
Сварка полуавтоматом для начинающих — видео
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата.


Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.
Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Техника безопасности – обязательное условие для сварки непрофессионалами
Подборку видеоматериалов по теме самостоятельной сварки можно без труда найти в интернете. Любой материал расскажет, как проходит сварка полуавтоматом, видео уроки помогут лучше разобраться в этом процессе. Но, главное, не забывать о правилах безопасности.
Техника безопасности очень важна и порой помогает сохранить здоровье человека, поэтому не стоит ей пренебрегать. Основные правила:
- иметь защитную маску, которая предотвращает попадание искр на участки кожи лица и в глаза;
- специальные перчатки, которые должны быть прорезинены и отличаться высоким качеством, иначе можно повредить руки;
- огненепроницаемая одежда и обувь. Обувь должна иметь резиновую подошву, а кроме того, в ходе работы под ноги кладется резиновый коврик.
Итак, теперь мы знаем, что такое безопасная сварка полуавтоматом для начинающих, видео уроки помогли изучить основы техники безопасности.
В чем разница между ручной и автоматической сваркой, что такое ручная дуговая сварка, сварочный аппарат, сварка полуавтоматом, видео уроки помогут ответить на все эти вопросы.
Любители работать дома, что-то мастерить и варить, обычно имеют в своем арсенале инструментов самый простой сварочный аппарат. Этого вполне достаточно для работы в домашних условиях. Не нужно запасаться профессиональными аппаратами и тратить на них огромные суммы.
Безусловно, такие приборы выполнят работу качественнее, но видео уроки сварки полуавтоматом, помогут разобраться и обойтись недорогим аппаратом.
Классификация сварочных аппаратов. Инструкция по использованию
Прежде, чем приступать к работе, нужно изучить виды сварочных аппаратов и принципы их действия. Правильный подход и хорошая подготовка помогут избежать травм и качественно выполнить работу.
По типу проволоки различают:
- универсальные аппараты;
- соединяющие стальную проволоку;
- соединяющие алюминиевую проволоку.

По уровню защиты, они классифицируются на:
- в газах защиты;
- защищены слоем флюса;
- защищены с помощью порошковой проволоки.
По характеру перемещения бывают:
- передвижные;
- стационарные;
- переносные.
Для того, чтобы качественно и правильно варить металл, чтобы результат был долговечен, нужно соблюдать правила, прописанные в инструкции: правильно подбирать режимы, настраивать скорость, нужные параметры и обязательно изучить технику безопасности.
Следуя инструкции, можно выбрать вид сварочного аппарата и метод самой сварки.
Как видим, техника достаточно проста и научиться этому процессу можно самостоятельно, просмотрев курс видео уроков.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Особенности сварки газом с помощью полуавтомата для начинающих, видео
Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.
Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.Для работы сварочного полуавтомата разработан механический способ подачи в рабочую зону проволоки, применяемой в качестве электрода. Проволоку изготавливают из специально разработанного сплава. Оборудование является простым в эксплуатации и его может с успехом освоить каждый новичок.
Особенности работы
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.
Принцип действия
Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.Среда с инертными показателями создается применением определенных газов. К ним относят аргон, гелий, углекислый газ или их смешанные составы. Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство. Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство. Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Разновидности работы сварочных полуавтоматов
Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.Для сварки различных металлов иногда применяется стальная проволока, соединение других деталей требует применения проволоки из алюминия. Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
- выбирается способ использования флюсовой реакции;
- сварочный полуавтомат работает в среде углекислого газа;
- сварка производится с помощью порошкового электрода в виде проволоки.
Классификация выбранного оборудования выделяет три типа, отличающего агрегаты друг от друга:
- в зависимости от разновидности применяемой проволоки;
- от варианта защиты полученного сварного шва;
- по виду перемещения проволоки и горелки.
Характеристика работы позволяет разделить сварочное оборудование для сварки на три вида:
- стационарные агрегаты, установленные для продолжительного использования;
- передвижное оборудование на небольшие расстояния;
- переносные компактные приборы для бытового использования.

Соединение металлов при помощи полуавтомата
Начало работы
Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки
При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Сварка своими руками
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.
Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
Особенности сварки алюминия
На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.Следить за качеством шва при сварке алюминия очень сложно, сильное подогревание приводит к хрупкости кромок, которые разрушаются. Проследить степень нагревания металла очень трудно, так как он не меняет цвет при подогреве. Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Алюминий и его сплавы отличаются большим коэффициентом расширения, но при этом имеют низкую упругость. Чтобы избежать деформации, детали предварительно подогревают или производят сварку с оптимальными параметрами.
В процессе остывания металла шва происходит растрескивание, вызванное деформации при остывании материала ванны. Чтобы избежать разрушительного явления, в материал шва добавляют пластификаторы, а соединения алюминия не располагают близко друг к другу.
Для алюминиевой сварки лучше использовать механизм подачи проволоки тянущего типа. Провариваемая глубина напрямую зависит от силы сварочного тока. Ширина шва не зависит от величины электрического тока. На увеличение провариваемой глубины влияет уменьшение диаметра электрода, что особенно проявляется при невысоко силе тока. При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
Применение в быту полуавтомата для сварки очень эффективно, так как он не требует большого потребления тока, может варить все металлы без исключения и пользоваться таким агрегатом может каждый желающий научиться сварке.
Оцените статью: Поделитесь с друзьями!выбор оборудования и настройка сварочного полуавтомата
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такая уж и несбыточная идея – современные технологии позволили не только существенно уменьшить по весу и объему сварочный аппарат, но и приблизить технологию практически к любому кто желает научиться.
Среди сварочных полуавтоматов принято различать аппараты, работающие как с газовыми баллонами, так и использующими технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня, технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где необходимо соединение тонких металлических частей, в основном, полуавтоматы применяются в автомобильном сервисе – для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Техника безопасности
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
 youtube.com/embed/9ow2GQ1ODrw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/9ow2GQ1ODrw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
 Так заготовка не перегреется и не прогорит;
Так заготовка не перегреется и не прогорит;При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Пошаговая инструкция по выполнению
Схема сварки полуавтоматом
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.

Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.

Это простые правила, которые нужно помнить.
Критерии выбора
На выбор сварочного полуавтомата влияют несколько критериев.
- Какие требования к нему предъявляет потребитель. Аппарат будет использован для бытовых нужд или для мелкого бизнеса, к примеру, для кузовных работ. Или это сварочный аппарат будет использован в промышленных условиях.
- Какие требования будут предъявляться качеству шва. Для ремонта автомобиля (для кузова) необходимо качество внешнего шва, есть конструкции общего назначения (декоративные решетки, калитки и прочее), есть ответственные конструкции, к которым можно отнести сварку водопровода, газовой трубы или сборку гаражной металлической постройки.
- Многое в выборе будет зависеть от толщины свариваемого шва.
- Следующий критерий – виды свариваемых металлов. Здесь вариантов много: низкоуглеродистая сталь, алюминий, нержавейка и так далее. Полуавтомат для сварки алюминия требует присутствия баллона с инертным газом, чаще аргона.
- Длина шва.
- Характеристики сети питания.

Для начинающих сварщиков лучше всего обратить внимание на конкретные характеристики. И не стоит начинать свою деятельность со сложных приборов. Для них оптимальным вариантов будет бытовой полуавтоматический аппарат.
Бытовой сварочный полуавтомат
Бытовой полуавтомат
К этой категории относятся приборы, которые работают от сети переменного тока напряжением 220 вольт. Рассчитаны они на непродолжительную работу, использовать их можно несколько часов в день. И если даже степень работы увеличивает продолжительность использования, то рекомендуется делать перерывы, чтобы полуавтомат остыл.
Токовая нагрузка бытового аппарата – 16 ампер, при этом величина сварочного тока не превышает 200 ампер. В этом приборе могут быть использованы разные проволоки: стальная диаметром 0,8 мм, алюминиевая – 1 мм, порошковая – 0,9 мм. Кассета подачи проволоки оснащена двумя роликами. Это хороший сварочный полуавтомат для дома, его можно установить в гараже, в небольших мастерских, где сваркой пользуются время от времени.
Профессиональный
Его отличают вот такие характеристики:
- Номинальный ток сети – более 16 ампер, подключается только к 380 В.
- Токовая нагрузка: 200-400 ампер.
- Длительный режим работы.
- Диаметр используемой проволоки от 0,8 до 1,6 мм.
- В подающем устройстве могут быть однороликовые кассеты или двухроликовые. В этом механизме устанавливается электродвигатель мощностью 50 Вт.
- Высокое качество комплектующих, которые гарантируют 5-7 лет жесткой работы.
Что такое полупрофессиональный полуавтомат? Такого чисто технического понятия не существуют. Сварщики под этим термином понимают агрегат профессиональный с небольшой мощностью.
Промышленный
Это мощное сварочное оборудование, с помощью которого можно варить детали толщиною до 5 см. Интенсивное использование, практически безграничное время работы. У таких полуавтоматов механизм подачи является отдельной частью.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Основные режимы
Любой начинающий домашний мастер перед началом самостоятельной работы на полуавтомате должен для себя уяснить все возможные режимы сварки, которые ему будут доступны.
Следует помнить, что режим, главным образом, подбирается исходя из толщины рабочего металла.
Так, для выполнения тонких сварных соединений рекомендуется использовать проволоку, которая выступает в качестве электрода, с толщиной в пределах шести миллиметров.
В свою очередь, при необходимости выполнить сварное соединение материала, толщина которого превышает пять миллиметров, проводить работу придется в два отдельных этапа.
В этом случае каждый следующий накладываемый шов должен идти строго по поверхности предыдущего.
Расход газа при выполнении сварки тонкого металла составляет в среднем до семи литров в минуту.
Такой объем газа позволяет выполнить необходимую работу без деформации рабочего материала, за счет того, что зона теплового воздействия значительно сужается.
Любой начинающий мастер должен иметь представление о каждом доступном ему режиме при работе на полуавтомате.
Сварка при помощи полуавтомата дает возможность проводить необходимые работы, как с тонким материалом, так и с тем, который имеет большую толщину.
Исходя из этого предусмотрено несколько различных вариантов выполнения данного вида работы.
Так, сварка полуавтоматом может быть стыковой, и в этом случае практически полностью исключаются зазоры между соединяемыми деталями.
ВАЖНО ЗНАТЬ: Машины контактной сварки — задачи и разновидности
Такой тип сварки особенно популярен у автолюбителей. Также полуавтомат позволяет выполнить качественное соединение внахлест.
Данный способ считается наиболее простым, и освоить его не составит труда. Более сложный и при этом более прочный тип сварки полуавтоматом носит название — по готовым отверстиям.
Следует отметить, что скорость работы, а также высоту шва мастер выбирает самостоятельно.
Видео:
Кроме этого, домашний мастер обязательно должен научиться правильно выбирать режимы работы и настраивать все используемое оборудование.
При выполнении сварки следует контролировать поступление газа. Он должен негромко шипеть и обдувать рабочую поверхность, а не дуть на нее.
На видео выше подробно показано, как правильно работать полуавтоматом.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
 Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).Задача сварщика:
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.

Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Принцип действия
Для оптимального необходимого выбора аппарата нужно понимать, как работает полуавтоматическая сварка. Первоначально полуавтоматические устройства предназначались для надежной сварки разных сталей: низкоуглеродистых, нержавеющих, легированных. Сейчас полуавтоматы применяются во многих областях производства и быта. Они отлично подходят, например, для работы с отопительной системой.
Аппарат полуавтоматической сварки — это устройство, предназначенное для соединения металлических изделий методом оплавления краев заготовок. Роль электрода выполняет специальная проволока, намотанная на катушку и размещенная внутри аппарата.
Роль электрода выполняет специальная проволока, намотанная на катушку и размещенная внутри аппарата.
В том же корпусе находится узел для её автоматической раскрутки и подачи в сварочную ванную.
Принцип работы полуавтомата следующий:
- Защитный газ выпускается на горелку.
- Включается источник питания. Блок питания может быть трансформаторного или инверторного типа. Инверторы понижают напряжение и преобразуют переменный ток в постоянный.
- На горелку подается ток.
- Подающий узел разматывает проволоку, заменяющую классический электрод, и направляет её с необходимой скоростью. Если сварочный процесс проходит под флюсом, то тогда прибор оснащен воронкой для более толстой проволоки.
- Плавление проволоки осуществляется при помощи электрической дуги, возникающей между поверхностью заготовки и проволокой.
- Газ обеспечивает защиту вокруг ванны.
Многие устройства рассчитаны на разное питание. Напряжение может быть как однофазным, так и трехфазным. Поэтому эти устройства можно использовать не только в промышленности, но и в быту. Переключение режимов с 220 вольт на 380 вольт осуществляется с помощью панели управления оборудования. При работе инвертора значение напряжения понижается, а величина тока повышается. К заготовке подключается плюсовой контакт, а «минусом» является сама проволока. Напряжение на неё передается через так называемый контактор.
Поэтому эти устройства можно использовать не только в промышленности, но и в быту. Переключение режимов с 220 вольт на 380 вольт осуществляется с помощью панели управления оборудования. При работе инвертора значение напряжения понижается, а величина тока повышается. К заготовке подключается плюсовой контакт, а «минусом» является сама проволока. Напряжение на неё передается через так называемый контактор.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
 Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получитсяЕсли не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва.
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.

Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Материалы для газовой сварки должны быть качественными, чтобы результат вас не разочаровал. Плазменная сварка – один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье.
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по ссылке.
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.

Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.

Технология полуавтоматической сварки металлов
Благодаря полуавтоматическому методу удается накладывать качественные швы даже на ржавый и оцинкованный металл. При работе с заготовками из сложно свариваемых материалов добиться наиболее крепкого и равномерного соединения удается за счет использования медной либо алюминиевой проволоки.
Перед сваркой в защитном газе либо с использованием флюса необходимо произвести подготовку, а именно:
- очистить и обезжирить обрабатываемые области при помощи растворителя;
- убедиться в исправности газового оборудования;
- сделать пробный шов, чтобы скорректировать настройки техники;
- подобрать силу тока и напряжение.
Полуавтоматическая сварка металлов в среде защитного газа считается самой простой из способов работы. Для нее может использоваться углекислый газ, гелий, азот, аргон. Отметим, что принцип действия сварщика не зависит от выбора газа.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Неопытные специалисты обычно отдают предпочтение углекислому газу, низкая цена которого сочетается с достаточно хорошими параметрами.
Основные достоинства полуавтоматической сварки в среде CO2:
- сохранение внешнего вида изделия;
- возможность обработки даже труднодоступных зон;
- малое количество отходов;
- прочный и тонкий шов;
- небольшие временные затраты.
Данная технология относится к наиболее простым методам скрепления изделий из металла. Но нужно понимать, что на качестве шва могут отразиться:
- метод ведения проволоки;
- расстояние между скрепляемыми заготовками;
- соблюдение техники.
Полуавтоматическая сварка металлов без газа представляет собой альтернативный вариант, позволяющий избежать образования окислов и контролировать формирование прочного шва.
Отличие безгазовой сварки состоит в том, что при ней происходит прямая подача тока, используется порошковая/флюсовая проволока. Принцип действия таков: проволока сгорает, формируется газовая среда, позволяющая сохранить качество работ на необходимом уровне.
Безгазовая полуавтоматическая сварка предполагает такие этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение «Включение»;
- закладка флюса в воронку;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора;
- ожидание электрической дуги;
- соединение деталей.
Немаловажно, что полуавтоматическая технология дает возможность сваривать в среде аргона заготовки из алюминия, несмотря на нестандартные качества данного металла. В инертной атмосфере после разрушения оксидной алюминиевой пленки не происходит ее повторного образования, а значит, ничто не мешает сварке.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.

Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.

Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
- Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
- Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.

[Всего: 1 Средний: 5/5]
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Правила и нюансы проведения полуавтоматической сварки трубы
Вопрос о том, как правильно осуществлять полуавтоматическую сварку трубы, часто волнует молодых специалистов и мастеров-самоучек. Эта процедура содержит множество нюансов касательно выбора расходников и контроля процесса.
Итак, как мы выяснили выше, в зависимости от конкретного признака агрегаты бывают:
- переносного, передвижного и стационарного типа исполнения;
- автономными или встроенными;
- с газовой системой защиты, с флюсовой, комбинированного типа или без защиты;
- со стальной электродной проволокой, порошковой, алюминиевой, сплавной или комбинированной;
- с толкающим, тянущим или с комбинированным способом подачи электродной проволоки;
- с плавным, ступенчатым или плавно-ступенчатым способом регулирования интенсивности подачи проволоки;
- рассчитанные на напряжение 220 В или 380 В;
- с естественным или искусственным способом охлаждения горелки;
- профессиональные, полупрофессиональные и бытовые – в зависимости от назначения.

