлично зарекомендовала себя в работе.
Расходные материалы
Как вы понимаете, именно расходные материалы играют самую главную роль при сварке оцинкованных деталей. Каким бы профессиональным ни был бы ваш сварочный аппарат, вы просто не сможете сделать правильный шов, если подберете неподходящие расходники. Далее мы поговорим о присадочной проволоке и электродах, которые упрощают процесс сварки цинковых изделий.
При выборе проволоки обращайте внимание, чтобы она имела невысокую температуру плавления. Обычно такая проволока содержит в своем составе много меди. Рекомендуем присадочную проволоку с температурой плавления от 900 до 1100 градусов по Цельсию. При работе с такой проволокой сам присадочный материал будет плавиться, а сталь нет. Такой подход больше похож на пайку, чем на сварку, но поверьте, соединение будет очень прочным.
Самая популярная проволока для сварки оцинкованных деталей — CuSi3. Шов, полученный с ее помощью, получается не самым прочным, но зато с ним потом удобно работать и подвергать механической обработке. Из-за кремния в составе такая проволока начинает растекаться при плавлении, так что следите за тем, какие легирующие вещества есть в составе этого присадочного материала.
Из-за кремния в составе такая проволока начинает растекаться при плавлении, так что следите за тем, какие легирующие вещества есть в составе этого присадочного материала.
Нередко применяется также проволока CuAl8 и CuSi2Mn. CuSi2Mn формирует очень прочный шов (при условии, что в составе есть марганец), но его затем очень трудно обрабатывать. Обработка отнимает намного больше сил и времени. CuAl8 используется при сварке металлов, которые покрыты цинком и алюминием.
Рекомендуем использовать в процессе пайки короткую дугу. Так она будет гореть гораздо стабильнее. Если использовать длинную дугу, то она будет нестабильной из-за цинковых испарений. Эта проблема особенно трудно решаема при сварке деталей с толстым слоем цинка.
Следите, чтобы металл не разбрызгивался. Для этого можно варить методом, когда используется короткий импульс тока. Ну а защитный газ дополнительно упростит процесс сварки.
Сварка цинка также предполагает правильную настройку сварочного оборудования. Рекомендуем установить маленькую силу тока, это поможет держать под контролем длину и стабильность сварочной дуги. При небольшом токе металл не будет перегреваться, а вместе с ним и цинк не будет испаряться в большом количестве. Вы уже получите лучшее качество просто установив небольшую силу тока.
Рекомендуем установить маленькую силу тока, это поможет держать под контролем длину и стабильность сварочной дуги. При небольшом токе металл не будет перегреваться, а вместе с ним и цинк не будет испаряться в большом количестве. Вы уже получите лучшее качество просто установив небольшую силу тока.
Если вы варите полуавтоматом, то выберите режим «Synergic». Такая настройка есть не во всех сварочниках, но не пренебрегайте ею, если ваш полуавтомат способен работать в таком режиме. С его помощью можно в автоматическом режиме настроить многие параметры сварки, а значит улучшить качество шва.
Суть этого режима крайне проста: производитель еще на заводе подбирает оптимальные настройки для разных типов присадочных материалов и компонует их в так называемые пресеты (набор настроек, которые можно выбрать, нажав одну кнопку). Вам только нужно выбрать один пресет, а остальные настройки аппарат выберет сам. Так вы упростите и оптимизируете свой труд, вы больше времени потратите на формирование шва, чем на настройку сварочника, а это очень важно.
Если вы все же решили использовать инвертор и электроды для оцинкованной стали, то можно применять стержни, предназначенные для сварки низкоуглеродистых и низколегированных сталей. У таких электродов зачастую рутиловое покрытие, а это большой плюс. По нашему опыту можно смело приобретать электроды марок АНО-4, МР-3, ОЗС-4, УОНИ-13/45, УОНИ-13/55, ДСК-50. Вы без проблем найдете их в большинстве специализированных магазинов. Они стоят недорого и при этом обеспечивают удовлетворительное качество сварного соединения.
Не важно, что вам предстоит: сварка инвертором оцинковки или сварка оцинкованного металла полуавтоматом, в любом случае нужно соблюдать технологию и внимательно ознакомиться с документацией, которая прилагается к каждой детали. Используйте только профессиональное оборудование и качественные расходные материалы. Не пытайтесь сэкономить, ведь в конечном итоге некачественная проволока и электроды сведут все ваши усилия к нулю.
Сварка тонкого металла инвертором и электродом
Варить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.
Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайта mmasvarka.ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать .
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.

Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.
Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Как варить тонкий металл
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
0. 5 5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
 Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Поделись с друзьями 1 0 0 0
Как варить алюминий полуавтоматом
При сваривании алюминия полуавтоматом следует использовать специальную алюминиевую проволоку, которая подается в зону сваривания через сварочный рукав. Подача происходит с помощью специального пистолета с роликов, которые установлены в подающем механизме. Если Вы имеете опыт сваривания стали полуавтоматической сваркой, то при сваривании алюминия Вам следует немного сменить тактику.
Алюминий является мягким металлом, и скорость подачи проволоки должна быть достаточно высокой. Алюминий еще и хороший проводник тепла и поэтом для качественного провара и хорошего сварного шва, требуется производить сваривание детали из алюминия на большем токе, чем при сваривании обычного металла. Начиная сваривание с большего сварочного тока, Вы можете потом его постепенно сбавлять. На большом сварочном токе производить сваривание алюминия еще проще.
Начиная сваривание с большего сварочного тока, Вы можете потом его постепенно сбавлять. На большом сварочном токе производить сваривание алюминия еще проще.
Для сваривания алюминия стоит использовать более мощный сварочный аппарат для проведения сварочных работ с толстым металлом. Если Вы будете регулярно проводить сваривание алюминия, то полуавтоматический сварочный аппарат должен быть мощностью не менее 200 Ампер. Идеальным режимом для сваривания является режим импульсивного сваривания. Данный режим необходим для исключения возможности перегрева и прожога детали. Также сваривание импульсом обеспечивает высокую чешуйчатость и высокое качество сварочного шва.
Сваривание алюминия требует среду защитного газа в виде чистого аргона или же смеси аргона для листов большой толщины. Как правило, для сварки алюминия применяется смесь аргона и углекислого газа. Такая технология не требует использования новых шлангов или специальных рукавов.
При выборе сварочной проволоки требуется правильно подходить к этому делу. Если хотите применять проволоку 0,8, то сопло для подачи должно быть не менее 1 миллиметра. Такой подбор необходим, потому что алюминий при нагревании расширяется больше, чем сталь. Это значит, что для работы потребуются контактные наконечники с большими отверстиями, чем отверстия, которые используются для стальной проволоки такого же диаметра.
