
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта | ПластЭксперт
Сварные соединения пластмасс часто применяются для строительных и ремонтных работ и для строительства трубопроводов. Для контроля данных соединений используется неразрушающий контроль сварных соединений.
Сварные соединения и швы могут быть разных видов и конфигураций. Основные типы сварных соединений – стыковое, угловое, тавровое, нахлесточное и торцевое.
В зависимости от конфигурации, конструкция сварных соединений может быть плоской и сферической, на самом свариваемом изделии шов сварки может располагаться продольно и поперечно.
Виды сварных соединений бывают стыковыми, угловыми и прорезными.
Методы контроля сварных соединений различаются в зависимости от вида конструкции и делятся на обычный наружный осмотр, контроль швов дефектоскопом, если есть возможность, то производится испытание на прочность. Часто при ремонте уже устаревших трубопроводов нет возможности полностью сменить стальные трубы на более современные полимерные, поэтому используют неразъемное соединение полиэтилен-сталь, которое представляет собой переходник для этих материалов, сваренный из патрубков в заводских условиях.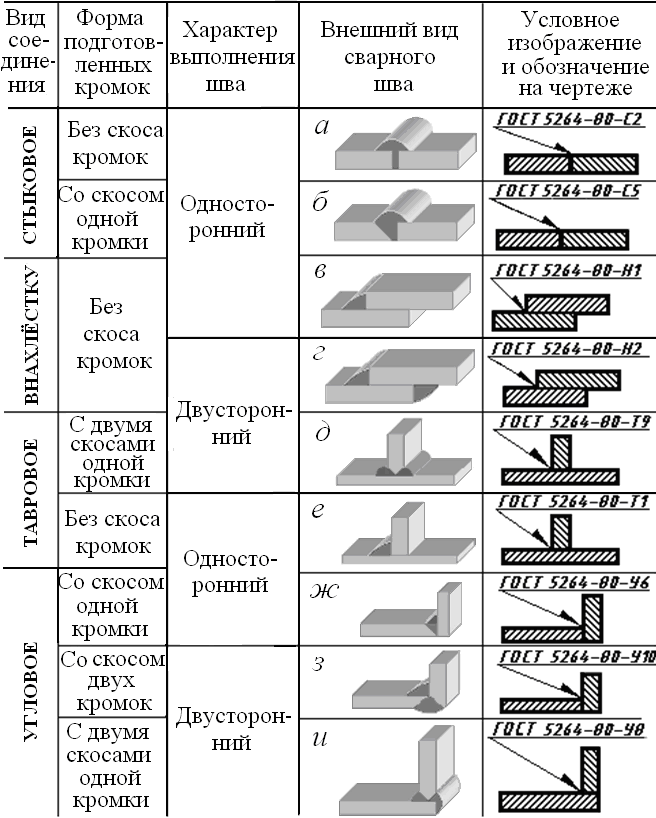
ГОСТ 16310-80 СОЕДИНЕНИЯ СВАРНЫЕ ИЗ ПОЛИЭТИЛЕНА, ПОЛИПРОПИЛЕНА И ВИНИПЛАСТА
Настоящий стандарт распространяется на соединения из полиэтилена, полипропилена и винипласта, выполненные сваркой нагретым газом с присадочным прутком или экструзионной сваркой и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
В стандарте приняты следующие обозначения способов сварки:
Г-сварка нагретым газом с присадочным прутком;
Э-сварка экструзионная.
ПластЭксперт искренно надеется, что читателям статья понравилась и они отблагодарят писателей, поделившись ею в соцсетях.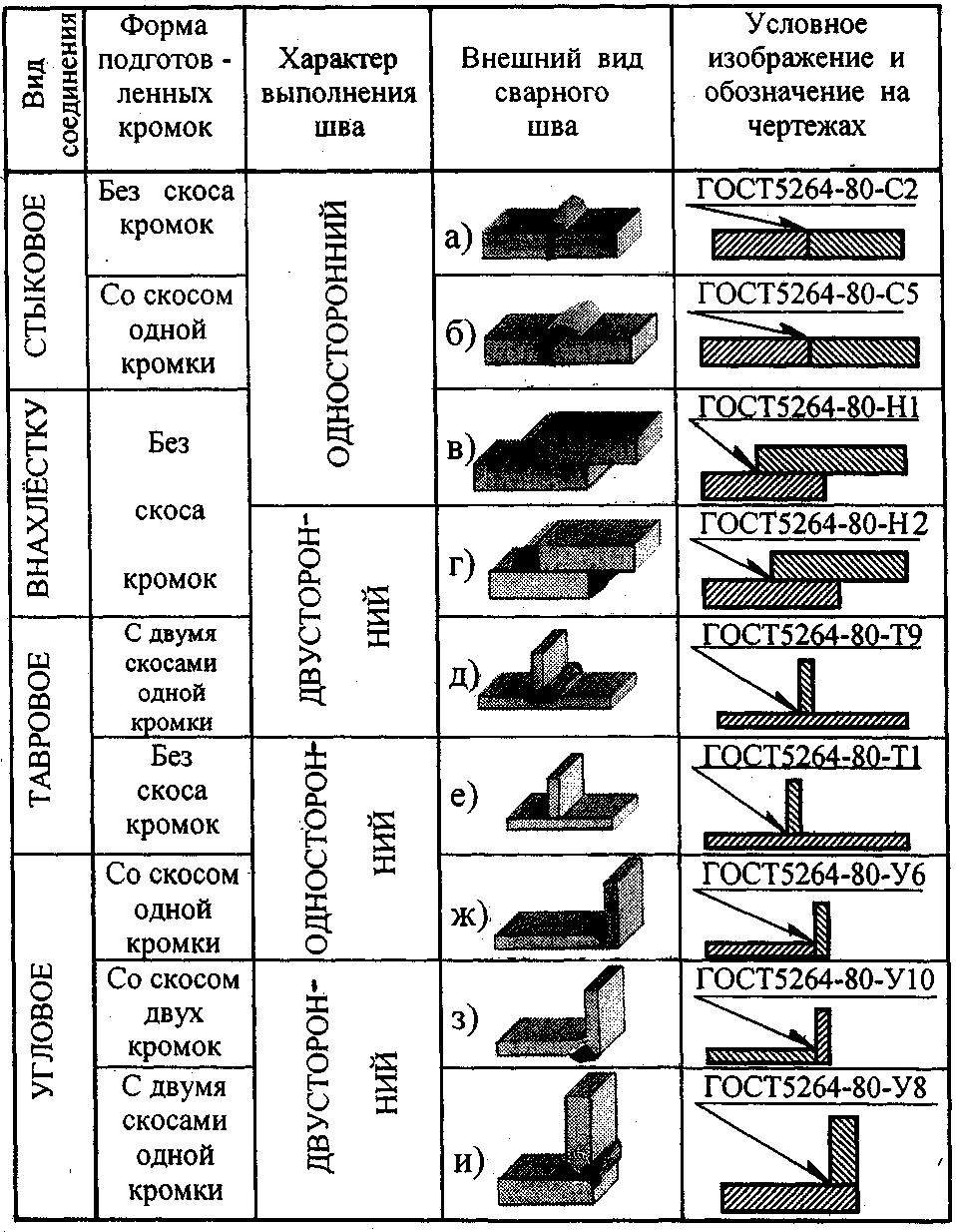
Объявления о покупке и продаже оборудования можно посмотреть на
Доске объявлений ПластЭксперт
Обсудить достоинства марок полимеров и их свойства можно на
Форуме о полимерах ПластЭксперт
Зарегистрировать свою компанию в Каталоге предприятий
Разъяснение ГОСТ 16037-80 Соединения сварные стальных трубопроводов
- Статус стандарта
- Сфера применения
Отдельные строительные и промышленные объекты имеют повышенную важность для обеспечения нормального функционирования экономики и жизнедеятельности общества. Требования к качеству и безопасности таких объектов определяются на государственном уровне. Для этого разрабатываются специальные стандарты системы ГОСТ Р. Это в полной мере относится и к трубопроводам, которые используются для транспортировки топлива и иных материалов. Для контроля параметров сварных соединений стальных трубопроводов применяется стандарт ГОСТ 16037-80.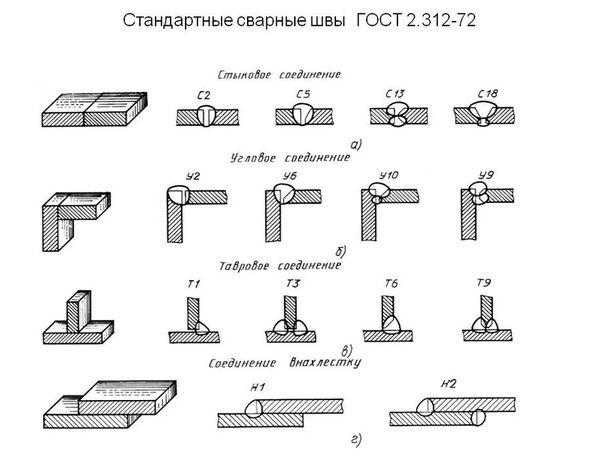
Статус стандарта
Рассматриваемый нормативный документ был разработан в 1980 году. Это ясно из кодового обозначения стандарта, которое сформировано с использованием специальной системы, принятой для такого типа документации. В свою очередь, это значит, что анализируемый ГОСТ был составлен еще во времена СССР. Поэтому неудивительно, что он имеет статус межгосударственного: ведь он одновременно применялся во всех республиках, входящих в состав Союза.
Документ относится к группе B05. Согласно постановлению Госкомитета по стандартам СССР от 24 апреля 1980 г. N 1876 он вступил в действие 1 июля 1981 года. При этом в соответствии с протоколом N 5-94, принятым Межгосударственным советом по вопросам стандартизации, сертификации и метрологии, ограничения по сроку его действия были сняты. Теперь он может действовать в течение неограниченного времени – до тех пор, пока не возникнет потребность в серьезном пересмотре содержащихся в нем требований.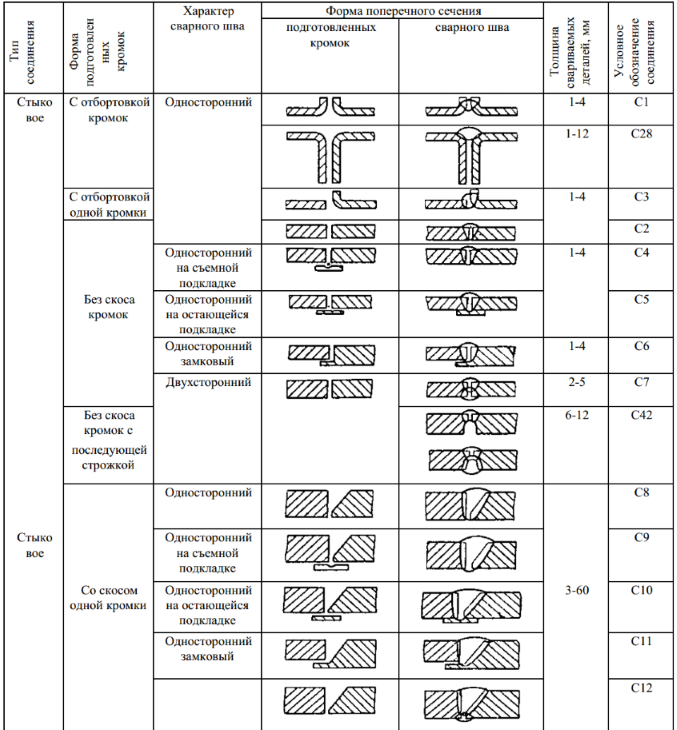
Сфера применения
Интересующий нас нормативный документ был принят вместо ГОСТ 16037-70, разработанного десятью годами ранее. Прежний стандарт имел более узкую сферу применения: его действие распространялось только на швы сварных соединений трубопроводов из стали. Обновленный документ стал применяться для следующих видов продуктов:
- сварные соединения трубопроводов;
- типы, конструктивные элементы и размеры сварных соединений труб с трубами;
- типы, конструктивные элементы и размеры сварных соединений труб с арматурой.
При этом область применения межгосударственного нормативного документа не распространяется на соединения, используемые для производства самих труб, которые изготавливаются из листовой или полосовой стали. Требования этого межгосударственного стандарта стали обязательными к применению при производстве этого типа продуктов.
Структура документа
В отличие от многих других подобных стандартов, ГОСТ 16037-80 не имеет разделения на содержательные блоки. Он содержит общий список пунктов, включающий 16 позиций. В их число входят разделы, касающиеся следующих вопросов:
- сфера применения стандарта;
- условные и другие обозначения;
- требования к основным типам сварных соединений;
- требования к конструктивным элементам и их размерам;
- правила применения сварных соединений при производстве особых типов продуктов, например, тройников и крестовин из труб;
- правила выполнения сварки деталей, имеющих неодинаковую толщину;
- допустимая степень шероховатости обрабатываемых поверхностей;
- правила выбора материала для изготовления подкладок и муфт;
- допустимые параметры зазоров между элементами;
- порядок выполнения угловых швов;
- дополнительные требования.
Текст документа снабжен многочисленными таблицами, сформированными для более удобного восприятия количественных параметров, используемых в ходе производства трубопроводной продукции.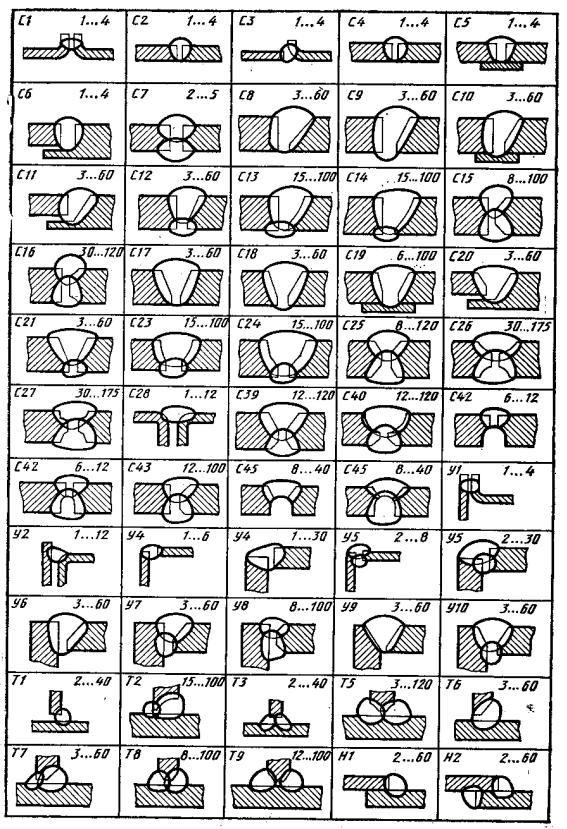 При этом внутри таких таблиц наиболее важные элементы показаны в виде графических схем, демонстрирующих формы сечения деталей, порядок их соединения и проч.
