
Рубанок. Рейсмус
Часть шестая. Заточка ножей электрорубанка, фуговальных и рейсмусовых станков. Для заточки таких ножей у Tormek есть приспособление SVH-320.
Оно состоит из независимого суппорта и оправки.
Суппорт устанавливается на станок на две винтовые стойки, на каждой из которых есть регулировочная гайка. На гайки нанесены цифровые шкалы для точной регулировки положения суппорта по вертикали.
На винтовых стойках на двух осях установлена алюминиевая направляющая.
Конструкция ее такова, что оправка с зажатым в ней ножом совершает строго горизонтальные рабочие движения.
Угол наклона направляющей, соответственно и угол заточки ножей, настраивается с помощью подпружиненного регулировочного винта.
На направляющей расположена стальная штанга, на которой есть две втулки-ограничители. Они служат для ограничения перемещения оправки по направляющей.
Втулки выставляют в необходимом положении на штанге и стопорятся на ней при помощи винтов в теле втулок.
Затачиваемый нож зажимается в оправку П — образным профилем и пятью винтами. Можно зажимать ножи до 300 мм в длину и не менее 13 мм в ширину.
Видел где-то в рекламе Tormek, как при помощи SVH-320 затачивают ножи длинною миллиметров 450-500. Но мне кажется, что это больше выход из положения, чем норма. В верхней части оправки, по центру расположен штифт, который во время заточки упирается во втулки-ограничители.
Ну что ж, пора к делу.
Заправляю станок водой до нормы.
Заточка такого типа ножей – довольно ответственное мероприятие.
Вращение круга будет ровным, без биения.
Канавки, которые образуются после применения TT-50, можно использовать
на благо дела. В таком состоянии абразивный круг довольно быстро снимает металл. А это актуально, когда затачиваешь ножи с мелкими выбоинами от сучков, а того хуже, гвоздей.
А это актуально, когда затачиваешь ножи с мелкими выбоинами от сучков, а того хуже, гвоздей.
Но кроме скорости заточки необходимо добиться и чистоты заточки РК.
Для этого все же придется воспользоваться двухсторонним камнем SP-650.
В процессе заточки канавки довольно быстро сгладятся, но первый нож я заточу значительно быстрее остальных.
Вот наши подопытные ножи. Два ножа от рейсмусового станка Makita, два ножа от электрорубанка. Ножи от Makita затачиваются только с одной стороны, ножи от электрорубанка затачиваются с обеих сторон.
Вкладываю в оправку SVH-320 длинный нож от рейсмусового станка без зазоров и перекосов. Затягиваю центральный винт, затем соседние, а потом крайние винты.
Устанавливаю суппорт SVH-320 на станок, как показано на фото.
Надеваю оправку на направляющую суппорта. Для этого, возможно, придется поднять
суппорт при помощи регулировочных гаек.
Настройку угла заточки с помощью SVH-320 можно делать с использованием перманентного черного маркера.
В книжке по эксплуатации Tormek приводится только этот способ, и я его уже описывал в теме о заточке топориков.
Я иногда выставляю угол заточки по угломеру WM-200, как это показано на фото.
Этот способ хорош, когда ножи постоянно находятся у меня на обслуживании, и я знаю точно, под каким углом они заточены мною в прошлый раз.
При помощи гаек на винтовых стойках суппорта и подпружиненного винта выставляем необходимый угол заточки. Здесь всего две настройки, но они влияют друг на друга. Первое время у людей бывают трудности с точной настройкой, но с приходом навыка и опыта затруднения исчезают.
Затем необходимо убедиться, что РК ножа и рабочая поверхность круга прилегают друг к другу плотно и без перекосов. Шведы предлагают делать это с помощью двух полосок папиросной бумаги.
 Я это делаю «на просвет», т.е. устанавливаю на противоположной стороне станка настольную лампу и смотрю световой зазор между камнем и РК ножа.
Я это делаю «на просвет», т.е. устанавливаю на противоположной стороне станка настольную лампу и смотрю световой зазор между камнем и РК ножа. Если все в порядке, приступаем к «черновой» заточке ножа.
Продольные перемещения оправки с ножом должны быть равномерными.
Я делаю небольшой, но равномерный нажим на камень. В противном случае
РК ножа получится волнообразной.
Добившись отчетливого заусенца по всей длине РК, я перехожу к чистовой заточке.
Беру двухсторонний брусок SP-650, заглаживаю рабочую поверхность абразивного камня.
Делаю «чистовую» заточку. Несколько рабочих проходов достаточно.
Получаю примерно такую РК :
Аналогично затачиваются ножи для электрорубанка. Чтобы закрепить их в оправке, достаточно трех винтов.
У ножа рубанка затачиваются обе стороны. Поэтому на заточку двух ножей понадобиться 4 цикла «черновой – чистовой» заточки.
На фото видно, что втулки-ограничители я не использую. Я думаю, что они будут действительно полезны, когда придется заточить партию однотипных ножей.
Я думаю, что они будут действительно полезны, когда придется заточить партию однотипных ножей.
Если требуется заточить 2-6 ножей, то достаточно, на мой взгляд, визуального контроля.
Получаю такую РК:
Начинаю доводку РК ножей на «кожаном» круге. Круг предварительно обмазываю финишной пастой Tormek PA-70.
Делаю доводку РК с противоположной стороны ножа.
Аналогично довожу РК ножей от рейсмусового станка.
Доводка с обратной стороны.
Важно добиться удаления заусенца по всей длине РК.
Получаю такой результат.
Хорошо заточенные ножи уверенно режут газетный лист.
Уверен, что качество поверхности древесины оструганной такими ножами порадует столяра или краснодеревщика.
Один из недостатков SVH-320 – это стекающая по обе стороны заточки вода.
Дело в том, что когда точишь длинномерные ножи, вода стекает по затачиваемому ножу то влево, то вправо. Вода попадает на кожаный круг, а затем и на приводное колесо.
Резиновая поверхность приводного колеса намокает, и станок начинает пробуксовывать
Я научился обходить эти проблемы. Чтобы вода не попадала на рабочий стол, я сначала кладу на него автомобильный резиновый коврик с буртиками. Вся пролитая вода будет собираться в нем. А чтобы вода не попадала на приводное колесо, под ножки станка со стороны кожаного круга я подкладываю подложку толщиной около 1 см. В этом случае вода уже не капает на кожаный круг, а стекает по затачиваемому ножу обратно на абразивный круг.
В основном я доволен этой разработкой Tormek. Не встречал пока ничего, на чем можно было бы заточить подобные ножи качественнее. Может быть, со временем, меня кто-нибудь переубедит
Круги для Т7; Т4; Т3 можно приобрести здесь: www.grinder-man.ru
Рейсмус — применение в домашних условиях
Рейсмус – это многофункциональный деревообрабатывающий станок. Он располагается на станине и оборудован ножевыми валами. Расширительные столы обладают большой прочностью.
Он располагается на станине и оборудован ножевыми валами. Расширительные столы обладают большой прочностью.
Станок предназначен для обработки дерева. Без применения рейсмусовых станков нельзя обойтись на строительном производстве, а также при выполнении работ, связанных с деревообработкой, а также при личном применении.
Как в домашних условиях заточить ножи для рубанка или рейсмуса и изготовить приспособление для заточки ножей для рейсмуса своими руками, можно узнать на сайте «Наша дача».
Рейсмусовый станок широко применяется умельцами в домашних мастерских. Обычно обработке подвергаются деревянные изделия и детали, предварительно изготовленные на фуговальном станке. Почему у рейсмусового станка качество обработки лучше, чем у рубанка или фуганка?
Рейсмус позволяет создавать однородные доски, готовые к чистовой обработке. Ножевые валы являются режущими инструментами рейсмусового станка.
Приспособление для заточки деревообрабатывающих ножей в домашних условиях с помощью ленточной шлифовальной машины – все зависит, от того, какого качества заточки рейсмусовых ножей необходимо достичь.
Операции, выполняемые на рейсмусовых станках:
- непосредственное строгание досок разной толщины;
- выравнивание толщины;
- возможность достичь гладкой поверхности.
Вначале необходимо заточить на ленточной шлифовальной машине все выщерблены на ножах, а затем пройтись по ним бруском, наждачной бумагой, либо подправить лезвие ножей на самодельном приспособлении. Подробной описание изготовления данного устройства своими руками приведено на сайте «Наша дача».
Рейсмусовые станки облегчают и ускоряют работу с деревянными предметами. С помощью данных станков вы можете планировать и регулировать толщину пиломатериалов, а также выполнять отделку поверхности и ряд других операций.
При выборе рейсмусового станка необходимо обратить внимание на следующие факторы:
- количество ножей на барабане;
- мощность электродвигателя;
- вес;
- частота вращения вала.
Преимущества рейсмусовых станков:
- малый вес и компактность;
- безопасность;
- универсальность и многофункциональность;
- небольшое потребление электроэнергии.

Рейсмусовый станок отлично подходит на работы на ограниченном пространстве. Еще одно достоинство – мобильность рейсмуса. Его можно использовать для работы и вне помещения.
| |||||

цена от мастерской Мастер Заточек
Заточка ножей рубанка
Наши цены
|
Заточка рубанков |
от 250р. |
Описание работ
Как и все инструменты, рубанок и электрорубанок нуждаются в периодической заточке лезвия. Заточка ручного рубанка происходит намного проще в отличие от электрического рубанка. При работе с рубанком, лезвия инструмента интенсивно контактируют с материалом, который обрабатывается и это приводит к затуплению и износу лезвия. При работе тупым инструментом – это негативно сказывается на качестве и быстроте выполнения заказа. Заточка ножей необходима при появлении зазубрин и сколов.
|
|
Угол заточки ножа рейсмуса может отличаться, в зависимости материала, с которым работает инструмент.
Только идеально острый нож гарантирует качественный результат. |
Заточка рубанка делается на промышленном станке с соблюдением угла
На сегодняшний день есть много способов заточки рубанка, кто-то предлагает точить ножи электронождаком, кто-то советует использовать специальные зажимы. Но в случае заточки ножей электрорубанка, необходимо помнить про соблюдения баланса лезвий. В отличии от ручного рубанка, электрический имеет два лезвия, и во время их заточки нужно учитывать одинаковый вес и сбалансировку обоих лезвий. Электрорубанок интерскол,- это популярный и качественный инструмент, компания интерскол является известным брендом по производству различного инструмента.
Но в случае заточки ножей электрорубанка, необходимо помнить про соблюдения баланса лезвий. В отличии от ручного рубанка, электрический имеет два лезвия, и во время их заточки нужно учитывать одинаковый вес и сбалансировку обоих лезвий. Электрорубанок интерскол,- это популярный и качественный инструмент, компания интерскол является известным брендом по производству различного инструмента.
