
Автомат на 16А и дуговая сварка. — Ручная дуговая сварка — ММA
250…300 мкФ параллельно первичке
В принципе, об этом догадывался. Буду знать.
Но всё равно, смотря какое напряжение холостого хода, какие магнитные поля рассеяния, ВАХ, это тоже влияет на потребление из сети. Допустим, ток на дуге 100А. Напряжение 23в. Это уже 2.3 кВт. А какое расхождение в выходном напряжении транса на хх и в работе? Этих 25 (плюс минус до…. много) вольт, да при токе 100А, много магнитного потока просто рассеивается в воздух. Не принося пользы в процессе сварки, но потребляя половину энергии от сети. Вот поэтому трансформаторные сварочники такие прожорливые.
этот транс использую так ему там даже жить проще, свет моргает сильно меньше.
Наверно у Вашего транса невысокое напряжение на выходе, примерно 25-35в. А это значит, что при сварке он меньше тока потребляет от сети.
Автомат автомату-рознь.
Стоял у меня на старой совдеповской сварке автомат на 25 ампер, промок, прошило, Купил новый, тоже 25. Не потянул. Менял три раза, пока до 50 не добрался. В этих новых автоматах я не селен,
 Стоял у меня на старой совдеповской сварке автомат на 25 ампер, промок, прошило, Купил новый, тоже 25. Не потянул. Менял три раза, пока до 50 не добрался. В этих новых автоматах я не селен,
Стоял у меня на старой совдеповской сварке автомат на 25 ампер, промок, прошило, Купил новый, тоже 25. Не потянул. Менял три раза, пока до 50 не добрался. В этих новых автоматах я не селен,Вот потому, что вы не сильны в автоматах, у Вас неправильное мнение о них. У всех автоматах много нюансов, незнание которых приводит либо к пожару, либо к порче оборудования.
Выбор и расчет мощности автоматического выключателя
В данной статье мы расскажем, как подобрать и рассчитать мощность автоматического выключателя, а так же опишем принцип его назначения.
Автоматический выключатель или проще в народе — автомат «пробка», по назначению, должен защищать линию от разрушения электрическим током, значения которого могут превышать расчетное значение для этой проводной сети. Говоря более простым языком, автоматы служат для защиты электро-сетей и электрического оборудования от перегрузок и токов короткого замыкания

Для примера, возьмем частый случай, а именно кухонную комнату, где электромонтаж розеток выполнен кабелем ВВГ 3-2,5 предельное значение тока для такого кабеля будет равняться 25А. После нам нужно подсчитать суммарную мощность электроприборов подключенных к этой линии сети и узнать, не будет ли превышено значение этого показателя.
Расчет мощности электроприборов на кухне:
- холодильник 0.5 kW+ микроволновка 1.6 kW+ телевизор 0.4 kW + чайник 2.0 kW + блендер 0.1 kW = 4.6 kW
Получившиеся от электроприборов киловатты переводим в Ватты 4.5 kW * 1000 = 4500 W
Далее, Ваты (W) переводим в Амперы, для этого приводим простейшую формулу P (мощность) / U (Напряжение) = I (сила тока)
Зачастую устанавливая автомат для кухни, принимают во внимание коэффициент спроса, который рассчитывается от количества потребителей, т.е.:
- количество потребителей 2 коэффициент 0,8
- количество потребителей 3 коэффициент 0,75
- количество потребителей 5-200 коэффициент 0,7
Для нашего случая, выберем число потребителей в количестве 3-х, с учетом коэффициента рабочий ток составит 15,33 А.
После определения рабочего тока нашей проводки, подбираем автомат «пробку», который эту проводку будет защищать. Номинал автомата выбирается либо равным номинальному току проводки, либо меньшим. Иногда используют автомат с номиналом, немного превышающим рабочий ток проводки, в нашем случае подойдет автомат на 16А.
Стандартно номинал автоматов по току, составляет: 6, 10, 16, 20, 25, 32, 40, 50, 63.
Сечение и материал кабеля проводки
При выборе автомата, помимо подключенной нагрузке (рабочему току) весомую роль играет сечение кабеля сети. Обязательно уточните тип, сечение и марку отходящего кабеля (если нет возможности уточнить все показатели, то необходимо знать хотя бы сечение) и только после этого устанавливайте нужный Вам автомат.
И так, уточняем сечение жил провода и сверяемся с таблицей, нет ли превышения максимально допустимого тока для данного проводника.
| Сечение жилы мм2 | Для меди | Для алюминия |
|---|---|---|
| 0,75 | 11 | 8 |
| 1,0 | 15 | 11 |
| 1,5 | 17 | 13 |
| 2,5 | 25 | 19 |
| 4,0 | 35 | 28 |
| 6,0 | 42 | 32 |
| 10 | 60 | 47 |
| 16 | 80 | 60 |
Подобный расчет и выбор автоматического выключателя применим к гаражу или рабочему месту, где могут использоваться разные виды сварочного оборудования и прочих инструментов. Но, чаще в гараже проложена разводка освещения, выполненная под нагрузку 16А на одну точку и то, только на освещение. Значит и автоматы защиты по стандарту стоят 16А из-за этого и бывают проблемы с напряжением в гараже приводящие к поломке оборудования. Берегите свой силовой аппарат!
Но, чаще в гараже проложена разводка освещения, выполненная под нагрузку 16А на одну точку и то, только на освещение. Значит и автоматы защиты по стандарту стоят 16А из-за этого и бывают проблемы с напряжением в гараже приводящие к поломке оборудования. Берегите свой силовой аппарат!
Вводный автомат для сварки
Сообщества › Гараж Мечты › Блог › Розетка для сварочного аппарата на 250А?
Всем здравствуйте!
Хочу поменять в гараже старый электросчетчик и проводку с учетом нагрузки при работе на сварочном инверторе до 250А сварочного тока…
Вопросы:
1.Какого сечения провода с заземлением надо подобрать и достаточно ли жесткий провод 3х2,5?
2.Какой оптимальный ампераж счетчика и, соответственно, выключателя нужно подобрать?
3. Розетка?
Всем заранее спасибо!
Смотрите также
Метки: сварочный аппарат, полуавтомат, дуговая сварка
Комментарии 38
Надо исходить из максимального потребления кв/ч вашего сварочного аппарата, он у вас потребляет 7200вт, отсюда делим на 220 и получаем 32А это ваш автомат. Провод для 32А нужен 4мм2. Ну и розетку на 32 А . Как то так.
Провод для 32А нужен 4мм2. Ну и розетку на 32 А . Как то так.
Кабель ВВГ 3х2.5 только ГОСТовский. Если нет, то 3х4 ТУшный пойдет.
Что-бы не заморачиваться с вопросами, типа: а не будет ли греться, или выбивать, от счетчика отдельный провод, 3х4, разетка типа Легранд, силовая, автомат 20 Ампер.
счетчик 5-60А, провод 5х4см2(3ф+ноль+заземление) это по заглаза до счётчика( если ввод одна фаза, то 3х4(фаза+ноль+заземление). на розетку 2.5 см2 до ж.пы, даже для сварки. С мягким проводом работать удобно, а так разницы нет жесткий или мягкий!
Сечение провода считают в мм²
Провода — 3х2.5 автомат 25а вроде. При свакре 100-120а хватает за глаза даже при длительной работе… больше не понятно уже что аюварить
а потом пожары случаются от того что 2,5 сгорело а 25а не вырубилось))
При кз прекрасно вырубается. При работе самого мощного что есть в гараже провода не греются. Может кстати и 20 автомат, но точно больше 16 🙂
кз это сложный процесс и невозможно сказать вырубиться или нет не зная параметров сети, сам по себе ток короткого замыкания может иметь кардинально разные значения. но кроме короткого замыкания бывают и другие режимы. и если мы рассматриваем автомат С25, то его характеристика расцепления в пределах чуть больших номинала имеет довольно приличный параметр по времени и сильно будет уступать автомату В25, при этом сам провод при длительной нагрузке превышающей допустимые значения медленно но верно будет разрушаться. При токе в 250 ампер время выключения автомата с25 достигает до 10 сек что достаточно для разрушения изоляции, если потребитель находится в глухом селе или гараж имеет очень длинную линию питания низкого напряжения то ток короткого замыкания может не превышать и 100А при этом С25 будет срабатывать очень долго
но кроме короткого замыкания бывают и другие режимы. и если мы рассматриваем автомат С25, то его характеристика расцепления в пределах чуть больших номинала имеет довольно приличный параметр по времени и сильно будет уступать автомату В25, при этом сам провод при длительной нагрузке превышающей допустимые значения медленно но верно будет разрушаться. При токе в 250 ампер время выключения автомата с25 достигает до 10 сек что достаточно для разрушения изоляции, если потребитель находится в глухом селе или гараж имеет очень длинную линию питания низкого напряжения то ток короткого замыкания может не превышать и 100А при этом С25 будет срабатывать очень долго
По паспорту ваш агрегат потребляет 7.2 кВт. Это около 32 ампер. Если будете варить на максимальных токах и долго, то 16 А и обычной розетки, как тут советуют, вам не хватит. Другой вопрос, будете ли вы это делать.
Так что, если делать по-уму, то нужно ставить автомат на 32 А, кабель брать 6 квадратов и розетку «толстую» на 40… 63 А.
Если варить будете мало и на половинном токе, то хватит комбинации 25 А и 4 квадрата кабель. А если точно знаете, что больше будете варить на малых токах, то и 16 А c кабелем 2.5 квадрата и в обычную розетку хватит, но это уже не совсем правильно 🙂
источник
Выбор диферинциальный автомата для сварочного инвертора
Купил свой первый сварочный инвертор Интерскол ИСА-200/9.4, потребляемая мощность 9.4 кВА (примерно на 7 киловатт).
Буду подключать на даче в деревянном доме, пока нет возможности установить заземление, для начала хотел установить УЗО и дифференциальный автомат, но пару электриков к которым обращался, сказали не ставить УЗО, типа без заземления он не нужен, а поставить пока только автомат.
У меня вопрос помогите советом, какой мощности и на сколько выбрать автомат, какой кабель для нужен подключения в деревянном доме? Знаю есть ВВГнг-LS или может ещё какой посоветуете и какое сечение кабеля выбрать для удлинителя на 20-25 метров.
Grom76 написал:
но пару электриков к которым обращался, сказали не ставить УЗО, типа без заземления он не нужен ,
не слушайте баранов
Поставьте отдельное УЗО 63А/30ма, и отдельно автомат 40А
Grom76 написал:
Буду подключать на даче в деревянном доме,
Вы уверены, что существующая проводка, и ввод ВЫДЕРЖАТ эти 9. 4 Квт?
4 Квт?
Grom76 написал:
Знаю есть ВВГнг-LS или может ещё какой посоветуете и какое сечение кабеля выбрать для удлинителя на 20-25 метров.
BV , Благодарю за ответ. Проводка не выдержит, поэтому и спрашивал какой кабель подойдёт, её тоже буду менять
У инвертора не 9.4 Квт, а 9.4 КВа, это примерно 7 КВт, так как варить больше чем тройкой не буду, инвертор будет нагружен на половину. Правда не совсем понял почему на инверторе вилка на 16А, если чисто теоретически, должна стоять мощней.реактивный ток тоже греет провода, но счетчик считает кВт
Grom76 написал:
Правда не совсем понял почему на инверторе вилка на 16А, если чисто теоретически, должна стоять мощней.
Эх, чтоб потребителя не пугать
Удлиннитель гибкий провод КГ,
стационарнарная проводка ВВГнг LS.
Провод то вы поменяете, но какая выделенная мощность?
Если все так будут делать, то сдохнет ваша воздушка, и трансформатор.

И у всех будут лампочки вполнакала гореть.
Выбор сечения провода пуэ таблица 1.3.4,
ток идет и по нулю и по фазе, заземляющий провод в этой таблице в расчет не принимается.
Еще — если слишком длинный провод удлиннитель — будет падение напряжения. Найдите он лайн калькулятор — посчитайте.
Grom76 написал:
какой кабель для нужен подключения в деревянном доме?
Для переноски достаточно будет КГ 3х2,5. Вряд ли вы будете всегда варить при максимальном токе. Чаще всего в быту сварка идет на токах 60-130А с электродами 2-3 мм. И еще сварочный аппарат работает в повторно-кратковременном режиме, поэтому не стоит жестко привязываться к табличке ПУЭ с длительно допустимыми токами. Если специально для сварки есть возможность сделать часть трассы электропроводки стационарной, то в гофре можно прокинуть кабель с алюминиевыми жилами, например АВВГ 3*6 мм. Такой вариант обойдется значительно дешевле. Только с алюминием надо грамотно выполнить контактные соединения.
PS. Я бы автомат ставил на 25А — по моему вполне достаточно для бытовых задач со сваркой.
источник
Чем отличается сварочный автомат от сварочного полуавтомата?
Сейчас для сварки металла может использоваться самое разнообразное сварочное оборудование. В магазинах представлены различные агрегаты: сварочные инверторы, трансформаторы, выпрямители, полуавтоматы и, конечно, автоматы. Все они существенно отличаются друг от друга. И если рядовой домашний сварщик знает, что инвертор и трансформатор — это две абсолютно разные вещи. То разница между полуавтоматом и автоматом не так очевидна, если не знать особенностей этих аппаратов.
В этой статье мы подробно расскажем, что такое сварка автомат и полуавтомат чем отличаются два этих сварочных аппарата и какими преимуществами обладает автомат.
Общая информация
Сварочный автомат — это разновидность сварочного оборудования. Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Сварочный автомат для сварки— это сложный агрегат, который, тем не менее, способен стабильно работать даже при существенных нагрузках. При этом качество швов во многом зависит от правильно подобранных настроек. Ну а поскольку при такой технологии сварщик не участвует в самом процессе сварки, то он называется оператором.
