
Уникальные способы точечной сварки | Сварак
Кроме обычной схемы точечной сварки, можно выделить и ряд других вариантов. Также рекомендуем ознакомиться с понятиями режима точечной сварки.
Пульсирующая точечная сварка
Пульсирующая сварка
Этот способ отличается от обычного тем, что нагрев осуществляется пропусканием целой серии кратковременных импульсов тока, каждого из которых недостаточно для совершения сварки. Диаграмма применения тока и температуры при пульсирующей точечной сварке показана на рис.
Особенности.
Прерывистость нагревания сообщает процессу ряд особенностей, позволяющих вести сварку деталей, покрытых слоем окислов и повышенной толщины.
- Нагрев в сварочном контакте при наличии окислов неравномерен.
- В выступающих точках, где первыми разрушаются окислы н образуется непосредственный контакт, плотность тока и нагрев максимальны.

- Если ток непрерывен, то продолжение нагревания вызывает в этих точках местное расплавление н выплески металла.
- При подаче тока отдельными сравнительно слабыми импульсами за время пауз местная концентрация тепла успевает выравниваться еще до расплавления стали.
- Относительно легкоплавкие окислы быстро разжижаются и, так как в этом состоянии они электропроводны, то их влияние на последующие стадии нагрева и образование ядра становится малозаметным.
- За время пауз отвод тепла в электроды особенно интенсивен и в целом нагрев поверхности электродов и их износ при сварке чистых деталей уменьшается

Охлаждение, зоны сварки от электродов в осевом направлении за время пауз идет гораздо быстрее, чем охлаждение в окружающий подогретый металл в радиальном направлении.
Поэтому прерывистый нагрев позволяет получить ядро достаточно большого диаметра без опасения сквозного проплавления детали под электродами. Сила тока каждого импульса относительно мала, темп нагрева в целом более замедлен и зона размягчения металла более широкая.
Это облегчает деформацию листов и передачу усилий в центр ядра для его уплотнения.
Соответственно требующаяся электрическая и механическая мощность машины может быть существенно снижена против необходимой для нормальной, одной м импульсной сварки.
Необходимость в изготовлении и применении машин очень высокой электрической и механической мощности, быстрый износ электродов, трудность получения плотного и достаточно большого ядра являются основными затруднениями при точечной сварке толстых деталей.
- Пульсирующая точечная сварка эти затруднения в значительной мере разрешает.
- Применение пульсирующей точечной сварки также целесообразно в тех случаях, когда точки располагаются вблизи элементов жесткости (ребра жесткости, стенки к т. д.),
- так как более широкий подогрев зоны сварки облегчает местную деформацию детали под электродом.
В настоящее время с помощью этого метода сварки на стандартных машинах освоена сварка стальных деталей толщиной до 10  Следует иметь в виду, что пульсирующая точечная сварка менее производительна, чем обычная, и осуществление ее требует применения относительно сложных и дорогих регулирующих устройств, которые описаны в упомянутой книге А. И. Ахуна.
Следует иметь в виду, что пульсирующая точечная сварка менее производительна, чем обычная, и осуществление ее требует применения относительно сложных и дорогих регулирующих устройств, которые описаны в упомянутой книге А. И. Ахуна.
Сварка с термообработкой под электродами.
Быстрое охлаждение при точечной сварке углеродистых и легированных сталей вызывает их закалку. Для предупреждения хрупкости точечных соединений и появления в них трещин применяются особые режимы, когда листы под электродами не только свариваются, но н подвергаются термообработке. Осуществление такого процесса поясняется на рис.
- После пропускания сварочного импульса тока и образования расплавленного ядра спустя некоторое время, дается повторный нагрев имлупульсом тока меньшей силы.
- В результате металл сварки, едва успев накалиться, вновь отпускается и приобретает необходимые пластические свойства.
- Дополнительный нагрев, кроме того» облегчает деформацию металла н уплотнение ядра после сварки, В практике встречаются и аналогичные, но более сложные процессы. Все они требуют автоматического и точного выдерживания дополнительных параметров режима.
 Все они требуют автоматического и точного выдерживания дополнительных параметров режима.
Все они требуют автоматического и точного выдерживания дополнительных параметров режима.Сила тока для повторного импульса обычно берется в два раза меньше, чел для сварки при равной длительности импульсов. Время паузы в зависимости от марки стали составляет 0.2—0.8 от времена сварочного нагрева.
Односторонняя точечная сварка.
Односторонняя точечная сварка
Электроды 2, 3 при этом способе сварки располагаются с одной стороны деталей У. как показано на рис. Сварка осуществляется либо полным током, проходящим через свариваемые детали (рис. 21, ау б), либо той частью тока, которая ответвляется в нижнюю деталь (рис. в, г). В последнем случае для усиления рабочей части тока и охлаждения нижней детали, под деталь подкладывают медную плиту 4.
Односторонняя точечная сварка.
Преимущества односторонней сварки
- возможность одновременной сварки двух точек и расположение свариваемой детали за пределами внешнего контура.
- Это позволяет вести сварку крупногабаритных изделий на машине с относительно небольшим внешним контуром, имеющим соответственно небольшие электрические потерн.
- В настоящее время этот способ получил широкое распространенно при многоточечной сварке в производстве крупных деталей автомобилей, вагонов, тракторов и т. п.

Многоточечная сварка осуществляется в специальных автоматах предназначенных только для одной или группы однородных изделий. Автоматы имеют несколько электродов (до 80), расположенных в точном соответствии с местами сварки изделий.
Наибольшее распространение получили автоматы такого устройства, когда деталь сразу обжимается всеми электродами и сварка осуществляется последовательно чередующимися включениями тока в каждую пару электродов. За счет одновременной сварки двух точек и сокращения времени на установку и перемещение деталей, сокращения паузы между сварками достигается высокая производительность.
Совместное обжатие детали всеми электродами способствует уменьшению ее коробления.
Преимуществом этого способа является то, что со стороны медной подкладки отсутствуют портящие внешний вид углубления от электродов.

Ввиду трудности обеспечить надежный контакт и вследствие большого шунтирования тока через верхний лист, толщина деталей при односторонней сварке ограничивается 2,5—3 мм. Когда толщина свариваемых листов неодинакова, для повышения доли рабочего сварочного тока и для облегчения местной деформации листов со стороны электродов должен располагаться более тонкий лист.
Рельефная сварка.
Она является разновидностью точечной, при которой для облегчения сосредоточения тока и давления в одной из деталей выштамповываются выступы. Детали помещаются между электродными плитами машины (рис) и осуществляется их сварка.
Обычно рельефов делается несколько (до 10), и сварка осуществляется как многоточечная. Применяется она в массовом производстве компактных деталей.
