
Прямая и обратная полярность при сварке: какая роль
На чтение 6 мин. Опубликовано
Прямая и обратная полярность сварочных агрегатов постоянного тока позволяет скорректировать температуру на электродах и обрабатываемых деталях. Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
При сварке применяется прямая или обратная полярность.На что влияет полярность сварки
Работа с рутиловыми электродами возможна на обоих видах полярности. Аналогами типа УОНИ производитель рекомендует варить на «минусе». От сварочной полярности зависит прогрев детали.
На прямой подаче заготовка сильнее накаливается, позволяя сделать глубже шовный участок.
На обратной полярности обрабатываемый элемент прогревается слабее, температура концентрируется на окончании электрода. Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.
Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
Влияние рода и полярности тока объясняется выделением различного количества теплоты.На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе — на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом — наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Особенности сварочных работ
При сваривании постоянным током обратной полярности добиваются хорошего прогрева детали, получая своеобразную ванну плавления. На ее качество как раз влияет тип полюсности.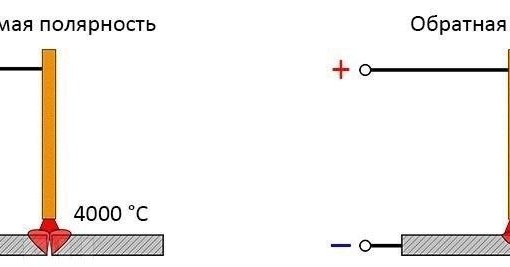 При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.
При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.
При прямой полярности
Нюансы работы сварочного оборудования:
- Металл в ванну от расходников стекает по каплям. Создается разбрызгивание изделия, повышается коэффициент плавления.
- Возникает нестабильная электродуга.
- Происходит уменьшение проварки на одной части, на другой — снижается содержание углерода.
- Обеспечивается правильный прогрев детали.
- Присадка меньше накаливается.
- При обработке флюсовых материалов повышается эффективность наплавления.
Черный металл при сварке с прямой полярностью в полости шва почти не содержит углерода, насыщен кремнием и марганцем.
При обратной полярности
Разница минусового подключения в том, что на электрод действует повышенная температура.
Чтобы нивелировать вероятность прогара и повысить качество сварки, нужно помнить о следующих особенностях:
- Снижении токового потенциала, если необходимо уменьшить терморежим на заготовке.
- Начальном применении частичного шва с короткими участками с перемещением к центру, дальнейшем возврате к стыковке на другую сторону, конечной обработке промежуточных зон. Это обуславливает снижение коробления материала.
- Сваривании тонких деталей с регулярным прерыванием дуги.
- Сцеплении материалов внахлест путем их герметичного прижимания между собой. Для этой цели подойдут струбцины или дополнительный груз.
- Сваривании встык с минимальным зазором.
- Соединении тонкого материала с неровными краями при помощи медной либо стальной пластины, служащей для забора тепла.
Преимущества и недостатки разных методов
Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.
Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока.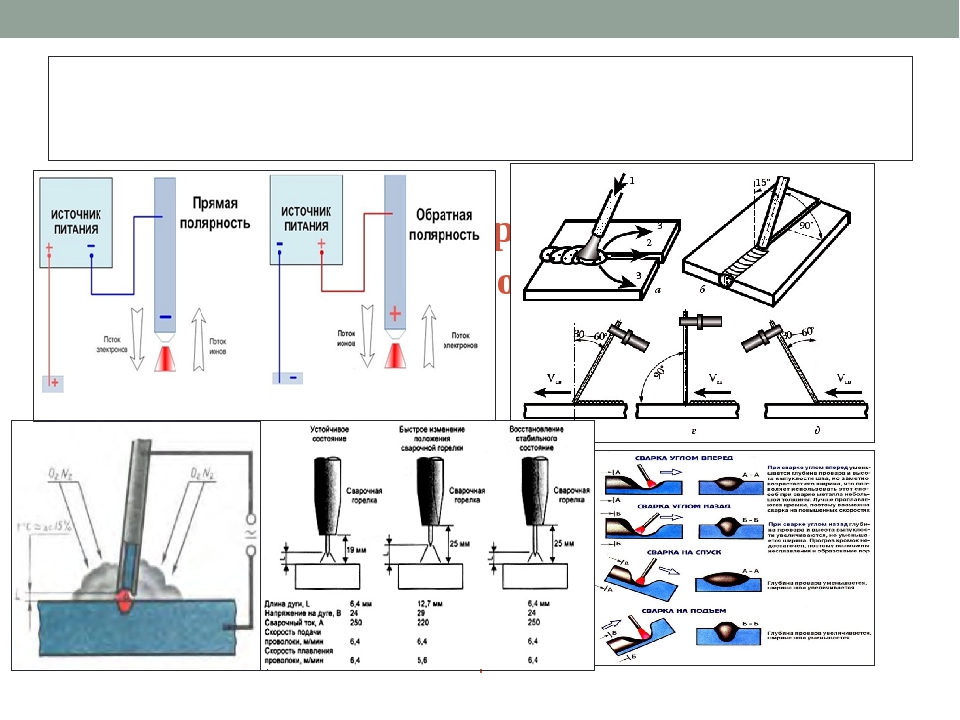 Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Что такое обратная полярность при сварке. Прямая и обратная полярность при сварке
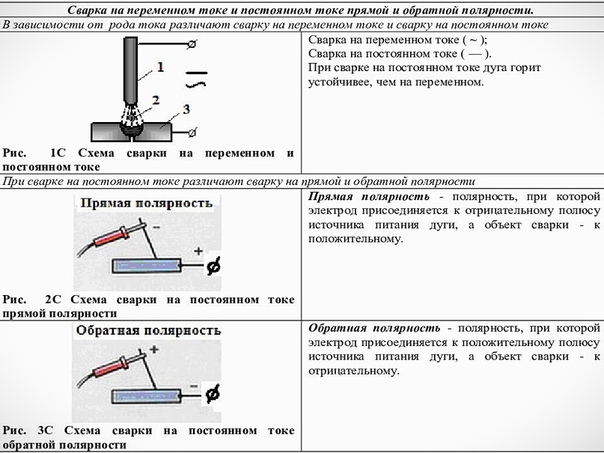
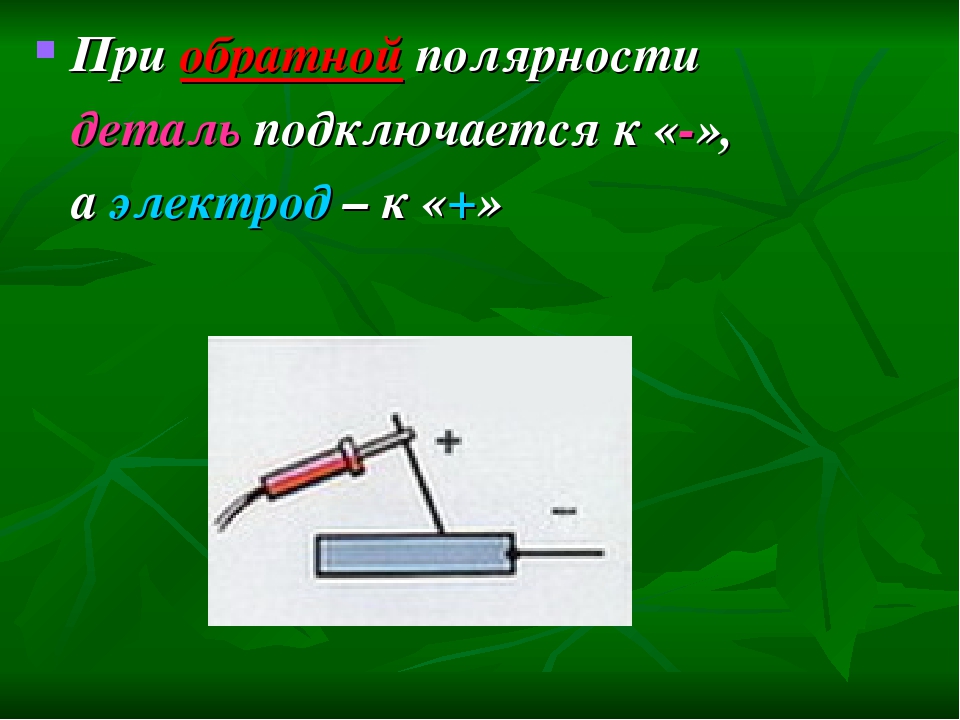
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+».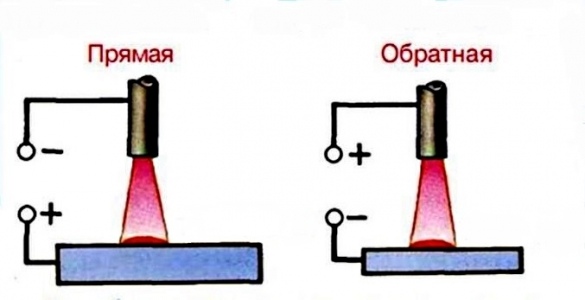 В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью
подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать:
Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока.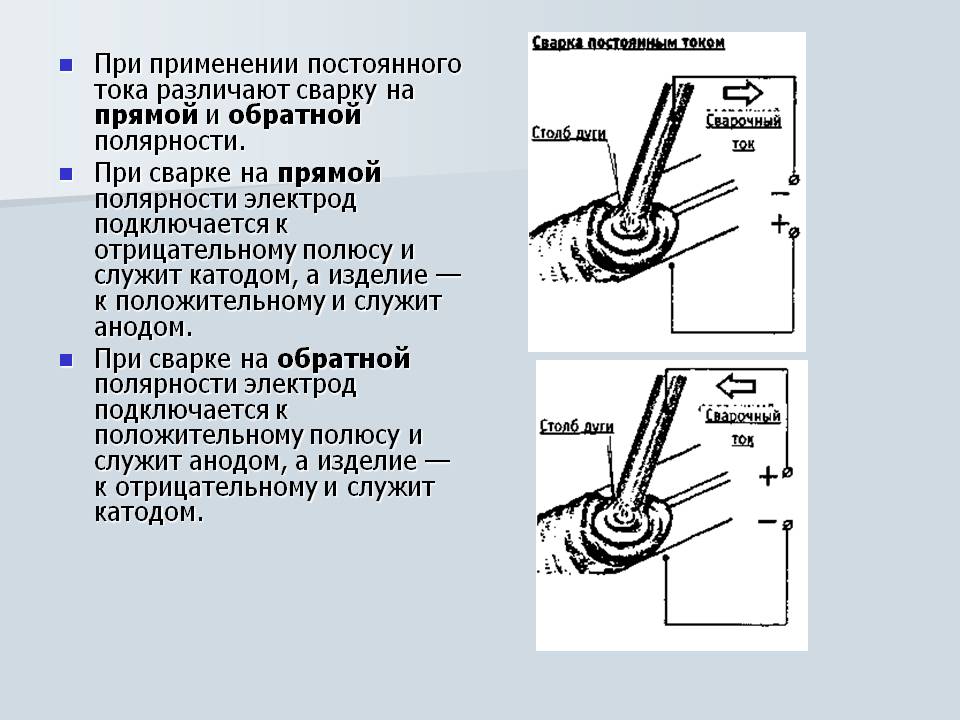 Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности
инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание:
чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
На что влияет полярность сварки
Во время проведения соединения металлических заготовок инвертором или полуавтоматом на стержне появляется пятно с высокой температурой, зависящей от полярности. При получении расходником питания через положительную клемму пятно разогревается до 390°, пользование минусовой – 320 градусов. Сильный нагрев позволяет варить детали на большую глубину.
Полярность при сварке тонких деталей выбирают прямую. Она годится и для работы с чувствительными металлами: с высоким содержанием углерода, нержавеющими составами, легированными сталями. Они проявляют боязнь к перегревам, поэтому при их соединении используют низкие температуры, но расход стержней при этом методе увеличивается.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Разновидность металлического изделия
(существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки;
- Для сварки на углеродистой и низколегированной стали;
- Для сварки изделий из меди и ее сплавов;
- Для сварки изделий из чугуна и его сплавов;
- Для сварки изделий из алюминия и его сплавов;
- Для выполнения работ с трудноподдающихся сварке металлами;
- Для сварка изделий из высоколегированной стали;
- Для сварки изделий с теплоустойчивыми с характеристиками.
Чистота обрабатываемой поверхности металла
(например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей; а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).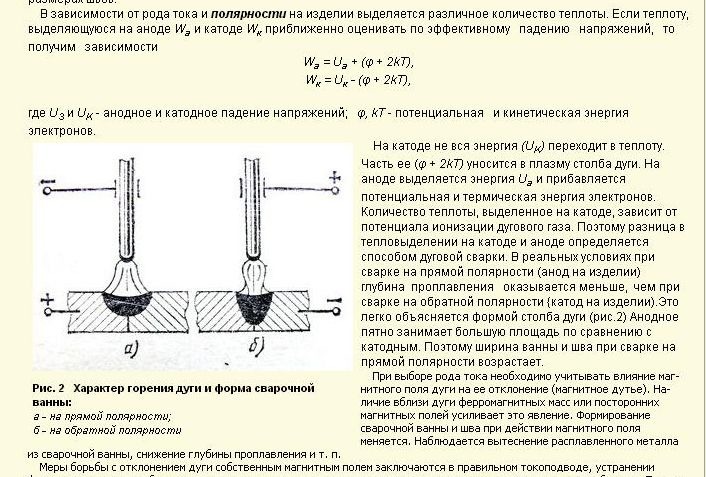
Толщина металла
(Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм;
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм;
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм;
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм;
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока
(Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А;
- электроду в 2,5 мм необходим ток от 60 до 90 А;
- для электрода в 3 мм необходим ток в пределах 80 — 140 А;
- для электрода в 4 мм необходим ток от 130-160 А;
- для электродов в 5 мм необходим ток в 200 А;
- электроду в 6 мм необходим ток от 220 до 240 А.

Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
 youtube.com/embed/JYrmpMqKKzA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/JYrmpMqKKzA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Преимущества и недостатки разных методов
Использование инверторов и выпрямителей дает возможность перемены полярности тока и регулировки зоны создания максимальной температуры. Прямое подключение применяется при следующих обстоятельствах:
- монтаж деталей из низколегированных, углеродистых и специальных сталей с помощью плавящегося электрода;
- сварка изделий из цветных металлов, текучих сплавов, тонких листов вольфрамовыми стержнями и наплавочной проволокой;
- раскрой заготовок.

Преимущества стандартного подключения:
- образующийся шов имеет красивую узкую форму;
- происходит провар на большую глубину;
- сварка ведется большим ассортиментом электродов;
- сохраняется высокая стабильность дуги.
Недостатки:
- сильное разбрызгивание расплавленной жидкости;
- появляется риск получения прожогов;
- в зоне нагрева появляются остаточные напряжения.
Обратная полярность включается для:
- работы без получения прогораний стальных заготовок малой толщины;
- сварки цветных металлов, высоколегированных сталей, нержавеющих материалов;
- выполнения действий с использованием флюса и защитного газа.
Недостатки метода:
- изделия провариваются на небольшую глубину;
- толстые заготовки для прочности приходится обрабатывать со всех сторон;
- требуются специальные электроды, выдерживающие высокие температуры;
- необходимость поддержки короткой дуги.
Сила тока настраивается экспериментальным путем.
 youtube.com/embed/eL1AyHzUyIo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/eL1AyHzUyIo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.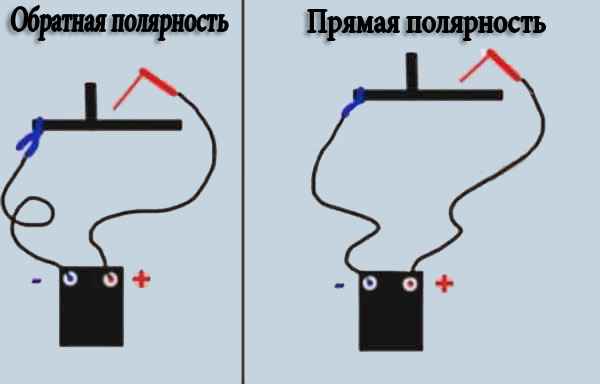
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Отличия в подключении
Все, кто пользовался аппаратами для электродуговой сварки, понимает, что речь пойдет о распределении полюсов между держателем и заготовкой. Полярность при сварке бывает двух типов:
- Прямая, когда электроны движутся к заготовке (минус на электроде). Дуга получается компактной, плотной.
- Обратная, когда к держателю подключают плюс. Формируется рассеянная область контакта дуги с металлом.
Основное отличие сварки прямой и обратной полярности – локализация точки максимального разогрева. При прямой сильнее нагревается металл, при обратной – расходник. Способ подключения полюсов зависит от толщины и физических свойств металла.
- Токовое реле: классификация, принцип действия, область применения
Отличия в подключении прямой и обратной полярности
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
 Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Отличия при работе с инвертором и полуавтоматом
На переменном токе работает промышленный полуавтомат, домашний инвертор – на «постоянке». У него есть кабеля для подключения к массе и к держателю. Меняя их положение, добиваются получения нужных режимов сварки. Аппарат данного типа отличается от других устройств:
- малыми габаритами;
- небольшим весом;
- высокой мощностью;
- способностью создавать ровный и аккуратный шов;
- доступной стоимостью;
- простотой обслуживания;
- легкостью транспортирования;
- полным отсутствием риска воспламенения.

Полуавтомат весит больше и стоит дороже инвертора. Главная разница и отличие заключается в способе работы: процесс соединения деталей осуществляется с помощью использования специальной проволоки.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
 Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Полярность при работе полуавтоматом
Отличительная особенность полуавтоматических аппаратов – подача присадочной проволоки в автоматическом режиме, с фиксированной скоростью. Понятно, что в этом случае шовный валик получается аккуратным, ровненьким, ведь металл проплавляется равномерно. Для генерации тока используют инвертор – компактный преобразователь с электронной начинкой, дополнительными функциями, облегчающими процесс сварки.
Понятно, что в этом случае шовный валик получается аккуратным, ровненьким, ведь металл проплавляется равномерно. Для генерации тока используют инвертор – компактный преобразователь с электронной начинкой, дополнительными функциями, облегчающими процесс сварки.
Специфика автоматической сварки предусматривает несколько режимов работы оборудования:
- на открытом воздухе с присадкой, образующей шлаковый слой;
- с использованием проволоки, содержащей флюсы;
- в среде защитного газа, покрывающего рабочую зону.
Подключение клемм зависит от вида режима. Прямая подходит для обычной порошковой проволоки. На обратную переходят:
- применяя защитный газ, ионизированные молекулы отлично пропускают электроны, дуга быстро разгорается;
- используя флюсовую присадку, тепло концентрируется на кончике наплавки, флюс выгорает полностью, формируется однородный диффузный слой.
Работая с современным сварочным оборудованием, при обратном подключении клемм можно скорректировать стабильность горения дуги.
Зная особенности работы на переменном токе, можно подобрать режим сварки под размер заготовок, тип металла. Постоянный ток дает большие возможности, меняя положение полюсов, сварщик контролирует положение высокотемпературной области дуги. Смещая положение анодного пятна, получают прочные соединения на любых заготовках.
Главная > Справочник > Сварка > Прямая и обратная полярность при сварке
Полярность тока является одним из основных параметров, определяющих особенности сварки металлических конструкций. Этот параметр влияет на температуру стержней с электропроводным материалом. При обработке изделий током с прямой или обратной полярностью важно учитывать основные схемы подключения, толщину заготовок и технические параметры электродного стержня.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.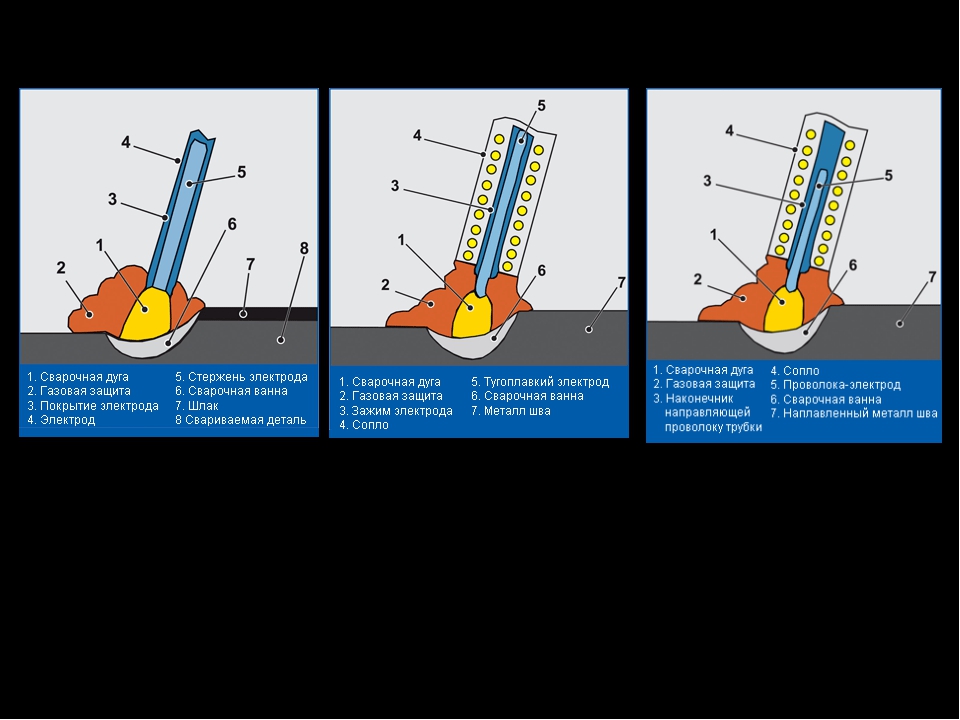
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
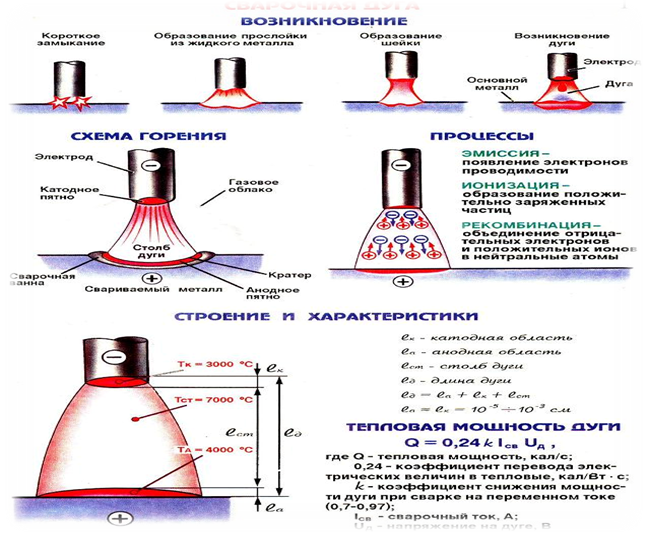
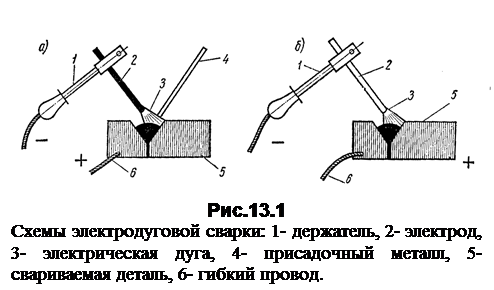
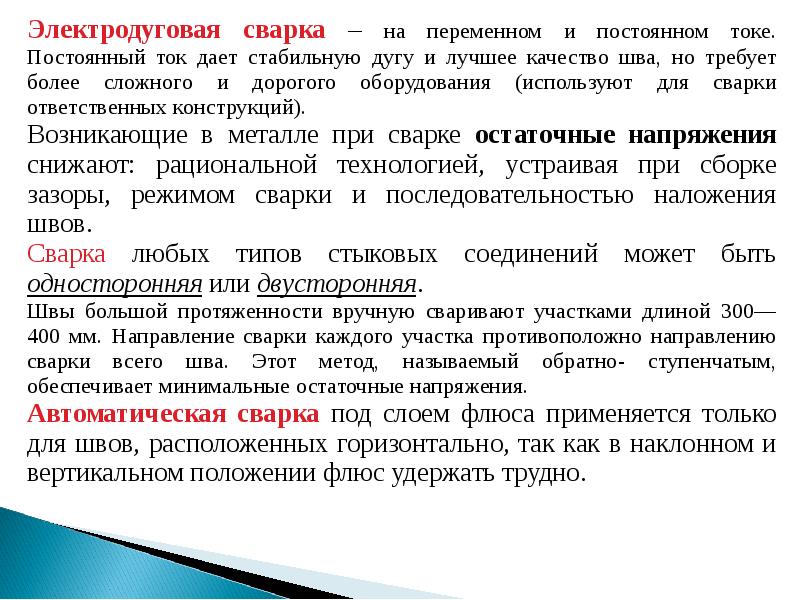
Сварка электрической дугой, по сравнению с газовой сваркой, имеет некоторые особенности. Это и более высокая, до 5000°С, температура самой дуги, что превосходит температуры плавления всех существующих металлов, и большое разнообразие видов и типов сварки, а, соответственно, методов и целей её применения. Электродуговая сварка различается по степени механизации, по роду тока, по типу дуги и свойствам сварочного электрода, а также другим параметрам. В данной статье хотелось бы рассмотреть некоторые нюансы электродуговой сварки в зависимости от полярности сварочных электродов.
Виды сварки.
По роду используемого тока различают два вида дуговой сварки:
- сварка электрической дугой, питаемой переменным током;
- сварка электрической дугой, питаемой постоянным током.
В свою очередь, сварка с использованием постоянного тока бывает двух типов:
- сварка током прямой полярности;
- сварка током обратной полярности.
Рассмотрим особенности каждого типа сварки постоянным током подробнее.
Сварка током прямой полярности.
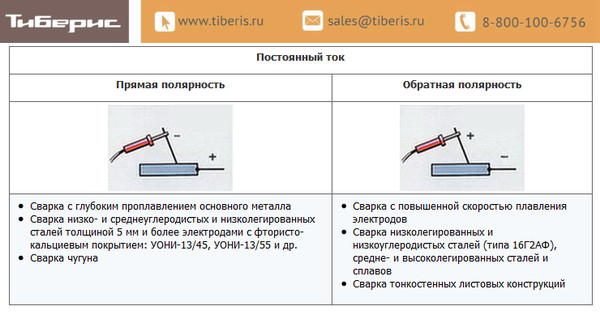
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного выпрямителя, то есть сварочный кабель соединяет свариваемую конструкцию с клеммой «плюс» сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с минусовой клеммой.
Поскольку на положительном полюсе (аноде) температура всегда значительно более высокая, чем на отрицательном (катоде), ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности.
Для проведения сварки током обратной полярности подключение следует провести противоположным образом: на свариваемую деталь подать отрицательный заряд с клеммы «минус», а на электрод — положительный заряд с клеммы «плюс».
Такая полярность сварочных электродов обеспечивает обратную прямому подключению ситуацию — больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали. Соответственно, сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Особенности сварочных работ
В домашних условиях при сращивании деталей чаще всего пользуются электродами и малогабаритными аппаратами инверторного типа. Их не рекомендуют применять для работы с нержавеющими и алюминиевыми предметами во избежание их коррозии. Эти изделия лучше сваривать под защитой аргона или других газов.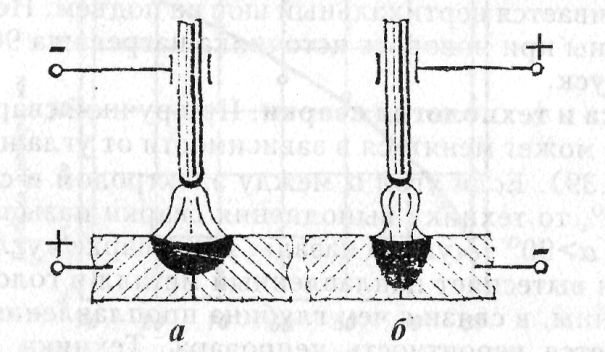 Делается это с помощью полуавтомата, дающего качественный шов на заготовке любого состава.
