Сварное нахлесточное соединение
Изобретение относится к области сварки и может быть использовано при точечной сварке нахлесточных соединений, не требующих герметичности. Сварное нахлесточное соединение состоит из верхнего и нижнего элементов, соединенных общей сварной точкой. Сварная точка имеет сквозное оплавленное отверстие, выполненное по центру точки через оба свариваемых элемента. Образованная точка с отверстием имеет тороидальную форму, которая увеличивает площадь сечения на границе нахлеста между соединенными элементами, за счет сквозного проплавления нижнего элемента и воздействия дугой на границу нахлеста, что увеличивает разрушающее усилие при работе соединения на срез. В результате повышается прочность сварного соединения за счет увеличения его рабочего диаметра, обеспечивается простота контроля качества соединения и создание возможности передачи рабочей среды с одной стороны соединения в другую. 1 ил.
Изобретение относится к области сварки и может быть использовано при точечной сварке нахлесточных соединений, не требующих герметичности.
Известны швы сварных соединений электрозаклепочные (ГОСТ 14776-69).
Известно сварное нахлесточное соединение (Сварное нахлесточное соединение. Авторское свидетельство СССР №1530389. Опубл. 23.12.89 г. Бюл. №47), принятое за прототип. Соединение выполнено в виде точки с полным проплавлением верхнего и частичным проплавлением нижнего элементов. Образованное точечное соединение имеет головку определенного диаметра и высоты.
Однако известное соединение имеет ограничение прочности соединения при срезающих нагрузках, которая зависит от площади сечения точки. Ограничение обусловлено асимметрией провара верхнего и нижнего элементов. Верхний лист проплавляется с большим диаметром, чем нижний. Кроме этого, для данного соединения сложно контролировать качество провара нижнего элемента и среднее сечение полученного соединения.
Техническим результатом предлагаемого сварного соединения является повышение прочности сварного соединения за счет увеличения рабочего диаметра соединения, простота контроля качества соединения и создание возможности передачи рабочей среды с одной стороны соединения в другую.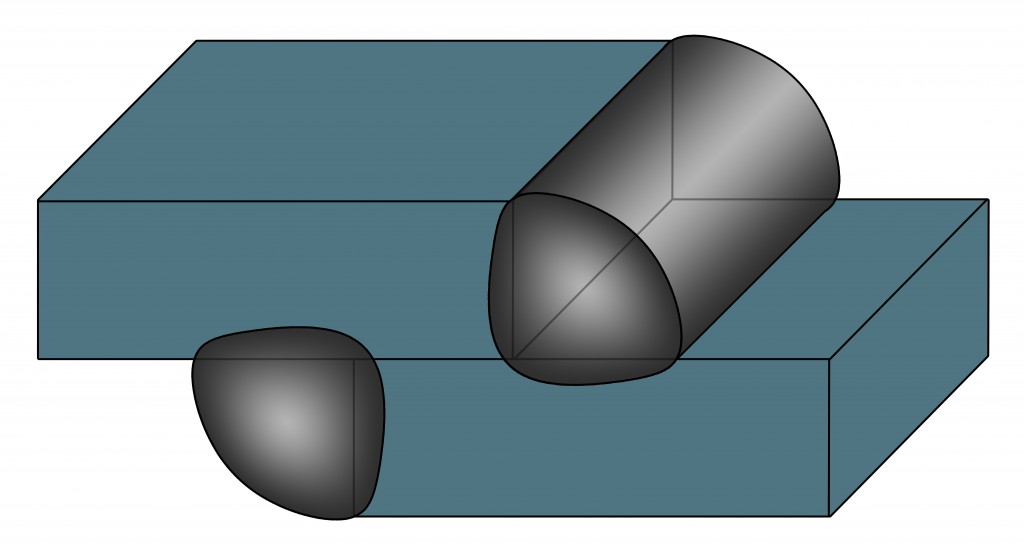
Сущность изобретения — сварное нахлесточное соединение содержит верхний и нижний элементы, соединенные общей сварной точкой, которая имеет сквозное оплавленное отверстие, выполненное по центру точки через оба свариваемых элемента. Образованная точка с отверстием имеет тороидальную форму, которая увеличивает площадь сечения на границе нахлеста между верхним и нижним элементами, за счет сквозного проплавления нижнего элемента и воздействия дугой на границу нахлеста, что увеличивает разрушающее усилие при работе соединения на срез.
На фиг.1 изображено нахлесточное соединение с отверстием в разрезе, общий вид.
Сварное нахлесточное соединение содержит верхний элемент 1, нижний элемент 2, соединенные сварной точкой 3 с верхним диаметром D и отверстием диаметром d.
Проведена сварка партии нахлесточных соединений пластин толщиной 2+2 мм из алюминиевого сплава типа В95. Сварка проводилась на подкладной пластине из высоколегированной стали. Проплав элементов и получение отверстия осуществлялись регулированием расхода аргона от 3 до 5 л/мин. Результаты представлены в таблице. Были получены сварные соединения с обычным формированием точки в виде электрозаклепки без отверстия (образец №4) и сварены несколько соединений с отверстием (образцы №1, 2, 3). Проведенные испытания сваренных образцов на разрыв показали, что образцы, сваренные с прожогом, т.е. с отверстием, имеют прочность на треть выше, чем образцы без отверстий.
Результаты представлены в таблице. Были получены сварные соединения с обычным формированием точки в виде электрозаклепки без отверстия (образец №4) и сварены несколько соединений с отверстием (образцы №1, 2, 3). Проведенные испытания сваренных образцов на разрыв показали, что образцы, сваренные с прожогом, т.е. с отверстием, имеют прочность на треть выше, чем образцы без отверстий.
| Образец | D, мм | d, мм | Ток сварки, А | Усилие на разрыв, Р, кг | Примечание |
| 1 | 15 | 3,5 | 140 | 510 | Прожог |
| 2 | 15 | 3,5 | 140 | 550 | Прожог |
| 3 | 16 | 3,5 | 140 | 510 | Прожог |
| 4 | 15 | — | 140 | 370 | Без прожога |
Таким образом, предлагаемое сварное нахлесточное соединение с отверстием позволяет повысить прочность на разрыв за счет увеличения диаметра проплава на границе верхнего и нижнего элементов и повышение жесткости путем придания отверстию тороидальной формы.
Предлагаемое сварное нахлесточное соединение с отверстием может быть получено с помощью известных в технике устройств. Следовательно, предлагаемое соединение обладает промышленной применимостью.
Сварное нахлесточное соединение, содержащее верхний и нижний элементы, соединенные общей сварной точкой, отличающееся тем, что сварная точка выполнена со сквозным оплавленным отверстием по ее центру через оба свариваемых элемента.
Сварные нахлесточные соединения — Энциклопедия по машиностроению XXL
На рис. 4.5 приведены схемы контроля сварных нахлесточных соединений для выявления различных дефектов сварки. Следует отметить, что такой тип соединений в химическом и нефтяном машиностроении используют редко. Контроль сварных швов с [c.110] Рис. 4.5. Схемы контроля сварных нахлесточных соединений для выявления трещин (а), шлаковых включений (б) и непроваров (в) 4.5. Схемы контроля сварных нахлесточных соединений для выявления трещин (а), шлаковых включений (б) и непроваров (в)
|
| Фиг. 16. Зависимость прочности на отрыв сварного нахлесточного соединения из винипласта толщиной 6,3 -f- 6,3 мм от времени пропускания ультразвука (Р = 120 кг) |
СВАРНЫЕ НАХЛЕСТОЧНЫЕ СОЕДИНЕНИЯ
Результаты испытания на выносливость сварных нахлесточных соединений [c.84]
Марка стали Тип сварного нахлесточного соединения 3 О S Q. Вид нагрузки t ь (Г, 1 о Предел выносливости, кгс/мм на базе циклов Источник
[c. 85]
85]
Концентрация напряжений в сварных нахлесточных соединениях может быть увеличена еще и тем, что в ряде случаев может иметь место неравномерность в распределении усилий между отдельными швами. [c.47]
Обычно расчет сварных нахлесточных соединений производится, исходя из предположения о равномерном распределении усилий. Однако более точные расчеты, производимые с учетом разницы деформаций отдельных элементов, показывают, что такое предположение не всегда соответствует условиям работы сварных соединений и поэтому применение упрощенных расчетов в ряде случаев может привести к значительной ошибке.
| Фиг. 19. Сварные нахлесточные соединения с поперечными а, б, в) и с продольными швами (г, д, е) и расчетная схема деформаций (ж). |
Осуществление сварных нахлесточных соединений с применением различных комбинаций из лобовых и продольных угловых швов создают более благоприятные условия для распределения как средних нормальных напряжений в поперечных сечениях основных соединяемых элементов, так и для распределения средних касательных напряжений в продольных сечениях сварных швов. Однако при этом неравномерность распределения напряжений по толщине элементов не устраняется, в связи с чем сварные нахлесточные соединения, даже в случае применения наиболее благоприятных сочетаний лобовых и продольных швов, характеризуются весьма высокой концентрацией напряжений.

Результаты испытания сварных нахлесточных соединений (фиг. 47) приведены в табл. 12 [8], [23).
Эти результаты свидетельствуют об очень низкой вибрационной прочности сварных нахлесточных соединений, многие из которых уступают даже вибрационной прочности клепаных соединений. [c.89]
Возможны следуюш,ие наиболее характерные варианты передачи нагрузки на сварные нахлесточные соединения. [c.118]
Различные варианты нагружения сварных нахлесточных соединений, рассмотренные выше, могут встречаться и для соединений с продольными швами. [c.121]
Прочность на разрыв сварных нахлесточных соединений (со срезом кромок) из тефлона (политетрафторэтилена) [c.120]
Задача 12. Проверить, можно ли заменить сварное нахлесточное соединение (см. табл. 1.4, схема 1) пайкой действующая на соединение нагрузка Р = 20 кН, размеры соединения = 5 = 4 мм, / = 50 мм, Ь = 16 мм.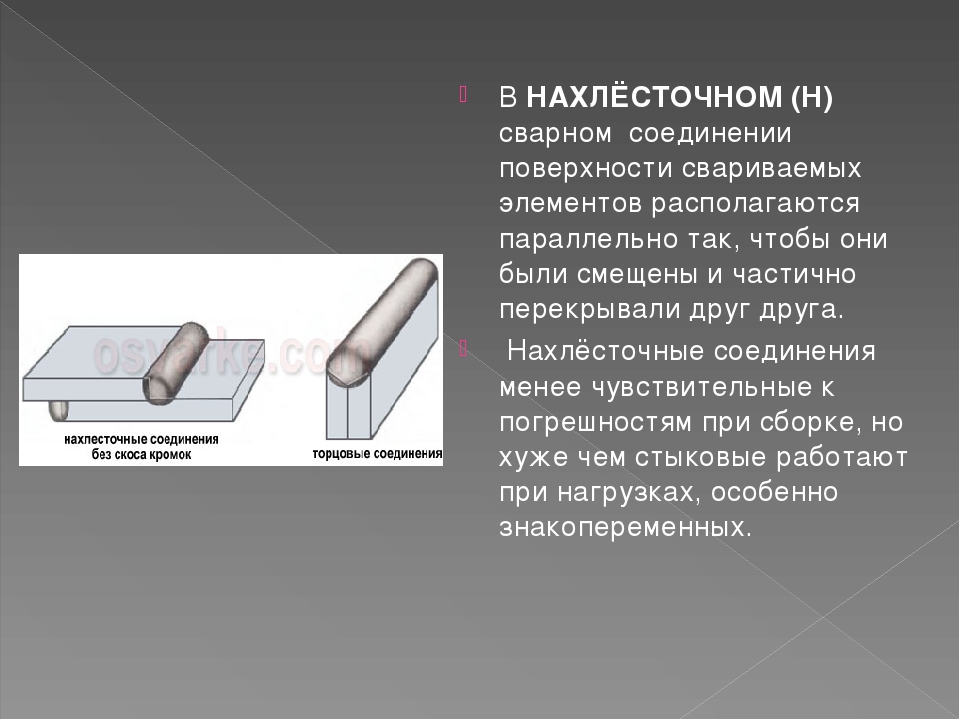 Температура 20 °С. Материал соединяемых деталей — сталь 20.
[c.26]
Температура 20 °С. Материал соединяемых деталей — сталь 20.
[c.26]
Задача 65, Рассчитать сварное нахлесточное соединение фланговыми швами полосы с косынкой (см. рис. 266) из стали СтЗ[c.279]
Более высокий, предел выносливости у двухрядных клее-сварных нахлесточных соединений по сравнению с однорядными обусловлен, по-видимому, тем, что благодаря перераспределению напряжений по сечению клее-сварного соединения происходит перевод максимальных концентраций напряжений из менее работоспособной — околошовной зоны, ослабленной термическим воздействием тока, в краевую зону нахлестки, не подвергающуюся вредному воздействию нагрева и, следовательно, обладающую более высокой работоспособностью. Подтверждением этого может служить сопоставление характера усталостного разрушения соединений. Так, двухрядные клее-сварные нахлесточные соединения, в отличие от однорядных, разрушаются в зоне, удаленной от литого ядра точки (рис. 36, й). Для однотипного сварного соединения характерным является разрушение у границы литого ядра точки (т. е. Б зоне максимальной концентрации напряжений рис. 36, б).
[c.154]
е. Б зоне максимальной концентрации напряжений рис. 36, б).
[c.154]
Наиболее распространенным способом сварки, обеспечивающим наилучшую плотность сварных нахлесточных соединений, является сварка электродом, расположенным под углом 45—60° к горизонтали (см. рис. 84, а) и смещенным в сторону от кромки нижнего листа на 0,5 диаметра электрода (при горизонтальном положении листов). [c.146]
Оба метода изучения концентрации напряжений в паяном и сварном нахлесточном соединении показали, что коэффициенты концентрации при пайке меньше, чем при сварке. Это объясняется более рациональной формой паяного соединения по сравнению с угловыми лобовыми швами, получаемыми при сварке. [c.167]
При сопоставлении значений концентраций напряжений в паяном и сварном нахлесточных соединениях, состоящих из двух лобовых швов, коэффициенты концентрации напряжений высоки в обоих случаях, но при пайке они ниже. Это обстоятельство объясняется более рациональной конструктивной формой паяного соединения по сравнению со сварным. [c.84]
[c.84]
| Рис. 29 Сварное нахлесточное соединение |
Прочность клееного соединения в значительной степени зависит от толщины клеевого слоя. Рекомендуемые значения 0,05…0,15 мм. Толщина клеевого слоя зависит от вязкости клея и давления при склеивании. Клеевые соединения лучше работают на сдвиг, хуже на отрыв. Поэтому предпочтительны нахлесточные соединения. Для повышения прочности применяют комбинацию клеевого соединения с резьбовым, сварным и заклепочным.
[c.72]
Клеевые соединения лучше работают на сдвиг, хуже на отрыв. Поэтому предпочтительны нахлесточные соединения. Для повышения прочности применяют комбинацию клеевого соединения с резьбовым, сварным и заклепочным.
[c.72]
Сварные швы тавровых и нахлесточных соединений являются угловыми, поэтому в обозначении шва проставляют размер катета, выбранный в соответствии с требованиями стандартов на сварные соединения. [c.164]
Расчет сварных нахлесточных соединений. Так как нахлесточ-ные соединения выполняются угловым швом (лобовым, фланговым, комбинированным), их расчет унифицирован и производится по условным касательным напряжениям. При действии на шов силы F из условия прочности среза по формуле (1.4) (рис. 2.9) [c.27]
На рис. 4.7, в изображено сварное нахлесточное соединение с комбинированными швами при нагружении постоянной силой F, действующей в плоскости стыка. Силу F заменяют ее составляющими Fx =F os, а и Fy = Fsina, которые переносят в центр тяжести сварного шва. При переносе сил в плоскости стыка возникает вращающий момент Т = LFy sin а.
[c.88]
При переносе сил в плоскости стыка возникает вращающий момент Т = LFy sin а.
[c.88]
Пределы выносливости сварных нахлесточных соединений из стали М16С при пульсирующем растяжении [46] [c.87]
Паяльные нахлесточные соединения обладают преимуш,ест-вами по сравнению со сварными нахлесточными соединениями благодаря наличию плавных галтелей без острых надрезов, способст-вуюш,их образованию перенапряжений и, в конечном счете, снижению пластичности и прочности, особенно сопротивлению усталости при переменно-действуюш,их напряжениях и деформациях (вибрациях и др.). [c.66]
Если от сварных нахлесточных соединений не требуется герметичность, то они могут с успехом свариваться дуговой сваркой под флюсом электрозаклепками. При этом способе достигается значительно большая производительность, чем при полуавтоматической сварке прерывистыми швами. [c.113]
Риг. У.4. Сварные нахлесточные соединения с двумя лобовыми швамн
[c. 53]
53]
Вместе с тем в сварных конструкциях могут быть соединения с высокой концентрацией напряжений, к числу которых относятся сварные нахлесточные соединения. В качестве примера чрезмерно высокой концентрации напряжений возможной для сварных конструкций можно привести узел легкой фермочки, в котором присоединяемые внахлестку элементы решетки очень близко расположены друг к другу (фиг. 5, а). Из-за малой длины участка между присоединяемыми элементами решетки, в поперечном сечении пояса, находящимся между этими элементами, создаются весьма неблагоприятные [c.19]
В связи с отмеченными особенностями получить соединение при расплавлении обеих заготовок с металлом шва, представляющим твердый раствор, практически невозможно. Шов всегда будет содержать интерметаллиды, сильно охрупчивающие соединение. Наличие периода задержки образования интерметаллида Т1А1з при сварке титана с алюминием позволяет сваркой плавлением получить удовлетворительное соединение. Однако технологический процесс и его энергетические параметры необходимо выбирать таким образом, чтобы перегрев алюминия в месте контакта с титаном не превышал 800…850 °С. Поэтому, применяя различные источники теплоты и технику сварки, до расплавления доводят только алюминий, смачивающий титан и образующий с ним сварное соединение. Такой способ использован, например, для получения сварных нахлесточных соединений.
[c.202]
Однако технологический процесс и его энергетические параметры необходимо выбирать таким образом, чтобы перегрев алюминия в месте контакта с титаном не превышал 800…850 °С. Поэтому, применяя различные источники теплоты и технику сварки, до расплавления доводят только алюминий, смачивающий титан и образующий с ним сварное соединение. Такой способ использован, например, для получения сварных нахлесточных соединений.
[c.202]
Основные сварочные соединения
Подготовка металла под сварку
Подготовка поверхности металла под сварку необходима для того чтобы обеспечить более высокое качество сварного шва, для этого металл подвергается правке, разметке, обработке кромок под сварку, холодной или горячей гибки. Материал выравнивают на листоправильных вальцах или с помощью ручного винтового пресса, дальше идет, операция разметка будущей детали. Для прямолинейного реза используется лазерная резка, газокислородной и плазменно-дуговой, режут углеродистые стали, для резки легированных и цветных металлов используется лазерная или плазменно –дуговая.
Обработка кромок, подлежащих сварке, производится в соответствии с чертежами и согласно требованиям ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем лазерной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ. Подготовка кромок металла под сварку производится с целью обеспечения полного провара металла по всей его толщине и получения: доброкачественного сварного соединения.
