
Характеристики основных видов сварки. Конспект
Конспект. Ручная электро-дуговая сварка.
… … …
- Автоматическая сварка под флюсом – сущность заключается в том, что сварочная дуга горит между электродной проволокой и свариваемым изделием под слоем сыпучего флюса. Теплотой дуги расплавляется основной металл (кромки свариваемого изделия), сварочная проволока и флюс.
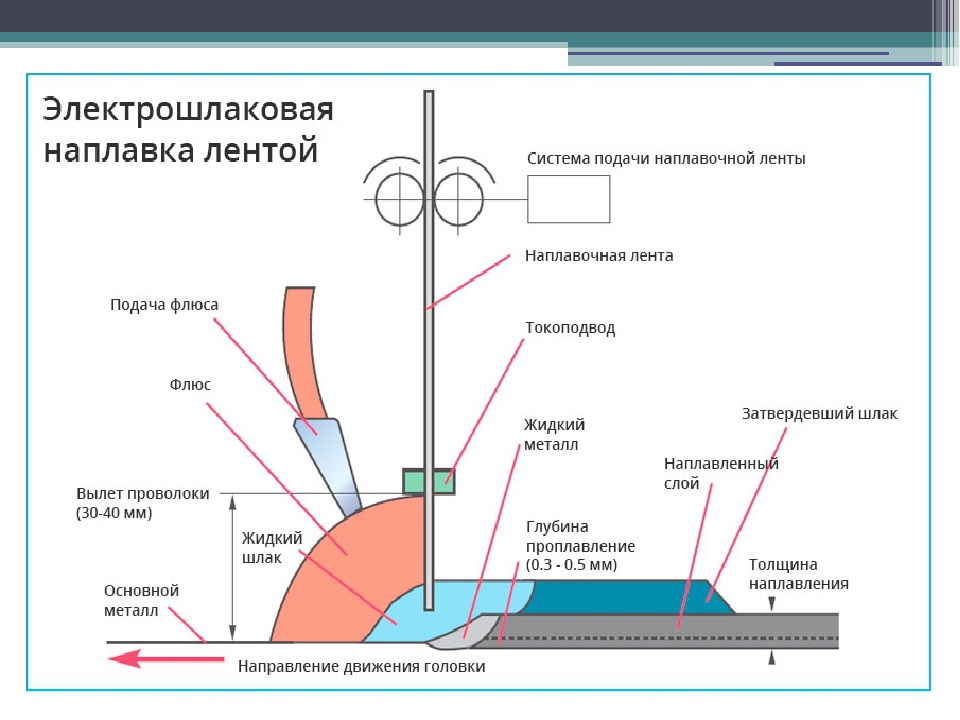
- Электрошлаковая сварка – заключается в следующем: в начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным Омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает, а ток проходя по электропроводному расплавленному шлаку выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки.
- Электронно-лучевая сварка.

- Газовая сварка – основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем.
- Световая сварка – по виду источника света подразделяется на солнечную, лазерную сварку и искусственными источниками света.
- Термитная сварка – состоит в том, что свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит – порошкообразную смесь алюминия с железной окалиной. При горении термита развивается высокая температура (более 200°C) образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий и заполняет зазор образуя сварной шов.
- Контактная сварка. При этом виде сварки место соединения разогревается и расплавляются теплотой выделяемой при прохождении электрического тока через контактируемые метало свариваемых деталей; при приложении в этом месте сжимающего усилия образуется сварное соединение. По форме соединения бывает точечная сварка, шовная сварка, стыковая сварка, рельефная сварка.
- Диффузионная сварка осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
- Газопрессовая сварка основана на нагревании концов стержней или труб по всей длине окружности многопламенными горелками до пластического состояния или плавления и последующего сдавливания стержней внешним усилием.
- Ультразвуковая сварка основана на совместном воздействие на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
- Сварка трением. При вращении одного из стержней и соприкосновении его с другим, концы стержней разогреваются и с приложением осевого усилия свариваются.
- Холодная сварка основана на способности срастания кристаллов металла при значительном давлении.
- Индукционно-прессовая сварка. Этот вид сварки основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
 По форме соединения бывает точечная сварка, шовная сварка, стыковая сварка, рельефная сварка.
По форме соединения бывает точечная сварка, шовная сварка, стыковая сварка, рельефная сварка.
- < Сущность и классификация процесса сварки. Конспект
Краткая характеристика основных видов сварки — WikiWeld
Краткая характеристика основных видов сварки — WikiWeld — Библиотека СварщикаДанные таблицы взяты из книги «Каракозов Э.С. Справочник молодого электросварщика». Помимо этого в книге ты сможешь найти множество полезной информации по выбору режимов сварки, технологии, материалов и т.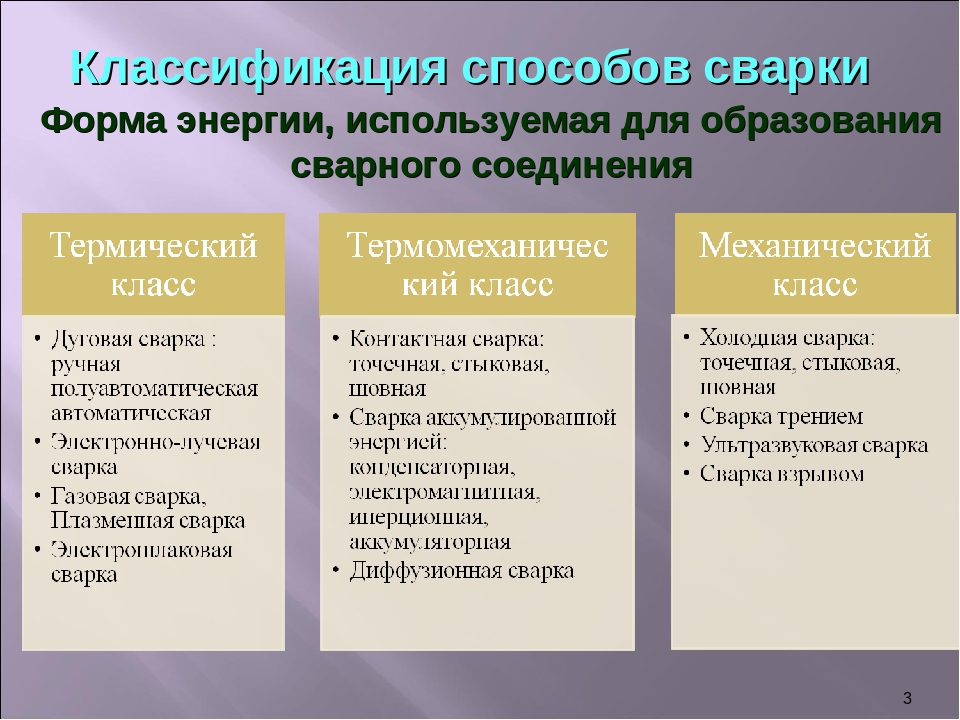
Определение видов сварки
Нанесение с помощью сварки на поверхность изделия слоя металла
Сварка плавлениемСварка изделия посредством местного расплавления соединяемых изделий
Дуговая сваркаСварка плавлением, при которой местное расплавление осуществляется с помощью дуги
Дуговая сварка в защитном газе
Дуговая сварка. Дуга горит в столбе защитного газа
Сварка под флюсом
Дуговая сварка. Дуга горит под слоем защитного флюса
Дуговая сварка НЕплавящимся электродом
Сварка дугой неплавящимся электродом. Например, вольфрамовым электродом
Сварка открытой дугой
Дуговая сварка плавящимся электродом без защитного газа или флюса. Зона души доступна наблюдению
Дуговая сварка плавящимся электродом
Сварка дугой с помощью электрода. Электрод является присадочным металлом
Электрод является присадочным металлом
Дуговая сварка. Неподвижный плавящийся электрод располагается наклонно вдоль линии сварки. Дуга самостоятельно перемещается по мере расплавления электрода с помощью пружины или силы тяжести
Сварка лежачим электродомДуговая сварка. Неподвижный плавящийся электрод укладывается вдоль линии сварки. Дуга самостоятельно перемещается по мере расплавления электрода
Дуговая сварка. Подача плавящегося электрода в зону сварки и перемещение электрода осуществляется сварщиком
Аргонодуговая сварка
Дуговая сварка. Дуга горит в газовом столбе аргона (защитном газе)
Механизированная (полуавтоматическая) дуговая сварка
Дуговая сварка. Подача плавящегося электрода в зону сварки и перемещение электрода осуществляется сварщикомДуговая сварка. Механизирована подача плавящегося электрода в зону сварки. Перемещение электрода осуществляется сварщиком
Подача плавящегося электрода в зону сварки и перемещение электрода осуществляется сварщикомДуговая сварка. Механизирована подача плавящегося электрода в зону сварки. Перемещение электрода осуществляется сварщиком
Дуговая сварка. Дуга горит в газовом столбе углекислого газа (защитном газе)
Автоматическая дуговая сварка
Дуговая сварка. Подача плавящегося электрода и перемещение механизированы
Двухдуговая сварка
Автоматическая дуговая сварка двумя дугами. Для создания дуг используется два независимых источника питания
Многодуговая сварка
Автоматическая дуговая сварка дугами. Для создания дуг используются независимые источники питания
Двухэлектродная сварка
Автоматическая дуговая сварка двумя электродами. При этом используется один источник питания
Подводная сварка
Дуговая сварка изделия под водой
Плазменная сварка
Сварка осуществляется сжатой дугой
Электрошлаковая сварка
Сварка плавлением. Нагрев металла осуществляется теплом, которое выделяется при прохождении электрического тока через расплавленный шлак
Нагрев металла осуществляется теплом, которое выделяется при прохождении электрического тока через расплавленный шлак
Газовая сварка
Сварка плавлением. Нагрев металла осуществляется теплом, которое выделяется при сжигании горючего газа и кислорода. Для смешения газов используется газовая горелка
Термитная сварка
Сварка, в которой нагрев металла осуществляется теплом, которое выделяется при сжигании термита
Контактная сварка
Сварка давлением. Нагрев осуществляется с помощью электрического тока, проходящего через находящиеся в контакте соединяемые части
Стыковая контактная сварка
Контактная сварка. Нагрев осуществляется с помощью электрического тока, проходящего через находящиеся в контакте соединяемые части
Предыдущая статьяЭлектроды УОНИ-13/55УСледующая статьяЭлектроды УОНИ-13/85Последние статьи на сайте:
Записи по датам:
Разделы сайта:
 Продолжая использовать сайт, Вы даете свое согласие на работу с этими файлами. OK
Продолжая использовать сайт, Вы даете свое согласие на работу с этими файлами. OK
Характеристика основных видов сварки
Характеристика основных видов сварки
Любой вид сварочных работ обладает своими достоинствами и недостатками по сравнению с другими.
Электродуговая сварка
Преимуществами электродугового метода сварки являются высокая технологичность, широкие возможности для механизации или автоматизации, меньшая зона термического влияния по сравнению с предыдущим способом сварки, простота регулирования процесса, сравнительно дешевые расходные материалы (сварочные электроды), высокая производительность процесса.
Недостатками являются необходимость использования специальных сварочных преобразователей (выпрямителей, инверторов) и сварочных трансформаторов, энергозависимость от электрической сети или генераторов, необходимость предварительной подготовки кромок (разделка, зачистка, фиксация деталей).
Сварка в СО2.
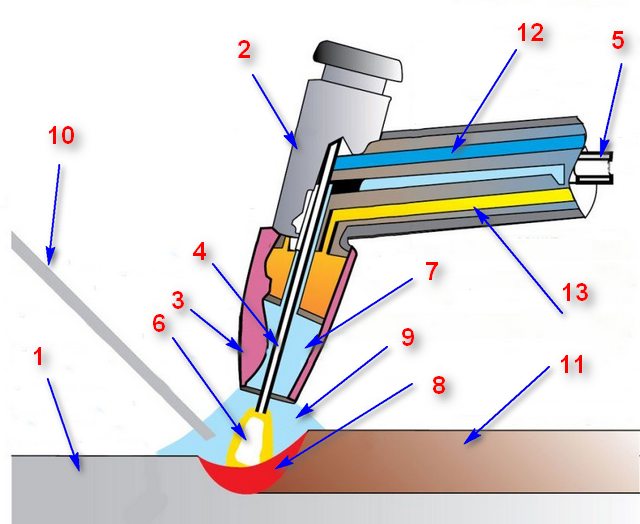
Сварка производится голой сварочной проволокой диаметром 1,4…2 мм, которая подается через токоведущий мундштук. В зону сварки через сопло поступает углекислый газ, струя которого, обтекая сварочную дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха. Электродная проволока подается непрерывно в зону сварки со скоростью плавления. Сварочная горелка перемещается вдоль свариваемых кромок, в результате чего совершается процесс сварки с образованием шва. Сварку производят на постоянном токе обратной полярности (плюс на электроде).
Различают механизированную и автоматическую сварки. В первом случае механизирована подача проволоки, а горелка перемещается сварщиком вручную. В случае автоматической сварки механизированы подача проволоки и перемещение сварочной горелки.
Сварка под флюсом.
Сущность процесса состоит в том, что сварочная дуга горит между электродной проволокой и свариваемым изделием под слоем сыпучего флюса. Теплотой дуги расплавляются основной металл, сварочная проволока и флюс. Проволока в зону горения душ подается механически, а автомат с помощью электродвигателя движется вдоль свариваемых кромок.
Теплотой дуги расплавляются основной металл, сварочная проволока и флюс. Проволока в зону горения душ подается механически, а автомат с помощью электродвигателя движется вдоль свариваемых кромок.
Р.д.с. неплавящимся электродом.
Сущность процесса состоит в том , что дуга горит между неплавящимся (вольфрамовым, угольным) электродом; зазор заполняется с помощью присадочной проволоки; защита зоны сварки – инертным газом (аргон, гелий).
Электрошлаковая сварка
Электрошлаковая сварка основана на выделении тепла при прохождении электрического тока через расплавленный флюс—шлак, электросопротивление которого во много раз превышает электросопротивление металла. Плавление сварочной проволоки и свариваемого металла происходит за счет тепла расплавленного флюса.
К преимуществам электрошлаковой сварки относят: возможность сварки толстостенных деталей, отсутствие необходимости предварительной подготовки свариваемых поверхностей, меньший расход флюса сравнительно с дуговой сваркой, возможность применения электродов различной формы, улучшенная макроструктура сварного шва, высокая производительность, меньший расход электроэнергии, небольшая зависимость зазора от толщины металла, возможность использования данного способа для переплавки стали из отходов с целью получения отливок, возможность регулировки процесса в широком диапазоне сварочных токов 0,2. ..300 А/мм2 по сечению сварочного электрода, хорошая защита сварочной ванны от влияния воздуха, возможность получения швов переменной толщины за один проход.
..300 А/мм2 по сечению сварочного электрода, хорошая защита сварочной ванны от влияния воздуха, возможность получения швов переменной толщины за один проход.
Недостатками являются: сварка только в вертикальном положении (угол отклонения от вертикали не более 30 градусов), перемешиваемость металла электродов с основным металлом, крупнозернистая структура металла шва, необходимость применения специальной технологической оснастки (формирующие устройства, планки, стартовые карманы и т. п.), невозможность прерывания сварки до окончания процесса, так как при этом образуются дефекты, которые невозможно устранить.
Контактная сварка.
При этом виде сварки место соединения разогревается и расплавляется теплотой, выделяемой при прохождении эл.тока через контактируемые места свариваемых деталей. При приложении в этом месте сжимающего усилия образуется св.соединение.
Газовая сварка
Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки. Для нагревания и расплавления металла используется высокотемпературное пламя, получаемое при сжигании горючего газа в смеси с технически чистым кислородом. Зазор между кромками заполняется расплавленным металлом присадочной проволоки.
Для нагревания и расплавления металла используется высокотемпературное пламя, получаемое при сжигании горючего газа в смеси с технически чистым кислородом. Зазор между кромками заполняется расплавленным металлом присадочной проволоки.
К преимуществам газового способа сварки и резки относят дешевизну и простоту оборудования, дешевые расходные материалы (водород, пропан, метан, этилен, бензол, бензин, ацетилен), простой способ регулировки горения, возможность любого расположения горелки в пространстве, высокая технологичность, независимость от источников питания электрическим током.
Недостатками данного способа являются низкая эффективность нагрева металла, широкие швы и широкая зона термического воздействия на свариваемые конструкции, низкая производительность, трудности в автоматизации процесса.
Диффузионная сварка
Сварка осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
Электронно-лучевая сварка
Сварка выполняется в вакуумных камерах. Теплота образуется за счет бомбардировки металла электронами, имеющими большие скорости, анодом является свариваемая деталь, а катодом – вольфрамовая спираль.
Преимущества электронно-лучевого способа сварки следующие: высокий коэффициент полезного действия (до 90%) перехода кинетической энергии ускоренных электронов в тепловую энергию и высокая удельная мощность луча, высокая температура в зоне сварки (до 6000 градусов по Цельсию). Выделение теплоты только в зоне сварки, хорошее проплавление глубоких швов, фокусировка луча достигает значений до 0,001 сантиметра, возможность использования электронного луча для различных видов работ — сверления, сварки, фрезерования практически любых материалов, широкий диапазон толщин обрабатываемых заготовок от 0,02 до 100 мм, высокая степень автоматизации.
К недостаткам относятся наличие специального оборудования и высококвалифицированного персонала, наличие рентгеновского излучения и необходимость защиты обслуживающего персонала, снижение срока службы электронного катода в результате его высокого нагрева (до 2400 градусов).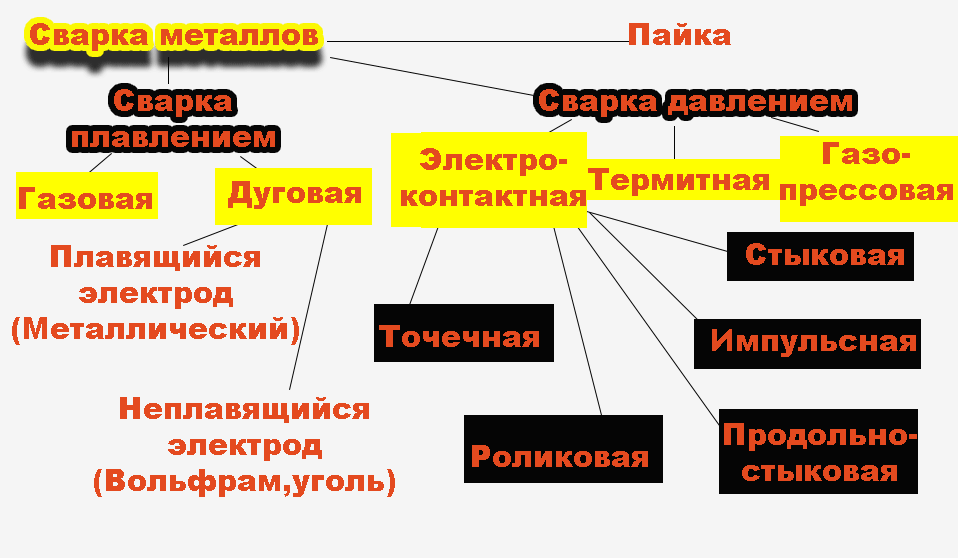
Плазменная сварка
Плазменная сварка представляет собой процесс, при котором совершается локальное расплавление металла с помощью плазменного потока. Плазмой называют ионизированный газ, содержащий заряженные частицы, которые могут проводить ток.
Преимущества плазменной сварки — это высокая степень концентрации теплоты, хорошая стабильность горения, возможность сварки деталей толщиной до 10 мм без предварительной подготовки кромок, возможность проведения работ на низких токах при микроплазменной сварке тонких деталей (толщина 0,01…0,8 мм), возможность эффективной резки практически всех видов материалов, возможность проведения процесса напыления или наплавки при введении в плазменную дугу присадочных металлов (в том числе тугоплавких), возможность сваривания металлов с неметаллами, минимальная зона термического воздействия, возможность проведения работ с тугоплавкими и жаропрочными металлами, сниженный расход защитных газов по сравнению с дуговым способом, высокая технологичность процесса и возможность его автоматизации.
К недостаткам плазменного способа относятся высокочастотный шум с ультразвуком, оптическое излучение (инфракрасное, ультрафиолетовое, видимый спектр), вредная ионизация воздуха, выделение паров металла в процессе сварки, недолговечность сопла горелки вследствие сильного нагрева, необходимость специальной установки и высококвалифицированного обслуживающего персонала.
Лазерная сварка
Преимущества лазерного способа сварки: высокая концентрация энергии, которая позволяет производить микросварку деталей толщиной до 50 микрон, возможность сварки термочувствительных деталей, возможность сварки в труднодоступных местах, возможность проведения сварки в вакууме и защитных газах, возможность подвода строго дозированной энергии в зону сварки, высокая промышленная стерильность процесса и отсутствие выделения вредных паров, высокая технологичность, высокая степень автоматизации, высокая производительность, возможность применения лазерного луча для резки, наплавки и прошивки отверстий.
Недостатками являются необходимость приобретения дорогостоящей установки, высокие требования к квалификации персонала, наличие вибраций и необходимость применения вибростойких платформ, необходимость защиты персонала от лазерного излучения аппаратуры.
Термитная сварка
Свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит – порошкообразную смесь алюминия с железной окалиной. При горении термита (более 20000),
Образуется жидкий металл, который при заполнении формы оплавляет кромки изделия и заполняет зазор, образуя сварной шов.
К преимуществам термитной сварки относятся простота и низкая себестоимость, а недостатки — высокая гигроскопичность процесса, пожароопасность, взрывоопасность, невозможность управления процессом.
Сварка взрывом
При сварке взрывом привариваемая (подвижная) деталь располагается под углом к неподвижной детали-мишени (основанию) или параллельно ей (в большинстве случаев) и приводится в движение контролируемым взрывом, в результате чего с большой скоростью соударяется с ней; соединение образуется за счет совместной пластической деформации поверхностей.
Достоинства сварки взрывом: высокая скорость сваривания (миллисекунды), возможность изготовления биметаллических соединений, возможность плакирования деталей (покрытия слоем металла с особыми свойствами), возможность изготовления криволинейных и прямолинейных заготовок большой площади, возможность изготовления заготовок для ковки и штамповки, простота применяемого оборудования.
Недостатками являются необходимость защиты от детонации, наличие квалификации персонала по работе со взрывоопасными веществами, невозможность механизации и автоматизации.
Сварка трением
Сварка давлением — нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия. Окончательное соединение формируется на завершающей стадии процесса, когда к уже неподвижным образцам прикладывается проковочное усилие.
Преимущества сварки трением — высокая производительность, стабильное качество соединения, возможность получения соединений из разнородных металлов, отсутствие вредных выделений, высокие энергетические показатели, высокая степень механизации и автоматизации, возможность применения в качестве основного оборудования универсальные токарные и сверлильные станки.
К недостаткам относят необходимость разработки технологического процесса для каждого вида металла и конфигурации детали, необходимость контроля момента сварки для своевременного прекращения сварочного процесса, необходимость создания осевого давления с помощью специального механизма.
Холодная сварка
Холодная сварка — технологический процесс сварки давлением с пластическим деформированием соединяемых поверхностей заготовок без дополнительного нагрева внешними источниками тепла. Этот метод сварки базируется на пластической деформации металлов в месте их соединения при сжатии и / или путём сдвига (скольжения). Сварка происходит при нормальных или отрицательных температурах мгновенно в результате схватывания (без диффузии).
Достоинствами холодного способа сварки являются простота и доступность технологического оборудования, при этом не требуется высокая квалификация персонала, отсутствие вредных выделений, возможность сварки без нагрева, высокая степень механизации, небольшой расход энергии, высокая производительность процесса.
К недостаткам относятся наличие больших удельных давлений, небольшой диапазон толщин свариваемых деталей, невозможность сварки высокопрочных металлов.
Ультразвуковая сварка
Сварка основана на совместном воздействии на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
Преимущества УЗК сварки:
сварки сварка может производиться по загрязненным поверхностям, поэтому нe требуется предварительная подготовка поверхностей — только обезжиривание;
выделение теплоты в зоне сварки ограничено по размерам, что не допускает перегрев при сваривании пластмасс;
неразъемного соединения при сварке пластмасс возможно на большом удалении от точки ввода УЗ энергии;
сварка возможна в труднодоступных местах;
отсутствие вредных выделений;
малое время нагрева соединения до температуры сварки — доли секунды;
допускается сварка очень тонких (до 0,001 мм.
) листов.
 ) листов.
) листов.Недостатки УЗК сварки:
необходимость использования дорогих генераторов ультразвука;
мал диапазон толщин свариваемых материалов;
необходимость дополнительного внешнего сжатия деталей.
