
Влияние кислорода, водорода и азота на качество сварного шва. Пути проникновения их в сварочный шов
В расплавленном состоянии металл шва активно взаимодействует с газами кислородом, азотом и водородом. В жидком металле водород растворяется, тогда как азот и кислород вступают с ним в химическое взаимодействие.
Кислород (О2) в металле шва проникает из окружающего воздуха и образует в металлах окислы (FeO, Fe2O3, Fe3O4), что приводит к понижению механических свойств металла. При охлаждении металла окислы железа образуют шлаковые прослойки между зернами металла, неметаллические включения. Окислы железа приводят к коррозии металла.
Азот (N2) в металле шва проникает из окружающего воздуха и образует в металле нитриты марганца MnN и кремния SiN. При больших скоростях охлаждения азот не успевает полностью выделится, и составляет с металлом пересыщенный твердый раствор, что со временем является причиной процесса старения металла, при котором значительно снижаются механические свойства стали.
Водород (H2) в зону сварки , попадает из окружающего воздуха, влаги электродных покрытий и ржавчины. Молекулярный водород распадается на атомарный , который хорошо растворяется в расплавленном металле. При высоких скоростях охлаждения водород переходит из атомарного состояния в молекулярное состояние, не полностью выделится из металла сварочной ванны, что вызывает образование пор и трещин и снижает пластичность металла шва.
Азот, кислород и водород являются вредными примесями для металла. Для того чтобы предотвратить, защитить сварочную ванну от их влияния необходимо производить раскисления металла при помощи элементов содержащихся электродном покрытии, таких как
Влияние смеси газов на формирование сварного шва
Влияние смеси газов на формирование сварного шва
Основным видом сварки в защитных газах применяемой в промышленности является сварка в углекислом газе. Это связано с преимуществами данного вида, такими как: низкая стоимость по сравнению с использованием других газов, например инертных,
Это связано с преимуществами данного вида, такими как: низкая стоимость по сравнению с использованием других газов, например инертных,
Сварка в атмосфере азота не нашла применения при изготовлении конструкций из стаж из-за образования пор.
Многие исследователи изучали сварку в различных смесях газов с целью получения результатов, влияющих на качественные изменения процесса, уменьшающих себестоимость и повышающих их производительность. Одно из таких направлений является сварка в смеси углекислого газа и кислорода/1-8/.
 Именно от переноса зависят такие характеристики как разбрызгивание и плохое формирование шва.
Именно от переноса зависят такие характеристики как разбрызгивание и плохое формирование шва.Наиболее благоприятным с точки зрения сварки является струйный перенос электродного металла.
При дуговой сварке в защитных газах возможно существование следующих видов переноса: крупнокапельный, мелкокапельный и струйный. Существование того или иного вида переноса зависит от критической силы тока. Так например, в работе /10-15/ величина Iкр при сварке в гелии проволокой Св-08Г2С, диаметром 2мм. составляет 560 А. Капельный и струйный перенос наблюдается в диапазоне токов меньших I кр. Из-за высокой теплопроводности и тепловой мощности гелиевой плазмы /9/ швы получаются довольно широкими и с глубоким проплавлением, а также хорошего качества Несмотря на эти преимущества сварка в гелии не нашла широкого применения при изготовлении конструкций из низкоуглеродистой и низколегированной стали из-за высокой стоимости самого процесса сварки.

Авторы статьи /1/ утверждают, что по сравнению со сваркой в С02, добавка до 50 % кислорода дает следующие преимущества:
- брызги легче отделяются от металла;
- формирование шва улучшается, он гладкий и менее выпуклый, форма про пара практически такая же;
- образующаяся шлаковая корка небольшой толщины и легко удаляется;
- при сварке металла с ржавчиной склонность его и образованию пор меньше, снижается количество диффузионного водорода;
- расход смеси такой же и поэтому она дешевле;
- размер неметаллических включений (окислов) одинаков.
Авторы изучали также особенности сварки в смеси (С02 + 02) с различным содержанием кислорода. Отмечены те же преимущества, а так же влияние на некоторые характеристики металла шва. Авторы предлагают оптимальный состав снеси, в которой кислорода 15 — 20 %. А при дальнейшем увеличении 02 в смеси снижаются механические свойства шва.
Отмечены те же преимущества, а так же влияние на некоторые характеристики металла шва. Авторы предлагают оптимальный состав снеси, в которой кислорода 15 — 20 %. А при дальнейшем увеличении 02 в смеси снижаются механические свойства шва.
Что касается переноса электродного металла, то он не изменяется, т.е. остается крупнокапельным без коротких замыканий дугового промежутка, при сварке длинной дугой и с короткими замыканиями, если размеры дугового промежутка меньше или равны размерам капли, сформировавшейся на торце электрода/9,14/.
Таким образом, добавка кислорода к углекислому, газу не изменяет вид переноса и лишь при сварке порошковой проволокой процесс сварки в С02 может производится каплями среднего размера Однако, при использовании смеси (С02+ 02) может быть несколько повышена производительность и улучшены некоторые характеристики процесса.
Другие авторы предлагают использовать сварку в смеси С02 и 02 с увеличенным вылетом электрода. При этом они отмечают, что кроме технологических особенностей такой вариант сварки характеризуется меньшей температурой металла электродных капель, что должно уменьшить окисление металла защитным газом и -несколько снизить чувствительность к образованию пор азота и водорода в металле.
С точки зрения хорошего качества ведение процесса и формирования швов в сварке применяется смесь аргона с гелием. При этом наиболее применимы следующие их соотношения: 50 % Аг и 50 % Не; и 40 % Аг и 60 % Не. Характер течения процесса близок к характеру течения процессов в чистом Не, но формирование шва лучше, а разбрызгивание меньше. При этом граница значения критического тока перехода к струйному переносу смешается в сторону аргона
Однако, эта смесь, при сварке низкоуглеродистых и низколегированных сталей не нашла применения, из-за высокой стоимости. Много работ посвящено исследованию процессов сварки в смесях аргона с такими газами как кислород, углекислый газ, углекислый газ и кислород, азот. С точки зрения влияния добавок к аргону представляется интересным изучение статьи /15/. Авторы данной статьи пытаются объяснить возникновение струйного переноса при сварке в смесях газов.
Сравнивая теплопроводности таких газов как С02, Не, N2, Н2 и Аг, при высоких температурах, они делают вывод, что теплопроводность газа не является определяющим физическим свойством, от величины которого зависит вид переноса металла электрода при сварке.
Пытаясь объяснить, почему присутствие небольших добавок 02 и СО2 в смеси с Аг приводит к уменьшению критического тока, необходимого для достижения струйного переноса, они отмечают, что нельзя однозначно судить, что этот фактор связан только с действием кислорода, снижающего поверхностное натяжение жидкого металла.
Оказалось, что лишь 3 газа — 02 , N0, N02 парамагнитны и имеют положительную магнитную восприимчивость, тогда как все остальные -диамагнитны и имеют отрицательную магнитную восприимчивость X, (таблица 1.1).
Наиболее вероятной причиной, определяющей вид переноса и уменьшающей критический ток при сварке в смесях Аг с 02 и с С02 является, по-видимому, совместное действие таких факторов как магнитные свойства кислорода и снижение поверхностного натяжения расплавленного металла под воздействием растворенного кислорода.
Таблица 1.1. Магнитная восприимчивость газов
|
Газ |
Х-106 |
Газ |
Х-106 |
|
С02 |
-0,525 |
СО |
-11,80 |
|
Аг |
-0,490 |
Кг |
-ОД50 |
|
02 |
+107,8 |
Н2 |
-1,990 |
|
N0 |
+ 48,70 |
Н |
-2^30 |
|
N02 |
+ 3,800 |
Н2 |
-0,430 |
|
Не |
-0,470 |
|
|
Наиболее часто используют смесь (Аг + Оз), содержащую кислород 3 -5 %. Причем процесс сварки практически такой же, как и в чистом аргоне. Величина /*р при этом немного уменьшается. Для струйного переноса в смеси (Аг + 02) характерно несколько большее разбрызгивание, чем при сварке в чистом Аг /14/. Также в промышленности нашли применение газовые смеси следующего состава:
Причем процесс сварки практически такой же, как и в чистом аргоне. Величина /*р при этом немного уменьшается. Для струйного переноса в смеси (Аг + 02) характерно несколько большее разбрызгивание, чем при сварке в чистом Аг /14/. Также в промышленности нашли применение газовые смеси следующего состава:
(75 — 80) %Аг + (20 — 25) %С02; (70 — 75) %Аг + (20 — 25) %С02 + (3 — 5) %О2. Авторы работы 7 исследуют зависимость переноса электродного металла от изменения количества Аг в газовой смеси (Аг + С02). В частности, они отмечают, что при введении в С02 (10…80) %Аг размер капель электродного металла уменьшается, а частота их переноса возрастает. При этом разбрызгивание уменьшается. Это авторы связывают с тем, что капли не выходят за пределы столба дуги. Они указывают, что при 80 %Аг в смеси наблюдается максимальная стабилизация переноса, незначительное разбрызгивание и оптимальная форма проплавления.