При этом внутри таких таблиц наиболее важные элементы показаны в виде графических схем, демонстрирующих формы сечения деталей, порядок их соединения и проч.
Дополнительные нормативные документы
В тексте интересующего нас межгосударственного стандарта встречается несколько отсылок к другим нормативным документам, которые регулируют определенные характеристики используемых в производстве изделий, а также параметры материалов, из которых они выполняются, и проч. В числе таких документов фигурируют:
- ГОСТ 2789-73, устанавливающий допустимую степень шероховатости поверхностей – действующий;
- ГОСТ 1050-88, определяющий требуемые параметры сортового калиброванного проката – недействующий. Вместо него сейчас применяется ГОСТ 1050-2013.
Остальные параметры технологического процесса, ориентированного на выполнение сварных соединений для стальных трубопроводов, регулируются положениями самого ГОСТ 16037-80.
: Металлургия: образование, работа, бизнес :: MarkMet.
 ru
ruГОСТ 15878-79
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНТАКТНАЯ СВАРКА
СОЕДИНЕНИЯ СВАРНЫЕ
Конструктивные элементы и размеры
Resistance welding. Welded joints.
Design elements and dimensions
ОКП 0602000
Срок действия с 01.07.80
до 01.07.85*
________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 4 1994 г.).
Примечание
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. N 1926
ВЗАМЕН ГОСТ 15878-70.
ПЕРЕИЗДАНИЕ. Сентябрь 1983 г.
1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.

Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла.
2. В стандарте приняты следующие обозначения способов контактной сварки:
— точечная;
— рельефная;
— шовная.
Для конструктивных элементов сварных соединений приняты следующие обозначения:
и | — | толщина детали; | |||
| — | расчетный диаметр литого ядра точки или ширина литой зоны шва; | |||
и | — | величина проплавления; | |||
и | — | глубина вмятины; | |||
| — | расстояние между центрами соседних точек в ряду; | |||
| — | расстояние между осями соседних рядов точек при цепном расположении; | |||
| — | расстояние между осями соседних рядов точек при шахматном расположении; | |||
| — | длина литой зоны шва; | |||
| — | величина перекрытия литых зон шва; | |||
| — | длина неперекрытой части литой зоны шва; | |||
| — | величина нахлестки; | |||
| — | расстояние от центра точки или оси шва до края нахлестки; | |||
| — | число рядов точек. | |||

3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1, 2, 3 и в табл. 1, 3, 5 для соединений группы и в табл. 2, 4, 6 — для соединений группы
Конструктивные элементы сварных соединений,
выполненных контактной точечной сваркой
— неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы
Черт. 1
|
|
|
|
| |
Черт. |
| Черт. 3 |
 2
2
Таблица 1
мм | |||||||
|
| не менее | Однорядный шов не менее | не менее | с, | ||
|
|
|
| Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы | Алюминиевые, магниевые и медные сплавы |
|
|
0,3 | 2,5 | 6 |
| | |||
Св. | 2,7 | 7 | 10 | ||||
Св. 0,4 до 0,6 | 3,0 | 8 | 10 | 12,0 | |||
Св. 0,6 до 0,7 | 3,3 | 9 |
| 11 | 13,0 | ||
Св. 0,7 до 0,8 | 3,5 | 10 | 13 | 15,5 | |||
Св. | 4,0 | 11 | 14 | 15 | 18,0 | ||
Св. 1,0 до 1,3 | 5,0 | 13 | 16 | 17 | 20,5 | ||
Св. 1,3 до 1,6 | 6,0 | 14 | 18 | 20 | 24,0 | ||
Св. 1,6 до 1,8 | 6,5 | 15 | 19 | 22 | 26,0 | ||
Св. | 7,0 | 17 | 20 | 25 | 30,0 | ||
Св. 2,2 до 2,7 | 8,0 | 19 | 22 | 30 | 36,0 | ||
Св. 2,7 до 3,2 | 9,0 | 21 | 26 | 35 | 42,0 | ||
Св. 3,2 до 3,7 | 10,5 | 24 | 28 | 40 | 48,0 | ||
Св. | 12,0 | 28 | 32 | 45 | 54,0 | ||
Св. 4,2 до 4,7 | 13,0 | 31 | 36 | 50 | 60,0 | ||
Св. 4,7 до 5,2 | 14,0 | 34 | 40 | 55 | 66,0 | ||
Св. 5,2 до 5,7 | 15,0 | 38 | 46 | 60 | 72,0 | ||
Св. | 16,0 | 42 | 50 | 65 | 78,0 | ||
 0,3 до 0,4
0,3 до 0,4 0,8 до 1,0
0,8 до 1,0 1,8 до 2,2
1,8 до 2,2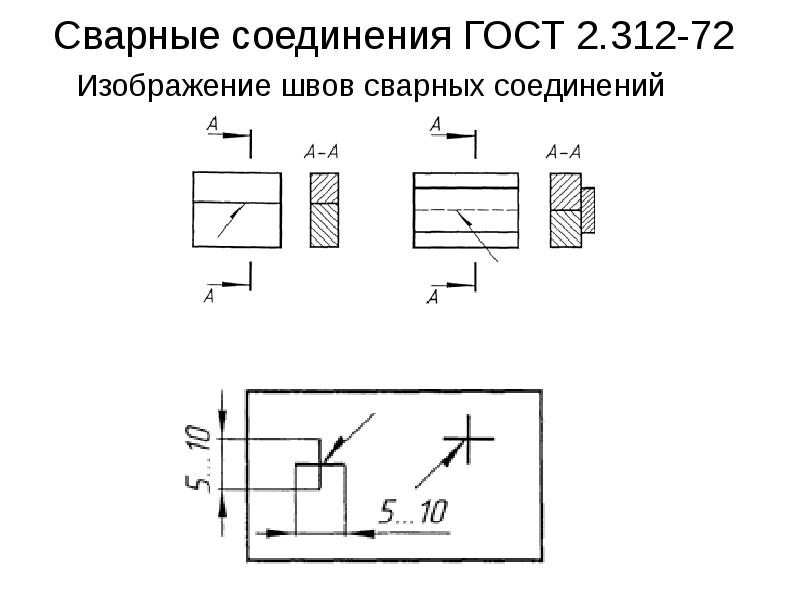 3,7 до 4,2
3,7 до 4,2 5,7 до 6,0
5,7 до 6,0
Примечание. Допускается уменьшение размеров ипри этом размер должен соответствовать указанным в таблице.
Таблица 2
мм | |||||||
Способ сварки | Группа соединения |
| Однорядный шов не менее | не менее | с, | ||
|
|
|
| Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы | Алюминиевые, магниевые и медные сплавы |
|
|
0,3 | 1,5 | 4 | 6 |
|
| ||
Св. | 1,7 | 5 | 7 | 7 | 8,5 | ||
Св. 0,4 до 0,5 | 2,0 | 6 | 8 |
|
| ||
Св. 0,5 до 0,6 | 2,2 | 7 | 9 | ||||
Св. 0,6 до 0,8 | 2,5 | 8 | 10 | 10 | 12,0 | ||
Св. | 3,0 | 9 | 12 | 12 | 15,0 | ||
Св. 1,0 до 1,3 | 3,5 | 10 | 13 | 14 | 16,5 | ||
Св. 1,3 до 1,6 | 4,0 | 11 | 14 | 16 | 18,0 | ||
Св. 1,6 до 1,8 | 4,5 | 12 | 15 | 18 | 19,5 | ||
Св. | 5,0 | 13 | 16 | 20 | 24,0 | ||
Св. 2,2 до 2,7 | 6,0 | 15 | 18 | 23 | 27,0 | ||
Св. 2,7 до 3,2 | 7,0 | 17 | 20 | 26 | 31,0 | ||
 0,3 до 0,4
0,3 до 0,4 0,8 до 1,0
0,8 до 1,0 1,8 до 2,2
1,8 до 2,2
Примечание. Допускается уменьшение размеров и при этом размер должен соответствовать указанным в таблице.
Таблица 3
мм | ||||
Способ сварки | Группа соединения |
|
| Однорядный шов не менее |
0,3 | 2,5 |
| ||
Св. | 2,7 | |||
Св. 0,4 до 0,6 | 3,0 |
| ||
Св. 0,6 до 0,7 | 3,3 | |||
Св. 0,7 до 0,8 | 3,5 | 7 | ||
|
| Св. 0,8 до 1,0 | 4,0 | 8 |
Св. 1,0 до 1,3 | 5,0 | 10 | ||
Св. 1,3 до 1,6 | 6,0 | 12 | ||
Св. | 6,5 | 13 | ||
Св. 1,8 до 2,2 | 7,0 | 14 | ||
| Св. 2,2 до 2,7 | 8,0 | 16 | |
| | Св. 2,7 до 3,2 | 9,0 | 18 |
| | Св. 3,2 до 3,7 | 10,5 | 21 |
| | Св. | 12,0 | 22 |
|
| Св. 4,2 до 4,7 | 13,0 | 24 |
| | Св. 4,7 до 5,2 | 14,0 | 26 |
| | Св. 5,2 до 5,7 | 15,0 | 28 |
| | Св. 5,7 до 6,0 | 16,0 | 30 |
 0,3 до 0,4
0,3 до 0,4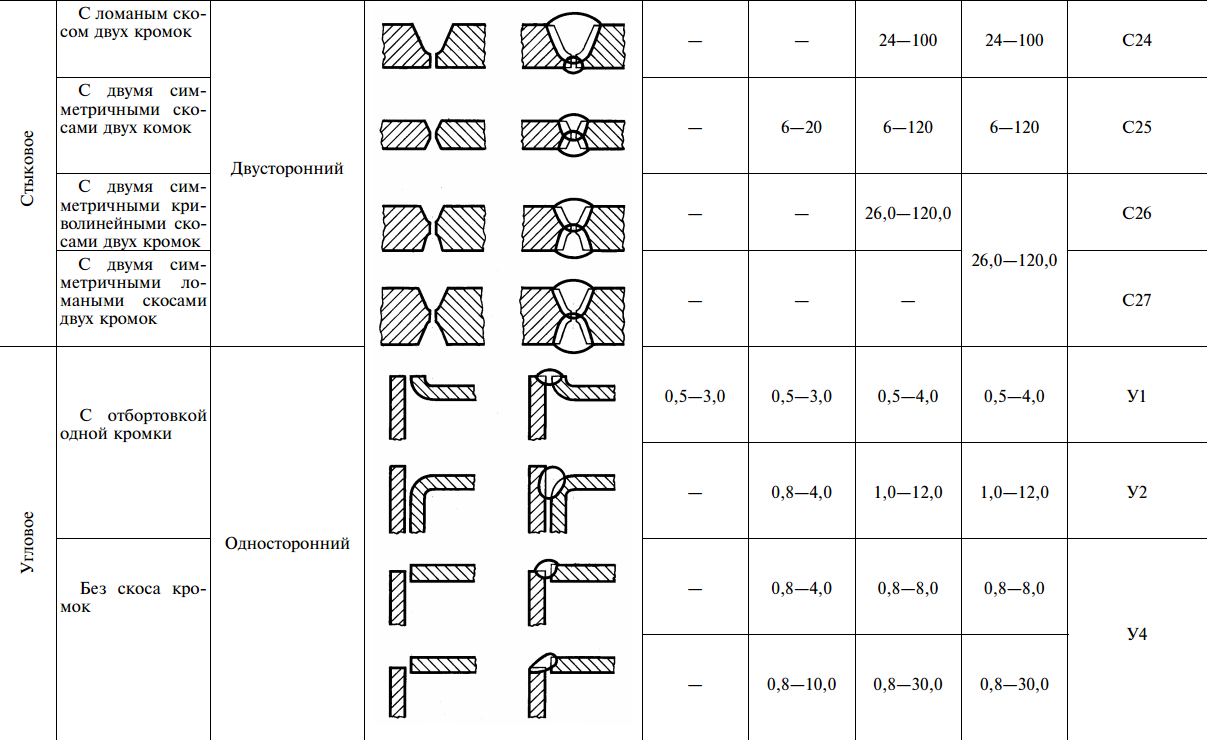 1,6 до 1,8