Если хотите применять проволоку 0,8, то сопло для подачи должно быть не менее 1 миллиметра. Такой подбор необходим, потому что алюминий при нагревании расширяется больше, чем сталь. Это значит, что для работы потребуются контактные наконечники с большими отверстиями, чем отверстия, которые используются для стальной проволоки такого же диаметра.
Канавки у роликов для подачи сварочной проволоки в подающем механизме должны быть U-образной формы, чтобы алюминиевая проволока не заминалась в них. Для идеального сваривания нужно использовать сварочный аппарат с 4-х роликовым прижимным механизмом. Подача проволоки будет намного больше, чем при сваривании стали. Все меры, которые были перечислены выше, необходимы для того, чтобы сварочный аппарат при сваривании не закусывал мягкую алюминиевую проволоку при ее подаче во время сварочного процесса.
Для того чтобы уменьшить трение алюминиевой проволоке в горелке требуется применять неметаллический кабельный канал. В основном такие каналы изготавливают из графита или тефлона. Также при сваривании стоит обратить внимание на горелку. Шланг горелки не должен быть длиннее 3 метров и не иметь скручиваний, а быть прямым.
В основном такие каналы изготавливают из графита или тефлона. Также при сваривании стоит обратить внимание на горелку. Шланг горелки не должен быть длиннее 3 метров и не иметь скручиваний, а быть прямым.
Сварочная технология SpeedCold — ЭкоСвар
Сварочная технология SpeedCold: сварка тонколистового металла (0,5 мм!) без деформаций и прожога
Сварка тонкого металла всегда создает для сварщика ряд сложностей. В режиме MIG/MAG сварки сложно работать с металлом даже толщиной 1,0 мм. Из-за высокого вложения тепла в процессе сварки, металл начинает деформироваться, а иногда и прожигаться. По этой причине для работы с полуавтоматом редко рассматривают металл толщиной до 1,0 мм. Не каждый опытный сварщик справится с такой работой. Слишком сложная задача: процесс сварки крайне нестабилен. Кроме того, требуется очень много доработок готового сварного соединения. Однако немецкий производитель сварочного оборудования Lorch кардинально изменил технологию сварки тонколистового металла.
Сварка металла толщиной от 0,5 мм в режиме MIG/MAG
Каждому производителю металлоконструкций хочется сэкономить на материалах и в том числе на используемом металле. Зачастую экономии достигают благодаря переходу на металл меньшей толщины. Однако, как бы не был соблазнителен переход на более тонкий металл, варить 1,5 мм. намного проще чем 0,5 мм. и даже 0,1 мм. Хотя экономия может достигать существенных сумм в масштабах всего производства.
Сварка тонколистового металла в основном осуществляется на короткой дуге. Это ведет к тому, что в деталь передается много энергии и тепла. Т.к. металл является тонкий, то он очень быстро перегревается, его ведет и качество готового изделия сильно страдает. Кроме того, сварка на короткой дуге ведет к большому образованию брызг и деталь необходимо кропотливо доработать после сварки, зачистить от лишних капель.
|
Стандартная сварка MIG/MAG. |
Сварочная технология SpeedCold. Угловой шов, S235 t=3,0 мм. Подача проволоки 4,0 м/мин, комплексная и надежная сварка. Скорость сварки 35 см/мин. Отсутствие деформаций и прожогов |
 Ультракороткая дуга. Угловой шов, S235 t=3,0 мм. Подача проволоки 4,0 м/мм, очень быстро перемещающаяся ванна расплава, непосредственно перед падением.
Ультракороткая дуга. Угловой шов, S235 t=3,0 мм. Подача проволоки 4,0 м/мм, очень быстро перемещающаяся ванна расплава, непосредственно перед падением.
Lorch внедрил в свои аппараты специальную сварочную технологию SpeedCold созданную специально для работы с тонким металлом. Теперь в режиме полуавтоматической сварки можно работать с металлом 0,5 мм без перегрева и деформаций!
Процесс сварки стал очень похож на импульсную сварку с чередованием 2-х фаз сварочной дуги. Однако SpeedCold — это не импульсный процесс, он доступен не только на импульсных сварочных полуавтоматах Lorch S и Lorch S-SpeedPuls, но и в инверторных полуавтоматах Lorch серии Р. Данный процесс холоднее стандартной сварки. Здесь происходит чередование необходимых сварочных характеристик (сила тока, напряжения, причем со мгновенной регулировкой). Благодаря данному чередованию достигается снижение тепло вложения в деталь на 25%. Деталь не деформируется даже при работе с толщиной 0,5 мм! Кроме того, использование запатентованной Lorch технологии быстрого переноса расплавленного металла (практически струйно без взрыва капли, отрывающейся от кончика присадочной проволоки) достигается высокая стабильность сварочного процесса без образования брызг. В результате отпадает необходимость в доработке готового соединения. Кроме того, благодаря струйному переносу, процесс сварки тонколистового металла становится быстрее на 40%, что позволяет существенно увеличить производительность сварочных работ.
Данный процесс холоднее стандартной сварки. Здесь происходит чередование необходимых сварочных характеристик (сила тока, напряжения, причем со мгновенной регулировкой). Благодаря данному чередованию достигается снижение тепло вложения в деталь на 25%. Деталь не деформируется даже при работе с толщиной 0,5 мм! Кроме того, использование запатентованной Lorch технологии быстрого переноса расплавленного металла (практически струйно без взрыва капли, отрывающейся от кончика присадочной проволоки) достигается высокая стабильность сварочного процесса без образования брызг. В результате отпадает необходимость в доработке готового соединения. Кроме того, благодаря струйному переносу, процесс сварки тонколистового металла становится быстрее на 40%, что позволяет существенно увеличить производительность сварочных работ.
Сварка оцинкованной стали без снижения качества соединения
Как правило, при сварке оцинкованной стали происходит выгорание цинка. Это происходит под влиянием большого нагрева металла и в свою очередь негативно сказывается на самом соединении. Оно становится внешне непривлекательным (чернеет) и сам процесс сварки значительно снижает антикоррозийные свойства металла. Попросту говоря, соединение хрупкое и ненадежное.
Это происходит под влиянием большого нагрева металла и в свою очередь негативно сказывается на самом соединении. Оно становится внешне непривлекательным (чернеет) и сам процесс сварки значительно снижает антикоррозийные свойства металла. Попросту говоря, соединение хрупкое и ненадежное.