Кроме вышеперечисленных газовых смесей в литературных источниках упоминается использование смесей с добавками азота. Так, например, добавка до 20 % N2 к аргону не влияет на процесс сварки, т.е. он практически такой же как и в чистом Аг /14/. Процесс приближается к сварке в чистом азоте при содержании азота в смеси более 33 %.
Так, например, добавка до 20 % N2 к аргону не влияет на процесс сварки, т.е. он практически такой же как и в чистом Аг /14/. Процесс приближается к сварке в чистом азоте при содержании азота в смеси более 33 %.
Источник: http:// svarschik . by
Выбираем сварочный защитный газ — Статьи о сварке – «СВАРБИ»
Защитный газ играет наиважнейшую роль в процессе создания качественного сварного соединения для следующих видов сварки:
- MIG — Metal Inert Gas. Метод дуговой сварки в защитной среде инертного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
- MAG — Metal Active Gas. Так же, метод полуавтоматической сварки, но уже в среде активного газа.
- TIG — Tungsten Inert Gas. Технология дуговой сварки в среде инертного газа неплавящимся электродом.
Зачем нужен защитный газ в сварке?
Сварочная ванна подвержена негативному влиянию кислорода из атмосферы, который может ослабить коррозионную стойкость шва, снизить его прочность и привести к образованию пор. Поток газа заключает сварочную ванну в защитную оболочку, предохраняя от вредного внешнего воздействия атмосферного воздуха, тем самым защищая затвердевающий расплавленный сварной шов от окисления, а также от содержащихся в воздухе примесей и влаги.
Поток газа заключает сварочную ванну в защитную оболочку, предохраняя от вредного внешнего воздействия атмосферного воздуха, тем самым защищая затвердевающий расплавленный сварной шов от окисления, а также от содержащихся в воздухе примесей и влаги.Виды защитных газов.
Инертные. Вид газов, которые химически не взаимодействуют с нагретым металлом и не растворяются в нем. Предназначены для сварки алюминия, магния, сварки титана и их сплавов, склонных при нагреве к энергичному взаимодействию с кислородом, азотом и водородом.
Пример: Аргон, Гелий, Азот (только при сварке меди и медных сплавов).
Активные. Вступают в химическое взаимодействие со свариваемым металлом и растворяются в нем.
Пример: Углекислый Газ, Водород, Кислород, Азот.
Основные сварочные газы:
|
Бесцветный, неядовитый, взрывобезопасный газ без вкуса и запаха. |
 Обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов, например алюминий. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.
Обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов, например алюминий. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.|
Легче воздуха, без запаха, цвета, вкуса, не ядовит. Является одноатомным инертным газом. Чаще всего используется для аргонодуговой TIG сварки цветных металлов и для сварки в потолочном положении. Имеет высокую проводимость тепла и потенциал ионизации. |
 При сварке гелием профиль сварочного шва получается широким, хорошо смочен по краю и с довольно высоким тепловложением. Благодаря этим особенностям его чаще всего используется в качестве добавок к аргону и применяется для сваривания химически чистых или активных металлов, алюминиевых или магниевых сплавов, для обеспечения большой глубины проплавления.
При сварке гелием профиль сварочного шва получается широким, хорошо смочен по краю и с довольно высоким тепловложением. Благодаря этим особенностям его чаще всего используется в качестве добавок к аргону и применяется для сваривания химически чистых или активных металлов, алюминиевых или магниевых сплавов, для обеспечения большой глубины проплавления.
- УГЛЕКИСЛЫЙ ГАЗ
|
Углекислый газ обеспечивает довольно глубокое проплавление, поэтому популярен при сварке толстого металла.
К недостаткам сварки в среде углекислого газа относится менее стабильная сварочная дуга, приводящая к большому образованию брызг. Также его возможна работа только на короткой дуге. Обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. |
Сварочные газы, используемые как компоненты сварочной смеси газов:
Смеси газов имеют более высокие технологические показатели, чем чистые газы. При применении их в сварочном процессе мы получаем: мелкокапельный перенос жидкого металла, формирование качественного шва, уменьшение потерь на разбрызгивание.
|
Кислород — двухатомный, активный защитный газ. Обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%. Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2
и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса. |

|
Водород — двухатомный, активный газ. Применяется при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. В результате получается широкий сварочный шов с увеличенным проплавлением. Концентрация в сварочной смеси обычно не более 10%, а при плазменной резке нержавеющей стали от 30 до 40%. Хранится и транспортируется в баллонах зеленого цвета с красной надписью. |
|
Азот используется реже всего для защитных целей сварочной ванны. Он, в основном, используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях. |
Сварочные смеси газов:
Отличаются от химически чистых газов более высокими технологическими показателями. Позволяют получить мелкокапельный перенос жидкого металла, формируют более качественный шов и уменьшает потери на разбрызгивание. При помощи сочетания сварочных газов можно добиться увеличения производительности процесса сварки, увеличить глубину проплавления, стабилизировать электрическую дугу, повысить качество сварного соединения.|
|
Сварка TIG |
Сварка MIG/MAG |
||||
|
Сварочный газ или |
сталь |
нерж. |
алюминий |
сталь |
нерж. сталь |
алюминий |
|
Аргон (Ar) |
+ |
+ |
+ |
+ |
||
|
Гелий (He) |
+ |
|||||
| Углекислый газ (СО2) |
+ |
|||||
| Смесь Ar/ СО2 |
+ |
+ |
||||
| Смесь Ar/ О2 |
+ |
+ |
||||
| Смесь Ar/ He |
+ |
+ |
+ |
+ |
||
| Смесь Ar/ СО2/ О2 |
+ |
|||||
| Смесь Ar/ H2 |
+ |
|||||
| Смесь He/ Ar/ СО2 |
+ |
|||||
| Смесь Ar/ He/ СО2 |
+ |
+ |
||||
 сталь
сталь
Стоимость сварочного газа на фоне общей стоимости сварочных работ:
Не нужно недооценивать сварочный газ, уделяя внимание исключительно оборудованию.
 Если тщательно подойти к вопросу правильного подбора нужного защитного газа, то это повлияет не только на качество сварного соединения и его геометрию, но и поможет избежать расходов на исправление дефектов и обработку конечного шва. Так же выбор подходящего газа сказывается на расходе сварочных материалов за счет снижения разбрызгивания.
Если тщательно подойти к вопросу правильного подбора нужного защитного газа, то это повлияет не только на качество сварного соединения и его геометрию, но и поможет избежать расходов на исправление дефектов и обработку конечного шва. Так же выбор подходящего газа сказывается на расходе сварочных материалов за счет снижения разбрызгивания.Влияние легирующих элементов на свариваемость металлов
Влияние легирующих элементов на свариваемость металлов
При сварке металлов, имеющих различные легирующие элементы (Молибден, Кремний, Хром и др.) могут возникать различные проблемы, влияющие непосредственно на качество полученного сварного соединения (трещины, поры, непровары и т.д.). Для того, чтобы избежать трудностей и проблем, необходимо очень хорошо знать, как влияет тот или иной легирующий элемент на свариваемость изделия.
Знание влияния легирующих элементов на свариваемость различных сталей поспособствует лучшему пониманию процессов сварки.
Углерод
Один из самых значительных химических элементов в сталях.
Содержание углерода в сталях влияет на прочность, закаливаемость, вязкость, свариваемость.
У низкоуглеродистых сталей (углерода менее 0,25%) свариваемость практически не ухудшается.
При увеличении содержания углерода свариваемость резко ухудшается, так как в зонах ЗТВ (зонах термического влияния) возникает большое количество закалочных структур, которые вызывают трещины.
При высоком содержании углерода в присадочном материале увеличивается вероятность образования пор.
Марганец
Марганец является хорошим раскислителем. Электроды или проволоку необходимо применять при сварке в среде СО2. При содержании марганца в металле до 0,8 %, процесс сварки не усложняется. При увеличении содержания стали в металле (1,8%-2,5%) появляется опасность возникновения ХТ (холодных трещин), т.к. марганец способствует появлению хрупких структур (закалочных). При повышенном содержании марганца (11-16%) во время сварки происходит интенсивное выгорание данного вещества.
 Следовательно, необходимо применять специальные меры, например, использовать сварочные материалы с бОльшим содержанием марганца.
Следовательно, необходимо применять специальные меры, например, использовать сварочные материалы с бОльшим содержанием марганца.Кремний
Так же как и марганец является хорошим раскислителем. При малом количестве кремний (до 0,03%) на свариваемость не влияет. При содержании кремния 0,8-1,5% свариваемость ухудшается из-за повышенной жидкотекучести кремнистой стали и образования тугоплавких оксидов кремния. При повышенном содержании кремния, из-за увеличенной жидкотекучести особенно опасно появление горячих трещин.
