
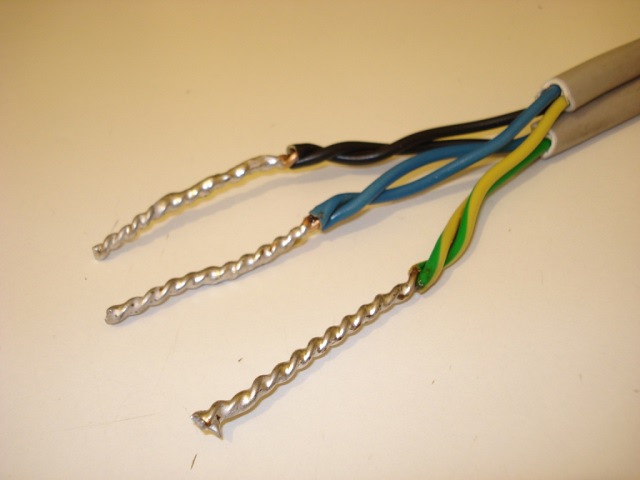
медные провода, скрутка, инструмент и припой
На чтение 7 мин. Просмотров 60 Опубликовано Обновлено
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Для чего нужны распределительные коробки
Коробка для коммутации проводовНеобходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности.
 Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции. - Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
 Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника.
 Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.Преимущества пайки в сравнении с другими способами соединения
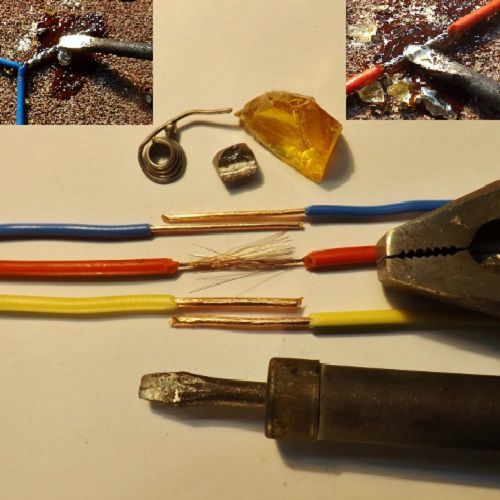
Инструмент для снятия изоляции с проводов – стрипперСуществует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов
Снятие изоляции с проводаЛужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
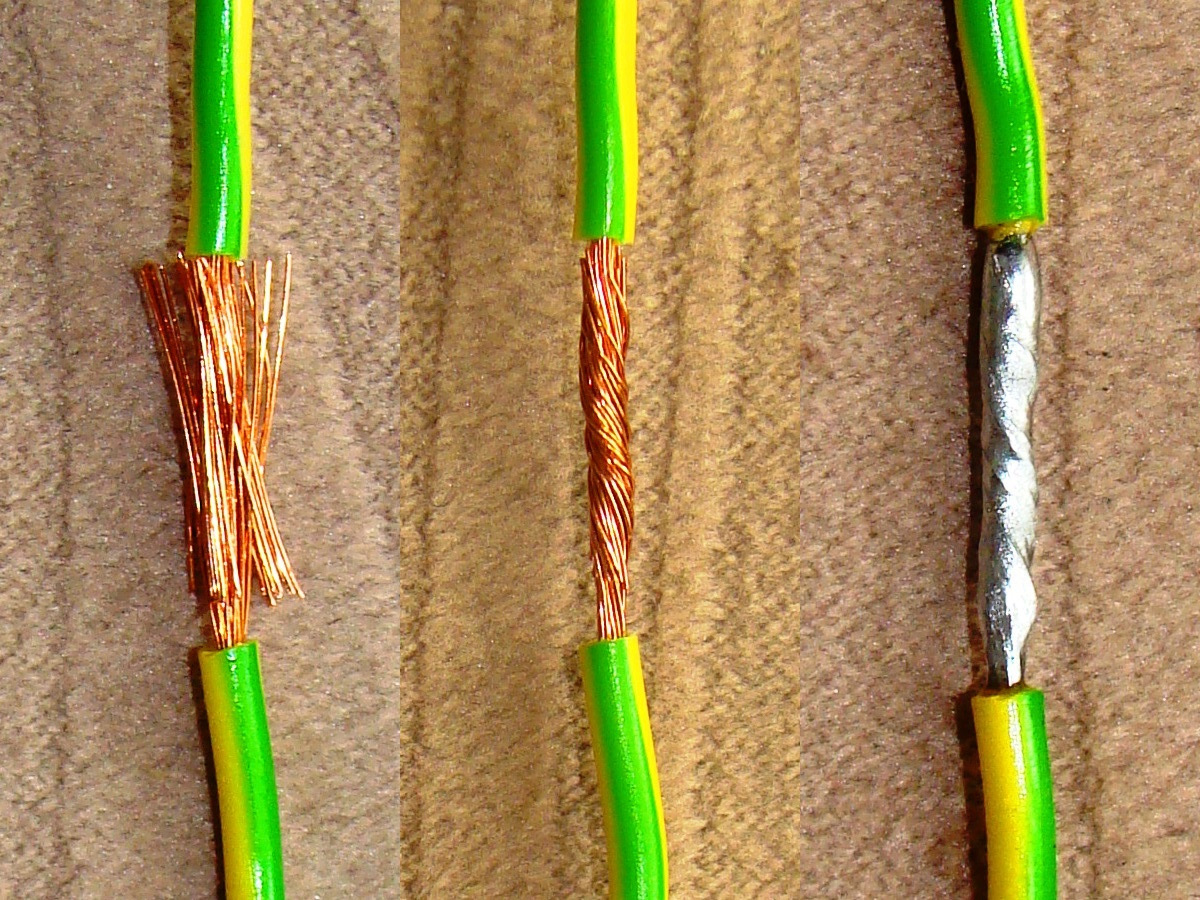
Основные виды соединения проводов под пайкуПровода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец — 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3 Олово – 33,3 | — | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25 Олово – 50 | — | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1 Олово – 6,9 | — | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50 Свинец – 25 Олово – 12,5 | — | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Защита места пайки от окисления
Флюс для пайкиДля защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).
Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Технология пайки и лужения
Простой способ луженияПриступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Пайка с помощью горелки и тигля
Приспособление для спайки проводовЕсли предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем. Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.
 com/embed/c9RZs6hGpZQ?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark» frameborder=»0″ allowfullscreen=»»/>
com/embed/c9RZs6hGpZQ?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark» frameborder=»0″ allowfullscreen=»»/>
Сделал простое приспособление для быстрой пайки скруток и проводов | Сделай Самоделку
Всем привет! Недавно увидел интересное приспособление, с помощью которого можно быстро пропаивать любые скрутки проводов. Представляет оно из себя насадку для газовой горелки. Мне стало интересно, действительно ли это приспособление работает и чтобы это проверить, собрал экспериментальную модель 🙂 и что из этого получилось, сейчас покажу.
Итак, для того чтобы собрать данный паяльник, нам потребуется:
- Газовая горелка
- Длинный болт длиной 10 см.
- Две гайки и шайбы
- Клемма для сварочного провода
- Крепёж металлический на 1 дюйм
Изготовление самоделки
Итак, первым делом нужно раскрутить хомут и, ту часть которая с гайкой, разогнуть как на фото ниже.
Теперь берём болт и спиливаем головку.
Зажимаем резьбу в тисках, нагреваем горелкой конец и загибаем под углом 90 градусов, делаем это аккуратно, чтобы не повредить резьбу.
На получившуюся деталь накручиваем хомут.
Далее эту конструкцию соединяем с горелкой и фиксируем болтом.
Теперь осталось прикрутить рабочую часть нашего паяльника. Для этого нужно зафиксировать клемму на конце резьбы при помощи гаек и шайб.
Приспособление готово и теперь можно его протестировать! Для того чтобы воспользоваться данным гаджетом, необходимо зажечь горелку и разогреть клемму.
Затем берём олово и помещаем его внутрь гильзы.
Как только гильза заполнится расплавленным оловом, можно приступать к пайке. Для этого необходимо смазать скрутку или провод флюсов и поместить в гильзу.
Испытания №1
Скажу всё по существу 🙂 первое испытание данного девайся прошли не так, как ожидалось, позже я всё исправил и понял, что делал не так. В общем, ниже можете посмотреть анимацию с неудавшимся экспериментом. Я обмакнул скрутку в паяльный жир и поместил её в гильзу, всё это дело начало активно гореть и коптить!
Я обмакнул скрутку в паяльный жир и поместил её в гильзу, всё это дело начало активно гореть и коптить!
Испытание №2
Причина возгорания обнаружилась почти сразу — оказалось, я просто перегрел олово! Для того, чтобы процесс пайки прошел нормально, необходимо расплавить олово, а затем сразу же выключить горелку, тогда проблем не будет. Ниже, можете посмотреть результат.
Получился вот такой паяльник! Как по мне — самоделка полезная, после того как поработали, олово застывает и её можно положить в ящик с инструментами, а когда понадобится, нужно просто разогреть гильзу с уже имеющимся оловом и спокойно работать. Надеюсь, идея вам понравилась, спасибо за внимание! 🙂
Паяльник для пайки скруток в распределительной коробке
Рад приветствовать посетителей моего блога!
Сегодня я вам хочу рассказать о паяльнике для пайки скруток медных проводов в распределительных коробках при монтаже электропроводки.
Вы проводите электропроводку, сделали коробку, скрутили провода в ней.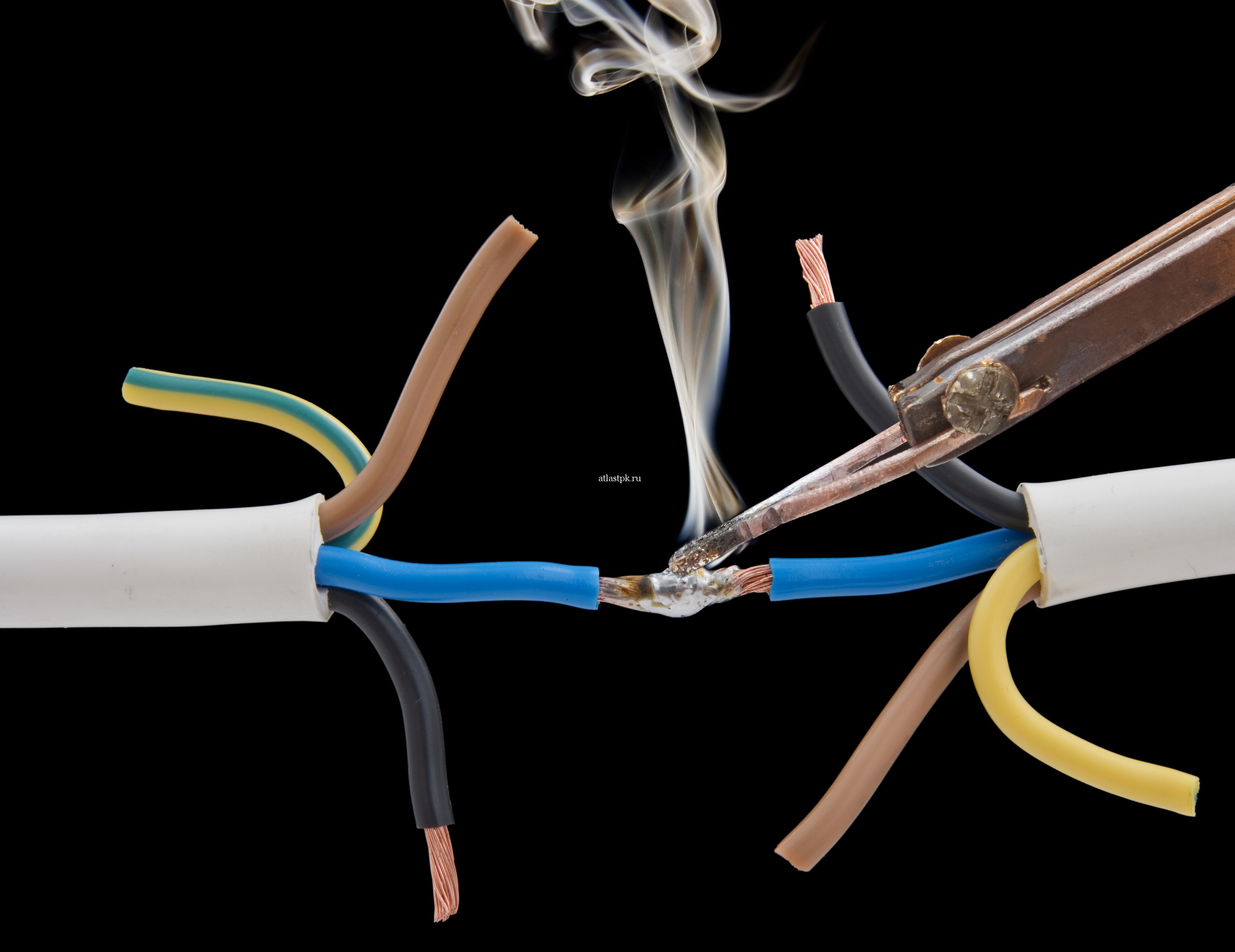 Как усилить контакт проводов в скрутке? Многие мастера сваривают концы проводов специальным сварочным аппаратом. Я же паяю скрутки а не свариваю их. И для этого есть объективные причины. Они чисто технического характера. Я использовал сварку до того как начал спаивать скрутки.
Как усилить контакт проводов в скрутке? Многие мастера сваривают концы проводов специальным сварочным аппаратом. Я же паяю скрутки а не свариваю их. И для этого есть объективные причины. Они чисто технического характера. Я использовал сварку до того как начал спаивать скрутки.
Минусы этого способа:
- Провода легко перегреть, поэтому может оплавиться изоляция
- Сваривается самый кончик провода и если какая-то жила чуть не доходит до конца она не приварится
- Отрицательное воздействие дуги от сварки на глаза
- Трудоемкость этого способа
Итак, паяльник для пайки скруток собственной персоной! (Мой вариант). На фото он немного потрепан потому что поработал на славу.
В качестве основы я использовал обыкновенный 100 ваттный паяльник. Можно взять помощнее ватт так 150-200. Это даже лучше. И медная цилиндрическая болванка размерами: длиной 4-5 см и диаметром 1,5-2 см.
В болванке нужно сделать два отверстия, как показано на этом рисунке.
Отверстие малого диаметра для жала паяльника (сквозное). Отверстие большого диаметра – ванна для олова.
Малое отверстие делаем такого диаметра, чтобы жало паяльника заходило в него как можно плотнее и не вращалось. Кончик жала паяльника можно немного заточить, чтобы оно вошло в отверстие и дальше плотно вставляем жало в него. Паяльник для пайки скруток почти готов. Делаем подставку, чтобы паяльник большим отверстием всегда стоял вверх. Иначе олово из него просто напросто выльется.
И еще, нужно удлинить провод паяльника. У меня он метра 3, а может даже 4. Я думаю, вы с этим легко справитесь. Длинный провод нужен для того, чтобы не таскать за собой вверх удлинитель (ведь скрутки придется паять на высоте). Загружаем в паяльник кусочек канифоли и олово и включаем в паяльник в розетку. Процесс пошел! Ждем пока нагреется. Это зависит от мощности паяльника и напряжения в сети. Может греться минут 10-15.
Олово расплавилось – можно приступать к пайке скруток. Как делать скрутки читайте в моей статье “Делаем скрутку проводов в коробке правильно”.
Олова в ванночке должно быть почти под самый край. Тогда длина спайки будет больше. В качестве флюса я использую канифоль. Можно кусковую. Берем паяльник за ручку, опускаем скрутку в паяльник, ждем секунду-две, чтобы скрутка чуть-чуть нагрелась, потом прислоняем к скрутке кусочек канифоли и опять опускаем в паяльник. Но уже смотрим, чтобы участок хорошо пропаялся и только потом убираем паяльник и даем скрутке остыть. Только после этого можно скрутку изолировать.
Да, нужно проводить эти действия аккуратно, чтобы не расплескать олово из паяльника. Всё олово у нас остается в паяльнике. На землю ничего не попадает. Главное подождать когда паяльник нагреется. Сама пайка скруток происходит довольно быстро.
Я сначала расключаю коробки, потом пропаиваю их одну за одной. Если приноровиться, то получается намного быстрее, чем варить сваркой.
На этом у меня всё!
Делайте паяльник для пайки скруток, паяйте не теряя олово.
Если вам понравилась идея и статья делитесь в соцсетях.
Пишите в комментариях если статья вам помогла.
Еще статьи на сайте
Пайка медных жил | Выполнение электромонтажных работ | Архивы
Страница 12 из 15
Подтема. ПАЙКА МЕДНЫХ ЖИЛ
Краткая характеристика подтемы и рекомендации по ее изучению
Строительные нормы и правила рекомендуют выполнять соединение и ответвление медных жил сечением до 10’мм2 скруткой с последующей пайкой проводов напряжением до 2 кВ и кабелей до 1 кВ, а также жил сечением от 4 до 240 мм2 проводов напряжением до 2 кВ и кабелей до 10 кВ с помощью соединительных или ответвительных гильз. Допускается применять оконцевание жил (сечением 1,5—240 мм2) проводов напряжением до 2 кВ и кабелей до 10 кВ с помощью наконечников серии П, жил сечением до 2,5 мм5 проводов напряжением до 2 кВ с предварительным изгибанием конца многопроволочной жилы в кольцо с пропайкой. Можно использовать оконцевание многопроволочной . жилы сечением 16—240 мм2 с образованием монолита при втычном соединении.
Для упражнений достаточно отобрать способы оконцевания изгибанием многопроволочных жил в кольцо с помощью наконечника серии П и соединение и ответвление жил пропаянной скруткой.
До внедрения в электромонтажную практику метода опрессовки электросварки, термитной сварки способ соединения ответвления и оконцевания медных жил пайкой был основным. Широко применялись способы скрутки с последующей пропайкой мягкими оловянистыми припоями жил небольших сечений. Сейчас эти способы находят ограниченное применение из-за большой трудоемкости.
Для пайки медных жил используют припой ПОС-30, а также другие оловянисто-свинцовые припои. Состав этих припаев и температура их плавления приведены в табл. 3.
Марка |
Масса составных частей*, % |
Температура плавления, °С |
||||
олово |
сурьма |
примеси, не более медь . |
||||
ПОС-61 |
59—61 |
1 | 0,8 |
0,1 |
0,05 |
225 |
ПОС-50 |
49—50 |
1,0-1,2 |
0,1 |
0,1 |
0,05 |
230 |
ПОС-40 |
39—40 |
1,5—2 |
0,1 |
0,1 |
0,05 |
235 |
ПОС-30 |
29—30. |
1,5—2 |
0,15 |
0,1 |
0,05 |
245 |

* Остальная масса — свинец.
В качестве флюса применяют канифоль, стеарин или паяльную мазь (паяльный жир).
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения. Раствор приготовляют еле* дующим образом. В стеклянную посуду наливают спирт ректификат и насыпают в нее равное по массе количество мелко истолченной канифоли. Пайку жил сечением до 10 мм
1 — наконечник серии П, 2 — припой, 3 — газовоздушная горелка ГПВМ-01, 4—асбестовый шнур
Инструкционная карта 37. Оконцевание медных жил проводов и кабелей пайкой с помощью наконечников
Оконцевание медных жил проводов и кабелей пайкой с помощью наконечников
Область применения: лучший способ для оконцевания медных жил (сечением 1,5—240 мм2) проводов напряжением до 2 кВ и кабелей до 10 кВ.
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Подобрать наконечник по сечению жил с помощью таблицы. Зачистить внутреннюю поверхность цилиндрической части наконечника до металлического блеска |
|
Подготовка наконечника |
|
Снять изоляцию с конца жилы на расстоянии, равном длине гильзы наконечника плюс 10 мм. Если жила кабеля секторная, обжать ее пассатижами, придав ей круглую форму Удалить с конца жилы пропиточный кабельный состав, протерев его тканью, смоченной бензином |
|
Подготовка конца жилы |
|
Надеть наконечник на конец жилы. |
|
Пайка наконечника |
|
Дать остыть оконцеванию Снять подмотку асбеста и изолировать оконцевание 2—3 слоями липкой изоляционной ленты с перекрытием каждого витка. Изоляционная лента не должна переходить на контактную часть наконечника |
|
Изолировка |
 Намотать 2—3 слоя асбеста на промежуток между краем изоляции жилы и торцом цилиндрической части наконечника во избежание вытекания припоя
Намотать 2—3 слоя асбеста на промежуток между краем изоляции жилы и торцом цилиндрической части наконечника во избежание вытекания припояКабельные медные наконечники серии П, закрепляемые пайкой
Учебные цели: изучить способ оконцевания медных жил с помощью наконечников; научиться выбирать типоразмер наконечника в зависимости от типа и сечения жилы, пользуясь таблицей, приведенной в конце карты; освоить приемы подготовки жил и напайки наконечников.
Требования. Наконечник необходимо подбирать с учетом диаметра болта (винта). Зазоры между проволоками жилы и торцы должны быть заполнены припоем без подтеков и наплывов.
