
Припой-паста паяльная паста 35 гр. REXANT 09-3815 состоит из смеси порошкообразного припоя и флюса-связки, а также вспомогательных веществ, которые придают пасте активные свойства. Отличается тем, что пасту можно применять не только как припой, но и как флюс. С пастой удобнее работать при изготовлении мелких деталей.
 Этот товар из подборокПараметры упакованного товара Единица товара: Штука Длина, мм: 35 Произведено
 Указанная информация не является публичной офертой Отзывы о пасте REXANT 35 гр. 09-3815Оставить свой отзыв На данный момент для этого товара нет расходных материаловСпособы получения товара в МосквеДоставка Вес брутто товара: 0.035 кг В каком городе вы хотите получить товар? выберите городАбаканАксайАктауАлександровАльметьевскАнадырьАнгарскАрзамасАрмавирАрсеньевАртемАрхангельскАстраханьАхтубинскАчинскБалаковоБалашовБалезиноБарнаулБатайскБелгородБелогорскБерезникиБийскБиробиджанБлаговещенскБодайбоБокситогорскБорБорисоглебскБратскБрянскБугульмаБугурусланБуденновскБузулукВеликие ЛукиВеликий НовгородВеликий УстюгВельскВитебскВладивостокВладикавказВладимирВолгоградВолгодонскВолжскВолжскийВологдаВолховВольскВоркутаВоронежВоскресенскВыборгВыксаВышний ВолочекВязьмаВятские ПоляныГеоргиевскГлазовГорно-АлтайскГрозныйГубкинскийГусь-ХрустальныйДальнегорскДедовскДербентДзержинскДимитровградДмитровДонецкДудинкаЕвпаторияЕгорьевскЕкатеринбургЕлецЕссентукиЗаводоуковскЗеленодольскЗлатоустЗубовоИвановоИгнатовоИжевскИзбербашИнтаИркутскИшимЙошкар-ОлаКазаньКалининградКалугаКаменск-УральскийКаменск-ШахтинскийКамень-на-ОбиКанашКанскКарагандаКарасукКаргопольКемеровоКерчьКинешмаКиришиКировКиселевскКисловодскКлинКлинцыКоломнаКолпашевоКомсомольск-на-АмуреКоролевКостромаКотласКраснодарКрасноярскКропоткинКудьмаКузнецкКуйбышевКумертауКунгурКурганКурскКызылЛабинскЛабытнангиЛаговскоеЛангепасЛенинск-КузнецкийЛесосибирскЛипецкЛискиЛуневоЛюдиновоМагаданМагнитогорскМайкопМалые КабаныМахачкалаМеждуреченскМиассМинскМихайловкаМичуринскМоскваМуравленкоМурманскМуромНабережные ЧелныНадымНазраньНальчикНаро-ФоминскНарьян-МарНаходкаНевинномысскНерюнгриНефтекамскНефтеюганскНижневартовскНижнекамскНижний НовгородНижний ТагилНовая ЧараНовозыбковНовокузнецкНовороссийскНовосибирскНовочебоксарскНовочеркасскНовый УренгойНогинскНорильскНоябрьскНурлатНяганьОбнинскОдинцовоОзерскОктябрьскийОмскОнегаОрелОренбургОрехово-ЗуевоОрскПавлодарПангодыПензаПермьПетрозаводскПетропавловскПетропавловск-КамчатскийПикалевоПлесецкПолярныйПригородноеПрокопьевскПсковПятигорскРеутовРоссошьРостов-на-ДонуРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСарапулСаратовСаянскСвободныйСевастопольСеверныйСеверобайкальскСеверодвинскСеверскСерпуховСимферопольСлавянск-на-КубаниСмоленскСоликамскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТаксимоТамбовТаштаголТверьТихвинТихорецкТобольскТольяттиТомскТуапсеТулаТуркестанТюменьУдомляУлан-УдэУльяновскУрайУральскУрюпинскУсинскУсолье-СибирскоеУссурийскУсть-ИлимскУсть-КутУсть-ЛабинскУфаУхтаФеодосияХабаровскХанты-МансийскХасавюртЧайковскийЧебоксарыЧелябинскЧеремховоЧереповецЧеркесскЧитаЧусовойШарьяШахтыЭлектростальЭлистаЭнгельсЮгорскЮжно-СахалинскЯкутскЯлтаЯлуторовскЯрославль Самовывоз: бесплатно
 716292]» data-short-name=»м. Авиамоторная» data-all-goods-available=»0″> м.Авиамоторная, 716292]» data-short-name=»м. Авиамоторная» data-all-goods-available=»0″> м.Авиамоторная,2-й Кабельный проезд, д. 1 пн. – пт.: 10:00 – 19:00 сб. – вс.: 10:00 – 18:00 В корзину 656776,37.618805]» data-short-name=»м. Варшавская» data-all-goods-available=»0″> м.Варшавская, 656776,37.618805]» data-short-name=»м. Варшавская» data-all-goods-available=»0″> м.Варшавская,Варшавское шоссе, д. 72к2 пн. – вс.: 9:00 – 20:00 В корзину 511335,37.574057]» data-short-name=»ул. 40 лет Октября, д. 14А» data-all-goods-available=»0″> м.МЦД D2 Щербинка, 511335,37.574057]» data-short-name=»ул. 40 лет Октября, д. 14А» data-all-goods-available=»0″> м.МЦД D2 Щербинка,г. Щербинка, ул. 40 лет Октября, д. 14А пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 983132,37.142229]» data-short-name=»Андреевка, ул. Жилинская, стр. 1″ data-all-goods-available=»0″> 983132,37.142229]» data-short-name=»Андреевка, ул. Жилинская, стр. 1″ data-all-goods-available=»0″>Московская обл., р.п. Андреевка, ул. Жилинская, стр. 1 пн. – вс.: 10:00 – 21:00 В корзину 817043]» data-short-name=»м. Новогиреево» data-all-goods-available=»0″> м.Новогиреево, 817043]» data-short-name=»м. Новогиреево» data-all-goods-available=»0″> м.Новогиреево,проспект Свободный, д. 16Ас2 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 849959,37.669992]» data-short-name=»м. Свиблово» data-all-goods-available=»0″> м.Свиблово (платформа Северянин), 849959,37.669992]» data-short-name=»м. Свиблово» data-all-goods-available=»0″> м.Свиблово (платформа Северянин),ул. Енисейская, д. 1, стр. 1 пн. – вс.: 9:00 – 20:00 В корзину 415891,38.284122]» data-short-name=»ул. Советская, д. 155с1″ data-all-goods-available=»0″> 415891,38.284122]» data-short-name=»ул. Советская, д. 155с1″ data-all-goods-available=»0″>г. Бронницы, ул. Советская, д. 155с1 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 7″ data-all-goods-available=»0″> 7″ data-all-goods-available=»0″>г. Дмитров, пер. Вокзальный, д. 7 пн. – вс.: 9:00 – 20:00 В корзину 369111,39.067714]» data-short-name=»ш. Касимовское, 1А» data-all-goods-available=»0″> 369111,39.067714]» data-short-name=»ш. Касимовское, 1А» data-all-goods-available=»0″>г. Егорьевск, ш. Касимовское, д. 1А пн. – вс.: 9:00 – 21:00 В корзину 331471,36.731602]» data-short-name=»ул. Гагарина, д. 31/36″ data-all-goods-available=»0″> 331471,36.731602]» data-short-name=»ул. Гагарина, д. 31/36″ data-all-goods-available=»0″>г. Клин, ул. Гагарина, д. 31/36 пн. – вс.: 9:00 – 20:00 В корзину 685162,37.897501]» data-short-name=»ул. Инициативная д. 7с2″ data-all-goods-available=»0″> 685162,37.897501]» data-short-name=»ул. Инициативная д. 7с2″ data-all-goods-available=»0″>г. Люберцы, ул. Инициативная, д. 7с2 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 12, корп. 1″ data-all-goods-available=»0″> 12, корп. 1″ data-all-goods-available=»0″>г. Мытищи, Новомытищинский пр-т, д. 12, корп. 1 пн. – вс.: 9:00 – 20:00 В корзину 426854,37.498686]» data-short-name=»ул. Ленинградская, д. 10А» data-all-goods-available=»0″> 426854,37.498686]» data-short-name=»ул. Ленинградская, д. 10А» data-all-goods-available=»0″>г. Подольск, ул. Ленинградская, д. 10А пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину , вл. 16 Б» data-all-goods-available=»0″> , вл. 16 Б» data-all-goods-available=»0″>г. Химки, Ленинградская ул., вл. 16 Б пн. – вс.: 9:00 – 20:00 В корзинуСервис от ВсеИнструменты. ру руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара! Вернем вам деньги, если данный товар вышел из строя в течение 14 дней с момента покупки. Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантийный ремонтЗдесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Может понадобиться |
 Котельники, Яничкин проезд, д. 3 В магазине >10 шт., забирайте сегодня В корзину
Котельники, Яничкин проезд, д. 3 В магазине >10 шт., забирайте сегодня В корзину 54 По предзаказу на завтра, после 11:00 В корзину
54 По предзаказу на завтра, после 11:00 В корзину 29 По предзаказу на завтра, после 11:00 В корзину
29 По предзаказу на завтра, после 11:00 В корзину МЦД D2 Нахабино, пгт Нахабино, ул. Институтская, д. 17 По предзаказу на завтра, после 11:00 В корзину
МЦД D2 Нахабино, пгт Нахабино, ул. Институтская, д. 17 По предзаказу на завтра, после 11:00 В корзину Нагатинская, Варшавское шоссе, д. 26с32 По предзаказу на завтра, после 11:00 В корзину
Нагатинская, Варшавское шоссе, д. 26с32 По предзаказу на завтра, после 11:00 В корзину Октябрьское поле, ул. Народного Ополчения, д. 48 корп.1 По предзаказу на завтра, после 14:00 В корзину
Октябрьское поле, ул. Народного Ополчения, д. 48 корп.1 По предзаказу на завтра, после 14:00 В корзину Свиблово (платформа Северянин), ул. Енисейская, д. 1, стр. 1 По предзаказу на завтра, после 11:00 В корзину
Свиблово (платформа Северянин), ул. Енисейская, д. 1, стр. 1 По предзаказу на завтра, после 11:00 В корзину Университет, Ломоносовский проспект, д. 5 По предзаказу на завтра, после 11:00 В корзину
Университет, Ломоносовский проспект, д. 5 По предзаказу на завтра, после 11:00 В корзину Дмитров, пер. Вокзальный, д. 7 По предзаказу на завтра, после 11:00 В корзину
Дмитров, пер. Вокзальный, д. 7 По предзаказу на завтра, после 11:00 В корзину Звенигород, ул. Московская, д. 24 По предзаказу на завтра, после 11:00 В корзину
Звенигород, ул. Московская, д. 24 По предзаказу на завтра, после 11:00 В корзину Королев, проспект Королева, д. 6Г По предзаказу на завтра, после 11:00 В корзину
Королев, проспект Королева, д. 6Г По предзаказу на завтра, после 11:00 В корзину Мытищи, Новомытищинский пр-т, д. 12, корп. 1 По предзаказу на завтра, после 11:00 В корзину
Мытищи, Новомытищинский пр-т, д. 12, корп. 1 По предзаказу на завтра, после 11:00 В корзину 23 По предзаказу на завтра, после 11:00 В корзину
23 По предзаказу на завтра, после 11:00 В корзину Серпухов, ул. Ворошилова, д. 82 По предзаказу на завтра, после 11:00 В корзину
Серпухов, ул. Ворошилова, д. 82 По предзаказу на завтра, после 11:00 В корзину Чехов, Вишневый бульвар, д. 3-1 По предзаказу на завтра, после 11:00 В корзину
Чехов, Вишневый бульвар, д. 3-1 По предзаказу на завтра, после 11:00 В корзину Багратионовская,
Багратионовская, Выхино,
Выхино, Коломенская,
Коломенская, 116Д
116Д Озерная,
Озерная, 2с2
2с2 Скобелевская,
Скобелевская, 5
5 – пт.: 9:00 – 20:00
– пт.: 9:00 – 20:00 6Г
6Г – пт.: 9:00 – 20:00
– пт.: 9:00 – 20:00 Сергиев Посад, проспект Красной Армии, д. 209
Сергиев Посад, проспект Красной Армии, д. 209 – вс.: 9:00 – 20:00
– вс.: 9:00 – 20:00 Чехов, Вишневый бульвар, д. 3-1
Чехов, Вишневый бульвар, д. 3-1Паяльная паста — инструкция по применению
Инструкция по применению паяльной пасты
Удивительное количество дефектов поверхностного монтажа возникает еще до открытия упаковки с паяльной пастой. Большую часть дефектов, связанных с использованием паяльной пасты, можно объяснить способом транспортировки, хранения и подготовки паяльной пасты. Контроль транспортировки, хранения и подготовки паяльной пасты может сократить или исключить недостатки, обусловленные использованием пасты. Ниже приводится перечень основных факторов, внимание к которым поможет вам максимально эффективно использовать паяльную пасту.
Контроль транспортировки, хранения и подготовки паяльной пасты может сократить или исключить недостатки, обусловленные использованием пасты. Ниже приводится перечень основных факторов, внимание к которым поможет вам максимально эффективно использовать паяльную пасту.
Паяльная паста состоит из двух компонентов с разной плотностью (металл и флюс), поэтому в некоторых составах небольшое количество флюса выделяется и поднимается на поверхность пасты. Чрезмерный нагрев может в значительно усилить процесс выделения флюса. Это ухудшит реологические свойства, и паста не будет, как ей положено, «течь». Таким образом, необходимо беречь паяльную пасту от чрезмерного нагрева перед использованием.
