
Чертеж гибочного станка для профильной трубы
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.


Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.

Простейший трубогиб из домкрата арбалетного типа
Здесь:
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.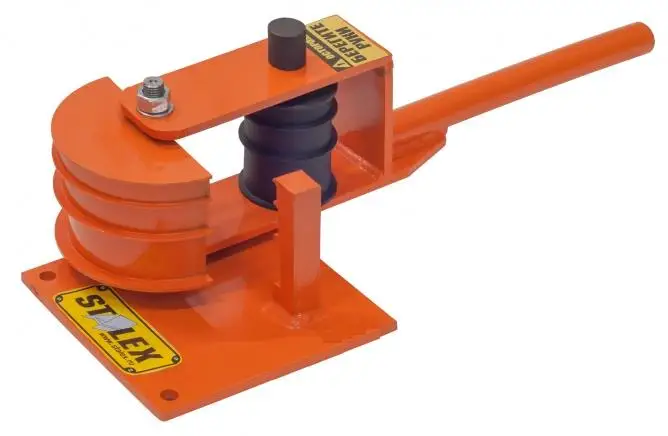
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.

Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.

Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
 youtube.com/embed/hJgqtSU2a20?feature=oembed»/>
youtube.com/embed/hJgqtSU2a20?feature=oembed»/>
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.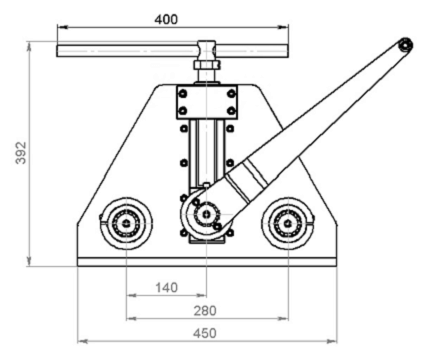
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.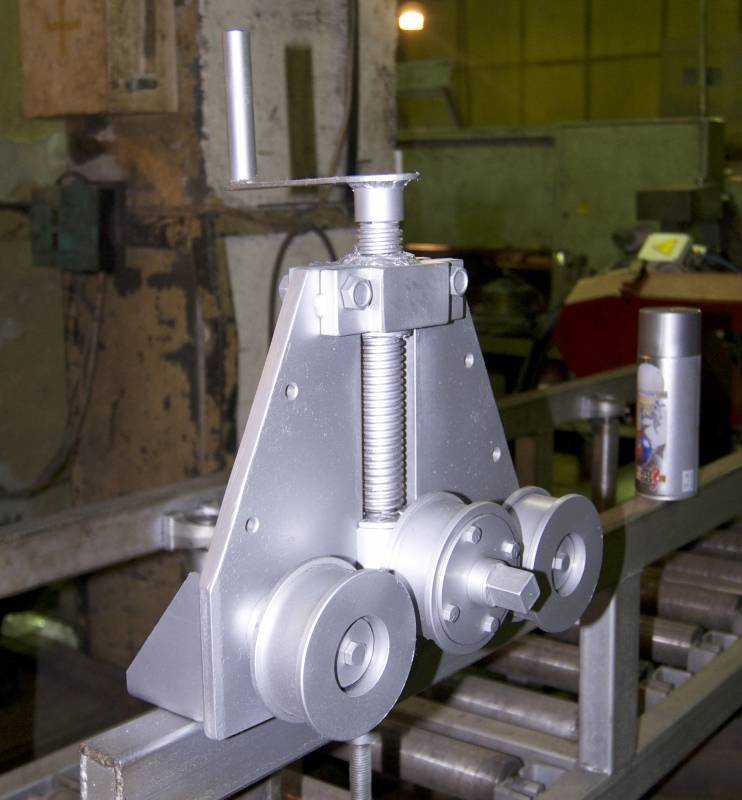
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.

Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
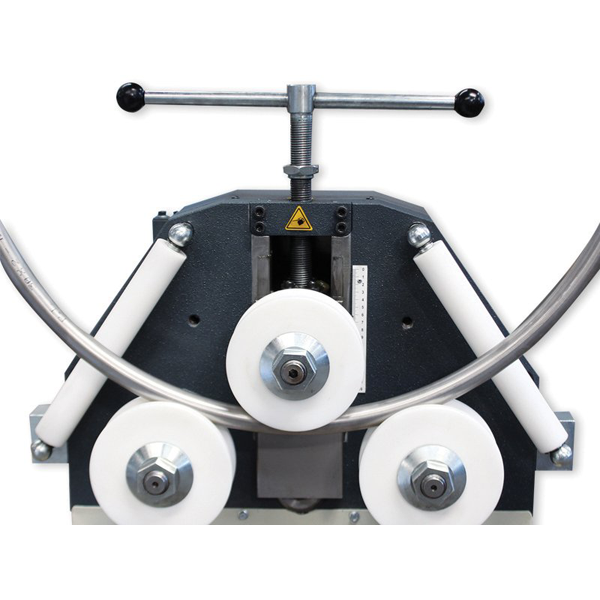
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.

Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.

Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
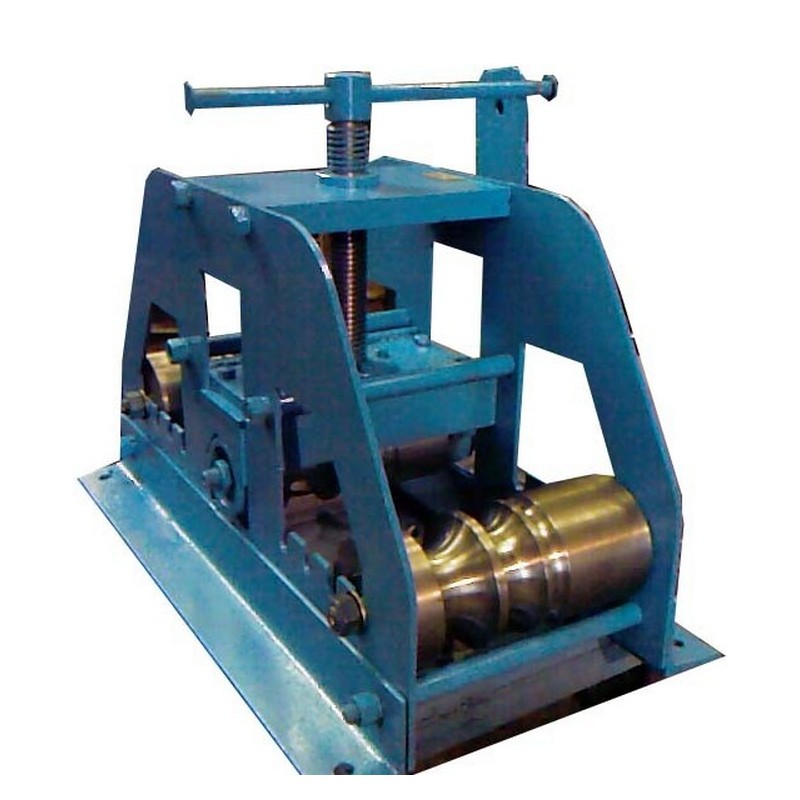
Ручной трубогибочный станок с комплектом роликов для гибки профильной трубы VISPROM Т-60 100016 — цена, отзывы, характеристики, фото
Ручной трубогибочный станок с комплектом роликов для гибки профильной трубы VISPROM Т-60 100016 представляет собой простое, но при этом эффективное оборудование, которое используется в строительстве, нефтехимической отрасли, жилищно-коммунальном хозяйстве. Модель позволяет легко и быстро придать нужный угол сантехнической, газовой трубе без деформации профиля. Благодаря особой конструкции возможна эксплуатация аппарата в тесных помещениях. Для устойчивости и удобства работы в основании изделия предусматривается наличие специальных крепежных отверстий.
Модель позволяет легко и быстро придать нужный угол сантехнической, газовой трубе без деформации профиля. Благодаря особой конструкции возможна эксплуатация аппарата в тесных помещениях. Для устойчивости и удобства работы в основании изделия предусматривается наличие специальных крепежных отверстий.
- Вес, кг 36
- Габариты, мм 380х760х360
- Материал обработки металл
- Длина, мм 360
- Ширина, мм 380
- Высота, мм 760
- Тип профиля круг, квадрат
 org/PropertyValue»> Тип привода ручной (механический)
org/PropertyValue»> Тип привода ручной (механический)Этот товар из подборок
Комплектация *
- Станок;
- Ролики под круглую и квадратную трубу;
- Упаковка.
Внимание! Для гибки С-профиля требуется дополнительное оснащение станка.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 28,19
Длина, мм: 760
Ширина, мм: 360
Высота, мм: 380
Особенности VISPROM Т-60
| ||
Преимущества
|
Произведено
- Россия — родина бренда
- Россия — страна производства*
- Информация о производителе
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.ру
Мы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Вернем вам деньги, если:- С момента приобретения прошло не более 120 дней.
- Сохранен товарный вид, товар не эксплуатировался.
- Предоставлена заводская упаковка товара (исключение – вскрытый блистер).
- Сохранены ярлыки, бирки, заводские пломбы на товаре (не на кейсе).
- Сохранена полная комплектация инструмента (в момент приема товара сверяется с информацией на сайте).

Средний срок ремонта для данной модели составляет 35 дней
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
Гарантия производителя 1 годГарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
| СЦ «ПРОМА» МСК Средний срок ремонта — 22 дня | г. Балашиха, ул. Лукино, вл. 49 | +7 (495) 645-84-19 |
Станок для гибки профильной трубы
Станок для гибки профильной трубы необходим для придания требуемого угла профиля или трубы. Такой станок может пригодиться для хозяйственных нужд на приусадебном участке и не только.
Разновидности станков для гибки профильной трубы
- Станок для гибки профильной трубы рычажный, гидравлический, изгибающий изделия из металла под углом.
- Роликовый станок для гибки профиля. Такая конструкция позволяет гнуть трубы профильные под плавным радиусом по принципу вальцовки (раскатки).

Имея такой станок в хозяйстве можно выполнять большой спектр работ. Его можно использовать для изготовления теплиц, навесов, козырьков и других изделий из круглого проката и профильных материалов, имеющих переменный радиус. Поэтому для человека привыкшего делать в доме все самостоятельно, без такого станка не обойтись.
Гибка профильных труб с помощью такого оборудования осуществляется комфортно и удобно. Подобный станок можно также применять для изгибания не только профильных труб, но и профилей из меди, алюминия, стали и т.д.
Особенности работы станка для гибки профильной трубы
- Данное оборудование позволяет гнуть трубу в соответствии с заданными параметрами (размером и формой). Конструктивные особенности оборудования позволяют выполнять операции с трубами согласно требований к монтажу. Применение оборудования исключает возникновение заломов и сплющивания, это позволяет профилю сохранять прочность после операции сгибания.
- Станок для гибки профильной трубы позволяет устанавливать оптимальные направления поворотов трубы, и в итоге использовать в помещении свободное пространство более рационально. Использование такого оборудования позволяет получить ощутимую экономию усилий, и повысить при этом эффективность эксплуатации монтируемой системы, так как используя данный станок нет необходимости применения всевозможных фитингов и сварочного аппарата.
 Применение оборудования исключает возникновение заломов и сплющивания, это позволяет профилю сохранять прочность после операции сгибания.
Применение оборудования исключает возникновение заломов и сплющивания, это позволяет профилю сохранять прочность после операции сгибания.Конкретный станок для гибки профильной трубы выбирают исходя из планируемого вида работ и применяемого материала.
самодельный ручной станок для гибки
На чтение 6 мин. Просмотров 1.6k. Опубликовано Обновлено
Если мастер серьезно работает с металлом, рано или поздно приходит необходимость в продуктивном устройстве для , которое бы отличалось простым управлением.
Гибочный станок просто незаменим при изготовлении своими руками садовых скамеек, каркасов беседок, верстаков, навесов для авто из профильной трубы. Благодаря наличию такого инструмента металлоконструкции получаются привлекательными и прочными.
Но чтобы создать его своими руками, важно разобраться в устройстве и особенностях сборки профилегиба.
Устройство трубогибочного станка и инструкция по его сборке
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования.
для труб состоит из следующих элементов:- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Все заводские и для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.

Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Такой метод соединения деталей не максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
[box type=”info”]Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку.[/box] 0″ src=»about:blank» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-src=»https://www.youtube.com/embed/v-RGz_e-s7E?feature=oembed»>
0″ src=»about:blank» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-src=»https://www.youtube.com/embed/v-RGz_e-s7E?feature=oembed»>
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
Чертеж гибочного станка.В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. - Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.

 youtube.com/embed/uLPqia3Asv0?feature=oembed»>
youtube.com/embed/uLPqia3Asv0?feature=oembed»>
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
 youtube.com/embed/vupr46jVGXA?feature=oembed»>
youtube.com/embed/vupr46jVGXA?feature=oembed»>
Заключение
При помощи качественного профилесгиба можно работать с металлическими трубами разного сечения. Такое оборудование можно приобрести в готовом виде или собрать его в бытовых условиях, следуя описанным выше инструкциям.
Станок для гибки профильной трубы своими руками
Станок для гибки профильной трубы получил довольно широкое распространение в наши дни.
Сами трубы получили популярность далеко не только в строительстве, однако и при оформлении фасадов, интерьера, создании мебели.
Фото самодельного станка
С этим универсальным материалом практически ежедневно сталкиваются большинство домашних мастеров.
Не представляет никаких сложностей нарезка профилированных труб, но вот их гибка становится более трудновыполнимой задачей.
Если важно не просто деформировать изделие, а сохранить его качественные характеристики, работы следует проводить при помощи специального оборудования.
На покупку дорогостоящего оборудования денежных средств хватает не всегда, а ведь сделать станок для гибки профильной трубы своими руками — не так уж и сложно.
Его конструктивных вариантов может быть огромное множество. Рассмотрим несколько самых простых из них.
Приступаем к изготовлению
Как отмечалось ранее, конструкция станка может быть различной. Все зависит от того, какие материалы и рабочие инструменты имеются под руками.
Чертеж станка для гибки профильной трубы
Люди с инженерным образованием могут усовершенствовать его, на свое усмотрение модернизировав и добавив дополнительных функций.
Для изготовления профильного трубогиба своими руками нам понадобятся:
- Три вала с осью вращения, осуществляющих сгибание;
- Металлический профиль для рамы;
- Приводной механизм;
- Цепь.
В первую очередь, необходимо подготовить каркас. Соединить все составляющие можно с помощью сварки, но она не обеспечивает достаточной надежности при работе с толстыми трубами.
Чтобы конструкция была прочнее и мобильнее, стоит скрутить ее болтами.
Валы для сгибания – это цилиндры из металла, имеющие ось вращения. Два из них крепятся немного выше уровня стола, третий – над ними.
Радиус загиба профильной трубы будет зависеть от того, на каком расстоянии расположены нижние цилиндры друг от друга. Предусмотрев ролики для их передвижения и стопора угол будет настраиваемым.
Видео-инструкция:
Закрепив валы, ручной станок для гибки профильной трубы должен быть оснащен механизмом, передающим им вращающее усилие. Оптимальный вариант – сделать цепной механизм, который свободно приобретается на рынке или снимается со старого автомобиля.Если цепь подбиралась отдельно, придется подумать о шестернях: их должно быть три.
Две установятся на первый и второй нижние валы, третья – ниже. Стоит предусмотреть возможность регулировать ее положение, чтобы натянуть цепь в случае необходимости.
К одному из валом прикрепляется ручка, с помощью которой будет создаваться крутящее усилие. Оборудование готово к использованию.
Второй вариант
Если вам не хватает времени на то, чтобы изготовить станок для гибки профильной трубы своими руками по выше описанной схеме, то можно смастерить более простой вариант.
Он не менее достойный, но во время проведения работ придется приложить больше физических усилий.
В качестве основания потребуется бетонная плита с насверленными отверстиями. Можно взять уже готовое изделие и насверлить в нем около 10 отверстий, расположенных вдоль дуги изгиба. Но надежнее вылить ее самостоятельно.
В отверстия вставляются штыри. Чтобы они не выскочили во время большой нагрузки, рекомендуется их залить бетоном.
Профилированная труба крепится на одном конце и плавно, без резких движений, загибаться вдоль второго конца.
Достигнув примерного результата, изделия оставляют на некоторое время, чтобы оно привыкло к форме, после крепят с другой стороны и доводят до требуемого состояния. Для облегчения работы трубу можно разогреть.
Схема процесса
Приспособление такого плана вряд ли заменит специализированное оборудование для гибки профилированной трубы, но прекрасно справится с небольшим объемом работы.
Где купить и сколько стоит?
Если нет времени на изготовления подобного оборудования, в большинстве строительных магазинах можно купить станок для гибки профильной трубы.
Количество моделей разнообразно. Они могут быть универсальными и подходить для любых профилированных изделий, или узкоспециализированными.
Оптимальным выбором станут модели, выполняющие вальцовую гибку труб размером до 14 см. Также должна быть предусмотрена фиксация изделия по бокам, чтобы сохранить сечение.
Станок обладает рядом преимуществ перед ручными моделями трубогибов:
- Могут оснащаться системой электронного управления, автоматизируя работу;
- Сменные насадки расширяют спектр выполняемых операций;
- Возможно наличие систем дистанционного управления;
- Мобильность и компактность;
- Установка на любое ровное твердое покрытие;
- Позволяют достигать желаемого результата и сгибать профиль полукругом, в виде буквы «N», «П» и т. п.
В зависимости от предназначения, сложности конструкции и количества выполняемых операций цена станка для гибки профильной трубы может варьироваться от нескольких сотен до тысяч долларов.
Подводя итоги
Согнуть профилированную трубу собственными руками, особенно большого диаметра, практически невозможно.
Самый оптимальный выход из сложившейся ситуации – обзавестись специализированным оборудованием.
Если объемы работ большие, их периодичность высокая – рекомендуется приобрести станок для гибки в магазине.
Если он необходим всего на один раз, его можно сделать своими собственными руками.
Что такое профилегибочный станок? Опыт компании Comac в области производства и продаж, профильных и трубогибочных станков, угловых валков — производство и продажа прокатных станков — продажа бывших в употреблении станков
Профилегибочный станок — это станок для холодной гибки профилей различной формы и размеров. Обычно станок используется в области металлообработки для гибки профилей, таких как трубы, прутки, уголки, Т-образные профили, U-образные профили и балки.
