
ВМЕСТО ПРОПАНА – АЦЕТИЛЕН ???
Ежегодно в конце лета цены на пропан устремляются ввысь. Не стал исключением и этот год. Осложнило ситуацию еще и то, что момент окончания выборки квот поставок пропана на внутренний рынок РФ по времени совпал с очередным витком кризиса в отношениях между Россией, Украиной и Европой, что побудило шустрых Европейских коммерсантов активно включиться в закупку жидкого «голубого топлива» в РФ. И вот встает вопрос: «А не выгоднее уже теперь использовать ацетилен там, где его заменяют пропаном именно с целью экономии?»
Температура горения пропана в резаке 2000-2500 градусов Цельсия, у ацетилена – 3260. Время нагрева металла до температуры плавления при кислородной резке при пропане значительно больше. Резка слаболегированных и сталей больших толщин возможна только на ацетилене. Ацетиленовый баллон, несмотря на большую стоимость, обладает гораздо большей живучестью, по сравнению с пропановым. Использование клапанных резаков, отсекающих греющую смесь на время непосредственной резки, добавит еще экономии на газе.
Может, есть смысл заглянуть в дальние уголки склада, вытащить запыленные ацетиленовые баллоны, заменить мундштук в резаке с пропанового на ацетиленовый и попробовать? А если еще вспомнить, что ацетиленом можно еще и варить? И что ацетиленовая горелка стоит намного меньше сварочного полуавтомата. А в качестве сварочной проволоки в аварийной ситуации, когда дорога каждая минута, можно использовать обычный электрод, который можно просто «обстучать от обмазки», а не покупать 5 кг бобину. И не нужно нестись за углекислотой или смесью. Может пора начать экономить?
| Техническая Характеристика | ||||
| Толщина разрезаемой стали, мм | до 15 | 15-50 | 50-100 | |
| 1А/1П | 3А/3П | 4А/4П | ||
| Мундштук наружный | 1А/1П | |||
| Давление на входе кгс/см2 | Кислорода (номинальное) | 3,0-3,5 | 4,0-4,2 | 4,5-5,0 |
| горючего газа, А/П | 0,03 — 1,2/0,01 — 1,5 | |||
| Расход м3/час | 2,6 — 2,8 | 5,4 — 5,8 | 8,6 — 10,2 | |
| кислорода при работе на П | 3,2 — 3,5 | 7,7 — 8,5 | 11,1 — 13,1 | |
| горючего газа, А/П, не более | 0,26/0,4 | 0,33/0,48 | 0,36/0,56 | |
| Масса резака, кг, не более | 0, 75 | |||
| Длина резака, мм, не более | 500 | |||
|
Внутренний диаметр присоедняемых рукавов — 6 или 9 мм |
||||
Резак ацетиленовый и пропановый отличия
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Об ацетиленовых резаках
Такие устройства отличаются прежде всего своей высокой мощностью: их используют для обработки листов, толщина которых составляет 300 мм и даже больше. Купить ацетиленовый резак обычно необходимо для производственных целей.
Особенности таких механизмов обусловлены свойствами ацетилена, который в смеси с кислородом разогревается до температуры, превышающей три тысячи градусов. Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Что касается принципа функционирования, он не слишком оригинален. Кислород из баллона подается в инжектор и режущую трубку. В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь. Именно этим пламенем и разрезают листы металла.
Основным назначением аппаратов для газового раскроя металла является смешивание горючих веществ (жидкостей или газов) с кислородом для получения струи высокотемпературного пламени.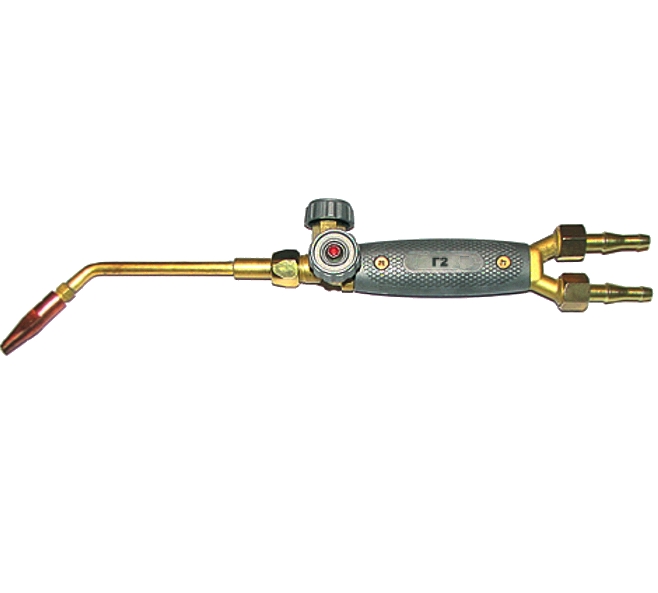 В отличие от сварочной горелки, газовый резак снабжен трубкой и запорно-регулирующей арматурой для подачи кислорода режущей струи, а также имеет особое устройство головки.
В отличие от сварочной горелки, газовый резак снабжен трубкой и запорно-регулирующей арматурой для подачи кислорода режущей струи, а также имеет особое устройство головки.
Классификация аппаратов
Газовые резаки имеют достаточно много видов и классифицируются по таким признакам:
- тип резки: поверхностные и разделительные;
- назначение: ручные и механизированные;
- вид горючего: ацетиленовые, пропановые, метановые, керосиновые;
- конструкция: наличие или отсутствие инжектора;
- кислородная подача: низкого и высокого давления;
- тип мундштука: многосопловые и щелевые;
- мощность: малая ( 20 см).
Сегодня разными производителями выпускается более десятка модификаций подобного оборудования, однако конструктивно они мало чем отличаются между собой. Для таких устройств характерно наличие ручки с вентилями для изменения подачи пламеобразующих газов, и наконечника с головкой, в которой происходит образование пламени.
На рисунке представлен пример газового резака фирмы KRASS
Внешне резак и сварочная горелка имеют много общего. Как отмечалось выше, основное отличие заключается в отсутствии у последней подачи кислорода режущей струи и другое устройство головки. Больше о горелках можно прочитать в статье: горелка газовоздушная для газопламенной обработки материалов.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом. Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности. Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Устройства с внутрисопловым смешением
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).
Также советуем посмотреть видео о том, как выбрать данное устройство:
В компании «Промтехгаз» можно приобрести качественные резаки фирмы «Krass», которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
Резак пропановый: РЗП, Р1П, Р3П, РС 3П, мундштук, трехтрубный, рычажный
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Принцип действия и виды
Принцип разделения металла газовым резаком основан на нагреве его до температуры, несколько меньшей температуры плавления. Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.
Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива,
- тепловая мощность горелки,
- по методу образования горючей смеси.
По виду горючего различают:
- ацетиленовые,
- пропановые,
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см,
- средняя: до 20 см,
- большая: до 30 см,
- увеличенная: до 50 см.


По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП. Струя кислорода, поступающая из баллона через редуктор по шлангу, разделяется надвое.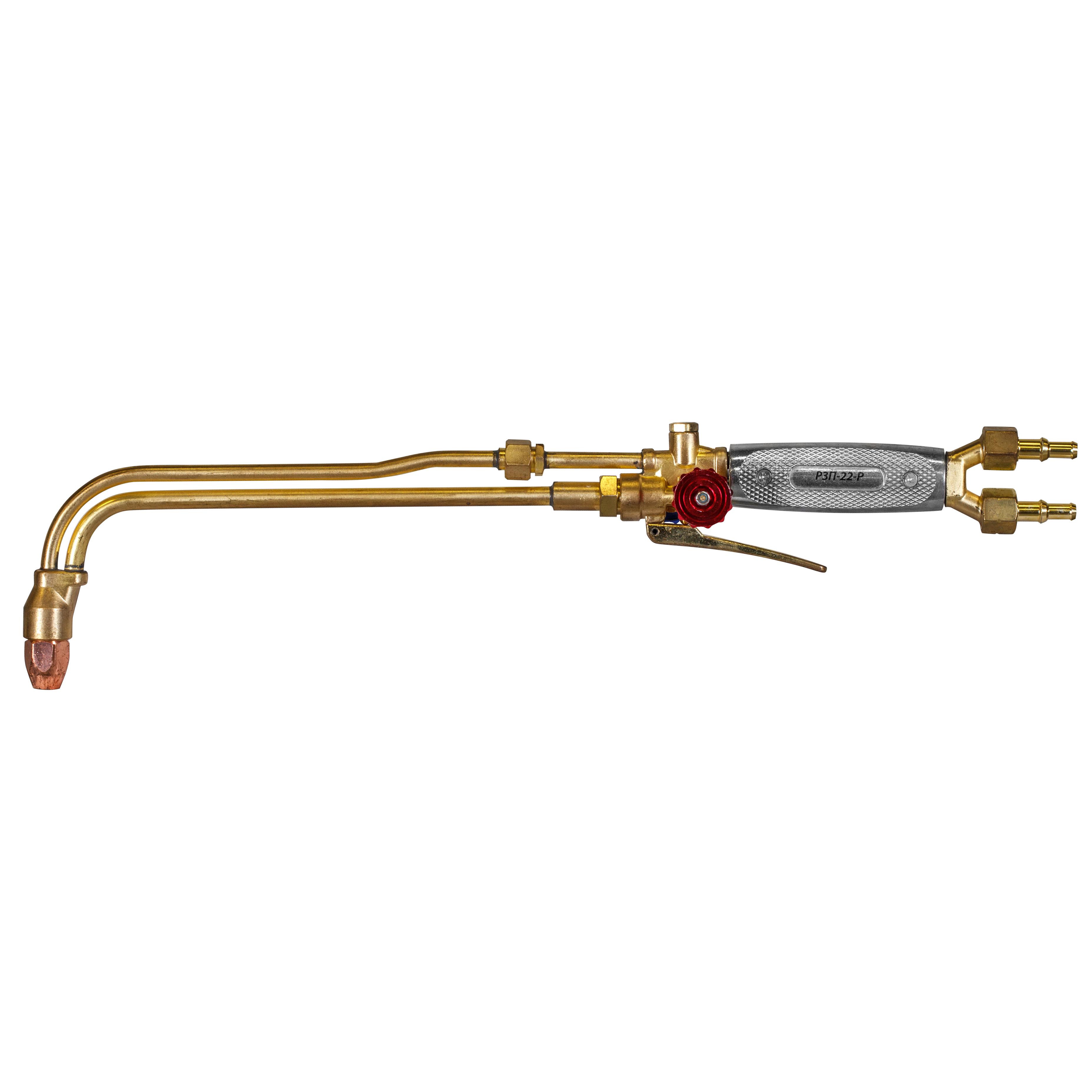
Схема работы инжектора.
Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев,
- подачу кислорода на резку,
- подачу пропана.