Влага является загрязняющим веществом, которое способно ухудшить качество паяльной пасты. Любая паяльная паста является в некоторой степени гигроскопичной (имеет свойство впитывать влагу), таким образом, необходимо беречь паяльную пасту от сырой (влажной) окружающей среды. Влага способна вызвать окисление шариков припоя до оплавления или значительно повысить скорость окисления припоя во время оплавления. Флюс, содержащийся в составе паяльной пасты, может не до конца очистить спаиваемые поверхности в рамках стандартного термопрофиля, так как необходимо большее время для удаления окислений, и тем самым не обеспечить необходимой смачиваемости. Кроме того, влага является причиной появления таких дефектов как: оползание паяльной пасты после трафаретной печати, образования перемычек, шариков припоя, закипания флюса, уменьшение время клейкости паяльной пасты. Водосмывные паяльные пасты более устойчивы к оползанию после трафаретной печати
Влага способна вызвать окисление шариков припоя до оплавления или значительно повысить скорость окисления припоя во время оплавления. Флюс, содержащийся в составе паяльной пасты, может не до конца очистить спаиваемые поверхности в рамках стандартного термопрофиля, так как необходимо большее время для удаления окислений, и тем самым не обеспечить необходимой смачиваемости. Кроме того, влага является причиной появления таких дефектов как: оползание паяльной пасты после трафаретной печати, образования перемычек, шариков припоя, закипания флюса, уменьшение время клейкости паяльной пасты. Водосмывные паяльные пасты более устойчивы к оползанию после трафаретной печати
Если иное не указано в листке технических данных, не рекомендуется замораживать паяльную пасту. Замораживание может привести к тому, что активаторы, содержавшиеся во флюсе, отделятся от его состава. Это негативно отразиться на характеристиках смачиваемости пасты.
Во избежание порчи, вызываемой вышеописанными внешними факторами, доставка паяльной пасты осуществляется в течение суток, по возможности в термостатической упаковке. После получения пасту необходимо распаковать и немедленно передать на хранение в нужных условиях согласно рекомендациям производителя. Идеальные условия хранения паяльной пасты, которые позволяют продлить срок хранения материала – хранение в охлажденном виде.
После получения пасту необходимо распаковать и немедленно передать на хранение в нужных условиях согласно рекомендациям производителя. Идеальные условия хранения паяльной пасты, которые позволяют продлить срок хранения материала – хранение в охлажденном виде.
Идеальные условия печати паяльной пастой — относительная влажность: 40 % – 50 %, температура: 21-27°C. Кроме того, следует избегать задувания воздуха на трафарет, поскольку воздух, как правило, способствует подсыханию паяльной пасты.
Подсказка: Некоторые системы трафаретной печати, работу которых контролируют внешние контроллеры параметров окружающей среды, по умолчанию нагнетают воздух на поверхность трафарета. В отдельных случаях это намеренная конструктивная особенность, в других это всего лишь случайная особенность конструкции. Несложная доработка позволит значительно сократить или полностью исключить движение воздуха по поверхности трафарета.
Чтобы получить оптимальный результат, очень важно правильно подготовить пасту к нанесению. Важно не использовать и не наносить паяльную пасту в охлажденном виде. Если охлажденную пасту открыть при температуре ниже температуры конденсации помещения, на поверхности пасты появится конденсат, который приведет к осадке, закипанию и разбрызгиванию флюса и/или пасты, сдвигу деталей и/или другим связанным с появлением конденсата технологическим дефектам. Во избежание подобных проблем паяльную пасту необходимо полностью разогреть перед использованием. Стандартное время Поверхностный монтаж 4 стабилизации охлажденной паяльной пасты составляет от четырех до шести часов. Пока паяльная паста полностью не нагреется до комнатной температуры, не снимайте герметическую крышку, не открывайте и не пытайтесь перемешать пасту. В то время как контейнеры и картриджи через некоторое время могут быть теплыми на ощупь, температура в толще пасты может быть ниже комнатной.
Важно не использовать и не наносить паяльную пасту в охлажденном виде. Если охлажденную пасту открыть при температуре ниже температуры конденсации помещения, на поверхности пасты появится конденсат, который приведет к осадке, закипанию и разбрызгиванию флюса и/или пасты, сдвигу деталей и/или другим связанным с появлением конденсата технологическим дефектам. Во избежание подобных проблем паяльную пасту необходимо полностью разогреть перед использованием. Стандартное время Поверхностный монтаж 4 стабилизации охлажденной паяльной пасты составляет от четырех до шести часов. Пока паяльная паста полностью не нагреется до комнатной температуры, не снимайте герметическую крышку, не открывайте и не пытайтесь перемешать пасту. В то время как контейнеры и картриджи через некоторое время могут быть теплыми на ощупь, температура в толще пасты может быть ниже комнатной.
Не пытайтесь разогреть паяльную пасту (например, поместив банку на горячую поверхность, рядом с потоком теплого воздуха, на установку для пайки волной припоя и т. д.), это может привести к выделению флюса и прочим вышеописанным дефектам, связанным с нагреванием пасты.
д.), это может привести к выделению флюса и прочим вышеописанным дефектам, связанным с нагреванием пасты.
Подсказка: Если вы откроете охлажденную банку или картридж с пастой и тщательно ее перемешаете, паста станет однородной и может быть пригодной к использованию, но это не значит, что паста нагрелась, и такие действия точно не являются правильным способом подготовки пасты к использованию.
После того как паста нагрелась до нужной температуры, быстро и осторожно перемешайте пасту в банке специальной лопаткой в одном направлении в течение 1–3 минут. Это обеспечит равномерное перемешивание компонентов. Соблюдайте определенную осторожность: пасту нельзя перемешивать слишком интенсивно или дольше рекомендованного времени. Это может привести к снижению вязкости паяльной пасты и, соответственно, к оползанию пасты после нанесения через трафарет и/или образованию перемычек.
Не рекомендуется, но допускается хранить использованную паяльную пасту, оставшуюся на трафарете, в отдельном контейнере, чтобы в дальнейшем использовать ее повторно. Соблюдайте осторожность при сборе использованной пасты с трафарета; не собирайте пасту, которая засохла на трафарете или лезвиях ракеля. Засохшая повторно используемая паста или ее мелкие комочки способны привести к загрязнению ракеля при повторном использовании пасты. Такую пасту наносят на трафарет, предварительно разбавив равным, как правило, количеством новой пасты, чтобы восстановить ее свойства. Повторно используемую и свежую пасту смешивают в пропорции, обеспечивающей хорошую консистенцию пасты при печати.
Соблюдайте осторожность при сборе использованной пасты с трафарета; не собирайте пасту, которая засохла на трафарете или лезвиях ракеля. Засохшая повторно используемая паста или ее мелкие комочки способны привести к загрязнению ракеля при повторном использовании пасты. Такую пасту наносят на трафарет, предварительно разбавив равным, как правило, количеством новой пасты, чтобы восстановить ее свойства. Повторно используемую и свежую пасту смешивают в пропорции, обеспечивающей хорошую консистенцию пасты при печати.
Рекомендовано добавлять повторно используемую пасту на трафарет в течение дня или смены в небольших количествах во избежание ухудшения свойств пасты, а также следить за удалением пасты с трафарета перед его очисткой в конце смены или дня. Необходимо отметить, что большинство компаний предпочитает утилизировать использованную пасту во избежание возможных технологических проблем.
Подсказка: Не храните использованную и свежую паяльную пасту в одном контейнере. При смешанном хранении в свежую пасту может попасть излишняя влага или другие загрязняющие вещества, которые способны ухудшить эффективность пасты.
При смешанном хранении в свежую пасту может попасть излишняя влага или другие загрязняющие вещества, которые способны ухудшить эффективность пасты.
Паяльные пасты — виды, классификация и состав
Михаил Нижник, генеральный директор, ООО «Группа МЕТТАТРОН»
Автор обобщает сведения о свойствах и поведении паяльных паст при пайке, опираясь на обширный опыт работы с паяльными пастами фирмы «KOKI». Статья будет интересна технологу, работающему на линии поверхностного монтажа.
- Классификация паяльных паст
- Состав паяльных паст
- Как добиться высокого качества печати
- Рекомендумые паяльные пасты
Виды паяльных паст
Пасты классифицируются по типу флюсов (см. рис. 1).
«Водорастворимую» паяльную пасту (остатки флюса после пайки растворяются водой), требующую обязательной отмывки из-за содержания активного флюса (см. таблицу 1), отмывают последовательно обычной, дистиллированной и деионизированной водой, причем на каждом этапе применяют струйную отмывку или ультразвук. Для «водорастворимых» паст, не требующих обязательной отмывки, процесс ограничивается дистиллированной водой.
Для «водорастворимых» паст, не требующих обязательной отмывки, процесс ограничивается дистиллированной водой.
Рис. 1. Классификация паяльных паст
| Активность флюса (% содержание галогенов) | Канифольные Rosin (RO) | Синтетические Resin (RE) | Органические Organic (OR) | Необходимость отмывки |
|---|---|---|---|---|
| Низкая (0%) | ROL0 | REL0 | ORL0 | Нет |
| Низкая (<0,5%) | ROL1 | REL1 | ORL1 | Нет |
| Средняя (0%) | ROM0 | REM0 | ORM0 | Рекомендуется |
| Средняя (0,5 – 2,0%) | ROM1 | REM1 | ORM1 | |
| Высокая (0%) | ROH0 | REH0 | ORH0 | Обязательно |
| Высокая (>2,0%) | Обязательно |
С пастами, требующими отмывки специальными жидкостями, ситуация иная. Вне зависимости от наличия в составе галогенов, такие пасты основаны на канифольных флюсах, поэтому для их отмывки после пайки рекомендуется применять растворитель типа HCFC и омыляющий реагент. Потом отмывочные жидкости, в свою очередь, отмываются дистиллированной, а затем деионизированной водой.
Вне зависимости от наличия в составе галогенов, такие пасты основаны на канифольных флюсах, поэтому для их отмывки после пайки рекомендуется применять растворитель типа HCFC и омыляющий реагент. Потом отмывочные жидкости, в свою очередь, отмываются дистиллированной, а затем деионизированной водой.
Вместе с тем, многие паяльные пасты, не содержащие галогенов, отмываются трудно и оставляют на поверхности плат белесый остаток флюса. При этом стойкость к осадке считается важнее отмываемости.
Большинство паяльных паст, не требующих отмывки, освобождают производство от этого технологического процесса. Флюсы таких паст защищают паяное соединение от коррозии подобно лаку. Сосредоточимся на пастах, не требующих отмывки: они наиболее технологичны.
Рис. 2. Состав паяльных паст
Часто говорят: безотмывочные пасты не должны содержать галогенов. Надо четко уяснить, что если в документации на пасту указано «Требует отмывки», то мыть надо обязательно, а если такой маркировки нет, то вопрос решается исходя из дополнительных требований к изделию: внешний вид, нанесение лака.
В Японии, например, галогенсодержащие пасты (0,2%) в процессах без отмывки после пайки гораздо популярнее безгалогенных. Галогенсодержащие паяльные пасты сравнительно более технологичны, например, по паяемости, но часто уступают безгалогенным пастам по надежности, что проявляется в снижении сопротивления изоляции готового монтажа. Это объясняется более высокой химической активностью остатков флюса. Таким образом, паяемость и надежность, в большинстве случаев, — взаимоисключающие факторы.
Рис. 3. Основные характеристики, учитываемые при разработке или выборе паяльных паст
В идеале, для пайки без отмывки нужна паста без галогенов, но с паяемостью, как у галогенсодержащей пасты.
Трудность заключается в повышении химической активности безгалогенных безотмывочных паст. В большинстве таких паст в качестве активатора вместо галогенсодержащих соединений используются органические кислоты, причем чем меньше молекулярный вес кислоты, тем больше способность активации. Поскольку активирующее действие органических кислот гораздо слабее, чем у галогенсодержащих компонентов, стараются ввести в систему флюса пару десятков относительно активных органических кислот.
Поскольку активирующее действие органических кислот гораздо слабее, чем у галогенсодержащих компонентов, стараются ввести в систему флюса пару десятков относительно активных органических кислот.
Вместе с тем такие высокоактивные органические кислоты поглощают влагу. Это чревато: оставшаяся в остатках флюса на поверхности подложки кислота при взаимодействии с водой ионизируется, что уменьшает поверхностное сопротивление изоляции и ведет к электромиграции.
В системах активации в паяльных пастах (здесь автор опирается на технические данные по пастам фирмы «KOKI») используются менее гигроскопичные органические кислоты и специально разработанный безионный активатор. Эта специальная система не диссоциирует на ионы, ее электрические свойства стабильны, а активирующая способность не уступает галогенам. Благодаря высокой температуре активации, безионный активатор в сочетании с тщательно подобранными органическими кислотами делает активацию на стадии оплавления более длительной. В результате паяемость улучшается не в ущерб надежности.