Скос кромок делается для металла толщиной свыше 5 мм. Угол скоса 70—90° выбирают из расчета возможности свободного доступа к вершине шва и ее проварки. Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
Основные типы сварочных соединений
Термины и определения основных понятий по сварке металлов устанавливает ГОСТ. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей. Основными из них являются:
— стыковые;
— угловые;
— тавровые;
— нахлесточные;
— торцовые.
Для образования этих соединений и обеспечения требуемого качества должны быть заранее подготовлены кромки элементов конструкций, соединяемых сваркой.
Стыковым соединением называют соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
При большой толщине металла ручной сваркой невозможно обеспечить проплавление кромок на всю толщину, поэтому делают разделку кромок, т. е. скос их с двух или одной стороны. Кромки скашивает строгальный станок или термической резкой (плазменной, газокислородной). Общий угол скоса (50±4)°, такая подготовка называется односторонней со скосом двух кромок. При этом должна быть выдержана величина притупления (нескошенной части) и зазор, величины которых установлены стандартом в зависимости от толщины металла. Шов стыкового соединения называют стыковым швом, а подварочный шов – это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения. При подготовке кромок стали толщиной 8–120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25±2)° каждую, при этом общий угол скоса составляет (50 ± ±4)°, притупление и зазор устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, но зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой.
е. скос их с двух или одной стороны. Кромки скашивает строгальный станок или термической резкой (плазменной, газокислородной). Общий угол скоса (50±4)°, такая подготовка называется односторонней со скосом двух кромок. При этом должна быть выдержана величина притупления (нескошенной части) и зазор, величины которых установлены стандартом в зависимости от толщины металла. Шов стыкового соединения называют стыковым швом, а подварочный шов – это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения. При подготовке кромок стали толщиной 8–120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25±2)° каждую, при этом общий угол скоса составляет (50 ± ±4)°, притупление и зазор устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, но зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой. Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным пс толщине скосом кромок и др.
Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным пс толщине скосом кромок и др.
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений насчитывается 10: от У1 до У10.
Для толщины металла 3 – 60 мм кромку примыкающего элемента скашивают под углом (45±2) 1°, сварной шов основной и под-варочный. При этой же толщине и сквозном проваре можно обойтись без подварочного шва. Часто применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8–100 мм применяют двустороннюю разделку примыкающего элемента под углом (45±2)°.
Тавровым соединением называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений: с Т1 по Т9. Распространенным является соединение, для металла толщиной 2–40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
Стандартом предусмотрено несколько типов таких соединений: с Т1 по Т9. Распространенным является соединение, для металла толщиной 2–40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
При толщине металла 3–60 мм и необходимости сплошного шва между элементами, что предусматривается проектом конструкции, в примыкающем элементе делают разделку кромок под углом (45±2)°. На практике часто применяют тавровое соединение с подкладкой при толщине стали 8–30 мм, а также соединение с двусторонним скосом кромок примыкающего элемента при толщине стали 8–40 мм. Все эти соединения со скосом кромок примыкающего элемента обеспечивают получение сплошного шва и наилучшие условия работы конструкций.
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: HI и Н2. Применяют иногда разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Применяют иногда разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения, в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т.е. они практически равноценны основному металлу, конечно, при соответствующем качестве таких работ, как сварочные работы. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций. Угловые и тавровые соединения также распространены в конструкциях. Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной форме некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм. Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
Обзор типов сварных соединений и швов
Выполняемые ручной дуговой сваркой, различные типы сварных соединений из сталей и сплавов требуют предварительной подготовки сопрягаемых кромок путем придания им определенной формы и тщательной зачистки свариваемых поверхностей.
Различают такие типы сварных соединений: стыковое, угловое, тавровое и нахлесточное. Каждое из изделий, подвергаемых сварке, должно иметь определенную форму поперечного сечения подготовленных кромок, выполненных с отбортовкой или без нее, со скосом или без скоса. Кроме того, каждому из них соответствует определенный характер сварного шва. Сварные швы делят на односторонние и двухсторонние.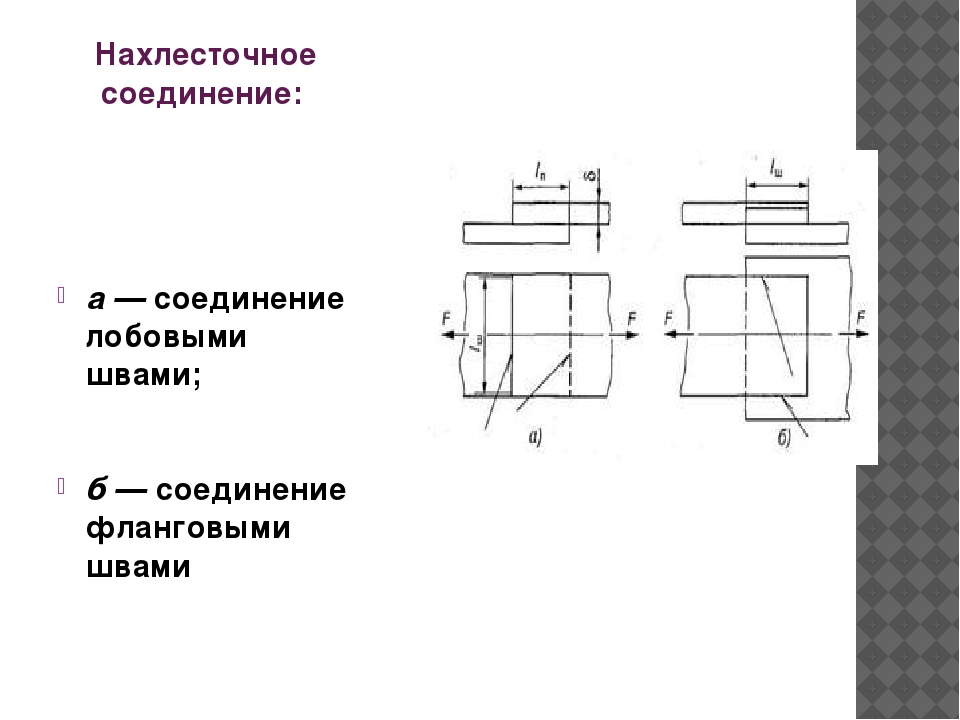 Каждому типу сварных соединений соответствует его условное обозначение, состоящее из первой заглавной буквы названия соединения и определенного числа, например: С1, У2 и т. д.
Каждому типу сварных соединений соответствует его условное обозначение, состоящее из первой заглавной буквы названия соединения и определенного числа, например: С1, У2 и т. д.
Стыковое сварное соединение состоит из расположенных в одной плоскости двух, сваренных кромками, элементов конструкции. Сварку, как правило, выполняют непрерывными односторонними или двухсторонними сварными швами. Основные типы стыковых швов включают такие виды: с отбортовкой и без отбортовки кромок; без скоса и с одним или двумя симметричными скосами; с V-образным, Х-образным и криволинейным скосом. Условное обозначение стыкового соединения имеет такой вид: С1, С2, …, С45.
Угловое сварное соединение представляет собой конструкцию, в которой выполнена сварка кромок деталей, расположенных под определенным углом друг к другу. Подлежащие сварке кромки в них могут быть выполнены: без скоса; со скосом; со скосом одной кромки и с двумя симметричными скосами одной кромки. Условное обозначение углового соединения записывают в таком виде: У1, У2,…, У10.
Условное обозначение углового соединения записывают в таком виде: У1, У2,…, У10.
Тавровое сварное соединение – вид соединения, в котором элементы сварной конструкции находятся под определенным углом друг к другу таким образом, чтобы кромка одного из них примыкала к боковой поверхности другого. Односторонние и двухсторонние швы при сварочных работах выполняют у изделий: с кромками, выполненными без скоса; с прямолинейным или криволинейным скосом одной кромки; с двумя симметричными и с двумя симметричными криволинейными скосами одной кромки. Условное обозначение таврового соединения имеет вид: Т1, Т2,…, Т9.
Нахлесточное сварное соединение – соединение, в котором оба элемента конструкции частично перекрывают друг друга. Торцы каждого из элементов приварены к боковой поверхности примыкающего элемента. Сварку производят односторонними или двухсторонними швами без скоса кромок. Условное обозначение нахлесточного соединения: Н1, Н2.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus.
 comments powered by
comments powered byПрезентация к уроку «Виды сварных соединений»
ЦЕЛЬ УРОКА: Изучение видов сварных соединений, их особенностей и применения.
Сварным соединением называют неразъемное соединение нескольких деталей, выполненное сваркой. При сварке плавлением применяют стыковое, нахлёсточное, угловое и тавровое соединения.
В стыковом соединении составляющие его элементы расположены в одной плоскости или на одной поверхности (рис. а — в).
в)
а) детали одинаковой толщины;
б) с отбортовкой кромок;
в) детали разной толщины.
Стыковое соединение
Сварное соединение
Условное обозначение
Стыковое – С1…С45
Стыковое соединение наиболее распространено в сварных изделиях, так как имеет следующие преимущества перед остальными:
1. Неограниченная толщина свариваемых элементов. 2. Минимальный расход металла на образование сварного соединения. 3. Надежность и удобство контроля качества соединения рентгеновским излучением с определением места, размеров и характера дефекта сварки.
Неограниченная толщина свариваемых элементов. 2. Минимальный расход металла на образование сварного соединения. 3. Надежность и удобство контроля качества соединения рентгеновским излучением с определением места, размеров и характера дефекта сварки.
4. Более равномерное распределение силовых линий (напряжений) при передаче усилий от одного элемента к другому
Недостатками стыковых соединений перед другими видами являются:
- Необходимость более точной сборки элементов под сварку.
- Сложность обработки кромок под стыковую сварку профильного металла (уголки, швеллеры, тавры, двутавры).
Угловое соединение — сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев
Угловое соединений
Сварное соединение
Условное обозначение
Угловое
Угловое – У1…У10
Тавровое соединение — сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент, как правило , угол между элементами прямой.
Тавровое соединения
Условное обозначение
Тавровое – Т1…Т9
Сварное соединение
Тавровое
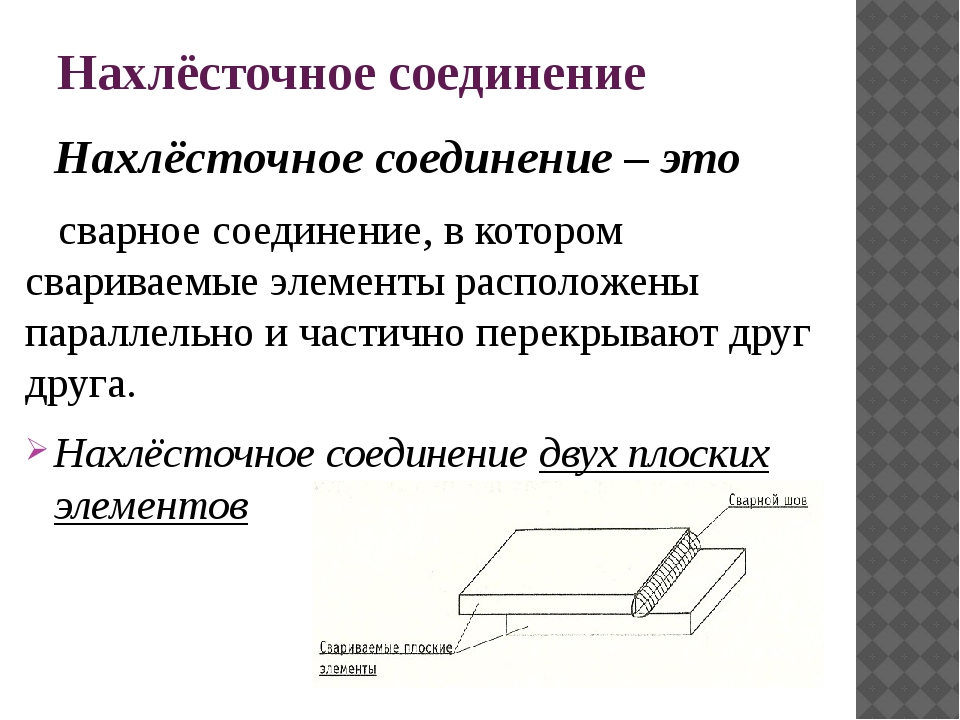
Нахлесточное соединение представляет собой сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга.
Нахлёсточное соединений
Условное обозначение
Сварное соединение
Нахлёсточное
Нахлёсточное – Н1…Н2
Эти соединения имеют недостатки: 1. Расход основного металла на перекрытия в соединении. Необходимость экономии металла ограничивает применение нахлесточных соединений для элементов толщиной до 20 мм.
Величина нахлестки (перекрытия) должна быть 3 — 5 толщин наиболее тонкого из свариваемых элементов.
2. Распределение силового потока в нахлёточном соединении является нелинейным , поэтому оно хуже работает на переменную или динамическую нагрузку, чем стыковое.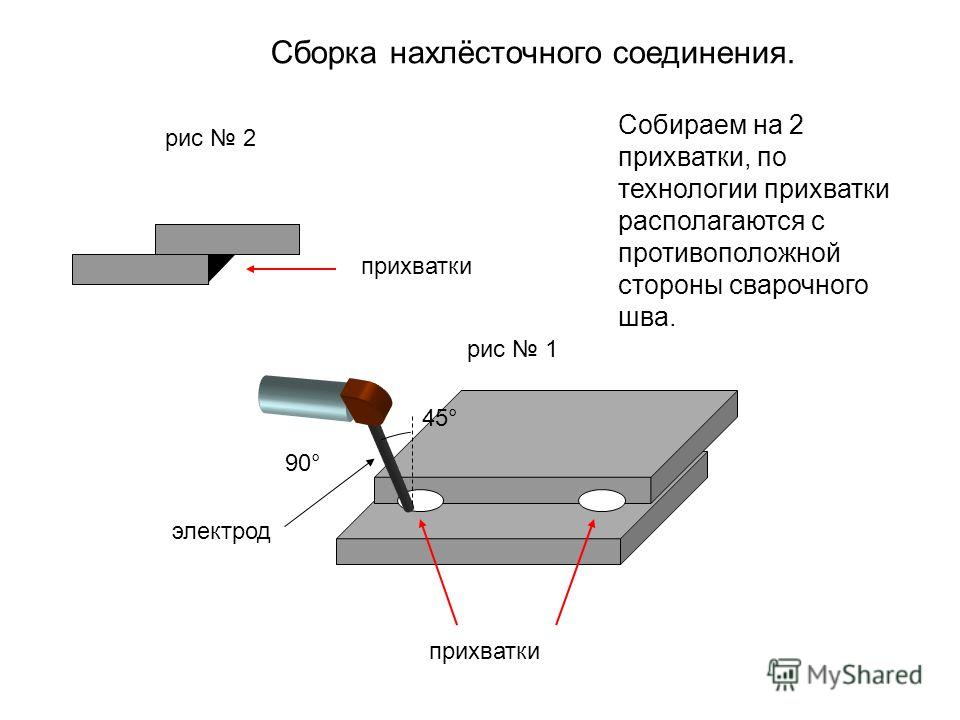
В конструкциях, работающих при низких температурах и подвергающихся действию переменных или динамических нагрузок, следует избегать нахлесточных соединений.
3. Возможность проникновения влаги в щель между перекрываемыми листами (при односторонней сварке), что вызывает коррозию сварного соединения. 4. Сложность определения дефектов сварки.
Преимуществами нахлесточного соединения являются:
- Отсутствие скоса кромок под сварку.
- Простота сборки соединения (возможность подгонки размеров за счет величины нахлестки).
Применяются также соединения прорезные, торцовые, с накладками и электрозаклепочные.
Торцовое
Сварное соединение
Условное обозначение
Нет обозначений
Прорезные соединения применяются тогда, когда длина шва нахлесточного соединения не обеспечивает достаточной прочности.
Соединения с накладками применяют только в тех случаях, когда не могут быть выполнены стыковые или нахлёсточные соединения. Накладки применяются также для соединения элементов из профильного металла и для усиления стыковых соединений.
Соединения с накладками
1,3- свариваемые детали;
2- накладки
Соединения электрозаклепками применяют в нахлёсточных и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения.
Верхний лист пробивается или просверливается, а отверстие заваривается так, чтобы был частично проплавлен нижний лист (или профиль).
При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды.
Основные типы и конструктивные элементы электрозаклепочных швов сварных соединений устанавливаются ГОСТ 14776 — 69.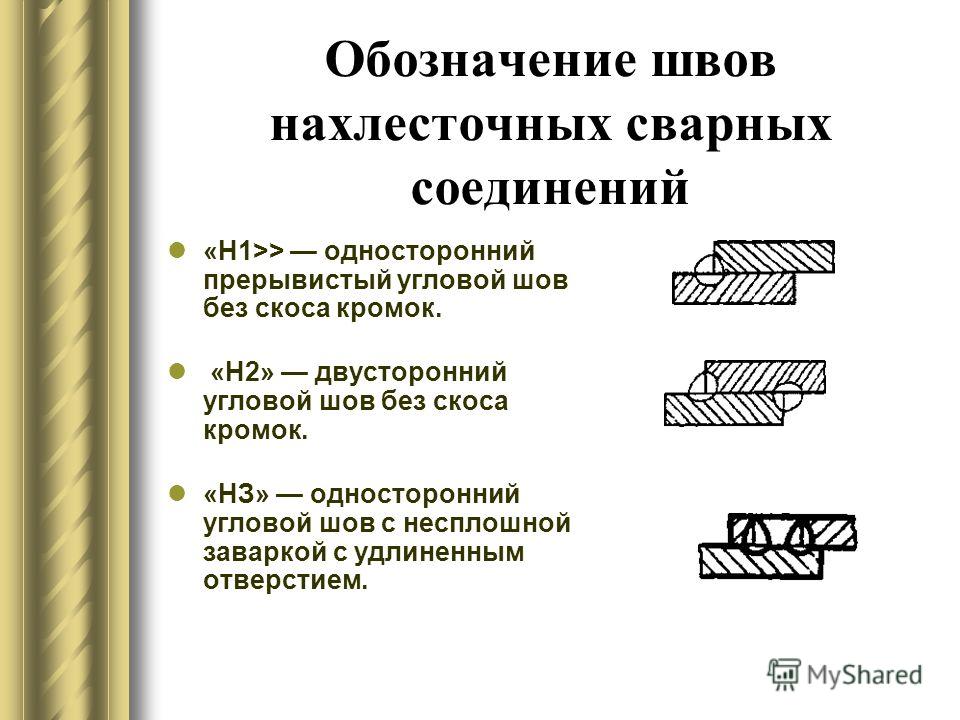
Сварные нахлёсточные соединения — КиберПедия
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга.
Стандартом предусмотрено два таких соединения: Н1 и Н2, которые отличаются только тем, что в соединении h2 к поверхности элементов привариваются два торца, а в соединении h3 — только один торец.
Иногда применяют разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Сварное нахлесточное соединение выполняют фланговыми (рис. 2,а) или лобовыми (рис. 3) швами. При этом шов заполняет угол между боковой поверхностью одного элемента и кромкой другого. Такие швы называют угловыми.
Угловые швы выполняют однопроходными и многопроходными, без скоса кромок и со скосом кромок.
Основными характеристиками углового шва являются (рис. 2,б): k — катет (по аналогии со стороной прямоугольного треугольника), а — рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение — срез).
2,б): k — катет (по аналогии со стороной прямоугольного треугольника), а — рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение — срез).