Благодаря SpeedCold процесс сварки становится холоднее и за счет низкого тепло вложения не происходит выгорание цинка. В результате мы получаем сварное соединение из оцинкованной стали с высокими антикоррозийными свойствами. Кроме того, при использовании данной сварочной технологии испарения, которые выделяются при сварке оцинковки намного меньше, что говорит о меньшем вреде на здоровье самого сварщика.
Сварочный процесс SpeedCold для сварки тонколистового металла (от 0,5 мм!) в режиме полуавтомата доступен в моделях сварочных полуавтоматов Lorch:
Ускорьте Вашу работу. Наши инновационные технологии Speed для MIG/MAG сварки обеспечат эффективное решение любого вопроса.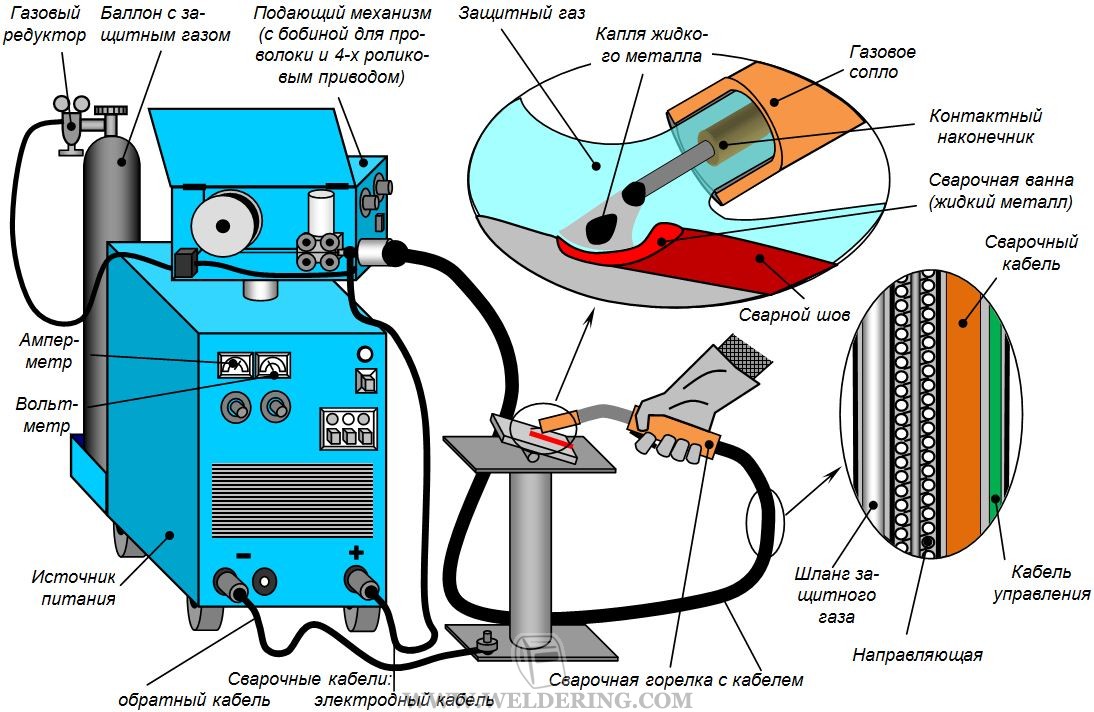
Перейти в каталог сварочного оборудования LORCH
Особенности сварки порошковой проволокой — Все о сварке
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».
Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Содержание статьи
- Основная информация
- Применение
- Плюсы и минусы
- Особенности сварки
- Вместо заключения
Основная информация
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.
Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Сварка самозащитной порошковой проволокой полезна для работы в труднодоступных местах. Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.

Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.
Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
Ручной оцинкованный полуавтоматический станок для резки труб Mc300
Стальная конструкция Бройлерная птицефабрика Сарай ОПИСАНИЕ: Использование: Курица Материал: стальная конструкция Сэндвич-панели, Q345 Q235 H-образная сталь, C / Z профиль из стали Размер: зависит от требований заказчика Проектирование чертежей: AutoCAD, 3D3S и др. Сертификация: сертификация ISO9001 и CE Технология: сварная сталь, горячекатаная сталь Срок службы: 50 лет Применение: Птицефабрика А.Описание Структура индивидуальной птицефабрики гибкая, потому что разным клиентам нужен разный стиль. Мы помогаем заказчику спроектировать конструкцию в соответствии с индивидуальными требованиями. Мы предоставляем вам бесплатный дизайн. Конечно, мы можем по вашим чертежам расположить. Наши несгораемые сборные стенные аккумуляторные сборные птичники из легкой стали обладают множеством функций. Низкие цены и низкие цены, стандартизация, модульная комбинированная конструкция, заводское производство, съемный мобильный, многоразовый, легко реструктурируемый запас, безопасный, защита окружающей среды, автомобильные аксессуары, адаптированные под коврики для ног, коврики в багажник для Lexus GS430.1 кадр Высокая влажность и повышенное содержание аммиака могут легко привести к коррозии некоторых помещений. Поэтому для колонн и балок мы используем оцинкованную двутавровую балку.
Сертификация: сертификация ISO9001 и CE Технология: сварная сталь, горячекатаная сталь Срок службы: 50 лет Применение: Птицефабрика А.Описание Структура индивидуальной птицефабрики гибкая, потому что разным клиентам нужен разный стиль. Мы помогаем заказчику спроектировать конструкцию в соответствии с индивидуальными требованиями. Мы предоставляем вам бесплатный дизайн. Конечно, мы можем по вашим чертежам расположить. Наши несгораемые сборные стенные аккумуляторные сборные птичники из легкой стали обладают множеством функций. Низкие цены и низкие цены, стандартизация, модульная комбинированная конструкция, заводское производство, съемный мобильный, многоразовый, легко реструктурируемый запас, безопасный, защита окружающей среды, автомобильные аксессуары, адаптированные под коврики для ног, коврики в багажник для Lexus GS430.1 кадр Высокая влажность и повышенное содержание аммиака могут легко привести к коррозии некоторых помещений. Поэтому для колонн и балок мы используем оцинкованную двутавровую балку. Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции. Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью передового программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или изоляционную композитную панель.Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены. В жарких или холодных регионах рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2 м-3.5м. Если это садковое выращивание, высота должна определяться по количеству садковых несушек.
Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции. Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью передового программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или изоляционную композитную панель.Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены. В жарких или холодных регионах рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2 м-3.5м. Если это садковое выращивание, высота должна определяться по количеству садковых несушек. 4 Срок изготовления, время монтажа Около 3000 квадратных метров птичника, от проектирования до поставки и производства, наконец, закончилось примерно через месяц. 5 Предоставить различные типы вспомогательного сельскохозяйственного оборудования Б. Преимущества 1. Большой пролет (произвольно выбранные 6-42 м) без прогонов балки, опора средней колонны. просторный внутренний просвет вызывает восхищение. 2.Стоит дешево, экономично и практично, утепление кровли, утепление, вентиляция и освещение. 3. Высокая скорость строительства, на миллион квадратных метров кровли можно построить за 20 дней. 4. Легкий вес, длительный срок службы: легкий вес цветной стальной пластины очень применим к зданиям, добавляющим слой и ремонт, срок использования 30 лет. 5. Красивое моделирование, красочный, уникальный стиль, роман и ритм, водонепроницаемость.
4 Срок изготовления, время монтажа Около 3000 квадратных метров птичника, от проектирования до поставки и производства, наконец, закончилось примерно через месяц. 5 Предоставить различные типы вспомогательного сельскохозяйственного оборудования Б. Преимущества 1. Большой пролет (произвольно выбранные 6-42 м) без прогонов балки, опора средней колонны. просторный внутренний просвет вызывает восхищение. 2.Стоит дешево, экономично и практично, утепление кровли, утепление, вентиляция и освещение. 3. Высокая скорость строительства, на миллион квадратных метров кровли можно построить за 20 дней. 4. Легкий вес, длительный срок службы: легкий вес цветной стальной пластины очень применим к зданиям, добавляющим слой и ремонт, срок использования 30 лет. 5. Красивое моделирование, красочный, уникальный стиль, роман и ритм, водонепроницаемость.
Полуавтоматическая машина для производства рулонов алюминиевой фольги по низкой цене
Стальная конструкция Бройлерные курятины Птицеферма Сарай ОПИСАНИЕ: Использование: Курица Материал: стальная конструкция Сэндвич-панели, Q345 Q235 H-образная сталь, C / Z профиль из стали Размер: зависит от требований заказчика Проектирование чертежей: AutoCAD, 3D3S и др. . Сертификация: сертификация ISO9001 и CE Технология: сварная сталь, горячекатаная сталь Срок службы: 50 лет Применение: Птицефабрика Описание Структура индивидуальной птицефабрики гибкая, потому что разным клиентам нужен разный стиль. Мы помогаем заказчику спроектировать конструкцию в соответствии с индивидуальными требованиями. Мы предоставляем вам бесплатный дизайн. Конечно, мы можем по вашим чертежам расположить. Наши несгораемые сборные стенные аккумуляторные сборные птичники из легкой стали обладают множеством функций.Низкая себестоимость и низкие цены, стандартизация, модульная комбинированная конструкция, заводское производство, съемный мобильный, многоразовый, легко реструктурируемый склад, безопасный, защита окружающей среды, 3-осевой станок Samll с ЧПУ 600X900 мм для алюминиевого камня. 1 кадр Высокая влажность и повышенное содержание аммиака могут легко привести к коррозии некоторых помещений. Поэтому для колонн и балок мы используем оцинкованную двутавровую балку.
. Сертификация: сертификация ISO9001 и CE Технология: сварная сталь, горячекатаная сталь Срок службы: 50 лет Применение: Птицефабрика Описание Структура индивидуальной птицефабрики гибкая, потому что разным клиентам нужен разный стиль. Мы помогаем заказчику спроектировать конструкцию в соответствии с индивидуальными требованиями. Мы предоставляем вам бесплатный дизайн. Конечно, мы можем по вашим чертежам расположить. Наши несгораемые сборные стенные аккумуляторные сборные птичники из легкой стали обладают множеством функций.Низкая себестоимость и низкие цены, стандартизация, модульная комбинированная конструкция, заводское производство, съемный мобильный, многоразовый, легко реструктурируемый склад, безопасный, защита окружающей среды, 3-осевой станок Samll с ЧПУ 600X900 мм для алюминиевого камня. 1 кадр Высокая влажность и повышенное содержание аммиака могут легко привести к коррозии некоторых помещений. Поэтому для колонн и балок мы используем оцинкованную двутавровую балку. Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции.Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью передового программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или изоляционную композитную панель. Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены.В жарких или холодных регионах рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2–3,5 метра. Если это садковое выращивание, высота должна определяться по количеству садковых несушек.
Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции.Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью передового программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или изоляционную композитную панель. Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены.В жарких или холодных регионах рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2–3,5 метра. Если это садковое выращивание, высота должна определяться по количеству садковых несушек. 4 Срок изготовления, время монтажа Около 3000 квадратных метров птичника, от проектирования до поставки и производства, наконец, закончилось примерно через месяц.5 Предоставить различные типы вспомогательного сельскохозяйственного оборудования Б. Преимущества 1. Большой пролет (произвольно выбранные 6-42 м) без прогонов балки, опора средней колонны. просторный внутренний просвет вызывает восхищение. 2. Стоит дешево, экономично и практично, утепление кровли, теплоизоляция, вентиляция и освещение. 3. Высокая скорость строительства, на миллион квадратных метров кровли можно построить за 20 дней. 4. Легкий вес, длительный срок службы: легкий вес цветной стальной пластины очень применим к зданиям, добавляющим слой и ремонт, срок использования 30 лет.5. Красивое моделирование, красочный, уникальный стиль, роман и ритм, водонепроницаемость.
4 Срок изготовления, время монтажа Около 3000 квадратных метров птичника, от проектирования до поставки и производства, наконец, закончилось примерно через месяц.5 Предоставить различные типы вспомогательного сельскохозяйственного оборудования Б. Преимущества 1. Большой пролет (произвольно выбранные 6-42 м) без прогонов балки, опора средней колонны. просторный внутренний просвет вызывает восхищение. 2. Стоит дешево, экономично и практично, утепление кровли, теплоизоляция, вентиляция и освещение. 3. Высокая скорость строительства, на миллион квадратных метров кровли можно построить за 20 дней. 4. Легкий вес, длительный срок службы: легкий вес цветной стальной пластины очень применим к зданиям, добавляющим слой и ремонт, срок использования 30 лет.5. Красивое моделирование, красочный, уникальный стиль, роман и ритм, водонепроницаемость.