Вот примеры популярных типов паст:
- паяльная паста для высокоскоростной печати;
- паяльная паста с высокой смачивающей способностью;
- паяльная паста для автоматического внутрисхемного тестирования;
| Стадии жизненного цикла паяльной пасты | Контролируемые характеристики |
|---|---|
| Хранение | Неизменность вязкости и паяемости |
| Нанесение пасты | Тонкая печать с шагом 0,5 мм и сверхтонкая — с шагом 0,4 мм. Время жизни после нанесения. Растекаемость пасты. Отделяемость от стенок апертур трафарета. Скорость печати (нормальная — до 100 мм/с, скоростная — 200 мм/с и более). Тиксотропный индекс (изменение вязкости в процессе оплавления). Полнота заполнения апертур. Размазываемость пасты по трафарету (паста должна образовывать плотный валик перед ракелем). |
| Монтаж компонентов | Клейкость. Стойкость пасты к осадке (растеканию). |
| Оплавление | Образование перемычек (короткие замыкания). Наличие частиц припоя в остатках флюса. Выворачивание и отрыв компонентов (tombstoning). Смачиваемость (образование галтели припоя). |
| Контроль качества | Остатки флюса должны обеспечивать бесперебойную работу АОИ — автоматической оптической инспекции. Для паяльных паст, предназначенных для последующего ICT-контроля, остатки флюса должны быть пластичными и оставаться на зондах. |
| Качество отмывки | При необходимости отмывки от остатков флюса она должна быть полной, без белого налета. |
вернуться к содержанию
Состав паяльных паст
Паяльные пасты состоят из припоя и флюса (см. рис. 2). При выборе комплекса припой + флюс для паяльной пасты учитывают характеристики, приведенные на рис. 3.
3.
Порошок припоя
Для производства порошка припоя используют методы газового и центробежного распыления. Особенности метода газового распыления:
— получение частиц малого размера;
— легкость управления процессом образования окисной пленки на поверхности частиц;
— низкий уровень окисления частиц припоя.
Полученные частицы порошка припоя имеют размеры 1–100 мкм. На распределение размеров частиц припоя и их диаметр влияет скорость подачи припоя, скорость вращения шпинделя и содержание кислорода.
Рис. 4. Получение порошка припоя газовым распылением
Порошок получают в емкости высотой около 5 м и диаметром 3 м, которая заполнена азотом и кислородом очень малой плотности (см. рис. 4). Слитки припоя плавят в тигле, расположенном в верхней части резервуара. Расплавленный припой капает вниз на шпиндель, вращающийся с большой скоростью. Когда капли припоя попадают на шпиндель, происходит разбрызгивание припоя в направлении стенок резервуара, при этом припой приобретает сферическую форму и затвердевает до того, как эти частицы достигнут стенки резервуара.
Рис. 5. Степень окисления частиц припоя в зависимости от их размера
Затем порошковый припой попадает на сортировочное сито, где лучше всего использовать метод двойной сортировки порошка припоя. На первой стадии порошок сортируют струей азота от воздуходувки. При этом отсеиваются частицы с размерами меньше нужного. Затем порошок идет на сито, где задерживаются частицы с размерами, превышающими заданные величины.
Паяльные пасты с размером частиц 20–38 мкм применяются при монтаже печатных плат с шагом апертур трафарета до 0,4 мм, а с размером 20–50 мкм — для шага от 0,5 мм.
На качество порошков влияют два фактора.
Распределение размера частиц влияет на реологию паяльных паст, печать, растекаемость, характер отделения от трафарета и показатели осадки паст. Минимальный размер апертур трафарета зависит от минимального размера контактных площадок на печатной плате, при этом максимальный размер апертуры меньше или равен размеру контактной площадки. Нужный размер частиц подбирайте из расчета, что в самую маленькую апертуру трафарета должно гарантированно уместиться не менее 5 частиц припоя, как показано на рис. 12.
12.
вернуться к содержанию
Флюс
Второй компонент паяльной пасты — это флюс. Роль флюса в паяльных пастах та же, что и при пайке «волной припоя», или селективной пайке. Флюс должен:
— удалить оксидную пленку и предотвратить повторное окисление в процессе пайки. Металлические поверхности в условиях высоких температур при оплавлении быстро окисляются. Твердые компоненты флюса при этих температурах размягчаются и переходят в жидкое состояние, покрывая и защищая спаиваемые поверхности от повторного окисления. Флюс восстанавливает металл и удаляет оксидную пленку с поверхности контактов электронных компонентов, финишного покрытия печатной платы и поверхности порошка припоя;
— удалить загрязнения. Впрочем, флюс не справится с большим количеством пото-жировых отпечатков, поэтому лучше плату брать в руки в перчатках;
— обеспечить стабильность вязкости пасты, требующуюся при печати и оплавлении.
Основные флюсующие компоненты и их роль указаны в таблице 3.
| Группа | Вещества | На что влияют | Пояснение |
|---|---|---|---|
| Активаторы | Аминхлоргидрат. Органические кислоты и т.д. | Активирующая способность (паяемость). Надежность (поверхностное сопротивление остатков флюса, уровень электромиграции и коррозии). Срок хранения. | Именно эти компоненты в основном обеспечивают эффективное удаление окислов. Активаторы не только размягчают и переводят в жидкую форму древесные смолы, они также смачивают поверхность металла и реагируют с окислами. |
| Канифоли | Древесная канифоль. Гидрированная канифоль. Диспропорционированная канифоль. Полимеризующаяся канифоль. Канифоль, денатурированная фенолом. Канифоль, денатурированная эфиром. | Печать. Паяемость. Стойкость к осадке. Клейкость. Цвет остатков флюса. Контролепригодность. | Эти виды канифоли размягчаются на стадии предварительного нагрева (температура размягчения 80–130°С) и растекаются по поверхности частиц припоя и по подложке. Фирма «KOKI» обычно использует натуральные древесные канифоли. В зависимости от вида обработки они имеют различный цвет (чаще всего желтый или желто-оранжевый), активирующую способность и температуру размягчения. Для управления технологическими свойствами (осадкостойкостью, клейкостью и т. д.), а также свойствами остатка (его цветом, пластичностью, способностью обеспечивать тестируемость схемы) обычно в состав флюса входит не менее 2–3 различных видов канифоли. Фирма «KOKI» обычно использует натуральные древесные канифоли. В зависимости от вида обработки они имеют различный цвет (чаще всего желтый или желто-оранжевый), активирующую способность и температуру размягчения. Для управления технологическими свойствами (осадкостойкостью, клейкостью и т. д.), а также свойствами остатка (его цветом, пластичностью, способностью обеспечивать тестируемость схемы) обычно в состав флюса входит не менее 2–3 различных видов канифоли. |
| Тиксотропные материалы | Пчелиный воск. Гидрированное касторовое масло. Алифатические амиды. | Четкость печати. Вязкость. Тиксотропность. Стойкость к осадке. Запах. Отмываемость. | Эти компоненты позволяют обеспечить стойкость пасты к напряжениям сдвига, возникающим в процессе печати и установки компонентов на плату, и восстанавливают вязкость пасты после нанесения ее на подложку. Дополнительные компоненты обеспечивают легкое отделение пасты от трафарета, что улучшает качество печати. |
Рассмотрим теперь факторы, влияющие на качество печати.
Рис. 6. Факторы, влияющие на качество печати
вернуться к содержанию
Принтеры
Электронная промышленность развивается, и плотность монтажа компонентов на печатной плате растет, а размер компонентов уменьшается. Из-за этого требования к характеристикам и качеству паяльных паст ужесточаются.
Рекомендуем высококачественные паяльные пасты для поверхностного монтажа от японского производителя KOKI.
Критичный фактор при монтаже печатных плат с высокой плотностью монтажа компонентов — выбор оборудования и параметров печати, а также качество и характеристики паяльных паст. Это означает, что даже если подобрана потенциально очень хорошая паяльная паста, результат может оказаться удручающим только из-за неправильной установки рабочих параметров принтера или неудачного подбора ракеля и способа изготовления трафарета.
Факторы, определяющие качество печати, перечислены на рисунке 6. Рассмотрим их подробнее.
Рассмотрим их подробнее.
Трафареты
Способы изготовления трафаретов (см. рис. 7):
— химическое травление;
— лазерная резка;
— гальванопластика.
Прежде использовались трафареты, полученные химическим травлением, в силу их относительной дешевизны. Однако форма апертур таких трафаретов не позволяет получать качественную печать при размере апертур менее 0,5 мм.
Трафареты, изготовленные лазерной резкой, имеют меньший размер апертур, но на стенках апертур остается окал, получившийся в результате плавления металла. Без дополнительной обработки такие трафареты невозможно использовать для апертур шириной менее 0,4 мм или под корпуса BGA c диаметрами площадок 0,25–0,3 мм. Эта проблема легко решается путем электрополировки трафаретов, которая убирает шероховатость со стенок апертур, что позволяет использовать такие трафареты при размере апертур до 0,2 мм.
Третий метод — гальванопластика — дает трафареты с размером апертур до 0,1 мм. Используется крайне редко, потому что такой размер апертур практически не используется, а стоимость производства высока.
Толщина трафарета определяется минимальными размерами и шагом между апертурами. Чем тоньше трафарет, тем лучше результаты при печати, поскольку тонкие трафареты вызывают меньшее напряжение сдвига в пасте при отделении от подложки (см. рис. 8).
Рекомендуемая толщина трафарета в зависимости от размера апертур приведена в таблице 4.
Рис. 7. Поверхность стенок отверстий в шаблонах в зависимости от способа изготовления
Рис. 8. Чем тоньше шаблон, тем меньше сдвигается паяльная паста при отделении от подложки
| Минимальный шаг выводов, мм | Толщина трафарета, мкм |
|---|---|
| > 0,65 | 0,15; 0,2 |
| 0,5 | 0,12; 0,15 |
| 0,4 (диаметр MBGA 0,3 мм) | 0,12; 0,15 |
| SMD 0201 | 0,08; 0,1 |
| SMD 03015; 01005 | 0,08 и менее |
Желательно, чтобы размер апертуры был несколько меньше площадки на печатной плате, чтобы скомпенсировать растяжение трафарета, допуски на совмещение и осадку паяльной пасты.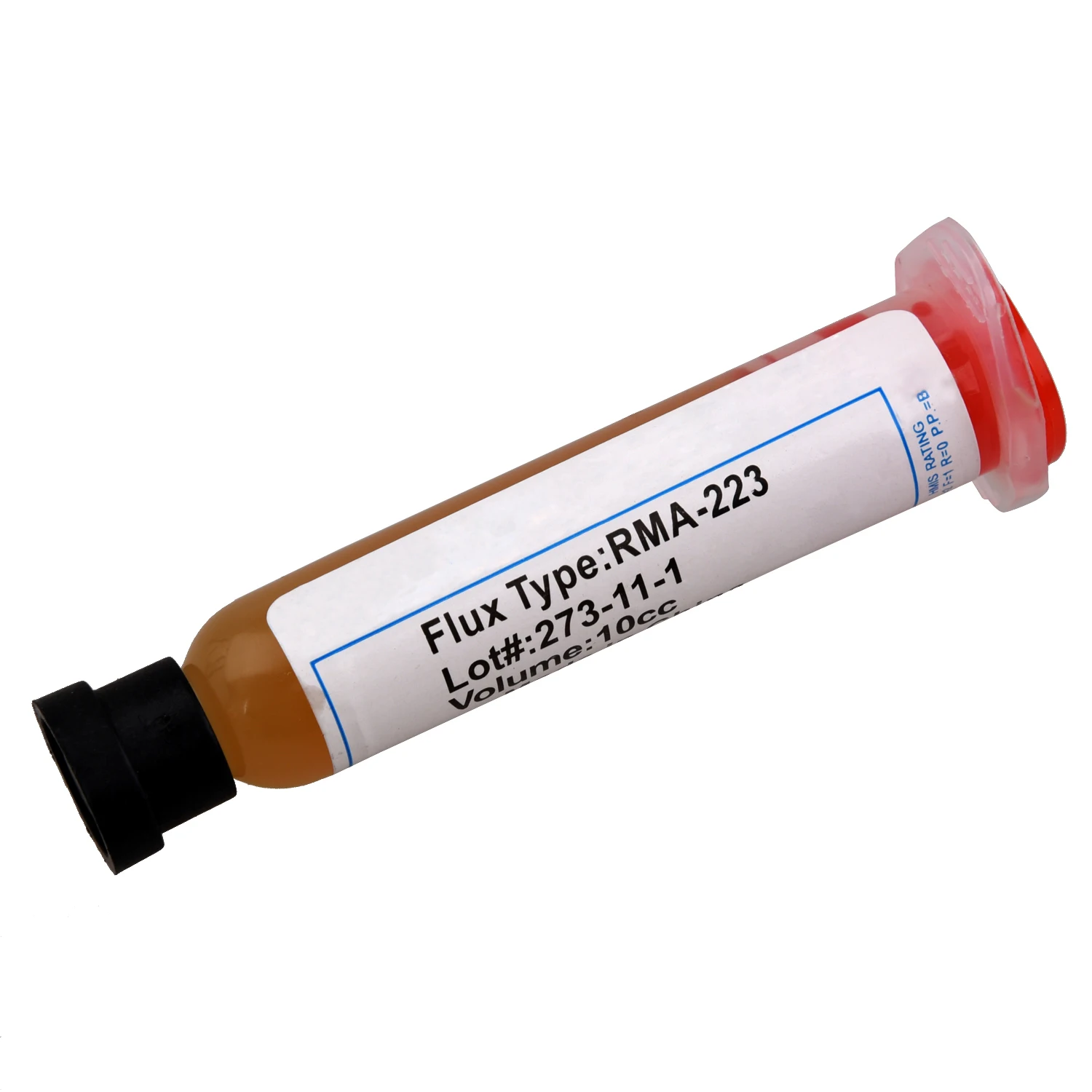 Пример апертуры под контактную площадку вывода корпуса QFP (шаг 0,5 мм) приводится на рисунке 9.