Обычно для шва при ручной сварке а = 0,7k (высота прямоугольного треугольника с катетами k).
Автоматическую сварку характеризует более глубокий провар: а = k. Условия работы такого шва более благоприятные.
Не рекомендуется применять катет менее 3мм.
Фланговым называют шов, располагаемый параллельно, а лобовым – перпендикулярно линии действия внешней силы. Величина нахлестки l должна быть не менее 4δ, где δ – толщина листа.
Вследствие различной жесткости соединяемых элементов касательные напряжения τ (напряжения среза) по длине флангового шва распределены неравномерно (рис. 2,а). Чем длиннее шов, тем больше неравномерность. Поэтому длину шва ограничивают:
2,а). Чем длиннее шов, тем больше неравномерность. Поэтому длину шва ограничивают:
30 мм < l ≤ 60k,
где: k – катет сварного шва, мм, l — длина шва.
В швах длиной менее 30 мм не успевает установиться тепловой режим и получается некачественный шов. А при длинных швах существует высокая неравномерность в распределении напряжений.
Угловой шов при нагружении испытывает сложное напряженное состояние. Однако для простоты такой шов условно рассчитывают на срез под действием средних касательных напряжений τ.
Условие прочности флангового шва (рис. 2):
τ = F/(a×2l) ≤ [τ]’ (здесь 2 – число швов)
Во избежание возникновения повышенных изгибающих напряжений лобовые швы следует накладывать с двух сторон (рис. 3).
Как показывает практика, разрушение лобовых швов происходит вследствие их среза по биссектральной плоскости. Поэтому расчет лобовых швов условно ведут по напряжениям среза τ.
Поэтому расчет лобовых швов условно ведут по напряжениям среза τ.
Поверхность разрушения определяют размеры а и b:
τ = F / (a×2b) ≤ [τ]’
Применяют также комбинированные швы, состоящие из фланговых и лобовых.
Для простоты считают, что сила F растяжения нагружает швы равномерно:
τ = F / (a×L) ≤ [τ]’
где: L – периметр комбинированного шва: L = 2l +b
Сварные угловые соединения
Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев (см. рис. 1, д, е, ж).
Стандартом предусмотрено десять типов угловых соединений: от У1 до У10.
Иногда при сварке применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8…100 мм применяют двустороннюю разделку примыкающего элемента под углом примерно 45°.
При толщине металла 8…100 мм применяют двустороннюю разделку примыкающего элемента под углом примерно 45°.
Расчеты угловых сварных соединений на прочность проводятся редко, поскольку в силовых конструкциях их почти не применяют. Способы расчета такого соединения на прочность аналогичны способам расчетов для таврового соединения и зависит от типа шва.
Подробнее методика таких расчетов изложена ниже.
Сварные тавровые соединения
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента. Чаще всего тавровое соединение образуют элементы, расположенные во взаимно перпендикулярных плоскостях (рис. 1, з, и, к).
Такое соединение может быть выполнено швами с глубоким проплавлением, получаемыми при автоматической сварке и при сварке с предварительной подготовкой кромок (стыковым швом), или угловыми швами при ручной сварке.
Стандартом предусмотрено несколько типов таких соединений: с Т1 по T9.
Метод расчета углового и таврового соединения зависит от типа шва.
Швы с глубоким проплавлением прочнее основного металла. При нагружении соединения силой F разрушение происходит по сечению детали в зоне термического влияния. Расчет проводят по нормальным напряжениям растяжения σр:
σр = F / (δ×b) ≤ [σ]’р
Учет сварки проявляется в том, что принимают допускаемые напряжения для сварного шва, хотя расчет проводят по основному металлу.
Угловой шов менее прочен, чем основной металл. Поверхность разрушения расположена в биссектральной плоскости шва, как в лобовых и фланговых швах нахлесточных соединений.
Напряжения среза:
τр = F / (a×2b) ≤ [τ]’
Если соединение нагружено сжимающей силой, то часть силы передает основной металл и допускаемые напряжения можно повысить примерно на 60 %.
***
Сварные соединения
Сварными называют неразъемные соединения, выполненные при помощи сварки. Они могут быть стыковыми, угловыми, нахлесточными, тавровыми и торцевыми (рисунок ниже).
Сварные соединения деталей (а-г) и труб (д, е)
а — стыковое; б — нахлесточное; в, д — тавровое; г, е — угловое
Стыковым называют соединение двух деталей их торцами, расположенными в одной плоскости или на одной поверхности. Толщина свариваемых поверхностей может быть одинаковой или отличаться одна от другой. На практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловое — сварное соединение двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания их краев. Такие сварные соединения нашли широкое применение в строительной практике.
Нахлесточное соединение (соединение внахлестку) — сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга.
Тавровое соединение (соединение впритык) — сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент.
Сварочным швом называется участок сварного соединения, сформированный как результат кристаллизации расплавленного металла. В отличие от соединений сварные швы бывают стыковые — сварные швы стыкового соединения и угловые — сварные швы углового, нахлесточного и таврового соединений.
Сварочные швы различают по длине, ориентации их в пространстве, по числу слоев наложения и т.д. Так, если шов полностью охватывает соединение, его называют сплошным. Если в пределах одного соединения шов разрывается, его называют прерывистым. Разновидностью прерывистого шва является при- хваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Сварочные швы, накладываемые один на другой, называют многослойными.
По форме наружной поверхности сварочные швы могут быть плоскими, вогнутыми или выпуклыми. Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, необходимого для его формирования. Наиболее экономичны плоские и вогнутые швы, которые к тому же лучше работают при динамических нагрузках благодаря отсутствию резкого перехода от основного металла к сварному шву. Чрезмерный наплыв металла на выпуклых швах приводит к перерасходу электродного материала, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушение соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом (с помощью фрез, абразивных кругов и т.д.).
Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, необходимого для его формирования. Наиболее экономичны плоские и вогнутые швы, которые к тому же лучше работают при динамических нагрузках благодаря отсутствию резкого перехода от основного металла к сварному шву. Чрезмерный наплыв металла на выпуклых швах приводит к перерасходу электродного материала, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушение соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом (с помощью фрез, абразивных кругов и т.д.).
По положению в пространстве различают сварочные швы нижние, горизонтальные, вертикальные и потолочные.
Справочник— Совместное проектирование и подготовка
]]> Общий Описание Соединение Дизайн & Подготовка Создание Сварка Операционная Подсказки и Процедуры Определение из Поддерживающий Расплавленный металл Край Подготовка Условия Соединение Уборка Основной сустав Типы 31 г) Стыковое соединение с одинарной U-образной канавкой (рис.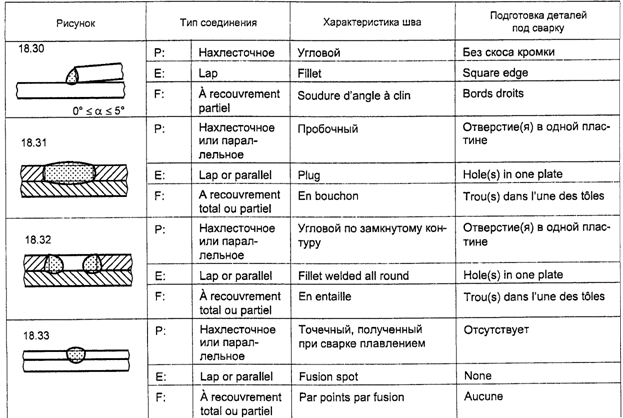 12f.)
Стыковое соединение с одинарной U-образной канавкой часто используется для многопроходной сварки под флюсом. Любой
толщина материала может
сваривать с использованием этой конструкции стыка. А
небольшой ручной подкладочный шов часто выполняется с обратной стороны стыка. Если
ручная сварка не производится,
поверхности корня должны быть плотно стыкованы (максимальный зазор в корне составляет 1/32 дюйма).
Для очень толстого материала, двойная U
могут использоваться стыковые соединения с пазом. По сути, это два одинарных U
пазовые стыковые соединения с общим корнем.Если для поддержки первого прохода дуговой сварки под флюсом используется ручная сварка, это
может быть желательно удалить его позже
если требуется максимальное качество. В
использование ручной дуговой сварки в газовой среде устраняет необходимость снятия перед погружением
дуговая сварка. Потому что
внутреннего и внешнего бесшлакового характера газово-дуговых отложений металла, последующие
сварка под флюсом
превосходного качества.
12f.)
Стыковое соединение с одинарной U-образной канавкой часто используется для многопроходной сварки под флюсом. Любой
толщина материала может
сваривать с использованием этой конструкции стыка. А
небольшой ручной подкладочный шов часто выполняется с обратной стороны стыка. Если
ручная сварка не производится,
поверхности корня должны быть плотно стыкованы (максимальный зазор в корне составляет 1/32 дюйма).
Для очень толстого материала, двойная U
могут использоваться стыковые соединения с пазом. По сути, это два одинарных U
пазовые стыковые соединения с общим корнем.Если для поддержки первого прохода дуговой сварки под флюсом используется ручная сварка, это
может быть желательно удалить его позже
если требуется максимальное качество. В
использование ручной дуговой сварки в газовой среде устраняет необходимость снятия перед погружением
дуговая сварка. Потому что
внутреннего и внешнего бесшлакового характера газово-дуговых отложений металла, последующие
сварка под флюсом
превосходного качества. Колени
Соединительные швы a)
Соединение внахлест угловым сварным швом, одинарное или двойное (рис.14а)
Главное преимущество круга
стык — это простота подгонки и минимальное количество кромки
требуется подготовка. Совместное должно
быть чистыми, а притирочные поверхности чистыми и сухими. Одиночное филе
сварное соединение используется в основном там, где
нижняя сторона недоступна или для обслуживания, где низкая прочность соединения
требуется, и герметичность является основным
функция сварного шва. ИНЖИР.
13 — Двухпроходный стыковой сварной шов с одинарной клиновидной канавкой. Обратите внимание на перекрывающиеся зоны сплавления.
Колени
Соединительные швы a)
Соединение внахлест угловым сварным швом, одинарное или двойное (рис.14а)
Главное преимущество круга
стык — это простота подгонки и минимальное количество кромки
требуется подготовка. Совместное должно
быть чистыми, а притирочные поверхности чистыми и сухими. Одиночное филе
сварное соединение используется в основном там, где
нижняя сторона недоступна или для обслуживания, где низкая прочность соединения
требуется, и герметичность является основным
функция сварного шва. ИНЖИР.
13 — Двухпроходный стыковой сварной шов с одинарной клиновидной канавкой. Обратите внимание на перекрывающиеся зоны сплавления.Типы сварных соединений
1) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
2) Для получения важной информации об образовательном долге, заработках и показателях завершения студентов, которые посещали эту программу, а также для ознакомления с применимым раскрытием информации о доходах, посетите сайт www. uti.edu/disclosures.
uti.edu/disclosures.
3) Методология опроса: OnePoll опросил 2000 американцев в возрасте от 18 до 35 лет в Калифорнии, Аризоне, Техасе, Иллинойсе, Флориде, Северной Каролине, Нью-Джерси и Пенсильвании в октябре 2020 года. 2 Проводятся оплачиваемые производителем программы повышения квалификации UTI от имени производителей, определяющих критерии и условия приемки. Эти программы не являются частью аккредитации UTI. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации о долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, таких как: помощник по запчастям, сервисный писатель, производитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых
Вакансии, по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом
и чистые замены.
Вакансии включают вакансии в связи с ростом
и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за службу» доступен всем ветеранам, имеющим право на участие, во всех местах на территории кампуса. Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые прошли факультативные занятия, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, сервисный писатель, смог
инспектор и менеджер по запасным частям.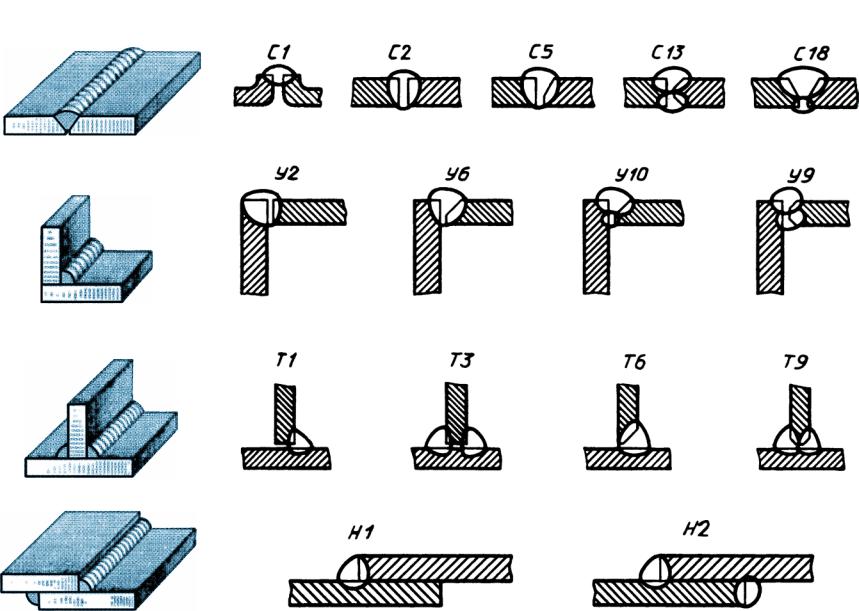 Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные за май 2018 г., штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные за май 2018 г., штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и пайщиков в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сертифицированный инспектор и
контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов.
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую оплату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.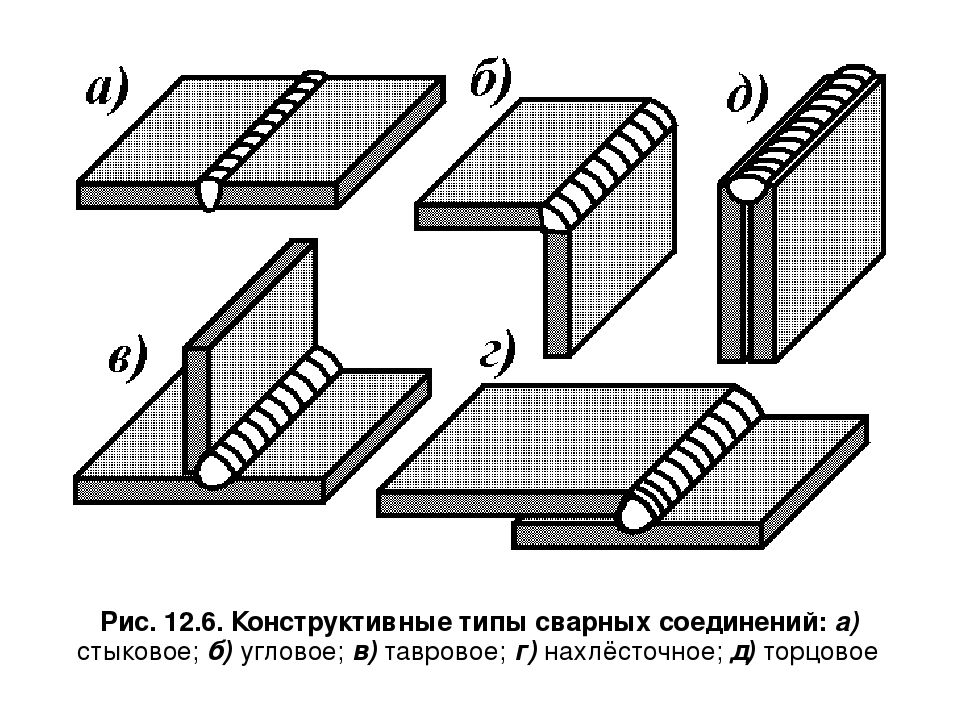 77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотр в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотр в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например оценщика, оценщика. и инспектор. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетс, составляет от 31 360 до 34 590 долларов
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
и инспектор. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетс, составляет от 31 360 до 34 590 долларов
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.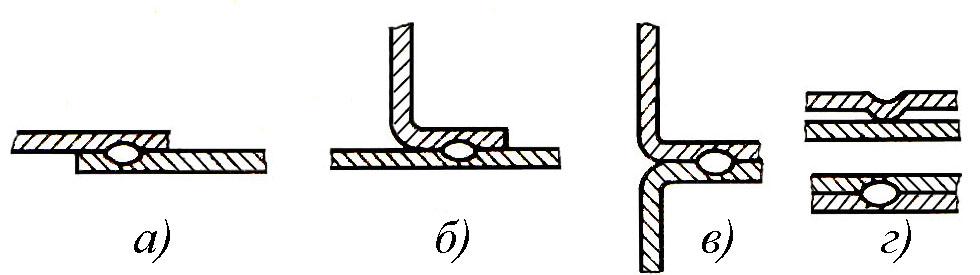
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве дизельных техников . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизеля.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г.,
просмотрено 10 сентября 2020 г.). Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара. 04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
30) Ориентировочная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов (данные по Массачусетсу, данные за май 2018 г. , просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 доллара и 10,69 доллара.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 доллара и 10,69 доллара.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. , Механика моторных лодок и
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, Механика моторных лодок и
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператора ЧПУ, ученика.
слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве
штата Массачусетс составляет 36 740 долларов (данные за май 2018 г. , данные за май 2018 г., данные за 10 сентября
2020).Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
, данные за май 2018 г., данные за 10 сентября
2020).Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
40) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых
вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек.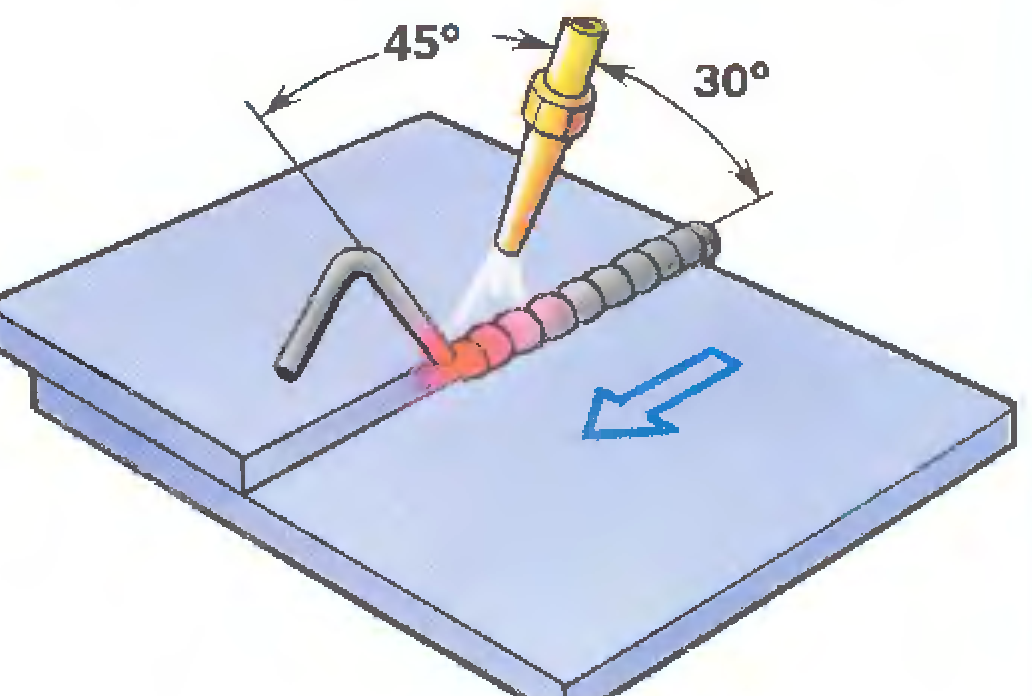 Вакансии включают вакансии, связанные с ростом и чистым замещением.