Сварочный автомат выполняет сразу целый комплекс задач. Он не только поджигает дугу и ведет шов, но и защищает зону сварки от кислорода (этим занимаются автоматы для сварки под флюсом), а также подает сварочную проволоку в сварочную ванну.
Достоинства сварочного автомата
У сварочного автомата множество достоинств. И связаны они именно с отсутствием человеческого фактора. Автомат способен беспрерывно работать на протяжении суток, выдавая один и тот же стабильный результат. Ни один человек не может похвастаться такой же работоспособностью и качеством.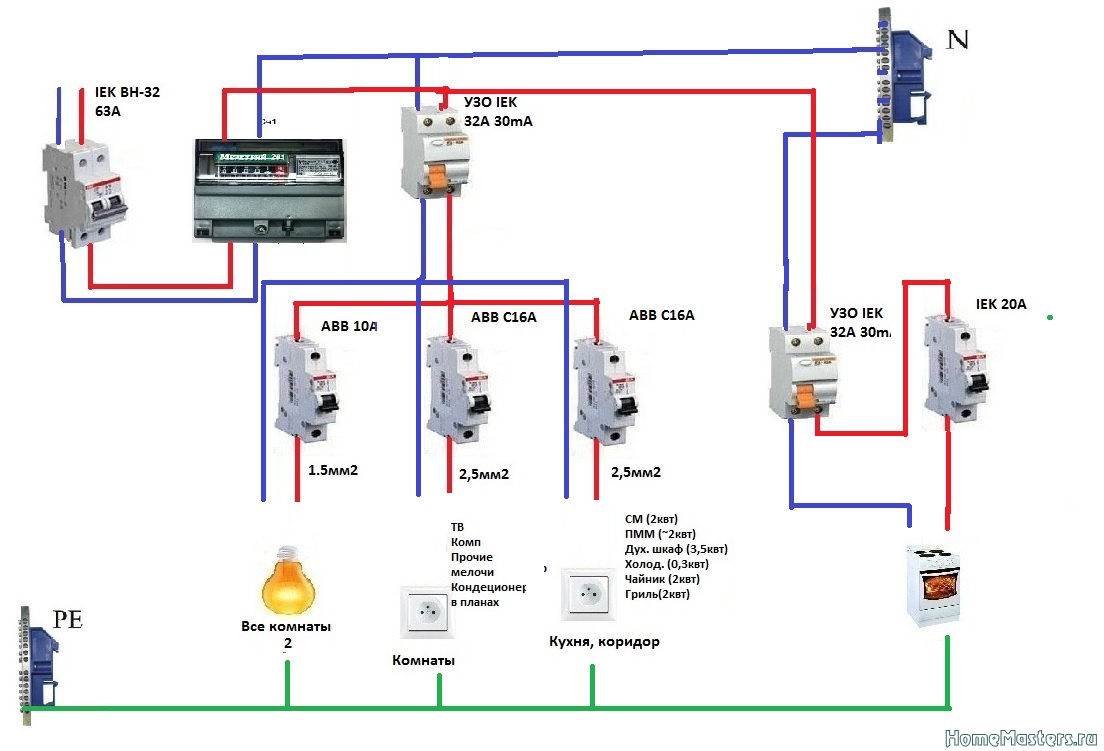
При этом автомату все равно, какую именно сварку производить. Это могут быть маленькие детали с тонкими швами, или конструкции больших размеров. Автомат никогда не устает и не требует отпуска, перерыва или больничного.
Даже если оператор случайно выставит не те настройки, эту проблему можно легко и быстро исправить. А если сварщик из-за своего физического или психологического состояния выполнит работу некачественно, заготовка отправится в брак.
Также автомат может выполнять сварку в труднодоступном для человека положении. И даже больше: регулировать все настройки в автоматическом режиме, если это необходимо. Например, многие автоматы способны без проблем восстановить заданные настройки и продолжить работу после внезапного отключения электричества. И для этого не потребуется помощь оператора.
Автоматы равномерно используют расходные материалы, поэтому на производстве никогда не будет перерасхода или «внезапного» исчезновения газа из баллона, бухт с проволокой и т.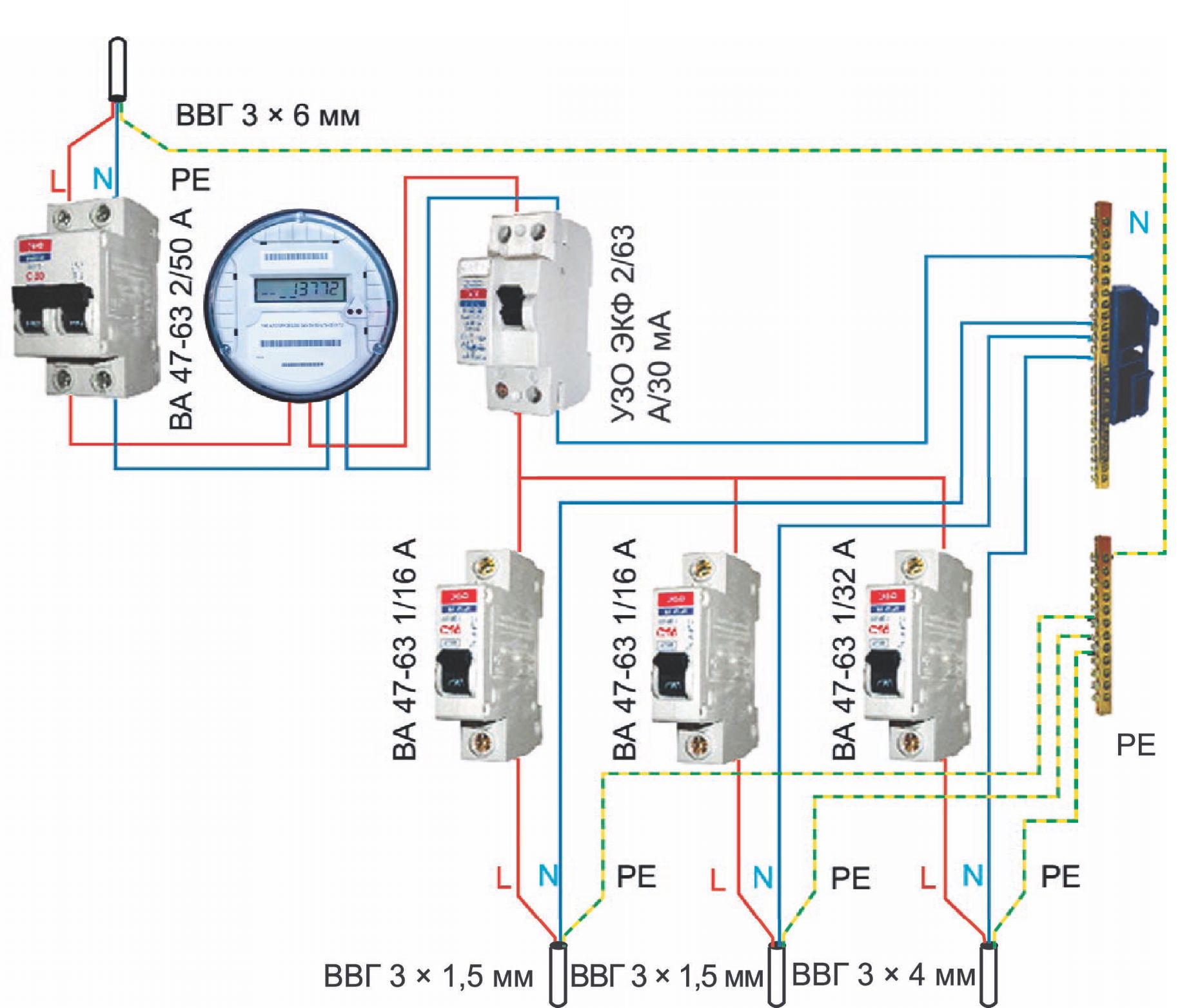 п. Поэтому автоматические сварочные аппараты считаются одними из самых экономичных, хоть и требуют большого количества электроэнергии для стабильной работы.
п. Поэтому автоматические сварочные аппараты считаются одними из самых экономичных, хоть и требуют большого количества электроэнергии для стабильной работы.
Учтите, что во время автоматической сварки сам оператор не участвует в сварочном процессе, поэтому исключена угроза его здоровью и жизни. Это достоинство особенно важно на опасных производствах.
Отличие автомата от полуавтомата
Различия между автоматом и полуавтоматом очевидны, не смотря на похожие названия и технологию сварки. Но, обо всем по порядку.
Теперь вы знаете, что автоматическая сварка проводится непосредственно под руководством оператора. Оператор настраивает автомат, а тот затем выполняет весь сварочный процесс. В этой цепочке человек играет роль настройщика. Он не поджигает дугу, не ведет шов и не следит за сваркой. Его задача — подобрать режим сварки и дать «команду» автомату.
Полуавтоматическая сварка — это совершенно иная технология. Она так же использует присадочную проволоку, газ, флюс и прочие расходные материалы. Но при этом всю работу выполняет сварщик. При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки. Отсюда и название «полуавтоматическая сварка».
Но при этом всю работу выполняет сварщик. При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки. Отсюда и название «полуавтоматическая сварка».
Зачем нужна полуавтоматическая сварка, если есть автомат?
Многие новички, прочитав эту статью, могут задаться подобным вопросом. Ведь с первого взгляда автоматическая сварка выигрывает во всем. Она экономична, производительна и исключает человеческий фактор. Но, не все так просто.
В большинстве случаев применяется именно полуавтоматическая сварка. Автоматы оправданы только на крупномасштабном серийном производстве, где работы производятся практически без перерыва. Но такие производства составляют очень небольшой процент среди сфер, где применяется сварка. В большинстве случаев у предприятий и мастерских нет необходимости закупать такое дорогое оборудование. Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.
Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.
Именно поэтому не существует ответа на вопрос: «Что лучше —сварочный аппарат автомат или полуавтомат?». Все зависит от конкретной ситуации. Где-то полуавтомат будет недостаточно эффективен, а где-то автомат съест весь бюджет предприятия и не оправдает себя.
Также учтите, что для автоматической сварки необходимо создать оптимальные условия. Настройка автомата — это дело непростое. Им должен заниматься специалист, понимающий все тонкости и сложности процесса. Машина не обладает интеллектом и порой не способна избежать критичных ситуаций. К тому же, сварочный полуавтомат гораздо дешевле и компактнее автомата. В большинстве случаев его даже можно перевозить вместе с баллоном на специальной тележке. Автомат не может этим похвастаться.
В остальном же, автоматический и полуавтоматический сварочный процесс ничем не отличаются, кроме присутствия человека. И там, и там применяется защитный газ, порошковая проволока или флюс. И там, и там используется присадочный материал и горелка.
И там, и там применяется защитный газ, порошковая проволока или флюс. И там, и там используется присадочный материал и горелка.
Вместо заключения
Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
Теперь вы знаете, что такое полуавтоматическая и автоматическая сварка, чем отличается одна технология от другой и в каких случаях применение автоматической сварки невозможно. Не смотря на то, что все работы проводятся практически без участия сварщика.
источник
true-rock › Блог › И ещё раз об электроснабжение гаража
Сразу уточним, что гараж, в плане электробезопасности, помещение с повышенной опасностью. И рекомендую использовать любые электроустановочные изделия со степенью защиты не ниже IP44. А устройства защитного отключения с током отключения до 30 мА использовать обязательно.
И рекомендую использовать любые электроустановочные изделия со степенью защиты не ниже IP44. А устройства защитного отключения с током отключения до 30 мА использовать обязательно.
Всё, со вступлением окончено, перейдем к самому электроснабжению гаража. Для начала определимся где у нас будет узел учёта. Тут два основных варианта:
1. Узел учета будет у нас внутри помещения. К стати, тут один пользователь, stranniksberg, попытался разобраться с таким случаем и именно после тех двух заметок, что я приводил выше — «Гаражная электрика для начинающих».
2. Узел учета находится за пределами нашего гаража.
Теперь по подробнее.