Материалы: припой в палочках, канифоль или паяльный жир, бензин, асбестовый шнур, липкая изоляционная лента, наконечники серии П, влагостойкий лак, отрезки концов проводов и кабелей с медными жилами.
Инструкционная карта 38. Соединение и ответвление медных
жил пропаянной скруткой
Область применения: лучший способ для соединения и ответвления медных жил (сечением до 10 мм
Учебные цели: изучить способы соединения и ответвления медных жил пропаянной скруткой; научиться выполнять приемы соединения и ответвления жил скруткой, в коробках и соединения бандажной скруткой.

Требования. Соединение должно обладать необходимой механической прочностью, не иметь острых наплывов припоя и повреждения изоляции от перегрева.
Инструменты и приспособления: клещи КС И, МБ-1 для снятия изоляции, монтерский нож, кусачки, комбинированные плоскогубцы, универсальные клещи КУ-1, пассатижи, металлическая мерительная линейка, пропан-бутановая горелка с насадкой-паяльником или электрический паяльник.
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Снять изоляцию с концов жил специальными клещами КСИ, МБ-1 или КУ-1 на расстоянии, позволяющем навить 5—7 витков плюс 8—10 диаметров жилы |
|
Снятие изоляции |
|
Зачистить концы жил стеклянной шкуркой или наждачной бумагой до металлического блеска |
|
Зачистка концов жил |
|
Изогнуть концы жил под углом 90° на расстоянии, равном 7—10 диаметрам жилы от среза изоляции, и завести их друг за друга (/) |
|
Скрутка соединения |
Эскизы и наименование операций |
Инструктивные указания и пояснения |
|
Покрыть скрутку раствором канифоли или паяльного жира и пропаять с помощью паяльника, паяльной лампы или газовой горелки с насадкой- паяльником |
||
Пайка соединения |
|
|
Наложить изоляцию из липкой изоляционной ленты с таким расчетом, чтобы витки перекрывали друг друга и захватывали часть заводской изоляции жил 2—3 слоями Покрыть соединение влагостойким лаком |
||
Изолировка |
|
|
Ответвление медных жил скруткой с последующей пропайкой |
||
Снять, изоляцию с конца основной жилы специальными клещами или монтерским ножом на расстоянии, позволяющем навить 10—15 витков вокруг жилы ответвления. |
||
Снятие изоляции и зачистка оголенных участков жил |
|
|
Навить 10—15 витков жилы ответвления вокруг основной жилы (/) |
||
Скрутка ответвления |
|
|
Эскизы и наименование операций |
Инструктивные указания и пояснения |
|
Покрыть скрутку раствором канифоли или паяльного жира и пропаять с помощью паяльника, паяльной лампы или газовой горелки с насадкой- паяльником |
||
Пайка скрутки |
|
|
Наложить изоляцию из липкой изоляционной ленты с таким расчетом, чтобы ленты перекрывали друг друга и захватывали часть заводской изоляции жил 2—3 слоями Покрыть ответвление влагостойким лаком |
||
Изолировка . |
|
|
Соединение и ответвление медных жал сечением до 10 ммг в коробках скруткой |
||
Снять изоляцию специальными клещами или монтерским ножом на расстоянии 25—30 мм? позволяющем скрутить оголенные жилы |
||
Снятие изоляции |
|
|
Зачистить концы жил стеклянной шкуркой, придерживая провод во избежание повреждения изоляции в месте ввода в коробку или о края коробки |
||
Зачистка концов жил |
|
|
Скрутить жилы плоскогубцами или пассатижами плотно, из расчета 2—3 витка на каждые 10 мм длины скрутки |
||
Скрутка жил |
|
|
 С жилы ответвления снять изоляцию на расстоянии, равном 15—20 диаметрам жилы (/)
С жилы ответвления снять изоляцию на расстоянии, равном 15—20 диаметрам жилы (/)
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Покрыть скрутку раствором канифоли или паяльного жира и пропаять с помощью паяльника, паяльной лампы или газовой горелки с насадкой- паяльником |
|
Пайка скрутки |
|
Изолировать пайку 2—3 слоями липкой изоляционной ленты с перекрытием каждого витка Покрыть пайку влагостойким лаком |
|
Изолировка соединения |
|
Соединение медных однопроволочных жил сечением 6—10 мм2 бандажной скруткой |
|
Снять изоляцию с концов жил монтерским ножом на расстоянии, равном 7—10 диаметрам жилы, располагая лезвие ножа под углом во избежание надрезания жил |
|
Снятие изоляции |
|
Зачистить оголенную часть жил стеклянной шкуркой или наждачной бумагой |
|
Подготовка концов жил и бандажной проволоки |
|
Сложить подготовленные концы жил и уложить конец бандажной проволоки в желобок, образованный соединяемыми жилами (/) |
|
Выполнение бандажной скрутки |
|
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Покрыть скрутку соединения раствором канифоли или паяльным жиром и пропаять с помощью паяльника или другим способом |
|
Пайка соединения |
|
Наложить изоляцию из липкой ленты с таким расчетом, чтобы ленты перекрывали друг друга и захватывали часть заводской изоляции жил Покрыть соединение влагостойким лаком |
|
Изолировка |
|
Способы соединения проводов
При разводке или ремонте электропроводки, при подключении бытовой техники и еще массе других работ требуется соединять проводники. Чтобы соединение проводов было надежным и безопасным, необходимо знать особенности каждого из них, где и когда, при каких условиях они могут использоваться.
Чтобы соединение проводов было надежным и безопасным, необходимо знать особенности каждого из них, где и когда, при каких условиях они могут использоваться.
Устройство электропроводки требует надежного соединения проводов. В шестидесятые — семидесятые годы двадцатого века, во времена строительства «хрущевских» домов, проводка, чисто из экономических соображений, выполнялась алюминиевым проводом.
Все соединения в этой проводке выполнялись методом скруток, которые изолировались черной матерчатой изолентой, и прослужить могли десять и более лет, не требуя никакого обслуживания и профилактики. Конечно, если скрутка была выполнена по всем правилам. Поэтому старые электрики утверждают, что надежней скрутки, соединения просто не бывает.
Отчасти они правы. В те времена другого способа не было, да и не требовалось, поскольку в квартирах еще не было такого обилия электрической и электронной техники, как сейчас. Мощность тогдашних холодильников, стиральных машин, утюгов и электрочайников была намного ниже, чем современных. Да и не у всех они были холодильники, телевизоры и стиральные машины.
Да и не у всех они были холодильники, телевизоры и стиральные машины.
А такие потребители электроэнергии, как кондиционеры, компьютеры, домашние кинотеатры в квартирах вообще не применялись. Тогда их просто еще не изобрели. Поэтому и можно было выполнить проводку алюминиевыми проводами, а соединение проводов при помощи скруток.
Требования к современной проводке
В современных условиях проводка чаще всего выполняется медными проводами, что позволяет подключать нагрузку практически любой мощности. Для соединения проводов сейчас применяются различные способы. Это оговорено в правилах устройства электроустановок (ПУЭ). Дословно в них сказано так: цитата.
ПУЭ: п2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями.
Из этого пункта правил следует, что скруткой соединять провода нельзя, ее просто нет в указанном пункте. Если же проводку будет принимать пожарный инспектор, то проводку, выполненную методом скруток он просто не примет, и ее придется переделывать. Скрутки допустимы лишь как временное соединение пред сваркой, о которой будет рассказано в следующей статье.
Если же проводку будет принимать пожарный инспектор, то проводку, выполненную методом скруток он просто не примет, и ее придется переделывать. Скрутки допустимы лишь как временное соединение пред сваркой, о которой будет рассказано в следующей статье.
Соединение проводов при помощи зажимов
Согласно указанному пункту ПУЭ, для соединения проводов в настоящее время существуют клеммники, которые и следует использовать. Наиболее распространены три вида клеммников. Это самозажимные, винтовые и соединительные изолирующие зажимы. На рисунке 1 показан самозажимной клеммник.
Рисунок 1. Самозажимной клеммник
Самозажимные клеммники предназначены для соединения проводов сечением до 2,5 мм2, их рабочий ток достигает до 24А, что позволяет подключать нагрузку до 5КВт. Количество мест в таких клеммниках от 2 до 8, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаячных коробках больше места, что не всегда удобно.
Конструкция винтовых клеммников показана на рисунке 2.
Рисунок 2. Винтовой клеммник
Такой тип клеммников наиболее распространен и поэтому применяется чаще других типов. Основная область их применения это соединение проводов в распределительных коробках. Однако, если проводка выполняется алюминиевым проводом от применения таких клеммников следует воздержаться, так как при затягивании винтов возможно пережать и обломить мягкий алюминиевый провод.
Третий вид механических соединителей проводов это соединительные изолирующие зажимы (СИЗ). Их внешний вид показан на рисунке 3.
Рисунок 3. Зажимы СИЗ
Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10 — 15 мм и складывают в общий пучок. После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. С их помощью возможно соединение нескольких одиночных проводов общей площадью 2,5 — 20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
Такие зажимы ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому, при прочих равных условиях, предпочтение все-таки следует отдать последним.
Соединение проводов пайкой
Соединение проводов пайкой и сваркой наиболее надежно, нежели с помощью клеммных соединителей различной конструкции. Лучше всего пайке поддаются медные провода, и хотя в настоящее время существуют различные флюсы для пайки алюминия, лучше от такой пайки воздержаться.
По сравнению со сваркой пайка является более простой и доступной: она не требует дорогостоящего оборудования, менее пожароопасна, навыки для выполнения хорошего качества пайки потребуются более скромные, чем при выполнении сварного соединения.
Если пайка скруток производится время от времени, например, вы решили поменять проводку в своей квартире, то вполне можно обойтись обычным паяльником мощностью не менее 100 Вт. Когда же пайка скруток предстоит чуть ли не каждый день, что касается вашей основной или дополнительной работы, то лучше пользоваться тем же стоваттным паяльником предварительно доработав его жало, как указано на рисунке 4.
Когда же пайка скруток предстоит чуть ли не каждый день, что касается вашей основной или дополнительной работы, то лучше пользоваться тем же стоваттным паяльником предварительно доработав его жало, как указано на рисунке 4.
Рисунок 4. Доработка жала паяльника
Для такой доработки следует паяльное жало вытащить из корпуса паяльника и сточить напильником или срезать ножовкой его рабочую клиновидную часть. После этой операции просверлить в медном жале отверстие диаметром 6 — 7 мм на глубину 30 — 40 мм.
Хотя особой точности при сверлении в данном случае и не требуется, если есть такая возможность, лучше подрезать торец и просверлить отверстие на токарном станке.
После установки жала обратно в паяльник отверстие необходимо облудить изнутри, так же, как это делается для простого паяльника. Таким образом, получается малогабаритная лудильная ванна.
Перед пайкой, конечно, сначала снимается изоляция с каждого провода на длину 40..50 мм, и каждый отдельный провод зачищается до металлического блеска, после чего облуживается.
Для этого в отверстии паяльного стержня надо расплавить небольшое количество припоя, после чего добавить немного канифоли и погрузить в отверстие провод. Если есть какой-нибудь жидкий флюс, например, раствор канифоли в спирте, то достаточно просто смазать провод жидким флюсом, и окунуть провод в расплавленный припой.
Затем облуженные провода тщательно скрутить, концы подрезать на одном уровне и, прихватив пассатижами, окунуть в паяльную ванну.
В подобном устройстве возможно пропаять скрутку из 4 — 6 жил сечением до 2,5 мм2. При этом скрутку следует для полного прогрева подержать в отверстии жала примерно 3 — 4 секунды. Пайка должна остывать на воздухе и иметь блестящий контурный вид.
При использовании в качестве флюса сосновой канифоли паяное соединение в промывке не нуждается. В случае применения других флюсов надо действовать согласно прилагаемой к ним инструкции.
Совершенно недопустимо для ускорения процесса охлаждать пайку водой: это приводит к образованию микротрещин и, естественно, ухудшению качества соединения.
Изоляцию скруток лучше всего произвести при помощи термоусадочной трубки, соответствующего диаметра, прогревая ее техническим феном. При отсутствии трубки можно воспользоваться обычной изолентой, намотав ее не менее трех слоев.
Ранее ЭлектроВести писали, что Министерство энергетики предлагает с начала 2021г пересмотреть тарифы на электроэнергию для бытовых потребителей на фоне того, что уже сегодня цена электроэнергии как товара в структуре действующих тарифов составляет лишь 1 коп. / КВт*час (при рыночной цене около 1,4 грн / кВт*ч), а с декабря 2020 и января 2021г вырастет стоимость транспортировки, что сделает поставку для населения планово убыточной для поставщиков универсальных услуг.
По материалам: electrik.info.
Пайка проводов из меди
Выполненное пайкой соединение проводов ничуть не уступает в хорошей проводимости созданного контакта и его долговечности сварочному скреплению, которое на практике встречается нечасто. Это обусловлено трудоёмкостью процесса, необходимостью наличия специального оборудования и определённых навыков. Помимо этого, для создания надёжного и качественного во всех отношениях соединения медных проводов посредством сварки требует, в отличие от пайки, больших временных затрат.
Это обусловлено трудоёмкостью процесса, необходимостью наличия специального оборудования и определённых навыков. Помимо этого, для создания надёжного и качественного во всех отношениях соединения медных проводов посредством сварки требует, в отличие от пайки, больших временных затрат.
Проводя аналитическое сравнение этих методик, невозможно не отметить огромный плюс в минимально наборе несложных инструментов и материалов для паяльного процесса.
Можно приступать к созданию первосортных контактов при наличии набора:
— паяльник – годится абсолютно любая маломощная функционирующая «старая» или современная модель;
— припой – специальный легкоплавкий сплав металлов на базе олова с присадками свинца, кадмия, никеля или серебра;
— канифоль – флюс, представляющий собой смесь смоляных кислот, содержащихся в древесной смоле хвойных пород. Она необходима для лужения контактной поверхности проводов и припоя.
Конечно, в наборный список можно добавить ещё десяток приспособлений и веществ, но они нужны для больших объёмов разноплановых паяльных работ, а в нашем случае достаточно иметь классический базовый комплект.
Для осуществления пайки, однозначно, понадобится паяльный аппарат. Оптимальным выбором будет современный вариант с интегрированными цифровыми технологиями – внешне выглядит как обычный паяльник. На промежуточном блоке имеется дисплей, на котором отражено: температура жала на разных участках, сила тока в нагревательной катушке, напряжение в сети и т. п. На удобном интерфейсе можно регулировать нагрев рабочего стержня, если необходимо – моментальное охлаждение и другие удобные функции. Стоимость такого современного паяльника высокая, поэтому приобретать его целесообразно для профессионального, частого применения.
Для разового использования или нечастых, периодических работ подойдёт простая, «старая» модель мощностью 23–62 Вт. Например, такой паяльник подойдёт для хорошей пропайки трёх–пяти проводной скрутки с сечением жил 1,3–2,2 кв. мм.
Что касается припоя, то великолепные результаты даёт пайка легкоплавкими, мягкими оловянно-свинцовыми припоями серии «ПОС» с цифровыми маркировками (40, 61 или 60).
Для очищения спаиваемых поверхностей от микроскопической жирной плёнки и мельчайшей пыли, равномерного распределения припоя, а также для надёжного скрепления с металлом проводов используют специальные флюсы. Для медных контактов допускается использование химически нейтральной канифоли или особые, не содержащие кислот растворы.
Технология пайки медных проводов
Подробно рассмотрим весь процесс пайки медных проводов в виде пошаговой инструкции:
1. Концы соединяемых электропроводов очищаем от изолирующей оболочки на протяжении 1,3–2,2 см. Для этого, бритвой или острым ножом делаем её круговой разрез и плоскогубцами стягиваем ненужную часть. Зачищаем оголившийся металл бритвой или скальпелем от мельчайших фрагментов изоляции и возможных кристаллов окислов.
2. Далее, приступаем к лужению концов проводов. Сначала их обрабатываем расплавленным флюсом, а затем наносим немного припоя на подготовленную поверхность.
Внимание! Припой должен распределиться по очищенному участку провода равномерным тонким слоем. Кончик, после этого должен иметь красивый серебристый оттенок!
3. Чтобы улучшить механическую прочность контакта-спайки концы проводов следует прочно скрутить друг с другом. Хотя этот этап вовсе не обязателен, особенно для спаивания двух–трёх медных сердечников.
4. Переходим непосредственно к пайке. Задача этого действия – добиться растекания и соединения расплавленного припоя по месту контакта и равномерного его застывания на облуженной поверхности скрутки. Чтобы это сделать, необходимо на конец стержня паяльника «набрать» нужное количество припоя (в расплавленном виде) и перенести его на создаваемое соединение. Олово распределяется по скрутке, заполняя при этом все промежутки между тонкими жилами проводов.
Важно! Чтобы не обжечь пальцы о нагреваемые во время лужения и пайки провода, лучше их удерживать пинцетом или небольшими плоскогубцами!
5. Завершается процесс пайки медных проводов надёжной изоляцией контакта.
Завершается процесс пайки медных проводов надёжной изоляцией контакта.
Её можно сформировать разными способами, среди которых самыми популярными являются:
— изоленточный – изоляция производится клейкой полиэтиленовой плёнкой;
— термоусадочный – используются специальные трубки из ПВХ-пластика, которые после нагревания плотно облегают скрутку;
— резиновый – на место контакта надевается фрагмент каучуковой или резиновой трубочки;
— фторопластовый – самый современный метод. Политетрафторэтилен наносится на поверхность контакта, где он вспенивается и затвердевает (похоже на использование монтажной пены).
Пайка, в широком понимании, представляет собой относительно простой, но длительный, скрупулёзный процесс. Итогом этой манипуляции является качественный, прочный и долговечный контакт медных проводов.
Такая методика создания контактов между проводящими электричество проводами разрешена специальными правилами, регламентирующими электротехнические работы и последующую эксплуатацию электросети.
Соединение пайкой | Соединение токопроводящих жил проводов и кабелей
- Подробности
- Категория: Кабели
Содержание материала
Страница 2 из 4
При паянии, токопроводящих жил частицы расплавленного металла припоя проникают в нагретый металл жил, надежно соединяя их. Такое соединение может быть получено только при правильном выборе припоя и флюса и тщательной подготовке поверхностей спаиваемых жил. Преимущество ее перед сваркой в том, что она не требует расплавления жил, к недостаткам относится большой расход дорогостоящих припоев и флюсов.
Пайку медных жил сечением до 10 мм2 производят следующим образом. После снятия изоляции жилы зачищают до блеска и скручивают двойной скруткой так, как показано на рис. 7. При этом длина желобка 1 между рядом расположенными жилами должна быть не менее 20 мм для жил сечением до 4 мм2 и не менее 30 мм для жил сечением 6 и 10 мм2. После скрутки удаляют остатки пленки окиси с помощью флюса (порошок канифоли или раствор канифоли в спирте). Соляную кислоту использовать в качестве флюса нельзя — она разрушает не только пленку окиси, но и основной металл. После выполнения всех предварительных операций скрутку нагревают до температуры плавления припоя (ПОС-30 или ПОС-40 — припой оловянисто-свинцовый с 30 или 40% олова) — около 250 °С.
Соляную кислоту использовать в качестве флюса нельзя — она разрушает не только пленку окиси, но и основной металл. После выполнения всех предварительных операций скрутку нагревают до температуры плавления припоя (ПОС-30 или ПОС-40 — припой оловянисто-свинцовый с 30 или 40% олова) — около 250 °С.
Рис. 7. Соединение проводов скруткой с последующей пропайкой
Пайку медных проводов сечением 16…240 мм2 выполняют в медных гильзах, имеющих отверстие на цилиндрической поверхности. После снятия изоляции, зачистки и обработки флюсом концы жил вводят с двух сторон в гильзу и уплотняют асбестовой подмоткой, препятствующей вытеканию припоя. На жилы надевают стальные экраны. Когда при нагреве температура гильзы достигнет нужной величины, в ее отверстие вводят пруток припоя и плавят его до полного заполнения гильзы.
Для пайки проводов больших сечений используют высокопроизводительный метод полива. Он заключается в том, что залуженные концы жил вводят в залуженную изнутри гильзу, а затем стальной ложкой в отверстие гильзы заливают припой, предварительно расплавленный в специальной кастрюле с газовым или электрическим подогревом.
Технология пайки алюминиевых проводов малых сечений такая же, как и медных сечением до 10 мм2, различие лишь в марках припоев и флюсов.
Для пайки алюминиевых проводов сечением до 10 мм2 применяют флюсы ВАМИ или АФ и специальные припои (чаще всего припой марки А, состоящий из олова, цинка и меди).
Пайка многопроволочных алюминиевых проводов сечением 16…240 мм2 требует предварительного облуживания всех проволок
жилы. Для этого освобожденный от изоляции конец провода разделывают так (рис. 8), чтобы центральная проволока и последующие повивы образовывали ступеньки длиной 10 мм, а последний, наружный повив — 40 мм. На край изоляции наматывают бандаж из асбестового шнура, жилу смазывают флюсом и нагревают до температуры плавления припоя. Затем прутком сильно натирают всю ступенчатую разделку, снимая окись пленки и покрывая проволоки жилы слоем припоя.