Хром
Содержание хрома в сталях способствует увеличению коррозионной стойкости. Но, при сварке сталей образуются карбиды хрома, которые увеличивают твердость в ЗТВ (зоне термического влияния). Также образуются тугоплавкие окислы, которые затрудняют процесс сварки, а значит ухудшают свариваемость.
Никель
Содержание никеля в сталях способствует увеличению ударной вязкости, которая особенно важная при работе сталей при низких температурах. Также никель способствует увеличению пластичности, прочности стали и измельчению зерна. При этом свариваемость стали не ухудшается. Но, из-за высокой цены данного легирующего элемента, применение ограничено экономическими соображениями.
Также никель способствует увеличению пластичности, прочности стали и измельчению зерна. При этом свариваемость стали не ухудшается. Но, из-за высокой цены данного легирующего элемента, применение ограничено экономическими соображениями.
Молибден
Содержание молибдена в сталях увеличивает несущую способность при высоких температурах и ударных нагрузках, измельчает зерно.
С другой стороны, молибден способствует образованию трещин в ЗТВ и наплавленном металле шва.
Во время сварке окисляется и выгорает. Следовательно, необходимо использовать специальные меры.
Вольфрам
Содержание вольфрама в сталях резко увеличивает твердость стали и ее работоспособность при высоких температурах (красностойкость).
С другой стороны, вольфрам затрудняет процесс сварки и активно окисляется.
Ванадий
Содержание ванадия в сталях резко увеличивает закаливаемость стали. Из-за закаливаемости, а также из-за окисления ванадия и его выгорания, ухудшается свариваемость сталей.
Из-за закаливаемости, а также из-за окисления ванадия и его выгорания, ухудшается свариваемость сталей.
Титан
Использование титана как легирующий элемент обусловлено его высокой коррозионной стойкостью.
Ниобий
Использование ниобия, аналогично титану, обусловлено его высокой коррозионной стойкостью. При сварке сталей ниобий способствует образованию горячих трещин.
какой бывает, где применяется, особенности использования, плюсы и минусы
Начинающие сварщики, как правило, стараются использовать простые методы сваривания. Большинство пользуется ручной дуговой сваркой.
Для большинства ремонтных работ или изготовления несложных деталей этого достаточно. Однако рано или поздно вам захочется попробовать что-то новое и повысить свою квалификацию.
Следующим шагом после ручной сварки может быть сварка с использованием полуавтоматического оборудования. При таком методе для защиты свариваемых поверхностей от окисления используется защитный газ.
Ниже вы узнаете, какой именно, и как его использовать для сварочных работ.
Содержание статьиПоказать
Сварочный газ
В полуавтоматической сварке используются инертные газы, такие как аргон, гелий, углекислота. Реже используют водород, азот и кислород. Подается он в баллонах различного объема.
Чаще всего встречается объем 40 литров. Газ при сваривании образует защитную зону, которая защищает дугу от воздействия атмосферы, а свариваемые поверхности от окисления и пор. Шов при его использовании получается ровным и качественным.
Шов при его использовании получается ровным и качественным.
Опытные сварщики знают рецепты смесей, использование которых позволяет использовать преимущества каждого из газов, составляющих данную смесь.
Характеристики
Остановимся подробнее на различных видах газообразных веществ, используемых для сварочных работ.
Чаще всего используется для этих целей. Есть даже отдельный метод сварки, использующий его название – аргонодуговой. Инертный, без цвета и запаха, химически не активен к металлам и другим веществам. Намного тяжелее воздуха, за счет этого создает надежно защищенную зону в области сварки.
По популярности идет вторым. Также является инертным, однако, в отличие от аргона, гелий легче воздуха. В связи с этим, расходуется его намного больше.
Учитывая, что его стоимость заметно выше, чем у аргона, это является существенным недостатком. Однако это не мешает его частому применению.
Особенно широко он применяется при работе с металлами, покрытыми окисной пленкой. Это такие металлы, как нержавейка, алюминий и т.д. Металлы при использовании гелия плавятся равномерно, что особенно важно при сваривании деталей большой толщины.
Это такие металлы, как нержавейка, алюминий и т.д. Металлы при использовании гелия плавятся равномерно, что особенно важно при сваривании деталей большой толщины.
Кроме чистых гелия и аргона часто применяются смеси. Самая распространенная пропорция – 60% гелия и 40% аргона.
Смесь достаточно дорогая, однако с ее помощью можно качественно сваривать материалы с высокой теплопроводностью. Риск прожечь металл намного уменьшается.
Бесцветный, тяжелее воздуха. За счет этого надежно защищает область сварки. Бывает двух категорий. Рекомендована к применению первая категория, однако, за счет ее стоимости и дефицитности, чаще обращают внимание на вторую категорию. Большой минус углекислоты второй категории – наличие в составе водяных паров. При использовании может вызвать образование пор в металле. Проблемы можно избежать, добавив в углекислоту некоторое количество аргона.
Не применяется в чистом виде, так как вызывает окисление поверхности, что негативно влияет на качество шва. Обычно добавляется к смесям при необходимости получить широкий и неглубокий шов.
Обычно добавляется к смесям при необходимости получить широкий и неглубокий шов.
Не имеет цвета и запаха. Обычно применяется для плазменной резки нержавеющей стали, позволяя добиться очень хороших результатов. При сваривании других металлов может вызвать образование дефектов, например, трещин. Требует повышенного внимания к соблюдению правил техники безопасности за счет повышенной горючести.
Также без цвета и запаха, не горючий. Используется в жидком и газообразном виде. Область применения также узкая, используется, в основном, только при сваривании меди. При сварке других металлов может негативно влиять на прочность шва.
Выбираем газ для сварки
Чтобы вам было легче выбрать нужный газ для сварочных работ, представляем вам таблицу соответствия.
В заключение
 youtube.com/embed/3I_vauZHW0w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/3I_vauZHW0w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Развивайтесь, экспериментируйте, пробуйте смеси с различными пропорциями, и вы увидите, как улучшается качество сварного шва.
Если нет желания экспериментировать – воспользуйтесь справочными материалами и подберите подходящий газ или смесь для ваших работ. Желаем вам успехов в работе!
Расшифровать тип электрода Э46А, где Э — электрод, 46
а) предел текучести
б) уменьшенное содержание серы и фосфора
в) временное сопротивление разрыву
К какому полюсу источника питания подключается электрод при сварке на обратной полярности?
а) к положительному полюсу
б) к отрицательному полюсу
в) не имеет значения
Для чего в разделке заготовок делают притупление кромок?
а) для лучшего провара корня шва
б) исключить прожог
в) для получения качественного сварного изделия
Укажите газ, не оказывающий отрицательного влияния на качество сварного шва?
а) азот
б) кислород
в) гелий
г) водород
Разрушение при горячей пластической деформации (красноломкость)
В стали вызывает?
а) высокое содержание углерода
б) повышенное содержание серы
в) содержание марганца.
Как влияет повышение уровня легирования стали на ее свариваемость?
а) улучшается
б) ухудшается
в) остается без изменений
Напряжение холостого хода источника питания – это?
а) напряжение на выходных клеммах при разомкнутой сварочной цепи
б) напряжение на выходных клеммах при горении сварочной дуги
в) напряжение сети, к которой подключен источник питания
Что означает цифра 08 в марке сварочной проволоки 4Св-08А-0?
а) диаметр проволоки;
б) содержание углерода до 0,08%
в) содержание вредных примесей не более 0,08%
Сколько углерода содержится в среднеуглеродистой стали?
а) до 0,25%
б) 0,25 — 0,6 %
в) 0,6 — 10%
Технический осмотр и испытание газовых редукторов производятся?
а) не реже одного раза в 12 месяцев
б) не реже одного раза в 6 месяцев
в) не реже одного раза в 3 месяца
Пропуск газа в вентиле баллона, в накидной гайке редуктора на выходе из редуктора проверяется?
а) на слух
б) визуальным осмотром
в) мыльным раствором и кисточкой
Следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т. д.), обнаруженные визуальным контролем?
д.), обнаруженные визуальным контролем?
а) Следует.
б) Не следует.
в) Только по указанию руководи
10 способов помочь уменьшить изменение климата
С увеличением количества парниковых газов и сокращением ледников угроза превращения нашей зеленой планеты в бесплодную землю в будущем кажется реальной. Повышение уровня загрязнения из-за безрассудного использования ресурсов Земли создало тревожную ситуацию для людей, населяющих планету.
Если это неправильное использование ресурсов продолжится в будущем, есть вероятность, что наша планета может оказаться среди других семи планет, где жизнь невозможна.Чтобы этого не произошло, мы, жители этой зеленой планеты, должны предпринять строгие меры, чтобы охранять уникальность нашей планеты и позволить ей всегда быть зеленой и полной жизни.