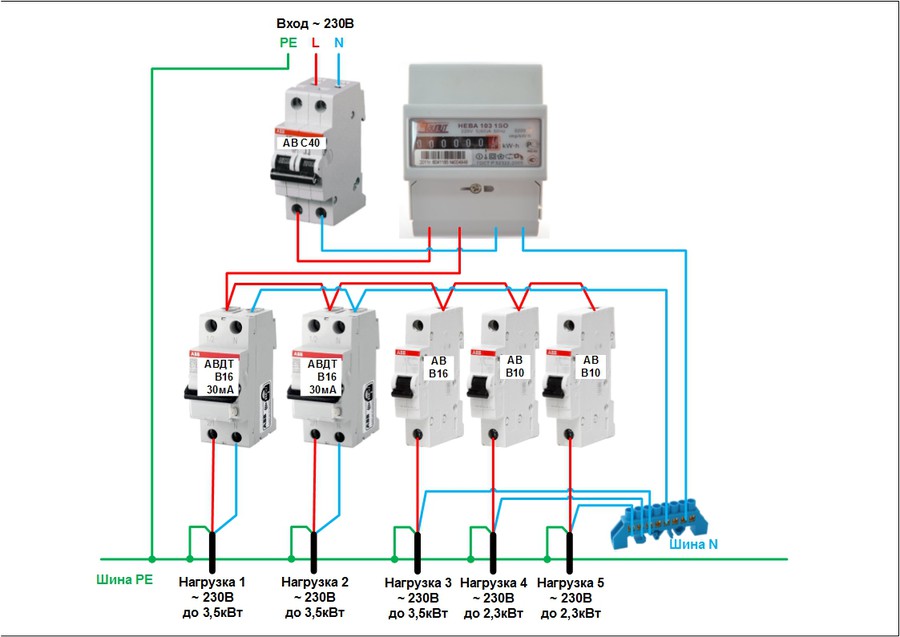
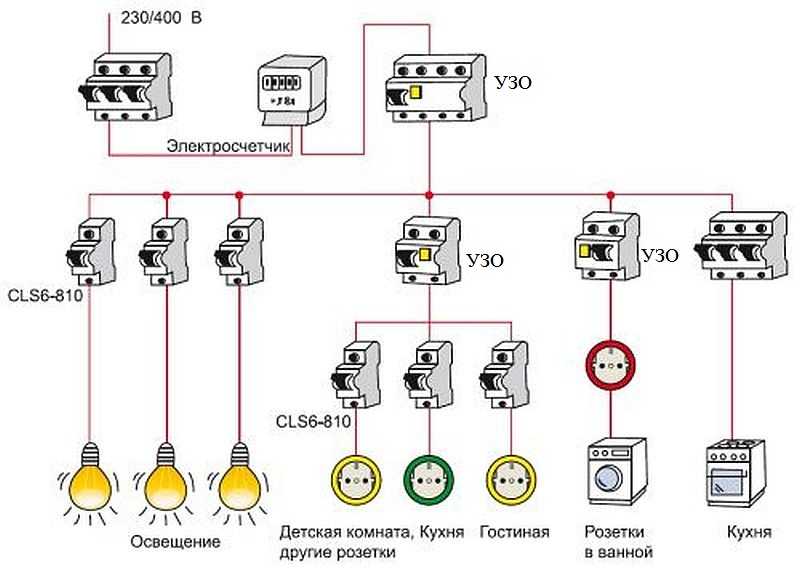
1. Счетчик и вводной автомат у нас в гараже:
По щиту: вводный автомат 2Р С25А, после подключен электросчетчик, после счетчика УЗО и индикатор (для удобства). А далее автоматы: С10А для освещения, С16А для розетки х2 🙂
Всё наглядно, как что и откуда запитано. А да, и всегда проверяйте схему перед установкой (включаются автоматы, срабатывание УЗО и т. п.):
п.):
По удобству использования индикатора — представьте ситуацию, ковыряетесь вы в гараже с чем то, бах, свет потух — достаточно посмотреть на щиток для экспресс теста неисправности (не горит — всё кино не будет, электричество кончилось скорее всего, может конечно и с вводным чего автоматом. Горит — УЗО выбило или автомат после него). Индикатор вполне хорошо светит:
2. Счетчик и вводной автомат (кстати он является и ограничителем потребляемой мощности) за пределами нашего гаража, т.е. на внешней стене гаража, на столбе или где то у председателя кооператива. Что же, это даже удобнее — места сразу становится больше:
Начинаем делать щиток с обычного рубильника. Далее УЗО и после него автоматы на потребители. Для удобства можно установить индикаторы на ввод (до рубильника — для контроля наличия напряжения ввода) и после рубильника (для более наглядного отображения состояния всего щита).
Наверное обратили внимание на какие то дополнительные модульные штуки после автоматов? Просто освободилось достаточно места для установки разных полезных мелочей при тех же размерах самого щита. А что именно — в каменты, обсудим 🙂
А что именно — в каменты, обсудим 🙂
Так, с щитком определились. Теперь приступаем к выбору кабеля от щитка к потребителям. Тут всё просто используйте кабель марки NYM или ВВГ если кабель один идет. В случае групповой прокладке кабелей те же, но с индексом «нг». А что по поводу сечения жил — то для розеток 2,5 мм, а для освещения 1,5. Про заземление не забываете. И самое главное, каждая линия должна приходить на свой автомат. Но не ошибитесь с подбором номинала автомата — для освещения больше 10А не нужно, а для розеток 16А. Тут нужно понимать, для чего служит автомат — он только для одной цели — защиты питающей линии, а не потребителя. Не верите? Взгляните на любой практически выключатель — сколько там току указано? Ага всего 10А, поэтому и сечения кабеля больше 1,5 квадрата просто излишне. Та же самая ситуация и с розетками, только ток уже максимальный 16А.
Как быть если есть потребитель, которому нужно больше ампер? Не вопрос — зайдите в специализированный магазин и приобретите промышленную розетку, которая выдерживает больший ток. Но не забудьте протянуть кабель и большего сечения.
Но не забудьте протянуть кабель и большего сечения.
Так, чего бы ещё добавить? А да, вот ещё, автомат — это вам не выключатель, используйте для этих целей специальное устройство (и вообще не чего лазить в щиток просто так), он даже так и называется «Выключатель»:
ЗЫ. На фотография всего лишь макет щитков для статьи, поэтому нет второй шинки для заземления. В реальных условиях она необходима.
А что бы не возникали вопросы, что за корпус использовался для примера, смотрите ниже:
источник
Чем отличаются на практике сварка автомат и полуавтомат?
Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.

На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.![]()
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.

Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
источник
Как подключить сварочный инвертор
Вы здесь
Страницы
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Купил сварочный инвертор ресанта 220а. какой автомат нужно поставить к сети чтобы подключить?в инструкции написано на 220а потребляемый ток 24А. на вилке написано 16А.так если автомат нужен на 24а вилка апарата сгорит же если она расчитана на 16а. что они там пишут? или я что то не понимаю?
Я буду пользоваться электродом тройкой.
Купил сварочный инвертор ресанта 220а. какой автомат нужно поставить к сети чтобы подключить?в инструкции написано на 220а потребляемый ток 24А. на вилке написано 16А.так если автомат нужен на 24а вилка апарата сгорит же если она расчитана на 16а. что они там пишут? или я что то не понимаю?
какой автомат нужно поставить к сети чтобы подключить?в инструкции написано на 220а потребляемый ток 24А. на вилке написано 16А.так если автомат нужен на 24а вилка апарата сгорит же если она расчитана на 16а. что они там пишут? или я что то не понимаю?
ставь 16 амперный,тока долго варить не придется,лучше на 25 меньше выбивать будет.
Купил сварочный инвертор ресанта 220а. какой автомат нужно поставить к сети чтобы подключить?в инструкции написано на 220а потребляемый ток 24А. на вилке написано 16А.так если автомат нужен на 24а вилка апарата сгорит же если она расчитана на 16а. что они там пишут? или я что то не понимаю?
ставь 16 амперный,тока долго варить не придется,лучше на 25 меньше выбивать будет.
Хорошо. поставлю на 25. спасибо.
Ставь 32А минимум автомат, иначе всё время вырубаться будет и быстро контакты отгорят у автомата. Вопрос ещё с сетью.
https://www.asberg.ru/shop/avtomaticheskie_vyklyuchateli/avtomaticheskie.
На 7 кВт, минимум проводка нужна 4 мм квадратных сечения меди. И то, греться будет. Если сеть потянет, розетки керамические подпружиненные нужно на 16 Ампер. И варить тонким электродом 3мм и с большими перерывами. 1 минуту варим, 15..30 минут ждём, чтоб проводка/коннекты остыли.
И то, греться будет. Если сеть потянет, розетки керамические подпружиненные нужно на 16 Ампер. И варить тонким электродом 3мм и с большими перерывами. 1 минуту варим, 15..30 минут ждём, чтоб проводка/коннекты остыли.
Лучше вилку аппарата отрезать и через шину к сети подключить, с винтовыми зажимами. 16 Ампер вилка/розетка = 16*220=3520 Вт.
Ставь 32А минимум автомат, иначе всё время вырубаться будет и быстро контакты отгорят у автомата. Вопрос ещё с сетью.
https://www.asberg.ru/shop/avtomaticheskie_vyklyuchateli/avtomaticheskie.
На 7 кВт, минимум проводка нужна 4 мм квадратных сечения меди. И то, греться будет. Если сеть потянет, розетки керамические подпружиненные нужно на 16 Ампер. И варить тонким электродом 3мм и с большими перерывами. 1 минуту варим, 15..30 минут ждём, чтоб проводка/коннекты остыли.
Лучше вилку аппарата отрезать и через шину к сети подключить, с винтовыми зажимами. 16 Ампер вилка/розетка = 16*220=3520 Вт.
А отрезав вилку гарантия будет работать? к счетчику идет кабель на 16 сечение,от счетчика на 10 помоему буду ставить. у меня есть медный,раньше использовал на трехфазной сети,циркулярку подключал.
у меня есть медный,раньше использовал на трехфазной сети,циркулярку подключал.
Есть вилка с розеткой от электроплиты на 25а. думаю их ставить.
Вы что собрались подключать — космолет или дохлый инвертор? Бред какой-то — вилки отрезать и прочее. Там какой высоковольтный шнур родной? Если не ошибаюсь максимум 2,5 мм. кв. На инвертере автомат (предохранитель) стоит? На сколько ампер? Вот и делайте проводку 4 квадрата, автомат следующего номинала от инвертора (допустим на инвертере 25, значит ставьте на 32). У меня 500А сварочник подключен через кабель 6 мм. кв., автомат 32А. Ничего не греется и не выбивает, даже когда варю целый день электродом 5 мм.
Вы что собрались подключать — космолет или дохлый инвертор? Бред какой-то — вилки отрезать и прочее. Там какой высоковольтный шнур родной? Если не ошибаюсь максимум 2,5 мм. кв. На инвертере автомат (предохранитель) стоит? На сколько ампер? Вот и делайте проводку 4 квадрата, автомат следующего номинала от инвертора (допустим на инвертере 25, значит ставьте на 32). У меня 500А сварочник подключен через кабель 6 мм. кв., автомат 32А. Ничего не греется и не выбивает, даже когда варю целый день электродом 5 мм.
У меня 500А сварочник подключен через кабель 6 мм. кв., автомат 32А. Ничего не греется и не выбивает, даже когда варю целый день электродом 5 мм.
родной кабель написано 1.8сечение.на вилке написано 16а. в книжке написано если установить сварочный ток на 160а потребляемый ток будет 20а я варю электродом тройка,значит буду ставить ток на 140а если придется резать поставлю на 160а значит автомата на 25 ампер будет достаточно мне. варить я 5кой не собираюсь.просто купил на 220 с расчетом на запас прочности. правильно я понимаю?
я раньше варил трансформаторным аппаратом на 160а и как то не задумывался про провода. варил и варил. ничего не грелось.все хвалят инвертор.вот и решил купить. и как начитался как инвертор греет провода,я чуть ли не пожалел уже что купил его.
Поставлю на 32 автомат. это не проблема.
И еще вопрос. для чего нужен трансформатор тока тк-20? кто нить разбирается? в гараже лежат.
И еще вопрос. для чего нужен трансформатор тока тк-20? кто нить разбирается? в гараже лежат.
И еще вопрос. для чего нужен трансформатор тока тк-20? кто нить разбирается? в гараже лежат.
Используются в аппаратах контактной сварки. В клещах.
родной кабель написано 1.8
Ну вот и не парьтесь, если он не греется, то и линии 2,5 хватит.
На самом аппарате автомат или предохранитель есть (сзади обычно)?
И еще вопрос. для чего нужен трансформатор тока тк-20? кто нить разбирается? в гараже лежат.
Используются в аппаратах контактной сварки. В клещах.
родной кабель написано 1.8
Ну вот и не парьтесь, если он не греется, то и линии 2,5 хватит.
На самом аппарате автомат или предохранитель есть (сзади обычно)?
У инвертора влючатель просто сзади. ничего нет больше. кабель 1.8мм кв. у него. только купил. пока не работал. даже не включал еще. на выходных буду кабель входной к дому менять. и счетчик.автомат отдельно поставлю к гаражу.кабель проведу в гараж и потом уже включу аппарат проверю в работе.
Вот кабель 1,8 вместо предохранителя и стоит.
Посмотрел у товарища на инвертере сзади автомат на 20А, инвертор на 220А, какой-то российский, древний. Так что вам на 25А автомата хватит.
Вот кабель 1,8 вместо предохранителя и стоит.
Суки китайские, где они такие сечения-то взяли. Всю жизнь через 0,5 шаги кабеля меняются. На всем экономят.Посмотрел у товарища на инвертере сзади автомат на 20А, инвертор на 220А, какой-то российский, древний. Так что вам на 25А автомата хватит.
Вот поэтому я сидел читал инструкцию смотрел вилку с проводом у него и ломал голову. почему они делают одно а пишут другие показатели аппарата. ))) обычно же раньше было все как надо. к примеру электроплита,там сечение кабеля то какое. розетка на 20а все соответствует требованиям плиты. ладно. спасибо )))Разобрались)))
Вот кабель 1,8 вместо предохранителя и стоит.
Суки китайские, где они такие сечения-то взяли. Всю жизнь через 0,5 шаги кабеля меняются.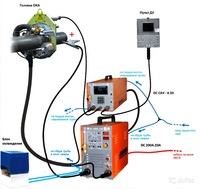 На всем экономят.
На всем экономят. Посмотрел у товарища на инвертере сзади автомат на 20А, инвертор на 220А, какой-то российский, древний. Так что вам на 25А автомата хватит.
Вот поэтому я сидел читал инструкцию смотрел вилку с проводом у него и ломал голову. почему они делают одно а пишут другие показатели аппарата. ))) обычно же раньше было все как надо. к примеру электроплита,там сечение кабеля то какое. розетка на 20а все соответствует требованиям плиты. ладно. спасибо )))Разобрались)))
У меня, вилки на 16А и розетки 16А керамические с подпружиненым контактом. Сечение провода 2,5 мм квадратных. На мощности 2,5 кВт греются и провода и вилки(тёплые). При длительной нагрузке в часы. Рекомендую, регулярно трогать вилки/провода на нагрев. Есть импульсный ток/мощность, есть долговременные характеристики. Сечение провода 4 мм квадратных, уже хороший провод для 5 метров проводки, допустим. Иначе(при плохом проводе), сварочник будет поднимать ток потребления и провод/коннекты ещё сильнее будут греться.
