
Припуски на швы. Сшивание
Швы на нашей одежде могут быть сделаны различными способами — обычным или внахлёст. Швы могут располагаться спереди и по бокам, а также в местах крепления элементов одежды друг к другу. Что же такое припуски на швы?
Припуски на швы — это основные конструктивные элементы одежды. Припуски на швейных изделиях образуются, когда сшиваются две или несколько частей ткани.
Успех пошива каждого изделия из ткани зависит от того, насколько правильно выбраны и исполненных припуски на отдельных элементах одежды.
Что может повлиять на выбор припусков?
- Дизайн одежды, тип одежды, качество одежды, область конечного использования и уход.
- Вид ткани, толщина, текстура ткани, прозрачность и склонность к разрыву.
- Желаемая прочность и долговечность швейного изделия.
- Доступное оборудование.
- Стоимость труда и материалов.
- Предпочтение производителя.

- Тенденции моды.
Виды припусков:
1) Обычное наложение, когда один кусок материала накладывается на другой кусок, и вблизи края сложенных частей делается один или несколько рядов стежков. Для создания шва в данном случае обычно используют челночные стежки 301 и цепные 401, но также подходят оверлочные стежки 500. Наложение используется для создания аккуратных швов на нижнем белье, рубашках и т.д.
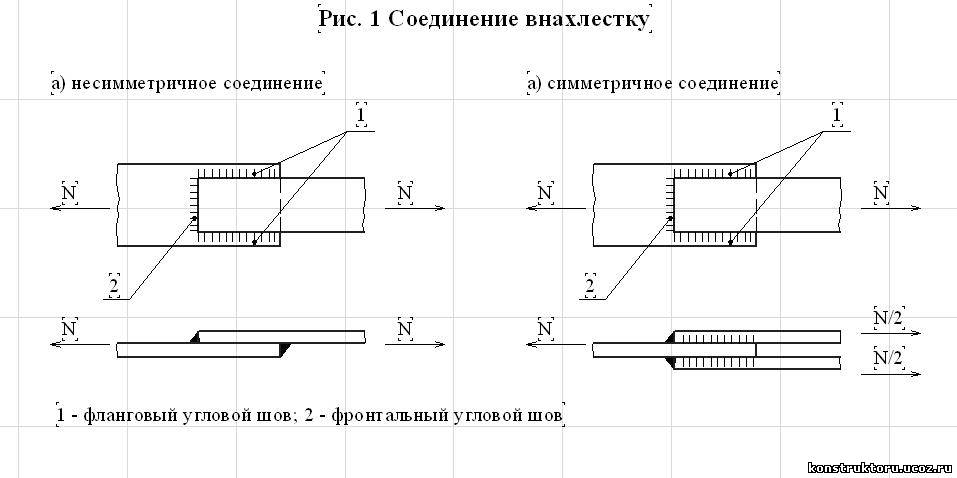
Обычное наложение2) Соединение внахлёст. Если мы посмотрим на рисунок, то поймём, как оно образуется. Края частей материала скручиваются друг с другом и через них пропускается одна или несколько строчек. Это один из самых распространённых типов припусков. Используется для пошива джинсовой одежды, потому что обладает высокой прочностью и одновременно предотвращает осыпание краёв материала. Используется в шитье непромокаемой одежды. Обычно для соединения внахлёст используют челночные стежки 401.
3) Соединение с помощью канта. Образуется огибанием специальной лентой из материала мест наложения материала. Соединение позволяет получить аккуратный красивый край.
Образуется огибанием специальной лентой из материала мест наложения материала. Соединение позволяет получить аккуратный красивый край.
5) Декоративный шов. Украшает один слой ткани. Используется для украшения, внутрь шва может что-то вкладываться, чтобы он был выпуклым.
6) Отделка края. Край материала подгибают и прошивают, либо его только подрезают и покрывают покрывающим или обмёточным цепным швом (оверловка). Цель — укрепление краёв материала, предотвращение изнашивания по краям.
Цель — укрепление краёв материала, предотвращение изнашивания по краям.
7) Пришивание тесьмы или других компонентов к основному изделию.
8) Шитьё пояса. Один кусок ткани складывается в несколько слоёв и, с помощью специальной лапки для поясов, мы можем получить на выходе равномерный по ширине пояс.
Сварка арматуры внахлест — Астим
Основное назначение – перераспределение нагрузок на растяжение и сжатие.
Методика применяется в том случае, если необходимо перераспределить сжимающие и растягивающие нагрузки.
Сразу отметим, что этот способ сварки используют только в случаях, когда создаваемая конструкция в будущем не будет подвергаться серьезным нагрузкам. Как статичным, так и динамическим. Наиболее опасны для такого соединения нагрузки на изгиб. Суть такого вида сварки состоит в соединении прутков арматуры продольной их частью между собой со смещением по вертикальной оси на 15-30 см.
Ключевые нюансы этого способа:
- Использование в местах минимального напряжения конструкции.
- При диаметре арматуры более 10 мм. нахлест должен быть 0,5 м.
- Диаметр арматуры не должен превышать 20 мм.
- Диаметр соединяемых между собой арматур не должен сильно различаться.
- Место соединения не должны располагаться слишком близко с другими стыками.
Важно проводить сварку с двух сторон. И это иногда создает определенные сложности. Например, если сварной шов будет проходить сверху и снизу. Если верхнюю часть зафиксировать легко, то вот с нижним могут возникнуть проблемы – до него не всегда получается добраться. И тогда соединение можно считать весьма ненадежным. Перед сваркой необходимо провести подготовительные работы. В местах соединения прутки зачищаются металлической щеткой. Так же существует способ, позволяющий добиться усиления крепости соединения.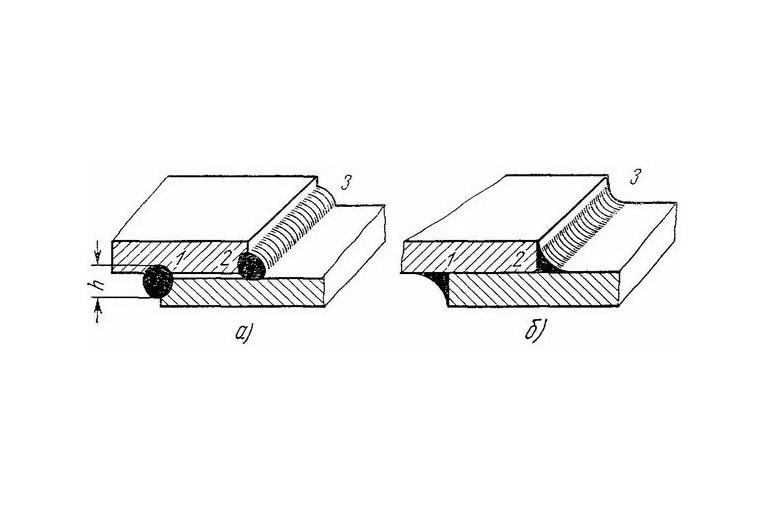
Диаметр, миллиметры | Ток, амперы |
5 | 200 |
6 | 250 |
8 | 300 |
10 | 350 |
20 | 450 |
Навигация по записям
Автоматический сварочный аппарат для сварки внахлест, шов 30мм Weldy Foiler ET 146.
 285 — цена, отзывы, характеристики, фото
285 — цена, отзывы, характеристики, фотоАвтоматический сварочный аппарат для сварки внахлест, шов 30мм Weldy Foiler ET 146.285 предназначен исключительно для профессионального использования. Данная модель позволяет быстро и качественно осуществить соединение деталей и заготовок из ПВХ-тканей. Рабочая температура регулируется плавно, посредством потенциометра, в диапазоне от 80 до 530 0С.
- Напряжение, В 220
- Вес, кг 10,8
- Класс товара Профессиональный
- Габариты, мм 445х276х280
Комплектация *
- Аппарат;
- Упаковка.

Параметры упакованного товара
Единица товара: Штука
Вес, кг: 1,00
Длина, мм: 100
Ширина, мм: 100
Высота, мм: 100
Преимущества Weldy Foiler ET
|

Произведено
- Швейцария — родина бренда
- Китай — страна производства*
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.ру
Мы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
Гарантия производителя 1 годГарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
| СЦ «Kranzle» МСК Средний срок ремонта — 28 дней | ул. Автозаводская, д. 25, стр. 13 Автозаводская, д. 25, стр. 13 | +7 (495) 792-59-45 |
Шов Внахлест Сварочный Аппарат Для Дымоход И Вентиляционные Трубы
Описание продукции
Модель | FN-35 | FN-50 | FN-75 | FN-100 | FN-125 | FN-160 | |||||
Скорость мощность (кВА) | 35 | 50 | 75 | 100 | 125 | 160 | |||||
Входное напряжение | Singe фазовый 380V 50Hz | 1 ° 30′ | 18 | 20 ~ 600 | 3130X1530X1600 | ||||||
Входной ток (A) | 92 | 131 | 197 | 263 | 328 | 420 | |||||
Макс. | 1 + 1 | 1,5 + 1,5 | 2 + 2 | 2,5 + 2,5 | 3 + 3 | 3,5 + 3,5 | |||||
Скорость сварки | |||||||||||
Вес (кг) | 470 | 500 | 620 | 720 | 810 | 930 | |||||
 Сварки Толщина (мм)
Сварки Толщина (мм)Почему выбирают нас?
Профиль компании
Фотографии покупателей
Упаковка продукта
Вопросы и ответы
Q: Как форм, и мы подарим Вам точное ценовое предложение от нас? A: предоставите макет требуемого деталь материалы, такие как металл толщина и ширина Q: какой у вас, что стоимость доставки из китая в вашу страну? A: мы можем отправить машину до вашего порта или по адресу морем или по воздуху. Пожалуйста, перед размещением заказа просим сообщить нам ближайший порт или адрес с индексом. У нас есть надежный экспедитор, гарантирующий безопасную, удобную и своевременную доставку. Вопрос: Как вы проверить импортные пошлины и/или налоговые? A: обратитесь к своему клиентов. Сообщите их машина код тн ВЭД.
Спиральный трубочно формировачные машины-8455229090
Гибочный пресс и прокатки машины 84622990. Ножницы для резки листового металла является 84623990. Прокатный Станок для 8455229090, шва сварочный аппарат 85152900 Q: условия оплаты, при заказе минимального количества товара, гарантия, FOB… A: Условия оплаты 30% авансового платежа к каждому заказу через T/T, баланс 70% должен быть оплачен при доставке
Минимальный объем заказа: 1 комплект, франко-борт Шанхай.
Срок поставки: через 20 дней после получения официального заказа и 30% депозита.
Гарантия: 12 месяцев после родов. Мы предлагаем сервис онлайн 24 часа в сутки в течение всего дня, Skype, e-mail и т. д. Вы можете связаться с нами в любое время, если у Вас срочный вопрос, пожалуйста, позвоните нам.
Пожалуйста, перед размещением заказа просим сообщить нам ближайший порт или адрес с индексом. У нас есть надежный экспедитор, гарантирующий безопасную, удобную и своевременную доставку. Вопрос: Как вы проверить импортные пошлины и/или налоговые? A: обратитесь к своему клиентов. Сообщите их машина код тн ВЭД.
Спиральный трубочно формировачные машины-8455229090
Гибочный пресс и прокатки машины 84622990. Ножницы для резки листового металла является 84623990. Прокатный Станок для 8455229090, шва сварочный аппарат 85152900 Q: условия оплаты, при заказе минимального количества товара, гарантия, FOB… A: Условия оплаты 30% авансового платежа к каждому заказу через T/T, баланс 70% должен быть оплачен при доставке
Минимальный объем заказа: 1 комплект, франко-борт Шанхай.
Срок поставки: через 20 дней после получения официального заказа и 30% депозита.