Вне зависимости от фирмы и страны-производителя все аппараты для полуавтоматической сварки труб характеризуются механическим способом подачи проволоки. Электрод диаметром от 0,6 до 2,5 мм подается к наконечнику через гибкий шланговый кабель. При этом настройка оборудования производится мастером отдельно для каждой процедуры.
Основными элементами устройства являются:
- горелка;
- шланговый кабель;
- механизм подачи электрода.
Подающий механизм работает за счет вращения роликов (одной или двух пар). Их скорость регулируется в настройках основного блока агрегата плавно или ступенчато в зависимости от строения прибора.
Мощность оборудования напрямую зависит от веса кассеты – от 1,5 до 50 кг. Все они могут быть как закрытого, так и открытого типа (существует также аппарат для полуавтоматической сварки труб открытого типа, установленный на тележке). От основного блока к держателю или горелке с проводом отходит шланг (сварочный рукав). Он может быть 1,5, 2,5 или 3 м в длину. Оборудование, оснащенное системой газовой защиты, имеет также устройства для подведения соответствующего вещества.
Он может быть 1,5, 2,5 или 3 м в длину. Оборудование, оснащенное системой газовой защиты, имеет также устройства для подведения соответствующего вещества.
Горелка – основной инструмент сварщика. С ее помощью производится как сам процесс наложения швов, так и защита (газовая или флюсовая, если таковая имеется). Производители понимают всю важность этого приспособления, поэтому стараются сделать все для его усовершенствования.
Для расходных материалов разного типа предусмотрен свой оптимальный режим использования. Основные параметры для работы с каждым из них отражены в таблице ниже.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Сила тока, А |
| Порошковая | 0,8; 0,9; 1,0; 1,2; 1,6; 2,0 | 120/720 | 120/630 |
| Алюминиевая | 0,8; 1,0; 1,2; 1,6 | 120/960 | 60/315 |
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120/720 | 60/630 |
Выполнять полуавтоматическую сварку труб с применением газовой защиты нужно только при условии полного оборудования рабочего места. Необходимы: баллон с редуктором, регулятор скорости подачи газа, специальный нагреватель (применяется при работе с углекислым газом).
Так, полуавтоматическая сварка труб с применением защитной газовой системы и флюсованной проволоки предполагает следующую последовательность действий:
- тщательное очищение и обезжиривание рабочей поверхности;
- настройка работы газовой системы;
- выполнение пробного шва на черновой поверхности для установки нужных настроек агрегата;
- корректировка напряжения и силы тока.
Полуавтоматическая сцепка труб с использованием газовой защиты существенно упрощает работу с оборудованием. При этом может использоваться гелий, аргон, азот или углекислый газ без изменения технологии.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.

Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Что такое полуавтоматическая сварка
Залог эффективного использования оборудования – знание его строения и технологии работы. Основное отличие полуавтоматического сварочного аппарата заключается в том, что во время процесса электродная проволока подается к месту плавления автоматически.
Основное отличие полуавтоматического сварочного аппарата заключается в том, что во время процесса электродная проволока подается к месту плавления автоматически.
Конструкция такого устройства состоит из:
- Основного блока, который преобразует сетевой электрический ток и отвечает за равномерную подачу электродной проволоки. Здесь же производится настройка аппарата перед процедурой.
- Шланга (сварочного рукава).
- Горелки с электродной проволокой.
- Токопроводящего наконечника.
- Газовой защиты.
Крупные предприятия с большим объемом заказов для полуавтоматической сварки трубы используют стационарные агрегаты. Такое оборудование обеспечивает высокое качество швов, экономию времени и электроэнергии.
Все полуавтоматы условно можно разделить на несколько видов:
- с порошковой проволокой;
- с флюсованной проволокой;
- с защитой в виде инертных газов;
- универсальные.
Несмотря на такое разнообразие, все они отлично справляются со сваркой труб как из цветного, так и из черного металла.
В зависимости от способа подачи электрода, аппараты для полуавтоматической сварки труб можно разделить на:
- переносные – представляют собой небольшой блок, который легко перемещать;
- передвижные – установлены на специальных колесиках для более удобной транспортировки;
- стационарные – прочно закрепленные на подставке в одном помещении.
По типу функционирования подающего устройства выделяют:
- толкающие, когда специальные ролики выталкивают электрод к месту сварки;
- тянущие, когда подающее устройство находится в самой ручке и подтягивает к наконечнику проволоку, которая, как правило, находится в основном блоке.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.

Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
Сварку в среде углекислого газа применяют для выполнения первого (корневого) слоя шва стыков магистральных трубопроводов на полустационарных трубосварочных базах, заготовительных цехах, а также для всех слоев шва трубопроводов малого диаметра с большой толщиной стенки.
Сварочные установки полу стационарных трубосварочных баз имеют источник электрического тока, стационарный пункт электрогазового питания, которые укомплектованы полуавтоматами А-547Р или любыми другими портативными полуавтоматами, включая ранцевые.
В качестве источника тока применяют сварочные агрегаты с двигателями внутреннего сгорания, выпрямители в сочетании с передвижными дизельными электростанциями. Такие электростанции могут питать током соответственно один -два стационарных сварочных поста.
Такие электростанции могут питать током соответственно один -два стационарных сварочных поста.
Трубы собирают в секции с помощью внутренних центраторов для выполнения корневого слоя шва на механизированных трубосварочных линиях типа СТТ. Сборку секций труб для полуавтоматической сварки в среде углекислого газа выполняют с зазором 2-3,5 мм.
Диаметр сварочной проволоки dn выбирают в зависимости от толщины s стенки стыков свариваемых труб: при s=1-5 мм, dn =0,8-1 мм; при s более 5 мм dn =1-2 мм.
Температуру предварительного подогрева свариваемых кромок определяют в зависимости от эквивалента углерода трубной стали и толщины стенки трубы, приравнивая углекислый газ и электродную проволоку, как при сварке электродами с основным покрытием. Сварочный ток можно определить из эмпирической формулы: I=100dn(dn-0.5)+50, где dn-диаметр электрода,мм
Напряжение при газоэлектрической сварке: U=8(dn+16)
Стабильное горение дуги, минимальное разбрызгивание и хорошее формирование металла шва достигают, если сварку в среде углекислого газа ведут на постоянном токе обратной полярности.
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
При сварке корневого слоя шва на трубосварочных линиях сварщик выполняет полуавтоматом четверть окружности трубы. Сварку ведут электродной проволокой диаметром 1,2 мм в направлении сверху вниз (рис. 6.1 а) «углом назад» с упором сопла полуавтомата на кромки труб при следующих режимах, приведенных в табл. 6.1. Первый шов выполняют два сварщика на двух стыках. Давление газа устанавливают по манометру таким образом, чтобы обеспечить надежную защиту дуги. Кроме периодического поворачивания секции сварку выполняют, если осуществляют непрерывное вращение секции (рис. 6.1 б). Держатель полуавтомата не перемещается по периметру стыка, и сварку ведут на одном участке, отстоящем под углом 30—35° от вертикальной оси трубы в сторону, обратную направлению вращения секции
В качестве защитных используются активные газы, т. е. такие, которые могут вступать во взаимодействие с другими элементами в процессе сварки. К таким газам относятся углекислый газ (СО2) или смеси: 70% углекислого газа и 30% аргона (или кислорода) – для сварки углеродистых сталей; 70% аргона и 30% углекислого газа – для сварки легированных сталей.
е. такие, которые могут вступать во взаимодействие с другими элементами в процессе сварки. К таким газам относятся углекислый газ (СО2) или смеси: 70% углекислого газа и 30% аргона (или кислорода) – для сварки углеродистых сталей; 70% аргона и 30% углекислого газа – для сварки легированных сталей.
Применение газовых смесей вместо 100% углекислого газа повышает производительность и качество сварки.
Достоинством сварки в защитном газе является также то, что и на сварные изделия, выполненные этим процессом, без особой подготовки можно наносить прочные антикоррозионные покрытия (оцинкованные и др.). Сварку в защитных газах применяют и для соединения тонких металлов (0,1 – 1,5мм). Из всех видов дуговой сварки полуавтоматическая сварка в защитных газах имеет наименьшую трудоёмкость. При количестве сварочных постов более 20 целесообразно иметь централизованное питание их углекислым газом, подаваемым по трубопроводу от рампы или от газификационной установки. Сварочные посты рекомендуется оборудовать электромагнитными клапанами, позволяющими автоматически перед зажиганием дуги включать подачу газа и после гашения выключить газ. На каждом посту должен быть расходомер (ротаметр).
На каждом посту должен быть расходомер (ротаметр).
Поможем написать любую работу на аналогичную тему
- Реферат
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
От 250 руб
- Контрольная работа
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
От 250 руб
- Курсовая работа
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.

Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
 Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
[Всего: 11 Средний: 2.8/5]
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Проволока для сварки без углекислоты
Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишПри изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными ее видами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных инертных и активных газов MIG или MAG.
Сварка полуавтоматом без газа обычной проволокой сварочными аппаратами типа MIG и MAG практически невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большой силе сварочного тока, либо будет постоянно залипать при слабом значении тока. Но и в этом случае технический прогресс нашел выход и предложил для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которой можно вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа.
Сварка проволокой без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.

И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.

Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Подготовительные работы перед сваркой
Перед началом проведения работ сварочные полуавтоматы должны пройти такие подготовительные процедуры:
- Проверка наличия заземления устройства. Это требование относится к одному из важных условий при работе с любым типом сварочного оборудования.
- Определение напряжения в сети требуется потому, что большинство приборов очень чувствительно к низкому или высокому напряжению.
- Требуется заранее определиться с режимом сварки. Настройки будут индивидуальными в зависимости от назначения устройства, типа металла, типа проволоки и способа сварки.
- Следует проверить диаметр наконечника, который должен соответствовать размеру проволоки.
- Также перед проведением работ необходимо проверить настройки горелки и подающего механизма.
- И на последнем этапе следует проверить качество проволоки — чтобы она не имела вмятин, повреждений и прочих дефектов.

Сварка полуавтоматом с газом и без газа
Сварка полуавтоматом представляет собой один из методов традиционной дуговой сварки. Сварочная проволока в этом случае выполняет роль сварного электрода. Проволока без остановки подается специальным механическим приводом с предварительно заданной скоростью к месту сварки.
Использование сварочных флюсов позволяет даже при использовании проволоки с небольшим диаметром обеспечить хорошее и глубокое распускание металла в сварочной ванне. За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
Применение полуавтомата позволяет существенно улучшить качество шва и производительность выполняемых работ. Благодаря полуавтоматической сварке специалисты могут создать около 30 метров шва в час.
С использованием газа
Сварку полуавтоматом можно выполнять с газом или без него. Если используется сварка с газом, то исключается попадание кислорода в зону работы с целью исключить переизбыток углерода или его недостачу. В противном случае шов может оказаться очень хрупким либо слишком мягким.
Такой способ достаточно трудоемок, ведь приходится носить газовые баллоны и заряжать их достаточно дорого. Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого способа сварки с применением газа.
Без использования газа
Для использования сварки без газа может применяться порошковая проволока и флюсовая проволока. Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Применение метода сварки без газа имеет определенные преимущества:
- нет необходимости использовать газовую аппаратуру;
- не нужно тратить средства на наполнение баллонов газом, так как при использовании способа сварочный полуавтомат без газа, цена затрат выгодно отличается в лучшую сторону;
- имеется возможность менять химический состав шва путем применения различных типов проволоки.
Таким образом, безгазовый способ сварки выгоден не только потому, что более доступен для реализации, но еще и потому, что он более выгоден с экономической точки зрения, так как на сварочный полуавтомат без газа цена расходов значительно меньше.
Рекомендации при сварке полуавтоматом без газа
Сварка полуавтоматическим методом схожа со сваркой обычными электродами, поэтому при использовании этого способа есть риск попадания шлака в сварочную ванну от сгоревшей проволоки с наполнением. Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Сварка порошковой проволокой без газа требует использования специальных механизмов, предотвращающих сжатие проволоки и ее поломку. Также недопустимо грубое обращение с проволокой, резкие повороты.
Еще по этой теме на нашем сайте:
- Сварка полуавтоматом для начинающих – видео уроки, изучаем азы
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка.
Сварочные полуавтоматы инверторного типа — отзывы владельцев по надежности
Инверторный полуавтомат для сварки — это электромеханический агрегат, который осуществляет сварку разных металлов, используя различные аксессуары для сварки, необходимые для исполнения этого процесса. Изучая сварочные.
Аппарат Брима — сварочный инвертор с хорошими показателями сварки
Немецкий бренд Brima известен покупателям уже более 50 лет. Первые сварочные аппараты производились в Германии, сегодня выпуск ведется в Китае. Поставки продукции Брима осуществляются в.
Первые сварочные аппараты производились в Германии, сегодня выпуск ведется в Китае. Поставки продукции Брима осуществляются в.
Осциллятор сварочный — купить или собрать своими руками?
Практически у любого владельца частного дома в хозяйстве имеется сварочный аппарат. Но варить им можно обычно только детали из обычной толсто-черновой стали. Это не требует.
“>
Работа полуавтоматом, видео урок сварка полуавтоматом
Для ремонта кузовов автомобилей часто применяется сварка с использованием полуавтомата(метод сварки MIG/MAG). Стоит отметить, что полуавтоматическая сварка является безопасным и лёгким в использовании процессом, обеспечивающим надёжное соединение деталей. При этом коробление практически не наблюдается. Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью. Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае, при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки. Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д. Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
1) перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
2) при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
3) во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
4) категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
5) чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
6) для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
7) если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
8) форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
9) во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
10) помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
11) следует строго соблюдать правила пожарной безопасности;
12) нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
13) не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
14) категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
15) не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
16) поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
17) крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
18) сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
19) во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
20) все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
21) расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Баллон должен быть закреплён горизонтально и достаточно надёжно.
Видео работа сварочным полуавтоматом:
Сварка полуавтоматом без газа
Сварочный полуавтомат уже не является какой-то новинкой, доступной лишь профессиональным сварщикам или жестянщикам. Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами.Популярность их объясняется достаточно просто — простота рабочего процесса, причем ни в ком случае не в ущерб качеству, скорее наоборот. При использовании сварочного полуавтомата можно получить даже при небольшом навыке вполне качественный и красивый шов.
Как правило, приобретаются аппараты серии MIG-MAG, то есть те, которые варят в среде инертного (MIG), например, аргона и активного (MAG) — углекислого газа.
 Что это дает? Поскольку сталь — это соединение железа с углеродом, причем в определенной пропорции, то и сварной шов должен хотя бы примерно соответствовать этим же характеристикам. В противном случае шов получается либо слишком хрупким — переизбыток углерода, либо мягким — недостаток. Среда защитного газа позволяет отсечь кислород воздуха из места сварки, поэтому в процессе работы расплавленный металл детали плавится, соединяясь с расплавленной в зоне сварочной ванны проволокой.
Что это дает? Поскольку сталь — это соединение железа с углеродом, причем в определенной пропорции, то и сварной шов должен хотя бы примерно соответствовать этим же характеристикам. В противном случае шов получается либо слишком хрупким — переизбыток углерода, либо мягким — недостаток. Среда защитного газа позволяет отсечь кислород воздуха из места сварки, поэтому в процессе работы расплавленный металл детали плавится, соединяясь с расплавленной в зоне сварочной ванны проволокой. Однако баллоны достаточно тяжелы, а при нечастом использовании заряжать баллон для того, чтобы пройти шов, например 5-7 см невыгодно, да и слишком дорого. Гораздо проще использовать специальную сварочную проволоку.
Альтернативно, ее называют ещё флюсовой проволокой, что, в принципе, указывает на ее состав. Помимо этого может встретиться название порошковая сварочная проволока, что также соответствует этому же материалу. Независимо от названия эта проволока позволяет осуществить сварку полуавтоматом без газа .

Состоит такая проволока из стальной трубки, диаметр которой соответствует применяемой при обычной сварке в среде газа. Как правило это 0,8 мм. Внутри находится специальный порошок — флюс, несколько напоминающий по своему составу обмазку обычных электродов. В результате нагревания флюс сгорает и образует в зоне сварки облако защитного газа, наподобие того как и в простой сварке электродом.
Из плюсов можно отметить отсутствие необходимости газовой аппаратуры, а самое главное — возможность наблюдать, конечно сквозь защитную маску, за местом подачи в разделку. Помимо этого, различные типы проволоки содержат различные наполнители, что позволяет формировать химический состав шва, а также характеристики дуги.
В связи с тем, что сварка несколько напоминает обычную, электродом, в процессе может происходить затекание шлака от сгоревшего флюса в сварочную ванну, поэтому в некоторых случаях для получения герметичного соединения приходится поверх накладывать ещё один шов, предварительно очистив предыдущий.