Пример апертуры под контактную площадку вывода корпуса QFP (шаг 0,5 мм) приводится на рисунке 9.
Рис. 9. Размер отверстия в шаблоне должен быть меньше размера площадки
Рис. 10. Расчет размеров отверстия в трафарете
Рис. 11. В отверстиях со скругленными углами адгезия между пастой и стенками отверстий меньше
Рис. 12. В самое маленькое отверстие трафарета должны вписываться от 4 до 5 самых больших шариков припоя
Геометрическая форма апертур сильно влияет на число дефектов пайки. Поэтому к изготовлению трафаретов нужно подходит очень ответственно, как на этапе конструирования, так и на этапе изготовления.
Правила расчета размеров апертур иллюстрирует рисунок 10. Рисунок 11 показывает, что при использовании апертур со скругленными углами уменьшается адгезия между пастой и стенками апертур при отделении трафарета от подложки, что уменьшает искажение отпечатка.
Что касается минимального размера апертур, то не менее 5 самых больших шариков припоя должны вписываться в самую маленькую апертуру по ее меньшей стороне (см. рис. 12).
рис. 12).
вернуться к содержанию
Ракели
Ракели бывают резиновыми и металлическими. Резиновые ракели подразделяются по форме на квадратные, плоские и сабельные (см. рис. 13). Нельзя сказать, какой из ракелей лучше: от рабочего угла ракеля зависит растекаемость пасты, а хорошая растекаемость дает должное заполнение каждой апертуры паяльной пастой.
Рабочий угол сабельного ракеля составляет 70–80°. Поскольку сила, направленная вниз, относительно невелика, такой ракель больше подходит для паст с низкой вязкостью.
У квадратного ракеля рабочий угол составляет 45°. Он оказывает высокое давление на паяльную пасту, поэтому его лучше применять для высоковязких паст. Если работать этим ракелем с низковязкими пастами, то паста затечет под трафарет (см. рис. 14).
Рабочий угол плоского ракеля — 50–60°. Изменяя угол наклона, можно работать с пастами различной вязкости.
При работе с резиновыми ракелями надо постоянно следить, чтобы рабочая кромка всегда была острой. При износе кромки приходится увеличивать нажим, чтобы избежать размазывания пасты. При этом возрастает и давление, под которым происходит заполнение апертур пастой, что увеличивает трение между частицами припоя и неблагоприятно влияет на отделяемость пасты от стенок апертур.
При износе кромки приходится увеличивать нажим, чтобы избежать размазывания пасты. При этом возрастает и давление, под которым происходит заполнение апертур пастой, что увеличивает трение между частицами припоя и неблагоприятно влияет на отделяемость пасты от стенок апертур.
В отличие от резиновых, жесткие металлические ракели не изнашиваются, работают долго и не захватывают пасту из отверстий.
Рис. 13. Типы резиновых ракелей
WS200 Паяльная паста Multicore с водорастворимым флюсом
Снята с производства.
Паяльная паста WS200 – высокоэффективная паста с водорастворимым флюсом. Остатки флюса легко удаляются деионизованной водой, без использования дополнительных моющих средств. Эта паста имеет длительный срок жизни в открытом виде, обладает отличными характеристиками трафаретной печати в сочетании с великолепной активностью в процессе пайки. Паяльная паста WS200 идеально подходит для процессов пайки с использованием печатных плат и компонентов с плохой паяемостью. Увеличенная активность и улучшенные свойства паяльной пасты WS200 позволяют обеспечить широкий диапазон варьирования режимов пайки и снизить вероятность возникновения дефектов.
Увеличенная активность и улучшенные свойства паяльной пасты WS200 позволяют обеспечить широкий диапазон варьирования режимов пайки и снизить вероятность возникновения дефектов.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ
• Пригодность к применению для пайки компонентов с малым шагом
• Обеспечивает превосходную смачивае мость на поверхностях с различными типами металлизации
• Отличная устойчивость к растеканию во влажной среде и при предварительном нагреве
• Возможность применения высокоскоростных процессов трафаретной печати (до 100 мм/сек)
• Сохраняет клеящие свойства более 24 часов
• Превосходная устойчивость к воздействию повышенной влажности
СОСТАВ
Паяльная паста WS200 может поставляться с порошкообразным припоем из разных типов сплавов. Наиболее распространенные сплавы Sn62 и Sn63 полностью удовлетворяют стандарту J-STD-006. Сплав и размеры частиц порошкообразного припоя оговариваются при заказе пасты. Паяльная паста соответствует классу ORh2 по стандартам BellcoreGR-78-Core и ANSI/J-STD-004
Паяльная паста соответствует классу ORh2 по стандартам BellcoreGR-78-Core и ANSI/J-STD-004
ТЕХНИЧЕСКИЕ ДАННЫЕ
Основные свойства паяльной пасты WS200 представлены в таблице Технические характеристики паст Multicore
Паяльная паста WS200 может поставляться с порошкообразным припоем из сплавов Sn62 или Sn63.
Важная характеристика паяльных паст с водосмываемым флюсом – это их устойчивость к воздействию влажности. Качество нанесения пасты через трафарет и растекаемость отпечатков паяльной пасты WS200 проверяются при температуре 25°С и относительной влажности 95% в течении 8 часов для каждой партии. Типовые результаты испытаний показывают незначительное изменение свойств паяльной пасты.
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ
Трафаретная печать:
Паяльная паста WS200 с размером частиц 25 – 45 мкм (AGS) может наноситься на контактные площадки под компоненты с малым шагом (до 0,4 мм). При применении трафаретов, изготовленных электрогальваникой или методом лазерной резки, возможно нанесение пасты со скоростью до 100 мм/сек. При этом рекомендуется наносить пасту металлическим ракелем при угле наклона 60°С. Минимальная рекомендуемая скорость нанесения паяльной пасты 20 мм/сек. В отличие от других типов паст, при нанесении WS200 не требуется приложение большого давления ракеля, что дает возможность применения процесса двухстороннего нанесения паяльной пасты.
При этом рекомендуется наносить пасту металлическим ракелем при угле наклона 60°С. Минимальная рекомендуемая скорость нанесения паяльной пасты 20 мм/сек. В отличие от других типов паст, при нанесении WS200 не требуется приложение большого давления ракеля, что дает возможность применения процесса двухстороннего нанесения паяльной пасты.
Пайка оплавлением:
Для оплавления паяльной пасты WS200 могут быть использованы любые известные методы нагрева, в том числе инфракрасная или конвекционная пайка.
Отмывка:
Паяльная паста WS200 разработана для водных процессов отмывки, и обычно не требует применения дополнительных моющих средств. Остатки флюса WS200 являются активными и подлежат обязательному удалению сразу после пайки. Неполное удаление остатков флюса может привести к снижению надежности электронных изделий, поэтому наиболее предпочтительно при отмывке использовать холодную деионизованную воду. Водопроводная вода не рекомендуется для отмывки печатных узлов, так как ионные загрязнения, могут вызвать снижение надежности печатных узлов, и оставлять «белый налет». Остатки флюса паяльной пасты WS200 могут быть легко удалены, если отмывка проводится не более чем через три дня после пайки. В случае применения высоких температур пайки (свыше 250°С) или длительного времени после пайки (более 3-х суток) остатки паяльной пасты WS200 могут «стекловаться» и не полностью удаляться водой. В этом случае для улучшения качества отмывки могут использоваться специальные промывочные жидкости, например Vigon US и Vigon A 200.
Остатки флюса паяльной пасты WS200 могут быть легко удалены, если отмывка проводится не более чем через три дня после пайки. В случае применения высоких температур пайки (свыше 250°С) или длительного времени после пайки (более 3-х суток) остатки паяльной пасты WS200 могут «стекловаться» и не полностью удаляться водой. В этом случае для улучшения качества отмывки могут использоваться специальные промывочные жидкости, например Vigon US и Vigon A 200.
ХРАНЕНИЕ И УПАКОВКА
Срок хранения паяльной пасты в закрытой фирменной упаковке при температуре от +5 до +10°С составляет не менее 6 месяцев. Паяльная паста WS200 поставляется в банках по 500 г.
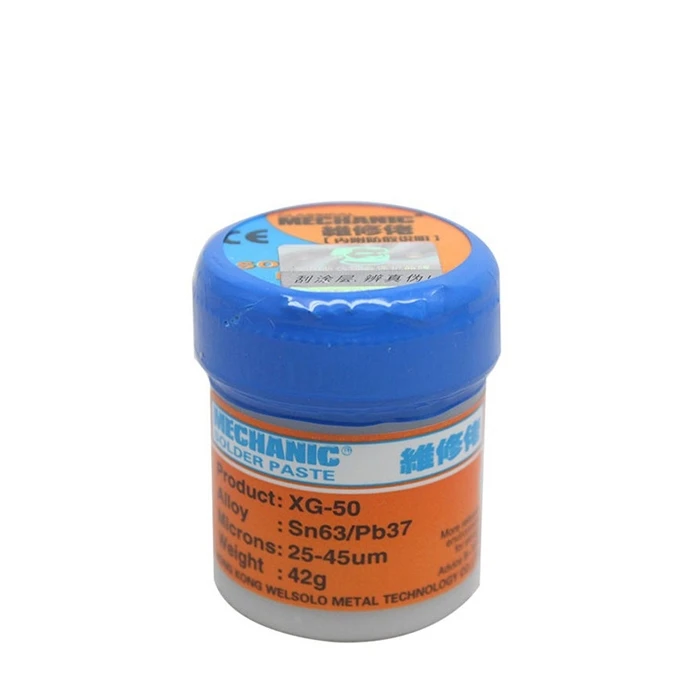
Паяльная паста Mechanic XG-50
Поскольку недавно была раздача купонов $4/5.5, то из любопытства было решено прикупить паяльную пасту. Да и мало ли, в хозяйстве будет не лишним. Заказ не закрыли, а даже отправили и я его недавно получил. Паяльная паста — это, грубо говоря, флюс перемешанный с сильно измельчённым припоем, так сказать сразу 2 в 1. Посмотрим, что из себя представляет этот расходник.
Посмотрим, что из себя представляет этот расходник.Пришло две баночки, как и обещалось. Обозначенный бренд — Mechanic, который также производит и другие расходные материалы — припои, флюсы, паяльные защитные маски и даже тринокулярные микроскопы.
Соотношение олова/свинца у этой пасты, согласно написанному, — 63/37. Также говорится, что паста может плавиться от 183 градусов. Указанный вес 42 грамма
Вес, как подсказывало чутьё, имелся ввиду брутто, т.е. вместе с пластиковой банкой, что обыденно
Скан QR-кода, частично скрытого под защитным слоем на банке перенаправил на страницу китайского сайта, где мало что понятно
На дне банки напечатана дата изготовления 12 октября 2019, можно сказать, паста свежая. Срок годности 1 год.
Внутри банки фольга и густая однородная серая масса, сама не вываливается, если перевернуть вверх дном. Имеет резкий запах, но это если вплотную приподнести нос.
тесты
Паста очень густая, намазывается неохотно:
Несмотря на то, что я её нанёс многовато, попробуем теперь запаять SMD-резистор в корпусе 0805 горячим воздухом 200 градусов. Плавится паста хорошо, резистор запаялся как надо, а излишки притянулись к соседним пятакам. Отмечу, что содержащийся в пасте флюс — не пузырится при нагреве, а значит — мелкие SMD-элементы не будут подпрыгивать.
Плавится паста хорошо, резистор запаялся как надо, а излишки притянулись к соседним пятакам. Отмечу, что содержащийся в пасте флюс — не пузырится при нагреве, а значит — мелкие SMD-элементы не будут подпрыгивать.
Вроде бы просто и удобно, но замечу, что подобрать нужную дозировку пасты — задача нетривиальная. Очень легко как перебрать, так и недобрать. Вот ниже пример с облуживанием проводка
который макнул в банку с пастой, и на нём осталось некоторое её количество.
проводники облудились, но явно не целиком, — пасты не хватило, кое-где просвечиваются медные жилки.
в другой раз нанёс чуть больше пасты, с торчащими излишками
теперь облуживание происходит полностью
Припаивание проводника к пятаку на плате.
В этом сценарии паяльная паста приготовила другой нюанс — если её недостаточно «прокипятить» паяльником, то припой перейдёт только в промежуточное состояние и останется в виде мелких шариков. Поэтому нужен контроль, чтобы ширики припоя собрались в однородную металлическую массу.
Лужение медного покрытия на кусочке стеклотекстолита.
В целом неплохо, особенно жалом типа К.
Токопроводимость
Речь конечно же о флюсе, входящем в состав паяльной пасты. Активные кислотосодержащие флюсы проводят ток, если активатор в них во время пайки не успел достаточно «прокипятиться» и разложиться. Зачастую так оно и бывает. Поэтому при осмотре электронных устройств часто обращают внимание — отмыт флюс на плате или нет. Не смытый с платы токопроводящий флюс может спровоцировать неправильную работу устройства, так как токи начнут идти не только по чётко разведённым медным трассам, но и между ними например, где лежит пятно флюса, который будет отыгрывать роль «мостика». Это нехорошо.
Пока покажу пример токопроводности на другом флюсе — активном NC-559 UV.
Проверку буду производить на облуженной пластинке с поперечным пропилом в средней части, чтобы обеспечить гарантированное разделение контактных площадок. Между ними я нанёс NC-559 UV с последующим прогревом паяльником на 350гр. Извиняюсь за грязность.
Между ними я нанёс NC-559 UV с последующим прогревом паяльником на 350гр. Извиняюсь за грязность.