источник
Как правильно подключить сварочный аппарат в доме
За последние годы многие домашние умельцы получили в своё распоряжении инверторный сварочный аппарат. Использование сварочного аппарата получило большую популярность среди жителей частных домов, которым необходимо периодически чинить или устанавливать различные металлические конструкции.
Обычно мощность сварочных аппаратов в частных домах небольшая и становит около 5 кВт. Тем не менее для домашней проводки использование сварочного аппарата может стать достаточно серьезным испытанием. Если Вы хотите предотвратить возникновение проблем с подключением инвертора, работой сварки и целостности проводки, то советуем Вам учитывать все нижеприведенные нюансы.
Установка отдельной розетки от электрощита к сварочному аппарату
Установка для своего сварочного аппарата отдельной розетки, позволит снизить количество соединений через винтовые или зажимные соединения в розетках и распредкоробках в цепи электропроводки от электрощита и до Вашего инверторного сварочного аппарата. Лучшим вариантом установки отдельной розетки будет установка розетки непосредственно от автомата в электрощите.
Лучшим вариантом установки отдельной розетки будет установка розетки непосредственно от автомата в электрощите.
Выбирая розетку под сварочный аппарат, стоит взять розетку на 16 А. Розетки на 10 А и 6 А могут в итоге быстро выйти из строя и в худшем случае их использование приведёт к возникновению короткого замыкания. Также при выборе розетки стоит учитывать её место установки. При внутренней установке можно брать обычные розетки без защиты, а в случае установки розетки снаружи дома стоит взять розетку имеющую дополнительную защиту в виде защитной крышки. Помимо вышеперечисленных особенностей установки, также нужно учитывать, что если розетка устанавливается на деревянную поверхность, то под розетку нужно обязательно установить прокладку по размеру розетки из асбестовой пластины и жести. Эта пластина поможет уберечь деревянную стену от нагрева и возможного пожара, даже если розетка сильно нагреется при работе сварочного аппарата.
На отдельную розетку в 16 А можно подключать инверторный сварочный аппарат с выходным током до 160 А. Этого, как правило, вполне достаточно для проведения обычной сварки или резки в частном доме.
Этого, как правило, вполне достаточно для проведения обычной сварки или резки в частном доме.
Автомат для отдельной 16амперной розетки стоит брать с таким же номиналом в 16 А.
Каким кабелем нужно подключать розетку?
Розетку сварочного аппарата рекомендуется подключать к автоматическому выключателю с помощью кабеля ВВГнг с сечением 2,5 мм². Кабель ВВГнг является медным кабелем с изоляцией из ПВХ, не поддерживающий горение и с низким уровнем выделения дыма в случае пожара. Данный кабель считается одним из лучших способов прокладки электропроводки с точки зрения электробезопасности. Прокладку кабеля можно делать скрытой под штукатуркой либо открытой используя при этом кабель-канал или гофру.
Подключение сварочного аппарата в обычную розетку в доме
Если у Вас нету возможности установить отдельную розетку под сварочный аппарат, а провести сварку всё же надо, то в этом случае рекомендуется выбрать самую мощную розетку в доме. Если использовать розетку с малым номинальным током, примером на 6 А, то в этом случае возможно возникновение перегрева, КЗ или оплавление контактов.
Если использовать розетку с малым номинальным током, примером на 6 А, то в этом случае возможно возникновение перегрева, КЗ или оплавление контактов.
Также могут возникнуть проблемы с электропроводкой и распредкоробками, в которых могут обуглиться и оплавиться зажимные и винтовые соединения. Для того чтобы не произошли подобные проблемы Вам стоит ограничить выходной ток сварочного аппарата не более чем 80 А и проводить сварку точечно с кратковременным режимом работы. Если же у Вас есть работа с резкой металла, то лучше провести её с помощью болгарки, а не высоким током сварочного аппарата.
Стоит отметить, что при использовании сварочного аппарата нужно периодически проверять состояние проводов, розетки и мест соединения на предмет неисправности.
Сварочный инверторный аппарат Ресанта САИ-220 65/3
Инверторный сварочный аппарат Ресанта САИ-220 подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Одна из самых оптимальных моделей с прекрасным соотношением габаритов и мощности. Аппарат простой в использовании, не требует специальных знаний, так что разобраться с ним не стоит и труда даже новичку. Широкий ремень позволяет удобно носить аппарат на плече.
Особенности:
- Электроника сварочного аппарата плавно регулирует ток, что позволяет проводить сварочные работы различной сложности.
- Аппарат подключается к обычной однофазной розетке с напряжением 220В, не чувствителен к перепадам напряжения сети.
- Без проблем справляется с металлическими конструкциями толщиной до 5 мм, не теряя мощности и расходуя минимум электроэнергии.
Преимущества:
- Высокое качество сварных швов. Это достигается за счёт лёгкого поджига электрической дуги с её устойчивым горением. При этом отмечается малое разбрызгивание сварного металла;
- Одно из главных преимуществ – качественный шов даже при низком напряжении сети, что сильно упрощает работы даже загородом;
- Металлический корпус является надежной защитой от внешних воздействий;
- Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В. Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть;
- Охлаждение сварки за счет вертикальной установки платы и оптимального расположения кулеров, что является уникальным технологическим решением;
- Функция горячего старта («HOT START») упрощает начало работы, а анти-залипание («ANTI STICK») автоматически снизит сварочный ток при «залипании» электрода;
- Малые габариты являются существенным преимуществом и значительно упрощают сварочные работы, а ремень позволяет перемещаться с аппаратом по всей территории;
- На передней панели имеется лампочка-индикатор для защиты от внезапного перегрева;
- Класс защиты IP21 означает защиту от попадания прямых капель и внешнего воздействия;
- Аппарат имеет плавную регулировку силы тока, понятную даже новичку;
- Автоматическая защита от перегрева;
- Самый высокий ПВ (время непрерывной работы) на рынке России;
- Высокая электробезопасность, обеспечиваемая большим количеством схем защиты (от электрического перенапряжения, перегрузки или перегрева и т. п;
- №1 на рынке сварочного оборудования России.
 Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть;
Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть; п;
п;Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-220
Изделие выполнено в металлическом корпусе, на передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении САИ и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
 Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
|
Диаметр электродов (мм) |
Ток (А) |
|
1,6 |
25-50 |
|
2 |
50-70 |
|
2,5 |
60-90 |
|
3,2 |
90-140 |
|
4 |
130-190 |
|
5 |
160-220 |
|
6 |
200-315 |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 85 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 2 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 4 метра рабочего пространства. Для более удобной работы достаточно обычного удлинителя нужного сечения.
Сварочный инвертор и силовая сеть
При выборе сварочного инвертора возникает вопрос, на какой максимальный сварочный ток его следует выбирать. Неопытный сварщик часто хочет получить инвертор с максимально возможным током в 200-250А, но при этом не учитывает особенностей эксплуатации таких приборов.
Выбор инвертора конечно в основном определяется областью его применения, но важным также является вопрос, где и к какой силовой сети будет подключен инвертор.
Рассмотрим подробнее режим ручной сварки ММА с питанием инвертора от стандартной однофазной сети 220 вольт. Бытовая сеть 220 вольт рассчитана на ток нагрузки до 16 ампер. На этот максимальный ток рассчитаны подводящие провода, вилки, розетки и автоматы защиты сети.
Если мы планируем подключить инвертор к такой сети, то максимальную мощность, которую инвертор от нее получит, будет Pmax= 220V * 16A = 3520 ватт. Учитывая КПД инвертора (в среднем 85%) можно посчитать мощность, которую инвертор отдаст в сварочную дугу Pдуги= 3520 ватт * 0,85 = 2992 ватт.
Для устойчивого горения дуги напряжение на ней инвертор поддерживает около 30 вольт. Отсюда и получается, что максимальный ток в дуге будет не более Imax = 2992W / 30 V = 99,7 ампер.
При таком токе сваривать можно электродами диаметром не более 3 мм. Если же мы хотим получить больший сварочный ток и работать с электродами диаметром 4 и 5 мм. то стандартная бытовая сеть может не выдержать такой нагрузки.
Если же мы хотим получить больший сварочный ток и работать с электродами диаметром 4 и 5 мм. то стандартная бытовая сеть может не выдержать такой нагрузки.
Посмотрим, каким требованиям должна отвечать сеть, чтобы обеспечить ток в дуге 160 ампер, необходимый для 4 мм. электрода.
Мощность в дуге для тока 160 ампер составит Pдуги= 30V * 160A = 4800 ватт. От сети, с учетом КПД, инвертор должен получить Pmax= 4800W / 0,85 = 5647 ватт. При этом он будет потреблять Imax= 5647W / 220V = 25,67 ампер.
При таких нагрузках вся проводка в сети должна быть выполнена проводом не менее 4 кв.мм, сетевые розетки и вилки должны быть рассчитаны на ток не менее 25 ампер, автомат защиты сети на ток 32 ампера.
Для обеспечения безотказной работы инвертора сварщик должен убедиться, что во всех точках, где планируется подключить инвертор и работать с током до 160 ампер, выполняются эти требования к сети.
При необходимости работать со сварочными токами более 160 ампер и электродами диаметром более 4 мм. необходимо выбирать сварочные инверторы с питанием от 3-х фазной сети, которая допускает значительно большие нагрузки.
необходимо выбирать сварочные инверторы с питанием от 3-х фазной сети, которая допускает значительно большие нагрузки.
Так для сварочного тока 200 ампер мощность, потребляемая инвертором, составит 7059 ватт, а линейный ток в трехфазной сети 220/380 вольт составит всего 10,7 ампер. Однако при этом придется прокладывать 3-х фазную сеть на все рабочие места, где планируется выполнять сварочные работы.
Выбор инвертора и максимального тока сварки должен быть согласован с типом сварки. Неоправданно высокие требования к величине тока сварки и желание обеспечить большой запас по току приводят только к лишним затратам.
Стоимость мощного инвертора большая, он будет потреблять больше электроэнергии даже при равных токах с менее мощным. Для мощного инвертора может потребоваться заново проложить силовую сеть.
Мощный инвертор более тяжел при переноске, а также дорог в ремонте и обслуживании.
Часто возникает необходимость убедиться в работоспособности нового инвертора, или инвертора полученного из ремонта.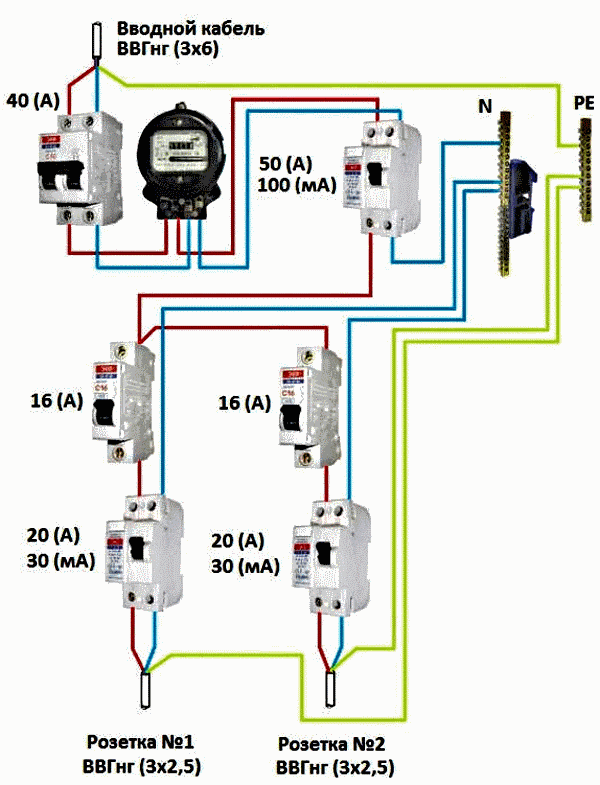 Лучше всего это сделать, моделируя режим сварки подключением к инвертору балластной нагрузки. Для этой цели хорошо подходит сварочный балластный реостат, например РБ-302. Подключив реостат к инвертору устанавливаем значения сварочного тока на инверторе и реостате равными. Замеряем напряжение на клеммах реостата вольтметром. Вольтметр должен показывать напряжение 28-30 вольт во всем диапазоне сварочных токов инвертора. Если на максимальных токах напряжение недостаточно или появляется подозрительный звук высокого тона, то значит, инвертор не обеспечивает ожидаемых величин сварочного тока.
Лучше всего это сделать, моделируя режим сварки подключением к инвертору балластной нагрузки. Для этой цели хорошо подходит сварочный балластный реостат, например РБ-302. Подключив реостат к инвертору устанавливаем значения сварочного тока на инверторе и реостате равными. Замеряем напряжение на клеммах реостата вольтметром. Вольтметр должен показывать напряжение 28-30 вольт во всем диапазоне сварочных токов инвертора. Если на максимальных токах напряжение недостаточно или появляется подозрительный звук высокого тона, то значит, инвертор не обеспечивает ожидаемых величин сварочного тока.
При проведении таких испытаний для подключения к силовой сети должен использоваться штатный сетевой кабель инвертора, без каких либо сетевых удлинителей. При больших токах на удлинителе может падать значительное напряжение и испытания дадут неверный результат.
ВНИМАНИЕ! Статья охраняется авторским правом. Копирование, размножение, распространение, перепечатка (целиком или частично), или иное использование материала без письменного разрешения автора не допускается. Любое нарушение прав автора будет преследоваться на основе российского и международного законодательства. Установка гиперссылок на статью не рассматривается как нарушение авторских прав. © ZetMaster, 29-10-2010 [email protected] www.z-master.ru
Любое нарушение прав автора будет преследоваться на основе российского и международного законодательства. Установка гиперссылок на статью не рассматривается как нарушение авторских прав. © ZetMaster, 29-10-2010 [email protected] www.z-master.ru
Продолжительность нагрузки (ПН) сварочного аппарата, что это?