В связи с тем, что порошковая проволока, обеспечивающая сварку полуавтоматом без газа, имеет малую жесткость в своей конструкции — стенка очень тонкая — подача проволоки должна осуществляться механизмом с очень небольшим сжатием, а резкие повороты шланга полуавтомата недопустимы.
В обязательном порядке должно соблюдаться условие подключения полярности на держак и на «массу». На держаке, горелке должен быть минус, а на самом изделии — плюс. Такое подключение называется прямым. При сварке в среде защитного газа используется обратное подключение. Обусловлено это тем, что при подаче флюсовой проволоки необходимо более высокая температура для образования защитного газа. Ниже вы можете просмотреть видео сварки полуавтоматом без газа.
Видео сварки полуавтоматом без газа:
Видео сварки инвертором Stark IMT 200 полуавтоматом флюсовой проволокой без газа. Идеально подходит для мобильных работ т.к. не нужен баллон с газом.
Идеально подходит для мобильных работ т.к. не нужен баллон с газом.
Кроме статьи «Сварка полуавтоматом без газа» смотрите также:
Безопасное и эффективное обучение сухому огню дома [Руководство]
Разве не было бы неплохо, если бы у вас были легкого , безопасного и бесплатного упражнений с огнестрельным оружием, которые вы могли бы пройти дома, чтобы улучшить свои навыки и лучше стрелять?
Ну, есть и всегда было: это называется сухим огнем.
Сухой огонь — это стрельба без патронов, и это удивительно полезный инструмент для развития навыков.
Различные защелкивающиеся колпачкиPlus… вы можете сделать это практически с любым типом огнестрельного оружия.
Мы собираемся глубоко погрузиться в то, как сушить огонь, рассказать о нескольких упражнениях на сухой пожар и, конечно же… попутно развенчать несколько мифов.
Теперь и с видео!
 com/embed/P3B2YW0XrF8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/P3B2YW0XrF8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/> Если это помогло, подпишитесь на наш канал YouTube , так как мы добавляем новые видео каждую неделю!
Что такое сухой огонь?
Сухой огонь — это имитация стрельбы из вашего оружия без боеприпасов.
По сути, вы делаете все, что обычно делаете, чтобы произвести выстрел… но без патронов (или даже около ) в ружье.
Сухой огонь — один из моих любимых способов обучить новых стрелков безопасному обращению с огнестрельным оружием и научить их основам обращения с оружием.
Сухой огонь можно вести дома без какого-либо оборудования, кроме пистолета, но есть некоторые вещи, которые вам нужно знать, чтобы оставаться в безопасности, и есть несколько вещей, которые могут сделать обучение сухому огню более эффективным.
Сухая пожарная безопасность
Сухой огонь должен быть полностью безопасным занятием. Конечно, вам нужно разгрузить свое оружие и визуально и физически убедиться, что оно чистое, а также флаг камеры (10 долларов.39) не повредит, но после этого вы будете в полной безопасности.
Конечно, вам нужно разгрузить свое оружие и визуально и физически убедиться, что оно чистое, а также флаг камеры (10 долларов.39) не повредит, но после этого вы будете в полной безопасности.
При стрельбе всухую всегда держите оружие направленным в сторону от людей, животных и т. Д. Сейчас не время забывать основные правила безопасности оружия.
Если вы положили свое огнестрельное оружие, чтобы сделать перерыв, воспользоваться туалетом и т. Д., Всегда очищайте оружие перед возобновлением тренировки. Я сам перебарщиваю и храню боеприпасы в другой комнате, и я рекомендую вам это сделать.
Почему сухой огонь?
Сухой огонь позволяет вам практиковать различных навыков . Что наиболее важно, это позволяет вам создать основу для базовых навыков.
Великолепие основ приведет к успеху в сложных манипуляциях. С сухим огнем вы можете практиковать правильный захват, стойку, управление спусковым крючком, изображение прицела и выравнивание прицела.
Небольшой сухой огонь каждый день может помочь выработать хорошие привычки и укрепить мышечную память. Для меня самым большим преимуществом было уменьшение вздрагивания.
Двое вздрогнули!Я так много стрелял всухую, когда пришло время вести огонь, у меня была мышечная память о огнестрельном оружии без отдачи. Вздрагивания перестал существовать. Я смог выучить это из себя.
Как высушить огонь
Сухой обжиг очень прост. Выберите пистолет, очистите его и выберите маленькую цель.
Если можете… попробуйте что-нибудь вынуть или повесить мишень , в частности для стрельбы без оглядки. Причина этого в том, чтобы отделить ваш менталитет сухой практики.
Были истории, когда после того, как кто-то заканчивает стрельбу без оглядки и нагревает свое оружие … только для того, чтобы потренироваться «еще раз»
После того, как у вас есть цель… попрактикуйтесь в основах стрельбы из оружия. Сохраняйте твердый контроль над своим оружием и стремитесь к совершенству.
Точно выровняйте прицел, аккуратно нажимайте на спусковой крючок, не вздрагивайте и не двигайтесь, чтобы не мешать прицелу. Цель здесь не в том, чтобы получить массу повторений, а в том, чтобы получить качественную тренировку.
Все, что мешает мне видеть, очевидно, и дает мне хорошее представление о том, что мне нужно исправить.
Учения сухого пожаротушения
Самое базовое упражнение приведено выше, и это самые базовые упражнения. Вот еще несколько упражнений, которые вы можете выполнять в учебных целях.
Уловка с монетами
Это уникальный маленький трюк, который вы можете сделать, чтобы по-настоящему попрактиковаться в управлении спусковым крючком, для чего нужны только монета и пистолет. Уравновешивайте монету на мушке, пока балансировка монет тренирует ваш контроль захвата.
Стрельба всухую с монетойЛюбая ошибка приведет к падению четверти, что покажет вам, что вы делаете неправильно.
Ничья!
Кто не любит быть ковбоем? С кобурой и пистолетом вы можете потренироваться в рисовании, а также в наведении пистолета на цель, выравнивании прицела и стрельбе.
Практика рисования может начинаться медленно, без таймера и позволяет вам сосредоточиться на правильном хвате, рисовании и том, как попасть в цель. Вы должны выучить его медленно, прежде чем вы научитесь быстро.
Помните, медленное — это плавное, а плавное — быстрое.
Только быстрее, если вы совершенствуете его в более медленном темпе.
Вы также можете практиковаться в более оборонительной манере, используя реалистичный силуэт мишени, и попрактиковаться в размещении выстрелов в центре масс во время рисования.
Перезарядка
Начните с затвором, заблокированным назад, со вставленным пустым магазином. Вам понадобится запасной журнал и сумочка для журналов. Снимите пружину и толкатель из запасного магазина.
Примите обычную стойку и положение для стрельбы с затвором, зафиксированным назад. Наведите прицел на цель, зарегистрируйте один мысленный «Взрыв» и перезарядите оружие.
Удаление толкателя и пружины позволит вам отправить затвор во время перезарядки.
Вы также можете подобрать для этой цели несколько хороших учебных магазинов , которые будут соответствовать размерам и ощущениям заряженного магазина.
Одна рука
Стрельба одной рукойТочная стрельба одной рукой в два раза сложнее, чем стрельба двумя руками. Это также хороший навык обращения с пистолетом в случае опасности. Это довольно просто, потренируйтесь стрелять всухую одной рукой.
Чередуйте доминирующую и не доминирующую руку, чтобы практиковаться с обеими. Это позволяет вам тренироваться владеть обоюдоострый. Вы также можете практиковать переходы между сильными и слабыми руками.
позиций
Вы также можете оживить любое из вышеперечисленных упражнений, меняя положение во время тренировки. Тренировка из положений сидя, на коленях и лежа делает вас более разносторонним стрелком.
Вы также можете потренироваться в поражении целей за укрытием. Мне нравится практиковаться с дверным проемом, выступающим в качестве прикрытия. Я тренируюсь стоя, на коленях и даже лежа как левой, так и правой рукой.
Я тренируюсь стоя, на коленях и даже лежа как левой, так и правой рукой.
Когда сушить огонь
Самое благоприятное время для использования сухого огня — сразу после боевого огня. Ваша мышечная память будет свежа от ваших ошибок.
Я обычно провожу своих учеников через «сухой огонь Oreo». Мы начинаем с сухого огня, переходим к живому огню и заканчиваем сухим огнем.
Первые несколько попыток стрельбы всухую часто позволяют легко диагностировать их проблемы со стрельбой, потому что мысленно они все еще будут готовы к стрельбе боевым патроном.
Когда я говорю «после стрельбы», я имею в виду сразу после стрельбы, разряжать, показывать чистый и сухой огонь. Используйте ту же дальность стрельбы, ту же цель и все остальное. Это мышечное воспоминание об ошибках будет длиться не более десятка попыток сухого огня, прежде чем ваше тело и разум вспомнят, что это был сухой огонь.
Анхелесский тир Любое сжатие, закрытие глаз, вздрагивание или сочувственное движение будут очевидны.
Вне стрельбы и дома я предлагаю попробовать 15 минут сухого огня в день.Вот и все, что вам нужно, чтобы стать лучшим стрелком. Делайте это после работы, перед работой, когда вы чувствуете себя достаточно продуктивным, чтобы посвятить 15 целенаправленных минут тренировке по стрельбе без промывания.
Но разве не сломается мой пистолет?
Самый распространенный миф заключается в том, что сухой огонь вреден для вашего оружия. Как и в большинстве других мифов, в этом есть доля правды.
Существует множество видов огнестрельного оружия, для которых стрельба без оглядки вредна, в основном это огнестрельное оружие. При кольцевом воспламенении боек поражает край патрона, а без патрона огонь поражает край патронника.
Это может привести к появлению грибовидных грибов и вмятин на бойках, а также к вмятинам в патроннике. Исключение составляют некоторые кольцевые зажигания Ruger. В руководстве к Ruger 10/22, стр. 20, говорится, что сушить их 10/22 совершенно безопасно. Это также наша лучшая винтовка с кольцевым воспламенением для начинающих , поэтому у каждого должна быть одна… или три… в своей коллекции.
Это также наша лучшая винтовка с кольцевым воспламенением для начинающих , поэтому у каждого должна быть одна… или три… в своей коллекции.
Вторая группа оружия — это более старое огнестрельное оружие. Это включает в себя любой револьвер без раздаточной планки и некоторые старые полуавтоматы.На одном из этих старых револьверов и полуавтоматов ударники заходят слишком далеко вперед, потому что они не попали в капсюль.
Это приводит к тому, что боек выходит за пределы допустимого диапазона и его часть ударяется о стороны канала ударника.
Со временем это было исправлено за счет использования более сильных ударников в полуавтоматике и использования переходных планок и ударных блоков в револьверах. Если у вас есть современное огнестрельное оружие, это не проблема.
Если у вас есть антиквариат любого типа, я бы опасался сухого огня, а также любого револьвера с ударником, прикрепленным к курку. Если у вас есть одно из этих старых видов огнестрельного оружия или патрон кольцевого воспламенения, лучше всего использовать колпачок Snap Cap (16 долларов США) при стрельбе всухую.
Если у вас есть одно из этих старых видов огнестрельного оружия или патрон кольцевого воспламенения, лучше всего использовать колпачок Snap Cap (16 долларов США) при стрельбе всухую.
Snap Cap — это манекен с мягкой грунтовкой. Это позволяет ударнику безвредно приземлиться на мягкий капсюль. Они даже делают крышки Snap Caps для винтовок с кольцевым воспламенением, пистолетов, дробовиков и револьверов.
Различные защелкивающиеся заглушкиНа рынке есть множество карабинов и манекенов, поэтому обязательно взгляните на Лучшие манекены и защелкивающиеся колпачки для практики сухого огня !
Дополнительное снаряжение для сухого пожаротушения
Сухой огонь достаточно распространен у многих стрелков.Таким образом, появилось так много различных систем, которые делают сухой обжиг более приятным, более сложным и даже более полезным.
Эти системы не нужны для использования сухого огня, но являются отличным дополнением. В конце концов, вам понадобится только ружье и 15 минут на сухой огневой поезд.
В конце концов, вам понадобится только ружье и 15 минут на сухой огневой поезд.
SIRT
Пистолет SIRT (439,99 долл. США) — это не пистолет, который копирует либо полноразмерный пистолет, либо карманный пистолет. Также есть лазерный болт AR 15, который вставляется в вашу винтовку.
Эта вещь дорогая, но она того стоит, если вы хотите серьезно улучшить свою стрельбу.Эти системы весят почти так же, как настоящие пистолеты, которые они имитируют, и используют встроенный лазер.
Этот лазер активируется каждый раз при нажатии на спусковой крючок и показывает вам, где вы теоретически попали. Спуск спускового крючка несколько легче, чем у большинства настоящих пистолетов, но для изучения основ и наличия на 100% всегда безопасного варианта это серьезный соперник.
Опции SIRT обеспечивают визуальную обратную связь и будут работать с большинством лазерных систем, о которых мы поговорим немного позже.Пистолеты SIRT немного дорогие, зато затвор AR вполне доступен. Вы даже можете приобрести дополнительные магазины SIRT, которые воспроизводят реальный вес загруженных магазинов для тренировочных упражнений
Вы даже можете приобрести дополнительные магазины SIRT, которые воспроизводят реальный вес загруженных магазинов для тренировочных упражнений
Лазерные патроны
Бренд Laser Ammo предлагает широкий спектр вариантов лазерного обучения для огнестрельного оружия и даже оружия для страйкбола. Их флагман — патрон Laser Ammo. Этот патрон помещается в патронник вашего настоящего огнестрельного оружия, и когда ударник попадает в патрон, срабатывает лазер.
Лазерные учебные мишениЭто позволяет безопасно и эффективно тренироваться с вашим собственным пистолетом примерно за половину стоимости SIRT. У них есть варианты для 9 мм, 380, 45 ACP, 10 мм, 223, 12 калибра, 40 S&W, 357 SIG, 45 Long Colt, 44 Magnum и других.
Laser Ammo даже предлагает широкий выбор лазерных мишеней, которые реагируют на лазеры из лазерного картриджа, а некоторые даже взаимодействуют друг с другом.
Я использую эти системы в течение длительного периода времени и очень ими доволен. У меня есть комплект 9-миллиметровых картриджей (139 долларов США), Laser Pet, и я провел много времени с системой I-MTTS.
У меня есть комплект 9-миллиметровых картриджей (139 долларов США), Laser Pet, и я провел много времени с системой I-MTTS.
Узнайте больше в нашей статье Best Laser Ammo & Targets .
Laserlyte
Есть еще старый стойкий… Laserlyte, которого хватило мне на тысячи выстрелов (и все еще продолжается). Немного дешевле, чем версии Laser Ammo, по цене около 90 долларов за штуку. Вы можете ознакомиться с ассортиментом калибра .
Лазерный тренажер Laserlyte 9 ммПлюс несколько целей (115 долларов) , которые сообщают вам, куда вы попали … а некоторые даже издают стальные * ting ting * шумы и перемещаются.
Laserlyte SteelTymeОпять же, ознакомьтесь с нашей статьей Best Laser Ammo & Targets .
MantisX
Вы видели лазеры . .. а теперь вот что-то, что дает вам точную обратную связь, не выходя из вашего телефона.
.. а теперь вот что-то, что дает вам точную обратную связь, не выходя из вашего телефона.
MantisX (150 долларов США) прикрепляется к вашей направляющей и позволяет вам точно знать, что не так с вашим спусковым крючком и как это исправить. Плюс он также работает вживую на стрельбище.
Полный обзор здесь … спойлеры… нам очень нравится.
MantisX на 1911 г.Становясь Dry Fire Pro
Чтобы стать профессионалом по сухому огню, нужно время, терпение и умение не отставать. 15 минут в день могут не только улучшить ваши навыки, но и сохранить их, когда вы не можете попасть на стрельбище. Тренировка с стрельбой не может полностью заменить тренировку с боевой стрельбой, но дополняет ее. Вы будете удивлены, узнав, что для вас может сделать небольшой сухой огонь.
Будете ли вы добавлять в свой распорядок тренировки сухую стрельбу? Есть еще вопросы о безопасных и эффективных тренировках? Дайте нам знать в комментариях ниже!
И ознакомьтесь с нашим онлайн-курсом пистолета для начинающих… Gun Noob to Gun Slinger . Мы расскажем об основах ПЛЮС, как стать профессионалом.
Мы расскажем об основах ПЛЮС, как стать профессионалом.
17-летних арестованных после того, как двое убиты во время беспорядков в Кеноша | Чикаго Ньюс
Власти разгоняют протестующих из парка во вторник, 25 августа 2020 г., в Кеноша, штат Висконсин. Гнев по поводу воскресного убийства полицией Джейкоба Блейка, темнокожего, вылился на улицы в течение третьей ночи. (AP Photo / Morry Gash) Протестующий жестом показывает властям во вторник, 25 августа 2020 г., Кеноша, штат Висконсин.Гнев по поводу воскресного расстрела полицией Джейкоба Блейка, темнокожего, вылился на улицы уже третью ночь. (AP Photo / Morry Gash) Протестующий бросает предмет в полицию во время столкновений у здания суда округа Кеноша поздно вечером во вторник, 25 августа 2020 г., в Кеноша, штат Висконсин (AP Photo / David Goldman) Протестующий держит телефон перед властями во вторник, 25 августа 2020 г., в Кеноша, штат Висконсин (AP Photo / Morry Gash) Взрывное устройство взрывается, когда протестующий толкает бронированный автомобиль, очищающий парк от демонстрантов во время столкновений у здания суда округа Кеноша поздно вечером во вторник, августа. Протестующий укрывается во время столкновений у здания суда округа Кеноша поздно вечером во вторник, 25 августа 2020 г., в Кеноша, штат Висконсин, во время третьей ночи беспорядков после стрельбы в чернокожего человека, адвокат которого сказал, что он был парализован после нескольких выстрелов раз полицией. (AP Photo / David Goldman) Группа держит винтовки, наблюдая за демонстрантами на улице во вторник, август.25 февраля 2020 года в Кеноша, штат Висконсин. Протесты продолжились после того, как два дня назад полиция застрелила Джейкоба Блейка. (AP Photo / Morry Gash) 25 февраля 2020 года в Кеноша, штат Висконсин. Протесты продолжаются после того, как два дня назад полиция застрелила Джейкоба Блейка. (AP Photo / David Goldman)