Признаки того что лезвия затупились
Проверить остроту лезвий рубанка можно простым способам. Это необходимо сделать, когда во время работы возникли проблемы и появились «бракованные» места на обрабатываемой поверхности. Это возникает тогда когда угол острия меньше чем 30 градусов.
Проверка остроты выполняется таким способом:
- Необходимо проверять лезвия при хорошем освещении.
- Для проверки нужно фаску вращать. Центом вращения является режущая кромка.
- Если на краю фаски образовывается тонкая полоска которая блестит то это верный признак того что она потеряла свою остроту и не может больше выполнять работу.

| При заточке плоского ножа мастер обязательно должен четко выдержать плоскость, иначе такое лезвие может повредить и сам инструмент. Проверить качество заточки ножа рейсмуса легче всего на идеально ровной поверхности. | ||
Почему заточку лучше доверять профессионалам
Такое ответственное дело как заточка рубанка, лучше всего доверить профессионалам. На сегодняшний день, практически в каждом городе есть мастерская по заточке инструмента, которая имеет в своем арсенале необходимое оборудование, а работающие там специалисты имеют определенные навыки и опыт работы в данной сфере. На специализированном оборудовании заточка рубанка осуществляется по определенной технологии. Материал, из которого изготовлены лезвия рубанка – это сталь высокого качества, и по необходимости заточка железки рубанка может быть произведена в любой момент. Благодаря качественной стали, заточка лезвия электрорубанка возможна вплоть до остроты бритвенного лезвия.
Этапы затоки ножей рубанка
Первое что необходимо предпринять, это хорошо смочить точильный круг, избыточная влага не допустит излишнего пылеобразования, и предотвратить чрезмерный перегрев металла. Затачивать лезвия рубанка интерскол необходимо под одним и тем же углом.
Заточка рубанка может занимать от 15 до 45 минут
Перед заточкой ножи рубанка интерскол следует закрепить в колодки. Для заточки ножей электрорубанка интерскол используется специализированный аппарат, благодаря этому сохраняется правильная геометрия и балансировка ножей. Ножи рубанка нужно зафиксировать в колодках, и проследить за тем, чтобы кромка ножей размещалась по одной плоскости.
|
Выдержать плоскость ножа рейсмуса вручную практически невозможно. Наша мастерская оборудована профессиональными станками. Затачивайте свой инструмент у опытных мастеров. |
||
Самым ответственным шагом является процесс заточки ножей рубанка интерскол. Время заточки должно регулироваться появлением заусениц на краю лезвия. Фаска должна быть ровной (практически идеальной). Чтобы проверить правильность заточки ножей электрорубанка интерскол, можно попросту прислонить лезвие к прямой поверхности, между ними не должно быть просветов.
Острые лезвия – это залог качественной работы
Не зависимо от уровня вашего профессионализма инструменты, с которыми вы работаете, всегда должны быть в идеальном состоянии. Если ножи рубанка хоть немного потеряли свои возможности, то выполнения заказа будет приносить одни лишь разочарования.
Мы затачиваем рубанки из различной стали. Звоните 8 (800) 555-35-28Чтобы не пришлось переделывать заказ или выполнять работу дважды лучше обратиться к профессионалам. Качественная и профессиональная заточка ножей в условиях специальных мастерских избавить от необходимости приобретать новый инструмент или ремонтировать имеющейся, в случае того что самостоятельная заточка может повредить или испортить инструмент.
|
Профессиональное оборудование и колоссальный опыт наших мастеров позволят удалить малейшие дефекты с лезвия.
Заточка плоских ножей в Master-zatochkin.ru позволяет им блестяще работать на самом точном и дорогостоящем оборудовании. |
||
Приглашаем Вас в нашу мастерскую по заточке Master-zatochkin.ru. Мы поможем с заточкой любого инструмента, а также с радостью поделимся своим опытом.
Мы предлагаем заточку не только электрического, но и ручного рубанка и с гордостью демонстрируем качество работы, проведенной в нашей мастерской.
Заточка ножа фуговального станка. | Stablewood.
 ru
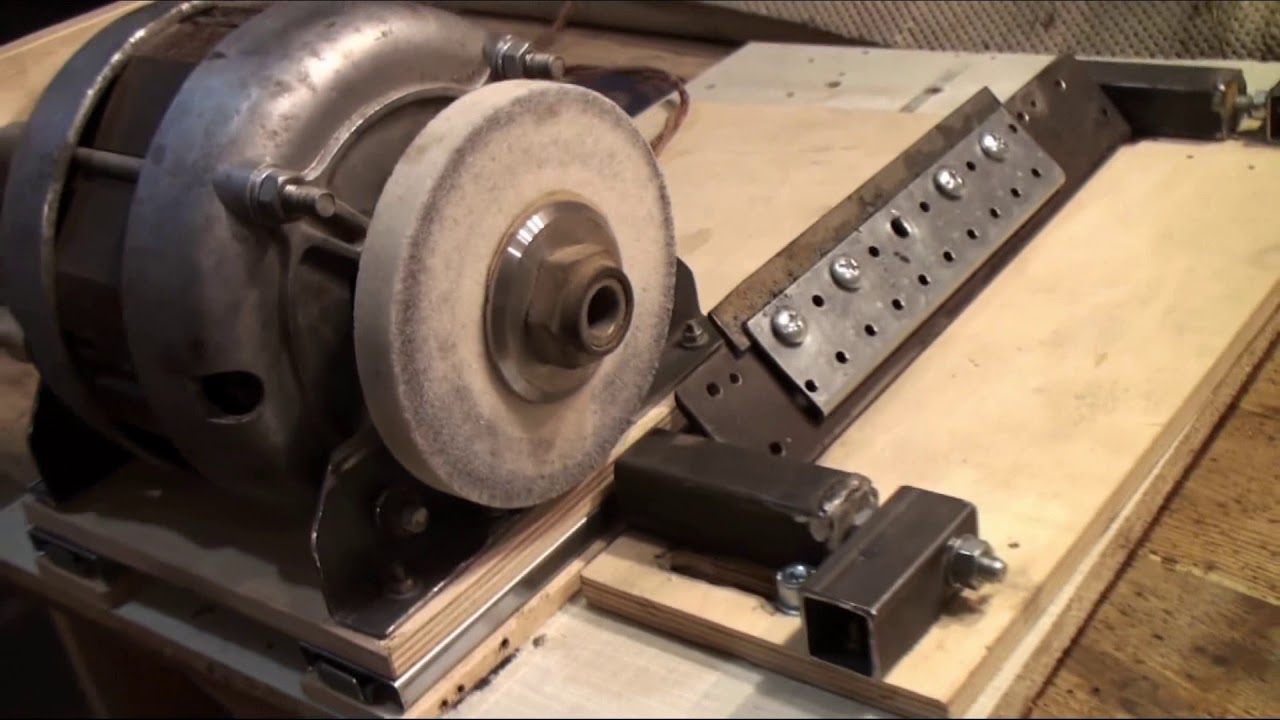
ru Довольно давно уже приобрел себе заточной станок Tormek t-7. Приобрел больше для порядку, и потому что материальная возможность такая была. Станок был приобретен изначально для заточки стамесок и для ножей рубанков, но применить его по назначению у меня пока не получалось — заточка ножа рубанка или стамески занимала у меня слишком много времени, отчасти из за отсутствия опыта в области заточки, отчасти из за низких оборотов станочка — чтобы не перекалить затачиваемый инструмент станок имеет очень низкие обороты и подачу воды. Одним словом — некоторое уважение к системе заточки на Тормеке у меня было, но применить его полноценно пока не получалось. Ну да речь не об этом. Перелопатив сеть на предмет заточки ножей для фуговального станка, наткнулся на подробный обзор станка Tormek t-7. Один опытный заточник там описывал процесс заточки и использование разных приспособлений для станка. Статья замечательная, на русскоязычном форуме «Ганс» — автору низкий поклон. Я увидел приспособление для заточки ножей фуганка и решил приобрести.
Приспособление представляет из себя «базу», размещаемую на станке, традиционным для Тормека методом и «салазки» к которым крепится затачиваемый нож фуганка. Ход у «салазок» не очень велик, позволяет точить ножи до 330мм. длиной, но на моем фуговальном станке длина ножей всего 150мм., на рейсмусовом станке 306мм. так что мне такая приспособа вполне подошла.
Хоть стоимость и показалась мне мягко говоря завышенной, сердечко мое оттаяло сразу после начала заточки. Ножи, насколько я понимаю изготовлены из совсем другой марки стали, нежели мои стамески и ножи рубанка — заточка трех ножей фуганка у меня заняла всего час десять-час пятнадцать минут, со съемом и установкой обратно на фуговальный станок. Учитывая что съем и установка обычно занимают у меня не менее 45-50 минут, то выходит весь процесс заточки занял всего 20-25 минут. О самом процессе заточки рассказывать особо не чего — он очень прост, справится с ним практически любой человек, даже не имеющий опыт заточки. Просто не очень быстро водишь «салазки» влево/вправо, об остальном заботится станок.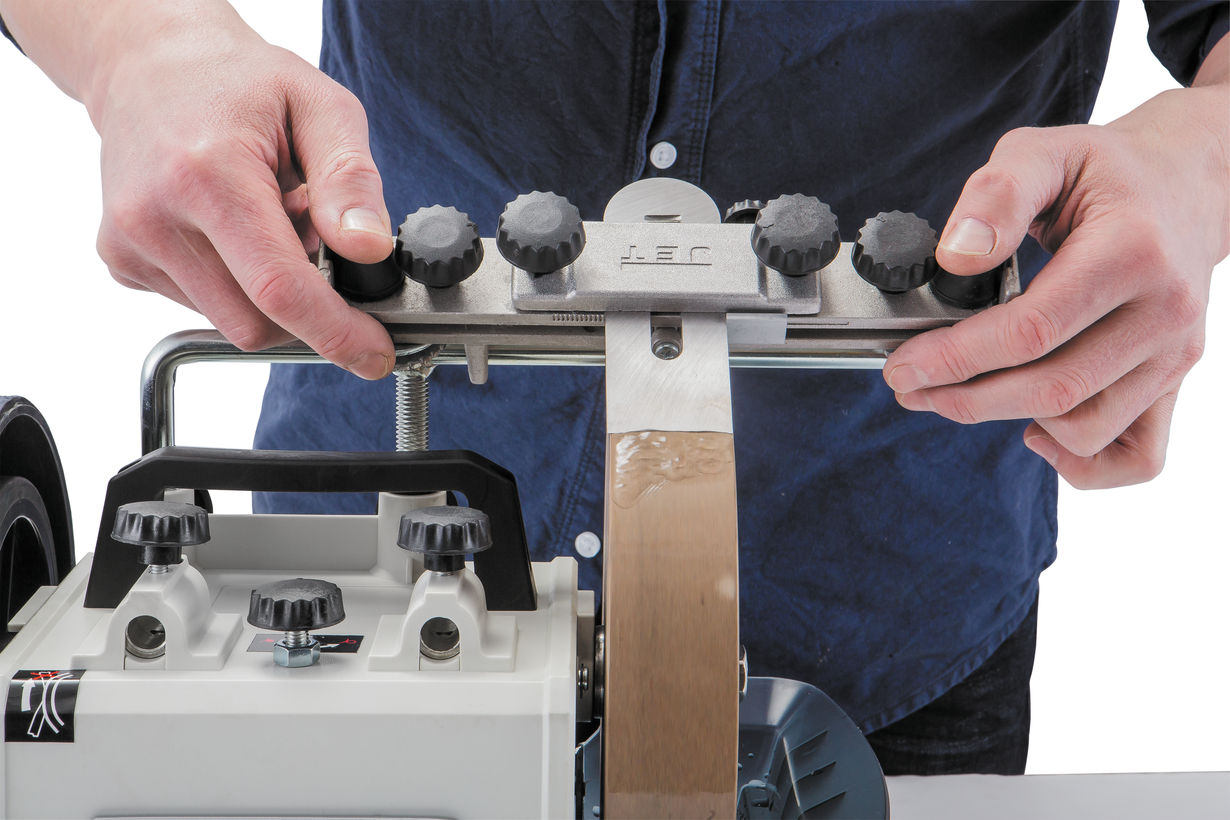 Обратите внимание на то, что я установил на свой станок другой камень, нежели тот, который был в базовой комплектации, поставил более грубый, докупал отдельно.