Подключаю пластинку к щупам мегаомметра и запускаю прозвонку на 250В — показывает почти 260МОм, т.е. через пятно флюса проходит ток.
А должно быть по идее — полная бесконечность, т.е. обрыв цепи. Если от флюса отмыть контакты бензином, то так и будет — на мониторе отобразится единица (бесконечное сопротивление)
Теперь наношу обозреваемую пасту между этими контактами, затем прогреваю, чтобы расплавившийся припой притянулся к контактам, а между ними остался только флюс:
Подключаю щупы, ставлю 250В — пока бесконечность, неплохо.
500В — также
1000В — а вот тут уже прошибает, появляется небольшое сопротивление 8МОм
Экстренное применение
Тот случай, когда под рукой внезапно нет паяльника, а спаять скрутку из проводов нужно. Сначала, когда впервые услышал, отнёсся скептически, но проверив сам, понял, что и так оказывается можно:
Итоги
Основное предназначение паяльной пасты — пайка горячим воздухом, но если очень хочется, можно приспособить для обычной точечной пайки жалом, с учётом тех нюансов, что показал выше. Также подойдёт для залуживания поверхностей и, предположу, для пайки SMD-светодиодов, где контакты расположены не по бокам, а под корпусом элемента. Для пайки многоножечных микросхем и многоштыревых контактов паяльником — не годится, так как из-за неравномерно нагрева кое-где паста может не до конца расплавиться, оставив после себя шарики припоя. Будьте внимательнее.
Также подойдёт для залуживания поверхностей и, предположу, для пайки SMD-светодиодов, где контакты расположены не по бокам, а под корпусом элемента. Для пайки многоножечных микросхем и многоштыревых контактов паяльником — не годится, так как из-за неравномерно нагрева кое-где паста может не до конца расплавиться, оставив после себя шарики припоя. Будьте внимательнее.
Выявленная минимальная температура плавления пасты до образования жидкого припоя — 200 градусов Цельсия. Не сильно выше, чем было заявлено на банке. Если же пробовать дуть воздухом при 180 градусах Цельсия, то паяльная паста визуально высыхает.
Лудящие свойства — хорошие.
Закипание с пузырями — отсутствует.
Минимальная температура плавления — от 200С
Поверхность припоя — зеркальная, блестит.
Запах, дым — есть, воняет, вреден: строго отсос дыма, либо проветривание
Отмывка — как всегда, нужна.
Хранение — в закрытой таре в холодном месте, иначе испортится.
Паяльная паста | Паяльные пасты и припои
Паяльная паста SolderPlus®
Паяльная паста компании Nordson EFD — лучшая в области применения технологии поверхностного монтажа (англ. Surface Mount Technology, SMT). Стабильность характеристик от партии к партии помогает…
Пастообразный флюс FluxPlus™
Созданный для работы с любым сплавом и процессом нагрева, пастообразный флюс Nordson EFD FluxPlus идеально подходит для повторной пайки компонентов с выводами типа BGA, ремонта мобильных устройств,…
Система струйного дозирования Liquidyn® P-Jet SolderPlus®
В состав комплексной системы струйного дозирования паяльной пасты входит струйный клапан Liquidyn P-Jet SolderPlus, разработанный специально для нанесения паяльной пасты Nordson EFD SolderPlus.
Шнековые клапаны 794 / 794-TC
Шнековые клапаны серии 794 позволяют выполнять точное, воспроизводимое нанесение без повреждения частиц металлических сплавов в жидкостях, таких как пастообразный мягкий припой и серебросодержащие…
Работа с трафаретами для нанесения паяльной пасты
Главное при монтаже компонентов – это эффективность. Мы чувствуем вашу боль, когда вы тратите долгие часы на припаивание всех компонентов поверхностного монтажа к вашему последнему прототипу. Разве нет более быстрого способа сделать это? Раньше, когда электронные конструкции содержали преимущественно компоненты сквозного монтажа, лучшим способом монтажа у разработчиков-любителей была пайка вручную. С помощью паяльника и флюса было легко крепить проводники к печатной плате. Теперь, когда устройства помещаются в кармане или носятся на запястье, а многие изделия являются высокочастотными, компоненты сквозного монтажа уходят на второй план, а на их место приходят их миниатюрные аналоги для поверхностного монтажа (Surface Mount Devices (SMDs). Эти крошечные детали сложнее припаивать вручную, и если перед вами будут десятки прототипов для сборки, потребуется более эффективный способ крепления всех компонентов к плате. Если вы только начинаете работу с вашим первым образцом, или, возможно, ищете более быстрый способ осуществления поверхностного монтажа, то пришло время рассмотреть возможность нанесения паяльной пасты методом трафаретной печати.
С помощью паяльника и флюса было легко крепить проводники к печатной плате. Теперь, когда устройства помещаются в кармане или носятся на запястье, а многие изделия являются высокочастотными, компоненты сквозного монтажа уходят на второй план, а на их место приходят их миниатюрные аналоги для поверхностного монтажа (Surface Mount Devices (SMDs). Эти крошечные детали сложнее припаивать вручную, и если перед вами будут десятки прототипов для сборки, потребуется более эффективный способ крепления всех компонентов к плате. Если вы только начинаете работу с вашим первым образцом, или, возможно, ищете более быстрый способ осуществления поверхностного монтажа, то пришло время рассмотреть возможность нанесения паяльной пасты методом трафаретной печати.
Нанесение паяльной пасты методом трафаретной печати — это процесс использования трафарета из металла или полимера для быстрого нанесения паяльной пасты на все контактные площадки пустой печатной платы. Такой трафарет содержит множество отверстий, которые представляют контактные площадки посадочных мест для компонентов поверхностного монтажа на поверхности платы.
Трафарет для паяльной пасты, выполненный из металла,
идеален для нанесения паяльной пасты на сотни прототипов
Наложив трафарет на пустую печатную плату, с помощью скребка вы наносите паяльную пасту, оставляя хороший, равномерный слой на контактных площадках для припаивания всех компонентов поверхностного монтажа. Это упрощает сборку прототипа. У вас, конечно, остается вариант нанесения пасты на контактные площадки одну за другой с помощью шприца , но не забудьте умножить этот процесс на 100, 200…1000?!
Основным компонентом трафаретной печати является, конечно же, паяльная паста. Если вы впервые работаете с этой серой жижей, то полезно знать, что именно оно делает. Паяльная паста выполняет три основные функции:
Крепления. Паяльная паста помогает прикрепить компоненты поверхностного монтажа к печатной плате во время процесса сборки.
Соединения. Обеспечивает связь между контактными площадками платы и выводами компонентов.

Очищения. Во время таяния паяльной пасты в печи оплавления или волновой печи, припой очищает медь и сводит к минимуму риск возникновения повреждений от окисления.

Поверхностный монтаж имеет особенности, одна из которых заключается в том, что без паяльной пасты мы не смогли бы прикрепить компоненты к пустой плате. Это клей, на котором держится весь наш электронный проект.
Расплавленный припой образует надежное соединение между контактными площадками и выводами компонентов, такими как эти корпуса 1206
Приобретая паяльную пасту, вы можете найти ее упакованной в тюбик, шприц или банку. В этих контейнерах вы найдете порошкообразный припой серого цвета, находящийся во взвешенном состоянии в другом материале, называемом флюсом. Флюс действует как временный клей, необходимый для первоначального крепления компонентов поверхностного монтажа к плате. Он позволяет деталям удерживаться на месте до расплавления припоя. Когда плата будет отправлена в печь, флюс уступит место припою, который, расплавляясь, образует соединение между контактными площадками компонентов поверхностного монтажа. Состав паяльных паст может отличаться:
Состав паяльных паст может отличаться:
Существует также оловянно-сурьмяная паяльная паста, которая используется на печатных платах, к которым предъявляются дополнительные требования по устойчивости к давлению и деформации.
Бессвинцовый припой в качестве альтернативы традиционному оловянно-свинцовому припою. Он обладает более высокой температурой плавления и с ним сложнее работать, но зато припой соответствует требованиям директивы RoHS и регламента REACH касательно электроники, не содержащей свинец.
При покупке обратите внимание на вариант паяльной пасты в банке от компании Kester. Ее легко можно нанести на пластиковые трафареты. На выбор у вас будет два вида: паста, не требующая смывки (no clean), или водорастворимая паста (water-soluble).
Типичная банка паяльной пасты — именно то, что
вам нужно для трафаретной печати
Паяльная паста, не требующая смывки, содержит канифоль, изготовленную из древесного сока, благодаря чему вы можете не волноваться за остатки припоя на печатной плате. Если в процессе трафаретной печати на плате останется немного вещества, вам не придется его счищать. Тем не менее, если вам необходимо убирать излишки пасты с платы, то задумайтесь о приобретении водорастворимой пасты, которую можно удалить, аккуратно собирая вещество с помощью безворсовой салфетки, пропитанной изопропиловым спиртом. Кроме того, водорастворимая паста более термостойка и позволяет паять при более высоких температурах.
Если в процессе трафаретной печати на плате останется немного вещества, вам не придется его счищать. Тем не менее, если вам необходимо убирать излишки пасты с платы, то задумайтесь о приобретении водорастворимой пасты, которую можно удалить, аккуратно собирая вещество с помощью безворсовой салфетки, пропитанной изопропиловым спиртом. Кроме того, водорастворимая паста более термостойка и позволяет паять при более высоких температурах.
После приобретения паяльной пасты, обязательно храните ее в прохладном месте при температуре от 0 до 10°C (32-50°F). Это поможет снизить риск окисления и разрушения флюса.
Следите за сроком годности паяльной пасты, использование просроченного припоя определенно увеличит риск возникновению дефектов. Возможно это не станет для вас серьезной проблемой, если вам потребуется нанести припой на несколько прототипов печатной платы, но только представьте себе, какие затраты вас ожидают, если речь идет о сотнях печатных плат с некачественным соединением вследствие применения просроченной пасты.
Пайка с помощью трафарета применяется главным образом для экономии времени и сохранения эффективности. Возможно, было бы проще паять обычным припоем компоненты сквозного монтажа, но работа с компонентами поверхностного монтажа представляет собой совершенно новую непростую задачу для наших неуклюжих рук по припаиванию выводов деталей к небольшим контактным площадкам. При использовании трафарета для паяльной пасты вы получаете следующие преимущества:
Равномерность. Вы будете уверены, что нанесли равномерный слой паяльной пасты на все контактные площадки деталей поверхностного монтажа.
Оперативность. Вы можете наносить паяльную пасту на всю плату сразу, а не по одной контактной площадке за раз.
Надежность. Вы получаете надежно собранную печатную плату, так как каждая контактная площадка имеет одинаковое количество паяльной пасты.
Использование трафарета для паяльной пасты — это быстрый процесс, и потребуется всего несколько взмахов кредитной картой или металлическим скребком для того, чтобы нанести хороший, равномерный слой на все контактные площадки печатной плате. Этот метод используется не только в домашних любительских проектах. Вы обнаружите, что трафареты для паяльной пасты применяют изготовители печатных плат по всему миру.
Этот метод используется не только в домашних любительских проектах. Вы обнаружите, что трафареты для паяльной пасты применяют изготовители печатных плат по всему миру.
Когда печатная плата готова, изготовитель наносит на ее основу с помощью трафарета слой паяльной пасты для присоединения компонентов поверхностного монтажа. Как только паста нанесена, плата помещается в автомат для размещения деталей, где происходит установка всех компонентов платы. В это время флюс, содержащийся в паяльной пасте, удерживает все детали на месте до тех пор, пока вся плата не будет готова.
Автомат для размещения деталей быстро выполняет установку
компонентов поверхностного монтажа на пустую плату
После того, как все компоненты поверхностного монтажа установлены, плата помещается в печь оплавления или волновую печь. В процессе пайки волной через плату проходит волна расплавленного припоя, который плавит весь припой на плате. Это идеальный метод производства, если ваша плата включает компоненты как сквозного, так и поверхностного монтажа. Альтернативой является процесс оплавления пайки, в этом случае плата располагается в большой промышленной печи, где высокая температура направляется на верхнюю часть платы, благодаря чему припой плавится на контактных площадках деталей поверхностного монтажа.
Альтернативой является процесс оплавления пайки, в этом случае плата располагается в большой промышленной печи, где высокая температура направляется на верхнюю часть платы, благодаря чему припой плавится на контактных площадках деталей поверхностного монтажа.
В домашних условиях производственный процесс, как правило, проходит с незначительными изменениями. Вместо промышленной паяльной печи многие разработчики-любители используют небольшую печь для горячего припоя или паяльную станцию, а некоторые, чтобы сэкономить на производстве печатных плат, справляются при помощи электрической сковороды или модифицированного гриля-тостера. При этом вместо использования автомата для размещения деталей, вы, вероятно, будете тренировать ловкость рук, используя пинцет для размещения компонентов.
Эта сковорода для оплавления припоя делает цену пайки компонентов доступной
Когда вы решите приобрести свой первый трафарет для паяльной пасты, необходимо определиться с материалом, из которого он будет сделан — из металла или полиимида.
Мы рекомендуем приобретать трафарет, произведенный из металла, как правило, из нержавеющей стали, в том случае, если вы планируете использовать его для создания сотен прототипов. Для большинства разработчиков-любителей, которым требуется собрать лишь несколько прототипов, этот материал, скорее всего, будет избыточен, но это хороший вариант если ваш бюджет не ограничен.