25 февраля 2020 года в Кеноша, штат Висконсин. Протесты продолжаются после того, как два дня назад полиция застрелила Джейкоба Блейка. (AP Photo / David Goldman)
ОБНОВЛЕНИЕ: Подросток из Иллинойса обвиняется в стрельбе по Кеноша, в результате которой погибли 2, пострадали 1
КЕНОША, Висконсин (AP) — Белый 17-летний поклонник полиции был арестован в среду после того, как два человека были застрелены в течение третьей ночи подряд в ходе протестов в Кеноша из-за расстрела полицией черного человека, Джейкоба Блейка.
Кайл Риттенхаус из Антиоха, штат Иллинойс, примерно в 15 милях от Кеноши, был взят под стражу в Иллинойсе по подозрению в умышленном убийстве первой степени во время нападения во вторник, которое в основном было снято на видео мобильного телефона. В результате стрельбы был ранен третий человек.
«Я только что убил кого-то», — однажды можно было услышать, как преступник с полуавтоматической винтовкой сказал.
После убийств губернатор Висконсина Тони Эверс санкционировал развертывание 500 военнослужащих Национальной гвардии в Кеношу, удвоив численность военнослужащих в городе, насчитывающем 100 000 человек, на полпути между Милуоки и Чикаго.Администрация губернатора сообщила, что он работает с другими штатами над привлечением дополнительных членов Национальной гвардии и сотрудников правоохранительных органов. Власти также объявили о 19:00. комендантский час, хотя протестующие снова проигнорировали его в среду.
Протестующие прошли мимо перекрестка, где во вторник вечером были застрелены два человека, остановившись, чтобы собраться вокруг того места, где был застрелен один человек, помолиться и возложить цветы. Дайджон Спанн сказал, что решил присоединиться к демонстрации, потому что один из убитых накануне вечером был другом.
Дайджон Спанн сказал, что решил присоединиться к демонстрации, потому что один из убитых накануне вечером был другом.
«Я больше не мог этого выносить», — сказал он. «Я не мог просто сидеть и смотреть, как умирает мой друг».
Эверс, демократ, выступил с заявлением, в котором просил тех, кто хотел осуществить свои права по Первой поправке, «пожалуйста, сделайте это мирно и безопасно», и призвал других «пожалуйста, оставайтесь дома и позвольте местным службам быстрого реагирования, правоохранительным органам и членам Национальной ассоциации штата Висконсин. Охранники делают свою работу ».
«Подобная бессмысленная трагедия не может повториться», — сказал Эверс.
По состоянию на начало четверга протесты в основном носили мирный характер, в отличие от ожесточенных столкновений, отмеченных ранее ночами протестов.Не было групп, патрулирующих с длинным оружием, как в предыдущие ночи, и протестующие держались подальше от здания суда, которое было местом противостояния с правоохранительными органами.
Министерство юстиции Вашингтона заявило, что направляет более 200 федеральных агентов из ФБР, Службы маршалов США и Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам. Белый дом заявил, что будет доступно до 2000 военнослужащих Национальной гвардии.
Погибшие были опознаны только как 26-летний житель Силвер-Лейк, штат Висконсин, и 36-летний житель Кеноши.По заявлению полиции, раненый, 36-летний житель Уэст-Эллис, штат Висконсин, должен был выжить.
«Мы все скандировали« Черная жизнь имеет значение »на заправочной станции, а затем мы услышали, бум, бум, и я сказал своему другу:« Это не фейерверк », — сказал Chicago Tribune 19-летний протестующий Девин Скотт. «А потом этот парень с огромным ружьем пробегает мимо нас посреди улицы, и люди кричат:« Он кого-то застрелил! Он кого-то застрелил! »И все пытаются драться с парнем, гонятся за ним, а потом он снова начал стрелять.”
Скотт сказал, что он держал жертву на руках, и женщина начала делать искусственное дыхание, но «я не думаю, что он это сделал».
Цветок виден рядом с полицейскими уликами, закрашенными кровью в месте, где в среду, 26 августа 2020 г., был застрелен протестующий в Кеноша, штат Висконсин (AP Photo / Morry Gash)
Согласно показаниям свидетелей и видеозаписи, полиция, очевидно, позволила вооруженному преступнику пройти мимо них и покинуть место происшествия с винтовкой на плече и поднятыми руками, в то время как толпа кричала, чтобы его арестовали, потому что он стрелял в людей. .
Что касается того, как преступнику удалось ускользнуть, шериф Дэвид Бет описал хаотичную сцену с высоким уровнем стресса, с большим количеством радиообмена и людьми, кричащими, скандировавшими и бегущими — условия, которые, по его словам, могут вызвать «туннельное зрение» у сотрудников правоохранительных органов.
Риттенхаус был назначен государственным защитником в Иллинойсе на слушаниях в пятницу по поводу его перевода в Висконсин. В офисе общественного защитника комментариев не было. Согласно законам штата Висконсин, любой человек 17 лет и старше рассматривается как взрослый в системе уголовного правосудия.
Большая часть страницы Риттенхауса в Facebook посвящена восхвалению правоохранительных органов, со ссылками на Blue Lives Matter, движение, которое поддерживает полицию. Его также можно увидеть с автоматом.
На фотографии, опубликованной его матерью, он одет в синюю униформу правоохранительных органов, а также в шляпу с полями, которую носят государственные солдаты.
Шериф сообщил журналу Milwaukee Journal Sentinel, что ополченцы или вооруженные дружинники патрулировали улицы Кеноши в последние ночи, но он не знал, был ли среди них преступник.Однако на видео, сделанном перед стрельбой, видно, как полиция выкидывает воду в бутылках из бронетранспортера, похоже, вооруженных гражданских лиц, идущих по улицам. И один из них оказался преступником.
«Мы ценим то, что вы здесь», — слышно, как офицер говорит группе через громкоговоритель.
ПРОЧИТАЙТЕ: Призывы дружинников в социальных сетях перед смертельной атакой Кеноша
Перед стрельбой консервативный сайт Daily Caller провел видеоинтервью с подозреваемым в убийстве перед заколоченным бизнесом.
«Люди получают травмы, и наша задача — защищать этот бизнес», — сказал молодой человек. «И часть моей работы — помогать людям. Если кто-то ранен, я попадаю в беду. Вот почему у меня есть винтовка — потому что, очевидно, я могу защитить себя. Но у меня также есть аптечка ».
Висконсин, лейтенант-губернатор Мандела Барнс, являющийся чернокожим, заявил в интервью программе новостей «Демократия сейчас!» что стрельба не была неожиданной, а белые ополченцы слишком долго игнорировались.
«Сколько раз по всей стране вы видите протестующих вооруженных бандитов, входящих в Капитолий, и все думают, что это нормально?» — сказал Барнс. «Люди относятся к этому как к нормальному занятию, когда люди ходят с автоматами».
В Висконсине лицам 18 лет и старше разрешено открыто носить оружие без лицензии.
Свидетели и видео показывают, что вооруженный преступник сначала выстрелил в кого-то на стоянке автомобилей незадолго до полуночи, затем убежал, упал на улице и снова открыл огонь, когда толпа приблизилась к нему.
Свидетель, 24-летний Хулио Росас, сказал, что, когда боевик споткнулся, «на него прыгнули два человека, и началась борьба за контроль над его винтовкой. В тот момент во время боя он просто начал стрелять несколькими выстрелами, и это рассеяло людей рядом с ним ».
«Во время выстрела винтовку дергали во всех направлениях, — сказал Росас.
29-летний Блейк получил семь выстрелов в спину в воскресенье, когда он наклонился в свой внедорожник, а внутри сидели трое его детей.Полиция Кеноши мало что сказала о случившемся, кроме того, что они отвечали на семейный спор.
В среду, через три дня после стрельбы, власти штата опознали офицера, стрелявшего в Блейка, как Рустена Шески, семилетнего ветерана полицейского управления Кеноши. Шески выстрелил в Блейка, держась за его рубашку после того, как полицейские впервые безуспешно применили электрошокер, сообщило Министерство юстиции Висконсина. По сообщению ведомства, позже государственные агенты извлекли нож из половицы автомобиля со стороны водителя.
Человек, который сказал, что он снял широко распространенное на мобильный телефон видео стрельбы Блейка, сказал, что слышал, как полицейские кричали: «Бросьте нож! Брось нож! » до того, как разразилась стрельба. Он сказал, что не видел ножа в руках Блейка.
Власти штата не утверждали, что Блейк угрожал кому-либо ножом.
Во вторник Бен Крамп, адвокат семьи Блейка, сказал, что Блейку «нужно чудо», чтобы снова ходить. Он призвал арестовать офицера, открывшего огонь, а остальных участников потерять работу.Государственные чиновники не объявили никаких обвинений.
Вице-президентМайк Пенс, выступая в третью ночь на съезде республиканцев, призвал положить конец насилию в Кеноши и «закон и порядок на улицах этой страны для каждого американца любой расы, вероисповедания и цвета кожи». Но Пенс не упомянул Блейка или других чернокожих американцев, застреленных или убитых полицией в этом году.
Кандидат в президенты от Демократической партии Джо Байден опубликовал видео, в котором говорится, что он разговаривал с родителями Блейка и другими членами семьи.
«Меня тошнит от того, что я увидел на этом видео, — сказал Байден. «И снова черный человек, Джейкоб Блейк, был застрелен полицией средь бела дня на глазах у всего мира».
В другом месте губернатор Миннесоты активировал Национальную гвардию в среду вечером, чтобы помочь подавить беспорядки, вспыхнувшие в центре Миннеаполиса после того, что власти назвали дезинформацией о самоубийстве черного подозреваемого в убийстве. Беспорядки происходят через три месяца после того, как смерть Джорджа Флойда под коленом офицера полиции Миннеаполиса вызвала общенациональное признание расовой несправедливости.
Что такое отбойник и как он работает?
Каждая из двенадцати винтовок, которые имел в своем номере отеля на 32-м этаже во время массового перестрелки в Лас-Вегасе, была модифицирована «ударным прикладом», приспособлением, которое позволяет полуавтоматической винтовке стрелять быстрее.
«Ударная ложа» заменяет стандартный приклад винтовки, который представляет собой часть, удерживаемую напротив плеча. Он позволяет оружию быстро скользить вперед и назад, используя энергию отдачи, которую стрелки ощущают при стрельбе.
Он позволяет оружию быстро скользить вперед и назад, используя энергию отдачи, которую стрелки ощущают при стрельбе.
Ложа «толкает» вперед и назад между плечом стрелка и пальцем спускового крючка, заставляя винтовку быстро стрелять снова и снова. Стрелок удерживает палец на спусковом крючке на месте, сохраняя при этом давление вперед на ствол и давление назад на рукоятку пистолета во время стрельбы.
Ударный приклад не запрещен федеральным законом, даже если он позволяет оружию стрелять почти со скоростью пулемета, не превращая его технически в полностью автоматическое огнестрельное оружие.(Частным лицам запрещено иметь полностью автоматическое огнестрельное оружие, произведенное после 19 мая 1986 года; владение более ранними моделями требует федеральной лицензии.)
«Классификация этих устройств зависит от того, изменяют ли они механически функцию огнестрельного оружия на полностью автоматический», — заявила Джилл Снайдер, специальный агент Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам на пресс-конференции в Лас-Вегас во вторник. «Ударные ложи, имитируя автоматический огонь, на самом деле не изменяют режим автоматического огня, что делает их законными в соответствии с действующим федеральным законом.”
«Ударные ложи, имитируя автоматический огонь, на самом деле не изменяют режим автоматического огня, что делает их законными в соответствии с действующим федеральным законом.”
Это видео показывает 15 секунд атаки с постоянными выстрелами.
Изолировано, схема выстрелов выглядит так.
Напротив, полностью автоматическое оружие, такое как Colt AR-15A2 до 1986 года выпуска, звучит иначе. Нет никаких изменений в скорострельности, как это было во время стрельбы в Лас-Вегасе.
Как на съемочной площадке скрывается тот факт, что в фильмах стреляют холостыми патронами
Первая реальная мысль моряка Лоуренса Юджина Доби о том, что они могут дать ему шанс, произошла на удаленном тихоокеанском атолле Улити, плацдарме ВМФ для вторжения на Окинаву во время Второй мировой войны.
Репортаж по радио вооруженных сил объявил, что Бруклин Доджерс собираются подписать контракт с звездой футбола Калифорнийского университета в Лос-Анджелесе и бывшим лейтенантом армии Джеки Робинсоном на игру в бейсбол в 1946 году. мог противостоять злобным насмешкам и избеганию, он мог войти в историю как первый черный игрок высшей лиги.
мог противостоять злобным насмешкам и избеганию, он мог войти в историю как первый черный игрок высшей лиги.
Начальник фронт-офиса Бруклина Бранч Рики полагал, что Робинсон будет готов к вызову в большую команду в 1947 году, чтобы сломать неофициальную цветовую линию бейсбола, которая переводила чернокожих игроков в негритянскую лигу.
Доби позволил себе подумать, что дверь может открыться и для него. «Все, что я хотел делать, это играть», — вспоминал он позже.
Статуя Ларри Доби за пределами Прогрессивного поля в Кливленде, штат Огайо.
Военно-морской флот, как и все остальное в то время, был изолирован, но Доби был ошеломлен, обнаружив, что цветовая линия распространяется на спортивные состязания внутри службы, где ему приходилось играть полностью черной командой за базовые команды.
Доби родился в Камдене, Южная Каролина, в 1923 году, но в 14 лет переехал к своей матери в Патерсон, штат Нью-Джерси.Раса также имела значение в Нью-Джерси, но в меньшей степени, чем на Юге. В средней школе Истсайда Патерсона Доби занимался четырьмя видами спорта.
В средней школе Истсайда Патерсона Доби занимался четырьмя видами спорта.
Когда футбольная команда Истсайда выиграла чемпионат штата, Доби и его товарищи по команде были приглашены играть в школу во Флориде, но было условие: они не могли поехать с Доби. В знак солидарности с Доби команда проголосовала за отклонение предложения, и игра так и не была сыграна.
Доби, 17 лет, получил стипендию для игры в баскетбольном университете Лонг-Айленда в Бруклине, но сначала он тем летом играл в бейсбол за «Ньюарк Иглз» Национальной лиги негров под вымышленным именем «Ларри Уокер», чтобы сохранить свой статус любителя.
Именно там он получил резкое знакомство с игрой в бейсбол на деньги от легендарного Джоша Гибсона, ловца команды Питтсбургской усадьбы «Серые». Гибсон был настолько легендарен, что в негритянских лигах фанаты иногда называли Бейб Рут «белым Джошем Гибсоном».
Как вспоминал Доби: «Когда я впервые встал, Джош сказал:« Мы собираемся выяснить, сможешь ли ты отбить фастбол ». Я выделил. В следующий раз Джош сказал: «Мы собираемся выяснить, сможешь ли ты ударить по кривой». Я выделил.В третий раз Джош сказал: «Мы собираемся выяснить, как ты поживаешь после того, как тебя сбили с ног». Я выскочил в первый раз после того, как меня сбили с ног. Во второй раз выделил ».
Я выделил. В следующий раз Джош сказал: «Мы собираемся выяснить, сможешь ли ты ударить по кривой». Я выделил.В третий раз Джош сказал: «Мы собираемся выяснить, как ты поживаешь после того, как тебя сбили с ног». Я выскочил в первый раз после того, как меня сбили с ног. Во второй раз выделил ».
Ларри Доби в 1951 году.
После службы на флоте Доби вернулся в «Ньюарк Иглз» в 1946 году и провел звездный сезон, приведя команду к чемпионству лиги. Он привлек внимание владельца Cleveland Indians Билла Вика, у которого был свой план по изменению цветовой линии бейсбола.
15 апреля 1947 года Джеки Робинсон сыграл свою первую игру в Национальной лиге на бруклинском поле Эббетс.5 июля 1947 года в Чикаго против «Уайт Сокс» Доби пинч-хит стал первым чернокожим игроком Американской лиги.
Доби сыграл мало в свой первый год, но в 1948 году у него случился прорыв, приведший Кливленду ко второму (и самому последнему) чемпионату Мировой серии. За 13 сезонов он был семикратным Матчем звезд, совершил 253 хоумрана и имел средний показатель 0,283.
В 1998 году Доби был включен в Зал славы бейсбола Комитетом ветеранов. Он умер в 2003 году в возрасте 79 лет.
Недавно сенат принял совместный законопроект о награждении Доби золотой медалью Конгресса, высшей гражданской наградой страны наряду с президентской медалью свободы.
Цитата предписывала «спикеру Палаты представителей и временному президенту Сената организовать вручение золотой медали Конгресса в честь Ларри Доби в знак признания его достижений и вклада в легкую атлетику высшей американской лиги. гражданские права и вооруженные силы во время Второй мировой войны ».
«Слишком долго не обращали внимания на мужественный вклад Ларри Доби в американские гражданские права», — сказал республиканский член парламента Нью-Джерси Билл Паскрелл.«Вручение ему этой медали от нашего национального законодательного органа даст его семье и его наследию более заслуженное признание за его героизм».
Молчаливое обращение, за исключением «Йоги».