Делается это с помощью полуавтомата, дающего качественный шов на заготовке любого состава.
В данном аппарате подача проволоки происходит специальным механизмом в толкающем или тянущем режиме. Иногда оба способа работают одновременно. Это является залогом высокого качества сварки. При выполнении операций с металлами необходимо использовать мощные струбцины для прижима заготовок, иначе они в местах появления малейших зазоров будут повреждены.
При прямой полярности
Этим способом соединяют толстые детали. Чтобы добиться качественного функционирования аппарата, нужно перевести его переключением проводов: плюсовой вывод – к массе, минус – к электроду. Свариваемый металл лучше прогревается при высоких температурах. Нужно следить за недопустимостью прожогов.
При обратной полярности
Инвертор подключается так: держатель и рабочий стержень – к плюсовой клемме, к минусу присоединяют с помощью зажимов массу. В этом случае на конце электрода создается температура, не позволяющая прожечь листы заготовки. Сварка в таком режиме ведет к перерасходу плавящихся материалов.
Сварка в таком режиме ведет к перерасходу плавящихся материалов.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной.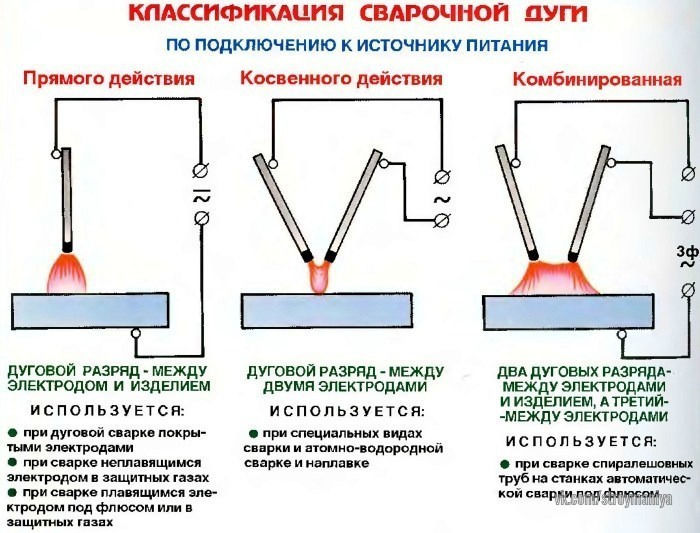 Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Выбор режима полярности
Выбор полярности зависит от следующих факторов:
- Возможность прожога обрабатываемых заготовок.
- Наличие легированных сталей или нержавеющих сплавов железа в составе свариваемых изделий.
- Вероятность соединения металлических пластин малой толщины.
При смене полярности необходимо учитывать, что на аноде выделяется большое тепловой энергии, чем на катоде. Изначально сварочные аппараты работают по схеме прямого подключения. Сварщику необходимо изменять местоположение кабелей с электродным стержнем и прищепкой на металл при сваривании конструкций с разным поперечным сечением и толщиной. Для выбора правильного режима подключения проводников, необходимо учитывать следующие характеристики, определяющие особенности сварки:
- Расстояние между верхними и нижними поверхностями заготовок: основной фактор, воздействующий на структуру шва во время сварки постоянным током. При обработке толстых изделий необходимо прожечь поверхностью металлов. Это позволит увеличить площадь соприкосновения, что позволит сварной проволоке заполнить пустоты в поверхностях заготовок. В этом случае необходимо использовать сварку с прямой полярностью. Если нужно обработать изделия малой толщины, то нужно подавать отрицательный заряд на металл, положительный – на стержень электрода. Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы.
- Сила тока: этот параметр определяет степень прогрева металла и электродов. Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.
 Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.
Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.Также для определения полярности нужно знать материал изготовления обрабатываемой заготовки, ее толщину и параметры электродного стержня. Определить эти показатели можно в руководстве к сварочному прибору. В нем производитель оборудования указывает обстоятельства для смены полярности.
Толщина края металлической заготовки
Сваривание конструкций с толстыми краями необходимо подключать клеммы инвертора по схеме прямой полярности. В данных условиях дополнительное тепло будет концентрироваться в местах плавки. Это способствует увеличение глубины сварочного шва. Поверхности деталей смогут плотно соединиться без деформации. При обработке тонкого металла необходимо применять обратную полярность. Края детали во время сварки не должны перегреваться.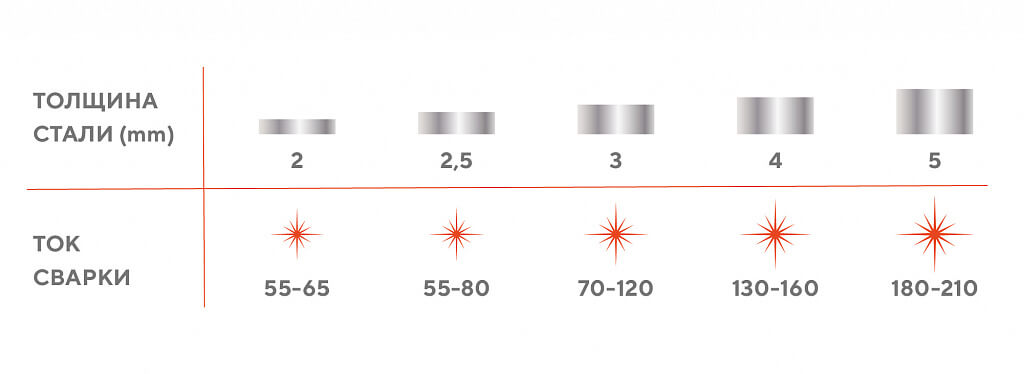 Иначе снизятся качество шва и прочность соединения.
Иначе снизятся качество шва и прочность соединения.
Разновидность металла
При обработке металлических поверхностей из разных материалов необходимо соблюдать следующие правила:
- Изделия из алюминия свариваются при прямом подключении. Алюминиевые детали имеют высокую теплопроводность и небольшой вес. Отличительным свойством этого металла является высокая степень окисления. Поэтому при сварке на алюминиевых заготовках формируется пленка. Она не позволяет деталям плотно соединиться. Прямая полярность снижает число образующихся окислов и образует сварочную ванну до появления оксидной пленки. При обработке рекомендуется использовать инертные газы. Они f линейного расширения и литейной усадки, высоким коэффициентом теплопроводности и низкой устойчивостью к межкристаллической коррозии. Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.

Цветные металлы необходимо плавить при помощи электродных стержней из вольфрама по схемам прямой полярности.
Что даёт прямая и обратная полярность при сварке инвертором | ММА сварка для начинающих
- Что даёт прямая и обратная полярность при сварке инвертором
- Что даёт смена полярности на инверторе
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka.ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс.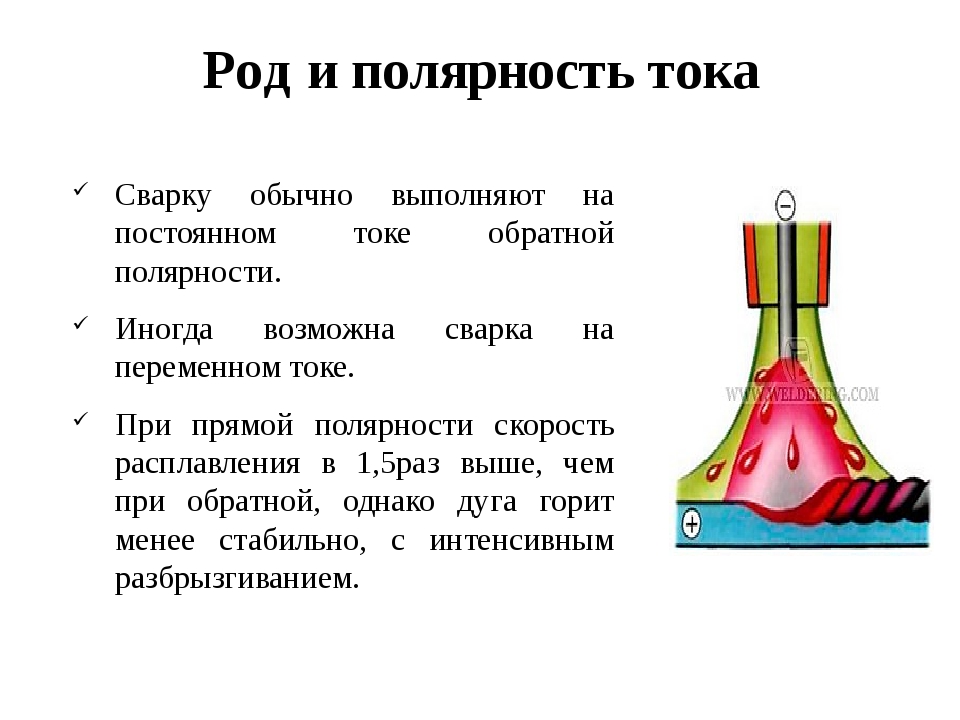 При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.
В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора. В таком случае, большая температурная нагрузка будет приходиться на металл.
- В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности. Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
 Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.
При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов. |
 Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.
Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке. Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод. Также, если сварке подлежат тонкие листы.
Также, если сварке подлежат тонкие листы.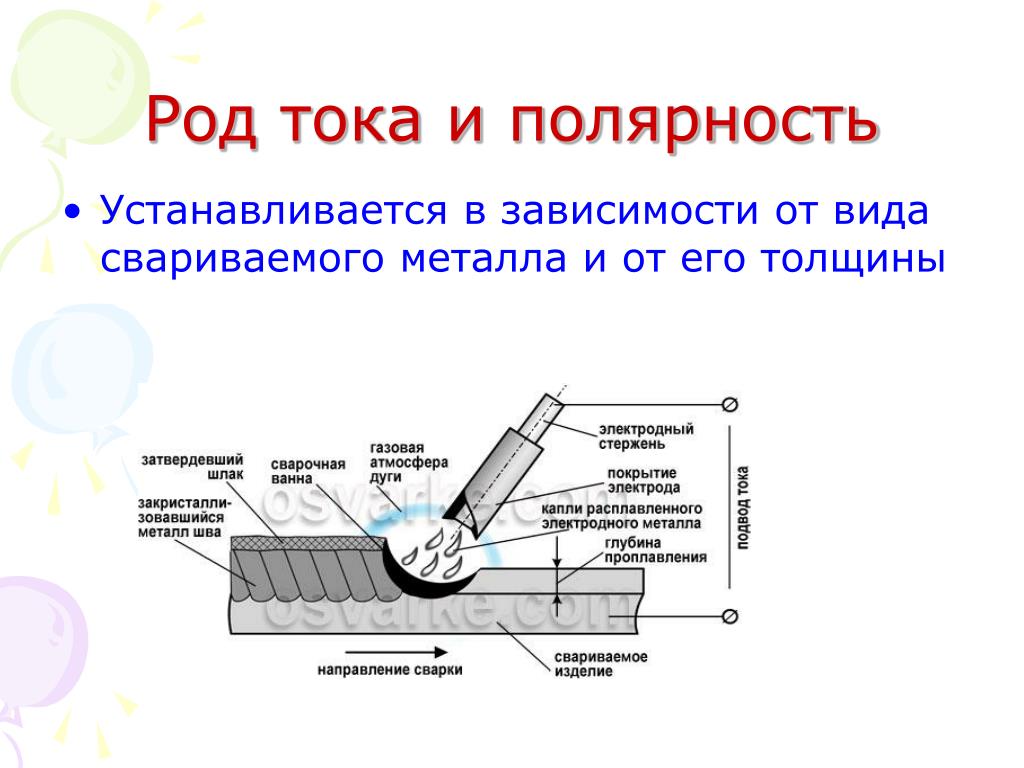 При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой. Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.
Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.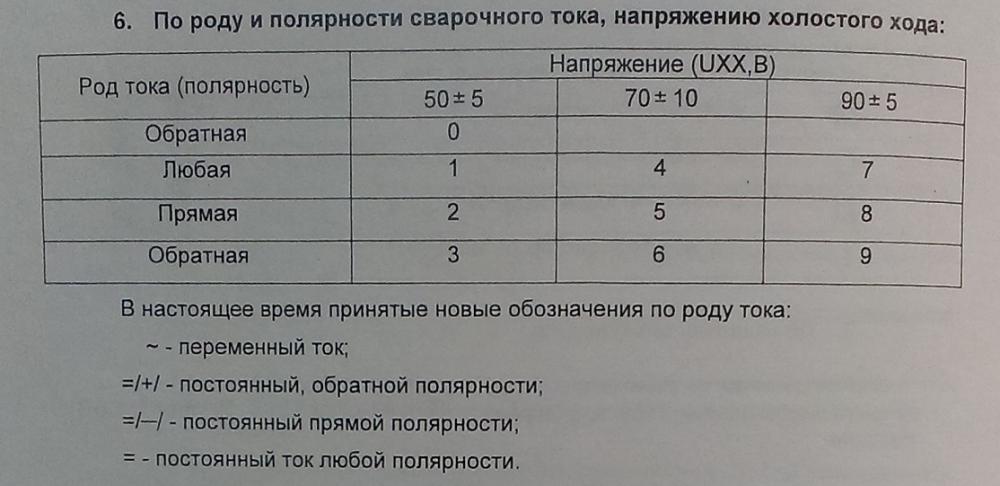 В этом случае допустимо применение любого варианта.
В этом случае допустимо применение любого варианта. Когда она является значительной, массу на приборе следует подключать к плюсовой клемме, а электрод — к минусовой. Значительная температура на толстых элементах основательно прогреет металл в рабочей зоне. Это будет способствовать более глубокой величины провара. Сварной шов получится прочным и качественным.
Когда она является значительной, массу на приборе следует подключать к плюсовой клемме, а электрод — к минусовой. Значительная температура на толстых элементах основательно прогреет металл в рабочей зоне. Это будет способствовать более глубокой величины провара. Сварной шов получится прочным и качественным. При этом пленка, которая покрывает цветной металл, от сильного нагревания расплавляется, и не является больше препятствием для образования правильного шва.