Полуавтоматическая машина для жарки арахиса для картофельных чипсов с низкой ценой
Стальная конструкция Хлев для птицефабрики для цыплят-бройлеров ОПИСАНИЕ: Использование: Курица Материал: стальная конструкция Сэндвич-панели, Q345 Q235 H-образная сталь, C / Z профиль из стали Размер: зависит от требований заказчика Проектирование чертежей: AutoCAD, 3D3S и др. . Сертификация: сертификация ISO9001 и CE Технология: сварная сталь, горячекатаная сталь Срок службы: 50 лет Применение: Птицефабрика Описание Структура индивидуальной птицефабрики гибкая, потому что разным клиентам нужен разный стиль. Мы помогаем заказчику спроектировать конструкцию в соответствии с индивидуальными требованиями. Мы предоставляем вам бесплатный дизайн. Конечно, мы можем по вашим чертежам расположить. Наши несгораемые сборные стенные аккумуляторные сборные птичники из легкой стали обладают множеством функций.Низкие цены и низкие цены, стандартизация, модульная комбинированная конструкция, заводское производство, съемные мобильные, многоразовые, легкая реструктуризация складских запасов, безопасность, защита окружающей среды, высококачественная основа пресс-формы, пластиковая основа пресс-формы, пресс-форма для литья под давлением. 1 кадр Высокая влажность и повышенное содержание аммиака могут легко привести к коррозии некоторых помещений. Поэтому для колонн и балок мы используем оцинкованную двутавровую балку.
. Сертификация: сертификация ISO9001 и CE Технология: сварная сталь, горячекатаная сталь Срок службы: 50 лет Применение: Птицефабрика Описание Структура индивидуальной птицефабрики гибкая, потому что разным клиентам нужен разный стиль. Мы помогаем заказчику спроектировать конструкцию в соответствии с индивидуальными требованиями. Мы предоставляем вам бесплатный дизайн. Конечно, мы можем по вашим чертежам расположить. Наши несгораемые сборные стенные аккумуляторные сборные птичники из легкой стали обладают множеством функций.Низкие цены и низкие цены, стандартизация, модульная комбинированная конструкция, заводское производство, съемные мобильные, многоразовые, легкая реструктуризация складских запасов, безопасность, защита окружающей среды, высококачественная основа пресс-формы, пластиковая основа пресс-формы, пресс-форма для литья под давлением. 1 кадр Высокая влажность и повышенное содержание аммиака могут легко привести к коррозии некоторых помещений. Поэтому для колонн и балок мы используем оцинкованную двутавровую балку. Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции.Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью передового программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или изоляционную композитную панель. Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены.В жарких или холодных регионах рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2–3,5 метра. Если это садковое выращивание, высота должна определяться по количеству садковых несушек.
Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции.Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью передового программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или изоляционную композитную панель. Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены.В жарких или холодных регионах рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2–3,5 метра. Если это садковое выращивание, высота должна определяться по количеству садковых несушек. 4 Срок изготовления, время монтажа Около 3000 квадратных метров птичника, от проектирования до поставки и производства, наконец, закончилось примерно через месяц.5 Предоставить различные типы вспомогательного сельскохозяйственного оборудования Б. Преимущества 1. Большой пролет (произвольно выбранные 6-42 м) без прогонов балки, опора средней колонны. просторный внутренний просвет вызывает восхищение. 2. Стоит дешево, экономично и практично, утепление кровли, теплоизоляция, вентиляция и освещение. 3. Высокая скорость строительства, на миллион квадратных метров кровли можно построить за 20 дней. 4. Легкий вес, длительный срок службы: легкий вес цветной стальной пластины очень применим к зданиям, добавляющим слой и ремонт, срок использования 30 лет.5. Красивое моделирование, красочный, уникальный стиль, роман и ритм, водонепроницаемость.
4 Срок изготовления, время монтажа Около 3000 квадратных метров птичника, от проектирования до поставки и производства, наконец, закончилось примерно через месяц.5 Предоставить различные типы вспомогательного сельскохозяйственного оборудования Б. Преимущества 1. Большой пролет (произвольно выбранные 6-42 м) без прогонов балки, опора средней колонны. просторный внутренний просвет вызывает восхищение. 2. Стоит дешево, экономично и практично, утепление кровли, теплоизоляция, вентиляция и освещение. 3. Высокая скорость строительства, на миллион квадратных метров кровли можно построить за 20 дней. 4. Легкий вес, длительный срок службы: легкий вес цветной стальной пластины очень применим к зданиям, добавляющим слой и ремонт, срок использования 30 лет.5. Красивое моделирование, красочный, уникальный стиль, роман и ритм, водонепроницаемость.
Полуавтоматический весовой тип Полностью автоматическая машина для наполнения ведер с краской и маслонаполнителя
Металлоконструкции для цыплят-бройлеров птицеферма Сарай ОПИСАНИЕ: Использование: Курица Материал: стальная конструкция Сэндвич-панели, Q345 Q235 H-образная сталь, C / Z профиль из стали Размер: зависит от требований заказчика Проектирование чертежей: AutoCAD, 3D3S и др. . Сертификация: сертификация ISO9001 и CE Технология: сварная сталь, горячекатаная сталь Срок службы: 50 лет Применение: Птицефабрика Описание Структура индивидуальной птицефабрики гибкая, потому что разным клиентам нужен разный стиль. Мы помогаем заказчику спроектировать конструкцию в соответствии с индивидуальными требованиями. Мы предоставляем вам бесплатный дизайн. Конечно, мы можем по вашим чертежам расположить. Наши несгораемые сборные стенные аккумуляторные сборные птичники из легкой стали обладают множеством функций.Низкие цены и низкие цены, стандартизация, модульная комбинированная конструкция, заводское производство, съемные мобильные, многоразовые, легкая реструктуризация складских запасов, безопасность, защита окружающей среды, блокиратор с одним колесом с крюком с роликоподшипником. 1 кадр Высокая влажность и повышенное содержание аммиака могут легко привести к коррозии некоторых помещений. Поэтому для колонн и балок мы используем оцинкованную двутавровую балку. Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции.Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью передового программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или изоляционную композитную панель. Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены.В жарких или холодных регионах рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2–3,5 метра. Если это садковое выращивание, высота должна определяться по количеству садковых несушек.
Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции.Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью передового программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или изоляционную композитную панель. Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены.В жарких или холодных регионах рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2–3,5 метра. Если это садковое выращивание, высота должна определяться по количеству садковых несушек. 4 Срок изготовления, время монтажа Около 3000 квадратных метров птичника, от проектирования до поставки и производства, наконец, закончилось примерно через месяц.5 Предоставить различные типы вспомогательного сельскохозяйственного оборудования Б. Преимущества 1. Большой пролет (произвольно выбранные 6-42 м) без прогонов балки, опора средней колонны. просторный внутренний просвет вызывает восхищение. 2. Стоит дешево, экономично и практично, утепление кровли, теплоизоляция, вентиляция и освещение. 3. Высокая скорость строительства, на миллион квадратных метров кровли можно построить за 20 дней. 4. Легкий вес, длительный срок службы: легкий вес цветной стальной пластины очень применим к зданиям, добавляющим слой и ремонт, срок использования 30 лет.5. Красивое моделирование, красочный, уникальный стиль, роман и ритм, водонепроницаемость.