Самой важной частью станка являются валки (обычно 3), которые прикладывают к профилю комбинацию сил, результат которых определяет деформацию в направлении, перпендикулярном оси самого профиля. Различают профилегибочные станки:
Различают профилегибочные станки:
• Принцип работы / конфигурация
• Drive
• Размеры
• Контроль
• Аксессуары
Рабочие этапы профилегибочного станка можно обозначить как:
1.Нагрузка сгибаемой детали: на этом этапе профиль вставляется между валками. При необходимости деталь может поддерживаться и не подвергается деформационным напряжениям.
2. Движение валков для достижения положения зажима: на этом этапе профиль блокируется между валками и может перемещаться вперед и назад, вращая валки. Оказываемое давление ниже, чем необходимое для деформации профиля.
3. Рабочая фаза: в этой фазе давление увеличивается и происходит деформация профиля за счет перемещения профиля и перемещения валков.
4. Разгрузка профиля: устраняется давление на профиль и увеличивается расстояние между валками, так что профиль может быть извлечен из станка.
Принцип работы имеет прямое влияние на все фазы, но в основном на вторую и третью. Понятно, что для загрузки профиля на станок должно быть достаточное расстояние между валками. Также ясно, что для того, чтобы заблокировать профиль между валками и оказать давление, необходимо уменьшить это расстояние.Один или несколько бочек должны быть способны двигаться по отношению к другим.
Понятно, что для загрузки профиля на станок должно быть достаточное расстояние между валками. Также ясно, что для того, чтобы заблокировать профиль между валками и оказать давление, необходимо уменьшить это расстояние.Один или несколько бочек должны быть способны двигаться по отношению к другим.
Машины можно разделить, учитывая возможности движения валков:
• Машины двойного зажима
• Пирамидальные машины
• Стиль с одним зажимом
В профилегибочных машинах с двойным прижимом верхний валок имеет фиксированное положение, а два нижних имеют возможность перемещаться и могут перемещаться независимо друг от друга.Этот тип станка является наиболее универсальным и, следовательно, позволяет получить лучшие характеристики. Возможность независимого перемещения нижних валков позволяет наилучшим образом управлять операциями зажима и гибки, позволяя работать симметрично и асимметрично.
В гибочных машинах пирамидального профиля нижние валки имеют фиксированное положение, а верхний может перемещаться вниз.С такой машиной можно работать только симметрично.
В валках с одним прижимным углом может двигаться только один из нижних валков. С таким профилегибочным станком можно работать только асимметрично.
Преимущества и недостатки различных конфигураций профилегибочных машин
Основными аспектами, которые необходимо учитывать при определении преимуществ одной конфигурации профилегибочного станка по сравнению с другой, являются:
• Производственные затраты: трубогибочная машина с двойным зажимом — самая дорогая из всех построенных, поскольку в ней больше подвижных частей и, следовательно, больше компонентов.Станки для гибки профилей пирамидальной формы и однополюсного типа имеют более или менее одинаковую производственную стоимость.
• Гибкость: угловые валки с двойным зажимом являются наиболее гибкими. Во время работы можно поддерживать стабильное положение профиля со стороны загрузки машины и использовать только валок с противоположной стороны для сгибания профиля. Таким образом можно работать и на секционных гибочных станках с одинарным зажимом, но не на машинах пирамидальной формы.
• Возможность выполнять предварительную гибку на концах профиля: профильные станки с двойным зажимом могут выполнять предварительную гибку на обоих концах профиля, в то время как для получения того же результата на угловых валках с одним зажимом это необходимо. необходимо вынуть деталь из машины, повернуть и снова вставить с противоположного конца. На профилегибочных машинах пирамидальной формы предварительная гибка профиля невозможна.
Гидравлический профилегибочный станок серии MAH
Гидравлический профилегибочный станок— Серия MAH
Гидравлический профилегибочный станок AMOB — Гидравлический профилегибочный станок серии с верхним валком серии MAH также является основой самого большого ассортимента валков гибочные машины в мире! Чрезвычайно удобные в использовании, они также полностью доступны как для учеников, так и для опытных рабочих.
Еще одна ключевая точка гидравлического вальцогибочного станка Положение верхнего валка отображается на УЦИ на базе отдельно стоящего блока управления оператора.
Гидравлический профилегибочный станок MAH идеально подходит для тех применений, где требуется, в основном, несколько проходов, где ключевую роль играет повторяемость.
Эти машины, выпускаемые с двумя или с тремя приводными валками, могут обрабатывать самый широкий спектр профилей на рынке. Машины с тремя приводными валками особенно подходят для малых радиусов и минимизируют маркировку материала.
Горизонтальное и вертикальное рабочие положения гарантируют, что даже в самых маленьких рабочих пространствах профильногиб серии MAH найдет свое место.
Гидравлические вальцегибочные станки — это значительный компромисс между производительностью, повторяемостью, простотой использования и сокращением времени производственного цикла.