Рис. 8. Подготовка к пайке многопроволочных жил: а— ступенчатая разделка многопроволочной жилы сечением 16—35 мм2, б— то же для жилы сечением 50. .. 95 мм2, в — то же для жилы сечением 120…150 мм» />
.. 95 мм2, в — то же для жилы сечением 120…150 мм» />
Быстрее и эффективнее эту операцию можно произвести, если одновременно с прутком натирать жилу стальной кисточкой. Облуженные жилы 4 (рис. 9) укладывают в разъемную металлическую форму 3 так, чтобы их центральные проволоки соприкасались. Перед этим в местах входа в форму на жилы накладывают асбестовое уплотнение 2, внутреннюю поверхность формы покрывают мелом. Когда обе половины формы собраны и закреплены проволочными бандажами, на жилы надевают экраны 1 и направленным пламенем нагревают среднею часть формы. В литниковое отверстие вводят пруток припоя, который, расплавляясь, заполняет форму до верха отверстия. Одновременно стальной мешалкой перемешивают припой и удаляют шлаки. После охлаждения экраны и обе половины муфты снимают, соединение покрывают лаком и изолируют.
Таким же образом можно соединять медные жилы с алюминиевыми, причем ступенчатую разделку медной жилы облуживают припоем ПОС-60, а алюминиевой — припоем А.
Рис. 9. Пайка многопроволочной жилы
Пайка плоской медной проволоки | ООО «Элдек»
Соединения уложенных друг на друга плоских медных проводов — например, те, которые часто используются во многих и различных типах производства электрических машин — легко паять с помощью портативного коаксиального трансформатора, установленного на пневматическом пистолете для пайки, подключенном к генератору через выход кабеля длиной до до 15 метров в длину (49 футов). Переключатель на пистолете приводит в действие плунжер, когда оператор паяет первое соединение. Заранее установленное значение мощности, вводимое на сенсорный экран индукционного источника питания, обеспечивает качество и стабильность пайки при переходе оператора от стыка к стыку.Посмотрите наше видео ниже, чтобы увидеть, как легко припаять плоские медные провода или соединить медные провода.
Пайка прядей при производстве электродвигателей
Пайка плоских медных проводов для электродвигателей затруднена. Выполнение высококачественного стыка без повреждения уже установленной изоляции может оказаться сложной задачей. Используя среднечастотный источник питания eldec, оснащенный рычагом стрелы для поддержки и балансировки, и пистолет для пайки для удержания индукционной катушки, специфичной для детали, плоские провода можно паять многократно и точно без усталости оператора или повреждения прилегающей изоляции.Высокие скорости, используемые в процессе индукционной пайки, уменьшают количество тепла, которое обычно передается в изолированную область, а штанга стрелы снижает вес, который держит оператор. Лучше всего то, что воспроизводимый процесс обеспечивает стабильные и высококачественные паяные соединения.
Выполнение высококачественного стыка без повреждения уже установленной изоляции может оказаться сложной задачей. Используя среднечастотный источник питания eldec, оснащенный рычагом стрелы для поддержки и балансировки, и пистолет для пайки для удержания индукционной катушки, специфичной для детали, плоские провода можно паять многократно и точно без усталости оператора или повреждения прилегающей изоляции.Высокие скорости, используемые в процессе индукционной пайки, уменьшают количество тепла, которое обычно передается в изолированную область, а штанга стрелы снижает вес, который держит оператор. Лучше всего то, что воспроизводимый процесс обеспечивает стабильные и высококачественные паяные соединения.
Мы рекомендуем использовать среднечастотный индукционный источник питания из серии Eldec MiniMICO для повышения производительности и гибкости пайки проволокой. Системы индукционного нагрева MiniMICO доступны в конфигурациях от 15 до 30 кВт.Они входят в стандартную комплектацию мобильных систем с роликами и крановыми крюками и могут быть оснащены широким спектром инструментов, включая индукторы, пистолеты для пайки и вспомогательные устройства.
Простой сенсорный экран упрощает работу. Дополнительные возможности включают:
- Встроенный преобразователь частоты и система охлаждения в одном корпусе
- Коаксиальный кабель, длина которого соответствует конкретному применению
- Стрела Flex Arm
- Ножная педаль (опция)
- Пирометр для измерения температуры (опция)
- Энергоэффективная технология, позволяющая точно контролировать количество необходимой энергии
Наша служба поддержки не останавливается на достигнутом.Мы также проектируем и производим на заказ все наши индукционные змеевики для каждого конкретного применения и будем работать с вами над оптимизацией вашего производственного процесса. Кроме того, мы предлагаем обучение операторов и специалистов по техническому обслуживанию, чтобы ваша работа продолжалась без сбоев.
Блок питания MF с рычагом стрелы и паяльным пистолетом для надежных и качественных соединений
Выполняйте пайку более точно и безопасно с помощью пистолета для пайки eldec. Эти удобные пневматические инструменты предназначены для захвата заготовки, а также для удержания индукционной катушки во время пайки.Гибкие рычаги стрелы используются для поддержки веса пистолета, индукционной катушки и коаксиальных кабелей, что позволяет операторам паять дольше с меньшим утомлением и снижает риск травм от повторяющихся движений.
Демонстрация пайки прядей
Чтобы узнать больше о пайке прядей с использованием источников питания, индукторов и пистолетов для пайки eldec, просмотрите наше видео, демонстрирующее, насколько простым может быть этот процесс при использовании правильных инструментов. Тогда позвоните нам или отправьте запрос по электронной почте для консультации, и мы свяжемся с вами.
Защита цепи
— Какое металлическое покрытие у этих многожильных медных проводов?
1) Из-за (несколько новых) стандартов RoHS многие провода теперь никелированы и не подлежат пайке. Для этих проводов необходимо использовать обжимные соединители и разъемы.
2) Закон о сокращении количества вредных веществ изменил производственный процесс почти на всех заводах, которые используют провода в своей продукции.
3) Это был очень дорогой процесс преобразования, стоивший тысячи долларов, но он стал «нормой».Те, кто должен использовать припой на основе олова / свинца или смесь серебра, должны указать это в документации на этот продукт и пометить его на самом продукте.
4) Свинцовые автомобильные аккумуляторы являются одним из примеров. Доплеровские радиолокационные платы были бы другим вариантом. Покрытие из чистого серебра в основном используется военными вместе с тефлоновой изоляцией для более высоких токов в проводах малого сечения. Я забыл номер военной спецификации, но он существует. Вы все еще можете купить припой из олова / свинца и луженую проволоку в качестве хобби для персонала или для собственного испытательного оборудования.
5) Будьте осторожны, не отсоединяйте кабели от старых компьютеров и бытовой техники общего пользования. Если они никелированные, их нельзя паять. При использовании необходимо использовать обжимные приспособления или кислотные флюсы.
Если они никелированные, их нельзя паять. При использовании необходимо использовать обжимные приспособления или кислотные флюсы.
Я нашел эту ссылку и PDF о никелированных проводах. Много деталей.
Никелированные провода:
По оценкам, более 10 000 тонн медной проволоки во всем мире покрываются серебром или никелем в год. Эти гальванические провода используются в основном для многожильных проводов в высокопроизводительный электрический кабель для авиакосмической промышленности, планера, обороны, компьютерная, телекоммуникационная и профессиональная электроника промышленная секторов.Кроме того, для высоких температурный кабель, провода искрового зажигания и предохранители. Никелированная медные провода выдерживают температуру до 750 ° C. Они коррозия устойчивы и легко свариваются. Многожильные проводники из этого материала покрыты подходящими термостойкими материалами для кабелей. Этот процесс нанесения покрытия требует высоких температур, что делает его непригодным для посеребренных проводов, которые могут окисляться.
Недостаток с никелированной медью — ее нежелание легко паять без специальные флюсы и необходимость тщательного листового покрытия никеля. контролируемые условия, чтобы обеспечить отсутствие пор и пластичный осадок для волочения.

Пайка критически важна для хорошего электрического соединения
СТАТЬИ ИЗОБРАЖЕНИЙ
Крис Вантак
От электрической системы зависит настолько много, что во время восстановления или технического обслуживания особое внимание следует уделять не только электропроводке, но, что более важно, ее соединениям. Этот наконечник для реставрации проверяет правильность техники соединения и важность пайки.
Электрические токи проходят через проводку автомобиля от множества различных компонентов.Есть источники, такие как аккумулятор или генератор, и есть нагрузки, компоненты, которым для работы требуется ток. Катушки зажигания и точки прерывания, фары и задние фонари, приборные панели, звуковые сигналы и вентиляторы отопителя — все это примеры электрических нагрузок. Все они имеют одну общую черту: между ними используется провод, и все они используют какой-то соединитель для перехода провода к крепежу. Самый распространенный разъем — это клемма или наконечник провода. Они могут быть открытого типа, например, лопаточного или крючкового типа, а закрытый тип называется кольцевым зажимом.Независимо от того, какой тип выбран, электрические соединения с этими клеммами имеют два связанных с ними свойства: механическое и электрическое. Механическое соединение — это трение металла клеммы с самим проводом, обжатие или раздавливание металла вокруг провода. Все типы клемм обеспечивают это механическое соединение с медным проводом и в некоторых случаях включают изоляцию провода для большей прочности. Механическое соединение предназначено для обеспечения электрического соединения, а также обеспечения прочности при растяжении или натяжении провода.Электрические соединения — это соединения, в которых используется припой вокруг провода для улучшения электрического тока, и их не следует путать с механическим соединением.
Все они имеют одну общую черту: между ними используется провод, и все они используют какой-то соединитель для перехода провода к крепежу. Самый распространенный разъем — это клемма или наконечник провода. Они могут быть открытого типа, например, лопаточного или крючкового типа, а закрытый тип называется кольцевым зажимом.Независимо от того, какой тип выбран, электрические соединения с этими клеммами имеют два связанных с ними свойства: механическое и электрическое. Механическое соединение — это трение металла клеммы с самим проводом, обжатие или раздавливание металла вокруг провода. Все типы клемм обеспечивают это механическое соединение с медным проводом и в некоторых случаях включают изоляцию провода для большей прочности. Механическое соединение предназначено для обеспечения электрического соединения, а также обеспечения прочности при растяжении или натяжении провода.Электрические соединения — это соединения, в которых используется припой вокруг провода для улучшения электрического тока, и их не следует путать с механическим соединением. Хотя в большинстве случаев паяное соединение является прочным, оно не заменяет хорошего механического соединения. Лучшие электрические соединения включают в себя как механическое обжатие клеммы вокруг провода с последующей пайкой.
Хотя в большинстве случаев паяное соединение является прочным, оно не заменяет хорошего механического соединения. Лучшие электрические соединения включают в себя как механическое обжатие клеммы вокруг провода с последующей пайкой.
Проволока оценивается по размерам, обычно называемым американским калибром проволоки (AWG), который по существу представляет собой диаметр проволоки, выраженный в дюймах или миллиметрах.Проволока калибра 10 AWG имеет диаметр примерно 1/8 дюйма, а калибр 36 AWG, один из самых маленьких проводов, составляет всего 0,005 дюйма или примерно размер человеческого волоса. Чем выше номер AWG, тем меньше размер провода. Калибры проводов могут представлять собой цельный кусок проволоки, называемый сплошным сердечником, или состоящий из нескольких нитей проводов меньшего калибра, называемых многожильным сердечником. Преимущество многожильного сечения в том, что он более гибкий, чем сплошной сердечник. Многожильный провод может состоять из нескольких проводов среднего размера, пары десятков проводов меньшего размера или, в некоторых случаях, более пятидесяти проводов очень маленького размера (человеческий волос). Примеры многожильных проводов калибра 14: 7/22 (семь проводов калибра 22) и 19/27 (девятнадцать проводов калибра 27).
Примеры многожильных проводов калибра 14: 7/22 (семь проводов калибра 22) и 19/27 (девятнадцать проводов калибра 27).
Пример поперечного сечения двух типов многожильных проводов 14 AWG до и после обжима. Слева — многожильный провод 7/22, а справа — многожильный провод 19/27. 7/22 будет более обычным для автомобильного применения.
В целом диаметр проволоки не меняется, меняется только ее состав. Многожильные провода плотно скручиваются вместе, а изоляция применяется при производстве.Значение калибра провода — это количество тока, которое он может безопасно пропустить через него, в то время как количество жил указывает на его гибкость. В следующей таблице показано это для некоторых обычных размеров проводов.
| AWG | Нити (Гибкий) | Нити (Более гибкий) | Диаметр (дюймы) | Максимум Номинальный ток |
|---|---|---|---|---|
| 10 | 37/26 | 49/27 | 0. 115 115 | 30 |
| 12 | 7/20 | 19/25 | 0,093 | 20 |
| 14 | 22/7 | 19/27 | 0,073 | 15 |
| 16 | 24/7 | 19/29 | 0,060 | 10 |
| 18 | 26/7 | 16/30 | 0.048 | 6 |
Ток через провод происходит равномерно между жилами и, встречаясь с клеммой, преимущественно проходит через самые внешние жилы провода, где они контактируют с металлической манжетой клеммы. Контакт отдельных жил — их закругленные края с воротником клеммы — не обеспечивает большой площади контакта для прохождения тока.
Иллюстрация тока, протекающего в отдельных жилах провода.Обратите внимание на минимальный контакт каждой жилы с металлической манжетой выступа.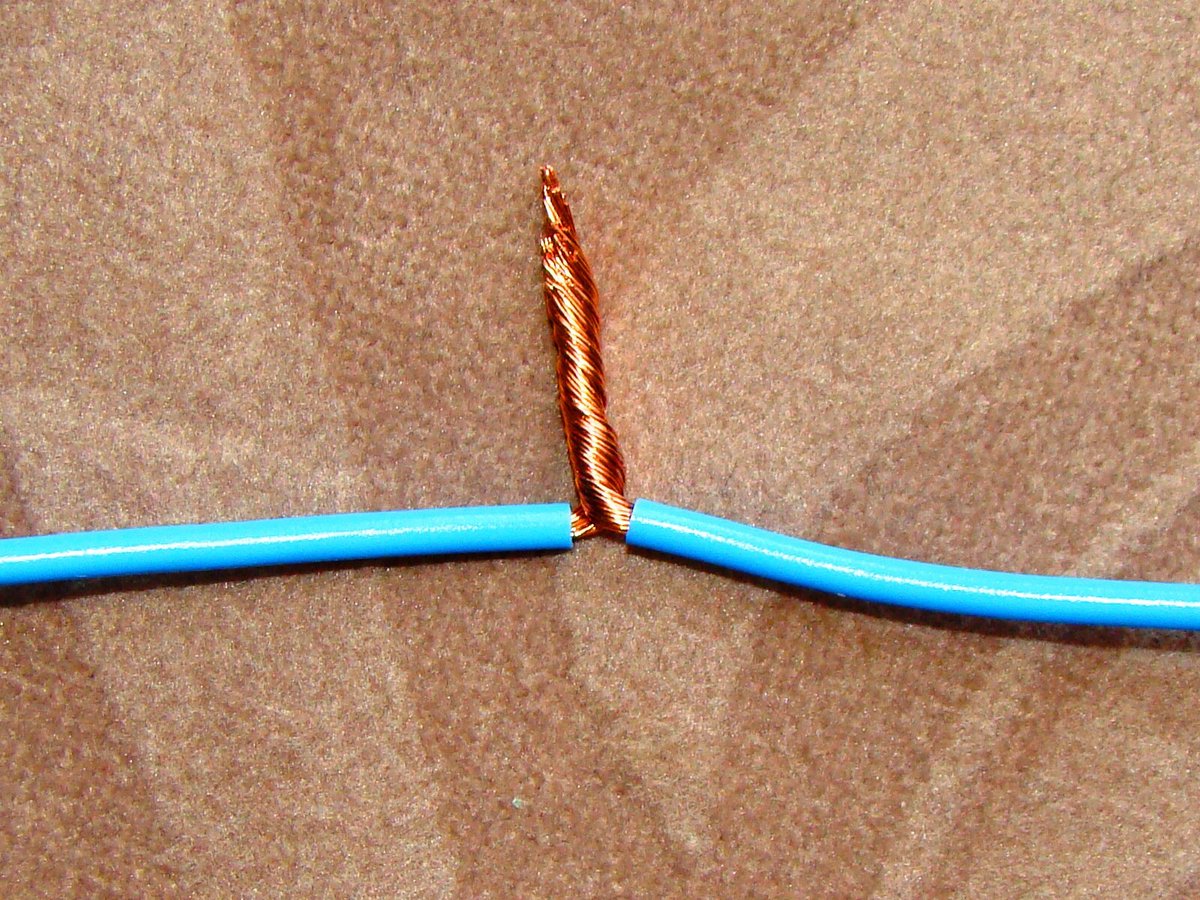
При обжатии провода сплющиваются, чтобы соответствовать воротнику, но внешние жилы по-прежнему являются точкой соединения для прохождения тока.
Обжим клеммы №10, но обратите внимание, сколько места осталось между жилами и воротником. Зазоры между хомутом и прядями позволяют воздуху достигать поверхностей провода, и, следовательно, произойдет коррозия, которая ухудшит соединение.
Даже если обжим безупречный и все жилы контактируют, контакт между жилами и выводом ограничен.Более того, в тот момент, когда была снята изоляция провода, началась долгосрочная проблема: окисление .
Окисление происходит на стренгах проволоки, находящихся на воздухе. Он портит проволоку так же, как ржавчина на открытом листе. Он начинается на поверхности провода и врезается в стыки стойки, включая зону контакта на металлической манжете. Если протекает достаточный ток, он нагревает окисленную область, что, в свою очередь, ускоряется и вызывает большее окисление. Этот кислородно-тепловой цикл продолжается до точки, когда контакт провода с клеммой уменьшается и ток перестает течь (через затронутые жилы).Это пропускает больше тока через другие оставшиеся нити, ускоряя их коррозию. Результатом является корродированный вывод, который препятствует прохождению тока и, в зависимости от размера провода и силы тока, может стать достаточно горячим, чтобы вызвать пожар. Использование многожильного провода с большим количеством жил, как показано на рисунке 19/27, дает больше жил для контакта и меньше воздуха для окисления. Однако будет происходить тот же процесс, только для полной коррозии может потребоваться больше времени. Простой способ 1) улучшить площадь поверхности контакта жил с выводом и 2) предотвратить образование окисления (блокируя попадание воздуха на жилы) — это добавить припой в соединение.Припой заполняет каждую жилу, а также всю поверхность манжеты терминала.
Этот кислородно-тепловой цикл продолжается до точки, когда контакт провода с клеммой уменьшается и ток перестает течь (через затронутые жилы).Это пропускает больше тока через другие оставшиеся нити, ускоряя их коррозию. Результатом является корродированный вывод, который препятствует прохождению тока и, в зависимости от размера провода и силы тока, может стать достаточно горячим, чтобы вызвать пожар. Использование многожильного провода с большим количеством жил, как показано на рисунке 19/27, дает больше жил для контакта и меньше воздуха для окисления. Однако будет происходить тот же процесс, только для полной коррозии может потребоваться больше времени. Простой способ 1) улучшить площадь поверхности контакта жил с выводом и 2) предотвратить образование окисления (блокируя попадание воздуха на жилы) — это добавить припой в соединение.Припой заполняет каждую жилу, а также всю поверхность манжеты терминала.
Та же клемма №10 с заполнением всех щелей припоем. Припой усиливает ток от всех жил проволоки к металлической манжете.
В результате ток проходит через все жилы провода и проходит через клеммы равномерно без каких-либо потерь. Заметным улучшением станут более яркие фары, задние фонари и стоп-сигналы.Даже звуковой сигнал будет звучать громче, а вентилятор отопителя будет вращаться быстрее. Не менее важно то, что если вы потратите время на равномерное обжатие и пайку клеммы провода, то он прослужит годы без коррозии. Терминал, который только что обжат, может даже не пройти испытание на растяжение.
Внешний вид обманчив. Эта кольцевая клемма имеет правильный размер для провода 10-го калибра и была обжата, но все, что потребовалось, — это легкое движение, чтобы вытащить провод из воротника клемм. Более плотный обжим потребовал бы большего натяжения, чтобы развести его.Что еще более важно, если бы его припаяли, он бы вообще не развалился.
Заключительная часть хорошего электрического соединения — изоляция манжеты клеммы. Желтый или синий пластиковый экран на клеммах может ослабнуть после обжима и почти наверняка соскользнет при нагревании в процессе пайки. Простой ответ — просто полностью удалить пластиковый экран (или приобрести клеммы без пластикового экрана) и использовать специальный изолятор, который будет соответствовать клемме.
Простой ответ — просто полностью удалить пластиковый экран (или приобрести клеммы без пластикового экрана) и использовать специальный изолятор, который будет соответствовать клемме.
# 10 Кольцевой зажим для манометра с пластиковым экраном и без него и с зачищенным проводом.
Термоусадочная трубка — это полая виниловая оболочка, диаметр которой при нагревании уменьшается до половины исходного размера. Доступны два варианта: с тонкими стенками и с толстыми стенками. Оба соответствуют требованиям к электроизоляции, но вариант с толстыми стенками «выглядит лучше» для автоматического восстановления.