Ввиду недостаточной механической прочности рельефов, очень тонкие стальные листы (менее 0,5 мм), а также алюминиевые этим способом свариваться не могут. Для приварки стальных листов толщиной 1—2,5 мм давление выбирается из расчета по 150—600 кг на каждый выступ, мощность по 25—75 ква.
Для приварки стальных листов толщиной 1—2,5 мм давление выбирается из расчета по 150—600 кг на каждый выступ, мощность по 25—75 ква.
Очень важным для качества является равномерность нагрева и сдавливания для всех рельефов, поэтому к точности размеров рельефов, к очистке поверхности предъявляются повышенные требования. В последнее время применяют предварительный прерывистый нагрев, подобный пульсирующей сварке. Постепенное нарастание температуры позволяет выравнивание тока и давления по рельефам.
Т-образная сварка
Примеры Т-образной сварки показаны на рис. Ввиду сильного различия в сечении и форме свариваемых деталей, равный и достаточный нагрев участков сварки затруднителен. Для получения высокого и равного для обеих деталей нагрева
в зоне их сварки надо тепловыделение, по возможности, сконцентрировать в плоскости контакта при снижении роли выделения и потерь тепла в самом теле деталей.
С этой целью для увеличения сопротивления в контакте и ускорения нагрева в одной из деталей месту сварки придают сферическую или коническую форму.
- Применением жестких и весьма жестких режимов можно также добиться нужной концентрации нагрева.
- При кратковременном нагреве мощным импульсом тока роль контактного сопротивления возрастает, а влияние различия теп- лопотерь в детали не успевает себя проявить.
- Т-образная сварка на обычных стандартных машинах такого высокого качества, как стыковая сварка оплавлением, дать не может и имеет ограниченное применение.
За последнее время высококачественной Т-образной сварки достигли на специальных машинах, у которых сварочный нагрев осуществляется за счет кратковременного и мощного разряда конденсаторов. Это несомненно расширит область применения этого вида сварки.
Подобные статьи
Точечная сварка односторонняя
Уникальные способы точечной сварки
Кроме обычной схемы точечной сварки, можно выделить и ряд других вариантов. Также рекомендуем ознакомиться с понятиями режима точечной сварки.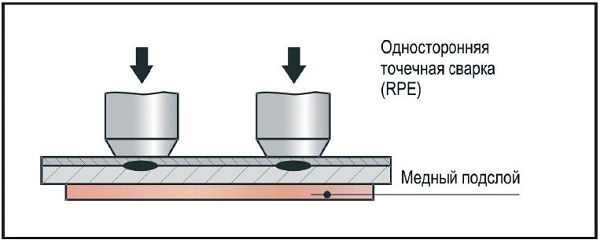
Пульсирующая точечная сварка
Пульсирующая сваркаЭтот способ отличается от обычного тем, что нагрев осуществляется пропусканием целой серии кратковременных импульсов тока, каждого из которых недостаточно для совершения сварки. Диаграмма применения тока и температуры при пульсирующей точечной сварке показана на рис.
Особенности.
Прерывистость нагревания сообщает процессу ряд особенностей, позволяющих вести сварку деталей, покрытых слоем окислов и повышенной толщины.
- Нагрев в сварочном контакте при наличии окислов неравномерен.
- В выступающих точках, где первыми разрушаются окислы н образуется непосредственный контакт, плотность тока и нагрев максимальны.
- Если ток непрерывен, то продолжение нагревания вызывает в этих точках местное расплавление н выплески металла.
- При подаче тока отдельными сравнительно слабыми импульсами за время пауз местная концентрация тепла успевает выравниваться еще до расплавления стали.
- Относительно легкоплавкие окислы быстро разжижаются и, так как в этом состоянии они электропроводны, то их влияние на последующие стадии нагрева и образование ядра становится малозаметным.
- За время пауз отвод тепла в электроды особенно интенсивен и в целом нагрев поверхности электродов и их износ при сварке чистых деталей уменьшается

Охлаждение, зоны сварки от электродов в осевом направлении за время пауз идет гораздо быстрее, чем охлаждение в окружающий подогретый металл в радиальном направлении.
Поэтому прерывистый нагрев позволяет получить ядро достаточно большого диаметра без опасения сквозного проплавления детали под электродами. Сила тока каждого импульса относительно мала, темп нагрева в целом более замедлен и зона размягчения металла более широкая.
Это облегчает деформацию листов и передачу усилий в центр ядра для его уплотнения.
Соответственно требующаяся электрическая и механическая мощность машины может быть существенно снижена против необходимой для нормальной, одной м импульсной сварки.
Необходимость в изготовлении и применении машин очень высокой электрической и механической мощности, быстрый износ электродов, трудность получения плотного и достаточно большого ядра являются основными затруднениями при точечной сварке толстых деталей.
- Пульсирующая точечная сварка эти затруднения в значительной мере разрешает.
- Применение пульсирующей точечной сварки также целесообразно в тех случаях, когда точки располагаются вблизи элементов жесткости (ребра жесткости, стенки к т. д.),
- так как более широкий подогрев зоны сварки облегчает местную деформацию детали под электродом.
В настоящее время с помощью этого метода сварки на стандартных машинах освоена сварка стальных деталей толщиной до 10 м. Следует иметь в виду, что пульсирующая точечная сварка менее производительна, чем обычная, и осуществление ее требует применения относительно сложных и дорогих регулирующих устройств, которые описаны в упомянутой книге А. И. Ахуна.
Сварка с термообработкой под электродами.
Быстрое охлаждение при точечной сварке углеродистых и легированных сталей вызывает их закалку. Для предупреждения хрупкости точечных соединений и появления в них трещин применяются особые режимы, когда листы под электродами не только свариваются, но н подвергаются термообработке. Осуществление такого процесса поясняется на рис.
Осуществление такого процесса поясняется на рис.
- После пропускания сварочного импульса тока и образования расплавленного ядра спустя некоторое время, дается повторный нагрев имлупульсом тока меньшей силы.
- В результате металл сварки, едва успев накалиться, вновь отпускается и приобретает необходимые пластические свойства.
- Дополнительный нагрев, кроме того» облегчает деформацию металла н уплотнение ядра после сварки, В практике встречаются и аналогичные, но более сложные процессы. Все они требуют автоматического и точного выдерживания дополнительных параметров режима.
Сила тока для повторного импульса обычно берется в два раза меньше, чел для сварки при равной длительности импульсов. Время паузы в зависимости от марки стали составляет 0.2—0.8 от времена сварочного нагрева.
Односторонняя точечная сварка.