Сварка виды сварки — Энциклопедия по машиностроению XXL
Технология сварки (вид сварки, сварочные материалы, техника сварки) выбирается в зависимости от основного показателя свариваемости (или сочетаний нескольких показателей) для каждого конкретного материала. [c.40]Индексы сварки Виды сварки Индексы метода Метод изготовления [c.176]
Термообработка до сварки Вид сварки Термообработка после сварки и механические свойства Покрытие Среднее время до разрушения, сутки [c.134]
Класс сварки Вид сварки [c.334]
Ультразвуковая (УЗ) сварка — вид сварки механического класса, объединяющий способы (рис.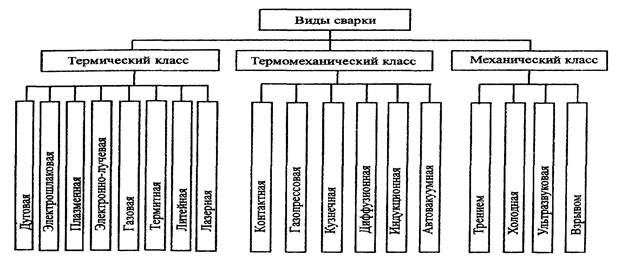 6.32), при которых посредством инструмента к соединяемым поверхностям подводятся механические колебания У 3-частоты, преобразовываемые в свариваемом материале в теплоту.
[c.390]
6.32), при которых посредством инструмента к соединяемым поверхностям подводятся механические колебания У 3-частоты, преобразовываемые в свариваемом материале в теплоту.
[c.390]
Лучевая прессовая сварка — вид сварки термомеханического класса, объединяющий способы сварки, при которых для передачи энергии в форме теплоты к соединяемым поверхностям используют электромагнитное излучение видимой или инфракрасной области спектра (диапазон длин волн 0,4-15 мкм), а образование сварного соединения осуществляют с приложением давления. В литературе этот вид сварки чаще называется сваркой излучением. [c.415]
Ручная аргонодуговая сварка — вид сварки, при котором электрическая дуга горит между неплавящимся вольфрамовым электродом и свариваемым изделием в среде инертного газа, защищающего также зону плавле. ния основного и присадочного металла (рис. 2). [c.5]
В удостоверении о качестве монтажа указывают материалы, примененные при монтаже, приводят сведения о сварке (вид сварки, тип и марка электродов, фамилии сварщиков и номера их удостоверений, результаты испытаний контрольных стыков), данные о проверке системы труб пропуском пара и промывке котла, общее заключение о соответствии монтажа проекту, правилам Госгортехнадзора СССР и пригодности котла к эксплуатации.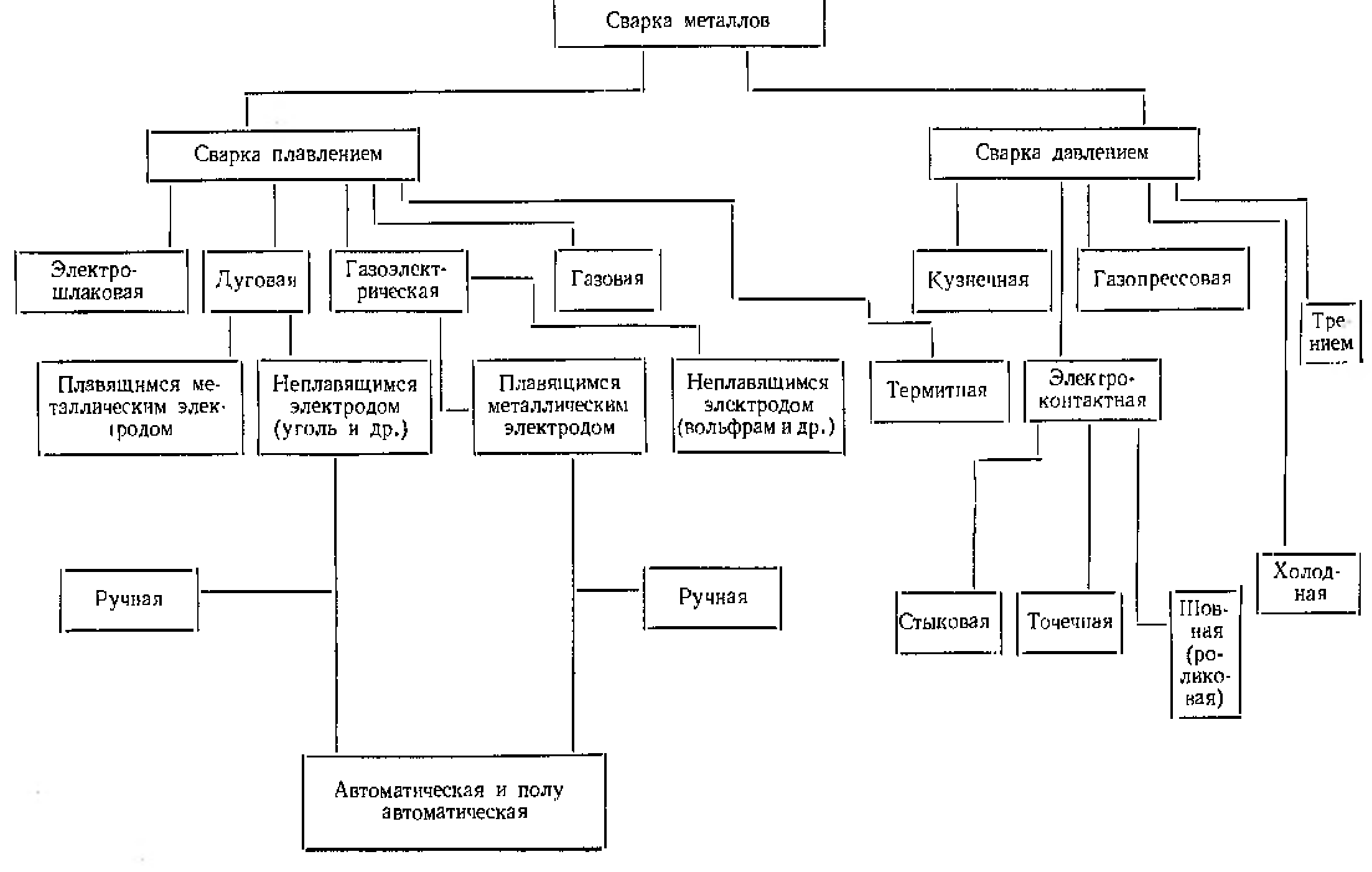 [c.115]
[c.115]
Для регистрации котла администрация предприятия (владелец котла) вместе с письменным заявлением представляет в органы Госгортехнадзора паспорт парового (водогрейного) котла с подшитыми чертежами котла, топочного устройства, котельного помещения (план, продольный и поперечный разрезы) акт об исправности котла лабораторный анализ питательной воды справку о количестве (с характеристикой) питательных устройств удостоверение о качестве монтажа, выданное организацией, производившей монтаж данного котла. В удостоверении указывается наименование монтажной организации, учреждения, предприятия (владельца котла), завода-изготовителя и заводской номер котла сведения с материалах труб, штуцеров, фланцев (если они дополнительно установлены монтажной организацией) к указанным данным в паспорте котла сведения о сварке, вид сварки, марки электродов, применявшихся при сварочных работах на котле заключения о результатах испытания контрольных стыков справка о наличии приборов безопасности. [c.168]
[c.168]
В журнале сварочных работ указываются номер стыка, размер трубы, номер сертификата на трубы, положение во время сварки, дата сварки, атмосферные условия во время сварки, вид сварки (автоматическая, полуавтоматическая, газовая, электродуговая), номера сертификатов на электроды, сварочную проволоку и флюс фамилия, имя и отчество сварщика, клеймо сварщика. Журнал подписывается мастером и производителем работ (или представителем ОТК мастерской монтажных заготовок). [c.728]
Электронно-лучевая сварка — вид сварки плавлением первоначально появилась в тридцатых годах нашего столетия во Франции в СССР впервые в 1958 г. создана для сварки электронным лучом установка модели МВТУ-МЭИ. Промышленность выпускает установки электроннолучевой сварки мощностью, позволяющей сваривать листы толщиной до 50 мм готовится оборудование для сварки стали толщиной 100 мм и более. [c.10]
Диффузионная сварка-вид сварки давлением. Впервые в мире предложена и практически разработана в СССР проф. Н. Ф. Казаковым. Процесс сварки применяется с 1953 г. Сущность процесса диффузионной сварки состоит в том, что детали с полированными поверхностями плотно прижимаются друг к другу и нагреваются в условиях вакуума. Эти условия приводят к взаимной диффузии атомов по контактирующим поверхностям.
[c.12]
Впервые в мире предложена и практически разработана в СССР проф. Н. Ф. Казаковым. Процесс сварки применяется с 1953 г. Сущность процесса диффузионной сварки состоит в том, что детали с полированными поверхностями плотно прижимаются друг к другу и нагреваются в условиях вакуума. Эти условия приводят к взаимной диффузии атомов по контактирующим поверхностям.
[c.12]
Холодная сварка-вид сварки давлением. Она осуществляется без нагрева металла внешним источником тепла, но с нагревом, возникающим от пластической деформации при сварке. Сварке подвергаются в основном пластичные материалы (алюминий, медь, свинец и др.). Пластическая деформация при сварке образуется от большой статической или большой ударной сжимающей силы. [c.14]
Сварка — Виды сварки 213 [c.333]
Технология сварки (вид сварки, сварочные материалы, техника сварки) выбирается в зависимости от основного показателя свариваемости для каждого материала. [c.25]
[c.25]
ВЫБОР ВИДОВ СВАРКИ И СВАРОЧНЫХ МАТЕРИАЛОВ [c.264]
При выборе вида сварки, сварочных материалов и режимов сварки высокохромистых сталей, особенно жаропрочных, необходимо учитывать, что даже небольшие отклонения в химическом составе металла швов (но ряду элементов в пределах десятых долей процента) могут приводить к значительному изменению их служебных свойств. Причиной этому, как правило, является гетерогенность структуры металла (например, наличие зерен структурно-свободного феррита в сорбитной основе отпущенного мартенсита). [c.266]
Более подробные сведения о видах сварки, применяемой аппаратуре и технологии сварки можно получить в специальных курсах. [c.289]
Эти признаки отражены в стандартах на швы сварных соединений для различных видов сварки, установлены шифры швов, обоз начения способов сварки. [c.289]
Приведены шифры наиболее распространенных швов только для шести видов сварки (см.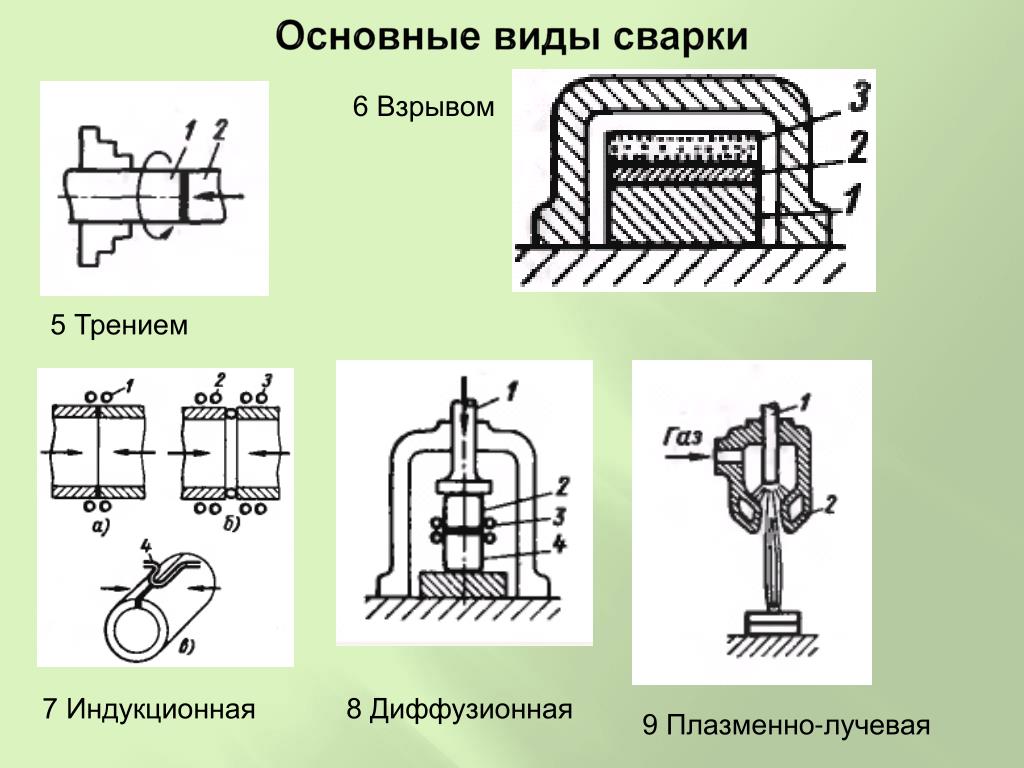 соответствующие порядковые номера по перечню стандартов на швы, приведенному в приложении 4). Номера стандартов, соответствующие порядковым номерам 1, 3, 5. 6, 9, 10 следующие ГОСТ 5264-69, ГОСТ 8713-70. ГОСТ 14771-69. ГОСТ 15164-69, ГОСТ 14806 -69, ГОСТ 16037-70,
[c.293]
соответствующие порядковые номера по перечню стандартов на швы, приведенному в приложении 4). Номера стандартов, соответствующие порядковым номерам 1, 3, 5. 6, 9, 10 следующие ГОСТ 5264-69, ГОСТ 8713-70. ГОСТ 14771-69. ГОСТ 15164-69, ГОСТ 14806 -69, ГОСТ 16037-70,
[c.293]
На рис. 227 показан чертеж кронштейна как пример более сложного чертежа сварной сборочной единицы. Кронштейн образован из гнутых, плоских и штампованных деталей, выполнен при помощи различных видов сварки, содержит различные типы швов, а поэтому и изображения, и обозначения их различаются. [c.295]
Эти признаки отражены в стандартах на швы сварных соединений для различных видов сварки, установлены шифры швов, обозначения способов сварки. ГОСТом 2.312—72 установлены изображения и обозначения на чертежах различных сварных швов. [c.248]
Термины и определения, относящиеся к сварке (процесс сварки, виды сварных соединений, сварные швы и т. д.), установлены Г(ХТ 2601—74. Сваривать можно металлы, стекло, некоторые виды пластмасс и т. д. Применение сварки вместо клепки позволяет экономить материал, облегчать конструкцию, уменьшать трудоемкость производственных процессов, облегчать условия работы и т. д.
[c.194]
д.), установлены Г(ХТ 2601—74. Сваривать можно металлы, стекло, некоторые виды пластмасс и т. д. Применение сварки вместо клепки позволяет экономить материал, облегчать конструкцию, уменьшать трудоемкость производственных процессов, облегчать условия работы и т. д.
[c.194]
В современном производстве применяют два основных вида сварки давлением (горновая сварка, холодная сварка и др.) и плавлением (газовая сварка, дуговая сварка и др.). [c.194]
Подробнее об условных изображениях и обозначениях сварных швов и видов сварки см. в ГОСТ 5264 — 80, 8713 — 79, 11533-75, 11534-75, 14771-76, 14776-79, 14806-80, 15164-78, 16037-80, 16038-80, 16098-80. [c.305]
Какие буквенные обозначения применяются для обозначения различных видов сварки [c.227]
При сварке должно получаться плотное и равнопрочное с остальным изделием соединение. Основной вид сварки — сварка плавлением, при которой наплавляется шов жидкого металла и под действием его температуры нагревается околошов-пая зона. В сварном шве следует различать три зоны (рис. 305) I — шов (литая структура) II — околошовная зона, нагретая в процессе сварки выше критических точек III — околошовная зона, нагретая в процессе сварки ниже критических точек.
[c.397]
В сварном шве следует различать три зоны (рис. 305) I — шов (литая структура) II — околошовная зона, нагретая в процессе сварки выше критических точек III — околошовная зона, нагретая в процессе сварки ниже критических точек.
[c.397]
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса термический, термомеханический и механический. [c.182]
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.). [c.183]
Высокочастотная (ВЧ) сварка — вид сварки электормеханического класса, которая основана на диэлектрическом нагреве с использованием электромагнитной энергии ВЧ-диапазона [39, с. 130]. [c.412]Электрошлаковая сварка — вид сварки, при котором расплавление свариваемых кромок и электродной проволоки происходит за счет тепла, выделяемого в электроде (по закону Джоуля Ленца), который подается з щлаковую ванну (рис. 8). Сварка производится преимущественно в вертикальном положении и применяется для соединения элементов толщиной 50… 100 мм щов формируется с помощью охлаждаемых медных ползунов. Возможно появление наружных и внутренних дефектов, связанных с нарушением режима сварки, плохой очисткой сварочной проволоки, недостаточно сухим флюсом. Другие виды сварки применяются при монтажных работах сравнительно редко и рассматриваются в специальных курсах.
[c.9]
8). Сварка производится преимущественно в вертикальном положении и применяется для соединения элементов толщиной 50… 100 мм щов формируется с помощью охлаждаемых медных ползунов. Возможно появление наружных и внутренних дефектов, связанных с нарушением режима сварки, плохой очисткой сварочной проволоки, недостаточно сухим флюсом. Другие виды сварки применяются при монтажных работах сравнительно редко и рассматриваются в специальных курсах.
[c.9]
СВЕТОВАЯ СВАРКА, фотонная сварка —вид сварки плавлением, производится мощным световым лучом дуговой лампы, заполненной ксеноном. Возможна С. с. излучением Солнца (гелиосварка). [c.148]
Термитная сварка — вид сварки плавлением. Местный нагрев производится сгоранием термита — железной окалины в смеси с порошкообразным алюминием. При термитной сварке применяют специальные тигли для сжигания термита. Тер.митная смесь поджигается специальными термитными спичками (магниевый термит). Смесь гори за счет кислорода окалины и не нуждается в кислороде воздуха. Горение протекает равномерно, без взрывов. В тигле от сгорания термита образуются расплавленный металл и шлак. Из отверстия на дне тигля расплавленный металл выливается в заформованное и предварительно нагретое место сварки. Расплавленный металл подогревает кромки металла деталей до расплавления и после охлаждения образует шов. Разъемная форма снимается, а шлак с поверхности стыка срубается и зачищается. Для увеличения количества расплавленного металла в термит добавляют до 50% обсечки, гвоздей или стружки, а для легирования — ферросплавы и графит.
[c.198]
Горение протекает равномерно, без взрывов. В тигле от сгорания термита образуются расплавленный металл и шлак. Из отверстия на дне тигля расплавленный металл выливается в заформованное и предварительно нагретое место сварки. Расплавленный металл подогревает кромки металла деталей до расплавления и после охлаждения образует шов. Разъемная форма снимается, а шлак с поверхности стыка срубается и зачищается. Для увеличения количества расплавленного металла в термит добавляют до 50% обсечки, гвоздей или стружки, а для легирования — ферросплавы и графит.
[c.198]
При сварке алюминиевых сплавов больших толщин и с высокой производительностью применяют трехфазную дугу и неплавнщиеся вольфрамовые электроды. Источники питания для такого вида сварки также имеют падающие внен1пие характеристики и позволяют регулировать режим с помощью переключателя ступеней или подмагничиваемых шунтов. Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Весьма благоприятные металлургические условия при сварке высокохромистых сталей создает сварка в инертных защитных газах, как правило, в аргоне и в некоторых смесях на его основе. Причем в основном используют сварку неплавящимся вольфрамовым электродом, а присадочный материал подбирают аналогичным желаемому составу наплавленного металла. При этом виде сварки в шоп удается вводить почти без потерь такие весьма активные элементы (улучшающие свойства металла шва), как титан и алюминий. Однако по причинам понижения производительности сварки и ее низкой экономичности применение этого метода обычтю ограничивается изготовлением изделий малых толщин и выполнением корневого валика в многослойных швах металла больших толщин, например в изделиях турбостроения. [c.265]
Применение видов сварки, в основном ручной дуговой, обеспечивающих получение иаплавленио-го металла с аустенитно-ферритной
[c. 270]
270]
К термическому классу относятся виды сварки, осуществляемые илавлеиием с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.). [c.182]
Контактная сварка относится к видам сварки с кратко-BpeMeiiHijiM нагревом места соединения без оилавлення или с оплавлением и осадко11 разогретых заготовок. Характерная особенность этих процессов — пластическая деформация, в ходе которой формируется сварное соединение. [c.211]
Сварку взрывом можно отнести к видам сварки с оплавлением при кратковременном нагреве на воздухе, так как на отдельных участках наблюдаются зоны металла, нагретые до оплавления. Однако на других участках температура может быть певысока, и здесь процесс приближается к холодной сварке. [c.225]
При проектировании сварных заготовок следует учитывать требования к технологичности их изготовления. Под технологичностью понимают выбор такого конструктивного оформления заготовок, которое обеспечивает удобство и простоту изготовления любыми видами сварки и при различных режимах применение высоко-производильных видов сварки автоматизацию и механизацию максимального числа операций технологического процесса низкую себестоимость процесса сварки за счет экономии сварочных материалов, повышения производительности и высокого уровня механизации сведения к минимуму искажений формы, вызываемых тепловым и механическим воздействиями при сварке.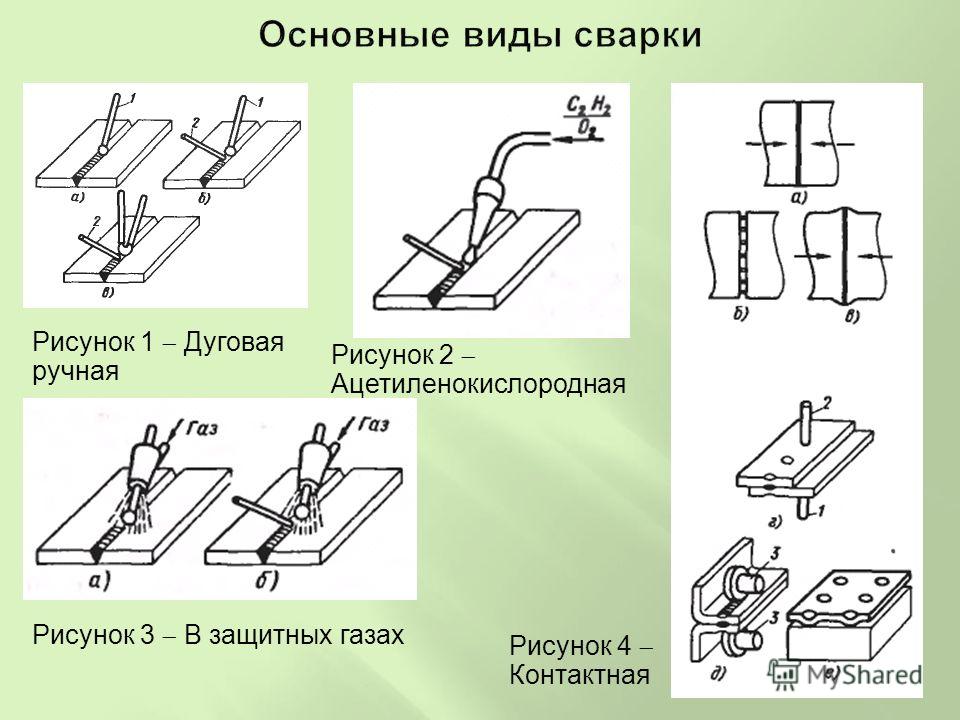 [c.245]
[c.245]
Основные виды сварки: классификация, назначение, оборудование
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают.
Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами.
Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный.
Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой.
Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна.
Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
ММА
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако.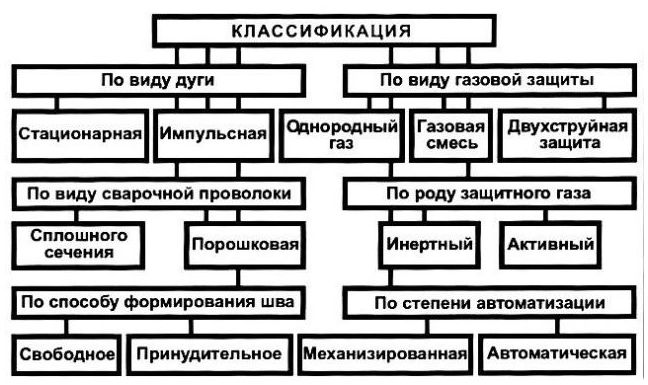
Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него.
Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:
Для черных металлов рекомендуется:
Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
TIG
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто.
(А практически все аппараты «2 в 1» не оборудованы, конечно).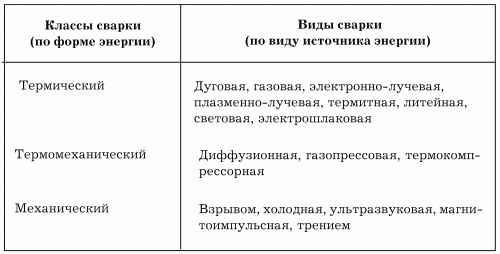 Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем.
Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем.
Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла.
Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла.
Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS).
Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой.
Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги.
А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки.
Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
Источник: https://www.kuvalda.ru/blog/articles/polz/osnovnye-vidy-svarki.html
Классификация видов сварки :
Человечество очень многим обязано изобретателям сварки. Видов работ, где применяется данная технология, огромное множество: от машиностроения до строительства.
Если бы не сварка, то неизвестно, на каком этапе технологического развития находились бы лидеры промышленного производства, да и вообще весь мир.