СМОТРИ ТАКЖЕ: ИЗМЕНЕНИЕ КЛИМАТА МОЖЕТ ДОБИТЬСЯ В «ТОЧКУ НЕ ВОЗВРАТА» В 2035 ГОДУ ПРЕДУПРЕЖДЕНИЕ УЧЕНЫХ
Итак, что вы можете сделать для защиты окружающей среды на индивидуальном уровне? Чтобы решить вашу дилемму, мы составили список из десяти вещей, которые вы можете сделать, чтобы спасти и защитить наш дом.
1. Скажи пластику нет
Источник: PxhereПластик или полиэтилен, несомненно, вредны не только для здоровья людей, но и для здоровья биоразнообразия.Запрет использования пластика в окружающей среде автоматически снизит уровень загрязнения в несколько раз.
Но учитывая обилие пластика в каждом уголке нашей жизни, задача кажется нереальной. Но некоторые маленькие шаги могут значительно уменьшить количество пластикового загрязнения в нашей жизни.
Это:
- Использование перерабатываемого тканевого мешка.
- Отказ от пластиковых бутылок и использование бутылок из стекла, глины, нержавеющей стали или меди.
- Замените пластиковые ланчбоксы на стальные
2. Солнце спешит на помощь
Источник : Tiia Monto / Wikimedia Commons Альтернативное использование ископаемого топлива с энергией нашей самой горячей звезды может быть отличной идеей для снижения тенденции чрезмерного использования ресурсов. Использование солнечных батарей для освещения наших домов в ночное время может сэкономить тысячи мегаватт электроэнергии.
Использование солнечных батарей для освещения наших домов в ночное время может сэкономить тысячи мегаватт электроэнергии.
Хотя установка солнечных панелей на крыше может быть дорогостоящей. Но с развитием технологий цены на солнечные панели снижаются, и в долгосрочной перспективе общая стоимость установки этих панелей снизится.
Таким образом, для новичков установка солнечных панелей на крошечной площади дома может также привести к значительному снижению потребления электроэнергии.
3. Просвещение людей
Недостаточная осведомленность среди простых людей также является одним из основных аспектов неправильного использования ресурсов, что в конечном итоге приводит к загрязнению.
Правительство каждой страны должно взять на себя ответственность за образование своих граждан. Людей следует обучать с помощью документальных фильмов, короткометражных фильмов, рекламы и кампаний.
4. Общественный транспорт, всегда
 youtube.com/embed/K8D9RXncGZ4″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/K8D9RXncGZ4″ allowfullscreen=»allowfullscreen»/>
Использование общественного транспорта не только обеспечивает простое решение проблемы загрязнения окружающей среды, но также позволяет нам знакомиться с новыми людьми на пути к офису. Это также помогает уменьшить заторы на улицах, позволяя нам быстрее добраться до места назначения.
Недавно правительство Люксембурга отменило все тарифы на проезд в общественном транспорте, чтобы сделать свою страну менее загрязненной и свободной от дорожного движения.Этот небольшой шаг правительства Люксембурга может сэкономить галлоны ископаемого топлива и, следовательно, помочь замедлить процесс изменения климата.
5. Отказаться от ископаемого топлива
Источник : Marco Verch / Flickr Ископаемые виды топлива отвлекли внимание от возобновляемых источников энергии в середине двадцатого века из-за их обилия и простоты использования. Но мало кто знал, что эти обильные ресурсы скоро закончатся из-за их неосторожного использования.
В текущем сценарии стало необходимым сосредоточиться на возобновляемых источниках, таких как ветряные турбины, гидроэлектроэнергия и солнечная энергия.Чтобы сделать эту планету устойчивой для будущих поколений, мы должны научиться отказываться от ископаемого топлива.
6. Ешьте правильно
Почти треть продуктов питания, производимых нашими фермерами, не попадает в наш желудок. Цифры кажутся весьма тревожными, когда почти каждый девятый человек на Земле страдает от голода.
В местах с низким уровнем доходов и слабой инфраструктурой потеря продуктов питания обычно носит непреднамеренный и структурный характер. Но в местах с высоким доходом расточительство происходит по воле людей.
В обеих ситуациях конечный результат схож, и это потеря ресурсов.
Цели устойчивого развития Организации Объединенных Наций призывают к 2030 году сократить вдвое глобальные пищевые отходы на уровне розничной торговли и потребления на душу населения, а также сократить потери продовольствия в цепочках производства и поставок. Чтобы ограничить глобальную потерю продовольствия, правительство каждой страны должно сформулировать строгие правила, чтобы избежать потерь.
Чтобы ограничить глобальную потерю продовольствия, правительство каждой страны должно сформулировать строгие правила, чтобы избежать потерь.
7. Прекратите рубить леса
Источник: IndoMet in the Heart of Borneo / Wikimedia CommonsВырубка лесов — одна из основных причин, по которым качество воздуха упало до рекордно низкого уровня.Утрата деревьев и другой растительности может вызвать изменение климата, опустынивание, эрозию почвы, сокращение урожая, наводнения, увеличение выбросов парниковых газов в атмосферу и множество проблем для коренных народов.
Из-за сокращения количества деревьев, окружающая среда Земли подверглась неблагоприятному воздействию. Многие виды флоры и фауны находятся на грани исчезновения из-за потери их естественной среды обитания.
8. Подавить рост населения
Перенаселение перегрузило нашу планету не только с точки зрения пространства, но также с точки зрения продовольствия и воды. Вскоре он станет самой крупной угрозой экологии и биоразнообразию планеты в ближайшие десятилетия.
Вскоре он станет самой крупной угрозой экологии и биоразнообразию планеты в ближайшие десятилетия.
Глобальное нарушение климата из-за скопления антропогенных парниковых газов в атмосфере скоро станет реальностью, если его не остановить.
9. Отключите свои устройства от сети
Источник: trenttsd / FlickrПрактически все устройства, которые мы используем в наши дни, работают от батарей и используют электричество в той или иной форме, и мы, как нерадивые существа, часто оставляем зарядные устройства своих устройства включены и подключены.Это приводит к непрерывному потоку энергии без какого-либо использования.
Итак, чтобы остановить это неправильное использование, каждый человек должен быть осведомлен о потерях из-за этого простого акта неосторожности, и его следует научить отключать каждую розетку перед тем, как покинуть свой дом.
10. Переход на электромобили
Источник : Mariordo / Wikimedia CommonsРынок электромобилей находится на подъеме, и, хотя электромобили пока довольно дороги, они скоро станут эффективной альтернативой для автомобили с бензиновым и дизельным двигателем.Использование электромобилей не только уменьшит загрязнение на Земле, но также уменьшит трафик из-за их крошечных размеров.
Обеспечение хорошего здоровья нашей планеты идет нам на благо. Мы давно эксплуатируем природные ресурсы, но пора осознать ущерб, который они нанесли планете, и предпринять необходимые шаги для защиты нашего единственного убежища.
HSE — Сварка: опасность удушья при сварке и родственных процессах
HSE выдает предупреждение о сварочном дыме
Новые данные показывают, что воздействие сварочного дыма из мягкой стали может вызвать рак.Работодатели должны использовать соответствующие средства управления для всех сварочных работ. Текущее руководство по сварке низкоуглеродистой стали устарело и будет обновлено при первой возможности с учетом этих новых данных.
Текущее руководство по сварке низкоуглеродистой стали устарело и будет обновлено при первой возможности с учетом этих новых данных.
Предупреждение о безопасности
Введение
Это руководство дает рекомендации по удушающим газам, используемым при сварке металлических конструкций и труб, и, в частности, по методике, известной как продувочная заглушка (удержание продувочных газов в зоне работ).Он будет полезен работодателям и работникам, планирующим такой вид работы, а также инспекторам, оценивающим, достаточны ли существующие меры контроля для контроля рисков для здоровья и безопасности.
Последствия воздействия атмосферы с дефицитом кислорода могут быть фатальными, однако при разумно осуществимых мерах контроля, как объясняется ниже, риск может быть снижен до приемлемого уровня.
История несчастных случаев показывает, что часто страдают несколько рабочих. В основном это происходит из-за того, что спасатель пытается спастись, но сам сталкивается с трудностями из-за пониженного уровня кислорода.
Фон
Рабочие погибли или потеряли сознание после того, как попали на производственные предприятия, где воздух был вытеснен процессами дуговой сварки в среде защитного газа или где инертный газ использовался для заполнения всего или части производственного объекта для повышения качества сварки. В этом документе описываются процессы и связанные с ними опасности, а также даются советы по мерам предосторожности для обеспечения безопасности всех людей, которые могут быть затронуты.
Этот документ имеет дело с , а не с :
- Пожаробезопасность сварочных газов;
- «инертные» конструкции для предотвращения пожаров и взрывов;
- токсичные или вредные свойства сварочного дыма; или
- эффективность защиты сварного шва.
Общие области применения удушающих газов
Чаще всего инертный газ используется при сварке при электродуговой сварке в среде защитного газа, например, MAG, MIG и TIG. Инертный газ автоматически подается непосредственно из сварочной горелки. Он создает временную защитную атмосферу вокруг дуги и расплавленной сварочной ванны, исключающую воздух и предотвращающую отрицательную реакцию кислорода в воздухе со сварным швом.