Еще один орган управления рычажный клапан включения и выключения режущего пламени.
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
Схема работы безинжекторных моделей.
В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон.
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.
Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.
Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости.
Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Тем не менее портативными устройствами можно раскроить материалы с низкой температурой плавления, такие, как алюминий, латунь, медь.
Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели,
- накладки на рукоятке из алюминия намного долговечнее пластмассовых,
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске,
- рукоятка диаметром от 4 см удобно и надежно лежит в руке,
- рычаг подачи кислорода не должен ни болтаться, ни заедать,
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные,
- содержание меди в материале подводящих патрубков не должно превышать 65%,
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями,
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски,
- наружный мундштук должен быть медным, внутренний- латунным.
Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения,
- рабочая одежда и обувь с огнезащитной пропиткой,
- спилковые краги,
- маска сварщика с адаптивным светофильтром или защитные очки сварщика,
- респиратор,
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер,
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве,
- обеспечить яркое бестеневое освещение,
- убрать все легковоспламеняемые материалы в радиусе 5 метров,
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места,
- при возможности заготовки размещать на стальном рабочем столе,
- не направлять пламя на газовые шланги,
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.

Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении,
- снять пропановый подводящий шланг с ниппеля,
- открыть вентиль на кислородном баллоне, выставив рабочее давление,
- отрыть кислородный вентиль на резаке,
- приложить палец к входному ниппелю для пропана,
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха,
- закрыть вентиль на баллоне с кислородом и на резаке,
- присоединить подающий пропановый шланг, затянуть хомут.

При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты,
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности,
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление,
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1,
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана,
- специальной зажигалкой поджечь рабочую смесь,
- отрегулировать факел по цвету, интенсивности и форме,
- прогреть начало разреза, контролируя температуру визуально или пирометром,
- открыть вентиль режущего кислорода,
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг,
- закрутить вентиль режущего кислорода,
- перекрыть подачу пропана,
- закрутить разогревающий кислородный вентиль,
- закрутить баллонные вентили,
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака,
- допустимо установить на единицу больший номер мундштука,
- установить обратный клапан на подающий шланг.

В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
Загрузка…Современный газовый резак – достоинства и особенности применения
Подберем индивидуальный инструмент под любую задачу — ручные газовые резаки от компании Messer
Современный ручной газовый резак для резки металлов от компании Messer — высокотехнологичный продукт и результат многолетней кропотливой работы сотен инженеров. Алюминиевая рукоятка, газовые трубки из 2 мм нержавеющей стали, цельный инжектор из латуни, высокоточные вентильные блоки или клапан — все это выглядит уже не как простое изделие, а как произведение технического искусства, где вызывает восхищение продуманность конструкции, удобная эргономика, высокое качество обработки каждой детали и точность сборки. Разнообразие ручных газовых резаков для резки металлов, которые предлагает компания Messer, обусловлено самым широким спектром решаемых задач — резка в диапазоне до 500 мм, разные углы наклона головки, длина до 1500 мм, разные виды горючих газов и способы смешивания. Газовые резаки могут выполнять резку, нагрев, строжку, специальные задачи для металлургических и сталелитейных производств.
Разнообразие ручных газовых резаков для резки металлов, которые предлагает компания Messer, обусловлено самым широким спектром решаемых задач — резка в диапазоне до 500 мм, разные углы наклона головки, длина до 1500 мм, разные виды горючих газов и способы смешивания. Газовые резаки могут выполнять резку, нагрев, строжку, специальные задачи для металлургических и сталелитейных производств.Универсальность сопел для ручных и машинных резаков при комплексном оснащении производства позволит сократить номенклатуру приобретаемых расходных частей.
Газы для различных видов газопламенной обработки металлов
Газопламенная обработка металлов включает в себя в том числе процессы сварки, пайки, нагрева, резки, строжки. Различные горючие газы имеют разные характеристики, поэтому выбор горючего газа зависит от задачи.Виды горючие газы и их отличия
по теплоте сгорания
по скорости горения
Температура пламени резака/горелки
Какие газы применяются для газокислородной резки?
Режущий газГорючие газы
- Ацетилен
- Пропан
- Бытовой газ
- MAPP
- GRIESON

Принципиально все ручные резаки можно разделить по виду используемого горючего газа на ацетиленовые, пропановые и универсальные:
Ацетиленовые резаки производства Messer (маркировка на ручке с литерой «A» желтого цвета) — это самое высокое качество резки металла толщиной до 500 мм. Чистый рез — это экономия на последующей механической обработке, а расположение газосмешивающей камеры в головке резака или в сопле — высокий уровень безопасности газорезчика. Резаки выпускаются как вентильном, так и в рычажном исполнении длиной до 1500 мм. Универсальные резаки с маркировкой A/PMYE для газосмешивающих сопел также можно отнести к ацетиленовым при установке соответствующих сопел.Пропановые резаки производства Messer (маркировка на ручке с литерой «P» или «PMYE» красного цвета) как правило используются в монтажных условиях в мостостроении и при возведении металлоконструкций. Ввиду того, что пропан достаточно дешёвый газ, то экономия при использовании пропановых резаков очевидна. Безопасность при работе с резаком обеспечивается его конструкцией — смешивание горючего газа (пропана) и кислорода происходит в инжекторе, который или расположен в головке резака, или само сопло является смесителем (газосмешивающие сопла при использовании универсальных резаков). Пропановые резаки могут быть различной длины, могут иметь разный угол наклона головки и открытие режущего кислорода может быть вентилем или клапаном. Диапазон резки от 3 мм до 500 мм.
Безопасность при работе с резаком обеспечивается его конструкцией — смешивание горючего газа (пропана) и кислорода происходит в инжекторе, который или расположен в головке резака, или само сопло является смесителем (газосмешивающие сопла при использовании универсальных резаков). Пропановые резаки могут быть различной длины, могут иметь разный угол наклона головки и открытие режущего кислорода может быть вентилем или клапаном. Диапазон резки от 3 мм до 500 мм.
Универсальные резаки могут работать с любым видом горючего газа в зависимости от установленного газосмешивающего сопла.
Серии ручных газовых резаков
PROFICUT (диапазон резки до 300 мм, длина 460, 510 мм, для газосмешивающих сопел, открытие режущего кислорода рычагом, угол наклона головки 95 град.)STARCUT (диапазон резки до 500 мм, длина от 530 до 1500 мм, для кольцевых/щелевых, блочных и газосмешивающих сопел, открытие режущего кислорода вентилем или рычагом, угол наклона головки 95, 135, 180 град. , специальные модели для резки металлолома)
, специальные модели для резки металлолома)
ESSEN (диапазон резки до 500 мм, длина 450, 530 мм для кольцевых/щелевых, цилиндрических, блочных и газосмешивающих сопел, открытие режущего кислорода клапаном или вентилем, угол наклона головки 95, 180 град., специальные модели с изогнутой рукояткой для работы в затесненных условиях)
Специальные решения для металлургических и сталелитейных предприятий (диапазон резки до 600 мм и не ограничен для кислородного копья, длина до 6000 мм, специальные модели для кислородно-флюсовой резки)
Отличительные качества резаков Messer
- Отличное качество резки
- Безопасность при работе — смешивание газов максимально удалено от руки газорезчика
- Надежность и долгий срок службы
- Универсальность
- Удобство в эксплуатации
Применение газовых резаков
- для резки металла
- для строжки металла
- универсальные для резки и строжки
Особенности конструкции
- все виды горючих газов.
- различные системы смешивания:
инжекторные — смешивание горючего газа и кислорода происходит в инжекторе, который является частью конструкции резка. Такого типа резаки изготавливаются под определенный вид режущего газа. Дорогой резак, но более дешевые сопла.
безинжекторные — смешивание горючего газа и кислорода происходит непосредственно в сопле, которое является инжектором. Такие сопла называются газосмешивающими и резаки являются универсальными. Переход с одного вида режущего газа на другой возможен при замене сопла. Дешевый резак, но дорогие сопла. - специальные сопла для резки заклепок, болтов, стенок профильного проката.
- различные системы включения режущего газа:
с вентилем для регулировки режущего газа. Для более точной регулировки пламени и достижения высокого качества реза.
с рычагом для регулировки режущего газа. Как правило, резаки с рычагом используются для менее ответственных конструкций, для резки металлолома. - длина от 500 до 1500 мм. Длина определяется решаемыми задачами. Как правило, наиболее длинные резаки используются в металлургии и литейных производствах.
- различные углы наклона головки 95, 135, 180 град.
- форма и конфигурация рукоятки. Определяется решаемыми задачами. Есть специальные исполнения для затесненных условий. Все рукоятки изготавливаются из алюминия для снижения нагрева.


Варианты исполнения блока открытия режущего кислорода
- вентилем
- рычагом

Все блоки регулировки газов являются очень надежными и точными.