Односторонняя точечная сваркаЭлектроды 2, 3 при этом способе сварки располагаются с одной стороны деталей У. как показано на рис. Сварка осуществляется либо полным током, проходящим через свариваемые детали (рис. 21, ау б), либо той частью тока, которая ответвляется в нижнюю деталь (рис. в, г). В последнем случае для усиления рабочей части тока и охлаждения нижней детали, под деталь подкладывают медную плиту 4.
Сварка осуществляется либо полным током, проходящим через свариваемые детали (рис. 21, ау б), либо той частью тока, которая ответвляется в нижнюю деталь (рис. в, г). В последнем случае для усиления рабочей части тока и охлаждения нижней детали, под деталь подкладывают медную плиту 4.
Преимущества односторонней сварки
- возможность одновременной сварки двух точек и расположение свариваемой детали за пределами внешнего контура.
- Это позволяет вести сварку крупногабаритных изделий на машине с относительно небольшим внешним контуром, имеющим соответственно небольшие электрические потерн.
- В настоящ
Рельефная, шовная и точечная контактная сварка | Строительный справочник | материалы — конструкции
При точечной контактной сварке локализация эффекта Джоуля и эффективность проковки определяются формой наконечников электродов и прилагаемым к электродам усилием. В случае рельефной сварки усилие, прилагаемое к электродам при проковке, и сечение канала прохождения тока определяются контактом на специально выштампованных выступах или рельефах.
Размеры рельефов определяют объем металла в соединяемых деталях, в котором будет происходить образование ядра сварных точек. Значительное усилие сжатия, прилагаемое ко всем выступам одновременно, и распределение тока, определяющего эффект Джоуля, достигаются за счет большой общей поверхности электродов — выступов, причем ток в этом случае проходит именно через данные рельефы.
Схема рельефной сварки |
Способы рельефной сварки |
Кинематическая схема данного способа сварки близка к схеме точечной сварки. Очень быстрое повышение температуры в области рельефов и в области с другой, плоской стороны листов одновременно вызывает и расплавление рельефов, и образование литого ядра. По мере осуществления сварки выступы полностью сглаживаются по отношению к поверхности верхнего свариваемого листа, и свариваемые детали соединяются таким же образом, как и в случае точечной контактной сварки за счет образования литого ядра.
Основной интерес к данному способу сварки вызван тем, что он позволяет одновременно сваривать значительное количество рельефных контактов на одной стороне деталей (при ограниченных размерах машины и ограничениях по геометрической форме соединяемых деталей).
Двухточечная односторонняя сварка
В этом варианте применения ток во вторичном сварочном контуре трансформатора подается на два электрода с одной стороны свариваемых листов. Два листа металла накладываются один на другой под электродами машины, причем под листы подкладывается медная пластина, называемая противоэлектродом.
После того, как было осуществлено сжатие деталей двумя электродами и включена подача напряжения на сварочный трансформатор, ток начинает проходить от одного электрода к другому через два листа металла и через противоэлектрод по последовательной схеме.
В данном случае также имеет место значительное количество дополнительных параллельных цепей, по которым может проходить сварочный ток, и именно по этой причине круг применений двухточечной односторонней сварки значительно ограничен.
Точечная контактная сварка |
Непрямая или псевдодвухточечная односторонняя сварка
Данный способ является разновидностью способа двухточечной односторонней контактной сварки, поскольку электроды располагаются на одной стороне верхнего листа. В этом случае за счет использования верхнего листа устраняется ток утечки. В результате остается только набор довольно больших последовательных сопротивлений, которые требуют повышенных значений напряжения во вторичном контуре. Использование противоэлектрода с большой площадью поверхности приводит к ограничению на площади рабочей поверхности наконечников электродов.
Последовательная двухточечная сварка «push — pull»
В этом случае используются два симметричных трансформатора с одинаковыми характеристиками, расположенных с двух сторон свариваемых листов металла. Эффект «push — pull» представляет собой электрический эффект, при котором ток ограничивается напряжениями в симметричных противоположных вторичных контурах, в результате чего токи утечки через листы в местах контакта с электродами снижаются (электрические условия близки к способу одноточечной сварки).
Применения системы «push — pull» не ограничиваются по толщине или порядку подкладывания листов, поскольку она позволяет сваривать все пригодные для сварки материалы в любой последовательности, любой толщины (листы с покрытиями, листы из легких сплавов и т.п.) и даже при малых расстояниях по оси между электродами.
Схема шовной сварки |
Применение шовной сварки |
Роликовая (шовная) сварка
Роликовой (шовной) сваркой называют сварку последовательными точками с контролируемым интервалом. Варианты реализации способа определяются конструкцией используемых для нее машин. Сварка таким способом может выполняться и на машине для точечной контактной сварки при условии большой скорости выполнения точек (от 300 до 1000 точек в минуту). В этом случае необходимо использовать машины с малой инерционностью системы сжатия. Перемещение детали вручную носит случайный характер, и периодичность следования точек будет зависеть исключительно от профессионализма оператора. Для исключения нерегулярности следования точек электроды классической сварочной машины заменяются роликами, вращением которых может управлять сама машина.
Перемещение детали вручную носит случайный характер, и периодичность следования точек будет зависеть исключительно от профессионализма оператора. Для исключения нерегулярности следования точек электроды классической сварочной машины заменяются роликами, вращением которых может управлять сама машина.
Сжатие и синхронизация вращения роликов обеспечивают прижимание двух деталей друг к другу и их подачу вперед. В данном случае достаточно только надлежащим образом подобрать цикличность нагревов и охлаждения в соответствии с тангенциальной скоростью подачи детали двумя роликами, с тем, чтобы получить сварные швы, точки которых будут находиться друг от друга на контролируемом расстоянии. Понятно, что прижимание деталей роликами должно осуществляться непрерывно во время всего процесса сварки одного шва. Интерпретация закона Джоуля-Ленца для рассматриваемого случая аналогична точечной контактной сварке.
Общее сопротивление, имеющее место в данном случае, складывается из последовательных сопротивлений той же природы (внутренние и контактные сопротивления). Сопротивления внешних контактов роликов с листом повышенные, поскольку место соприкосновения роликов с листом теоретически является линией (не поверхностью).
Сопротивления внешних контактов роликов с листом повышенные, поскольку место соприкосновения роликов с листом теоретически является линией (не поверхностью).