Готовое кольцевое клеммное соединение с нанесенными двумя толстыми слоями термоусадочной трубки.
На самом деле использование двух или даже трех слоев толстостенных термоусадочных трубок на одном выводе обеспечивает косметический вид резинового изолятора, первоначально использовавшегося в 1920-1940-х годах.
Все еще не уверены, что пайка электрических соединений стоит вашего времени? Давайте посчитаем.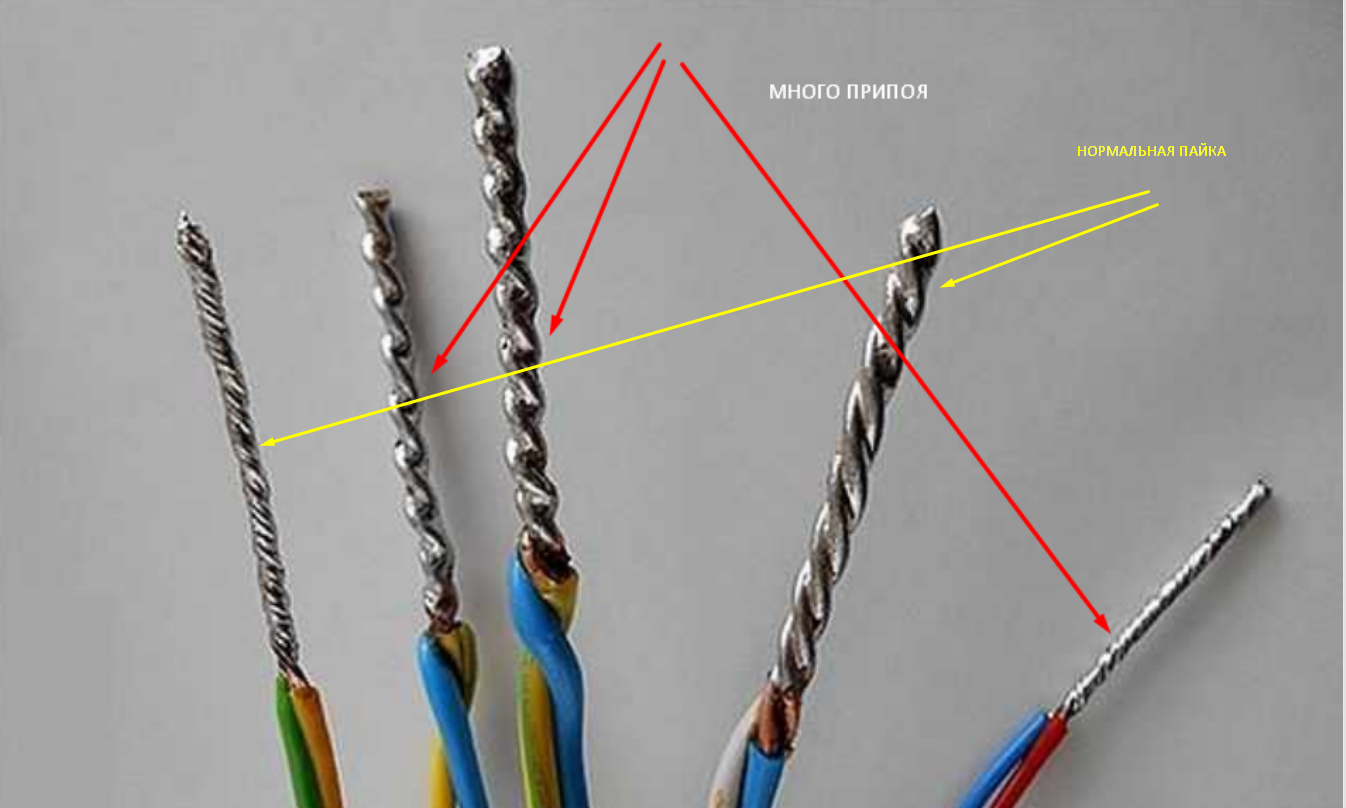 Если каждое непаянное соединение теряет всего 0,05 вольт (измеряется только с помощью цифрового вольтметра) и есть, скажем, пятнадцать соединений между батареей и системой зажигания (включая соединения через межсетевой экран, автоматический выключатель, датчик тока , выключатель зажигания, катушка и провода заземления), это 0.Снижение на 6 вольт. Это может показаться не таким уж большим, но при включении стартера, потребляющего значительный ток, и в системе с напряжением 6 вольт, величина напряжения, достигающего катушки, составляет в лучшем случае 4,0 вольта, это снижение на 0,6 вольт теперь будет составлять 3,4 вольт на катушка. Добавьте к этому холодный день, когда двигатель не вращается очень быстро (низкая компрессия и слабая искра), это может иметь значение, если автомобиль заведется. Разве не стоит дополнительное время, чтобы поставить все факторы в вашу пользу?
Если каждое непаянное соединение теряет всего 0,05 вольт (измеряется только с помощью цифрового вольтметра) и есть, скажем, пятнадцать соединений между батареей и системой зажигания (включая соединения через межсетевой экран, автоматический выключатель, датчик тока , выключатель зажигания, катушка и провода заземления), это 0.Снижение на 6 вольт. Это может показаться не таким уж большим, но при включении стартера, потребляющего значительный ток, и в системе с напряжением 6 вольт, величина напряжения, достигающего катушки, составляет в лучшем случае 4,0 вольта, это снижение на 0,6 вольт теперь будет составлять 3,4 вольт на катушка. Добавьте к этому холодный день, когда двигатель не вращается очень быстро (низкая компрессия и слабая искра), это может иметь значение, если автомобиль заведется. Разве не стоит дополнительное время, чтобы поставить все факторы в вашу пользу?
Паяное соединение обеспечивает в 3 раза больший ток, чем просто гофрированное соединение
Резюме:
- По возможности используйте новый провод. Это может быть ткань, покрытая винилом для сохранения первоначального внешнего вида, которую теперь обычно можно приобрести у специализированных поставщиков.
- Зачистите провод с помощью приспособлений для зачистки проводов, у которых есть калибровка или выемки для провода того размера, с которым вы работаете. Использование ножа для обрезки внешней изоляции может привести к разрезанию жил, что помешает обеспечению хорошего соединения.
- Обожмите клемму электрическими плоскогубцами с плоской головкой. Это гарантирует, что воротник будет ровным, а не только по центру.
- Используйте только канифольный припой 60-40, предназначенный для электрических применений.
- Используйте термоусадочную трубку с помощью теплового пистолета или фена с горячим воздухом. Никогда не используйте открытое пламя.
- Выберите провод надлежащего калибра, что особенно актуально для систем на 6 В. Соединения генератора и амперметра вполне могут выдерживать в общей сложности 25 ампер, для чего требуется провод 10 калибра. По возможности используйте провод самого большого сечения, особенно для сильноточных нагрузок, таких как фары.
- Кольцевые клеммы обеспечивают лучшую площадь контакта по сравнению с плоскими или крючковыми клеммами и с меньшей вероятностью оторвутся, если винт или гайка, крепящие ее, ослабнут.
- Выберите клемму, соответствующую размеру винта, в соответствии с отверстием клеммы (размером винта) и размером провода. Использование кольцевой клеммы №10 для винта №6 или №8 слишком велико, и ток не будет течь должным образом.
 По возможности используйте провод самого большого сечения, особенно для сильноточных нагрузок, таких как фары.
По возможности используйте провод самого большого сечения, особенно для сильноточных нагрузок, таких как фары.Источники: Список некоторых поставщиков проводов и клемм:
McMaster-Carr Industrial Suppliers,
Склады в штатах Нью-Джерси, Иллинойс, Огайо и Джорджия
(609) 689-3000
Mouser Electronics,
1-800-346-6873
Электромонтажная служба Род-Айленда,
567 Liberty Lane, а / я 434,
West Kingston, RI 02892
(401) 789-1955
Наррагансет репродукции,
П. О. Box 51, 107 Woodville Road,
О. Box 51, 107 Woodville Road,
Вуд-Ривер-Джанкшн, Род-Айленд
02894
(401) 364-3839
data-matched-content-ui-type = «image_card_stacked» data-matched-content-rows-num = «3» data-matched-content-columns-num = «1» data-ad-format = «autorelaxed»>
Руководство по заделке проводовLitz | New England Wire Technologies
Часть 1: Паяемая проволока Litz
Паяемая проволока Litz изготовлена из магнитной проволоки, покрытой паяемой эмалью.
Пайка
На качество паяных заделок лицевого проводника, изготовленного из паяемой проволоки, влияет ряд факторов. Ниже приведены общие рекомендации по этим факторам.
Выбор ванны для припоя
Количество припоя должно быть достаточно большим, чтобы температура припоя существенно не снижалась во время погружения образца. Например, ванны с припоем емкостью пять фунтов будет достаточно для Litz приблизительного диаметра.250 дюймов при погружении на 1 дюйм. Для больших проводников или для более высоких производственных мощностей рекомендуется припой большего размера. Обратите внимание, что емкость для припоя и тип припоя в некоторых случаях должны быть совместимы. За рекомендациями обращайтесь к поставщику припоя и ванн для припоя.
Для больших проводников или для более высоких производственных мощностей рекомендуется припой большего размера. Обратите внимание, что емкость для припоя и тип припоя в некоторых случаях должны быть совместимы. За рекомендациями обращайтесь к поставщику припоя и ванн для припоя.
При высоких температурах, используемых для удаления эмали с каждой изолированной жилы проводника, замена меди оловянным элементом припоя может иметь значение. Традиционно рекомендуется использовать оловянно-свинцовый припой 50/50 или свинцово-оловянный припой 60/40.Есть также много доступных зеленых составов припоя SN / AG, SN / AG / CU и SN / CU. При переходе с оловянного / свинцового припоя могут потребоваться незначительные изменения в технике пайки профилей и инструментов, а также, возможно, в ванне для припоя, совместимой с типом припоя.
Радиатор
Радиатор используется для предотвращения распространения тепла от пайки вверх по кабелю и влияния на прочность и гибкость лицевого провода. Радиатор подбирается по размеру к проводу и зажимается на проводе чуть выше погружаемой части.Плоскогубцы с латунными губками или латунными стержнями, прикрепленными к губкам, работают хорошо, а также служат средством удержания образца.
Радиатор подбирается по размеру к проводу и зажимается на проводе чуть выше погружаемой части.Плоскогубцы с латунными губками или латунными стержнями, прикрепленными к губкам, работают хорошо, а также служат средством удержания образца.
Температура припоя и время погружения
Температура припоя зависит от типа паяемого магнитного провода, размера всей конструкции и размера отдельных проводов. В целом, более мелкие одинарные наконечники хорошо работают при низких и средних температурах и коротком времени погружения. По мере увеличения размера одинарного торца и диаметра конструкции температура и время погружения увеличиваются.Типичное время погружения составляет от 2 до 60 секунд максимум и должно определяться для каждой отдельной конструкции. См. Ниже рекомендуемые начальные температуры для стандартных материалов и размеров.
Начальные точки
Магнитопровод на основе полиуретана:
- Небольшие конструкции диаметром менее 0,250 дюйма или эквивалентного диаметра — 415 ° C при погружении примерно на 10 секунд.
- Конструкции диаметром более 0,250 дюйма или эквивалентного диаметра — 430 ° C при погружении примерно на 20 секунд.

Магнитопровод на основе полиэстера:
- Небольшие конструкции диаметром менее 0,250 дюйма или эквивалентного диаметра — 470 ° C при погружении примерно на 15 секунд.
- Конструкции диаметром более 0,250 дюйма или эквивалентного диаметра — 470 ° C при погружении примерно на 25 секунд.
Флюс
Использование флюса для облегчения процесса лужения может быть полезным в следующих случаях:
- Высокотемпературный магнитопровод (обычно материалы на основе полиэстера)
- Приблизительно большие конструкции.Диаметр 250 дюймов и более
- Увеличенное время цикла пайки
- Конструкции с высокой степенью уплотнения
Как правило, использование флюса не требуется для материалов на основе полиуретана.
Доступен высокотемпературный флюс для пайки магнитной проволокой.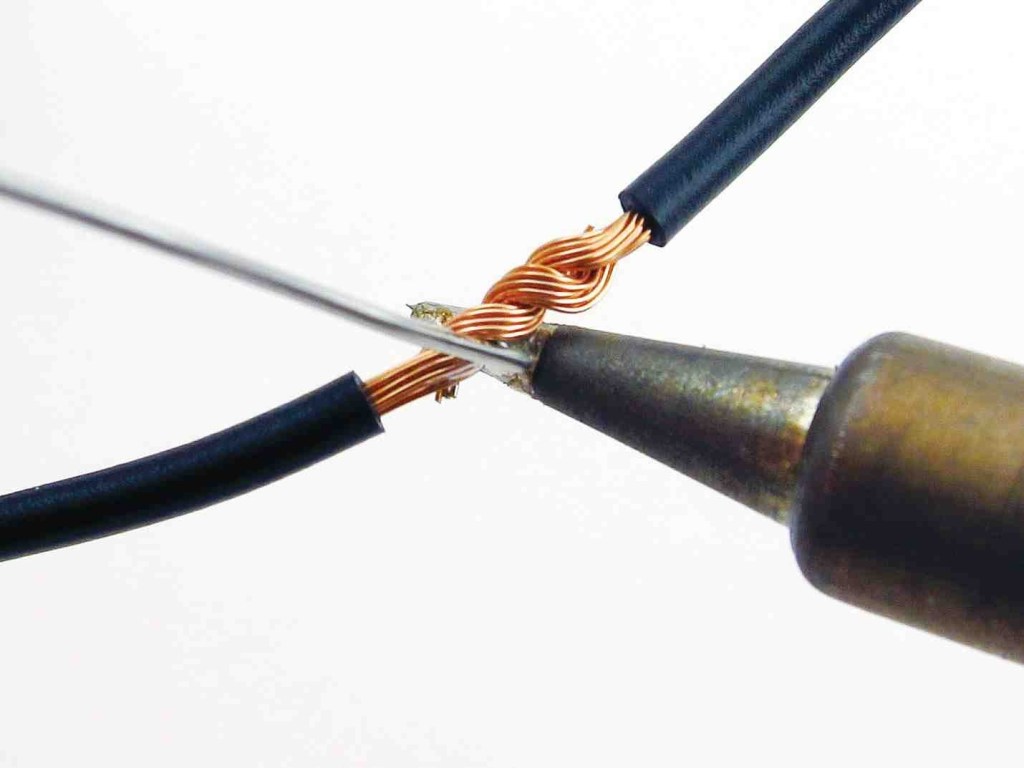 Также можно использовать традиционный неактивированный флюс типа R или полностью активированный флюс типа RA. Конец кабеля должен быть погружен в жидкий флюс не больше, чем длина луженного кабеля или как подсказывает опыт.
Также можно использовать традиционный неактивированный флюс типа R или полностью активированный флюс типа RA. Конец кабеля должен быть погружен в жидкий флюс не больше, чем длина луженного кабеля или как подсказывает опыт.
Очистка
Сразу после извлечения из ванны с припоем протрите луженый кабель Litz чистой тканью. Также может потребоваться удаление лишнего флюса. Проконсультируйтесь с поставщиком припоя и флюса относительно приемлемых методов.
Проверка паяного соединения
Осмотр поперечного среза припаянного конца может выполняться при 100-кратном увеличении, чтобы гарантировать хорошее качество пайки. При таком увеличении виден слой пленки. При правильно спаянном соединении жилы будут видны с плотно окружающим их припоем.Если соединение еще не хорошо припаяно, пленка все равно будет видимым изолятором, и необходимо увеличить температуру пайки или время погружения.
Безопасность
Убедитесь, что приняты соответствующие меры защиты и безопасности. Надевайте защитные перчатки, средства защиты глаз и лица. Следует использовать соответствующую вентиляцию или средства защиты органов дыхания, чтобы избежать вдыхания паров. Пайку следует производить под вытяжным шкафом с вентиляцией.
Надевайте защитные перчатки, средства защиты глаз и лица. Следует использовать соответствующую вентиляцию или средства защиты органов дыхания, чтобы избежать вдыхания паров. Пайку следует производить под вытяжным шкафом с вентиляцией.
Часть 2: Непаиваемый литц-провод
Непаяемые классы магнитных проводов должны быть сначала удалены от эмали.Затем конструкции можно паять или механически прекращать.
SN — Фьюзинг
(также подходит для паяемых магнитных проводов)В этом процессе используется комбинация тепла и давления для замены эмали оловом / припоем. Клеммы также прикрепляются тем же способом. Для получения дополнительной информации обращайтесь: Joyal- A Division of Alliance Winding Equipment, Inc. или Strunk Connect Automated Solutions, Inc.
Механический метод
Выполните физическую стачку эмалевого материала с жил магнитного провода.Лучше всего подходит для больших одинарных концов. Это можно сделать вручную с помощью наждачной бумаги или автоматически с помощью нейлоновых или стальных щеток, в зависимости от размера AWG и количества концов.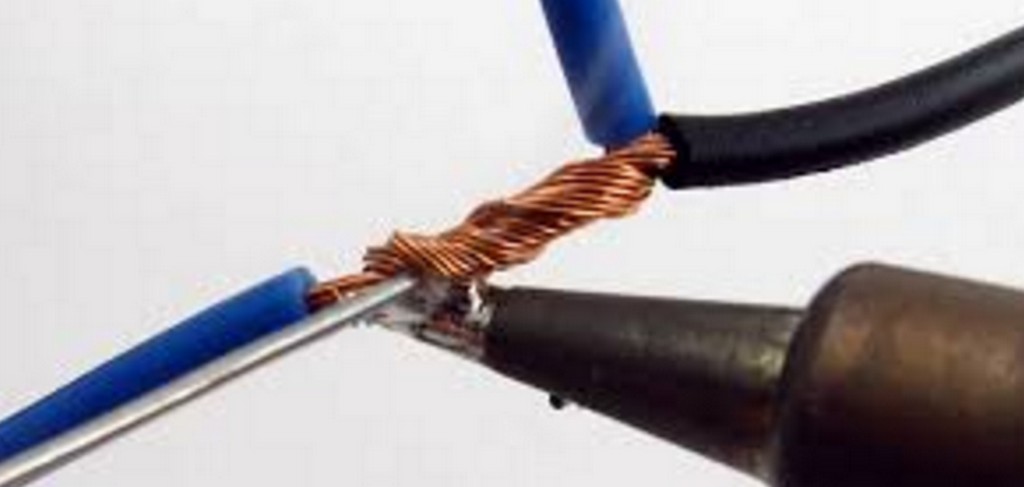 За дополнительной информацией обращайтесь: The Eraser Company.
За дополнительной информацией обращайтесь: The Eraser Company.
Химический метод
Это химический инструмент для зачистки изоляции проводов от магнита, доступный как в желе, так и в жидком виде. Концы конструкций Litz погружаются в химический растворитель до растворения эмали. Затем концы ополаскиваются и вытираются начисто. Может использоваться с большинством размеров и изоляционными пленками.За дополнительной информацией обращайтесь: Ambion Corp.
Метод окислительного пламени
Метод пайки, побочным продуктом которого является только водяной пар. Пламя используется для полного удаления эмали и оставляет яркое покрытие. За дополнительной информацией обращайтесь: Oweld.
Метод солей
Плавленые соли плавятся в емкости, похожей на емкость для припоя. Концы конструкций Litz погружаются в расплавленные соли до растворения эмали. Затем концы ополаскиваются и вытираются начисто.Может использоваться с большинством размеров и изоляционными пленками. За дополнительной информацией обращайтесь: The Eraser Company.
Обжимные клеммы
Для использования с ограниченным количеством жил магнитного провода (от 1 до 4 концов). Это специальные соединители с зубцами, которые при наложении пробивают эмаль. За дополнительной информацией обращайтесь: Molex Electronic Solutions или TE Connectivity — AMP Division.
Резак
Резак иногда используется на больших одинарных концах для выжигания эмали.
Часть 3: Применение клемм к лицевому проводу
Олово на концах
- Оловите концы лицевого провода в соответствии с указаниями выше
- Протрите луженую поверхность тряпкой
- Осмотрите конец на предмет наличия любых не луженых проводов .При необходимости залудите заново
- Следуйте рекомендациям производителя по процессу обжима
Обратное заполнение клемм
- Рекомендуется подвес для удержания заделанного лицевого провода
- Используйте большой портативный компьютер паяльником (250 Вт) и повторно нагрейте область вывода, прикоснувшись к паяльнику.