Зачем нужно знать и соблюдать ПН — продолжительность нагрузки сварочного аппарата? Как не допустить перегрузку инвертора и его поломку? Как эксплуатировать инвертор с учетом ПН?
Как правило, в описаниях сварочного инвертора (паспортах, инструкциях, рекламных проспектах) указывается номинальный сварочный ток в амперах при соответствующем значении ПН (продолжительности нагрузки) в процентах. Номинальный сварочный ток — это ток, при котором инвертор будет работать без перегрузки и не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
■ Продолжительность нагрузки – ПН (%) сварочного инвертора или продолжительность включения — ПВ:
Большинство сварочных источников — выпрямители и инверторы в частности, работают в повторно-кратковременном режиме. Это значит, что период работы под нагрузкой (сварка) чередуется с периодом работы без нагрузки (на холостом ходу, режим паузы). Эти периоды повторяются и образуют сварочный цикл. Повторно-кратковременный режим характеризуется Продолжительностью нагрузки ПН (%). Значение ПН определяется делением времени работы инвертора под нагрузкой (время сварки – Тсв.) на общее времени цикла сварки (время сварки Тсв. + время паузы Тпаузы), в процентах.
Это значит, что период работы под нагрузкой (сварка) чередуется с периодом работы без нагрузки (на холостом ходу, режим паузы). Эти периоды повторяются и образуют сварочный цикл. Повторно-кратковременный режим характеризуется Продолжительностью нагрузки ПН (%). Значение ПН определяется делением времени работы инвертора под нагрузкой (время сварки – Тсв.) на общее времени цикла сварки (время сварки Тсв. + время паузы Тпаузы), в процентах.
За время цикла сварки обычно принимается 5мин., для промышленных выпрямителей или инверторов – 10 мин. ПН инвертора может быть, 20, 30, 40, 60 или 100%, с учетом этого значения определяется номинальный сварочный ток. Производитель может указывать несколько значений номинального тока при соответствующих значениях ПН%, например для инвертора Форсаж-200:
200А – 40%
160А – 80%
140А – 100%
Пример: У популярного инвертора БАРС Profi ARC-207D номинальный ток при ПН=60% будет 200А, при ПН=100% — ток 160А. (при цикле сварки 5мин). Вы можете работать на номинальном сварочном токе 200А в течение 3-х минут электродами 5мм, а время паузы должно быть не менее 2 мин (ПН=60%). На сварочном токе 160А инвертор может работать в длительном (непрерывном) режиме (ПН=100%) электродами 4мм.
(при цикле сварки 5мин). Вы можете работать на номинальном сварочном токе 200А в течение 3-х минут электродами 5мм, а время паузы должно быть не менее 2 мин (ПН=60%). На сварочном токе 160А инвертор может работать в длительном (непрерывном) режиме (ПН=100%) электродами 4мм.
Как правило, для оборудования российского производства ПН рассчитывается при температуре окружающего воздуха 25°С, для азиатской и европейской техники – при температуре 40°С. Считается, что на практике работать в режиме ПН=100% невозможно, т.к. всегда необходимо технологическое время для смены электрода, осмотра шва, удаления шлака, позиционирования деталей, физиологических перерывов, отдыха и т.д. Научно обоснованное ПН, при котором сварщик физически может работать в течение смены – не более 60%. Поэтому для профессиональных аппаратов ПН=60% на номинальном токе более чем достаточное,
Для большинства моделей европейского производства ПН=30% это норма, т.к. оборудование редко используется на полной мощности в длительном режиме. Значение ПН = 30-40% на максимальном токе никого не должно смущать.
Значение ПН = 30-40% на максимальном токе никого не должно смущать.
Например, у инвертора БАРС MiniARC-200D, ПН=35% при токе 200А. При этом с уменьшением температуры воздуха ПН источника увеличивается, так как улучшается его охлаждение. При температуре 15º С продолжительность нагрузки этого инвертора будет уже примерно 50%, а на токе 160А – около 60%. Инвертор может работать электродом 4мм в режиме: 3 минуты – сварка, 2 минута – пауза при условии, что длина сварочных кабелей не превышает 3-5м. Этого вполне достаточно для работы в бытовых условиях. Поэтому, выбирая недорогой бытовой инвертор, можно ориентироваться на показатель ПН=30%, если модель, производитель и бренд вызывает доверие.
Ряд недобросовестных производителей завышают паспортные данные тока и ПН%, в результате чего инвертор либо не обеспечивает нужный ток, либо работает с перегрузкой, перегревается и выходит из строя. Это характерно для дешевой бытовой техники. Будьте внимательны!
Рекомендуем Вам кроме рекламных материалов читать паспорта, заводские таблички на корпусе аппарата, а также изучать отзывы о работе инверторов.
Как воспользоваться всей этой информацией?
Если Вы выбираете бытовой аппарат, то Вам вполне подойдет инвертор с показателем ПН=30% на максимальном токе, но если Ваш аппарат для заработка, лучше выбрать модель с показателем ПН=60%. В любом случае при эксплуатации следует учитывать ПН и не допускать перегруки.
Для профессиональной работы выберите инвертор с высоким показателем ПН:
Торус-235 Прима — ПН=100% при токе 225А.
Торус-255 Профи — ПН=80% при токе 255А.
Неон ВД-221 — ПН=75% при токе 220А.
Неон ВД-315 — ПН=60% при токе 315А.
КЕДР MultiARC-3200 — ПН=100% при токе 320А
Смотрите также:
Электроды KISWEL (Корея) по нержавейке для инвертора
Выбор электродов для сварочного инвертора.
Сколько существует типов сварочных аппаратов и их применение?
Когда дело доходит до сварки, не существует единого метода, подходящего для всех. Каждый сварочный процесс соответствует определенной потребности или отрасли. Все они склонны использовать разные машины.
Все они склонны использовать разные машины.
Сколько существует типов сварочных аппаратов и как они используются? На рынке представлено не менее 10 различных типов сварочных аппаратов. Их использование зависит от сварочного процесса. Есть машины, которые приносят пользу одной технике, в то время как другие предлагают многоцелевые функции.
Это руководство проведет вас через каждую машину. Мы рассмотрим различия и преимущества каждого из них, чтобы помочь вам решить, какой аппарат и метод подходят для ваших планов сварки.
Отличия и преимущества сварочных аппаратов
Когда дело касается сварочного аппарата, обратите внимание на несколько переменных. Независимо от вашего предпочтительного или необходимого процесса сварки, аппараты могут различаться по качеству . Вот некоторые важные критерии, на которые стоит обратить внимание:
- Доступные амперы — Более высокое число ампер означает более высокую температуру, а меньшее число ампер — более низкую температуру. Эта информация об усилителе помогает с:
- Базовый материал и применение
- Постоянный / переменный ток — Некоторые машины поддерживают оба направления тока. Переменный ток полезен, когда требуется более высокая температура. Постоянный ток — предпочтительный метод, потому что он имеет лучшую выходную мощность, чем переменный ток.
- Материалы, с которыми он может быть использован — Это важно, потому что вам нужна машина, которая работает с материалами, которые вы обычно используете. Это включает в себя тип металла, который вы используете. Также примите во внимание, должны ли металлы быть чистыми, могут ли они быть ржавыми или окрашенными.
- Обычное использование — Машина может быть разработана для ремонта или строительства оборудования. Используется ли он для продвинутой работы или для домашнего использования?
- Бюджетный — В эту категорию могут входить несколько факторов. Более тяжелые машины с гибкими опциями обычно дороже, чем более легкие с базовыми функциями.
- Удобство для пользователя — Сварщик должен знать свою отрасль. Различные машины предлагают базовые или расширенные методы. Ищите ту, с которой вы можете расти или в которой вы можете расти.
- Принадлежности — Если машина имеет внешнюю газовую защиту, вам потребуются баллоны с этим газом. Узнайте о стоимости наполнителя для металлов или необходимого защитного снаряжения.
- Качество — Различные сварочные процессы имеют различное качество сварных швов. Здесь вы должны расставить приоритеты в работе.
- Варианты расположения — Не все сварщики предлагают все положения сварки. Позиции сварки включают:
- Рабочий цикл — Количество минут из 10 минут, которые сварщик может выполнять непрерывно без отключения или перегрева. Такая информация может повлиять на производительность вашей работы. Один совет: если вы увеличите свои усилители, то можно снизить нормальный рабочий цикл.
 Эта информация об усилителе помогает с:
Эта информация об усилителе помогает с: Более тяжелые машины с гибкими опциями обычно дороже, чем более легкие с базовыми функциями.
Более тяжелые машины с гибкими опциями обычно дороже, чем более легкие с базовыми функциями. Один совет: если вы увеличите свои усилители, то можно снизить нормальный рабочий цикл.
Один совет: если вы увеличите свои усилители, то можно снизить нормальный рабочий цикл.Дополнительная литература: 9 различных типов сварочных процессов и их преимущества
Сварочные аппараты 10 и их применение
Некоторые из этих машин хорошо работают в магазинах или дома. Вот 10 основных сварочных процессов и аппаратов, которые мы нашли доступными:
| № | Тип сварочного аппарата |
| 1 | Дуговая сварка защищенного металла |
| 2 | Газовая дуговая сварка металла |
| 3 | Порошковая сварка |
| 4 | Газо-вольфрамовая дуговая сварка |
| 5 | Энергетическая лучевая сварка |
| 6 | Плазменная дуговая сварка |
| 7 | Сварка атомарным водородом |
| 8 | Дуговая сварка под флюсом |
| 9 | Газовая сварка Кислородно-ацетиленовая сварка |
| 10 | Многоцелевой |
Включены известные методы, а некоторые не очень знакомы. Мы хотели охватить их все для сравнения.
Мы хотели охватить их все для сравнения.
1. Аппарат для дуговой сварки экранированного металла (SMAW) или стержневой аппарат
Эти машины могут быть как с переменным, так и с постоянным током. Сварщик использует покрытые флюсом электродные стержни (стержни) различных размеров.
Поскольку в машине не используется дополнительная газовая защита, нет баллона, который можно было бы носить с собой. Стержни покрыты флюсом, который обеспечивает защиту от загрязнений. Сварка может производиться на улице или в помещении.
Для окрашенных или ржавых поверхностей можно использовать аппарат для ручной сварки. .Это поможет сэкономить время. Качество сварки SMAW не всегда является лучшим и может привести к большему количеству отходов, так как около 20% прутка остается неиспользованным.
По сравнению с другими аппаратами сварочные аппараты SMAW считаются экономичными и доступными. Стоимость может варьироваться в зависимости от того, какие функции включены в комплект поставки машины.
Хотя это гибкий вариант как для начинающих, так и для опытных сварщиков, большинство экспертов не советуют использовать сварку штучной сваркой тонких материалов.
- Рекомендуемые материалы включают:
Отрасли, в которых вы видите, что SMAW часто используется:
- Сварка трубопроводов
- Строительство
- Ремонт тяжелого оборудования
- Монтаж металлоконструкций
- Дом или ферма
2. Газовая дуговая сварка металла (GMAW) или MIG Машина
Машина MIG известна своей простотой использования.Хотя у этого типа сварщика есть некоторые переменные, методы часто подбираются быстро.
Сварщику MIG требуется чистая поверхность для правильной сварки; плохо работает с ржавым или окрашенным материалом. С помощью этого процесса можно сваривать материал толщиной до 26G .
С помощью этого процесса можно сваривать материал толщиной до 26G .
В процессе используется внешний газовый экран, что означает, что вам понадобится бензобак, обычно аргон. Когда вы приобретете опыт и узнаете, как реагируют разные газы, вы сможете использовать другие газы для обработки различных металлов.
Рекомендуемые материалы MIG может использоваться с:
- Алюминий
- Сталь
- Углеродистая сталь
- Магний
- Медь
- Никель
- Кремниевая бронза
Отрасли промышленности, которые вы часто можете найти
- Автомобильная промышленность
- Робототехника
- Строительство
- Верфи
- Дом и ферма
3.
 Машина для порошковой дуговой сварки (FCAW)
Машина для порошковой дуговой сварки (FCAW)Сварочный аппарат FCAW может работать как в помещении, так и на открытом воздухе благодаря заполненному флюсом электроду. Нет необходимости во внешней газовой защите. Электрод постоянно питается, поэтому нет необходимости останавливаться и перезапускаться.
Краткое примечание: вы можете использовать дополнительный внешний газовый экран с FCAW, известный как двойной экран. Это хорошо для более толстых сварных швов.
У этих машин меньше дыма и меньше отходов электродов.Известно, что во время работы они выделяют некоторое количество дыма.
Подробнее о безопасности при сварке — Здесь вы можете найти статью с нашего веб-сайта о средствах индивидуальной защиты для сварщиков — СИЗ | Список и требования
Некоторые аппараты могут быть дорогими, но обеспечивают чистую и качественную сварку. FCAW лучше всего работает с более толстыми металлами, на самом деле не рекомендуется для материалов тоньше 20G.
FCAW похож на процесс MIG, за исключением того, что он считается более мощным и использует другой газовый экран.Некоторые сварочные аппараты FCAW могут сильно нагреваться, достигая почти 1000 ампер.
Обычно эти сварочные аппараты работают на постоянном токе, но иногда встречаются и на переменном токе.
Рекомендуемые материалы для FCAW:
- Углеродистая сталь
- Сплав на основе никеля
- Чугун
- Некоторая нержавеющая сталь
Отрасли, в которых вы найдете FCAW:
Аппарат для дуговой сварки порошковым электродом4.Газовая вольфрамо-дуговая сварка (GTAW) или аппарат TIG
Этот вид сварки может быть сложным и требует многозадачности. Сварка TIG требует, чтобы вы одной рукой держали сварочную горелку, а другой подавали присадку. Для управления током (температурой) сварщик использует ножной лепесток или пульт дистанционного управления, чтобы увеличить или уменьшить то, что необходимо во время текущей сварки.