Обратите внимание на то, что я установил на свой станок другой камень, нежели тот, который был в базовой комплектации, поставил более грубый, докупал отдельно.
Отдельно хочу отметить замечательную особенность приспособления. «База» имеет множество настроек и регулировок, она ограничивает «салазки» таким образом, что переточить ножи сверх того, что предполагалось не возможно. Таким образом ножи будут идеально соответствовать друг другу, быть абсолютно одинаковыми по форме и массе, что очень хорошо скажется на работе станка — без лишней вибрации от дисбаланса при фуговании.
С точки зрения экономии средств я поступил не очень логично. То есть приобретать станок и приспособление непосредственно для того, чтобы точить ножи фуговального станка и реусмусового станка на нем несколько дороговато — дешевле сдавать в заточку. Но если станок уже есть, а насколько понимаю подобное приспособление может подойти и к подобному станку производства компании «Jet» — покупка кажется мне логически обоснованной. К тому же, людям не имеющим возможность часто сдавать ножи в заточку — живущим в пригороде, селе или деревне, этот метод может показаться приемлемым. Что до меня — я предпочту немного переплатить, но расширить возможности мастерской и обладать некоторой независимостью от заточников, ну, насколько это вообще возможно в наши дни…
К тому же, людям не имеющим возможность часто сдавать ножи в заточку — живущим в пригороде, селе или деревне, этот метод может показаться приемлемым. Что до меня — я предпочту немного переплатить, но расширить возможности мастерской и обладать некоторой независимостью от заточников, ну, насколько это вообще возможно в наши дни…
Приспособление довольно дорогостоящее, но о покупке не жалею.
Шлифовально полировальные станки для заточки ножей и ножниц!
Универсальные заточные станки
Почему на электронаждаке нельзя хорошо наточить нож?
Даже при легком касании затачиваемого инструмента к абразивному диску появляются искры. Светящаяся на воздухе стружка говорит о том, что температура в точке контакта лежит в пределах 1000°.
Лезвие, самая тонкая часть клинка ножа, мгновенно синеет. Сталь отпускается, структура металла меняется, на режущей кромке возникают прижоги и трещины.
Таким ножом можно будет сделать несколько резов, но он очень быстро затупится. Произойдет это не из-за абразивного воздействия разрезаемого материала, а из-за выкрашивания участков режущей кромки, дефектных и потерявших твердость.
Произойдет это не из-за абразивного воздействия разрезаемого материала, а из-за выкрашивания участков режущей кромки, дефектных и потерявших твердость.
На электронаждаке, диски которого вращаются со скоростью 2900-3000 оборотов в минуту, невозможно качественно заточить режущий инструмент. Нужен шлифовально-полировальный станок с малыми оборотами. Тогда срезать металл будут не все абразивные зерна каменного диска, а лишь с гранями, углы которых близки к 90°.
Скорость вращения оснастки заточных станков для ножей.
Методы обработки на “медленных” WorkMan 8080 и 8101, оснастка которых вращается при 95 оборотах в минуту, являются самыми щадящими для режущей кромки. Подача воды избавляет от контроля за перегревом стали, а работа с установленными на суппорт приспособлениями позволяет добиться ровной плоскости стачивания под заданным углом.
У точильных станков с высокими оборотами даже небольшое дрожание руки, а при работе “на весу” сложно удерживать стабильное положение, и легкий прижим станет причиной образования ямки.
Шлифовально полировальные станки с мокрым камнем.
На “влажных” точилах WorkMan 8080 и 8101 работающему не нужно опускать затачиваемый инструмент в воду и следить за исчезновением капель воды на лезвии.
Широкие диски толщиной 50 мм имеют зернистость 220 Grit для деликатной обработки. Нижней частью они упущены в резервуар с жидкостью. При вращении на малых оборотах она захватывается диском и выносится в его верхнюю точку, где набегает на лезвие ножниц или ножа.
На WorkMan 8080 и 8101, по сравнению с другими станками, скорость в 95 оборотов подобрана оптимально. Если она будет больше, то вода зальет руки работающего, а если меньше, то количества захватываемой жидкости не хватит для оптимального охлаждения.
Вода забирает тепло, исключает появление искр, смазывает и уносит в резервуар абразив и стружку, не давая им забиваться в поры каменного круга.
По окончании работ емкость опустошается. Это делается не только для удаления отходов обработки, но и чтобы исключить изменение весового баланса диска. Верхняя часть, со временем, высохнет, а нижняя будет пропитана водой. При включении, диск за несколько минут равномерно пропитается, но в это время нагрузка на подшипники будет увеличена.
Верхняя часть, со временем, высохнет, а нижняя будет пропитана водой. При включении, диск за несколько минут равномерно пропитается, но в это время нагрузка на подшипники будет увеличена.
Кожаный полировальник.
Установленная на заточных станках для ножей WorkMan 8080 и 8101 кожаная оснастка служит для заключительной операции, доводки, со съемом металла в сотых долях миллиметра. Слегка смявшаяся режущая кромка выравнивается, лезвие полируется и с него окончательно удаляется заусенец.
Полировальник состоит из пластикового диска диаметром 200 мм и шириной 30 мм на который наклеена мелко волокнистая кожа. При полировке на нее наносится абразивная паста, которая не впитывается, но благодаря малым оборотам вращения, прочно удерживается на поверхности и не отлетает.
Для снижения расхода доводочной пасты диск пропитывают машинным маслом.
Перед доводкой режущей кромки на медленном точиле затачиваемый инструмент вытирают насухо, удаляя воду и остатки продуктов обработки, которые могут втереться в кожу.
Направление вращения. В какую сторону должна крутиться оснастка.
При эксплуатации точильно шлифовальных станков для ножей WorkMan 8080 и WorkMan 8101 абразивные круги должны “набегать” на работающего, а полировальные вращаться от него.
Кожаный диск имеет эластичную и пухлую поверхность. При его движении навстречу лезвию, обрабатываемый инструмент будет врезаться в микронеровности и срезать их. При этом есть опасность захвата диском ножа и выброса его в сторону работающего.
Опытным мастерам шлифование на камне движением оснастки на себя предпочтительнее. Плоскость ножа как бы прижимается к диску, не давая выкрашиваться частицам стали с режущей кромки и при этом она меньше загибается.
Новичкам лучше работать от себя, поскольку при выборе неправильного угла, прикладываемый инструмент зацепит встречным движением и вытолкнет на работающего.
Приспособления для заточки кухонных ножей, ножниц, стамесок, топоров и строгальных ножей рубанков.
Третье важное преимущество точильных станков с мокрым камнем WorkMan 8101 и 8080, после малых оборотов и подачи воды, это возможность выдерживать одинаковый угол при всех движениях затачиваемого инструмента.
Для этого ножницы, стамески, железки рубанков, ножи рейсмусов и фуганков зажимают в специальных устройствах, которые при проводке опирают на универсальный суппорт.
Суппорт входит в комплектацию станков. Он фиксируется к верхней площадке зажимными винтами, образуя единое целое с корпусом и обеспечивая жесткость.
Суппорт можно устанавливать вертикально и горизонтально, поворачивать направляющую влево или вправо.
Конструкция приспособ для заточки отличается. Workman 708026 для ножниц, это две зажимные губки с регулировкой степени открытия, а Workman 708031 для топоров, это согнутая для захвата обуха скоба. Все они позволяют неподвижно зафиксировать инструмент.
Все приспособления имеют в корпусе отверстия для установки на направляющую. Угол воздействия абразивного диска на режущую кромку меняют, вращая гайку точной подстройки на одной из штанг суппорта.
Такая конструкция позволяет затачивать одним сплошным равномерным махом от пятки клинка до острия ножа, а не участками. При этом угол захода каждого движения постоянен и не меняется.
При этом угол захода каждого движения постоянен и не меняется.
Настольные полировальные станки по металлу, нержавейке, стеклу
Устранять поверхностные неровности, образованные предшествующими видами обработок вручную очень долго. Использование специализированного оборудования оправдано лишь для больших объемов работ, а вот разовые и мелкосерийные заказы целесообразно выполнять на настольных полировальных станках, типа WorkMan TLG-150BGC.
Их конструкция напоминает устройство точильных станков: на разные края шпинделя горизонтально расположенного электродвигателя установлено два круга. Но на полировальных отсутствуют подручники, искрогасители, защитные экраны и кожухи, а сами круги максимально отодвинуты от корпуса для удобного доступа заготовкой к разным сторонам оснастки.
При выборе полировального станка по металлу оценивают диаметр дисков, обычно от 150 до 250 мм; количество оборотов и возможность их смены, как на двухскоростном WorkMan 250BGH; наличие массивного чугунного основания и способ крепления оснастки, предпочтение отдают не конусному наконечнику, а через фланцы зажатые гайкой.
ЗАТОЧКА НОЖЕЙ ДЛЯ РЕЙСМУСА ВИДЕО
ВИДЕО ОНЛАЙН:
Можно считать, что проблема заточки ножей рейсмуса и строгального станка без крутых и сложных приспосо
В этом видео показываю очень простой метод заточки ножей для рейсмусов, строгальных и фуговальных стан
качественная заточка ножей к рейсмусу в домашних условиях.