1,6 до 1,8 3,7 до 4,2
3,7 до 4,2
Таблица 4
мм | ||||
Способ сварки | Группа соединения |
|
|
|
0,3 | 1,5 |
| ||
Св. | 1,7 | |||
Св. 0,4 до 0,5 | 2,0 |
| ||
Св. 0,5 до 0,6 | 2,2 | |||
Св. 0,6 до 0,8 | 2,5 | 5,0 | ||
Св. 0,8 до 1,0 | 3,0 |
| ||
Св. 1,0 до 1,3 | 3,5 | |||
Св. 1,3 до 1,6 | 4,0 | 8,0 | ||
Св. | 4,5 | 9,0 | ||
Св. 1,8 до 2,2 | 5,0 | 10,0 | ||
Св. 2,2 до 2,7 | 6,0 | 12,0 | ||
Св. 2,7 до 3,2 | 6,5 | 13,0 | ||
Св. 3,2 до 3,7 | 7,0 | 14,0 | ||
Св. 3,7 до 4,2 | 8,0 | 16,0 | ||
Св. | 9,0 | 18,0 | ||
Св. 4,7 до 5,2 | 10,0 | 20,0 | ||
Св. 5,2 до 5,7 | 11,0 | 22,0 | ||
Св. 5,7 до 6,0 | 12,0 | 24,0 | ||
 0,3 до 0,4
0,3 до 0,4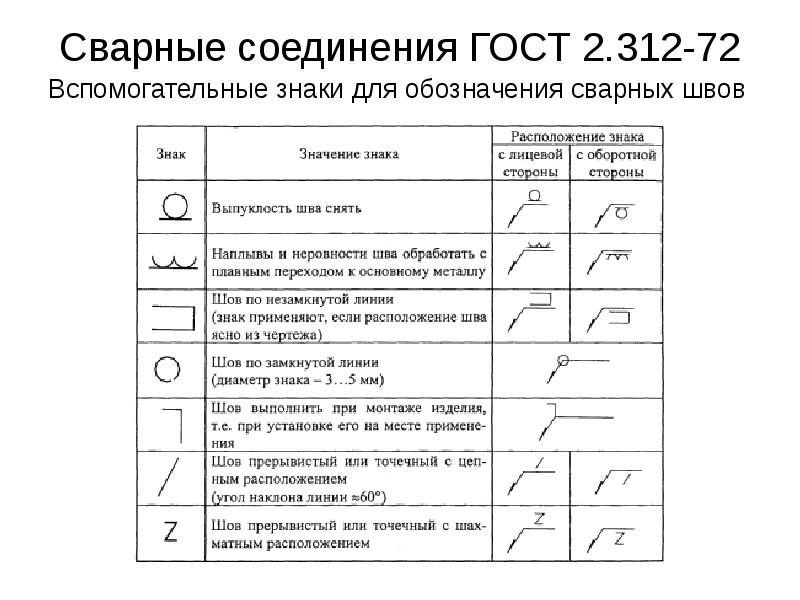 1,6 до 1,8
1,6 до 1,8 4,2 до 4,7
4,2 до 4,7
Таблица 5
мм | |||||
|
|
| Однорядный шов не менее | ||
Способ сварки | Группа соединения |
| не менее | Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы | Алюминиевые, магниевые и медные сплавы |
0,3 |
| 6 | |||
Св. | 7 | 10 | |||
Св. 0,4 до 0,6 | 3,0 | 8 | |||
Св. 0,6 до 0,8 | 3,5 | 10 | 12 | ||
Св. 0,8 до 1,0 | 4,0 | 11 | 14 | ||
Св. 1,0 до 1,3 | 5,0 | 13 | 16 | ||
| Св. | 6,0 | 14 | 18 | |
Св. 1,6 до 1,8 | 6,5 | 15 | 19 | ||
Св. 1,8 до 2,2 | 7,0 | 17 | 20 | ||
Св. 2,2 до 2,7 | 7,5 | 19 | 22 | ||
Св. 2,7 до 3,2 | 8,0 | 21 | 26 | ||
Св. | 9,0 | 24 | 28 | ||
Св. 3,7 до 4,0 | 10,0 | 28 | 30 | ||
 0,3 до 0,4
0,3 до 0,4 1,3 до 1,6
1,3 до 1,6 3,2 до 3,7
3,2 до 3,7
Таблица 6
мм | |||||
Однорядный шов не менее | |||||
Способ сварки | Группа соединения |
| не менее | Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы | Алюминиевые, магниевые и медные сплавы |
0,3 | 1,5 | 4 | 6 | ||
Св. | 1,7 | 5 | 7 | ||
|
| Св. 0,4 до 0,5 | 2,0 | 6 | 8 |
Св. 0,5 до 0,6 | 2,2 | 7 | 9 | ||
Св. 0,6 до 0,8 | 2,5 | 8 | 10 | ||
Св. 0,8 до 1,0 | 3,0 | 9 | 12 | ||
Св. | 3,5 | 10 | 13 | ||
Св. 1,3 до 1,6 | 4,0 | 11 | 14 | ||
| Св. 1,6 до 1,8 | 4,5 | 12 | 15 | |
|
| Св. 1,8 до 2,2 | 5,0 | 13 | 16 |
Св. 2,2 до 2,7 | 6,0 | 15 | 18 | ||
Св. | 7,0 | 17 | 20 | ||
 0,3 до 0,4
0,3 до 0,4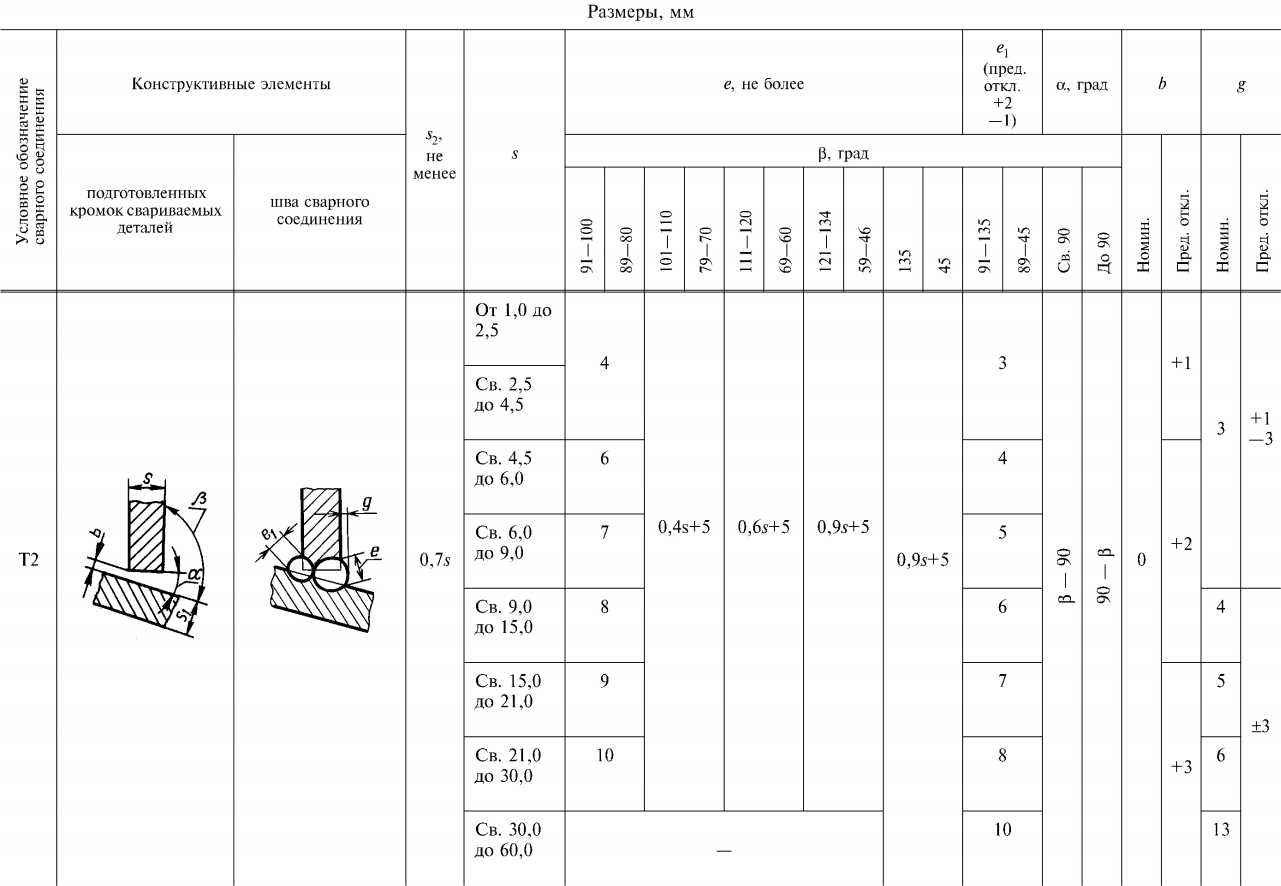 1,0 до 1,3
1,0 до 1,3 2,7 до 3,2
2,7 до 3,2
Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки.
4. Величина нахлестки для многорядных швов при цепном расположении точек ; при шахматном расположении точек .
5. В зависимости от вида нахлестки сварного соединения величину нахлестки следует определять в соответствии с черт. 4.
Виды нахлестки сварных соединений, выполняемых
контактной точечной рельефной и шовной сваркой
Черт. 4
6. Расстояние от центра точки или оси шва до края нахлестки должно быть не менее половины минимальной величины нахлестки.
7. Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины.
В случае минимальные величины нахлестки , расстояние между центрами соседних точек в ряду и расстояние между осями соседних рядов точек следует увеличить в 1,2-1,3 раза.
8. При сварке трех и более деталей расчетный диаметр литого ядра точки следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9. Величина проплавления должна быть для магниевых сплавов от 20 до 70%, титановых — от 20 до 95% и остальных металлов и сплавов — от 20 до 80% толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва должна быть не менее 25% длины литой зоны шва .
При шовной контактной сварке деталей толщиной менее 0,6 мм допускается уменьшение величины перекрытия литых зон шва до значений, гарантирующих герметичность сварного шва.
11. Глубина вмятины не должна быть более 20% толщины детали. При сварке деталей с отношением , в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
Текст документа сверен по:
официальное издание
Госстандарт СССР —
М.: Издательство стандартов, 1984
Параметры гост на сварные соединения
Гост на сварные соединения: параметры сварных швов, указанные в таблицах стандарта
ГОСТ на сварные швы был издан в Советском Союзе в 1980 году и имеет номер 5264. Этот стандарт является действующим.
В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры.
При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами.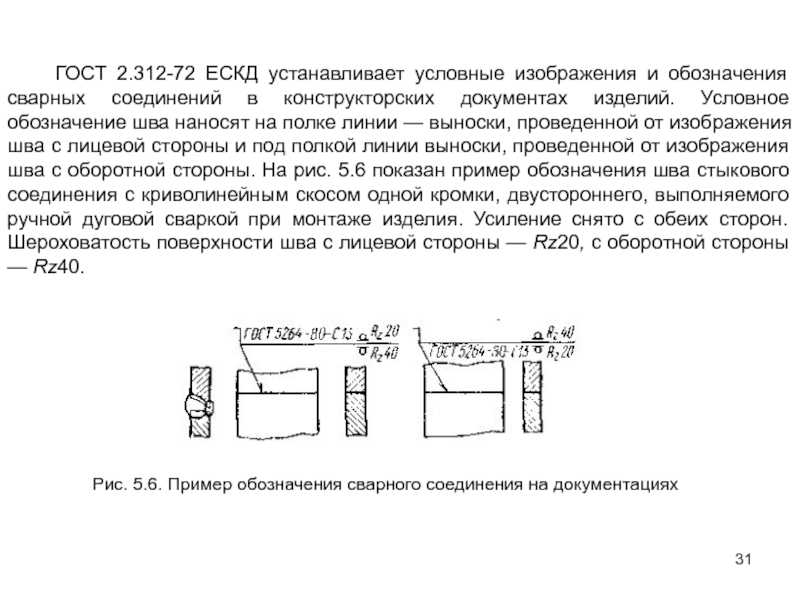 Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
ГОСТ на сварные соединения устанавливает основные виды, конструктивные элементы и параметры сварных соединений из сталей и сплавов на основе никеля и железоникелевого сплавов с применением ручной дуговой справки. Сварные швы ГОСТ и их основные виды должны соответствовать первой таблице стандарта.
А конструктивные элементы и их соединения соответствовать таблицам под номерами со 2 по 54. Он позволяет применять основные типы сварных соединений при сварке электродной проволокой в двуокиси углерода диаметром от 0,8 до 1,4 миллиметра.
Также допускается увеличение по размерам швов на 30 процентов, отклонения кромок могут иметь значения до 5 градусов в ту или иную сторону с соответствующим изменением ширины шва.
Первая таблица стандарта
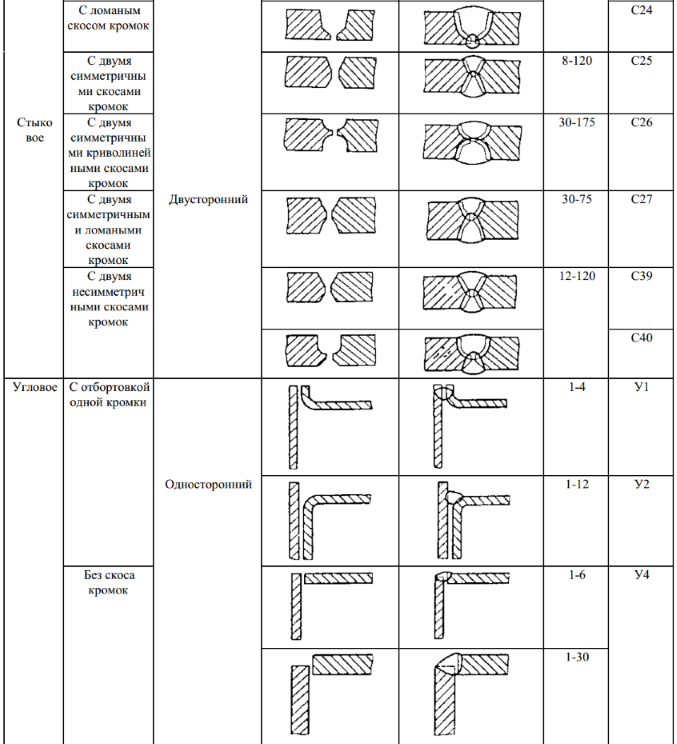
В первой таблицы стандарта ГОСТ на сварные швы указываются основные типы соединения. В стандарте указываются следующие соединения:
- Стыковое и его подвиды.

- Угловое со скосами и без скоса.
- Тавровое соединение.
- Нахлесточное.

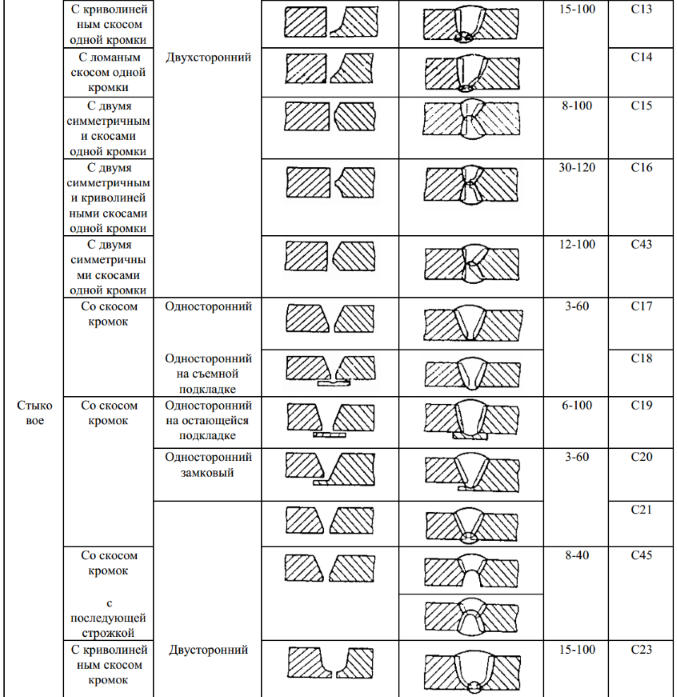
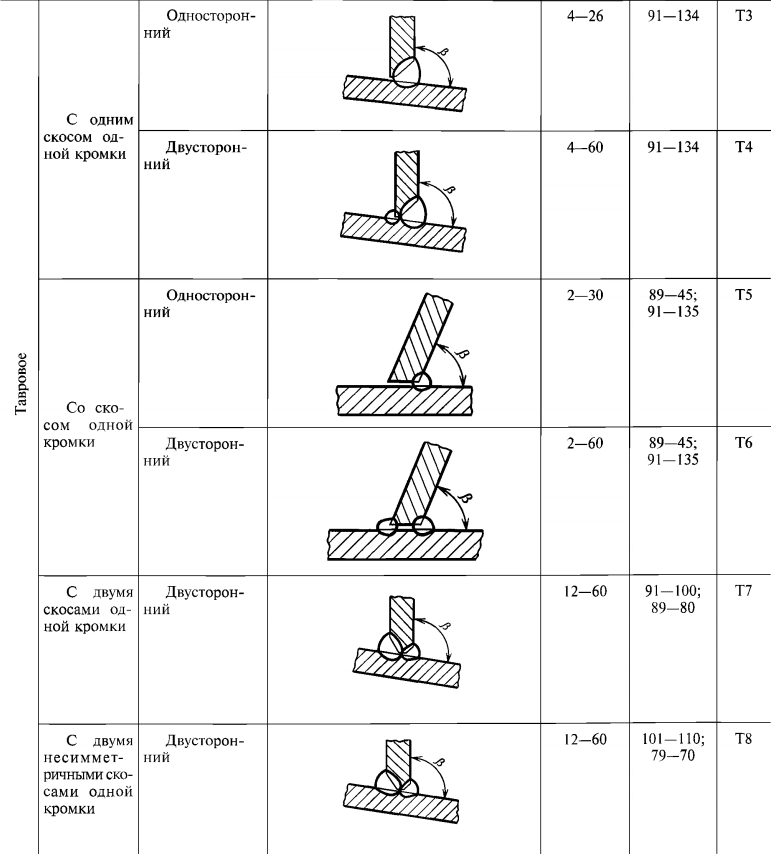
Каждое из них, за исключением нахлесточного, имеет более десятка подвидов. Каждое из них имеет кодовое обозначение начиная с С1. Далее в таблице указывается форма подготовленных кромок и характер сварного шва. После этого идет форма поперечного сечения, указана толщина свариваемых деталей. Немного подробнее рассмотрим таблицу под номером один.