- Припаяйте валик к концу литца (ПРИМЕЧАНИЕ: следует делать в вентилируемой области)
- Заполните вывод припоем до поверхности вывода заполнен, и припой вытекает из задней части клеммы
Очистка
- Используйте кислотную щетку и изопропиловый спирт для очистки всех остаточных загрязнений флюса или других загрязнений с выводов
% PDF-1.5 % 1 0 obj >>> endobj 2 0 obj > поток 2017-10-19T10: 27: 43-04: 002017-10-19T10: 27: 44-04: 002017-10-19T10: 27: 44-04: 00Adobe InDesign CC 2017 (Windows) uuid: 14c659bd-0095-44b3 -8329-a062b74c8cc6adobe: DocId: INDD: affebde8-4a84-11e0-9181-e06d5fbc976fxmp.id: 3cadf61a-65cb-8e4b-8a0e-72dec153d7b1proof: pdfxmp.iid: 443b3a20-7d57-644c-9d1a-a0e12526f3f2xmp.did: 705FC408B653E4119C41FA112B11D301adobe: DocId : indd :ffebde8-4a84-11e0-9181-e06d5fbc976fdefault
0 Ложь
конечный поток
endobj
3 0 obj
>
endobj
5 0 obj
> / ExtGState> / Font> / ProcSet [/ PDF / Text / ImageC] / Properties> / XObject >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
endobj
6 0 obj
> / ExtGState> / Font> / ProcSet [/ PDF / Text] / Shading >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
endobj
20 0 объект
> поток
q
0 382,5 612 409,5 рэ
W n
q
/ GS0 гс
0 409,5 409,5 -0 0 382,5 см
BX / Sh0 sh EX Q
Q
BT
/ CS0 cs 0 0 0 scn
/ GS1 GS
/ T1_0 1 Тс
-0.005 Tc 6,5 0 0 6,5 22,5 31,29 41 Tm
(\ 251 2017) Tj
[(PHOENIX CONT) 100 (A) 40 (CT)] TJ
/ Span >> BDC
() Tj
EMC
34,486 0 тд
[(P) 150 (.O) 60 (. Bo) 25 (x 4100, Har) 10 (Risburg, P) 70 (A 17111-0100 | Телефон: 717-944-1300 | Факс: 717-944-1625 | \
T) 115 (технический Ser) -15 (вице: 800-322-3225)] TJ
23,88 -1,231 тд
[(E-mail: inf) 25 (o @ phoenix) 25 (con.com |) -55 () -55 (W) 90 (ebsit) 10 (e: www) 60 (.phoenix) 25 (продолжение) — 20 (a) 20 (ct.com)] TJ
ET
/ CS0 CS 0 0 0 SCN
0,5 Вт 4 млн
q 1 0 0 1 22,5 43.64 см
0 0 мес.
567 0 л
S
Q
BT
/ T1_1 1 Тс
9,5 0 0 9,5 43,2 713,5211 тм
[(Ot) -25 (h) 10 (erc) 20 (omm) 10 (on mis) 5 (c) 20 (on) 10 (c) 20 (e) -20 (p) 9. 9 (t) -29.9) (i) 9.9 (ons)] TJ
0 Тс 13,313 0 Тд
() Tj
/ T1_2 1 Тс
-0,005 Тс -13,313 -1,474 Тд
[(T) 20 (innin) 25 (g wir) 10 (es will in) 10 (c) -10 (r) 10 (eas) 15 (e corr) 15 (osion r) 10 (esis) 10 (tan) 10 (ce:) — 5 ()] TJ
/ T1_0 1 Тс
0 Тс 17,43 0 Тд
() Tj
-0,005 Тс -17,43 -1,474 Тд
[(Y) 140 (es \ 205, но когда луженая проводка) 25 (e is compr) 25 (essed in the t) 10 (erminal,) — 5 ()] TJ
0 Тс 25.35 0 Тд
() Tj
-0,005 Тс -25,35 -1,474 Тд
[(олово br) 25 (eaks a) 10 (par) -19,9 (t, чтобы соединение не могло быть больше) -5 ()] TJ
0 Тс 24,378 0 Тд
() Tj
-0,005 Тс -24,378 -1,474 Тд
[(be g) -10 (as-tight. Bar) 25,1 (e wir) 25 (e strands) cr) 25 (есть) 10 (ea bett) 10 (er) 99,9 (, g) -10 (as-tight ) -5 ()] TJ
0 -1,474 TD
[(соединение и может быть мор) 25 (e e \ 034ectiv) 15 (e wa) 32 (y of r) 25 (education cor) 10 (r) 25 (osion.) — 5 ()] TJ
/ T1_2 1 Тс
0 -2,421 TD
[(T) 20 (inn) 10 (ed wir) 10 (es will s) 10 (t) -29.9 (ill \ 037) -10 (t in) 20 (to t) -25 (h) 10 (e termin ) 10 (al bloc) -20 (k:) — 5 ()] TJ
0 Тс 17.
9 (t) -29.9) (i) 9.9 (ons)] TJ
0 Тс 13,313 0 Тд
() Tj
/ T1_2 1 Тс
-0,005 Тс -13,313 -1,474 Тд
[(T) 20 (innin) 25 (g wir) 10 (es will in) 10 (c) -10 (r) 10 (eas) 15 (e corr) 15 (osion r) 10 (esis) 10 (tan) 10 (ce:) — 5 ()] TJ
/ T1_0 1 Тс
0 Тс 17,43 0 Тд
() Tj
-0,005 Тс -17,43 -1,474 Тд
[(Y) 140 (es \ 205, но когда луженая проводка) 25 (e is compr) 25 (essed in the t) 10 (erminal,) — 5 ()] TJ
0 Тс 25.35 0 Тд
() Tj
-0,005 Тс -25,35 -1,474 Тд
[(олово br) 25 (eaks a) 10 (par) -19,9 (t, чтобы соединение не могло быть больше) -5 ()] TJ
0 Тс 24,378 0 Тд
() Tj
-0,005 Тс -24,378 -1,474 Тд
[(be g) -10 (as-tight. Bar) 25,1 (e wir) 25 (e strands) cr) 25 (есть) 10 (ea bett) 10 (er) 99,9 (, g) -10 (as-tight ) -5 ()] TJ
0 -1,474 TD
[(соединение и может быть мор) 25 (e e \ 034ectiv) 15 (e wa) 32 (y of r) 25 (education cor) 10 (r) 25 (osion.) — 5 ()] TJ
/ T1_2 1 Тс
0 -2,421 TD
[(T) 20 (inn) 10 (ed wir) 10 (es will s) 10 (t) -29.9 (ill \ 037) -10 (t in) 20 (to t) -25 (h) 10 (e termin ) 10 (al bloc) -20 (k:) — 5 ()] TJ
0 Тс 17. 699 0 Тд
() Tj
/ T1_0 1 Тс
-0,005 тс -17,699 -1,474 тд
[(В некоторых случаях a) 20 (d) 10 (ded mat) 10 (erial will pr) 25,1 (e) 15 (v) 15 (ent the wir) 25 (e fr) 25 (om \ 037tting) -5 ()] TJ
0 -1,474 TD
[(пр) 25 (оперл) 10 (у в блоке) -10 (.ад) 10 (динг жестяная банка) 30 (е вир) 25 (е больше чем) -5 ()] ТДж
0 Тс 25,482 0 Тд
() Tj
-0,005 Тс -25,482 -1,474 Тд
[(t) 10 (концевой блок — крыса) 10 (ed f) 25 (или) 100 (. Это будет pr) 25 (e) 15 (v) 15 (ent t) 10 (erminal fr) 25 (om) -5 ()] TJ
Т *
[(пр) 25 (оперл) 10 (у замыкающий / зажимающий на т) 10 (на провод) 25 (е) -20 (.)] TJ
/ T1_3 1 Тс
0 -2,895 TD
[(Заключительная мысль) -10 (s) -5 ()] TJ
/ T1_0 1 Тс
0 Тс 6,886 0 Тд
() Tj
0,273 0 тд
() Tj
-0,005 Тс -7,159 -1,474 Тд
[(A) -17,8 (l) -4 (lt) -11,3 (h) -5,1 (i) -6,8 (n) -5,8 (g) -18,3 (sc) -2 (o) -8,7 (n) -) — 10,4 (s) -5 (i) -0,8 (d) -9,7 (e) -15,3 (r) -1,1 (e) -9,4 (d) -21,7 (, t) -5,4 (i) -6,9 (n) -8.1 (n) -5.1 (i) -6.8 (n) -5.8 (gw) -14.1 (i) -7.8 (r) -1 (e) -14.7 (sc) -2.1 (o) -7.4 (u) -6,5 (l) -4,4 (db) -10,4 (et) -11,3 (h) -6,7 (er) -1,1 (e) -18,1 (a) -18,4 (s) -2,8 (o) -8,7 (nf) 1,2 (о) -9,6 (r) -5 ()] ТДж
0 Тс 24.
699 0 Тд
() Tj
/ T1_0 1 Тс
-0,005 тс -17,699 -1,474 тд
[(В некоторых случаях a) 20 (d) 10 (ded mat) 10 (erial will pr) 25,1 (e) 15 (v) 15 (ent the wir) 25 (e fr) 25 (om \ 037tting) -5 ()] TJ
0 -1,474 TD
[(пр) 25 (оперл) 10 (у в блоке) -10 (.ад) 10 (динг жестяная банка) 30 (е вир) 25 (е больше чем) -5 ()] ТДж
0 Тс 25,482 0 Тд
() Tj
-0,005 Тс -25,482 -1,474 Тд
[(t) 10 (концевой блок — крыса) 10 (ed f) 25 (или) 100 (. Это будет pr) 25 (e) 15 (v) 15 (ent t) 10 (erminal fr) 25 (om) -5 ()] TJ
Т *
[(пр) 25 (оперл) 10 (у замыкающий / зажимающий на т) 10 (на провод) 25 (е) -20 (.)] TJ
/ T1_3 1 Тс
0 -2,895 TD
[(Заключительная мысль) -10 (s) -5 ()] TJ
/ T1_0 1 Тс
0 Тс 6,886 0 Тд
() Tj
0,273 0 тд
() Tj
-0,005 Тс -7,159 -1,474 Тд
[(A) -17,8 (l) -4 (lt) -11,3 (h) -5,1 (i) -6,8 (n) -5,8 (g) -18,3 (sc) -2 (o) -8,7 (n) -) — 10,4 (s) -5 (i) -0,8 (d) -9,7 (e) -15,3 (r) -1,1 (e) -9,4 (d) -21,7 (, t) -5,4 (i) -6,9 (n) -8.1 (n) -5.1 (i) -6.8 (n) -5.8 (gw) -14.1 (i) -7.8 (r) -1 (e) -14.7 (sc) -2.1 (o) -7.4 (u) -6,5 (l) -4,4 (db) -10,4 (et) -11,3 (h) -6,7 (er) -1,1 (e) -18,1 (a) -18,4 (s) -2,8 (o) -8,7 (nf) 1,2 (о) -9,6 (r) -5 ()] ТДж
0 Тс 24. 319 0 Тд
() Tj
0,002 Tc -0,007 Tw -24,319 -1,474 Td
[(lo) -2,7 (o) 1,9 (s) 6,1 (e) 7 (c) 5,1 (o) -1,7 (n) -1,1 (ne) -7,2 (c) -14,2 (t) 1,5 (i) 2,4 (o) -1,7 (n) -3,4 (s) 7 (дюйм) 7 (s) 4,9 (c) -4,6 (r) 5,9 (e) 6,9 (w) 7 (te) -8,2 (r) -9 ( м) 0,5 (дюйм) -6 (a) -3,4 (l) 7 (b) -2,6 (lo) -1,8 (c) -3,1 (k) -21,5 (s) -7,1 (.) 7 (W) — 13,7 (h) 1,9 (i) 2,6 (l) 0,7 (e) 7 (t) 1,6 (дюйм) -1,1 (n) 1,9 (дюйм) 1,2 (g) 2 ()] TJ
0 Tc 0 Tw 23,825 0 Td
() Tj
-0,005 Тс -23,825 -1,474 Тд
[(d) -10,1 (o) -7,8 (e) -14,7 (s h) -13 (a) 11,3 (v) 6,1 (e b) -10,4 (e) -14,3 (n) -6.7 (e) -17,2 (\ 037) -16,3 (t) -16,9 (s) -21,5 (, t) -11,3 (h) -6,7 (e) -15,3 (r) -1 (ea) -11,8 (r ) -1,1 (eb) -10,4 (e) -14,5 (t) -25,6 (t) -6,9 (e) -15,3 (ra) -10,4 (l) -12,2 (t) -6,9 (e) -15,3 (r ) -15 (n) -13 (a) -4,5 (t) -5,4 (i) -10,7 (v) 6,1 (e) -14,7 (st) -11,3 (h) -13 (a) -4,5 (tc) -2 (o) -7,5 (u) -6,5 (l) -4,4 (d) -5 ()] TJ
0 Тс 24,294 0 Тд
() Tj
-0,005 Тс -24,294 -1,474 Тд
[(s) -14,2 (a) 11,3 (v) 6,1 (ey) 6 (o) -7,5 (ut) -11,3 (h) -6,7 (eh) -6,7 (e) -18,1 (a) -1,1 (d) ) -17,2 (а) -5,4 (в) -10,6 (ч) -6,7 (ео) -5,4 (fl) -6,8 (о) -9,6 (о) -5.
319 0 Тд
() Tj
0,002 Tc -0,007 Tw -24,319 -1,474 Td
[(lo) -2,7 (o) 1,9 (s) 6,1 (e) 7 (c) 5,1 (o) -1,7 (n) -1,1 (ne) -7,2 (c) -14,2 (t) 1,5 (i) 2,4 (o) -1,7 (n) -3,4 (s) 7 (дюйм) 7 (s) 4,9 (c) -4,6 (r) 5,9 (e) 6,9 (w) 7 (te) -8,2 (r) -9 ( м) 0,5 (дюйм) -6 (a) -3,4 (l) 7 (b) -2,6 (lo) -1,8 (c) -3,1 (k) -21,5 (s) -7,1 (.) 7 (W) — 13,7 (h) 1,9 (i) 2,6 (l) 0,7 (e) 7 (t) 1,6 (дюйм) -1,1 (n) 1,9 (дюйм) 1,2 (g) 2 ()] TJ
0 Tc 0 Tw 23,825 0 Td
() Tj
-0,005 Тс -23,825 -1,474 Тд
[(d) -10,1 (o) -7,8 (e) -14,7 (s h) -13 (a) 11,3 (v) 6,1 (e b) -10,4 (e) -14,3 (n) -6.7 (e) -17,2 (\ 037) -16,3 (t) -16,9 (s) -21,5 (, t) -11,3 (h) -6,7 (e) -15,3 (r) -1 (ea) -11,8 (r ) -1,1 (eb) -10,4 (e) -14,5 (t) -25,6 (t) -6,9 (e) -15,3 (ra) -10,4 (l) -12,2 (t) -6,9 (e) -15,3 (r ) -15 (n) -13 (a) -4,5 (t) -5,4 (i) -10,7 (v) 6,1 (e) -14,7 (st) -11,3 (h) -13 (a) -4,5 (tc) -2 (o) -7,5 (u) -6,5 (l) -4,4 (d) -5 ()] TJ
0 Тс 24,294 0 Тд
() Tj
-0,005 Тс -24,294 -1,474 Тд
[(s) -14,2 (a) 11,3 (v) 6,1 (ey) 6 (o) -7,5 (ut) -11,3 (h) -6,7 (eh) -6,7 (e) -18,1 (a) -1,1 (d) ) -17,2 (а) -5,4 (в) -10,6 (ч) -6,7 (ео) -5,4 (fl) -6,8 (о) -9,6 (о) -5. 1 (s) -0,9 (et) -6,9 (e) -15,3 (r) -16 (m) -6,5 (i) -6,8 (n) -13 (a) -4,5 (t) -5,5 (i) — 4,6 (o) -8,7 (n) -10,4 (с) -14,1 (. A g) -12,6 (r) -1,1 (e) -18 (a) -4,5 (ta) -10,4 (l) -12,2 (t ) -6,9 (e) -15,3 (r) -15 (n) -13 (a) -4,5 (t) -5,5 (i) -10,7 (v) 6,1 (e) -5 ()] TJ
0 -1,474 TD
[(i) -8.7 (st) -7.8 (ou) -12.2 (s) -0.9 (e fe) -15.3 (r) -16 (r) -15.5 (u) -6.5 (l) -6.3 (e)] -14,6 (sa) -10,9 (n) -3,1 (de) -14,3 (n) -10,4 (s) -3,5 (u) -9,4 (r) -1,1 (et) -11,3 (h) -6,8 (es) -2,1 (c) -11,6 (r) -1,1 (ew) -10,3 (sa) -11,8 (r) -1,1 (et) -5,5 (i) -4,2 (g) -11.7 (h) -9,2 (t) -6,9 (e) -14,3 (n) -6,7 (e) -9,4 (d t) -7,8 (o t) -11,2 (h) -6,7 (e) -5 ()] TJ
0 Тс 24.901 0 Тд
() Tj
0,004 Tc -0,009 Tw -24,901 -1,474 Td
[(p) -1,5 (r) 9,3 (o) -1,6 (pe) -6,3 (r) 9 (s) -0,7 (pe) -5,2 (c) 2,6 (i) -2,7 (\ 037) -1,5 ( c) -6.6 (a) 4.5 (t) 3.5 (i) 4.4 (on) -4.6 (.)] TJ
ET
0,475 Вт 10 млн
q 1 0 0 1 320,95 698,57 12 см
0 0 мес.
156.339 0 л
S
Q
q 1 0 0 1320,95 684,5712 см
0 0 мес.
172.622 0 л
S
Q
q 1 0 0 1 320,95 661,5712 см
0 0 мес.
1 (s) -0,9 (et) -6,9 (e) -15,3 (r) -16 (m) -6,5 (i) -6,8 (n) -13 (a) -4,5 (t) -5,5 (i) — 4,6 (o) -8,7 (n) -10,4 (с) -14,1 (. A g) -12,6 (r) -1,1 (e) -18 (a) -4,5 (ta) -10,4 (l) -12,2 (t ) -6,9 (e) -15,3 (r) -15 (n) -13 (a) -4,5 (t) -5,5 (i) -10,7 (v) 6,1 (e) -5 ()] TJ
0 -1,474 TD
[(i) -8.7 (st) -7.8 (ou) -12.2 (s) -0.9 (e fe) -15.3 (r) -16 (r) -15.5 (u) -6.5 (l) -6.3 (e)] -14,6 (sa) -10,9 (n) -3,1 (de) -14,3 (n) -10,4 (s) -3,5 (u) -9,4 (r) -1,1 (et) -11,3 (h) -6,8 (es) -2,1 (c) -11,6 (r) -1,1 (ew) -10,3 (sa) -11,8 (r) -1,1 (et) -5,5 (i) -4,2 (g) -11.7 (h) -9,2 (t) -6,9 (e) -14,3 (n) -6,7 (e) -9,4 (d t) -7,8 (o t) -11,2 (h) -6,7 (e) -5 ()] TJ
0 Тс 24.901 0 Тд
() Tj
0,004 Tc -0,009 Tw -24,901 -1,474 Td
[(p) -1,5 (r) 9,3 (o) -1,6 (pe) -6,3 (r) 9 (s) -0,7 (pe) -5,2 (c) 2,6 (i) -2,7 (\ 037) -1,5 ( c) -6.6 (a) 4.5 (t) 3.5 (i) 4.4 (on) -4.6 (.)] TJ
ET
0,475 Вт 10 млн
q 1 0 0 1 320,95 698,57 12 см
0 0 мес.
156.339 0 л
S
Q
q 1 0 0 1320,95 684,5712 см
0 0 мес.
172.622 0 л
S
Q
q 1 0 0 1 320,95 661,5712 см
0 0 мес. 242.312 0 л
S
Q
q 1 0 0 1 320,95 647,5712 см
0 0 мес.
250.454 0 л
S
Q
q 1 0 0 1320.95 624,5712 см
0 0 мес.
241.249 0 л
S
Q
q 1 0 0 1320,95 610,5712 см
0 0 мес.
191.707 0 л
S
Q
q 1 0 0 1 320,95 587,5712 см
0 0 мес.
155.617 0 л
S
Q
q 1 0 0 1 320,95 564,57 12 см
0 0 мес.
227.626 0 л
S
Q
q 1 0 0 1 320,95 550,57 12 см
0 0 мес.
104.204 0 л
S
Q
q 1 0 0 1 320,95 527,57 12 см
0 0 мес.
230.79 0 л
S
Q
q 1 0 0 1320,95 513,5712 см
0 0 мес.
255.292 0 л
S
Q
q 1 0 0 1320,95 499,5712 см
0 0 мес.
59.356 0 л
S
Q
BT
/ T1_3 1 Тс
0 Tc 0 Tw 9,5 0 0 9,5 320,95 713,5211 Tm
[(Ref) 10 (er) 15 (ences)] TJ
/ T1_0 1 Тс
() Tj
() Tj
0 -1.474 TD
[(https: // www) 60 (.ipc) -20 (.org / 4.0_Kno) 20 (wledge / 4.1 _)] TJ
0 -1,474 TD
[(St) -20 (andar) 25 (ds / J-STD-001E-r) 25 (edline-April-2010.pdf)] TJ
0 -2,421 TD
[(https: // electr) 25 (onics.st) -20 (a) 20 (ck) 30 (ex) 25 (change) -19.9 (.com / questions / 29861 / tinning -)] TJ
0 -1,474 TD
[(wir) 25 (es-that-will-be-scr) 25 (e) 15,1 (w) 19,9 (ed-in-t) 10 (oa-chocolat) 10 (e-block-t) 10 (erminal- полоса)] TJ
0 -2,421 TD
[(http: // pcb) 10 (.