Гарантия: 12 месяцев после родов. Мы предлагаем сервис онлайн 24 часа в сутки в течение всего дня, Skype, e-mail и т. д. Вы можете связаться с нами в любое время, если у Вас срочный вопрос, пожалуйста, позвоните нам. В: Каков минимальный размер упаковки? A: без фумигации фанерные ящики или без упаковки Q: Как совершить данную операцию этой машины? A: видео ссылка на нашем заводе. …… Или мы отправим вам фильм напрямую Q: Как насчет ввод в эксплуатацию сервис? A: мы можем предложить ввод в эксплуатацию, Покупателю нужно оплатить стоимость отправки по маршруту Вопрос: Вы предлагаете преподавания и обучения? A: обучение на поставщика завод В: Каков минимальный размер политика в отношении гарантии и сломанные детали? A: гарантийный срок эксплуатации оборудования длится в год, в течение которого сломаные детали и запчасти к ним, вызванные качества могут быть предоставлены абсолютно бесплатно. После натяжения гофрированный воздуховод-трубочных изготовительных машин для невесты
В: Каков минимальный размер упаковки? A: без фумигации фанерные ящики или без упаковки Q: Как совершить данную операцию этой машины? A: видео ссылка на нашем заводе. …… Или мы отправим вам фильм напрямую Q: Как насчет ввод в эксплуатацию сервис? A: мы можем предложить ввод в эксплуатацию, Покупателю нужно оплатить стоимость отправки по маршруту Вопрос: Вы предлагаете преподавания и обучения? A: обучение на поставщика завод В: Каков минимальный размер политика в отношении гарантии и сломанные детали? A: гарантийный срок эксплуатации оборудования длится в год, в течение которого сломаные детали и запчасти к ним, вызванные качества могут быть предоставлены абсолютно бесплатно. После натяжения гофрированный воздуховод-трубочных изготовительных машин для невесты
Пакет подушка (pillow pack) — статья об оборудовании от компании Интеграл Плюс в г Казань
Трёхшовный пакет-подушка или Pillow Pack
Пакет-подушка – это классический формат упаковки с одним вертикальным и двумя горизонтальными швами.Наиболее распространённый среди существующих форматов упаковок, пакет-подушка широко используется среди производителей как пищевых, так и непищевых сыпучих продуктов. Также стоит отметить, что это также один из старейших форматов упаковки, разработанный американским ученым в 1936 году, из чего следует, что пакет-подушка уже успела стать некой классикой мира упаковки в восприятии потребителей.

Как формируется пакет-подушка?
Пакет формируется с помощью вертикальных упаковочных машин. Плёнка, намотанная на рулон, протягивается через формующий узел, обретая цилиндрическую форму. Вертикальный нагревательный элемент осуществляет сварку вертикального шва, а горизонтальные сварочные губки в массиве с ножом – сваривают горизонтальный шов и обрезают готовый пакет. В зависимости от конструктива упаковочной машины, сварка продольного и горизонтальных швов может происходить обособленно или одновременно.
Формирование пакета-подушки на вертикальной упаковочной машине.
Какой шов выбрать?
Важным аспектом при выборе упаковки является определение вида формирования вертикального шва, существует два основных типа:Встык – прочное соединение, но забирает часть пространства, которое можно использовать для нанесения информации.
Внахлёст – уступает по прочности, но позволяет дизайнеру практические полностью использовать свободное пространство.
Схема формирования вертикального шва.
Шов «Встык» левый.
Шов «Внахлёст» левый.
Дополнительные опции пакета-подушки.
При формировании пакета, возможно включение небольших дополнений, выполняющих определенные функции для выгодного размещения товара в магазине или выпуска углекислого газа.
Пробивное отверстие или еврослот.
Специальный слот для подвешивания упаковки на крючках в магазине. Прорезается отверстие с помощью специального нагревающегося лезвия, расположенного на сварочных губках, во время формирования пакета.Пакет с отверстием для подвешивания.
Пакет с еврослотом для подвешивания.
Установка дегазационного клапана.
При упаковке кофе, клапан важен, так как кислород, при попадании в пачку, убивает кофейный аромат. Кофе теряет свой вкус очень быстро после обжарки при взаимодействии с воздухом. Многие производители используют дегазационные клапаны одностороннего действия для выпуска углекислого газа из упаковки.Установка дегазационного клапана.
Маркировка и возможности дизайна.
 Существует несколько основных способов нанесения информации на упаковку. Некоторые из них позволяют лишь соблюсти минимальные требования и предоставить необходимую информацию потребителю о составе и пищевой ценности продукта, другие же — влияют на выбор и формируют необходимое восприятие бренда-производителя.
Существует несколько основных способов нанесения информации на упаковку. Некоторые из них позволяют лишь соблюсти минимальные требования и предоставить необходимую информацию потребителю о составе и пищевой ценности продукта, другие же — влияют на выбор и формируют необходимое восприятие бренда-производителя.Наклейка этикетки
Маркировка упаковки с помощью самоклеящейся этикетки. Упаковочный автомат дополнительно комплектуется аппликатором этикеток. В случае необходимости, возможно клеить этикетки с обеих сторон упаковки, для этого упаковочная линия оснащается вторым аппликатором, который клеит этикетку во время движения пакета по отводящему транспортёру.Прозрачный пакет с этикеткой.
Цветная плёнка
В случае выбора упаковки с цветной плёнкой появляется большое количество возможностей отличиться от конкурентов за счёт красочного дизайна, а также развивать свой бренд, делая его более узнаваемым. При работе с плёнкой с цельным рисунком на макет наносится небольшой прямоугольник черного или красного цвета. Это называется «фотометка», с помощью такой метки машина отслеживает целостность рисунка и обрезает готовые пакеты именно так, как задумано дизайнером.
При работе с плёнкой с цельным рисунком на макет наносится небольшой прямоугольник черного или красного цвета. Это называется «фотометка», с помощью такой метки машина отслеживает целостность рисунка и обрезает готовые пакеты именно так, как задумано дизайнером.Цветной пакет с цельным рисунком.
Датировка
Для печати даты на упаковке используют термотрансферный принтер. Количество строчек и местоположение даты можно сделать любыми. В случае работы с цветной плёнкой дизайнер часто оставляет специальное окно, чтобы потребитель смог сразу узнать срок годности товара.Печать даты на прозрачном пакете.
Печать даты на цветном пакете.
Какой формат выбрать для своего продукта?
Каждый продукт уникален, культура потребления тех или иных продуктов в каждом регионе имеет свои особенности. Для правильного выбора упаковки рекомендуется провести тщательный анализ рынка и, возможно, протестировать разные виды как дизайна, так и упаковок. В любом случае, что бы вы не выбрали, специалисты нашей компании готовы оказать консультацию по выбору оборудования под ваши задачи.
Для правильного выбора упаковки рекомендуется провести тщательный анализ рынка и, возможно, протестировать разные виды как дизайна, так и упаковок. В любом случае, что бы вы не выбрали, специалисты нашей компании готовы оказать консультацию по выбору оборудования под ваши задачи. Выбор дымохода: термоизоляция труб и соединительные швы элементов
В первой части статьи мы рассказали о марках стали для современных дымоходов. В этой статье обсудим два, не менее важных вопроса – термоизоляцию дымоходных труб и виды соединительных швов для соединения элементов дымоходных систем.
Типы термоизоляция дымоходных труб
Некоторые производители в погоне за прибылью и попытками удержать клиентов стремятся удешевить конструкцию своих дымоходных систем и часто, помимо марки стали, под раздачу попадает и термоизоляция двух контурных дымоходов. На рынке можно встретить и насыпную термоизоляцию из вермикулитовой крошки, белую кремниевую или керамическую термоизоляцию из полосок или кусочков, набивка кусочками базальтокартона. Но ни один из вышеперечисленных способов не может обеспечить надежную эксплуатацию дымоходной системы в течении всего срока службы.
Но ни один из вышеперечисленных способов не может обеспечить надежную эксплуатацию дымоходной системы в течении всего срока службы.
Все вышеперечисленные способы проигрывают по многим показателям, давно зарекомендовавшим себя на нашем рынке компаниям Rockwool (Дания) и Раrос (Финляндия) выпускающим специализированную термоизоляцию Wired Mat прошитую гальванизированной проволокой и имеющей плотность более 100 кг./м3. Данный вид теплоизоляции сохраняет все свои свойства и не осыпается при длительном воздействии высоких температур
Виды соединительных швов для соединения элементов дымоходных систем
На российском рынке чаще всего встречается три типа швов, при помощи которых изготавливаются дымоходные трубы. Рассмотрим их по порядку.
Контактная сварка внахлест (например , как в дымоходах «Флюгранд») — этот способ гарантирует высокую прочность шва при действии высоких температур и механическом воздействии, например, расширении или сужении дымовых труб при нагреве и остывании.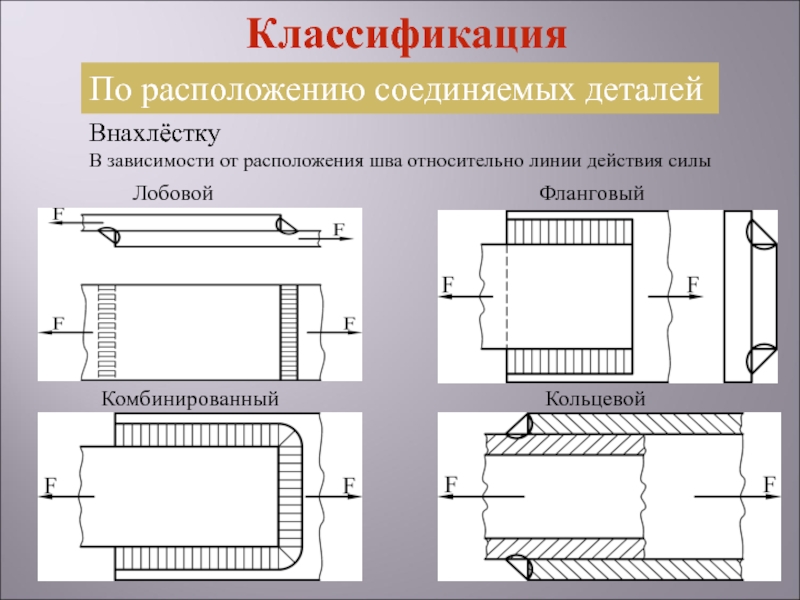 Из минусов можно выделить высокое энергопотребление при производстве и немного страдающую эстетичность такого шва.
Из минусов можно выделить высокое энергопотребление при производстве и немного страдающую эстетичность такого шва.
Аргонно-дуговая сварка встык — этот способ гарантирует высокую герметичность шва и высокую эстетичность восприятия. К сожалению хорошими показателями при механическом воздействии может похвастаться не каждый шов, выполненный по данной технологии. При изготовлении данного шва необходимо обязательно использовать специализированную присадочную проволоку, так как при данном виде сварки выжигаются важные составляющие металла (никель, молибден, титан, хром). В случае, если производитель использует дешевую некачественную присадку или не использует ее вообще, шов становится хрупким и в процессе эксплуатации происходит постепенное разрушение шва (трещины, изломы, раскрытие дымовой трубы).
Фальцевое соединение — по-простому, соединение на замок. При использовании такого вида шва из металла не выжигаются важные составляющиеся, так как соединение происходит механическим способом практически без использования сварки. Но похвастаться другими выдающимися характеристиками по данному шву нельзя. Шов не герметичен, низкое сопротивление механическим воздействиям на разрыв, низкие эстетические показатели.
Но похвастаться другими выдающимися характеристиками по данному шву нельзя. Шов не герметичен, низкое сопротивление механическим воздействиям на разрыв, низкие эстетические показатели.
Единственное, что объединяет всех производителей, которые используют тот или иной способ шва дымоходных труб, это производство фасонных изделий. Практически у всех производителей, самые термически нагруженные элементы, такие как отводы, тройники, зонты, дефлектора изготавливаются методом контактной сварки внахлест, так как этот способ шва готов выдержать максимальные термические и механические нагрузки.
Подводя итоги нашей статьи, хочется еще раз обратить Ваше внимание, что любой дымоход должен сопровождаться документами, в которых обозначена марка используемой стали. К документам должна быть приложена копия сертификата на соответствие техническому регламенту в области пожарной безопасности, а также инструкция по монтажу и эксплуатации дымоходной системы и гарантийный талон.
Помните, дорого не всегда значит качественно и, наоборот! Будьте подкованы, внимательны и бдительны! Выбирайте качественное оборудование.
Статья по материалам компании www.protopka.su
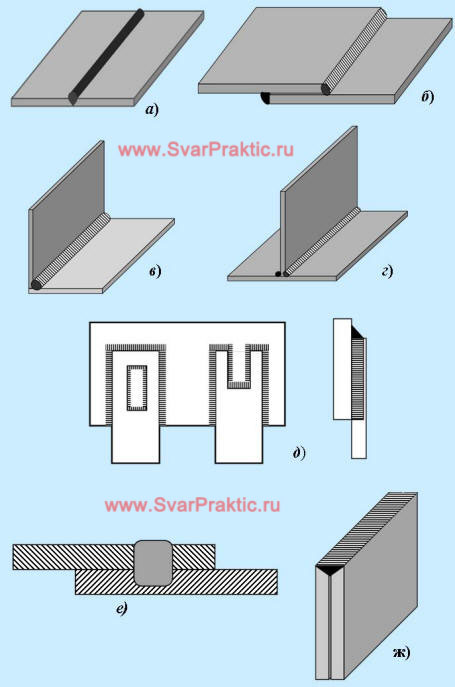
Виды сварных швов.
Рассмотрим основные вилы сварных швов.
Классификация швов в сварке проводится по нескольким параметрам. В первую очередь рассматриваются виды соединений:
— стыковое
— тавровое
— внахлест
— угловое.
Стыковое соединение
Стыковое соединение является соединением двух труб или листов по их торцам. Такой вид соединения является одним из самых распространенных, что связано с его простотой, небольшим расходом металла и времени на сварочный процесс.