Форма подготовленных рамок
Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6.
Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок.
Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Характер сварного шва
Что касается характера шва, то здесь есть некоторые нюансы. Стыковое имеет односторонний и двухсторонний характер, но при этом немало подвидов. Среди них перечислим некоторые:
- Простые односторонние;
- Простые двухсторонние;
- Замковые;
- На съемной и остающейся подкладке.
Большинство элементов свариваются как односторонние и двухсторонние. Для некоторых из них необходимо тщательно подбирать виды сварки и соответствующую толщину. Вся подробная информация изложена в стандарте и для каждого описывается нужный вариант и соответствующие формы и кромки.
Что пишется в остальных таблицах
Далее идут таблицы со 2 по 54. Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.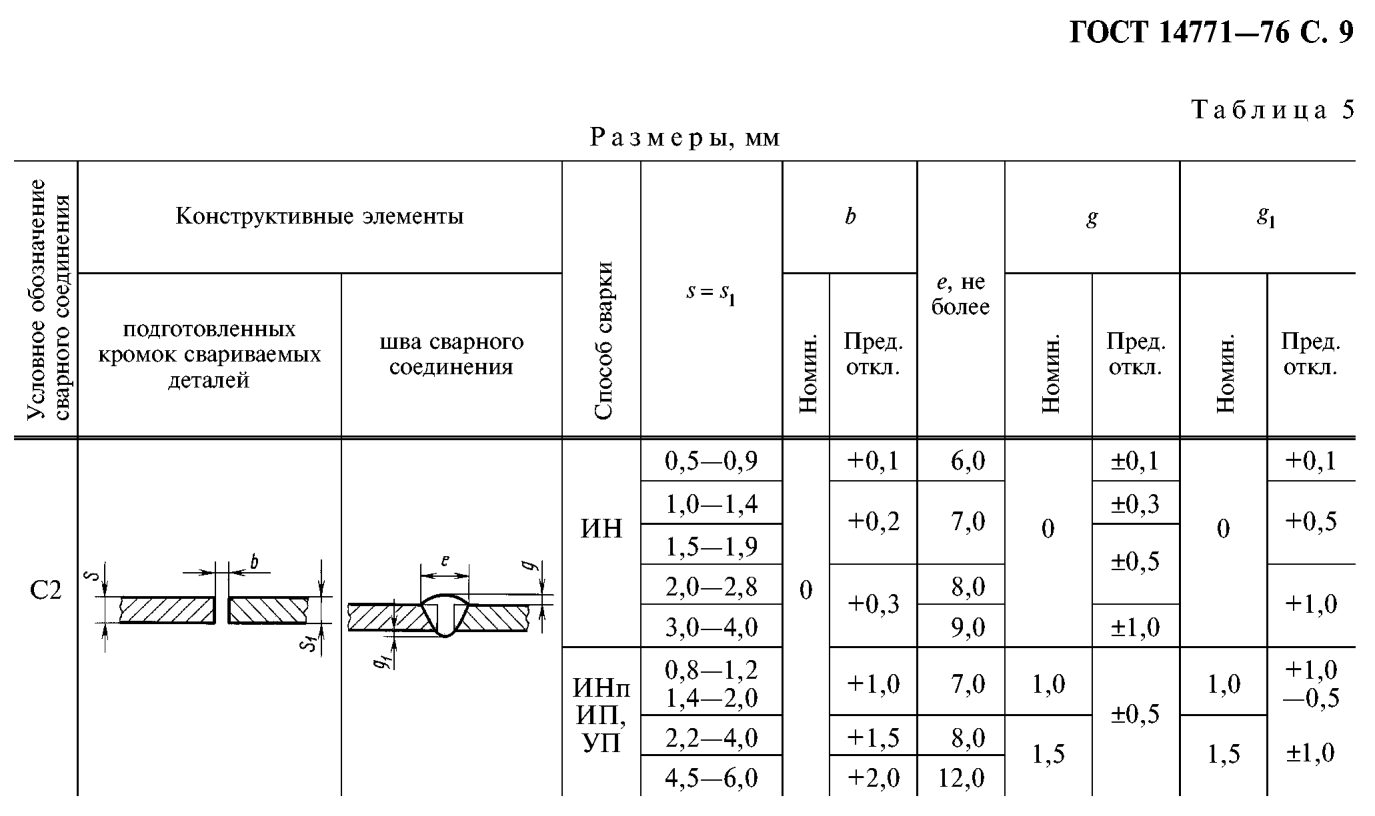
Примечательна таблица под номером 55. Здесь указываются толщина тонкой детали и разность толщин деталей. Согласно ГОСТу, в зависимости от размера детали, разность должна находиться в диапазоне от 1 до 4 миллиметров.
Осуществление плавного перехода производят с помощью наклонного расположения поверхности шва. При превышении разности между деталями, на той, которая имеет большую толщину, необходимо сделать скос односторонний или двухсторонний до толщины тонкой детали.
Конструктивные элементы подготовленных кромок и размеры шва после сварки должны выбираться по меньшей толщине.
После всех таблиц идут приложения в количестве трех штук. Первое описывает предел текучести свариваемой стали в Мегапаскалях и катет углового шва для более толстого элемента. При этом минимальное значение катета не должно превышать толщину более тонкого элемента более, чем в 1,2 раза.
В приложениях 2 и 3 подробно расписано про катет углового шва, включая предельные отклонения от номинального значения, катет для отношения между временными сопротивлениями разрыву металла шва и основного металла. Указаны рекомендованные значения.
Указаны рекомендованные значения.
ГОСТ, описывающий параметры сварки, сварные швы и конструктивные элементы, является важным документом. С его помощью контролируется процесс производства, подбираются конструкции и детали по толщине. Эта книга является обязательной для сварщика и похожих профессий, так как ее применение гарантирует качественную и надежную сварку.
Источник: https://tokar.guru/svarka/parametry-gost-na-svarnye-soedineniya.html
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.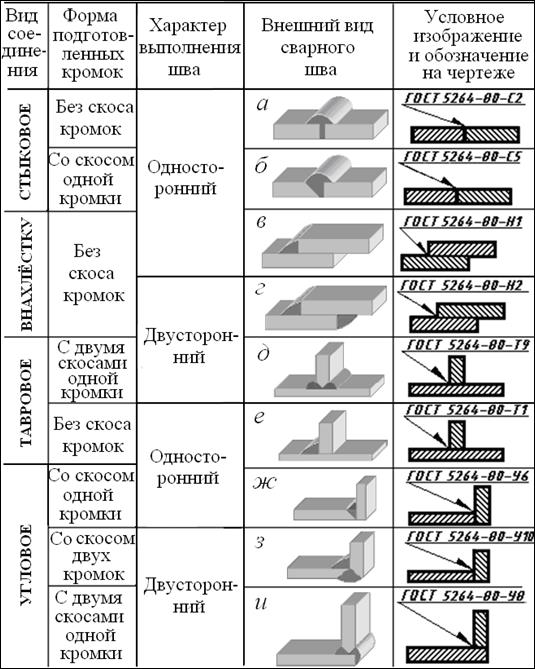
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
https://www.youtube.com/watch?v=yww-vPMWEAA
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
Источник: https://svaring.com/welding/teorija/gost-na-svarku
Сварочные ГОСТы
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сваркиГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсомГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные.
 Основные типы, конструктивные элементы и размеры
Основные типы, конструктивные элементы и размерыГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминияГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводовГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
Технические условия
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газыГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий.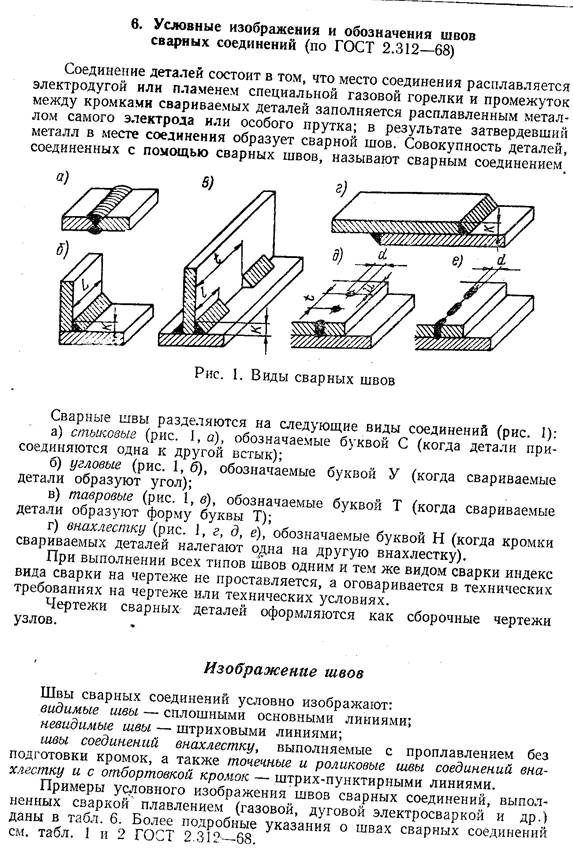 Технические условия.
Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка.
 Метод выявления и определения толщины прослойки химического соединения
Метод выявления и определения толщины прослойки химического соединенияГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий.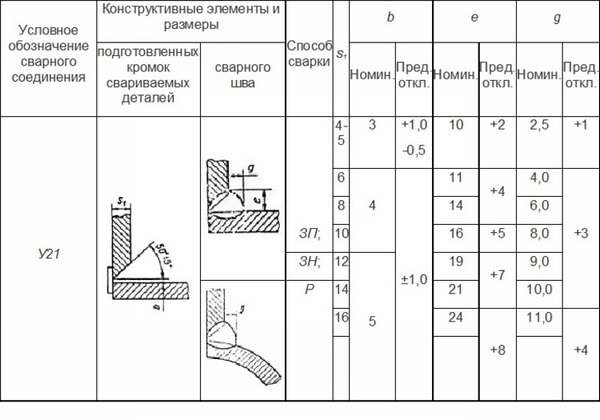 Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки.
 Основные размеры
Основные размерыГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974. 5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429. 10-77 Припои оловянно-свинцовые. Метод определения мышьяка
10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
Источник: http://svarak.ru/svarochnyie-gostyi/
Геометрические размеры сварного шва
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине.
Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые.
Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом.

На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей.
Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул.
Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты.
Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.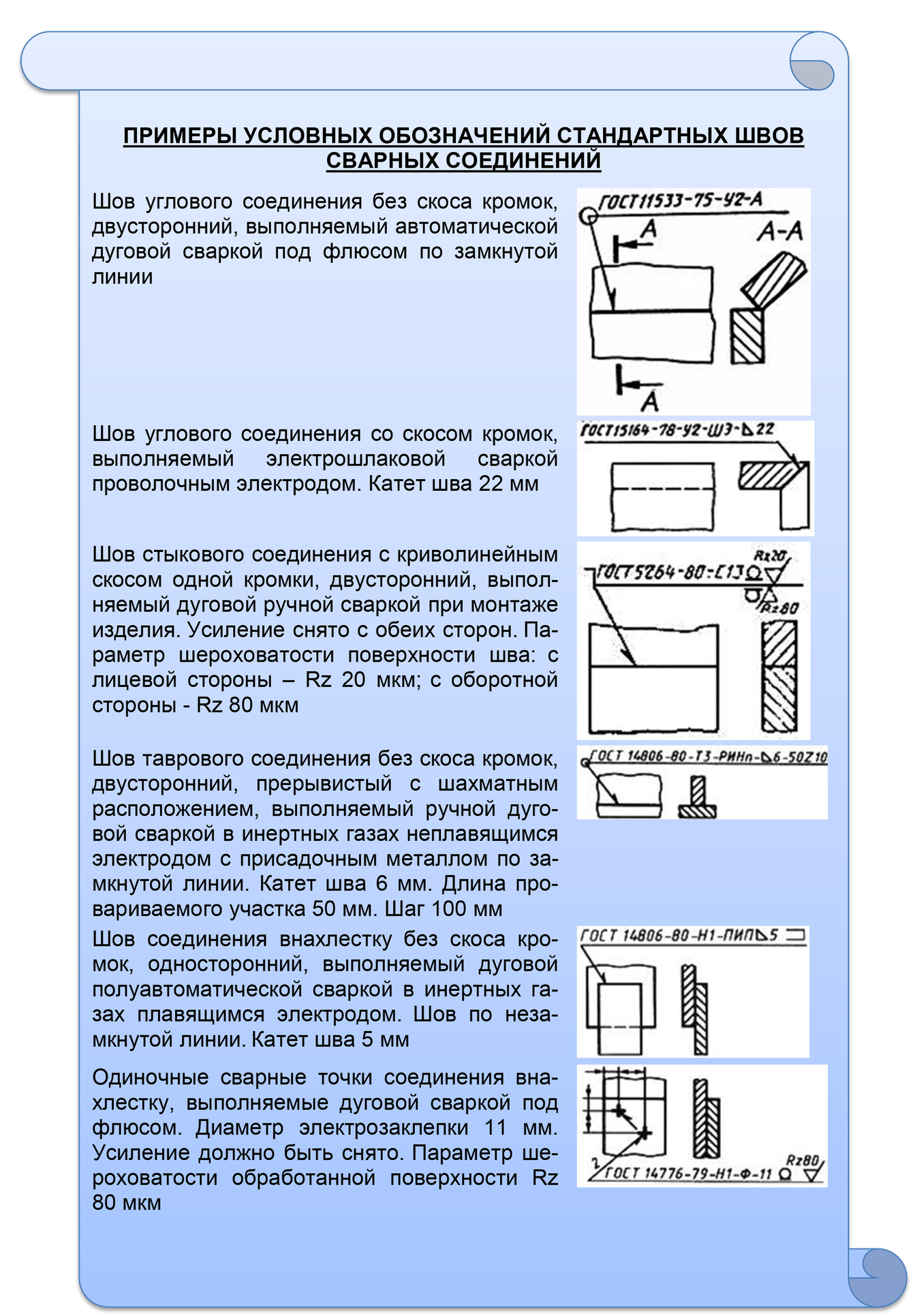
Геометрические характеристики
Как уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:
Геометрические характеристики
- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.
Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва.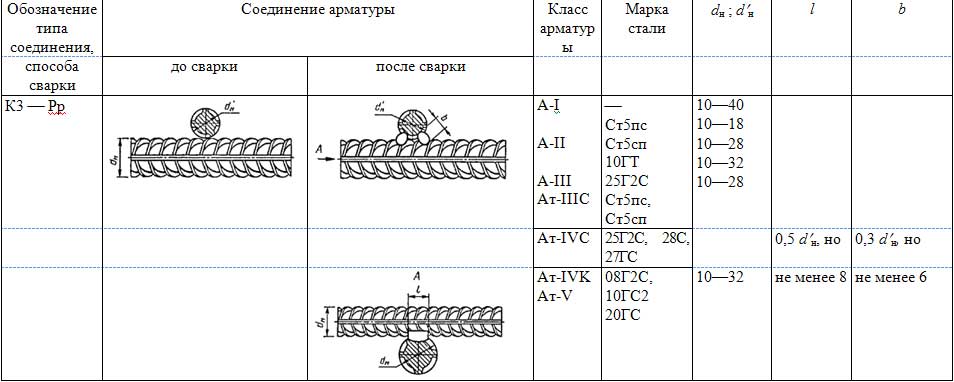
Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения.
Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Источник: http://svarkaipayka.ru/tehnologia/drugoe/geometricheskie-razmeryi-svarnogo-shva.html
Обозначение сварных швов по ГОСТ
Любые металлоконструкция состоят из отдельных частей, которые соединены путем сварки. Место сварки обладает характерными параметрами. Для инженера важно иметь полную информацию о прочности соединения, о размерах и форме стыка, его герметичности и времени выполнения работ. В ГОСТ оговорены строгие требования, которые должны соблюдаться. Их нарушение, в частности, чертежей, приводит к тяжелым последствиям, вплоть до техногенных катастроф. Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Угловой называют сварку, если два элемента, расположены под углом в месте примыкания. Таких видов насчитывается 10: от У1 до У10.
Тавровой называют сварку при которой торец элемента приварен к боковой поверхности другого элемента. По документации предусмотрено несколько видов сварки: от Т1 до Т9.
Нахлесточной называют сварку при которой угловые швы элементов, расположенные параллельно друг друга, соединяют в единую конструкцию. Таких видов сварки несколько: от HI до Н2.
Сварные соединения должны соответствовать ГОСТ 2312-72 и обязательно отмечаются . Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Обозначение шва отмечают линией — выноской, заканчивающейся стрелкой. Характеристики шва проставляют над полкой – для лицевой стороны шва – или под полкой – для обратной сварного соединения.
Цифры совпадают с номером конкретного стандарта.
Существует несколько обозначений способов сварки Р, ЭЛ, Ф, ПЛ, УП, ИП, ИН, Г,
Обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны. Линия-выноска заканчивается односторонней стрелкой.
Обозначение сварного соединения должно быть в следующем порядке:
1 – знак шва: по замкнутой линии или монтажного;
2 – стандарт: ГОСТ 5264-80; 11533-75; 11534-75; 15878-79; 23792-79; 23518-79.
3 – тип шва по стандарту (буква обозначает вид соединения, а цифра – форму кромок элементов в соединении), например: С– шов стыкового, У – углового, Т –таврового; Н– нахлесточного соединений.
Важно знать, в отношении сварочного дела действуют определенные требования, которые должны соблюдаться, так как могут дорого обойтись при их нарушений.
Главным документом для сварных соединений, является государственный стандарт. Знания которого помогают не допустить ошибок и неточностей и рассчитывать на реализацию успешного проекта из металлоконструкций.
04.10.2019Просмотров: 1228
Page 2 | Разработка конструкции и технологии производства сварного изделия
Страница 2 из 10
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Сварка как технологический процесс получения неразъемных соединений находит широкое применение в машиностроении. Наибольшее распространение получила электродуговая сварка: ручная — металлическими электродами с обмазкой; автоматическая под слоем флюса; автоматическая, полу автоматическая ручная в среде защитных газов.
Перед сваркой соединяемые детали взаимно ориентируют в соответствии с чертежом сварного изделия, фиксируют при необходимости в приспособлениях и зону стыка деталей заполняют расплавленным металлом (электрода с частичным расплавлением кромок деталей). Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом.
На виды сварки, конструктивные элементы сварных швов и подготовки кромок для них действуют государственные стандарты:
- ГОСТ 5264—80. Ручная дуговая сварка. Соединения сварные.
- ГОСТ 8713—79. Сварка под флюсом. Соединения сварные.
- ГОСТ 14771—76. Дуговая сварка в защитном газе. Сварные соединения.
- ГОСТ 16037—80. Соединения сварных стальных трубопроводов.
- ГОСТ 14806—80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Кроме стандартов на соединения стыковые и под прямыми углами, имеются стандарты на сварные соединения под острыми и тупыми углами (ГОСТ 11534—75, ГОСТ 11533—75, ГОСТ 23518—79).
По взаимному расположению деталей соединения бывают стыковые (С1…С26), угловые, (У1…У10), тавровые (Т1…Т5) и внахлестку (Н1, Н2). По форме подготовленных кромок соединения могут быть без скоса кромок (C2, C7, У4, Т1, Н1, Н2 и др.), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8…С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
Для обеспечения сквозного проплавления и получения сварного шва по всей толщине соединяемых деталей, их кромки должны быть подготовлены под сварку. Основные виды подготовки кромок и обозначение их конструктивных элементов изображены на рис. 1.
Отбортовку кромок (рис. 1,а) применяют для деталей малой толщины s и обычно для сварки неплавящимся электродом без присадочного материала. Формирование шва происходит за счет оплавления кромок.
Формирование шва происходит за счет оплавления кромок.
При толщине деталей более 3 мм применяют прямолинейные односторонние скосы одной в или двух г кромок, двухсторонние — одной или двух д кромок, а также криволинейные скосы е. Скосы выполняют механической обработкой (точением, фрезерованием, строганием), скалыванием под углом на специальных ножницах, кислородной, плазменной резкой и другими способами.
При малой толщине деталей (до 4…12 мм в зависимости от типа соединения и вида сварки) ее можно осуществить без скоса кромок б.
Чертежи деталей проектируют так, чтобы обеспечить требуемые зазоры b между деталями, величину притупления и угол скоса a. Зазор b составляет 0 + 0,5, 0 ± 1 и мм при толщине деталей s соответственно до 2; 4 и более мм.
Притупление t кромок назначают от 1 ± 1 до мм (большее притупление соответствует большей толщине s ).
Угол α скоса кромок зависит от способа сварки, вида скоса кромок и типа сварного соединения:
- для ручной электродуговой сварки при прямолинейном скосе одной кромки,α = = 45° ± 2°, двух — 25° ± 2°, а при криволинейном скосе — 20° ± 2° и 12° ± 2°;
- для автоматической сварки под флюсом, α = 30° ± 5° и 10° ± 2° при прямолинейном и криволинейном скосах кромок в случае стыковых и угловых соединений, тавровые соединения требуют большего угла, который равен соответственно 50° ± 5° и 20° ± 2°;
- для сварки в среде защитных газов α == 40° ± 2° и 20° ± 2° при прямолинейном скосе одной и двух» кромок» — в случае криволинейного скоса α = 12° ± 2°.

Детали при стыковом соединении должны иметь одинаковую толщину. Допустимая разность толщины при сварке
Рис. 1. Виды подготовки кромок под сварку: а — с отбортовкой кромок; б, и, к — без скоса кромок; в—со скосом одной кромки; г — со скосом двух кромок; д — с двухсторонним скосом двух кромок; е — с криволинейным скосом кромок; ж —с использованием остающейся или съемной подкладки; з — с замковым расположением деталей; л — дополнительным скосом для устранения влияния разной толщины
составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (рис. 1, л).
При угловом соединении допускается не делать скос кромок, а формирование шва производить за счет смещения деталей на величину h (рис. 1, и, к). Смещение может быть менее 0,5 s или более 0,5 s при толщине деталей до 6 и 30 мм соответственно.
Выбор типа соединения и способа подготовки кромок зависит от условий его работы, толщины соединяемых деталей, конфигурации изделия и условий сварки.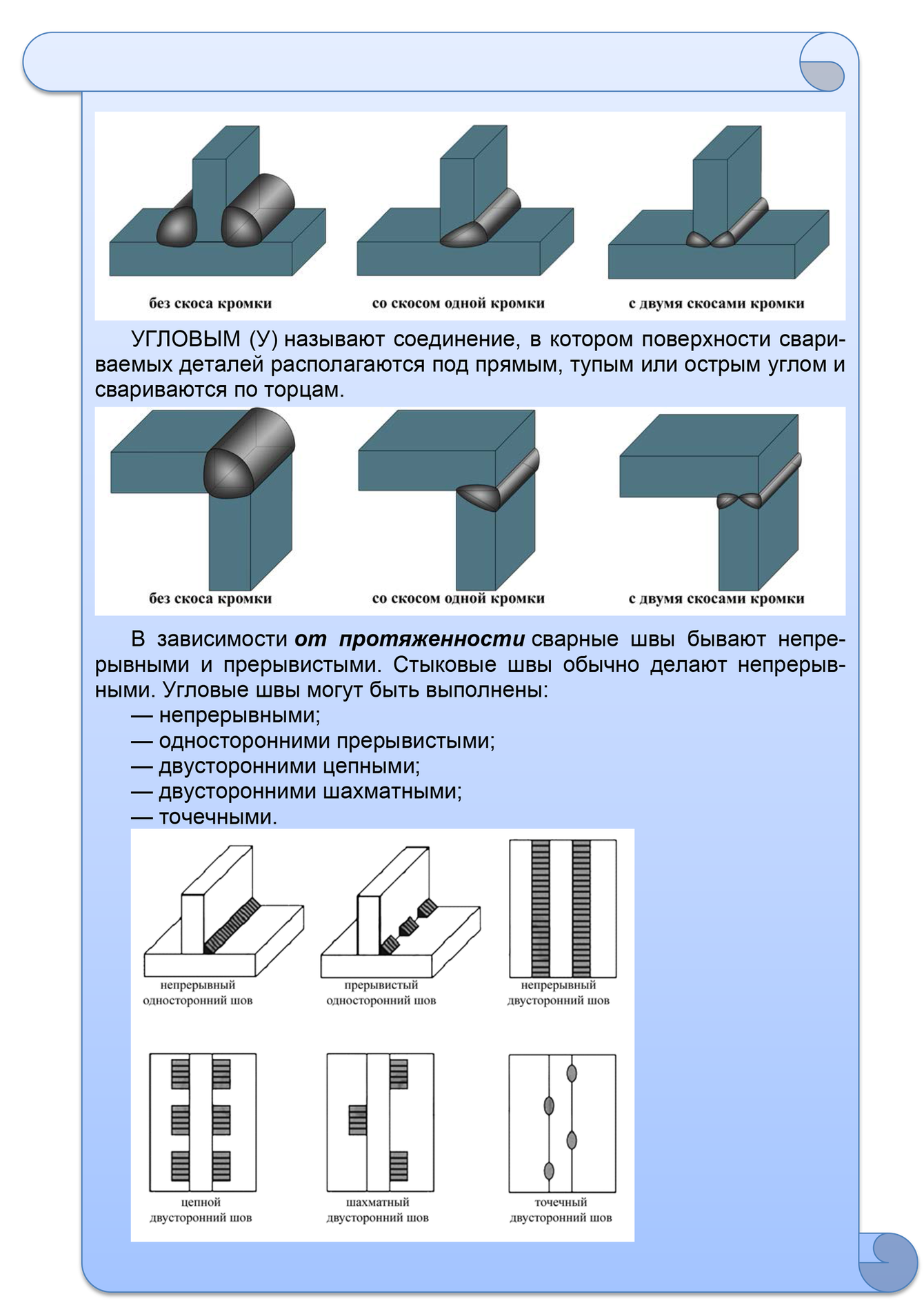 Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это обстоятельство особенно может проявиться при автоматической сварке.
Для защиты обратной стороны шва от вытекания металла могут быть использованы ниже перечисленные приемы.
Замок, т. е. перекрытие одной детали другой (рис. 1, з). Перекрытие деталей b2 составляет 8 … 20 мм, а зазор в замке z = 0 +0,5 мм. Способ эффективен, но дорогой.
Остающаяся стальная подкладка (рис. 1, ж), толщина которой t1> достигает 0,5 толщины детали, но не менее 3 мм, ширина b1 = 10… 30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5… 1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра. Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Съемная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и ее удаляют после сварки (С9, С18).
Предварительная ручная подварка корня шва (С12, С13, С21, С23, У5, У10, Т2) является трудоемкой, ее применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой.
Заделка зазора асбестовой набивкой или флюсовой подушкой.