Серия MAH | Гидравлический профилегибочный станок
Стандартная спецификация на 2 валка:
- Два ведомых валка
- Стандартные валки
- Боковые направляющие валки
- Двухскоростные двигатели
- Горизонтальное и вертикальное рабочее положение
- Программируемое цифровое считывание верхнего вала
- Фут педаль с предохранительным устройством
Спецификация опции:
- Специальные ролики для профилей / труб
- Направляющие ролики для угловой гибки
Стандартные 3 ролика:
- Три ведомых ролика
- Стандартные ролики
- Боковые направляющие ролики
- Горизонтальное и вертикальное рабочее положение
- Программируемое цифровое считывание верхнего вала
- Ножная педаль с предохранительным устройством
Спецификация опции:
- Цифровая система измерения длины
- Специальные ролики для профилей / труб
- Направляющие ролики угловой гибки
| Ось X = отвечает за радиус гибки | |||||
| Усилие прессования Ось X | 12 т | 20 т | 27 т | 35 т | 65 т |
| Точность позиционирования оси X — с сервоуправлением | 0,01 мм | 0,01 мм | 0,01 мм | 0,01 мм | 0,01 мм |
| Привод оси X | гидравлический | гидравлический | гидравлический | СЕРВОПРИВОД; clean — низкий уровень шума — экономия энергии 70% | СЕРВОПРИВОД; clean — низкий уровень шума — экономия энергии 70% |
| Ход (управляемый) оси X | 200 мм | 260 мм | 265 мм | 390 мм | 445 мм |
| Объем гидравлического масла | 7 литров | 18 литров | 17 литров | 9 литров | 9 литров |
| Ось Y = отвечает за измерение длины сегмента | |||||
| Все 3 ролика приводятся индивидуально! | ДА | ДА | ДА | ДА | ДА |
| Бесступенчатая регулировка скорости роликов | 1-30 об / мин с PC400, в противном случае ускоренный ход / замедленная скорость | 1-24 об / мин с PC400, в противном случае ускоренный ход / замедленная скорость | 1-22 об / мин с PC400, в противном случае ускоренный ход / замедленная скорость | 1 — 16 об / мин | 1-8 об / мин |
| Максимальный крутящий момент на ролик | 500 Нм | 1200 Нм | 1600 Нм | 3000 Нм | 9000 Нм |
| Система привода роликов | электродвигатели, чистые и малошумные | электродвигатели, чистые и малошумные | электродвигатели, чистые и малошумные | SERVO DRIVE — чистый — низкий уровень шума — крутящий момент 100% на каждой скорости | SERVO DRIVE — чистый — низкий уровень шума — крутящий момент 100% на каждой скорости |
| Высота ролика | 110 мм (опционально 220 мм) | 200 мм | 300 мм | 400 мм | 500 мм |
| Диаметр держателя инструмента Ø | 40 мм | 65 мм (опционально 105 мм) | 105 мм (по оси X, цельный материал, изготовленный из цельного куска) | 105 мм (цельный материал, изготовленный из одной детали) | 130 мм (цельный материал, изготовленный из одной детали) |
| Ось Z = для выравнивания или гибки в 3-е измерение | |||||
| Ручная стандартная версия | серии | серии | серии | – | – |
Версия с кривошипным механизмом с возможностью определения положения до 0. 1 мм 1 мм | опционально | опционально | опционально | серии | – |
| Версия с ПК, точность позиционирования 0,01 мм | опционально | опционально | опционально | опционально | серии |
| Специальный: | |||||
| Возможна активация вручную или с ПК | Руководство / Обучение на планшете / TABLET350 / PC400 | Руководство / Обучение на планшете / TABLET350 / PC400 | Руководство / Обучение на планшете / TABLET350 / PC400 | PC400 | PC400 |
| Плавно регулируемое расстояние между передними роликами, обеспечивающее малый радиус изгиба | 256 (дополнительно 80) — 518 мм | 280–860 мм | 200–1000 мм | 400–1400 мм | 630–1330 мм |
| Направление гибки | вдали от оператора — аспект безопасности! | вдали от оператора — аспект безопасности! | вдали от оператора — аспект безопасности! | вдали от оператора — аспект безопасности! | вдали от оператора — аспект безопасности! |
| Автоматический запуск / остановка при использовании гидравлики с PC400 | отключает гидравлику через 15 минут простоя. | отключает гидравлику через 15 минут простоя. | отключает гидравлику через 15 минут простоя. | Отсутствие значительного энергопотребления во время простоя (СЕРВОПРИВОД) | отключает гидравлику через 15 минут простоя. |
| Расположение станка | передвижной с автопогрузчиком | передвижной с автопогрузчиком | передвижной с автопогрузчиком | кран / вилочный погрузчик | кран |
| Опоры роликовые | опционально | серии | серии | серии | серии |
| Обучение / Ввод в эксплуатацию: | 1 день бесплатно в наших работах | 1 день бесплатно в наших работах | 1 день бесплатно в наших работах | 1 день бесплатно в наших работах | 1 день бесплатно в наших работах |
| Общие технические данные: | |||||
| Соединение | 400 В, 16 А | 400 В, 16 А | 400 В, 32 А | 400 В, 32 А | 400 В, 63 А |
| кВт | 2 кВт | 6 кВт | 7 кВт | 15 кВт | 34 кВт |
| Длина / ширина / высота | 905 мм / 950 мм / 1125 мм | 1340 мм / 1. 330 мм / 1350 мм 330 мм / 1350 мм | 1680 мм / 1,250 мм / 1390 мм | 1970 мм / 1,860 мм / 1420 мм | 2520 мм / 2240 мм / 1760 мм |
| Масса | 540 кг | 1050 кг | 1150 кг | 2250 кг | 5500 кг |
Eagle Bending Machines, Inc.инвентаризация и поддержка обширной линейки профилегибов, профилегибочных станков, универсальных валковых гибочных машин, угловых валков, а также трубогибов и трубогибов. У нас есть стандартные инструменты, специальные инструменты и детали, готовые к отправке. Хотя вальцегибочные станки Eagle технически представляют собой вальцы для гибки профилей, их часто называют трубогибами, профилегибами, трубогибами, гибочными вальцами или просто вальцегибочными станками. Eagle используются для гибки всех типов материалов и профилей. Наши вальцегибочные станки обрабатывают низкоуглеродистую сталь, нержавеющую сталь, алюминий, титан, бронзу, латунь, медь, а также другие сплавы. Наши более чем 7500 гибочных станков используются для производства морских поручней, алюминиевых оконных рам, стальных профилей, декоративного и декоративного железа, рам и компонентов мотоциклов, выхлопных труб и многого другого. Наши прокатные станки обрабатывают плоский пруток, квадратный пруток, квадратную и прямоугольную трубу, круглый пруток, швеллеры и Т-образный пруток, используя стандартные инструменты, которые поставляются с машиной.С дополнительным оснащением Eagle Bender может катать угловое железо, круглые трубы и трубы, овальные трубы, гнутые профили, алюминиевые профили и специальные профили. E В отделе обслуживания гибочных машин agle работают опытные профессионалы, прошедшие обучение на заводе, для обслуживания ваших запасных частей, ремонта и технических нужд . Наши высококачественные OEM-компоненты не являются патентованными и доступны по всему миру. Гарантия на наши вальцегибочные машины не имеет себе равных.На основные рамы предоставляется ограниченная пожизненная гарантия! Мы уверены в превосходном качестве Eagles. Независимо от ваших потребностей и бюджета на трубогиб, вы получите выгоду от выбора Eagle. Наш Истинное качество и целостность — в деталях каждого вальцегибочного станка Eagle. |
 Наша дочерняя компания, Carell Corporation, поставляет листовые валки, горизонтальные прессы, профилирующие прутки, валки с двойным прижимным углом и многое другое.