При этом пленка, которая покрывает цветной металл, от сильного нагревания расплавляется, и не является больше препятствием для образования правильного шва.
 Нюансами сварки обратным током являются:
Нюансами сварки обратным током являются:
 Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.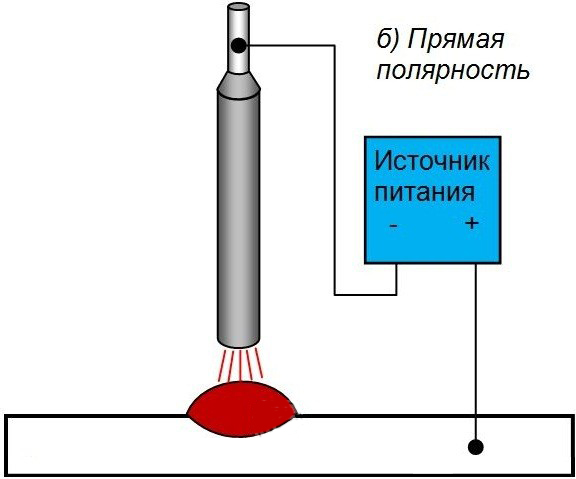 Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
 Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
 Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением. Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
Предварительный анализ и справочники помогут эффективно подойти к этому вопросу. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
 Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.Прямая и обратная полярность при сварке: выбор режима, подключение
Что означает полярность при сварочных работах
В инверторных сварочных аппаратах для обозначения полярности используются надписи
Рассматривая вопрос полярности, понятно, что сварка в этом случае осуществляется током постоянного напряжения.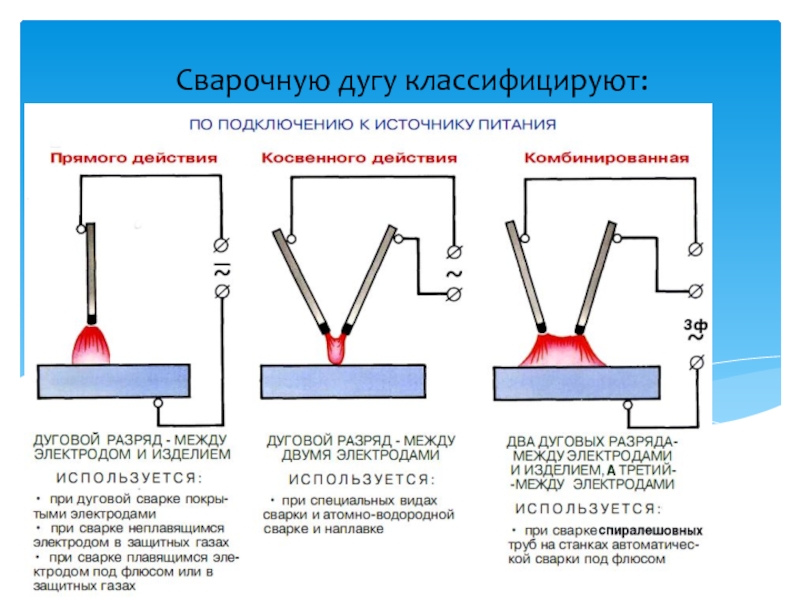 Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
А разница все-таки есть, и здесь сокрыт недвусмысленный физический закон движения заряженных частиц – электронов. Электроны, обладая отрицательным зарядом, всегда движутся от минуса к плюсу в любой схеме, включая инвертор. При сварке можно подключить электрод как к плюсовой клемме, так и к минусовой – все будет работать. Но электроны в том и другом случае будут двигаться в разных направлениях по цепи, это отразится на процессе и конечном результате.
Подключение по схеме прямой полярности
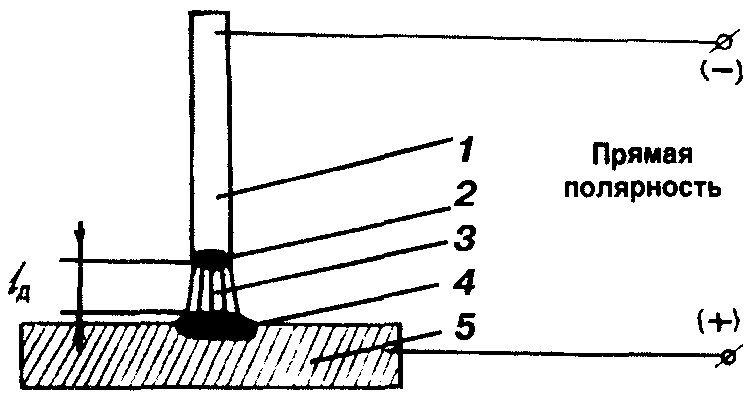
Если схему собрать так, что плюс от инвертора идет на стальную заготовку (свариваемая деталь), потом через дуговой промежуток, сварочный электрод к минусу инвертора, то такое соединение получило название прямой полярности при сварке. В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
Подключение по схеме обратной полярности
Схема подключения кабелей аппарата для сварки, когда плюс от инвертора приходит на сварной электрод, потом через дуговой промежуток попадает на рабочую деталь и минус инвертора, получила название обратной полярности при сварке. Здесь уже электрод будет греться сильнее, так как анодное пятно будет на нем, катодное – в области соединения стальных заготовок.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного шва со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
Прямая и обратная полярность.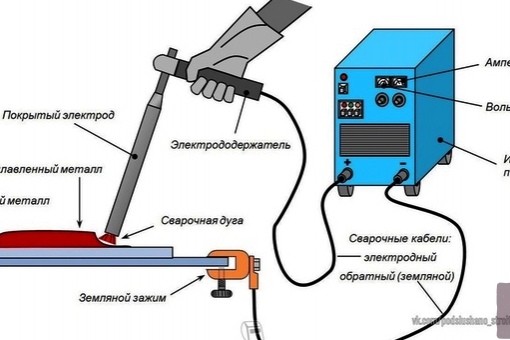
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Выбор режима
Правильный выбор полярности при подключении сварочного оборудования может зависеть от нескольких факторов.
 Но самое главное для специалиста — усвоить, что на аноде, а это «+» всегда выделяется больше тепла (до 4000 градусов по Цельсию) чем на катоде (чуть больше 3000 градусов).
Но самое главное для специалиста — усвоить, что на аноде, а это «+» всегда выделяется больше тепла (до 4000 градусов по Цельсию) чем на катоде (чуть больше 3000 градусов).
Виды сварочной дуги при сварке электродами
Это отправная точка дальнейшего анализа: толщина стали, марка, вид металла, тип сварочного электрода. В случае неответственной конструкции, возможно, будет лишним обращать внимание на полярность сварки.
Толщина заготовки – основной фактор, когда необходимо следить за полярностью. Более толстый материал в месте стыка нужно сильнее прогреть, чтобы частицы его взаимно проникли на большей площади соприкосновения, а пустоты заполнились металлом сварной проволоки – это надежность шва. Тонкий металл нельзя сильно греть, иначе можно получить дырку, некрасивый неравномерный сварной шов.
Когда сварке подвергают такие сплавы как чугун или нержавейка, то перегрев этих материалов может привести к образованию тугоплавких соединений, что нежелательно. Сплав алюминия требует мероприятий по удалению окислов, и хороший прогрев идет только на пользу. В сварочной литературе по каждому виду металла есть рекомендации об оптимальных методах и режимах работы с ним.
Сплав алюминия требует мероприятий по удалению окислов, и хороший прогрев идет только на пользу. В сварочной литературе по каждому виду металла есть рекомендации об оптимальных методах и режимах работы с ним.
Покрытие электродов специальным флюсом тоже рассчитано на работу в определенных режимах. Угольный электрод для электросварки не имеет стойкости к перегреву, поэтому обратная полярность ему противопоказана. Сварная проволока полуавтоматических аппаратов более лояльна к выбору полюсовки, но каждый производитель дает на продукцию свои рекомендации по использованию.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
 Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.https://youtu.be/CcVbCMcyZ00
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Особенности сварки при использовании прямой полярности
Работая сварочным аппаратом постоянного тока и применяя способ подключение схемы прямой полярности, следует учитывать такие особенности процесса:
- Шов сварочного соединения — глубоко проникающий, узкий по ширине, более крепкий по качеству;
- Можно варить практически все типы сталей, толщина которых начинается от трех миллиметров и выше;
- При использовании вольфрамового стержня для цветных металлов можно применять только метод прямой полярности при сварке;
- Сварная дуга отличается стабильностью, устойчивостью к срывам, в результате чего легче контролировать процесс работы и получить красивый шов;
- Для работы таким методом не подходят электроды, рассчитанные на использование в сварке переменным током;
- При использовании сварочного аппарата в качестве резака, заготовка легче поддается раскройке.

Какое оборудование использовать
Обратное направление востребовано в работе особыми установками. Специфика в том, что машина подает проволоку с некоторой скоростью на заготовку, поэтому возможен выбор нескольких типов сварки.
Например, в среде защитных газов (когда используется аргон или углекислый газ), либо с использованием проволоки, обработанной порошком. Обратная направленность тока применима при работе с газами, прямая — когда процесс выполняется порошковой проволокой (также известной как флюсовой).
Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, подключение «держака» и «массы» меняется — на первом «плюс», на второй «минус» (обратная). Делается это для того, чтобы флюс выгорел полностью, а сварочный процесс произошел внутри образовавшегося газообразного облака. Металл будет меньше прогреваться, а разбрызгивание капель сведется к минимуму.
Прямая используется для сварки цветных металлов, когда рабочим расходным элементом выступает вольфрамовый электрод. Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
В работе с переменным током задача пользователя — своевременно менять расходные элементы. Профессионалы же или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки. Работа с инвертором позволяет выбирать один из двух известных вариантов действий. Прямая и обратная полярность при сварке выступают способами, каждый из которых имеет свои преимущества и недостатки. Выбор направления диктуется рядом факторов, главные из которых — материал расходников и используемое оборудование.
Читать также: Как открутить шуруп под звездочку
Если вы знаете другие специфические особенности выбора параметров сварки, поделитесь информацией в комментариях к статье.
Разнообразие сталей по химическому составу, толщине изделий является предпосылкой для возникновения многочисленных сварочных технологий. Наиболее широким спектром возможностей характеризуется сварка постоянным и переменным током, для которой разработаны инверторные агрегаты бытового и промышленного назначения.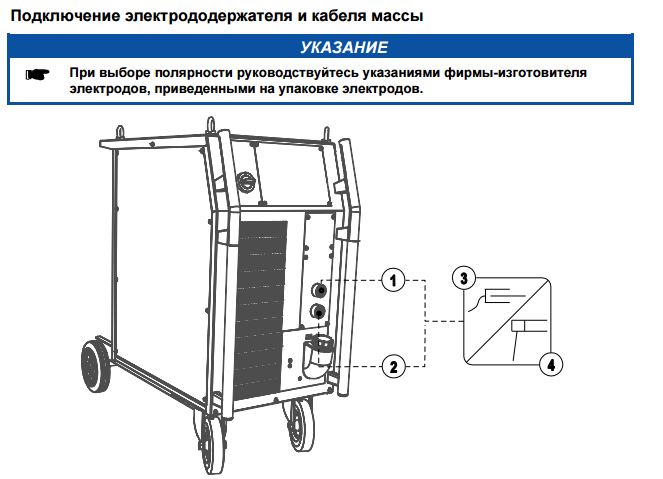 Использование постоянного тока позволяет задействовать больше режимов, таких как прямая и обратная полярность при сварке инвертором. Используя их и подбирая электроды различного состава, можно соединить следующие группы:
Использование постоянного тока позволяет задействовать больше режимов, таких как прямая и обратная полярность при сварке инвертором. Используя их и подбирая электроды различного состава, можно соединить следующие группы:
- тонколистовое изделие;
- кромки более 5 мм;
- низко-, среднеуглеродистые сплавы;
- низко-, средне-, сильнолегированные стали;
- чугун;
- разнородные металлы, где используется принцип наплавления.
Применение инвертора позволяет изменять полярность тока сварки вручную. Выбор режимов основывается на 3 факторах:
- Состав металла — чем выше углеродный эквивалент (выше легирование углеродом, марганцем, кремнием), тем меньше должен быть нагрев поверхностей.
- Тип электрода, использование флюса: окисление элементов (самая большая степень у углеродных материалов), шлаковый пояс, необходимая мощность для проникновения через шлаковый слой.
- Толщина свариваемых кромок: ориентировочно — до 3 мм и более.
Особенности обратной полярности при сварке
Сварка металла при таком способе подключения оборудования имеет следующие характеристики:
- Шов сварочного соединения менее глубок по проникновению в металл, с более выраженной шириной;
- Метод наиболее подходит для соединения средних по толщине заготовок либо тонких листов металла;
- При операциях с толстыми заготовками наблюдается хрупкость шва под воздействием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга отличается меньшей стабильностью, особенно в режиме работы на низких токах, что ведет к неравномерности соединения;
- Осуществляя сварку высоколегированных сталей, необходимо строго выполнять технологический процесс рабочего цикла.

Плюсы и минусы разных методов сваривания деталей
Говоря о плюсах и минусах прямой и обратной полярности сваривания, нужно понимать, что неправильный выбор режима проявит все отрицательные стороны процесса. Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Тонкий металл при положительной полярности потечет, начнет прожигаться электродом, кипящие брызги из сварочной ванны будут загрязнять поверхность изделия и требовать дополнительных усилий по их устранению.
Если же все учесть правильно, то минусы обратятся в плюсы, процесс сварки будет несложным для выполнения и радовать глаз результатом.
Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Обозначение полярности в сварке
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Общая информация
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.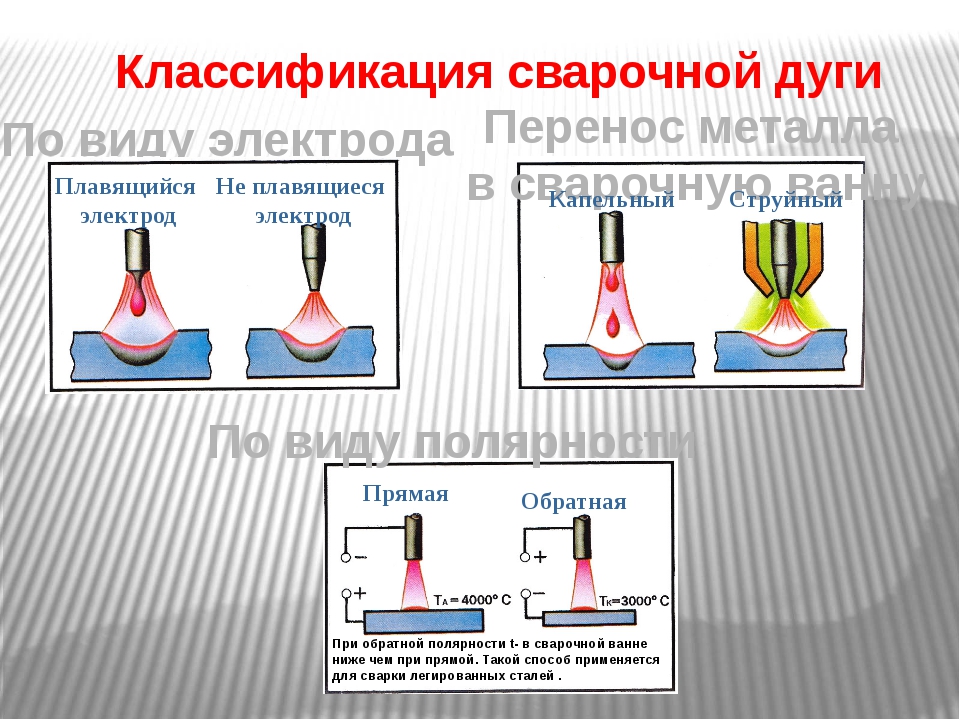
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Расскажите в комментариях о своем личном опыте сварки на обратной полярности, если вы опытный мастер. Это будет очень полезно для новичков. Также делитесь этой статьей в социальных сетях. Желаем удачи в работе!
Желаем удачи в работе!
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и методы сварки. Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного шва со старыми электрическими настройками у вас не получится.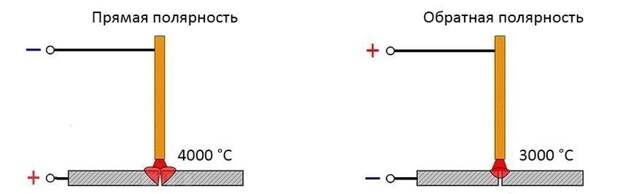 Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.
Обратная полярность
Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является электродуговая с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, дуга начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- ни в коем случае не варить с электродами, чувствительными к перегреву;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично. Иначе вы получите прожог;
- отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
 Иначе вы получите прожог;
Иначе вы получите прожог;Как выбрать правильную полярность
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Сварка – это ручной труд, но сварщики должны обладать достаточным количеством технических знаний, даже если в школе физика для них была чем-то сверхъестественным.
Одним из обязательных понятий, которые необходимо знать, является «сварочный ток». Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки.
На сварочных аппаратах и электродах можно заметить обозначения AC или DC, которые описывают полярность тока. Почему электрические токи и полярность возникают во время сварки? Давайте рассмотрим эти понятия внимательно.
Что такое переменный (AC) и постоянный (DC) ток?
AC от англ. «alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
АС чередует направление тока, а DС течет только в одном направлении.
Сварочные машины и электроды с маркировкой DC имеют постоянную полярность, тогда как маркированные AC изменяют полярность 120 раз в секунду с частотой тока 60 герц.
Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
Что такое полярность?
Электрическая цепь, возникающая при включении сварочного аппарата, имеет отрицательный и положительный полюс – это свойство называется полярностью. Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности может привести к большому количеству брызг, плохому проплавлению и потере контроля сварочной дуги.
Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности может привести к большому количеству брызг, плохому проплавлению и потере контроля сварочной дуги.
При сварке переменным током соблюдать полярность не требуется!
— сварка током прямой полярности
— сварка током обратной полярности
Что такое прямая и обратная полярность постоянного тока (DC)?
| Полярность | |
| прямая | обратная |
| отрицательная | положительная |
| (–) | (+) |
Процесс сварки будет различаться в зависимости от направления, полярности тока: положительной (+) или отрицательной (–).
Положительная полярность постоянного тока (DC+) обеспечивает высокий уровень проплавления, в то время как отрицательная полярность постоянного тока (DC–) даст меньшее проплавление, но более высокую скорость осаждения (например, на тонком листовом металле). Различные защитные газы могут дополнительно влиять на процесс сварки.
Различные защитные газы могут дополнительно влиять на процесс сварки.
Сварка током прямой полярности
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (+) сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с клеммой (–).
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую свариваемую деталь. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
Ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).
При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC).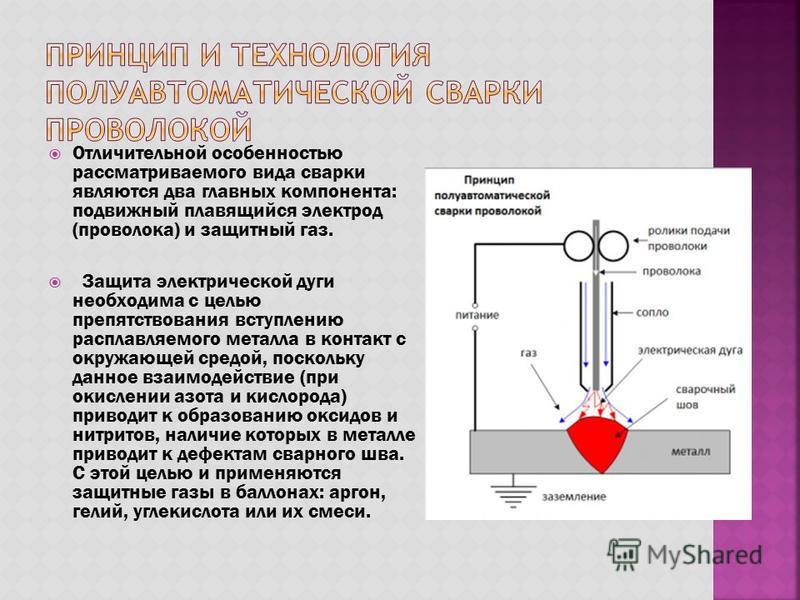 Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу.
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте — сварочные электроды и сварочное оборудование.
Сварка МИГ/МАГ — как влияет полярность тока на процесс. |
Режимы сварочных работ в защитных газах МИГ/МАГ плавящимися электродами характеризуются следующими параметрами:
• сила тока сварки;
• полярность;
• напряжения (длина) дуги;
• скорость сварочных работ;
• длина вылета проволоки;
• наклон и положение электрода;
• диаметр горелки;
• состав и расход газа.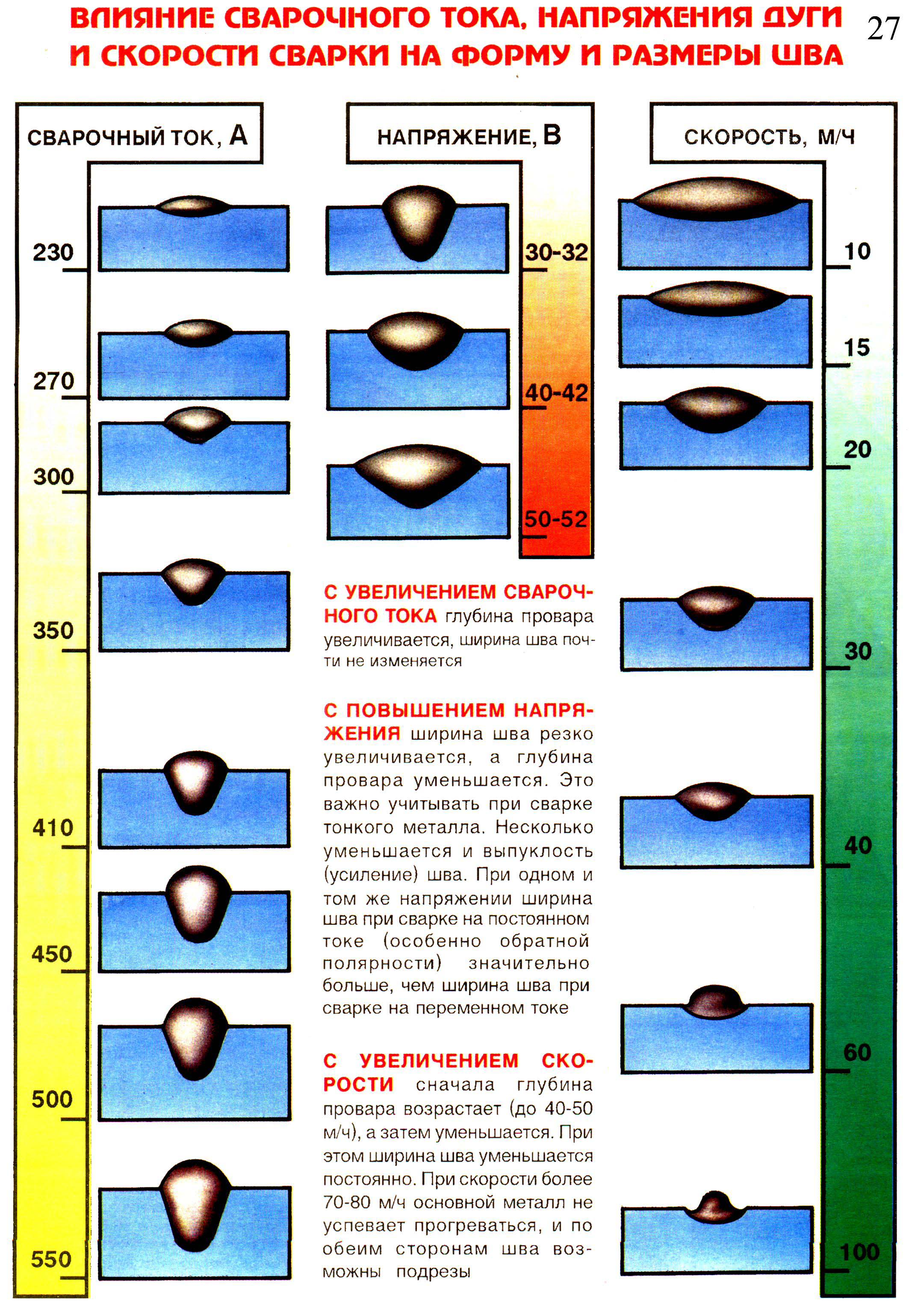
Сварочный процесс с использованием МИГ/МАГ напрямую связан с полярностью используемого тока.
Для использования обратной полярности характерно:
• повышенная теплоотдача в изделии;
• глубокое плавление;
• плавление электрода менее эффективно;
• разнообразие типов переноса металла удовлетворит любые требования (с короткими замыканиями, крупно и мелкокапельные, струйные, ИДС).
Использованию прямой полярности характерно:
• низкая теплоотдача в изделие;
• более мелкое проплавление;
• плавление электрода более эффективно;
• перенос готового металла неблагоприятный (крупнокапельный низкой регулярностью).
Такое различие характеристик сварочных работ связано с тепловыделением дуги — на катоде тепла больше, чем выделяется на аноде.
Ориентировочные значения выделение тепла на разных участках дуги, с использованием МИГ/МАГ, показано на примерах:
• область катода — 14 В х 100 А = 1,4 кВт на длине ≈ 0,0001 мм;
• столб — 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм;
• область анода — 2,5 В х 100 А = 0,25 кВт на длине ≈ 0,001 мм.
Разные показатели теплоотдачи и определяют характеристики сварки в разных полярностей. Сварочные работы в обратной полярности имеют возможность более глубоко плавить металл с низкой скоростью, тогда как скорость выше у прямой полярности, но глубина остается поверхностной. Также это и определяет неблагоприятный перенос металла в прямой полярности – так как большие капли рискуют быть оттолкнутыми от сварочной ванны из-за повышенной реакции. Реакция на каплю зависит от паров исходящих от пятна накала. Воздействуя на электрод, они препятствуют отделению капли, размеры которой становятся все больше. Большие капли могут вызвать перенос металла в сторону дуги и сопровождаться значительным разбрызгиванием металла. Подобная реакция менее интенсивна, на обратной в сравнении с прямой полярностью.
На диаграмме представлены области напряжения дуги и силы тока и разное их сочетание, рекомендуемые для разной сварки, швов, положений.