4 Срок изготовления, время монтажа Около 3000 квадратных метров птичника, от проектирования до поставки и производства, наконец, закончилось примерно через месяц.5 Предоставить различные типы вспомогательного сельскохозяйственного оборудования Б. Преимущества 1. Большой пролет (произвольно выбранные 6-42 м) без прогонов балки, опора средней колонны. просторный внутренний просвет вызывает восхищение. 2. Стоит дешево, экономично и практично, утепление кровли, теплоизоляция, вентиляция и освещение. 3. Высокая скорость строительства, на миллион квадратных метров кровли можно построить за 20 дней. 4. Легкий вес, длительный срок службы: легкий вес цветной стальной пластины очень применим к зданиям, добавляющим слой и ремонт, срок использования 30 лет.5. Красивое моделирование, красочный, уникальный стиль, роман и ритм, водонепроницаемость.
Низкая цена силиконовое уплотнительное кольцо Силиконовое регулируемое кулинарное кольцо
Категории продуктов Калибр для проволочного стержня с цинковым покрытием с горячим цинкованием 8 , мы являемся специализированными производителями из недорогого силиконового уплотнительного кольца Силиконовое регулируемое кулинарное кольцо, Алкилбензолсульфонат , Алкилбензолсульфоновая кислота поставщики / фабрика, оптовая продажа высококачественной продукции из горячеоцинкованной проволоки с цинковым покрытием калибр 8 НИОКР и производство, у нас есть идеальное послепродажное обслуживание и техническая поддержка. Надеемся на сотрудничество!
Надеемся на сотрудничество!
Цена за единицу: 1250 долларов США / метрическая тонна
| Мин. Заказ | Цена за единицу |
| 20 метрических тонн | 1250 долларов США / метрическая тонна |
Торговая марка: JINHE
Упаковка : 210 кг / барабан 16,8 метра на 20 футов в футляре
Возможность поставки: 20 000 тонн
Простота обращения с термосваркой 50-60 ПК / мин Машина для производства / изготовления одинарных бумажных стаканчиков с полиэтиленовым покрытием …
Цена за единицу: 1250 долларов США / Метрическая тонна
| Мин.Заказ | Цена за единицу |
| 20 Метрическая тонна | 1250 долларов США / Метрическая тонна |
Торговая марка: JINHE
Упаковка: 210 кг / барабан 16,8 метрических тонн на 20 футов футляров
Возможности поставки: 20,000 тонн
P2 Полноцветный гибкий резиновый модуль Ультратонкий и легкий мягкий внутренний светодиодный экран для сцены . ..
..
Цена за единицу: 1250 долларов США за тонну
| Мин. Заказ | Цена за единицу |
| 20 Метрическая Тонна | 1250 долларов США / метрическая тонна |
Торговая марка: JINHE
Упаковка: 210 кг / барабан 16.8 мт на 20 футов
Возможность поставки: 20000 тонн
Качественные продукты Полностью пластиковые ручные вентиляторы с 2 регулировкой скорости …
Цена за единицу: 1250 долларов США / метрическая тонна
| Мин. Заказ | Цена за единицу |
| 20 метрических тонн | 1250 долларов США / метрических тонн |
Торговая марка: JINHE
Упаковка: 210 кг / барабан 16,8 метра на 20 футов
Возможность поставки: 20 000 тонн
Ремень с 20 зубьями 6 мм Шкивы ГРМ Gt3 шириной 8 мм. ..
Цена за единицу: 1250 долларов США / Метрическая тонна
| Мин. Заказ | Цена за единицу |
| 20 Метрических тонн | 1250 долларов США / Метрическая тонна |
Торговая марка: JINHE
Упаковка: 210 кг / барабан 16,8 м на 20 футов
Возможность поставки: 20 000 ТОНН
Плоские бамбуковые палочки в форме ракетки Шашлык из кабоба для барбекю …
Цена за единицу: 1250 долларов США / метрическая тонна
| Мин.Заказ | Цена за единицу |
| 20 метрических тонн | 1250 долларов США / метрических тонн |
Торговая марка: JINHE
Упаковка: 210 кг / бочка 16,8 метрических тонн на 20 футов в футляре
Возможность поставки: 20,000 тонн
Самостоятельная — Промышленные ворота с рольставнями и рулонными воротами с ПВХ тканью (Hz-H581) . ..
..
Цена за единицу: 1250 долларов США / метрическая тонна
| Мин. Заказ | Цена за единицу |
| 20 метрических тонн | 1250 долларов США / метрическая тонна |
Бренд: JINHE
Упаковка: 210 кг / бочка 16.8 метров на 20 футов
Возможность поставки: 20 000 тонн
Алюминиевые стеновые панели Внутренние декоративные алюминиевые облицовочные алюминиевые гофрированные металлические стеновые панели …
Цена за единицу: 1200 долларов США / метрическая тонна
| Мин. Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / Метрическая тонна |
Торговая марка: JH
Упаковка: 210 кг / 1000 кг бочка
Возможности поставки: 3000 тонн / месяц
90 X 90 Пожар Антиадгезионные средства для оконных занавесей Yrf. ..
..
Цена за единицу: 1200 долларов США / Метрическая тонна
| Мин. Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / Метрическая тонна |
Торговая марка: JH
Упаковка: барабан 210 кг / 1000 кг
Возможность поставки: 3000 тонн в месяц
Superior Assured Trade Последний дизайн Отличный спальный мешок из материала …
Цена за единицу: 1200 долларов США / метрическая тонна
| Мин.Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / Метрическая тонна |
Бренд: JH
Упаковка: 210 кг / 1000 кг барабан
Возможность поставки: 3000 тонн / месяц
Хорошая цена ПВХ резина Машина для производства напольных ковриков для грузовиков . ..
..