Наша дочерняя компания, Carell Corporation, поставляет листовые валки, горизонтальные прессы, профилирующие прутки, валки с двойным прижимным углом и многое другое. Для декоративных применений Роликогибочные станки Eagle могут быть оборудованы дополнительными спиральными гибочными инструментами, инструментами для скручивания пикетов и приспособлениями для винтовых лестничных направляющих. Если вы думаете о покупке ручного или гидравлического гибочного станка, или трубогиба с ЧПУ, или трубогиба, или любого типа вальцегибочного станка, Eagle может удовлетворить ваши производственные потребности. У нас на складе более 60 рулоногибов, готовых к быстрой доставке. Наши секционные трубогибы доступны во всех размерах от небольших экономичных портативных трубогибов до больших тяжелых трубогибов, которые соответствуют вашему бюджету на прокатку.
Для декоративных применений Роликогибочные станки Eagle могут быть оборудованы дополнительными спиральными гибочными инструментами, инструментами для скручивания пикетов и приспособлениями для винтовых лестничных направляющих. Если вы думаете о покупке ручного или гидравлического гибочного станка, или трубогиба с ЧПУ, или трубогиба, или любого типа вальцегибочного станка, Eagle может удовлетворить ваши производственные потребности. У нас на складе более 60 рулоногибов, готовых к быстрой доставке. Наши секционные трубогибы доступны во всех размерах от небольших экономичных портативных трубогибов до больших тяжелых трубогибов, которые соответствуют вашему бюджету на прокатку. У нас есть запасные части и оснастка.Наш цех станков с ЧПУ может изготовить любую необходимую вам оснастку в кратчайшие сроки. Мы производим инструмент для других марок кольцепрокатных и вальцегибочных машин. Вальцегибочные станки с ЧПУ серии Eagle BA с прямым вводом радиуса для гибки валков большого объема или деталей с несколькими радиусами вращения позволяют выполнять прокатку на новый уровень с высочайшей точностью, повторяемостью и скоростью.
У нас есть запасные части и оснастка.Наш цех станков с ЧПУ может изготовить любую необходимую вам оснастку в кратчайшие сроки. Мы производим инструмент для других марок кольцепрокатных и вальцегибочных машин. Вальцегибочные станки с ЧПУ серии Eagle BA с прямым вводом радиуса для гибки валков большого объема или деталей с несколькими радиусами вращения позволяют выполнять прокатку на новый уровень с высочайшей точностью, повторяемостью и скоростью. Сравните и убедитесь сами, почему Eagle Bending Machines является самой уважаемой торговой маркой в отрасли гибки валков. Мы поддерживаем гибочные машины, выпущенные более 30 лет назад.Посетите наш выставочный зал, испытательный центр и цех станков с ЧПУ, чтобы увидеть «Детали» из первых рук и
Сравните и убедитесь сами, почему Eagle Bending Machines является самой уважаемой торговой маркой в отрасли гибки валков. Мы поддерживаем гибочные машины, выпущенные более 30 лет назад.Посетите наш выставочный зал, испытательный центр и цех станков с ЧПУ, чтобы увидеть «Детали» из первых рук и Станок для гибки алюминиевого профиля, Станок для гибки алюминиевого профиля Поставщики и производители на Alibaba.com
Украсьте свой бизнес дверей и окон новаторскими решениями. Машина для гибки алюминиевого профиля доступна на Alibaba.com с привлекательными промо-предложениями.Файл. Машина для гибки алюминиевого профиля может похвастаться передовыми инновациями, которые делают производство окон и дверей чрезвычайно простой задачей. Файл. Станок для гибки алюминиевого профиля представлен в обширной коллекции, которая учитывает потребности разных людей. Таким образом, вы найдете наиболее подходящий вариант для личного или делового использования.
Таким образом, вы найдете наиболее подходящий вариант для личного или делового использования.
. Машина для гибки алюминиевых профилей изготовлена из прочных материалов и отличается ярким дизайном, что делает их долговечными и повышает их эффективность.Линии обработки включают ведущих и заслуживающих доверия. Станок для гибки алюминиевого профиля оптовиков и поставщиков, которые обеспечивают неизменно высокое качество. Мощные части этих. Машина для гибки алюминиевых профилей обеспечивает безупречные результаты, максимальную эффективность при меньшем потреблении электроэнергии, что позволяет вам сэкономить на счетах за электроэнергию. Разнообразие размеров гарантирует, что вы сможете идеально вписаться в свое пространство.
Все. Станок для гибки алюминиевого профиля на Alibaba.com просты в установке и эксплуатации. Тем не менее, они поставляются с инструкциями, которые демонстрируют, как их настроить и использовать для максимальной производительности. Вы также можете выбрать услуги. Станок для гибки алюминиевого профиля установщиков, чтобы они начали эффективно работать. Эти. Машина для гибки алюминиевых профилей обладает похвальными характеристиками безопасности. Они гарантируют, что операторы не будут подвергаться ненужной опасности травм и что им будет удобно, чтобы минимизировать усилия, которые они прилагают.
Вы также можете выбрать услуги. Станок для гибки алюминиевого профиля установщиков, чтобы они начали эффективно работать. Эти. Машина для гибки алюминиевых профилей обладает похвальными характеристиками безопасности. Они гарантируют, что операторы не будут подвергаться ненужной опасности травм и что им будет удобно, чтобы минимизировать усилия, которые они прилагают.
Если вы хотите получить лучшее соотношение цены и качества, приобретая продукцию высочайшего качества, изучите различные. Машина для гибки алюминиевого профиля Ассортимент на Alibaba.com. Выбирайте наиболее подходящие для ваших конкретных требований. Для повышения прибыльности вашего бизнеса воспользуйтесь предложениями, предназначенными для. Станок для гибки алюминиевого профиля оптовиков и поставщиков для максимальной окупаемости инвестиций.