Инертный газ автоматически подается непосредственно из сварочной горелки. Он создает временную защитную атмосферу вокруг дуги и расплавленной сварочной ванны, исключающую воздух и предотвращающую отрицательную реакцию кислорода в воздухе со сварным швом.
Инертного газа, подаваемого непосредственно из сварочной горелки, обычно достаточно для создания временной защитной атмосферы, однако инертный газ может не проходить через несваренный шов в достаточном количестве, чтобы не допустить попадания воздуха на заднюю часть сварного шва.Исключение воздуха из задней части сварного соединения особенно важно, когда важна коррозионная стойкость сварного соединения или когда дефекты окисления недопустимы. Это часто случается, когда сварка коррозионно-стойких металлов, таких как нержавеющая сталь и «кунифер» (сплавы медь / никель / железо), и когда удаление дефектов с тыльной стороны сварного соединения нежелательно или непрактично. В этих условиях инертный газ может использоваться для удаления воздуха из задней части стыка во время сварочных операций.
Виды газа и их свойства
Для небольших работ сварщик может выпускать воздух из-за сварного шва, используя тот же газ, что и для сварочного пистолета. Это может быть фирменная смесь, такая как аргон / гелий или аргон / гелий / CO2. Смешанные газы, как правило, значительно дороже, чем чистый аргон, в результате при более крупных операциях продувки обычно используется аргон.
Несмотря на то, что при сварке с использованием газа с активированным металлом (MAG) не используется настоящий инертный газ (часто двуокись углерода или смесь газов), используемые газы не содержат достаточного количества кислорода для поддержания жизни.Точно так же азот не является инертным газом, поскольку он может химически реагировать с металлом при температурах сварки. Однако это дешево, поэтому его можно использовать для продувки воздухом, особенно если для продувки больших пустот требуется большое количество газа.
Преимущества обработанных пищевых продуктов: (EUFIC)
Последнее обновление: 1 июня 2010 г.
1. Введение и определения
Все мы обрабатываем пищу каждый день, когда готовим еду для себя или своей семьи, и практически все продукты проходят определенную обработку, прежде чем они будут готовы к употреблению.Некоторые продукты даже опасны, если их есть без надлежащей обработки. Самое основное определение обработки пищевых продуктов — это «множество операций, с помощью которых сырые пищевые продукты становятся пригодными для потребления, приготовления или хранения». Пищевая промышленность включает в себя любые действия, которые изменяют или превращают сырые растительные или животные материалы в безопасные, съедобные и более приятные на вкус пищевые продукты. В крупномасштабном производстве пищевых продуктов обработка включает применение научных и технологических принципов для сохранения пищевых продуктов путем замедления или остановки естественных процессов разложения.Это также позволяет предсказуемым и контролируемым образом изменять пищевые качества продуктов. Пищевая промышленность также использует творческий потенциал переработчика для преобразования основного сырья в ряд вкусных привлекательных продуктов, которые обеспечивают интересное разнообразие в диетах потребителей. Без обработки пищевых продуктов было бы невозможно удовлетворить потребности современного городского населения, а выбор продуктов питания был бы ограничен сезонностью.
Без обработки пищевых продуктов было бы невозможно удовлетворить потребности современного городского населения, а выбор продуктов питания был бы ограничен сезонностью.
Термин «обработанные пищевые продукты» используется многими с определенным пренебрежением, предполагая, что обработанные пищевые продукты в некотором роде уступают своим необработанным аналогам.Однако важно помнить, что обработка пищевых продуктов использовалась на протяжении веков для того, чтобы сохранить продукты или просто сделать их съедобными. Фактически, переработка охватывает всю пищевую цепочку от сбора урожая на ферме до различных форм кулинарного приготовления в домашних условиях и значительно облегчает обеспечение безопасными продуктами питания населения по всему миру.
Обработка пищевых продуктов может привести к улучшению или ухудшению питательной ценности пищевых продуктов, иногда одновременно, и может помочь сохранить питательные вещества, которые в противном случае были бы потеряны при хранении. Например, шоковая заморозка овощей вскоре после сбора урожая замедляет потерю чувствительных питательных веществ. Сырые бобы несъедобны, и простой процесс нагревания (например, кипячения) делает их съедобными, уничтожая или инактивируя определенные антипитательные факторы, которые они содержат. Процесс варки овощей действительно приводит к потере витамина С, но он также может высвобождать некоторые полезные биоактивные соединения, такие как бета-каротин в моркови, которые в противном случае были бы менее доступны во время пищеварения, потому что нагревание разрушает стенки клеток растений.
Например, шоковая заморозка овощей вскоре после сбора урожая замедляет потерю чувствительных питательных веществ. Сырые бобы несъедобны, и простой процесс нагревания (например, кипячения) делает их съедобными, уничтожая или инактивируя определенные антипитательные факторы, которые они содержат. Процесс варки овощей действительно приводит к потере витамина С, но он также может высвобождать некоторые полезные биоактивные соединения, такие как бета-каротин в моркови, которые в противном случае были бы менее доступны во время пищеварения, потому что нагревание разрушает стенки клеток растений.
На протяжении веков ингредиенты выполняли полезные функции в различных продуктах питания. Наши предки использовали соль для консервирования мяса и рыбы, добавляли травы и специи для улучшения вкуса продуктов, консервированные фрукты с сахаром и маринованные овощи в растворе уксуса. Сегодня потребители требуют и пользуются питательными, безопасными, удобными и разнообразными продуктами питания. Это возможно благодаря методам обработки пищевых продуктов (например, пищевым добавкам и достижениям в области технологий). Пищевые добавки добавляются с определенной целью, будь то обеспечение безопасности пищевых продуктов, повышение питательной ценности или улучшение качества пищевых продуктов.Они играют важную роль в сохранении свежести, безопасности, вкуса, внешнего вида и текстуры продуктов. Например, антиоксиданты предотвращают прогорклость жиров и масел, а эмульгаторы предотвращают разделение арахисового масла на твердую и жидкую фракции. Пищевые добавки дольше защищают хлеб от плесени и позволяют фруктовому джему «застыть», чтобы его можно было намазывать на хлеб.
Это возможно благодаря методам обработки пищевых продуктов (например, пищевым добавкам и достижениям в области технологий). Пищевые добавки добавляются с определенной целью, будь то обеспечение безопасности пищевых продуктов, повышение питательной ценности или улучшение качества пищевых продуктов.Они играют важную роль в сохранении свежести, безопасности, вкуса, внешнего вида и текстуры продуктов. Например, антиоксиданты предотвращают прогорклость жиров и масел, а эмульгаторы предотвращают разделение арахисового масла на твердую и жидкую фракции. Пищевые добавки дольше защищают хлеб от плесени и позволяют фруктовому джему «застыть», чтобы его можно было намазывать на хлеб.
2. История
Люди веками перерабатывали пищу (см. Таблицу 1). Самые старые традиционные методы включали в себя сушку на солнце, консервирование мяса и рыбы с солью или фруктов с сахаром (то, что мы теперь называем вареньем).Все они работают исходя из того, что уменьшение наличия воды в продукте увеличивает срок его хранения. Совсем недавно технологические инновации в переработке превратили наши продукты питания в богатый ассортимент, который сегодня доступен в супермаркетах. Кроме того, пищевая промышленность позволяет производителям производить продукты с улучшенным питанием («функциональные пищевые продукты») с добавлением ингредиентов, которые обеспечивают определенные преимущества для здоровья помимо основного питания.
Совсем недавно технологические инновации в переработке превратили наши продукты питания в богатый ассортимент, который сегодня доступен в супермаркетах. Кроме того, пищевая промышленность позволяет производителям производить продукты с улучшенным питанием («функциональные пищевые продукты») с добавлением ингредиентов, которые обеспечивают определенные преимущества для здоровья помимо основного питания.
2.1 История консервирования
Консервирование возникло в начале 19 -х годов века, когда войска Наполеона столкнулись с серьезной нехваткой продовольствия.В 1800 году Наполеон Бонапарт предложил награду в размере 12 000 франков каждому, кто сможет разработать практический метод консервирования продуктов для маршевых армий; широко распространено мнение, что он сказал: «Армия идет на живот». После многих лет экспериментов Николас Апперт представил свое изобретение запечатывания продуктов в стеклянных банках и их приготовления и выиграл приз в 1810 году. В следующем году Апперт опубликовал «Искусство сохранения животных» («Искусство сохранения животных»). and Vegetable Substances), которая была первой в своем роде поваренной книгой по современным методам консервирования продуктов питания.Также в 1810 году англичанин Питер Дюран применил процесс Апперта, используя различные сосуды из стекла, керамики, олова или других металлов, и получил от короля Георга III первый патент на консервирование. Это можно считать происхождением современной банки.
and Vegetable Substances), которая была первой в своем роде поваренной книгой по современным методам консервирования продуктов питания.Также в 1810 году англичанин Питер Дюран применил процесс Апперта, используя различные сосуды из стекла, керамики, олова или других металлов, и получил от короля Георга III первый патент на консервирование. Это можно считать происхождением современной банки.