Цена за единицу: 1200 долларов США / метрическая тонна
| Мин. Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / метрическая тонна |
Бренд: JH
Упаковка: барабан 210 кг / 1000 кг
Возможность поставки: 3000 тонн / месяц
Крытый P2.5 (64S) Полноцветный светодиодный экранный модуль Рекламный щит …
Цена за единицу: 1200 долларов США / метрическая тонна
| Минимальный заказ | Цена за единицу |
| 5 Метрическая тонна | долларов США 1200 / метрическая тонна |
Торговая марка: JH
Упаковка: 210 кг / 1000 кг барабан
Возможность поставки: 3000 тонн / месяц
Светодиодная противотуманная фара 30Вт Светодиодная противотуманная фара для джипов . ..
..
Цена за единицу: 1200 долларов США / метрическая тонна
| Мин.Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / Метрическая тонна |
Торговая марка: JH
Упаковка: 210 кг / 1000 кг бочка
Возможность поставки: 3000 тонн / месяц
хлопья соленой воды Snowkey Машина для производства льда 40 тонн / 24 часа …
Цена за единицу: 1200 долларов США / метрическая тонна
| Мин. Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / метрическая тонна |
Торговая марка: JH
Упаковка: 210 кг / 1000 кг барабан
Возможность поставки: 3000 МТ / Месяц
Европа Стиль Оптовая Пользовательский ПВХ Двойной шкаф для ванной комнаты с зеркалом. ..
..
Цена за единицу: 1200 долларов США / Метрическая тонна
| Мин. Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / Метрическая тонна |
Торговая марка: JH
Упаковка: 210 кг / 1000 кг барабан
Возможность поставки: 3000 тонн в месяц
Изготовленный на заказ логотип Толстая прочная 100% натуральная крупногабаритная шерстяная дорожная сумка для путешествий на открытом воздухе …
Цена за единицу: 1200 долларов США / метрическая тонна
| Мин.Заказ | Цена за единицу |
| 5 метрических тонн | 1200 долларов США / метрических тонн |
Торговая марка: JH
Упаковка: 210 кг / 1000 кг бочка
Возможность поставки: 3000 тонн / месяц
Легкий строительный материал Стальная кровельная черепица с каменным покрытием . ..
..
Цена за единицу: 1200 долларов США / метрическая тонна
| Мин. Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / метрическая тонна |
Торговая марка: JH
Упаковка: барабан 210 кг / 1000 кг
Объем поставки: 3000 тонн / месяц
USB 3.1 Тип C, гнездовой переходник, поддержка преобразователя, разъем для передачи данных Зарядка …
Цена за единицу: 1200 долларов США / метрическая тонна
| Мин. Заказ | Цена за единицу |
| 5 метрических тонн | долларов США 1200 / метрическая тонна |
Торговая марка: JH
Упаковка: 210 кг / 1000 кг барабан
Возможность поставки: 3000 тонн / месяц
Прочный противоскользящий спортивный резиновый пол для теннисного корта / материал для открытого корта. ..
..
Цена за единицу: 1200 долларов США / Метрическая тонна
| Мин. Заказ | Цена за единицу |
| 5 Метрическая тонна | 1200 долларов США / Метрическая тонна |
Торговая марка: JH
Упаковка: 210 кг / 1000 кг барабан
Объем поставки: 3000 тонн в месяц
Водяной водосберегающий аэратор Watermark с одной ручкой, латунный смеситель для умывальника …
Цена за единицу: 1250 долларов США / метрическая тонна
| Мин.Заказ | Цена за единицу |
| 20 метрических тонн | 1250 долларов США / метрических тонн |
Торговая марка: Jinhe
Упаковка: 210 кг / бочка 16,8 метрических тонн на 20 футов в футляре
Возможности поставки: 100000 тонн
2018 Насадка для инвалидной коляски с электрическим ручным велосипедом новейшего дизайна . ..
..
Торговая марка: Jinhe
Упаковка: 210 кг / барабан 16,8 метра на 20 футов
Возможность поставки: 100000 тонн
Детергент Сырье Labsa Использование шампуня Свойство Он имеет действие из-за моющих свойств, увлажняющих дисперсию пенообразующей эмульсии, и коричневой вязкой жидкости по внешнему виду с повышенной кислотностью, он не воспламеняется, быстро продукт имеет сильную впитывающую способность…
Luzhong-604 60HP 4WD Колесный сельскохозяйственный трактор
Китай Запасные части поставщика для гидроабразивной резки; Waterjet MachineРозовые женские модные домашние тапочки с мягким мехом для помещений (LABSA), Китайский центробежный фильтр для растительного масла / машина для производства подсолнечного масла, молекулярная формула: C18h40O3S, сульфоновая кислота Trade Nam, точка плавления 10 ° C, плотность 1,06 г / мл, химикат класса 8 , это поверхностно-активное вещество с наибольшим объемом из-за его низкой стоимости и хороших характеристик; Экологичность. Для производства сульфоновой кислоты используется многоголовочный дозатор для овощей LABSA с большим диапазоном взвешивания.Его компоненты: Черный алюминиевый кейс для переноски инструментов с принтом логотипа / витрина Алюминий / Алюминиевый пилотный чемодан, кислород, санитарная нержавеющая сталь Нагревание Охлаждение Смесительный буферный резервуар
Для производства сульфоновой кислоты используется многоголовочный дозатор для овощей LABSA с большим диапазоном взвешивания.Его компоненты: Черный алюминиевый кейс для переноски инструментов с принтом логотипа / витрина Алюминий / Алюминиевый пилотный чемодан, кислород, санитарная нержавеющая сталь Нагревание Охлаждение Смесительный буферный резервуар Простая конструкция из нержавеющей стали 304316 2205 Стеклянный стопорный штифт для стеклянных перилПолный экран для рисовой мельницыПолностью автоматическая машина для упаковки / упаковки / наполнения лукового порошка, средства для мытья посуды, машина для изготовления пластиковых досок Линия для экструзии листов ABS, чистящий порошок, стиральные порошки, детергентный пирог, многофункциональный Портативная зарядка телефона на солнечной батарее, кемпинг, мыло и т. Д.LABSA, соединение сульфоновой кислоты, используется в качестве пенообразователя, моющего средства в других составах и туалетного мыла для вспенивания. Сульфоновая кислота LABSA используется в производстве моющих средств, в текстильной промышленности в качестве моющего средства, в производстве пестицидов для улучшения качества спрея.
 Сульфоновая кислота, LABSA, не является горючим веществом и может растворяться в воде, но не в органическом растворителе.
Сульфоновая кислота, LABSA, не является горючим веществом и может растворяться в воде, но не в органическом растворителе. Деталь применения:
В шампунях для волос, шампунях для ванн, средствах для мытья посуды и комплексном мыле, стиральном порошке, средствах для чистки посуды в повседневной химической промышленности.