Вакансии включают вакансии, связанные с ростом и чистым замещением.
41) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Прогнозируемое количество годовых вакансий по классификации должностей: Автомеханики и механики, 61 700. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых вакансий, по классификации должностей: Сварщики, резаки, паяльщики и паяльщики, 43 400 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
48) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www.uti.edu/disclosures.
Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www.uti.edu/disclosures.
Универсальный технический институт штата Иллинойс, Inc.утвержден Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Нахлест, скругление, стык, квадрат, угол
Итак, вы только что купили свой новый сварочный аппарат TIG или сварочный аппарат с приводом от двигателя, и вы пытаетесь стать лучше. Что ж, это та статья, которая вам нужна.
Вопреки чему большинство может подумать, что сварные соединения бывают разных типы. Но любой, у кого нетренированный глаз, может просто посмотреть одинаковый.
Что ты наверное
не понимаю, что эти разные типы не только о
стиль или эстетика, но они служат законным целям. Металлы и
пластмассы свариваются встык или угловой шов
сваривать в разных положениях для удовлетворения конкретных потребностей и усилий, но
суставы, которые они образуют, разнообразны.
Не знаете, что это за разные типы? Мы вас позаботимся! В этой статье вы узнаете о каждом из пяти основных типов сварных соединений, представленных в соответствии с Американским обществом сварки, и узнаете, что отличает их друг от друга.Таким образом, вы можете выбрать, какой из них использовать для своего следующего проекта. Мы надеемся, что вы получите столько же удовольствия от чтения по этой теме, сколько мы гордимся публикацией статьи по ней. Мы потратили на это много времени и надеемся, что качество его отражает.
Если вы совсем новичок, мы также можем посоветовать вам прочитать эту статью о самых основах сварки.
стыковое соединение
Если когда-либо
видимые плоские металлические или пластмассовые поверхности, параллельные кромки которых свариваются
вместе, стык, на который вы смотрите, является стыковым.Это состоит
сварки краев или «стыков» размещаемого материала
бок о бок и в одной плоскости. Считается выполнение стыкового соединения
как самый простой метод, поэтому он также считается самым
популярный.
Стыковые соединения могут быть сделать как есть или подготовить сварку, или отрезать участки кромок, чтобы приварить, может понадобиться. Они созданы разными стили сварки, а именно:
- Канавка под фаску сварной шов — только один из материалов имеет диагонально прямой скос, идущий сверху вниз
- Под развальцовку конической канавки стыковой шов — то же, что и канавка под фаску сварка, но есть канавка
- Отбортовка с V-образной канавкой стыковой шов — каждая параллельная сторона два материала имеют канавки, идущие сверху вниз
- Квадратный паз стыковой шов — без скосов и канавок сделали; параллельные кромки просто свариваются
- J-образная канавка стыковой шов — только один материал имеет канавка на краю, но эта канавка проходит только на 3/4 по всей длине этого края, образуя «J»
- П-образный паз стыковой шов — оба материала имеют параллельные кромки с канавками, которые занимают 3/4 длины каждой кромки
- V-образный паз стыковой сварной шов — скосы на обеих параллельных края выполнены сверху вниз
Этот тип соединения
часто используется для изготовления различных материалов и оборудования, например, труб,
фитингов, фланцев и клапанов, но их нельзя использовать
который получит нагрузки при сильном ударе. Стыковая сварка может выполняться для
металлы и пластмассы толщиной от 3 мм до 12 мм. Но
если он толщиной 5 мм и более, нужно скосить один или оба края
прежде, чем вы сможете их сварить.
Стыковая сварка может выполняться для
металлы и пластмассы толщиной от 3 мм до 12 мм. Но
если он толщиной 5 мм и более, нужно скосить один или оба края
прежде, чем вы сможете их сварить.
Некоторые также выбирают иметь двойной стыковой сварной шов для фаски. В отличие от традиционный стыковой шов, включающий только одну сторону, двойной стыковой шов предполагает выполнение одинаковых скосов с обеих сторон кромок, чтобы что они являются зеркальным отображением друг друга. Это позволяет параллельно кромки, подлежащие сварке с двух сторон.
Помимо выполнения двойной стыковой шов, вы также можете выбрать сварку с полным проплавлением для укрепить образовавшийся стык. Срезание кромок материалов и выполнение полного сварка проплавлением приведет к прочному стыковому соединению. Обратите внимание, что чрезмерное нагревание может привести к скручиванию или изгибу, но не к прямому покрытию.
Кромочный стык
Краевой стык
сделано, когда края двух металлов расположены параллельно друг другу, и
их смежные кромки свариваются встык.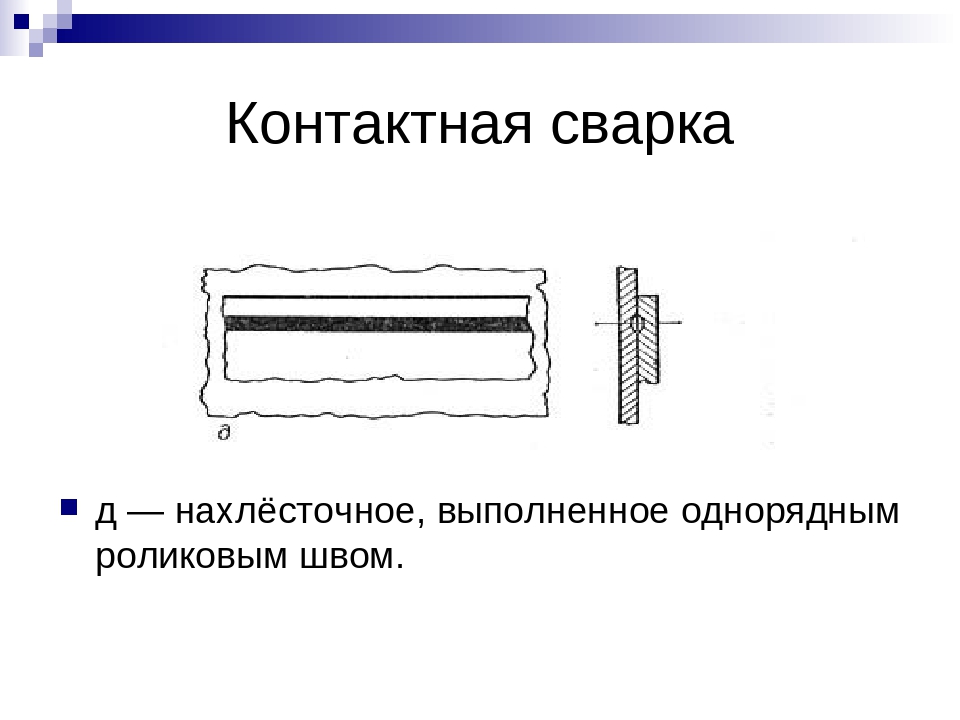 Этот край
стык формируется либо из металлов, уложенных друг на друга
и приваривают сбоку, или ставят рядом и
приварен сверху.Вместо того, чтобы быть в одном самолете, как задница
стык они свариваются в параллельных плоскостях.
Этот край
стык формируется либо из металлов, уложенных друг на друга
и приваривают сбоку, или ставят рядом и
приварен сверху.Вместо того, чтобы быть в одном самолете, как задница
стык они свариваются в параллельных плоскостях.
Краевой стык очень похож на стыковое соединение, поэтому многие сварочные стили, используемые для создания этого типа соединения, такие же:
- U-образный паз сварной
- J-образная канавка сварной
- V-образный паз сварной
- Квадрат сварной шов с разделкой кромок или встык
- Фаска-паз сварной
Вы также можете использовать
стили сварки кромок фланцев и угловых фланцев для образования стыка кромок. кромочный шов фланца обычно состоит из двух изогнутых металлов, края которых сварены на
их параллельные точки, а угол фланцевый шов включает один прямой металлический
и один изогнутый металл, также сваренный в параллельных точках.
Кромки стыков слабее, потому что сварной шов неглубокий и не полностью проникают в стык, поэтому обычно используются на листе металлические пластины толщиной менее 6 мм, например глушители. это также не рекомендуется, если предполагается, что свариваемые материалы будут сильное давление, напряжение или изгиб.
Для усиления краевое соединение, вы можете выполнить сварку с полным проплавлением или добавить присадку материал во время сварки. Важно, чтобы материалы были зажаты вместе перед сваркой, потому что они могут разделиться во время сварки и начать открываться как моллюск.
Тройник
У вас может быть
предположил, что тройник имеет какое-то отношение к букве «Т».
Тройник, или иногда его называют тройником, состоит из двух
металлы или пластмассы пересекаются под прямым углом и свариваются
вместе.Вертикальный материал обычно помещается в центр
плоский, образующий букву «Т». Сварка выполняется угловым швом.
в обоих углах, образованных их пересечением в основании
вертикальный материал.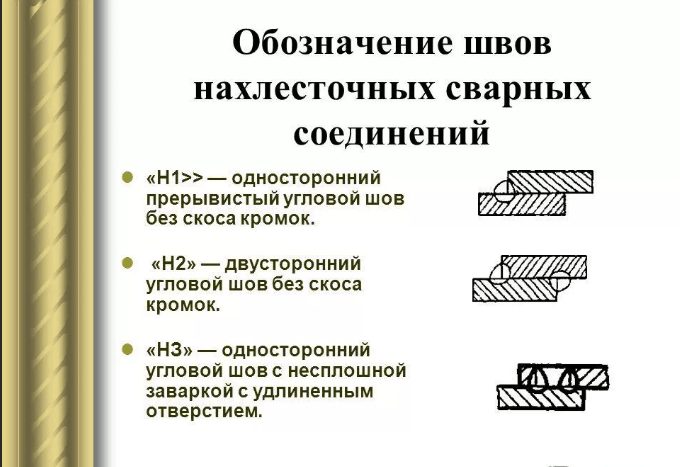
Разные стили сварки, используемые для создания тройника:
- Электрозаклепка — в одном из металлов или пластмасс делается отверстие, а край другой должен пересекаться с отверстием. Затем это отверстие заполняется или забиты сваркой, которая затем склеивает материалы вместе
- Приварной шов — имеет сходство с электрозаклепкой, но сделанное отверстие больше и может доходить до одного края
- Угловой шов — оба угла из пересекающихся материалов свариваются вместе.
- J-образная канавка Weld — аналогичен угловому сварному шву, но основание вертикального материала имеет паз
- Фаска-паз сварной шов — такой же, как сварной шов с J-образной канавкой, но у него есть скос вместо паза в основании стойки материал.
- Под развальцовку конической канавки сварной шов — предполагает трубчатый материал помещается над плоским материалом, и они свариваются вместе в точках их пересечения
- Сквозной расплав сварной шов — приваривается только одна сторона, но сварной шов полностью проникает, так что он достигает другой стороны вертикальный материал
В то время как тройник
может показаться простым, сваривать их вместе сложно, потому что
материал, расположенный вертикально, может перемещаться при сварке с одной стороны
первым или даже быть искаженным.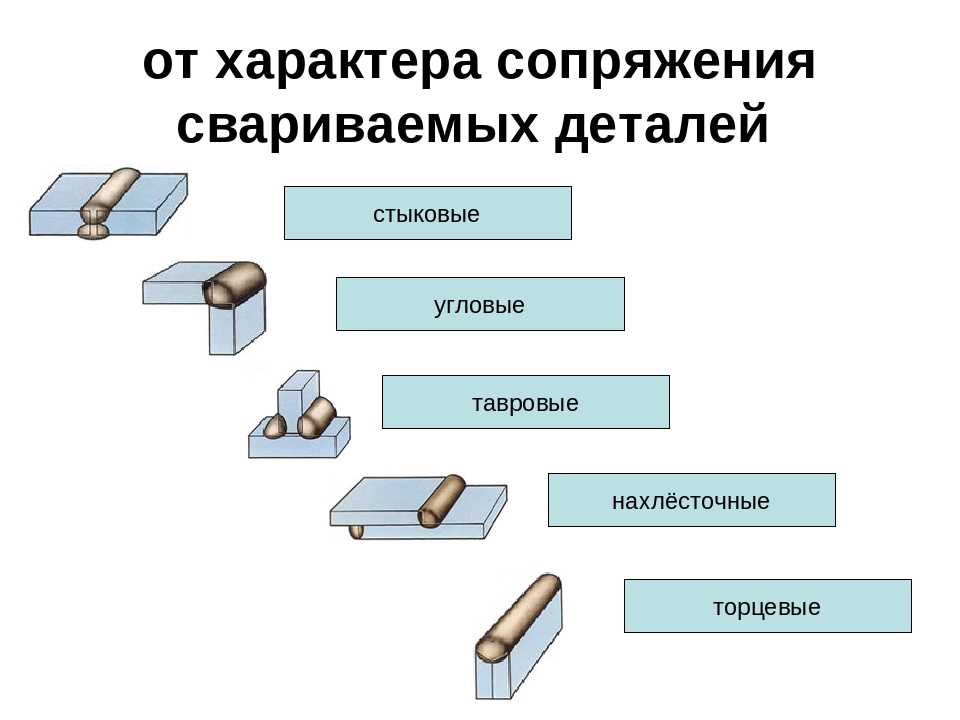 Этот вертикальный материал должен иметь
скоба, чтобы удерживать его на месте или позволить ему стоять под небольшим углом, чтобы
что он будет двигаться в правильном положении во время сварки. В случае если
Тройник смещен после сварки, постучите мягким молотком по
приварил секцию на место. Сделайте это быстро, пока он еще горячий, так что
что будет легче двигаться.
Этот вертикальный материал должен иметь
скоба, чтобы удерживать его на месте или позволить ему стоять под небольшим углом, чтобы
что он будет двигаться в правильном положении во время сварки. В случае если
Тройник смещен после сварки, постучите мягким молотком по
приварил секцию на место. Сделайте это быстро, пока он еще горячий, так что
что будет легче двигаться.
Тройники обычно используется для материалов, толщина которых не превышает 3 мм и даже для приклеивания трубы к металлу. Кроме того, все четыре стороны пересекающиеся секции обычно свариваются для придания прочности.Немного выбирайте сварку только по длине или по концам материалов, что приводит к более слабому сварному шву.
Угловой шарнир
Угловой стык
выполняется аналогично тройнику, но материал стойки обычно
расположен на краю другого, лежащего на плоскости, образуя «L» или
прямой угол. Этот тип соединения, также известный как квадратное соединение,
также один из наиболее часто используемых, особенно для листового металла. Это
также позволяет сваривать два материала разной толщины,
длины или ширины.
Это
также позволяет сваривать два материала разной толщины,
длины или ширины.
Потому что угол стык включает угловой шов на пересекающейся стороне и стыковой шов на параллельной стороне, где встречаются края, его прочность неравномерна и он обычно слабее тройника. Некоторые из наиболее распространенных применений углового стыка заключаются в создании коробок и рам с использованием как световых и толстые материалы.
Эти стили сварки используются в стыковых соединениях и тройниках, также используются для формирования угла сустав:
- Коническая канавка сварной
- Угловой шов
- Квадрат сварной шов с разделкой кромок или встык
- J-образная канавка сварной
- П-образный паз сварной
- V-образный паз сварной
- Отбортовка с V-образной канавкой сварной
Следующие стили сварки также образуют угловые соединения, но в результате внешний вид не образует L-образной формы, поэтому часто ошибочно для краевых швов:
- Уголок-фланец сварной шов — включает одну плоскость и одну изогнутый материал, но только углы их параллельных краев сваренный
- Торцевой шов — выполняется аналогично базовому стыку кромок, где размещаются кромки параллельно друг другу, а затем сварены
- Точечная сварка — только небольшие пятна по бокам пересекающихся краев сваренный
Угловые соединения
обычно делается так, чтобы края обоих материалов касались каждого
другие, но также можно сваривать только их углы. Вы можете
также сделайте стыковой шов только для углового шва и оставьте внутреннюю часть
уголок без сварного шва. Для усиления стыка проводится подготовка к сварке.
по сторонам, которые будут свариваться встык.
Вы можете
также сделайте стыковой шов только для углового шва и оставьте внутреннюю часть
уголок без сварного шва. Для усиления стыка проводится подготовка к сварке.
по сторонам, которые будут свариваться встык.
Lap Joint
Если нужно сварить два материала разной толщины, соединение внахлест — другое способ сделать это, если угловой стык не подходит. Внахлестку включает складывание двух материалов вместе так, чтобы они перекрывали друг друга, и сварка выполняется либо сверху, либо снизу, либо на обоих.При угловых швах чаще всего используются, сварной шов, образующий соединение внахлест, также известен как сварной шов внахлест.
Вы можете выбрать среди следующие стили, помимо углового шва, если вам нужно создать соединение внахлест:
- J-образная канавка сварной
- Приварной шов
- Электрозаклепка
- Канавка под фаску сварной
- Под развальцовку конической канавки сварной
- Точечная сварка
Обычно вы можете
увидеть соединение внахлестку, когда пятно сопротивления, лазерный луч и электронный луч
Сварка применяется, а также в тренировочном и промышленном оборудовании. Колени
суставы — одни из самых простых в создании, потому что почти нет
подготовка необходима помимо размещения материалов. Не только
что они также часто имеют гладкую поверхность. Однако это также
склонны к короблению, если во время сварки будет слишком много тепла.
Колени
суставы — одни из самых простых в создании, потому что почти нет
подготовка необходима помимо размещения материалов. Не только
что они также часто имеют гладкую поверхность. Однако это также
склонны к короблению, если во время сварки будет слишком много тепла.
Теперь, когда вы зная о пяти различных типах сварных соединений, теперь вы можете определите, какие стыки наиболее подходят для вашего проекта. Да ты могут использовать различные типы в одном проекте.
Но кроме выбора подходящих шарниров, всегда обязательно используйте соответствующие средства индивидуальной защиты (СИЗ) во время работы.Сварку можно легко выполнить, но всегда существуют различные риски для безопасности и здоровья, независимо от того, насколько мал ваш проект. Безопасность прежде всего! Удалось ли вам узнать, что вы пришли сюда узнать? Мы очень на это надеемся, и что вы не зря потратили время на чтение.
Еще немного об Atlantic Aspiration
Хотя эта информация не обязательно может относиться к различным типам сварных соединений, мы хотим помочь вам понять нашу миссию и то, что мы пытаемся выполнить с помощью этого веб-сайта, о котором вы можете узнать больше в разделе о раздел нас.
Atlantic Aspiration — это в основном проект, созданный людьми, посвятившими себя обеспечению высокого уровня информации и контента в профессиональной сфере. Большая часть текущей информации ориентирована на потребителей, а на профессиональном рынке нет такого количества доступного контента, как на потребительском рынке. На данный момент это включает в себя различные вещи, такие как помощь профессионалам в выборе лучших плазменных резаков, лучших сварщиков двигателей, широких ленточных шлифовальных машин, и, поскольку мы продолжаем развивать этот сайт, мы надеемся добавлять все больше и больше информации, чтобы вы могли воспользоваться ею. .