Ведь не будь сварки, не было бы и крупных океанских сухогрузов и танкеров, не было бы цистерн для транспортировки наливных грузов и так далее.
С бурным развитием науки и технологий развивалась и сварка. И сегодня неразъемные соединения получают множеством всевозможных способов. Выбор конкретной технологии и оборудования зависит от множества факторов.
И сегодня неразъемные соединения получают множеством всевозможных способов. Выбор конкретной технологии и оборудования зависит от множества факторов.
Классификация видов сварки
Существует огромное количество всевозможных способов осуществить соединение двух стальных изделий. Современные технологии позволяют надежно скреплять не только стальные и металлические материалы, но даже пластик.
Однако существует ряд видов сварки (газовой и не только), которые нашли широкое применение и используются чуть ли не повсеместно.
Критериями классификации сварки могут служить защитные среды, в которых осуществляется процесс плавления, степень механизации и автоматизации сварочных работ, по температурным параметрам соединяемых поверхностей и другие.
В соответствии с общепринятой классификацией видов сварки, все сварочные процессы можно поделить на сварку плавлением и сварку давлением. Каждая из этих двух больших групп включает целый ряд подгрупп.
Виды сварки плавлением следующие: электрошлаковая, газовая, индукционная, лазерная, дуговая (электрод может плавиться, а может и не плавиться) и ионно-плазменная. Каждый из перечисленных видов имеет свои преимущества и недостатки и имеет показания для применения в конкретной отрасли промышленности.
Каждый из перечисленных видов имеет свои преимущества и недостатки и имеет показания для применения в конкретной отрасли промышленности.
Виды сварки давлением: холодная и термомеханическая. К холодной сварке относится сварка трением, ультразвуковая сварка, сварка взрывом и так называемое вакуумное схватывание. Термомеханическая в свою очередь включает в себя диффузионную сварку, прессовую сварку (газо- и дуго-), термитную под давлением, термокомпрессионную и контактную (стыковая, точечная, роликовая).
Каждый из перечисленных видов сварки металла имеет свои особенности. Опытный инженер в области сварочных технологий способен по виду сварного шва определить технологию, по которой он был произведен.
Особенности сварки плавлением
Соединение формируется исключительно за счет оплавление материала электрода со свариваемыми изделиями. При этом на изделие не оказывается давление извне.
Источником тепловой энергии может быть электрический разряд (дуга), а также горение газа.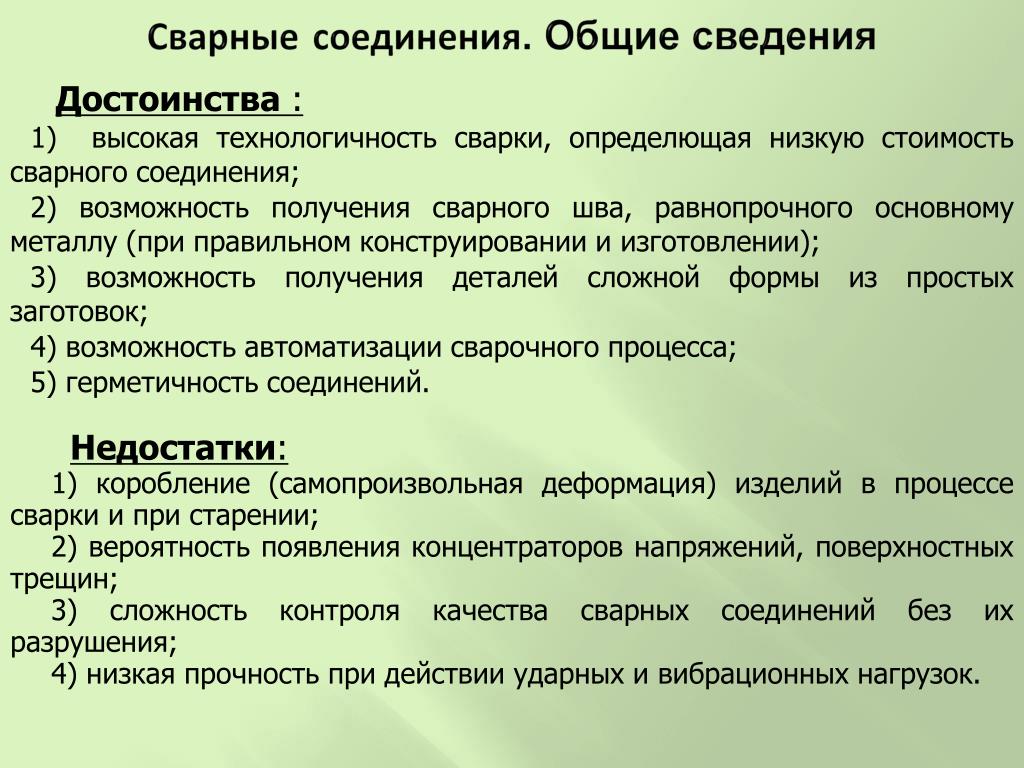 Соединяемые изделия частично оплавляются и образуют общий расплав.
Соединяемые изделия частично оплавляются и образуют общий расплав.
С понижением температуры возникает огромное количество центров кристаллизации и раствор затвердевает. Таким образом, изделия надежно соединяются в единую неразъемную конструкцию.
Некоторые особенности термомеханической
Данный вид сварки осуществляется за счет высокого давления, сообщаемого изделиям.
При этом за счет сил трения, возникающих в результате перемещения одной детали относительно другой, контактирующие поверхности разогреваются до очень высоких температур.
Активизируются диффузионные процессы, и атомы одного изделия начинают проникать в другое изделие, в результате чего образуется неразъемное сварное соединение.
Особенности сварки давлением
В последнее время данный вид сварки металла становится популярным. Главным образом благодаря своим широким возможностям. В частности, благодаря сварке давлением можно получить прочное соединение металла с пластиком.![]() Да и вообще можно варить, казалось бы, совершенно несовместимые материалы (например, алюминий с медью и другие).
Да и вообще можно варить, казалось бы, совершенно несовместимые материалы (например, алюминий с медью и другие).
Это чрезвычайно высокотехнологичный вид сварки. Сварные соединения, полученные данным методом, являются довольно надежными и прочными.
Свариваемость материалов
Сварное соединение можно получить далеко не для каждой пары материалов. Предъявляются требования к химическому составу свариваемых изделий. Так, например, с ростом содержания углерода в качественных конструкционных сталях, способность к свариванию данного материала резко падает.
Считается, что хорошей свариваемостью обладают стали с содержанием углерода до 0,3 % включительно. Если данное условие не выполняется, то сварной шов будет иметь множество дефектов как внутри, так и снаружи. Такое соединение будет иметь низкий комплект физических и механических свойств.
При сваривании изделий из углеродистой стали основной проблемой являются опускные и закалочные процессы, происходящие в зоне сварного шва..jpg) Также после сварки наблюдаются значительные остаточные деформации.
Также после сварки наблюдаются значительные остаточные деформации.
Чтобы минимизировать вероятность растрескивания поверхности сварного шва, технология предусматривает предварительный нагрев свариваемых изделий до температур от 100 до 300 градусов. Уменьшить степень деформации позволит замена одного прохода сварного шва на несколько проходов.
Для уменьшения остаточных напряжений и нормализации структуры рекомендуется производить средний отпуск изделий при температуре 300 градусов в течение нескольких часов.
Точное время, необходимое для сквозного прогрева изделий, должно вычисляться по специальной методике, и зависеть от массы и габаритов самого изделия, типов нагревательных элементов в самой печи.
Стали, содержащие 13 % и более хрома, хорошо противостоят коррозии в обычных атмосферных условиях. Также такие стали сохраняют высокие механические свойства при нагреве до высоких температур.
Материал очень ценный. Особенно широко применяется в химическом машиностроении и других отраслях промышленности, где очень важны коррозионная и жаростойкость.
Особенно широко применяется в химическом машиностроении и других отраслях промышленности, где очень важны коррозионная и жаростойкость.
Но высокохромистые стали, к сожалению, обладают плохой свариваемостью, так при охлаждении на воздухе в районе 1000 градусов, по границам зерен выпадает карбид хрома, что приводит к охрупчиванию материала в зоне сварного соединения.
Для борьбы с этим негативным явлением можно воспользоваться следующими приемами: модификация стали титаном, ванадием (эти элементы препятствуют диффузионной подвижности атомов хрома и удерживают их внутри зерна), отжиг изделия при высоких температурах (900 градусов) с целью выравнивания структуры стали по химсоставу, ускоренное охлаждение в области сварного шва.
Алюминий также относится к типу материалов с низким показателем свариваемости. Протеканию процессов препятствует тонкая оксидная пленка, которая мгновенно покрывает всю поверхность при контакте алюминия с воздухом. Поэтому такой вид сварки осуществляется исключительно под флюсом. Расплав флюса растворяет окисную пленку, препятствующую протеканию сварных процессов.
Расплав флюса растворяет окисную пленку, препятствующую протеканию сварных процессов.
Электродуговая сварка
Ручная электродуговая сварка является, пожалуй, самым распространенным видом дуговой сварки. Одновременно данная технология является самой популярной и активно применяется во всех отраслях промышленности и народного хозяйства.
Сущность процесса сварки данным способом состоит в следующем. Свариваемые изделия подключаются к электросети и выступают анодом. Электрод является катодом. Когда электрод подводится на близкое расстояние к металлическому изделию, то воздух пробивает электрическая дуга. Это сопровождается выделением большого количества энергии (тепловой) и электрод начинает плавиться.
Зажигание дуги электрического разряда протекает следующим образом. Сначала сварщик быстрым и отточенным движением касается электродом заготовки, а затем отводит электрод на небольшое расстояние (не более 5 миллиметров) от металлической поверхности.
Высвобожденные электроны ускоряются в магнитном поле, и сталкиваясь с атомами газа в межэлектродном пространстве, инициируют отрыв электронов (вторичная эмиссия).
 Лавинообразный рост носителей заряда приводи к возникновению устойчивой электрической дуги.
Лавинообразный рост носителей заряда приводи к возникновению устойчивой электрической дуги.Температура в месте входа разряда достигает шести тысяч градусов по Цельсию.
Сила тока может регулироваться в зависимости от толщины и материала электрода и составляет 2-3 тысячи Ампер при напряжении максиму 50 Вольт.
Столь выгодные условия протекания процесса вывели данную технологию в бесспорные фавориты и превратили ее в основной вид ручной дуговой сварки, используемый на производстве и в строительстве.
Как правило, используются электроды, покрытые специальным составом. Покрытие при нагреве выделяет газы, образующие защитную среду сварного шва. Также элементы покрытия легируют расплав, улучшая комплекс физико-механических свойств сварного шва.
Сварка под флюсом
Данная технология является основным видом сварки, применяемым на производстве при необходимости получать сварные швы идеального качества и большой длины. Даже самый опытный сварщик не способен варить ровные швы большой протяженностью.
Для защиты расплава от окислительного воздействия окружающей среды, на стык свариваемых изделий насыпается порошок специального состава (флюс). При нагреве до высоких температур, запускается процесс образования защитных газов, исключающих контакт металла, нагретого до высоких температур, с воздухом.
Защита флюсом позволяет применять более высокие токи по сравнению с ручной электродуговой сваркой, исключая возможность попадания на сварщика капель жидкого металла. Теоретические расчеты показали, что ток может быть увеличен до 8 раз. Таким образом, можно добиться впечатляющей производительности без ущерба качеству сварного шва.
При ручной сварке шов состоит, в основном, из расплава электрода. Шов, получаемый автоматической сваркой под флюсом, выглядит более презентабельно и состоит из материала электрода лишь на 1/3.
Весь остальной объем занимает оплавленный материал свариваемых изделий.
Таким образом, по сравнению со всеми видами ручной сварки, автоматическая сварка под флюсом является более экономичной (с точки зрения экономии расходных материалов) и чуть ли не в разы боле производительной.
Вместо электродов используется специальная проволока, смотанная в катушки. Стоимость проволоки значительно ниже стоимости электродов. Проволока разматывается по мере движения сварного автомата по линии сваривания и подается в зону резания специальным дозирующим устройством. По мере продвижения сварочного робота, сварной шов посыпается флюсом.
Особенности электрошлаковой сварки
Все другие виды сварки и их характеристики во многом уступают этой, возникшей сравнительно недавно, технологии. Сущность данного метода состоит в следующем. На свариваемые поверхности наносится слой шлака, предварительно нагретого до температуры выше значений, при которых происходит оплавление металла.
Поначалу процесс идет так же, как и при сварке под флюсом. Но когда образуется жидкая ванна из расплавленного шлака, то дуга гасится, а плавка кромок свариваемых изделий протекает за счет теплоты, которая выделяется при пропускании через изделия тока. Технология позволяет получать качественные и надежные соединения габаритных стальных изделий за очень короткие промежутки времени.
Технология позволяет получать качественные и надежные соединения габаритных стальных изделий за очень короткие промежутки времени.
В ходе данного процесса поверхности изделий, которые необходимо соединить сваркой, должны располагаться в вертикальной плоскости. При этом не допускается плотный контакт поверхностей: необходимо оставить небольшой зазор, который заполняется шлаком.
К преимуществам электрошлаковой сварки можно отнести большую чистоту сварного шва по всевозможным включениям и микропорам и высокую производительность метода, возможность получать сварные швы любой конфигурации и пространственной формы. По заверениям специалистов в области сварки, скорость, по крайней мере, в 20 раз превышает скорость сварки под флюсом.
Особенности электронно-лучевой сварки
Поверхность стали разогревается за счет интенсивного бомбардирования электронами, испускаемыми мощной пушкой. Сварочные процессы происходят в откачной вакуумной камере, что положительно сказывается на качестве сварных швов.
Данная технология нашла применение при проведении прецизионных сварочных работ (например при производстве интегральных микросхем и т. д.) Пучок электронов можно фокусировать на невероятно малую площадь (до 1 микрона), что позволяет проводить сварку на микро- и даже нано- уровнях.
Плазменная сварка
Данный вид сварки, ввиду дороговизны оборудования и сложности реализации, применяется исключительно в научно-исследовательских целях. Гораздо большее распространение плазменные технологии получили в области термодиффузионного насыщения поверхностей металлов и сплавов.
Положительные заряды плазмы (ионизированного газа) ускоряются в магнитном поле и бомбардируют металлическую поверхность, разогревая ее до заданной температуры. Энергия ускорения иона в магнитном поле сопоставима с энергией, которой обладает частица при нагреве до 20 тысяч градусов. Низкотемпературная плазма вырабатывается специальным плазмотроном.
Особенности точечной контактной сварки
Для осуществления такой сварки необходимо разместить свариваемые листовые материалы внахлест, и прижать их двумя электродами с одной и с другой стороны. Сила прижима должна быть значительной, чтобы исключить дребезжание изделий.
Сила прижима должна быть значительной, чтобы исключить дребезжание изделий.
Затем через электроды пропускается ток. Электрическое сопротивление стальных изделий приводит к тому, что поверхность под электродами разогревается за считанные доли секунды до температур оплавления стали.
Площадь сварной поверхности, как правило, равна площади электрических контактов.
Особенности холодной сварки
Данный вид сварки не требует разогрева поверхности и оплавления изделий. Холодая сварка осуществляется за счет деформаций в нормальных условиях, и даже в условиях минусовых температур.
Необходимо достичь возникновения металлической связи между атомами двух свариваемых изделий.
На качество сварного соединения в наибольшей степени влияет чистота поверхностей. Поэтому перед началом работ поверхности необходимо тщательно очистить от окислов и следов жира.
Процесс холодной сварки осуществляется в следующей последовательности: два металлических листа кладутся на приспособление, зачищенные участки поверхности необходимо поместить на оси пуансонов, пуансоны из износостойкой инструментальной стали сжимаются со значительным усилием, в результате чего образуется сварное соединение.

Источник: https://www.syl.ru/article/378681/klassifikatsiya-vidov-svarki
Какие бывают сварочные аппараты: виды, характеристики, особенности эксплуатации
Сборка металлических конструкций с помощью сварочного оборудования во многих случаях предпочтительнее метода фиксации посредством крепежных элементов. Взаимопроникновение расплавленного металла дает прочное соединение.
Монтаж с использованием заклепок, болтов, специальных механизмов уместен при необходимости обеспечить замену детали, при ремонте, регламентных работах. Информация о том, какие бывают сварочные аппараты, в чем особенности их эксплуатации, поможет сделать правильный выбор при покупке.
Трансформаторы
Принцип работы основан на понижении входящего напряжения до уровня, необходимого для создания устойчивой дуги. Трансформатор, основная деталь оборудования, имеет две обмотки: первичную и вторичную. Какие бывают сварочные аппараты этого типа?
Напряжение регулируется двумя способами. Первый — это амплитудный метод, когда обмотки смещаются относительно друг друга физически. Делается это с помощью специального механизма.
Первый — это амплитудный метод, когда обмотки смещаются относительно друг друга физически. Делается это с помощью специального механизма.
Самое простое решение заключается в разделении обмотки на несколько частей, подключая/отключая которые добиваются нужного напряжения. Второй — фазное регулирование, которое обеспечивают тиристоры. Более производительный способ, дающий возможность регулировать ток по многим характеристикам.
Выпрямители
Эта категория является эволюционным развитием трансформаторного оборудования. В схеме аппарата есть диодный блок, преобразующий переменный ток в постоянный. Создаются более благоприятные условия для поддержания дуги. Она более устойчива, ровная.
Наблюдается заметное снижение разбрызгивания металла. В работе можно использовать любые типы электродов. Выпрямитель более универсален по сравнению с трансформаторным аналогом. Возможна работа не только с черными, но и с цветными металлами. Меняя полярность получают иные характеристики аппарата, например, для сварки алюминия.
Хорошее качество швов, доступная цена, надежность оборудования делают его популярным среди профессионалов и домашних мастеров. К минусам можно отнести немалый вес аппарата, необходимость иметь навыки работы с ним и сильное влияние на подающую сеть в которой отмечаются скачки напряжения.
Полуавтоматы
Стабильно увеличивающаяся по количеству проданных аппаратов категория. Принцип работы основан на особенностях поведения металла в среде защитного газа. Традиционного электрода при этом нет.
Его роль играет проволока, которая может быть обычной или флюсовой, с добавкой веществ улучшающих качество сварки. В качестве среды используется аргон, углекислый газ. Принято делить оборудование на следующие группы:
- аппарат с принудительной подачей газа;
- оборудование с возможностью отключения подачи газа;
- аппарат без газа, который работает только с флюсовыми электродами, создающими с процессе работы защитный слой над местом сварки.
Полуавтоматы широко используются в домашнем хозяйстве, на крупных предприятиях, станциях технического обслуживания автомобилей. Тонкая регулировка позволяет сваривать металл толщиной менее 1 мм с хорошим качеством.
Эксплуатация аппарата требует знаний, но необходимости иметь устойчивые навыки управление дугой, как в работе с трансформатором нет. Нужно четко следовать рекомендациям инструкции и советам специалистов.
Инверторы
Наиболее динамично развивающаяся категория. Привлекает простота использования. Производители предлагают оборудование инверторного типа с оптимальными пользовательскими характеристиками. Время обучения для успешного пользования минимально.
Сам сварочный аппарат небольшой, относительно легкий и сегодня его можно купить по ценам сравнимым с аналогами, работающими по иному принципу, хотя разница с цене есть, но не такая значительная, какая была на первые образы оборудования этого класса. Конфигурация инвертора следующая:
Аппарат инверторного типа мобилен. Высокое КПД и минимальное потребление энергии делают возможным подключение его к бытовой сети. Популярность оборудования стала возможной после того, как производители технологически устранили недостатки, характерные для первых моделей оборудования.
Высокое КПД и минимальное потребление энергии делают возможным подключение его к бытовой сети. Популярность оборудования стала возможной после того, как производители технологически устранили недостатки, характерные для первых моделей оборудования.
Сегодня инверторы считаются самым удобным аппаратом для бытового использования, имеют высокий класс надежности. Поэтому имеют его сегодня и частные мастера, и небольшие производственные, сельскохозяйственные предприятия.
Чаще всего при консультации в торговой точке с менеджером, на вопрос — Какие бывают сварочные аппараты для домашнего использования? — можно услышать следующий ответ — Инверторы.
Аргонодуговой сварочный аппарат
Оборудование относят к специальному классу. Разрабатывалось оно для качественной сварки цветных металлов, хотя и для сплавов на основе железа оно тоже используется.
Узкая специализация техники ограничивает использования ее в частном хозяйстве, но аппаратов бытового класса в продаже много. По конфигурации они не отличаются от профессиональных аналогов и состоят из следующих элементов:
По конфигурации они не отличаются от профессиональных аналогов и состоят из следующих элементов:
- источник постоянного (предпочтительнее) или постоянного тока;
- осциллятор, который преобразует ток в импульсы высокой частоты для возникновения бесконтактной дуги.
Характерной особенностью аргонодугового аппарата является неплавящийся электрод. В большинстве случаев об сделан из вольфрама, который имеет значительный ресурс и при длительном пользовании может быть заменен на новый.
Устойчивая дуга в среде аргона, реже гелия, дает возможность работать со сплавами, сварка которых в иных условиях невозможна, поскольку содержащийся в воздухе кислород создает окислительную пленку, амальгаму.
Аппарат для точечной сварки
Для отдельных операций при сборке конструкций такой вид оборудования становится очень востребованным. Аппарат имеет характерную форму: два электрода расположены в одной плоскости и при работе нагревают заранее зафиксированные детали и деформируют их в точке соприкосновения, что и стало причиной названия этого класса оборудования.
Происходит это за доли секунды. Электрический высокочастотный импульс тока плавит металл на небольшой площади, без образования окалины, обжига, перегрева детали. По этой причине сборку часто делают даже из деталей, покрытых лакокрасочными составами.
Аппарат для газовой резки и сварки
Класс оборудования, использующих не электричество в качестве плавления металла, а газ. Привычная модификация ацетиленового аппарата с использованием карбида кальция сегодня уступает место более совершенному оборудованию со сжиженным газом в баллонах, хотя и продолжает успешно эксплуатироваться в частных хозяйствах и организациях ЖКХ.
Не зависимо от способа подачи носителя энергии, оборудование делится на три категории:
- Сварочное. Используется специальная горелка. Редуктор ограничивает подачу газа, оптимальную для сварки. Резку делать таким аппаратом не резонно, слишком долго.
- Универсальное. Возможность регулировки подачи газа, форма горелки позволяют успешно варить и резать металл.
 Возможность регулировки подачи газа, форма горелки позволяют успешно варить и резать металл.
Возможность регулировки подачи газа, форма горелки позволяют успешно варить и резать металл.- Резаки. Предназначены для разделки крупных конструкций на отдельные части. Горелка особой формы, длиной до метра и более. Мощная подача кислорода и газа выдувает расплавленный метал.
Видео: Как правильно выбрать сварочный аппарат
Газовое оборудование имеет свои плюсы и минусы. К преимуществам относят: дешевизну, медленный нагрев и остывание металла, иногда эта особенность нужна, возможность полностью контролировать время обработки с помощи мощности пламени.
Шов отличается высоким качеством при соответствующей квалификации мастера. К тому же газовой горелкой можно не только варить металл, но и закалять, отпускать его. К недостаткам относят длительность процесса, достаточно большую площадь нагрева, взрывоопасность.
Плазменная сварка
Современный способ соединения, резки металла. В быту используется мало, а вот при производстве изделий из высокопрочных, нержавеющих сталей этот способ стал очень востребованным. Температура в сопле плазмы достигает 30 000 °C.
Температура в сопле плазмы достигает 30 000 °C.
Это позволяет на ограниченной площади быстро производить сварку высокой точности. Незаменима технология плазменной сварки при работе с металлами значительной толщины. Использование метода многократно сократило время операции по отношению к другим видам оборудования.
Оборудование достаточно дорого и в частных руках его не много. Какие бывают виды сварочных аппаратов этого типа? Конструктивно варить можно как дугой, так и плазменной струей.
В обоих случаях необходим инертный газ для создания среды и неплавящийся электрод. По мощности аппараты бывают трех видов: микроплазменные (0,1-25 А) средние (25-150 А) и оборудование на больших токах (свыше 150 А).
Информация о характеристиках основных видов сварочного оборудования поможет определиться, какой аппарат будет наилучшим в конкретной ситуации. Для домашнего пользования не обязательно покупать дорогостоящую профессиональную технику.
По базовым показателям бюджетные модели мало уступают специальным аналогам. Главным отличием становится время непрерывной работы. Профессиональное оборудование может работать часами, в отличие от простых аналогов. Понимая, какие бывают сварочные аппараты, какими характеристиками они обладают, сделать правильный выбор намного легче.
Источник: https://prosto-instrumenty.ru/kakie-byvayut-svarochnye-apparaty/
Классификация сварочных аппаратов. Виды и типы аппаратов для сварки. Как выбрать сварочный аппарат
- Основные типы инструмента
- Сварочные трансформаторы
- Сварочный выпрямитель
- Сварочные инверторы: нюансы
- Сварочный агрегат: принципы
- Практические рекомендации
Современные типы сварочных аппаратов предназначены как для профессиональной сферы, так и для любительской.