Зависимость качества сварочного шва от техники выполнения и положения горелки показано на картинке внизу.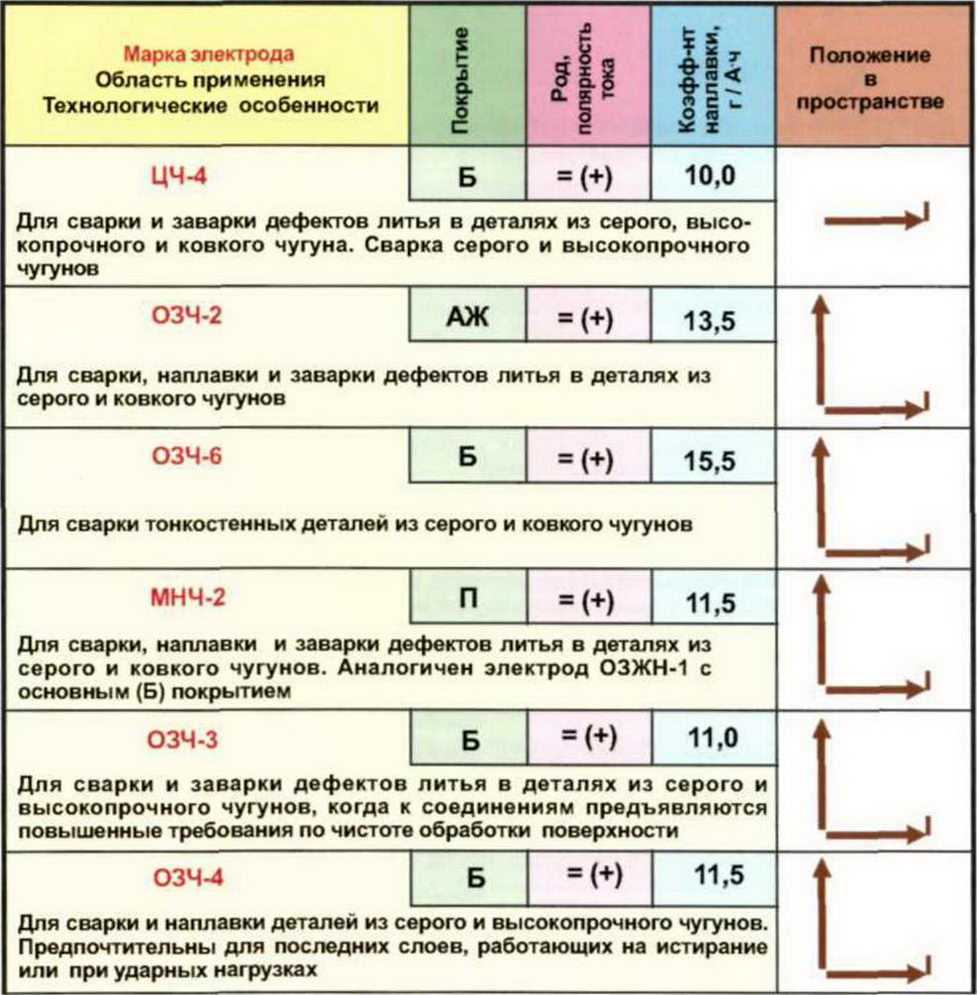
Объяснение полярности сварки — Ресурс для сварщиков
Я никогда не знал, сколько математики и естественных наук задействованы в сварке, пока не пошел в школу сварщиков. Мне легко дается математика. Научная сторона потребовала от меня немного большего внимания в классе.
Хотя я предпочитаю профессиональную сварку, определенно стоит заранее получить представление о технических процессах. Все мы видели, что сварочные аппараты и электроды имеют маркировку переменного или постоянного тока.Но что именно это значит? Вот тут-то и играет роль полярность при сварке.
Что означает полярность при сварке? Понятие полярности при сварке — это, по сути, направление потока электрического тока от источника сварочного тока к детали, с которой вы работаете. Важно понимать полярность, поскольку она может повлиять на все, от настройки сварочного аппарата до типа используемого электрода. Это также может существенно повлиять на результаты сварки.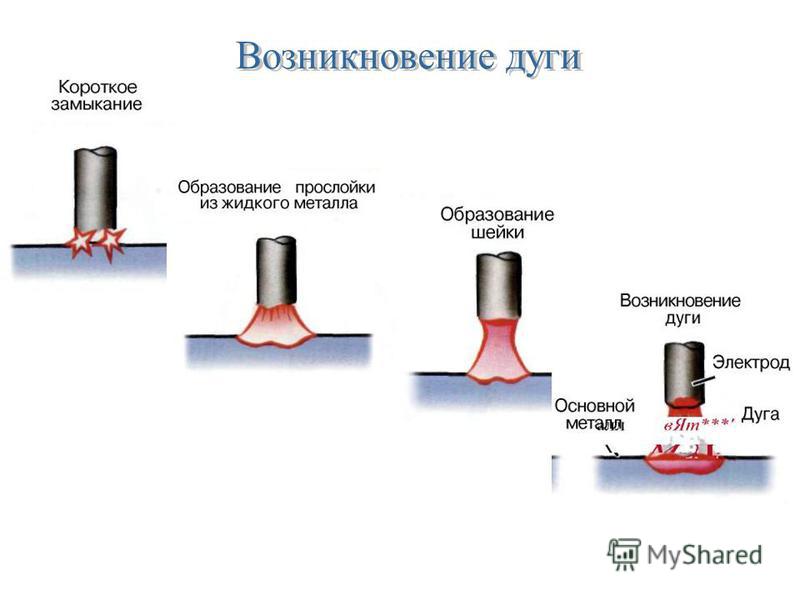
Поскольку полярность — это в основном поток тока, давайте сделаем шаг назад и посмотрим на определение и характеристики самого электрического тока. Электрические токи протекают одним из двух способов. Он имеет постоянный ток (DC) или переменный ток (AC).
В чем разница между постоянным и переменным током ? Постоянный ток (DC)Постоянный ток означает, что электрический ток течет в одном направлении.Он может иметь положительный или отрицательный вывод или «полюс». Примером может служить простая батарея. Есть 2 полюса, обозначенные как положительный (+) и отрицательный (-). Существует 2 разных типа полярности, которые считаются постоянным током.
- Отрицательный электрод постоянного тока (DCEN) — это когда электроны текут от наконечника электрода к пластинам основания. Электрододержатель подключается к отрицательной клемме, а деталь — к положительной клемме.Это также называется прямой полярностью .

- Положительный электрод постоянного тока (DCEP) — это когда электроны текут от детали к наконечнику электрода. Электрододержатель подключается к положительной клемме, а заготовка — к отрицательной клемме. Это называется обратной полярностью.
Выбор отрицательного электрода постоянного или положительного электрода постоянного тока (прямая или обратная полярность) может повлиять на качество сварки.Подробнее об этом мы поговорим чуть позже.
Переменный ток (AC)Переменный ток — это электрический ток, который имеет как положительную, так и отрицательную полярность, но они чередуются со значениями полупериода, что означает, что ток будет течь к положительному полюсу обратно к нулю и к отрицательному полюс обратно в ноль.
По сути, он будет течь с прямой полярностью и обратной полярностью попеременно. Это чередование повторяется до тех пор, пока идет ток.Количество циклов, которые происходят в течение одной секунды, называется частотой.
Это чередование повторяется до тех пор, пока идет ток.Количество циклов, которые происходят в течение одной секунды, называется частотой.
Единицей измерения частоты является герц (Гц). Например, частота 60 Гц означает 60 циклов (или изменений) в секунду. Переменный ток
Как полярность влияет на качество сварки?Полярность сварки или направление полярности, которое вы выбираете, определенно может повлиять на качество сварки. При выборе полярности следует учитывать следующие факторы:
- Стабильность дуги
- Скорость переноса и наплавки металла
- Уровень разбрызгивания
- Характеристики сварного шва
- Уровень проплавления
Проникновение при сварке — это расстояние, на которое линия плавления или плавления проходит в свариваемый металл.На него влияет тип используемого тока или полярность. При дуговой сварке постоянным током в целом около 70% тепла будет сосредоточено на положительном полюсе дуги.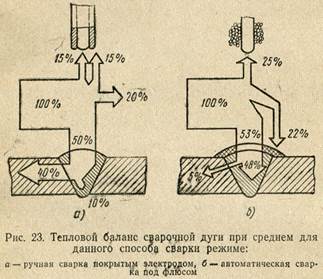
В DCEN положительный полюс находится на заготовке, поэтому в процессе работы происходит большее тепловыделение, что приводит к большему проплавлению.
Поскольку DCEP не нагревает свариваемую деталь, это может привести к неполному сплавлению металлов и недостаточному проплавлению.
DCEN / прямая полярность — происходит максимальное проникновение
DCEP / обратная полярность — происходит минимальное проникновение
Переменный ток — происходит умеренное проникновение
Скорость осаждения наполнителяСкорость осаждения наполнителя составляет не более чем количество металла, которое может быть нанесено за установленный промежуток времени.Думайте об этом как о том, сколько электрода или металла осаждается на заготовку.
У скорости наплавки есть свои плюсы и минусы, самым большим из которых является скорость сварки, а также необходимость разбрызгивания или очистки после этого.
DCEN / прямая полярность — Низкая скорость наплавки
DCEP / обратная полярность — Высокая скорость наплавки
Переменный ток — умеренная скорость осаждения
Действие по очистке от оксидов Действие по очистке дуги Процесс, при котором электроны удаляют оксидное покрытие с поверхности сварочной ванны. На вашей заготовке может быть ряд вещей, которые могут вызвать дефекты, если не будут очищены или подготовлены перед сваркой.
На вашей заготовке может быть ряд вещей, которые могут вызвать дефекты, если не будут очищены или подготовлены перед сваркой.
Грязь, масло, смазка, оксидные слои, цветные слои или незакрепленные частицы могут попасть в ваше соединение, если не принять меры заранее. Вы можете решить эту проблему несколькими способами, включая пескоструйную обработку, шлифовку, проволочную щетку или травление.
Выбор DCEP (обратной полярности) также может предоставить средства для очистки вашей заготовки от грязи, слоев или других покрытий.Об этом также можно позаботиться, выбрав правильную полярность.
DCEN / прямая полярность — Худшая очистка
DCEP / обратная полярность — Лучшая очистка
Переменный ток — Средняя очистка
Совместимость электродов Важно не только оценить ток и настройку полярности от вашего источника питания, но также важно понимать тип электрода, с которым вы работаете, поскольку некоторые электроды лучше работают с переменным током, а некоторые с постоянным током.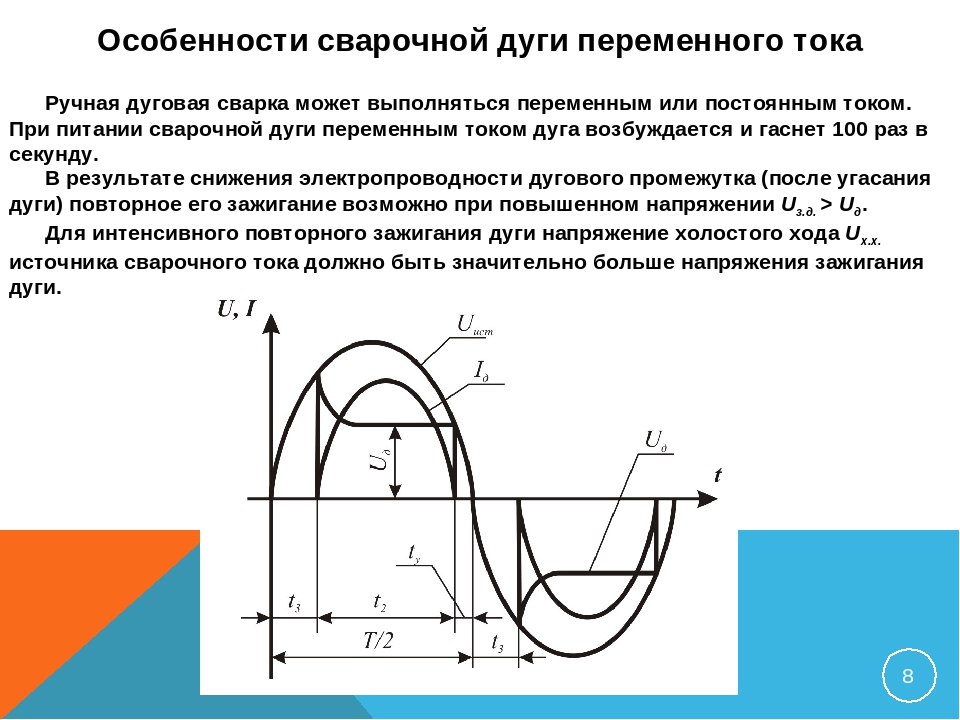
Американское общество сварщиков имеет стандартную классификацию электродов, в которой объясняется, как их следует использовать, чтобы они работали наилучшим образом.
Это стандартное соглашение об именах может помочь вам оценить, работаете ли вы с электродами, подходящими для используемого тока.
Каждый номер электрода имеет 4 ключевых индикатора, встроенных в его код:
- Указывает на присадочный материал
- Предел прочности на разрыв
- Положение при сварке
- Тип покрытия и ток, которые будут использоваться
Давайте возьмем следующий экранированный металл Пример электрода для дуговой сварки (SMAW / электродная сварка):
E7018 — E 70 1 8
Значок E означает, что это электрод.