Сварные соединения можно выполнять автоматической, полуавтоматической или ручной сваркой. Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
Автоматическая и полуавтоматическая сварка обладает большой производительностью, обеспечивает высокое качество и надежность соединения, не требует высокой квалификации сварщика, дает наибольший эффект в серийном и массовом производстве, а также при соединении толстостенных деталей.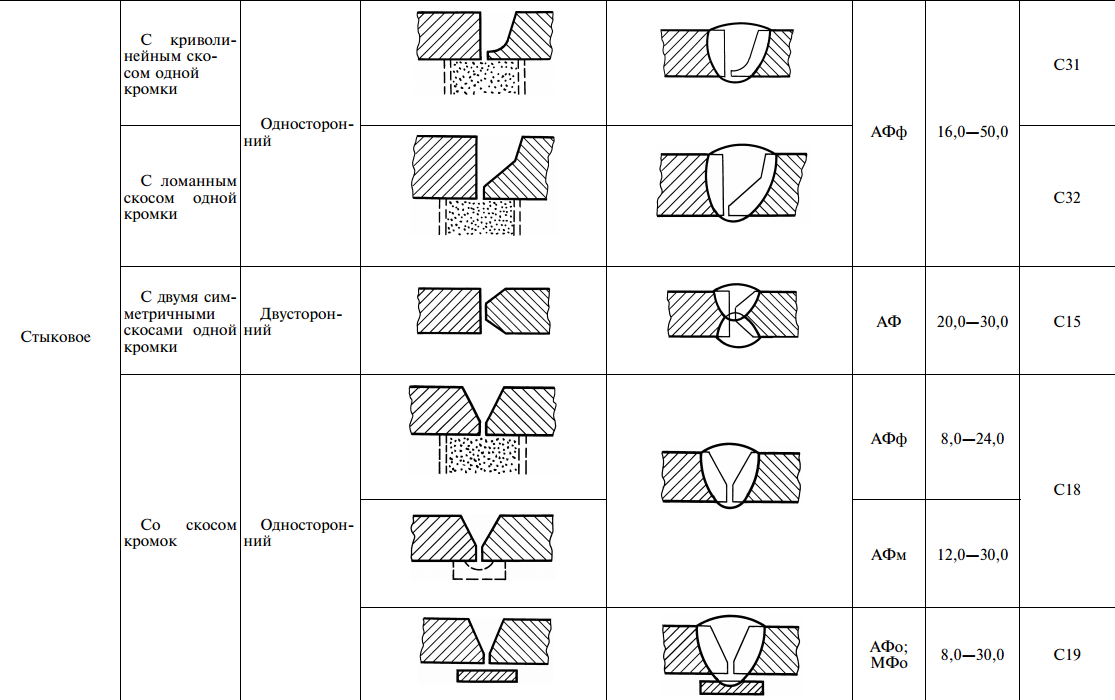 Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Форма сварных швов после сварки видна в табл. 1. Так, ширина зоны расплавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называемое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами.
Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности.
Конструктор при проектировании сварных изделий на чертеже указывает способ сварки, тип сварного соединения, конструктивные элементы швов и разделки кромок, марку электрода или проволоки, способ контроля, допустимые дефекты.
Чертежи сварных изделий оформляют как чертежи сборочных единиц, т. е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
Условное обозначение шва производят на полке линии-выноски или под полкой, если линия-выноска проведена от оборотной стороны основного шва. Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, а высота знаков равна высоте цифр и букв, входящих в обозначение. Элементы условного обозначения и вспомогательные знаки располагают в следующей последовательности (см. рис. 2).
1. Сварной шов, выполняемый при монтаже, обозначают знаком в точке пересечения линии-выноски и полки (рис. 2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2. Номер ГОСТа на способ сварки и вид сварного соединения.
3. Условное буквенно-цифровое обозначение сварного соединения по стандарту.
4. Условное буквенное обозначение способа сварки по соответствующему стандарту (на чертежах допускается не указывать). Приняты следующие обозначения способов сварки: Р — ручная, АФ — автоматическая под флюсом на весу, АФф — автоматическая под флюсом на флюсовой подушке, АФо —автоматическая под флюсом на остающейся подкладке. АФм — автоматическая под флюсам на медной подкладке,
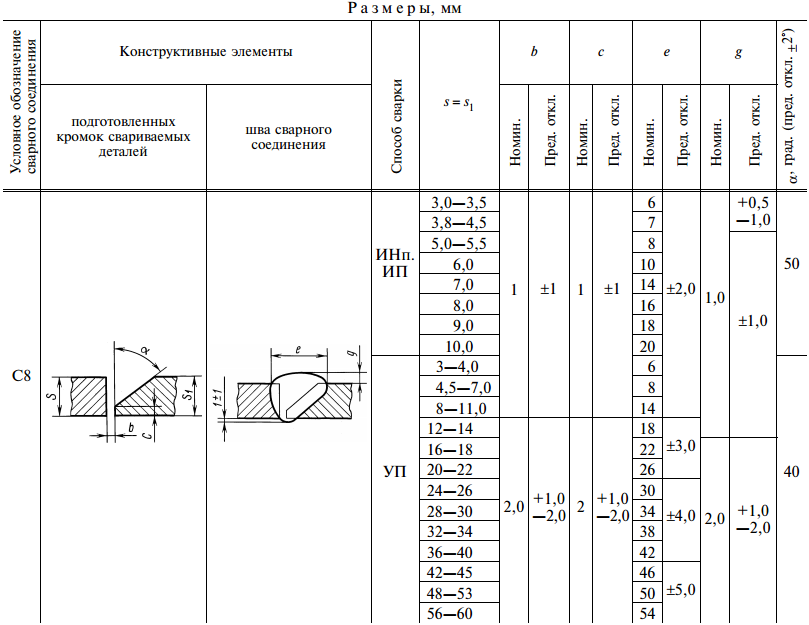
Рис. 2. Пример обозначения сварных швов: a — сварной шов по замкнутому контуру. Соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771 — 76, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Ra не более 12,5 мкм. Обозначение указано от лицевой стороны; б — сварной шов, выполняемый при монтаже.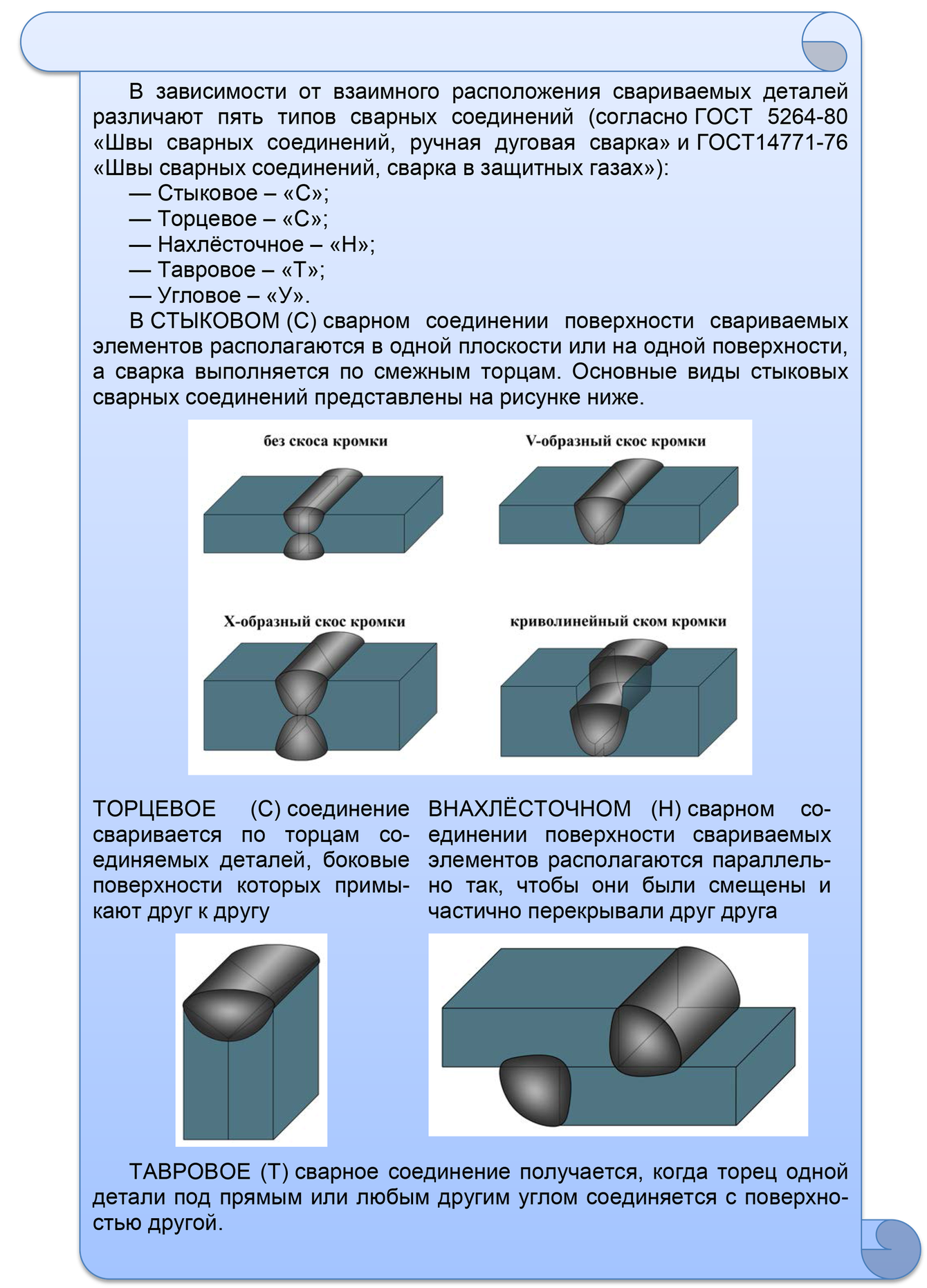
Соединение тавровое Т1 без скоса кромок по ГОСТ 5264 — 80. Сварка ручная дуговая. Высота катета шва 5 мм. Шов прерывистый с шагом 100 мм, при длине проваренного участка 50 мм. Обозначение указано от оборотной стороны шва; в — сварное соединение С9 по ГОСТ 5264—80, выполняемое ручной электродуговой сваркой с последующей зачисткой наплывов и неровностей до плавного перехода к основному металлу.
АФк — автоматическая под флюсом с (предварительной подваркой корня шва, АФш — автоматическая под флюсом с предварительной подваркой шва; ПФ, ПФо, ПФш — то же, что и выше, но полуавтоматическая сварка; ИН — электродуговая сварка в инертных газах без присадочного металла, ИНп— в инертных газах с присадочным металлом, ИП — в инертных газах и их смесях с углекислым газом плавящимся электродом, УП — в углекислом газе плавящимся электродом; ШЭ — электрошлаковая проволочным электродом и т. д.
5. Знак в виде прямоугольного треугольника и размер катета шва для угловых, тавровых и соединений внахлестку (см. рис. 2,6).
рис. 2,6).
6. Для прерывистого шва указывают в мм длину провариваемого участка и шаг. Их значения разделяют наклонной линией под углом 60° в случае цепного расположения швов или специальным знаком для шахматного расположения (см. рис. 2, б).
7. Вспомогательные знаки, которые могут означать: усиление шва снять (см. рис. 2, а), наплывы и неровности шва обработать с плавным переходом к основному металлу (см. рис. 2, в). Здесь же указывают требуемую шероховатость. (Более подробно см. ГОСТ 2.312—72).
При наличии одинаковых швов им присваивают один порядковый номер, условное обозначение выполняют только для одного шва, с указанием порядкового номера на линии-вынооке. Для остальных швов на полке вместо обозначения указывают только порядковый номер данной группы одинаковых швов.
Если на чертеже все швы одинаковы, допускается их обозначать только линиями-выносками, а в технические требования чертежа записывать все сведения о способе сварки и элементах сварных соединений.
Марку электрода или присадочного материала с указанием стандарта указывают в технических требованиях чертежа.
Гост технология сварки — В помощь хозяину
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
К основным видам сварных соединений относятся:- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
Типы сварных соединений арматуры и способы их сварки, согласно требованиям ГОСТ 14098-2014
При сварке арматуры необходимо учитывать положения ГОСТа 14098-2014. Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
В стандарте устанавливаются типы, конструктивные особенности и размерности сварного шва. Здесь прописаны требования к выполнению работ посредством контактной и дуговой сварки.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
При выборе подходящего типа конструкции и способы соединении арматуры стоит остановиться на том, которое сможет обеспечить наиболее высокие эксплуатационные свойства, максимальное сокращение трудозатрат.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Конструкции швов состыкованных, крестообразных, тавровых и нахлесточных соединений арматуры, их размеры до и после сварочных работ должны соответствовать требованиям ГОСТ 14098-2014. Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр. Она производится с учетом внешних факторов:
- Типа соединения, которое использовалось.
- Способа сварки.
- Марки стали и диаметра используемой арматуры.
- Температуры эксплуатации и производства.
Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Баллы для арматурных соединений назначаются с учетом соблюдения производственной технологии арматуры и закладных. Так, балл 5 гарантирует равную прочность для сварного соединения исходному металлу и его пластичное разрушение. Результаты контроля сварных соединений фиксируются в рабочих журналах, а также отражаются в журнале сварочных работ.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами.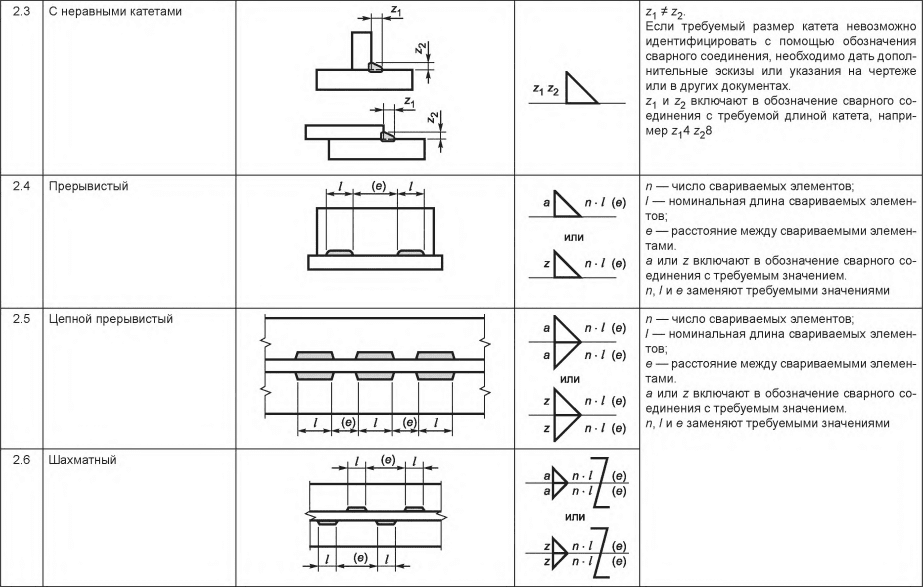 Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).
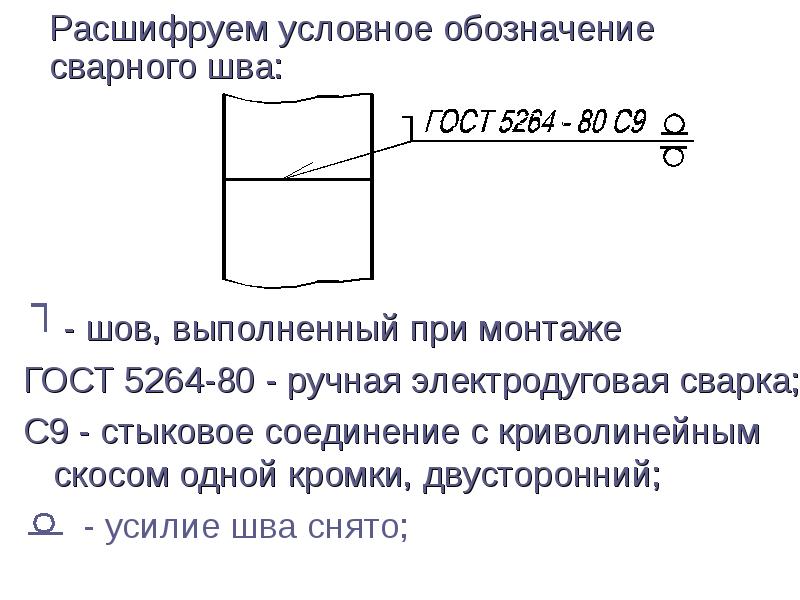
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Продукция, соответствующая ГОСТ, получала знак качества.