▷ бывшая в употреблении профилегибочная машина
Гибка профиля труб с помощью вертикального профилегибочного станкаПрофилегибочные машины для полной свободы проектирования
Задача гибки профилей состоит в том, чтобы иметь возможность придать выборочно и точно желаемую форму. Полые профили, как и трубы, связаны с риском изгиба. Перегиб трубы приведет к повреждению заготовки, так как она не подлежит ремонту. Профилегибочный станок содержит умную механическую систему, которая предотвращает это и позволяет производить точные радиусы. Существует несколько различных типов профиля , оборудование для гибки металла . Станки для гибки на оправке используются для тонкостенных труб диаметром всего несколько сантиметров. Эти машины состоят из оправки, гибочного инструмента, гибочной головки и контрподшипника.Во время гибки на оправке изгибаемый профиль проталкивается через оправку и фиксируется между гибочным инструментом и зажимом. Гибочная головка с механическим или гидравлическим приводом поворачивается вдоль оси гибки и таким образом формирует заготовку. Контрподшипник служит опорой для трубы во время гибки.
Полые профили, как и трубы, связаны с риском изгиба. Перегиб трубы приведет к повреждению заготовки, так как она не подлежит ремонту. Профилегибочный станок содержит умную механическую систему, которая предотвращает это и позволяет производить точные радиусы. Существует несколько различных типов профиля , оборудование для гибки металла . Станки для гибки на оправке используются для тонкостенных труб диаметром всего несколько сантиметров. Эти машины состоят из оправки, гибочного инструмента, гибочной головки и контрподшипника.Во время гибки на оправке изгибаемый профиль проталкивается через оправку и фиксируется между гибочным инструментом и зажимом. Гибочная головка с механическим или гидравлическим приводом поворачивается вдоль оси гибки и таким образом формирует заготовку. Контрподшипник служит опорой для трубы во время гибки.
Типы станков для гибки профиля
Станок для гибки профиля в цехе Требования к процессу гибки зависят от радиуса гибки, прочности стены и материала. Чем более хрупким будет материал, чем тоньше стенки и меньше радиус изгиба, тем сложнее будет процесс изгиба. Процесс гибки на оправке лучше всего подходит для получения высококачественного материала с малым радиусом изгиба. Закаленная цементированная сталь — единственный материал, из которого может быть изготовлен инструмент для гибки. Этап дополнительного упрочнения необходим, чтобы гарантировать длительный срок службы инструмента. Если инструмент не затвердеет, он может сжиматься или деформироваться, что приводит к образованию складок.Во время процесса гибки эти складки оказывают формирующее воздействие на заготовку, что делает ее бесполезной. Помимо использования закаленной стали, образование складок можно предотвратить, используя более гладкие складки или предварительно нагревая профиль. Для всех областей применения необходимо производить разные инструменты, поэтому гибка на оправке наиболее подходит для производства серийных и стандартных компонентов.
Чем более хрупким будет материал, чем тоньше стенки и меньше радиус изгиба, тем сложнее будет процесс изгиба. Процесс гибки на оправке лучше всего подходит для получения высококачественного материала с малым радиусом изгиба. Закаленная цементированная сталь — единственный материал, из которого может быть изготовлен инструмент для гибки. Этап дополнительного упрочнения необходим, чтобы гарантировать длительный срок службы инструмента. Если инструмент не затвердеет, он может сжиматься или деформироваться, что приводит к образованию складок.Во время процесса гибки эти складки оказывают формирующее воздействие на заготовку, что делает ее бесполезной. Помимо использования закаленной стали, образование складок можно предотвратить, используя более гладкие складки или предварительно нагревая профиль. Для всех областей применения необходимо производить разные инструменты, поэтому гибка на оправке наиболее подходит для производства серийных и стандартных компонентов.
Пирамидальные гибочные ролики особенно подходят для индивидуального изготовления профилей с радиусами радиуса. Обычно они сделаны из трех роликов , которые движутся навстречу друг другу. Требуемый изгиб получаемого профиля зависит от размера внешних роликов и глубины среднего ролика. Ролики вращаются и позволяют изготавливать сложные гнутые трубные заготовки. Ролики для гибки пирамид обычно используются автомобильными мастерскими и сантехниками для изготовления отдельных профилей, таких как трубы и выхлопные трубы. Ролики для гибки пирамид доступны в виде комплектных обрабатывающих центров , которые могут производить сложные трубы и профили в желаемом количестве.Компания BILGER имеет особенно дешевый и гибкий станок для гибки профиля на продажу , который можно использовать для небольших компаний, монтажных работ и предпринимателей. Он сочетает в себе гибкость роликов для гибки пирамид с эффективностью станка для гибки стержней. Небольшой гибочный станок под названием «Variobieger» можно быстро собрать с помощью ряда стандартных инструментов, чтобы удовлетворить потребности оператора.
Обычно они сделаны из трех роликов , которые движутся навстречу друг другу. Требуемый изгиб получаемого профиля зависит от размера внешних роликов и глубины среднего ролика. Ролики вращаются и позволяют изготавливать сложные гнутые трубные заготовки. Ролики для гибки пирамид обычно используются автомобильными мастерскими и сантехниками для изготовления отдельных профилей, таких как трубы и выхлопные трубы. Ролики для гибки пирамид доступны в виде комплектных обрабатывающих центров , которые могут производить сложные трубы и профили в желаемом количестве.Компания BILGER имеет особенно дешевый и гибкий станок для гибки профиля на продажу , который можно использовать для небольших компаний, монтажных работ и предпринимателей. Он сочетает в себе гибкость роликов для гибки пирамид с эффективностью станка для гибки стержней. Небольшой гибочный станок под названием «Variobieger» можно быстро собрать с помощью ряда стандартных инструментов, чтобы удовлетворить потребности оператора.
Размеры и типы профилегибочных машин
Гибка профиля с помощью механического гибочного станка Типы двигателей и рабочих систем для профилегибочных машин разработаны в зависимости от требований к профилю.Трубы и стержни малых и средних размеров могут изготавливаться с использованием чисто механических систем, таких как рычаги, шарнирные прессы и шпиндели. Эти профили создаются регулярно в зависимости от визуальной оценки, и этого обычно достаточно для некритических приложений. Полумеханические гибочные станки работают с гидравлическими двигателями с ручным управлением. С помощью ручного насоса оператор может использовать гидравлическую систему для приложения большого целевого усилия к профилю. Этот процесс чаще всего используется для монтажных работ.Это позволяет производить отдельные изгибы профиля без использования электроэнергии. Автоматические и полностью гидравлические двигатели используются для гибочных станков . Они доступны для профилей всех размеров. Особенно большие гибочные машины можно найти рядом с путевыми и трубопроводными сооружениями. Необходимые изгибы производятся на месте с помощью мобильных станций.