Варианты исполнения рукоятки
В разных сериях резаков различаются исполнения рукоятки. Для серии Proficut — это облегченная рукоятка, для серии Starcut стандартная, для серии Essen рукоятка может быть плоской или с изгибом для затесненных условий эксплуатации. Все рукоятки изготавливаются из алюминия (в серии Starcut алюминиевая рукоятка окрашена в черный цвет) для максимального снижения веса и уменьшения нагрева при интенсивной работе. Все резаки прекрасно сбалансированы и даже если они кажутся тяжелее аналогов, в процессе работы рука устает гораздо меньше.Сопла для ручных резаков
Сопла, которые можно использовать для ручной резки, зависят от типа смешения газов и вида горючего газа. Все сопла имеют маркировку, которая указывает на горючий газ и на диапазон рабочих толщин. Сопла, предназначенные для одного вида горючего газа, запрещено использовать с другим, т.к. конструктивно они отличаются.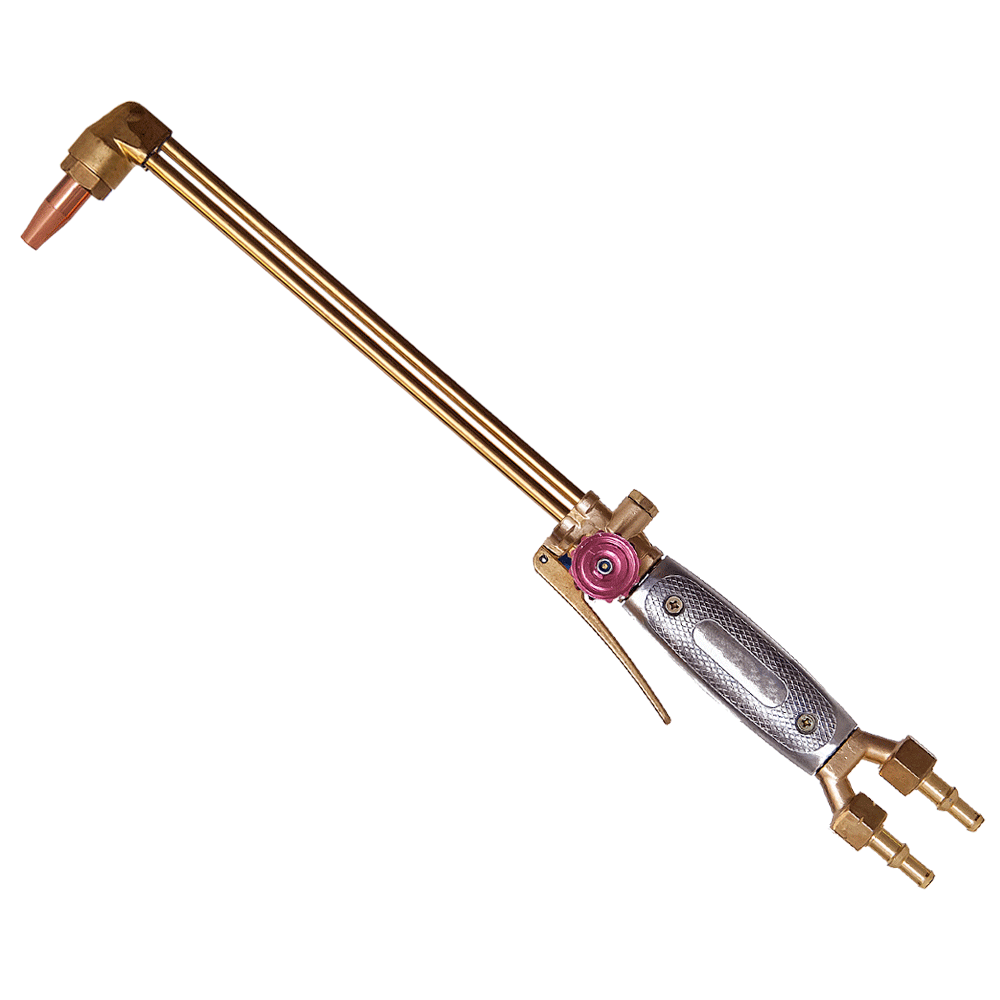 Компания Messer провела унификации модельного ряда сопел для ручной резки, поэтому часть сопел может быть совместима с машинными резаками. Это является большим плюсом для крупных предприятий, которые используют как ручную, так и механизированную газовую резки, т.к. позволяет сократить номенклатуру закупаемых расходных материалов.
Компания Messer провела унификации модельного ряда сопел для ручной резки, поэтому часть сопел может быть совместима с машинными резаками. Это является большим плюсом для крупных предприятий, которые используют как ручную, так и механизированную газовую резки, т.к. позволяет сократить номенклатуру закупаемых расходных материалов.Кольцевые щелевые сопла (смешивание происходит в инжекторной камере резака), сопла разделяются на режущее и подогревающее
Блочные сопла (смешивание происходит в инжекторной камере резака), сопла односоставные
Газосмешиваюшие сопла (смешивание происходит в сопле), сопла односоставные
Специальные сопла для строжки, отрезания прихваток, срезания проушин и болтов, роспуска профильного метллопроката
Специальные резаки
Для литейных производств и металлургической промышленности компания Messer предлагает специальные резаки для кислородной и кислородно-флюсовой резки больших толщин, а также нержавеющих сталей, чугуна и цветных металлов. Особенностью таких резаков является увеличенная длина резака, чтобы снизить тепловое воздействие на резчика, усиленная конструкция вентильного блока и всех иных узлов резака, т.к. процесс резки идет на повышенных давлениях газов и при их большом расходе. Для обеспечения безопасности при работе с такими резаками рекомендуется использовать армированные шланги, специальный кислородный редуктор с повышенным расходом до 150 м3/час, средства защиты оператора.
Особенностью таких резаков является увеличенная длина резака, чтобы снизить тепловое воздействие на резчика, усиленная конструкция вентильного блока и всех иных узлов резака, т.к. процесс резки идет на повышенных давлениях газов и при их большом расходе. Для обеспечения безопасности при работе с такими резаками рекомендуется использовать армированные шланги, специальный кислородный редуктор с повышенным расходом до 150 м3/час, средства защиты оператора.Как правильно подключить резак и подготовить его к работе
Выводы
Выбор ручного газового резака в первую очередь определяется той задачей, которую необходимо решить, и предпочтениями по цене и типу сопел. Доверьте эту работу профессионалам компании ИТС-Инжиниринг, которые смогут грамотно проконсультировать Вас по техническим возможностям оборудования, предложат оптимальную модель, подберут необходимые расходные части, посоветуют подходящий редуктор, шланги, аксессуары и предохранительные устройства для обеспечения безопасности при проведении газопламенных работ. На нашем складе в г. Москва всегда можете купить ручные газовые резаки серии STARCUT и PROFICUT для пропана и ацетилена, серия ESSEN поставляется в короткие сроки под заказ. Широкая номенклатура сопел всегда в наличии для обеспечения бесперебойной работы оборудования. Мы готовы индивидуально подойти к задаче каждого Заказчика и предложить индивидуальное решение, отвечающее всем пожеланиям.
На нашем складе в г. Москва всегда можете купить ручные газовые резаки серии STARCUT и PROFICUT для пропана и ацетилена, серия ESSEN поставляется в короткие сроки под заказ. Широкая номенклатура сопел всегда в наличии для обеспечения бесперебойной работы оборудования. Мы готовы индивидуально подойти к задаче каждого Заказчика и предложить индивидуальное решение, отвечающее всем пожеланиям.Наши принципы работы
- самый высокий уровень безопасности человека при проведении газопламенных работ
- высочайшее качество всего оборудования и каждой его составляющей
- качественные оригинальные расходные материалы и оперативная техническая поддержка по всем возникающим вопросам
Реализуя эти принципы в каждом нашем предложении или консультации мы предлагаем оптимальное решение поставленных задач для Вашего производства. Мы гарантируем безопасность, отличное качество, надежность и экономию. Купить любое газопламенное оборудование и оригинальные аксессуары производства Messer Cutting Systems в Москве по доступной стоимости Вы можете в ООО «ИТС-Инжиниринг».
 Мы принимаем заявки на электронный адрес: [email protected]. Получить профессиональную консультацию можно по контактному телефону +7 (495) 660-62-72.
Мы принимаем заявки на электронный адрес: [email protected]. Получить профессиональную консультацию можно по контактному телефону +7 (495) 660-62-72.Как правильно выбрать резак Р1 и Р3 по внешнему виду?
I. Возьмите газовый резак в руки!!! (Невозможно сделать выбор по картинке, рекламному проспекту или только на основании цены).
II. Определитесь! Для выполнения каких работ Вам необходим резак? Например: Если вам необходимо резать металл толщиной не более 100мм, оптимальным выбором для вас будет газовый резак типа Р1 (с рукавом под Dy = 6 мм), если же предстоит резать металл более 100 мм (до 300мм) выбирайте резак газовый типа Р3.
Определитесь с типом доступного Вам газа (пропан-бутан, ацетилен, метан, МАФ).
III. Обратите внимание на внешний вид газового резака:
1) Мундштук наружный должен быть изготовлен из технической меди. Термическая стойкость технической меди в 3–4 раза выше латуни. Мундштук из технической меди имеет красноватый цвет в отличии от жёлтой латуни.
Для ацетиленового резака и внутренний мундштук должен быть изготовлен из меди!!
2) Корпус и трубки соединений, латунные, медные или из нержавеющей стали.
3) Наконечник и инжекторный узел, должны быть отъемными и легко заменяемыми. В случае выхода из строя, засорения наконечника, инжектора, их можно быстро прочистить или заменить на новые, и не придется покупать новый резак.
4) У профессиональных газовых резаков, барашек вентиля кислорода режущего (КР) должен иметь диаметр не менее 40 мм или клапан рычажный. Это обусловлено удобством открытия и закрытия кислорода режущего (КР) при длительной работе.
6) Маховики должны вращаться с небольшим усилием (не болтаться, но и не туго вращаться), так как в случае свободного вращения существует большая вероятность самопроизвольной разрегулеровки состава пламени во время работы (это не удобно и опасно). При тугом вращении маховиков, не удобно производить настройку пламени резака и его гашение, или даже не возможно.
7) Шпиндели узлов вентилей должны быть из нержавеющей стали (средний срок службы таких шпинделей не менее 15000 циклов открыто-закрыто). Изготовление их из латуни недопустимо, так как такие узлы не выдерживают более 500 рабочих циклов открыто-закрыто, в дальнейшем они не обеспечивают герметичности запирания. Как следствие: утечки горючего газа и кислорода, что опасно и может привести к взрыву скопившейся горючей смеси.
Допускается применение комбинированных шпинделей латунь — «нержавейка», они значительно лучше по своим характеристикам, чем цельные латунные шпиндели.
8) Для резаков Р3 (для резки металла до 300мм) не допускается применение комбинированных 6/9 ниппелей. Комбинированный ниппель 6/9 уменьшает проходное сечение в 3 раза по сравнению с ниппелем 9, что не достаточно для обеспечения расходов газов.
9) Выбирайте латунные ниппеля! Алюминиевые ниппеля изнашиваются быстрее.
10) Наличие запасных частей у продавца обязательно!!! (В противном случае вы покупаете «разовое» изделие).
11) Наружное покрытие под цвет латуни или меди скрывает недостатки пайки, пороки в металле а так же вводит Вас в заблуждение, выдавая алюминий за латунь или медь.
Внешний «блеск» не обеспечивает безопасность и работоспособность газового резака.
принцип действия, разновидности, особенности использования устройства
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками.
По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Конструкции различных типов резаков могут отличаться между друг другом размерами либо некоторыми компонентами, но принцип функционирования у всех одинаковый.
Принцип функционирования и разновидности резаков
Независимо от размеров автогена и разновидностей разогревающей смеси газа резка может происходить при помощи процесса сгорания металла в струе кислорода чистой смеси, нагнетаемого через специальное сопло в головке рабочей зоны.
Главная и принципиальная особенность газовой резки —это показатель температуры горения, который должен быть не меньше показателя температуры плавления. В противном случае металл, не успев разгораться, будет всё время плавиться и стекать. Таким условиям должны соответствовать низкоуглеродистые сали, а цветные металлы и чугун — нет.
Большое количество легированных сталей так же не будут поддаваться процессу газовой резки — существуют значительные ограничения по максимальному показателю и допустимым дозировкам легирующих компонентов, углерода, примесей, процесс превышения горения которых внутри кислорода станет наиболее нестабильным либо вообще перестанет протекать.
Саму резку следует разделить на две стадии:
- Разогрев одной части детали до температуры, во время которой металл начнёт гореть. Для того чтобы получить факел пламени разогрева, часть технического кислорода в определённом соотношении смешивают совместно с газом.