Неразрушающий контроль сварных соединений: оборудование, ГОСТ
.Сварка обычно используется при монтажных работах, если необходимо обеспечить высокую степень надежности соединений. Во многих случаях альтернативы термоядерному плавлению нет, но существует множество различных методик его реализации, не говоря уже о сроках проведения работ. Соответственно, существуют разные способы проверки качества полученного шва. Специалисты применяют методы неразрушающего контроля сварных соединений, позволяющие сохранить структуру материала в зоне стыка и общую работоспособность конструкции.
Нормативные стандарты (ГОСТ)
Внедрение методов неразрушающего контроля осуществляется в соответствии с установленными техническими стандартами. Специально для сварки существует раздел ГОСТ под номером 3242-79. Руководствуясь правилами этого раздела, мастер может применить тот или иной метод контроля. Стандарты описывают не только методику поверки, но и оборудование. В некоторых случаях допускается отклонение от требований, которые предусматривает данный ГОСТ. При неразрушающем контроле сварных соединений в этом случае уже руководствуются методами оценки качества, рекомендованными для операций по обнаружению дефектов для конкретных металлов и сплавов.Однако в таких ситуациях необходимо опираться на требования ГОСТа, но в другом разделе — 19521-74.
В некоторых случаях допускается отклонение от требований, которые предусматривает данный ГОСТ. При неразрушающем контроле сварных соединений в этом случае уже руководствуются методами оценки качества, рекомендованными для операций по обнаружению дефектов для конкретных металлов и сплавов.Однако в таких ситуациях необходимо опираться на требования ГОСТа, но в другом разделе — 19521-74.
Какие дефекты выявлены?
Существует несколько групп дефектов, которые помогают обнаруживать технологии неразрушающего контроля. На базовом уровне выявляются поверхностные дефекты шва. Такие отклонения от нормы можно исправить уже при внешнем осмотре, даже без использования специального оборудования. Например, внешний неразрушающий контроль сварных соединений позволяет зафиксировать зоны несплошностей, возникающих на поверхности.Однако внутренние дефекты невозможно обнаружить без соответствующих технических средств. От него зависит форма шва, его характеристики и степень надежности.
В этом случае не всегда наличие дефекта как такового говорит о том, что конструкция или продукт не подходят для будущего использования по назначению. Опять же по нормативам сварочный шов может иметь критические и незначительные отклонения. Задача контроля заключается именно в обнаружении критических дефектов, которые определяются как несоответствие требованиям к эксплуатации материала.
Опять же по нормативам сварочный шов может иметь критические и незначительные отклонения. Задача контроля заключается именно в обнаружении критических дефектов, которые определяются как несоответствие требованиям к эксплуатации материала.
Оборудование для метода акустического контроля
Этот метод проверки конструкций на дефекты сварных швов является одним из самых технологичных, точных и эффективных. По сравнению с другими современными методами управления, он также отличается своей универсальностью. Его можно использовать как в помещении, так и в поле без источника питания. В тесте используется ультразвуковой дефектоскоп, состоящий из нескольких функциональных модулей. В частности, при неразрушающем контроле сварных соединений используются пьезоэлектрические преобразователи, которые содержат аппаратные компоненты для приема и рассеивания ультразвуковых волн.Устройство генерирует импульсы ультразвуковых колебаний, а также принимает отраженные сигналы, которые предъявляются оператору в удобной для анализа форме. При исследовании амплитуды сигналов пользователь оборудования определяет параметры дефектов.
При исследовании амплитуды сигналов пользователь оборудования определяет параметры дефектов.
Оборудование для радиационного контроля
Этот метод называется радиационной дефектоскопией сварных соединений. Сам принцип исследования основан на подаче ионизирующего излучения. При прохождении лучей по шву их интенсивность уменьшается в зависимости от толщины и плотности материала.Возникающие изменения радиационных показателей позволяют оператору определить наличие несплошностей в толщине соединения. В этой операции используются различные источники рентгеновского излучения. Наиболее распространено оборудование для неразрушающего контроля сварных соединений этого типа в виде ускорителей электронов и гамма-дефектоскопов. Эти устройства объединены для работы с радиоизотопным излучением. Российские производители рентгеновских аппаратов для контроля сварных соединений выпускают оборудование, позволяющее управлять диапазоном энергии фотонов в среднем от 15 кэВ до 30 МэВ.
Оборудование для термоконтроля
Оценка качества сварного шва методом теплового сканирования позволяет работать с широким спектром сплавов, используемых как в промышленности, так и в строительстве. Что касается обнаруживаемых дефектов, то термический анализ выявляет скрытые полости, трещины, участки загрязнений, посторонних включений и т. Д. Радиометр непосредственно нагревает и регистрирует подозрительные зоны. Это устройство, осуществляющее неразрушающий контроль сварных соединений металлоконструкций по всей площади.Во время анализа оператор проверяет как основную недеформированную конструкцию, так и расположение соединения. Путем сравнения нетронутых участков и швов определяется надежность конструкции. Сегодня существуют разные направления этого метода. В частности, метод вибротермического изображения предполагает анализ колебаний при передаче энергии объекту.
Что касается обнаруживаемых дефектов, то термический анализ выявляет скрытые полости, трещины, участки загрязнений, посторонних включений и т. Д. Радиометр непосредственно нагревает и регистрирует подозрительные зоны. Это устройство, осуществляющее неразрушающий контроль сварных соединений металлоконструкций по всей площади.Во время анализа оператор проверяет как основную недеформированную конструкцию, так и расположение соединения. Путем сравнения нетронутых участков и швов определяется надежность конструкции. Сегодня существуют разные направления этого метода. В частности, метод вибротермического изображения предполагает анализ колебаний при передаче энергии объекту.
Аппаратура электрического контроля
Формирование электрического поля вокруг исследуемого объекта также позволяет определять характеристики внутренней структуры конструкции в точках соединения.Для применения этого метода используются преобразователи электрической емкости разных типов. Например, воздушные системы характеризуются высокой неоднородностью создаваемого ими электростатического поля. Это свойство полезно тем, что оператор фиксирует колебания на фоне высокой чувствительности в потоке обратных импульсов от материала. Для электрического неразрушающего контроля качества сварных соединений линейно-вытянутых конструкций используются проходные преобразователи. Такое оборудование, в частности, используется при оценке качества сварных швов, выполненных на проволоке, металлических лентах, прутках и т. Д.В зависимости от электродов могут использоваться разные схемы подачи тока.
Устройства контроля капилляров
Это обширный набор способов, направленных на обнаружение и определение параметров внутренних дефектов. В качестве рабочего оборудования используются капиллярные дефектоскопы. Они регистрируют характеристики одних и тех же полостей, их структуру, направление, глубину и пространственное расположение. Однако их функция невозможна без использования пенетрантов. Это жидкие или сыпучие вещества, которые по возможности вводятся в шов и растекаются по его внутренним полостям.Капиллярные методы неразрушающего контроля сварных соединений предполагают использование пенетрантов различных характеристик. Это своего рода разработчики, которые предоставляют информацию о структуре соединения капиллярным дефектоскопам. Есть вещества, которые активируются ультразвуковыми, магнитными, цветными и другими импульсами. Некоторые составы обладают ярко выраженной химической активностью, поэтому сразу после проведения контроля швы нужно обработать так называемыми демпферами. Они исключают негативное воздействие капиллярных пенетрантов на материал объекта, что позволяет отнести этот метод к категории неразрушающих.
Обнаружение утечек в шве как метод контроля
Этот метод во многом связан с принципами предшествующей технологии контроля, но имеет несколько существенных отличий. Если капиллярный метод ориентирован на точное определение параметров внутренних полостей, то обнаружение утечек в принципе направлено на поиск участков, в которых нарушена герметичность. В этом случае сварочный шов можно проверить не только с помощью жидких веществ, но и с помощью воздушно-газовых смесей.Часто этот метод используется перед капиллярной техникой, потому что одно только обнаружение утечки регистрирует только факт утечки в стыке, но не дает информации о характеристиках дефектов.
Как выбирается оптимальный метод управления?
Специалисты отталкивают задачи, которые необходимо выполнять с контролем. Например, если речь идет о поверхностной проверке, то можно обойтись вышеупомянутой технологией обнаружения утечек или опытным визуальным осмотром.Ультразвуковые, электрические и рентгеновские устройства используются для более глубокого и точного анализа. Далее учитывается, насколько эффективным может быть тот или иной неразрушающий контроль сварных соединений при реализации в конкретных условиях. Таким образом, ультразвуковую технику можно использовать практически в любых условиях, но она более дорогая. Электрический метод сканирования дефектов более доступен, но его можно использовать только со стабильным источником тока.
Заключение
Осмотр стыков в металлических стыках — важнейшая проверка надежности.При положительных результатах тестирования вы можете использовать продукт или конструкцию по прямому назначению. Кроме того, неразрушающий контроль сварных соединений может предоставить информацию о старых эксплуатируемых объектах. Со временем изнашиваются даже качественные швы, поэтому проверять нужно регулярно. По его результатам и результатам анализа дается заключение о техническом состоянии конструкции. На основании этого документа ответственный инженер принимает решение либо об устранении дефектов, либо о допуске объекта к дальнейшему использованию.
Законы Туркменистана | Официальная нормативная библиотека — ГОСТ 14806-80
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Сварочные материалы »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Основные материалы » Цветные металлы »
Правила сварки » Сварочные материалы » Электроды »
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов. Пайка, клепка »
В качестве замены:
ГОСТ 14806-69 — Швы сварных соединений.Дуговая сварка алюминия и алюминиевых сплавов. Основные типы и конструктивные элементы
Ссылки на документы:
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
Ссылка на документ:
ГОСТ 10512-78 — Сепараторы магнитные и электромагнитные. Спецификация
ГОСТ 12393-2013 — Арматура линейная для путевых сетей железных дорог. Общие общие требования
ГОСТ 13716-73 — Устройства строповочные для сосудов и аппаратов.Технические характеристики
ГОСТ 16024-79 — Сосуды криогенные. Спецификация
ГОСТ 21029-75 — Бочки алюминиевые для химической продукции
.ГОСТ 24752-81 — Шины троллейбусные на напряжение до 1000 В
.ГОСТ 25088-81 — Двери судовые. Технические характеристики
ГОСТ 25088-98 — Двери судовые. Технические характеристики
ГОСТ 25309-94 — Крышки смотровых люков. Технические характеристики
ГОСТ 26314-98 — Трапы судовые стационарные. Технические характеристики
ГОСТ 26346-84 — Шины осветительные на напряжение переменного тока до 660 В
.ГОСТ 30765-2001 — Тара транспортная металлическая.Общие технические условия
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ 31834-2012 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые.Требования безопасности и методы испытаний
ГОСТ 32309-2013 — Посуда литейная из алюминиевых сплавов. Общие технические условия
ГОСТ 34329-2017 — Опалубки. Общие технические условия
ГОСТ 34433-2018 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Трансформаторные комплектные подстанции напряжением от 35 до 220 кВ. Общие технические условия
ГОСТ 5037-97 — Бидоны металлические для молока и молочных продуктов
.ГОСТ Р 51177-2017 — Оборудование для воздушных линий.Общие технические требования
ГОСТ Р 51177-98 — Метизы воздушных линий связи. Общие технические условия
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ Р 51708-2001 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52085-2003 — Опалубки.Общие технические условия
ГОСТ Р 52445-2005 — Газоочистители абсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 56674-2015 — Литье алюминиевых сплавов и цельная штамповка алюминиевой листовой посуды с антипригарным покрытием. Общие технические условия
ГОСТ Р 56674-2018 — Посуда кухонная литая из алюминиевых сплавов с антипригарным покрытием. Общие технические условия
ОСТ 26-04-2389-79 — Сварка плавлением цветных металлов.Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-04-2563-79 — Система стандартов безопасности труда. Оборудование для криогенных продуктов. Защита от статического электричества. Общие требования безопасности.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ПНАЭ Г-7-022-90: Оборудование и трубопроводы атомных энергоблоков. Дуговая сварка алюминиевых сплавов в защитных газах. Основные положения
РД 24.090.52-90 — Машины подъемно-транспортные.Материалы для сварных металлоконструкций.
РД 31.1.02-04: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 31.44.01-97: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РСТ РСФСР 45-86: Санки детские. Технические условия
СНиП 2.03.06-85: Конструкции алюминиевые
СНиП II-24-74: Конструкции алюминиевые
СП 128.13330.2012 — Конструкции алюминиевые
СП 128.13330.2016: Алюминиевые конструкции
ТУ 102-190-78 — Панели алюминиевые каркасные для стен отапливаемых производственных зданий
.ТУ 102-462-88 — Панели стеновые и кровельные каркасные асбестоцементные с утеплителем из минеральной ваты
ТУ 102-464-88 — Панели стеновые каркасные алюминиевые трехслойные с утеплителем из минеральной ваты
.ТУ 102-58-75 — Панели каркасные асбестоцементные для стен и покрытий отапливаемых производственных зданий
ГОСТ 12393-2019 — Арматура контактная рельсовая линейная.Общие технические условия
ГОСТ 32309-2019 — Посуда без антипригарного покрытия, отлитая из алюминиевых сплавов. Общие технические условия
ГОСТ Р 51162-2019 — Посуда без антипригарного покрытия, отлитая из алюминиевых сплавов. Общие технические условия
ГОСТ Р 58619-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Понтоны. Общие технические условия
РД 5.0679-91 — Аттестация сварщиков и газовых резчиков. правила
СП 443.1325800.2019: Мосты с конструкциями из алюминиевого сплава. Правила оформления
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
Законы Туркменистана.com является ведущей в отрасли компанией со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа из надежных официальных источников.