242.312 0 л
S
Q
q 1 0 0 1 320,95 647,5712 см
0 0 мес.
250.454 0 л
S
Q
q 1 0 0 1320.95 624,5712 см
0 0 мес.
241.249 0 л
S
Q
q 1 0 0 1320,95 610,5712 см
0 0 мес.
191.707 0 л
S
Q
q 1 0 0 1 320,95 587,5712 см
0 0 мес.
155.617 0 л
S
Q
q 1 0 0 1 320,95 564,57 12 см
0 0 мес.
227.626 0 л
S
Q
q 1 0 0 1 320,95 550,57 12 см
0 0 мес.
104.204 0 л
S
Q
q 1 0 0 1 320,95 527,57 12 см
0 0 мес.
230.79 0 л
S
Q
q 1 0 0 1320,95 513,5712 см
0 0 мес.
255.292 0 л
S
Q
q 1 0 0 1320,95 499,5712 см
0 0 мес.
59.356 0 л
S
Q
BT
/ T1_3 1 Тс
0 Tc 0 Tw 9,5 0 0 9,5 320,95 713,5211 Tm
[(Ref) 10 (er) 15 (ences)] TJ
/ T1_0 1 Тс
() Tj
() Tj
0 -1.474 TD
[(https: // www) 60 (.ipc) -20 (.org / 4.0_Kno) 20 (wledge / 4.1 _)] TJ
0 -1,474 TD
[(St) -20 (andar) 25 (ds / J-STD-001E-r) 25 (edline-April-2010.pdf)] TJ
0 -2,421 TD
[(https: // electr) 25 (onics.st) -20 (a) 20 (ck) 30 (ex) 25 (change) -19.9 (.com / questions / 29861 / tinning -)] TJ
0 -1,474 TD
[(wir) 25 (es-that-will-be-scr) 25 (e) 15,1 (w) 19,9 (ed-in-t) 10 (oa-chocolat) 10 (e-block-t) 10 (erminal- полоса)] TJ
0 -2,421 TD
[(http: // pcb) 10 (.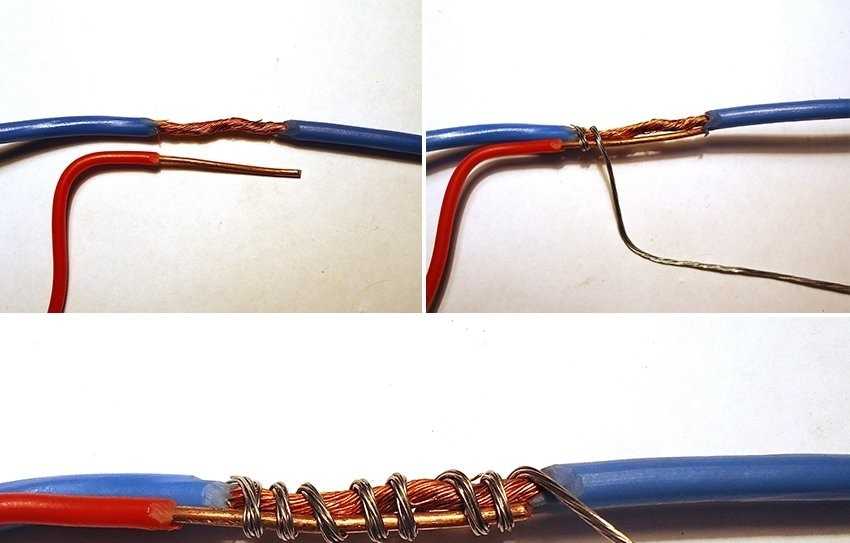 iconnect007.media / index) -10 (.php / ar) -19.9 (ticle / 54474 / pcb-101 -)] TJ
0 -1,474 TD
(коэффициент \ 036cient-of-теплового расширения / 54477 /? скин = pcb) Tj
0 -2.421 TD
[(http: // cleanr) 25 (oom.b) 20 (yu.edu/CTE_mat)10 (erials)] TJ
Т *
[(http: // www) 60,1 (.bing.com / seek) 25 (ch? q = термическое + расширение & sr) 25 (c = IE -)] TJ
0 -1,474 TD
[(Sear) 25 (chBo) 25 (x & FORM = IESR02)] TJ
0 -2,421 TD
[(http: // www) 60,1 (.bing.com / search) 25 (ch? q = tinning & qs = n & f) 25,1 (orm = QBRE &)] TJ
0 -1,474 TD
(sp = -1 & pq = лужение & sc = 8-7 & sk = & cvid = 9CC57963FDC94701B367E) Tj
0 -1,474 TD
[(937D8F0D) 55 (A1A)] TJ
ET конечный поток
endobj
21 0 объект
>
endobj
9 0 объект
[/ ICCBased 23 0 R]
endobj
22 0 объект
>
endobj
24 0 объект
> поток конечный поток
endobj
23 0 объект
> поток
HyTSw oɞc
[5laQIBHADED2mtFOE.c} 08 8 GNg9w ߽
iconnect007.media / index) -10 (.php / ar) -19.9 (ticle / 54474 / pcb-101 -)] TJ
0 -1,474 TD
(коэффициент \ 036cient-of-теплового расширения / 54477 /? скин = pcb) Tj
0 -2.421 TD
[(http: // cleanr) 25 (oom.b) 20 (yu.edu/CTE_mat)10 (erials)] TJ
Т *
[(http: // www) 60,1 (.bing.com / seek) 25 (ch? q = термическое + расширение & sr) 25 (c = IE -)] TJ
0 -1,474 TD
[(Sear) 25 (chBo) 25 (x & FORM = IESR02)] TJ
0 -2,421 TD
[(http: // www) 60,1 (.bing.com / search) 25 (ch? q = tinning & qs = n & f) 25,1 (orm = QBRE &)] TJ
0 -1,474 TD
(sp = -1 & pq = лужение & sc = 8-7 & sk = & cvid = 9CC57963FDC94701B367E) Tj
0 -1,474 TD
[(937D8F0D) 55 (A1A)] TJ
ET конечный поток
endobj
21 0 объект
>
endobj
9 0 объект
[/ ICCBased 23 0 R]
endobj
22 0 объект
>
endobj
24 0 объект
> поток конечный поток
endobj
23 0 объект
> поток
HyTSw oɞc
[5laQIBHADED2mtFOE.c} 08 8 GNg9w ߽Работа с проводом — learn.sparkfun.com
Введение
Когда кто-то упоминает слово «провод», он, скорее всего, имеет в виду гибкий цилиндрический кусок металла, размер которого может варьироваться от нескольких миллиметров в диаметре до нескольких сантиметров. Провод может относиться как к механическому, так и к электрическому применению. Примером механического провода может быть Guy-wire, но в этом руководстве основное внимание будет уделено электропроводке.
Провод может относиться как к механическому, так и к электрическому применению. Примером механического провода может быть Guy-wire, но в этом руководстве основное внимание будет уделено электропроводке.
Внутри многожильного провода
Электрический провод — это основа нашего общества.В домах есть провода, по которым можно включать свет, топить печь и даже разговаривать по телефону. Провод используется, чтобы позволить току течь из одного места в другое. Большинство проводов имеют изоляцию вокруг металлической жилы. Электрический изолятор — это материал, внутренние электрические заряды которого не текут свободно и, следовательно, не проводят электрический ток. Идеального изолятора не существует. Однако некоторые материалы, такие как стекло, бумага и тефлон, которые обладают высоким удельным сопротивлением, являются очень хорошими электрическими изоляторами.Изоляция существует, потому что прикосновение к оголенному проводу может позволить току протекать через тело человека (плохо) или непреднамеренно в другой провод.
Рекомендуемая литература
Вот несколько тем, которые вы, возможно, захотите изучить, прежде чем читать о проводе:
Многожильный против Solid Core Wire
Провод может быть двух видов: одножильный или многожильный.
Твердый сердечник
Сплошная проволока состоит из цельного куска металлической проволоки, также известного как прядь.Один очень распространенный тип сплошной проволоки — проволочная обмотка.
Жесткий провод различных цветов
Многожильный сердечник
Многожильный провод состоит из множества кусков сплошного провода, связанных в одну группу. Он намного более гибкий, чем сплошная проволока того же размера.
Многожильный провод различных цветов и размеров
Применение одножильных и многожильных проводов
Поскольку многожильный провод более гибкий, чем одножильный провод такого же размера, его можно использовать, когда провод необходимо часто перемещать, например, в руке робота.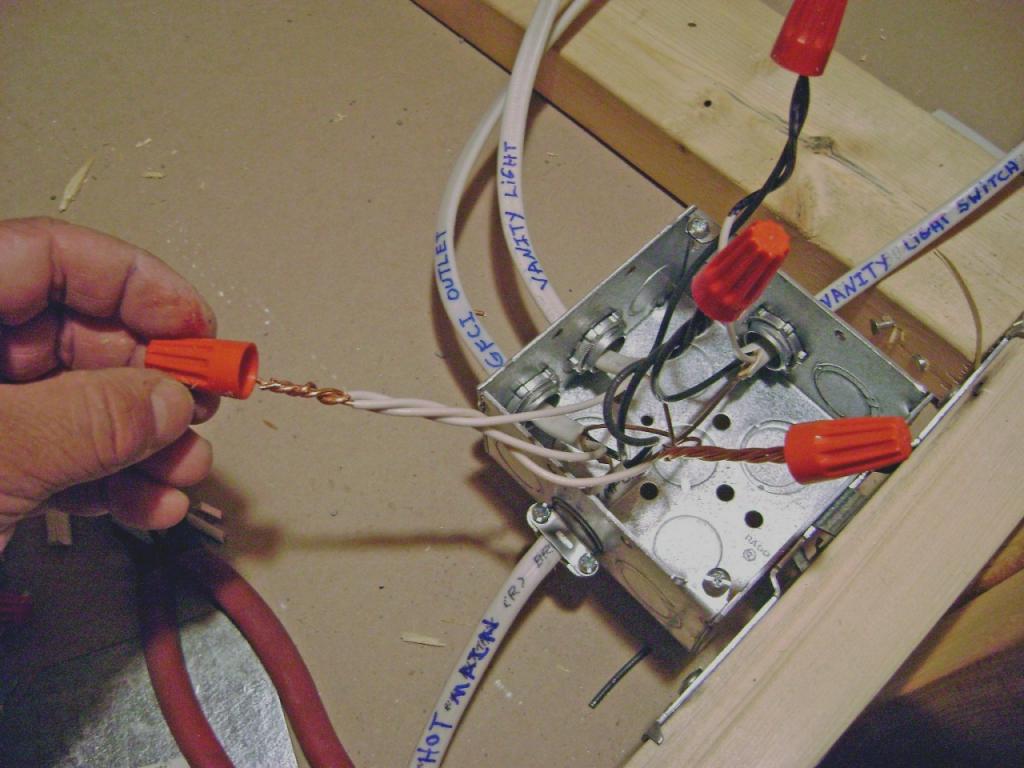 И наоборот, сплошной провод используется, когда требуется небольшое перемещение или его отсутствие, например, для создания прототипов схем на макетной плате или макетной плате. Использование одножильного провода позволяет легко протолкнуть провод в макетную плату и покрыть ее сквозь отверстия печатной платы.
И наоборот, сплошной провод используется, когда требуется небольшое перемещение или его отсутствие, например, для создания прототипов схем на макетной плате или макетной плате. Использование одножильного провода позволяет легко протолкнуть провод в макетную плату и покрыть ее сквозь отверстия печатной платы.
Попытка использовать многожильный провод на макетной плате или металлическое сквозное отверстие может быть очень сложной задачей в зависимости от толщины, поскольку жилы хотят разделиться при вдавливании.
Совет: Пытаетесь подключить многожильные провода к винтовым клеммам, макетной плате или сквозным отверстиям? Попробуйте скрутить проволоку и залудить кончики.Ниже приведен пример шагового двигателя в Руководстве по подключению Stepoko. Концы провода выглядят довольно потрепанными с завода. На изображении слева показаны скрученные жилы проволоки, скрученные примерно на 180 градусов по длине полосы. На изображении справа показаны луженые с пайкой провода. Нанесите излишек припоя, чтобы флюс подействовал, и снимите лишний припой вместе с утюгом, получив сплошной цилиндр из проволоки.
Толщина проволоки
Термин «калибр» используется для определения диаметра проволоки. Калибр провода используется для определения силы тока, с которой провод может безопасно справиться. Калибр провода может относиться как к электрическому, так и механическому. В этом руководстве рассматривается только электрическая часть. Существует две основные системы измерения толщины проволоки: американский калибр проволоки (AWG) и стандартный калибр проволоки (SWG). Различия между ними не важны для этого руководства.
Примерный масштаб проволоки разного калибра
Сила тока, который может пропускать провод, зависит от нескольких различных факторов, например, от состава провода, длины провода и состояния провода. Как правило, более толстый провод может пропускать больше тока.
Как правило, более толстый провод может пропускать больше тока.
Приблизительная толщина провода в соответствии с таблицей допустимых значений тока
Здесь, в SparkFun, мы обычно используем провод 22 AWG для прототипирования и макетирования. При использовании макета или печатной платы сплошной сердечник идеально подходит, потому что он хорошо входит в отверстия. Для других прототипов / сборок, связанных с пайкой, многожильный сердечник — №1, просто убедитесь, что не пропускаете слишком большой ток через один провод. Он станет горячим и может расплавиться!
SparkFun поддерживает как одножильные, так и многожильные провода 22 AWG.
Нажмите, чтобы просмотреть больше вариантов проводов!Тем не менее, есть возможность использовать проволочную обмотку 30 AWG , если вам нужно меньше.
Совет: Wire wrap впервые был использован для создания прототипов схем. В наши дни это встречается гораздо реже. Тем не менее, он по-прежнему полезен для подключения к маленьким контактам на компоненте поверхностного монтажа или печатной плате, проектах с ограниченным пространством или ремонте плат (например, «зеленый» ремонт проводов). Работа с толстым проводом? сращивание толстой проволоки.Для получения дополнительной информации ознакомьтесь с руководством по созданию автомобиля с автономной мышью.
Тем не менее, он по-прежнему полезен для подключения к маленьким контактам на компоненте поверхностного монтажа или печатной плате, проектах с ограниченным пространством или ремонте плат (например, «зеленый» ремонт проводов). Работа с толстым проводом? сращивание толстой проволоки.Для получения дополнительной информации ознакомьтесь с руководством по созданию автомобиля с автономной мышью.Как зачистить провод
Безопасные и надежные электрические соединения начинаются с чистого и аккуратного зачистки проводов. Очень важно снять внешний слой пластика, не повредив провода под ним. Если провод все же будет порезан, соединение может оборваться или может произойти короткое замыкание.
Без вмятин и царапин. Эти провода были зачищены должным образом
Инструменты
Ручной инструмент для зачистки проводов
Простой ручной инструмент для зачистки проводов представляет собой пару противоположных лезвий, очень похожих на ножницы. Есть несколько выемок разного размера. Это позволяет пользователю подбирать размер надреза в соответствии с размером провода, что очень важно, чтобы не повредить провода. В зависимости от производителя могут быть дополнительные функции, в том числе блокирующий механизм, эргономичная ручка и возможность нарезания шурупов.
Есть несколько выемок разного размера. Это позволяет пользователю подбирать размер надреза в соответствии с размером провода, что очень важно, чтобы не повредить провода. В зависимости от производителя могут быть дополнительные функции, в том числе блокирующий механизм, эргономичная ручка и возможность нарезания шурупов.
Инструмент для зачистки проводов — 22-30AWG
В наличии ТОЛ-14762Это ваши простые, заурядные устройства для зачистки проволоки от Techni-Tool с удобной ручкой, что делает их доступным вариантом…
1 Предупреждение: Многие устройства для зачистки проводов, которые можно найти в хозяйственном магазине, не зачищают провода малого калибра (от 22 до 30). Приступая к созданию прототипа, убедитесь, что у вас есть инструмент, способный снимать изоляцию 22 AWG и меньше. Возможность зачистить очень маленький провод 30 AWG (также известный как проволочная обмотка) является плюсом.
Приступая к созданию прототипа, убедитесь, что у вас есть инструмент, способный снимать изоляцию 22 AWG и меньше. Возможность зачистить очень маленький провод 30 AWG (также известный как проволочная обмотка) является плюсом.
Хотя нож также может зачистить провода, он также может повредить провод, надрезая металл или разрезая его. Использование ножа для зачистки провода тоже очень опасно! Нож может легко выскользнуть и нанести серьезные травмы.
Саморегулирующийся инструмент для зачистки проводов
Существуют также саморегулирующиеся устройства для зачистки проводов, которые автоматически зачищают провод, помещая провод в середину зубцов и сжимая ручку.Они берут практически любой провод и каждый раз идеально зачищают провода. В зависимости от производителя, могут быть включены дополнительные функции для обрезки или обжима изолированных / неизолированных проводов.
Совет: Саморегулирующийся инструмент для зачистки проводов также полезен для снятия оболочки с кабелей или одновременного снятия изоляции с нескольких изолированных проводов.
Инструмент для намотки проволоки
Если вы используете инструмент для намотки проволоки, чтобы обернуть проволоку вокруг булавки, в середине уже может быть встроенное лезвие для зачистки тонкой проволоки. Просто поместите проволоку между лезвиями и потяните.
Инструмент для намотки проволоки
18 доступно TOL-14915 Этот Wire Wrap Too наматывает, разворачивает и даже снимает проволоку соответствующего диаметра с помощью уникального встроенного лезвия для зачистки.
Зачистка провода ручным устройством для зачистки проводов
Просто отжав ручки ручного инструмента для зачистки проводов примерно на 1/4 дюйма от конца провода или желаемой длины, используя правильный вырез на инструменте, а затем слегка повернув его, изоляция будет снята.
Затем, потянув инструменты для зачистки проводов к концу провода, изоляция должна соскользнуть с провода.
Зачистка кабельных проводов с помощью саморегулирующихся приспособлений для зачистки проводов
Специальные саморегулирующиеся устройства для зачистки проводов позволяют легко снимать оболочки и снимать изоляцию с нескольких изолированных проводов.В этом примере мы собираемся оголить кабель питания. Поместите конец кабеля между кусачками инструмента, чтобы отрезать. Когда все будет готово, сожмите ручки, чтобы отрезать конец кабеля.
Отверните пластиковую направляющую от головки и выдвиньте ее, чтобы отрегулировать длину отрезка проволоки.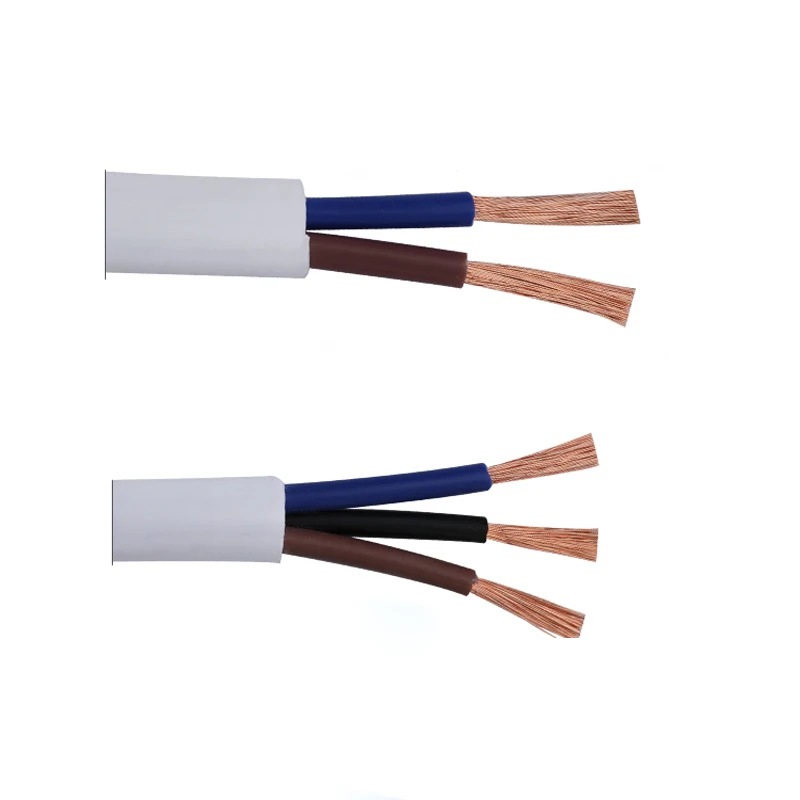 Переставьте пластиковую направляющую, когда вас устраивает длина провода. Для кабелей вы можете захотеть зачистить больше, чем рекомендуется.
Переставьте пластиковую направляющую, когда вас устраивает длина провода. Для кабелей вы можете захотеть зачистить больше, чем рекомендуется.
Вставьте кабель между губками. При необходимости увеличьте / уменьшите натяжение зажима с помощью ручки натяжения по мере необходимости в зависимости от кабеля и сечения провода.