Сварка внахлест TIG
Дуговая сварка вольфрамовым электродом (GTAW) или сварка TIG может быть очень сложной задачей для начинающих сварщиков, особенно без формального обучения. Сегодня мы собираемся обсудить и продемонстрировать некоторые правильные методы и дать несколько советов, которые помогут даже самому новичку сварщика освоить соединение внахлест.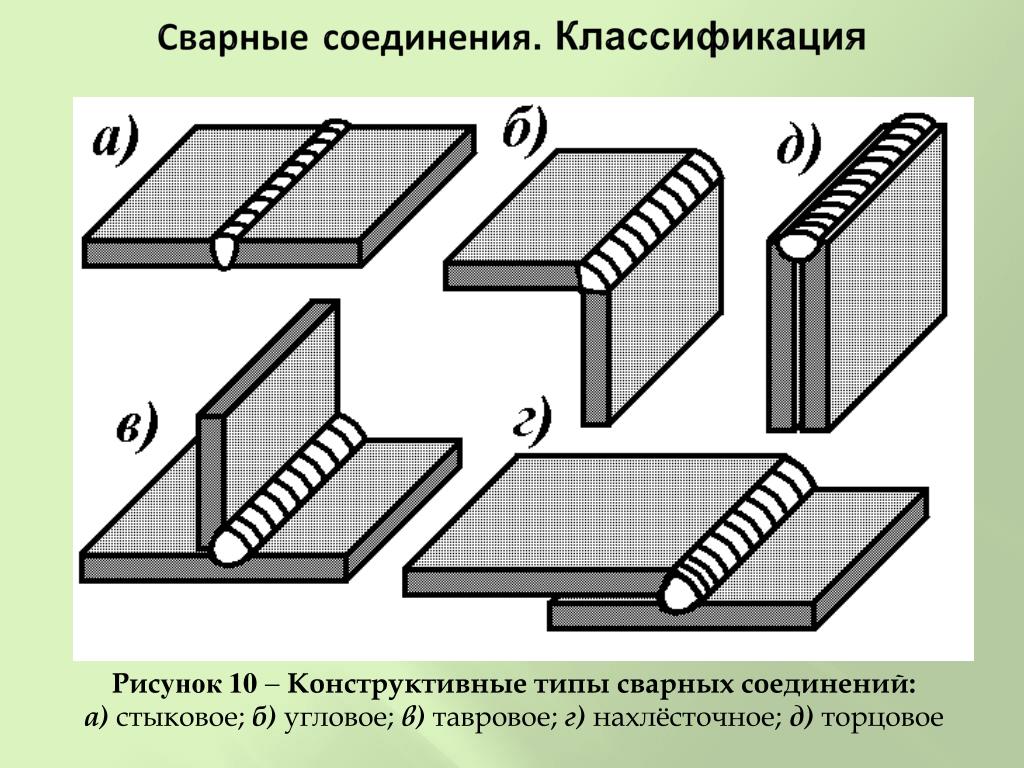
Как и в любом сварочном процессе, в котором мы участвуем, первое, что нам нужно обсудить, — это надлежащее защитное оборудование для конкретного применения.Несмотря на то, что сварка TIG не вызывает искр, мы все же хотим носить сварочную рубашку, чтобы блокировать УФ-лучи, создаваемые интенсивной дугой, испускаемой горелкой TIG. Все открытые участки кожи должны быть закрыты независимо от того, какой процесс сварки мы собираемся использовать, и TIG не является исключением. Далее мы хотим убедиться, что наши руки защищены. Мой первый выбор — хорошая пара сухих кожаных перчаток, вы хотите убедиться, что они действительно хорошо подходят и подходят для сварки TIG. Большая пара объемных перчаток, сделанных для сварки палкой, будет плохим выбором, поскольку они не лишат вас хорошей ловкости, чтобы контролировать присадочный металл.Не следует носить перчатки, сделанные из синтетических волокон, таких как полиэстер, поскольку они не защищают пользователя от тепла, возникающего в процессе сварки. Синтетические волокна также плавятся при контакте с теплом, и это не то, чего вы хотите, пока они у вас на руках. Сварочный колпачок также рекомендуется, особенно тем, у кого более тонкие волосы или их нет. Защитные очки — необходимость и само собой разумеющееся, но я все равно скажу это. Защитные очки из поликарбоната следует носить каждый раз, когда вы находитесь в магазине или на работе.Они помогают блокировать УФ-блики, а также обладают ударопрочностью. Защитные очки должны соответствовать стандарту ANSI Z87.1. Само собой разумеется, что качественная сварочная бленда, но то, что редко обсуждается, — это линза, подходящая для решения поставленной задачи. Для сварки, которую мы делаем сегодня, я буду использовать оттенок 9, так как он мне удобен. Чтобы получить дополнительные рекомендации по цвету, я настоятельно рекомендую вам ознакомиться с ANSI Z49.1 Безопасность при сварке, резке и смежных процессах, которую можно бесплатно загрузить в Интернете.
Синтетические волокна также плавятся при контакте с теплом, и это не то, чего вы хотите, пока они у вас на руках. Сварочный колпачок также рекомендуется, особенно тем, у кого более тонкие волосы или их нет. Защитные очки — необходимость и само собой разумеющееся, но я все равно скажу это. Защитные очки из поликарбоната следует носить каждый раз, когда вы находитесь в магазине или на работе.Они помогают блокировать УФ-блики, а также обладают ударопрочностью. Защитные очки должны соответствовать стандарту ANSI Z87.1. Само собой разумеется, что качественная сварочная бленда, но то, что редко обсуждается, — это линза, подходящая для решения поставленной задачи. Для сварки, которую мы делаем сегодня, я буду использовать оттенок 9, так как он мне удобен. Чтобы получить дополнительные рекомендации по цвету, я настоятельно рекомендую вам ознакомиться с ANSI Z49.1 Безопасность при сварке, резке и смежных процессах, которую можно бесплатно загрузить в Интернете.
Теперь, когда вы знакомы с требованиями безопасности, перейдем к собственно сварочной части этой статьи. Для этой демонстрации мы собираемся выполнить угловой сварной шов на стыке внахлест, используя стальные купоны толщиной 1/8 дюйма. Мы используем ESAB Rebel 205 AC / DC, поскольку при работе со сталью мы установим машину на постоянный ток на 130 Ампер. Нам нужен примерно 1 ампер на каждую тысячную толщины материала, а 1/8 материала составляет 0,125 ампер. Я люблю добавлять 5 дополнительных усилителей на случай, если мне понадобится небольшой удар.Я буду использовать присадочный стержень 1/16 дюйма ER70S-6 и вольфрам 3/32 дюйма E3 с углом заточки 30 °. Я хочу, чтобы сварной шов оставался ровно около 1/8 размера, так что заполнитель 1/16 дюйма даст мне именно это. Помните, что сварной шов будет примерно в 1,5 раза больше диаметра присадочной проволоки. Как и в большинстве случаев сварки TIG, мы будем использовать 100% аргон, а поскольку я использую газовую линзу, я буду работать со скоростью около 20CFH. Если вы используете стандартный цанговый патрон, вы можете установить расход около 15 куб.
Для этой демонстрации мы собираемся выполнить угловой сварной шов на стыке внахлест, используя стальные купоны толщиной 1/8 дюйма. Мы используем ESAB Rebel 205 AC / DC, поскольку при работе со сталью мы установим машину на постоянный ток на 130 Ампер. Нам нужен примерно 1 ампер на каждую тысячную толщины материала, а 1/8 материала составляет 0,125 ампер. Я люблю добавлять 5 дополнительных усилителей на случай, если мне понадобится небольшой удар.Я буду использовать присадочный стержень 1/16 дюйма ER70S-6 и вольфрам 3/32 дюйма E3 с углом заточки 30 °. Я хочу, чтобы сварной шов оставался ровно около 1/8 размера, так что заполнитель 1/16 дюйма даст мне именно это. Помните, что сварной шов будет примерно в 1,5 раза больше диаметра присадочной проволоки. Как и в большинстве случаев сварки TIG, мы будем использовать 100% аргон, а поскольку я использую газовую линзу, я буду работать со скоростью около 20CFH. Если вы используете стандартный цанговый патрон, вы можете установить расход около 15 куб. Футов в час или около того.
Футов в час или около того.
Прежде чем мы перейдем к сварке присадочной проволокой, нам нужно понять, как управлять лужей и читать ее.Лучший способ сделать это — сначала выполнить пару автогенных сварных швов. Как только мы научимся сварке без присадки и сплавим материалы вместе, мы сможем добавить присадку.
Одно упражнение, которое я предлагаю своим ученикам сделать, — это взять кусок наплавочного металла толщиной 1/8 дюйма, согнуть небольшой крючок или петлю на каждом конце и потренироваться перемещать стержень вперед и назад в руках, пока они смотрят фильм или бездельничают вокруг жилой дом. Это помогает развить необходимую мышечную память в руках, поэтому, когда приходит время сваривать, для них это естественное движение.
Итак, у нас есть соответствующие СИЗ, машина настроена, горелка настроена, мы потренировались подавать присадку, и мы готовы к сварке. Начните с пары пластин диаметром 1’8 дюймов в конфигурации соединения внахлест. Мне нравится делать по две кнопки с каждой стороны, чтобы материал не открывался на противоположной стороне купона.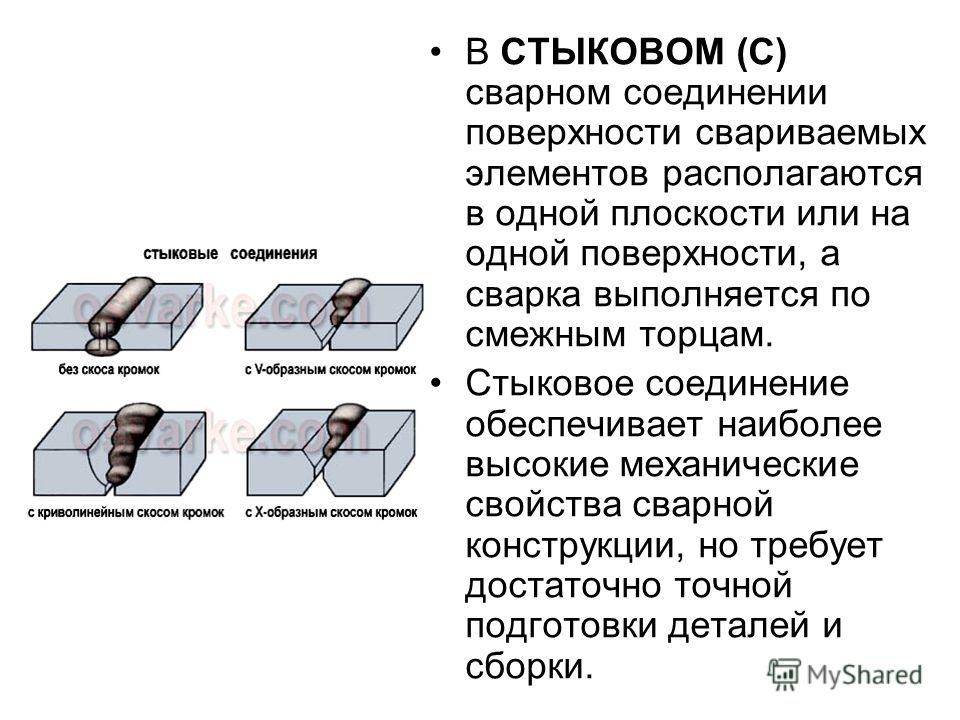 Это настраивает обе стороны, так что вы можете практиковать два сварных шва внахлест на набор. Как только мы закрепимся, ударьте по стыку металлической щеткой, чтобы удалить загрязнения с поверхности материалов.После всего этого давайте обсудим наши углы, при сварке TIG нам нужно сосредоточиться на трех основных углах. Это рабочий угол, угол хода и угол присадочного металла. Наш рабочий угол должен составлять примерно 45 °, чтобы на обе части материала приходилось половину дуги. Наш угол перемещения будет составлять 5–10 °, а угол наклона наполнителя всегда должен быть 90 ° перпендикулярно электроду в горелке.
Это настраивает обе стороны, так что вы можете практиковать два сварных шва внахлест на набор. Как только мы закрепимся, ударьте по стыку металлической щеткой, чтобы удалить загрязнения с поверхности материалов.После всего этого давайте обсудим наши углы, при сварке TIG нам нужно сосредоточиться на трех основных углах. Это рабочий угол, угол хода и угол присадочного металла. Наш рабочий угол должен составлять примерно 45 °, чтобы на обе части материала приходилось половину дуги. Наш угол перемещения будет составлять 5–10 °, а угол наклона наполнителя всегда должен быть 90 ° перпендикулярно электроду в горелке.
Когда все на месте, установите резак близко к материалу и медленно нажмите на ножную педаль так, чтобы вольфрам был на расстоянии примерно 1/16 дюйма от поверхности материала.На этом этапе нам нужно подождать, чтобы образовалась лужа, вы должны увидеть, как оба куска материала нагреваются и превращаются в жидкость, как только они соединяются (как в автогенном шве), мы начинаем добавлять присадочный металл в ванну с жидкостью и медленно двигайтесь вниз по стыку, толкая лужу по пути и добавляя присадочный металл по ходу. Сварной шов не должен выходить за верхний край верхней пластины, мы хотим, чтобы высота сварного шва составляла 1/8 дюйма, равную толщине пластины.
Сварной шов не должен выходить за верхний край верхней пластины, мы хотим, чтобы высота сварного шва составляла 1/8 дюйма, равную толщине пластины.
Когда мы дойдем до конца, важно убедиться, что мы заполнили кратер по всему поперечному сечению и медленно сужаем ножную педаль, пока дуга не погаснет.Теперь удерживайте резак неподвижно, пока не прекратится вытяжка. Теперь у вас должен получиться довольно приличный сварной шов. В зависимости от результата сварки, попробуйте еще как минимум 2, прежде чем вносить какие-либо изменения в вашу технику. Вам следует проанализировать все, что касается сварного шва и вашей техники. Определите, что пошло правильно, а что пошло не так, и оттуда отрегулируйте. Практика станет важной частью всей этой операции. Под капотом потребуется много времени, чтобы все исправить, но как только вы это сделаете, остальные сварные соединения будут легкими.Обязательно присоединяйтесь к нашей группе в Facebook и публикуйте свой прогресс с изображениями и настройками.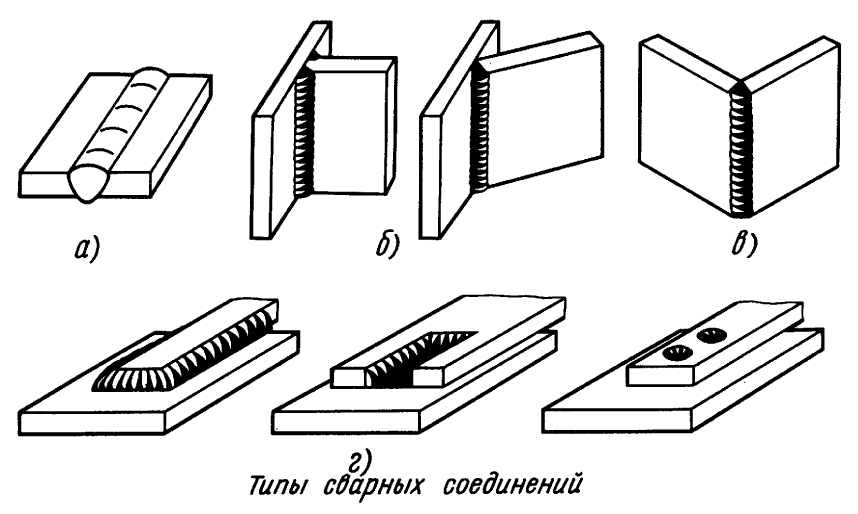 Вы сможете довольно быстро получить хорошие отзывы и до следующего раза «Сделайте каждый шов лучше, чем последний».
Вы сможете довольно быстро получить хорошие отзывы и до следующего раза «Сделайте каждый шов лучше, чем последний».
Материалы | Бесплатный полнотекстовый | Лазерная сварка стальных листов внахлест — анализ процесса
2.2. Численное моделирование
При численном моделировании лазерной сварки обычно используются два типа моделей источников тепла, имитирующих взаимодействие лазера с материалом: поверхностный источник тепла и конический источник тепла.Модель поверхностного источника тепла (форма диска) является более точной и используется для моделирования поглощения лазерной энергии поверхностью стальных листов (в некоторых приложениях для решений для кондуктивной сварки) [41]. Конический источник тепла предназначен для моделирования эффекта замочной скважины и связан с направлением энергии внутрь материала через стенки замочной скважины. Программное обеспечение Simufact Welding (Simufact Engineering GmbH, Гамбург, Германия) использует комбинацию поверхностных и конических объемных источников тепла с неравномерным распределением энергоемкости (параметр Гаусса), как показано ниже (Рисунок 1). Конический объемный источник тепла с гауссовым распределением можно описать следующим уравнением:
Конический объемный источник тепла с гауссовым распределением можно описать следующим уравнением:Q (х, у, z) = Q0exp (−x2 + y2r02 (z))
(1)
Кроме того, r0 (z) определяется следующим образом:r0 (z) = re + ri − rezi − ze (z − ze)
(2)
где Q0 — максимальная объемная плотность теплового потока; ri − re — размер радиуса верхнего и нижнего конуса; zi − ze — глубина конического источника тепла; x, y, z — координаты источника тепла. Численное моделирование проводилось с использованием программного обеспечения Simufact с решателем Marc.Программа посвящена сварочным приложениям; однако некоторые физические явления, например затвердевание, упрощены. Это явление решается путем использования предположения, что скрытая теплота равномерно выделяется в диапазоне температур солидуса и ликвидуса, где решающая программа использует модифицированную удельную теплоемкость для моделирования эффекта скрытой теплоты на основе экспериментальных данных материала, рассчитанных с помощью JMatPro. Теплопроводность является преобладающим методом теплопередачи; следовательно, основное уравнение основано на этом явлении.Согласно закону Фурье, трехмерная теплопроводность определяется следующим управляющим уравнением:
Теплопроводность является преобладающим методом теплопередачи; следовательно, основное уравнение основано на этом явлении.Согласно закону Фурье, трехмерная теплопроводность определяется следующим управляющим уравнением:ρc (T) ∂T∂t = ∂∂x (k (T) ∂T∂x) + ∂∂y (k (T) ∂T∂y) + ∂∂z (k (T) ∂T∂z) + qv
(3)
где c (T) — удельная теплоемкость, зависящая от температуры; k (T) — теплопроводность, зависящая от температуры; qv — объемная внутренняя энергия; x, y, z — пространственные координаты; Т — температура; ρ — плотность; и t — время. Моделирование включает эффект конвекции и использует модель конвекции-диффузии Петро-Галеркина и векторы узловой скорости, как показано ниже.∂T∂t + v · ∇T = ∇ · (κ∇T) + Q
(4)
где v — вектор узловой скорости; Т — температура; κ — тензор диффузии; Q — исходный термин. Полученная численная модель учитывает конвекцию, но не учитывает поверхностное натяжение или эффект Марангони; поэтому будут возникать некоторые отличия в теплопередаче по сравнению с экспериментальным процессом, что отражается на форме зоны плавления.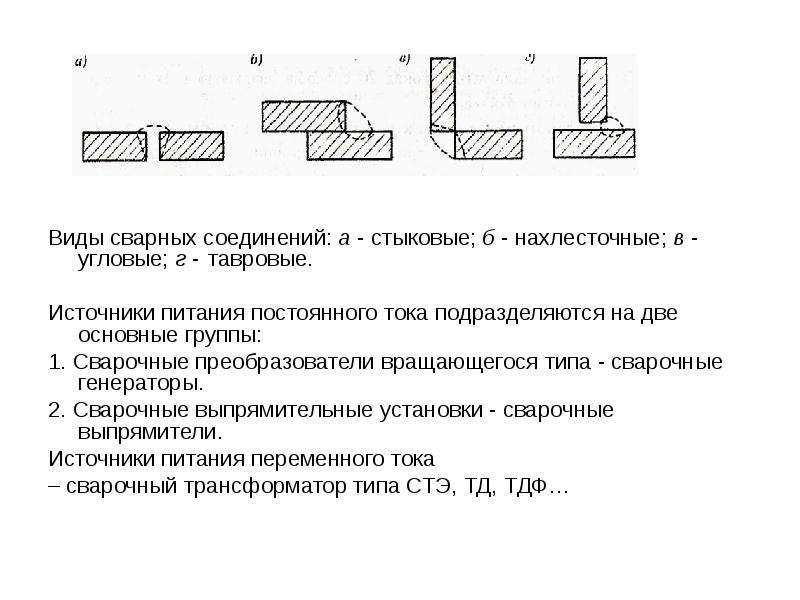
 Поэтому для экономии времени моделирования общий размер КЭ был запрограммирован равным 0,25 мм. Для получения более точных и реалистичных результатов процедура доводки с размером КЭ равным 0,125 мм проводилась вблизи зоны сварного шва (при температуре более 400 ° С).Для моделирования были выбраны листы низкоуглеродистой конструкционной стали S235JR (таблица 2). Библиотека многофазных материалов позволила рассчитать общие термомеханические свойства соединения.