По месту шва такое соединение может быть односторонним и двусторонним. По подготовке мест соединения под сварку различаются соединения без скоса и со скосом кромок. При одностороннем соединении без скоса берут листы не более 4мм в толщине. При двустороннем соединении без кромок лист может быть до 8мм. В том и другом случае следует проводить качественную проварку, для этого перед сваркой нужно оставлять зазор около 1-2мм при соединении листов.
Одностороннее соединение со скосом делают для листов 4-25мм. Скос может быть V и U – образный. При толщине металла более 12мм можно выполнять двустороннюю сварку с Х – образной разделкой, что уменьшает объем металла для заполнения разделки, увеличивая также скорость работы.
Тавровое соединение
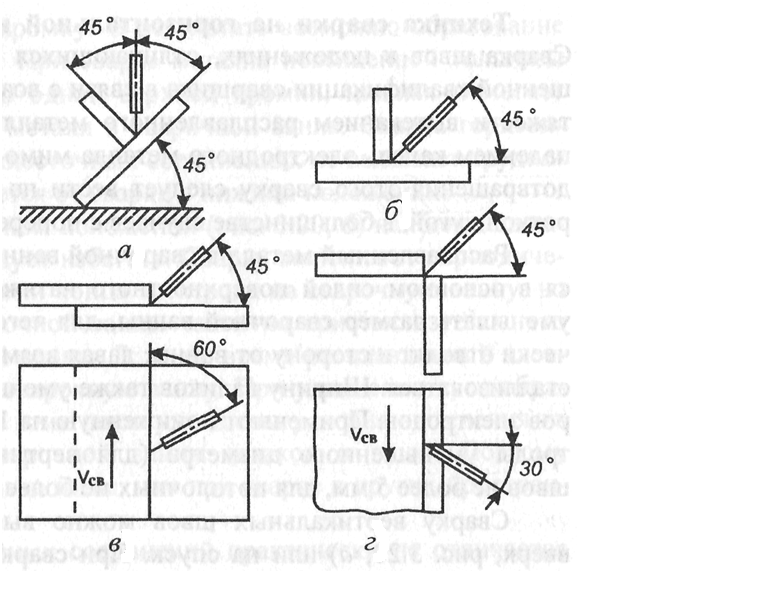
При таком соединении листы соединяются в форме буквы Т. При этом сварка может выполняться с одной или с обеих сторон, что связано с толщиной листов. Для наилучшей и качественной сварки при тавровом соединении, следует подогнать наклон электрода или горелки под 60 градусов. В этом случае наклон должен быть к более толстому листу.
Сварка в нижнем состоянии «в лодочку» упрощает работу и понижает возникновение дефектов в виде подрезов. Для увеличения проплавления применяются также особые сварочные процессы, позволяющие за один проход добиваться формирования также и обратного валика.
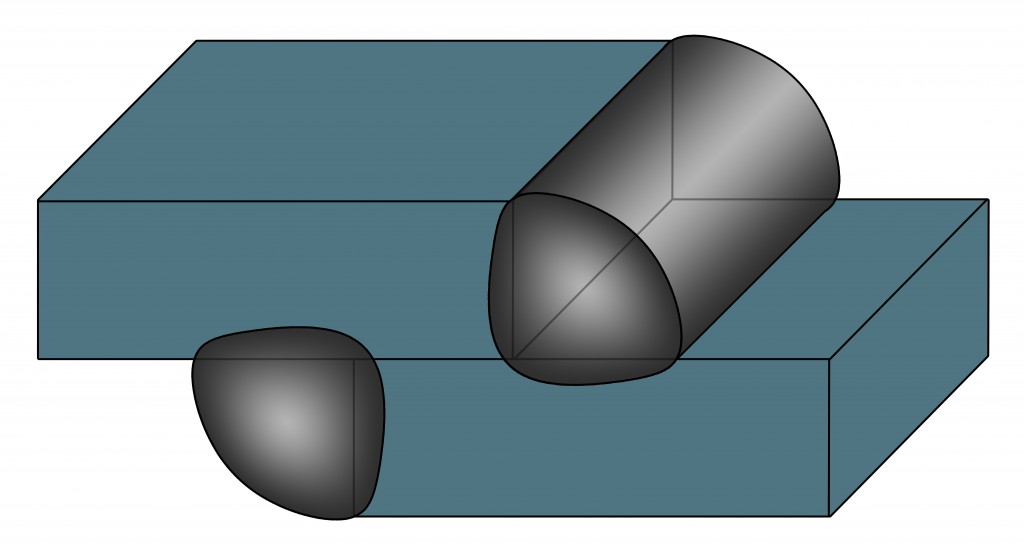
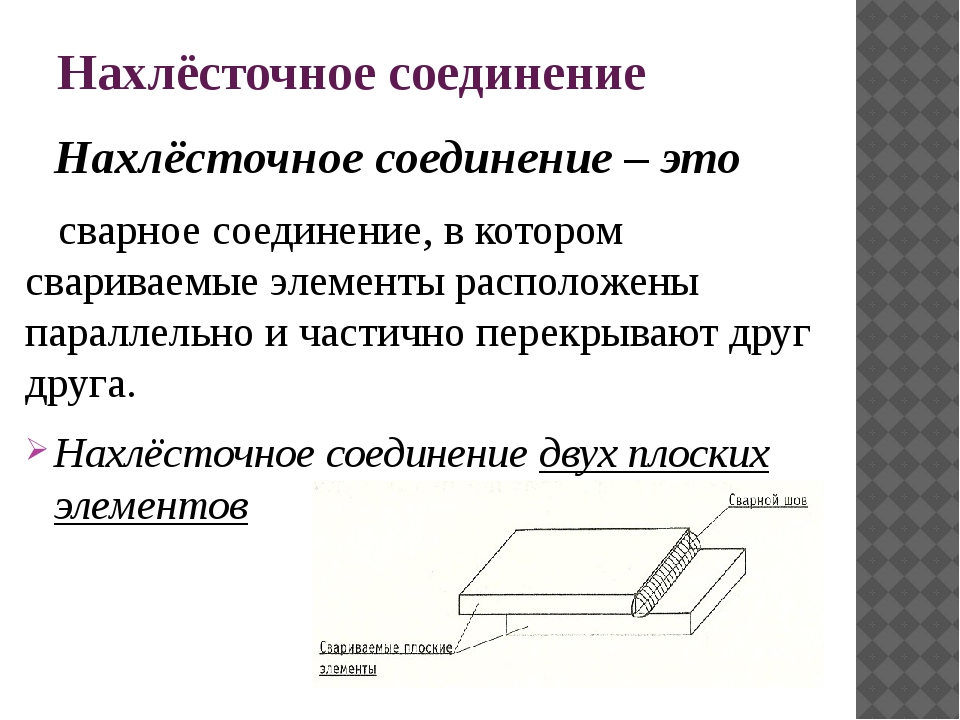
Соединение внахлест
При данном типе соединения листы должны иметь толщину не более 10мм. При этом сварка должна быть двусторонней. Это связано с тем, чтобы влага не могла попадать между листами. Учитывая тот факт, что получается два сварных шва, увеличивается общее время сварки и расход материалов. В то же время такой тип соединения имеет свои преимущества и относится к одному из наиболее прочных соединений в сварке.
При этом сварка должна быть двусторонней. Это связано с тем, чтобы влага не могла попадать между листами. Учитывая тот факт, что получается два сварных шва, увеличивается общее время сварки и расход материалов. В то же время такой тип соединения имеет свои преимущества и относится к одному из наиболее прочных соединений в сварке.
Угловое соединение
Угловое соединение представляет собой сварное соединение двух листов металла, расположенных под прямым или другим углом по отношению друг к другу. При таком соединении можно выполнять скосы кромок или соединять без них, зависит от толщины листов. В некоторых случаях угловое соединение проваривается и снаружи, и изнутри.
Другие классификации сварных швов
Сварные швы можно различать и по некоторым другим параметрам.
— По выпуклости шва: выпуклые, вогнутые, нормальные. Выпуклость связана с режимом сварки и сварочным материалом. Так, длинная дуга обеспечивает плоский и широкий шов, а короткая дуга делает шов выпуклым.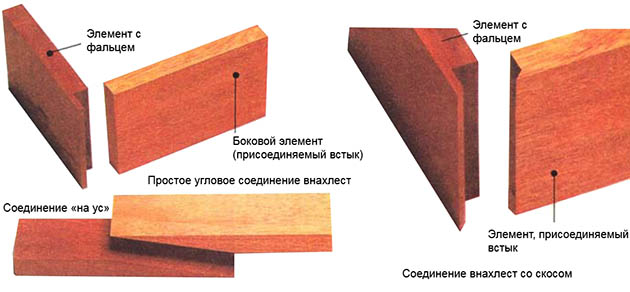
— По расположению в пространстве сварные швы могут быть нижними, горизонтальными, вертикальными и потолочными. Для сварки удобно нижнее положение шва. Это увеличивает производительность и качество работы. Другие положения могут вызывать сложности и являются более сложными.
— По протяженности сварные швы могут быть сплошными и прерывистыми. Прерывистые швы могут применять для соединений, где нет необходимости в полной герметичности.
Как сшить шов внахлест
Шов внахлест, также называемый швом внахлест, является самым простым швом для вышивания. Фактически, если вы новичок в шитье, мы предлагаем вам сначала изучить этот шов, прежде чем переходить к полу плоской валке (# 300441XHT), полностью плоской валке (# 300442XHT) и французскому шву (# 300443XHT). В нашем коротком видеоуроке вы научитесь сшивать шов внахлест. Давайте начнем.
Это отличный шов для начинающих. Чаще всего он используется в производстве парусов, когда вам нужен очень плоский профиль для вашего паруса. Это также отличный шов для больших проектов, потому что более сложный шов может быть трудным и сложным для шитья на больших тканевых сборках. В случае шва внахлест, шов состоит только из двух перекрывающихся слоев, в отличие от других швов, которые имеют три или четыре слоя сложенной или перекрытой ткани на шве. Помимо парусов, это также популярный шов для навесов, навесов и больших покрытий.
Это также отличный шов для больших проектов, потому что более сложный шов может быть трудным и сложным для шитья на больших тканевых сборках. В случае шва внахлест, шов состоит только из двух перекрывающихся слоев, в отличие от других швов, которые имеют три или четыре слоя сложенной или перекрытой ткани на шве. Помимо парусов, это также популярный шов для навесов, навесов и больших покрытий.
Мы настоятельно рекомендуем разрезать ткань горячим ножом, так как край ткани будет виден при наложении слоев.Один необработанный край будет открыт снаружи вашего проекта, поэтому использование горячего ножа приведет к красивому краю ткани и предотвратит распутывание.
Вот как построить и сшить шов внахлест: Отметьте желаемую линию припуска на шов от края одной из панелей ткани на правой или верхней стороне ткани. В нашем обучающем видео мы использовали припуск на шов 1/2 дюйма. Наклейте наметочную ленту с внутренней стороны отмеченной линии припуска на шов. Затем возьмите вторую панель из ткани лицевой стороной вверх и наложите ее поверх панели наметочной лентой, убедившись, что край второй ткани совпадает с линией припуска на шов.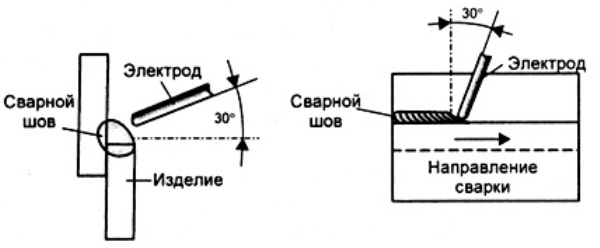 Прошейте первый ряд петель на 1/8 дюйма от необработанного края верхней панели. Поменяйте местами в начале и в конце, чтобы закрепить петли. Затем переверните ткань в сборе на изнаночную сторону. Прошейте второй ряд стежков на 1/8 дюйма от необработанного края другой панели, меняя направление в начале и в конце.
Прошейте первый ряд петель на 1/8 дюйма от необработанного края верхней панели. Поменяйте местами в начале и в конце, чтобы закрепить петли. Затем переверните ткань в сборе на изнаночную сторону. Прошейте второй ряд стежков на 1/8 дюйма от необработанного края другой панели, меняя направление в начале и в конце.
При шве внахлест игольные отверстия проходят прямо через ткань сверху вниз без складывания ткани, что делает эту конструкцию шва менее водостойкой, чем другие швы.Преимущество шва внахлест в том, что это самый экономичный шов для ткани. Это означает, что единственные «отходы» ткани — это ширина припуска на шов. В отличие от других швов ткань не прошивается, не загибается и не прошивается заново. Если вы выполняете шов шириной 1/2 дюйма, то только 1/2 дюйма ткани перекрывается и отнимается от используемого вами количества ткани. Так что, если у вас ограниченное количество ткани и вам нужно тщательно рассчитать потери ткани при наложении шва, это отличный шов, который следует учитывать, чтобы сэкономить массу ткани.