- Процесс сгорания (окисление) разогретого металла в струе кислорода и общее выведение продукта горения из зоны реза.
Если начать рассматривать классификацию только ручных резаков, то такое значение будет обладать следующими особенностями:
Разновидность горючего, мощность и способ получения смеси газов для пламени разогревающего типа.
- Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.
- Особенность мощности: небольшая (резка металла толщиной от 3 до 100 мм) — маркировка P1, средняя (до 2−0 миллиметров) — маркировка P2, более высокая (около 300 миллиметров), маркировка — P3. Существуют особые образцы с толщиной резки около 500 миллиметров.
- И если первая особенность будет влиять лишь на общую температуру разогревающего пламени, а также мощности — на предельную толщина металла, то ещё одним признаком будет определяться особенность конструкции резака.
 Существуют особые образцы с толщиной резки около 500 миллиметров.
Существуют особые образцы с толщиной резки около 500 миллиметров.Особенности конструкции
Двухтрубный, а также инжекторный, газовый резак — это самый распространённый вид этой конструкции. Технический кислород в резаке будет распределён сразу на два формата.
Одна часть потока по верхней трубке будет проходить через головку наконечника и с высоким показателем скорости будет выходить через центральное сопло внутреннего мундштука. Такая часть конструкции начнёт отвечать за режущую фазу процесса. Регулировочный вентиль либо рычажной клапан, вынесенный за пределы определённого корпуса.
Следующая часть начнёт поступать в сам инжектор. Принцип функционирования этого устройства будет заключён в том, что инжектируемый газ (кислород), выходя в камеру смешения под сильным давлением и с высоким показателем скорости, создаёт в этом месте область разрежения и через периферийные отверстия втягивается самостоятельно в горючий (эжектируемый газ). При помощи процесса такого смешивания, происходит выравнивание общих скоростей, а на выходе камеры начинает происходить особый поток смеси газов со скоростью намного ниже, чем у инжектируемового кислорода, но намного выше, чем у электризуемого горючего газа.
При помощи процесса такого смешивания, происходит выравнивание общих скоростей, а на выходе камеры начинает происходить особый поток смеси газов со скоростью намного ниже, чем у инжектируемового кислорода, но намного выше, чем у электризуемого горючего газа.
После смеси газов начинает циркулировать по нижней трубке в саму головку наконечника, выходит сквозь сопла между внутренним и внешним мундштуком, а также создаёт факел разогревающего пламени. Любой канал обладает своим вентилем, который будет производить регуляцию подачу как кислорода, ток и горючего газа в инжектор.
Безинжекторный или же трехтрубный резак, который заключает в себе более сложную конструкцию — два кислородных потока газа начнут поступать к головке через отдельные трубки.
Смещение всей прогревающей смеси будет происходить внутри самой головки. Но именно отсутствие камеры, в которой происходит смешивание, обеспечивает более сильный показатель безопасности, а также не создаёт условий для создания обратного удара (процесс распространения горящих газов в канал самих резаков и трубах в обратном движении).
Кроме более развитых конструкций строения и завышенной стоимости, недостатком трёхтрубного газового резака считают и то, что для его стабильного функционирования необходимо использовать более высокое давление горючего газа (здесь не существует эффекта эжекции, а также увеличения скорости общих потоков).
Общий размер и вес
Параметры ручного инжекторного газового резака будут заключены стандартами ГОСТа 5191−79 и напрямую будут зависеть от его показателя мощности:
- У Р1 — около 500 миллиметров.
- У Р2 и Р3 они находятся в определённом пределе в 580 миллиметров. Но происходит выпуск и более удлинённых моделей для осуществления работы в соответствующих условиях.
- Существуют особые ограничения по массе любой такой категории мощности: 1.0 и 1.3 килограмм в соотношении для Р1 и Р2-Р3.
Такие же стандарты от ГОСТа будут определять, что разновидность Р3 — это резак кислородно-пропановый, а также Р1 и Р2 могут совершать работу на совершенно любой разновидности горючего газа. Существует и отдельная группу ручного инжекторного инструмента, для осуществления кислородной резки — вставные резаки, которые обладают особой маркировкой РВ.
Существует и отдельная группу ручного инжекторного инструмента, для осуществления кислородной резки — вставные резаки, которые обладают особой маркировкой РВ.
По показателям ГОСТа их будут определять как наконечники для осуществления резки на сварочной горелке. Главные отличия в таких конструкция заключены в том, что процесс разделения кислорода, а также смешанного типа горючей смеси будет происходить на самих наконечниках, которые обладают меньшим показателем веса и размера, чем резак. Так показатель веса РВ1 обладает особой верхней границей в 0,6 килограмм, а РВ2 и РВ3 около 0,7 килограмм.
Но такой тип газового резака нельзя назвать по своему металлу укомплектованным — в рабочем положении в процессе сборки с основным корпусом от горелки его общий размер и вес будут не меньше, чем специального оборудования. Его главное достоинство лишь в том, что можно приобрести горелку совместно с наконечниками различными типами (резки и сварки), а полный комплекс можно будет легко поместить в маленький кейс. Либо купить специально созданный для горелки переносной рюкзак.
Либо купить специально созданный для горелки переносной рюкзак.
Но в этом случае существует одна особенность. Пропан по своей стоимости будет намного дешевле, чем ацетилен. Именно по этой причине стоимость использования ацетиленового резака будет намного больше, чем кислородно-пропанового. Для осуществления сварки металла лучше применять ацетиленовую горелку, у которой общая температура пламени будет на целых 300−400 градусов выше, чем у кислородно —пропановой (у полностью пропановой горелки общая температура будет меньше 2 тыс. градусов Цельсия).
Компактность всего поста для ручной резки может обеспечиваться при помощи ёмкости всех баллонов с газами.
Преимущества портативных горелок с газом
В последнее время на рынке можно заметить предложения по приобретению портативных газовых горелок, которые включают в себя насадку к небольшому цанговому баллону, наполненному газом.
Температура факела в таком устройстве обычно не превышает отметки в 1300 градусов Цельсия.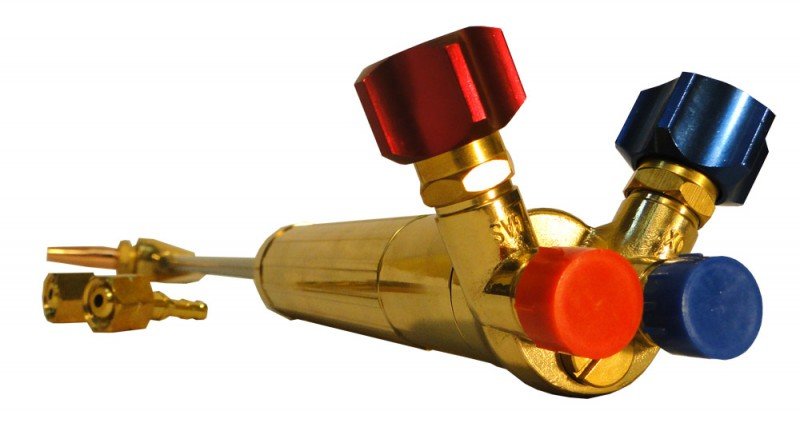 И хотя существуют профессиональные цанговые портативные резаки с общей температурой факела от 2000 до 2500 градусов Цельсия (к примеру, Kovea K. T. -2610 во время работы с газовой смесью MAPP US), что уже больше всего приближено к температуре разгорающегося пламени кислородно-пропанового резака — 2700 -2800 градусов Цельсия.
И хотя существуют профессиональные цанговые портативные резаки с общей температурой факела от 2000 до 2500 градусов Цельсия (к примеру, Kovea K. T. -2610 во время работы с газовой смесью MAPP US), что уже больше всего приближено к температуре разгорающегося пламени кислородно-пропанового резака — 2700 -2800 градусов Цельсия.
В любом случае для того, чтобы установить определённые условия для горения нет главного режущего компонента — струи кислорода, при помощи которого и происходит общее окисление металла.
Такими портативными резаками можно осуществлять резку в легкоплавких металлах, а также сплавах: алюминий, бронза, медь, латунь, а также олово. Но и в этом случае речь будет идти не о резке, а о процессе плавки. Именно по этой причине их чаще всего применяют во время ремонта холодильников либо кондиционеров, а совершать резку возможно при помощи ручного или электрического оборудования.
Выбор кислородного резака
Если рассматривать устройство от шланга к головке, то важно выделить следующие особенности:
- Вентили обязаны совершать вращение с наименьшим усилием.
- Ниппели, произведённые из латуни, служат гораздо дольше, чем алюминиевые устройства.
- Материал на рукоятке обязан быть алюминиевого типа, пластиковые накладки в этом случае будут служить меньше и могут в скором времени поплыть.
- Наилучшим диаметром рукоятки в вентиле режущего кислорода — не меньше 40 миллиметров.
- Рычажные разновидности считаются наиболее привлекательными в использовании и позволяют значительно экономить газ пользователю.
- Шпиндели на вентилях: из нержавейки — это самые надёжные разновидности (до 15 тыс. циклов), из латуни — способны в короткое время выходить из строя (около 500 циклов), комбинированные типы — обладают средними показателями.
- Материал для корпуса в трубках — это латунь, медь, а также нержавейка.
- Ацетиленовые резаки, у которых детали соприкасающиеся с горючим газом до камеры смешения, ни в коем случае не должны создаваться из меди либо сплавов, а общее её содержание не должно быть выше отметки в 65 процентов.
- Разборная модель помогает совершать ремонт резака, а также производить чистку всего инжекторного узла, трубок и самого наконечника.
- Наружный мундштук должен быть создан лишь с использованием меди.
- Внутренний мундштук ацетиленового резака — медь, кислородо —пропанового может быть произведена из латуни.
- К выбранному прибору у производителя должны находиться в комплекте запасные части, а также дополнительные детали для расхода.


Использование резака
Правила для общего использования:
- Совершать работу с резаком следует в специальной маске (либо в специализированных очках).
- Следует предварительно надевать перчатки и рабочую одежду с огнеупорными (то есть негорючими свойствами).
- Пламя автогена обязано смотреть в сторону по отношению к подводящим шлангам, а шланги не должны отрицательно влиять на работу всего резчика.
- Баллоны совместно с газом стоит помещать на расстоянии не ближе пяти метров к рабочему месту. Резку металлов стоит производить либо в условиях открытого воздуха, либо в хорошо проветриваемом месте.
 Резку металлов стоит производить либо в условиях открытого воздуха, либо в хорошо проветриваемом месте.
Резку металлов стоит производить либо в условиях открытого воздуха, либо в хорошо проветриваемом месте.После долгого перерыва либо во время совершения первого запуска нового инжекторного резака стоит хорошо убедиться в том, что такие каналы будут полностью чистыми и кислород внутри инжектора сможет создать нужный уровень для разрежения подсоса горючего газа.