Самый простой способ заточить ножи фуганка, рейсмуса. How to sharpen jointer knives. Я ВК Я …
использование универсального станка для заточки плоских ножей. точение ножей для рейсмуса.
Самодельное приспособление для заточки-доводки ножей на рейсмус, на фуговальный станок.
Как в домашних условиях заточить ножи для рубанка или рейсмуса Статьи о работе с деревом в домашней мас
Доработка старого станка для заточки ножей.
Показан один из способов подправить ножи. Данный способ пригоден для ножей, которые имеют одинаковую ге
Простой способ заточки ножей на фуганок. Благодаря такому способу у нас под рукой всегда острые ножи. (С
заточка ножей в домашних условиях.
А вы смотрите сами. ПОДПИСАТЬСЯ на наш канал: youtube
ПОДПИСАТЬСЯ на наш канал: youtube
Заточной станок для ножей рейсмуса имеет незаконченную конструкцию и требует технического решения.
Самое простое, из известных мне, приспособление для заточки ножей рейсмуса, фуганка, электрорубанка, не
Как я восстанавливал наждачный станок и переделывал его для заточки ножей фуганка и рейсмуса. Track: Axollo — S
Самый дешёвый способ заточки ножей для рейсмуса.
как заточить ножи к рейсмусу, быстро легко без всевозможных приспособлений, Этот ролик обработан в Виде
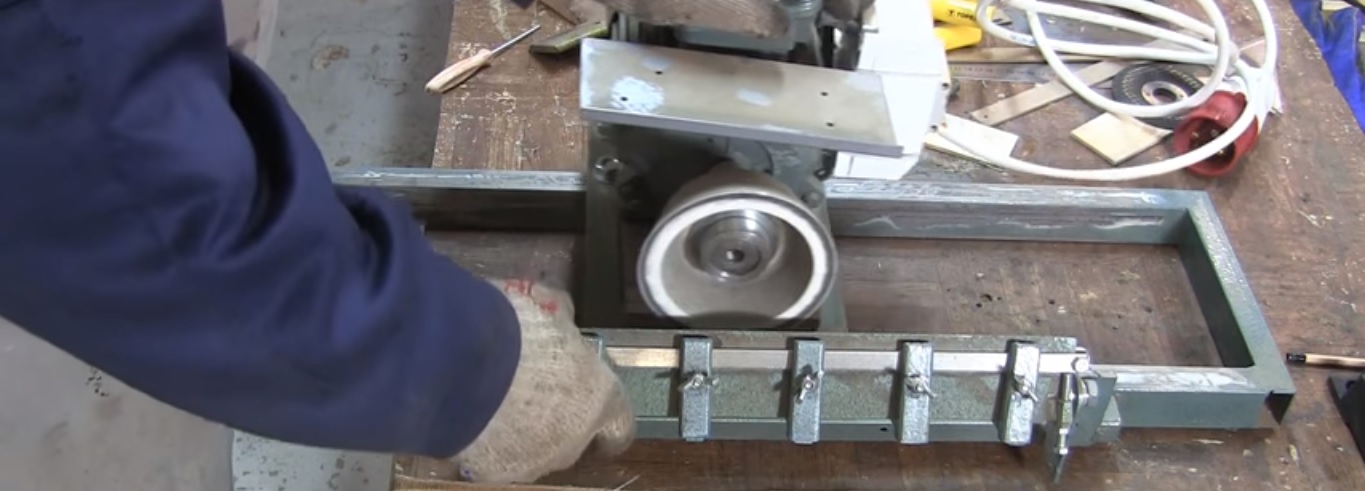
Изготовление каретки и установка ее на станок JET JSSG-10. Заточка ножей для рейсмуса 320 мм.
Изготовление каретки и установка ее на станок JET JSSG-10. Заточка ножей для рейсмуса 320 мм….
Изготовление каретки и установка ее на станок JET JSSG-10. Заточка ножей для рейсмуса 320 мм….
Изготовление каретки и установка ее на станок JET JSSG-10. Заточка ножей для рейсмуса 320 мм….
Изготовление каретки и установка ее на станок JET JSSG-10. Заточка ножей для рейсмуса 320 мм….
Заточка ножей для рейсмуса 320 мм….
Как сделать приспособление для заточки строгального лезвия
Это моя вторая версия точилки для строгальных ножей, первая работала хорошо, но была немного громоздкой и имела некоторые другие проблемы. Он также был сделан для строгальных ножей, которые я использовал в то время, которые были толще, чем те, которые я использую сейчас.
Чтобы начать работу и сделать приспособление как можно более прямым и жестким в том месте, где он удерживает нож, я вырезал кусок стального уголка длиной около 12 дюймов:
Чтобы удалить неровности и неровности, я отшлифовал его ровно, используя полосу (на самом деле старый ремень 2 × 72 от моей ленточно-шлифовальной машины ) наждачной бумаги на моей плоской поверхности настольной пилы:
Я просверлил два отверстия 3/16 ″ для шурупов и прикрепил уголок к куску твердой древесины.Древесина лиственных пород нарезается длиной 12 дюймов и квадратом 3/4 дюйма и прикручивается так, чтобы она точно совпадала с кромкой стального уголка:
Другой кусок твердой древесины отрезается по размеру для зажима, который будет удерживать лезвие. Он имеет длину 12 дюймов, ширину 1-1 / 2 дюйма и толщину 1/2 дюйма. Я вырезал в нем неглубокий паз, чтобы в него вошло лезвие, и использовал пять шурупов, чтобы прикрепить его к приспособлению:
Он имеет длину 12 дюймов, ширину 1-1 / 2 дюйма и толщину 1/2 дюйма. Я вырезал в нем неглубокий паз, чтобы в него вошло лезвие, и использовал пять шурупов, чтобы прикрепить его к приспособлению:
Винты затянуты, чтобы зажать лезвие, и ослабить, чтобы снять его.
Затем я сделал руку, срезанную на конце под углом 45 градусов.Это фанера 3/4 дюйма, и я использовал 5-минутную эпоксидную смолу, чтобы прикрепить ее к приспособлению:
Я приподнял руку на другом конце, чтобы получить правильный угол. Необязательно быть идеальным, главное, чтобы угол был близок к 45 градусам и чтобы рычаг находился в той же плоскости, что и лезвие. Присоединение руки к плоской настольной пиле помогает удерживать ее ровно.
Чтобы усилить соединение, я добавил небольшой кусок фанеры 1/2 дюйма и использовал обычный клей для дерева:
Рука движется по полосе, и ее можно сделать из чего угодно, но у меня на стойке для пиломатериалов был кусок сверхвысокомолекулярного пластика, который был почти подходящего размера:
Приспособление готово, но я укоротил руку, чтобы сделать ее более компактной.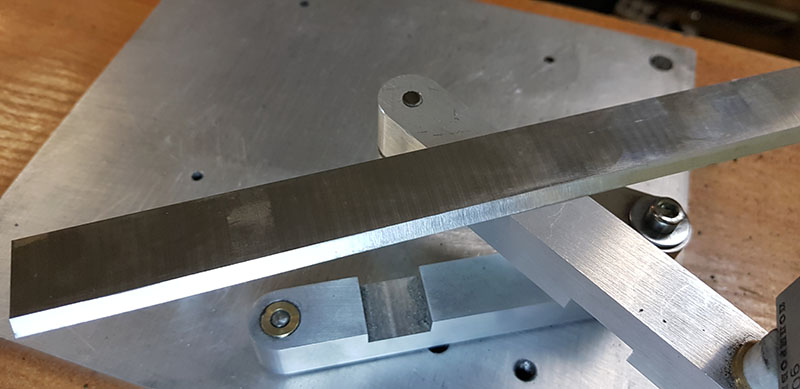 Я установил приспособление на кусок меламина 5/8 ″ как плоскую поверхность и использую большой камень с двумя зернами для заточки:
Я установил приспособление на кусок меламина 5/8 ″ как плоскую поверхность и использую большой камень с двумя зернами для заточки:
Чтобы смазать камень и смыть стружку, я использую аэрозольный очиститель, но подойдет любой мыльный раствор:
Восстановление кромки занимает около 5 минут, сначала на крупнозернистой стороне камня, а затем на мелкой стороне:
Эти ножи были в очень плохом состоянии и имели несколько глубоких царапин, которые нельзя было стереть, но остальная часть лезвия острилась как бритва и режет очень хорошо:
Лучшая стратегия — заточить ножи, когда они начнут затупляться, и не позволять им стать такими плохими.На это уйдет меньше времени и будет меньше стачивания кромки. Эти ножи одноразовые, и для этого станка (Dewalt DW735) они не должны затачиваться, но я полагаю, что один или, возможно, два не повредят, если я буду тщательно измельчать каждое лезвие одинаково.
Это приспособление также может быть использовано для фуговальных ножей и может быть изготовлено специально для определенной длины — 8 дюймов для 8-дюймовых лезвий и так далее.
Вот короткое видео, показывающее, как было построено приспособление и как оно использовалось впервые:
Как затачивать строгальные лезвия как профессионал
Как точить строгальные лезвия по дереву
Заточка ваших деревянных строгальных лезвий включает несколько простых шагов.
Установка направляющей для хонингования
После размещения направляющей для хонингования на гладкой и плоской поверхности вставьте лезвие строгального станка в направляющую для хонингования, чтобы убедиться, что направляющая надежно удерживает лезвие в положении со скосом вниз. Затем производите регулировку, пока скос полностью не соединится с поверхностью.
Направляющая для хонингования предназначена для удержания лезвия строгального станка под постоянным углом на протяжении всего процесса заточки. Чем ниже вы установите угол, тем острее будет лезвие строгального станка; однако край будет менее прочным. Угол 30 градусов идеально подходит для получения острого, но прочного лезвия строгального станка.
Угол 30 градусов идеально подходит для получения острого, но прочного лезвия строгального станка.
Чтобы установить направляющую для хонингования на 30 градусов, необходимо, чтобы лезвие строгального станка на 38 мм выступало из направляющей. Наладочное приспособление для вашей направляющей для хонингования может быть установлено с использованием двух деревянных обрезков с квадратными краями. Разместите два деревянных бруска на расстоянии 38 мм друг от друга и закрепите их на расстоянии с помощью шурупов и клея.
Используя приспособление для настройки с направляющей для хонингования, вы можете гарантировать, что каждый раз устанавливаете лезвие строгального станка на одинаковое расстояние.Убедитесь, что лезвие строгального станка плотно удерживается установочным приспособлением. Если он слишком потерян, используйте отвертку, чтобы затянуть ручку регулировки.
Смажьте точильный камень
Смажьте точильный камень маслом. Этот тип масла был специально разработан для очистки металла.