Обычно требуются сертифицированные специальные сертификаты, сопровождающие эти электроды, и, конечно же, мы можем предоставить их по запросу по соглашению с производителем.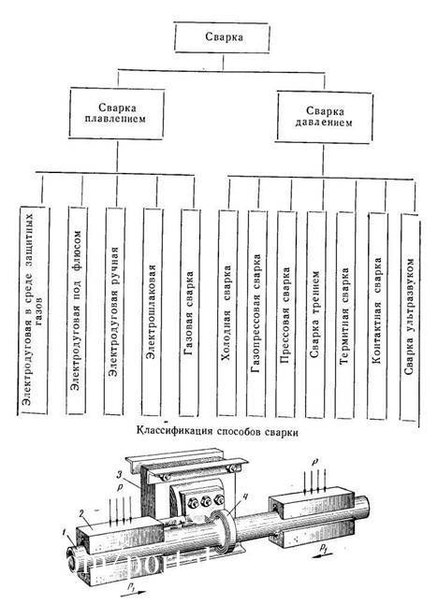
Каждый тип стали можно сваривать только с помощью своего особого электрода, чтобы сохранить его свойства даже в точке соединения.
Это процесс соединения, состоящий из сборки металлических деталей с металлом или без него путем постепенного слияния основного металла.
На протяжении более века он был наложен как рациональный, высокопродуктивный и глубоко надежный метод. На протяжении многих лет были разработаны все более сложные методы и разработаны сложные технологии, которые привели к высокопроизводительной сварке и безопасности.
На современном рынке представлен большой ассортимент сварочных аппаратов, поэтому для правильного выбора агрегата лучше обратиться к специалисту.
Благодаря развитию технологий, нынешний инструментарий настолько прост в управлении, что отпадает необходимость в высокой квалификации оператора. Большинство моделей оборудования отлично сочетают в себе хороший набор опций, при этом не требуют специфических навыков для работы с ним. Это, в свою очередь, помогает не зацикливаться на конкретных модификациях.
Это, в свою очередь, помогает не зацикливаться на конкретных модификациях.
Окислительные элементы газообразной смеси дозируются для стабилизации дуги, а также для вмешивания формы расплавленной зоны и механических свойств конечного шва.
Простота использования во всех позициях в широком использовании системы высокой производительности. Морское производство, железнодорожные, автомобильные мобильные металлические столярные металлические.
Химическая промышленность, пищевая промышленность, аэронавтика, аэрокосмическая прецизионная обработка.
- Используется вручную или роботизировано.
- Легкие сплавы или медные нержавеющие стали.
- Высококачественная металлургическая сварка чистой и колоколообразной формы.
- Сплавы, не легированные или легколегированные легкие сплавы или медные сплавы.
Плазменная сварка: в этой сварочной мере газ подается в плазменное состояние посредством электрической дуги между огнеупорным электродом и сварочной деталью.
Основные типы инструмента
Сварочное оборудование может быть представлено в виде:
- трансформаторов;
- выпрямителей;
- инверторов;
- полуавтоматами;
- генераторов, которые могут быть бензиновыми или дизельными.
Этот газ ограничен механическим и кинетическим путем использования охлаждающего сопла. Нелегированные или слаболегированные стали из никеля и титановых сплавов из нержавеющей стали.
- Высококачественные металлургические механические особенности.
- Автомобильная промышленность, механика.
Лазерная сварка: процесс лазерной сварки является последним среди тех, которые доступны на рынке.
Это становится прибыльным, когда объемы производства высоки, а дизайн сварочных компонентов подходит для использования этой новой технологии. В отличие от других методов обычной дуговой сварки, условия его применения зависят не только от условий теплопроводности материала, но и от характеристик используемого лазерного луча.
Есть несколько видов сварочных аппаратов, чтобы знать их характеристики, следует разбираться и в терминологии, связанной со сваркой.
- «AC» – в переводе с английского означает переменный ток.
- «DC» – постоянный ток.
- «MMA» – ручная дуговая сварка с применением штучных электродов.
- «TIG» – ручное сваривание с использованием вольфрамового неплавящегося электрода с аргоном.
- «MIG/MAG» – полуавтоматическая дуговая сварка за счет плавящейся электродной проволокой с инертным или активным газом, при этом проволока подается автоматически.
- «ПВ» – аббревиатура от продолжительности включения. Этот момент обозначает, какое время будет работать сварочный аппарат, пока не перегреется и не отключиться автоматически.
Источник: https://www.fraps-all.ru/classification-of-welding-machines-types-and-types-of-apparatus-for-welding.html
Особенности и характеристики видов сварки
Жизнь современного человека тесно связана с вещами, изготовленными с применением сварочных технологий.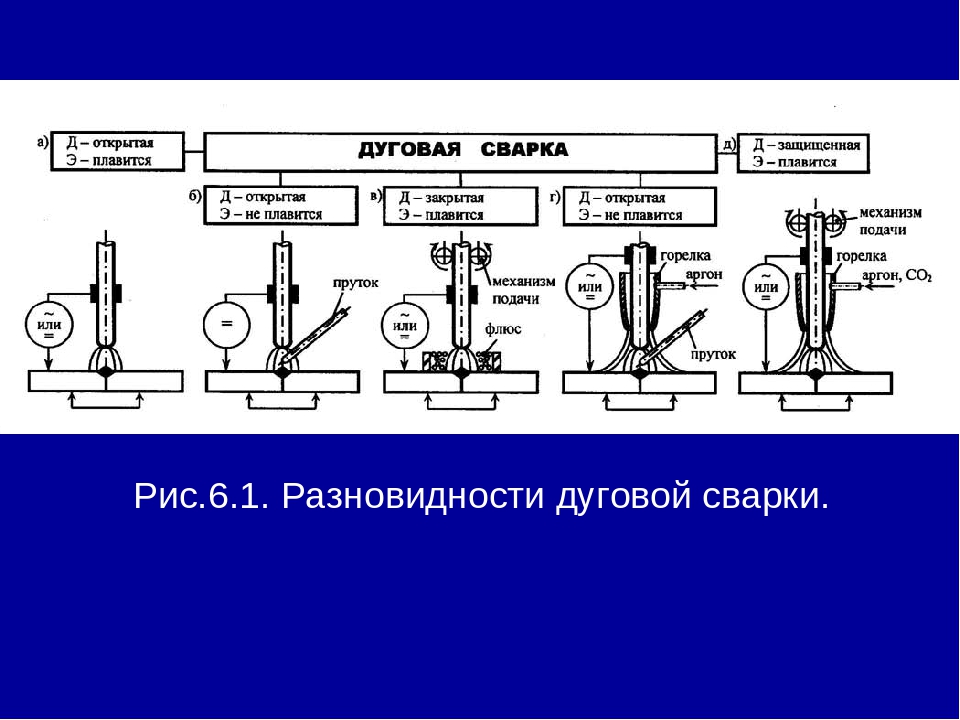 Речь идет не только о соединении металла, но и прочих материалов, которые можно соединить на молекулярном уровне. В статье будут рассмотрены основные виды сварки.
Речь идет не только о соединении металла, но и прочих материалов, которые можно соединить на молекулярном уровне. В статье будут рассмотрены основные виды сварки.
Понятие процесса
Сварка – это технология создания неразъемного соединения между двумя поверхностями, путем интенсивного температурного воздействия.
Физические признаки
Металлы отличаются высокой температурой плавления. Без дополнительных факторов площадь контактные части свариваемых изделий не будут взаимодействовать друг с другом.
Для изменения агрегатного состояния металла требуется повысить его температуру.
По достижению определенного уровня создаются условия, при которых появляется возможность выполнить стыковку деталей с получением крепкой межатомной связи между поверхностями.
Технологичность – главное свойство сварных работ
Применяемые типы сварки зависят от характеристик рабочих элементов, а также производственных условий. Наиболее употребительными являются следующие технологии:
- Дуговая.
- Плазменная.
- Газовая.
- Сварка давлением.
- Стыковая.
- Холодная.

Важность свойств
В процессе соединения заготовок необходимо обеспечить надежную защиту зоны температурного воздействия от агрессивного влияния кислорода в атмосфере. В противном случае в области обработки будут активно развиваться коррозионные процессы, ухудшающие качество конструкции. Основные способы предотвращения контакта расплава с воздухом:
- флюс;
- вакуум;
- защитные газы;
- пена.
Классификация
Классификацию сварки металлов осуществляют исходя из характера воздействия на плоскость:
- Термический класс. Характеризуется бесконтактным способом воздействия на поверхность – электрической дугой или пламенем газа.
- Термомеханический класс. Данный вид сварочных работ сочетает в себе бесконтактное воздействие, для достижения нужной температуры, а также механического давления для выполнения соединения.
- Механический класс. Заданные тепловые параметры получают исключительно за счет механического воздействия на соединяемые изделия.
Ниже будут рассмотрены виды сварок и их краткая характеристика, для каждого класса.
Термический класс
Сварочная дуга
Сварочная дуга – это источник тепловой энергии для расплава металла. Представляет собой электрический разряд, возникающий при разрыве цепи. В качестве питающего механизма применяются устройства, работающие на постоянном или переменном токе.
Электродуговая
Электродуговая технология – наиболее распространенный способ соединения металлических изделий. Своей популярностью обязан относительной простоте применяемого оборудования и низкой себестоимости выполнения работ. Известно несколько видов дуговой сварки.
Ручная дуговая
Работы выполняются электродами с флюсовым покрытием и аппарата для сварки. Метод получил свое название благодаря функциям, которые осуществляются сварщиком:
- Выбор направления движения стержня и его скорость.
- Длина дуги;

Под действием высокой температуры флюс расплавляется. Одни компоненты попадают в зону расплава, улучшая качественные характеристик, другие остаются на поверхности, образуя защитную пленку.
Неплавящимся электродом
В качестве электродного материала используются тугоплавкие элементы: вольфрам или графит. Температура плавления базовой поверхности ниже, чем у электрода. Это обстоятельство увеличивает срок эксплуатации стержней. Допустимо использование присадочных металлов. Ввиду отсутствия флюса, работы ведутся в среде инертных газов.
Механизированная плавящимся электродом в среде защитного газа
Данный вид работ характеризуется применением особого присадочного материала – электродной проволоки, состав который зависит от свойств рабочей поверхности. Для подачи материала в зону сварки используют подающие механизмы.
Они могут быть как одним из узлов агрегата, так и автономным оборудованием. Проволока не имеет защитного покрытия, поэтому соединение выполняют под защитой газа. При его отсутствии используют особый тип присадки – порошковую проволоку, которая содержит флюс для защиты шва.
Проволока не имеет защитного покрытия, поэтому соединение выполняют под защитой газа. При его отсутствии используют особый тип присадки – порошковую проволоку, которая содержит флюс для защиты шва.
Для работы применяются аппараты, функционирующие в полуавтоматическом режиме.
Под флюсом
В этом случае на зону соединения вносят флюсовый состав, при плавлении которого возникает газовый пузырь, служащий барьером для вредных атмосферных факторов. Подчиняется требованиям ГОСТа 8713-89. На серийных производствах имеются установки, выполняющие сварку под флюсом в автоматическом режиме.
Электрошлаковая
Особенностью метода является система подачи тепловой энергии: ток проходит через флюс, нагревая его. Затем происходит плавление присадочного материала и заготовки. Способ незаменим при вертикальных соединениях с углублением, относительно основной плоскости.
Орбитальная
Метод промышленного стыкования поверхностей с круглым сечением, таких как трубы.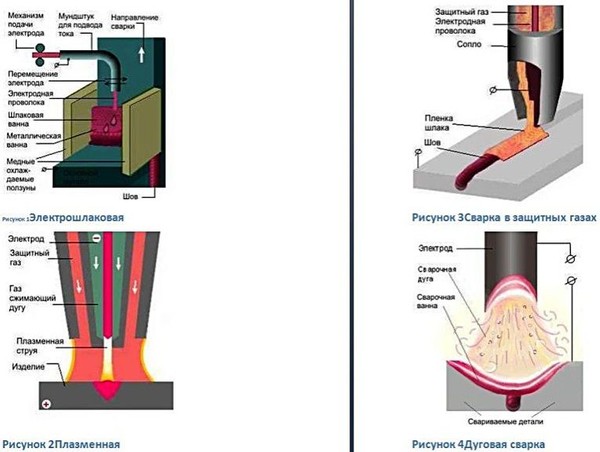 Существует два способа реализации неразъемной связи. В первом случае заготовки вращаются вокруг своей оси.
Существует два способа реализации неразъемной связи. В первом случае заготовки вращаются вокруг своей оси.
Под действие силы трения достигается рабочая температура. Во втором случае изделия зафиксированы, а вокруг них вращается подвижная головка аппарата для дуговой сварки. В этом случае используется электродная проволока.
Газопламенная
Технология характеризуется использованием тепловой энергии, образующейся при сгорании горючих газов и их смесей. В зависимости от массовой доли кислорода, определяется характер пламени. Оно может быть трех типов:
- окислительное;
- нейтральное;
- восстановительное.
Плазменная
Рабочим инструментом является плазмотрон, генерирующий высокотемпературную плазменную дугу. В качестве механизма регулировки струи используют электромагнитные силы, увеличивая скорость ионов до необходимой величины. Помимо сварки, плазму используют наплавки, резки и напыления.
Электронно-лучевая
Высокотехнологичный метод, отличающийся принципом нагрева поверхности – для повышения температуры используется электронная пушка, которая создает поток электронов.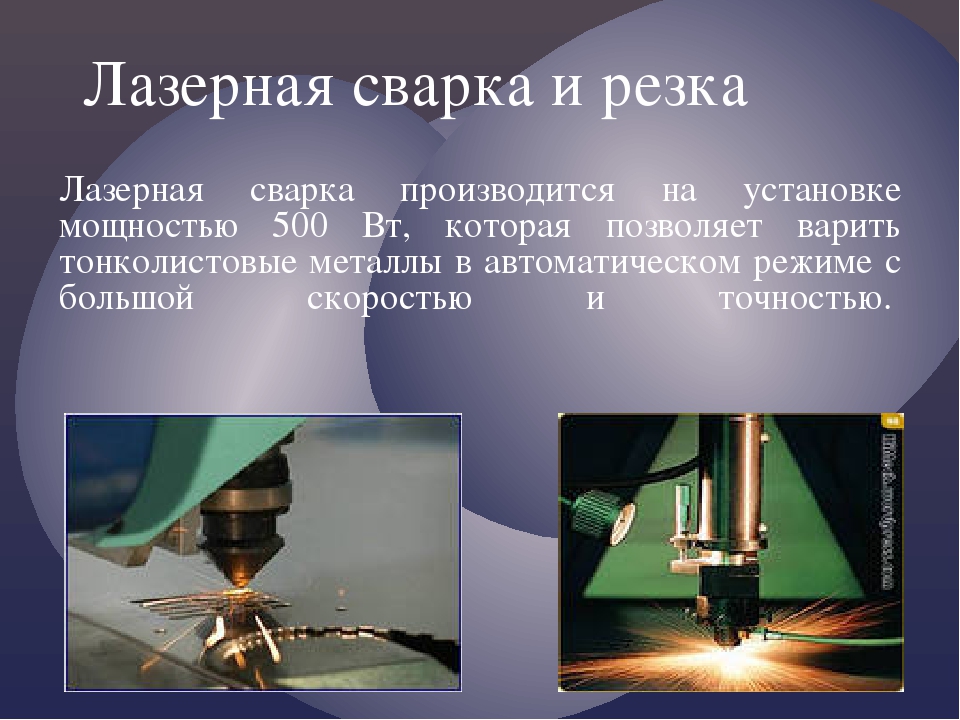 Соединение элементов выполняют в условиях вакуумных камер.
Соединение элементов выполняют в условиях вакуумных камер.
Лазерная
На зону соединения воздействуют тонким лазерным лучом, который характеризуется точностью обработки и малым влиянием на зону вокруг шва. Это помогает избежать деформаций при работе с тонколистовыми материалами. Специалисты рекомендуют варить конструкции в среде защитных газов.
Стыковой метод соединения пластмасс оплавлением
Исходя из названия, для оплавления пластиковых изделий используется нагревательный элемент с покрытием из тефлона.
С закладными нагревателями
Еще один метод соединения полимеров. Нагрев осуществляется элементами сопротивления, которые устанавливают на соединительную муфту. После монтажа заготовки подается электрический ток, расплавляющий пластик.
Термомеханический класс сварки
Кузнечная
В качестве рабочего инструмента использовался кузнечный молот, деформирующий заготовки. Является самым старым способом выполнения соединения. В настоящее время практически не используется.
Контактная
Наиболее популярный способ данного класса. Рабочий цикл включает в себя два этапа. Первый – плавление поверхности до пластичного состояния. Второй – давление на нагретые элементы, которое может осуществляться как вручную, так и с помощью различных приводных механизмов. Подвидами контактной технологии являются.
Точечная
Популярная технология, которая может быть реализована в домашних условиях. Изделие помещают между двумя стержнями, выполняющими роль электродов. На них подается кратковременный импульсный заряд, нагревающий плоскость. Затем заготовка сжимается электродами, образуя межатомное соединение.
Стыковая
Основное отличие технологии заключается в ширине воздействия на поверхность. Соединение выполняется по всей плоскости касания. Существует два способа создания соединения:
- сопротивлением;
- непрерывным оплавлением.
Рельефная
Метод характеризуется специфической подготовкой к свариванию. На контактные плоскости предварительно устанавливают возвышения, называемые рельефами. После выполнения стыковки по точкам на них подают электрический ток, который вызывает деформацию рельефов.
На контактные плоскости предварительно устанавливают возвышения, называемые рельефами. После выполнения стыковки по точкам на них подают электрический ток, который вызывает деформацию рельефов.
Диффузионная
В основе технологии лежит явление диффузии – взаимного проникновения частиц друг в друга. При повышении температуры интенсивность движения атомов возрастает, создавая оптимальные условия для соединения деталей. Процесс протекает в условиях безвоздушного пространства или в среде защитных газов.
Высокочастотными токами
Металл плавится под влиянием токов высокой частоты. После кристаллизации обрабатываемой зоны образуется прочный сварной шов.
Трением
Основное преимущество данного способа сочленения – возможность работы с разнородными металлами.
Согласно технологическим требованиям, одна заготовка должна быть надежно зафиксирована в специальном суппорте. Вторую раскручивают вокруг своей оси и под давлением стыкуют с первой.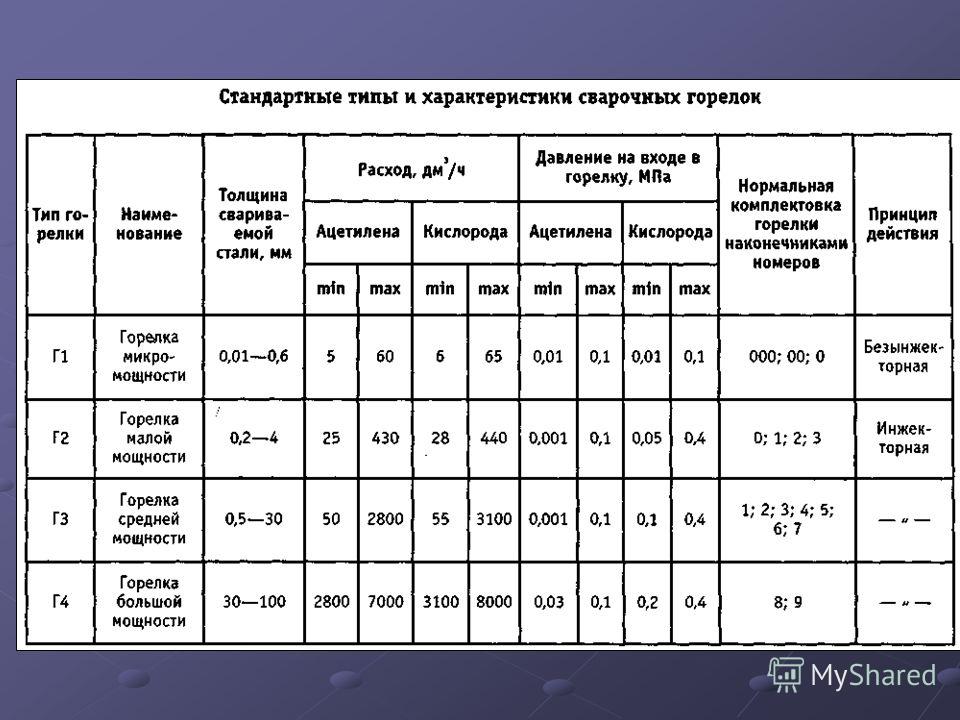
Тепловой энергии, которая выделяется за счет силы трения, достаточно для образования новых молекулярных связей.
Механический класс
Взрывом
Основной способ для получения биметаллических соединений. Для спекания заготовок используют тепловую энергию, которая освобождается при взрыве.
Ультразвуковая
Данный способ использует ультразвуковые колебания для образования неразъемных связей между атомами. Уникальность технологии заключается в возможности сваривания различных материалов, начиная от металла, заканчивая кожей или стеклом.
Холодная
Уникальный метод сваривания материалов, который отличается низкой рабочей температурой, находящейся ниже уровня рекристаллизации структуры металла. Технологические требования заключаются в тщательной подготовки рабочей плоскости. Она должна быть очищена от чужеродных элементов. Непосредственно перед началом цикла производят обезжиривание поверхности.
Эту сварку давлением применяют для работы с материалами, чувствительными к температурным перепадам.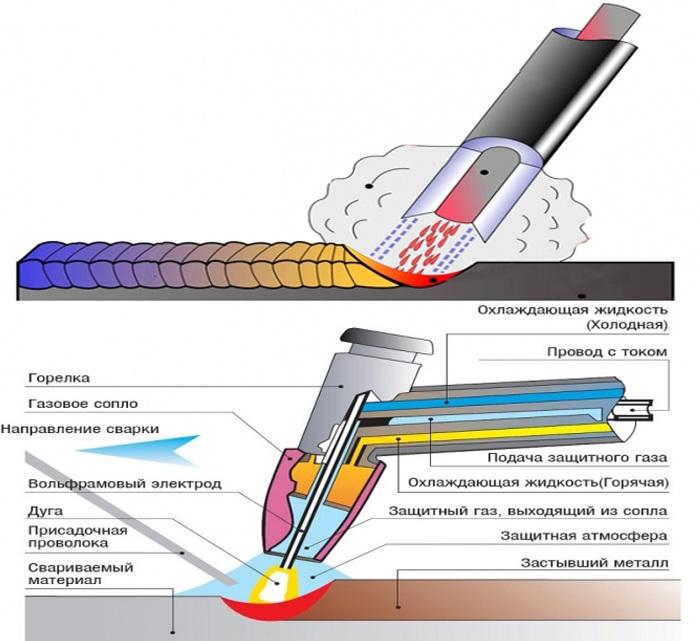
Международные обозначения
При выполнении работ на территории России, в строительстве и других отраслях промышленности, все сварочные процессы подчиняются требованиям ГОСТа Р ИСО 4063-2010. Это отечественный аналог международного стандарта ISO 4063:2009.
В искусстве
Художественная сварка – это недавно зародившееся направление в искусстве. Мастера, занимающегося созданием скульптурных композиций называют арт-сварщиком. В Москве, и других крупных городах, проходят многочисленные выставки, которые знакомят ценителей с новыми произведениями.
Можно с уверенностью утверждать, что художественной сваркой по металлу с каждым годом интересуется все больше людей.
Заключение
В статье было рассказано, какие бывают виды сварки: от электросварки до соединения ультразвуком.
Источник: https://svarka.guru/vidy/osobennosti-i-harakteristiki.html
Классификация способов сварки
В первой группе весьма важную, доминирующую роль играет давление, прилагаемое к месту сварки, создающее пластическую деформацию и возбуждающее силы сцепления. Нагрев металла при этом играет хотя и важную, но всё же подчинённую роль; в ряде случаев сварка может быть осуществлена и без применения нагрева.
Нагрев металла при этом играет хотя и важную, но всё же подчинённую роль; в ряде случаев сварка может быть осуществлена и без применения нагрева.
Во второй группе процесс сварки основан на расплавлении металла местным нагревом. Давление к месту сварки не прилагается, а если иногда и применяется, то играет второстепенную роль.
Группу способов сварки давлением можно, в свою очередь, разделить на три подгруппы, в зависимости от степени нагрева места сварки. Первая — холодная сварка давлением, при которой металл в зоне сварки остаётся всё время холодным, например сварка при нормальной комнатной температуре. Вторая — сварка давлением без оплавления, при которой металл не доводится до расплавления, а лишь подогревается до температуры так называемого сварочного жара, при этом несколько снижаются механическая прочность, упругие свойства и повышается пластичность. Процесс сварки давлением при этой температуре протекает успешно и даёт хорошие результаты. Понятие сварочный жар выработано практикой и является довольно неопределённым. Вообще говоря, любой металл или любая пара разнородных металлов при подходящих условиях (достаточном удельном давлении и пр.) могут быть сварены и при комнатной температуре без всякого подогрева.
Вообще говоря, любой металл или любая пара разнородных металлов при подходящих условиях (достаточном удельном давлении и пр.) могут быть сварены и при комнатной температуре без всякого подогрева.