С самого начала во время закрытия вентилей на самом резаке и на баллонах с резаками следует снять шланг совместно с пропаном. После на баллоне с кислородом стоит установить особое рабочее деление, а также открыть на резаке вентиль, этот вентиль начнёт активно подогревать кислород и газ. Проверку работоспособности инжектора стоит проверить, приложив палец к ниппелю горючего газа — в это время человек должен почувствовать всасывание воздуха в отверстие ниппеля.
Мы не сейфы громим, а металл режем
На чтение 15 мин Просмотров 14. 5к. Опубликовано Обновлено
5к. Опубликовано Обновлено
Давным-давно автоген был любимым инструментом медвежатников – уголовников, которые громили сейфы. Понятно, что те сейфы были старого образца – тяжеленные бронированные брынды. Медвежатники были профессионалами высочайшей квалификации – настоящими мастерами работы по металлу.
Сейчас все по-другому: сейфы совсем другие, а медвежатники переквалифицировались в хакеров. Современные работы по металлу – широчайшая сфера профессиональной деятельности. Она включает в себя в числе прочего резку по металлу, которая производится газовым резаком, который и есть тот самый автоген по своей сути.
Если металлические листы и профили небольшой толщины, вполне можно резать простыми механическими инструментами типа специальных ножниц по металлу, то резка металла с толстыми краями возможна только , без него с массивными заготовками – никуда.
Среди газовых резаков встречаются самые разнообразные модели с различной конструкцией, размерами и т.д. Но так или иначе, принцип их работы совершенно одинаковый.
Без матчасти никуда
Физика процесса следующая: металл, который нужно резать, разогревается за счет подаваемой горящей газовой смеси. Металл в итоге сгорает в струе чистого кислорода, который подается под давлением из сопла в зону резки.
Процесс резки металлов.Процесс резки делится на два этапа:
- Разогрев рабочей зоны до температурного уровня горения металла. Металл греется за счет пламени в факеле, получаемого в результате смешивания кислорода с горючим газом.
- Сам процесс сгорания нагрет ого металла в техническом кислороде с последующим удалением шлака от горения из рабочей зоны.
Самое важное правило работы автогена – это точное соблюдение температурного режима. Горение должно происходить при меньшей температуре, чем плавление. В противном случае металл начнет плавиться и стекать до того, как гореть, то есть резаться. Такое правило несложно соблюдать при работе с низкоуглеродистыми сталями – температура их плавления очень высока.
Такое правило несложно соблюдать при работе с низкоуглеродистыми сталями – температура их плавления очень высока.
А вот цветные металлы и чугун начинают плавиться при довольно низкой температуре, с ними работать автогеном чрезвычайно трудно. Легированные стали также не поддаются газовой резке, при ее производстве всегда учитываются допустимые дозы легирующих добавок – примесей, углерода и т.п. При превышении уровня этих доз горение стали в кислороде нестабильное, с перерывами или вообще прекращается.
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.
Вид газа влияет на температуру пламени для разогрева металла.
По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.

По способу доставки горючего газа:
- инжекторные;
- безинжекторные.
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения .
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Стандарты и габариты
Сварка при помощи сварочной горелки с газом.Все стандартные измерения, касающиеся , оговорены в ГОСТе 5191-79. Естественно, что вес и размеры аппаратов напрямую связаны с их мощностью. Вес, например, бывает только в двух значения: резаки моделей Р1 и Р2 весят 1,0 кг, а модель высокой мощности Р3 весит 1,3 кг и ни граммом больше или меньше.
Кстати, с мощностью и размерами связан и вид горючего газа. Если мощные резаки Р3 работают только на смеси кислорода с пропаном, то аппарата поменьше типа Р1 и Р2 вполне могут функционировать с любым видом газа.
Вставные газовые резаки:
Кроме классических моделей с разной мощностью существует отдельная категория – так называемые вставные газовые резаки с особой маркировкой РВ. По ГОСТу они называются очень странно: наконечники к газовой горелке для резки металла. В общем-то они отличаются от традиционных резаков: смешивание горючей смеси и кислорода проводится в самом наконечнике.
По весу эти устройства значительно легче . РВ1 весит 0,6 кг, а РВ2 и РВ3 – всего по 0,7 кг. Но пусть эта кажущаяся изящность не вводит вас в заблуждение. Не будем забывать, что это наконечники к горелке, в комплекте с которой они будут весить ничуть не меньше, чем обычные резаки. В чем тогда преимущество?
В том, что их можно докупить к уже имеющейся горелка и, таким образом, сэкономить кое-какие деньги. И компактность всего комплекта, упакованного в специальный кейс. И еще одна немаловажная деталь, которая касается природы горючего газа. Дело в том, что ацетилен значительно дороже пропана.
Но для сварки металла намного желательнее именно ацетилен: горелка с ним дает пламя с температурой выше на 400°С, чем такая же со смесью кислорода с пропаном.
Портативные модели: малому кораблю – малое плавание
Устройство резака.На рынке сейчас предлагается множество портативных вариантов автогенов – именно так они позиционируются. Они продаются в виде насадки к компактному цанговому газовому баллону. Но по своей сути и принципу работы это горелки. Большинство из них обеспечивают температуру факела не выше 1300°С.
Встречаются, конечно, и портативные модели «профессионального» ряда – цанговые резаки, дающие температуру факела выше – до 2000 – 2500°С, что в общем-то близко по показателям к классическому кислородно-пропановому резаку. Но физика есть физика: даже в этих моделях нет главного компонента, который режет металл – кислородной струи, которая окисляет этот самый металл.
Где хорош портативный газовый резак? При резке легко плавких металлов или сплавов типа олова, латуни, бронзы, меди. Но даже эти «детские» варианты не режутся, а плавятся. Поэтому компактные насадки – резаки используются больше для пайки или сварки маленьких заготовок из цветных металлов. Это могут быть детали бытовых устройств типа холодильника или кондиционера. Сварка, а не резак, одним словом.
В любом случае будьте внимательны при выборе таких моделей далеко не всегда их предлагаемая «портативность» в итоге оправдана.
Как выбрать резак получше?
Принцип действия газового резака.Предлагаем блок полезной информации, которая поможет вам лучше ориентироваться в спецификациях и технических характеристиках резаков заранее:
- Ниппели бывают латунными алюминиевыми. Латунные варианты долговечнее.
- Если есть возможность, выбирайте модели с алюминиевыми, а не пластиковыми ручками, Какой бы не был пластик теплоустойчивым, он «поплывет» в любом случае быстрее, чем алюминий.
- Рукоятка должна быть достаточно массивной: диаметр не меньше 40 мм.
- Вентили должны хорошо работать. Это значит – проворачиваться без особых усилий.
- Аппараты с рычажным управлением более удобны и экономны в использовании, они экономят газ.
- Вентильные шпиндели должны быть обязательно из нержавеющей стали, а не из латуни, которые слишком недолговечные. Бывают «комбинированные» варианты, они по своей долговечности занимают серединную позицию.
- Лучшим материалом для корпуса резака являются металлы: латунь, медь, нержавеющая сталь.
- Мы помним, что ацетиленовые резаки стоят дороже. Следим за материалом, из которого выполнены детали имеющие прямой контакт с горючим газом перед смешением в камере. Внимание! Они не должны быть сделаны из меди или ее сплавов, где содержание меди не меньше 65%.
- Если конструкция устройства разборная, это лучше: его легче чистить и ремонтировать.
- Только медь! Только медный наружный мундштук!
- Правильный внутренний мундштук на газовый резак ацетиленового типа тоже должен быть из меди. А вот в кислородном резаке по металлу – из латуни. Вот такие нюансики.
- Обязательно проверяйте у продавца состояние дел с запасными частями и расходным материалом.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.Сначала общие положения:
- Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
- Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
- На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п. Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
- Перед работой нужно запастись:
- линейкой, специальным карандашом, угольником и рулеткой;
- специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
- Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам. Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
- Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
- Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
- Пол в мастерской должен быть или бетонным, или земляным.
- Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Этапы действий во время резки, пропановые резаки:
- Сначала баллон с кислородом: выставляем рабочее давление.
- Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
- Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
- Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
- К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
- Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
- После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла. Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
- Охлаждение деталей проводится или с помощью воды, или естественным образом.
- После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
- Сначала закручиваем вентиль кислорода.
- Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
- Закручиваем вентили на баллонах.
- Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Настройка, настройка и еще раз настройка
Главное – хорошенько запомнить четыре простых слова – «заводская настройка газового резака». Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Ее более чем достаточно, и рабочий с газовым не нуждается в каких-либо дополнительных действиях.
Всякая «художественная» самодеятельность с настройкой попросту запрещается, потому что приведет не только к ухудшению качества работы устройства, но и к высоким рискам типа взрыва оборудования на рабочем месте.
Еще раз: настройка газового резака – дело сугубо заводское.
Схема использования газовой горелки для сварки.Перед тем, как начинать работать с новым аппаратом, следует произвести сборку и проверку работоспособности только согласно инструкции по использованию, которая всегда прилагается ко всем моделям. Выполняйте лишь пункты в руководстве – это так просто. Лишь после их выполнения можно приступать к работе.
Пара слов о полных запретах. Абсолютно запрещается:
- Продувать шланг для пропана кислородом.
- Менять шланги между собой.
Если вдруг вы потеряли инструкцию или, например, не умеете читать, то перед вами короткая общая инструкция, как начинать работу и как пользоваться газовым резаком:
- Газовый резак по металлу можно начинать собирать только после визуального осмотра всех важных участков.
- Резиновые прокладки должны быть в идеальном состоянии – проверить и заменить, если понадобится.
- Вентиль для кислорода – один из важнейших элементов всего устройства. Никаких следов масла или жира!
- Штуцеры с газом должны иметь специальные клапаны, о которых писалось выше. Их состояние также должно быть идеальным, если обнаружатся хоть малейшие дефекты, убрать их мягким напильником.
- После внешнего осмотра резака для газовой резки следует разместить редукторы: синий редуктор на баллон с кислородом, красный редуктор на баллон с пропаном.
- Если аппарат инжекторного типа, необходимо проверить рабочую эффективность инжекции, о ней писалось выше.
- Шланг с пропаном устанавливается на баллон, после чего подключается горючий газ.
Газовый резак своими руками
Как и многие другие устройства для сварки, ковки или иных операций с металлами, газовый резак своими руками соорудить вполне возможно – это несложно. Если на рынке предлагаются самые разнообразные модели с разной степенью конструктивной сложности, то самодельный резак для резки металла лучше делать простым и компактным.
На нижеследующем примере можно отлично понять принцип действия и построения автогена, иными словами – научиться его делать резаки. А пока делаем легкую версию для резки медных проводов.