Удаление зазубрин на лезвии
Если на лезвии есть зазубрины, их необходимо удалить грубой стороной точильного камня толкающим движением, в отличие от ручного строгального станка. Как только зазубрины будут удалены, переместите лезвие строгального станка по точильному камню, надавливая на него в неподвижном состоянии.Если лезвие движется, край лезвия строгального станка будет изогнутым.
Если вы хотите узнать о различиях между фуганком и строгальным станком, что лучше для вас.
, вы должны нажать здесь, чтобы узнать о фуганках и строгальных станках.
Разглаживание задней части
Начните с выравнивания и полировки задней части лезвия строгального станка. Вам нужно начать с крупной крупы, затем перейти к средней, а затем к мелкой. Вам нужно сделать это только с 1-дюймовым участком, ближайшим к краю, но вам все равно нужно убедиться, что вы прикладываете достаточное давление вниз на лезвие строгального станка, чтобы оно оставалось полностью плоским.
Шаг грубого зерна займет больше всего времени, а этап среднего и мелкого зерна будет относительно быстрым. После того, как вы выполнили три шага зернистости, задняя часть лезвия строгального станка должна выглядеть как зеркало.
Заточка фаски
Возьмите направляющую для хонингования и строгальный нож и протрите ими фаску по наиболее крупному зерну. Как и в случае с обратной стороной, убедитесь, что вся поверхность скоса покрыта. Используйте увеличительное стекло, чтобы отслеживать свой прогресс. Как только вы закончите с крупной зернистостью, переходите к средней зернистости.
Наконец, повторите описанный выше процесс, используя хонинговальную направляющую и мелкое зерно. Проверьте лезвие строгального станка на куске дерева. Если вы достаточно заточите лезвие строгального станка, вы сможете сбрить тонкие куски дерева с гладкой поверхностью.
Заточка лезвий строгального станка по дереву, в отличие от настольного строгального станка, является важным процессом в процессе обслуживания. Если вы сделаете это неправильно, вы не сможете поддерживать качество своих проектов на том уровне, на котором они должны быть.
Если вы сделаете это неправильно, вы не сможете поддерживать качество своих проектов на том уровне, на котором они должны быть.
заточка — Как правильно заточить строгальный нож?
Трудно диагностировать подобную проблему, не имея хотя бы хороших фотографий всего, поэтому следующее требует некоторых предположений.
Достаточно ли камня с грубой / тонкой поверхностью для моей работы?
Невозможно сказать с уверенностью из-за переменных. К сожалению, камни (в том числе алмазные абразивные пластины), классифицируемые как крупные, средние, мелкие и т. Д., Никоим образом не равны. «Штраф» одного производителя будет очень похож на «средний» у другого, что сбивает с толку многих из нас, покупающих инструменты для заточки у разных производителей 🙁
На фотографии продукта, на которую вы ссылаетесь на руководство по хонингованию, используется абразивная бумага по стеклу, и я подумал, что есть все основания предполагать, что они пойдут на более мелкую зернистость, чем «тонкая» сторона многих камней. Если посмотреть ниже, то в разделе «Основные характеристики продукции» говорится, что они включают кусок пленки толщиной 15 микрон, что примерно соответствует зернистости 1000. Если вы не знаете, что зернистость ваших камней и «мелочь» составляет 1000 или больше, это, скорее всего, часть проблемы (но см. Примечание внизу).
Если посмотреть ниже, то в разделе «Основные характеристики продукции» говорится, что они включают кусок пленки толщиной 15 микрон, что примерно соответствует зернистости 1000. Если вы не знаете, что зернистость ваших камней и «мелочь» составляет 1000 или больше, это, скорее всего, часть проблемы (но см. Примечание внизу).
В общем, простой комбинированный камень, подобный этому, может быть достаточно хорош в качестве основы системы заточки … Я должен упомянуть, что многие люди со сложными (и дорогими) настройками заточки не согласятся с этим! Но для строгальных ножей то, насколько хороша тонкая сторона, может иметь решающее значение, хотя другие вопросы, включая то, как вы затачиваете, могут быть не менее важными или более важными.Что приводит нас к …
Что я делаю не так?
Возможно, ничего, но давайте посмотрим. Если вы начали не с притирки плоской поверхности лезвия в соответствии с инструкциями, сделайте это в первую очередь. Как и во всех подобных операциях заточки, создание равномерно плоской поверхности вдоль кромки на другой стороне лезвия жизненно важно для создания острого края.
Как и во всех подобных операциях заточки, создание равномерно плоской поверхности вдоль кромки на другой стороне лезвия жизненно важно для создания острого края.
Затем, при заточке фаски, PDF включает следующее:
Подсказка: Прикладывайте давление только на ход толкателя.Это предотвратит образование тонкой проволочной кромки вдоль передней кромки лезвия. Продолжайте это действие до тех пор, пока на фаске не образуется удовлетворительная отделка.
Если вы не использовали толчки только при заточке, сделайте то же самое.
Последний пункт, проверьте ваши камни на плоскостность. Для этой операции очень важно, чтобы ваш камень (с обеих сторон) был полностью плоским. Если вы проверите линейкой и обнаружите, что с одной или обеих сторон есть даже небольшая тарелка, расплющите камень, прежде чем снова пытаться заточить.
Камни можно расплющивать множеством способов, самый дешевый для вас сейчас — это использовать лист грубой сухой и влажной наждачной бумаги на очень плоской основе. Хорошей поверхностью для этого в типичном доме является кухонная столешница, обычно сделанная из толстого устойчивого материала, которая надежно удерживается ровной поверхностью благодаря тому, как она установлена. Но не думайте, что он плоский, проверьте его перед использованием.
Хорошей поверхностью для этого в типичном доме является кухонная столешница, обычно сделанная из толстого устойчивого материала, которая надежно удерживается ровной поверхностью благодаря тому, как она установлена. Но не думайте, что он плоский, проверьте его перед использованием.
Насколько резкости достаточно?
Как правило, кромки, используемые в деревообработке, не могут быть слишком острыми.Очевидно, есть сложности, но при прочих равных более резкий обычно предпочтительнее менее резкий (опять же, см. Примечание внизу).
Что вы делаете для проверки остроты лезвия?
Я никогда не проверял остроту строгального ножа, но считаю его острым лезвием, а не просто строгальным ножом, и проверяю его соответственно.
Если они недостаточно хороши для резки дерева, например, для стамески, то они определенно недостаточно острые.Возможно, вам следует стремиться к тому, чтобы они были достаточно острыми, чтобы они аккуратно срезали сосновые концы волокон, хотя на практике это может не потребоваться для строгального ножа. Связанный: Как определить, острые ли токарные (токарные) стамески по дереву?
Связанный: Как определить, острые ли токарные (токарные) стамески по дереву?
Это меня очень огорчает, так как у меня такая же проблема с заточкой лезвий для ручных рубанков,
Хотя цель явно одна и та же, заточка рубанков к утюгу можно подойти несколько иначе. Есть несколько предыдущих вопросов по заточке, которые могут помочь:
Есть ли «лучший» способ заточить режущий инструмент, например долото?
Как агрессивно затачивать стамески и рубанки при повреждении?
Имеет значение, какой алмаз я получу?
Заточка — наименование и выбор
Если вам нужна дополнительная помощь с вашими ручками, начните новую тему, чтобы получить более конкретные ответы на этот вопрос.
Примечание по размеру зерна и резкости: нет абсолютной необходимости затачивать до 1000 зерен, хотя это дает очень хорошие результаты. Многие западные деревообработчики теперь затачивают и свои долота, и рубанок намного выше этого уровня, но на самом деле вы можете получить хорошую обрабатываемую кромку на абразивном материале размером до 250, если заточка сделана хорошо и не останется проволочной кромки / заусенцев.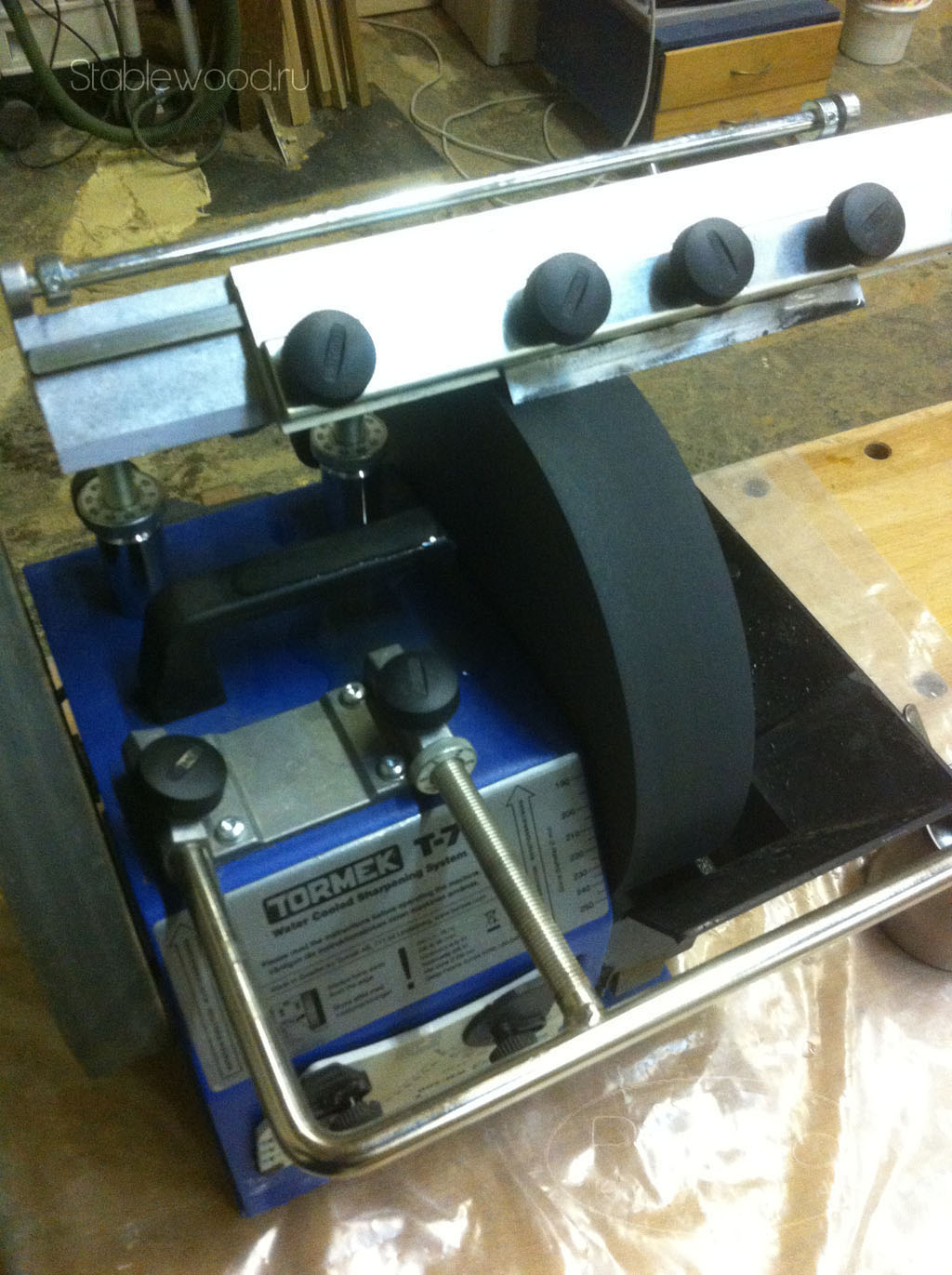
Нельзя сказать, что край такой острый, это не так, но может быть достаточно острым для выполняемой работы.Для достижения наилучших результатов вам следует работать острее, особенно на долотах.
|
 C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Пилы Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Крег Инструмент Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Magcraft Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Mesa Vista Metabo Микро Забор Микро Джиг Миллер дюбель Miracle Point Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.