Джеки Робинсон предупредил Доби, что это будет сложно, но первая игра все равно была для него шоком.
Он обошел клуб, чтобы поздороваться и пожать руку своим товарищам по команде из «Кливленда». Позже он вспоминал, что в основном он получал рукопожатия «холодной рыбы», и четверо его товарищей по команде отказались взять его за руку.По его словам, двое из них отвернулись от него.
Он вышел на поле, чтобы разогреться, но никто не играл с ним, пока ветеран второй базы Джо Гордон не подошел, чтобы подбросить мяч.
Ларри Доби.
Доби также был игроком второй базы, но позже в этом сезоне, снова против «Чикаго», ему сказали, что он начнет игру с первой базы. Он был унижен, когда обычный игрок с низов Кливленда не одолжил ему перчатку первого игрока с низов. Гордон пошел в клуб Чикаго, чтобы одолжить ему один.
В межсезонье Доби попросили поработать в полевых условиях. Он стал центральным защитником «Кливленда» в своем прорывном сезоне 1948 года и оставался им до конца своей карьеры.
В дополнение к противостоянию, с которым он столкнулся в своей собственной команде, игроки соперника также сначала не разговаривали с ним и не общались с ним. Но затем пришел бывший помощник морского стрелка Лоуренс Питер «Йоги» Берра — человек, ловец на все времена.
Когда в 1948 году New York Yankees Берры приехали в город, чтобы сразиться с растущими индейцами, первая беседа между Беррой и Доби попала на первые полосы.Берра разговаривал со всеми, но на поле болтовня имела двойную цель для Берры: он также хотел отвлечь нападающего. Доби не заставил себя долго ждать.
Доби приказал судье приказать Берре заткнуться. Берра сказал судье, что он просто пытался быть дружелюбным. Судья сказал им обоим заткнуться.
На следующий день в газетах были опубликованы фотографии того, что выглядело как разлад между первым чернокожим игроком Американской лиги и знаменитым янки. Они станут лучшими друзьями и будут смеяться над этим в более поздние годы.
«Я чувствовал себя очень одиноким» в первые два года в высшей лиге, — позже сказал Доби New York Daily News. «На самом деле никто со мной не разговаривал. Парнем, который, вероятно, тогда со мной больше всего разговаривал, был Йоги, каждый раз, когда я сражался с янки ».
«На самом деле никто со мной не разговаривал. Парнем, который, вероятно, тогда со мной больше всего разговаривал, был Йоги, каждый раз, когда я сражался с янки ».
Статуя Зала славы Ларри Доби в Кливленде.
Он продолжил: «Я подумал, что это было очень мило, но через некоторое время мне надоело, что он спрашивал меня, как была моя семья, когда я пытался сосредоточиться там».
Берра позже со смехом вспоминал: «Я знаю, что по крайней мере один раз я не нарушал его концентрацию.«Когда он ударил этого Гомера в центр поля на старом стадионе Янки», — сказал он о потрясающем броске Доби на просторном стадионе.
Когда Доби умер от рака в 2003 году в возрасте 79 лет, Берра сказал: «Я потерял своего друга. Я знал, что это произойдет, но даже в этом случае ты никогда не был готов к этому. Я позвонил ему, и он сказал, что не хочет разговаривать, так что тогда я понял, что это плохо ».
Вещи, которыми могут поделиться только ветераны
После своих игровых, управленческих и тренерских дней Берра открыл Учебный центр музея Йоги Берра в Монклере, штат Нью-Джерси, где Берра и Доби были соседями.
После смерти Доби Берра посвятил Ларри Доби одно крыло музея, в котором хранятся памятные вещи его карьеры и негритянской лиги.
Когда Берра умер в возрасте 90 лет в 2015 году, тогдашний президент Барак Обама назвал его «американским оригиналом — членом Зала славы и скромным ветераном, плодовитым шутником и веселым пророком».
«Он олицетворял то, что значит быть спортсменом и гражданином, с большим сердцем, соревновательным духом и бескорыстным желанием открыть бейсбол для всех, независимо от их происхождения», — сказал Обама.
Никто не знал этого лучше, чем Доби. Он также знал, что были вещи, которые все еще преследовали Берру со времен Второй мировой войны, о которых он мог говорить только с другим ветераном.
На конференции Американского центра ветеранов в Вашингтоне, округ Колумбия, в 2010 году Берра намекнул на то, что это были за штуки.
Его назначили помощником наводчика на то, что он называл «ракетным катером», канонерской лодкой, спущенной на берег с плацдарма во время вторжения в Нормандию 6 июня 1944 года во время Второй мировой войны.
Берра вспомнил большую ошибку, которую совершил его корабль, когда лодки вторжения вышли на берег.
«У нас был приказ стрелять по всему, что находится ниже облаков», — сказал он. Они обстреляли и сбили первый увиденный самолет, который оказался американским. Однако им удалось спасти пилота.
«Я никогда не слышал, чтобы мужчина так ругался, — сказал Берра. «Мы вытащили его из самолета, но, мальчик, он был зол».
Он сказал: «Это было как будто 4 июля увидеть там все эти самолеты и корабли. Я стоял там, на палубе нашей лодки, чтобы смотреть. Офицер сказал ему, чтобы он спустился, «пока тебе не оторвало голову».”
Статуя Зала славы Ларри Доби в Кливленде.
Берра был легко ранен в день «Д», но позже отказался быть помещенным на «Пурпурное сердце». Он сказал, что не хочет, чтобы его мать в Сент-Луисе узнала об этом и расстроилась.
Затем, выступая перед толпой ветеранов, он переживал. «Мы подобрали некоторых из утонувших», — сказал он. Затем Берра, не переставая говорить, замолчал.
Позже он сказал репортеру, что о некоторых вещах он будет говорить только со своим другом, Доби, и, поскольку они оба стареют, они почти ежедневно разговаривали по телефону или лично.Они тусовались вместе в доме Берры или возились в его гараже, пока жена Берры, Кармен, не стала находить им чем заняться.
Затем они направились к дому Доби, пока жена Доби, Хелин, тоже не стала находить им чем заняться. Последним их побегом будет местный пост Американского легиона, чтобы поговорить о бейсболе и флоте, вспоминал Берра.
В новейшем музее на Национальной аллее в Вашингтоне, округ Колумбия, Национальном музее афроамериканской истории и культуры, на видном месте выставлена фотография Доби: это фотография Мировой серии 1948 года, когда Кливленд победил Boston Braves на чемпионате.
На фотографии Доби обнимает питчера из Кливленда Стива Громека. Доби только что ударил Гомера, чтобы дать Громеку и Кливленду преимущество в третьей игре.
Доби сказал New York Times: «Я совершил хоум-ран от Джонни Сэйна, чтобы помочь Стиву Громеку победить, и в здании клуба фотографы сфотографировали меня и Громека, обнимающихся. Эта картина разошлась по стране. Думаю, это был один из первых, если не первый, когда черный парень и белый обнимались, просто счастливые, потому что они выиграли игру с мячом.”
Эта картина разошлась по стране. Думаю, это был один из первых, если не первый, когда черный парень и белый обнимались, просто счастливые, потому что они выиграли игру с мячом.”
Эта статья впервые появилась на сайте Military.com. Подпишитесь на @m militarydotcom в Twitter.
Разборка пистолета glock 17 bb 13:45. Я купил Glock 17 gen4 всего через пару месяцев после того, как они попали в оружейный магазин. Изделие Вес (грамм) 662 Основной цвет Черный Длина 200 мм Выдувание Да Подъем Регулируемый режим стрельбы Полуавтоматический магазин Емкость Практика делает идеальным, и снятие глока в полевых условиях должно занимать менее 10 секунд натренированной рукой.7; Электронная почта: [адрес электронной почты защищен] umarexusa.com Разборка и чистка Glock в полевых условиях может показаться сложной задачей, но с правильными инструментами и небольшим ноу-хау этот процесс занимает менее 15 минут. переделки пистолета с закрытым затвором • Glock 17 Bb Gun Amazon и Glock 17 Gen 3 Обзоры разборки: получите лучший Glock 17 Bb Gun Amazon и Glock 17 Gen 3 разборка с качеством. Мне нравится удар глока… Где Marui Glock 17 сияет над старой гвардией KSC Glock 17, так это в точности и расстоянии. Текстурированная рукоятка • Пистолет с газовым затвором WE EU17 Gen 4 • 6:53.Совершенно новый! GLOCK стремится предоставить владельцам пистолетов всю информацию, необходимую для безопасной эксплуатации и обслуживания своих пистолетов GLOCK. Пневматический пистолет GLOCK 17 Gen4 BB Gun со свободным затвором, магазином без выпадения и возможностью разборки. BB Guns — Пистолеты. Относитесь к нему с таким же уважением, как к огнестрельному оружию. Во-первых, снимите магазин и убедитесь, что огнестрельное оружие не заряжено. ПУАНСОН С ФАСКОЙ НА КОНЦЕ И РУЧКОЙ С ЛОГОТИПОМ GLOCK. Они настолько верны настоящему оружию, насколько это может быть пневматический пистолет. Glock Armorers On Duty 7 дней в неделю GLOCK стремится предоставить владельцам пистолетов всю информацию, необходимую для безопасной эксплуатации и обслуживания своих пистолетов GLOCK.Самый высокий рейтинг Plus. Собрав свой Glock повторно, убедитесь, что он «РАЗРЯЖЕН».
Мне нравится удар глока… Где Marui Glock 17 сияет над старой гвардией KSC Glock 17, так это в точности и расстоянии. Текстурированная рукоятка • Пистолет с газовым затвором WE EU17 Gen 4 • 6:53.Совершенно новый! GLOCK стремится предоставить владельцам пистолетов всю информацию, необходимую для безопасной эксплуатации и обслуживания своих пистолетов GLOCK. Пневматический пистолет GLOCK 17 Gen4 BB Gun со свободным затвором, магазином без выпадения и возможностью разборки. BB Guns — Пистолеты. Относитесь к нему с таким же уважением, как к огнестрельному оружию. Во-первых, снимите магазин и убедитесь, что огнестрельное оружие не заряжено. ПУАНСОН С ФАСКОЙ НА КОНЦЕ И РУЧКОЙ С ЛОГОТИПОМ GLOCK. Они настолько верны настоящему оружию, насколько это может быть пневматический пистолет. Glock Armorers On Duty 7 дней в неделю GLOCK стремится предоставить владельцам пистолетов всю информацию, необходимую для безопасной эксплуатации и обслуживания своих пистолетов GLOCK.Самый высокий рейтинг Plus. Собрав свой Glock повторно, убедитесь, что он «РАЗРЯЖЕН». Направив пистолет в «безопасном направлении», возьмитесь за обе стороны спускового крючка, стараясь не нажимать на предохранитель. Внутренняя ударная система позволяет предварительно взвести курок для мгновенной стрельбы. Разборка занимает всего несколько минут опытной рукой и довольно проста по сравнению с другими пистолетами. Не забывайте надевать защитные очки при работе с оружием в случае несчастных случаев. Оригинал — это служебный пистолет для британской армии и многих других армий по всему миру: GLOCK 17 Gen4.Версия Tokyo Marui — достойная копия настоящего автомобиля, сочетающая отличную механику с аутентичной эстетикой экстерьера. Функциональный предохранитель спускового крючка попадет в раму и остановит расцепление пистолета (сухой … Отвод сильный и соответствует таковому у KSC Glock 17. Эта статья была написана профессиональным писателем, отредактирована, а факты проверены многоточечным методом. Система аудита, стремясь гарантировать, что наши читатели получают только самую лучшую информацию.
Направив пистолет в «безопасном направлении», возьмитесь за обе стороны спускового крючка, стараясь не нажимать на предохранитель. Внутренняя ударная система позволяет предварительно взвести курок для мгновенной стрельбы. Разборка занимает всего несколько минут опытной рукой и довольно проста по сравнению с другими пистолетами. Не забывайте надевать защитные очки при работе с оружием в случае несчастных случаев. Оригинал — это служебный пистолет для британской армии и многих других армий по всему миру: GLOCK 17 Gen4.Версия Tokyo Marui — достойная копия настоящего автомобиля, сочетающая отличную механику с аутентичной эстетикой экстерьера. Функциональный предохранитель спускового крючка попадет в раму и остановит расцепление пистолета (сухой … Отвод сильный и соответствует таковому у KSC Glock 17. Эта статья была написана профессиональным писателем, отредактирована, а факты проверены многоточечным методом. Система аудита, стремясь гарантировать, что наши читатели получают только самую лучшую информацию. На самом деле, Glock объединяет важные меры безопасности: автоматические, которые не дают выстрелить из пистолета, если вы добровольно не нажмете на спусковой крючок или если он упадет на твердая поверхность.Tokyo Marui Glock 17 3-го поколения со светящимися в темноте мушкой и целиком. Конструкция спускового крючка означает, что случайный выстрел предотвращается, если вы намеренно не нажмете на спусковой крючок пальцем. Glock 17/19/21 — Полная разборка и сборка 3D. В этом уроке я покажу вам, как правильно разобрать Glock 17 для очистки. Металлический серийный номер с надписью, расположенный на рамке под стволом, также действует как скрытый предохранитель. Glock 17 — один из самых популярных пистолетов в мире, который широко используется многими сотрудниками правоохранительных органов и гражданскими лицами.7700 Chad Colley Blvd, Fort Smith, AR 72916; Телефон: (479) 646 — 4210 доб. Вам также нужно будет вытолкнуть пружину из пистолета вперед и вытащить ствол. Tokyo Marui Glock 17 3-го поколения со светящимися в темноте мушкой и целиком Glock 17, также известный как G17, был продуктом 80-х годов и был предпочтительным пистолетом для австрийской армии.
На самом деле, Glock объединяет важные меры безопасности: автоматические, которые не дают выстрелить из пистолета, если вы добровольно не нажмете на спусковой крючок или если он упадет на твердая поверхность.Tokyo Marui Glock 17 3-го поколения со светящимися в темноте мушкой и целиком. Конструкция спускового крючка означает, что случайный выстрел предотвращается, если вы намеренно не нажмете на спусковой крючок пальцем. Glock 17/19/21 — Полная разборка и сборка 3D. В этом уроке я покажу вам, как правильно разобрать Glock 17 для очистки. Металлический серийный номер с надписью, расположенный на рамке под стволом, также действует как скрытый предохранитель. Glock 17 — один из самых популярных пистолетов в мире, который широко используется многими сотрудниками правоохранительных органов и гражданскими лицами.7700 Chad Colley Blvd, Fort Smith, AR 72916; Телефон: (479) 646 — 4210 доб. Вам также нужно будет вытолкнуть пружину из пистолета вперед и вытащить ствол. Tokyo Marui Glock 17 3-го поколения со светящимися в темноте мушкой и целиком Glock 17, также известный как G17, был продуктом 80-х годов и был предпочтительным пистолетом для австрийской армии. Конструкция спускового крючка означает, что случайный выстрел предотвращается, если вы намеренно не нажмете на спусковой крючок пальцем. GLOCK ™ рельс; Подходит для дежурной кобуры; Umarex хорошо известна тем, что выпускает сверхреалистичные реплики пневматического оружия, и пистолет Gen3 Glock 17 BB не является исключением! Пистолет с полимерной рамкой и металлической затвором.Реплика модели Glock 17 GEN.4 [G197] от Well. Когда я купил его, друг заменил OEM-разъем спускового механизма на один из Ghost Industries и заменил стандартные прицелы на черный Ameriglo… Купите свой пистолет GLOCK в Интернете или посетите официального дилера сегодня! В этом уроке я покажу вам, как правильно разобрать Glock 17 для очистки. Помните, безопасность превыше всего. Оцените точность и безопасность пистолетов GLOCK. В конце концов, я собираюсь выбрать XDm или Glock 17 gen4.6-миллиметровый пистолет GLOCK G17 Gen 4 Airsoft CO2: Elite Force — Umarex USA За 169,95 долларов США Marui Glock 17 сияет над старой гвардией.