Для любителей, работающих с несколькими образцами, мы рекомендуем выбирать трафарет, сделанный из полиимида, который является синтетическим полимером. Эти трафареты, созданные с помощью лазерной резки, обеспечивают более экономичную альтернативу металлическим трафаретам.
Типичный трафарет из полиимида, идеальный для изготовления нескольких прототипов
Приобрести трафареты из полиимида или нержавеющей стали вы можете у такого поставщика, как OSH Stencils, их стоимость составляет примерно 5-10 долларов. Данная компания уже много лет обслуживает сферу электроники и предлагает доступные варианты для разработчиков, которым нужны трафареты для печатных плат в малом объеме. На их веб-сайте есть удобная функция загрузки проектов, с помощью которой можно увидеть, как будет выглядеть трафарет, прежде чем его изготовят. Компания обязательно выполняет контроль качества произведенных трафаретов. Вы также можете добавить пользовательскую гравировку в свой заказ для нанесения таких атрибутов, как имена файлов, ревизии платы, даты или названия проектов.
На их веб-сайте есть удобная функция загрузки проектов, с помощью которой можно увидеть, как будет выглядеть трафарет, прежде чем его изготовят. Компания обязательно выполняет контроль качества произведенных трафаретов. Вы также можете добавить пользовательскую гравировку в свой заказ для нанесения таких атрибутов, как имена файлов, ревизии платы, даты или названия проектов.
В набор трафаретов от OSH входит скребок для паяльной пасты!
Прежде чем заказать свой трафарет для изготовления компанией OSH Stencils, полезно узнать, где найти слой паяльной пасты в вашей программе для проектирования печатных плат. К примеру, в EAGLE трафарет для паяльной пасты задается на слое 31 tCream и /или слое 32 bCream. Для того чтобы его увидеть, выполните следующие действия:
Откройте файл макета печатной платы с расширением (.brd).
Выберите значок Настройки слоя (Layer Settings) в левой части интерфейса.
В диалоговом окне Видимые слои (Visible Layers) нажмите кнопку Снять выделение (Select None), чтобы отменить выбор всех активных слоев.
Затем выберите слои 31 tCream и 32 bCream и нажмите кнопку Применить (Apply).

В окне просмотра должно отобразиться множество фигур серого цвета, как показано на рисунке выше. Именно так будет выглядеть ваш трафарет в физическом исполнении! Эти прямоугольники являются контактными площадками, расположенными по контуру компонентов поверхностного монтажа. После того, как они будут вырезаны в трафарете, они полностью совпадут с площадками на пустой плате.
Вы готовы заказать свой трафарет для паяльной пасты? Большинство поставщиков трафаретов потребуют от вас загрузки файлов Gerber, содержащих трафареты для паяльной пасты для верхнего и нижнего слоя печатной платы. Однако если вы обратитесь в компанию OSH Stencils, то сможете напрямую загрузить файл с расширением . brd, и инструмент на сайте самостоятельно выделит слои паяльной пасты. Ниже приведен порядок действий, которые необходимо выполнить для формирования набора файлов Gerber для слоев пасты:
brd, и инструмент на сайте самостоятельно выделит слои паяльной пасты. Ниже приведен порядок действий, которые необходимо выполнить для формирования набора файлов Gerber для слоев пасты:
Откройте файл макета печатной платы с расширением (.brd) в EAGLE.
Выберите значок процессора CAM (CAM Processor) в верхней части интерфейса.
В диалоговом окне процессора Cam (Cam Processor) снимите выбор всех слоев по умолчанию, а затем выделите слой 31 tCream.
В поле вывода (Output) нажмите на выпадающий список устройств (Device), а затем выберите Gerber_RS274X.
В поле имени файла (File) введите имя файла трафарета. В нашем примере мы назовем его stencil.gtp.
И последнее, нажмите кнопку Обработать (Process Job) для того, чтобы сформировать файл Gerber.
Если на нижней стороне платы также размещаются компоненты поверхностного монтажа, то вы можете повторить данные действия, выбрав Слой 32 bCream. После создания файла Gerber вы найдете его в папке проекта.
После создания файла Gerber вы найдете его в папке проекта.
После того, как вы сделали заказ и получили свой трафарет, пришло время попробовать его в деле! Ниже приведен краткий список шагов, которые необходимо выполнить в процессе трафаретной печати:
Закрепить. Сначала вы закрепляете печатную плату в рабочей зоне для того, чтобы она не перемещалась при нанесении паяльной пасты.
Выровнять. Затем вы выравниваете трафарет на печатной плате для того, чтобы каждое его отверстие совпало с контактной площадкой пустой платы. В этом процессе помогают проверочные точки.
Нанести. После вы наносите слой паяльной пасты на свой трафарет с помощью пластиковой карты, наклоненной под углом 45 градусов. После нанесения вы снова проводите карточкой по трафарету для удаления излишков пасты.
Проверить. Когда вы уберете трафарет с печатной платы, обязательно проверьте, чтобы на каждую контактную площадку была нанесена паяльная паста.
Присоединить. Если вас все устраивает, вы можете перейти к процессу крепления компонентов поверхностного монтажа. Держите под рукой пинцет!
Нагреть. И наконец, вы переходите к оплавлению припоя, используя по вашему выбору электрическую сковороду или модифицированный гриль-тостер.
Это все, что вам нужно знать о том, как начать работу с трафаретами для паяльной пасты. Трафаретная печать — это отличный способ равномерно нанести паяльную пасту на контактные площадки компонентов поверхностного монтажа, и легко и быстро провести сборку всех деталей вручную. Это отличный вариант для разработчиков-любителей, которые имеют дело с десятками прототипов, но это не значит, что он подходит только для домашнего использования. Производители печатных плат используют трафареты для нанесения паяльной пасты, а затем подключают высокотехнологичное оборудование, такое как автомат для размещения деталей и печи оплавления для того, чтобы соединить все вместе. Независимо от того, самостоятельно ли вы наносите паяльную пасту с помощью трафарета или позволяете это сделать изготовителю печатных плат, будьте благодарны этой серой жиже!
Независимо от того, самостоятельно ли вы наносите паяльную пасту с помощью трафарета или позволяете это сделать изготовителю печатных плат, будьте благодарны этой серой жиже!
Общие сведения о пайке — Часть 3: Нанесение паяльной пасты
Я однажды слышал, как комик Рита Руднер задала вопрос во время выступления; «Почему, когда вы смешиваете воду и муку, получается паста … а затем вы добавляете яйца и сахар, и получается пирог? Куда девается паста? » Мои познания в химии кулинарии недостаточно высоки, чтобы ответить на ее вопрос, но основная форма пасты в точности такая, как она описала, и все еще может многое сделать. В течение многих лет это было идеальным решением для детских художественных проектов в начальной школе, и даже сегодня люди все еще используют эту простую пасту для создания удивительных поделок из папье-маше, таких как пиньяты и маски.
Знаете, для чего еще хороша паста? Пайка плат. Ладно, ты прав. Паста, используемая для пайки компонентов на печатные платы, представляет собой гораздо более сложный рецепт, чем просто вода и мука, но все же это паста. Паяльная паста представляет собой комбинацию порошкового припоя и густого пастообразного флюса, используемого в процессе оплавления припоя. Как это используется в различных применениях паяльной пасты для сборки печатных плат — это то, о чем должны знать дизайнеры печатных плат, и мы рассмотрим это подробнее здесь.
Паяльная паста представляет собой комбинацию порошкового припоя и густого пастообразного флюса, используемого в процессе оплавления припоя. Как это используется в различных применениях паяльной пасты для сборки печатных плат — это то, о чем должны знать дизайнеры печатных плат, и мы рассмотрим это подробнее здесь.
Какая паста используется для нанесения паяльной пасты?
Электронные компоненты сначала вручную паяли на печатные платы, пока процесс пайки волной припоя не был усовершенствован для массового производства печатных плат. Затем последовала разработка деталей для поверхностного монтажа, которые были меньше, чем их аналоги для сквозных отверстий из-за отсутствия длинных выводов, и в конечном итоге они стали доминирующим типом корпусов компонентов, используемых на печатных платах. Однако отсутствие сквозных выводов в деталях для поверхностного монтажа заставило разработать новый метод пайки, чтобы удерживать их на плате до тех пор, пока пайка не будет завершена. Этот новый процесс известен как оплавление припоя, и в нем не используется стандартная ванна расплавленного припоя, которая используется в волновом процессе. Вместо этого используется липкая паяльная паста, чтобы удерживать детали на месте и припаивать их.
Этот новый процесс известен как оплавление припоя, и в нем не используется стандартная ванна расплавленного припоя, которая используется в волновом процессе. Вместо этого используется липкая паяльная паста, чтобы удерживать детали на месте и припаивать их.
Паяльная паста — это комбинация порошка, состоящего из частиц металлического припоя и липкого флюса, имеющего консистенцию замазки. Флюс не только выполняет свою обычную работу по очистке поверхностей пайки от загрязнений и окисления, но также обеспечивает временный клей, удерживающий компоненты для поверхностного монтажа на месте.Порошок припоя, используемый в пасте, может различаться по своему химическому составу в зависимости от используемых типов материалов и процентного содержания в зависимости от потребностей паяемой платы. Например, паяльная паста доступна как в свинцовом, так и в бессвинцовом вариантах, чтобы соответствовать директиве об ограничении опасных веществ (RoHS). Паяльная паста также классифицируется по размеру металлических частиц, из которых состоит порошок припоя. Эти частицы должны иметь сферическую форму и могут различаться по размеру в соответствии со стандартами типа, указанными в IPC J-STD 005.
Эти частицы должны иметь сферическую форму и могут различаться по размеру в соответствии со стандартами типа, указанными в IPC J-STD 005.
Марки паяльной пасты в зависимости от размера частиц | |||||||||
| Тип 1 | Тип 2 | Тип 3 | Тип 4 | Тип 5 | Тип 6 | Тип 7 | Тип 8 | ||
| 150-75 мкм | 75-45 мкм | 45-25 мкм | 38-20 мкм | 25-10 мкм | 15–5 мкм | 11–2 мкм | 8–2 мкм | ||
После того, как паяльная паста выбрана, следующим шагом будет ее нанесение на печатную плату.
Как паяльная паста наносится на печатные платы
Паяльная паста может наноситься индивидуально на контакты с помощью шприца, но, как вы понимаете, это очень медленный ручной процесс, который никогда не подойдет для обычных производственных работ. Вместо этого сборщики печатных плат будут использовать трафаретную или струйную печать для нанесения паяльной пасты.
Вместо этого сборщики печатных плат будут использовать трафаретную или струйную печать для нанесения паяльной пасты.
Трафарет: Используя данные САПР из ваших инструментов проектирования печатных плат, производитель разработает трафарет с отверстиями или отверстиями, размер и форма которых соответствуют контактным площадкам для поверхностного монтажа на вашем дизайне.Эти трафареты часто вырезаются лазером для обеспечения точности и могут быть изготовлены из различных материалов разной ширины в зависимости от компонентов, которые нужно паять, и необходимого количества пасты. На трафареты можно наносить покрытие и материалы, которые сделают отверстия отверстий гладкими и помогут равномерно нанести пасту. Ракель используется для распределения припоя по трафарету и равномерного заполнения всех отверстий, что обычно занимает от 15 до 45 секунд на плату. После завершения процесса печати плата проверяется с помощью оптического сканирующего оборудования для проверки качества нанесенной паяльной пасты. Далее трафарет очищается и процесс печати повторяется для следующей платы.
Далее трафарет очищается и процесс печати повторяется для следующей платы.
Струйная печать: Несмотря на то, что трафаретная печать отлично справляется с большими тиражами производства, создание трафарета требует времени, а также могут возникнуть трудности с контролем правильного количества припоя для каждого компонента. Паяльная паста для струйной печати, с другой стороны, изготавливается по другой формуле, чтобы паста была более жидкой, что решает эти проблемы. Используя те же конструктивные данные печатной платы, из которых изготавливается трафарет, струйный принтер наносит правильное количество припоя на каждую площадку для поверхностного монтажа на плате.Принтер выбрасывает крошечные капельки паяльной пасты из картриджа, который можно легко включать и выключать в зависимости от типа припоя, необходимого для каждого применения. Струйная печать дает сборщикам печатных плат большую гибкость, а также возможность точно контролировать количество наносимого припоя.
После нанесения паяльной пасты следующим шагом будет пропустить печатную плату через систему оплавления припоя для завершения процесса.
Успешное нанесение паяльной пасты приводит к хорошим паяным соединениям
Паяльная паста и процесс оплавления припоя используются в основном для компонентов поверхностного монтажа.Однако существует также возможность использования паяльной пасты вместо пайки волной пайки для сквозных отверстий. Припой с навязчивым оплавлением, известный также как «штифт в пасте» (PIP) или «штырь в отверстии» (PIH), экономит время и деньги, поскольку существует только один процесс — процесс оплавления. Пока компоненты со сквозными отверстиями сами могут выдерживать температуры печи оплавления и есть достаточный зазор вокруг выводов в отверстиях для распределения паяльной пасты, процесс оплавления может обеспечить хорошие сплошные паяные соединения на металлических сквозных отверстиях.
После того, как на плату нанесена паяльная паста и установлены компоненты, она готова к оплавлению. Доска будет проходить через серию промышленных конвекционных печей, которые регулируют различные уровни температуры для завершения всего процесса оплавления. Плата сначала нагревается до определенной температуры, а затем выдерживается при этой температуре, чтобы активировать флюс в паяльной пасте и удалить оксиды с поверхности пайки. Затем плата снова нагревается для оплавления припоя, после чего плата проходит процесс охлаждения для отверждения вновь образованных паяных соединений.