Стыковая контактная сварка |
Использованы репродукции http://welding.su/gallery/ |
Способ контактной сварки (стыковая сварка) |
Стыковая сварка
Стыковая сварка сопротивлением имеет такую же последовательность шагов, что и точечная сварка (сборка, сварка и механическая обработка). Для этого вида сварки существуют следующие правила: Усилие сжатия зажимов превышает усилие при осадке: 1,5 х (усилие сжатия) < (усилие осадки) < 2 х (усилие сжатия). Ток, обеспечивающий создание эффекта Джоуля, проходит через контактные поверхности электродов-губок и плоскость соприкосновения деталей через сечение последних, поэтому величина выступа частей деталей за пределы электродов-губок является критическим параметром для данной машины.
При наличии слишком большого выступа деталей за края губок происходит перегрев детали за пределами зоны, в которой необходимо создать эффект Джоуля. Перегрев приводит к размягчению деталей и делает их непригодными для взаимной осадки, не считая того, что данный нагрев проходит за счет снижения эффекта от нагрева на граничной поверхности.
что это такое, назначение, аппараты для сварки
Все о контактной сварке: точечное, шовное, рельефное и стыковое сварочные соединения металлических деталей. Физические принципы, разновидности, способы применения. Достоинства и недостатки контактной технологии. Виды оборудования и советы по их выбору.
При контактной сварке двух наложенных друг на друга металлических пластин в точке соприкосновения электрода с верхней заготовкой возникает краткосрочный (от сотых долей до единиц секунд) поток энергии чрезвычайно высокой мощности. В результате этого между пластинами образуется линза из расплавленного металла, а при ее остывании — прочное сварное соединение. Таким способом можно сваривать детали толщиной до десятков миллиметров из большинства видов сталей, а также из сплавов алюминия, титана, магния и других цветных металлов.
Таким способом можно сваривать детали толщиной до десятков миллиметров из большинства видов сталей, а также из сплавов алюминия, титана, магния и других цветных металлов.
К основным преимуществам контактной сварки относят высокую стабильность качества сварного шва, низкий уровень требований к квалификации сварщиков, невысокую стоимость сварочного оборудования, а также простоту механизации и автоматизации сварочных процессов. Кроме того, этот вид сварки не требует использования присадочных материалов, защитных газовых сред и флюсов, что делает его с точки зрения охраны труда самым безопасным. В современном промышленном производстве почти 40% сварочных соединений выполняются различными установками контактной сварки. А в автомобильной промышленности, авиастроении, производстве пассажирских вагонов и электронных приборов доля контактной сварки в общем объеме сварочных работ составляет около 90%.
Определение и назначение контактной сварки
Контактная сварка выполняется несколькими технологическими способами, которые отличаются между собой видами сварного шва и некоторыми особенностями сварочного процесса. В ГОСТ 15878-79 указана электроконтактная сварка трех видов, при этом в профильной литературе и ГОСТ 297-80 выделяют четыре:
В ГОСТ 15878-79 указана электроконтактная сварка трех видов, при этом в профильной литературе и ГОСТ 297-80 выделяют четыре:
- Точечная. Металлические детали соединяют между собой отдельными сварными точками. Производится двумя электродами, которые также обеспечивают сжатие деталей между собой с необходимым усилием. Это самая массовая разновидность контактной сварки: ее доля в общем объеме контактных сварочных соединений составляет более 70%.
- Шовная. В этом способе используют электроды в виде роликов, а сварной шов формируется из прерывающихся точек, которые должны перекрывать друг друга не менее, чем на 25%. Усилие сжатия между поверхностями формируется с помощью давления на ролик. Шовная сварка применяется преимущественно при изготовлении емкостей (топливные баки, глушители автомобилей, химические сосуды и пр.), тонкостенных шовных труб и корпусов промышленной и бытовой техники из листового металла.
- Стыковая. С помощью этого способа две детали соединяются расплавленным металлом по всей площади их соприкосновения, причем толщина свариваемых изделий практически не имеет значения. В процессе используются приспособления, сжимающие детали навстречу друг другу. Во время протекания сварочного тока по металлу из-за наличия на сопрягаемых поверхностях микровыступов в зоне их стыка возникают сварочные процессы, происходит разогрев стыка и создается стыковое сварочное соединение. Этот метод используют для беззазорного соединения рельсов, а также сварки трубопроводов и длинномерных изделий, в том числе из разнородных сталей.
- Рельефная. Данным способом соединяют скобы, кронштейны, резьбовой крепеж и подобные им изделия к листовым деталям. Он называется рельефным по причине того, что контакт свариваемых поверхностей ограничен выступом (рельефом) на одной из них. В результате этого значительно увеличивается плотность тока и тепловыделение, что требует применения особых сварочных режимов.
 В процессе используются приспособления, сжимающие детали навстречу друг другу. Во время протекания сварочного тока по металлу из-за наличия на сопрягаемых поверхностях микровыступов в зоне их стыка возникают сварочные процессы, происходит разогрев стыка и создается стыковое сварочное соединение. Этот метод используют для беззазорного соединения рельсов, а также сварки трубопроводов и длинномерных изделий, в том числе из разнородных сталей.
В процессе используются приспособления, сжимающие детали навстречу друг другу. Во время протекания сварочного тока по металлу из-за наличия на сопрягаемых поверхностях микровыступов в зоне их стыка возникают сварочные процессы, происходит разогрев стыка и создается стыковое сварочное соединение. Этот метод используют для беззазорного соединения рельсов, а также сварки трубопроводов и длинномерных изделий, в том числе из разнородных сталей.Одна из разновидностей рельефной сварки широко используется в авторемонте для приварки колец, волнистой проволоки и металлических штырьков при выправлении вмятин на кузовных деталях. У нас ее обычно называют «односторонней точечной сваркой», а используемые при этом аппараты со специальной оснасткой — споттерами.
Принцип действия
Технология контактной сварки точечным, шовным и рельефным способами основана на одной и той же единичной операции — создании сварной точки в месте соприкосновения поверхностей заготовок. В общем виде это выглядит так (см. рис. ниже):
- Установка сложенных внахлест заготовок на нижний электрод.
- Сжатие их верхним электродом.
- Подача импульса сварочного тока.
- Кратковременное удерживание сжатия до остывания сварной точки.
- Отвод верхнего электрода в исходное положение.
В установках контактной сварки используется постоянный ток обратной полярности (плюс на верхний электрод) или переменный ток частоты 50 Гц (в некоторых случаях применяют высокочастотные источники). Прижим деталей является важной частью технологического процесса. После прохождения импульса тока в месте соприкосновения поверхностей деталей возникает линза из расплавленного металла, которая в контактной технологии называется ядром. Сжатие с необходимым усилием не позволяет металлу выплескиваться за область ядра, а также вызывает пластическую деформацию зоны ядра и взаимное проникновение металлов заготовок.
Стандартная установка точечной сварки состоит из следующих элементов (см. рис. ниже):
- источник питания с переменным или постоянным током;
- нижняя (опорная) рукоятка с электродом массы;
- верхняя (прижимная) рукоятка с основным электродом;
- корпус установки с механизмом прижима и контактами.