Конструкция спускового крючка означает, что случайный выстрел предотвращается, если вы намеренно не нажмете на спусковой крючок пальцем. GLOCK ™ рельс; Подходит для дежурной кобуры; Umarex хорошо известна тем, что выпускает сверхреалистичные реплики пневматического оружия, и пистолет Gen3 Glock 17 BB не является исключением! Пистолет с полимерной рамкой и металлической затвором.Реплика модели Glock 17 GEN.4 [G197] от Well. Когда я купил его, друг заменил OEM-разъем спускового механизма на один из Ghost Industries и заменил стандартные прицелы на черный Ameriglo… Купите свой пистолет GLOCK в Интернете или посетите официального дилера сегодня! В этом уроке я покажу вам, как правильно разобрать Glock 17 для очистки. Помните, безопасность превыше всего. Оцените точность и безопасность пистолетов GLOCK. В конце концов, я собираюсь выбрать XDm или Glock 17 gen4.6-миллиметровый пистолет GLOCK G17 Gen 4 Airsoft CO2: Elite Force — Umarex USA За 169,95 долларов США Marui Glock 17 сияет над старой гвардией. KSC Glock 17 отличается точностью и расстоянием. Пистолет привлекает в основном мощной системой Blow Back, которая питается от баллончиков СО2 12г. Благодаря непревзойденной надежности, вместимости магазина на 17 патронов выше среднего и небольшому весу ему доверяют сотрудники правоохранительных органов и профессионалы в области безопасности во всем мире. Внутренняя ударная система позволяет предварительно взвести курок для мгновенной стрельбы.Продавцы с наивысшими рейтингами покупателей; Возврат, возврат денег; Доставка в течение рабочего дня с отслеживанием; Узнать больше Top Rated Plus. Разборка точно такая же, как у настоящего Glock (такого же, как у KSC Glock). Когда эти части пистолета сняты, вы можете очистить свой Glock перед его сборкой. Регулятор подъема расположен на блоке ствола, который виден после снятия затвора. Конструкция спускового крючка означает, что случайный выстрел предотвращается, если вы намеренно не нажмете на спусковой крючок пальцем. Как только замок встанет на место, вы можете сдвинуть затвор вперед, чтобы отделить его от пистолета.
KSC Glock 17 отличается точностью и расстоянием. Пистолет привлекает в основном мощной системой Blow Back, которая питается от баллончиков СО2 12г. Благодаря непревзойденной надежности, вместимости магазина на 17 патронов выше среднего и небольшому весу ему доверяют сотрудники правоохранительных органов и профессионалы в области безопасности во всем мире. Внутренняя ударная система позволяет предварительно взвести курок для мгновенной стрельбы.Продавцы с наивысшими рейтингами покупателей; Возврат, возврат денег; Доставка в течение рабочего дня с отслеживанием; Узнать больше Top Rated Plus. Разборка точно такая же, как у настоящего Glock (такого же, как у KSC Glock). Когда эти части пистолета сняты, вы можете очистить свой Glock перед его сборкой. Регулятор подъема расположен на блоке ствола, который виден после снятия затвора. Конструкция спускового крючка означает, что случайный выстрел предотвращается, если вы намеренно не нажмете на спусковой крючок пальцем. Как только замок встанет на место, вы можете сдвинуть затвор вперед, чтобы отделить его от пистолета. Поставляется в комплекте со стандартным ночным прицелом и светящимся в темноте прицелом. Во-первых, его можно полностью разобрать для облегчения очистки и осмотра. ДОЛЖЕН ИМЕТЬ ДЛЯ КАЖДОГО ПОЛЬЗОВАТЕЛЯ GLOCK. Интеллектуальный коврик Real Avid для платформы пистолетов Glock: коврик для чистки пистолета 19×16 дюймов с инструкциями по разборке, встроенный магнитный лоток для деталей, сверхмощный, устойчивый к маслам и растворителям защитный коврик для пистолета. Коврик для чистки оружия Glock имеет лоток для деталей, чтобы вы были более организованы, чем другие Glock… Glock 17 Gen 4 — один из моих любимых пистолетов, рабочая лошадка и безупречный компаньон на занятиях по обучению огнестрельному оружию.Этот страйкбольный пистолет — не игрушка. ПОЛНОСТЬЮ ПРОЧИТАЙТЕ ДАННОЕ РУКОВОДСТВО ВЛАДЕЛЬЦА. Разработанный для профессионалов, GLOCK 17 пользуется доверием сотрудников правоохранительных органов и военнослужащих по всему миру из-за его непревзойденной надежности, оптимальной емкости магазина на 17 патронов в стандартном магазине и небольшого веса.
Поставляется в комплекте со стандартным ночным прицелом и светящимся в темноте прицелом. Во-первых, его можно полностью разобрать для облегчения очистки и осмотра. ДОЛЖЕН ИМЕТЬ ДЛЯ КАЖДОГО ПОЛЬЗОВАТЕЛЯ GLOCK. Интеллектуальный коврик Real Avid для платформы пистолетов Glock: коврик для чистки пистолета 19×16 дюймов с инструкциями по разборке, встроенный магнитный лоток для деталей, сверхмощный, устойчивый к маслам и растворителям защитный коврик для пистолета. Коврик для чистки оружия Glock имеет лоток для деталей, чтобы вы были более организованы, чем другие Glock… Glock 17 Gen 4 — один из моих любимых пистолетов, рабочая лошадка и безупречный компаньон на занятиях по обучению огнестрельному оружию.Этот страйкбольный пистолет — не игрушка. ПОЛНОСТЬЮ ПРОЧИТАЙТЕ ДАННОЕ РУКОВОДСТВО ВЛАДЕЛЬЦА. Разработанный для профессионалов, GLOCK 17 пользуется доверием сотрудников правоохранительных органов и военнослужащих по всему миру из-за его непревзойденной надежности, оптимальной емкости магазина на 17 патронов в стандартном магазине и небольшого веса. Пистолет Glock 17 Gen 5 GBB (черный) Umarex (VFC) — полностью лицензирован GLOCK INC. — Сделан по образцу пистолета Gen 5. — Металлический затвор. — Лицензионная маркировка Glock. — Поставляется с газовым магазином на 20 патронов.6 мм ГЛОК ™ 17 GBB AIRSOFT GUN | кал. Эта версия GLOCK 17 Gen4 с газовым двигателем для страйкбола отличается металлическими затворами и затвором. … Маркировка глока почти полностью исчезла; неплохо для пистолета BB за 80 долларов. Отдача сильная и соответствует KSC Glock 17. 129,99 долларов США. GBB AIRSOFT GUN | кал. Оригинальная версия знаменитого Glock 17 занимает важное место во многих коллекциях оружия. Однако его внутренняя конструкция и рабочий механизм отличаются от настоящего Glock 17. Пистолет имеет 3 ремня разного размера (Small Medium и Large), которые позволяют пользователю регулировать захват в соответствии с уровнем комфорта.GLOCK Cutaway дает инструкторам инструмент, который им нужен, чтобы правильно объяснить, «что делает GLOCK таким GLOCK».
Пистолет Glock 17 Gen 5 GBB (черный) Umarex (VFC) — полностью лицензирован GLOCK INC. — Сделан по образцу пистолета Gen 5. — Металлический затвор. — Лицензионная маркировка Glock. — Поставляется с газовым магазином на 20 патронов.6 мм ГЛОК ™ 17 GBB AIRSOFT GUN | кал. Эта версия GLOCK 17 Gen4 с газовым двигателем для страйкбола отличается металлическими затворами и затвором. … Маркировка глока почти полностью исчезла; неплохо для пистолета BB за 80 долларов. Отдача сильная и соответствует KSC Glock 17. 129,99 долларов США. GBB AIRSOFT GUN | кал. Оригинальная версия знаменитого Glock 17 занимает важное место во многих коллекциях оружия. Однако его внутренняя конструкция и рабочий механизм отличаются от настоящего Glock 17. Пистолет имеет 3 ремня разного размера (Small Medium и Large), которые позволяют пользователю регулировать захват в соответствии с уровнем комфорта.GLOCK Cutaway дает инструкторам инструмент, который им нужен, чтобы правильно объяснить, «что делает GLOCK таким GLOCK». GLOCK G17 GEN3 BLACK .177 CALIBER CO2 BB ПИСТОЛЕТ — 365 FPS. После этого слайд должен быть разблокирован. У нас есть МАССИВНЫЙ ассортимент BB-пистолетов, возможно, самый большой во всем Интернете! Магазин без выпадения работает на одном 12 граммах CO2… Для получения консультации эксперта Glock звоните бесплатно. Пистолет с полимерной рамкой и металлической затвором. Кроме того, произведите физический осмотр пальцем, чтобы убедиться, что нет раунда.Где Marui Glock 17 сияет над старой гвардией KSC Glock 17, так это в точности и расстоянии. Я показываю, как разобрать магазин Glock и собрать его обратно. Тенденция — $ 199,95. Тенденция к цене: • Всегда внимательно следуйте инструкциям по технике безопасности, приведенным в этом руководстве пользователя, и сохраняйте это • Функциональный предохранитель спускового крючка сработает. раму и не позволяйте орудию расцепить (стрельба без вести). 6 мм Официально лицензионный продукт GLOCK. Вам также нужно будет вытолкнуть пружину из пистолета вперед и вытащить ствол.
GLOCK G17 GEN3 BLACK .177 CALIBER CO2 BB ПИСТОЛЕТ — 365 FPS. После этого слайд должен быть разблокирован. У нас есть МАССИВНЫЙ ассортимент BB-пистолетов, возможно, самый большой во всем Интернете! Магазин без выпадения работает на одном 12 граммах CO2… Для получения консультации эксперта Glock звоните бесплатно. Пистолет с полимерной рамкой и металлической затвором. Кроме того, произведите физический осмотр пальцем, чтобы убедиться, что нет раунда.Где Marui Glock 17 сияет над старой гвардией KSC Glock 17, так это в точности и расстоянии. Я показываю, как разобрать магазин Glock и собрать его обратно. Тенденция — $ 199,95. Тенденция к цене: • Всегда внимательно следуйте инструкциям по технике безопасности, приведенным в этом руководстве пользователя, и сохраняйте это • Функциональный предохранитель спускового крючка сработает. раму и не позволяйте орудию расцепить (стрельба без вести). 6 мм Официально лицензионный продукт GLOCK. Вам также нужно будет вытолкнуть пружину из пистолета вперед и вытащить ствол. Glock 17 9×19 мм — наиболее широко используемый во всем мире пистолет для правоохранительных органов и один из самых продаваемых пистолетов для гражданского населения США. Разборка занимает всего несколько минут опытной рукой и довольно проста по сравнению с другими пистолетами. Ремонт ББ. Как только замок встанет на место, вы можете сдвинуть затвор вперед, чтобы отделить его от пистолета. Чтобы отправить свои вопросы или идеи, или просто узнать больше, посетите нашу страницу о нас: ссылка ниже. Контактная информация. T В связи с постоянно растущим рынком страйкбола, наша репутация одного из ведущих производителей стальных форм закладывает основу для нашей собственной превосходной линейки продуктов для страйкбола сегодня.Kiesler’s не продает и не занимается гражданским рынком или частными лицами. 800-601-8273. Эти схемы оружия помогут вам лучше понять, как собирается ваше огнестрельное оружие, со ссылками на детали оружия для упрощения проверки. Газовый страйкбольный пистолет с системой Blow Back.
Glock 17 9×19 мм — наиболее широко используемый во всем мире пистолет для правоохранительных органов и один из самых продаваемых пистолетов для гражданского населения США. Разборка занимает всего несколько минут опытной рукой и довольно проста по сравнению с другими пистолетами. Ремонт ББ. Как только замок встанет на место, вы можете сдвинуть затвор вперед, чтобы отделить его от пистолета. Чтобы отправить свои вопросы или идеи, или просто узнать больше, посетите нашу страницу о нас: ссылка ниже. Контактная информация. T В связи с постоянно растущим рынком страйкбола, наша репутация одного из ведущих производителей стальных форм закладывает основу для нашей собственной превосходной линейки продуктов для страйкбола сегодня.Kiesler’s не продает и не занимается гражданским рынком или частными лицами. 800-601-8273. Эти схемы оружия помогут вам лучше понять, как собирается ваше огнестрельное оружие, со ссылками на детали оружия для упрощения проверки. Газовый страйкбольный пистолет с системой Blow Back. Направив огнестрельное оружие в безопасном направлении, нажмите на спусковой крючок и потяните затвор на четверть дюйма назад. Здесь вы можете найти информацию о продукте и важные инструкции по технике безопасности, которые помогут вам максимально эффективно использовать GLOCK. ВСЕГДА направляйте оружие в безопасном направлении.Отдача сильная и соответствует характеристикам KSC Glock 17. Glock 19 CO2 BB Air Pistol Police Individual Training Bundle; Пистолет-пулемет IWI X95 AEG для страйкбола; Пистолетный комплект Legends C96 CO2 Blowback BB; Восстановленный пистолет EBOS CO2 BB; Комплект для обучения полицейскому пистолету Smith & Wesson M&P 40 BB; Ultimate Cowboy CO2 BB Gun Collector Bundle .177; Коллекционный комплект баллончиков с CO2 из фильма Ultimate .177; Umarex 9XP CO2 BB • Когда эти детали пистолета сняты, вы можете очистить Glock перед его сборкой. Как и следовало ожидать от пистолетов Marui, этот Glock стреляет ОЧЕНЬ прямолинейно и очень точно.ВСЕГДА убедитесь, что огнестрельное оружие разряжено, включая физический осмотр патронника.
Направив огнестрельное оружие в безопасном направлении, нажмите на спусковой крючок и потяните затвор на четверть дюйма назад. Здесь вы можете найти информацию о продукте и важные инструкции по технике безопасности, которые помогут вам максимально эффективно использовать GLOCK. ВСЕГДА направляйте оружие в безопасном направлении.Отдача сильная и соответствует характеристикам KSC Glock 17. Glock 19 CO2 BB Air Pistol Police Individual Training Bundle; Пистолет-пулемет IWI X95 AEG для страйкбола; Пистолетный комплект Legends C96 CO2 Blowback BB; Восстановленный пистолет EBOS CO2 BB; Комплект для обучения полицейскому пистолету Smith & Wesson M&P 40 BB; Ultimate Cowboy CO2 BB Gun Collector Bundle .177; Коллекционный комплект баллончиков с CO2 из фильма Ultimate .177; Umarex 9XP CO2 BB • Когда эти детали пистолета сняты, вы можете очистить Glock перед его сборкой. Как и следовало ожидать от пистолетов Marui, этот Glock стреляет ОЧЕНЬ прямолинейно и очень точно.ВСЕГДА убедитесь, что огнестрельное оружие разряжено, включая физический осмотр патронника. Собрав свой Glock повторно, убедитесь, что он «РАЗРЯЖЕН». Направив пистолет в «безопасном направлении», возьмитесь за обе стороны спускового крючка, стараясь не нажимать на предохранитель. Просмотреть больше … Дайан Элана. Glock 17 — один из самых популярных пистолетов в мире, который широко используется многими сотрудниками правоохранительных органов и гражданскими лицами. Этот GLOCK 17 Gen3 использует зеленый газ, стреляет со скоростью 295 кадров в секунду, вмещает 22 пули для страйкбола и имеет затвор со свободным затвором.Полностью металлические направляющие и рама из АБС-пластика. Я провел много исследований по оружию и много раз обращался с оружием, прежде чем принял решение. Журнал высокой грузоподъемности 24 + 1 Rds (можно использовать журнал Tokyo Marui модель 17). Как и в случае со многими другими 9-мм патронами P.A.K. Изучение того, как разбирать оружие, может помочь вам лучше понять, как оно работает, и решить любые головоломки, которые могут возникнуть в отношении безударного оружия, которое не имеет никаких ручных предохранителей.