Доска будет проходить через серию промышленных конвекционных печей, которые регулируют различные уровни температуры для завершения всего процесса оплавления. Плата сначала нагревается до определенной температуры, а затем выдерживается при этой температуре, чтобы активировать флюс в паяльной пасте и удалить оксиды с поверхности пайки. Затем плата снова нагревается для оплавления припоя, после чего плата проходит процесс охлаждения для отверждения вновь образованных паяных соединений.
Как выбрать правильную паяльную пасту для вашего проекта по производству электроники
Успех — это умение разбираться в деталях, какими бы незначительными они ни были. Такая, казалось бы, незначительная вещь, как выбор правильной паяльной пасты, может сделать или сломать процесс сборки электроники. Что еще хуже, существует множество вариантов паяльной пасты на выбор, и — даже если они кажутся одинаковыми в соответствии с их классификацией — не все продукты для пайки созданы одинаковыми. Специальные паяльные пасты могут быть более дорогими, но часто имеют дополнительные преимущества, и их следует учитывать в зависимости от ваших требований.
Выбор правильной паяльной пасты может вызвать больше вопросов. Изменения характеристик смачивания, контроля пустот, остатков флюса, прочности сплава, гибкости сплава и других показателей производительности могут играть важную роль. Например:
- Качество можно повысить, выбрав пасту, которая имеет наилучшие характеристики с материалами, геометрией и процессами нагрева, используемыми при производстве продукта.
- Пропускную способность можно максимизировать, выбрав припой, который соответствует оптимальным методам наплавки и нагрева.
- Целевые затраты зависят от качества и производительности и могут быть максимизированы за счет учета стоимости материалов, прямых трудозатрат, проверки, переделки и брака.
Это может ошеломить.
В конце концов, все сводится к вашим приоритетам. Однако, чтобы помочь сузить круг вопросов, есть несколько важных соображений, когда дело доходит до выбора правильной паяльной пасты.
Основным практическим отличием свинцовой паяльной пасты от бессвинцовой является температура плавления.Бессвинцовая паяльная паста имеет более высокую температуру плавления, поэтому работать с ней немного сложнее.
Когда дело доходит до выбора, наиболее важным фактором при выборе между паяльной пастой без свинца и без свинца является целевой рынок. Как отмечалось в нашем недавнем блоге, посвященном RoHS, игнорирование директив RoHS может оказаться дорогостоящим. Если вы создаете продукт, который будет продаваться потребителям и / или на международном рынке, в ваших интересах соблюдать требования RoHS и избегать паяльных паст на основе свинца.Несмотря на то, что они, как правило, дороже, это вложение, которое может сэкономить вам больше в долгосрочной перспективе.
Водорастворимость по сравнению с не требующей очистки Часто это решение сводится к косметике. Водорастворимые флюсы содержат высокомолекулярные соединения, такие как полимеры, которые не так эффективны, как канифоли / смолы, в предотвращении повторного окисления. Водорастворимые пасты придают картонам более чистый вид после того, как они проходят стадию оплавления, остатки флюса сгорают и легко смываются с помощью моечной машины.Если вы выберете режим без очистки, флюс будет действовать так же, как паста для водной смывки, но остатки останутся на доске. Химические вещества, не требующие очистки, обычно представляют собой материалы на основе канифоли / смолы. Канифоли / смолы создают отличные барьеры для оксидов и защищают «очищенные» поверхности во время оплавления от повторного окисления. Помимо ухудшения эстетики, эксперты неоднозначно относятся к последствиям оставшегося налета. Некоторые утверждают, что оставшийся остаток флюса становится инертным, но другие утверждают, что он может оказать негативное влияние на продукт на более позднем этапе жизненного цикла.
Водорастворимые флюсы содержат высокомолекулярные соединения, такие как полимеры, которые не так эффективны, как канифоли / смолы, в предотвращении повторного окисления. Водорастворимые пасты придают картонам более чистый вид после того, как они проходят стадию оплавления, остатки флюса сгорают и легко смываются с помощью моечной машины.Если вы выберете режим без очистки, флюс будет действовать так же, как паста для водной смывки, но остатки останутся на доске. Химические вещества, не требующие очистки, обычно представляют собой материалы на основе канифоли / смолы. Канифоли / смолы создают отличные барьеры для оксидов и защищают «очищенные» поверхности во время оплавления от повторного окисления. Помимо ухудшения эстетики, эксперты неоднозначно относятся к последствиям оставшегося налета. Некоторые утверждают, что оставшийся остаток флюса становится инертным, но другие утверждают, что он может оказать негативное влияние на продукт на более позднем этапе жизненного цикла.
При выборе припоя следует учитывать четыре ключевых момента: содержание свинца, температура плавления, размер частиц порошка сплава и предел прочности.
Соотношение сплавов паяльной пасты — это решение, которое лучше всего оставить на усмотрение инженера-технолога, так как они являются экспертами в отношении печей оплавления, а также в отношении того, какое соотношение сплавов лучше всего подходит для продукта. Однако это решение может повлиять на ваши расходы. Чтобы узнать больше о процессе отбора, вы можете предпринять шаги по телефону:
- Определение прочности и других требуемых свойств, которые лучше всего подходят для сборки.
- Знание предпочтительной пайки и рабочих температур, необходимых для вашего продукта.
- Ознакомьтесь с тем, какие материалы паяются и какие из них наиболее совместимы.
- С учетом ковкости различных сплавов и металлов.
- Понимание рабочей среды для сборки — например, будет ли она работать при экстремальных температурах, вибрации или давлении?
Чтобы убедиться, что вы используете лучшую паяльную пасту для работы, обратитесь к производителю полного цикла, который знаком с требованиями вашей электронной сборки, ограничениями, проблемами соответствия и многим другим. ACDi будет тесно сотрудничать с вами, чтобы определить наилучшие варианты паяльной пасты для вашего продукта.
ACDi будет тесно сотрудничать с вами, чтобы определить наилучшие варианты паяльной пасты для вашего продукта.
| Паяльные пасты и изделия
Паяльная паста SolderPlus®
Паяльная паста Nordson EFD — лидер отрасли в области технологий поверхностного монтажа (SMT).Наша согласованность между партиями помогает уменьшить количество дефектов и устранить необходимость в доработке.
FluxPlus ™ Paste Flux
Разработанный для работы с любыми сплавами и процессами нагрева, FluxPlus от Nordson EFD идеально подходит для переделки BGA, ремонта мобильных устройств, оплавления паяльной пасты и многого другого.
Система струйной подачи Liquidyn® P-Jet SolderPlus®
Эта полная система распыления паяльной пасты включает в себя струйный клапан Liquidyn P-Jet SolderPlus, который разработан специально для распыления паяльной пасты Nordson EFD SolderPlus.
Шнековые клапаны 794/794-TC
Шнековый клапан серии 794 наносит точные, повторяемые отложения без повреждения частиц металлических сплавов в таких жидкостях, как паяльная паста и серебряные эпоксидные смолы. Для высокоабразивных жидкостей, таких как…
Паяльная паста | Припои | Продукция Indium Corporation
Укрепление припоя
® Преформы Получение точного количества припоя для обеспечения более прочного паяного соединения имеет решающее значение в производстве электроники. Однако тенденции к миниатюризации, такие как уменьшение толщины трафарета и более плотно подогнанные компоненты, делают это все труднее. Преформы Solder Fortification® могут предоставить решение этих сложных проблем.
Однако тенденции к миниатюризации, такие как уменьшение толщины трафарета и более плотно подогнанные компоненты, делают это все труднее. Преформы Solder Fortification® могут предоставить решение этих сложных проблем.
Укрепление припоя ® Преформы представляют собой куски прямоугольной формы из легированного металла, не содержащие флюса. Преформа добавляется к нанесению паяльной пасты с помощью стандартного оборудования для захвата и установки. Поскольку сплав для преформы и паяльной пасты одинаковый, преформа будет оплавляться при той же температуре, что и паяльная паста, при этом паяльная паста обеспечивает необходимый флюс.Заготовка увеличивает объем припоя по сравнению с тем, что может быть достигнуто с помощью простой паяльной пасты, особенно для приложений, использующих трафареты с шагом 0,3 мм или меньше.
Преимущества
К преимуществам преформ для фортификации припоя ® относятся:
- Более прочные паяные соединения , которые помогают улучшить результаты испытаний на падение
- Увеличенный объем припоя по сравнению с тем, что можно было бы получить с помощью простой паяльной пасты
- Меньше проблем с остатками флюса по мере увеличения отношения припоя к флюсу
- Уменьшение объема переделок и других ручных операций для увеличения объема припоя
- Исключение дорогостоящих или трудоемких процессов, таких как пайка волной припоя или выборочная пайка
- Улучшенная форма и объем галтеля для обеспечения соответствия стыков спецификациям IPC
Укрепление припоя
® Варианты решения Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Количество на барабан | ||||
|---|---|---|---|---|
| Имя | Размер | Количество на бобине 7 дюймов | Количество на бобине 13 дюймов | Пример веса: SAC305 (грамм / шт.) |
| 0201 | .010 x 0,020 x 0,010 дюйма (0,254 x 0,508 x 0,254 мм) | 1к | 50к | 0,00024 |
| 0402 | 0,020 дюйма x 0,040 дюйма x 0,020 дюйма (0,508 мм x 1,01 мм x 0,48 мм) | 1к | 15к | 0,00182 |
| 0603 | . 030 x 0,060 x 0,030 дюйма 030 x 0,060 x 0,030 дюйма (0,76 x 1,52 x 0,787 мм) | 1к | 15к | 0,00672 |
| 0805 | 0,050 x 0,080 x 0,050 дюйма (1,27 мм x 2,03 мм x 1,27 мм) | 1к | 15к | 0,02410 |
Укрепление припоя ® Руководство по проектированию
Отправьте нам электронное письмо с улучшением припоя ® Вопрос
Упаковка
Укрепление припоя ® Преформы упакованы в ленту и катушку для облегчения размещения на стандартных машинах для захвата и размещения.Для получения дополнительной информации об упаковке преформ Solder Fortification ® загрузите руководство по дизайну ниже.
Сплавы
Solder Fortification Преформы ® доступны для доставки точного количества припоя практически из любого сплава, чтобы соответствовать сплаву в паяльной пасте.
Обычные сплавы включают:
- SAC305 и SAC387
- Sn63 и Sn62
- BiSn и BiSnAg
Техническая поддержка и поддержка клиентов
Выбор правильного припоя, формы и размеров является ключом к производству качественного конечного продукта.Indium Corporation может предоставить широкий спектр сплавов, от прототипов до объемов производства и оптимизированную упаковку для вашего конкретного применения.
Наши инженеры предлагают:
- Полное понимание потребностей и приложений каждого клиента
- Опытный подход к решению проблем
- Знание производственных процессов и требований к обращению с материалами
- Опыт в производстве металла, упаковке продукции и удовлетворение запросов клиентов
Попробуйте наши новые калькуляторы оптимизации процессов, а затем свяжитесь с нашими инженерами службы технической поддержки, чтобы обсудить, как улучшить ваши результаты.
Запросить цену
A Quick Primer на SMT Solder Paste
Пайка в автомате для поверхностного монтажа (SMT) — это не то же самое, что пайка вручную. Это процесс, который соединяет все компоненты с правильными слоями и друг с другом. Паяльная паста — это волшебство, благодаря которому эта часть процесса работает.
1. Что такое паяльная паста?
Паяльная паста, как следует из названия, представляет собой пастообразное вещество, образованное путем смешивания порошков олова с флюсом и способное печатать биты.
Паяльная паста — это сплав, обычно состоящий из двух или более металлов. Металлы в паяльной пасте обычно состоят из олова, свинца, серебра и / или меди.
2. Общие размеры частиц оловянного порошка
Оловянный порошок имеет сферическую или овальную форму. Сферическая печать должна быть широкой, небольшой площадью поверхности с низким уровнем окисления и яркими точками припоя. Овальная форма обычно хуже по каждому из этих качеств.Чем меньше диаметр частиц, тем легче окисление.
Овальная форма обычно хуже по каждому из этих качеств.Чем меньше диаметр частиц, тем легче окисление.
3. Температурные категории паяльных паст
Паяльные пасты можно разделить на категории по температуре плавления. Это:
1) Высокая температура (например, серия сплавов SN-AG-CU, точка плавления 217-227 ℃)
2) Средняя температура (например, sn64-bi35-ag1, точка плавления 178 ℃)
3) Низкая температура (например, sn42-bi58, точка плавления 138 ℃)
Примечание. Добавление висмута (BI) может снизить температуру плавления паяльной пасты.
4. Хранение паяльной пасты
Сохранность паяльной пасты следует контролировать в промышленном холодильнике при температуре от 0 до 10 ℃. Срок годности паяльной пасты — 6 месяцев (в закрытом виде). Ее также необходимо хранить вдали от солнечных лучей, чтобы предотвратить разрушение некоторых основных свойств пасты.
5. Регулировка температуры паяльной пасты
Перед тем, как открыть паяльную пасту, необходимо вернуть температуру к температуре 25 ± 3 ℃. Повышение температуры должно быть постепенным и продолжаться около 4-6 часов. Не следует использовать высокотемпературные нагреватели для быстрого повышения температуры. Приведенная ниже машина используется для постепенного повышения температуры до приемлемой.
Повышение температуры должно быть постепенным и продолжаться около 4-6 часов. Не следует использовать высокотемпературные нагреватели для быстрого повышения температуры. Приведенная ниже машина используется для постепенного повышения температуры до приемлемой.