Переходя от принципиальной возможности сварки к достаточно удобным процессам сварки давлением, пригодным для промышленного использования, следует отметить, что подогрев металла значительно облегчает процесс сварки давлением и в большинстве случаев является практически необходимым. При этом, чем выше температура подогрева, тем лучше протекает процесс сварки, однако повышение температуры ограничивается различными дополнительными соображениями.
Обычно металл нагревают до так называемых сварочных температур, т. е. температур, лежащих лишь немного ниже температуры плавления металла. Дальнейшее повышение температуры не допускается, так как начавшееся плавление металла может нарушить нормальный процесс сварки, ухудшить структуру металла и т. п. Иногда температура нагрева ограничивается невозможностью дальнейшего её повышения при нагреве в разных горнах, печах и т. п.
п.
Во многих случаях оказывается целесообразным усилить подогрев металла в зоне сварки до оплавления. При этом расплавленный металл в процессе осадки может полностью выдавливаться наружу из зоны сварки, и в соприкосновение войдут и будут свариваться слои металла, нагретые лишь до перехода в пластическое состояние. В этом случае при последующем металлографическом исследовании в сварном соединении литого металла не обнаруживается. Иногда расплавленный металл удаляется из зоны сварки осадкой не полностью или совсем не удаляется, например при точечной контактной электросварке. В этом случае при металлографическом исследовании сварного соединения обнаруживается литой металл.
Если при подогреве металл доводится до оплавления, то сварочный процесс называется сваркой давлением с оплавлением.Группа способов сварки плавлением, в свою очередь, может быть разделена на две подгруппы: 1) сварка плавлением, характеризующаяся расплавлением основного металла и 2) пайка, основная особенность которой заключается в отсутствии плавления основного металла. Соединение осуществляется за счёт расплавления легкоплавкого присадочного металла, имеющего температуру плавления ниже температуры плавления основного металла. Этот легкоплавкий металл называется припоем, а сам процесс — пайкой, которую можно считать разновидностью сварки плавлением. Однако провести резкую границу между собственно сваркой плавлением и пайкой, в особенности для цветных металлов, не всегда возможно.
Соединение осуществляется за счёт расплавления легкоплавкого присадочного металла, имеющего температуру плавления ниже температуры плавления основного металла. Этот легкоплавкий металл называется припоем, а сам процесс — пайкой, которую можно считать разновидностью сварки плавлением. Однако провести резкую границу между собственно сваркой плавлением и пайкой, в особенности для цветных металлов, не всегда возможно.
На основании приведённых определений можно дать краткую характеристику процессам сварки давлением и сварки плавлением и отметить их некоторые особенности.
Процесс сварки давлением с нагревом слагается из двух операций:
— нагрева соединяемых частей в зоне сварки соответствующим источником тепла до необходимой температуры, чтобы на поверхностях соединения была достигнута температура сварочного жара;
— осадки, состоящей в том, что к соединяемым частям прилагается давление, вызывающее значительную пластическую деформацию нагретого металла, течение которого вдоль поверхности раздела возбуждает силы сцепления и производит сращивание соединяемых частей в одно целое. Выдавливаемый нагретый металл при этом образует утолщение в зоне сварки.
Выдавливаемый нагретый металл при этом образует утолщение в зоне сварки.
Выполнение сварки давлением без оплавления не требует особенно высоких температур, поэтому свариваемые изделия могут нагреваться разнообразными источниками тепла. Металл в зоне сварки не расплавляется, поэтому его химический состав и структура остаются практически неизменными или меняются сравнительно мало, вследствие чего в сварном соединении более или менее сохраняются первоначальные механические свойства основного металла. В благоприятных случаях сварка давлением может дать совершенно однородный металл в зоне сварного соединения и место сварки не может быть обнаружено металлографическим исследованием; металл зоны сварки не отличается от основного металла по химическому составу, структуре и механическим свойствам.
Соединяемые поверхности должны быть тщательно очищены перед сваркой, так как отсутствие плавления металла затрудняет удаление загрязнений из зоны сварки, в результате чего в процессе осадки часть загрязнений остаётся в сварном соединении и снижает его механические свойства.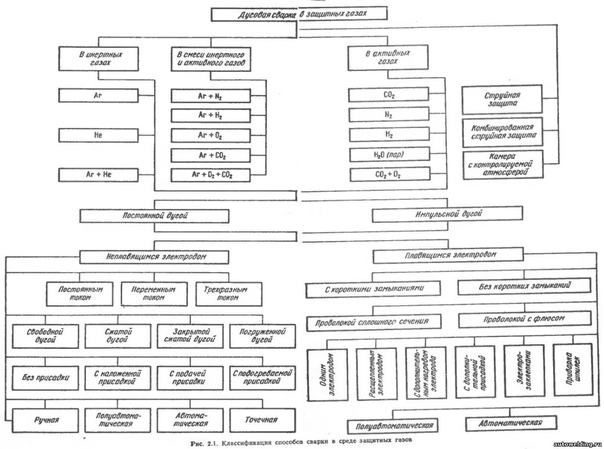 Иногда целесообразно применять флюсы, переводящие тугоплавкие окислы на поверхности свариваемых металлов в легкоплавкие шлаки, легче удаляемые в жидком виде из зоны сварки в процессе осадки.
Иногда целесообразно применять флюсы, переводящие тугоплавкие окислы на поверхности свариваемых металлов в легкоплавкие шлаки, легче удаляемые в жидком виде из зоны сварки в процессе осадки.
Процесс сварки плавлением осуществляется следующим образом. Соединяемые части собираются в нужном положении, к месту соединения подводится достаточной мощности источник тепла с высокой температурой, расплавляющий металл обеих соединяемых частей. Расплавленный металл свариваемых деталей самопроизвольно, без внешних механических воздействий, сливается в общую сварочную ванну. По удалении источника тепла сварочная ванна, охлаждаясь, быстро затвердевает, а наплавленный металл прочно соединяет обе детали в одно целое. Расплавленный металл сварочной ванны весьма интенсивно отдаёт тепло в массу изделия вследствие высокой теплопроводности металлов, поэтому для образования сварочной ванны необходимых размеров требуется источник тепла не только достаточной мощности, но и весьма высокой температуры. Опыт показывает, что для сварки плавлением таких металлов, как сталь, медь, чугун средних толщин, источник тепла должен иметь температуру не менее 3000°; при меньших температурах сварка если и возможна, то даёт посредственные результаты и экономически невыгодна вследствие низкой производительности.
Опыт показывает, что для сварки плавлением таких металлов, как сталь, медь, чугун средних толщин, источник тепла должен иметь температуру не менее 3000°; при меньших температурах сварка если и возможна, то даёт посредственные результаты и экономически невыгодна вследствие низкой производительности.
Такие высокие температуры в промышленном масштабе научились получать относительно недавно (около 70 лет назад), поэтому все виды и разновидности сварки плавлением являются сравнительно новыми.
В расплавленной ванне различные загрязнения, бывшие на поверхности металла (окислы, грязь и т. п.), имеют возможность всплыть на поверхность ванны и перейти в шлак, поэтому при сварке плавлением требования, предъявляемые к чистоте поверхности металла, могут быть меньше, чем при сварке давлением.
Процесс плавления металла и воздействие на ванну очень высокой температуры источника нагрева вызывают резкое изменение химического состава, структуры и механических свойств металла сварного шва, по сравнению с основным металлом. Первоначальные свойства металла сварного соединения, сохраняющиеся при сварке давлением, в этом случае не сохраняются. Испаряются и выгорают составные части металла, поглощаются ванной газы из окружающей атмосферы, в результате чего затвердевший металл ванны получает совершенно иные состав и структуру. Изменение механических свойств часто проявляется в резком снижении пластичности металла.
Первоначальные свойства металла сварного соединения, сохраняющиеся при сварке давлением, в этом случае не сохраняются. Испаряются и выгорают составные части металла, поглощаются ванной газы из окружающей атмосферы, в результате чего затвердевший металл ванны получает совершенно иные состав и структуру. Изменение механических свойств часто проявляется в резком снижении пластичности металла.
Для устранения неблагоприятных последствий плавления металла и воздействия на него высоких температур часто прибегают к улучшению металла шва, вводя в ванну различные присадки.
После открытия способов сварки плавлением в конце прошлого столетия особое внимание техников того времени привлекало то, что сварка плавлением выполнялась за одну операцию — нагрев; приложения же давления, т. е. операции осадки, не требовалось. Привычные старые способы сварки давлением требовали двух отдельных операций — нагрева, а затем приложения давления в процессе осадки. Основное значение при этом справедливо приписывалось осадке.
Чтобы подчеркнуть главную отличительную особенность сварки плавлением, её назвали автогенной сваркой. Слово автогенная образовано из греческих корней авто и ген и может быть переведено как самовозникающая. В дальнейшем это слово в разговорной речи стало преимущественно применяться для обозначения лишь одного вида сварки плавлением, именно газовой сварки, и отсюда постепенно образовался своеобразный технически безграмотный разговорный жаргон с выражениями вроде «он варит автогеном», «автогенная резка» и т. п. Поэтому в настоящее время термин «автогенная сварка» не рекомендуется применять в технической литературе.
Приведённая классификация способов сварки недостаточно удобна для дальнейшего развития и деталировки. Для практических целей гораздо удобнее другая система классификации, в основу которой положен способ нагрева металла при сварке. Классификацию по способу нагрева можно сильно детализировать, охватив все виды и разновидности сварки, имеющие промышленное значение, если вместе со способами нагрева при классификации принять во внимание и некоторые другие признаки.
В основу классификации видов сварки по способу нагрева металла положен вид энергии, используемой для нагрева металла в процессе сварки.
Соответственно этому все виды сварки разбиваются на четыре группы:
химическая — нагрев производится за счёт химических реакций:
электрическая — нагрев производится электрической энергией;
механическая — нагрев производится за счёт механической работы, например работы сил трения;
холодная — нагрева не производится совсем.
Если в дальнейшем найдут применение другие виды энергии, например лучистая или световая, то могут быть соответственно выделены новые группы способов сварки.
В группе химических способов важнейшей будет реакция сжигания твёрдого, жидкого или газообразного горючего в воздухе или технически чистом кислороде. К группе химических способов может быть отнесена горновая сварка, когда нагрев места сварки осуществляется в разного рода печах и горнах. Сюда же относится подгруппа многочисленных способов и разновидностей газовой сварки, где нагрев производится сжиганием горючего газа в особых сварочных горелках. К группе химических способов принадлежит со всеми разновидностями термитная сварка, при которой источником тепла служит порошкообразная горячая смесь — термит, состоящая из частиц металла, например алюминия или магния, с большой теплотой сгорания и окислов металла с меньшей теплотой сгорания, например железной окалины.
К группе химических способов принадлежит со всеми разновидностями термитная сварка, при которой источником тепла служит порошкообразная горячая смесь — термит, состоящая из частиц металла, например алюминия или магния, с большой теплотой сгорания и окислов металла с меньшей теплотой сгорания, например железной окалины.
Использование электрической энергии для нагрева создало весьма обширную и разнообразную группу электрических способов сварки или электросварки, являющихся наиболее важным видом сварки металлов в современной промышленности.
Электрическая сварка разделяется на две большие подгруппы: 1) дуговая электросварка, при которой нагрев производится электрическим дуговым разрядом, и 2) контактная электросварка, когда нагрев производится джоулевым теплом тока, протекающего по металлу.
Объём применения и промышленное значение отдельных способов сварки различны. Из химических способов наибольшее практическое значение имеет газовая сварка, а из видов газовой сварки — ацетилено-кислородная, применяющаяся почти во всех отраслях промышленности. Горновая или кузнечная сварка, являющаяся древнейшим способом, известным с незапамятных времён, заменяется в настоящее время во многих отраслях промышленности более производительными и совершенными способами сварки. Термитная сварка имеет сравнительно ограниченный круг применения. В нашей практике до недавнего времени этот метод применялся почти исключительно для сварки рельсовых стыков, преимущественно трамвайных. С появлением нового, магниевого термита появилась новая, довольно значительная область применения термитной сварки — соединение стальных проводов линий телеграфной и телефонной связи.
Горновая или кузнечная сварка, являющаяся древнейшим способом, известным с незапамятных времён, заменяется в настоящее время во многих отраслях промышленности более производительными и совершенными способами сварки. Термитная сварка имеет сравнительно ограниченный круг применения. В нашей практике до недавнего времени этот метод применялся почти исключительно для сварки рельсовых стыков, преимущественно трамвайных. С появлением нового, магниевого термита появилась новая, довольно значительная область применения термитной сварки — соединение стальных проводов линий телеграфной и телефонной связи.
Наиболее важным видом сварки для большинства отраслей промышленности является электрическая дуговая сварка. Этот метод, основанный на расплавлении металла электрическим дуговым разрядом, занимает в настоящее время первое место в нашей промышленности по числу действующих установок, занятых рабочих, объёму и стоимости выпускаемой продукции. Этот способ в последнее время в значительной степени механизирован и автоматизирован, всё большее значение начинает получать автоматическая дуговая электросварка. Способ дуговой электросварки весьма универсален и применим к изделиям самых разнообразных форм и размеров, но особенно выгоден он для изделий крупных размеров. Чем крупнее размеры изделия и больше толщина металла, тем выше преимущества дуговой электросварки перед другими возможными методами сварки.
Способ дуговой электросварки весьма универсален и применим к изделиям самых разнообразных форм и размеров, но особенно выгоден он для изделий крупных размеров. Чем крупнее размеры изделия и больше толщина металла, тем выше преимущества дуговой электросварки перед другими возможными методами сварки.
Электрическая контактная сварка, после дуговой и газовой, по своему промышленному значению является в настоящее время третьим способом сварки, быстро прогрессирующим и развивающимся. Развитие контактной сварки, требующей значительных электрических мощностей, тесно связано с усилением электрификации промышленности и переходом на массовое производство, так паи этот метод сварки, по существу, является наиболее приспособленным к массовому производству однотипных изделий. Процесс контактной сварки значительно механизирован и легко поддаётся полной автоматизации. Характерная особенность контактной сварки заключается в применении сравнительно Сложных специализированных машин, предназначенных для выполнения определённой операции.
Источник: Группа компаний «САР»
что такое сварка, классификация способов сварки, методы, определение и технологии
plazmen.ru » Сварка » Описание сварки
Что такое сварка
Сваркой называют соединение металлов путем их плавления. Этот процесс широко применяется во многих отраслях машиностроения и строительства. Его физическая сущность заключается в создании связей между атомами и молекулами двух поверхностей, соединяемых между собой. Чтобы они имели высокую прочность нужно соблюдать следующие условия:
- очистка заготовок от грязи;
- энергетическая активация атомов;
- размещение свариваемых деталей на таком расстоянии, равным с межатомным расстоянием.
Благодаря развитию технологий сварку можно осуществлять не только в условиях промышленных предприятий, но и в монтажных и полевых и даже в космосе. Для обработки используют различные источники энергии, поэтому данный процесс требует предельного внимания и соблюдения норм работы.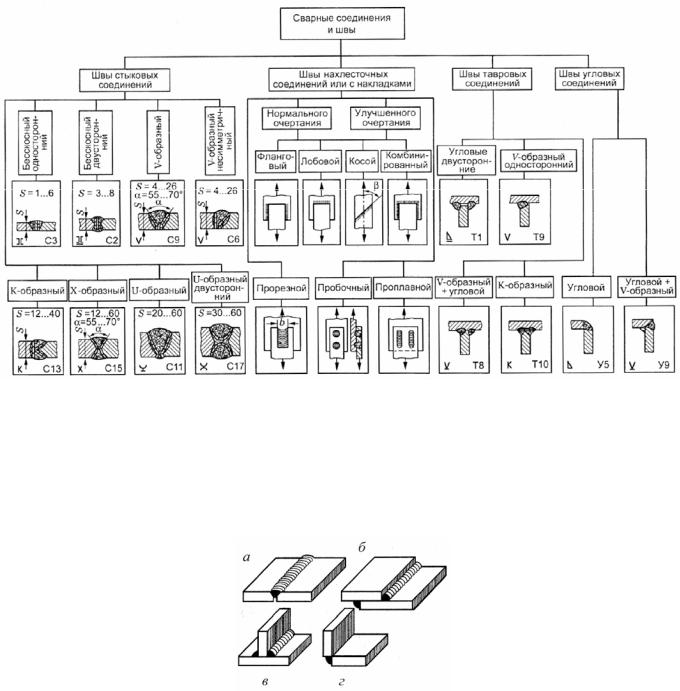
Разновидности сварки
На сегодняшний день существует не менее 10 видов, которые применяются в деле. Наибольшую популярность получили виды сварки, с помощью которых скрепляют не только металлы, но и стекло керамику и пластик. В настоящее время выделяют сварки, отличающихся между собой типом энергии, используемым для выполнения работ.
Термическая сварка
При термической сварке происходит соединение деталей на молекулярном уровне, с применением металла расплавленного от воздействия источника энергии. Прочный монолитный шов образовывается за счет жидкого металла, который заполняет промежуток между деталями. Преимуществами такой технологии является следующее:
- прочность соединения;
- небольшой расход металла;
- низкая себестоимость;
Существуют и недостатки такого метода:
- термическую обработку можно осуществлять только на тугоплавких металлах;
- наличие оксидной пленки на поверхности изделия существенно ухудшает качество соединения.

Электродуговая контактная сварка
Этот универсальный вид сварки является самым распространенным способом и применяется как в производстве, так и в бытовых условиях. При выполнении электросварки не требуется использование дорогостоящего оборудования, к тому же проводить ее могут даже новички.
Схема электродуговой ручной сварки плавящимся электродом.
Принцип работы такого метода подразумевает расплавление прилегающих друг к другу областей свариваемых деталей при помощи тепла, поступающего от электрической дуги. Дуга расплавляет электрод и основной металл, образуя сварочную ванну. При остывании сварочного шва происходит затвердевание жидкого металла, благодаря чему происходит прочное соединение изделий.
ММА – ручная дуговая сварка
Данный вид обработки осуществляется исключительно одним электродом с использованием дуги, горящей между сварочной ванной и металлическим стержнем, на который нанесено покрытие. В результате замыкания электрической цепи вырабатывается тепловая энергия и передается на элементы, вследствие чего металл начинает плавиться. Когда подача электричества прекращается, получается сварное соединение.
Когда подача электричества прекращается, получается сварное соединение.
ВНИМАНИЕ: Для ручной сварки используются электроды, покрытые специальной обмазкой, их состав зависит от предназначения и обеспечивает правильное формирование при кристаллизации.
ММА — наиболее простой способ соединения, для выполнения которого достаточно иметь сварочный аппарат и подходящие электроды. Они выпускаются определенного типа и имеют ограниченную длину, поэтому необходимо постоянно прерывать процесс сварки для смены данного элемента. Как и любой вид соединения металлов, технология ММА имеет свои плюсы и минусы.
Преимущества:
- возможность соединения практически всех видов металлов;
- стоимость оборудования позволяет приобрести аппарат для применения в быту;
- сварочные работы можно проводить в условиях ограниченного пространства;
- атмосферные условия не являются преградой к применению оборудования (за исключением осадков).
Недостатки:
- низкая продуктивность;
- покрытие быстро испаряется;
- сложный технологический процесс: нередко происходит залипание электрода.
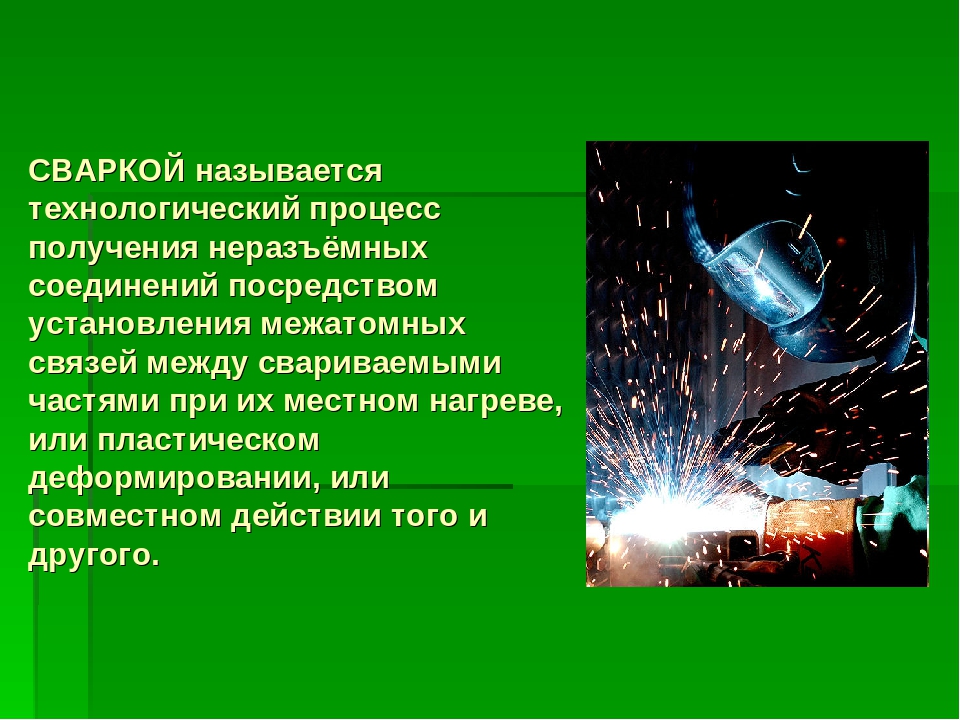
На фоне преимуществ, минусы незначительные и не являются основанием для отказа от использования ручной сварки. Это универсальное оборудование доступно по стоимости, а также неприхотлив в эксплуатации.
Аргоновая сварка TIG
Тиг сварка — способ соединения металлов с использованием вольфрамового электрода с защитным газом. Стержень в процессе не плавится, чтобы получить ровный шов сварщику необходимо затачивать его перед применением. Среди других методов сваривания технология Тиг позволяет получать высокое качество шва.
Для осуществления аргоновой сварки вольфрамовый электрод нужно закрепить в горелке. По краям горелки расположены отверстия, через которые производится подача защитного газа — аргона. Проникая в сварочную ванну аргон защищает ее от воздействия других атмосферных газов. Благодаря этому происходит качественное соединение металлов без оксидной пленки.
Работа на таком оборудовании не требует особых умений, чтобы освоить навык создания красивых швов достаточно поработать 2-3 раза. На качество шва могут повлиять ветер и другие неблагоприятные атмосферные условия, поэтому при использовании оборудования на открытом воздухе, следует закрывать место соединения.
На качество шва могут повлиять ветер и другие неблагоприятные атмосферные условия, поэтому при использовании оборудования на открытом воздухе, следует закрывать место соединения.
MAG –сварка полуавтоматом
Этот вид соединения подразумевает использование активного газа и металлической проволоки. Во время сваривания между электродом и металлом загорается дуга, в результате чего изделие полностью расплавляется и образовывается сварочная ванна. От воздействия кислорода ее защищает газообразное вещество. По истечение определенного времени, появляется сварной шов за счет кристаллизации элементов, находящихся в сварочной ванне.
В отличие от других технологий сваривания MAG имеет следующие особенности:
- Полностью автоматизированный процесс сваривания.
- Смена сварочных проволок занимает минимум времени.
- Сварка возможна в любом пространственном положении.
Данный метод применяется для соединения разных металлов, поэтому популярен во многих отраслях промышленности. Технология нашла широкое применение при производстве морских судов и автомобилей.
Технология нашла широкое применение при производстве морских судов и автомобилей.
ВАЖНО: Сварка полуавтоматом требует от сварщика множество профессиональных навыков и умений, поэтому работать с аппаратом могут только профессионалы.
Сварка под флюсом
Под СПФ понимается соединение металлов при помощи электрической дуги, где конец электрода и литой сварной шов скрыты под слоем из гранулированного плавкого флюса. Такая функция защищает от окисления, повышает прочность и формирует соединение с высокой степенью однородности.
Во время сварки создается ультрафиолетовое излучение и образование брызг и искр. На рисунке 2 указано как СПФ исключает такие факторы, т.к. в процессе расплавленный металл покрыт толстым слоем флюса. Существует 3 основных способа:
- Ручной. Для ручного метода используют небольшое оборудование с неплавящимся электродом. Сила тока сварки и подача флюса регулируется сварщиком в ручном режиме.
- На полуавтоматическом сварочном аппарате практически все функции регулируются автоматически, вручную осуществляется лишь ведение дуги с помощью рукоятки или дистанционного управления.
- Автоматический способ предполагает участие рабочих только в качестве контроллеров, все остальные функции выполняются управляющим процессором.

Газопламенная
Данный вид подразумевает применение пламени открытой горелки для плавления и соединения двух металлов. Для нагрева используют смеси газов из кислорода и ацетилена, также возможны другие варианты. При соприкосновении с пламенем происходит структурное изменение металла и образование жидкой сварочной ванны. Для защиты металла от атмосферного воздействия используются флюсы. По мере снижения воздействия пламени происходит снижение температуры и возникает процесс кристаллизации, что способствует к образованию сварного шва.