Вот краткое описание плюсов и минусов шва внахлест.
Качество шва внахлест
Плюсы:
- Самый простой шов для изучения и шитья
- Наиболее эффективное использование ткани (допускаются только отходы ткани)
Минусы:
- Не такая водостойкость, как другие швы
- Не такой прочный, как другие швы (90% прочности ткани).
- Оба ряда строчки подвергаются воздействию УФ-лучей.
Посмотрите наше видео ниже, чтобы увидеть, как легко сшить шов внахлест.Это отличный шов для вашего швейного репертуара. Мы надеемся, что вам понравится это быстрое руководство по построению швов.
Перекрытие — Дхурата Дэвис,
Всем привет,
Надеюсь, у вас все хорошо! Как насчет публикации о некоторых прекрасных методах отделки швов — гонконгских швах, плоских рубленых швах и французских швах, которые подготовят всех вас к вышиванию выкройки The Overlap! Те из вас, кто уже купил это, заметили бы, что я постарался как можно подробнее описать различные методы отделки швов, не перегружая буклет с инструкциями.
 .. но я всегда могу уточнить здесь, верно ?! Я подумал, что несколько реальных фотографий тоже могут быть полезны. Итак, начнем: ГОНКОНГСКИЕ Швы
.. но я всегда могу уточнить здесь, верно ?! Я подумал, что несколько реальных фотографий тоже могут быть полезны. Итак, начнем: ГОНКОНГСКИЕ Швы Вам понадобятся косые полоски легкой ткани шириной 3 см и немного длиннее припуска на шов, над которым вы работаете. Я стараюсь оставлять 1-2 см дополнительной длины с обоих концов. Вы можете обрезать его позже до нужной формы или угла.
ПРИМЕЧАНИЕ. Вы можете спросить, можно ли использовать полоски ткани, разрезанные по волокну, а не по диагонали, и ответ будет «Конечно!» но я хотел бы указать на несколько причин, по которым я предпочитаю этого не делать.Крой ткани по диагонали гибок, поэтому вы можете легко придать ей форму изгиба, а также она не изнашивается, как ткань, разрезанная по волокнам. Это означает, что вам не нужно беспокоиться о том, что длинные нити свисают с этого необработанного края косой ленты внизу. Если оставить этот край необработанным, швы станут менее громоздкими и более тонкими.
 Это немного отличается от прошитых швов готовой косой вязкой. Это не значит, что вы не можете использовать готовую косую привязку, вам просто нужно нажать ее, прежде чем выполнять следующие шаги.
Это немного отличается от прошитых швов готовой косой вязкой. Это не значит, что вы не можете использовать готовую косую привязку, вам просто нужно нажать ее, прежде чем выполнять следующие шаги.Соедините части ткани лицевыми сторонами вместе булавками и прострочите с припуском на шов 1,5 см. Вы можете отметить это мелом, как я здесь, если это поможет вам держаться прямой линии.
Прошейте обычную прямую строчку.
Придавить (прогладить) верхний слой припуска на шов к одежде. Необработанный край обнаженного нижнего слоя — это то, что вы собираетесь закончить в первую очередь, используя метод Гонконга.
Оберните один отрезок косой ленты сверху лицевыми сторонами вместе.Совместите необработанные края и булавку.
Прошейте с припуском на шов 0,5 см.
Отожмите косую ленту от одежды …
… а затем снова прижмите до изнаночной стороны основной ткани.
Присмотритесь.
Прошейте стежок в канавке рядом с косой лентой.
Обрежьте лишнюю длину ленты или оставьте ее, пока не закончите обе стороны.
Обработайте другую сторону припуска на шов так же, как и первую.
Вам может потребоваться немного обрезать необработанный край ленты внизу, если она оказывается шире, чем сам припуск на шов. Это будет зависеть от того, насколько точно вы соблюдали припуски на швы, а также от толщины основной ткани.
Раскройте припуск на шов и полюбуйтесь своей работой:)
ПЛОСКИЕ ШВЫВы можете использовать этот метод для всех строительных швов, и он будет работать с любой легкой и средней тканью, которая не изнашивается.Всегда проверяйте клочок ткани перед тем, как начать, чтобы не ругать его слишком много! В дополнение к шагам, приведенным в инструкциях по выкройке, я хотел показать вам небольшой трюк, который творит чудеса с плоскими срубленными швами (некоторые называют это чудо-лентой!).
Начните со сложения основных кусков ткани изнаночными сторонами.
Совместите необработанные края для шитья и заколите булавками. Вы можете отметить припуск на шов 1,5 см.
Шейте обычной прямой строчкой.
Выровняйте припуск на шов, обрезав один слой на половину ширины.
ПРИМЕЧАНИЕ. Сторона, которую вы обрезаете, — это сторона, в которую вы собираетесь упасть, поэтому вам может потребоваться решить, в какой именно стороне вы хотите, чтобы она была перед обрезкой. Мне нравится делать это по направлению к спине на плечах и по боковым швам, но по направлению к рукаву при пришивании рукавов к одежде.
Эти ножницы с утконосом отлично подходят для выравнивания швов, но вы можете использовать любые свои любимые ножницы.Я был здесь в некоторой спешке и, как вы можете видеть, я не держался очень прямой линии, но вы можете добиться большего!
Сложите и прижмите более широкий припуск на шов поверх обрезанного так, чтобы необработанный край был очень близко к ряду строчки, но не перекрывал его.
 Постарайтесь соблюдать одинаковое расстояние от загнутого края до строчки.
Постарайтесь соблюдать одинаковое расстояние от загнутого края до строчки.Итак, вот небольшая хитрость, которая может помочь вам каждый раз добиваться идеальных плоских рубленых швов. Это двусторонняя смываемая лента шириной 6 мм (1/4 дюйма) без торговой марки.Он растворим в воде, поэтому после стирки не остается липкости. Возможно, они у вас уже есть, или вы можете искать их под разными названиями и брендами (лента для квилтинга, чудо-лента, смывная лента и т. Д.)
Отрежьте кусок ленты и приклейте его рядом с рядом строчки на стороне одежды.
Удалите бумажную основу.
Раскройте нижнюю часть одежды и прижмите пальцами сложенный край припуска на шов поверх ленты.
Это будет аккуратно удерживать его на месте во время шитья.
ПРИМЕЧАНИЕ: Хотя лента очень полезна, этот загнутый край можно просто прижать и закрепить булавками перед шитьем в соответствии с инструкциями по выкройке.

Пришейте вплотную к загнутому краю.
На изнаночной стороне будет виден только один ряд строчки. Если вы предпочитаете этот вид с правой стороны, то все, что вам нужно сделать, это начать с лицевых частей одежды вместе.В остальном процесс точно такой же.
ШВЫ ФРАНЦУЗСКИЕЭтот метод идеально подходит для всех строительных швов при работе с различными легкими тканями. Он красиво закрывает все необработанные края. Не подходит для тканей средней и высокой плотности.
Начните со сложения изнаночных частей одежды вместе.
Совместите необработанные края и штифт. Ваш первый припуск на шов составляет 0,5 см — вы можете отметить это, если хотите.
Шейте обычной прямой строчкой. Обрежьте все свободные нити.
Раскройте этот узкий припуск на шов. Это может показаться бессмысленным, учитывая тот факт, что вы будете складывать все заново, но на следующем этапе это действительно поможет вам получить по-настоящему четкие края сгиба.

Сложите по предыдущему ряду строчки, прижмите и заколите булавками.
Прошейте с припуском на шов 1 см …
… затем нажмите в сторону.
ПРИМЕЧАНИЕ. Если вам нужны более узкие французские швы, вы можете просто увеличить первый и уменьшить второй припуск на ту же величину. В этом случае вам нужно будет обрезать первый припуск на шов после строчки, чтобы он уместился в следующем. Например: если вы хотите получить французский шов шириной 0,5 см, ваш первый ряд строчки должен быть шириной 1 см. Отрежьте 0,7 см от этого припуска на шов, оставив только 0,3 см, прежде чем открывать его. Второй ряд строчки должен быть равен 0.5см.
Надеюсь, это поможет вам улучшить свои навыки шитья или освоить новые!
Счастливого шитья,
Дхурата x
Вернемся к тому, что я делаю и делаю . ..
..Используйте стрелки влево / вправо для навигации по слайд-шоу или проведите пальцем влево / вправо при использовании мобильного устройства
Учебное пособие по шитью с идеальным притертым швом
При работе с объемными тканями или тканями без зернистости простое выполнение шва внахлест — не проблема.Проблема в том, что трудно добиться идеального шва внахлест.
Это руководство по шитью поможет вам добиться красивой и безупречной обработки швов на коже, замше, флисе и любой другой не зернистой или непрочной ткани.
Что такое шов внахлест?
Шов внахлест — это шов, образованный, когда один кусок ткани накладывается на другой внахлест. Ткани идут обеими лицевыми сторонами вверх, и, перекрывая ткань, вы получаете два слоя ткани вместо четырех при использовании других типов швов.
Все мы знаем, что плоские или французские швы отлично подходят для идеальной отделки швов, которые скрывают припуски на швы, но притертый шов лучше всего для получения чистой ровной отделки с не потрепанными тканями.
Используется шов с притиркой
Знание того, когда использовать шов внахлест поверх любого другого типа шва, сводится к опыту, если вы не следуете руководству по шаблону шитья.
Можно использовать шов внахлест:
- Для уменьшения пухлости
- В качестве конструктивного элемента
Как сшить притертый шов
Сшить внахлест теоретически легко, но, как говорится, дьявол кроется в деталях. (Это они так говорят?)
Вот основные шаги для создания нахлестанного шва, а затем мы перейдем к фото-уроку!
- Положите первый кусок ткани на ровную поверхность, расположив рядом с ним направляющую для резки или рулетку.
- Я совмещаю необработанный край одного куска ткани с прямой линией на мате для резки.
- Возьмите второй кусок ткани и положите его на первый, перекрывая выбранный вами припуск на шов.
- Закрепите шов внахлест первым рядом стежков.
- Прошейте второй ряд строчки по нешитому необработанному краю.

Обычно прихлестной шов прошивается тканями, которые не подходят для нагрева утюгом, поэтому я всегда стараюсь прижимать швы пальцами.
Шитье внахлест
Ладно, прошиваем этот шов! В первую очередь следует отметить припуск на шов. Есть два способа учесть припуск на шов:
- Полное количество с одной стороны, без припуска на шов с другой.
- половина припуска на шов с каждой стороны, поэтому при наложении получается вся сумма.
Материалы
Во-первых, начните со сбора ткани / материалов. Для этого урока я использую остатки замши из моего тайника с остатками.
Я разрезал его на две части, чтобы можно было притереться. Вот два раздела. По моему опыту, роторные фрезы лучше всего подходят для обработки незернистых материалов!
Выравнивание круга
Затем поместите один кусок на выбранную вами плоскую поверхность лицевой стороной вверх — я использую мат для резки, как упоминалось ранее.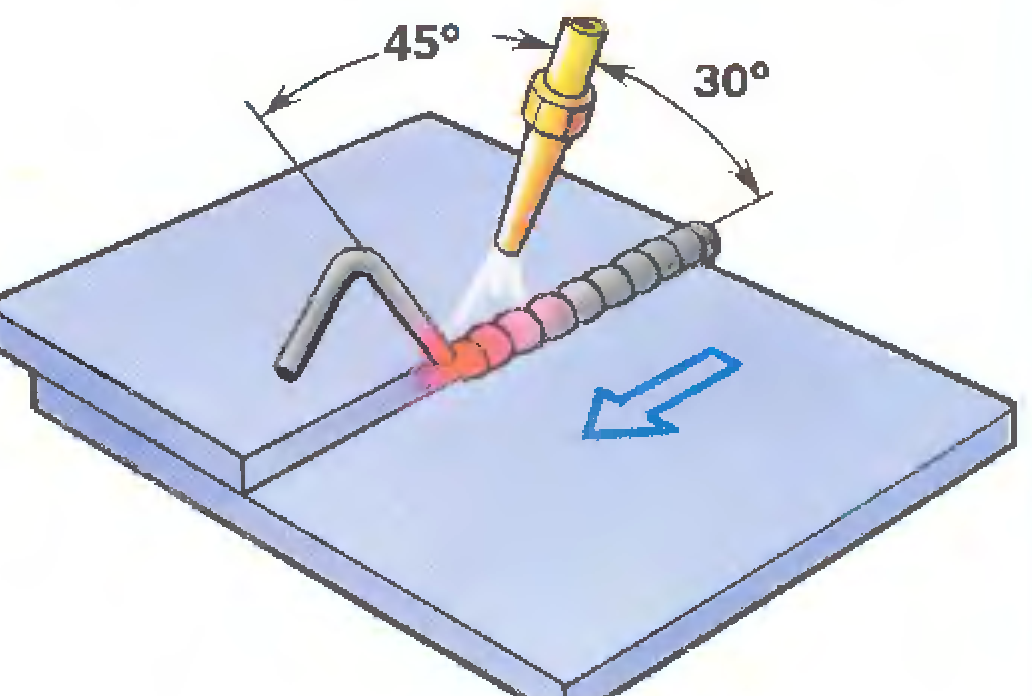 Обратите внимание, как прямой край моего материала совпадает с одной из более жирных линий на моем режущем коврике?