2.2 История замораживания
Современная индустрия замороженных продуктов была основана Кларенсом Бёрдси в Америке в 1925 году. Он был торговцем мехом в Лабрадоре и заметил, что филе рыбы, оставленное туземцами для быстрой заморозки в арктических зимах, лучше сохраняет вкус и текстуру свежей рыбы. рыба, замороженная при более умеренных температурах в другое время года.Ключом к открытию Бёрдси была важность скорости замораживания, и он первым изобрел промышленное оборудование для быстрой заморозки продуктов. Сегодня мы знаем, что в сочетании с соответствующей обработкой перед замораживанием это быстрое замораживание может обеспечить превосходное сохранение пищевой ценности широкого спектра пищевых продуктов.
Таблица 1. Хронологическое развитие технологий обработки пищевых продуктов
| Традиционная обработка | Более современные процессы (примерно с 1900 г.) | Самые современные методы (после 1960 г.) |
|---|---|---|
Консервирование | Варка с экструзией | Сублимационная сушка |
Ферментация | Замораживание и охлаждение | Инфракрасная обработка |
Замораживание | Пастеризация | Облучение |
Сушильный шкаф | Стерилизация | Магнитные поля |
Травление | Сверхвысокая температура (УВТ) | СВЧ-обработка |
Соление | Упаковка в модифицированной атмосфере | |
Курение | Омический нагрев | |
Сушка на солнце | Импульсные электрические поля | |
Распылительная сушка | ||
Ультразвук |
3. Основные преимущества обработанных пищевых продуктов
Основные преимущества обработанных пищевых продуктов
 Основные преимущества обработанных пищевых продуктов
Основные преимущества обработанных пищевых продуктов 3.1 Вкусовые качества и сенсорные улучшения
Практически все пищевые продукты перед употреблением проходят определенную обработку. В простейшем случае это может быть очистка банана от кожуры или варка картофеля. Однако для некоторых продуктов, таких как пшеница, требуется довольно тщательная обработка, прежде чем они станут вкусными. Сначала уборка зерна, затем удаление шелухи, стеблей, грязи и мусора. Очищенное зерно обычно варят или измельчают в муку, а затем из него часто превращают другой продукт, такой как хлеб или макароны.
Органолептическое (сенсорное) качество некоторых пищевых продуктов напрямую зависит от технологии обработки. Например, запеченные бобы приобретают кремовую консистенцию в результате тепловой обработки во время консервирования. Экструдированные и воздушные продукты, такие как хлопья для завтрака или чипсы, было бы почти невозможно производить без крупномасштабного современного оборудования для пищевой промышленности.
3,2 Консервированные и улучшенные питательные свойства
Обработка, такая как замораживание, сохраняет питательные вещества, которые естественным образом присутствуют в пищевых продуктах.Другие процессы, такие как приготовление пищи, иногда могут улучшить пищевую ценность, делая питательные вещества более доступными. Например, приготовление и консервирование помидоров для приготовления томатной пасты или соуса делает биоактивное соединение ликопин более доступным для организма. При аккуратной обработке при переработке какао и шоколада сохраняется уровень флавоноидов, таких как эпикатехин и катехины, но их содержание может быть снижено при плохих условиях обработки. Ликопин и флавоноиды обладают антиоксидантными свойствами, которые, согласно некоторым исследованиям, способствуют поддержанию здоровья сердца и могут снизить риск некоторых видов рака.
В настоящее время исследователи изучают возможность изменения усвояемости питательных веществ посредством обработки пищевых продуктов для создания продуктов с повышенной доступностью питательных веществ. Например, похоже, что гомогенизация молока может уменьшить размер капель жира, казеинов и некоторых сывороточных белков. Похоже, что это приводит к лучшей усвояемости, чем необработанное молоко. Ранние исследования показывают, что манипуляции со структурами триациглицерина (вилкообразного основного скелета жиров) также могут влиять на перевариваемость жиров, тем самым изменяя их влияние на риск сердечно-сосудистых заболеваний после приема внутрь.
Например, похоже, что гомогенизация молока может уменьшить размер капель жира, казеинов и некоторых сывороточных белков. Похоже, что это приводит к лучшей усвояемости, чем необработанное молоко. Ранние исследования показывают, что манипуляции со структурами триациглицерина (вилкообразного основного скелета жиров) также могут влиять на перевариваемость жиров, тем самым изменяя их влияние на риск сердечно-сосудистых заболеваний после приема внутрь.
3.3 Безопасность
Многие технологии обработки обеспечивают безопасность пищевых продуктов за счет уменьшения количества вредных бактерий, которые могут вызывать заболевания (например, пастеризация молока). Сушка, маринование и копчение снижают активность воды (т.е. воду, доступную для роста бактерий) и изменяют pH пищевых продуктов, тем самым ограничивая рост патогенных и вызывающих порчу микроорганизмов и замедляя ферментативные реакции. Другие методы, такие как консервирование, пастеризация и ультравысокая температура (УВТ), уничтожают бактерии посредством термической обработки.
Еще одно преимущество обработки — уничтожение антипитательных факторов. Например, приготовление пищи разрушает ингибиторы протеазы, такие как ингибиторы трипсина, содержащиеся в горохе, фасоли или картофеле. Ингибиторы трипсина — это небольшие глобулярные белки, которые подавляют действие пищеварительных ферментов человека трипсина и химотрипсина, необходимых для расщепления пищевых белков. Если они присутствуют в пищевых продуктах, они могут снизить пищевую ценность пищи, и в исследованиях на животных было показано, что в высоких дозах они токсичны, а некоторые исследования на людях показывают аналогичные результаты.Продолжительное кипячение также уничтожает вредные лектины, содержащиеся в бобовых, таких как красная фасоль. Лектины заставляют красные кровяные тельца слипаться и, если они не разлагаются до употребления, вызывают тяжелый гастроэнтерит, тошноту и рвоту.
3.4 Сохранение, удобство и выбор
Пищевая промышленность позволяет продлить срок хранения пищевых продуктов (например, скоропортящихся продуктов, таких как мясо, молоко и продукты из них). Применение упаковки в модифицированной атмосфере означает, что фрукты и овощи могут храниться дома дольше, что означает меньшую частоту покупок свежих продуктов и меньшую потерю порчи.Продуманное хранение и упаковка обеспечивают удобство для потребителя.
Применение упаковки в модифицированной атмосфере означает, что фрукты и овощи могут храниться дома дольше, что означает меньшую частоту покупок свежих продуктов и меньшую потерю порчи.Продуманное хранение и упаковка обеспечивают удобство для потребителя.
Пищевая промышленность позволяет нам наслаждаться разнообразным питанием, которое соответствует быстрым темпам и нагрузкам нашего современного общества. Люди все чаще ездят на отдых за границу, поэтому они могут познакомиться с более широким выбором вкусов и стилей продуктов. Люди также меняют то, как они проводят время, и многие предпочитают не готовить еду с нуля. Поэтому, чтобы оправдать ожидания потребителей, производители производят изысканные продукты ресторанного качества или из далеких стран, чтобы готовить и наслаждаться ими у себя дома.
В западном мире наши продукты питания преимущественно основаны на пяти основных культурах — рисе, пшенице, кукурузе, овсе и картофеле. Множество характеристик, к которым мы привыкли в наших продуктах, получено из этих пяти простых продуктов в сочетании с современными технологиями обработки пищевых продуктов. Таким образом, можно сказать, что сегодня мы привыкли к разнообразным продуктам питания, приготовленным из узкого ряда видов растений, которые обеспечивают наше питание. Такое преобразование основных продуктов питания в обработанные продукты было бы невозможно без современных пищевых технологий.
Таким образом, можно сказать, что сегодня мы привыкли к разнообразным продуктам питания, приготовленным из узкого ряда видов растений, которые обеспечивают наше питание. Такое преобразование основных продуктов питания в обработанные продукты было бы невозможно без современных пищевых технологий.
3.5 Уменьшение неравенства и проблем в отношении здоровья
Признано, что у людей с низким доходом менее разнообразный рацион питания, что отражается в более низком потреблении питательных веществ и более низком питательном статусе. Обработка, такая как обогащение некоторых продуктов, таких как мука, хлеб и хлопья для завтрака, сократила количество людей в Европе с низким уровнем питательных веществ. Кроме того, сохранение питательных веществ с помощью таких процессов, как замораживание, позволяет тем, у кого нет доступа к такому широкому спектру продуктов, получить лучшее питание из более узкого диапазона доступных им продуктов.