Как устроен резак?Вот что понадобится для изготовления самодельного аппарата:
- компрессор для аквариума;
- баллончик для заправки зажигалок газом;
- игла для насоса мяча;
- медицинские капельницы с иголками – две штуки;
- медная проволока;
- паяльник с причиндалами;
- пистолет с термо-клеем;
- надфиль тонкого помола;
- съемный сосок от камеры автомобиля.
В игле от насоса просверливаем отверстие для малой медицинской иглы со сточенным острым кончиком. Место запаиваем с медной проволокой для полной герметизации. Подача воздуха от компрессора и пропана от баллона производятся как обычно, под давлением. Зажимы капельницы выполняют роль вентилей для регулировки факела пламени.
В качестве резюме еще раз напоминаем об ответственности работы с газом, которая полна серьезных рисков. Если вы новичок в газовых делах, самым оптимальным случаем была бы совместная работа с кем-то из опытных специалистов.
Газовая сварка — Ацетилен против пропана
Факты
- Температура пламени при сжигании пропана в кислороде составляет 2800 градусов Цельсия
- Температура пламени при сжигании ацетилена в кислороде 3100 градусов Цельсия
Пропан (также называемый LPG — сжиженный нефтяной газ — или LP gas) — широко используемое топливо. Он транспортируется и хранится в виде очень холодной жидкости и может вызвать «обморожение» или обморожение при контакте с кожей. Жидкий пропан превращается в газ внутри баллона или баллона.В естественном виде пропан не имеет цвета и запаха. Чтобы пропан было легче обнаружить в случае утечки или разлива, производители добавляют химическое соединение, чтобы придать ему характерный запах.
Сварка
Во-первых: пропан нельзя использовать для газовой сварки. Когда ацетилен горит кислородом, он создает зону восстановления, которая очищает стальную поверхность. У пропана нет зоны восстановления, как у ацетилена, и поэтому он не может использоваться для газовой сварки.
Пайка
Пропан, как и ацетилен, может использоваться для пайки.Для капиллярной пайки (серебряной пайки) результат равный. Для «сварки» пайки (толстых текучих припоев) преимуществом будет ацетилен.
Раскрой
Пропан, как и ацетилен, может использоваться для резки. Если вы режете ацетиленом, вы обычно кладете кончик внутреннего конуса пламени на металл (1 мм от поверхности пластины). Если сделать то же самое с пропаном, ждать придется долго. Если поднять горелку так, чтобы использовался внешний конус пламени, процесс предварительного нагрева начнется быстрее.Пропан выделяет лишь небольшую часть тепла во внутреннем конусе пламени (менее 10%), поэтому большая часть тепла в пламени находится во внешнем конусе. Ацетилен выделяет почти 40% тепла во внутреннем конусе пламени.
Следовательно, ацетилен для резки лучше, чем пропан. Хотя с точки зрения температуры ацетилен более горячий, чем пропан, дело в том, что люди неправильно используют пропан для резки. Ошибка, которую они делают, заключается в том, что они режут пропаном, как если бы резали ацетиленом.Там, где тепло в пламени предварительного нагрева пропана, не там, где в случае с ацетиленом. Короче говоря, использование пропана для резки требует другой техники, и в целом ацетилен предварительно нагревается быстрее. На верфях и свалках для разборки / сноса судов часто используется пропан для резки, поскольку качество резки не имеет значения.
Отопление
… другое дело. Сказать, что пропан выделяет меньше тепла, неверно (на самом деле, совершенно неверно). Ацетилен горячее, но выделяет меньше тепла.Большая часть предварительного нагрева выполняется кислородом / пропаном. Это факт. Доступное тепло от пропана выше.
Оборудование
Для резки требуются различные режущие приспособления и режущие сопла
Экономика
Пропан имеет более высокие стехиометрические потребности в кислороде, чем ацетилен. Для максимальной температуры пламени в кислороде отношение объема кислорода к топливному газу составляет 1,2: 1 для ацетилена и 4.3 к 1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода. Несмотря на то, что пропан дешевле, чем ацетилен, этому противодействует более высокое потребление кислорода.
Безопасность
Самый главный недостаток использования пропана на борту — это, тем не менее, аспект безопасности.
Ацетилен имеет удельный вес 0,9, поэтому он легче воздуха (1). Если газ вытечет, он поднимется.Удельный вес пропана 1,6 и тяжелее воздуха (то же самое для других углеводородных газов, таких как бутан и MAPP * (модифицированный газ пропан)). Любая утечка пропана в замкнутом пространстве будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда избегать обнаружения.
Для эффективного горения пропана смесь кислорода и газа должна находиться в определенном диапазоне. Для идеальных условий должно быть четыре части пропана на 96 частей кислорода. Когда газ сгорает за пределами этих параметров, результатом является неполное сгорание; это производит чрезмерное количество окиси углерода.Это может быть очень опасно, если в помещении нет надлежащей вентиляции. На борту корабля иногда работают в закрытых помещениях, таких как балластные цистерны и двойное дно. Отравление угарным газом может привести к смерти, поскольку токсичный газ заменяет кислород в кровотоке.
* «MAPP gas» — торговая марка, принадлежащая Linde Group. Название происходит от оригинального химического состава метилацетилен-пропадиенпропан. «МАПП газ»
Загрузить техническое обновление — Газовая сварка — Ацетилен против пропана
Посетить каталог продукции для газовой сварки
Пропан vs.Резка и сварка ацетилена
Сравнение пропана и ацетилена Резка и сварка
Сварка — один из сложных производственных процессов, используемых в различных отраслях промышленности. Процесс может сильно отличаться в зависимости от материала, который рассматривается для сварки, магнитного или немагнитного материала, черного или цветного материала и так далее. Газы являются одним из неотъемлемых компонентов сварки, и сегодня для этой цели используются различные типы газов. Выбор материала также повлияет на ваше решение о типе газа, который будет использоваться для сварки.Два популярных типа газов, используемых для сварки, включают защитные газы и горючие газы. Гелий, диоксид углерода и аргон — это несколько важных типов защитных газов, используемых для сварки, тогда как пропан, ацетилен и пропилен являются важными типами топливных газов. Этот пост посвящен двум важным типам топливных газов, используемых для сварки, — пропану и ацетилену, их достоинствам и недостаткам.
Краткое обсуждение основных различий между сваркой пропаном и сваркой в ацетиленовом газе
Ниже приведены некоторые основные различия, которые помогут вам понять, чем сварка пропаном и сварка в ацетиленовом газе отличаются друг от друга.
- Температура пламени: Оба эти газа объединяются с кислородом для создания желаемого профиля, подходящего для сварки различных типов металлов. Пропан, также называемый сжиженным нефтяным газом или сжиженным нефтяным газом, при смешивании с кислородом создает температуру пламени 2800 градусов по Цельсию. Однако ацетилен при смешивании с кислородом создает температуру пламени 3100 градусов Цельсия. Высокая температура пламени и отличные характеристики пламени ацетилена используются для сварки или резки закругленных кромок любого металла.Более высокая температура пламени позволит быстро прокалывать твердые материалы.
- Тепловая мощность: Ацетилен и пропан также различаются по их тепловой мощности. Значение британской тепловой единицы (БТЕ) ацетилена составляет 1470 на кубический фут, в то время как пропан имеет значение 2498 британских тепловых единиц на кубический фут. Даже если у ацетилена температура пламени выше, чем у пропана, это не означает, что последний выделяет меньше тепла. Хотя комбинация оксиацетилена обеспечивает более быстрый предварительный нагрев, чем пропан, большая часть предварительного нагрева при сварке выполняется с использованием пропан-кислород.Это связано с тем, что пропан дешевле и способен производить большое количество тепла, необходимого для предварительного нагрева.
- Сварочный процесс: Во-первых: пропан нельзя использовать для газовой сварки. Когда ацетилен горит кислородом, он создает восстановительную зону, очищающую стальную поверхность. Пропан не имеет восстановительной зоны, как ацетилен, и поэтому не может использоваться для сварки.
Почему ацетилен используется в качестве сварочного газа?
Ацетилен стал более популярным сварочным газом по сравнению с пропаном по нескольким причинам.
- Безопасность: Это одно из основных требований любого производственного процесса, и сварка не исключение. Предел воспламеняемости ацетилена в воздухе составляет от 2,5% до 82%, а пропана — от 2,1% до 9,5%. Это может привести к выводу, что ацетилен опаснее пропана; однако это не так. Удельный вес ацетилена 0,9, поэтому он легче воздуха. Если газ вытечет, он поднимется. Удельный вес пропана 1,6 и тяжелее воздуха. Любая утечка пропана в замкнутом пространстве будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда избегать обнаружения.Ацетилен хранится в пористой массе, а ацетон внутри баллона, что обеспечивает его 100% безопасное хранение.
- Сварка высокого качества: Хорошо известно, что ацетилен дает острое и сфокусированное пламя больше, чем пропан. Пропан генерирует менее 10% тепловой энергии, тогда как ацетилен генерирует 40% тепловой энергии во внутреннем конусе пламени. Это помогает обеспечить лучшее качество сварки и резки с использованием ацетилена.
- Помогает снизить потребление электроэнергии: В настоящее время высокопрочные стальные материалы используются в различных отраслях промышленности, особенно в автомобильной.Сложность конструкции стальных материалов и точность, необходимая при сварке или резке этих стальных материалов, сделали электросварку предпочтительным выбором среди сварщиков. В связи с растущими опасениями по поводу снижения потребления электроэнергии сварщики снова начали использовать кислородно-ацетиленовую сварку, поскольку она не требует источника питания и может использоваться для сварки большинства типов высокопрочных стальных материалов.
- Экономия: Пропан имеет более высокие стехиометрические потребности в кислороде, чем ацетилен.Для максимальной температуры пламени в кислороде отношение объема кислорода к топливному газу составляет 1,2: 1 для ацетилена и 4,3: 1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода, чем ацетилена. Несмотря на то, что пропан дешевле, чем ацетилен, этому противодействует более высокое потребление кислорода.
Все вышеупомянутые пункты помогут вам понять, почему сварка ацетиленом всегда имеет преимущество перед сваркой пропаном. В настоящее время газовая сварка ацетилена выполняется с использованием баллонов с ацетиленовым газом.Важно, чтобы вы приобретали эти цилиндры от надежного производителя.
РАЗНИЦА МЕЖДУ АЦЕТИЛЕНОМ И СУГ / ПРОПАН В КАЧЕСТВЕ РЕЗКИ ИЛИ НАГРЕВА
Ацетилен — один из стандартных методов резки для всех промышленных процессов термической резки, но когда на рынок был выведен пропан (LPG) , весь процесс термической резки изменился, и битва между пропаном (LPG) и Так родился ацетилен.