Обратите внимание, как прямой край моего материала совпадает с одной из более жирных линий на моем режущем коврике?
Перекрытие круга
Затем мы собираемся поместить вторую деталь поверх первой, снова лицевой стороной вверх, так, чтобы она перекрывала желаемый припуск на шов.
Обратите внимание, как он идеально совмещен с тонкой прямой линией режущего полотна?
Шитье первой строчки
Так как в этом уроке я использую остатки замши, я не могу использовать булавки, чтобы удерживать секции на месте, так как булавки оставят след.
Если вы шили внахлест на коже, замше или другом незернистом материале, вы можете сначала нанести немного клея для кожи или цемента, чтобы соединить две части перед шитьем. Это поможет закрепить шов внахлест!
При прошивании первой строчки нахлестанного шва осторожно прошивайте кромку, чтобы получить аккуратную и безупречную отделку. Этот вид шва виден с двух сторон помните!
Когда вы повернетесь, чтобы посмотреть на спину, вы заметите, что моя деталь имеет видимую маркировку от транспортера. Это значит, что я не могу перевернуть кусок и должен прошить вторую строчку с правой стороны!
Это значит, что я не могу перевернуть кусок и должен прошить вторую строчку с правой стороны!
Идеальная строчка! Woop woop!
Шитье второй линии
Теперь пришиваем последнюю строчку. Поскольку мы не можем шить с изнаночной стороны, не поцарапав правую сторону транспортером, нам нужно быть осторожными и убедиться, что мы знаем, * что * мы используем в качестве ориентира при шитье.
Это обратный шов. Я собираюсь использовать «выпуклость», созданную на правой стороне внахлест, и использовать левую руку, чтобы почувствовать его положение, когда я шью с правой стороны, стараясь не выходить за этот гребень, чтобы мой второй шов был по сути ловя два куска материала.
Другой способ — купить тефлоновую собачку для кормления, разработанную специально для работы с такими тканями, хотя я обнаружил, когда использовал свою на моем Brother, что она все еще тянула материал. Лучше просто шить с правой стороны.
Разве это не идеальный шов внахлест? Вы также можете использовать край лапки швейной машины в качестве направляющей и направить иглу вправо, а не по центру, чтобы получить идеальную и ровную строчку.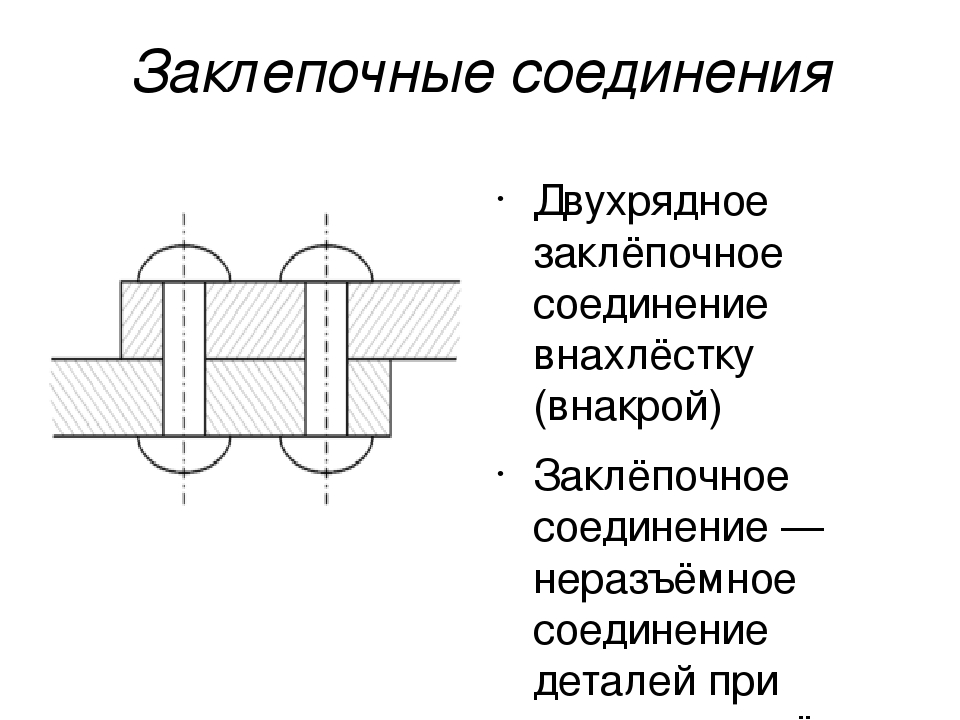
На этой фотографии лучше видно, как выглядит маркировка, когда гребенки кормушки натягиваются на замшу.
Вот и все. Будете ли вы пробовать шов внахлест на любом из запланированных вами швейных проектов? Дайте мне знать, как вы его нашли в комментариях ниже!
Eve Tokens ( также известный как The Creative Curator ) — дизайнер одежды, креативный выкройщик и дизайнер выкройки.
Ева окончила Университет креативных искусств в Великобритании со степенью 2: 1 по специальности дизайн одежды, имеет диплом BTEC в области творческой резки узоров, базовую степень в области искусства и дизайна в Уимблдонском колледже искусств и приобрела обширный опыт работы в моде. путем стажировки и работы фрилансером для лондонских модных брендов — Харди Эмиса, Роланда Муре, Питера Пилотто и других.
Помимо управления собственным небольшим брендом экологически чистой моды, Ева имеет более чем 25-летний опыт шитья и изготовления одежды для себя и членов семьи.
Поделитесь в Pinterest или Facebook ниже!
- Pinterest 526
- Facebook 24
Кружевной шов внахлест
Кружевной шов внахлест
Этот урок от кутюр, который используется для изготовления свадебных нарядов, вечерних нарядов и дорогого нижнего белья, научит вас создавать «бесшовные» кружевные швы, которые представляют собой разницу между красиво скроенной кружевной одеждой и дешевой имитацией.Вы сможете применить эту технику к вытачкам и другим участкам кружевной одежды, чтобы уменьшить объем и сохранить целостность кружева. В этом уроке вы также научитесь пользоваться инструментами, обрезать кружево и научитесь правильной технике вышивания вручную при шитье кружева.
Если вы любите работать с кружевом, почему бы не попробовать наш урок «Кружевная аппликация на одеяле» и наш урок «Кружевная аппликация для аппликации».
| Модуль | Описание | Шаг |
|---|---|---|
| 1 | Подготовка к уроку | 1-2 |
| 2 | Планировка кружевного шва | 1-5 |
| 3 | Шитье шнурка | 1-18 |
МОДУЛЬ 1 • ПОДГОТОВКА К УРОКУ
| Шаг | Описание |
|---|---|
| 1 | Для этого урока вы приготовите: два куска шелковой атласной органзы шириной 4 ½ дюйма (11,4 см) и длиной 10 дюймов (25,4 см). |
| 2 | И один кусок шнурка шириной 8 дюймов (20,3 см) и длиной 11 дюймов (27,9 см). |
Чтобы видеть полную стенограмму и полный видеоурок, подпишитесь на University of Fashion!
© 2008-2018 University of Fashion ® — — Расшифровка стенограммы для использования только на уроках Университета моды и не разрешена для загрузки или распространения
Geosynthetic Seaming — Продукция — US Fabrics
Требуются ли для вашего проекта геосинтетические швы или сварка? Решение об использовании шва основано на следующем:
- Слабость земляного полотна
- Стоимость дополнительного перекрытия геотекстиля по сравнению с затратами на сшивание и установку больших сборных панелей
- Возможность шитья или сварки на месте
- Реальность установки геотекстильных или геомембранных панелей на строительной площадке
Рекомендации AASHTO
В конечном итоге CBR почвы определит, является ли правильным вариантом наложение или сшивание. AASHTO предлагает следующие общие рекомендации по шитью по сравнению с перекрытием:
AASHTO предлагает следующие общие рекомендации по шитью по сравнению с перекрытием:
CBR почвы> 3 Минимальное перекрытие 0,3 — 0,45 метра
Почва CBR 1-3 Минимальное перекрытие 0,6 — 1,00 м
CBR почвы
Виды швов
Геотекстиль можно сшить на месте с помощью ручных машин. Большинство сшитых в полевых условиях швов представляют собой молитвенные швы, образованные соединением двух секций геотекстиля вместе и соединением их одним или несколькими рядами строчки.Молитвенный шов сделать проще всего и обычно используется для швов с прочностью 42 кН / м (240 фунтов / дюйм) или меньше. J-швы и швы «бабочка» сложнее выполнить, и они используются для повышения прочности шва. J-образный шов создается путем соединения двух секций геотекстиля, а затем их складывания (см. Иллюстрацию справа).
Тип шва также можно определить по количеству рядов строчки. Обычно используется один или два ряда строчки. Ручные швейные машины сшивают только один ряд стежков.Прошить вручную два параллельных ряда стежков сложно. В этом случае второй ряд строчки действительно не более чем предохранительный механизм. Более сложное оборудование, используемое в магазинах, может обеспечить значительно более высокую прочность шва, чем оборудование, изготовленное ручными станками в полевых условиях. Если изготовление на месте невозможно, US Fabrics предлагает собственное сшивание геотекстиля.
Ручные швейные машины сшивают только один ряд стежков.Прошить вручную два параллельных ряда стежков сложно. В этом случае второй ряд строчки действительно не более чем предохранительный механизм. Более сложное оборудование, используемое в магазинах, может обеспечить значительно более высокую прочность шва, чем оборудование, изготовленное ручными станками в полевых условиях. Если изготовление на месте невозможно, US Fabrics предлагает собственное сшивание геотекстиля.
Расположение шва
Расположение шва также важно. Швы на нетканом геотекстиле следует зашивать на расстоянии 1-2 дюйма от края.Тканый геотекстиль часто имеет обработанные края или кромку. Таким образом, тканые геотекстильные швы должны быть прошиты на расстоянии 1-1,5 дюйма от края ткани. Если ткань не имеет кромки, геотекстиль следует сложить и прошить шов в этой области.
Тип строчки
Наиболее часто используемые типы стежков — это федеральный 101 или 401 цепной стежок. 101 — это однониточная строчка, а 401 — двухниточная. Таким образом, 401 обеспечивает превосходную прочность шва и не распускается, если шов разрезать.
101 — это однониточная строчка, а 401 — двухниточная. Таким образом, 401 обеспечивает превосходную прочность шва и не распускается, если шов разрезать.
Количество стежков
Количество стежков также играет роль. Стандартное количество петель геотекстиля составляет от 3 до 7 spi. Чем больше количество стежков, тем более прочный шов. В конце концов, увеличенное количество стежков сломает слишком много волокон и приведет к снижению эффективности шва.
Тип резьбы
Шов не прочнее нити, использованной для его образования. Помните, что нить будет также подвергаться воздействию тех же условий окружающей среды, что и геотекстиль, и поэтому она должна иметь такую же или аналогичную долговечность, что и геотекстиль.Проконсультируйтесь с производителем резьбы по поводу подходящей резьбы.
ASTM D-4884
Прочность шва обычно оценивается с использованием ASTM D-4884 «Метод испытания прочности шва сшитых или термически скрепленных швов геотекстиля». Для этого метода требуется образец диаметром 8 дюймов, и результаты этого испытания точно коррелируют с ожидаемой напряженностью полевого шва.
Для этого метода требуется образец диаметром 8 дюймов, и результаты этого испытания точно коррелируют с ожидаемой напряженностью полевого шва.
Эффективность шва
Для большинства геотекстильных материалов типичная эффективность шва составляет 60-90%.
| Тип геотекстиля | Тип шва | Число рядов стежков | Прочность шва |
| Легкая ткань | Молитва или J | 1 0032 00 | |
Тяжелая ткань | Молитва или J | 1 2 | 40–75 50–80 |
| Нетканый |
Сварка
Сварные швы могут быть вариантом для геотекстиля. Эти технологии используют нагретый клин и прижимные ролики для создания шва термического плавления. Технология BPR уплотняет основу из подвешенного натянутого геотекстиля, уплотненного грунта или внешней фальцевой доски. Технология OPR уплотняет два противоположных ролика. BPR является предпочтительным методом, поскольку он позволяет выполнять сварку на шероховатых неровных поверхностях. Также OPR требует, чтобы оба слоя поднимались, когда они проходят через ролики. Это может вызвать застревание оборудования, растяжение материала и другие механические проблемы.При сварке с помощью клина прочность швов сопоставима с прочностью прошитых швов или даже лучше.