Поэтому для экономии времени моделирования общий размер КЭ был запрограммирован равным 0,25 мм. Для получения более точных и реалистичных результатов процедура доводки с размером КЭ равным 0,125 мм проводилась вблизи зоны сварного шва (при температуре более 400 ° С).Для моделирования были выбраны листы низкоуглеродистой конструкционной стали S235JR (таблица 2). Библиотека многофазных материалов позволила рассчитать общие термомеханические свойства соединения.Проведенные исследования предполагали сварку в замочную скважину и глубокое проплавление материала; однако на первом этапе до появления эффекта «замочной скважины» коэффициент отражения лазерного луча от металлической поверхности высок, и это явление необходимо учитывать при программировании эффективности источника тепла. Поэтому для моделирования лазерной сварки CO 2 коэффициент полезного действия источника тепла был принят равным 0.77.
Геометрия источника тепла связана с фокусным расстоянием и фокусирующей способностью сварочной оптики, и для проведенных исследований было использовано одноточечное сферическое зеркало с диаметром фокуса 0,3 мм и фокусным расстоянием, равным 200 мм. использовал. Были запрограммированы дискообразный источник тепла с радиусом 0,65 мм и глубиной 0,2 мм, а также конический источник тепла с верхним радиусом 0,5 мм, нижним радиусом 0,2 мм и глубиной 4 мм. Геометрия источника тепла (HS) связана со сварочной оптикой.Тем не менее, для получения более точных результатов требуется некоторая калибровка, и была проведена пробная сварка со скоростью 1 м / мин и выходной мощностью 1 кВт. Сравнение с результатами моделирования показало некоторое расхождение, и геометрия источника тепла была скорректирована за счет уменьшения радиуса HS примерно на 10% и параметра распределения Гаусса с 2,9 до 2,8 [42,43]. Численный расчет лазерной сварки стыков внахлест с использованием Был проведен однопроходный процесс, моделируемый движением источника тепла через стальные листы (рис. 3).Моделирование сварки с постоянной скоростью 1 м / мин и изменением выходной мощности от 1 до 5 кВт, изменяющейся с шагом 0,5 кВт, проводилось до тех пор, пока не была получена предполагаемая геометрия герметичного соединения внахлест.
использовал. Были запрограммированы дискообразный источник тепла с радиусом 0,65 мм и глубиной 0,2 мм, а также конический источник тепла с верхним радиусом 0,5 мм, нижним радиусом 0,2 мм и глубиной 4 мм. Геометрия источника тепла (HS) связана со сварочной оптикой.Тем не менее, для получения более точных результатов требуется некоторая калибровка, и была проведена пробная сварка со скоростью 1 м / мин и выходной мощностью 1 кВт. Сравнение с результатами моделирования показало некоторое расхождение, и геометрия источника тепла была скорректирована за счет уменьшения радиуса HS примерно на 10% и параметра распределения Гаусса с 2,9 до 2,8 [42,43]. Численный расчет лазерной сварки стыков внахлест с использованием Был проведен однопроходный процесс, моделируемый движением источника тепла через стальные листы (рис. 3).Моделирование сварки с постоянной скоростью 1 м / мин и изменением выходной мощности от 1 до 5 кВт, изменяющейся с шагом 0,5 кВт, проводилось до тех пор, пока не была получена предполагаемая геометрия герметичного соединения внахлест. Для фазового преобразования требуется время охлаждения, поэтому для сварки, равной 1,2 с, время всего процесса было запрограммировано как 30 с. Процесс моделирования проводился на станции класса ПК Dell с процессором i7 и 64 ГБ ОЗУ, а время расчета моделирования составляло около 26 часов.
Для фазового преобразования требуется время охлаждения, поэтому для сварки, равной 1,2 с, время всего процесса было запрограммировано как 30 с. Процесс моделирования проводился на станции класса ПК Dell с процессором i7 и 64 ГБ ОЗУ, а время расчета моделирования составляло около 26 часов.2.3.Методика эксперимента
Проверка численной модели проводилась путем сварки пробного стыка с параметрами, оцененными на этапе моделирования (мощность лазера 4 кВт, скорость сварки 1 м / мин). Для конфигурации герметичного соединения внахлест стального листа с частичным проплавлением были установлены условия сварки, равные тем, которые определены в численном моделировании. Для уменьшения эффекта ионизации плазмы в качестве защитного газа использовался гелий с расходом 20 л / мин.Сварочный процесс проводился с помощью CO 2 лазера Trumpf TruFlow 6000, интегрированного с 6-осевой рабочей станцией LaserCell 1005 (рис. 4). Использовалась сварочная головка с фокусным расстоянием 200 мм и коаксиальной системой подачи защитного газа. Точка фокусировки размещалась на верхней поверхности стального листа, и производилась сварка пробного стыка. Верхний лист был сварен насквозь, а нижняя плита имела зону сплавления примерно посередине своей толщины. Таким образом, предполагается, что соединение внахлест частичное проникновение двух 2.Получены стальные листы S235JR толщиной 5 мм [44,45,46]. Прочностные характеристики сварного шва определялись механическими свойствами полученного соединения. Свойства сварного шва исследовали с помощью разрушающих испытаний. Испытание на твердость проводилось в соответствии со стандартом PN-EN ISO 6507-1 с использованием машины Innovatest Nexus 4303 [47], а распределение контрольных точек твердости для соединения внахлест стальных листов показано ниже (Рисунок 5).
Точка фокусировки размещалась на верхней поверхности стального листа, и производилась сварка пробного стыка. Верхний лист был сварен насквозь, а нижняя плита имела зону сплавления примерно посередине своей толщины. Таким образом, предполагается, что соединение внахлест частичное проникновение двух 2.Получены стальные листы S235JR толщиной 5 мм [44,45,46]. Прочностные характеристики сварного шва определялись механическими свойствами полученного соединения. Свойства сварного шва исследовали с помощью разрушающих испытаний. Испытание на твердость проводилось в соответствии со стандартом PN-EN ISO 6507-1 с использованием машины Innovatest Nexus 4303 [47], а распределение контрольных точек твердости для соединения внахлест стальных листов показано ниже (Рисунок 5).Трехточечное испытание было выполнено в соответствии со стандартами для всех характерных зон: основного материала (BM), зоны термического влияния (HAZ) и зоны сплавления (FZ) в верхней и нижней пластинах.
Твердость материала, обусловленная кристаллографической структурой свариваемого материала, влияет на характеристики прочности соединения. Кроме того, свойства связаны с термическими циклами и химическим составом материала. Для исследования прочностных свойств соединения было проведено испытание на прочность на разрыв с использованием испытательной машины MTS-100 (MTS Systems Corporation, Eden Prairie, MN, USA) (рис. 6) [48]. Образец был подготовлен путем приваривания двух верхних пластин к нижней пластине с теми же технологическими параметрами, которые представлены на схеме (Рисунок 6).В этой конфигурации во время испытания будет происходить растяжение, а также явления сдвига. Для подтверждения полученных свойств соединения было проведено дополнительное испытание образца, сваренного с такими же параметрами. Не-одноосное распределение комплексной силы, безусловно, повлияет на результаты испытаний. Тем не менее, сила сцепления сварных листов в герметичном стыке внахлест будет зависеть от свойств сварного шва; поэтому требуется металлографический анализ. Металлографические испытания проводились в соответствии с PN-EN ISO 17639 [49].
Кроме того, свойства связаны с термическими циклами и химическим составом материала. Для исследования прочностных свойств соединения было проведено испытание на прочность на разрыв с использованием испытательной машины MTS-100 (MTS Systems Corporation, Eden Prairie, MN, USA) (рис. 6) [48]. Образец был подготовлен путем приваривания двух верхних пластин к нижней пластине с теми же технологическими параметрами, которые представлены на схеме (Рисунок 6).В этой конфигурации во время испытания будет происходить растяжение, а также явления сдвига. Для подтверждения полученных свойств соединения было проведено дополнительное испытание образца, сваренного с такими же параметрами. Не-одноосное распределение комплексной силы, безусловно, повлияет на результаты испытаний. Тем не менее, сила сцепления сварных листов в герметичном стыке внахлест будет зависеть от свойств сварного шва; поэтому требуется металлографический анализ. Металлографические испытания проводились в соответствии с PN-EN ISO 17639 [49]. Были проведены микроскопические и макроскопические испытания с использованием конфокального цифрового микроскопа HiroxKH-8700 (Hirox Co Ltd., Токио, Япония) с целью исследования кристаллографической структуры свариваемого материала. Было проанализировано полученное сварное соединение внахлест. Низкоуглеродистая сталь S235JR не является типичной закалочной сталью; тем не менее, фазовое превращение при лазерной сварке влияет на материал, и структура изменяется. Визуальный микроскопический тест был проведен для подтверждения качества сварки и обнаружения любых дефектов.Кристаллографическая структура верхней и нижней пластины после сварки была исследована [50,51].
Были проведены микроскопические и макроскопические испытания с использованием конфокального цифрового микроскопа HiroxKH-8700 (Hirox Co Ltd., Токио, Япония) с целью исследования кристаллографической структуры свариваемого материала. Было проанализировано полученное сварное соединение внахлест. Низкоуглеродистая сталь S235JR не является типичной закалочной сталью; тем не менее, фазовое превращение при лазерной сварке влияет на материал, и структура изменяется. Визуальный микроскопический тест был проведен для подтверждения качества сварки и обнаружения любых дефектов.Кристаллографическая структура верхней и нижней пластины после сварки была исследована [50,51]. Лазерная сварка стыков внахлест сложна. Тонкое пространство между сварными листами может повлиять на пористость и образование оксидов. Для подтверждения однородной структуры сварного шва был проведен качественный и количественный анализ с использованием энергодисперсионной рентгеновской спектроскопии на сканирующем электронном микроскопе JSM-7100F (JEOL Ltd. , Токио, Япония).
, Токио, Япония).
Как выполнить сварку TIG алюминиевого соединения внахлест — Welding Mastermind
Если вы изучаете, как выполнять сварку TIG, вам необходимо знать некоторую информацию о сварке алюминия, прежде чем научиться сваривать алюминиевое соединение внахлест.Поскольку алюминий требует различных подходов к сварке по сравнению с другими металлами, вам необходимо знать, как обращаться с алюминием во время сварки.
Как выполняется сварка TIG алюминиевых соединений внахлест? Изучая, как выполнять сварку TIG алюминиевого соединения внахлест, вы должны понимать некоторые трудности, возникающие при сварке алюминия. Вам нужно будет знать, какие присадочные металлы использовать и как подавать при сварке алюминия. Когда вы поймете это и основные концепции, лежащие в основе сварки алюминия, вы будете знать, как выполнять сварку TIG алюминиевого соединения внахлест.
Поскольку сегодня в Интернете не так много информации о сварке TIG алюминия и алюминиевых соединений внахлест, мы создали это руководство, чтобы помочь вам. Ниже мы обсудим, чем отличается сварка алюминия, расскажем о советах по сварке алюминия и о том, как сваривать алюминиевое соединение внахлест методом TIG.
Ниже мы обсудим, чем отличается сварка алюминия, расскажем о советах по сварке алюминия и о том, как сваривать алюминиевое соединение внахлест методом TIG.
Трудности со сваркой алюминия
При сварке алюминия необходимо использовать другие методы, чем при сварке других металлов. Алюминий требует различных защитных газов, требует собственных спецификаций, а также использует другой процесс предварительной и последующей сварки, чем другие металлы.Однако, как только вы поймете различия, присущие сварке алюминия, вы сможете легко и эффективно выполнять все свои проекты по сварке алюминия.
Сварка алюминия сильно отличается от сварки других металлов. Есть несколько основных проблем, которые возникают при сварке алюминия из-за различных свойств алюминия. Одна из первых проблем, с которыми вы столкнетесь при сварке алюминия, — это использование наполнителей. Для некоторых типов алюминиевых сплавов требуется сварка присадочного материала.
Сложность # 1: Металлический наполнитель
Некоторые типы алюминиевых сплавов, например 6061, затвердевают и трескаются, если во время сварки не использовать присадочный металл. Кроме того, при сварке алюминия требуется не только присадочный металл, но также необходимо использовать правильные типы присадочных металлов в зависимости от типа свариваемого алюминия. Если вы сварите алюминиевый сплав 6061 с присадочным металлом 6061, ваш сварной шов не получится.
Кроме того, при сварке алюминия требуется не только присадочный металл, но также необходимо использовать правильные типы присадочных металлов в зависимости от типа свариваемого алюминия. Если вы сварите алюминиевый сплав 6061 с присадочным металлом 6061, ваш сварной шов не получится.
Сложность # 2: Кормление
Использование присадочного металла при сварке алюминия — не единственная трудность, с которой вы столкнетесь при сварке алюминия.Вторая проблема, связанная с использованием присадочного металла, — это подача присадочного металла. Если вы используете механический процесс подачи проволоки, вам необходимо рассмотреть возможность использования специализированных приводных систем.
Поскольку алюминий имеет более низкую прочность колонны по сравнению со сталью, он также более склонен к изгибу, чем сталь, если вы не используете уникальные системы подачи проволоки. Поэтому вам нужно убедиться, что вы используете специализированные системы подачи проволоки, например, пушпульную горелку, при сварке алюминия.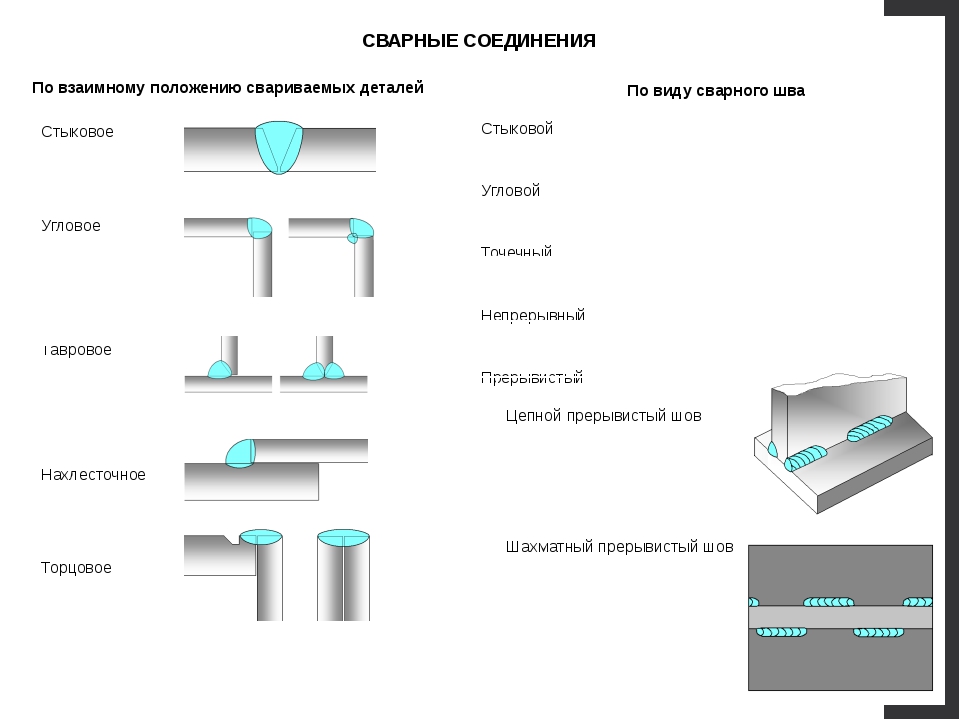 Если вы также используете тонкий алюминиевый присадочный металл, вам, в основном, следует рассмотреть возможность использования отдельных систем подачи проволоки.
Если вы также используете тонкий алюминиевый присадочный металл, вам, в основном, следует рассмотреть возможность использования отдельных систем подачи проволоки.
Сложность № 3: Теплопроводность
Еще одна трудность, которая возникает при сварке алюминия, — это теплопроводность алюминия. По сравнению со сталью алюминий имеет более высокий уровень теплопроводности. Таким образом, простое знание этого означает, что тепло, которое вы будете использовать при сварке алюминия, рассеивается быстрее, чем при сварке других металлов. Это означает, что вы не сможете полностью проникнуть в алюминий, вы действительно продвинулись в сварном шве.Когда это происходит, сварщики называют это «холодным запуском».