C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Пилы Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Крег Инструмент Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Magcraft Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Mesa Vista Metabo Микро Забор Микро Джиг Миллер дюбель Miracle Point Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.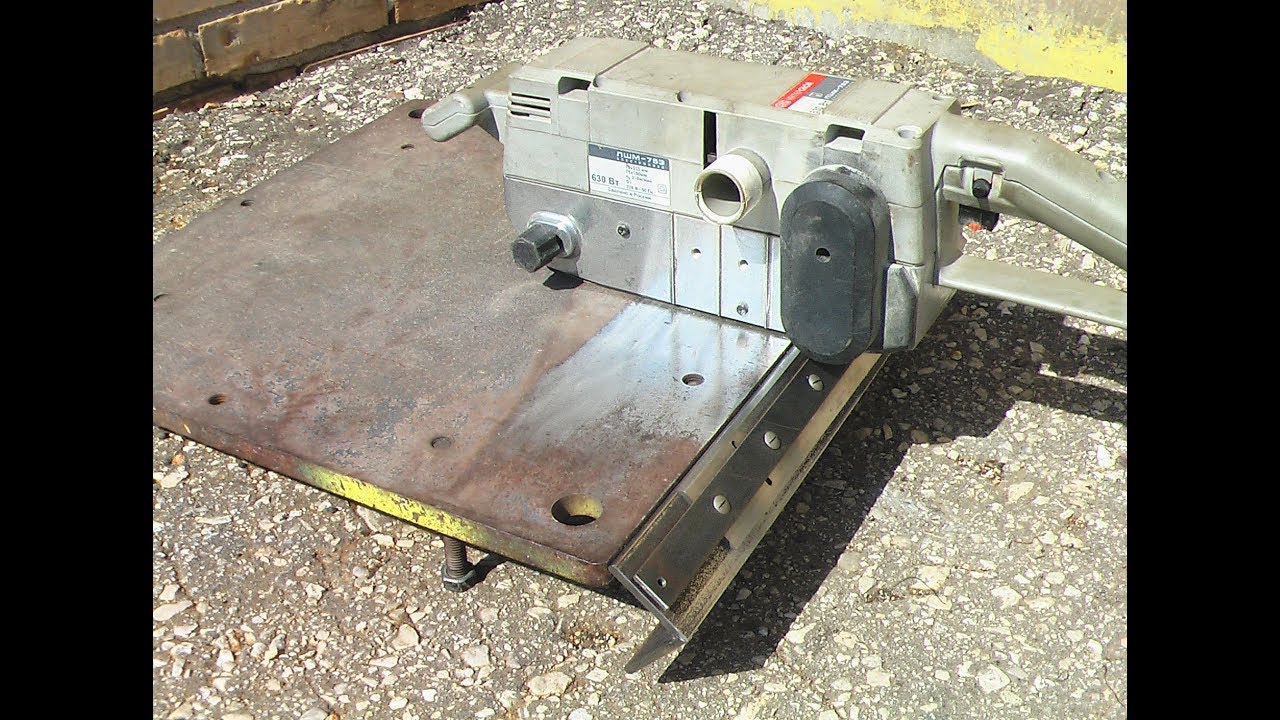 Олсон Пила Односторонняя токарная обработка дерева Бык-Голова — Оксенкопф Пегас Пелтор Производительные абразивы Picou Игривые планы ПМС Portamate Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие трения зуба Saburr Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Starrett Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Thomas Flinn & Co.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.
Олсон Пила Односторонняя токарная обработка дерева Бык-Голова — Оксенкопф Пегас Пелтор Производительные абразивы Picou Игривые планы ПМС Portamate Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие трения зуба Saburr Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Starrett Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Thomas Flinn & Co.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W. W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser
W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser Каждый камень имеет четыре поверхности, которые можно регулировать для получения новой поверхности заточки.
Каждый камень имеет четыре поверхности, которые можно регулировать для получения новой поверхности заточки.Услуги по заточке фуговальных и строгальных ножей
Jamison’s Sharpening, Inc.
5630 Грандин RD EXT
Роанок, VA 24018
(540) 989-2744 TEL
Jamison’s рекомендован Бобом Воаном. У них есть станок, который может заточить нож любой длины, какой только сможете. Помимо строгальных и фуговальных ножей, они также могут производить пильные полотна (включая заменяющие твердосплавные), фрезы, фрезы, сверла, расточные инструменты, ручные пилы и даже головки шипорезных станков.
Dynamic Knife and Saw
250 E Ge Patterson Ave
Memphis, TN 38126
(901) 526-0301
Dynamic Knife and Saw принадлежит Тому Оверзету.Его обычная кофемолка — 6 футов в длину, а большая — почти 20 футов. Он также сваривает полотна ленточных пил.
Woodworkers ‘Tool Works
N4299 Lien Road
Melrose, WI 54642
Бесплатный звонок: 1-800-475-9991 Телефон: (715) 662-2015 Факс: (715) 662-5801
Веб-сайт WoodworkersToolWorks.com
Woodworkers ‘Tool Works принадлежит Бобби Кнуреку, который регулярно участвует в форумах owwm. org (под именем sax13). WTW выполняет заточку на месте и может обрабатывать не только фуговальные и строгальные ножи, но и производить и затачивать формовочные головки, затачивать дисковые пилы, долота для долбления и многое другое.Они могут дать совет по телефону, и вы можете отправить им свои ножи для заточки.
org (под именем sax13). WTW выполняет заточку на месте и может обрабатывать не только фуговальные и строгальные ножи, но и производить и затачивать формовочные головки, затачивать дисковые пилы, долота для долбления и многое другое.Они могут дать совет по телефону, и вы можете отправить им свои ножи для заточки.
JD Lacourse & Son
260 Middle St.
Pawtucket, RI 02860
Бесплатная линия: 1-866-96-SHARP Телефон: (401) 725-2920 Факс: (401) 728-2144
JD Lacourse & Сын сайт
Служба самовывоза и доставки в радиусе 50 миль, или можно воспользоваться службой доставки. Предлагаемая заточка для твердосплавных пил, фрез, ножей фуганка и строгальных станков, фрезерных ножей и т. Д.
Peter Hay Knife
351 Sheldon Drive
Cambridge, ON, N1T 1B1
(519) 621-0770
Веб-сайт Peter Hay Knife
Peter Hay Knife работает уже более века, но их производственные мощности полностью соответствуют современным требованиям, а услуги обработки с ЧПУ находятся на переднем крае их текущего бизнеса. Ориентированные в основном на промышленных клиентов, они производят индивидуальные ножи и резаки, а также предлагают услуги по заточке для всего Онтарио.
Ориентированные в основном на промышленных клиентов, они производят индивидуальные ножи и резаки, а также предлагают услуги по заточке для всего Онтарио.
Galt Wood Tool
120 Turnbull Court, Unit N
Cambridge ON N1T 1H9
Бесплатная линия: 1-888-830-8209 Телефон: (519) 623-6350 Факс: (519) 622-4322
Galt Компания Wood Tool также работает более века, поставляя все типы инструментов для резки дерева. Они могут затачивать ваши фуговальные и строгальные ножи (твердосплавные или из быстрорежущей стали), а также предлагают переточку и заточку дисковых пил с ЧПУ.Они также могут затачивать твердосплавные фрезы и твердосплавные фрезы.
Как затачивать лезвия строгального станка
В этой статье мы обсудим метод заточки лезвия строгального станка с использованием в основном стального листа (с порошком карбида кремния) и гидрострунтов.
Разглаживание задней части лезвия
Мне нравятся острые инструменты. На самом деле, я должен это немного перефразировать. Я люблю точить инструменты.
Я люблю точить инструменты.
Мне нравится процесс заточки, и я получаю удовольствие от создания действительно тонкой кромки.
Тем не менее, за прошедшие годы одна из самых важных вещей, которые я узнал о заточке, — это то, что есть много способов подойти к ней.
Фактически, я несколько раз менял весь свой подход, пытаясь найти способы упростить его и при этом получить то, что я считаю очень острым.
Хотя техника и оборудование могли измениться, одно остается верным.
Единственный способ получить острый край — это пересечь две плоские гладкие поверхности. Ключевым моментом здесь является то, что есть две поверхности.
Очень часто процесс заточки концентрируется на фаске долота или плоского лезвия.
Но независимо от того, насколько плоской и гладкой будет скос, вторая поверхность — тыльная сторона долота или плоского лезвия — должна быть такой же гладкой.
Фактически, именно здесь начинается весь процесс.
Когда я собираюсь затачивать новое (или старое, если на то пошло) плоское лезвие, я в первую очередь концентрируюсь на выравнивании и сглаживании задней части.
Хотя это может показаться гладким, тыльная сторона большинства плоских лезвий обычно покрыта вихрем следов шлифования, см. Фото ниже.
Если бы эти канавки оставались, гребни и впадины образовали бы режущую кромку «зуб пилы».
Итак, первым делом нужно удалить все эти отметины и сделать спину действительно гладкой и плоской.
Чтобы получить плоскую и гладкую спинку, первый шаг — это то, что можно назвать «шлифованием», но вы не используете шлифовальный круг.
Вместо этого используется грубая абразивная поверхность для быстрого выравнивания обратной стороны и сглаживания всех гребней, оставленных заводской шлифовкой.
Шлифование обратной стороны
Я нашел два эффективных метода: алмазные камни и стальной лист.
Алмазные камни
Я использую алмазные камни для выравнивания задней поверхности плоских лезвий около четырех лет и считаю, что их трудно превзойти.
Алмазный камень представляет собой пластиковую основу с плоской стальной поверхностью.
Поверх этой плоской поверхности находится слой алмазной пыли, внедренный в слой никеля.
Единственная проблема с алмазными камнями — это их стоимость — от 40 до 90 долларов за камни тех размеров, которые необходимы для работы с плоскими лезвиями.