Эти технологии используют нагретый клин и прижимные ролики для создания шва термического плавления. Технология BPR уплотняет основу из подвешенного натянутого геотекстиля, уплотненного грунта или внешней фальцевой доски. Технология OPR уплотняет два противоположных ролика. BPR является предпочтительным методом, поскольку он позволяет выполнять сварку на шероховатых неровных поверхностях. Также OPR требует, чтобы оба слоя поднимались, когда они проходят через ролики. Это может вызвать застревание оборудования, растяжение материала и другие механические проблемы.При сварке с помощью клина прочность швов сопоставима с прочностью прошитых швов или даже лучше.
Геомембраны
Возможна также сварка или наклеивание геомембран на месте. US Fabrics предлагает индивидуальные размеры панелей для конкретных проектов для наших различных футеровок, когда сварка на месте невозможна.
Позвоните в US Fabrics сегодня, чтобы обсудить потребности в сварке или стыке геотекстиля и геомембран для ваших проектов.
ТЕОРИЯ ШВА — Часть 3
— Щелкнув здесь, вы можете получить доступ к 1-й части этой работы
— Щелкнув здесь, вы можете получить доступ ко второй части этой работы
3-я поставка ТЕОРИЯ ШВА
6º.- ДОПУСТИМОСТЬ ШВА (Критические параметры)Решающее значение имеет целостность двойного шва , и минимальные уровни приемлемости практически одинаковы как для банок неправильной формы, так и для цилиндрических.
Помимо того, что было сказано ранее, есть два аспекта конструкции шва, которые образуют герметичный шов . Первичная зона уплотнения возникает из-за того, что край крючка корпуса, залитого внутри компаунда, размещен внутри концевого крючка.Вторичное уплотнение — это область перекрытия металла между корпусом и концевыми крючками внутри стыкового шва.
Критические параметры приемлемости шва:
1º.-Затяжка шва (давление 2-й операции): Эффект, который оказывает 2-е рабочее давление на шов, также обозначается как герметичность шва. Шов должен иметь плотную посадку, которая гарантирует, что резина, изначально содержащаяся в нижнем крыле, а в то же время заполняющая пустые пространства шва, сжимается между крючками, оставляя крючок корпуса заделанным в него.
Шов должен иметь плотную посадку, которая гарантирует, что резина, изначально содержащаяся в нижнем крыле, а в то же время заполняющая пустые пространства шва, сжимается между крючками, оставляя крючок корпуса заделанным в него.
Из-за характера операции сшивания неизбежно образование складок на внутренней стороне концевого крючка во время первой операции, которые почти полностью исчезают во время второй операции. Те, что остались, можно увидеть невооруженным глазом и дать представление о степени затяжки шва. Наличие ярко выраженных складок может вызвать небольшие протечки, хотя, если они легкие, они практически не влияют на герметичность шва. Таким образом, приблизительное суждение о затяжке шва можно сделать, наблюдая за остаточными складками, которые возникают или могут привести ко второй операции.См. Рисунок № 42.
Рисунок № 42: Оценка складок в% от высоты концевого крючка
Длина концевого крючка без складок является показателем плотности шва. Эта степень плотности (или плотности шва) указывается как длина концевого крючка без складок, выраженная в процентах от общей длины указанного крючка. Этот показатель нельзя измерить, его нужно оценивать визуально, и поскольку это субъективная оценка, для правильной оценки требуется определенный опыт.Когда морщины на крючке не появляются, затяжка составляет 100%, а когда складка занимает всю высоту крючка — 0%. Эта степень затяжки является критическим параметром качества шва. Его минимальное значение должно составлять 75% и всегда относится к худшей точке на конце крюка, и особое внимание следует уделять обеим сторонам области бокового сварного шва. Для некруглых контейнеров приемлемым считается минимальное значение степени затяжки 60%. Морщинки должны быть мягкими в виде ряби.
Эта степень плотности (или плотности шва) указывается как длина концевого крючка без складок, выраженная в процентах от общей длины указанного крючка. Этот показатель нельзя измерить, его нужно оценивать визуально, и поскольку это субъективная оценка, для правильной оценки требуется определенный опыт.Когда морщины на крючке не появляются, затяжка составляет 100%, а когда складка занимает всю высоту крючка — 0%. Эта степень затяжки является критическим параметром качества шва. Его минимальное значение должно составлять 75% и всегда относится к худшей точке на конце крюка, и особое внимание следует уделять обеим сторонам области бокового сварного шва. Для некруглых контейнеров приемлемым считается минимальное значение степени затяжки 60%. Морщинки должны быть мягкими в виде ряби.
Доля морщин будет тем меньше, чем больше диаметр контейнера. Ощутимо это проявляется в емкостях прямоугольной формы, где морщины не появляются на прямых сторонах, но их присутствие очень выражено в углах углов небольшого радиуса. В пределах того же формата большая или меньшая интенсивность складок зависит от давления второго операционного сшивающего валика. Небольшие морщинки заполняются резиновой прокладкой, что является одним из основных ее применений.
В пределах того же формата большая или меньшая интенсивность складок зависит от давления второго операционного сшивающего валика. Небольшие морщинки заполняются резиновой прокладкой, что является одним из основных ее применений.
Наблюдается явная тенденция к уменьшению толщины дна из-за неизбежных императивов снижения затрат, возможность добиться отсутствия морщин становится намного труднее, и, следовательно, усложняет задачу правильного определения оценки плотного шва. К этому аспекту мы вернемся позже.
Существуют и другие типы волнистости или деформации на конце крюка, которые не следует путать с теми, которые связаны со степенью компактности. Некоторые из них обозначены цифрами №43 и 44.
Таким образом, на чертеже № 43 буквы A, B, C и D показывают типичные гофры шва до приемлемой степени . Выступ E вызван чрезмерным скоплением резины в этой точке, что нежелательно. Острие F имеет небольшой выступ на режущей кромке концевого крючка, вызванный чрезмерным давлением во время второй операции, что может привести к расслоению шва, что является опасным дефектом.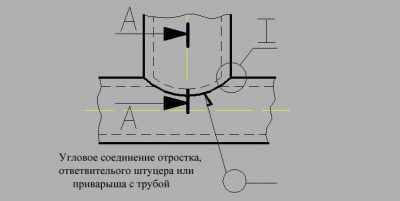
Рисунок № 43: Различные типы складок на конце крючка
В дополнение к этим, существуют другие типы морщин, которые нежелательны, и их следует избегать, поскольку они являются признаком аномалии, такой как те, которые показаны на рисунке №44.
Рисунок № 44: Нежелательные морщины и морщины
Большая изолированная морщинка : показывает, что материал собран неравномерно.
Морщинка в виде буквы «V» : представляет инверсию волны. Нормальные складки слегка вогнутые, а перевернутые в форме буквы «V» — выпуклые и, следовательно, рельефные на поверхности концевого крючка.
Складывание : Предполагается ступенька перед крючком дна с риском микротечек.
Свободное место:
В дополнение к контролю плотности шва посредством оценки волнистости или складок на крючке нижней части, есть другой способ сделать это, состоящий в измерении толщины шва и сравнении ее с суммой из пяти толщин металла, охватываемого швом.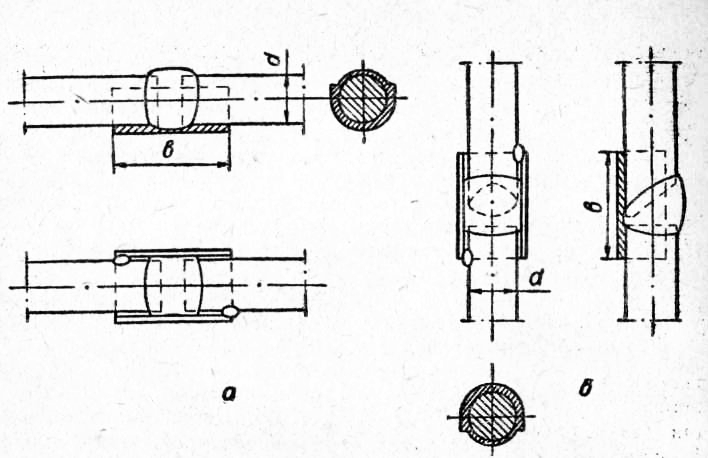 Это даст нам представление о свободном пространстве, которое при нормальных условиях должно быть заполнено резиной, но оно может быть пустым, если оно очень большое.
Это даст нам представление о свободном пространстве, которое при нормальных условиях должно быть заполнено резиной, но оно может быть пустым, если оно очень большое.
Свободное пространство = E — (2 Gc + 3 Gf)
E — фактическая толщина шва, Gf — толщина нижнего металла и Gc — толщина металла корпуса.
«Плотность» — это показатель, который также используется для обозначения степени контакта слоев олова, образующих шов. Следовательно, это тесно связано со свободным пространством. Выражается как:
Компактность = C = (2 Gc + 3 Gf) x 100
Другой способ обозначить свободное пространство:
Свободное пространство = (100 — C) x E
Плотный шов будет иметь небольшой запас по высоте и высокую компактность.С учетом этого шов можно классифицировать как:
. — Очень хорошо ……………………… C> 85%
— Хорошо ……………………………. 75%
Эта мера компактности действительна только для круглых контейнеров, но не для тех, которые используются в газированных напитках или пиве, где внутреннее давление высокое и требует более высоких значений компактности. В случае контейнеров прямоугольной и овальной формы, которые имеют несколько больший вес композитного материала, может быть приемлемо минимальное значение компактности 60%.
В случае контейнеров прямоугольной и овальной формы, которые имеют несколько больший вес композитного материала, может быть приемлемо минимальное значение компактности 60%.
Еще один действительный критерий, который можно использовать, заключается в том, что предел значения этого свободного пространства в швах круглых и нестандартных контейнеров составляет 0,19 мм (0,0075 дюйма).
Следовательно, это понятие можно выразить по-другому:
Фактическая толщина шва <(2 Gc + 3 Gf) + 0,19
2-я.- Пробитие крюка корпусаДлина основного крючка по отношению к внутренней длине шва должна быть достаточной, чтобы гарантировать, что он хорошо утоплен в резине шва.Это гарантирует, что первая печать хорошо застрахована. Это значение обозначается как процент проникновения основного крючка и измеряет соотношение между внутренней длиной крючка и внутренней длиной шва, выраженное в процентах. (См. Рисунок 45)
Рисунок № 45: Критические параметры фальцевания
Определить его можно двумя способами:
1ª. — Начиная с «обрезанного» шва и измерения крючков с помощью крючка или микрометра.
— Начиная с «обрезанного» шва и измерения крючков с помощью крючка или микрометра.
В этом случае, поскольку мы не можем измерить внутреннюю длину основного крючка и шва, нам придется применить следующую формулу:
% Корпус крюка проникновения = (LGc — 1,1 Gc) x 100
Lc — 1.1 (2Gf + Gc)
Где:
— LGc = длина крючка корпуса
— LGf = длина крюка конца
— Gc = толщина металлического корпуса
— Gf = толстый металлический фон
— Lc = длина шва
Опыт показал, что для обеспечения герметичности требуется не менее 70% проникновения для консервной тары и 80% для тары для пива и газированных напитков.
2-й.- Начиная с разрезного шва. В этом случае глубину проникновения крюка корпуса можно измерить непосредственно в проекторе шва, определив с помощью мобильных правил размеры c и b, как показано на рисунке 46.
Проникновение крюка корпуса определяется по формуле
% Проникновение крюка корпуса = a = b x 100
Его также можно измерить прямо на экране проектора с помощью счётов, как показано на рисунке 47. Для этого максимально откройте мобильные правила и поместите счеты так, чтобы они были видны на экране, принимая во внимание то, что контрольные линии того же самого кажутся параллельными крюку тела. Отрегулируйте положение счетчиков так, чтобы ноль находился внутри радиуса крюка корпуса. Показание проникновения в процентах будет значением, которое отмечает линию, совпадающую с концом основного крюка.
Для этого максимально откройте мобильные правила и поместите счеты так, чтобы они были видны на экране, принимая во внимание то, что контрольные линии того же самого кажутся параллельными крюку тела. Отрегулируйте положение счетчиков так, чтобы ноль находился внутри радиуса крюка корпуса. Показание проникновения в процентах будет значением, которое отмечает линию, совпадающую с концом основного крюка.
Основание и концевые крючки должны перекрывать друг друга в достаточной степени, чтобы обеспечить сжатие шовной смеси между ними с правильной толщиной шва.См. Рисунок 45
Перекрытие крючков должно быть как можно большим, в пределах допустимых значений с учетом отсутствия складок. Перекрытие варьируется в зависимости от характеристик используемого типа шва, но в каждом случае устанавливается минимальный стандарт.