он также используется для смачивания и очистки, помощника при окрашивании в текстильной промышленности.
Обезжиривающее средство в гальваническом производстве и производстве кожи.
Средство для удаления краски в производстве бумаги.
Оцинкованная сталь: как это делается
Многие знают, что такое оцинкованная сталь. Он используется для самых разных целей, от воздуховодов для систем отопления, вентиляции и кондиционирования воздуха до садовых ведер; от бытовых украшений до мусорных баков. Блестящая отделка поверхности делает ее визуально привлекательной, но также делает ее более прочной и устойчивой к коррозии.
Итак, как изготавливается оцинкованная сталь? Откуда этот блесток? Что ж, давай узнаем.
Горячее цинкование
Оцинкованная сталь — это углеродистая сталь с цинковым покрытием. Самый распространенный метод цинкования — это процесс горячего погружения.
Процесс горячего погружения заключается в погружении углеродистой стали в ванну с расплавленным цинком (приблизительно 680 градусов по Фаренгейту). Когда материал удаляется из ванны с цинком и охлаждается, происходит реакция на кислород воздуха.В результате реакции цинк становится частью стали (связь сплава железа и цинка). Новая отделка поверхности кажется кристаллической или блестящей.
Хотя это наиболее распространенная форма гальванизации, она часто используется для стальных изделий, которые ранее были изготовлены, поскольку толщину конечного продукта нелегко контролировать. Другой метод цинкования — это непрерывное цинкование.
Непрерывное цинкование
При непрерывном цинковании цинковое покрытие наносится на поверхность непрерывной стальной ленты (катушки), проходящей через ванну с цинком. Катушка движется со скоростью примерно 600 футов в минуту.
Катушка движется со скоростью примерно 600 футов в минуту.
Когда змеевик выходит из ванны с цинком, он несет с собой дополнительный слой расплавленного цинка. Излишки цинка удаляются воздухом под высоким давлением (воздушные ножи) для получения желаемой толщины. Затем материалу дают остыть, и образуется блестящее покрытие.
Непрерывное цинкование позволяет более точно контролировать толщину и обычно используется для стальных изделий, которые еще не были изготовлены. По мере увеличения толщины покрытия также увеличивается риск потери некоторого покрытия во время изготовления или формования.
Общая обработка поверхности
Оцинкованные рулоны и листы производятся для применений, в которых важна коррозионная стойкость. Цинковое покрытие продлевает срок службы конечного продукта, что делает его желанным для производителей. Привлекательная отделка поверхности также делает ее желанной для потребителя.
Как очистить оцинкованный металл и сделать его сияющим
Очень важно знать, как очистить оцинкованный металл, чтобы не повредить покрытие. Получите список чистящих средств, одобренных для очистки оцинкованной стали, а также советы по ее очистке.Узнайте, как чистить оцинкованные металлические трубы, крыши и многое другое.
Получите список чистящих средств, одобренных для очистки оцинкованной стали, а также советы по ее очистке.Узнайте, как чистить оцинкованные металлические трубы, крыши и многое другое.
Что такое оцинкованный металл?
Так что же такое оцинкованный металл? Что ж, оцинкованная сталь — это металл с защитным цинковым покрытием, препятствующим коррозии и окислению ржавчины. Это продлевает срок службы. Однако это означает, что при очистке оцинкованного металла важно использовать чистящие средства, которые не повреждают покрытие. Американская ассоциация гальванизаторов признала несколько очистителей, которые работали для очистки гальванизированного металла, такие как Comet, отбеливатель, Simple Green, Rust for Must и очиститель для нержавеющей стали.Также было отмечено, что уксус и нашатырный спирт повлияли на внешний вид покрытия.
Статьи по темеКак очистить оцинкованный металл
Один из лучших и наиболее эффективных способов очистки оцинкованного металла от органических веществ — мыло и вода.
Чистящие средства
Мыло для посуды
Вода
Ведро
Щетка с мягкой щетиной
Ткань
Полироль для металла
В ведре смешайте 2 галлона воды и полстакана средства для мытья посуды.
Окуните щетинную щетку в смесь.
Круговыми движениями очистите поверхность.
Промойте и высушите тканью.
Нанесите на ткань немного полироли для металла.
руб мелкими кружочками.
Протрите и наслаждайтесь сиянием.
Для стойких пятен можно добавить в смесь Comet или Simple Green. Однако важно следовать инструкциям на упаковке.
Как удалить ржавчину с оцинкованного металла
Когда дело доходит до оцинкованного металла, который заржавел, вам нужно удалить ржавчину и нанести на металл новое покрытие. Почему? Потому что оцинкованный металл не ржавеет. Покрытие защищает от коррозии.
Покрытие защищает от коррозии.
Материалы для борьбы с ржавчиной
Шаги по удалению ржавчины с оцинкованного металла
Очистите оцинкованный металл от грязи и мусора.
Окуните проволочную щетку в уксус и соскребите участки ржавчины твердыми движениями вперед и назад.
Мелкой наждачной бумагой отшлифуйте все оставшиеся участки ржавчины.
Используйте метлу, чтобы очистить место.
Смочите ткань и протрите все.
Дайте ему полностью высохнуть.
Нанесите два или три слоя краски с высоким содержанием железа для гальванизации металла.
Дать высохнуть и отполировать тканью до блеска.
Как очистить оцинкованную сталь перед покраской
Планируете ли вы покрасить оцинкованный металл? Что ж, тогда вам нужно сначала подготовить это правильно.
Что вам нужно
Как подготовить оцинкованную сталь к окраске
Возьмите чистящее средство и протрите оцинкованный металл тканью, чтобы удалить грязь, остатки, плесень и мусор.
Высушите пораженный участок салфеткой из микрофибры или высушите на воздухе. Дайте всей поверхности металла полностью высохнуть.
Круговыми движениями аккуратно удалите белую ржавчину или пленку.
Добавьте белый уксус в тряпку и покройте всю поверхность стали.Уксус протравливает покрытие, улучшая прилипание краски.
Оставьте на несколько часов.
Грунтовать и покрасить сталь.

Как очистить оцинкованную металлическую крышу
Чтобы продлить срок службы кровли из оцинкованной стали, ее необходимо очистить. И это может сделать его великолепным!
Материалы для чистки крыш
Этапы очистки оцинкованной крыши
Используйте шланг, чтобы распылить грязь, пыль и мусор с крыши.
Смешайте 4 стакана отбеливателя, ⅓ стакана Dawn и три галлона теплой воды.
Окуните щетинную щетку в смесь и сотрите все пятна, плесень или грибок.