Удерживая кабель на месте, сожмите ручки, чтобы снять оболочку с кабеля.
После снятия оболочки с кабеля поместите внутренние провода между зубцами. При необходимости отрегулируйте натяжение губок с помощью ручки натяжения в зависимости от кабеля и размера провода.
Примечание: Обязательно проложите внутренние провода между зубцами левой челюсти, чтобы зачистить провода кабеля.
Когда закончите, провода кабеля должны быть полностью зачищены!
Советы, уловки и подсказки
Важно, чтобы размер проволоки соответствовал правильной выемке в приспособлении для снятия изоляции. Если выемка слишком велика, провод не будет зачищен. Если выемка слишком мала, есть риск повредить провод. Использование выемки меньшего размера означает, что приспособления для снятия изоляции будут закрываться слишком далеко, впиваясь в провод внизу. При использовании многожильного провода инструмент обрезает внешнее кольцо провода, уменьшая общий диаметр провода и снижая прочность провода. Надрез в проволоке со сплошным сердечником сильно снизит прочность и гибкость проволоки. Вероятность обрыва проволоки при перегибе значительно возрастает.
Если выемка слишком велика, провод не будет зачищен. Если выемка слишком мала, есть риск повредить провод. Использование выемки меньшего размера означает, что приспособления для снятия изоляции будут закрываться слишком далеко, впиваясь в провод внизу. При использовании многожильного провода инструмент обрезает внешнее кольцо провода, уменьшая общий диаметр провода и снижая прочность провода. Надрез в проволоке со сплошным сердечником сильно снизит прочность и гибкость проволоки. Вероятность обрыва проволоки при перегибе значительно возрастает.
Этот провод не был полностью зачищен, есть зазубрины и недостающие жилы
Если на проводе случайно образовалась зазубрина, лучший план действий — отрезать поврежденную часть провода и повторить попытку.
Как соединять провода
Подготовьте провод, зачистив концы проводов с помощью инструмента для зачистки проводов. Если вы работаете с многожильным проводом, попробуйте скрутить концы, чтобы сгруппировать жилы вместе, и залудите кончики перед пайкой.
Отрежьте кусок термоусадки, чтобы закрыть оголенные провода. Пропустите термоусадочную пленку через один из проводов. Обязательно сдвиньте термоусадочную пленку с места, где вы выполняете сварку.
Поверните клеммы проводов друг к другу и соедините оголенные концы вместе.
Удерживайте провода вместе с помощью ленты, чтобы удерживать провода на месте против паяльного коврика.
Добавьте припой на провода. Старайтесь не оставлять паяльник на проводах слишком долго.Изоляция может расплавиться, обнажив больше проводов.
Убедитесь, что нижняя сторона провода также припаяна.
Переверните провод и распределите по ним припой. При необходимости добавьте флюс и припой для покрытия проводов.
Если вы используете термоусадку, наденьте ее на клемму, чтобы изолировать соединение. Нагрейте термоусадку паяльником или термовоздушной паяльной станцией.
| Тепло от паяльника | Тепло от паяльной станции горячего воздуха |
По завершении термоусадка должна проходить по оголенному проводу.
Вы также можете попробовать зацепить и скрутить провода вместе в сращивании Western Union (также известном как Lineman’s Splice). Этот метод идеально подходит для одножильных проводов, но его можно использовать и для многожильных проводов.
Для опытных пользователей вы также можете врезаться в провод для тройника Western вместо того, чтобы разрезать провод прямо.Это полезно при добавлении компонента (ов) (например, подтягивающего резистора), если у вас ограниченное пространство для работы, чтобы сэкономить время и сократить расходы. Просто зачистите середину вашего провода, удалите изоляцию с помощью ножа для хобби / паяльника, намотайте отдельный провод / клемму на оголенный провод и припаяйте. Когда закончите, добавьте немного термоусадки или горячего клея для изоляции.
 На изображении ниже показаны резистор и провод, добавляемые к середине двух проводов.
На изображении ниже показаны резистор и провод, добавляемые к середине двух проводов.Западный метод Т-образного сращивания, используемый для соединения 3 перемычек и 10 кОм; Резистор
Совет: Возникли проблемы с соединением проводов вместе или подключением проводов к контакту? Попробуйте использовать печатную плату в качестве опоры при пайке, аналогичную той, которая встроена в специальный удлинительный кабель EL.Как обжать электрический разъем
Электрический соединитель — это устройство для соединения электрических цепей с помощью механического узла. Соединение может быть временным или служить постоянным электрическим соединением между двумя проводами. Существуют сотни видов электрических разъемов. Разъемы могут соединять два отрезка провода вместе или подсоединять провод к электрическому зажиму.
Ниже приведены несколько типов разъемов. В дальнем верхнем левом углу у нас есть изолированный соединительный элемент для соединения двух концов проводов вместе. Справа — разветвленный разъем (он же лопата или разрезное кольцо). используется для подключения провода к винтовым клеммам, вставив вилку в гнездо винтовой клеммы. Перед установкой терминала можно частично вкрутить винты. Кольцевые клеммы посередине также используются для подключения провода к винтовым клеммам. Кольцевая клемма обеспечивает более надежное соединение, однако перед установкой клеммы необходимо полностью вывернуть винт. В дальнем правом верхнем углу у нас есть штыревой лопаточный разъем (a.k.a. лезвие) . Они могут вставляться в гнездовой лопаточный соединитель (также известный как двойной обжим) , который показан в правом нижнем углу. В зависимости от конструкции и применения эти разъемы могут быть разных видов, например, с фланцевой вилкой или зажимным кольцом.
Справа — разветвленный разъем (он же лопата или разрезное кольцо). используется для подключения провода к винтовым клеммам, вставив вилку в гнездо винтовой клеммы. Перед установкой терминала можно частично вкрутить винты. Кольцевые клеммы посередине также используются для подключения провода к винтовым клеммам. Кольцевая клемма обеспечивает более надежное соединение, однако перед установкой клеммы необходимо полностью вывернуть винт. В дальнем правом верхнем углу у нас есть штыревой лопаточный разъем (a.k.a. лезвие) . Они могут вставляться в гнездовой лопаточный соединитель (также известный как двойной обжим) , который показан в правом нижнем углу. В зависимости от конструкции и применения эти разъемы могут быть разных видов, например, с фланцевой вилкой или зажимным кольцом.
Изолированные соединители, вилочные, кольцевые, с наружной и внутренней лопаткой
Эти разъемы также могут быть разных размеров и номиналов.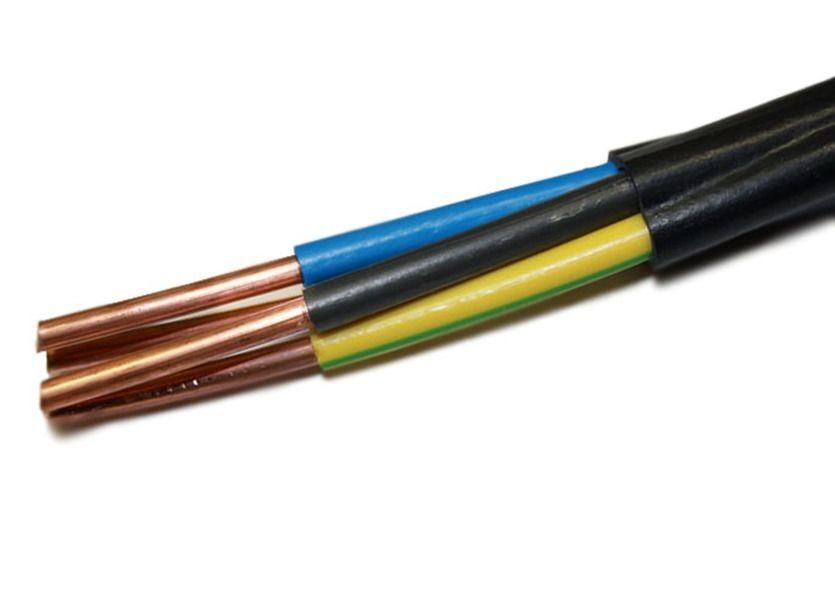 На изображении ниже показан лопаточный разъем с внутренней резьбой 1/4 дюйма и 2,8 мм.
На изображении ниже показан лопаточный разъем с внутренней резьбой 1/4 дюйма и 2,8 мм.
Вам необходимо, чтобы размер разъемов соответствовал размеру безопасного соединения. На изображении ниже показаны 1/4 «гнездовые лопаточные разъемы, подключаемые к лопаточным штыревым выводам микропереключателя.
Что такое обжим?
Слово «обжим» в этом контексте означает соединение двух металлических частей вместе, деформируя один или оба из них, чтобы удерживать другой. Деформация называется деформацией.
Металл деформирован, чтобы зажать провод и удерживать его на месте
Инструмент
Для обжима соединителей на проводе требуется специальный инструмент для обжимного штифта.В зависимости от обжимного штифта доступно несколько различных стилей обжимных клещей.
Инструмент для обжима трещотки
Самый лучший обжимной станок имеет встроенный храповик. Когда ручки будут сжаты вместе, это приведет к храповому механизму и не позволит челюстям снова открыться. Когда будет приложено достаточное давление, храповик выйдет из зацепления и освободит обжатую часть. Это гарантирует, что приложено достаточное давление. Этот тип обжима также имеет широкую губку, чтобы покрыть большую площадь поверхности разъема.
Когда будет приложено достаточное давление, храповик выйдет из зацепления и освободит обжатую часть. Это гарантирует, что приложено достаточное давление. Этот тип обжима также имеет широкую губку, чтобы покрыть большую площадь поверхности разъема.
Инструмент для обжима с храповым механизмом для быстроразъемных соединений
В зависимости от размера соединителя тип «штампа» (т.е. головки обжимного инструмента) будет иметь разный размер. Обжимной инструмент, представленный ниже, использует другую матрицу для обжима более мелких обжимных штифтов, которые вставляются в корпус штыревого разъема.
Инструмент для обжима обжимных штифтов с трещоткойНа изображениях ниже показаны провода разного калибра, обжатые на разветвленном разъеме, и обжимной штырь для поляризованного разъема.
| Вилочные соединители, обжатые для настенного адаптера | Обжимной штифт обжимается перед вставкой в пластиковый корпус |
Ручной обжимной инструмент
Инструменты для ручного обжима позволяют достичь почти тех же результатов, хотя для этого от пользователя требуется гораздо больше бдительности. Обжимные клещи этого типа обычно менее прочные. При обжиме необходимо следить за тем, чтобы губки правильно выровнялись на разъеме.Несоосность приведет к менее желательному обжимному соединению. Со временем износ в результате нормального использования также может привести к разделению губок и неполному закрытию. Как правило, достаточно сильно сжать его. Необычный инструмент для зачистки проводов, показанный ниже, можно использовать для быстрого отключения. Инструмент также можно использовать для обрезки проводов и зачистки проводов / кабелей.
Обжимные клещи этого типа обычно менее прочные. При обжиме необходимо следить за тем, чтобы губки правильно выровнялись на разъеме.Несоосность приведет к менее желательному обжимному соединению. Со временем износ в результате нормального использования также может привести к разделению губок и неполному закрытию. Как правило, достаточно сильно сжать его. Необычный инструмент для зачистки проводов, показанный ниже, можно использовать для быстрого отключения. Инструмент также можно использовать для обрезки проводов и зачистки проводов / кабелей.
Хотя с саморегулирующимся устройством для зачистки проводов немного сложнее работать, чем с храповым механизмом, он может зачищать, разрезать и обжимать при быстром отсоединении.
Предупреждение! Плоскогубцы не для обжима! Также нельзя использовать молотки, тиски, плоскогубцы и плоские камни.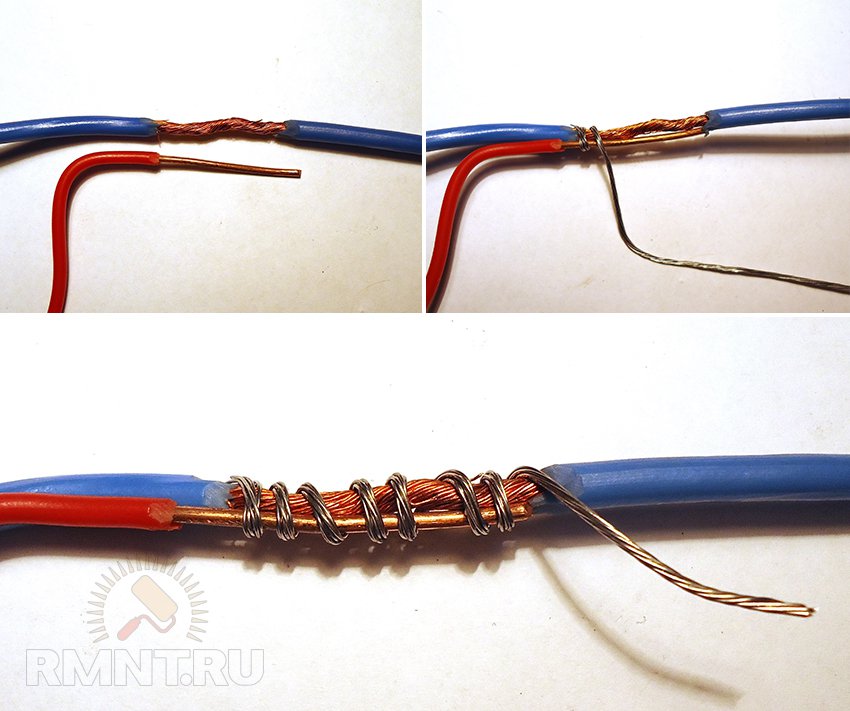 Хороший обжимной пресс при правильном использовании сделает холодную сварку между проволокой и корпусом соединителя. Если бы вы разрезали хорошо выполненный обжим пополам, вы бы увидели твердую форму провода и разъема. Использование неправильного инструмента не приведет к хорошему обжиму!
Хороший обжимной пресс при правильном использовании сделает холодную сварку между проволокой и корпусом соединителя. Если бы вы разрезали хорошо выполненный обжим пополам, вы бы увидели твердую форму провода и разъема. Использование неправильного инструмента не приведет к хорошему обжиму! Почему требуется такой уровень совершенства? Плохой обжим оставляет воздушные карманы между проводом и разъемом. Воздушные карманы позволяют собирать влагу, влага вызывает коррозию, коррозия вызывает сопротивление, сопротивление вызывает нагревание и в конечном итоге может привести к поломке.
Обжим быстроразъемного соединителя
Есть несколько аргументов за и против использования одножильного провода с обжимными соединениями. Многие считают, что обжатие провода с твердым сердечником создает в нем слабое место, что может привести к обрыву. Также существует большая вероятность отсоединения обжимного соединения с проводом с твердым сердечником, потому что провод также не будет соответствовать клемме. Если вы должны использовать провод с твердым сердечником, рекомендуется припаять провод на место после того, как вы его обжали.
Во-первых, необходимо выбрать провод правильного размера в соответствии с размером клеммы или наоборот. Предположим, что вы используете многожильный провод, так что этот провод соответствует обжатому соединению. Далее зачистите провод. Длина оголенного провода должна быть равна длине металлической гильзы на разъеме, обычно около ¼ дюйма или около того. Если зачищенный провод подходит к металлической части ствола с небольшим пространством или без него, разъем подходящего размера.
Хорошее соотношение длины провода к цилиндру
Затем следует вставить провод до тех пор, пока изоляция на проводе не коснется конца цилиндра.
Хорошо: проволока немного проходит мимо ствола
Затем провод и клемма вставляются в обжимной пресс. Цвет изоляции клеммы должен совпадать с цветом обжимного инструмента. Поэтому, если изоляция клеммы красная, используйте место, отмеченное красной точкой на обжимных устройствах. В качестве альтернативы, если обжимной пресс не имеет цветной маркировки, используйте метку калибра сбоку.
Поэтому, если изоляция клеммы красная, используйте место, отмеченное красной точкой на обжимных устройствах. В качестве альтернативы, если обжимной пресс не имеет цветной маркировки, используйте метку калибра сбоку.
Терминал должен располагаться горизонтально цилиндрической стороной вверх.Затем инструмент удерживают перпендикулярно клемме и помещают на цилиндр, ближайший к кольцу (или другому типу соединения). Чтобы закончить обжим, инструмент сжимают со значительным усилием. Вообще говоря, «пережать» соединение практически невозможно.
После того, как обжатие завершено, провод и разъем должны по-прежнему держаться вместе после попытки развести их с большой силой. Если соединение можно разорвать, обжим был выполнен неправильно. Лучше, чтобы обжим вышел из строя сейчас, а не после того, как он был установлен в своем приложении.Ниже приведена таблица технических характеристик обжимных соединений.
Совет: Если провод не входит в ствол или слишком ослаблен, значит, был выбран неправильный размер и тип провода или соединителя. При необходимости можно добавить пайку между проводом и разъемом. Однако правильно обжатые провода образуют газонепроницаемое холодное соединение и не требуют пайки.
При необходимости можно добавить пайку между проводом и разъемом. Однако правильно обжатые провода образуют газонепроницаемое холодное соединение и не требуют пайки. Имейте в виду, что добавление припоя увеличивает нагрузку на соединение из-за механических вибраций и термоциклирования, вызывая разрушение соединения.Пайка также может увеличить сопротивление стыка. Для приложений с низким энергопотреблением пользователи не должны заметить значительной разницы. Совет: В зависимости от области применения два провода можно обжать вместе в одном обжимном соединителе. Вам нужно будет убедиться, что объединенный диаметр провода подходит для обжимного соединения, а обжимной разъем способен выдерживать ток, заданный в проекте.
На изображении ниже показаны два провода с загнутыми лопатками для средних соединений.В этом случае обжатые провода использовались для подключения нескольких устройств к земле.
Обжим обжимного штифта
Помните, что в мире существуют сотни типов электрических разъемов. В зависимости от конструкции разъем может быть сконструирован таким образом, чтобы он помещался в пластиковый корпус. Вместо того, чтобы обжимать провод цилиндром, соединитель может иметь две защелки (т. Е. Крылышки) для обжима провода и его изоляции. Дополнительные зажимы для изоляции обеспечивают разгрузку от натяжения.Обжимной штифт может также иметь фиксирующий язычок и концевой упор, когда штифт вставлен в пластиковый корпус.
В зависимости от конструкции разъем может быть сконструирован таким образом, чтобы он помещался в пластиковый корпус. Вместо того, чтобы обжимать провод цилиндром, соединитель может иметь две защелки (т. Е. Крылышки) для обжима провода и его изоляции. Дополнительные зажимы для изоляции обеспечивают разгрузку от натяжения.Обжимной штифт может также иметь фиксирующий язычок и концевой упор, когда штифт вставлен в пластиковый корпус.
| Обжимной штифт, вырезанный из катушки для поляризованного разъема | Пластиковый корпус для поляризованного разъема |
Один из примеров можно найти в предварительно заделанных перемычках премиум-класса. Они используются для подключения к печатным платам с контактными площадками PTH размером 0,1 дюйма. Ниже представлено изображение нескольких обжатых контактов перед их вставкой в пластиковый корпус.Слева находится обжимной штифт для установки в поляризованный корпус. В центре находится контактный штифт, который используется для сопряжения с штифтом справа.
В центре находится контактный штифт, который используется для сопряжения с штифтом справа.
Процесс немного более утомительный, так как вы работаете с меньшими выводами. В зависимости от вашего уровня опыта это может занять много времени. Однако пользователи могут создавать собственные длины проводов и кабелей для проекта.
Сначала отрежьте и зачистите кусок проволоки. Убедитесь, что калибр провода соответствует характеристикам обжимного штифта. В этом случае мы будем использовать многожильный соединительный провод 22 AWG для подключения к разъему JST RCY, как рекомендовано в таблице данных обжимного контакта.После удаления обжимного штифта с металлической полосы совместите жилы провода с проводящим язычком, а изолятор — с выступом изолятора, чтобы проверить, соответствует ли провод спецификациям обжимного штифта.
Если провод достаточно зачищен, вставьте обжимной штифт в одну из губок обжимного инструмента. Возможно, вам придется загнуть язычки изолятора внутрь, чтобы они соответствовали. Мы будем использовать большую челюсть.
Мы будем использовать большую челюсть.
Обязательно обратите внимание на канавки обжимного инструмента при вставке обжимного штифта в матрицу.Если присмотреться, на одной стороне губки вырезаны две полуцилиндрические канавки, а на другой — одна канавка. Сторона с двумя канавками будет использоваться для обжима лапок. Кроме того, половина матрицы утоплена под язычок изолятора.
| Обжимной инструмент с трещоткой, вид сбоку | Крупный план обжимного инструмента с двумя канавками и матрицей с углублением для выступа изолятора |
 Если обжимной инструмент застрял, вам нужно перевернуть предохранительный фиксатор чуть выше рукоятки.
Если обжимной инструмент застрял, вам нужно перевернуть предохранительный фиксатор чуть выше рукоятки.Медленно закройте обжимной инструмент с храповым механизмом, чтобы удерживать обжимной штифт на месте, и вставьте зачищенный провод. Возможно, вам потребуется отрегулировать обжимной штифт так, чтобы его изолятор находился заподлицо с матрицей.