Его можно измерить непосредственно в фальцевальном проекторе или по формуле
Перекрытие = LGc + LGf + 1. 1 Gf — Lc
1 Gf — Lc
Если применяется формула, рассчитанное перекрытие будет менее точным, чем полученное путем прямого измерения выреза на проекторе, но его можно считать достаточно точным, чтобы оценить шов.
Минимальный допустимый размер нахлеста для обычного шва, будь то сечение разреза или расчет, можно оценить в 1,1 мм как для двух частей, так и для трех в обычном шве, хотя это значение зависит от типа используемого шва. .
4-й. — отсутствие дефектов зренияНаконец, хороший шов должен быть без видимых дефектов, то есть нежелательно, чтобы в нем были какие-либо локальные искажения. Сложно составить полный список возможных дефектов, но среди прочего можно отметить следующие:
— Превышение наклона
— Резка шва.
— Сломать вкладку.
— Ложный шов.
— Катание на коньках.
— Знаки на стенке ковша.
— Повреждение покрытия.
— Лак поврежден механической кодировкой на фоновой панели
— И т. Д.
Д.
Эти дефекты сразу бросаются в глаза и могут нарушить целостность двойного уплотнения. Некоторые из этих дефектов мы уже устраняли до
.Таким образом, критические параметры приемлемости шва требуют особого внимания.Типичный пример размеров этих параметров для корпусов и днища из белой жести: 1,1 мм эффективного перекрытия, минимум 70% проникновения крюка корпуса и минимум 75% степени компактности. Однако при использовании алюминия в качестве материала степень компактности будет не менее 90%.
Внешний визуальный осмотр шва должен выполняться регулярно, анализируя банки с каждой закаточной станции, каждые 15 минут. Чтобы оценить банки с точки зрения общего качества шва, шов следует вскрыть путем полной «зачистки» банок на каждой закаточной станции и зарегистрировать его размеры.Частота оценки теоретически будет почасовой, однако количество персонала предприятия может ограничить эту частоту проверки.
Статистический контроль процесса, обеспечивающий стабильную степень уверенности в поддержании контроля двойного фальцевания на основе анализа полученных тенденций. Если предположить, что производитель компонентов соответствует спецификациям корпуса и днища, маловероятно, что приемлемость шва быстро снизится.Чаще всего наблюдать за тенденцией в течение нескольких дней, поскольку такие аспекты, как настройка инструментов или регулировка закаточной машины, имеют большое влияние на качество шва. Как правило, анализ тенденций указывает на постепенное нарушение размеров шва до того, как будут превышены критические параметры приемлемости.
Если предположить, что производитель компонентов соответствует спецификациям корпуса и днища, маловероятно, что приемлемость шва быстро снизится.Чаще всего наблюдать за тенденцией в течение нескольких дней, поскольку такие аспекты, как настройка инструментов или регулировка закаточной машины, имеют большое влияние на качество шва. Как правило, анализ тенденций указывает на постепенное нарушение размеров шва до того, как будут превышены критические параметры приемлемости.
Ранее мы приводили некоторые ориентировочные данные о критических значениях в общих чертах, теперь они действительны не для всех контейнеров.В зависимости от формы эти значения могут быть более или менее требовательными. Мы уже говорили о некруглых контейнерах.
Но больше всего на величину этих значений влияет тип выбранного шва. Этот тип зависит от размеров контейнера и особенно от толщины и твердости металла, используемого в днище и корпусе. Позже, когда мы обсудим эволюцию швов, мы более подробно изучим, как характеристики металла влияют на базовые параметры (количество металла, подлежащего шву и фланцу).В зависимости от этих размеров определяются критические значения швов.
Позже, когда мы обсудим эволюцию швов, мы более подробно изучим, как характеристики металла влияют на базовые параметры (количество металла, подлежащего шву и фланцу).В зависимости от этих размеров определяются критические значения швов.
Основные параметры:
a.- Он определяется как металлический шов , — область дна, которая соединяется со швом контейнера, то есть его крыло. Его приблизительное значение определяется по формуле, указанной в нижней части следующей сводной таблицы.
b.- Другой базовый параметр или начальный параметр для сшивания — это длина табуляции , которую мы уже определили в терминологии сшивания.
SEFEL классифицирует швы на шесть различных типов или размеров, первые три относятся к так называемым «мини-швам», а остальные три относятся к обычным швам. Существует седьмой тип для больших швов, который мы не включаем в сводную таблицу.
В ящике отражены:
1º.- Типы швов SEFEL
2º.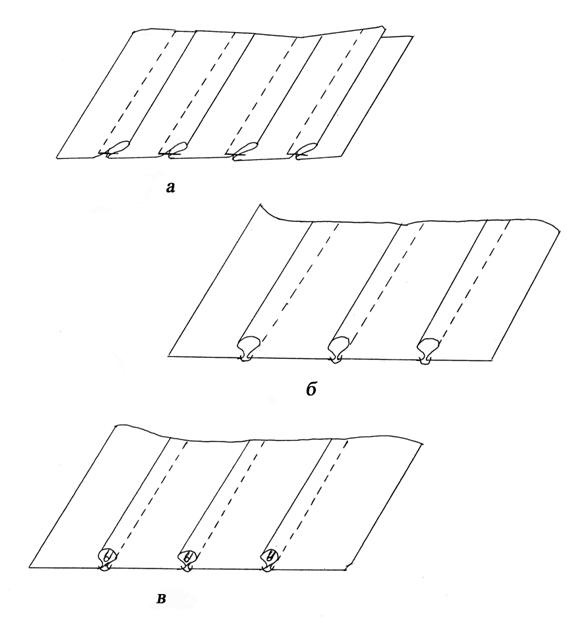 — Его начальные или базовые параметры
— Его начальные или базовые параметры
3º.- Рекомендуемые величины основных параметров самого шва
4º.- Значения критических параметров швов
5º. .- Эмпирические формулы для приблизительного определения:
o Шов внахлест
o Металл до шва снизу
8º.- РАЗМЕРЫ ШВАНебольшие отклонения в шве неизбежны. Эти отклонения в основном обусловлены следующими факторами:
a.- Толщина используемого металла зависит от типа и размера контейнера. В дополнение к нормальным производственным допускам белой жести или TFS, могут быть различия в пластичности и отпуске металла.
b.- Тип используемой закаточной машины , так как каждая машина имеет разные характеристики, такие как количество оборотов патрона, диаметр закаточного валика, скорость закаточного шва и т. Д.
c.- Характеристики поверхности белой жести или ТФС. Наличие разных видов лака или литографии влияет на поведение металла при формировании шва.
д.- T температура , при которой выполняется шов.
Чтобы свести к минимуму влияние этих факторов на размеры шва, необходима строгая дисциплина при настройке и регулировке закаточной машины, а также в управлении ею.
9º.- ВНУТРЕННИЕ ДЕФЕКТЫ ШВА, ВЫЗВАННЫЕ НЕПРАВИЛЬНОЙ РЕГУЛИРОВКОЙ ШВОВ И ИХ ПРИЧИНЫНачнем со следующих гипотез:
1º.- Мы предполагаем, что и средства, и тела (или контейнеры), поставленные на закаточную машину, являются правильными.
2º.- Инструменты, установленные в машине, соответствуют требованиям и находятся в идеальном состоянии.
Следовательно, дефекты, которые могут появиться во время операции склейки, связаны только с неправильной настройкой оборудования.
Если инструменты и компонент для шва представляют проблемы, диапазон возможных причин будет сильно раскрыт. Поэтому при возникновении дефекта первое, что мы должны проверить, — это хорошее состояние средств, упаковки и инструментов, и, таким образом, отбросить эти факторы и сосредоточиться исключительно на работе по настройке.
1º.- ОПЕРАЦИЯ ПЕРВОГО ШВА
После первой операции склейки, идеальный внешний вид профиля такой же, как на рисунке No.48.
A.- Если формирование корпуса и концевых крючков было недостаточным, то есть если закатывающий валок слишком ослаблен, как показано на рисунке 49, это может вызвать следующие дефекты:
1.- Крюк с коротким концом.
2.- Чрезмерная длина шва.
3.- Образование складок на конце крючка.
4.- Большой крючок для тела
5.- Малый нахлест
6.- Выступы в основании шва
Дефекты 2 и 6 легко видны без разборки шва и предварительно обработаны.Дефекты 1, 3, 4 и 5 необходимо вскрыть швом для анализа.
B.- Если при первой операции приложить избыточное давление, как показано на рисунке 50, это может вызвать следующие дефекты шва:
1.- Короткий крюк для тела.
2.- Чрезмерно длинный крюк на конце.
3.- Недостаточная длина шва.
4.- Недостаточная затяжка нижней части шва
Кроме дефекта 3, для обнаружения необходимо разобрать шов.
2º.- ОПЕРАЦИЯ ВТОРОГО ШВА
Анализ результатов, полученных после применения 2-й операции в шве, нельзя упростить так сильно, как в случае 1-й операции (свободный или плотный сшивающий валок), поскольку может возникнуть ряд побочных эффектов, происхождение которых может быть несколько Поэтому мы проведем анализ в обратном направлении, мы начнем с результата, чтобы определить возможные причины.
A.- Крюк короткий корпус
Если на участке сшивания крючок слишком короткий, как показано на рис. 51,
Причины данного дефекта могут быть в:
1.- Недостаточное давление в прижимной пластине.
2.- Закаточные валки первой операции слишком тугие.
3.- Закаточные валки второй операции мало тугие.
4.- Неправильная регулировка высоты шва, т.е. слишком высокий патрон по отношению к прижимной пластине.
B.- Крюк удлиненный
Если, с другой стороны, участок шва имеет слишком длинный основной крючок, как показано на рисунке 52, причины в этом случае могут быть следующими:
Рисунок № 52: Длинный крюк
1.- Слишком большое давление в прижимной пластине.
2.- Неправильная регулировка высоты шва.
3.- Закаточные валки 1-й операции немного натянуты.
4.- Закаточные валки второй операции слишком тугие.
C.- Крюк с коротким концом
Участок склейки в этом случае представлен на рисунке 53. Его вероятные причины:
1.- Закаточные валки первой операции очень мало натянуты.
2.- Слишком высокое давление в прижимной пластине
3.- Прижимная пластина слишком высоко.
4.- Закаточный валок первой операции в большей степени относительно оправки
5.- Закаточный валик второй операции в большей степени относительно оправки
Рисунок № 53: Крюк с коротким концом
D.- Крюк с длинным концом
См. Рисунок 54. Возможные причины:
1.- Закаточные валки первой операции слишком тугие
Рисунок № 54: Крюк с длинным концом
E.- Превышение длины шва
См. Рисунок № 55.Возможные причины:
1.- Закаточные валки первой операции очень мало натянуты.
2.- Закаточные валки 2-й операции слишком тугие.
3.- Закаточный валок первой операции низкий относительно оправки
4.- Закаточный валик второй операции низкий относительно оправки
Рисунок № 55: Чрезмерная длина шва
F.- Недостаточная длина шва
См. Рисунок № 56. Возможные причины:
1.- Закаточные валки 1-й операции слишком тугие
2. — Закаточные валки 2-й операции очень слабо затянуты
3. — Закаточные валки первой операции имеют высокое положение относительно оправки
Рисунок № 56: Недостаточная длина шва
10º.- КЛАССИФИКАЦИЯ ДЕФЕКТОВ ШВА
Не все дефекты шва имеют одинаковую важность. Следуя классическому разделению на «критиков», «мажоров» и «несовершеннолетних», есть такие, которые всегда следует относить только к одной из категорий, потому что они постоянно имеют один и тот же тип заболеваемости, но есть и те, которые зависят от величина Когда они представлены, их можно отнести к двум или даже к трем категориям.
Принимая во внимание различные типы дефектов, которые мы наблюдали до сих пор, в общих чертах можно сделать следующую классификацию:
11º.- КОНТРОЛЬ И РЕГУЛИРОВКА РАЗМЕРОВ ШВОВКачество шва является истинным отражением способности закаточной машины функционировать должным образом.
Легко понять, особенно при работе с банками нестандартной формы, что если, например, закаточные ролики не следуют точно за закаточным патроном, степень регулировки закаточного ролика не даст идеальных результатов.Точно так же, если нижний патрон неправильный или профили закатывающих закатывающих валков не имеют оптимальной формы для контроля и формирования одинаковых размеров, не будет получен хороший результат по размерам.
Хорошая конструкция закаточной машины позволяет машине обеспечивать равномерное качество шитья с минимальным количеством остановок, направленных на устранение механических неисправностей или регулировку.
Важно, чтобы первая операция часто проверялась, регистрируя ее высоту и ширину.Это дает необходимую информацию, чтобы определить, когда менять закатывающий валок. В последние десятилетия были сделаны значительные улучшения в инструментах для обработки швов, в них были добавлены материалы, устойчивые к коррозии, с поверхностями, которые благодаря своей твердости имеют более длительный срок службы без необходимости замены. Эти улучшения в определенной степени связаны с внедрением материалов для самых тонких и твердых или даже новых контейнеров, таких как TFS.