Я должен упомянуть еще об одной проблеме.
В последнее время у нас возникли проблемы с поиском плоских алмазов.
Из-за изменения производственного процесса поверхность алмазного камня не всегда бывает плоской.
Стальная пластина
Альтернативой современной технологии обработки алмазного камня является метод, который японцы использовали на протяжении веков.
Это просто мягкая стальная пластина, посыпанная порошком карбида кремния.
Чтобы использовать стальную пластину для выравнивания тыльной стороны плоского лезвия, намочите поверхность, чтобы на ней оставалась тонкая, ровная пленка воды.
Затем посыпьте пластину щепоткой порошка карбида кремния зернистостью 220.
Добавьте пару капель воды и покрутите заднюю часть лезвия над этой смесью, чтобы равномерно распределить ее по стальной пластине.
Теперь пора работать.
Поместите заднюю часть плоского лезвия на стальную пластину и надавите прямо за скос обеими руками, см. Рис. 1.
С силой надавите и проведите лезвием от одного конца пластины к другому.
Действительно давить.Идея состоит в том, чтобы резать сталь, а не просто скрипеть.
The Secret
Но если вы так сильно давите, почему карбид кремния не выдавливает стальную пластину просто так?
Это кажется логичным вопросом, потому что пластина намного мягче лезвия.
Но именно мягкость пластины заставляет всю систему работать.
Происходит то, что острые части карбида кремния врезаются в относительно мягкую поверхность пластины.
Они остаются на месте точно так же, как алмазные частицы, внедренные в поверхность на алмазном камне, см. Рис. 2.
Проверка хода выполнения
По мере шлифования на задней стороне лезвия начинает расти блестящая поверхность, см. Фото.
Когда эта поверхность простирается от одного края лезвия до другого, обратная сторона плоская.
Убить углы
Прежде чем перейти к сглаживанию этой поверхности, я сделаю еще один небольшой шаг.
Я «убиваю» углы, чтобы минимизировать крошечные выступы, которые всегда появляются на куске дерева там, где штрихи строгания перекрываются.
Чтобы заглушить углы, держите лезвие под углом примерно 45 градусов к поверхности и перетащите угол по поверхности, см. Рис. 3.
Идея состоит в том, чтобы устранить острый край, а не создать действительно видимый фаска.
Достаточно нескольких штрихов на каждом углу.
Полировка спинки
После того, как спинка отшлифована, японцы продолжают обрабатывать лезвие пастой из карбида кремния, пока оно почти не высохнет.
Происходит то, что частицы разрушаются все меньше и меньше.
Наконец, они такие маленькие, что оставляют поверхность до зеркальной полировки.
Я не прикладываю столько усилий.
Когда я вижу, что спина плоская, я перехожу к японскому водяному камню с зернистостью 1000.
Еще раз, это отличие от того, как я работал раньше.
Раньше я использовал арканзасские (масляные) камни. Но я стал чемпионом по водным камням.
Waterstones
После более чем четырехлетнего использования водяных камней я не могу себе представить, чтобы вернуться к использованию масляных камней для заточки плоских лезвий и долот.
Почему мне нравятся водные камни?
Во-первых, они быстрее режут.
Это в основном потому, что поверхность почти не покрывается глазурью, как это делают масляные камни.
Связующее, удерживающее вместе абразивные частицы в водном камне, уступает место с правильной скоростью, чтобы всегда получать свежую поверхность.
Еще одна причина, по которой я люблю водные камни, заключается в том, что они бывают более тонкими, чем масличные (зернистость до 8000), что дает невероятно гладкую поверхность.
Сглаживание задней части
Теперь вернемся к разглаживанию задней части лезвия рубанка. Я делаю это в два этапа на водяных камнях.
Я делаю это в два этапа на водяных камнях.
Сначала я улучшаю поверхность на водном камне зернистостью 1000.
Здесь я повторяю поглаживание, используемое при шлифовании, но не давлю так сильно.
Когда вы начнете работать с этим камнем, продолжайте разбрызгивать воду на поверхность, чтобы разбавить «жидкий раствор», который скапливается на поверхности.
(Я использую распылитель.)
Цель состоит в том, чтобы продолжать тереть тыльную сторону свежей режущей поверхности водяного камня до тех пор, пока поверхность не приобретет ровную патину.
Затем внимательно осмотрите поверхность, чтобы убедиться, что все царапины от шлифовки исчезли.
Это важно, потому что каждая оставленная царапина в месте пересечения с краем превратится в микроскопическую царапину.
Когда поверхность очищается от царапин, я начинаю дорабатывать, позволяя «суспензии» образоваться и немного подсохнуть.
(Держите его достаточно влажным, чтобы он не «комковался». )
)
Суспензия на самом деле представляет собой разбитые фрагменты водного камня, которые становятся все мельче и мельче по мере того, как они теряются.
Чем мельче они становятся, тем более гладкой становится поверхность.
Полировка
Для получения по-настоящему гладкой поверхности я использую водяной камень зернистостью 6000 с той же процедурой, что и камень зернистостью 1000.
Легко узнать, когда вы закончили.
Задняя часть будет иметь зеркальную отделку. Не принимайте волнистости.
Если вы видите царапины или волнистость на отражении, вернитесь к камню с зернистостью 1000 и снова разгладьте его.
Звучит как большая работа, но весь процесс необходим только один раз в жизни лезвия.Это стоит делать правильно.
Хонингование фаски
Секрет — стабильность.
Заточить лезвие для рубанка довольно просто, по крайней мере, в принципе.
Есть два основных шага.
Сначала спинка выравнивается и разглаживается.
Затем скошенная кромка шлифуется до нужного угла резания и доводится до гладкости.
Работать с гладкой и плоской спиной относительно просто, хотя для этого требуется немного смазки для локтей, см. Выше.
Но формирование и заточка фаски — это совсем другое дело.
Проблема в том, что на протяжении всего процесса шлифования угла и последующего хонингования лезвие должно оставаться под одним и тем же углом — при каждом ходе.
Независимо от того, какой метод используется, цель одна: удалить металл, чтобы получить гладкую плоскую поверхность на фаске, которая пересекается с гладкой плоской поверхностью задней стороны.
Шлифовка фаски
Вся процедура начинается со шлифования фаски до нужного угла резания.
Обычно я использую шлифовальный круг для определения угла заточки и полой шлифовки скоса на долотах и плоскостях лезвий.
Когда скос полый, мне легко держать лезвие (без зажима), так что только носок и пятка соприкасаются с камнем.
Если только эти две точки опираются на камень, лезвие не будет качаться во время хонингования, поэтому угол заточки (скоса) может сохраняться при каждом ходе.
Но что, если у вас нет шлифовального станка для полого шлифования фаски?
Нет проблем.
Используя приспособление для хонингования, плоское лезвие можно удерживать под одним и тем же углом в течение всего процесса формовки и хонингования на серии камней.
Примечание: мне нравится использовать для этого процесса серию из трех камней.
- Крупный или сверхгрубый алмаз. (Его можно заменить стальной пластиной и порошком карбида кремния, который используется для выравнивания обратной стороны, см. Выше.)
- Японский водяной камень с зернистостью 1000 для начального хонингования. И
- водяной камень с зернистостью 6000 для формирования и полировки микрокосов.
Также мне нравится использовать направляющую для хонингования Eclipse 35.
Но таким же образом можно использовать приспособления Stanley и Lee Valley.
Установка угла резкости
Первый шаг в формировании фаски — решить, каким должен быть угол фаски.
Хотя это может быть темой для бесконечного обсуждения, я обнаружил, что точный угол не так уж и важен.
Я обычно затачиваю и затачиваю фаску примерно до 25 градусов, а затем добавляю микро-фаску примерно под 30 градусов.
Установка угла
Установка направляющей для хонингования на этот угол — первая проблема.
Как правило, угол определяется расстоянием, на которое лезвие выступает из передней части зажимного приспособления, см. Рис.1 .
Рис.1: Угол скоса определяется расстоянием, на которое лезвие выступает из зажимного приспособления. Чем больше расстояние, тем больше угол заточки; более короткое расстояние устанавливает микрокосмический скос
На зажимном приспособлении Eclipse, если лезвие выступает на 2 дюйма от передней части зажимного приспособления, угол будет 25 градусов.
Переустановка лезвия так, чтобы выступ составлял 1 1/2 ″, устанавливает угол микрокоса в 30 градусов.
Таким образом, каждое изменение на 1/10 ″ означает изменение угла на 1 градус.
Для Stanley лезвие должно выступать на 1 дюйм для угла 25 градусов и 1/2 дюйма на 30 градусов.
Для приспособления Lee Valley имеется аксессуар для настройки угла.
(Но если вы хотите измерить, используйте 1 1/2 ″ для 25 градусов и 1 ″ для угла 30 градусов.)
Приспособление для установки лезвия
Было бы хорошо, если бы вы могли установить угол один раз и не беспокоиться об этом на протяжении всего процесса формирования и доводки фаски.
Но всегда что-то происходит — лезвие скользит или его нужно вытащить, чтобы проверить, квадратное ли оно.
Чтобы быть уверенным, что я могу каждый раз возвращаться к одному и тому же углу, я использую простое приспособление для установки лезвия, см. Рис.2 .
Рис. 2: Простое приспособление упрощает настройку (и сброс) углов заточки и микрокаскосов. Полоски мазонита контролируют выступ лезвия и выравнивают квадрат лезвия.
Чтобы сделать это приспособление, приклейте две полосы мазонита под углом 90 градусов друг к другу к куску фанерного лома, см. Рис. 2.
Полоса, параллельная краю лома, действует как положительный «упор», поэтому лезвие всегда будет возвращаться на один и тот же выступ.
Полоса, перпендикулярная кромке, выравнивает лезвие в хонинговальном приспособлении, так что режущая кромка будет отшлифована под прямым углом.
Для зажимного приспособления Eclipse расстояние между краем фанеры и полосой составляет 2 дюйма для угла 25 градусов.
(Я добавил еще одну пару полосок, чтобы установить лезвие 1 1/2 ″ для микрокауса 30 градусов.)
Шлифование скоса
После фиксации лезвия под правильным углом можно сформировать скос.
Один из самых быстрых способов «заточить» этот угол — это алмазный камень с крупной или особо крупной зернистостью.
Или вы можете использовать стальную пластину и порошок карбида кремния, используемый для выравнивания задней поверхности (см. Выше).
Выше).
Есть несколько советов по использованию хонинговальной направляющей для заточки фаски.
Для максимального контроля я помещаю большие пальцы за приспособление и нажимаю кончиками пальцев на тыльную сторону лезвия прямо над краем, см. Рис. 3 . (Не надавливайте на диск.)