Вам необходимо принять особые меры предосторожности, чтобы избежать холодного пуска при сварке алюминия. Это связано с тем, что холодный старт не позволит вам углубиться в сварочный процесс, так как вы не сможете эффективно проплавить металл. Вам также следует беспокоиться о больших кратерах, образовавшихся из-за повышенного уровня проводимости при сварке алюминия.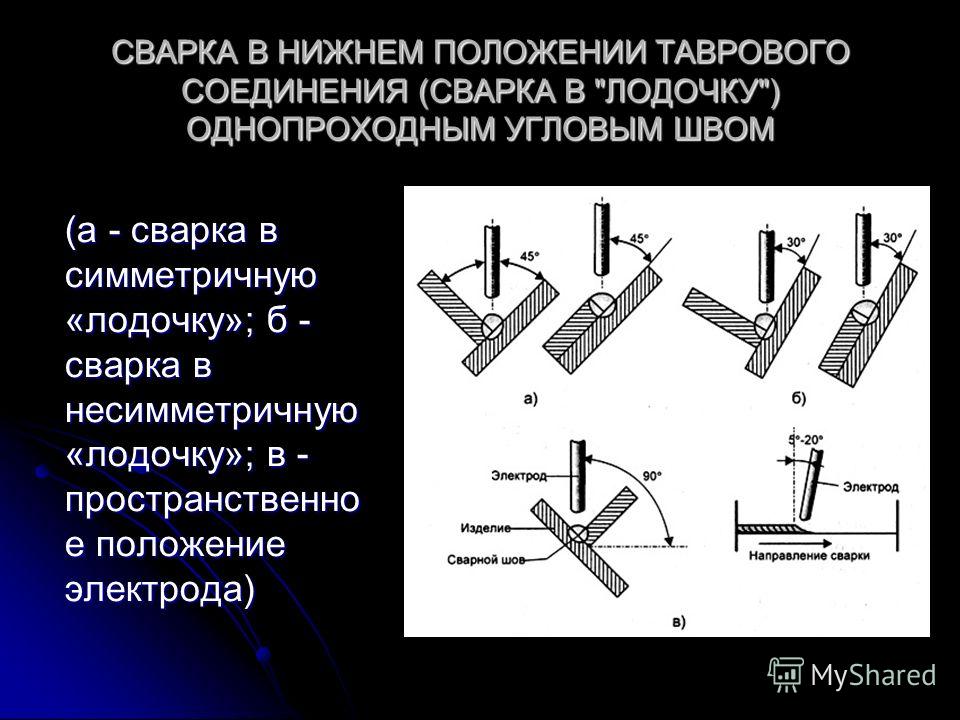
Когда вы дойдете до конца процесса сварки алюминия, у вас будет гораздо больше тепла, чем в начале процесса сварки.Помните, что тепло относительно эффективно рассеивается в алюминии, но это может привести к образованию кратера на металле. Вам нужно избегать образования кратеров, потому что при этом алюминий легко трескается. Если вы сделаете кратер, убедитесь, что вы его заполнили, чтобы у вас не было проблем, когда вы закончите.
Трудность № 4: Перед сваркой и после сварки
Другая проблема, с которой сталкивается алюминий, — это разные подходы к процессу предварительной и послесварочной сварки. С алюминием вы получите оксидный слой с температурой плавления выше, чем у самого алюминия.Итак, вы хотите, чтобы в сварном шве не было расплавленных частиц оксида алюминия. Перед тем, как начать сварку, вам нужно будет выполнить процесс удаления оксидов, например очистку проволочной щеткой или химическую очистку.
Некоторые алюминиевые сплавы, например 6061-Т6, подвергаются искусственному старению. Этот процесс старения делается для увеличения прочности металла. Однако тепло от сварки снизит любые преимущества, которые вы получите от процесса искусственного старения. Вы получите слабые места в нагретой области. Таким образом, вам может потребоваться использовать искусственное старение после сварки для этих типов металлов.
Этот процесс старения делается для увеличения прочности металла. Однако тепло от сварки снизит любые преимущества, которые вы получите от процесса искусственного старения. Вы получите слабые места в нагретой области. Таким образом, вам может потребоваться использовать искусственное старение после сварки для этих типов металлов.
Какие сварные швы лучше всего подходят для алюминия?
Теперь, когда вы понимаете некоторые трудности, связанные со сваркой алюминия, мы перейдем к обсуждению типов сварки, которые можно использовать с алюминием. При сварке алюминия можно использовать следующие виды сварочных процессов:
- TIG
- MIG
- Лазерный луч / электронный луч
- Сопротивление
Сварка TIG
Сварка TIG (также называемая сваркой вольфрамовым электродом в среде инертного газа) — один из лучших способов сварки алюминия.Одна из причин, по которой сварка TIG так хороша для алюминия, заключается в том, что в этом типе сварки не используется механическая подача проволоки.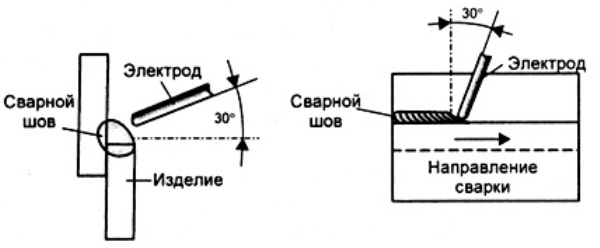 Таким образом, если вы используете сварку TIG при работе с алюминиевыми изделиями, у вас не возникнет проблем с подачей.
Таким образом, если вы используете сварку TIG при работе с алюминиевыми изделиями, у вас не возникнет проблем с подачей.
При сварке TIG присадочный материал в лужу попадает из рук сварщика, поэтому вы также получаете полный контроль над процессом сварки. Еще одно преимущество сварки TIG заключается в том, что это очень чистый процесс сварки. Таким образом, вам также не нужно беспокоиться о том, что алюминий, который вы используете в качестве наполнителя, не будет загрязнен воздухом вокруг него.
Сварка МИГ
Другой вид сварки, иногда используемый с алюминием, — это сварка MIG (также известная как сварка металла в среде защитного газа). Благодаря сварке MIG вы получите более высокую производительность наплавки, а присадочный материал также будет двигаться быстрее. Однако при сварке MIG необходимо использовать механическую систему подачи проволоки, которая может создавать проблемы при сварке алюминия.
Итак, если вы планируете использовать сварку MIG с алюминием, вам может потребоваться двухтактный пистолет или пистолет для катушки, чтобы вы могли легко пропустить алюминий через проволоку. Также необходимо быть осторожным с типом защитного газа, который вы используете при сварке алюминия методом MIG. Например, избегайте использования 100% CO2 или 75% аргона и 25% CO2 в качестве защитного газа. Эти типы защитных газов хорошо работают со сталью, но алюминий плохо работает с газом CO2, потому что он реактивен.
Также необходимо быть осторожным с типом защитного газа, который вы используете при сварке алюминия методом MIG. Например, избегайте использования 100% CO2 или 75% аргона и 25% CO2 в качестве защитного газа. Эти типы защитных газов хорошо работают со сталью, но алюминий плохо работает с газом CO2, потому что он реактивен.
Вместо этого, при использовании сварки MIG с алюминием, вам следует ознакомиться с рекомендациями производителя относительно типа защитного газа, который вам следует использовать.
Лазерная и электронно-лучевая сварка
Как лазерная, так и электронно-лучевая сварка подходят для сварки алюминия.Вы получите высокую удельную мощность с помощью любого из этих процессов лучевой сварки, поэтому вам не нужно беспокоиться о том, что у вас будет столько холодных пусков.
Однако процессы лучевой сварки все еще не так оптимальны, как сварка TIG при сварке алюминия. Например, если вы используете лазерную сварку, вам нужно беспокоиться об отражательной способности материала. Кроме того, оптимизация использования защитного газа становится важной при использовании лучевой сварки алюминия, поскольку вам нужно избегать пористости.
Кроме того, оптимизация использования защитного газа становится важной при использовании лучевой сварки алюминия, поскольку вам нужно избегать пористости.
Таким образом, хотя сварка MIG и лучевая сварка — это другие варианты сварки алюминия, сварка TIG по-прежнему остается лучшим вариантом, особенно для новичков.
Сварка сопротивлением
Другой способ сварки алюминия — это контактная сварка. Хотя контактная сварка подходит для сварки алюминия, существуют проблемы, связанные с использованием контактной сварки. Например, у вас возникнут проблемы с этим видом сварки из-за электрической и теплопроводности алюминия.
Кроме того, если вы используете контактную сварку алюминия, вы обнаружите, что время изменения параметров может быть довольно большим. Также вам понадобятся специальные насадки и сварочное оборудование, чтобы избежать проблем, связанных с этой проблемой.
Итак, если посмотреть на все различные типы сварочных процессов, которые вы можете использовать при сварке алюминия, два лучших варианта — это сварка TIG и сварка MIG, причем сварка TIG является явным победителем. Мы настоятельно рекомендуем использовать сварку TIG при работе с алюминием, особенно если вы новичок, потому что сварка TIG отлично справляется со многими проблемами, которые возникают при сварке алюминия.
Мы настоятельно рекомендуем использовать сварку TIG при работе с алюминием, особенно если вы новичок, потому что сварка TIG отлично справляется со многими проблемами, которые возникают при сварке алюминия.
Сварочные процессы, которых следует избегать при сварке алюминия
Есть несколько способов сварки, которых следует избегать при сварке алюминия. Мы перечислили эти типы сварочных процессов ниже.
- Дуговая сварка
- Ручная сварка
- Дуговая сварка под флюсом
Основная причина, по которой вышеупомянутые процессы сварки не рекомендуются для алюминия, заключается в том, что сварные швы, создаваемые всеми этими процессами, имеют большую пористость. Мы уже упоминали, что при сварке алюминия нужно избегать пористости.
Теперь, когда вы знаете, какие процессы сварки лучше всего использовать для алюминия и почему мы рассмотрим несколько советов по сварке алюминия, чтобы вы могли оставаться в безопасности и использовать сварку TIG или MIG.
Наконечники для сварки алюминия TIG
И начинающие, и опытные сварщики часто считают алюминий сложным для сварки металлом. Однако если вы знаете, как приступить к сварке алюминия, это предположение неверно. Во многих отношениях сварка алюминия похожа на сварку стали.Хотя для того, чтобы привыкнуть к сварке алюминия, требуется определенная практика, как только вы освоите это, это можно сделать относительно быстро.
Безопасность при сварке алюминия
Во-первых, у нас есть несколько советов по безопасности при сварке алюминия. Каждый раз, когда вы свариваете алюминий, вам нужно убедиться, что место, которое вы используете, хорошо вентилируется, прежде чем начинать сварочный проект. Обеспечивая хорошую вентиляцию помещения, вы можете избежать попадания опасных паров.При сварке также необходимо использовать средства защиты. Ниже мы перечислили защитное оборудование, которое вам понадобится при сварке.
- Обязательно защитите глаза сварочной маской.

- Вам также понадобятся перчатки и кожа для защиты от брызг.
- Купите хорошую пару кожаных туфель или сапог для защиты ног.
- Кроме того, подумайте о приобретении респиратора, если вы занимаетесь сваркой в течение длительного времени.
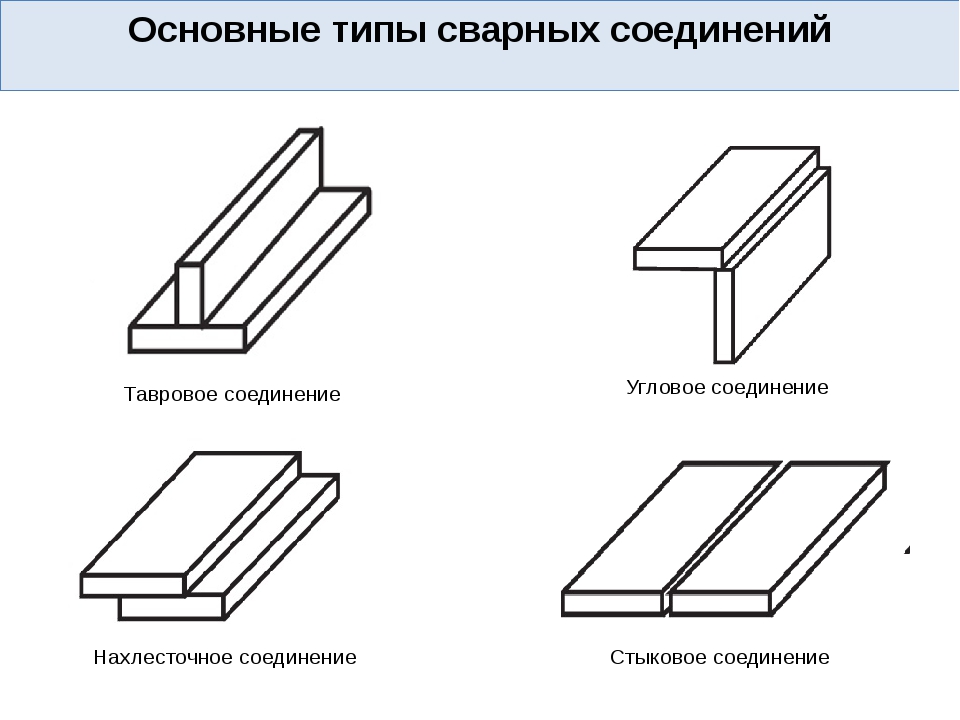
Теперь, когда мы рассмотрели несколько советов по безопасности при сварке алюминия, мы дадим вам советы по сварке MIG с алюминием и TIG-сварке с алюминием.Поскольку мы уже говорили выше, почему сварка MIG и сварка TIG являются лучшими вариантами сварки алюминия, ниже мы сосредоточимся на этих двух подходах.
MIG (газовая металл-дуговая сварка)Сварочный процесс MIG впервые стал популярным еще в 1940-х годах. В основе концепции сварки MIG лежит короткое замыкание в сочетании с инертным газом, который помогает расплавить металл.
Плюсов:
- Сварка MIG обычно выполняется очень быстро.
- Сварка MIG не требует высокого уровня квалификации.

Минусы:
- Сварка MIG применима только к тонким и средним металлам.
- Сварка MIG не так чиста, как сварка TIG.
- При сварке MIG вы получите много искр, дыма и дыма.
Наконечники для сварки MIG
Чтобы помочь вам лучше понять процесс сварки алюминия методом MIG, мы перечислили несколько полезных советов.
- Прежде чем начать сварку, всегда сначала готовьте оборудование.Убедитесь, что у вас есть двухтактный механизм подачи проволоки, чтобы вы не запутались.
- Кроме того, перед началом работы вам нужно будет подготовить металл. Убедитесь, что вы очистили алюминий. Перед соединением кромок необходимо удалить оксид и кромки пилы. Имейте в виду, что поначалу обычно легче сваривать более толстые детали.
- При сварке обязательно нажимайте и избегайте тяги. Если потянуть, вы потянете сварной шов под углом, в результате чего сварной шов станет грязным. Толкать нужно только под углом от 10 до 15 градусов.
- Вам также необходимо уметь укладывать бусину, так что попрактикуйтесь в этом. Помните, что использование многопроходных прямых валиков обеспечивает более красивый внешний вид сварного шва, а также создает меньше дефектов сварки.
- Вам также понадобится радиатор, например латунный, чтобы отводить дополнительное тепло. Таким образом вы сможете сваривать медленнее и использовать методы, более похожие на сварку стали.
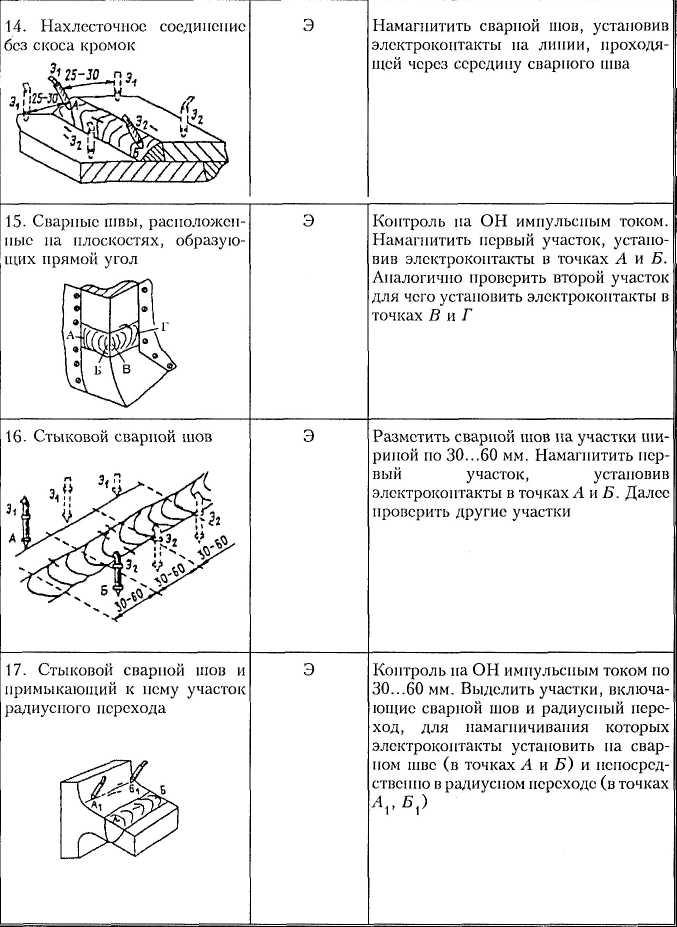
TIG (газовая вольфрамо-дуговая сварка)
Выше мы упоминали, что сварка TIG является отличным выбором для сварки алюминия.При сварке TIG вы используете электрод, покрытый инертным газом, чтобы завершить сварку. Ниже мы перечислили плюсы и минусы использования TIG-сварки алюминия.
Плюсов:
- Сварка TIG — это безупречный процесс, поэтому вам не нужно беспокоиться о большом количестве дыма, искр или дыма.
- Сварка TIG — это еще и точный сварочный процесс, поэтому вы получите высококачественный сварной шов, если будете использовать его.

Минусы:
- Сварка TIG дороже и занимает больше времени, чем сварка MIG.
- Для успешной сварки TIG требуется некоторый опыт.
Наконечники для сварки TIG
Чтобы помочь вам лучше понять процесс сварки TIG при сварке алюминия, мы предлагаем вам несколько советов ниже.
- Выберите электрод для сварки TIG. При использовании алюминия следует выбирать стержень из чистого вольфрама.
- Вы хотите сначала приготовить еду. Обязательно возьмите проволочную щетку и начисто очистите алюминий перед началом сварки.Мы также предлагаем предварительно нагреть алюминий.
- При сварке TIG вам нужно научиться контролировать газ. Если в резак будет поступать слишком много аргона, дуга будет смещена по центру.
- Вам также следует подумать об использовании радиатора при выполнении сварки TIG. Радиатор предотвратит деформацию алюминия.
- Также убедитесь, что вы держите присадочный стержень как можно ближе к газу. Хотя это часто бывает сложно, вам нужно попрактиковаться в этом, прежде чем выполнять настоящий сварочный проект.
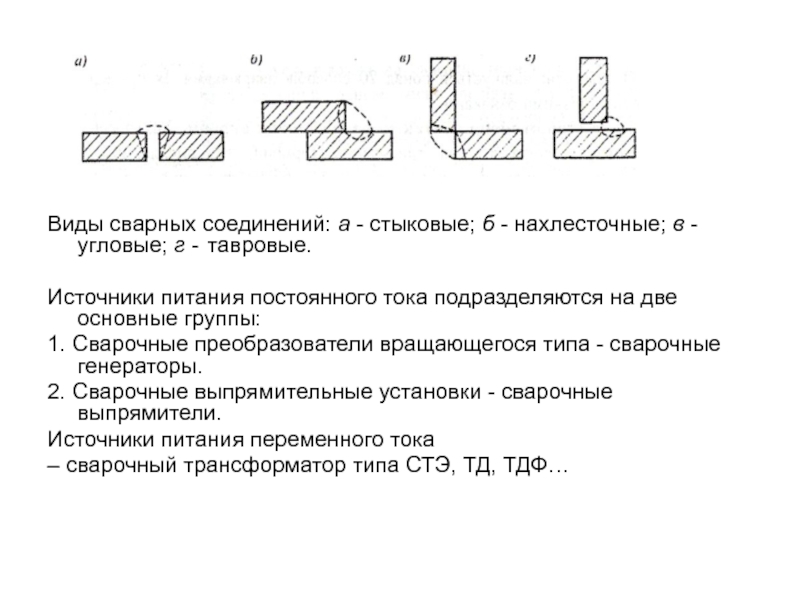 Хотя это часто бывает сложно, вам нужно попрактиковаться в этом, прежде чем выполнять настоящий сварочный проект.