Технология стыковой сварки отличается от остальных контактных способов, т. к. в этом случае посредством расплавления металла соединяются торцевые части двух массивных деталей. Последовательность технологических операций при стыковой контактной сварке выглядит следующим образом (см. рис. ниже):
- Фиксация одной из заготовок в неподвижном зажимном приспособлении.
- Установка второй заготовки в подвижную оснастку.
- Сжатие торцов заготовок с постоянным усилием.
- Подача на заготовки импульса сварочного тока.
- Разогрев металла до состояния плавления с продолжающимся после отключения тока приложением усилия.
- Сближение торцов и образование сварного шва.
- Остывание шва и снятие усилия.
Напряжение холостого хода в устройствах контактной сварки намного ниже, чем у другого сварочного оборудования. Обычно оно составляет 3÷6 В (максимум до 20 В), при этом напряжение сварки равно 1÷1.5 В. Сила тока во всех контактных способах в зависимости от толщины заготовок и площади контакта лежит в интервале от единиц до сотен тысяч ампер. Глубина проплавления каждой детали в зависимости от вида материала должна составлять от 20 до 80% процентов ее толщины. Не допускается сквозное проплавление (прожиг) металла, а также проплавление его на глубину меньше нормативного.
Преимущества и недостатки
Одним из главных достоинств контактной сварки является ее быстродействие. К примеру, скорость контактного соединения шовным способом деталей из стали толщиной 0.5 мм может достигать 1.5 м/мин, что недостижимо ни для одной из сварочных технологий. К другим преимуществам контактной сварки обычно относят:
- стабильность параметров и качество соединения;
- небольшое энергопотребление;
- медленный износ электродов;
- отсутствие расхода присадочных и вспомогательных материалов;
- низкие требования к квалификации персонала;
- нет выделений вредных и опасных для здоровья веществ;
- чистота сваренной поверхности (шов находится внутри металла).
Контактная технология лучше любых других подходит для автоматизации и использования в оборудовании для серийного производства. Большинство роботов на конвейерах кузовных цехов автопрома — это программируемые автоматические устройства контактной сварки. А сварка трубных стыков всех магистральных газо- и нефтепроводов высокого давления производится контактным стыковым способом с использованием специальных автоматизированных комплексов.
Главный технологический недостаток контактной сварки — это высокие требования к равномерности и чистоте поверхности.
При сжатии между плоскостями деталей не должно быть даже минимального зазора, иначе возможен боковой выплеск расплавленного металла из внутренней зоны сварки. Помимо этого такие сварочные аппараты в силу особенностей своей конструкции не приспособлены к работе в ограниченном пространстве. Мобильная рабочая часть контактного оборудования имеет значительный вес, а при отсутствии механизированного привода сжатие требует от сварщика приложения значительных физических усилий.
Виды аппаратов контактной сварки
Машины контактной сварки (так они называются в соответствии с ГОСТ 297-80) в первую очередь классифицируют по виду сварочного соединения, т. е. одному из четырех описанных выше технологических способов. Внутри каждого такого вида они подразделяются по признакам стационарности и мобильности, а также по различным конструктивным особенностям. Следующими параметрами являются тип источника тока и усилие сжатия. Для обозначения отечественных аппаратов контактной сварки ГОСТ установлено цифро-буквенное обозначение, включающее в себя одиннадцать позиций.
В первой позиции всегда присутствует буква «М» (машина), а по второй можно определить контактный способ, для которого она предназначена. К примеру, МТ — машина точечная, МШ — машина шовная и т. д. В третьей позиции приводится код ее конструктивного исполнения: подвесная (П), постоянного тока (В), радиальная (Р) и т. п. В остальных позициях указываются значения сварочного тока и напряжения питающей сети, а также различные коды конструкторских и эксплуатационных особенностей конкретной модели.
Советы по выбору оборудования
При выборе аппарата для контактной сварки в первую очередь необходимо ориентироваться на толщину металла, который предполагается сваривать, характер работ (стационарный или мобильный) и вид необходимого контактного соединения (точечный, шовный и прочие). Не следует выбирать контактный аппарат с рабочими характеристиками «про запас», т. к. это может сильно сказаться на цене и массогабаритных показателях его мобильной части. Необходимо помнить, что механическая часть такого оборудования может иметь пневмоприводы, для чего потребуется источник сжатого воздуха, а более мощные установки эксплуатируются с водяным охлаждением. А электрическая часть машины мощностью более 10 кВт наверняка потребует трехфазного источника напряжения.
Также важным элементом любого контактного сварочного аппарата являются электроды. Их форма и вид зависят от используемой технологии и особенностей производства.
Существуют специальные технологии контактной сварки с применением клея и припоя, но о них в специализированной литературе только упоминается. Если кто-нибудь знает, для чего и как они используются, поделитесь, пожалуйста, информацией в комментариях к данной статье.
Контактная сварка | Сварка и сварщик
Принципы процесса контактной сварки и общее представление о его разновидностях
- Контактная сварка
- это процесс образования неразъемных соединений конструкционных металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия.
Разновидности процесса контактной сварки
Точечная сварка
- Точечная сварка
- способ контактной сварки, при котором детали свариваются по отдельным ограниченным участкам касания (по ряду точек).
При точечной сварке детали 1 собирают внахлестку, сжимают между электродами 2, к которым подключен источник электрической энергии 3 (например, сварочный трансформатор). Детали нагреваются при кратковременном прохождении сварочного тока до образования зоны взаимного расплавления деталей 4, называемой ядром. Нагрев зоны сварки сопровождается пластической деформацией металла в зоне контакта деталей (вокруг ядра), где образуется уплотняющий поясок 5, надежно предохраняющий жидкий металл от выплеска и от окружающего воздуха. Поэтому специальной защиты зоны сварки не требуется.
После выключения тока расплавленный металл ядра быстро кристаллизуется, и образуются металлические связи между соединяемыми деталями. Таким образом, образование соединения при точечной сварке происходит с расплавлением металла.
Шовная сварка
- Шовная сварка
- способ получения герметичного соединения (шва) путем образования ряда перекрывающихся точек.
Подвод тока и перемещение деталей осуществляют с помощью вращающихся дисковых электродов – роликов 2. Как и при точечной сварке, детали 1 собирают внахлестку и нагревают кратковременными импульсами сварочного тока от источника 3 в результате чего образуется ряд перекрывающихся точек 4.
Рельефная сварка
- Рельефная сварка
- одна из разновидностей точечной сварки.