Рис.3: Чтобы выровнять скошенный край, сконцентрируйте усилие шлифования на «длинном» углу. Когда кромка станет квадратной, продолжайте шлифование, пока скошенная поверхность не станет ровной и прямой.
При «шлифовании» алмазного камня или стальной пластины я прикладываю давление только при прямом ходе, сбрасывая давление при движении назад.
Я пытаюсь представить, что снимаю этикетку с камня, чтобы добиться наилучшего результата резки.
Проверить квадрат
Поскольку скос отшлифован, край должен быть прямоугольным.
Для проверки прямоугольности вам может потребоваться вынуть лезвие из зажимного приспособления.
(Сброс после проверки — это когда пригодится приспособление для установки лезвия, показанное на рис. 2).
2).
Если лезвие шлифуется не под прямым углом, сильнее нажмите на «длинный» угол, см. рис.3.
Продолжайте шлифовать до получения ровной матовой поверхности от пятки до пятки скоса.
Это означает, что поверхность становится ровной.
Чтобы убедиться, что режущая кромка отшлифована ровно, проверьте наличие ровных заусенцев на обратной стороне (плоской стороне).
Этот заусенец образуется, когда поверхность скоса стачивается и пересекается с поверхностью обратной стороны.
Когда эти две поверхности встречаются, тонкая «чешуйка» металла скручивается на заднем крае, образуя заусенец.
Подушечкой пальца нащупайте заусенец на задней части лезвия.
Не тяните пальцем за край.
Вместо этого потяните его под углом 90 градусов к краю, см. Рис. 5 .
Рис.5: Первичный скос заканчивается, когда ровный заусенец проходит на всю длину кромки. Чтобы нащупать заусенец, слегка проведите лезвием по подушечке пальца.
Если заусенец на одном конце тяжелее, чем на другом, вы знаете, если лезвие не прямоугольное.
Продолжайте «шлифовать» до тех пор, пока заусенец не достигнет задней части лезвия.
Удалить заусенец
Затем необходимо удалить заусенец. Не пытайтесь оторвать или отломать заусенец.
Когда он «рвется», на краю лезвия остается неровный край.
Вместо этого сотрите заусенец.
Я использую только водяной камень (зернистость 6000), чтобы стереть заусенцы, см. Рис.6 .
(Задняя часть уже отполирована до зеркального блеска, поэтому на данном этапе не стоит переходить к более грубому камню только для удаления заусенцев.)
Рис.6: Заусенец удаляется полировкой обратной стороны отделочного камня. Надавите на камень и двигайте его параллельно кромке лезвия, пока заусенец не исчезнет.
Чтобы стереть заусенец, положите заднюю часть лезвия на чистовой камень.
Теперь надавите прямо на край и проведите лезвием вперед и назад так, чтобы режущая кромка оставалась параллельной сторонам камня.
Заусенец удаляется за пять или шесть движений.
(Похоже на обломки очень тонкой проволоки на вершине камня.)
Сглаживание фаски
После шлифовки фаски и удаления заусенцев можно начинать процесс хонингования для сглаживания поверхности фаски.
Здесь я использую двухэтапный процесс обработки камня зернистостью 1000.
Начальное сглаживание
Сначала я прохожу процесс начального сглаживания, чтобы удалить царапины, оставленные «шлифовкой», см. Рис.4 .
Рис.4: При затачивании фаски на камне с зернистостью 1000 прикладывайте давление только при прямом ходе.Сосредоточьте давление на кромке лезвия, а не на зажимном ролике.
Для быстрого удаления царапин используйте много воды на водном камне с зернистостью 1000, чтобы часто смывать «шлам».
Обеспечивает контакт фаски со свежими абразивными частицами на поверхности.
Заточите до тех пор, пока скос не станет однородным (похожим на оловянный), и нащупайте ровный заусенец на обратной стороне.
Затем удалите заусенец на отделочном камне.
Окончательное разглаживание
Вторая часть этого процесса — окончательное разглаживание камня с зернистостью 1000.
Это то же самое, что и первый шаг, только не промывайте камень.
Вместо этого позвольте «суспензии» частиц собираться на поверхности камня во время заточки.
Эта «суспензия» представляет собой своего рода ил, состоящий из осколков водного камня.
Поскольку эти фрагменты маленькие, они производят более тонкую отделку, чем обработка чистого, только что ополоснутого водяного камня.
Мастерская Примечание. По мере того, как суспензия накапливается на поверхности, она может прилипать к колесу на хонинговальном приспособлении.
Проверяйте время от времени и вытирайте.
Если на обратной стороне лезвия от края до края есть тонкий ровный заусенец, удалите его, снова отполировав обратную сторону камня зернистостью 6000.
Microbevel
К этому моменту лезвие достаточно острое почти для любых целей.
Но если вам нужен суперсильный край, вы можете добавить микрокосок.
Микрофаск — это именно то, что следует из названия.
Это крошечный вторичный скос, который начинается не шире волоса на краю основного скоса.
Набор для Microbevel
Чтобы установить приспособление для микрокоса, ослабьте зажимной механизм на приспособлении.
Затем прижмите край лезвия к полосе мазонита, которая находится ближе к краю фанерной основы, см. Рис. 1 и 2.
Затем сдвиньте зажимное приспособление вдоль лезвия до соприкосновения с фанерным основанием и затяните зажимной механизм.
Это увеличивает угол примерно до 30 градусов. (На зажимном приспособлении Eclipse это означает уменьшение выступа лезвия до 1 1/2 дюйма.)
Заточка микрокоса
Заточка микробафа — самая быстрая и наиболее удовлетворительная часть всего процесса.
Сбрызните водой полированный камень зернистостью 6000 и поместите лезвие сверху.
Теперь надавите на переднюю кромку лезвия и сделайте пять или шесть движений вперед. Тогда посмотрите на край.
Тогда посмотрите на край.
Кромка должна иметь блестящую тонкую полоску на конце скоса.
Если эта полоска проходит от края до края, то микрокаскос закончен.
Если он не совсем завершен, нанесите лезвием еще один или два удара.
Секрет создания микрокоса заключается в том, чтобы знать, когда остановиться.
Если он шире, чем «микро», вы получаете хорошее упражнение по удалению металла, но не улучшаете край.
И в следующий раз это усложнит хонингование микрокоса.
Удалите заусенцы
Когда микрокосмическая кромка будет завершена от края до края, на нем останется почти невидимый заусенец.
Удалите этот заусенец, положив заднюю часть на отделочный камень и сконцентрируйтесь на последней полировке задней части.
Повторное зондирование микрокоса
Микроскос становится заметным, когда лезвие теряет острый край.
Для доведения до совершенства кромки требуется всего несколько минут, потому что необходимо удалить лишь микроскопическое количество металла.
Секрет в том, чтобы лезвие не затупилось перед переточкой.
Для получения информации о том, как собрать регулировочную плоскость, ознакомьтесь с нашей статьей «Сборка и регулировка ручного рубанка».
Заточка строгальных лезвий — мастерская Super Sharp
Клиент из округа Болдуин, штат Алабама, отправил на заточку двенадцать из этих 20-дюймовых строгальных лезвий.Они были в очень плохом состоянии, и я сомневался, стоит ли восстанавливать и затачивать лезвия. Фактически, мне только что пришло в голову, что именно это и нужно было сделать — проект реставрации.
Заточка строгальных лезвий
Я все думал о том, что было написано на картонных контейнерах с лезвиями строгального станка, в которые они были отправлены. Темным широким шрифтом было написано: « NO Good. Нельзя точить ». Я воспринял это как явный признак того, что заказчик знал о состоянии ножей.Итак, что за черт. Давай сделаем это.
На видео показано, как одно из лезвий отшлифовано по камню с помощью точильного камня с зернистостью 800. На самом деле это был третий этап всего процесса. Первым шагом была тщательная очистка проволочного колеса, за которым последовал второй шаг — использование пилочки для тонкой фрезерования для удаления серьезных вмятин на режущей кромке. Звонки, очевидно вызванные гвоздями и т. Д., Загибали режущую кромку обратно на скошенную поверхность. Плохо, плохо, плохо.
На самом деле это был третий этап всего процесса. Первым шагом была тщательная очистка проволочного колеса, за которым последовал второй шаг — использование пилочки для тонкой фрезерования для удаления серьезных вмятин на режущей кромке. Звонки, очевидно вызванные гвоздями и т. Д., Загибали режущую кромку обратно на скошенную поверхность. Плохо, плохо, плохо.
Я остался очень доволен результатом этой работы.Лезвия были очень острыми, осталось только несколько вмятин (вероятно, менее 1/32 дюйма). Мое решение заключалось в том, что придется удалить слишком большую поверхность лезвия, чтобы исправить самые незначительные недостатки.
Когда работа была сделана, я позвонил заказчику и рассказал ему обо всем этом испытании и самым любезным образом сообщил ему, насколько плохи лезвия, и мое разочарование в том, что кто-то позволил бы лезвиям строгального станка принять такую форму . (Я был нежным). Покупатель усмехнулся и сказал, что все в порядке; он привык рвать лезвия, так как его магазин использует только вторичные пиломатериалы и специализируется на работе с клиентами с высоким каблуком. Я отправил счет по электронной почте, и когда оплата была произведена через Paypal, мы с Вики поехали на почту и отправили лезвия в путь.
Я отправил счет по электронной почте, и когда оплата была произведена через Paypal, мы с Вики поехали на почту и отправили лезвия в путь.
Мои последние мысли об этой работе.
- Пожалуйста, не воспринимайте эту историю как поощрение прислать мне ваши разрушенные клинки. Я готов взяться за даже самые сложные проекты по заточке, но я должен получать справедливую компенсацию за свое время.
- Лучше всего связаться со мной по телефону (251-пять-восемь-три-595-пять), если вы надеетесь восстановить и заточить дорогие для замены лезвия любого типа.
- Плата составляет 1,25 доллара за дюйм лезвия. Да, вы можете заменить некоторые более дешевые чиванские лезвия по цене, меньшей стоимости их заточки. Пожалуйста, проверьте вашу цену на замену. Вы можете претендовать на членство в одноразовом обществе.
- Стоимость заточки строгальных лезвий указана для стандартных лезвий 1/8 дюйма. Лезвия 1/4 ″, 5/16 ″, 3/8 ″ или 1/2 ″ будут немного выше, и их состояние влияет на цену.
- Плата за заточку твердосплавных лезвий составляет 2 доллара США за дюйм.
- I Плоские шлифовальные полотна для строгальных и фуговальных станков.Это обеспечивает более прочную кромку и дает вам возможность вручную заточить лезвия несколько раз между заточкой здесь, в магазине.
- Все работы на фаске выполняются перпендикулярно кромке, которая поднимает самый острый край проволоки, который отполирован. Если вы хотите, чтобы ваши лезвия шлифовались под прямым углом, обязательно укажите это.

Терри
.