Когда будете готовы, медленно сожмите ручки еще больше, чтобы продолжить обжимать язычки.Если что-то не так и вы используете обжимной инструмент с храповым механизмом, переверните предохранительный фиксатор чуть выше ручки. Продолжайте сжимать ручку, пока храповик не освободится автоматически, чтобы завершить обжим.
Осторожно извлеките обжимной штифт из обжимного инструмента. Обратите внимание на гофрированные язычки. Вы должны увидеть что-то похожее на гофрированные булавки внизу. При необходимости вам может потребоваться снова вставить штифт обратно в губки, чтобы в достаточной степени обжать язычки. Обжимной штифт в дальнем левом углу был частично обжат, и его нужно было поместить в меньшую губку для правильного обжима.
Обжимной штифт в дальнем левом углу был частично обжат, и его нужно было поместить в меньшую губку для правильного обжима.
Когда все будет готово, вставьте обжимной штифт в соответствующий корпус. В этом случае обжатый гнездовой штифт был вставлен в соответствующий корпус разъема JST RCY. Убедитесь, что фиксирующий язычок совпадает с отверстием в пластиковом корпусе.
По окончании провод должен защелкнуться в соответствующем гнезде. Ниже приведены несколько обжимных контактов в соответствующих корпусах. В крайнем левом углу у нас есть обжимные контакты, используемые для поляризованного разъема 1×2 «Molex». Два справа с черным корпусом — это пример гофрированных контактов, используемых со стандартным 0.1-дюймовые разъемы. Наконец, гофрированные контакты в красном корпусе используются для разъема JST RCY.
Обычные ошибки
Ниже приведен список типичных ошибок при опрессовке быстроразъемных соединений и обжимных штифтов. Мы будем использовать быстрое отключение для демонстрации.
Разъем неправильного размера для провода или провод неправильного размера для разъема.
Плохой обжим. Разъем был слишком мал для выбранного калибра провода.
Будьте осторожны, чтобы не снять слишком много изоляции.
Слишком много изоляции снято, обнажено слишком много оголенного провода
Также стоит отметить, что, хотя это и не обязательно опасно, проволока не должна выходить слишком далеко за ствол. В этом случае рекомендуется обрезать проволоку.
Излишки оголенного провода следует обрезать
Внимание! Помните, что для проволочной обертки используется небольшой калибр. Хотя это идеально подходит для проектов, в которых мало места для работы, он не может справиться с большой мощностью из-за толщины провода.
Зачистите провод 30 AWG, вставив его между лезвиями инструмента для намотки проводов. Потяните за провод, чтобы удалить изоляцию.
Обязательно зачистите достаточно провода, чтобы обернуть его вокруг клеммы для надежного соединения. Около 1 дюйма должно быть достаточно.
Вставьте оголенный провод в отверстие сбоку. Убедитесь, что провод вставлен на сторону с надрезом, и поместите провод в надрез на боковой стороне цилиндра.
Вставьте провод в штифт заголовка (a.k.a. почтовый). В этом случае на мини-макетной плате использовались штыри с вилкой.
Примечание. Штыри штырей с внутренней резьбой можно скручивать с помощью инструмента для намотки проволоки и проволоки. Рекомендуется обернуть провод вокруг штырей вилки разъема.Поверните инструмент по часовой стрелке, чтобы начать наматывать провод вокруг квадратного штифта жатки. Другой рукой прижмите провод и штыри жатки. Продолжайте вращать инструмент, чтобы вся зачищенная проволока обернулась вокруг штифта.
Снимите инструмент со штифта. По завершении изоляция провода должна начинаться с нижней части штифта. Для более прочного и безопасного соединения добавьте припой между проводом и контактом.
По завершении изоляция провода должна начинаться с нижней части штифта. Для более прочного и безопасного соединения добавьте припой между проводом и контактом.
Если вам требуется больше соединений на одном контакте, оберните больше проводов вокруг верхней части первого соединения и повторите шаги, описанные выше. Сумма, которую вы можете укладывать, зависит от длины штифта жатки. Попробуйте использовать инструмент для намотки проводов, чтобы обернуть провода вокруг разъемов микроконтроллера, светодиода или резистора для прототипирования.
Удаление витых проводов
Если вам нужно отсоединить провод от штифта, просто используйте другой конец инструмента и поверните его против часовой стрелки.
Освободив проволочную обертку, потяните проволоку от штифта.
Управление проводкой
Скручивание проволоки в оплетку
Это хорошая идея, чтобы заплести длинные провода, которые используются в проекте.Есть несколько преимуществ скручивания проводов вместе:
- поддерживает организацию проекта
- предотвращает отрывание проводов от движущихся частей
- усиливает связь
Ниже приведен пример плетения четырех соединительных проводов вместе для неадресуемого светодиода. Чтобы заплести провода, скрутите пару проводов обеими руками против часовой стрелки между указательным и большим пальцами. В данном случае сначала скручивали зеленый и красный провода.
Скрутите вторую пару проводов против часовой стрелки.
Скрутите пары проводов по часовой стрелке.
После завершения, провода в вашем проекте станут управляемыми и более простыми в обращении. Ниже приведены несколько примеров использования плетеной проволоки в проектах.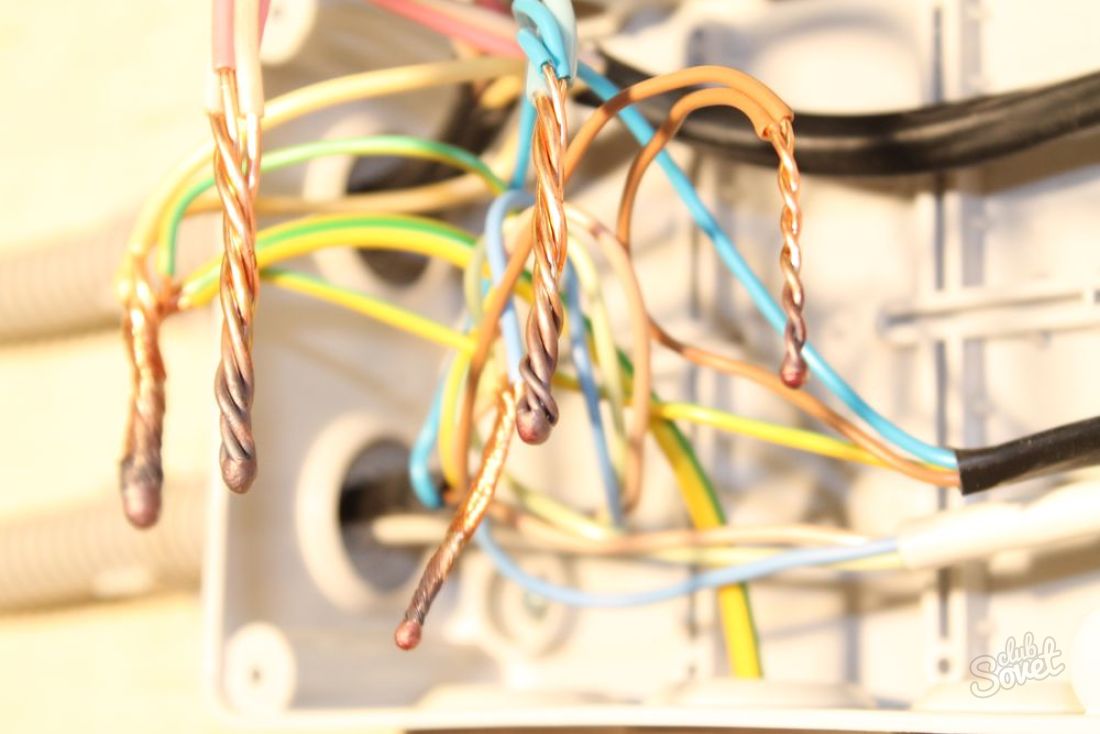
Рукава и канатные дороги
Гильзы и кабельные держатели также полезны для дополнительной защиты соединения от движущихся частей. На изображении ниже показаны незакрепленные провода на Shapeoko.
Ниже приведены изображения проводов внутри рукава и держателя кабеля для защиты.
Электромонтажный комплекс
Иногда полезно маркировать провода с помощью стикеров, ленты или маркеров, чтобы отслеживать соединения с использованием провода одного цвета и сложной проводки, а также для устранения неполадок в проектах.
Маркированные провода от микро: аркадного комплекта Советы: Дополнительные идеи можно найти по ссылкам ниже.Припой 2
Пайка, часть 2
Приложения
Это продолжение Части 1. Описаны методы лужения и сварки.
провода, сращивание шнура лампы и соединение с наконечниками для пайки. Дальнейшие инструкции
даются для восстановления перегретого паяльника и переделки
дровокол к паяльнику.
Лужить проволоку.
Это хорошее место для начала, потому что это легко сделать и это полезный метод.Часто мы оловяем провод и контакт, к которому он должен быть подключен, прежде чем мы попробуйте присоединиться к двум. После того, как два предмета консервированы, нам больше не нужно беспокоиться о прилипание припоя. Все, что требуется, — это установить контакт между ними и затем примените тепло. Когда припой расплавится, он потечет и сделает соединение.
Итак, залудим проволоку. Снимите примерно 1/2 дюйма изоляции с небольшого медного провода, предпочтительно твердый, а не многожильный.Нанесите небольшое количество флюса к проводу.
Затем нанесите крошечную каплю припоя на кончик паяльника или паяльника. потом погладьте наконечник и крошечную каплю расплавленного припоя вдоль проволоки. Если все пойдет Как и должно быть, припой растечется по проводу и образует тонкий блестящий слой.
Обратите внимание на фотографии выше, насколько тонкое покрытие. Вы все еще можете видеть пряди
в многопроволочной луженой проволоке.
Вы все еще можете видеть пряди
в многопроволочной луженой проволоке.
Если это впервые для вас, может потребоваться несколько попыток, прежде чем вы заставите его работать. Что вы должны выяснить, если вы используете пистолет, насколько горячим должен быть наконечник, прежде чем вы проводите им по проволоке, и с какой скоростью нужно перемещать кончик по проволоке?
Итак, практика, практика, практика. Если вы хотите паять в Карнеги-холле, вы должны упражняться. Узнайте, как мало флюса можно нанести на провод, чтобы он работал. Будет ли работать вообще без флюса? Как мало припоя нужно для работы.Что происходит, когда вы используете слишком много флюса или слишком много припоя?
Попробуйте проделать то же самое с проводами разных размеров. Для более крупных проводов вы будете нужно двигать наконечник немного медленнее. Попробуйте использовать многожильный провод вместо одножильного. и увидите разницу.
Комментарий к технике
Обратите внимание на вышесказанное, что припой попадал на работу кончиком пистолета или
утюг. Припой с катушки никогда не касался луженной проволоки.
Припой с катушки никогда не касался луженной проволоки.
Этот метод сильно отличается от метода, который обычно рекомендуется там, где вы держите пистолет одной рукой, а припой — другой, прикасайтесь обеими руками к работе в то же время.
Есть причина, по которой почти все самодельные припои
Есть случай, когда уместно нанести припой непосредственно на
связь. Чтобы припаять стык двух многожильных проводов, скажем, калибра 16 или больше, больше
может потребоваться припой, чем то, что можно унести наконечником за один проход. В качестве первоначального
Применяется «капля с наконечника», и по мере того, как она течет в соединение, добавляется припой из
катушку к соединению, не отрывая наконечник от проводов. Не переусердствуйте
Это; это займет совсем немного.
Не переусердствуйте
Это; это займет совсем немного.
Проверить наконечник.
После нескольких минут практики проверьте наконечник. В идеале он все равно должен быть ярким и блестящий, но перегретый кончик будет тусклым, серым и зернистым. Это оксид на поверхности припоя, покрывающего наконечник.
Чтобы удалить оксид, нанесите немного флюса на наконечник и затем быстро протрите бумажным полотенцем (пока кончик горячий).Скорее всего, вы сотрете больше всего припоя, поэтому замените его, расплавив немного на наконечник. Ты всегда должен наблюдать за блестящим расплавленным припоем на наконечнике.
На неиспользуемых частях наконечника скапливается темно-коричневый осадок. Это остатки сгоревшего флюса. Его можно снять с горячего наконечника быстрым протрите бумажным полотенцем.
Соедините два провода вместе.
На схеме справа показано несколько способов механического соединения двух проводов перед пайкой. Основная задача — соединить провода, чтобы они не двигались во время пайки.
операция.
Основная задача — соединить провода, чтобы они не двигались во время пайки.
операция.
Третий (3) обеспечивает соединение, выходящее со стороны провода. Этот выступ можно уменьшить, загнув соединение после нанесения припоя. Как правило, этого типа соединения избегают, если только его расположение не создает другое подключение сделать сложнее.
Номер (6) — простое соединение внахлест.Его преимущество в том, что если все делать аккуратно, диаметр готового стыка будет не больше диаметра исходной проволоки, включая изоляция. Недостаток в том, что приходится как-то закреплять провода в положение, чтобы вы могли нанести припой, не перемещая провода. Я обычно олово провода индивидуально перед подключением.
Пайка проста. Во-первых, как всегда, примените немного флюса
к подключению.Затем нанесите каплю припоя на кончик пистолета. Прикоснитесь к
Наконечник с каплей припоя на провода, и когда они нагреются, припой потечет
в соединение.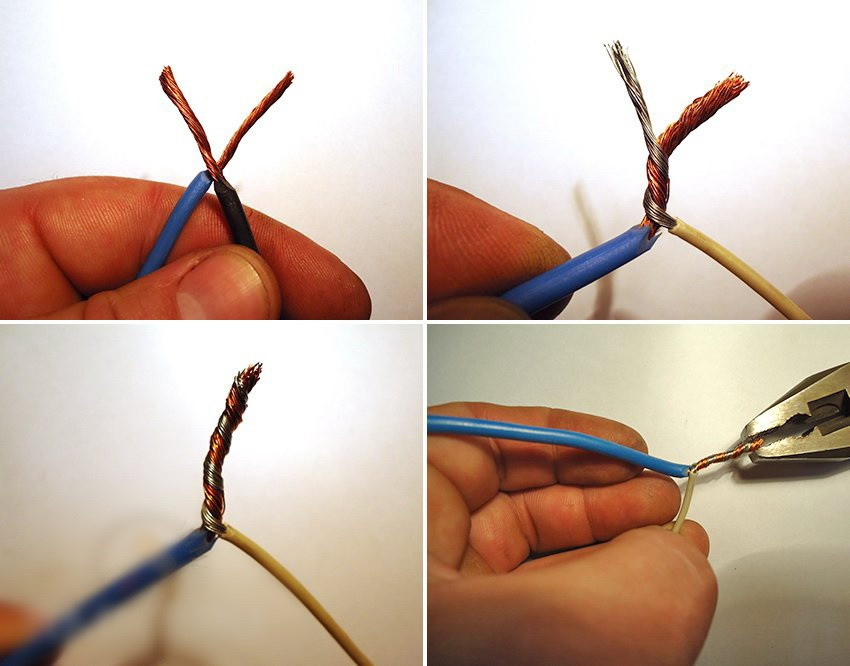
Комментарии и наблюдения
Если провода большие и длина соединения довольно большая, начальная капель припоя, попавшего на наконечник, может быть недостаточно для выполнения работы. В этом случае, добавляйте припой прямо с катушки, как описано выше.
Припой должен растекаться по всему соединению.Если нанести припой на вверху, он должен опускаться вниз. Вам не нужно наносить припой на снизу, чтобы припаять ко дну. Если припой не течет, значит, есть проблема. Соединение может быть недостаточно горячим или провода могут быть сильно окислены или загрязнены маслом.
Первая капля припоя, расплавленного на наконечнике, помогает создать путь для тепла течь от наконечника к проводам.
Обратите внимание, что мы не зависим от флюса в сердечнике добавляемого припоя к «флюсу». связь.Эту работу выполняет флюс из банки, который мы нанесли изначально.
После того, как припой будет нанесен, что займет всего две или три секунды, важно
чтобы провода оставались совершенно неподвижными, пока припой не остынет и не затвердеет. Перемещение проволок во время фазы затвердевания приведет к плохому стыку, который
будет выглядеть грубым и серым. Если они смещаются, подогрейте соединение, пока припой не потечет.
опять таки.
Перемещение проволок во время фазы затвердевания приведет к плохому стыку, который
будет выглядеть грубым и серым. Если они смещаются, подогрейте соединение, пока припой не потечет.
опять таки.
Если приложить недостаточно тепла, вы можете получить «холодное паяное соединение».«Такой сустав может выглядит серым и бугристым, и он не будет физически прочным. Появится хороший косяк блестящий и гладкий.
Сделайте несколько таких подключений для развлечения и практики. Это будет очевидно, когда ты сделайте это правильно, и с этого момента все будет легко. Самое сложное в изучении точно, сколько тепла необходимо применить.
Если вы используете пистолет, не включайте его, когда вы сначала поднимаете его, а затем держите
он ВКЛЮЧАЕТСЯ постоянно, пока соединение не будет завершено.Включите и выключите при необходимости.
для того, чтобы контролировать температуру наконечника. По большей части это не нужно
быть намного горячее, чем требуется для удержания расплавленного припоя на наконечнике.
Если вы включите пистолет и удерживаете его, скажем, 15 секунд, вы можете перегреть сильно наклоните, потому что он станет почти «раскаленным». Не делай этого, потому что ты будешь затем необходимо очистить и восстановить наконечник, прежде чем вы сможете продолжить. Это укорачивает жизнь наконечника тоже.
Соедините шнур лампы.
Это немного больше, чем две стыковки, но есть одна простая идея, которую вы должны использовать. Эта идея состоит в том, чтобы расшатывать суставы. Это облегчает их изолировать, чтобы избежать случайного короткого замыкания.
После того, как соединения будут выполнены, оберните участок изолентой, чтобы изоляция. Я предлагаю обернуть каждое соединение индивидуально, а затем накрыть два с другим слоем, который охватывает секцию.
При скручивании многожильного провода следите за тем, чтобы концы жил не торчали из
связь. Такие выступающие концы при покрытии припоем становятся очень жесткими. и может пробивать слой изоленты, нанесенной для изоляции. Скручивание
многожильный провод обычно не дает хорошего вида стыку. Я предпочитаю соединение на коленях
с лужеными концами pre-
Припаяйте провод к наконечнику.
Опять же, в этом нет ничего страшного.На схеме справа показаны четыре варианта механического соединение, основная цель которого — удерживать провод на месте и неподвижно, пока вы делаю пайку. Механическая прочность окончательного соединения не вызывает беспокойства, потому что если припой будет течь должным образом, то стык будет прочнее оригинального провод.
Следует подумать о том, хотите ли вы разобрать соединение на Поздняя дата. Если вы просунете провод в отверстие, а затем намотаете его на наконечник, его будет очень трудно разобрать, если вы когда-нибудь захотите это сделать.
Процедура пайки примерно такая же, как и для любого другого соединения. После
закрепив провод, нанесите флюс, нанесите каплю припоя на соединение, а затем
нагрейте соединение, пока не потечет припой.
После
закрепив провод, нанесите флюс, нанесите каплю припоя на соединение, а затем
нагрейте соединение, пока не потечет припой.
При нагревании соединения важно, чтобы кончик пистолета касался с проводом и наконечником. Если нагреть только провод или только наконечник, припой не будет мостом между ними.
Припаяйте провод к зажиму из кожи аллигатора.
Вы можете сделать свои собственные зажимы, припаяв зажимы из крокодиловой кожи к любому проводу. длина, которую вы желаете. Диаграмма справа рассказывает историю.
Восстановление утюга с обгоревшим наконечником
Если у вас есть паяльник с прожженным и изъеденным наконечником, вы можете восстановить это выглядит следующим образом:
(1) Остудив наконечник, подпилите его до чистого, оголенного металла. Если вы должны изменить форму кончик с гранями намного лучше закругленного или конического.
(2) Нанесите флюс на наконечник.
(3) Медленно и осторожно нагрейте наконечник, пока он не станет достаточно горячим, чтобы расплавить припой. Который
есть, подключайте и отключайте утюг несколько раз, пока он, наконец, не достигнет требуемого
температура.
(4) Нанесите припой на наконечник. Протрите бумагой все места, на которые не попадает припой. полотенцем или мелкой наждачной бумагой, пока они не сделают это. Последний тест — выдержит ли утюг капля припоя, не отпавшая. Если будет, то железо в порядке.
Я предлагаю создать контроллер мощности (см. Ниже) и использовать его, чтобы вы не снова сжечь утюг.
Переделать дровяной паяльник в паяльник.
Поскольку наконечник дровяного утюга сделан из меди или латуни, вы можете преобразовать тот, который вы не используете, к паяльнику. Просто следуйте описанной выше процедуре для восстановления обгоревшее железо. Если кончик изначально закруглен, напилите на нем фаски для лучшего контакта. и теплопередача к работе.
Сборка регулятора мощности для паяльника.
Проблема чрезмерного нагрева паяльников может быть решена путем создания «
контроллер », в котором используется диммер.