TIG может показаться устрашающим, но он предлагает точные сварные швы, которые хорошо подходят для различных материалов.Вы можете использовать TIG с широким диапазоном толщины металла.
Этот сварочный аппарат имеет внешний газовый экран, который защищает ванну расплава от загрязнений. Этот газ обычно представляет собой аргон или смесь аргона с гелием. Одним из ключевых отличий от TIG является неплавящийся вольфрамовый электрод.
GTAW требует чистой поверхности без грязи и ржавчины. Пользователь всегда может очистить поверхность, удалив краску или тщательно очистив ее.
Некоторые из этих машин могут быть дорогостоящими, но это зависит от того, что вам нужно и какой мощности у них есть.Известно, что обучение использованию этого процесса сварки помогает людям получить сертификат сварщика.
Рекомендуемые материалы для сварки TIG:
- Латунь
- Медь
- Сталь
- Нержавеющая сталь
- Алюминий
- Титан
- Магний
Отрасли промышленности вы найдете TIG
- Piping Systems
- Aerospace
- Мотоциклы
- Производство гоночных автомобилей
- Изготовление ювелирных изделий
- Art
- Home and Farm
 Аппарат для энергетической лучевой сварки (EWB)
Аппарат для энергетической лучевой сварки (EWB)Преимущество EWB в том, что он может сваривать толстые металлы в тонкие. Он также соединяет металлы разных марок.
EWB может нацеливаться на определенные точки на металлах. На сварных участках практически отсутствует тепловая деформация.
Поскольку этот тип сварки необходимо выполнять в вакууме, поскольку электронный луч может поглощаться воздухом, этот тип аппарата не предназначен для домашнего использования.
Отрасли, в которых вы найдете EWB:
- Aerospace
- Automotive
- Defense
- Medical
- Oil and Gas
- Power Generation
6.Аппарат для плазменной дуговой сварки (PTAW)
Это более крупные промышленные машины. Сварщики дороже знакомых, которые мы обсуждали
Установка PTAW похожа на процесс GTAW, но вольфрамовый электрод окружен анодом. Этот анод сужает дугу, направляя ее с лазерной точностью.
Этот анод сужает дугу, направляя ее с лазерной точностью.
Этот анод также действует как экран для электрода, защищая его от порошкообразного наполнителя, который используется для этого процесса.Наполнитель можно менять в зависимости от сварного шва.
Вы можете найти эти сварочные аппараты, используемые в авиастроении.
7. Аппарат для атомно-водородной сварки (AHW)
Другой тип сварочного аппарата — это сварочный аппарат с атомарным водородом или AHW. Кто-то должен иметь опыт работы со сварочным аппаратом такого типа. AHW — это процесс сварки, при котором между двумя вольфрамовыми электродами образуется электрическая дуга с водородом в качестве газовой защиты. Наполнитель необходимо вводить отдельно.
Этот процесс не используется так часто, как GMAW, и постепенно заменяется из-за стоимости. AHW можно использовать для тонких и толстых материалов и подходит для ситуаций, требующих быстрой сварки.![]()
Материалы, с которыми совместим AHW, включают:
- Нержавеющая сталь
- Некоторые специальные сплавы
- Черные и цветные металлы
8. Аппарат для дуговой сварки под флюсом
Обычно это механизированная операция, при которой дуга образуется между непрерывно подаваемым электродом и рабочим основанием. Это не газовая защита, а порошковый флюс . Дуга погружается в поток, где ее больше не видно.
Этот процесс позволяет получить высококачественный сварной шов. Флюс можно использовать повторно, что снижает количество отходов.
Так как это автоматизированная или полуавтоматическая система, вам не обязательно иметь большой опыт использования этой машины. Это не переносная машина.
Материалы, подходящие для SAW:
- Сталь
- Нержавеющая сталь
- Сталь и никелевые сплавы
Где можно найти методы SAW:
- Производство трубопроводов
- Производство сосудов под давлением
9.
 Газовая сварка кислородно-ацетиленовая
Газовая сварка кислородно-ацетиленоваяЭто метод сварки, при котором топливный газ используется в сочетании с кислородом в качестве теплоносителя. Основным элементом этого сварного шва является пламя на конце горелки. Это пламя плавит основание и, возможно, наполнитель, образуя непрерывный сварной шов.
Этот метод лучше подходит для более тонких материалов, чем для более толстых. С помощью этого процесса сварщик может эффективно контролировать их температуру и шов.
Газовая сварка Oxy AcetyleneЭто то, что может изучить каждый, потому что это относительно невысокая цена, а аппараты портативны.Эта установка состоит из нескольких компонентов:
- Баллоны для каждого газа
- Регуляторы давления
- Шланг
- Рукоятка горелки
- Режущие наконечники
- Наконечники нагрева
- Металлические наконечники

Возможно, вы не так часто встречаете этот метод в промышленности, но вы можете найти его в:
- Полевые и цеховые работы
- Ремонт автомобилей
- Заливка
- Изготовление
- Арт
10.Сварочные аппараты универсальные
Мы хотели включить этот раздел, чтобы вы знали, что некоторые машины многоцелевые. Это означает, что некоторые машины могут предлагать различные сварочные процессы.
Если вы не хотите быть ограниченными в выборе сварки или использовании материалов, ищите сварочный аппарат, который может обрабатывать более одного процесса.
Есть машины MIG, которые могут использовать FCAW. Возможно, вам потребуется приобрести дополнительные аксессуары или изменить настройки сварочного аппарата.
Мы также нашли аппараты для сварки TIG, которые могут работать как сварочные аппараты. Это просто вопрос настройки параметров.
Это просто вопрос настройки параметров.
Другие сварочные инструменты, которые вам понадобятся
Когда дело доходит до сварки, вам понадобятся дополнительные инструменты, которые помогут завершить ваши проекты. Сварщик должен подумать о дополнительных инструментах или необходимом оборудовании:
- Дополнительный наполнитель (стержни, проволока)
- Угловая шлифовальная машина
- Проволочные щетки
- Шлаковый молот
- С-образные зажимы
- Сварочные магниты
- Шариковый молоток6
- Очистители наконечников
- Кремневые бойки
- Игольчатые плоскогубцы
- Кусачки для линейных рабочих
- Холодные долота
- Плоские отвертки и отвертки с плоской головкой
- Круглые и плоские отвертки
- Уровни и квадраты
- Толщина листового металла
Это не исчерпывающий перечень; вы можете обнаружить, что вам понадобятся другие инструменты, которые лучше соответствуют вашим потребностям. По мере приобретения опыта в сварке вы будете собирать инструменты и предметы по пути.
По мере приобретения опыта в сварке вы будете собирать инструменты и предметы по пути.
Защитное снаряжение, необходимое для сварки
- Кожаные перчатки или перчатки для механиков — На рынке есть сварочные перчатки, которые могут удовлетворить ваши потребности. Нужна тяжелая перчатка, предотвращающая ожоги от возможных искр.
- Goggles tr Защитные очки — Вам необходимо носить их каждый раз, когда вы выполняете резку или молоток. Что-то может легко вернуться в глаза.
- Шлем с автоматическим затемнением — Нужен какой-то тонированный лицевой щиток. Этот автоматический дает вам возможность держать его все время, не позволяя вам потерять свое место.
- Прочные ботинки — Вам просто нужно кое-что, кроме того, чтобы не загорелись случайные искры.
- Кожаная куртка или фартук — Во время сварки искры и брызги могут отслоиться от материала. Вы хотите сделать все возможное, чтобы защитить свою одежду и кожу.
- Беруши — Это можно считать дополнительным, если в вашем районе нет шума.Вам нужна пара, которая блокирует шум, но не отвлекает вас от окружения.

Дополнительная литература: Средства индивидуальной защиты для сварщиков — СИЗ | Список и требования
Сварочные аппараты б / у
Бывшие в употреблении сварочные аппараты обычно имеют меньшую цену, чем более новые модели. Этот путь может сработать для вас, если цена является проблемой или вы не уверены, какую технику хотите попробовать. Взамен б / у посмотрите в отремонтированный.
На что обращать внимание при покупке подержанного сварочного аппарата:
- Какой вид сварки вам нужен? — Вам необходимо знать, нужен ли вам сварочный аппарат типа MIG или другой процесс.Для получения дополнительных возможностей обратитесь к универсальным сварочным аппаратам.
- Какое напряжение требуется? — Это может зависеть от того, где вы планируете установить. Если максимум, который может предложить ваше местоположение, составляет 220 В, вам понадобится совместимая машина.
- Каков текущий рабочий цикл? — Вы должны знать, насколько это изменилось. Низкий рабочий цикл может повлиять на производительность.
- Для чего он изначально использовался? — Станок, используемый для ремонта в магазине, вероятно, будет иметь иной износ, чем машина, используемая в доме.Это могло бы показать вам, сколько жизни осталось.
- Внешний вид — Ищите поврежденные выступы, царапины и вмятины. Если будет слишком много повреждений, это может быть связано с внутренними проблемами.
- Проверить шнур на наличие повреждений — Шнур может быть поврежден из-за неправильного хранения и длительного использования. Можно заменить шнуры, но вы должны решить, стоит ли это усилий.
 Если максимум, который может предложить ваше местоположение, составляет 220 В, вам понадобится совместимая машина.
Если максимум, который может предложить ваше местоположение, составляет 220 В, вам понадобится совместимая машина. Отремонтированный сварочный аппарат остается подержанным, но продавец заменил некоторые детали и, вероятно, покрасил или улучшил поверхность. Хорошая идея — задать вопросы о том, какие детали были заменены и почему.
Хорошая идея — задать вопросы о том, какие детали были заменены и почему.
Надеюсь, вы действительно сможете протестировать машину или попросить владельца показать вам, что она работает.
Рекомендуемая литература
9 различных типов сварочных процессов и их преимущества
Что делать, если у сварщика не зажигается искра? 4 простых шага
5 основных преимуществ дуговой сварки над газовой сваркой
— Типы сварки
Краткое описание типов и процессов сварки , обычно используемых в промышленности и производстве
Micro Welding , состоящий из систем, а также устройств, специально разработанных для выполнения микросварки.Разработан в основном для очень маленьких, тонких и хрупких компонентов за счет использования строго контролируемой тепловой энергии. Как показано на видео ниже, компонент собирается и ремонтируется с помощью аппарата для сварки TIG. Сварочные аппараты Micro Tig идеально подходят для микросварки, так как ими легко управлять.
Лазерная сварка, Лазерная сварка — это метод сварки, используемый для сварки металлических деталей с помощью лазера. Лазерная сварка — это универсальный вид сварки, который используется при сварке углеродистой стали (мягкой стали), нержавеющей стали, алюминия и титана.Качество шва очень высокое и сравнимо с электронно-лучевой сваркой. Это стало одним из ведущих подходов в металлообрабатывающей промышленности, поскольку сфокусированная энергия лазерного устройства обеспечивает более высокое качество сварки. Лазеры также используются для сварки в труднодоступных местах и небольших компонентов, а также для материалов, которые сложно сваривать обычными методами. Посмотрите видео ниже, чтобы увидеть удивительные возможности лазерной сварки.
Сварка швов работает как процедура контактной сварки, которая создает сварной шов на стыковых поверхностях перекрывающихся компонентов по всей длине соединений. Сварной шов можно создать путем наложения сварных швов, однородного сварного шва или путем ковки фактических стыков по мере их нагрева до температур сварки за счет сопротивления потоку сварочного тока.
Сварной шов можно создать путем наложения сварных швов, однородного сварного шва или путем ковки фактических стыков по мере их нагрева до температур сварки за счет сопротивления потоку сварочного тока.
Ультразвуковая сварка часто представляет собой промышленный метод, в котором высокочастотные ультразвуковые колебания используются для сварки деталей, обычно пластмассовых. Эта особая форма сварки требуется для изготовления компонентов, а также деталей, которые настолько малы, сложны или даже расположены далеко друг от друга. слишком хрупкий для любых обычных методов сварки.При ультразвуковой сварке не требуются другие методы соединения или клеи для связывания материалов друг с другом.
Герметичная сварка — это сварочная процедура, при которой не создается сварной шов, но создается уплотнение. Первоочередной задачей при герметичной сварке будет создание полностью герметичного соединения, которое, в свою очередь, невозможно обеспечить с помощью другого стандартного процесса сварки.
Проекционная сварка можно описать как гибкую процедуру, предназначенную для соединения проволоки, листа, обработанных и формованных деталей из стали, например проволочной сетки, соединения для монтажных кронштейнов и т. Д. Для конструкции из листового металла, а также приварных гаек и болтов.
Орбитальная сварка Аппарат способен производить высококачественные и надежные сварные швы на регулярной основе и в максимально короткие сроки.
Хороший процесс орбитальной сварки значительно превзойдет сварщиков с ручным управлением, которые многократно окупают стоимость орбитальных машин в рамках работы.
Прецизионная сварка — это не специальная сварочная процедура, а набор сварочных систем, которые работают на микроуровне для получения высококачественных сварных швов. Прецизионная сварка требуется в ситуациях, в которых обычно бывает сложно достичь обычных подходов к сварке. Почти все новаторские методы сварки относятся к классу прецизионной сварки.
Сварка сопротивлением заключается в выделении тепла посредством передачи тока через сопротивление, вызванное контактом с металлическими поверхностями.В зоне сварного шва образуются лужи расплавленного металла, поскольку через металл пропускается большой ток. Сварка сопротивлением включает в себя распространенные типы сварки, такие как дуговая, MIG и TIG сварка
.Электронно-лучевая сварка.