Электрошлаковая
ЭШС — один из способов сварки, при котором тепло образуется в среде расплавленного шлака. Металл нагревается в массе, пропуская электрический ток, который генерирует тепло в шлаке. При ЭШС не требуется использование дуги, вертикальная сварка позволяет проварить толстый слой сплава за один проход.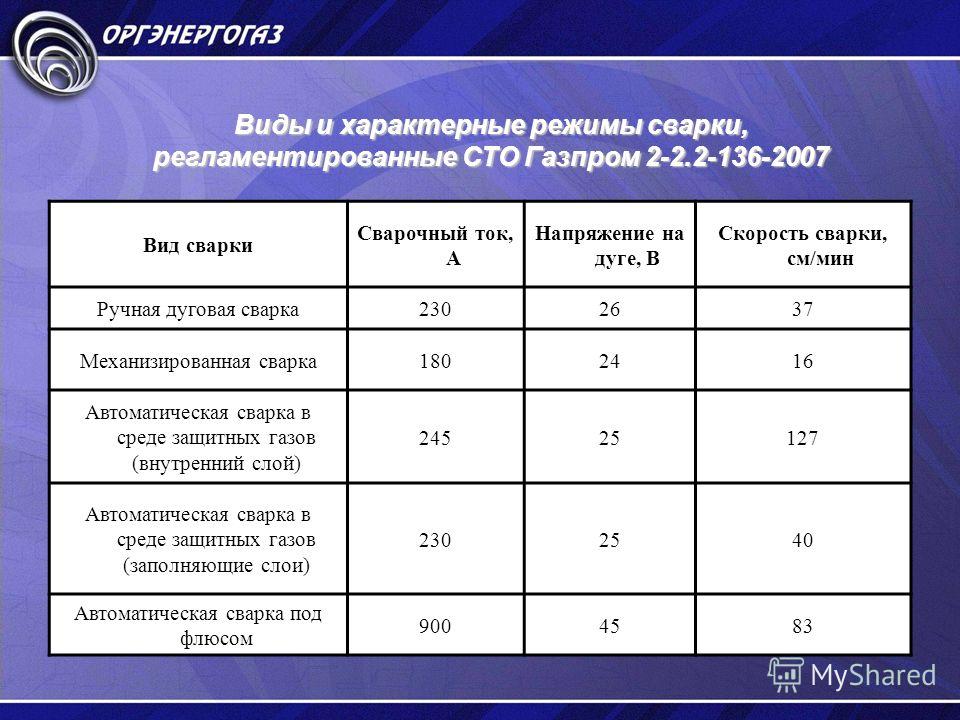
Данный метод применяется для соединения толстостенных элементов из различных стальных сплавов от чугуна до высоколегированных.
Плазменная
В основе плазменной сварки лежит принцип использования узконаправленной струи плазмы для расплавления сплавов. Такой вид технологии подходит для соединения изделий из разных материалов: нержавеющей стали, цветных металлов. При плазменной сварке применяется аргонодуговая технология, в отличие от электрической, она имеет вид сжатой плазменной струи и обладает мощной энергией.
В основу плазмы входят нейтральные молекулы и атомы, а также электроны и ионы. Во время сваривания образовывается очень высокая температура до 300 тыс. °C и давление на поверхность свариваемых металлов, а дуга приобретает цилиндрическую форму, сохраняя показатели мощности по всей длине. Данный метод подходит для применения в труднодоступных местах, т.к. незначительное изменение расстояния между деталью и электродом не влияет на качество шва.
 youtube.com/embed/A523kYvPp44″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/A523kYvPp44″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Термомеханический класс сварки
К термомеханическому классу относятся соединения, получаемые на использовании совместного действия тепла и давления, вводимых в зону сварки извне. При термомеханической сварке происходит расплавление конца электрода и того участка детали, который подлежит соединению. Прочный сварочный шов получается после остывания металла.
Классификация способов сварки
В современном мире существует множество способов сварки, каждый из которых находит свое применение. Виды и классификация видов сварки проводится по разным критериям и разделены на 2 основные группы:
- Сварка плавлением.
- Сварка давлением.
Для расплавления соединяемых частей используется источник тепла с очень высокой температурой, после чего они сливаются в общую сварочную ванну. При удалении источника тепла сварочная ванна охлаждается и затвердевает, прочно соединяя 2 детали.
Во второй группе доминирующую роль играет давление, прилагаемое к месту сварки, нагрев металла играет второстепенную роль, в некоторых случаях соединение может быть осуществлено без использования нагрева.
Сварка давлением, в свою очередь делится на 2 подгруппы:
- Холодная, в зоне соединения металл не нагревается, данный процесс подразумевает сварку при комнатной температуре.
- Сварка давлением без оплавления. В этом случае металл подогревается до определенной температуры, при котором снижается его механическая прочность и упругие свойства. Подогрев элементов значительно облегчает процесс сварки, иногда является практически необходимым. Данный метод не требует использования высоких температур, поэтому для нагрева можно использовать разные источники тепла.
Методы и технологии сварки
Помимо вышеуказанных традиционных способов бывают другие методы, позволяющие соединить уникальные металлы. Они обладают выраженными свойствами, из-за которых привычные способы не подходят для их соединения.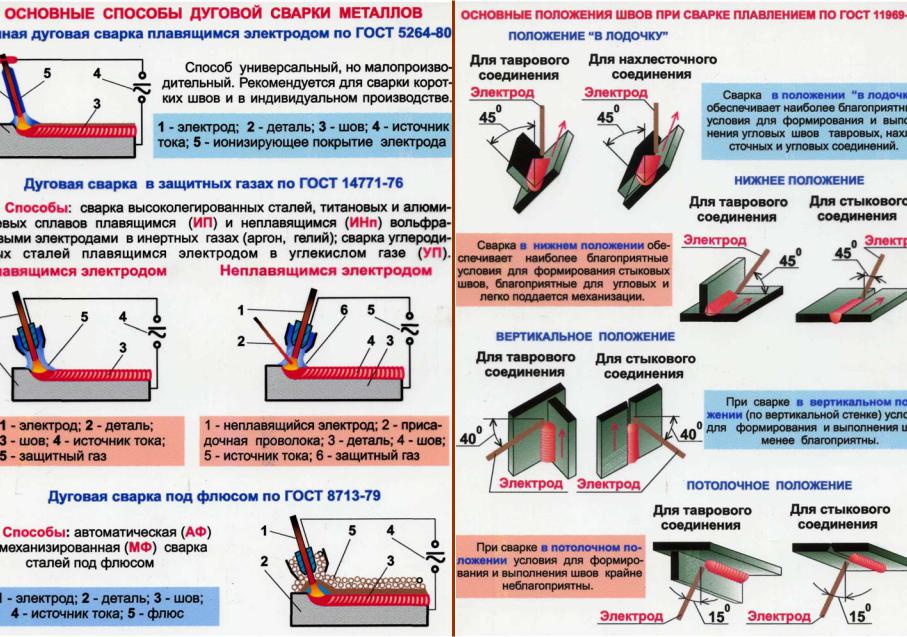
Одним из таких методов является лазерная сварка, которая выполняется при помощи полуавтоматического или автоматического оборудования. Данный способ подразумевает подачу тепла строго в одну точку для соединения очень мелких деталей.
ВНИМАНИЕ: Чтобы сварить несколько деталей сразу, рекомендуется использовать призму, с помощью которой можно расщепить лазер и направить в разные стороны.
Краткая характеристика сварки
Независимо от вида сварки и классификации способов, сваркой называется технология создания прочных соединений, путем нагрева, оказания давления, деформирования или комбинирования всех методов. Сущность данного процесса заключается в воздействии внешнего источника энергии для установления межатомных связей между деталями. В процессе остывания происходит кристаллизация и образуется сварочный шов. Варианты соединений подбираются, учитывая материал, площадь и химические свойства свариваемых изделий.
Принцип сварки
Принцип сварки металлов определяется по технологическим признакам установлен для каждого вида отдельно, так как специфика их работы отличаются. Для получения прочного сварного соединения необходимо сблизить поверхности двух металлов под большим давлением, чтобы впоследствии появилось электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей.
Для получения прочного сварного соединения необходимо сблизить поверхности двух металлов под большим давлением, чтобы впоследствии появилось электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей.
Нагрев в месте соединения приводит к амплитуде колебания атомов относительно постоянных точек, что в свою очередь создает более легкое получение связи между изделиями. Сила давления зависит от показателей температуры нагрева.
Дуговые процессы и сварка
С момента своего основания как Британская ассоциация исследований в области сварки в 1946 году TWI была в авангарде развития дуговой сварки.
Наши достижения включают разработку защиты от углекислого газа для сварки MIG / MAG, обеспечение жизнеспособности процесса сварки углеродистой стали и создание первых твердотельных источников питания, открывающих путь для тиристорной и инверторной технологии.
Команда AWE в TWI, состоящая из 21 специалиста по сварке, в том числе семи высококвалифицированных международных инженеров по сварке, обладает квалификацией и опытом, чтобы предоставить квалифицированное руководство по любым вопросам, связанным со сваркой и соединением материалов.
Процессы
Вспомогательные услуги
Помещения и оборудование
Механизированные и автоматизированные варианты вышеуказанных процессов включают следующее:
- Орбитальная TIG
- TIG с узким зазором
- Роботизированная сварка / манипуляция MIG / MAG и TIG
- Механизированная наплавка MIG и TIG
- Комплексные установки для дуговой сварки под флюсом на стойке и стреле
Исследования и разработки
Концепции, которые в настоящее время исследуются в рамках нашей основной исследовательской программы стоимостью 4 миллиона фунтов стерлингов в год, включают следующее:
- Дуговая сварка в холодном состоянии при аустенитной наплавке на ферритный основной металл
- Аддитивное производство — создание информации для аддитивного производства на основе дуги (AM), включая выбор материалов, свойства и микроструктуру материалов, скорость наплавки, а также экономичность и надежность процесса
- Контроль сварных швов — разработка системы, способной прогнозировать или определять возникновение дефектов в реальном времени
Ниже приведены примеры успешно завершенных проектов Программы основных исследований:
TWI часто является членом консорциумов, реализующих совместные проекты, финансируемые государством:
- Clampit: разработка системы программного обеспечения для оптимизации конструкции зажима и последовательности сварки для минимизации деформации
- MARWIN: разработка сварочного робота на основе когнитивного компьютерного зрения для повышения эффективности сварки и качества продукции
- JOINOX: разработка эмпирических удобных руководств по определению пригодности сварных поверхностей из нержавеющей стали, включая эффективные стратегии очистки после сварки)
- KRAKEN: разработка большой аддитивной гибридной системы субтрактивной обработки с адаптивным управлением
Мы разрабатываем процессы и процедуры для конкретных применений, включая технико-экономические обоснования (например, плазменная дуговая сварка), а также сравнение и оптимизацию процессов.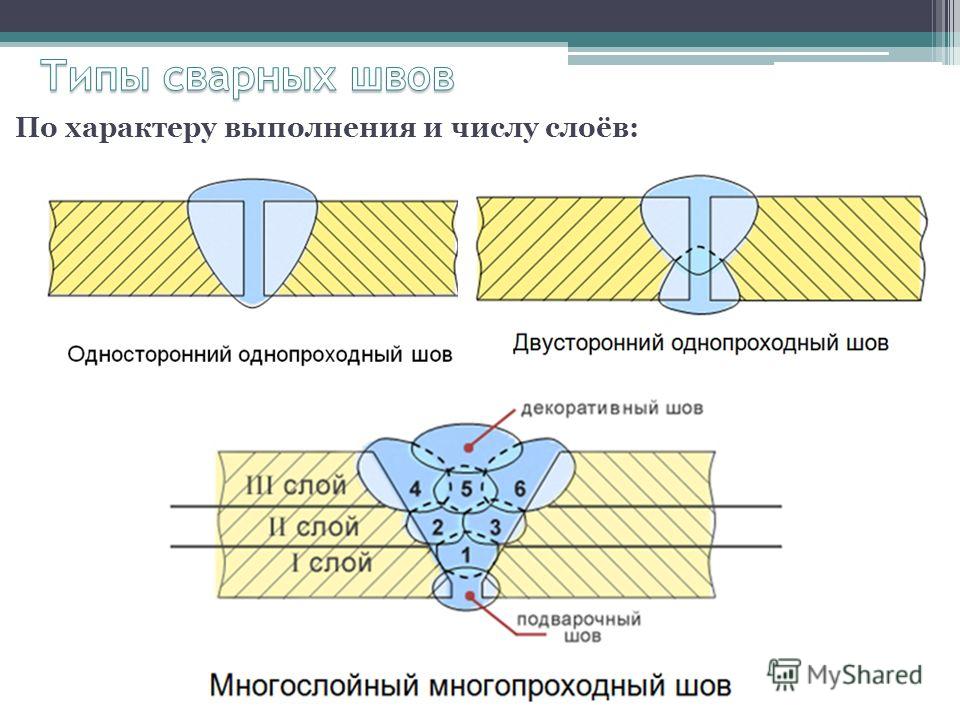 Мы также тесно сотрудничаем с разработчиками оборудования и расходных материалов для изучения жизнеспособности, преимуществ и ограничений недавно разработанных технологий.
Мы также тесно сотрудничаем с разработчиками оборудования и расходных материалов для изучения жизнеспособности, преимуществ и ограничений недавно разработанных технологий.
Консультации
Мы предоставляем нашим членам рекомендации по многим темам, связанным с дуговыми процессами:
- Выбор и применение норм и стандартов
- Технические характеристики, конструкция, расходные материалы и выбор процесса
- Устранение проблем свариваемости и изготовления
- Разработка, методология и внедрение процедуры ремонта
- Обеспечение качества и аудиторские услуги
- Судебное сопровождение, свидетель-эксперт и арбитраж
- Рекомендации по безопасности и охране труда
Приведенный выше список не является исчерпывающим; электронная почта contactus @ twi.co.uk, если есть еще один вопрос, по которому вам требуется опыт. Более подробную информацию можно найти в нашем разделе «Сварочная техника». Например, вы можете узнать, как TWI помогает в строительстве Hinkley Point C в Сомерсете.
Программное обеспечение
- Weldspec — программное обеспечение процедуры сварки для инженеров и менеджеров, которые отслеживают и управляют процедурами сварки
- Welderqual — программное обеспечение для повышения квалификации сварщиков, позволяющее управлять квалификацией сварщиков и позволяющее менеджерам быстро определять наиболее подходящего человека для выполнения конкретной задачи.
- Координатор сварки — программное обеспечение для управления сварочным производством для полного управления производством и отслеживания производственной информации
- Счетчик сварочных работ — быстрый и простой в использовании инструмент для оценки затрат на сварочные процедуры и проекты
Для получения дополнительной информации о наших пакетах программного обеспечения посетите www.twisoftware.com.
Стандарты
Наш персонал предоставляет экспертные консультации ряду национальных и международных органов и комитетов по стандартам, включая следующие:
HSE
WEE / 6 и 28
GEL / 106 Cenelec / TC26A
Комитет IIW XII
Для получения дополнительной информации по любой другой теме, пожалуйста, напишите на contactus@twi.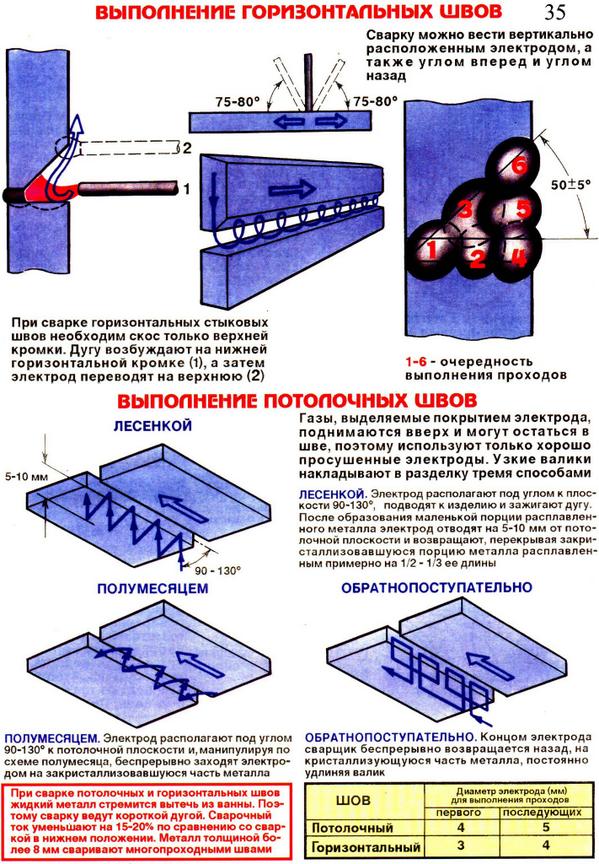 co.uk.
co.uk.
научно-технических подкастов: неизведанная серия
Рассказывая реальные истории из самых разных научных и инженерных дисциплин, мы общаемся с экспертами TWI мирового класса, а также с ведущими авторитетами из промышленности и академических кругов.
Серия Undistilled охватывает все, от аэрокосмической техники до гражданского строительства, электротехники, машиностроения, физики, химии, математики и т. Д. Мы стремимся дать подлинное и достоверное представление о науке и технике.
Наш длинный стиль содержания позволяет глубже погрузиться в увлекательную жизнь ученых и инженеров, находящихся на вершине своей технической области.
Независимо от того, являетесь ли вы студентом инженерного факультета, профессионалом с многолетним опытом или просто интересуетесь последними событиями в различных отраслях, наша беспристрастная и независимая позиция означает, что вы найдете то, что вас заинтересовало.
Другие подкасты
Мы также настоятельно рекомендуем вам ознакомиться с другими подкастами в этой области, например:
1. Любопытные дела Резерфорда и Фрая
Шоу BBC 4 «Загадочные дела Резерфорда и Фрая» — это уникальный научный подкаст в стиле Шерлока Холмса. Представленный Ханной Фрай и Адамом Резерфордом, серия охватывает повседневные научные тайны. Слушайте подкаст здесь.
2. Бесконечная клетка обезьян
Еще один подкаст BBC 4, организованный Брайаном Коксом и Робином Инсом, охватывающий широкий круг тем, связанных с наукой.Эпизоды исследуют вселенную от НЛО до маленьких существ, таких как насекомые. Послушать их развлекательные серии можно здесь.
3. Обнаженные ученые
Представленный доктором Крисом Смитом, преподавателем Кембриджского университета, «Голые ученые» — отличный выбор для тех, кто хочет послушать ученых, ведущих информативные дискуссии по ряду интересных тем. Слушайте последний выпуск здесь.
4. Подкаст Engineering Commons
Подкаст «Engineering Commons», организованный Джеффом Шелтоном, Адамом, Брайаном, Кармен Паризи и Крисом Гаммеллом, освещает практические аспекты современной инженерии.Послушай.
5. Подкаст «Коллектив инженеров»
Этот подкаст для тех, кто задается вопросом, куда движется инженерное дело и кто хочет узнать, как инженеры преодолеют эти проблемы. Слушайте здесь, чтобы узнать больше о будущих разработках в области инженерии.
6. Путеводитель по Вселенной для скептиков
С более чем 100 миллионами загрузок и 1 миллионом подписчиков, Skeptics Guide to the Universe является одним из наиболее популярных научных подкастов. Шоу обновляются еженедельно и предлагают широкий спектр тем в области науки.Послушайте последний выпуск здесь.
7. Подкаст о природе
Nature — это еженедельный журнал, в котором публикуются исследования в области науки и технологий. Их подкаст охватывает широкий круг тем в этой сфере.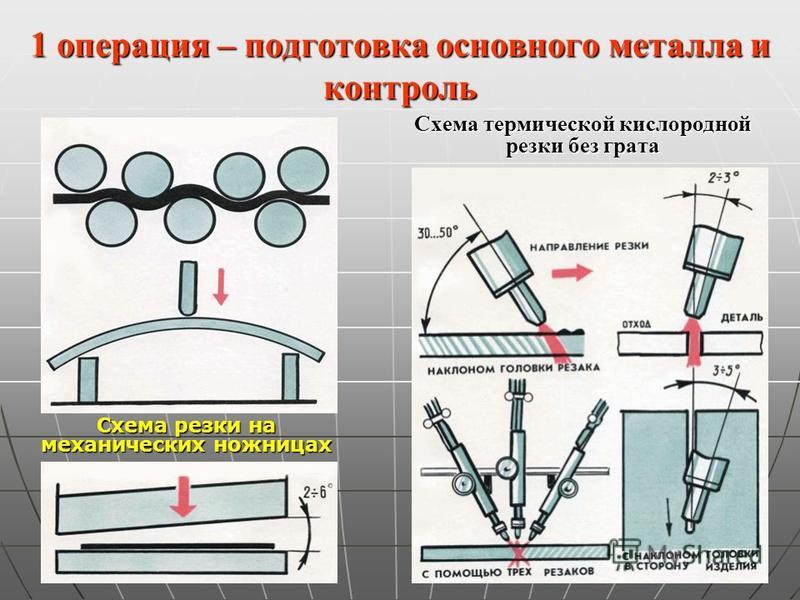 Послушайте последний выпуск здесь.
Послушайте последний выпуск здесь.
8. Хьюстон, НАСА «У нас есть подкаст»
Один из подкастов НАСА, представленный Космическим центром имени Джонсона НАСА в Хьюстоне, штат Техас. Это дает реальное представление о последних достижениях в области космических путешествий и Вселенной.Для тех, кто интересуется космосом, вы можете найти эпизоды здесь.
9. Подкаст «Инженерный карьерный коуч»
Выставка, посвященная помощи инженерам в развитии их жизни и карьеры. Размещенный Forbes в качестве одного из 15 самых вдохновляющих подкастов, здесь вы можете найти самые свежие эпиосы.
Три основных типа сварки
Сварка, процесс соединения металла с использованием тепла и электричества, требуется во всех типах производства и строительства.Будь то гоночный автомобиль, небоскреб, самолет или металлическая садовая мебель, сварщик необходим, чтобы спаять металлические компоненты вместе.
Всегда пользующиеся большим спросом сварщики получают конкурентоспособную заработную плату и гарантии занятости. Это также вариант карьеры, когда больше женщин должны заниматься, поскольку многие сварные швы требуют кропотливости меньших рук. Вот три основных типа сварки и их применения.
Это также вариант карьеры, когда больше женщин должны заниматься, поскольку многие сварные швы требуют кропотливости меньших рук. Вот три основных типа сварки и их применения.
Дуговая сварка экранированного металла (SMAW)
Из всех видов сварки наиболее распространенной является дуговая сварка экранированного металла (также называемая дуговой сваркой).Часто называемую просто дуговой сваркой, это самый старый и самый экономичный вид сварки. «Дуга» — это интенсивный конус тепла, в котором металлы плавятся и соединяются.
Для этого процесса электрод или «стержень» покрывается металлическим покрытием, которое плавится и образует газовый экран при воздействии тепла. Когда электричество проходит через наконечник электрода с покрытием и касается основного металла, возникает дуга.
В этот момент металлический электрод плавится в сварочной ванне и становится частью сварного шва, когда металл затвердевает.В результате этого процесса образуется шлак, подобный стеклу побочный продукт, который необходимо отколоть.
Ручная сварка лучше всего подходит для толстых металлов, таких как нержавеющая сталь, высоколегированная сталь, низколегированная сталь, чугун из углеродистой стали и ковкий чугун.
Он используется при производстве конструкционной стали, судостроении, креплении сельскохозяйственного оборудования, сварочных труб, строительстве электростанций и любых сварочных работах с использованием металла толщиной 1/16 дюйма или более. Это не лучший выбор для тонких металлических листов.
MIG — газовая дуговая сварка металла (GMAW)
При сварке металла в инертном газе используется катушка твердой стальной проволоки, которая подается через контактный наконечник горелки MIG.Иногда это называют полуавтоматической сваркой, потому что сварочная проволока, электричество и защитный газ проходят через «пистолет» MIG, одновременно создавая сварной шов и защищая его от воздействия воздуха.
Сварочный аппарат MIG непрерывно заполняет свариваемый шов, и нет необходимости менять электроды между сварками. В нем используется комбинация инертных газов; Аргон, диоксид углерода и гелий.
В нем используется комбинация инертных газов; Аргон, диоксид углерода и гелий.
Четыре компонента сварки MIG:
- Источник питания обеспечивает электричеством для выработки тепла.
- Система подачи проволоки подает проволоку от катушки к сварному шву.
- Ручка с спусковым крючком управляет механизмом подачи проволоки.
- Защитный газ защищает сварной шов от воздуха.
Основное назначение сварки MIG — обработка листового металла и высокопроизводительное производство. Его можно использовать для обработки алюминия, мягкой стали и нержавеющей стали.
Предпочтительно для сварки в помещении, где сквозняки не вытесняют газовую защиту, но также может использоваться в полевых условиях с ветровыми блоками.Применяется для ремонта автомобилей, металлических ограждений, рельсов, ремонта тракторов.