Хронические болезни, такие как болезни сердца, ожирение и диабет, можно частично лечить с помощью диетических стратегий. В ответ на это производители применили методы обработки пищевых продуктов, чтобы предложить потребителям выбор многих продуктов и блюд с низким или обезжиренным содержанием жира. Возможно, самым простым примером этого является производство полужирного молока (также известного как «обезжиренное» или «полужирное»), при котором жир удаляется из продукта во время обработки — сливки снимаются с верхней части молока. после стадии центрифугирования.Жиры в пище также можно уменьшить, добавив воду или другие ингредиенты, чтобы заменить часть жира и снизить энергетическую плотность. Маргарины с пониженным содержанием жира — хороший тому пример. Добавление воды действительно приводит к более скоропортящимся продуктам, и, следовательно, продукты с пониженным содержанием жира могут содержать дополнительные стабилизаторы и консерванты для восстановления их первоначального срока хранения и стабильности. Помимо продуктов с низким содержанием жира, пищевая промышленность теперь позволяет производить версии многих продуктов с низким содержанием соли, сахара и высоким содержанием клетчатки, что позволяет потребителям выбирать продукты, соответствующие их индивидуальным потребностям в отношении здоровья.
В ответ на это производители применили методы обработки пищевых продуктов, чтобы предложить потребителям выбор многих продуктов и блюд с низким или обезжиренным содержанием жира. Возможно, самым простым примером этого является производство полужирного молока (также известного как «обезжиренное» или «полужирное»), при котором жир удаляется из продукта во время обработки — сливки снимаются с верхней части молока. после стадии центрифугирования.Жиры в пище также можно уменьшить, добавив воду или другие ингредиенты, чтобы заменить часть жира и снизить энергетическую плотность. Маргарины с пониженным содержанием жира — хороший тому пример. Добавление воды действительно приводит к более скоропортящимся продуктам, и, следовательно, продукты с пониженным содержанием жира могут содержать дополнительные стабилизаторы и консерванты для восстановления их первоначального срока хранения и стабильности. Помимо продуктов с низким содержанием жира, пищевая промышленность теперь позволяет производить версии многих продуктов с низким содержанием соли, сахара и высоким содержанием клетчатки, что позволяет потребителям выбирать продукты, соответствующие их индивидуальным потребностям в отношении здоровья.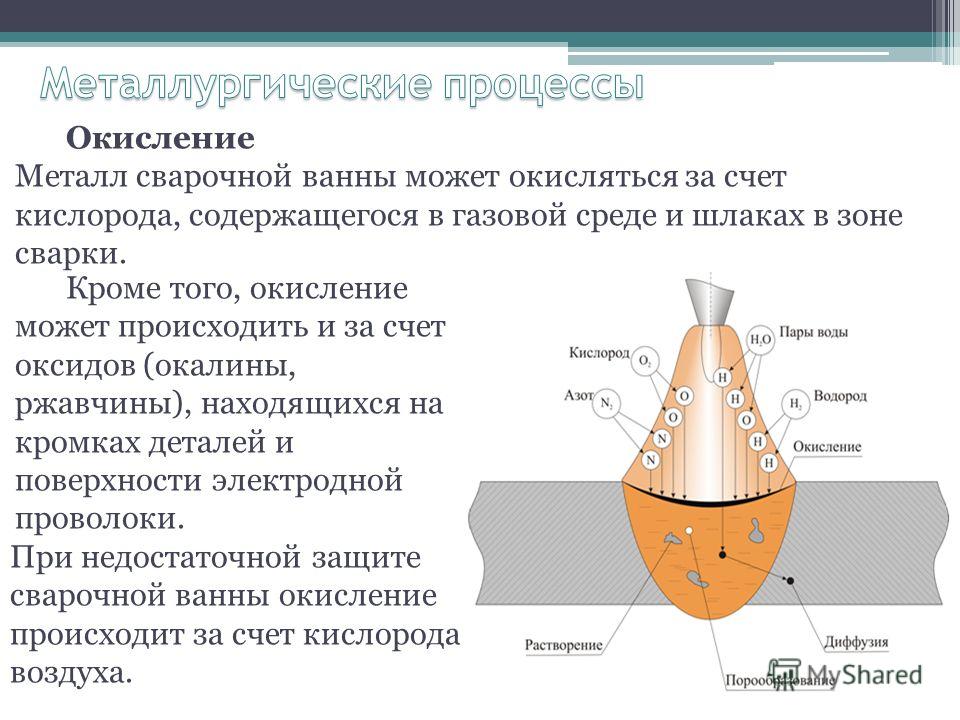
4. Различные методы обработки
4,1 Традиционный
4.1.1 Обогрев
Температура пищи повышается до уровня, который подавляет рост бактерий, инактивирует ферменты или даже уничтожает жизнеспособные бактерии. Традиционные методы влажного приготовления включают бланширование, кипячение, приготовление на пару и приготовление под давлением. К сухим методам приготовления относятся запекание, жарка и запекание. В более новых технологиях тепло применяется с помощью электромагнитного излучения, например микроволн.
Техника сверхвысоких температур (УВТ) широко используется в пищевой промышленности.Это включает нагревание пищи до ≥135 ° C в течение не менее 1 секунды с последующим быстрым охлаждением для уничтожения всех микроорганизмов.
Пастеризация — это когда пища нагревается минимум до 72 ° C в течение не менее 15 секунд для уничтожения большинства патогенов пищевого происхождения, а затем быстро охлаждается до 5 ° C.
4. 1.2 Охлаждение
 1.2 Охлаждение
1.2 Охлаждение Температура пищи снижается, чтобы замедлить ее порчу, либо из-за задержки роста бактерий, либо из-за инактивации ферментов с разрушительными эффектами.Традиционные методы охлаждения включают охлаждение при температуре около 5 ° C и замораживание, при котором температура снижается до ниже -18 ° C (даже до -196 ° C в коммерческих морозильных камерах). Чем ниже температура, тем дольше можно безопасно хранить продукты. Однако резкие перепады температуры в течение продолжительных периодов времени могут привести к потере питательных веществ и разрушению целостных структур пищевых продуктов, в результате чего природа и питательная ценность этих продуктов питания значительно уменьшаются.
4.1.3 Сушка
При сушке содержание воды в растительной пище снижается до уровня, при котором биологические реакции (например, активность ферментов и рост микробов) подавляются, и, таким образом, снижается вероятность порчи пищи. Сушка может быть в форме сублимационной сушки (например, трав и кофе), распылительной сушки (например, сухого молока), сушки на солнце (например, томатов, абрикосов) или туннельной сушки (например, кусочков овощей).
4.1.4 Соление
Добавление соли в пищу веками использовалось как метод сохранения пищи.Этот метод основан на предположении, что соль снижает активность воды в консервируемых продуктах, что предотвращает рост организмов, вызывающих порчу. В зависимости от типа пищи аналогичный эффект может быть достигнут с сахаром. Также возможно замедлить или остановить рост и убить определенные микроорганизмы, изменив pH пищи (например, добавив кислоты, такие как уксус, при мариновании).
Есть разные способы добавления соли в пищу, но обычно термин «соление» относится к консервированию пищи с помощью сухой соли.Соление в основном используется для консервирования мяса и рыбы. Соль можно добавлять как таковую или втирать в мясо. Соленая рыба (сушеная и соленая треска) и соленое мясо, такое как итальянский прошутто крудо, являются примерами соленых продуктов. Другие методы обработки пищевых продуктов, в которых играет роль соль, — это засолка и маринование.
При рассоле пищу помещают в рассол, насыщенный водой или почти насыщенный солью, метод, который был обычным способом консервирования мяса, рыбы и овощей. Сегодня засаливание продуктов — менее подходящий метод консервирования, но он по-прежнему используется для созревания таких сыров, как фета и халлуми.
Маринование часто подразумевает соление или засолку в сочетании с ферментацией или добавлением уксуса и в основном используется для консервирования овощей (например, квашеной капусты, огурцов, перца, лука и оливок) и рыбы (например, сельди).
Посолка — это обычное название методов обработки пищевых продуктов, в основном используемых для рыбы и мяса, в которых используются комбинации соли и сахара, а также иногда нитраты или нитриты (которые предотвращают рост вредных бактерий Clostridium botulinum и придают мясу привлекательный розовый цвет. ) добавляются в пищу.При посолке пищу иногда также коптят.
4.1.5 Ферментация
При брожении используются определенные дрожжи или бактерии, чтобы придать пище желаемый вкус и текстуру, но это также способ изменить биохимические характеристики продуктов и тем самым предотвратить рост микроорганизмов, вызывающих порчу.
Дрожжевое брожение используется в таких процессах, как выпечка хлеба и производство алкогольных напитков. Точно так же соевый соус является результатом дрожжевого брожения.
В аэробных условиях, то есть при наличии кислорода, дрожжи превращают сахара и другие углеводы в диоксид углерода и воду. Это то, что делает тесто заквашенным; дрожжи выделяют углекислый газ, который образует пузырьки газа в тесте и заставляет его расширяться. При выпекании губчатая структура закрепляется за счет тепла, и хлеб приобретает мягкую текстуру. Дрожжи погибают от тепла.