Безусловно, замена белой жести на сталь, не содержащую олова (TFS), вызывает резкое сокращение периода полураспада закатывающего валка, который контактирует с хромовым оксидным покрытием днища, по сравнению с более мелкими днищами. мягче.Переход на TFS, несмотря ни на что, улучшает коэффициент рентабельности; однако стоимость инструмента — значительная часть экономики, связанной с внедрением TFS.
Если закаточные машины поддерживаются надлежащим образом, а закаточные инструменты (зажимные патроны и закаточные ролики) находятся в хорошем состоянии, то их анализ предоставит только информацию, подтверждающую, что процесс находится под контролем. Чтобы гарантировать, что закаточные машины не подвергаются постоянной регулировке, в консервной и металлообрабатывающей промышленности повсеместно внедрен процесс, называемый «регулировкой по целям», который обеспечивает правильное выполнение шва.
12º.- РЕГУЛИРОВКА ПО ЦЕЛЯМКаждая закаточная машина должна быть отрегулирована и отрегулирована в соответствии с ее конкретными характеристиками, в соответствии с типом средств / крышек и корпусов, с которыми она будет работать, калибрами и диаметрами металла или форматами упаковки. Как правило, следует соблюдать следующую процедуру.
1º.- Проверка механического состояния закаточной машины
Чтобы начать процесс настройки по целям, сначала необходимо установить механическое состояние закаточной машины.Для большей простоты опишем настройку закаточной машины многоразового использования для цилиндрических банок, типа вращающейся тары.
Первым шагом является определение совмещения между осью зажимной пластины и сборкой прижимной пластины или подъемной пластины. Чтобы сделать это, один из этих наборов компрессионных пластин должны быть удалены из его подшипника опоры. Теперь можно точно измерить это выравнивание и записать его оценку, поместив датчик с магнитной опорой на ось патрона.Двигаясь вверх и вниз по оси сжимающей пластины, мы увидим изменение иглы. Теоретически показание должно быть менее 0,005 дюйма (0,16 мм), однако обязательно выполнять настройку, если оно составляет 0,012 дюйма (0,30 мм). Каждая машина имеет собственную систему регулировки, которая может варьироваться от использования подходящих ключей до более сложных систем. Иногда это сложная задача, но для достижения хорошего качества шва необходимо выравнивание.
После совмещения необходимо измерить вертикальный и боковой зазор подшипников вала патрона, и он должен быть меньше 0.002 “(0,05 мм). Завышенное значение вертикальной диафрагмы, например 0,005 “(0,13 мм), потребует дополнительной проверки и ее замены при необходимости. Затем необходимо проверить подшипники и оси фальцевальных станков с точки зрения их бокового и вертикального люфта. Ни в коем случае нельзя принимать значения, превышающие 0,002 дюйма (0,05 мм) по боковому люфту и 0,005 дюйма (0,13 мм) по вертикали.
Наконец, переходим к прижимным пластинам. Чтобы обеспечить хорошее качество шва, необходимо исправить потери параллельности и соосности с патроном, а также чрезмерный люфт с фланцем, если пустой контейнер должен быть сшит, как с уже установленным поддоном крышки, в случае сшивания. полный контейнер.
После того, как установлено хорошее состояние ключевых точек швейной машины, которые определяют качество шва, можно приступать к регулировке по целям.
2º.- Проверка того, что зажимные патроны и процедуры подходят для данного типа контейнера
Первая цель — проверить посадочное место между патроном и днищем. Бесполезно точно регулировать закаточную машину, если дно слишком неплотно или плотно в патроне.В случае крышек, которые не относятся к типу легкого открывания, необходимо приложить определенное усилие, чтобы нижняя часть вошла в патрон. См. Рисунок 57. Степень натяга между патроном и днищем должна составлять 0,10 мм. Это значение очень трудно измерить, но в принципе, если зажимной патрон находится внизу, между концом радиуса выступа зажимного приспособления и глубиной дна лотка должен оставаться зазор в 0,10 мм. Таким образом, когда патрон плотно прижимается ко дну и останавливается на основании ковша, возникает натяг этого значения (0.10 мм) преодолеет. Конструкция кромки зажимного патрона является критическим моментом при сварке.
Рисунок № 57: Седло патрона снизу
Профили программ зависят от типа используемого шва, который, в свою очередь, зависит от размеров нижнего крыла, фланца корпуса и толщины используемого металла. Они также связаны с круглым или нестандартным форматом контейнера.
3º.- Подготовить машину к регулировке высоты шва
Предполагая, что установка между зажимным патроном и дном правильная, необходимо отрегулировать «Регулировочную высоту шва» (Hc). Это расстояние между верхней поверхностью прижимной пластины и нижней поверхностью закаточного патрона.
Для того, чтобы выполнить эту задачу должным образом, необходимо иметь в наличии технические характеристики контейнера и поставщика средств.
Правильная регулировка высоты шва на закаточной машине важна по двум причинам:
— От подходящей высоты регулировки шва зависит получение правильного размера крючка основы при шитье.
— На заправочных установках необходимо обеспечить и поддерживать правильное положение фланца корпуса по отношению к частям, изменяющим поток пара
Формула для расчета этого размера:
— Высота банки без шва (M) минус высота кромки зажимного патрона (A) плюс константа, которая принимает значение 0,043 “(1,09 мм)”
Hc = M — A +1.09
Значение 0,043 “(1,09 мм) представляет собой высоту прижимной пластины во время цикла действия первой операции сшивания, которая равна 0.022 дюйма (0,56 мм), плюс уменьшение высоты контейнера в этом цикле, которое составляет 0,021 дюйма (0,53 мм). «Высота регулировки шва» должна быть измерена во время первой операции. См. Рисунок № 58. Калибр высоты должен быть отрегулирован, когда толкатель кулачка первой операции сшивания совпадает с верхней или максимальной точкой кулачка.
Рисунок № 58: Регулировка расстояния между патроном и прижимной пластиной.
4º.- Отрегулируйте давление прижимной пластины
Следующим шагом является регулировка усилия прижимной пластины, то есть давления пластинчатой пружины. Это фактор, который имеет большое влияние на формирование правильного шва. Во время цикла сшивания и до тех пор, пока он не будет сформирован, высота корпуса контейнера уменьшается, чтобы добиться правильного формирования крючка корпуса и дна, для этого необходимо оказывать постоянное и контролируемое давление. на теле Из банки.
Нагрузка на сжимающую пластину связана с толщиной материала корпуса банки, то есть одинакового формата контейнера, чем толще материал корпуса, тем большее давление должно быть. Это также связано с размером контейнера. Для типичной толщины корпуса 0,18 мм его можно отрегулировать до значения 200 фунтов с отклонением 0,022 дюйма (0,56 мм). См. Рисунок 59.
Рисунок № 59: Регулировка прижимной пластины
Требуется специальный динамометр, чтобы отрегулировать прижимную пластину для этой предварительно установленной нагрузки.Большинство производителей закаточных машин предлагают это оборудование в своем каталоге и предоставляют информацию о соответствующих значениях этого давления в зависимости от сшиваемой тары.
Если во время окончательного анализа шва необходимо увеличить или уменьшить длину основного крючка для достижения желаемых целей, это должно быть сделано путем увеличения или уменьшения нагрузки и никогда не изменяя высоту регулировки шва.
В статье «Стабильность давления прижимной пластины в закаточной машине» эта работа развита более подробно.
5º.- Проверьте расстояние между закаточными роликами и кромкой патрона.
Закаточный валок 1-й операции:
Во время регулировки закаточных валков первой операции следует избегать прямого контакта без контроля между их профилем и кромкой зажимного патрона, поскольку этот профиль может быть поврежден под действием кромки кромки указанного Чак. Чтобы правильно расположить закаточный валок, эту регулировку необходимо производить, когда действует верхняя часть кулачка, которая управляет движением рычага этих процедур, то есть в ее положении максимального приближения к патрону.
Находясь в выступе первого рабочего кулачка, сначала регулируется расстояние закаточного ролика до кромки зажимного патрона, для этого необходимо знать значение толщины 1-й операции склейки, которое должно быть указано в спецификации сшивания. Для его регулировки используются калибры проволоки или калиброванные стержни.
Затем отрегулируйте закаточный валик по высоте закаточного валика по отношению к кромке зажимного патрона. Обычно это значение составляет 0,003 “(0.07 мм) для 1-й первой операции над кромкой патрона. См. Рисунок № 60.
Рисунок № 60: Регулировка высоты закаточных роликов
Точная регулировка этих высот может быть достигнута с помощью набора толщиномеров. Для некруглых контейнеров этот закаточный валок должен быть установлен как можно ниже, чтобы избежать расслоения в верхней части шва.
Один из способов упростить регулировку высоты закатывающих валков по отношению к патрону — это использование направляющих тележек с «двойным направлением».В них делается канал, который подходит к пятке или выступу, имеющему верхнюю часть патрона. См. Рисунок 61.
Рисунок № 61: Двойная направляющая линейка
Таким образом, закаточный валок 1-й операции, который во время своей работы имеет тенденцию подниматься, будет стыковаться с нижней стороной пятки патрона. Закаточный валок 2-й операции представляет собой противоположный случай.
Закаточный валок 2-й операции:
Та же процедура, что описана для 1-го операционного ролика, повторяется для второй операции.Регулировка также производится в верхней части 2-го рабочего кулачка.
Высота по отношению к верхнему краю кромки патрона в этом случае составляет 0,005 дюйма (0,13 мм) См. Рисунок №. 60. В случае некруглых контейнеров этот закатывающий валок должен регулироваться несколько выше, чем в цилиндрических контейнерах.
6º.- Проверьте давление склейки роликов и окончательную регулировку.
После настройки первой операции машина может работать с банками и дном, измеряя размеры этой операции и анализируя ее поперечные сечения.Если все правильно, процедура повторяется для второй операции роликов. В противном случае необходимо еще раз проверить регулировку давления закаточных роликов. Полученная глубина кюветы после сшивания также должна быть проверена.
Таким образом, шов уже подготовлен к оценке либо методом «ломки», либо путем проецирования его сечения, как мы уже комментировали ранее. См. Рисунок 62.
Рисунок № 62: Методы оценки сшивания
7º.- Expulsores
Эта проблема уже решалась в разделе «Работа со швом» — «Основные части оснастки».
— Щелкнув здесь, вы можете получить доступ к 4-й части этой работы
техник для швов обоев | Руководства по дому
Немногие проекты декорирования придают комнате мгновенный эффект и драматичность обоев. Но если вы когда-либо пытались оклеить комнату обоями, вы знаете, что это может быть неприятным занятием, особенно при работе со швами.Вы можете избежать наклонных, несовпадающих и отслаивающихся швов, следуя тем же методам, которые используют профессионалы. Небольшие знания и планирование помогут свести к минимуму разочарование и обеспечить успешную оклейку обоев.
Расположение и выравнивание швов
Размещение швов обоев может сделать или сломать ваш проект. Осмотрите комнату, чтобы определить незаметное место для первой полосы и последнего шва. Это особенно важно при наклеивании крупногабаритных рисунков на обоях.Рисунок первой полоски часто не совпадает или не совпадает с рисунком последней полоски. Расположите последний шов за дверью, над дверью или в углу напротив главного входа в комнату. Чтобы создать прямые швы обоев, проведите отвес от потолка до пола с помощью уровня, линейки и карандаша. Используйте леску как направляющую, чтобы повесить первую полосу. Проведите отвес на каждой стене, чтобы швы оставались точными при работе по комнате.
Стыковые швы
Большинство производителей рекомендуют использовать стыковые швы для обоев на плоских поверхностях стен.Чтобы получился точный шов, расположите полоски так, чтобы края совпадали без нахлеста. Не расстраивайтесь, если у вас не получится с первой попытки. Осторожно отогните обои и измените их положение. Не допускайте растяжения или разрыва бумаги, слегка затягивая шов кончиками пальцев. Разглаживающей кистью удалите пузыри и морщины, а края закрепите валиком для шва.
Швы внахлест
Внутренние и внешние углы требуют специальной техники шва. Угловые планки обоев отвесами свешиваются редко из-за неровностей конструкции и усадьбы дома.Для компенсации неквадратных углов вытяните одну полосу на 1/8 дюйма за угол. Перекрыть пристройку следующей полосой. Это дает вам возможность вносить незначительные изменения и предотвращает вырывание бумаги из-за угла. Дважды прорезанные швы внахлест для создания гладкой поверхности при наклеивании толстых текстурированных обоев. Используя линейку и острое лезвие, сделайте вертикальный разрез бумаги внахлест рядом с углом. Осторожно отогните верхний слой и снимите нижнюю полоску.Сгладьте края и закатайте шов до герметизации.
Ремонт швов
Ослабленные швы обоев могут возникать из-за пузырьков воздуха и складок, слишком большого количества клея или определенных факторов окружающей среды.