Следующие 2 цифры обозначают общий предел прочности электрода на растяжение, измеренный в фунтах на квадратный дюйм (psi). В нашем примере выше 70 означает предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
Следующая цифра указывает положение сварки, в котором можно использовать электрод
1 указывает, что можно использовать любое положение сварки
2 указывает, что можно использовать только плоское или горизонтальное положение
4 указывает, что плоское горизонтальное положение , можно использовать вертикально вниз и вверху
Последнее число в нумерации указывает химический состав и ток или полярность, которые будут использоваться.
| Цифра | Тип покрытия | Сварочный ток |
Таким образом, полярность сварки может сильно повлиять на способ сварки. Он может определить глубину плавления сварного шва, скорость осаждения металла, стабильность дуги и уровень разбрызгивания. Ниже приведены снимки типов тока, полярности и их характеристик: Ток Стабильность проникающей дуги Осаждение брызг Оксидная очистка DCEN Максимально наименее стабильная низкая скорость Высокая худшая DCEP Минимальная самая стабильная высокая скорость Низкое Лучшее AC Умеренное Умеренное Умеренное Умеренное Справочник — ОсновыСправочник — Основы 5 Прямой Текущая сваркаПрямой токовая сварка, цепь сварочного тока может быть подключена как с «прямой полярностью» или ”с обратной полярностью.” Подключение аппарата для сварки прямой полярностью на постоянном токе (DCSP) электрод отрицательный
и работать положительно. как показано на рис. l-l. Для сварки на постоянном токе с обратной полярностью (DCRP) соединения это всего лишь напротив; электроны текут от пластины к электроду, как показано на рисунке 1-2. DCRP часто используется на мгновение для подготовки (закругление конца) вольфрамового электрода для Сварка переменным током. Баллинг из электрод должен быть нанесен на отдельный медный блок, чтобы избежать загрязнения сварного шва. В прямой полярности При сварке электроны оказывают на пластину значительный нагрев. В обратная полярность сварка, происходит прямо противоположное; электрод получает это дополнительное тепло, которое затем имеет тенденцию таять с конца из электрод.Таким образом, для любого заданного сварочного тока DCRP требует большего диаметра. электрод, чем DCSP делает. меньше условия прямой полярности. Однако, если полярность была изменена, эта сумма тока расплавил бы выкл. электрод и загрязнение металла шва. Следовательно, 1/4 дюйма. диаметр чистый электрод вольфрамовый требуется для удовлетворительной и безопасной обработки 125 ампер DCRP. Рекомендации по полярности сварки для TIG, MIG и StickСварщики используют множество способов соединения двух металлических частей. Тип инструментов, тепла и давления, используемых в каждом процессе, делает его уникальным. Указанным способом сварки должны заниматься профессионалы, знающие, как это делать. При правильном выполнении он может создавать первоклассные сварные швы. Итак, если вы хотите узнать об этом больше, продолжайте читать! Полярность — это два разных полюса, где отрицательные частицы электрического тока проходят от отрицательного полюса к положительному. В школе вы, возможно, помните, как в упражнениях предполагали, что электричество проходит от положительного полюса к отрицательному, из-за ложного заблуждения до изобретения микроскопов более века назад. В средней школе реальное направление тока не имело значения, тогда как в сварке оно очень важно. Итак, поскольку перепутать очень легко, всегда пытайтесь выяснить, где находится отрицательный полюс. Для выполнения сварки TIG необходимо использовать источник питания. Это позволит вам создать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть электродом. Как уже упоминалось, этот процесс сварки известен многим, так как он может использоваться для различных типов металлов. Полярность для сварки TIG бывает двух разных типов. Полярность сварки TIG на постоянном и переменном токе.Оба они имеют соответствующие подтипы; электроотрицательный DCEN и электроположительный DCEP. В этом разделе мы собираемся подробнее обсудить вас с различными типами полярности сварки TIG. Итак, без лишних слов, приступим! Существует две классификации AWS (Американского сварочного общества) для электродов SMAW (дуговой сварки защищенных металлов). Это E6011 и E6010. Оба они имеют похожие свойства. Эти два электрода считаются электродом из низкоуглеродистой стали. Но, несмотря на их сходство, они все же имеют заметные различия. Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током. Кроме того, E6011 имеет более высокий уровень покрытия целлюлозно-калиевого типа, а E6011 — высокий уровень покрытия целлюлозно-натриевого типа. Полярность при сварке постоянным током Первый тип полярности сварки — это постоянный ток, и это то, что большинство сварщиков предпочитают при сварке по сравнению с переменным током. С этой полярностью можно работать как с электродами E6010, так и с E6011. Когда дело доходит до более серьезных сварочных работ, в том числе для сварки низколегированных сталей и сварки труб, требующих более высокой прочности, вы можете положиться на этот тип полярности. В дополнение к этому, важно помнить, что только электрод E6010 подходит для этого вида сварки с использованием полярности постоянного тока.Обратите внимание, что для сварки штучной сваркой используется полярность DC +. Это потому, что он известен тем, что создает отличный профиль борта. Более того, это также обеспечит вам высокий уровень проникновения. С другой стороны, полярность постоянного тока может обеспечить высокую скорость плавления электрода и меньшее проникновение. Но именно эта полярность постоянного тока используется для сварки более тонкого металла, чтобы избежать прожога. Полярность при сварке на переменном токе Если источник питания, который вы используете, излучает переменный ток или переменный ток, можно ожидать, что появится обратная полярность и прямая полярность.Во время полупериода можно ожидать, что электрод находится в отрицательной форме. Это означает только то, что он имеет положительные опорные пластины. Если у вас есть положительные базовые пластины, а ваш электрод подключен к отрицательному источнику, то известно, что это прямая полярность или отрицательная полярность электрода постоянного тока (DCEN).Это полярность, которая позволит электронам течь к пластинам основания, идущим от электрода. В результате пластина основания может выделять больше тепла по сравнению с электродом. Это означает только то, что электроды имеют пониженную скорость осаждения металла. Обратите внимание, что проблемы, возникшие из-за недостаточного слияния, будут устранены. Этот тип полярности не имеет функции очистки. Это означает только то, что дефекты могут возникнуть, если опорные плиты не будут должным образом очищены перед использованием. Преимущества DCENDCEN обеспечит вас достаточным количеством сплавов недрагоценных металлов. В результате металл может получить надлежащее проникновение. Кроме того, меньше шансов на низкое армирование и включение вольфрама. Это правильная полярность при сварке, если вы собираетесь сваривать нержавеющую сталь и другие металлы с высокой температурой плавления. Вы также можете использовать его для соединения более толстых пластин. Недостатки DCENКак мы уже упоминали, DCEN не поддерживает очистку.Это означает только то, что вероятность появления дефектов включения выше. Помимо этого, он также вызывает более высокое образование остаточного напряжения и высокий уровень искажений. При такой полярности сварки также увеличивается зона термического влияния. Это может привести к более низкому уровню производительности, поскольку он имеет более низкую скорость осаждения. Кроме того, мы не рекомендуем эту полярность сварки при соединении двух более тонких пластин. Положительная полярность электрода постоянного тока (DCEP)DCEP также известен как обратная полярность.Это тип полярности при сварке, который имеет постоянный ток источника питания, положительный электрод и отрицательную опорную пластину. Через внешнюю цепь электроны будут течь к электроду, выходя из его базовых пластин. Электрон будет непрерывно течь по крошечным проходам. Это позволит вам создать дугу. Базовые пластины производят электроны. Эти электроны будут ускорены из-за возможной разницы. Ускоренные электроны будут тогда увеличивать скорость и начинать удары по электроду.Это приведет к тому, что электроны будут производить кинетическую энергию, которая позже будет преобразована в тепловую энергию. Это приведет к нагреву наконечника электрода. Многие профессиональные сварщики считают, что приблизительно две трети всего тепла дуги вырабатывается на электродах, а остальные части выполняются на опорных плитах. В результате электрод начнет быстро разжижаться. Кроме того, повысится скорость наплавки расходуемых электродов. Следует отметить, что опорные пластины при такой полярности сварки плавятся неправильно. Это потому, что им не хватает тепла. Недостаток тепла может вызвать различные проблемы при сварке, такие как высокое армирование и низкий уровень проплавления. Но принять к сведению, что электроны также производят поток, который будет удалить масло на опорной плите. Поток также покроет частицы пыли и оксидные слои, которые вы видите на поверхности опорных пластин. Этот процесс известен как очистка от оксидов. Преимущества DCEPКак вы могли заметить, DCEP имеет функцию очистки от дуги, которой нет у DCEN. При надлежащей очистке дуги вероятность возникновения проблем с включением мала. Он также имеет более высокий уровень наплавки. Это означает только то, что вы можете быстро и легко выполнить весь процесс сварки. Помимо этого, он также может уменьшить полную резку, остаточное напряжение и деформацию. Это означает, что вы можете плавно изготавливать тонкие сварочные пластины.Такая полярность сварки подходит для сварки меди и других металлов с низкой температурой плавления. Недостатки DCEPНекоторые из вас не знают, что нерасходуемые электроды имеют более короткий срок службы. Кроме того, он имеет более высокий уровень усиления, если сварщик не регулирует скорость должным образом. Поскольку сварка имеет низкий уровень проплавления и недостаточное плавление, эта полярность сварки не подходит для соединения более толстых металлов или пластин с более высокими температурами плавления. Сварка МИГ — это самый простой способ сварки, который подходит для начинающих. Для этого типа сварки требуется DCEP или положительная полярность электрода постоянного тока. Сварщики, использующие этот метод сварки, предпочитают использовать электрод постоянного тока положительный или электрод постоянного тока отрицательный. Если вы не используете газ при сварке MIG, я бы посоветовал вам использовать DCEN. Переменный ток можно использовать при сварке MIG, и вы можете использовать его для сварки алюминия или намагниченных материалов.Однако имейте в виду, что при использовании переменного тока будет больше брызг и плохое качество поверхности. Важно прочитать и понять инструкции, содержащиеся в руководствах. Как мы уже упоминали ранее, опытные сварщики используют полярность DC + при выполнении сварки штучной сваркой. Это потому, что это позволит вам создать профиль борта и даст вам более высокий уровень проникновения. Мы не рекомендуем использовать полярность постоянного тока. Это потому, что он имеет более высокую скорость плавления электрода и меньшее проникновение.Эту полярность можно использовать для сплавления более тонких металлических листов. Это хорошо для предотвращения прожога. Что такое сварка TIG?Сварка TIG также известна как дуговая сварка вольфрамовым электродом в газовой среде. Еще в 1930-1940-х годах он использовался производителями самолетов для соединения материалов, изготовленных из магния. Обычно процесс сварки выглядит следующим образом: эксперт создает дугу, которая располагается между неплавящимся вольфрамовым электродом и основным металлом.Первый элемент — это тип электрода, который нельзя расплавить. Расплавленная сварочная ванна будет создана, когда дуга коснется основного металла. В сварочной ванне тонкий присадочный металл будет медленно вводиться вручную. После этого тонкая проволока начнет плавиться. В течение всего процесса инертной защитой будет стена, которая будет защищать сварочную ванну и вольфрамовый электрод от кислородного загрязнения. Не следует использовать флюсы. После всего процесса вы можете получить безшлаковую и прочную сварку, которая обладает свойством коррозионной стойкости, обеспечиваемым двумя используемыми металлами. Аэрокосмическая промышленность использует этот метод сварки при создании своих самолетов и космических аппаратов. Тот факт, что он обладает антикоррозийными свойствами, также используется автомобильными компаниями. Авторемонтные мастерские также начинают использовать сварку TIG. Многие сварщики поражены результатами, полученными с помощью этой техники при сварке скульптур. Полярность при сварке TIGЧто касается полярности сварки TIG, она имеет прямую полярность, которую некоторые также называют отрицательным электродом постоянного тока (DCEN).В этом процессе сварки используется отрицательная горелка, которая работает положительно. Это сварочный процесс, который используется для соединения различных типов металлов. В связи с этим в большинстве отраслей промышленности используется этот сварочный процесс. При использовании самого популярного метода сварки, а именно сварки TIG, важно использовать правильную полярность сварки. При выполнении сварки TIG рекомендуется использовать электрод постоянного тока или электрод постоянного тока отрицательной полярности.Старшие сварщики также называют это прямой полярностью. Для сварки TIG отрицательная горелка идеально подходит для предотвращения ненужного перегрева вольфрама. Когда говорится «прямая полярность», понятно, что у него есть отрицательный электрод и положительные базовые пластины. Когда говорится «обратная полярность», понятно, что у него есть отрицательные базовые пластины и положительные электроды. Обратите внимание, что обратная полярность обеспечит вам повышенную скорость наплавки в целом; прямая полярность обеспечивает высокий уровень проникновения.Используя хорошего сварщика, вы намного быстрее научитесь использовать эти настройки. Поскольку многие сварщики используют для сварки множество материалов, лучше всего подходит любая из указанных полярностей. Если вы новичок в этой области, мы рекомендуем вам использовать сварку MIG. Но если вы имеете дело с широким выбором типов металлов, сварка TIG является наиболее рекомендуемым процессом. Не сомневайтесь, узнайте больше о сварке в других статьях нашего сайта. Простое переключение полярности при сварке с помощью новой технологииСварщики могут изменять режим сварки и полярность нажатием кнопки на сварном шве, что значительно экономит время. Реверс полярности для TIG и StickКогда при сварке труб требуется переход от корневого прохода TIG (GTAW) к последующим проходам сварки плавной сваркой (SMAW), необходимость изменения полярности сварки может добавить много времени и хлопот к процессу. При сварке углеродистой стали в полевых условиях строительства, например при прокладке труб, в сварке TIG обычно используется отрицательный электрод постоянного тока (DCEN), в то время как в процессах сварки штучной сваркой и сварки MIG (GMAW) обычно используется положительный электрод постоянного тока (DCEP).Сварка с неправильной полярностью для процесса может привести к низкому качеству и вызвать дефекты сварного шва, которые могут потребовать доработки. При сварке в полевых условиях, чтобы переключить процесс (что также может потребовать изменения полярности), сварщики должны отслеживать сварочные провода, чтобы найти точку соединения — обычно на источнике сварочного тока. Необходимость в смене технологического процесса при применении труб часто возникает на многих сварочных площадках, но какова стоимость этого перехода при типичной работе? Часов в день с потерей производительностиНа некоторых сварочных площадках переключение с TIG на Stick или TIG на MIG может происходить от шести до восьми раз в день для каждого сварщика.