При производстве пива, вина и других алкогольных напитков роль дрожжей заключается в образовании алкоголя и частично в газировании напитка.В анаэробных (бескислородных) условиях дрожжи превращают сахар или другие углеводы в спирт (этанол) и диоксид углерода. Если углекислый газ не удалить, напиток станет шипучим. При производстве алкогольных напитков обычно добавляют определенные дрожжевые культуры, но в определенных производственных процессах напиток подвергается самопроизвольной ферментации, что означает, что ферментация осуществляется дрожжами и другими микроорганизмами, которые естественным образом встречаются на винограде или в производственной среде.При выпечке этанол образуется как побочный продукт. Во время закваски процесс брожения меняется с аэробного на анаэробный, так как дрожжи потребляют кислород. Однако во время выпечки спирт испаряется, поэтому хлеб не содержит спирта. Ферментация имеет большое значение для вкуса пива, вина и т. Д., Поскольку дрожжи, помимо этанола и углекислого газа, производят ряд других соединений, которые придают этим напиткам их специфические ароматические характеристики.
Другой вид ферментации, используемый в пищевых продуктах
Наконечники для сварки в нерабочем положении
Вертикальная и потолочная сварка по своей природе сложнее, чем плоская / горизонтальная сварка на месте потому что вы работаете против гравитации.Для успешной сварки в нерабочем положении важно правильно выбрать процесс сварки и присадочный металл, а также использовать оптимальные параметры для применения.
В то время как сварочная промышленность признает, что плоская / горизонтальная сварка в одном положении предпочтительна, иногда требуется сварка в нестандартном положении. Когда вы свариваете очень большую деталь, которую нельзя сдвинуть, или когда деталь зафиксирована на месте, единственными вариантами могут быть сварка в вертикальном положении или над головой.
Сварка в нерабочем положении используется во многих отраслях промышленности, включая судостроение, морское строительство, строительство, трубопроводы и вообще производство, когда перемещение детали непрактично.
Ниже приведены несколько ключей к успеху сварки в нерабочем положении, включая выбор правильного процесса сварки и присадочного металла, а также использование оптимальных параметров для конкретного применения.
Проблемы, распространенные ошибки
Вертикальная и потолочная сварка по своей природе сложнее, чем сварка на месте, потому что вы работаете против силы тяжести. Жидкая сварочная ванна имеет естественную тенденцию провисать или капать, что затрудняет выполнение качественных сварных швов.
Способ решения этой дилеммы, по крайней мере, для большинства сварочных процессов, заключается в том, чтобы сваривать медленнее и с меньшими параметрами сварки или тепловложением, что снижает текучесть сварочной ванны.Однако это приводит к падению уровня производительности.
Сварщики часто допускают следующие ошибки при сварке вне положения:
- Использование процесса сварки, не оптимального для данной области применения
- Невозможность отрегулировать параметры сварки из положения в положение вне положения, что приводит к более высоким тепловложениям чем необходимо
- Предполагая, что те же методы и расходные материалы, которые вы используете для сварки в горизонтальном положении, также работают и для сварки в нерабочем положении
Вы не всегда можете использовать те же методы и параметры, что и при плоской и горизонтальной сварке, и ожидать такой же успех при сварке в нерабочем положении.В дополнение к более медленной сварке и меньшему тепловложению может также потребоваться манипулирование сварочной ванной для получения приемлемого валика. Вы можете сделать это, используя технику плетения в большинстве процессов.
Выбор правильного процесса
Некоторые процессы сварки упрощают сварку в нестандартном положении, в то время как другие могут быть более трудными. Рассмотрим несколько ключевых критериев для выбора.
Требования к производительности. Если приложение требует, чтобы вы поднимались и спускались по лесам только для того, чтобы выполнить два или три небольших сварных шва за раз, производительность самого процесса сварки, вероятно, не является важным фактором.Сравните эти типы приложений с крупносерийными производственными средами, в которых производительность имеет решающее значение для всей работы. Когда производительность сварки важна, ищите процесс, обеспечивающий более быстрые результаты.
Окружающая среда. Вы свариваете на улице или в магазине? Процессы с защитным газом обычно лучше работают в помещениях, в то время как сварочные процессы, не требующие использования защитного газа, лучше подходят для наружных работ, таких как сварка конструкций и трубопроводов.
Рисунок 1
Электроды SMAW классифицируются по позиционным возможностям, поэтому ищите всепозиционную классификацию для вертикальной и потолочной сварки.
Уровень квалификации. Некоторые процессы имеют более широкий диапазон параметров и могут быть более щадящими для техники и согласованности сварщика и, следовательно, более щадящими для сварки вне положения. Менее опытным сварщикам может быть полезно выбрать процесс, облегчающий выполнение хороших сварных швов в нерабочем положении.
Чтобы определить, какой процесс отвечает потребностям конкретного приложения, рассмотрите преимущества и ограничения каждого из них.
Дуговая сварка защищенным металлом
Дуговая сварка защищенным металлом (SMAW), поскольку не требует использования защитного газа, обеспечивает большую мобильность и гибкость при использовании на открытом воздухе.Многие сварщики также знакомы с SMAW и часто имеют под рукой необходимое оборудование.
Однако, поскольку SMAW — более медленный процесс, он лучше всего подходит для приложений вне позиции, где производительность сварки не так критична, например, когда требуется меньше сварных швов. Кроме того, имейте в виду, что при использовании SMAW на конце каждого электрода есть встроенная функция остановки / запуска.
Электроды для этого процесса классифицируются по позиционным возможностям, поэтому ищите классификацию во всех положениях для вертикальной или потолочной сварки (см. , рис. 1, ).Выбор электрода меньшего диаметра позволяет использовать более низкую силу тока, чтобы контролировать нагрев при сварке в нерабочем положении.
Проблемы, связанные с SMAW вне положения, можно свести к минимуму, используя настройку более низкой силы тока и манипулируя
7 вопросов, которые следует задать перед покупкой решения для управления информацией о сварке
7 вопросов, которые следует задать перед покупкой решения для управления сварочной информацией Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
Возобновляемые источники энергии, факты и информация
Солнечная, ветровая, гидроэлектроэнергия, энергия биомассы и геотермальная энергия могут обеспечивать энергию без воздействия ископаемого топлива на нагревание планеты.
Возобновляемые источники энергии 101Использование возобновляемых источников энергии дает много преимуществ, но что именно? От солнца до ветра — узнайте больше об альтернативной энергии, самом быстрорастущем источнике энергии в мире, и о том, как мы можем использовать ее для борьбы с изменением климата.Избранные кадры любезно предоставлены NASA
Солнечная, ветровая, гидроэлектрическая энергия, энергия биомассы и геотермальная энергия могут обеспечивать энергию без воздействия ископаемого топлива на нагревание планеты.
Возобновляемые источники энергии 101Использование возобновляемых источников энергии дает много преимуществ, но что именно? Узнайте больше об альтернативной энергии, самом быстрорастущем источнике энергии в мире, от солнца до ветра, и о том, как мы можем использовать ее для борьбы с изменением климата.Избранные кадры любезно предоставлены NASA
ОПУБЛИКОВАНО
В любой дискуссии об изменении климата возобновляемые источники энергии обычно возглавляют список изменений, которые мир может осуществить для предотвращения наихудших последствий повышения температуры. Это потому, что возобновляемые источники энергии, такие как солнце и ветер, не выделяют углекислый газ и другие парниковые газы, которые способствуют глобальному потеплению.
Чистая энергия может рекомендовать гораздо больше, чем просто быть «зеленой». Растущий сектор создает рабочие места, делает электрические сети более устойчивыми, расширяет доступ к энергии в развивающихся странах и помогает снизить счета за электроэнергию. Все эти факторы способствовали возрождению возобновляемых источников энергии в последние годы, когда ветер и солнце устанавливают новые рекорды для производства электроэнергии.
В течение последних 150 лет или около того люди в значительной степени полагались на уголь, нефть и другие ископаемые виды топлива для питания всего, от лампочек до автомобилей и заводов.Ископаемое топливо присутствует практически во всем, что мы делаем, и в результате выбросы парниковых газов при сжигании этого топлива достигли исторически высоких уровней.
Поскольку парниковые газы улавливают в атмосфере тепло, которое в противном случае могло бы уйти в космос, средняя температура на поверхности растет. Глобальное потепление является одним из симптомов изменения климата, этим термином ученые теперь предпочитают описывать сложные сдвиги, влияющие на погодные и климатические системы нашей планеты. Изменение климата включает в себя не только повышение средних температур, но и экстремальные погодные явления, изменение популяций и мест обитания диких животных, повышение уровня моря и ряд других воздействий.
Конечно, у возобновляемых источников энергии — как и у любого другого источника энергии — есть свои компромиссы и связанные с ними дискуссии. Один из них посвящен определению возобновляемой энергии. Строго говоря, возобновляемые источники энергии — это то, что вы могли подумать: они доступны постоянно или, как выразилось Управление энергетической информации США, «практически неисчерпаемы».