Они доступны для профилей всех размеров. Особенно большие гибочные машины можно найти рядом с путевыми и трубопроводными сооружениями. Необходимые изгибы производятся на месте с помощью мобильных станций.
Работа с профилегибами
Профили необходимы в контексте строительства.Они представляют собой элемент, состоящий из нескольких компонентов, используются для производства предварительно разработанного продукта. Для индивидуального производства профилей и требуется тот же набор навыков, что и в профиле занятий тех, кто занимается отделкой продукции. Индивидуальному производству профильных деталей могут научиться и талантливые, но неквалифицированные рабочие. Гибка профилей относительно безопасна. Тем не менее, перед использованием профилегибочного станка полезно пройти инструктаж по технике безопасности. Компоненты массового производства полностью автоматически производятся на профилегибочных машинах, таких как станок для гибки алюминиевого профиля или станок для гибки профиля из ПВХ. Как и для любой другой производственной машины, единственные требуемые задачи — это загрузка и разгрузка. Кроме того, эти продукты требуют регулярного контроля качества. Чтобы не приходилось учить квалифицированных рабочих обращаться с инструментами, рекомендуется подготовить шаблоны для этого при контроле качества профилей. Износ гибочного инструмента минимален. Однако высокое усилие , которое требуется для правильного изгиба профилей, может серьезно повлиять на контрподшипники машины.Обычно они регулируются. Строгие меры контроля качества могут достаточно рано выявить необходимость корректировки, чтобы предотвратить потери продукции и необходимость постпроизводства.
Производители профилегибочных машин
BILGER , GRANGIER CONSTRUCTEUR , O + P и NUOVA производят хорошие продукты для мастерских и монтажных работ. Поставщики станков для гибки металла ROUNDO , KNUTH , VOORTMANN и THOMAN рекомендуются для промышленных гибочных станков. Специальные машины, например, для крупных применений, таких как трубопроводы, доступны по номерам SUPERIOR и GENERAL DISCILLING . Получите доступ к самому большому выбору станков для гибки металла на продажу и к самой низкой цене на станки для гибки листового металла на TradeMachines.
Специальные машины, например, для крупных применений, таких как трубопроводы, доступны по номерам SUPERIOR и GENERAL DISCILLING . Получите доступ к самому большому выбору станков для гибки металла на продажу и к самой низкой цене на станки для гибки листового металла на TradeMachines.
▷ Б / у Профилегибочный станок | Станки для гибки алюминия и стали
Подержанные профилегибочные станки в Surplex
Index
- Что такое профилегибочный станок?
- Разница между ручным и гидравлическим профилегибочным станком
- Использование и работа профилегибочных станков
- Известные производители
Перед тем, как дать определение профилегибочному станку, важно указать, что такое « профиль »относится к.Профили представляют собой стержневые изделия, используемые для сохранения поперечного сечения по всей своей длине. Существует несколько типов профилей, таких как трубы, оконные рамы, балки, двутавровые балки, тавровые балки и конструкционные профили. В процессе их изготовления особое внимание уделяется обеспечению линейности. Перед применением профили необходимо настроить в соответствии с конкретными требованиями. Это задача профилегибочного станка. Стандартная конструкция профилегибочного станка обычно одинакова, независимо от производителя.Профилегибочные станки обычно состоят из трех валков, которые в промышленных условиях имеют гидравлический привод. Помимо гидравлических профилегибочных машин, существуют также станки с ручным управлением, которые работают с домкратами.
- Профили представляют собой стержневые изделия
- Используются для сохранения поперечного сечения по всей длине
- Их необходимо отрегулировать в соответствии с конкретными требованиями
Профилегибочные станки с ручным управлением в основном используются для умелые ремесла и промыслы.Например, автомобильные мастерские используют их для производства определенных деталей, таких как выхлопные трубы, и придают трубам специфические характеристики их собственных мастерских. Конструкция таких профилегибочных машин обычно одинакова: два ролика лежат в ряд, а третий валок расположен поперек них в шахматном порядке. Затем заготовка помещается между двумя линейными роликами и шахматным роликом. Ролики приводятся в движение с помощью кнопки, после чего они начинают перемещаться друг над другом.
Конструкция таких профилегибочных машин обычно одинакова: два ролика лежат в ряд, а третий валок расположен поперек них в шахматном порядке. Затем заготовка помещается между двумя линейными роликами и шахматным роликом. Ролики приводятся в движение с помощью кнопки, после чего они начинают перемещаться друг над другом.
Для получения точных результатов требуется мощный гидравлический профилегибочный станок.Процесс гибки на этих металлообрабатывающих станках начинается, как только валки встречаются с заготовкой, и может быть остановлен автоматически или вручную. В конце процесса ролики отдаляются друг от друга, и профиль приобретает новую желаемую форму. В качестве альтернативы трехвалковой конструкции существуют также профилегибочные станки, в которых в качестве формующего элемента используется специальный инструмент, изготовленный на заказ. Затем профиль прижимается к месту с помощью этой машины. Этот процесс обычно используется в массовом производстве.
Доступен широкий спектр профилегибочных станков, которые в основном используются для холодной гибки профилей, различающихся по форме и размеру. На различных профилегибочных машинах можно обрабатывать профили с поперечным сечением от нескольких миллиметров в диаметре до трубопроводов с поперечным сечением более двух метров. Гибка профилей должна производиться с большой мощностью, но также должна допускаться контролируемая правка, которая достигается за счет использования профилегибочного станка.Если профиль просто закрепить на станке и согнуть, он никогда не сможет принять желаемую форму и в конечном итоге просто сломается. Особенно это актуально для полых профилей, таких как трубы или рамы теплоизоляционных окон. Однако с помощью профилегибочного станка профили изгибаются до нужной формы с особой осторожностью и точностью, не нанося им повреждений.
Работа с профилегибочным станком требует большого опыта, если только он не предназначен для массового производства небольших деталей, которое в значительной степени автоматизировано.