Это может составлять до нескольких часов каждый день потерянного времени. Это особенно отнимает много времени на больших стройплощадках, где операторы могут работать на большом расстоянии от источника сварочного тока. Один из подрядчиков электростанции из Пенсильвании, который завершает крупные проекты по ремонту котлов, считает, что каждое переключение процесса сварки занимает 30 минут или больше. Внутри большого котла могут работать десятки сварщиков. Это означает, что сварочные провода запутываются, и сварщикам становится сложнее определить, какой кабель и какой аппарат им принадлежит, когда они хотят переключить процессы. Подрядчики могут даже нанять кого-то, чья единственная работа — управлять этими кабелями, отслеживать выводы и изменять процессы и полярность источника питания для сварщиков внутри котла или других труднодоступных мест. Угрозы безопасностиЭти частые поездки к источнику питания для изменения сварочного процесса также влияют на безопасность на рабочем месте. Сварщикам, возможно, придется преодолевать лазейки или подниматься и спускаться по лесам, чтобы совершить поездку, что увеличивает опасность скольжения, спотыкания и падения. OSHA сообщает, что падения были основной причиной смерти рабочих в строительной отрасли в 2017 году, в результате чего погиб 381 из 971 строителей, или 39 процентов. Когда сварщики могут оставаться на своем рабочем месте и сокращать количество поездок туда и обратно к источнику питания, это обеспечивает более безопасную рабочую площадку. Влияние на качество сваркиСварка с соблюдением полярности — важная часть получения качественного сварного шва и соблюдения определенных нормативных требований. На переполненном рабочем месте сварщик нередко случайно меняет полярность не на том аппарате.Это приводит к разочарованию сварщиков и может привести к необходимости доработки сварных швов, если оператор начнет сварку с неправильной полярностью или с неправильными параметрами. Суть в том, что неправильная полярность может потребовать дополнительных затрат времени и денег на переделку. Упрощенное изменение полярностиОбщие проблемы для операций, которые часто меняют полярность сварки на рабочем месте, можно решить с помощью правильной технологии. Когда сварщик может более легко переключаться между полярностями и процессами, потенциально можно сэкономить часы каждый день в этих приложениях, что повысит производительность, качество и безопасность. Реверс полярности, встроенный в сварочную систему, позволяет сварщикам изменять процессы и полярность нажатием кнопки с помощью пульта дистанционного управления для сварки / сварки TIG или механизма подачи проволоки. Наличие этого элемента управления устраняет необходимость возвращаться к источнику питания, чтобы поменять местами провода сварочного кабеля, чтобы изменить процессы и полярность, поэтому сварщики могут оставаться на сварном шве и добиться большего времени горения дуги. Системы реверсирования полярноститакже могут предотвратить внесение каких-либо изменений в источник питания после подключения пульта дистанционного управления, что исключает вероятность того, что другой сварщик случайно изменит параметры или изменит процессы на неправильном аппарате.Наличие управления изменением полярности, встроенного в сварочную систему, предназначенную для использования в полевых условиях, может улучшить качество сварки и уменьшить количество доработок, а также избавить сварщика от разочарования при попытке выполнить сварку с неправильной полярностью. В системе XMT® 350 FieldPro ™ с реверсированием полярности от Miller Electric Mfg. LLC система будет отображать ошибку и не позволит оператору выполнять сварку, пока не будет исправлено соединение проводов, что исключает работу с неправильной полярностью. Специально разработанная стержневая дуга системы также сокращает количество доработок, вызванных частыми пусками и остановками.С меньшим дрейфом дуги, запуски и остановы адаптированы к сварке под углом, что дает сварщику больше возможностей для контроля замочной скважины и лужи, даже когда подгонка стыка не выполняется. Простое изменение полярностиЕсли переключение между процессами TIG, MIG и Stick является обычным явлением в ваших сварочных операциях, время, затрачиваемое на возвращение к источнику питания для замены проводов, может составлять до часа или более каждый день на каждого сварщика. На этот раз можно потратить до нескольких тысяч долларов, потраченных сварщиком на обход рабочего места. Инвестиции в технологию, которая позволяет сварщикам легко изменять процессы одним нажатием кнопки на сварном шве и которая обеспечивает правильную полярность для каждого процесса, предлагает значительную экономию времени, а также преимущества для качества сварки и безопасности оператора. Если вы конкурируете за выполнение срочных работ, экономия даже нескольких минут при каждом переключении может иметь существенное значение и снизить риск спотыкания и падения оператора. Если операторы совершают семь обходов строительной площадки в день, чтобы внести изменения в параметры и процессы, в среднем 15 минут на прогулку, что в сумме составляет один час в день, система XMT 350 FieldPro с реверсированием полярности может помочь компаниям сэкономить 19 688 долларов США. в год. В чем разница между обратной и прямой полярностьюКогда вы видите буквы AC / DC на вашем сварочном аппарате, вы думаете об одной из ваших любимых рок-н-ролльных групп? Если серьезно, разница очень важна для окончательного качества ваших сварных швов. AC (переменный ток) и DC (постоянный ток) используются для описания полярности электрического тока, который генерирует сварочный аппарат, и направления его движения. Если вы используете неправильную полярность для определенного сварочного прутка, прочность сварного шва будет не очень хорошей. Общие термины, связанные с полярностью, — это обратная полярность и прямая полярность. Это обычное дело в сварочном деле. Еще один способ описать эти два термина — электрод положительный и отрицательный. Положительный электрод такой же, как и обратная полярность. Отрицательный электрод такой же, как и прямой. Следовательно, + и — написаны на вашем сварочном аппарате, где к нему подключаются кабели. На любой купленный вами сварочный пруток будет нанесена маркировка с указанием полярности, которую следует использовать для сварки.Использование правильной полярности обеспечит надлежащее проникновение и общий вид конечного валика. Если вы используете неправильную полярность, это можно определить по знакам. Будет слишком много брызг, у вас будет плохое проникновение, и у вас будет меньше контроля над дугой. Некоторые сварочные аппараты имеют переключатель для регулировки полярности. Если у вашего сварщика его нет, вам необходимо поменять сварочные кабели в том месте, где они подключаются к аппарату. Если вы хотите изменить полярность, убедитесь, что электрододержатель вставлен в клемму +. Самый простой способ определить, используете ли вы неправильную полярность, — по звуку и ощущению сварного шва, который вы кладете. Если у вас нет большого опыта в сварке штучной сваркой, вам будет немного сложнее определить разницу. Я видел, как ребята сваривали весь день с неправильной полярностью. Затем я брал их сварщика на пару минут и сразу понимал. Все сводится к опыту. Если у вас нет большого опыта в сварке штучной сваркой, вам необходимо дважды проверить настройку аппарата.Следуйте указаниям пакета сварочных стержней и делайте это. Если вы используете стержни 7018, убедитесь, что они настроены на обратную полярность. Сварка полярностис прямой и обратной полярностью постоянным током: Maine Welding CompanyСварка постоянным током прямой и обратной полярностиЧтобы понять сварка постоянным током с прямой и обратной полярностью , важно понимать *** схему электрической дуговой сварки ***, которая аналогична любой электрической схеме.В простейших электрических цепях есть три фактора: ток или поток электричества; давление или сила, необходимая для протекания тока; и сопротивление, или сила, необходимая для регулирования потока тока. Ток — это скорость потока, которая измеряется количеством электричества, протекающего по проводу за одну секунду. Термин «ампер» означает количество тока, протекающего в цепи в секунду. Буква I используется для обозначения силы тока в амперах. Давление — это сила, заставляющая течь ток.Мера электрического давления — вольт. Напряжение между двумя точками в электрической цепи называется разностью потенциалов. Эта сила или потенциал называется электродвижущей силой или ЭДС. Разница потенциалов или напряжений заставляет ток течь в электрической цепи. Буква E используется для обозначения напряжения или ЭДС.Сопротивление — это ограничение тока в электрической цепи. Каждый компонент в цепи, включая проводник, имеет некоторое сопротивление току.Ток легче протекает через одни проводники, чем через другие; то есть сопротивление одних проводников меньше других. Сопротивление зависит от материала, площади поперечного сечения и температуры проводника. Единицей измерения электрического сопротивления является ом. Обозначается буквой R. Сварочные электрические цепиПростая электрическая схема показана на рисунке 10-12. В эту схему входят два измерителя электрических измерений: вольтметр и амперметр.На нем также изображен символ батареи. Более длинная линия символа представляет собой положительную клемму. За пределами устройства, которое настраивает ЭДС, такого как генератор или аккумулятор, ток течет от отрицательного (-) к положительному (+). Стрелка показывает направление тока. Амперметр представляет собой измеритель низкого сопротивления, показанный круглым кругом и стрелкой рядом с буквой I. Давление или напряжение на батарее можно измерить с помощью вольтметра. Вольтметр представляет собой измеритель высокого сопротивления, показанный круглым кружком и стрелкой рядом с буквой E.Сопротивление в цепи показано зигзагообразным символом. Сопротивление резистора можно измерить омметром. Никогда не используйте омметр для измерения сопротивления в цепи при протекании тока. Схема дуговой сварки . Для представления схемы дуговой сварки можно внести несколько изменений в схему, показанную на рисунке 10-12 выше. Замените батарею сварочным генератором, поскольку они оба являются источником ЭДС (или напряжения), и замените резистор сварочной дугой, которая также является сопротивлением току.Схема дуговой сварки показана на рисунке 10-13. Ток будет течь от отрицательной клеммы через сопротивление дуги к положительной клемме. Сварка постоянным током с обратной и прямой полярностьюНа заре дуговой сварки , когда сварка проводилась неизолированными металлическими электродами на стали, было нормальным подключать положительную сторону генератора к изделию, а отрицательную сторону — к электроду. Это обеспечивало от 65 до 75 процентов тепла рабочей стороне контура для увеличения проникновения.При сварке отрицательным электродом полярность сварочного тока называлась прямой. Когда условия, такие как сварка чугуна или цветных металлов, делали целесообразным свести к минимуму нагрев основного металла, работа делалась отрицательной, а электрод положительным, а полярность сварочного тока считалась обратной. Чтобы изменить полярность сварочного тока, необходимо было снять кабели с клемм аппарата и заменить их в обратном положении. Первые электроды с покрытием для сварки стали давали лучшие результаты с положительной или обратной полярностью электрода; однако по-прежнему использовались неизолированные электроды.При использовании как неизолированных, так и закрытых электродов приходилось часто менять полярность. Сварочные аппараты были оборудованы переключателями, меняющими полярность выводов, и сдвоенными счетчиками. Сварщик мог быстро менять полярность сварочного тока. При маркировке сварочных аппаратов и переключателей полярности использовались эти старые термины, которые обозначали полярность как прямую, когда электрод был отрицательным, и как обратную, когда электрод был положительным. Таким образом, отрицательный электрод (DCEN) такой же, как прямая полярность (dcsp), а положительный электрод (DCEP) такой же, как обратная полярность (dcrp). Амперметр, используемый в сварочной цепи, представляет собой милливольтметр, откалиброванный в амперах, подключенный через сильноточный шунт в сварочной цепи. Шунт представляет собой калиброванный провод с очень низким сопротивлением. Вольтметр, показанный на рисунке 10-12, будет измерять выходную мощность сварочного аппарата и напряжение на дуге, которые, по сути, одинаковы. Перед возникновением дуги или в случае ее разрыва вольтметр считывает напряжение на машине без тока, протекающего в цепи. Это называется напряжением холостого хода и выше, чем напряжение дуги или напряжение на машине, когда течет ток. Еще одна единица в электрической цепи — это единица мощности. Скорость производства или использования энергии называется мощностью и измеряется в ваттах. Мощность в цепи — это произведение силы тока в амперах на давление в вольтах. Мощность измеряется ваттметром, который представляет собой комбинацию амперметра и вольтметра. Помимо мощности необходимо знать объем выполняемых работ. Электрическая работа или энергия — это произведение мощности, умноженное на время, и выражается в ватт-секундах, джоулях или киловатт-часах.
|
 Понимание различных типов сварочного тока, а также правильный выбор электродов для этого тока очень важны.
Понимание различных типов сварочного тока, а также правильный выбор электродов для этого тока очень важны. Другими словами, электроны текут от электрода к
пластина или заготовка,
Другими словами, электроны текут от электрода к
пластина или заготовка, Например, электрод из чистого вольфрама диаметром 1/16 дюйма может выдерживать ток 125 ампер.
сварочного тока
Например, электрод из чистого вольфрама диаметром 1/16 дюйма может выдерживать ток 125 ампер.
сварочного тока Положительный полюс — это область, в которой отрицательный заряд меньше, чем на отрицательном полюсе. С помощью настроек полярности при сварке вы можете выбрать расположение каждого полюса и его изменение. Любой из полюсов может находиться как на стороне электрода, так и на стороне зоны сварки. При постоянном токе полюса не меняются, и электричество течет с отрицательного на положительный (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются взад и вперед.Свойства сварного шва полностью отличаются от каждого типа электрического тока.
Положительный полюс — это область, в которой отрицательный заряд меньше, чем на отрицательном полюсе. С помощью настроек полярности при сварке вы можете выбрать расположение каждого полюса и его изменение. Любой из полюсов может находиться как на стороне электрода, так и на стороне зоны сварки. При постоянном токе полюса не меняются, и электричество течет с отрицательного на положительный (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются взад и вперед.Свойства сварного шва полностью отличаются от каждого типа электрического тока.  Это единственный способ узнать наверняка, что происходит.
Это единственный способ узнать наверняка, что происходит. Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и рабочие характеристики.
Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и рабочие характеристики.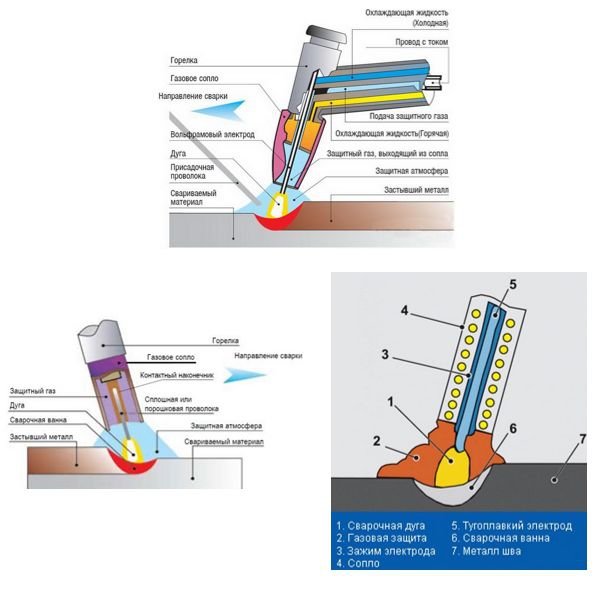
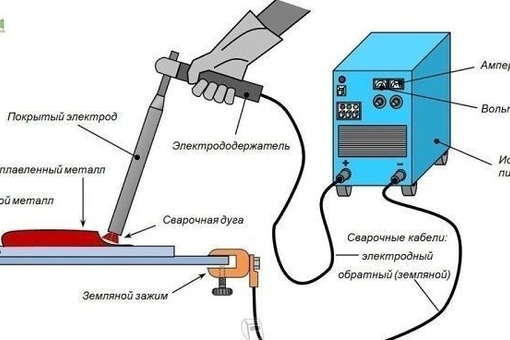 На другой половине теперь есть положительный электрод и отрицательная опорная пластина. Имейте в виду, что частота источника питания всегда влияет на количество циклов.
На другой половине теперь есть положительный электрод и отрицательная опорная пластина. Имейте в виду, что частота источника питания всегда влияет на количество циклов.