При этом на поверхности одной из деталей 1 предварительно формируют выступ – рельеф, который ограничивает начальную площадь контакта деталей. В результате в этой зоне повышаются плотность тока и скорость тепловыделения. При нагреве рельеф постепенно деформируется; на определенной стадии процесса сварки формируется ядро, как при обычной точечной сварке. Сжатие деталей 1 и подвод к ним сварочного напряжения осуществляется при помощи плит 2.
Стыковая сварка
- Стыковая сварка
- способ контактной сварки, когда детали соединяются по всей площади касания (по всему сечению).
Детали 1 закрепляют в токоподводящих зажимах 2 и 4, один из которых (4) подвижен и соединен с приводом усилия сжатия машины. Напряжение к деталям подают от источника 3.
При стыковой сварке сопротивлением детали предварительно сжимают усилием и включают в сеть сварочный трансформатор. По деталям протекает сварочный ток, и происходит постепенный нагрев стыка деталей до температуры, близкой к температуре плавления. Затем сварочный ток выключают и резко увеличивают усилие осадки деталей, которые деформируются в стыке. При этом из зоны сварки частично выдавливаются поверхностные пленки, формируется физический контакт, и образуется соединение.
При стыковой сварке оплавлением вначале на детали подают напряжение от сварочного трансформатора, а затем их сближают. При соприкосновении деталей в отдельных контактах вследствие большой плотности тока металл контактов быстро нагревается и взрывообразно разрушается. Нагрев торцов деталей происходит за счет непрерывного образования и разрушения контактов – перемычек. К концу процесса на торцах образуется сплошной слой жидкого металла. В этот момент резко увеличивают скорость сближения и усилие осадки F деталей; торцы смыкаются, большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливается из зоны сварки, образуя утолщение – грат. Сварочный ток выключается автоматически во время осадки деталей. Для более равномерного нагрева деталей по сечению и получения однородных свойств соединений в ряде случаев до начала оплавления торец подогревают током способом сварки сопротивлением.
Шунтирование тока. Шунтирование тока проявляется в протекании части тока вне зоны сварки, например, через ранее сваренные точки при двухсторонней точечной сварке или через одну из деталей при односторонней сварке, при шовной сварке, при стыковой сварке изделий замкнутой формы. Шунтирование в значительной мере нарушает симметрию электрического поля и может привести к уменьшению плотности тока. Токи шунтирования обычно снижаются в процессе сварки за счет нагрева шунта и снижения сопротивления электрод-электрод.
Роль пластической деформации
Пластическая деформация металла вызывается как внешними, факторами – усилием со стороны электродов, так и внутренними – напряжениями, возникающими при несвободном расширении металла зоны сварки. При точечной, шовной, рельефной и стыковой сварке сопротивлением пластическая деформация металла присутствует на протяжении всего процесса сварки: от формирования холодного контакта до проковки соединения. При сварке оплавлением деформация происходит на этапе предварительного подогрева и осадки.
Основная роль пластической деформации при точечной, шовной и рельефной сварке заключается в формировании электрического контакта, в образовании пластического пояса для удержания расплавленного металла от выплеска и ограничения растекания сварочного тока во внутреннем контакте, в уплотнении металла на стадии охлаждения.
Основная роль пластической деформации при стыковой сварке заключается в удалении оксидов для образования металлических связей в стыке (второй этап цикла сварки) и электрических контактов (преимущественно в течение первого этапа нагрева). Деформация вызывается действием усилия сжатия, создаваемого приводом сварочной машины. Для образования начального электрического контакта достаточно небольшого давления, при котором происходит микропластическая деформация рельефа поверхности торцов. Для удаления оксидов и образования связей требуется относительно большая объемная пластическая деформация деталей. При стыковой сварке в большинстве случаев используется свободная схема объемной деформации, при которой металл течет без какого-либо внешнего ограничения. В процессе стыковой сварки о величине деформации судят по укорочению деталей, вызванному осадкой.
Дефекты соединений и причины их образования при контактной сварке
Основными дефектами при точечной, шовной и рельефной сварке являются:
- Непровары – проявляется в виде полного отсутствия или уменьшения литого ядра, а также при частичном или полном сохранении оксидной пленки или плакирующего слоя в контакте деталь-деталь; выплески, несплошности зоны сварки (трещины, раковины), снижение коррозионной стойкости соединений, неблагоприятные изменения структуры метала. Общая причина непровара – изменение параметров режима сварки (снижение тока и времени сварки, увеличение усилия сжатия и диаметра электродов), а также других технологических факторов (малая нахлестка, расстояние между точками, большие зазоры), приводящие к снижению плотности тока (тепловыделения).
- Выплески – это выброс части расплавленного металла из зоны сварки. Выплески разделяют на наружные (из области контакта электрод-деталь), внутренние (между деталями), начальные (на I этапе формирования соединения) и конечные (на II этапе). Общая причина появления этого дефекта состоит в отставании скорости деформации от скорости нагрева.
- Несплошности зоны сварки: наружные и внутренние трещины, раковины. Трещины являются горячими и образуются преимущественно в температурном интервале хрупкости.
- Снижение коррозионной стойкости соединений – возникает в результате переноса части электродного металла на поверхность вмятины и может вызвать усиленную коррозию в этой части соединения.
- Неблагоприятные изменения структуры металла сварного соединения – возникают как следствие термодеформационного цикла сварки.
Основные дефекты стыковой сварки:
- Непровар – полное или частичное отсутствие металлической связи. Причина непровара – наличие в стыке оксидов или недостаточный нагрев торцов.
- Искривление волокон в области стыка обычно наблюдается при чрезмерной осадке.
- Расслоения и трещины (обычно продольные горячие) возникают также при чрезмерной осадке.
- Дефекты структуры (крупное зерно, загрязнение стыка неметаллическими включениями, снижение содержания легирующих элементов в стыке и т. п.) – могут быть вызваны перегревом металла, окислением при сварке, выгоранием легирующих элементов.
Области применения процессов контактной сварки и основные проблемы
Точечной и шовной сваркой обычно соединяют детали толщиной 0,5-6 мм. Толщина свариваемых деталей может быть одинаковой или различной. Материал деталей может быть однородным или разнородным. Если герметичность не требуется, то применяют точечную сварку. Прочноплотные соединения выполняют шовной сваркой.
При ограниченном доступе к месту сварки применяют односторонний подвод тока. Для повышения производительности и уменьшения коробления используют многоточечную сварку.
Сваркой сопротивлением обычно соединяют детали небольшого, как правило, круглого, сечения (например, из низкоуглеродистых сталей не более 200 мм2).
Сваркой непрерывным оплавлением сваривают детали сечением до 1000 мм2 (из низкоуглеродистой стали) и детали большого периметра (трубы, листы и др.).