Хотя это часто бывает сложно, вам нужно попрактиковаться в этом, прежде чем выполнять настоящий сварочный проект.Теперь, когда мы рассмотрели советы по использованию сварки MIG и TIG при работе с алюминием, мы рассмотрим, как выполнять сварку TIG алюминиевого соединения внахлест ниже.
Сварка TIG алюминиевых соединений внахлест
Многие металлы хорошо подходят для сварки TIG. Однако металл, который чаще всего используется при сварке TIG, — это алюминий, главным образом потому, что сварка TIG может решить проблемы, присущие алюминию. Сварка TIG также хорошо работает при работе с металлами меньшей толщины.
Хотя при выполнении проекта по сварке алюминия вы можете использовать другие способы сварки, как мы уже говорили выше, лучшим методом является сварка TIG. Поскольку алюминий так популярен в автомобильных деталях и процессах, сварка TIG стала чрезвычайно популярной среди автолюбителей. Сварка TIG также отличается стабильностью и великолепным внешним видом, поэтому многие сварщики, работающие в профессиональных гоночных командах, пользуются сваркой TIG.
Проблемы с алюминием
Несмотря на то, что сварка TIG хорошо работает с алюминием, есть еще несколько вещей, которые нам нужно обсудить с алюминием, которые вам нужно знать, чтобы хорошо работать с алюминием.Алюминий, как чистый металл, плавится при температуре менее 1200 F и не показывает изменений цвета, как это делают другие металлы, до плавления. Таким образом, алюминий никогда не даст вам знать, когда он горячий или готов расплавиться, в отличие от других металлов.
На поверхности вы увидите оксид, который сварщики также называют «пленкой», который очень быстро образуется на поверхности. В этой области температура плавления примерно в три раза выше, при 3200 F. Что еще более запутанно, алюминий может кипеть при низких температурах около 2880 F, по сравнению с тем местом, где плавится оксид.Кроме того, оксид более прочен, чем алюминий, поэтому, когда он плавится, он тонет и захватывается алюминием.
Итак, по этим причинам вам необходимо удалить оксидную зону с алюминия перед сваркой.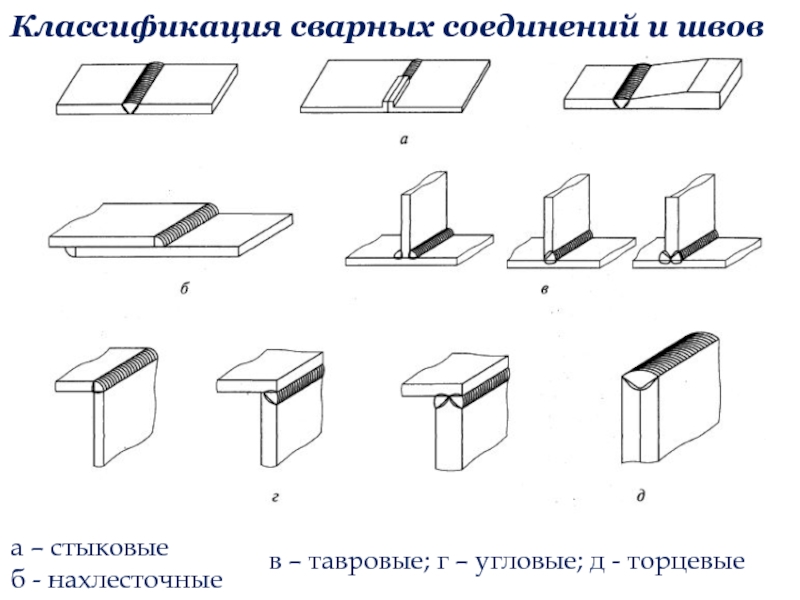 К счастью, сварка TIG создана для этого процесса. Вы можете использовать половину дуги переменного тока с обратной полярностью, что поможет вам легко очистить оксид алюминия перед началом работы.
К счастью, сварка TIG создана для этого процесса. Вы можете использовать половину дуги переменного тока с обратной полярностью, что поможет вам легко очистить оксид алюминия перед началом работы.
Алюминий и тепло
Уникальность алюминия заключается в том, что он хорошо проводит тепло.Итак, вам нужно будет использовать много тепла, когда вы начнете сварку. Помните, что при запуске процесса сварки в окружающий основной материал теряется много тепла. После того, как сварка длится какое-то время, большая часть этого тепла перемещается впереди дуги. Он также проникает в предварительно нагретый основной металл с температурой, требующей меньше сварки, чем холодный лист. Если вы продолжите работу, а предварительному нагреву некуда податься, сварной шов может накапливаться и стать проблемой.
По этой причине многие сварочные аппараты TIG оснащены ножным или ручным управлением током при сварке.Если у вашего сварочного аппарата TIG нет этой функции, убедитесь, что она у вас есть, прежде чем начинать сварку алюминия. С помощью этих параметров вы сможете изменить ток во время сварки. Имейте в виду, что у некоторых типов алюминия есть проблемы с «горячим замыканием», и они могут треснуть, если вы не обращаете на них внимания.
С помощью этих параметров вы сможете изменить ток во время сварки. Имейте в виду, что у некоторых типов алюминия есть проблемы с «горячим замыканием», и они могут треснуть, если вы не обращаете на них внимания.
Если вы используете правильный тип присадочного металла при сварке, а также используете валики меньшего размера, вы не столкнетесь с этими проблемами. Возможно, вы даже захотите сделать шаг назад на один дюйм или около того каждый раз, когда будете выполнять сварку алюминия, прежде чем снова двигаться в общем направлении.
Важность наполнителя
При изготовлении металлической сварочной ванны вы будете использовать комбинацию основного металла и присадки, которая защитит алюминий от растрескивания или ржавчины. Диаметр проволоки, которую вы будете использовать, должен работать с током, который можно использовать для легкой сварки. Кроме того, помните, что ток ограничен используемым источником питания, а также соединениями, сплавом и положением сварки.
При сварке TIG использование чистого высококачественного присадочного материала обеспечивает наилучшие сварные швы.Если у вас нет аккуратной проволоки, в сварочной ванне будет много загрязнений. Загрязнение — это проблема, потому что это может привести к растрескиванию алюминиевого сварного шва в более позднее время. Обычно вы найдете масло или увлажняющее масло.
Таким образом, очистка становится необходимой, как и использование правильных присадочных материалов при сварке алюминия.
Ступеньки для сварки алюминиевых колец
Ниже мы перечислили некоторые этапы сварки алюминия внахлест TIG.
- Сначала установите инвертор TIG примерно на 140 ампер или где-то между 100 и 120 ампер и управляйте этим с помощью ножной педали.
- Установите балансировку кондиционера на вашей машине примерно на 30% очистки.
- Установите частоту 100–120 Гц.
- Подумайте о добавлении немного гелия примерно для 90% сварки алюминия. Даже небольшое количество гелия создаст огромную разницу. Вы будете слегка перемещать шарик на гелиевом расходомере.
- Кроме того, используйте стандартный глиноземный стакан № 5 и добавьте около 10 кубических футов в час аргона, пока вы слегка перемещаете шар по гелию.
- Используйте 2% лантанотидный электрод диаметром 3/32 дюйма и 2,4 мм.Обязательно заточите его.
- Также используйте присадочный стержень 3/32 дюйма 2,4 мм 4043 или вы можете выбрать 1/16 дюйма 1,6 мм
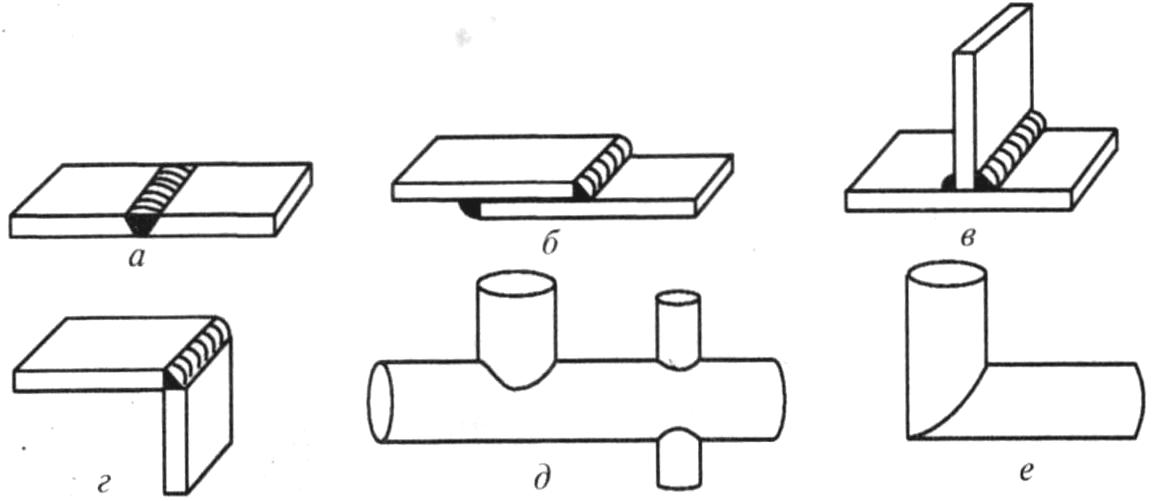 Даже небольшое количество гелия создаст огромную разницу. Вы будете слегка перемещать шарик на гелиевом расходомере.
Даже небольшое количество гелия создаст огромную разницу. Вы будете слегка перемещать шарик на гелиевом расходомере.Держите вещи в чистоте!
Мы не можем не подчеркнуть важность очистки алюминия перед сваркой. Убедитесь, что вы хорошо подготовили сварные детали перед началом сварки, чтобы каждый раз получать самые высококачественные сварные швы. Убедитесь, что у вас нет смазки при сварке, чтобы получить отличные сварные швы.Таким образом, перед сваркой вам необходимо удалить масло, углеводороды и незакрепленные частицы.
Перед сваркой также необходимо убедиться, что срезанные кромки очень чистые и гладкие. Конечно, не забудьте удалить смазку перед началом сварки.
Конечно, не забудьте удалить смазку перед началом сварки.
Хорошо очистив сварочную поверхность, вы уменьшите пористость сварных швов. Имейте в виду, что водород может создавать пористость, а кислород — окалину. Если вы оставите масло, оксиды, смазку и т. Д.по краям вы получите плохие сварные швы. Поэтому всегда очищайте перед сваркой.
Последние мысли
Теперь, когда мы рассмотрели много информации о сварке алюминия, вы должны обладать знаниями, необходимыми для сварки TIG алюминиевых соединений внахлест. Мы обсудили, чем сварка алюминия отличается от сварки стали, несколько советов по сварке алюминия и то, как сваривать алюминиевое соединение внахлест методом TIG. Мы считаем, что с этой информацией вы получите всю информацию, необходимую для успешной сварки TIG с алюминием.
Обучение сварке может быть приятным процессом. Как только вы начнете создавать и завершать сварочные проекты, вам понравится внутреннее вознаграждение за создание красивых сварных швов. Хотя изучение сварки TIG может занять некоторое время и немного усилий, когда вы начнете работать, вы никогда не захотите останавливаться.
Хотя изучение сварки TIG может занять некоторое время и немного усилий, когда вы начнете работать, вы никогда не захотите останавливаться.
с использованием кислородно-ацетиленовой горелки
На Рисунке 5-40 показаны различные типы основных соединений.
Рисунок 5-40. Основные суставы.Стыковые соединения
Стыковые соединения выполняются путем размещения двух кусков материала вплотную друг к другу без нахлеста с последующей сваркой.Обычное стыковое соединение используется для металлов толщиной от 1⁄16 до 1⁄8 дюйма. При выполнении этого соединения используется присадочный пруток, чтобы получить прочный сварной шов.
Фланцевое стыковое соединение может использоваться при сварке тонких листов толщиной 1⁄16 дюйма или меньше. Кромки подготавливают к сварке путем загиба фланца, равного толщине металла. Этот тип стыка обычно выполняется без использования присадочного стержня.
Если металл толще 1⁄8 дюйма, может потребоваться скосить края, чтобы тепло от горелки могло полностью проникнуть в металл. Эти скосы могут быть одинарными или двойными, а также одинарными или двойными V-образными. Присадочный пруток используется для придания сварному шву прочности и усиления. [Рисунок 5-41] Рисунок 5-41. Виды стыковых соединений.
Эти скосы могут быть одинарными или двойными, а также одинарными или двойными V-образными. Присадочный пруток используется для придания сварному шву прочности и усиления. [Рисунок 5-41] Рисунок 5-41. Виды стыковых соединений.
Ремонт трещин сваркой можно рассматривать как еще один вид стыкового соединения. Трещину следует просверлить с обоих концов, а затем сварить, как простое стыковое соединение, с помощью присадочного стержня. В большинстве случаев сварка трещины не является полным ремонтом, и все же требуется некоторая форма усиления, как описано в следующих разделах.
Тройник
Тройник образуется, когда край или конец одной детали приваривается к поверхности другой. [Рисунок 5-42] Эти соединения довольно часто встречаются в авиастроении, особенно в трубчатых конструкциях. Плоское тройниковое соединение подходит для металла большей толщины, используемого в самолетах, но для большей толщины требуется, чтобы вертикальный элемент был либо одинарным, либо двояким, чтобы позволить теплу проникать достаточно глубоко.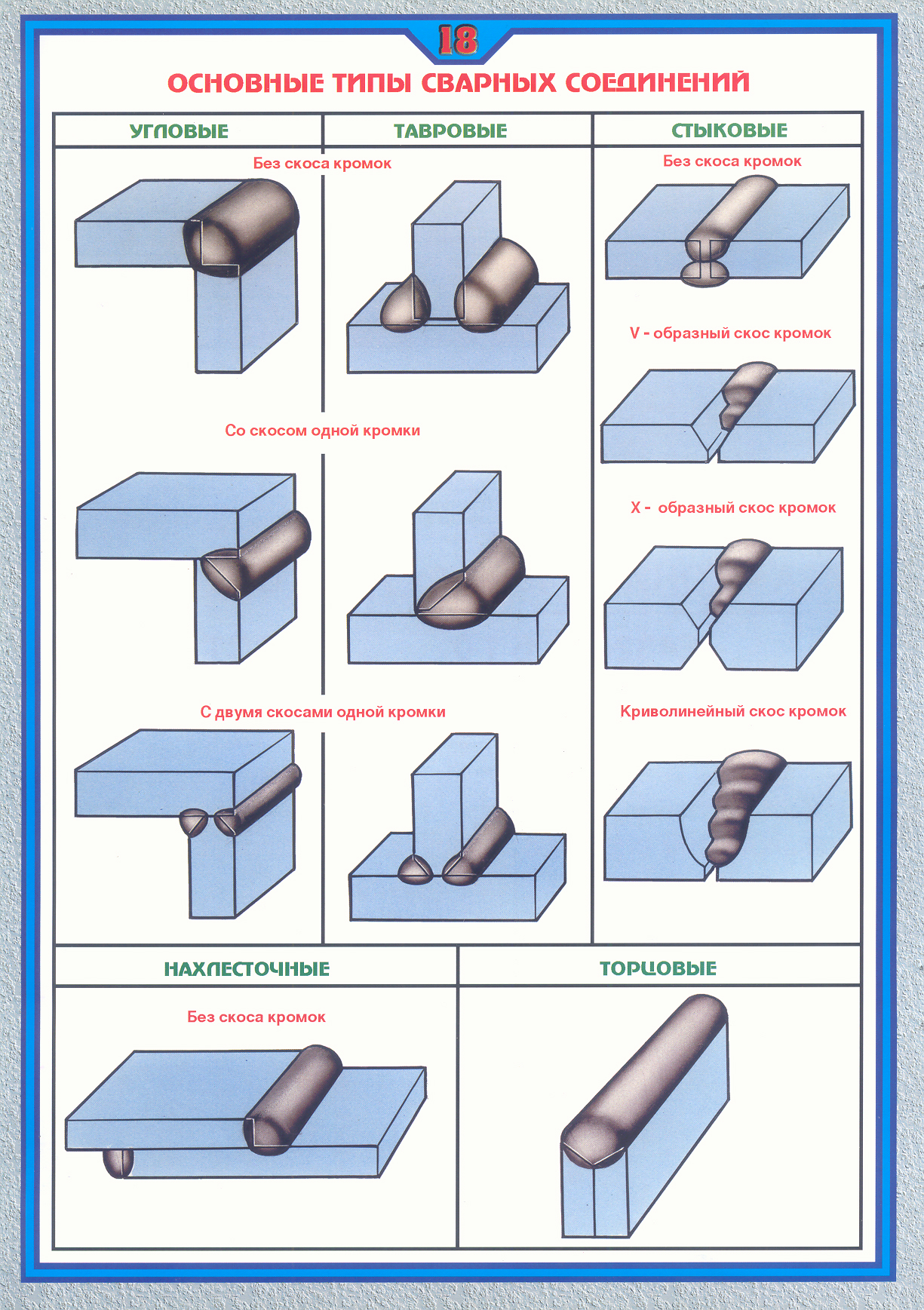 Темные области на Рисунке 5-42 показывают необходимую глубину проникновения тепла и плавления.Рекомендуется оставлять между деталями зазор, примерно равный толщине металла, чтобы обеспечить полное проплавление сварного шва. Это обычное явление при сварке только с одной стороны с пучками труб. Плотная посадка деталей перед сваркой не обеспечивает надлежащей сварки, если не обеспечен полный провар, а это намного труднее при установке без зазоров.
Темные области на Рисунке 5-42 показывают необходимую глубину проникновения тепла и плавления.Рекомендуется оставлять между деталями зазор, примерно равный толщине металла, чтобы обеспечить полное проплавление сварного шва. Это обычное явление при сварке только с одной стороны с пучками труб. Плотная посадка деталей перед сваркой не обеспечивает надлежащей сварки, если не обеспечен полный провар, а это намного труднее при установке без зазоров.
Краевые соединения
Краевые соединения используются, когда два куска листового металла должны быть скреплены вместе, и нагрузки от нагрузки не важны.Краевые стыки обычно выполняются путем загибания кромок одной или обеих частей вверх, размещения двух концов параллельно друг другу и сварки вдоль внешней стороны шва, образованного двумя соединенными кромками. Соединение, показанное на Рисунке 5-43A, не требует присадочного стержня, поскольку края можно расплавить, чтобы заполнить шов.
Соединение, показанное на Рисунке 5-43B, поскольку это более толстый материал, необходимо скошить для проникновения тепла; наполнитель добавлен для армирования.
Угловые соединения
Угловое соединение получается, когда два металлических куска соединяются так, что их края образуют угол коробки или корпуса.[Рисунок 5-44] Угловое соединение, показанное на Рисунке 5-44A, не требует присадочного прутка, поскольку края плавятся при сварке. Используется там, где нагрузка от нагрузки не важна. Тип, показанный на Рисунке 5-44B, используется для более тяжелых металлов, а присадочный стержень добавляется для округлости и прочности. Если на угол должно быть приложено более высокое напряжение, внутренняя часть укрепляется еще одним сварным швом. [Рисунок 5-44C] Рисунок 5-44. Угловые стыки.
Соединение внахлест
Соединение внахлест редко используется в конструкциях самолетов при сварке кислородно-ацетиленом, но обычно используется и соединяется точечной сваркой.