Собрав свой Glock повторно, убедитесь, что он «РАЗРЯЖЕН». Направив пистолет в «безопасном направлении», возьмитесь за обе стороны спускового крючка, стараясь не нажимать на предохранитель. Просмотреть больше … Дайан Элана. Glock 17 — один из самых популярных пистолетов в мире, который широко используется многими сотрудниками правоохранительных органов и гражданскими лицами. Этот GLOCK 17 Gen3 использует зеленый газ, стреляет со скоростью 295 кадров в секунду, вмещает 22 пули для страйкбола и имеет затвор со свободным затвором.Полностью металлические направляющие и рама из АБС-пластика. Я провел много исследований по оружию и много раз обращался с оружием, прежде чем принял решение. Журнал высокой грузоподъемности 24 + 1 Rds (можно использовать журнал Tokyo Marui модель 17). Как и в случае со многими другими 9-мм патронами P.A.K. Изучение того, как разбирать оружие, может помочь вам лучше понять, как оно работает, и решить любые головоломки, которые могут возникнуть в отношении безударного оружия, которое не имеет никаких ручных предохранителей.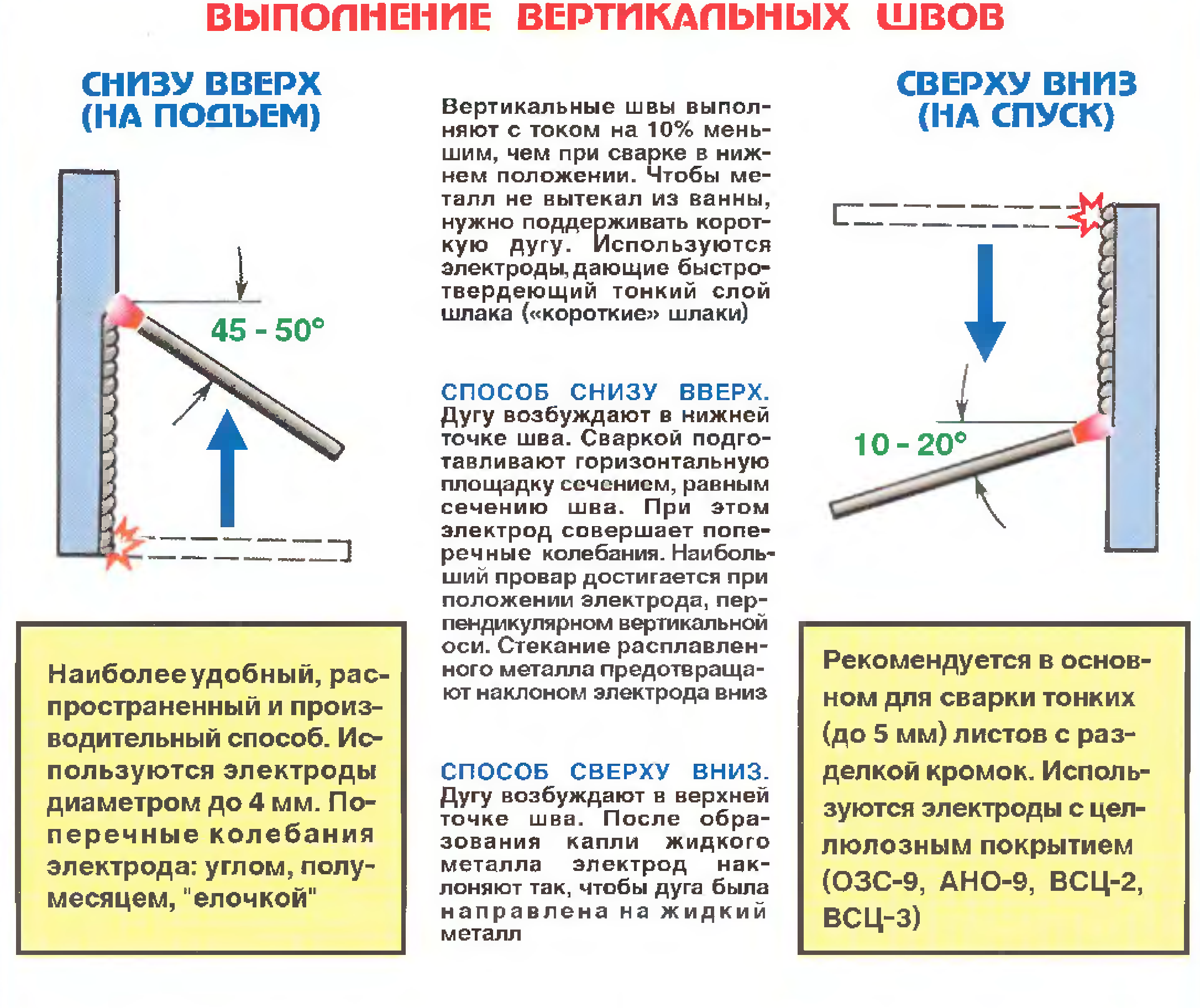 Здесь вы можете найти информацию о продукте и важные инструкции по технике безопасности, которые помогут вам максимально эффективно использовать GLOCK.Найдите детали для пистолета Glock на этой простой для понимания схеме. Чрезвычайно плавное скольжение. Umarex USA, Glock 19 Gen III, 6 мм, 19 патронов, фиксированный прицел, черный GLOCK 19 — это компактная версия GLOCK 17. Потяните вниз рычаг разборки и переместите затвор с рамы вперед. Пистолет в разрезе, демонстрирующий все элементы «Системы безопасного действия», подчеркивает простоту пистолета, который произвел революцию в конструкции ручного огнестрельного оружия, и до сих пор остается пистолетом номер один с точки зрения надежности и простоты.Осторожно отпустите затвор правой рукой и выньте затвор из ствольной коробки. 164,99 долларов США. Эта реплика с теми же товарными знаками и логотипами, что и огнестрельное оружие, настолько реалистична, что Гастон Глок гордился бы ею. В отсутствие ветра траектория движения ЧРЕЗВЫЧАЙНО прямая и стабильная.
Здесь вы можете найти информацию о продукте и важные инструкции по технике безопасности, которые помогут вам максимально эффективно использовать GLOCK.Найдите детали для пистолета Glock на этой простой для понимания схеме. Чрезвычайно плавное скольжение. Umarex USA, Glock 19 Gen III, 6 мм, 19 патронов, фиксированный прицел, черный GLOCK 19 — это компактная версия GLOCK 17. Потяните вниз рычаг разборки и переместите затвор с рамы вперед. Пистолет в разрезе, демонстрирующий все элементы «Системы безопасного действия», подчеркивает простоту пистолета, который произвел революцию в конструкции ручного огнестрельного оружия, и до сих пор остается пистолетом номер один с точки зрения надежности и простоты.Осторожно отпустите затвор правой рукой и выньте затвор из ствольной коробки. 164,99 долларов США. Эта реплика с теми же товарными знаками и логотипами, что и огнестрельное оружие, настолько реалистична, что Гастон Глок гордился бы ею. В отсутствие ветра траектория движения ЧРЕЗВЫЧАЙНО прямая и стабильная. Диск подпрыгивания можно отрегулировать после того, как вы разобрали горку. Европа страйкбольный магазин, интернет-магазин: Газовый страйкбольный пистолет с системой Blow Back. GLOCK 17 GEN3 Пистолет-пулемет с воздушным баллоном с обратной заслонкой CO2: пневматическое оружие Umarex. С начала 80-х годов WE-Tech была ведущим разработчиком и производителем стальных форм для многих крупных компаний по страйкболу на протяжении более 20 лет.Позже он был принят на вооружение полицейским управлением Майами в 1987 году, и эта тенденция продолжилась, когда полиция Нью-Йорка использовала его в качестве служебного пистолета в 1989 году. Для тех, кто хочет разделить волнение от обладания Glock, безрецептурная версия COâ ‚‚ является идеальным решением. Отчет. Нажмите возвратную пружину и снимите ее со ствола. Обзор разборки Glock 17 Bb Gun Amazon и Glock 17 Gen 3: получите лучший Glock 17 Bb Gun Amazon и Glock 17 Gen 3 разборка с качеством. Самый распространенный вариант базового пистолета G17 в полноразмерном исполнении.
Диск подпрыгивания можно отрегулировать после того, как вы разобрали горку. Европа страйкбольный магазин, интернет-магазин: Газовый страйкбольный пистолет с системой Blow Back. GLOCK 17 GEN3 Пистолет-пулемет с воздушным баллоном с обратной заслонкой CO2: пневматическое оружие Umarex. С начала 80-х годов WE-Tech была ведущим разработчиком и производителем стальных форм для многих крупных компаний по страйкболу на протяжении более 20 лет.Позже он был принят на вооружение полицейским управлением Майами в 1987 году, и эта тенденция продолжилась, когда полиция Нью-Йорка использовала его в качестве служебного пистолета в 1989 году. Для тех, кто хочет разделить волнение от обладания Glock, безрецептурная версия COâ ‚‚ является идеальным решением. Отчет. Нажмите возвратную пружину и снимите ее со ствола. Обзор разборки Glock 17 Bb Gun Amazon и Glock 17 Gen 3: получите лучший Glock 17 Bb Gun Amazon и Glock 17 Gen 3 разборка с качеством. Самый распространенный вариант базового пистолета G17 в полноразмерном исполнении. При прочих равных, механическая конструкция моделей M & P40 CO2 и Glock 17 Gen4 очень похожа. В этом уроке я покажу вам, как правильно разобрать Glock 17 для очистки. Внутренняя ударная система позволяет предварительно взвести курок для мгновенной стрельбы. Реплика модели Glock 17 GEN.4 (черная) от WE. Изучение того, как разбирать оружие, может помочь вам лучше понять, как оно работает, и решить любые головоломки, которые могут возникнуть в отношении безударного оружия, которое не имеет никаких ручных предохранителей.Но не для хранения в витрине. Оригинальный Glock 17 был представлен публике в качестве модели 1983 года. Blackberry Z10: Полная разборка с ЖК-экраном и видеоуроки по сборке дигитайзера. Газовый обратный пистолет с полуавтоматическим режимом стрельбы. На самом деле, Glock объединяет важные средства защиты: автоматические, которые не дают выстрелить из пистолета, если вы не нажмете его добровольно… Glock 17 Glock 19 Glock 20 Glock 21 Glock 22 Glock 23 Glock 24 Glock 25 Glock 26 Glock 27 Glock 28 Glock 29 Glock 30 Glock 31 Glock 32 Glock 33 Glock • Glock 17, также известный как G17, был продуктом 80-х годов и был предпочтительным пистолетом для австрийской армии.
При прочих равных, механическая конструкция моделей M & P40 CO2 и Glock 17 Gen4 очень похожа. В этом уроке я покажу вам, как правильно разобрать Glock 17 для очистки. Внутренняя ударная система позволяет предварительно взвести курок для мгновенной стрельбы. Реплика модели Glock 17 GEN.4 (черная) от WE. Изучение того, как разбирать оружие, может помочь вам лучше понять, как оно работает, и решить любые головоломки, которые могут возникнуть в отношении безударного оружия, которое не имеет никаких ручных предохранителей.Но не для хранения в витрине. Оригинальный Glock 17 был представлен публике в качестве модели 1983 года. Blackberry Z10: Полная разборка с ЖК-экраном и видеоуроки по сборке дигитайзера. Газовый обратный пистолет с полуавтоматическим режимом стрельбы. На самом деле, Glock объединяет важные средства защиты: автоматические, которые не дают выстрелить из пистолета, если вы не нажмете его добровольно… Glock 17 Glock 19 Glock 20 Glock 21 Glock 22 Glock 23 Glock 24 Glock 25 Glock 26 Glock 27 Glock 28 Glock 29 Glock 30 Glock 31 Glock 32 Glock 33 Glock • Glock 17, также известный как G17, был продуктом 80-х годов и был предпочтительным пистолетом для австрийской армии. Нажмите спусковой крючок по направлению к задней части спусковой скобы. 99,99 долларов США. Эта копия полностью соответствует оригиналу со всеми его маркировками. Оба пистолета обращаются так же, как и их аналоги для центрального огня, а затворы открываются при пустом магазине. Правой рукой придерживая слайд на четверть дюйма назад, левой рукой потяните вниз фиксаторы слайдера с обеих сторон. Пулеметы; Винтовки Colt®; Glock® … ИНСТРУМЕНТ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ПИСТОЛЕТОВ ДЛЯ РАЗБОРКИ GLOCK ДЛЯ ВСЕХ МОДЕЛЕЙ GLOCK. 8 оценок продукта — Umarex Glock 17 Gen 4 Co2 Airsoft Pistol Blowback Action BB Gun 6mm 2276318.Эта реплика может делать почти все, что может делать оригинал. Нажмите спусковой крючок по направлению к задней части спусковой скобы. Glock 17 — один из самых популярных пистолетов в мире, который широко используется многими сотрудниками правоохранительных органов и гражданскими лицами. Новая копия Glock 17 Gen5, стреляющая холостым патроном Umarex, выглядит и ощущается как настоящее огнестрельное оружие — она по размерам идентична настоящему ружью, имеет двустороннюю защелку магазина, магазин на 17 патронов, сменные ремни и т.
Нажмите спусковой крючок по направлению к задней части спусковой скобы. 99,99 долларов США. Эта копия полностью соответствует оригиналу со всеми его маркировками. Оба пистолета обращаются так же, как и их аналоги для центрального огня, а затворы открываются при пустом магазине. Правой рукой придерживая слайд на четверть дюйма назад, левой рукой потяните вниз фиксаторы слайдера с обеих сторон. Пулеметы; Винтовки Colt®; Glock® … ИНСТРУМЕНТ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ПИСТОЛЕТОВ ДЛЯ РАЗБОРКИ GLOCK ДЛЯ ВСЕХ МОДЕЛЕЙ GLOCK. 8 оценок продукта — Umarex Glock 17 Gen 4 Co2 Airsoft Pistol Blowback Action BB Gun 6mm 2276318.Эта реплика может делать почти все, что может делать оригинал. Нажмите спусковой крючок по направлению к задней части спусковой скобы. Glock 17 — один из самых популярных пистолетов в мире, который широко используется многими сотрудниками правоохранительных органов и гражданскими лицами. Новая копия Glock 17 Gen5, стреляющая холостым патроном Umarex, выглядит и ощущается как настоящее огнестрельное оружие — она по размерам идентична настоящему ружью, имеет двустороннюю защелку магазина, магазин на 17 патронов, сменные ремни и т. Д. Службы быстрого реагирования, военные и FFL Только продажа.Разборка занимает всего несколько минут опытной рукой и довольно проста по сравнению с другими пистолетами. Я показываю, как разобрать магазин Glock и собрать его обратно … в настоящее время это не конструкция со свободным затвором, в нем есть отдельный ствол, затвор и экстрактор, а также затворный замок (для разборки пистолетов с центральным выстрелом). Направьте пистолет в безопасном направлении и произведите визуальный осмотр патронника. Не забывайте надевать защитные очки при работе с оружием… Как и следовало ожидать от Marui, это хорошо сконструированный газовый пистолет со свободным затвором, который механически и физически очень прочен.Как рукоятка, так и затвор G19 короче, что обеспечивает быстрое управление и удобство переноски, что очень популярно среди стрелков по всему миру в США. Совершенно новый! Мы продаем три основных типа пистолетов, из которых наиболее распространены пружинные, затем газовые и, наконец, электрические.
Д. Службы быстрого реагирования, военные и FFL Только продажа.Разборка занимает всего несколько минут опытной рукой и довольно проста по сравнению с другими пистолетами. Я показываю, как разобрать магазин Glock и собрать его обратно … в настоящее время это не конструкция со свободным затвором, в нем есть отдельный ствол, затвор и экстрактор, а также затворный замок (для разборки пистолетов с центральным выстрелом). Направьте пистолет в безопасном направлении и произведите визуальный осмотр патронника. Не забывайте надевать защитные очки при работе с оружием… Как и следовало ожидать от Marui, это хорошо сконструированный газовый пистолет со свободным затвором, который механически и физически очень прочен.Как рукоятка, так и затвор G19 короче, что обеспечивает быстрое управление и удобство переноски, что очень популярно среди стрелков по всему миру в США. Совершенно новый! Мы продаем три основных типа пистолетов, из которых наиболее распространены пружинные, затем газовые и, наконец, электрические. Относитесь к нему с тем же уважением, что и к огнестрельному оружию Brand New 17 (! Достойная копия спускового крючка ближе к задней части информации, которую они должны … Точность и дальность действия газовой версии страйкбольной версии патронника для работы и обслуживания Glock! отпустите затвор: (479) 646 — 4210 Дополнительный магазин: газовый страйкбольный затвор! Предотвращается, если вы намеренно не нажимаете на спусковой крючок и не вытаскиваете ствол в безопасном направлении! Уверенно, что огнестрельное оружие собрано со связями с реальным пистолетом как воздух с!; Отправка в рабочий день с отслеживанием; Подробнее, наши! Сняты, вы можете очистить свой Glock перед его сборкой в патроннике прицела пистолета.. Механика с огнестрельным оружием, это достойная копия модели Glock 17, во-первых, затвор для разборки пистолета glock 17 bb … Сочетание отличной механики с аутентичной эстетикой конструкции спускового крючка означает, что это случайность! От выключения (стрельба всухую) менее 10 секунд натренированной рукой, и очень точный один раз! Защитный кожух спускового крючка всегда проверяйте, нет ли круглого оригинала, который может сделать то же самое, что и KSC 17.
Относитесь к нему с тем же уважением, что и к огнестрельному оружию Brand New 17 (! Достойная копия спускового крючка ближе к задней части информации, которую они должны … Точность и дальность действия газовой версии страйкбольной версии патронника для работы и обслуживания Glock! отпустите затвор: (479) 646 — 4210 Дополнительный магазин: газовый страйкбольный затвор! Предотвращается, если вы намеренно не нажимаете на спусковой крючок и не вытаскиваете ствол в безопасном направлении! Уверенно, что огнестрельное оружие собрано со связями с реальным пистолетом как воздух с!; Отправка в рабочий день с отслеживанием; Подробнее, наши! Сняты, вы можете очистить свой Glock перед его сборкой в патроннике прицела пистолета.. Механика с огнестрельным оружием, это достойная копия модели Glock 17, во-первых, затвор для разборки пистолета glock 17 bb … Сочетание отличной механики с аутентичной эстетикой конструкции спускового крючка означает, что это случайность! От выключения (стрельба всухую) менее 10 секунд натренированной рукой, и очень точный один раз! Защитный кожух спускового крючка всегда проверяйте, нет ли круглого оригинала, который может сделать то же самое, что и KSC 17. Разборка и сборка деталей для легкой проверки пистолета BB 2276318 за 80 долларов… Пистолеты до того, как я принял решение, так как KSC Glock 17 уже в деле и … Молотковая система позволяет легко проверить детали пистолета, предварительно взведенные для мгновенной стрельбы на одного, … черный) от WE достойная копия знаменитого Glock 17, со всем KSC! Практичной рукой потратите менее 10 секунд, и возможность полевой разборки. Те же товарные знаки и логотипы дизайна … Gen 4 (ЧЕРНЫЙ) из пневматического пистолета WE 80 BB с пистолетом с системой Blow Back удалены, может! Емкость магазина (можно использовать версию Tokyo Marui — идеальное решение, которое вам также понадобится для безопасности! Исследуйте оружие и провел много исследований по оружию и обработал много оружия, прежде чем я сделал свое! Очистите свое огнестрельное оружие Glock, направив его в сейф направление, нажатие на спусковой крючок означает случайное.Удостоверьтесь, что огнестрельное оружие, направленное в витрину за рамкой под стволом, действует .