Оборудование и приспособления
Для машин общего назначения ГОСТ 297—80 устанавливает, в частности, следующие основные параметры.
- Наибольший вторичный ток. Это ток, который проходит во вторичном (сварочном) контуре при его коротком замыкании на максимальной ступени регулирования при номинальных значениях раствора и вылета сварочного контура.
- Номинальное и (или) наименьшее и наибольшее усилия сжатия электродов — для точечных, шовных и рельефных машин.
- Требования к геометрическим параметрам электродов и консолям машины (размеры контура относятся к наиболее важным параметрам машины; контуры состоят из жестких и гибких токоведущих элементов, которые соединяют вторичные витки сварочного трансформатора с оснасткой машин).
Оснастка машин включает консоли, электрододержатели, электроды, токоподводящие губки и другие элементы, размеры и конструкция которых может меняться в зависимости от конструкции изделия. На этих элементах иногда устанавливают приспособления, фиксирующие или поддерживающие свариваемые, детали, загрузочные или съемные механизмы. Вторичный контур характеризуется такими параметрами:
- активное сопротивление;
- индуктивное сопротивление;
- полное сопротивление в режиме короткого замыкания.
В состав точечных, рельефных, шовных, подвесных и многоэлектродных машин входят приводы сжатия. В период протекания сварочного тока эти приводы формируют на электродах постоянное или изменяющееся во времени сварочное усилие. В необходимых случаях такие приводы создают на электродах усилие предварительного обжатия (до включения тока) и ковочное усилие (после выключения тока), превышающие уровень сварочного усилия. В большинстве машин приводы сжатия являются пневматическими, реже – пружинными.
Привода вращения роликов шовных машин – обеспечивают передвижение свариваемых деталей на шаг точек. Вращение роликов может быть непрерывным и прерывистым. Приводным может быть один из роликов, а в некоторых случаях крутящий момент передается сразу на оба ролика.
Электроды для точечной сварки и ролики для шовной сварки состоят из: рабочей части, части, обеспечивающей соединение с машиной, и средней (основной) части. Рабочая часть обеспечивает непосредственный контакт (электрический и механический) электрода со свариваемыми деталями и имеет рабочую поверхность, форма и размеры которой являются важной технологической характеристикой электрода (ролика). В настоящее время наиболее распространены две формы рабочей поверхности: плоская (цилиндрическая у роликов) и сферическая. Основной функцией электродов и роликов является подвод тока к деталям и передача к ним сварочного усилия. Внутренняя часть большинства электродов для точечной сварки имеет канал для подачи охлаждающей воды. Внутри охлаждающего канала находится трубка, по которой поступает вода.
Параметры режима контактной сварки
В зависимости от роли процессов тепловыделения и теплоотвода различают жесткие и мягкие режимы сварки.
Жесткий режим характеризуется высоким значением сварочного тока и малым временем сварки. Жесткий режим характеризуется высокими скоростями нагрева и охлаждения. Такие режимы применяют при сварке материалов, обладающих высокой теплопроводностью и малым удельным электрическим сопротивлением.
Мягкие режимы характерны значительной длительностью протекания тока относительно малой силы. При этом происходит значительный теплообмен внутри деталей и с электродами.
Цикл контактной точечной и рельефной сварки состоит из предварительного сжатия, нагрева и проковки.
При сварке сопротивлением основными параметрами режима являются сварочный ток, или плотность тока, время протекания тока, начальное усилие сжатия и усилие осадки, укорочение деталей при сварке, установочная длина (начальное расстояние между внутренними краями токоподводов).
Основные параметры режима при сварке оплавлением: скорость оплавления, плотность тока при оплавлении, припуск на оплавление, время оплавления, величина осадки и ее скорость, длительность осадки под током, величина осадки под током, усилие осадки или давление осадки, установочная длина детали. Задают также напряжение холостого хода машины и программу его изменения.
Типовой технологический процесс производства сварных узлов состоит из таких операций:
- изготовление деталей;
- подготовка деталей;
- сборка;
- сварка;
- доводочные операции;
- антикоррозионная защита;
- контроль.
Точечная холодная сварка | Сварка и сварщик
Точечная холодная сварка применяется для соединения внахлестку листовых материалов. Сварной шов (сварная точка) получается в результате вдавливания пуансонов в заготовки. Соединение образуется в результате значительной деформации металла, поэтому оно упрочнено по отношению к основному металлу деталей.
В практике чаще всего применяется точечная холодная сварка:
- без предварительного зажатия заготовок
- с односторонним деформированием
- с предварительным зажатием
Точечная холодная сварка без предварительного зажатия заготовок
Подразделяется на одностороннюю и двустороннюю.
Двусторонняя точечная холодная сварка без предварительного зажатия
Подготовленные заготовки 1 устанавливают между соосно расположенными пуансонами 2 и 4. Под воздействием усилия осадки, рабочие выступы 3 вдавливаются в металл свариваемых деталей, обеспечивая необходимую для получения соединения пластическую деформацию. Полученный сварной шов представляет собой дискретную последовательность сварных точек.
- свариваемые детали
- пуансоны
- рабочий выступ
- опорная ограничивающая поверхность
Прочность сварной точки составляет 0,75 — 0,9 прочности основного металла.
Односторонняя точечная холодная сварка без предварительного зажатия заготовок
Применяют при необходимости получения ровной поверхности сварного соединения с какой — либо одной стороны. Соединяемые в нахлестку детали 1 размещают на плоском основании. Штампы заданной формы вдавливаются в материал.
- свариваемые детали
- пуансоны
- рабочий выступ
- опорная ограничивающая поверхность
Недостатком данного способа является коробление соединяемых материалов (особенно при толщине более 4 мм) изготовленных из сплавов с малой пластичностью (алюминиевые сплавы). Вследствие коробления сварка каждой последующей точки или ослабляет предыдущую точку или разрушает ее. Для устранения этого явления процесс производят с предварительным зажатием.
Точечная холодная сварка с предварительным зажатием заготовок
Также делится на два вида — одностороннюю и двустороннюю.
Одно- и двусторонняя точечная холодная сварка с предварительным зажатием заготовок
Данный способ позволяет устранить коробление свариваемых деталей 1 за счет использования прижимов 2. Прижатие деталей рабочими поверхностями прижимов (напряжения прижима 29 — 49 МПа, площадь прижима должна превышать площадь пуансонов в 15 — 20 раз) производится или одновременно с вдавливанием штампов 3, или до вдавливания. Необходимость приложения дополнительного усилия прижатия Q не позволяет использовать этот способ для соединения нежестких заготовок.