Какой газ действительно режет лучше?Давайте продолжим и обсудим некоторые преимущества и недостатки наших соперников…
АЦЕТИЛЕН
Преимущества:
• Ацетилен обеспечивает самую высокую температуру пламени для газокислородной резки и сварки
• Более высокая температура способствует более быстрой прошивке материалов.
• Ацетилен может использоваться на объектах без источника питания
• Это довольно универсальный процесс, который можно использовать для сварки большинства металлов.
Недостатки:
• Линии сварки ацетиленом имеют более грубый вид и требуют дополнительной обработки.
• Ацетилен нестабилен и дорог
• Кислородно-ацетилен вызывает больше проблем с безопасностью из-за наличия открытого пламени.
ПРОПАН
Преимущества:
• Пропан имеет большее полное сгорание тепла
• Пропан кислородный легко достать и дешевле
• Пропан более стабилен.
Недостатки:
• Пропан дает более низкую температуру пламени
• Увеличено время предварительного нагрева
• Пламя менее сфокусировано, поэтому при неправильном использовании проникает медленнее.
• Пропан нельзя использовать для газовой сварки, так как он не имеет зоны восстановления
Вот некоторые факты и распространенные заблуждения относительно пропана (СНГ) и ацетилена:
— Максимальная нейтральная температура пламени ацетилена в кислороде составляет около 5720 F.
— Максимальная нейтральная температура пламени пропана в кислороде около 5112 F
Но говорят, что разница не имеет значения, действительно важна тепловая мощность
— БТЕ ацетилена составляет примерно 1470 БТЕ на кубический фут.
БТЕ пропана составляет примерно 2498 БТЕ на кубический фут.
Ацетилен может гореть сильнее и быстрее нагревать металл, но означает ли это, что пропан выделяет меньше тепла? Не совсем так, с соответствующими деталями, настройкой и знаниями он мог бы соответствовать или даже работать лучше, чем ацетилен в определенных условиях.В сварочной промышленности подавляющее большинство предварительного нагрева выполняется с использованием кислорода / пропана. Это факт. Они делают это не потому, что это дешевле, а потому, что доступное тепло от пропана намного выше. Если вы хотите иметь возможность выполнять сварку с настроенной горелкой, вам следует подумать о настройке ацетилена.
Несмотря на все факты, преимущества и недостатки, все же неубедительно, что вы выбираете одно перед другим. Это потому, что причина проста и понятна, а преимущества зависят от типа работы или от того, как вы будете использовать ее для конкретного проекта.
Существуют очень разные опыты и мнения, но в случае сравнения ацетилена и пропана в качестве топлива для резки нельзя отрицать, что оба они могут эффективно разрезать много металла различной толщины. Если вы потратите время на то, чтобы подобрать подходящее оборудование для вашей пропановой установки и резать краем пламени (а не по направлению к центру, что является обычным для ацетилена), вы сможете резать без каких-либо проблем. В этом заключается проблема, поскольку пропан выделяет лишь небольшую часть тепла во внутреннем конусе пламени (менее 10%), поэтому большая часть тепла в пламени находится во внешнем конусе.Ацетилен выделяет почти 40% тепла во внутреннем конусе пламени.
Когда вы разговариваете с рабочими-металлистами и сварщиками, вы обнаружите, что многие магазины и склада металлолома используют пропан, помимо сварщиков-любителей и слесарей. Изучив немного иную технику и подобрав правильные наконечники, шланги и регуляторы для резаков, вы сможете начать резку без особой разницы по сравнению с ацетиленом.
БезопасностьАцетилен воспламеняется при смесях от 2,5% до 82%, пропан — 2.От 1% до 9,5%. Судя по этим цифрам, ацетилен горит быстрее, чем пропан. Из этого можно сделать вывод, что ацетилен намного опаснее пропана, верно? Но это не так и не является причиной несчастных случаев при большинстве зарегистрированных взрывов.
Позвольте мне привести простую аналогию безопасности. Будете ли вы держать и поднимать горячую сковороду голыми руками? Я считаю, что ваш ответ — «НЕТ», верно? ЗАЧЕМ? Потому что ты знаешь, что это жарко, и знаешь, что руки обожжены, верно? Итак, что вы собираетесь делать, чтобы удерживать и поднимать сковороду? Скорее всего, возьмите прихватку или перчатки.Тот же принцип применяется, когда вы работаете с ацетиленом и пропаном. Они оба являются горючим газом и могут представлять большую опасность для вас и окружающих. Единственный способ предотвратить это — поставить всех в известность о потенциальных опасностях, которые это может принести, и снабдить их соответствующими средствами защиты и рабочими процедурами.
Australia прилагает все усилия для обеспечения безопасности всех, поэтому, если вам нужен совет или материалы для сварки в районе Саншайн-Кост, Брисбена, Голд-Коста…так далее. От защитного снаряжения, обучения, рабочих процедур и т. д., пожалуйста, не стесняйтесь обращаться к нам в QWS Welding Supply Solutions и узнавать о нашем широком ассортименте продукции и поддержке, которые мы предлагаем.
СРАВНЕНИЕ СТОИМОСТИ| СНГ | АЦЕТИЛЕН | |
| АРЕНДА ЦИЛИНДРОВ | 0 долларов (после покупки баллона) | 250 $ в год |
| СТОИМОСТЬ ЦИЛИНДРА | Приблизительно 25 долларов за 9 кг | Равно 10.5 м3 (или 1,5 цилиндра размера G) на общую сумму 450 долл. США |
| ДЕПО | $ 0 | 11 $ за каждый обмен |
| КИСЛОРОД | Потребляет столько же кислорода при резке | |
| ТЕПЛОПРОИЗВОДСТВО | Использует больше кислорода для обогрева, но производит больше тепла на большей площади | Использует меньше кислорода для обогрева, но производит меньше тепла на эквивалентной площади |
| Флэшбэки | Меньше вероятность повторного воспроизведения, поскольку он несет собственный кислород в атмосферу для резки или нагрева | Больше риска воспоминаний, создающих потенциальную опасность для жизни и оборудования |
| СОВЕТЫ | Режет грязную или окрашенную сталь и предотвращает лопание наконечника из-за перевернутого центрального наконечника.Эффективное расстояние реза от заготовки примерно в 2-3 раза больше, чем у ацетилена. Также меньше вероятность перегрева и, следовательно, не создается атмосферы для воспоминаний | . Наконечникипросверлены заподлицо и используются намного ближе к режущей поверхности, что значительно увеличивает риск попадания посторонних предметов в отверстия |
| УСТОЙЧИВОСТЬ ПЛАМЕНИ | Может использоваться в замкнутых пространствах без недостатка кислорода в зоне непосредственного пламени, например.грамм. проделывать отверстие, нагревать или разрезать углы. Это поддерживает стабильность пламени без всплесков и вспышек | Поскольку кислородно-ацетиленовое пламя требует 20% кислорода из атмосферы вокруг пламени, это позволяет выполнять сварку плавлением без окисления ванны расплава |
| ПРИМЕНЕНИЕ | Подходит для пайки сталей, серебряной пайки и пайки меди и сплавов | Подходит для сварки плавлением низкоуглеродистой стали |
| ОБЩАЯ СТОИМОСТЬ | $ 25 | $ 711 |
Готовы перейти на сжиженный газ сегодня? У Харриса есть отличный комплект со всеми необходимыми предметами для переделки!
https: // www.Weldingsupply.com.au/collections/complete-gas-kits
Сравнение пропана и ацетилена для резки металла — Baker’s Gas & Welding Supplies, Inc.
Каждый сварочный цех нуждается в эффективном способе резки металла, и простая установка для резки горелкой — идеальный вариант для многих. Комплекты горелок более доступны по цене, чем плазменная резка, а также предоставляют возможность предварительного нагрева металла перед началом сварочного проекта, что особенно важно при работе с толстым металлом.
Существует два популярных вида топлива для газовой резки: ацетилен и пропан. У них обоих репутация, которая может не соответствовать действительности, особенно при определенных обстоятельствах. Давайте вкратце посмотрим на сравнение этих двух широко используемых видов топлива для резки.
Сравнение эффективности топлива для резки
Как и в случае любого сравнения, существуют очень разные опыты и мнения, но в случае сравнения ацетилена и пропана в качестве топлива для резки нельзя отрицать, что оба они могут эффективно разрезать много металла различной толщины.Если вы потратите время на то, чтобы подобрать подходящее оборудование для вашей пропановой установки и резать краем пламени (а не по направлению к центру, что является обычным для ацетилена), вы сможете резать без каких-либо проблем.
Когда вы разговариваете с рабочими-металлистами и сварщиками, вы обнаружите, что многие магазины и склады металлолома используют пропан не только многие сварщики-любители и слесари. Изучив немного иную технику и подбирая подходящие наконечники, шланги и регуляторы для резаков, вы сможете приступить к резке без особой разницы по сравнению с ацетиленом.
Это правда, что ацетилен горит сильнее и быстрее нагревает металл. Но с правильными наконечниками и подходящей техникой вы обнаружите, что пропан может гореть довольно сильно. Некоторые пользователи горелок даже обнаружили, что при определенных условиях они могут соперничать по теплопроизводительности с ацетиленом. Если вы хотите иметь возможность выполнять сварку с настроенной горелкой, вам следует подумать о настройке ацетилена.
Сравнение оборудования для резки топлива
Пропан и ацетилен имеют разные наконечники горелки, которые меняют концентрацию пламени.На самом деле, если вы встретите слесаря, который убежден, что пропан неэффективен, возможно, стоит спросить, использовал ли он пропановый наконечник со своим фонариком!
Вам также понадобится шланг класса T для работы с пропаном, в то время как шланг класса R для ацетилена изнашивается намного быстрее, если вы пропустите через него пропан. Не забудьте также поискать подходящий регулятор пропанового топлива.
Присадки для резки топлива
HGX — это добавка для пропана, которая помогает повысить температуру резания до надежных 5400 градусов по Фаренгейту.HGX, соединенный с пропаном, использует значительно меньше кислорода, чем ацетилен, что делает его высокоэффективным и экономичным вариантом для резки металла, который не горит намного горячее, чем ацетилен.
Сравнение стоимости резки топлива
В то время как работникам, которые экономно режут металл, не обязательно слишком беспокоиться о том, какой резак они используют, многие слесарии и слесари-любители используют пропан как топливо для резки. Пропан легко найти в любом хозяйственном магазине, и, как правило, он стоит намного дешевле ацетилена.
Большинству сварщиков и металлистов не понадобится дополнительный толчок, который дает ацетилен, и как только они привыкнут к правильной технике резки пропаном, они могут даже предпочесть ее.
Сравнение безопасности режущих видов топлива
Ацетилен часто появлялся в новостях из-за взрывов на мастерских и производственных предприятиях. Не секрет, что все виды топлива для резки требуют безопасного обращения, но ацетилен особенно летуч. Если вам нужна режущая установка для дома и вы уже привыкли хранить баллон с пропаном для своего гриля, вы можете использовать пропан на всякий случай.