4 типа сварочных аппаратов
Сварочные аппараты доступны в различных размерах и формах. В этой статье дается описание различных типов сварочных аппаратов, которые широко используются.
Сварочный аппарат Сварочный аппарат играет важную роль в соединении двух металлов или сплавов с помощью другого металлического компонента.Он используется для придания определенной формы бесформенным металлам и помогает придать прочность более слабым частям металлов. На заводе используются сварочные аппараты больших размеров, а сварочные аппараты малых размеров используются в бытовых целях.
- Сварочные аппараты МИГ
- Аппараты для сварки TIG
- Аппараты для точечной сварки
- Аппараты для сварки пластмасс
Сварочные аппараты МИГ
Это лучший сварочный аппарат для домашнего использования, в мастерских и на производстве.Он может сваривать различные типы металлов, такие как низкоуглеродистую сталь, нержавеющую сталь и алюминий. Он используется для сварки металлических деталей с большой скоростью и может обеспечить длительное время дуги, даже когда электроды не полностью заряжены.
Сварочные аппараты Mig с тиристорным управлением
Используется для фиксации предметов или установки на одной подходящей поверхности. Он изготовлен из высококачественных закаленных материалов и может служить долго. Он производит лишь небольшое количество искры, что позволяет легко контролировать волны, создаваемые сварочными аппаратами.Подходит для сварки порошковых и флюсовых материалов. Вы можете без риска сваривать низкоуглеродистую сталь, низкоуглеродистую сталь, легированную сталь и т.д.
Вы можете без риска сваривать низкоуглеродистую сталь, низкоуглеродистую сталь, легированную сталь и т.д.
Аппараты для сварки TIG
Особенностью сварочного аппарата является то, что он обеспечивает чистую сварку без брызг, искр и дыма. Металлы, которые используются в аппаратах для сварки TIG, — это нержавеющая сталь, латунь, золото, магний, алюминий, медь и сплавы никеля. Он не подходит для строительных и полевых работ и лучше всего подходит для ремонта поврежденных деталей.
Аппараты для точечной сварки
Этот сварочный аппарат используется для соединения стальных листов внахлест. Каждый лист имеет толщину 3 мм. Металлические листы могут быть защищены парой электродов, пропуская ток через листы.
Преимущества этой машины — эффективное использование энергии, высокая производительность, простая автоматизация и т. Д. Поскольку она состоит из множества точечных сварных швов, она широко используется в автомобильной промышленности. Стоит дешевле других.
Применяется для сварки различных видов пластмасс.Чтобы сварить пластмассовые детали, пленки должны быть сплавлены, и к ним нужно приложить давление. Он широко используется в промышленных приложениях.
Мы рекомендуем вам выбрать тот, который вам нужен, в зависимости от типа сварки, которую вы собираетесь выполнять, и от деталей.
Покупка бывшего в употреблении сварочного оборудования — Vern Lewis Welding Supply, Inc.
Независимо от того, новичок ли вы, только начинающий свой путь в сварке, или давно работаете в этой области, приобретение хороших инструментов и оборудования может оказаться дорогостоящим.Если вы ищете менее дорогие варианты приобретения сварочного оборудования, подержанное и / или отремонтированное оборудование может стать отличным выбором. В этой статье мы расскажем о некоторых преимуществах покупки бывшего в употреблении сварочного оборудования и обозначим несколько вещей, на которые следует обратить внимание при покупке.
Сварочное оборудование обычно прочное, долговечное и долговечное. Бывший в употреблении сварочный аппарат не означает, что аппарат не работает или имеет низкое качество, это просто означает, что аппарат использовался некоторое время и, вероятно, был продан первоначальным пользователем на новую модель.Есть много опытных продавцов, таких как Vern Lewis Welding Supply, которые предлагают качественные подержанные сварочные аппараты по выгодным ценам.
Отремонтированный сварочный аппарат не сильно отличается от бывшего в употреблении. Отремонтированным сварочным аппаратом кто-то пользовался, а затем отвезли в магазин, чтобы его обновили и нарядили, чтобы он выглядел как новенький сварщик. Восстановленные сварочные аппараты обычно немного дороже, чем бывшие в употреблении. Если вы ищете сварщика с качественными характеристиками и новым внешним видом по более низкой цене, тогда отремонтированный сварочный аппарат для вас.
Большинство людей знает, что сварочные аппараты бывают самых разных опций и функций. Новые машины становятся все лучше и эффективнее, чтобы удовлетворить растущий спрос. Как упоминалось ранее, сварочные аппараты обычно делают прочными и прочными, рассчитанными на длительный срок службы и включают в себя новейшие технологии и больше возможностей, чем в прошлом. Профессиональные сварщики обменивают свое оборудование, чтобы купить новейшие модели.
Новые машины становятся все лучше и эффективнее, чтобы удовлетворить растущий спрос. Как упоминалось ранее, сварочные аппараты обычно делают прочными и прочными, рассчитанными на длительный срок службы и включают в себя новейшие технологии и больше возможностей, чем в прошлом. Профессиональные сварщики обменивают свое оборудование, чтобы купить новейшие модели.
Перед покупкой бывшего в употреблении сварочного аппарата и началом работы с ним внимательно осмотрите сварочную ручку на предмет повреждений.В зависимости от типа повреждения сломанная ручка может привести к поражению электрическим током. Замена рукоятки Stick обычно дешевле, чем рукоятки MIG и TIG. Проверьте корпус на наличие повреждений и обязательно проверьте все соединения, кабели и переключатели, чтобы убедиться, что они не затянуты. Кроме того, убедитесь, что у вас достаточно мощности для сварочных работ. При покупке сварочного аппарата MIG важно учитывать толщину металла, который вы хотите сваривать. Чем толще металл, тем больше мощности требуется сварщику. Если сварщику требуется более 100 вольт, ему, скорее всего, понадобится собственный источник питания.
Если сварщику требуется более 100 вольт, ему, скорее всего, понадобится собственный источник питания.
Приобретая бывшее в употреблении или отремонтированное сварочное оборудование, вы хотите купить его у надежного поставщика, которому вы можете доверять. В Vern Lewis Welding Supply мы предлагаем качественное бывшее в употреблении оборудование по разумной цене. Мы также продаем восстановленные агрегаты и заводские демонстрационные образцы со значительной скидкой. Наше бывшее в употреблении оборудование соответствует заводским спецификациям и, в большинстве случаев, имеет внутреннюю гарантию. Посетите нашу страницу подержанного оборудования, чтобы узнать больше.
Удачи !!
Руководство по закупкам для начала сварочного бизнеса
Выбор подходящего сварочного аппарата, возможно, является наиболее важным решением при покупке, которое вы должны принять при открытии сварочного цеха. Мы обрисовываем основные моменты, которые необходимо учитывать при покупке, и приводим некоторые популярные варианты.
Сварка МИГ
СваркаMIG (металл в инертном газе) — один из самых простых и универсальных сварочных процессов, которым вы можете научиться.Сварка MIG включает подачу сплошной проволоки из основного материала, который вы свариваете, через сварочную горелку и пропускание через проволоку сильного тока. Искра между наконечником проволоки и металлом производит тепло, которое и вызывает фактическую сварку. Часть названия «инертный газ» относится к защитному газу (состоящему из 75% аргона и 25% CO2), который продувается в месте сварки во время сварки, защищая сварочную ванну от коррозионного воздействия кислорода воздуха и водяного пара. Этот защитный газ может быть унесен с места сварки сильными сквозняками, что делает этот процесс наиболее подходящим для использования внутри помещений.
Типичная сварочная установка MIG состоит из:
- Источник питания DCRP (постоянный ток с обратной полярностью), вырабатывающий электрический ток, плавящий металл
- Кабели для передачи этой мощности
- Сварочная горелка MIG с механизмом подачи проволоки внутри
- Внешний баллон инертного газа
- Работает как с тонкими, так и с толстыми металлами
- Не образует шлака вокруг сварного шва
- Легко учиться
- Быстрая сварка
- Можно сваривать под любым углом и в любом положении
- Обычно дешевле, чем другие альтернативы сварки, такие как TIG
Сварка порошковой проволокой
Сварка порошковой проволокой очень похожа на сварку MIG, во многих случаях даже можно использовать один и тот же источник питания. Существенное отличие состоит в том, что вместо внешнего защитного газа, используемого для защиты места сварки, сердцевина из флюса внутри проволоки реагирует на тепло сварного шва и испаряется в защитный газ в месте сварки. В обоих процессах используется защитный газ, разница заключается в том, как газ подается к месту сварки.
Существенное отличие состоит в том, что вместо внешнего защитного газа, используемого для защиты места сварки, сердцевина из флюса внутри проволоки реагирует на тепло сварного шва и испаряется в защитный газ в месте сварки. В обоих процессах используется защитный газ, разница заключается в том, как газ подается к месту сварки.
- Обычно используется для металлов толщиной более 4 мм
- Лучше для работы на открытом воздухе
- Наносит намного больше материала, чем при сварке стержнем
- Без баллона с газом, поэтому они обычно более портативны
Сварка TIG
При газовой сварке вольфрамом (называемой сваркой TIG) используется неплавящийся вольфрамовый наконечник для передачи электрического тока на свариваемую поверхность.Внешний защитный газ, аналогичный процессу сварки MIG, используется для защиты места сварки. Ключевое отличие сварки TIG заключается в том, что она обеспечивает высококачественные сварные швы, которые имеют конструктивную прочность и эстетичны.
Источник питания, используемый при сварке TIG, является более специализированным, чем источник питания, используемый при сварке MIG. Для магния или алюминия вам понадобится стандартный блок питания переменного тока. Однако для сталей вам понадобится источник питания постоянного тока с одной полярностью (DCSP). Некоторые системы сварки TIG могут переключаться между обоими типами, если вы планируете сваривать оба типа металлов, это может окупить инвестиции.
Оборудование, необходимое для установки для сварки TIG, аналогично установке для сварки MIG. Вам понадобится источник питания, подходящий для сварки TIG, необходимые кабели и горелка TIG. Если ваша система не имеет воздушного охлаждения, вам также понадобится подача воды с впускным и выпускным шлангами для обеспечения охлаждения. Наконец, вам понадобится инертный газ (обычно чистый аргон для сварки TIG).
Ключевые моменты сварки TIG- Медленные швы
- Может сваривать материал толщиной до 0 мм. 01 дюймов
- Высочайшее качество как в структурном, так и в косметическом отношении
- Для работы требуется больше навыков
- Может сваривать большее количество металлов, чем сварка MIG
 01 дюймов
01 дюймовИсточники питания и рабочий цикл
Выбирая источник питания для сварочной установки, вы заметите, что он рассчитан на определенную силу тока и рабочий цикл. Машина на 140 ампер при рабочем цикле 30% означает, что машина может обеспечить мощность 140 ампер в течение 3 минут, после чего ей потребуется около 7 минут для охлаждения.Работа машины на меньшем токе может увеличить рабочий цикл, а работа на большем токе может снизить рабочий цикл. Как правило, для сварки более толстых металлов требуются токи большей силы тока. Машины с большей мощностью стоят дороже, но могут сваривать более толстые металлы с большей скоростью.
Если основная часть работы вашего предприятия — это сварка стали или алюминия толщиной менее 1/4 дюйма, то для большинства работ будет достаточно машины на 140 А с рабочим циклом 30%. Для работы с более крупными металлами или общих производственных работ рассмотрите установку на 240 ампер или более и рабочий цикл 40%.
Для работы с более крупными металлами или общих производственных работ рассмотрите установку на 240 ампер или более и рабочий цикл 40%.
Типы сварочных аппаратов
Существуют 3 основных метода сварки — MIG, TIG, дуговая сварка и многие другие … Для каждого из них требуется определенный сварочный аппарат. Посмотрим, в чем разница между ними.
Сварочный аппарат — это устройство, используемое для соединения материалов. Сварочные аппараты выделяют тепло, плавящее металлические части, так что эти части можно соединить. Таким образом, когда он остывает, он становится прочным и прочным соединением.
Можно сваривать различные материалы, хотя сварочный аппарат обычно лучше всего работает с металлами.В настоящее время наиболее распространенным является использование этих сварочных аппаратов в промышленных условиях. В этих средах производятся металлические материалы, детали или инструменты.
Однако все чаще можно встретить эти машины более простых моделей в домах.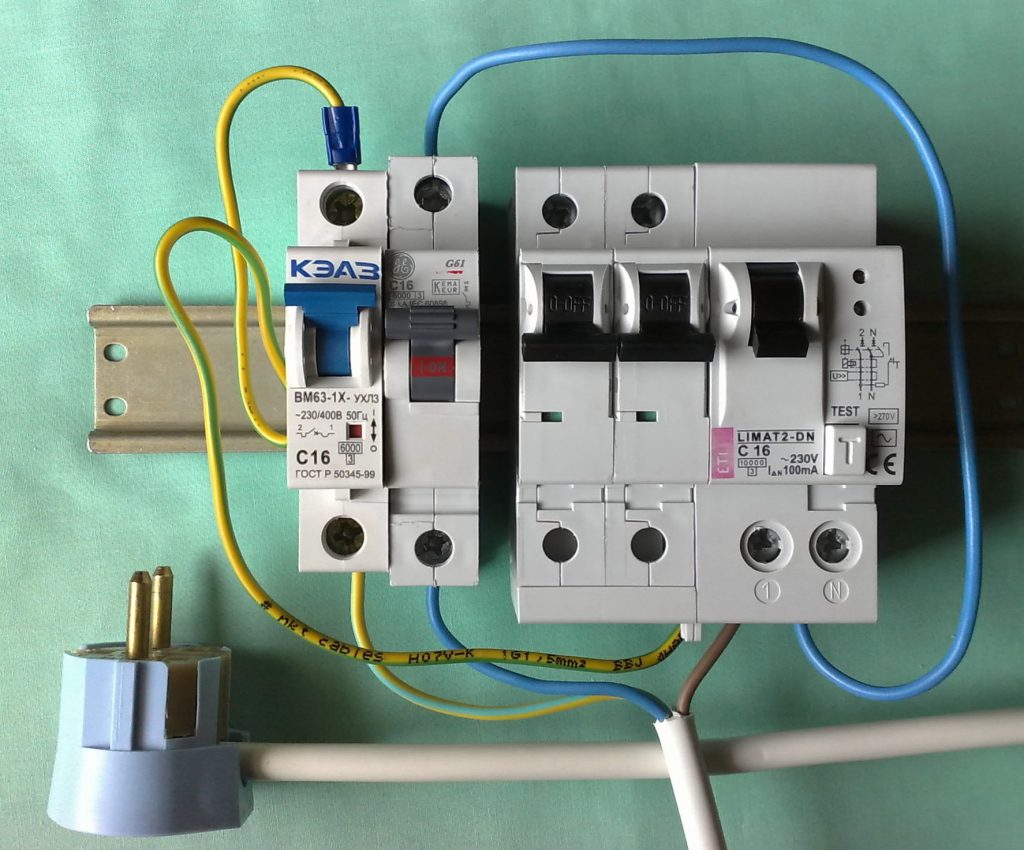 В основном они используются для выполнения домашних задач, где необходимо объединить разные части.