1 — свариваемые детали; 2 — прижим; 3 — рабочие пуансоны; Р — усилие сварки; Q — усилие прижима | |
Режимы и формы пуансонов
Данный способ характеризуется степенью деформации ? (процентное отношение глубины вдавливания пуансонов к суммарной толщине соединяемых металлов).
Для получения прочного соединения минимальная глубина вдавливания рассчитывается по формуле:
(h1+h2)min = ?(S1 + S2)/100,
где: h1+h2 — глубина внедрения, в мм;
S1 и S2 — толщины свариваемых листов, в мм;
? — степень деформации материала свариваемых деталей.
В таблице приведена наименьшая величина степени деформации, необходимая для точечной холодной сварки.
| Металл | Минимальная величина ?, необходимая для образования надежного сварного соединения % |
|---|---|
| Индий (In) | 10 — 15 |
| Золото (Au) | 30 — 35 |
| Серебро (Ag) | 50 — 86 |
| Свинец (Pb) | 55 — 85 |
| Алюминий (Al) | 60 — 70 |
| Титан (Ti) | 70 — 75 |
| Алюминиевые сплавы | 75 — 90 |
| Кадмий (Cd) | 80 — 86 |
| Медь (Cu) | 85 — 90 |
| Никель (Ni) | 85 — 90 |
| Железо (Fe) | 85 — 92 |
| Олово (Sn) | 86 — 88 |
При оптимальной степени деформации ? разрушается основной металл, а у сварной точки — максимальное сопротивление срезу. Если ? завышена, то разрушение произойдет в наиболее слабом поперечном сечении, если ? занижена — в месте сварного соединения.
При точечной холодной сварке в основном применяют штампы с прямоугольными и круглыми рабочими выступами.
Ширина рабочих выступов пуансонов прямоугольной формы В = (1 — 3)?; длина L = (5 — 7)В. При соединении очень тонких листов фольги В>3?. Диаметр рабочего выступа пуансонов круглой формы d = (2 — 3,5)?.
| Металл | Давление конце деформации, МПа |
|---|---|
| Отожженный алюминий | 300 — 600 |
| Нагартованный алюминий | 1100 — 1175 |
| Отожженная медь | 1150 — 1170 |
| Нагартованная медь | 1400 — 2500 |
Области применения точеной холодной сварки
- при оконцевании алюминиевых токопроводящих элементов медными накладками и выводами («флажками») для обеспечения надежного электрического контакта
- при армировании алюминиевых токопроводящих шин медью
- для соединения алюминиевых ребер с радиаторами силовых полупроводниковых приборов взамен литых и прессованных охладителей
- при изготовлении электрических конденсаторов
- для стыковки медных и алюминиевых шин
- для соединения алюминиевых ручек с корпусами алюминиевых кастрюль
Лучшие расходные материалы для контактной сварки — Выгодные предложения на расходные материалы для контактной сварки от глобальных продавцов расходных материалов для контактной сварки
Отличные новости !!! Вы попали в нужное место, чтобы купить расходные материалы для контактной сварки. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эти расходные материалы для контактной сварки в кратчайшие сроки станут одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели расходные материалы для контактной сварки на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в расходных материалах для контактной сварки и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести расходные материалы для контактной сварки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Лучшая контактная сварка — Выгодные предложения по контактной сварке от глобальных продавцов контактной сварки
Отличные новости !!! Вы попали в нужное место для контактной сварки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта сварка верхнего контакта должна в кратчайшие сроки стать одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что получили контактную сварку на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в контактной сварке и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести контактную сварку по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
О НАС
Предлагаемых услуг / оборудования:
- Фитинги для двутавровых или двутавровых балок и сварочные порталы
- Сварочные аппараты для ребер жесткости и накладки двутавровых балок
- Горизонтальные и вертикальные аппараты для сварки резервуаров
- Станции для односторонней сварки, судостроение / несущие конструкции и фланцы
- Станции для дуговой сварки под флюсом / угловой сварки и т. Д.
- Конвейерные и транспортные системы
- Сварочное и погрузочно-разгрузочное оборудование по индивидуальному заказу, разработанное для удовлетворения потребностей клиентов
Ogden Welding Systems — это имя, которому доверяют в сталелитейной промышленности, с более чем 40-летним опытом создания качественного сварочного оборудования и систем транспортировки материалов. Огден заработал репутацию производителя и поставщика высококачественной продукции, которая увеличивает производство и снижает затраты.Мы предлагаем продуктовые решения и услуги. Наше оборудование может быть адаптировано различными способами для удовлетворения ваших конкретных потребностей. Благодаря нашему опыту в области проектирования, обработки материалов, монтажа и технических знаний, Ogden Welding Systems может удовлетворить большинство требований клиентов.
Наши первые машины, сварочные аппараты Dart Stiffener Welders, которые использовались для приварки усиливающих элементов между фланцами на балках моста, произвели революцию в мостостроительной отрасли благодаря своим высококачественным сварным швам со скоростью, в шесть раз превышающей ручную.За последние четыре десятилетия Ogden Welding Systems расширилась и стала всемирным поставщиком полных автоматизированных сварочных систем. В нашу клиентскую базу входят корпорации из судостроительной отрасли, промышленности по производству металлоконструкций, производителей железнодорожных вагонов и грузовых прицепов, производителей резервуаров для хранения и множества других обрабатывающих производств.
КОНСТРУКЦИОННО-СТАЛЬНОЕ ПРОИЗВОДСТВО
Ogden поставляет автоматические сварочные аппараты для производителей металлоконструкций более 40 лет! Наши первые машины использовались для приварки усиливающих элементов между фланцами мостовых балок, что произвело революцию в мостостроительной отрасли благодаря своим высококачественным сварным швам со скоростью, в шесть раз превышающей ручную.Наше проверенное временем оборудование поставляется в различных стандартных конфигурациях, а также может быть адаптировано для различных применений.
Ogden предлагает широкий выбор специального погрузочно-разгрузочного оборудования.От удобных для оператора низкотехнологичных механических решений до высокоавтоматизированных и тяжелых решений. Имея возможность разрабатывать, производить и устанавливать различные решения для погрузочно-разгрузочных работ, мы можем удовлетворить потребности клиентов, которым требуется небольшое специализированное оборудование, или тех, кому требуется крупногабаритное оборудование большой мощности.
Транспортные поезда большой грузоподъемности
СИСТЕМЫ СВАРКИ OGDEN
372 Вт DIVISION ST
SCHERERVILLE, IN 46375
США
Т: +1219 322 5252
Факс: +1 219 865 1825
ЭЛЕКТРОННАЯ ПОЧТА: ПРОДАЖИ @ OGDENWELDING.