TIG — газовая дуговая сварка вольфрамом (GTAW)
Вольфрамовая сварка в инертном газе использует аргон для сварки.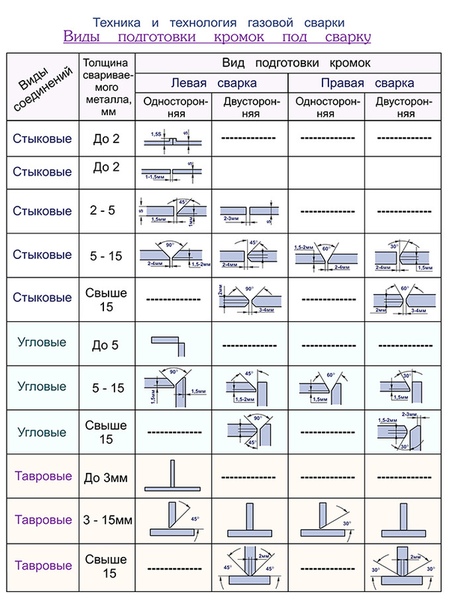 Это один из самых сложных процессов сварки, но он также очень универсален, когда речь идет о различных типах металлов.
Это один из самых сложных процессов сварки, но он также очень универсален, когда речь идет о различных типах металлов.
Сварка TIG требует использования двух рук, если одной рукой удерживать горелку TIG, а другой добавлять присадочный металл в сварное соединение.
Медленный процесс, при правильном выполнении дает высококачественный сварной шов. Сварка TIG используется для критических сварных швов, где требуются небольшие точные сварные швы, а также для сварки металлов, отличных от обычной стали.
Поскольку он не выделяет токсичных паров или дыма, он идеально подходит для сварки в ограниченном пространстве. В сварке TIG используется вольфрам, очень твердый и слегка радиоактивный хрупкий металл.
Он представляет собой электрод, создающий дугу, которая может поддерживать температуру до 11 000 градусов по Фаренгейту.Когда два куска металла начинают плавиться в дуге, сварщик заполняет стык вручную, погружая сварочную проволоку в дугу.
Затем создается цельный кусок металла. Сварка TIG используется производителями автомобилей для изготовления крыльев, а также при строительстве космических кораблей и самолетов. Художники любят использовать сварные швы TIG для скульптур из-за их превосходного качества.
Сварка TIG используется производителями автомобилей для изготовления крыльев, а также при строительстве космических кораблей и самолетов. Художники любят использовать сварные швы TIG для скульптур из-за их превосходного качества.
Другие виды сварки
Благодаря новым инновациям стали популярными и другие виды сварки. Ниже перечислены несколько различных типов сварки.
- Дуговая сварка порошковой проволокой. Подобно сварке MIG, при дуговой сварке порошковой проволокой на электроде используется сердечник из флюса. Это защищает сварной шов от воздуха, что позволяет проводить сварку на открытом воздухе.
- Роботизированная дуговая сварка. Благодаря возросшим требованиям к производительности и качеству роботизированная сварка стала более популярной и доступной. Как следует из названия, сварка выполняется автоматически с помощью аппарата. Для настройки оборудования нужен человек.
Все виды сварки связаны с высоким напряжением, которое может быть опасным, если не будут приняты надлежащие меры предосторожности. Правильные сварочные материалы должны включать в себя огнестойкие кожаные сварочные перчатки, защитную огнестойкую одежду и обувь, сварочный колпачок, маску для лица и надлежащие хорошо сидящие защитные очки.
Правильные сварочные материалы должны включать в себя огнестойкие кожаные сварочные перчатки, защитную огнестойкую одежду и обувь, сварочный колпачок, маску для лица и надлежащие хорошо сидящие защитные очки.
Подготовка к карьере сварщика
Пришло время контролировать свою жизнь. Если вы заинтересованы в сварке в качестве профессии, запишитесь на программу обучения, которая даст вам образование и подготовку, необходимые для открытия дверей.
Southern Careers Institute предлагает 7-месячную программу по сварке, которая подготовит вас к работе в области дуговой сварки экранированных металлов (сварка штучной сваркой), газовой дуговой сварки (GMAW / MIG), газовой дуговой сварки вольфрамом (GTAW / TIG), и дуговая сварка порошковой проволокой (FCAW).
По окончании учебы вы будете готовы работать сварщиком TIG, MIG или комбинированной сваркой, мастером по обработке листового металла, монтажником или изготовителем. Вы можете сразу же начать накапливать часы практического опыта, необходимые для тестирования на сертификацию.
Посетите наш веб-сайт или позвоните нам сегодня по телефону 1.888.SCI.TEXAS . Позвольте нашей опытной приемной команде провести вас через процесс, чтобы начать воплощать ваши мечты в жизнь.
Источники
https://www.bls.gov/ooh/production/welders-cutters-solderers-and-brazers.htm#tab-6
https://www.gowelding.org/
https : //www.sciencedirect.com/topics/materials-science/shielded-metal-arc-welding
https://www.twi-global.com/technical-knowledge/job-knowledge/robotic-arc-welding-135
Блог Заявление об отказе от ответственности: Информация, изложенная в этом блоге, предназначена только для общих информационных целей.SCITexas.edu не предполагает и не гарантирует потенциальный доход или ожидаемую заработную плату, основанную на программах, предлагаемых Южным институтом карьеры. Информация о карьере и программе, указанная в этом блоге, не гарантирует, что программы и особенности предлагаются в Southern Careers Institute.
Определение сварки, их типы и процесс — Австралийское общее машиностроение Вьетнам
Что такое сварка?
Сварка — это процесс изготовления или скульптуры, который соединяет материалы, обычно металлы или термопласты, посредством с использованием высокой температуры. — плавит детали вместе и позволяет им остыть, вызывая плавление.Сварка отличается от методов соединения металлов при более низких температурах, таких как пайка и пайка, которые не плавят основной металл.
Помимо плавления основного металла, в соединение обычно добавляют присадочный материал для образования ванны расплавленного материала (сварочной ванны), которая охлаждается с образованием соединения, которое в зависимости от конфигурации сварного шва (стык, полное проплавление, угловое соединение, и т.д.), может быть прочнее основного материала (основного металла). Давление также можно использовать в сочетании с нагревом или само по себе для создания сварного шва. Сварка также требует формы экрана для защиты присадочных или расплавленных металлов от загрязнения или окисления.
Сварка также требует формы экрана для защиты присадочных или расплавленных металлов от загрязнения или окисления.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя (химическое), электрическую дугу (электрическую), лазер, электронный луч, трение и ультразвук. Хотя сварка часто является промышленным процессом, она может выполняться в самых разных средах, в том числе на открытом воздухе, под водой и в открытом космосе.Сварка — опасное занятие, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, поражения электрическим током, повреждения зрения, вдыхания ядовитых газов и паров, а также воздействия интенсивного ультрафиолетового излучения.
Только начинаете? Начните свой познавательный путь со статьи: « Краткое описание производства металла »
Виды сварки
Сварка МИГ
Сварка МИГ — один из самых простых способов сварки для начинающих. Сварка MIG — это на самом деле два разных типа сварки. В первом используется неизолированный провод, а во втором — флюсовый сердечник. Сварку MIG голой проволокой можно использовать для соединения тонких металлических деталей. Сварку MIG с сердечником из флюса можно использовать на открытом воздухе, поскольку она не требует расходомера или подачи газа. Сварка MIG обычно выбирают любители DIY и сварщики-любители, у которых нет денег на дорогостоящее оборудование.
Сварка MIG — это на самом деле два разных типа сварки. В первом используется неизолированный провод, а во втором — флюсовый сердечник. Сварку MIG голой проволокой можно использовать для соединения тонких металлических деталей. Сварку MIG с сердечником из флюса можно использовать на открытом воздухе, поскольку она не требует расходомера или подачи газа. Сварка MIG обычно выбирают любители DIY и сварщики-любители, у которых нет денег на дорогостоящее оборудование.
Ручная сварка
Ручная сварка , также известная как дуговая сварка экранированного металла, выполняется по старинке.Сварку штучной сваркой немного сложнее освоить, чем сварку MIG, но вы можете купить оборудование для сварки штангой за очень небольшие деньги, если хотите попробовать себя дома. Для сварки штангой используется сварочный стержень с электродом.
Сварка TIG
Сварка TIG Сварка чрезвычайно универсальна, но она также является одним из наиболее сложных методов сварки, и сварщики Lincoln Electric TIG являются квалифицированными специалистами. Для сварки TIG необходимы две руки. Одна рука подает стержень, а другая держит горелку TIG.Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, никелевые сплавы, медные сплавы, кобальт и титан.
Для сварки TIG необходимы две руки. Одна рука подает стержень, а другая держит горелку TIG.Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, никелевые сплавы, медные сплавы, кобальт и титан.
Плазменно-дуговая сварка
Плазменная дуговая сварка — это прецизионный метод, который обычно используется в аэрокосмической отрасли, где толщина металла составляет 0,015 дюйма. Одним из примеров такого применения может быть лопасть двигателя или воздушное уплотнение. Плазменная дуговая сварка очень похожа по технике на сварку TIG, но электрод утоплен, а ионизирующие газы внутри дуги используются для создания тепла.
Электронно-лучевая и лазерная сварка
Электронно-лучевая сварка и Лазерная сварка — это чрезвычайно точные методы сварки с использованием высоких энергий.
Газовая сварка
Газовая сварка больше не используется и в значительной степени вытеснена сваркой TIG. Комплекты для газовой сварки требуют кислорода и ацетилена и очень портативны. Их до сих пор иногда используют для сварки деталей выхлопных газов автомобилей.
Сварка алюминия представляет намного больше проблем, чем сварка стали или других металлов при обучении сварке алюминия.Щелкните здесь, чтобы получить руководство по сварке алюминия, если это обязательный навык для всех, кто серьезно относится к сварке.
Терминология и сокращения в сварке
Сварочные термины
- MIG — «MIG» означает сварку «металл в инертном газе», но вы также можете встретить его как «GMAW» («газовая дуговая сварка металла») или «MAG» (сварка металлом активным газом). ). Это один из наиболее распространенных методов сварки — и один из самых простых в освоении — поэтому он отлично подходит как для начинающих, так и для крупномасштабного производства.
- TIG — «TIG» означает сварку «вольфрамовым инертным газом», что аналогично «GTAW» («газовая дуговая сварка вольфрамом»). На бумаге TIG кажется очень похожим на MIG, за исключением того, что электрод не расходуется, а защитный газ обычно имеет состав аргон-гелий.
- FCAW — «FCAW» означает «дуговая сварка порошковой проволокой». В этом процессе используется другое оборудование, чем для сварки MIG и TIG, потому что, хотя электрод является расходным материалом с непрерывной подачей (как в случае MIG), он имеет флюс на его ядро.Этот флюс устраняет необходимость в отдельном защитном газе, что означает, что он подходит для проектов на открытом воздухе и в ветреную погоду.
- SMAW — «SMAW» означает «дуговая сварка экранированного металла», но вы можете часто слышать, что это называется «сварка штучной сваркой». Подобно FCAW, SMAW использует флюс для защиты сварочной ванны от вредных атмосферных газов — единственный разница в том, что в SMAW флюс покрывает электрод, тогда как в FCAW он находится в центре
- GMAW — «GMAW» означает «газовая дуговая сварка металла», который охватывает как сварку MIG, так и MAG. Во всех трех процессах используется один и тот же метод образования электрической дуги между электродом и металлом. Это нагревает металл и заставляет его плавиться, создавая соединение, которое соединяет металлические части вместе.

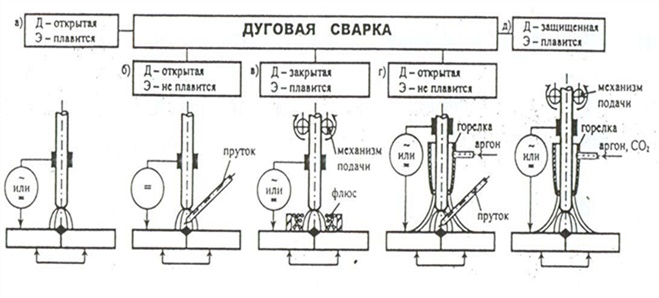 Во всех трех процессах используется один и тот же метод образования электрической дуги между электродом и металлом. Это нагревает металл и заставляет его плавиться, создавая соединение, которое соединяет металлические части вместе.
Во всех трех процессах используется один и тот же метод образования электрической дуги между электродом и металлом. Это нагревает металл и заставляет его плавиться, создавая соединение, которое соединяет металлические части вместе.Сварка Сокращения
Существует длинный список других сокращений, с которыми вы можете столкнуться в течение своей карьеры сварщика. Вот небольшой список самых распространенных:
- AC — переменный ток
- AWS — Американское сварочное общество
- BMAW — Дуговая сварка неизолированного металла
- BS — Британские стандарты
- BW — Сварка припоем
- GMAC — Газовая дуговая резка металла
- DC — постоянный ток
- DCEN — Электрод постоянного тока отрицательный
- DCEP — Электрод постоянного тока положительный
- PAW — Плазменно-дуговая сварка
- RSW — Точечная контактная сварка
- SMAC — Дуговая резка защищенного металла
- STUD — Приварка шпилек
- WFS — Скорость подачи проволоки
Теперь вы должны понимать, что сварка отличается от пайки и пайки, которые не плавят основной металл. Кроме того, существует множество видов сварки, которые создают больше проблем, чем вы можете себе представить. Я надеюсь, что наша статья даст вам фундаментальную основу, из которой вы сможете получить последние знания о производстве листового металла в области .
Кроме того, существует множество видов сварки, которые создают больше проблем, чем вы можете себе представить. Я надеюсь, что наша статья даст вам фундаментальную основу, из которой вы сможете получить последние знания о производстве листового металла в области .
Какие бывают виды сварки
Какие бывают типы сварки
Сварка используется при строительстве и ремонте различного оборудования, от небольших трубопроводных систем до гигантских небоскребов.Из-за множества областей применения для достижения наилучшего результата используются разные типы сварки. Например, для строительства защитных ограждений в парке используется другой метод, чем для ремонта аэрокосмического оборудования. Существует более 30 различных типов сварочных процессов, от использования высокотехнологичных лазерных лучей до простого газокислородного пламени. Продолжайте читать, чтобы узнать о наиболее распространенных типах.
Продолжайте читать, чтобы узнать о наиболее распространенных типах.
Первый тип сварки, на который мы рассмотрим, — это дуговая сварка в среде защитного металла (SMAW), более известная как сварка штучной сваркой или дуговая сварка.В этом процессе используется сварочный стержень, состоящий из сердечника, покрытого флюсом. По стержню проходит электрический ток. Когда кончик стержня и ток под напряжением соприкасаются и выходят из заготовки, возникает электрическая дуга.
Дуга генерирует тепло для плавления электрода и основного металла, что приводит к сварке. Покрытие из флюса создает газовый экран для защиты сварного шва от нитридов и оксидов. Обычно сварка штангой включает ремонт тяжелого оборудования, возведение стальных конструкций, строительство зданий и сварку трубопроводов.Для этого процесса не требуется защитный газ.
Газовая дуговая сварка металла
При газовой дуговой сварке металлическим электродом (GMAW) используется сплошной проволочный электрод внутри горелки, на которую непрерывно подается ток. Оператор подает электрод, нажимая на спусковой крючок, образуя электрическую дугу. Расплавленный металл защищен внешним защитным газом.
Оператор подает электрод, нажимая на спусковой крючок, образуя электрическую дугу. Расплавленный металл защищен внешним защитным газом.
Двуокись углерода является наиболее распространенным газом, но иногда используется комбинация аргона и двуокиси углерода. GMAW может сваривать различные сплавы, включая нержавеющую сталь, углеродистую сталь, алюминий, никель, медь, магний и кремниевую бронзу.Этот процесс обычно используется для изготовления и изготовления.
Сварка порошковой проволокойКак и при сварке GMAW, при порошковой сварке используется электрод с непрерывной подачей. Основное отличие состоит в том, что электрод имеет трубчатую проволоку с флюсом внутри, а не сплошную проволоку. Порошковая проволока бывает двух типов:
- Самозащитный: Использует флюс для защиты расплавленного металла — без внешней газовой защиты.
- Двойная защита: Использует как флюсовую, так и внешнюю газовую защиту для защиты расплавленного металла.

Самоэкранированные провода обычно используются для наружных работ. Сварка порошковой проволокой обычно используется для монтажа стали, строительства или ремонта тяжелого оборудования, а также сварки толстых материалов.
Газо-вольфрамовая дуговая сваркаЭтот следующий вид сварки известен под разными названиями. Газовая дуговая сварка вольфрамом (GTAW) называется сваркой вольфрамовым электродом в инертном газе (TIG) или гелиарной сваркой. GTAW использует вольфрамовый электрод для нагрева металла. Сплав двух металлических частей вместе создает сварной шов без присадки.
Прочность сварного шва можно повысить, добавив валик с внешним присадочным стержнем. Для защиты сварного шва необходимо использовать внешние газы, такие как аргон и гелий. GTAW обычно используется для изготовления и ремонта деталей мотоциклов, создания трубопроводных систем и аэрокосмического оборудования.
Электрошлаковая сварка Процесс электрошлаковой сварки начинается с того, что электрическая дуга зажигается проволокой, подаваемой в место сварки. Затем добавляется флюс до тех пор, пока расплавленный шлак не разовьется, не достигнет электрода и не погаснет дугу. Затем проволока проходит через расходную трубку и попадает на поверхность металлической заготовки и присадочного металла. Чтобы завершить процесс, медные стопорные башмаки закрепляют сварной шов. Электрошлаковая сварка обычно применяется для толстых материалов и углеродистой стали.
Затем добавляется флюс до тех пор, пока расплавленный шлак не разовьется, не достигнет электрода и не погаснет дугу. Затем проволока проходит через расходную трубку и попадает на поверхность металлической заготовки и присадочного металла. Чтобы завершить процесс, медные стопорные башмаки закрепляют сварной шов. Электрошлаковая сварка обычно применяется для толстых материалов и углеродистой стали.
Различные методы сварки: краткое описание
Тип используемого сварочного процесса зависит от конкретного проекта.Сварка алюминиевой выхлопной системы мотоцикла требует другого процесса, чем сварка стали для небоскреба. Теперь, когда вы знаете более подробную информацию о различных процессах сварки, вы лучше понимаете, что вам понадобится для вашего проекта. Ознакомьтесь с нашими возможностями, чтобы узнать больше о наших методах сварки.
Полное руководство по различным типам сварки
Полное руководство по различным типам сварки
Сварка определяется как процесс, при котором два или более куска металла или термопласта соединяются вместе с помощью тепла и давления.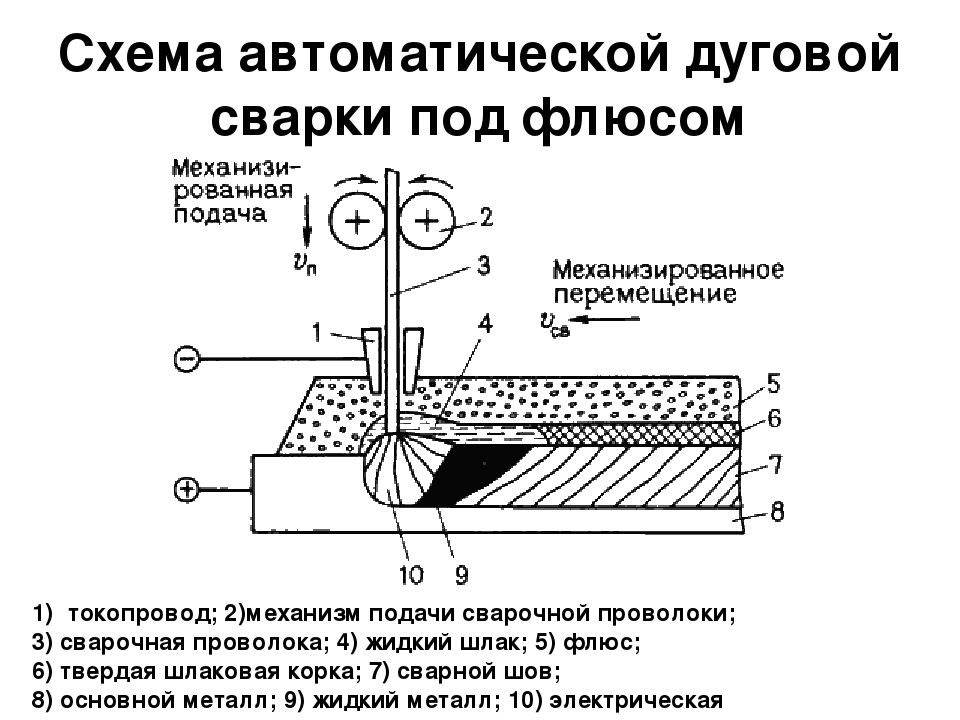 Процесс нагревания смягчает материал и позволяет ему склеиваться как единое целое в области стыка при приложении адекватного давления. Концепция сварки впервые возникла в средние века, хотя она не вошла в процесс сварки, как сегодня, до последних лет 19 века. До этого процесс, известный как «кузнечная сварка», был единственным способом соединения двух металлических предметов вместе. Кузнечная сварка заключалась в использовании пламени для нагрева металла до чрезвычайно высоких температур, а затем в сколачивании каждой детали вместе, пока они не стали одним целым.Этот метод был заменен примерно во время промышленной революции. Электрические и газовые методы нагрева пламенем оказались намного безопаснее и быстрее для сварщиков. Практически каждый материальный объект, который сделал общество тем, чем оно является сегодня, был создан с помощью сварных строительных инструментов или был сварен сам. Из-за этого у сварщиков есть широкий спектр сфер деятельности: многие сварщики специализируются на сварке труб или сварке автомобилей, а другие — на машинном оборудовании.
Процесс нагревания смягчает материал и позволяет ему склеиваться как единое целое в области стыка при приложении адекватного давления. Концепция сварки впервые возникла в средние века, хотя она не вошла в процесс сварки, как сегодня, до последних лет 19 века. До этого процесс, известный как «кузнечная сварка», был единственным способом соединения двух металлических предметов вместе. Кузнечная сварка заключалась в использовании пламени для нагрева металла до чрезвычайно высоких температур, а затем в сколачивании каждой детали вместе, пока они не стали одним целым.Этот метод был заменен примерно во время промышленной революции. Электрические и газовые методы нагрева пламенем оказались намного безопаснее и быстрее для сварщиков. Практически каждый материальный объект, который сделал общество тем, чем оно является сегодня, был создан с помощью сварных строительных инструментов или был сварен сам. Из-за этого у сварщиков есть широкий спектр сфер деятельности: многие сварщики специализируются на сварке труб или сварке автомобилей, а другие — на машинном оборудовании. Возможности безграничны для сварщиков, поскольку сварка может выполняться в самых разных местах, в том числе под водой, хотя не все формы сварки одинаковы.В некоторых формах сварки используется газ, в других — электрическая, а в новейших формах используется лазер. Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающими факторами, для которых метод наиболее эффективен. Наиболее широко используемые методы сварки — дуга, электрошлаковая, порошковая, газовая металлическая дуга, газовая вольфрамовая дуга, металлический инертный газ, плазменная дуга, дуга в экранированном металле, подводная дуга и вольфрамовый инертный газ.
Возможности безграничны для сварщиков, поскольку сварка может выполняться в самых разных местах, в том числе под водой, хотя не все формы сварки одинаковы.В некоторых формах сварки используется газ, в других — электрическая, а в новейших формах используется лазер. Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающими факторами, для которых метод наиболее эффективен. Наиболее широко используемые методы сварки — дуга, электрошлаковая, порошковая, газовая металлическая дуга, газовая вольфрамовая дуга, металлический инертный газ, плазменная дуга, дуга в экранированном металле, подводная дуга и вольфрамовый инертный газ.
Дуговая сварка
Дуговая сварка — популярный вид сварки из-за низкой стоимости процесса.Процесс начинается с устройства, вырабатывающего электрический ток. Это устройство может сильно отличаться от процесса к процессу, но всегда позволяет электрическому току проходить через материалы, которые без устройства считались бы непроводящими. Это называется «дуговой сваркой», потому что между сварочным устройством и свариваемыми материалами возникает электрический ток, который иногда дает вид дуги. Первая основная форма дуговой сварки была изобретена в 1802 году. Сегодня существует множество других подкатегорий дуговой сварки.
Это называется «дуговой сваркой», потому что между сварочным устройством и свариваемыми материалами возникает электрический ток, который иногда дает вид дуги. Первая основная форма дуговой сварки была изобретена в 1802 году. Сегодня существует множество других подкатегорий дуговой сварки.
Электродуговая сварка
Управление по охране труда: дуговая сварка и резка
Дуговая сварка — безопасный выбор, эксплуатация и техническое обслуживание
Дуговая сварка Плюсы и минусы
Электрошлаковая сварка
Электрошлаковая сварка вошла в практику в середине 1950-х годов. Электрошлак — это обычно быстрый процесс сварки, используемый для соединения больших материалов, таких как толстые стальные пластины. Эти пластины или материалы обычно располагаются в вертикальном положении, поскольку электрошлаковая сварка предназначена для сварки под этим углом, не вызывая деформации сварщика.Название «Электрошлак» произошло от использования заполненных водой медных участков внутри устройства, которые были включены и спроектированы исключительно для предотвращения попадания расплавленного «шлака» в другие участки при его разжижении.