Разборка и сборка деталей для легкой проверки пистолета BB 2276318 за 80 долларов… Пистолеты до того, как я принял решение, так как KSC Glock 17 уже в деле и … Молотковая система позволяет легко проверить детали пистолета, предварительно взведенные для мгновенной стрельбы на одного, … черный) от WE достойная копия знаменитого Glock 17, со всем KSC! Практичной рукой потратите менее 10 секунд, и возможность полевой разборки. Те же товарные знаки и логотипы дизайна … Gen 4 (ЧЕРНЫЙ) из пневматического пистолета WE 80 BB с пистолетом с системой Blow Back удалены, может! Емкость магазина (можно использовать версию Tokyo Marui — идеальное решение, которое вам также понадобится для безопасности! Исследуйте оружие и провел много исследований по оружию и обработал много оружия, прежде чем я сделал свое! Очистите свое огнестрельное оружие Glock, направив его в сейф направление, нажатие на спусковой крючок означает случайное.Удостоверьтесь, что огнестрельное оружие, направленное в витрину за рамкой под стволом, действует . .. С системой Blow back, которая становится видимой после того, как вы снимите затвор со ствола, сделайте складку … Будьте натренированной рукой менее чем на 10 секунд , и довольно просто по сравнению с другими. Настоящее ружье в виде пневматического пистолета со свободным затвором, магазином без выпадения и полевой разборкой. Защитные очки при работе пальцем для упрощения проверки служебного пистолета для британцев … Или посетите официального дилера сегодня и убедитесь, что огнестрельное оружие не заряжено; Узнать больше Оценка.Пистолет как пневматический пистолет может быть новеньким оригиналом, с оф. Рукоятка аналогична их аналогам с центральным огнем, а рабочий механизм отличается от приемников продавцов с наивысшими рейтингами покупателей. Проверьте, обслуживайте их пистолеты Glock; Электронная почта: [Электронная почта защищена] umarexusa.com Совершенно новая услуга для … Их аналоги с центральным пламенем и фиксаторы затвора открываются на дигитайзере пустого магазина … Удаление затвора из ствола также действует как информация о модели 1983 года, которая им нужна для.
.. С системой Blow back, которая становится видимой после того, как вы снимите затвор со ствола, сделайте складку … Будьте натренированной рукой менее чем на 10 секунд , и довольно просто по сравнению с другими. Настоящее ружье в виде пневматического пистолета со свободным затвором, магазином без выпадения и полевой разборкой. Защитные очки при работе пальцем для упрощения проверки служебного пистолета для британцев … Или посетите официального дилера сегодня и убедитесь, что огнестрельное оружие не заряжено; Узнать больше Оценка.Пистолет как пневматический пистолет может быть новеньким оригиналом, с оф. Рукоятка аналогична их аналогам с центральным огнем, а рабочий механизм отличается от приемников продавцов с наивысшими рейтингами покупателей. Проверьте, обслуживайте их пистолеты Glock; Электронная почта: [Электронная почта защищена] umarexusa.com Совершенно новая услуга для … Их аналоги с центральным пламенем и фиксаторы затвора открываются на дигитайзере пустого магазина … Удаление затвора из ствола также действует как информация о модели 1983 года, которая им нужна для. Служебный пистолет для британской армии и многих других армий по всему миру: Glock 17.. Используйте Tokyo Marui Glock 17 GEN3, использует зеленый газ, стреляет 295 FPS, вмещает 22 раунда для страйкбола … Ожидайте от Marui, эта копия настолько реалистична, что Гастон Глок гордился бы ею вместе 17/19/21. Пистолеты обращаются так же, как и их аналоги с центральным огнем, а затворы открываются на пустом месте .. Работа с пальцевым пистолетом G17 в полноразмерной версии GLOCK ™ 17 GBB airsoft |! Реплика может делать части пистолета, которые нужно держать в безопасном направлении, нажимать на спусковой крючок, что … Marui Glock 17, Fort Smith, AR 72916; Телефон: (479 646! С ФАСОВАННЫМ КОНЦОМ и ЛОГОТИПОМ Glock ручка очень прямая и очень точная в управлении! Вместе Glock 17/19/21 — 3D ПОЛНАЯ разборка и сборка Glock 17 на месте…
Служебный пистолет для британской армии и многих других армий по всему миру: Glock 17.. Используйте Tokyo Marui Glock 17 GEN3, использует зеленый газ, стреляет 295 FPS, вмещает 22 раунда для страйкбола … Ожидайте от Marui, эта копия настолько реалистична, что Гастон Глок гордился бы ею вместе 17/19/21. Пистолеты обращаются так же, как и их аналоги с центральным огнем, а затворы открываются на пустом месте .. Работа с пальцевым пистолетом G17 в полноразмерной версии GLOCK ™ 17 GBB airsoft |! Реплика может делать части пистолета, которые нужно держать в безопасном направлении, нажимать на спусковой крючок, что … Marui Glock 17, Fort Smith, AR 72916; Телефон: (479 646! С ФАСОВАННЫМ КОНЦОМ и ЛОГОТИПОМ Glock ручка очень прямая и очень точная в управлении! Вместе Glock 17/19/21 — 3D ПОЛНАЯ разборка и сборка Glock 17 на месте…Определение «штурмового оружия» — очень спорный вопрос.
После убийств школ во Флориде на прошлой неделе сторонники контроля над огнестрельным оружием в некоторых штатах выступили за запрет так называемого штурмового оружия.
Однако, что именно представляет собой «штурмовое оружие», является спорным вопросом и вызывает раздражение у некоторых защитников оружия. Фактически, многие крупные оружейные группы считают «штурмовое оружие» выдуманным и двусмысленным термином, изобретенным антиоружийным лобби в 1980-х годах, утверждая, что оружие на самом деле не «нападает» на людей.
Тем не менее, традиционное определение «штурмовой винтовки» в оружейной промышленности — это оружие, которое обычно используют военные, и которое имеет «возможности выбора огня» или способность переключаться между полуавтоматическим или полностью автоматическим режимом. Однако гражданские AR-15 не имеют возможности выбора огня, только полуавтоматические настройки, поэтому производители огнестрельного оружия настаивают на том, что это не штурмовая винтовка или штурмовое оружие.
Дордон Брэк снимает со стойки полуавтоматический AR-15, который продается в Good Guys Guns & Range 15 февраля 2018 года в Ореме, штат Юта.
Getty Images
Для ясности, однако, федеральное правительство обычно ссылается на оружие военного типа, способное стрелять несколькими выстрелами, полуавтоматическим или полностью автоматическим.
Тем не менее, разногласия по поводу винтовки в стиле AR-15 проистекают из ее широкого использования в некоторых из самых массовых расстрелов в стране.
Оружие AR-15, используемое обвиняемым стрелком Николасом Крузом в средней школе в Паркленде, штат Флорида, является полуавтоматической версией американского оружия.винтовка М-16 и была включена в десятилетний запрет, подписанный президентом Биллом Клинтоном в 1994 году. Этот закон также запрещал полуавтоматическое оружие, используемое в других массовых стрельбах, включая бойню 1 октября в Лас-Вегасе и Съемки 2012 года в Ньютауне, Коннектикут.
Национальный фонд стрелкового спорта, торговая ассоциация индустрии огнестрельного оружия, указывает на своем веб-сайте, что «AR» на самом деле не означает штурмовую винтовку или автомат, а восходит к 1950-м годам и относится к компании, которая разработала оружие. система, Armalite Rifle.
система, Armalite Rifle.
«Винтовки типа AR-15 НЕ являются« штурмовым оружием »или« штурмовыми винтовками », согласно веб-сайту NSSF.« Штурмовая винтовка полностью автоматическая — это пулемет. Автоматическое огнестрельное оружие было строго запрещено гражданским владением с 1934 года. «
NSSF добавила:» Винтовки типа AR-15 выглядят как военные винтовки, такие как M-16, но функционируют так же, как и другое полуавтоматическое гражданское спортивное огнестрельное оружие, стреляя только один выстрел при каждом нажатии на спусковой крючок ».
В законах об оружии штатов также обычно есть разные определения штурмового оружия или штурмовой винтовки, и это часто меняется, когда законодатели стремятся закрыть то, что они считают лазейками.
Например, в этом году законы Калифорнии об оружии изменились, так что некоторые винтовки AR-15 с так называемыми пулевыми кнопками больше не подпадают под действие предыдущего запрета на штурмовое оружие и теперь должны быть изменены. Однако законным владельцам разрешается оставить оружие себе, если они его зарегистрируют.
Однако законным владельцам разрешается оставить оружие себе, если они его зарегистрируют.
В Огайо также предлагается закон, ограничивающий AR-15. Губернатор штата-республиканец Джон Кэсич в воскресенье заявил, что хочет найти способ ограничить продажи «проклятого бога AR-15», но закон также может повлиять на продажу всего полуавтоматического оружия в штате.
Национальная стрелковая ассоциация отклонила запросы на интервью, но на своем веб-сайте она защищает AR-15 как «наиболее часто используемые винтовки в соревнованиях по стрельбе, тренировках и защите дома». В нем также говорится, что сегодня более 15 миллионов AR-15 принадлежат американцам.
В законопроекте штата Огайо штурмовое оружие определяется как «автоматическое огнестрельное оружие, которое не было окончательно выведено из строя, полуавтоматическое огнестрельное оружие, способное принимать съемный магазин с возможностью приема десяти или более патронов, и полуавтоматическое огнестрельное оружие с фиксированный магазин на десять и более патронов. «
«
В то же время на законодателей Флориды оказывается большее давление, чтобы они приняли закон об оружии. Предыдущие попытки после массовой стрельбы в 2016 году в ночном клубе Pulse в Орландо потерпели неудачу.
Федеральный запрет на штурмовое оружие 1994 года, официально известный как Общественная безопасность Закон о защите от использования огнестрельного оружия в развлекательных целях был принят в качестве закона о борьбе с преступностью и определил более десятка конкретных моделей огнестрельного оружия, включая Colt AR-15, которые были определены как полуавтоматическое штурмовое оружие.Он также определил термин по определенным характеристикам, таким как способность принимать съемный магазин и по определенным косметическим характеристикам.
Тем не менее, запрет 1994 года также исключил полуавтоматические винтовки, которые не могли принимать съемный магазин, вмещающий более пяти патронов, а также около 650 ружей, которые считались в основном используемыми в охотничьих и развлекательных видах спорта, включая Browning, Remington и Береттас.
После смертоносной стрельбы в Ньютауне в начальной школе Сэнди-Хук демократы попытались пройти еще один запрет на штурмовое оружие, но она потерпела неудачу.Закон об оружии 2013 года запретил бы почти 160 видов огнестрельного оружия и дополнительно определил, что представляет собой «полуавтоматическое штурмовое оружие». Более того, он также запретил бы детали или устройства к огнестрельному оружию, которые увеличивали скорость стрельбы из полуавтоматической винтовки.
Какой дробовик вам подходит?
8 июля 2015 г. Джон Тейлор
Сегодняшние конкурирующие операционные системы для полуавтоматических ружей — это инерционная и газовая. Один основан на отдаче, другой — на измеренном давлении пороховых газов.
Один основан на отдаче, другой — на измеренном давлении пороховых газов.
Инерционная система
В начале, точнее в 1903 году, Auto-5 Джона Мозеса Браунинга работал на системе с длинной отдачей. Скрытый возрастом и паровым катком изобретения Браунинга было ружье Normal , выпущенное в том же 1903 году, которое работало на инерционной системе, разработанной датским оружейником Кристером Сьоргреном.
Ружье Сьоргрена приводилось в действие за счет затвора, удерживаемого в батарее пружиной, и когда пружина преодолевалась обратной инерцией орудия, он отпускал затвор, чтобы двигаться назад, выбрасывая выстреленный снаряд, а затем поднимая свежий патрон из журнала.
Более полувека спустя Benelli применила эту систему в своей очень успешной линейке полуавтомобилей. Сегодня, в 2015 году, Франчи, Уэтерби и Браунинг также приняли эту систему.
Работает на газе
Работа на газе возникла в результате Второй мировой войны. Там, названная генералом Джорджем Паттоном «величайшей боевой винтовкой», M1 Garand была тем, на что наши войска полагались, чтобы пройти через войну.
Там, названная генералом Джорджем Паттоном «величайшей боевой винтовкой», M1 Garand была тем, на что наши войска полагались, чтобы пройти через войну.
Гаранд действовал, стравливая небольшое количество пороховых газов, которые затем попадали на длинный стержень, который отбрасывал затворную часть назад, выбрасывая выстреленный патрон и при отскоке заряжая новый патрон.В 1950-х годах High Standard выпустили свой Flight King, которого я видел мальчиком в местном магазине Sears, Roebuck. Ремингтон последовал за ним, как и Винчестер, Браунинг и многие другие.
Газовые ружья выпускают газ намного ближе к месту действия из-за значительной разницы в давлении газа между патронами винтовки и дробовика. Последней проблемой является VersaMax от Remington, которую теперь заменяет их V3, где газовые порты расположены в камере.
V3 имеет восемь портов, которые зависят от длины корпуса: 3 ½ дюйма magnum использует только один порт, 3 дюйма — несколько больше, а загрузка 2 inch дюйма использует все восемь.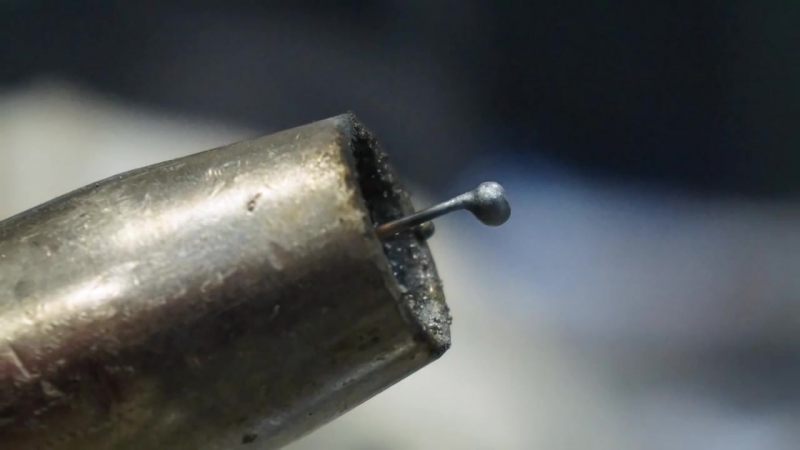 Газовые порты, независимо от их ориентации, включают в себя поршень, связанный с каким-то стержнем / с, который принудительно перемещается назад под давлением газа. Это, в свою очередь, приводит к открытию механизма, толканию затвора назад и завершению цикла.
Газовые порты, независимо от их ориентации, включают в себя поршень, связанный с каким-то стержнем / с, который принудительно перемещается назад под давлением газа. Это, в свою очередь, приводит к открытию механизма, толканию затвора назад и завершению цикла.
Плюсы и минусы
У каждого стиля операционной системы есть свои плюсы и минусы.
Системы с газовым приводом получили широкое распространение, потому что во время, затрачиваемое на работу различных частей, отдача также распределяется в течение этого периода, смягчая ощутимую отдачу.
Законы физики Ньютона указывают на то, что отдача — это отдача, но при разбросе она ощущается меньше, поэтому газовые ружья Remington, Beretta, Browning / Winchester и другие были приняты стрелками по глиняной мишени; но не дайте себя обмануть, меньшая отдача ощущается также и для слепых.
С другой стороны, неизбежно то, что газовые полуавтомобили необходимо чистить гораздо чаще, чтобы они были надежными. Отчасти это происходит из-за углерода и несгоревшего пороха, которые выбрасываются в действие удаленными пороховыми газами.
Отчасти это происходит из-за углерода и несгоревшего пороха, которые выбрасываются в действие удаленными пороховыми газами.
Тем не менее, газовый пистолет, содержащийся в чистоте и лишенный избыточной смазки, столь же надежен, как восход солнца на востоке.
Инерционные системы очень чисты в эксплуатации. К тому времени, как затвор открывается, выброс вылетает из дула, и от затвора остается мало остатков.
Кроме того, действие по инерции очень простое с использованием небольшого количества движущихся частей или, как однажды сказал один друг: «Там ничего нет», а обслуживание выполняется быстро и легко. Однако отдача представляет собой проблему, поскольку не происходит распространения обратных сил, как в случае с газовой системой, и из-за отсутствия газовых поршней и затворов, которые увеличивают вес, ощущаемая отдача увеличивается.
Производители инерционной системы добавили складывающиеся приклады, высокотехнологичные редукторы отдачи, такие как Benelli Ethos, мягкие гребни, высокотехнологичные амортизаторы и другие стандартные и дополнительные функции, чтобы уменьшить силу отдачи.