Ацетилен против пропана: плюсы и минусы
Поговорите с любым сварщиком о том, чего они хотят от своих сварочных инструментов, и они, вероятно, скажут вам, что они отдают предпочтение теплу, эффективности, универсальности и чистоте разрезов, в зависимости от того, какой тип сварки они конкретно смотря на.
Ацетилен на протяжении многих лет является предпочтительным топливом для резки сварщиков. Но по мере того, как стоимость ацетилена растет, вы можете посетить любой форум по сварке, и вы найдете горячих спорщиков, которые задаются вопросом, действительно ли ацетилен лучше многих альтернатив, таких как пропан, для сварочных целей.В Vern Lewis Welding Supply, Inc. мы предлагаем заправки как ацетилена, так и пропана в Фениксе, штат Аризона, поэтому мы хотим указать на плюсы и минусы каждого из них, чтобы вы могли принять обоснованное решение о том, какой вариант лучше всего соответствует вашим потребностям.
Тепло
Один из главных аргументов в пользу ацетилена — то, что он горит сильнее. В отношении сварки люди часто утверждают, что чем горячее, тем лучше. Однако действительно ли ацетилен горит сильнее? Простой ответ на этот вопрос — да. Максимальное нейтральное пламя для ацетилена в кислороде составляет около 5720 F, а температура для пропана — 5112.Однако это не означает, что пропан выделяет меньше тепла.
Ацетилен может гореть сильнее и может даже быстрее нагреть металл. Однако при наличии необходимых знаний, деталей и настройки пропан может сравниться с ацетиленом или даже превзойти его. Очевидно, здесь задействовано множество переменных. Вопрос не в том, какой вариант лучше, а в том, какой вариант лучше всего подходит для вас, в зависимости от типа работы, которую вы хотите выполнять, и оборудования, которое вы хотите использовать.
Безопасность
Один из главных аргументов в пользу пропана — то, что он безопаснее ацетилена.Опять же, глядя на цифры, может показаться, что это так. Ацетилен воспламеняется при смесях от 2,5 до 82 процентов, в то время как диапазон для пропана составляет от 2,1 до 9,5 процента. Основываясь на этих цифрах, легко утверждать, что пропан гораздо безопаснее использовать, чем ацетилен. Однако имейте в виду, что оба эти газа являются легковоспламеняющимися, и с ними следует обращаться осторожно. Независимо от того, какой вариант вы выберете, следует соблюдать одни и те же меры предосторожности.
Стоимость
Наконец, мы должны обсудить могущественный доллар, который часто оказывает наибольшее влияние на многие бизнес-решения.В частности, в последние годы стало труднее получить ацетилен, что увеличивает его стоимость. Пропан, с другой стороны, легко доступен и более стабилен для хранения, что делает его более доступным. Фактически, именно постоянно растущая разница в цене между этими двумя видами топлива для сварки заставляет многих в отрасли задуматься о переходе с ацетилена на пропан.
Если вы все еще не уверены, какое сварочное топливо лучше для вас, обратитесь к нашим специалистам из Vern Lewis Welding Supply, Inc.Наши сотрудники будут рады помочь вам решить, какое топливо лучше всего подходит для ваших нужд. Мы предлагаем заправки как ацетилена, так и пропана в Фениксе, штат Аризона, поэтому независимо от того, какое топливо вы решите использовать, мы будем рады помочь!
Блог на складе сварщиков
Я принимаю много звонков по поводу использования кислорода + пропана или кислорода + пропилена вместо ацетилена + кислорода.
Итак, краткий ответ на вопрос о заголовке: «Да» и «Нет».
Извините за неоднозначность, но все зависит от того, что вы хотите сделать! Позволь мне объяснить!
Варианты топливного газа
Наборыкислород + топливный газ раньше были простыми, у вас был кислород + ацетилен! Однако сейчас вода замутнена рядом факторов.
- Ацетилен сложно и дорого получить.
- Аренда баллонов для ацетиленовых баллонов резко подорожала.
- Ацетилен часто вызывает тревогу у официальных лиц, заботящихся о здоровье и безопасности, из-за его горючести и нестабильности!
К сожалению, кислородно-ацетиленовая смесь по-прежнему является лучшей универсальной газовой смесью, но есть жизнеспособные альтернативы, если вы знаете, что хотите делать, и тщательно выбираете.
Пропан кислородный
Пропан является наиболее простой альтернативой ацетилену топливного газа и обычно поставляется в баллонах на условиях залога, а не в аренде (как это обычно бывает с ацетиленом).
Для большинства пользователей пропан обходится дешевле, особенно для нечастых пользователей комплектов кислород + топливо. Единственный реальный недостаток использования кислорода / пропана в том, что его нельзя использовать для настоящей сварки. Однако комплекты, работающие на кислородном и пропановом топливе, идеально подходят для серебряной пайки, пайки, резки и нагрева. Итак, если вы не хотите сваривать, кислород и пропан — отличный способ! Кислород + пропан создает температуру пламени около 1800⁰C.
Кислородно-пропиленовый
Комплект ProGas 2000 KitПропилен представляет собой смесь газов, в том числе пропана, и доступен во многих торговых марках одноразовых баллонов, например, Gasex, Mapp и Turbo Gas, он также доступен в больших многоразовых баллонах.Смесь кислород / пропилен горит немного горячее, чем кислород и пропан, обычно около 3100 ° C, и поэтому может считаться лучшей, поскольку рабочие места будут быстрее достигать рабочей температуры.
К сожалению, как и пропан, пропилен не подходит для сварки плавлением. Вы найдете людей, которые скажут вам, что его можно использовать для сварки, но в ходе испытаний, которые я проводил, сварные швы, которые он производил, были довольно хрупкими, поэтому я, безусловно, делал бы что-нибудь конструктивное или от чего зависела моя жизнь. с этим!!!
Кислород + пропилен, однако, отлично подходит для серебряной пайки, пайки и нагрева.
ОборудованиеКислород + Пропан также следует использовать для Кислород + Пропилен.
На складе сварщиков имеется ряд отличных комплектов. Пожалуйста, загляните на нашу страницу о кислородно-пропановых / пропиленовых наборах, чтобы увидеть ассортимент!
Горелка кислородно-пропановая / пропиленовая
Хотя для работы с кислородно-пропаном / пропиленом можно использовать стандартную кислородно-ацетиленовую горелку, она далека от идеала. Пропан и пропилен — медленнее горящие газы.
Пропан и пропилен также проходят через систему в виде пара, а не газа, фактически не превращаясь в газ, пока не встретятся с воздухом.
Компания Welders Warehouse разработала две специальные многоструйные горелки для кислорода, пропана и пропилена.
Легкая кислородно-пропановая / пропиленовая горелка
Горелка для тяжелых условий эксплуатации на пропане / пропилене
Оба используют нашу собственную, специально разработанную многоструйную форсунку, которую намного легче зажечь и которая с меньшей вероятностью взорвется по сравнению с кислородно-ацетиленовой форсункой.
Выводы
При правильном оборудовании пропан или пропилен в смеси с кислородом являются жизнеспособной альтернативой кислородно-ацетилену для большинства применений, кроме сварки плавлением.
Надеюсь, вы нашли эту статью полезной.
Вы также можете найти мою статью «Замена кислородно-ацетиленового на кислородно-пропан или пропилен».
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Технический консультант — The Welders Warehouse Ltd
Замена ацетиленового газа альтернативными газами (пропаном и пропиленом) для обогрева и резки
Ходят слухи о нехватке ацетилена.Газовые компании поощряют людей использовать альтернативные топливные газы, такие как пропан и пропилен. Если вы можете купить комплекты GENTEC для пропана или пропилена, это прекрасно. Однако, если у вас уже есть комплект для ацетилена, вы можете подумать о передаче его для использования с пропаном или пропиленом.
Прежде всего, для выполнения сварочных работ по-прежнему необходимо использовать кислородно-ацетиленовый комплект, поскольку пропан и пропилен не могут справиться с этой задачей. Однако хорошая новость заключается в том, что пропан и пропилен лучше справляются с нагревом, чем ацетилен, из-за их высокого БТЕ.Хотя пропан и пропилен имеют более высокую BTU, чем ацетилен, им требуется больше времени для предварительного нагрева, чем для ацетилена при резке. Причина в том, что тепло в основном происходит во втором пламени пропана и пропилена. Еще одно преимущество пропана и пропилена состоит в том, что у них нет проблем с выводом, как у ацетилена, поскольку в их резервуаре нет неприятного ацетона, как у ацетилена.
Чтобы использовать текущий комплект для ацетилена с пропаном или пропиленом, вам не нужно заменять кислородный регулятор, ручку резака или режущую насадку.Вам необходимо учитывать следующее:
1. Замените сварочные шланги на шланги класса T, если шланги в вашем наборе относятся к классам «R» или «RM». Эту информацию можно найти на шлангах. Поскольку шланги класса T уже входят в комплект поставки GENTEC, вам не о чем беспокоиться, и это сэкономит вам много денег.
2. Что касается регуляторов: если ваш регулятор ацетилена имеет соединение CGA510, как в регуляторе ацетилена GENTEC, возможно, вам не придется менять регулятор ацетилена.Если ваше рабочее давление меньше 15 фунтов на квадратный дюйм, вы все равно можете использовать регулятор ацетилена, потому что он предназначен для использования при том же давлении в баллоне, что и пропан и пропилен, и обеспечивает максимальное давление на выходе 15 фунтов на квадратный дюйм. Однако, если ваше рабочее давление выше 15 фунтов на квадратный дюйм, вам необходимо приобрести GENTEC 752F-40 или 152F-80 для средних условий эксплуатации и 753F-125 или 153F-125 для тяжелых условий эксплуатации.
3. Заменить нагревательное сопло. Вы можете приобрести серию GENTEC 172HN для работы в тяжелых условиях или серию 173HN для работы в тяжелых условиях.Одно и то же сопло можно использовать как для пропана, так и для пропилена. Так как второе пламя сильно нагревается, не забудьте, что конец сопла должен находиться на расстоянии около 2 дюймов от поверхности заготовки. Вы можете попытаться поднять пламя еще выше, чтобы определить более эффективное расстояние. Помимо 172HN и 173HN, многопламенные сопла GENTEC 175HN с удлиненным коленом и большой нагревательной головкой также подходят для пропана и пропилена.
4. Заменить режущий наконечник. В отличие от нагревательного сопла, для пропана и пропилена существуют разные режущие наконечники.Пожалуйста, обратитесь к разделу «Режущие наконечники» в каталоге аппаратов для газовой сварки и резки GENTEC, чтобы выбрать режущие наконечники.