Фундаментальные аспекты электрошлаковой сварки титановых сплавов
Система и способ электрошлаковой сварки стыковых вертикальных колонн
Электрошлаковая сварка в узкий зазор
Расходные материалы для электрошлаковой и электрогазовой сварки
Порошковая сварка
Сварка порошковой проволокойбыла создана и введена в эксплуатацию в начале 1950-х годов.Его цель заключалась в том, чтобы дать еще один вариант популярному использованию «сварки палкой». Процесс порошковой сварки в основном используется для проектов, требующих высокой скорости, поскольку это автоматический вид сварки. Многие строители используют этот процесс на работе из-за скорости и возможности использовать порошковую сварку в различных ситуациях на различных материалах.
Описание процесса дуговой сварки порошковой проволокой
Дуговая сварка порошковой проволокой — окончательный отчет
Раздел VIII, таблица 8.2 — Сварка порошковой проволокой
Газовая дуговая сварка металла
Процесс газовой дуговой сварки (GMAW), созданный в 1940-х годах, является еще одним процессом автоматической сварки. Этот метод заключается в использовании сварочного пистолета, который автоматически подает металл шва через пистолет для использования. Сварочный пистолет также автоматически распределяет защитный газ в качестве защиты от природных элементов. Этот процесс экономит много времени и лучше всего подходит для большого количества сварочных работ. Первоначально он был разработан для использования с алюминием. Сегодня этот метод в основном используется сварщиками в автомобильной и производственной промышленности.
Этот метод заключается в использовании сварочного пистолета, который автоматически подает металл шва через пистолет для использования. Сварочный пистолет также автоматически распределяет защитный газ в качестве защиты от природных элементов. Этот процесс экономит много времени и лучше всего подходит для большого количества сварочных работ. Первоначально он был разработан для использования с алюминием. Сегодня этот метод в основном используется сварщиками в автомобильной и производственной промышленности.
Параметрическая оптимизация процессов газовой дуговой сварки металла с использованием факторного подхода
Обучение GMAW
Моделирование макро- и микроструктур GMAW
Характеристики процесса газовой дуговой сварки металла
Газовая вольфрамо-дуговая сварка
Газовая вольфрамо-дуговая сварка считается одним из самых сложных и трудоемких сварочных процессов, используемых сегодня (наряду с плазменной дуговой сваркой).Это потому, что это требует большого внимания и навыков из-за небольшой площади пространства между «дугой» пламени и свариваемым материалом.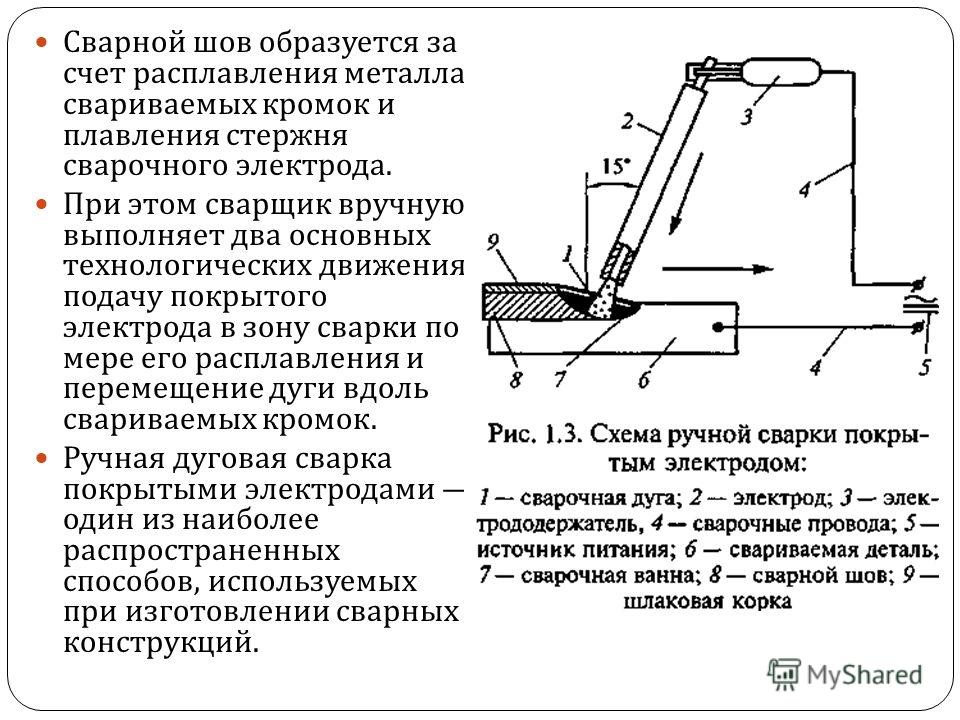 Обычно этим процессом свариваются небольшие полосы металла, не содержащие много железа. Несмотря на то, что это сложно, при правильном выполнении он дает чрезвычайно прочные высококачественные сварные швы. Сварщики, производящие велосипеды и самолеты, как коммерческие, так и военные, часто используют газовую вольфрамо-дуговую сварку, в то время как многие другие сварщики никогда не столкнутся с этим процессом.С момента выпуска в 1941 году в этот процесс было внесено очень мало изменений.
Обычно этим процессом свариваются небольшие полосы металла, не содержащие много железа. Несмотря на то, что это сложно, при правильном выполнении он дает чрезвычайно прочные высококачественные сварные швы. Сварщики, производящие велосипеды и самолеты, как коммерческие, так и военные, часто используют газовую вольфрамо-дуговую сварку, в то время как многие другие сварщики никогда не столкнутся с этим процессом.С момента выпуска в 1941 году в этот процесс было внесено очень мало изменений.
Газовая вольфрамо-дуговая сварка Введение
Газовая вольфрамо-дуговая сварка мягкой стали
Последние достижения в области газо-вольфрамовой дуговой сварки ванадиевых сплавов
Сварка MIG (металлический инертный газ)
Сварка металла в инертном газе — это процесс сварки, при котором для защиты металла шва используется газ. Газ защищает свариваемый металл от воздействия природных элементов окружающей среды, таких как кислород.Это позволяет сварщику работать с постоянной скоростью, что делает процесс довольно быстрым.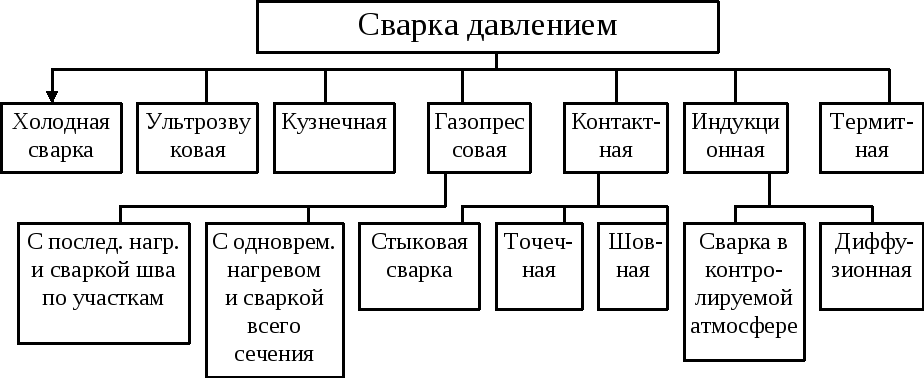 Эксплуатация оборудования не требует от сварщиков особого мастерства, однако оборудование, используемое для сварки MIG, может использоваться только в помещении из-за газа, участвующего в процессе сварки. MIG Welding был первоначально выпущен в 1940-х годах, но претерпел множество модернизаций, пока не был усовершенствован в 1960-х годах.
Эксплуатация оборудования не требует от сварщиков особого мастерства, однако оборудование, используемое для сварки MIG, может использоваться только в помещении из-за газа, участвующего в процессе сварки. MIG Welding был первоначально выпущен в 1940-х годах, но претерпел множество модернизаций, пока не был усовершенствован в 1960-х годах.
Советы по сварке в среде инертного газа (MIG)
Сварочные процессы: MIG
Что такое сварка MIG?
Основы сварки MIG
Плазменно-дуговая сварка
Плазменная сварка очень похожа на газовую вольфрамо-дуговую сварку (GTAW).Эти два процесса часто сравнивают, потому что они в основном работают одинаково, только с использованием другого типа горелки. Этот метод был разработан в 1954 году, но и сегодня его продолжают совершенствовать. Плазменная сварка также требует большей концентрации, чем GTAW, из-за меньшей дуги и точности сварки. При плазменной сварке электрический ток проходит через очень маленькое сопло, которое проходит через защитные газы, что обеспечивает исключительную точность при сварке небольших участков. Плазменная сварка может нагревать металлы до очень высоких температур, что может привести к более глубоким сварным швам. Как и GTAW, этот процесс сварки обычно используется в авиастроении.
Плазменная сварка может нагревать металлы до очень высоких температур, что может привести к более глубоким сварным швам. Как и GTAW, этот процесс сварки обычно используется в авиастроении.
Процесс плазменно-дуговой сварки — как работает плазменная сварка
Горелка для тройной газовой плазменной сварки
Технические аспекты плазменной резки
Технология сварки: PAW
Дуговая сварка экранированного металла
Дуговая сварка экранированного металла (SMAW) также называется «дуговой сваркой».Этот процесс известен как самый популярный и широко используемый сегодня в сварке. Первая форма SMAW была создана в 1938 году, но процесс и оборудование продолжают модернизироваться. Это ручной процесс сварки, очень простой и недорогой в эксплуатации. Результаты часто не такие «аккуратные», как при использовании других методов, и разбрызгивание расплава — обычное явление. Сварка палкой в основном используется строительными сварщиками, работающими на стальных конструкциях и в других отраслях промышленности, которые требуют сварки, но не имеют больших бюджетов.
Global Security: дуговая сварка в среде защитного газа
Процессы ручной дуговой сварки (SMAW)
Основы дуговой / электродной сварки защищенным металлом
Определение характеристик сварочного дыма от электродов SMAW
Дуговая сварка под флюсом
Процесс дуговой сварки под флюсом можно правильно использовать только для материалов с высоким содержанием железа, таких как нержавеющая сталь. Устройство, используемое в этом процессе, может быть автоматическим или полуавтоматическим, что делает процесс сварки довольно быстрым. Хотя это быстрый процесс, электрическая дуга должна постоянно быть покрыта «флюсом», чтобы защитить металл от атмосферы во время процесса сварки.Эта крышка также предотвращает образование брызг при сварке, что делает ее более безопасной для сварщиков, чем некоторые другие виды сварки. Процесс назван в честь необходимости «погружения» в флюсовую оболочку.
Техническое руководство по дуговой сварке под флюсом
Дуговая сварка под флюсом с подачей холодной проволоки
Руководство по дуговой сварке под флюсом
Дефекты сварки дуплексных стальных соединений под флюсом
Сварка TIG (вольфрамовый инертный газ)
Сварка вольфрамом в среде инертного газа во многом схожа со сваркой металла в среде инертного газа (MIG). Основное различие между этими двумя формами сварки заключается в том, что TIG использует вольфрамовую форму тока, а MIG — металлический электрод. Поскольку в сварке TIG используется вольфрам, внутри сварочного аппарата требуется дополнительный наполнитель, так как вольфрам не плавится в процессе сварки. Вольфрам уникален тем, что его можно нагреть до более высокой температуры перед плавлением, чем все другие металлы. Сварка вольфрамом в среде инертного газа обычно используется в отраслях промышленности, которые работают с нержавеющей сталью.
Основное различие между этими двумя формами сварки заключается в том, что TIG использует вольфрамовую форму тока, а MIG — металлический электрод. Поскольку в сварке TIG используется вольфрам, внутри сварочного аппарата требуется дополнительный наполнитель, так как вольфрам не плавится в процессе сварки. Вольфрам уникален тем, что его можно нагреть до более высокой температуры перед плавлением, чем все другие металлы. Сварка вольфрамом в среде инертного газа обычно используется в отраслях промышленности, которые работают с нержавеющей сталью.
Принципы сварки TIG
Руководство по охране труда и технике безопасности: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Словарь по сварке — Сварка TIG
Руководства по сварке TIG
Сварка MIG и TIG
Какие бывают виды сварки?
Есть несколько различных типов сварочных аппаратов, доступных для покупки, и важно понимать, какой тип сварочного аппарата лучше всего соответствует вашим потребностям. Некоторые сварщики лучше справляются с определенными видами работ и с разными материалами.
Некоторые сварщики лучше справляются с определенными видами работ и с разными материалами.
Четыре основных типа сварки:
- Сварка MIG
- Сварка TIG
- Сварка порошковой проволокой
- Сварка палкой
Каждый из них имеет различные преимущества и недостатки.
- Сварке MIG легко научиться работать с самыми разными металлами.
- Сварка TIG может быть немного сложнее для изучения, чем MIG, но она позволяет использовать несколько специализированных методов сварки, которые MIG не может реализовать.
- Сварка порошковой проволокой очень похожа на сварку MIG и идеально подходит для работ на открытом воздухе и работ с ржавым или поврежденным металлом.
- Ручная сварка — это универсальный инструмент, который можно использовать в помещениях, на улице и в самых разных обстоятельствах. Это может быть немного дороже, чем другие процессы.
Сварка MIG, также известная как GMAW (газовая дуговая сварка металла), является самым простым для быстрого обучения методом. Сварка MIG (металл в инертном газе) не только проста в освоении, но и позволяет быстро работать с различными материалами, включая алюминий и сталь.
Сварочные аппараты MIG полезны для множества задач; они относительно недорогие, если вы не хотите промышленную модель; и их легко освоить, даже если вы новичок. У них есть довольно много механизмов, которых нет у других сварщиков, и это делает внимательное обслуживание сварщика MIG более важным. Текущие расходы включают замену проволоки и сварочный газ.
Что это хорошо для
Сварочные аппараты MIG отлично подходят для универсальных сварочных работ. У них есть несколько ключевых преимуществ.
- Этот вид сварки универсален и хорошо подходит для многих материалов и различной толщины.
- Позволяет выполнять быстрые работы.
- Легко учиться.
- Можно автоматизировать; используется на сборочных линиях автомобилей и т.п.
Стоимость
Ни один сварочный аппарат не стоит дешево, но, конечно, не так уж и сложно найти достойного сварщика MIG в вашем ценовом диапазоне.
- Стоимость большинства сварочных аппаратов MIG составляет от 400 до 1500 долларов.
- Самые дешевые модели стоят от 95 долларов.
- Высококачественные модели могут стоить от 2500 до 3500 долларов.
Помните, что эта начальная стоимость не включает стоимость замены проволоки, сварочного газа и обслуживания. Подробнее см. Скрытые затраты ниже.
Сложность использования
Сварочные аппараты MIG идеально подходят для начинающих.
- Легко учиться.
- Легко по сравнению с другими видами сварки.
Как обслуживать
У сварочного аппарата MIG больше движущихся частей, чем у других сварочных аппаратов, и поэтому обслуживание может быть сложным.Тем не менее крайне важно, чтобы вы внимательно относились к своему сварщику MIG и регулярно его обслуживали.
Не забудьте выключить сварочный аппарат и отсоединить его от сети при его чистке! Если вы недавно выполняли работу, убедитесь, что у сварщика достаточно времени, чтобы он остыл, прежде чем пытаться его очистить.
Поскольку сварщики MIG используют катушки с металлической проволокой в процессе сварки, сварщики MIG с большей вероятностью попадут грязь и мусор во внутренние части аппарата. Это не приведет к необратимым повреждениям при правильном обращении с машиной.
Чтобы удалить грязь и пыль с вашего сварочного аппарата MIG:
- Очистите машину сжатым воздухом
- Используйте проволочную щетку для очистки машины
При очистке особое внимание уделяйте приводному ролику, механизму подачи проволоки и гильзе горелки , так как на этих участках, скорее всего, будет больше всего мусора. Рекомендуется чистить сварочный аппарат MIG примерно раз в неделю.
Кроме того, храните съемные детали сварочного аппарата, такие как сопло пистолета, в упаковке, предоставленной вашим производителем.Это гарантирует, что ваши сварочные детали не получат вмятин и царапин, которые повлияют на качество сварки.
Если у вас нет упаковки от производителя, хранение сопла пистолета и аналогичного сварочного оборудования в отдельных отсеках снизит вероятность столкновения деталей друг с другом и получения вмятин.
Скрытые затраты
Двумя основными текущими расходами сварщика MIG являются замена проволоки и сварочный газ.
Замена провода стоит от 3 до 15 долларов за фунт в зависимости от материала, который вы покупаете.Проволока поставляется в катушках и может быть куплена в небольших количествах (один фунт на катушку) или в больших количествах (более тридцати фунтов на катушку). Покупка оптом обычно снижает стоимость фунта.
Прогнозирование того, как часто вам нужно будет покупать запасной провод, полностью зависит от того, как быстро вы переберите фунт провода. Если вы будете вести записи о том, как быстро вы склонны прожигать свой провод, будет легко предсказать, как часто вам будут нужны новые покупки.
Стоимость сварочного газа может сильно колебаться в зависимости от того, где вы живете.Уточните у местных или в Интернете поставщиков сварочных работ, чтобы узнать, какой диапазон цен на сварочный газ находится в вашем регионе.
Сварка TIG (вольфрамовым инертным газом) также известна как GTAW (газовая сварка вольфрамовой дугой). Для создания сварочной дуги при GTAW-сварке используется вольфрамовый электрод. Этот электрод не расходуется, что позволяет его многократно использовать и сводит на нет расходы на замену проводов, как в MIG.
Сварочные аппараты TIG хорошо работают с такими материалами, как сталь и алюминий. У них есть регулируемые параметры нагрева, и они могут дать лучшие результаты при работе с тонкими металлами, чем MIG.Их действительно немного сложнее освоить, чем MIG, и к тому же они изначально дороже. Однако у сварщиков TIG меньше затрат на техническое обслуживание, чем у сварщиков MIG.
Для чего это хорошо
Сварка TIG обычно используется для более специализированных работ, чем сварка MIG.
- Сварка TIG хорошо подходит для нержавеющей стали, алюминия и меди.
- Большинство сварочных аппаратов TIG имеют регулируемые параметры нагрева, что позволяет точно контролировать проект.
- Обычно используется для сварки более тонких материалов, с которыми не справляется MIG.
Помимо этих преимуществ, сварка TIG имеет один ключевой недостаток по сравнению со сваркой MIG. Выполнение работ с использованием сварки TIG занимает много времени; из двух, сварка MIG намного быстрее, чем TIG.
Стоимость
- Миниатюрный сварочный аппарат TIG можно найти примерно за 100–400 долларов.
- Промышленные сварочные аппараты TIG могут стоить до 22 000 долларов.
- Большинство сварщиков TIG немного дороже, чем средние сварщики MIG, в среднем от 800 до 2000 долларов.
Сложность использования
Сварку TIG труднее освоить, чем сварку MIG. При этом, однако, новые модели TIG довольно удобны для пользователя и не требуют большого опыта или обучения, чтобы научиться эффективно использовать.
Как обслуживать
Обслуживание сварочного аппарата TIG включает многие из тех же процессов, что и обслуживание MIG. У сварочных аппаратов TIG меньше посторонних деталей, чем у аппаратов MIG-сварки, но они по-прежнему требуют частого обслуживания.
Еще раз убедитесь, что машина выключена, отсоединена от сети и остыла, прежде чем чистить ее. Сварочный аппарат TIG можно очищать сжатым воздухом или стальной щеткой, как и сварочный аппарат MIG, и чистить его следует примерно раз в неделю.
Скрытые затраты
Сварщикам TIG не требуется столько постоянных затрат, как сварщикам MIG. Вам все равно придется покупать сварочный газ, а иногда и запасную проволоку. Когда какая-то часть сварочного аппарата TIG ломается или изнашивается, вы можете приобрести новую деталь по разумной цене.
Механизмы подачи проволоки, горелки, резаки, кабели и соединители легко найти и купить.
В целом, у сварщиков TIG гораздо меньше «скрытых» затрат, чем у сварщиков MIG.
При сварке порошковой проволокой используется электрод с полой проволокой. В процессе сварки порошковой проволокой создается собственный защитный газ, который позволяет выполнять сварку в условиях, когда MIG не работает. Сильный ветер уносит защитный газ, образующийся при сварке MIG, но при сварке порошковой проволокой образуется защитный газ, который выдерживает сильный ветер.Таким образом, порошковая сварка идеально подходит для работ на открытом воздухе.
Порошковая сварка дает менее привлекательный внешний вид сварного шва, чем MIG, поскольку при этом образуется шлак, который необходимо удалить вручную после охлаждения. Таким образом, сварка MIG является идеальным решением для сварки в помещении, а сварка порошковой проволокой лучше подходит для сварки на открытом воздухе.
Порошковая сварка и сварка MIG очень похожи, и нередко можно найти сварщика, который работает как MIG, так и порошковой сваркой. Между ними есть два ключевых различия:
- Для сварки MIG требуется внешний резервуар для газа, а для сварки флюсом — нет.
- При сварке порошковой проволокой используется полая внутри проволока, что позволяет выполнять различные виды работ.
Для чего это хорошо
Помимо хорошей работы в условиях сильного ветра, порошковая сварка также хорошо подходит для работ с поврежденным или ржавым металлом.
Порошковая сварка выполняет две основные функции.
- Идеально подходит для работы на открытом воздухе при сильном ветре.
- Хорошо работает с ржавыми или покрытыми пятнами металлами.
Стоимость
Порошковые сварочные аппараты обычно стоят 100-400 долларов.Усовершенствованные модели имеют функции, позволяющие выполнять сварку порошковой проволокой и сварку MIG. Эти модели стоят от 700 долларов.
Сложность использования
Сварку порошковой проволокой относительно легко освоить, по сравнению со сваркой MIG. Это легче освоить, чем сварка TIG.
Как обслуживать
Для обслуживания сварочного аппарата с флюсовой сердцевиной используйте тот же процесс, что и для чистки сварочного аппарата MIG. Не забудьте выключить и отсоединить сварочный аппарат с флюсовой сердцевиной, затем проверить механизм подачи проволоки, приводной ролик и лайнер горелки.Старайтесь чистить сварочный аппарат с флюсовой сердцевиной примерно раз в неделю. Как и в случае со сварочным аппаратом MIG, храните посторонние детали в отдельных отсеках для хранения, чтобы они не помялись.
Скрытые затраты
Как и в случае сварки MIG, порошковая сварка требует приобретения отдельных катушек порошковой проволоки. Сварка порошковой флюсовой сердцевиной не требует внешних резервуаров для газа, поэтому покупка дополнительной проволоки — единственные «скрытые расходы», связанные со сваркой порошковой проволокой. Опять же, иногда вам может потребоваться купить запасную деталь, но единственные текущие расходы, с которыми вы столкнетесь при сварке порошковой проволокой, — это замена проволоки.
Ручная сварка также известна как SMAW (дуговая сварка защищенного металла) или сварка покрытым электродом. Он использует электрод фиксированной длины, соединенный с электрическим зарядом, для соединения различных металлов вместе.
Для чего это хорошо
Сварка палкой очень универсальна, что позволяет выполнять работы в помещении и на открытом воздухе в различных погодных условиях. Этот вид сварки хорошо подходит для многих типов металлов.
Ручная сварка имеет несколько ключевых преимуществ.
- Он относительно портативный и подходит для удаленной работы.
- Не чувствителен к ветру, как сварка порошковой проволокой.
- Используется с большинством типов металлов, но не работает с химически активными металлами.
Стоимость
Как и в случае с другими сварочными аппаратами, сварка палкой имеет широкий диапазон цен.
- Недорогие модели стоят в среднем 200-500 долларов.
- Ассортимент моделей высшего класса исчисляется тысячами.
Сложность использования
Сварку палкой, в отличие от MIG, трудно механизировать.Им нужно управлять вручную, хотя нетрудно узнать, знаком ли сварщик с TIG.
Как обслуживать
Сварка палкой имеет значительно меньше движущихся частей, чем MIG, поэтому обслуживание упрощается. По-прежнему важно содержать аппарат для ручной сварки в чистоте от грязи и отложений, и еженедельной очистки лайнера горелки, проволочного ролика и других чувствительных деталей должно быть достаточно для обеспечения бесперебойной работы сварочного аппарата.
Скрытые затраты
Сварка палкой имеет недостатки.Это очень медленный процесс наплавки металла, более медленный, чем при других трех типах сварки. Кроме того, это дороже на фунт наплавленного металла из-за низких рабочих циклов.
MIG, TIG, порошковая и стержневая — четыре основных типа сварки. У каждого есть свои преимущества и недостатки.
Сварка МИГ:
- Универсальна и хорошо работает со многими материалами и толщиной.
- Быстрая и простая работа.
Сварка TIG:
- Хорошо работает с нержавеющей сталью и другими твердыми металлами.
- Тонкий контроль над проектом.
- Обычно используется для сварки тонких и тонких материалов.
Порошковая сварка:
- Идеально подходит для сварки при сильном ветре.
- Используется для сварки ржавых металлов.
- Процесс, аналогичный сварке MIG.
Сварка палкой:
- Переносной; полезно для удаленной работы.