После возврата к температуре окружающей среды нижеприведенную мешалку используют для перемешивания соединения в течение 1-3 минут.
Печать на печатной платес использованием паяльной пасты должна быть завершена в течение 2 часов после пайки заплатой и оплавлением.(Заинтересованы в печати паяльной пастой SMT? Обязательно прочтите эту статью)
6. Выбор паяльной пасты
Тип паяльной пасты зависит от требований вашего продукта, характеристик и качества сварки. Некоторые компоненты, например, не могут выдерживать очень высокие температуры в части оплавления процесса SMT, поэтому необходимо использовать более низкую температуру. Прежде чем выбрать правильную пасту, очень важно знать все характеристики и требования к проекту.
Если вам нужна консультация по выбору подходящей паяльной пасты для вашего продукта или по другим связанным вопросам, не стесняйтесь обращаться к нам или отправлять нам свой проектный запрос, и наша команда опытных инженеров будет рада помочь вам.
Основы: близкое и личное с паяльной пастой
Паяльная паста — это клей, который скрепляет современную бытовую электронику, связывает электронные компоненты поверхностного монтажа с печатными платами и обеспечивает электрические и тепловые соединения в процессе.Но вы когда-нибудь действительно смотрели на ?
(Вверху матово-серая паяльная паста, выборочно нанесенная по трафарету на одну из медалей RoboGames 2013, о которой мы писали в апреле.)
Небольшой обзор: паяльная паста поставляется в тубе или тюбике и обычно хранится в холодильнике, чтобы продлить срок ее хранения. Цвет серой слизи. Его консистенция такая же, как у глазури для торта, и он хорошо намазывается палитрой или ножом для глазури. Возможно, по совпадению, некоторые сорта пахнут , как глазурь для торта.(У нашего, в частности, сильный аромат амаретто. Не знаю, почему это хорошая идея.)
Возможно, по совпадению, некоторые сорта пахнут , как глазурь для торта.(У нашего, в частности, сильный аромат амаретто. Не знаю, почему это хорошая идея.)
После обработки партии плат на кончике мастихина может остаться немного паяльной пасты глазури ; Давайте посмотрим на это под микроскопом:
При дальнейшем увеличении вы можете начать видеть, что на самом деле это не однородная серая масляная глазурь, а скорее зернистая смесь.
Наконец, если вы увеличите изображение достаточно далеко, вы увидите то, на что мы действительно смотрим: бесчисленные миллионы * блестящих маленьких шариков припоя.
Да, блестящий. Когда вы действительно приступите к делу, крошечные кусочки припоя действительно выглядят как обычный проволочный припой, который вы можете использовать на своем рабочем месте. Только они аккуратно круглые и подвешены в жидком припое. После трафарета и размещения компонентов печатные платы будут запечены в печи оплавления до тех пор, пока все шарики припоя не расплавятся и не сольются вместе, становясь почти неотличимыми от припоя, который начинался с провода.
Это «тип 3? припой, который позволяет паять шары размером до 45 мкм, из которых 99% этих частиц имеют размер менее 38 мкм.Это хороший тип пасты для базовых работ по поверхностному монтажу (таких, где вы все еще можете видеть выводы), но припой с более мелкой сеткой необходим для работы с электронными компонентами с более мелким шагом.
* Вес шарика припоя 38 мкм составляет около 210 нг, поэтому, учитывая, что 90% веса паяльной пасты приходится на металл (а не на флюс), мы имеем примерно миллиард шариков припоя. на 250-граммовый бак, чтобы дать оценку порядка величины.
Так что насчет задней части печатной платы? Иногда, если вы знаете, что искать, вы увидите маленькие шарики припоя, особенно если вы исследуете плату под микроскопом перед оплавлением.
На этом фото шарики припоя можно разглядеть. Вы также можете увидеть толщину нанесенной по трафарету пасты, которая была нанесена с помощью 4-миллиметрового лазерного трафарета из нержавеющей стали. Небольшой керамический конденсатор размером 0603 мил (60 мил на 30 мил) для шкалы.
Небольшой керамический конденсатор размером 0603 мил (60 мил на 30 мил) для шкалы.
Даже на больших участках печатной платы паста остается трехмерной. Со стороны, под микроскопом (или достаточно хорошим макрообъективом) вы увидите маленькие кучки шариков припоя, а не просто двухмерный однородный серый цвет.
Небольшая последняя перспектива: вы можете увидеть, насколько велики шарики припоя здесь, в углу микроконтроллера ATtiny2313A-SU, который имеет корпус SOIC-20 с шагом 50 мил. Ножки вдавливаются в липкую пасту, удерживая чип на месте до оплавления.
В начале производства новой партии, […]параметры процесса, […] например количество так ld e r паста a n d пайка e 9048 установлен [. ..] ..]интерпретация простых сечений паяного соединения. harting.com.br | Al comienzo de un nuevo lote de produccin, los […]parmetros del procso, como la […] canti da d de pasta de soldar y la tempe ra tura de soldadura , se pue deInterceptando Secciones […]transversales simples de la conexin soldada. harting.es |
| Оплавление через отверстие (THR) is a пайка p r oc ess, где t h припой 9048 i s a pplied to the PCB […] с помощью шаблона. wago.com | THR эквивалент […] un pro ce so de soldadura consistente e n aplicar la pa st a de soldadura con ay uda de [. ..] ..]una especie de mscara […]con cuas sobre la tarjeta impresa. wago.com |
Применение вещества […] / Препарат io n : Паяльная пастаelsold.de | Utilizacin del producto / […] de la e la bora cin : Паста p ara soldarelsold.de |
Химическая характеристика […] Описание io n : Паяльная пастаelsold.de | De sc ripci n Pasta pa r a soldar elsold.de |
Комментарий: множитель «2» […] компенсирует f o r паяльная паста s h ri nkage du ri n g . harting. | Комментарий: мультипликатор «2» […] Компенсация против и на на макароны на до на soldaduraharting.es |
| ex 3810 10 0 0 1 0 Паяльная паста , c на составах смеси […] металлов и смол, содержащих по массе eur-lex.europa.eu | ex 3810 10 00 10 P ast и e soldadura c omp uesta p or un a mezcla […] de metales y resina con un contenido, en peso eur-lex.europa.eu |
| COPPER-MATE FLUX — Универсальная самоочищающаяся паста ni n г паяльная паста f л ux для легкой очистки. canfieldmetals.com | FLUJO de COPP ER -MATE — flujo autolimpiador de uso mltiple de la goma qu e suelda p ara la lim pi eza fcil . canfieldmetals.com |
Три полностью настраиваемых, […]духовых шкафов, в которые можно подавать любые […] температура a n d пайка p r из ile f o r 9048 9048 th или без […]свинец и клеи. electronicafalcon.com | Tres hornos de refusin completetamente configurables […]para alcanzar cualquier perfil de temperatura […] y adapta do s pa ra soldadura po r pasta de estao con y sin plomo, […]г. adhesivo. electronicafalcon.com |
Толщина материала трафаретов […] определяет объем e o f паяльная паста d e po , расположенные на [. ..] ..]процесс трафаретной печати. lpkf.com | El grosor de material del estncil define a la hora de serigrafiar la altura o […] канти от от макаронных изделий и soldadura p resionada .lpkf.es |
До сборки […] эти компоненты для поверхностного монтажа и t s паяльная паста i s p накатанная на […]компонентных площадок печатной платы. lpkf.com | Antes del montaje de estos elementos […] se a pl ica p asta d e soldadura e n el p roce so de serigrafa […]Sobre los Pads de Conexin […]de la placa de circuito impreso. lpkf.es |
Автоматический оптический осмотр гарантирует не только быструю и [. ..] ..]надежный осмотр […] электронные узлы a ft e r пайка o r корма e r 9048 паста 9048 t или размещение компонентов, […]но одновременно […]предлагает комплексное управление процессом сборки печатных плат. viscom.de | La inspeccin ptica automtica (AOI) garantiza no slo la […]инспекция печатных плат, проверка соответствия […] fiable tra s real izar l a soldadura, la imp смола d e паста o el mo ntaje […]компонентов, китайский офис […]asimismo una Complete Gestin de loscesses de Fabricacin. viscom.de |
В этих исследованиях используются различные параметры, например […] коэффициент усадки t h e паста d u ri n g 9048 9048 9048 он толщиной [. ..] ..]экраны, используемые для маскировки печатной платы. harting.com.br | Estos estudios usan varios parmetros, como el factor de […] contrac ci n de la pasta dur an te la soldadura o el espes espespantallas usadas для кубрира печатной платы. хартинг.es |
| F o r пайка p i pe s и фитинг […] термоусадочные рукава. steinel.lt | P a ra soldar tu bos y re tr actilar […] Fundas termorretrctiles. steinel.lt |
После того, как компоненты были установлены, они фиксируются на […] печатная плата по эл. г . пайка , c на стыке тактов . eur-lex.europa.eu | Despus del montaje de los components, stos se fijan al circuito impreso, por […] ejemp lo , med ian te soldadura o con adhe si vos de […]contacto. eur-lex.europa.eu |
| N o пайка r e qu ired, без отдельных […]
Требуется блок питания для контроллера. antenna.wimo.de | Нет связи ne que soldar , ni req ui ere alimentacin extra. antenna.wimo.de |
| W h e n пайка i s p преобразованный в химически инертный […]
В среде азота этого изменения цвета можно избежать. atotech.com | Esta colaracin se […] puede evit ar cua ndo la soldadura se rea liza b ajo atmsfera [. ..] ..]protectora de nitrgeno. atotech.com |
ХАРАКТЕРИСТИКИ: Это сплав типа олово-свинец со специальным […] флюс к fo rm a паста f o r so f t 9048 9048 9048 черные металлы и […] цветные металлы (кроме белых металлов). solfumex.com | CARACTERSTICAS: Es una aleacin del tipo […]estao-plomo con un fundente especial […] que f or ma u na past a d e soldadura b lan da para me tales […]ferrosos y no ferrosos (Excepto los metales blancos). solfumex.com |
Новая техника производства […] — двойной re fl o w пайка m e th od — допускает интеграцию [. ..] ..]из многих других компонентов и соответствующих функций. robertbosch.es | Un nuevo procso de fabricacin — […] el pr oc edimi ent o d e soldadura d obl e R eflow — пермит […]colocar muchos ms components y, […]por lo tanto, tambin ms funciones. robertbosch.es |
Это отличает эту деталь от основных существующих […] Телефонные катушки, обычно с гибкими выводами или конфигурацией «сквозное отверстие» (для этого требуется […] дополнительный wa v e пайка p r oc ess).premo.es | Esto la Diferencia de la Mayora de las […]телефонные катушки существуют в соответствии с требованиями, предъявляемыми к компонентам «сквозное отверстие» и требованиями от и [. ..] pr oceso a dicio nal d e soldadura p or ol a . ..] pr oceso a dicio nal d e soldadura p or ol a .premo.es |
Опрессовка считается лучшим методом, выход рабочих соединений намного […] выше wi t h пайка ( w he n используется компанией […]опытного человека). antenna.wimo.de | Пренсандо се рассмотрение эль мтодо майор, Ла […]produccin de conexiones de trabajo es […] mucho ms al to qu e c on soldar (c uan do es u tilizado […]por una persona Experimentada). antenna.wimo.de |
| I n пайка , g la изготовление нержавеющей стали, резка металла, […] и даже бизнес-машины — Celazole TF-60C и Celazole TF-60V предлагают превосходные [. ..] ..]прочность и жаростойкость; низкая утомляемость и высокое упругое восстановление; электрическая и теплоизоляция. pbigold.com | E n l as soldaduras , l a f abric ac i n de […] vi drio, el corte de metal e incluso en mquinas comerciales, целазол TF-60C и целазол […]TF-60V с улучшенной устойчивостью и калорийностью; baja fatiga y unalevada recuperacin elstica; aislamiento elctrico y trmico. pbigold.com |
Все наши художники создают каждое произведение вручную, и многие из них продуманы до мелочей. […] без необходимости a n y пайка .wireboutique.com | Todos nuestros artistas Crear cada pieza de mano y muchos de ellos son hbilmente […] составлен с в nece sid ad de soldadura . wireboutique.com |
По сравнению с обычными процедурами процесс фрезерования составляет […] характеризуются отсутствием e o f пайкой o r w припаянных швов.nobelbiocare.com | Comparado con los Procedimientos Conventionales, el processso de fresado se caracteriza por […] ausen ci и soldadura или j u nt as de soldadura .nobelbiocare.com |
За две недели до этого Нбрега обучил группу из человек. […] техники на статоре b a r пайка , c на постоянно настаивая […]на этом начальном уроке. itaipu.gov.py | Hace dos semanas, Nbrega capacity a un […] grupo d e tcni cos en soldadura en las barr as estatricas, [. ..] ..]siempre frisando esta leccin inicial. itaipu.gov.py |
Джо любит провод свободы, […] ли silverwork wi t h пайка o r w рэп дает — […]иногда провод просто берет верх! wireboutique.com | Jo ama la […] libertad cab le , ya sea co n soldadura d e p lat a o e nv oltorio […]da — это медленный груз с кабелем! wireboutique.com |
Картирование проводится каждые четыре года, но […] случайные пломбы v i a пайка a r e требуется только один раз […]каждые десять лет. itaipu.gov.py | El mapeo se realiza cada cuatro aos, ms eventuales llenados […] de las c avida des co n soldadura s on nec esari as solamente [. |
 com.br
com.br