В основном они используются для выполнения домашних задач, где необходимо объединить разные части.
Ниже мы объясним основные типы сварочных аппаратов, имеющихся на рынке.
Таким образом, на рынке существует много типов припоев, но не все используют одну и ту же технологию.Поэтому полезно знать различия между сваркой, чтобы гарантировать хороший результат нашей работы. Это:
Дуговая сварка
На сегодняшний день это самый популярный вид сварки. Эта машина использует электрическую энергию, с помощью которой между свариваемым металлом и используемым электродом образуется электрическая дуга. В зависимости от используемого электрода существуют разные типы, например:
• Ручная дуговая сварка металла;
• Дуговая сварка металла в газе;
• Дуговая сварка плавленого сердечника;
• Дуговая сварка газовым вольфрамом;
• Сварка под флюсом.
Сварка TIG
Сварочный аппарат TIG выполняет процесс без использования присадочного металла. Таким образом, сварка выполняется одним металлом. Но если вы хотите предоставить присадочный материал, вы можете добавить еще один стержень, который будет привариваться к другим материалам.
Таким образом, сварка выполняется одним металлом. Но если вы хотите предоставить присадочный материал, вы можете добавить еще один стержень, который будет привариваться к другим материалам.
Это один из самых чистых сварных швов из существующих, так как он не производит отходов. Сварочное оборудование подходит для проведения работ с кузовами автомобилей и мотоциклов. Это происходит благодаря тонкому и точному сварному шву.
Сварка MIG
То, что известно как MIG, представляет собой дуговую сварку металла в газе. Электрод дуги со свариваемым металлом, а затем плавится, сливаясь с материалом. Сварка MIG имеет несколько применений. Таким образом, этим методом можно сваривать как толстые, так и тонкие металлы.
Тем не менее, для этого потребуется хороший сварочный аппарат MIG (предпочтительно трехфазный), чтобы можно было регулировать мощность и иметь возможность сваривать очень тонкие материалы и в то же время сваривать толстые стальные материалы.
Одним из основных преимуществ является то, что он может использоваться в широком диапазоне толщин. Кроме того, это простая в управлении машина, обеспечивающая эстетичный внешний вид.
Электродная сварка
Электродная сварка — один из старейших видов сварки. Хотя процесс очень простой, он очень эффективен. Это связано с тем, что соединения, которые он создает, очень прочные и могут использоваться для сварки более толстых материалов.
Наибольшее распространение электродная сварка используется в строительстве, поскольку это очень стойкий вид сварки.Это процесс сварки, который следует использовать для таких материалов, как чугун или толстые материалы в целом, что невозможно сваривать с помощью других сварочных процессов. Машины, используемые для электродной сварки, могут быть относительно небольшими и довольно портативными. В зависимости от типа материала следует выбирать правильный тип и толщину электрода. Их большое количество доступно в Интернете.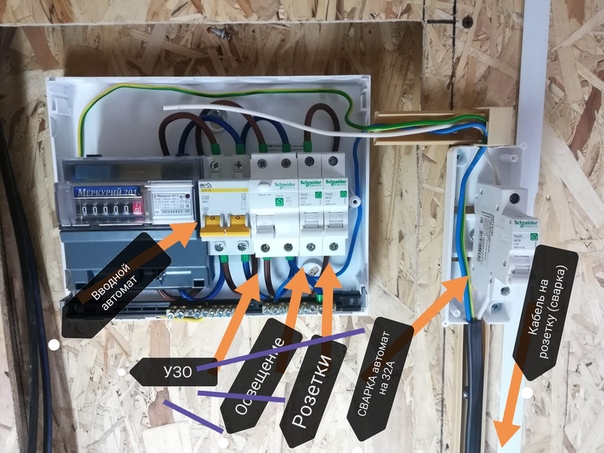 https://www.weldingsuperstore.com.au/bohler-welding-wire
https://www.weldingsuperstore.com.au/bohler-welding-wire
Заключение по сварочным машинам
Процесс сварки является важнейшим механическим процессом соединения металлических деталей. .Знание типов сварочных аппаратов поможет вам выбрать, какой из них лучше всего подходит для той деятельности, которую вы собираетесь выполнять.
Как выбрать правильный тип роботизированного сварочного оборудования
Автоматизация механических цехов становится нормой для многих процессов. Роботизированное сварочное оборудование, в частности, завоевало популярность у производителей, поскольку оно помогает предотвратить травмы на рабочем месте в результате процессов ручной сварки и помогает достичь более стабильных результатов сварных швов, улучшая качество продукции и снижая процент брака деталей.
Вопрос: «Какие типы сварочных роботов и оборудования подходят для вашего производственного цеха?»
Поскольку существует множество различных типов сварочных аппаратов, можно сузить круг выбора, задав несколько ключевых вопросов:
1) Какие объекты я буду сваривать? Разные процессы роботизированной сварки позволяют сваривать разные изделия. Например, в категории дуговой сварки существует газовая дуговая сварка металлическим электродом (GMAW или MIG-сварка) и газовая дуговая сварка вольфрамом (GTAW или TIG-сварка).
Например, в категории дуговой сварки существует газовая дуговая сварка металлическим электродом (GMAW или MIG-сварка) и газовая дуговая сварка вольфрамом (GTAW или TIG-сварка).
TIG имеет неплавящийся электрод и должна нагревать соединяемые объекты до температуры, близкой к их температуре плавления, чтобы их можно было сплавить. Как правило, это хорошо работает с более тонкими предметами, которые можно быстро и легко нагреть.
При сваркеMIG используется плавящийся электрод, который плавится и становится присадочным материалом для сварного шва. Это помогает сделать роботизированное сварочное оборудование MIG более полезным для сварки крупных объектов, которые трудно нагревать. Он также может позволить вам соединять объекты, сделанные из разнородных материалов.
Итак, если вы часто работаете с более толстыми заготовками или заготовками из двух разных типов металла, процесс роботизированной сварки MIG может работать лучше, чем процесс TIG.
2) Насколько точным должен быть процесс роботизированной сварки? Большинство роботизированного сварочного оборудования обеспечивает невероятный уровень точности для управления размещением и синхронизацией сварных швов. Однако существуют различные типы контроллеров сварки, которые могут управлять работой машины.
Однако существуют различные типы контроллеров сварки, которые могут управлять работой машины.
Компьютерное числовое управление (ЧПУ) является нормой для сварочного оборудования, помогая контролировать вспышку процесса роботизированной сварки, чтобы минимизировать сварочные ожоги, сколы и трещины из-за напряжения.Некоторые сварочные роботы имеют контроллер постоянного тока средней частоты (MFDC), предназначенный для процессов контактной сварки, требующих управления с точностью до микросекунд.
Процессы плазменной сварки в основном аналогичны процессам сварки горелкой и не имеют некоторого точного управления синхронизацией процессов дуговой / контактной сварки, в которых для нагрева металла используется электричество, но они могут более легко контролировать размер зоны горения и температуру гореть.
При выборе сварочного аппарата не забудьте также принять во внимание, насколько удобен для пользователя процесс программирования роботизированной сварки для этого аппарата — это может повлиять на то, насколько хорошо ваша команда может использовать аппарат и контролировать сварочные швы, которые он делает.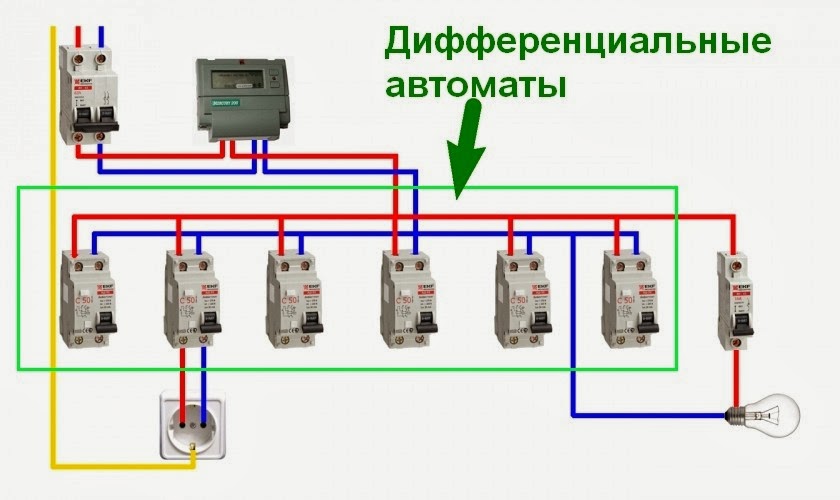
Для некоторых механических цехов текущая стоимость процесса роботизированной сварки может стать серьезной проблемой. Для разных типов сварочных роботов может потребоваться разное количество текущего обслуживания и расходные материалы (проволока, топливо, масло и т. Д.). Эти факторы влияют на общую стоимость владения новой или бывшей в употреблении роботизированной сварочной ячейкой.
В идеале вам следует купить подержанный сварочный робот с очень низкими эксплуатационными расходами.Здесь процессы контактной сварки имеют преимущество перед процессами сварки сопротивлением MIG и плазменной сваркой, поскольку для контактной сварки не требуются расходные материалы. Однако для некоторых механических мастерских, возможно, стоит платить немного больше на постоянной основе, чтобы иметь доступ к определенному типу сварочных операций, который лучше подходит для ваших наиболее часто используемых товаров.
Наверное, нет.
На рынке — это новых и бывших в употреблении роботов-сварщиков, которые могут выполнять несколько типов сварочных операций одновременно — есть даже машины, которые могут одновременно выполнять сварку и гибку.Хотя это может быть полезно, зацикленность на поиске одной машины, способной удовлетворить все ваши потребности, может быстро обойтись дороже, чем стоит.
Вместо того, чтобы пытаться выследить одного редкого единорога из машины, которая может делать 100% работы, которую вам нужно сделать, часто лучше найти машину, которая может выполнять 80% работы, которую вам нужно сделать, и получить отдельный, менее дорогая машина, чтобы заполнить оставшуюся «нишу» работы, которую вам необходимо выполнить (или заключить контракт на эту работу с другим магазином, который специализируется на ней).
5) Стоит ли покупать новые или бывшие в употреблении роботизированные сварочные аппараты? Многие владельцы механических цехов одержимы тем, чтобы в их цехах было только самое блестящее и новейшее производственное оборудование. Однако редко бывает веская причина для покупки совершенно новой кофемашины с мятой в коробке вместо идеально функциональной подержанной машины, за которой хорошо ухаживают.
Однако редко бывает веская причина для покупки совершенно новой кофемашины с мятой в коробке вместо идеально функциональной подержанной машины, за которой хорошо ухаживают.
Использованные роботизированные сварочные ячейки могут быть столь же эффективны при соединении металлических предметов, как и те, в которых используются только новые роботы.Если новый аппарат не обладает некоторыми характеристиками, которые абсолютно критичны для эффективности вашего сварочного процесса, которых нет в бывшем в употреблении роботизированном сварочном аппарате, вероятно, лучше купить подержанный, потому что:
- Бывшие в употреблении роботы-сварщики дешевле. Покупка бывшего в употреблении — отличный способ минимизировать затраты на приобретение нового оборудования для вашего завода.
- Проблемы, с которыми сталкивается машина, уже известны. У каждой машины есть свои проблемы. С бывшими в употреблении роботизированными сварочными модулями предыдущие владельцы по крайней мере знают, в чем проблема машины, и могут помочь вам подготовиться к ним, чтобы они не стали для вас сюрпризом.
- Подержанное оборудование может быть отправлено немедленно. Время ожидания новых машин может быть невероятно долгим. Например, некоторые ведущие бренды могут ожидать поставки новых машин в течение 12–16 недель (или дольше), пока вы ждете решения, изготовленного на заказ. Покупка бывших в употреблении роботов-сварщиков означает, что вы покупаете то, что уже сделано и готово к работе, что сокращает время ожидания до нескольких дней, пока машина будет упакована и подготовлена к отправке.

Это лишь некоторые из вещей, которые следует учитывать при покупке оборудования для роботизированной сварки.
Вам нужна помощь в поиске подходящего автоматизированного сварочного оборудования для вашего цеха? Свяжитесь с отделом продаж Southern Fabricating Machinery Sales сегодня, чтобы получить совет экспертов и доступ к большому кругу потенциальных продавцов! Мы поможем вам найти идеального подержанного сварочного робота для вашего механического цеха!
.