Законы Беларуси | Официальная нормативная библиотека — ГОСТ 16037-80
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Трубопроводы »
Правила сварки » Металлоконструкции »
Правила сварки » Сварочные материалы »
Правила сварки » Неразрушающий контроль »
Правила сварки » Сборочные устройства »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Сварочные материалы » Электроды »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Стандарты на трубопроводную арматуру (ТПА) » 6.Нормы присоединительных размеров трубопроводной арматуры (ТПА) » 6.2 Сварное соединение »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов.Пайка, клепка »
В качестве замены:
ГОСТ 16037-70 — Сварка сварных соединений стальных трубопроводов. Основные типы и конструктивные элементы
Ссылки на документы:
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности. Общие технические условия
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
Ссылка на документ:
АТК 26-18-10-94 — Устройства для установки приборов измерения температуры для работы при номинальном давлении от 0.От 6 до 16,0 МПа. Вилки. Общие технические требования
АТК 26-18-14-98 — Фланцы сосудов и аппаратов стали плоские приварные на условное давление до 0,1 МПа Ру. Конструкция, размеры и общие технические требования
DiOR 05: Методика диагностики технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих и нефтехимических заводов
ГОСТ 10617-83 — Котлы отопительные с тепловой мощностью от 0,10 до 3.15 мВт
ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 12893-2005 — Клапаны регулирующие односедельные, двухседельные и клеточные. Общие технические условия
ГОСТ 13531-74 — Бетоноукладчики для заводов сборного железобетона
.ГОСТ 13547-2015 — Арматура трубопроводная. Затворы поворотные дисковые. Общие технические условия
ГОСТ 13981-87 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования.Технические характеристики
ГОСТ 14771-76 — Дуговая сварка в защитных газах. Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 17380-2001 — Фитинги для стыковой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 17380-83 — Детали трубопроводов стальные бесшовные сварные на Pn £ 10 МПа (100 кгс / см2). Технические характеристики
ГОСТ 18103-84 — Установки для изготовления железобетонных объемных элементов сантехнических кабин и лифтовых шахт.Технические характеристики
ГОСТ 20572-83 — Насосы и насосные агрегаты двухвинтовые. Спецификация
ГОСТ 21345-2005 — Краны шаровые, заглушки и цилиндрические на номинальное давление не более PN 250. Общие технические условия
.ГОСТ 23074-85 — Россыпи жидких органических удобрений
.ГОСТ 23355-78 — Соединения трубопроводов резьбовые. Шариковый ниппель. Строительство
ГОСТ 23484-79 — Установки электрогидравлические для удаления стержней. Технические требования
ГОСТ 24950-81 — Отводы и гнутые вставки для витков прямолинейных частей стальных магистральных трубопроводов
.ГОСТ 25781-83 — Формы стальные для железобетонных элементов.Технические характеристики
ГОСТ 28016-89 — Соединения трубопроводные резьбовые. Ниппель конический сварной. Строительство
ГОСТ 28759.5-90 — Фланцы сосудов и аппаратов
.ГОСТ 30767-2002 — Оборудование газлифтное скважинное. Требования безопасности и методы испытаний
ГОСТ 30768-2001 — Оборудование нефтепромысловое управляющее головное. Методы испытаний
ГОСТ 31294-2005 — Клапаны предохранительные прямого действия. Общие технические условия
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее.Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ 31832-2012 — Приводы штанговых насосов. Общие технические требования
ГОСТ 31834-2012 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые.Требования безопасности и методы испытаний
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31844-2012 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общее техническое оборудование
ГОСТ 32569-2013 — Технология стальных труб. Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 32949-2014 — Дороги автомобильные общего пользования.Опоры стационарного электрического освещения. Методы контроля
ГОСТ 33164.1-2014 — Оборудование горное. Амортизаторы крыши с приводом от длинных забоев. Раздел поддержки. Общие технические условия
ГОСТ 33423-2015 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 34011-2016 — Системы газораспределения. Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа.Общие технические требования
ГОСТ 34059-2017 — Внутренние коммуникации зданий и сооружений. Устройство систем водоснабжения отопления, отопления и охлаждения. Общие технические требования
ГОСТ 34094-2017 — Трубы стальные. Подготовка концов труб и фитингов к сварке. Общие технические требования
ГОСТ 34293-2017 — Арматура трубопроводная. Металлические шаровые краны для нефтяной, нефтехимической и смежных отраслей. Общие технические условия
ГОСТ 34294-2017 — Арматура трубопроводная криогенная.Общие технические условия
ГОСТ 34473-2018 — Арматура трубопроводная. Краны шаровые стальные цельносварные для водяных тепловых сетей. Общие технические условия
ГОСТ 5264-80: Ручные сварочные. Сварочные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 5464-75 — Понтоны напорных плавучих буровых трубопроводов и трубопроводов. Общие технические условия
ГОСТ 5761-2005 — Арматура на номинальное давление не более PN 250. Общие технические условия
.ГОСТ 5762-2002 — Арматура трубопроводная промышленная.Задвижки PN
ГОСТ 7496-84 — Комбайны свеклоуборочные
.ГОСТ 8713-79 — Сварка под флюсом. Сварные соединения. Элементы дизайна и размеры Maih
ГОСТ Р 50073-92 — Арматура соединительная фланцевых типов трубопроводов. Технические характеристики
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51382-2011 — Котлы отопительные.Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ Р 51707-2001 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ Р 51708-2001 — Пылеуловители центробежные.Требования безопасности и методы испытаний
ГОСТ Р 51763-2001 — Приводы штанговых насосов. Общие технические требования
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52153-2003 — Ящики радиационно-защитные. Общие технические условия
ГОСТ Р 52209-2004 — Рукава в сборе для газовых горелок и газовых приборов. Общие технические требования и методы испытаний
ГОСТ Р 52445-2005 — Газоочистители абсорбционные.Требования безопасности и методы испытаний
ГОСТ Р 52664-2006 — Сваи трубные сварные шпунтовые. Общие технические условия
ГОСТ Р 52768-2007 — Центрифуги для производств, работающих с радиоактивными средами. Общие технические требования и методы испытаний
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53671-2009 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ Р 53673-2009 — Арматура трубопроводная.Затворы поворотные дисковые. Общие технические условия
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 53683-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общие технические основы
ГОСТ Р 53790-2010 — Нетрадиционные технологии. Энергетика биоотходов. Общие технические требования к биогазовым установкам
ГОСТ Р 53961-2010 — Оборудование пожарное.Подземные пожарные краны. Общие технические требования. Методы испытаний
ГОСТ Р 54086-2010 — Регуляторы давления. Общие технические условия
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 54960-2012 — Системы газораспределения. Заблокируйте станции сдачи газа.Кабинетные станции сдачи газа. Общие технические требования
ГОСТ Р 55018-2012 — Арматура трубопроводная для объектов энергетики. Общие технические условия
ГОСТ Р 55020-2012 — Арматура трубопроводная. Задвижки ножевые для магистральных трубопроводов. Общие технические условия
ГОСТ Р 55429-2013 — Соединения кольцевые разъемные трубопроводов. Конструкция, размеры и общие характеристики
ГОСТ Р 55474-2013 — Системы газораспределения. Требования к газораспределительным сетям.Часть 2. Газопроводы стальные
ГОСТ Р 55942-2014 — Трубы стальные. Подготовка концов труб и фитингов к сварке. Общие технические требования
ГОСТ Р 56001-2014 — Арматура трубопроводная для объектов газовой промышленности. Общие технические условия
ГОСТ Р 56400-2015 — Нефтяная и газовая промышленность. Проектирование и эксплуатация морских терминалов сжиженного природного газа. Общие требования
ГОСТ Р 58095.1-2018 — Системы газораспределения. Требования к сетям газопотребления.Часть 1. Газопроводы стальные
ГОСТ Р 58249-2018 — Машины для посадки, уборки, послеуборочной обработки картофеля. Технические требования
ИМ 14-51-00: Методические указания и разъяснения по актуальным вопросам создания систем автоматизации. Выпуск 4. Новые типовые чертежи объединения «Монтажавтоматика»
.Руководство: Руководство для импульсных систем пожаротушения с низким потреблением энергии
MDS 53-1.2001: Рекомендуемая практика монтажа стальных конструктивных элементов
МР 14-02-2003 — Выбор и применение селективных устройств для средств измерения давления
МСН 42-01-2011: Системы газораспределения
МУ 0397-00.004: Методика проведения неразрушающего контроля деталей котельной установки ППУА-1600/100
.ОСТ 108.030.133-84 — Элементы трубные поверхностей нагрева паровых котлов давлением менее 4 МПа, водогрейных котлов и котлов-утилизаторов. Технические требования, методы приемки и контроля.
ОСТ 108.101.102-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.103-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, четырехходовые).Дизайн и размеры.
ОСТ 108.101.104-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.105-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим днищем, четырехходовые). Дизайн и размеры.
ОСТ 108.101.108-76 — Подогреватели пароводяные. Кормовые водяные камеры (с эллиптическим днищем, двусторонние). Дизайн и размеры.
ОСТ 108.101.109-76 — Подогреватели пароводяные. Кормовые водные камеры (с эллиптическим днищем, четырехходовые).Дизайн и размеры.
ОСТ 108.101.110-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.101.111-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.313.102-76 — Подогреватели пароводяные. Оболочки. Патрубки с фланцами. Дизайн и размеры.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.462-99 — Устройства для установки приборов измерения температуры на PN от 0,6 до 16 МПа. Типы, конструкция, размеры и общие технические требования
ОСТ 26.260.472-2000 — Устройства для установки манометров и отбора давления. Общие технические требования.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1159-75 — Трубные вводы-выводы стальных сварных емкостей и устройств. Технические требования.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2). Технические требования.
ОСТ 26-02-376-78 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-04-2388-79 — Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-18-5-88 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ОСТ 34-10-417-90 — Детали и сборные узлы трубопроводов атомных станций рабочие П
.ОСТ 36-13-90 — Щиты и пульты систем автоматизации технологических процессов. Общие технические условия
ОСТ 36-143-88 — Монтаж технологического оборудования и технологических трубопроводов. Рабочий процесс проекта. Порядок разработки, структура и содержание.
ОСТ 36-145-88 — Трубопроводы стальные технологические на давление Ру до 10 МПа.Автоматическая дуговая сварка под флюсом. Типовой технологический процесс.
ОСТ 36-26-77 — Детали сварные трубопроводов Ду 500-1400 мм из углеродистой стали по Пном
.ОСТ 36-39-80 — Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс / см2). Экранированная ручная дуговая сварка металла. Типовой технологический процесс.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 36-75-83 — Контроль неразрушающий.Сварные соединения трубопроводов. Ультразвуковой метод
ОСТ 36-79-83 — Трубы стальные технологические из углеродистых и низколегированных сталей Пи до 10 МПа (100 кгс / см2). Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типичный процесс.
ОСТ 95 10440-2002 — Оборудование для радиоактивных сред. Сварные соединения. Типы и размеры и конструктивные элементы.
ПБ 03-108-96 — Правила устройства технологических трубопроводов и безопасной эксплуатации
ПГВУ 021-92 — Элементы унифицированные пыле-воздуховода.Сварные узлы блоков и элементов воздуховодов пыле- и газоводов ТЭЦ. Дизайн и габариты
ПНАЭ Г-10-031-92: Основные положения по локализации сварки элементов системы безопасности на атомных станциях
РД 01-001-06: Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергоустановках.
РД 153-112-014-97 — Методические указания по ликвидации последствий аварий и ремонту магистральных нефтепродуктопроводов
РД 153-34.0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34.1-003-01 — Сварка, термообработка и контроль медных трубопроводных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 153-34.1-39.504-00 — Общие технические требования к арматуре ТЭЦ (ТПП ОТТ — 2000).
РД 22-207-88 — Машины подъемные.Общие требования и стандарты производства
РД 22-326-97 — Краны стреловые самоходные и краны-манипуляторы. Капитальный ремонт. Общие технические условия
РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97 — Перечень нормативных документов по стандартизации сосудов и аппаратов под давлением
РД 26-02-80-2004 — Ведущий документ.Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 34.10.130-96 — Инструкция по визуально-измерительному контролю.
РД 34.20.595-97 — Рекомендуемая практика проверки рабочего состояния стальных газопроводов общего пользования и бытовых для систем газоснабжения ТЭЦ, пиковых котельных и котельных систем трубопроводного теплоснабжения. Основные требования. Методы для
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 38.13.004-86 — Эксплуатация и ремонт технологических трубопроводов, работающих под давлением до 10,0 МПа (100 кгс / см2)
РД 39-0147014-348-89 — Методические указания по защите полевого оборудования от коррозии с использованием ингибиторов отечественного производства
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 39-0147103-338-88 — Временные нормативы на проектирование электрических обогревательных наземных магистральных трубопроводов (Система электрообогрева осевого АСЭ)
РД 39-110-91 — Указания по ликвидации аварий и повреждений магистральных трубопроводов
.РД 39-132-94 — Правила эксплуатации, обследования, ремонта и утилизации промысловых трубопроводов 1994
РМД 40-20-2013 Санкт-Петербург: Проектирование и монтаж трубопроводов для систем водоснабжения и канализации Санкт-Петербурга
РМД 40-20-2016 Санкт-Петербург: Монтаж сетей водоснабжения и водоотведения г. Санкт-Петербурга.Санкт-Петербург
РТМ 108.940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности. Требования к настройке и эксплуатации
СНиП 3.05.01-85: Внутренние водопроводные системы
.СНиП 3.05.03-85: Тепловые сети
СНиП 3.05.05-84: Технологическое оборудование и технологические трубопроводы
.СНиП 3.05.07-85: Автоматизированные системы
СНиП 42-01-2002: Государственный комитет РФ по строительству и жилищно-коммунальному комплексу (ГОССТРОЙ России)
СНиП III-34-74: Системы автоматизации
СП 42-102-2004 — Проектирование и строительство газопроводов из металлических труб.Заменить СП 42-102-96
СП 70.13330.2012 — Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СП 73.13330.2012 — Внутренние санитарно-технические системы
.СП 73.13330.2016 — Внутренние санитарно-технические системы
СП 77.13330.2016 — Системы автоматизации.
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СЗК 4-3-90: Приборы для измерения и регулирования расхода.Установка в трубопровод. Часть I. Счетчики
ТУ 1317-233-0147016-02 — Трубы бесшовные горячедеформированные нефтегазовые повышенной надежности при эксплуатации для месторождений ОАО «Томскнефть» ВНК
.ТУ 1462-203-0147016-01 — Детали стальные соединительные сварочные для работы в нефтепромысловых средах с повышенной коррозионной активностью. Технические условия
ТУ 1468-010-5520-2003 — Соединения стальные сварные бесшовные трубопроводов повышенной эксплуатационной надежности, предназначенные для промыслового строительства ОАО «ТНК
».ТУ 26-18-38-90 — Детали трубопроводов бесшовные сварные из стали марок 15Х5М, 12Х1МФ, 12Х18Н10Т, 08Х22Н6Т
.ТУ 34-38-20135-94 — Воздухонагреватели трубчатые стационарных котлов.Технические условия на капитальный ремонт
ТУ 34-38-20189-94 — Горелки газомазутные для паровых стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20190-94 — Горелки типов пылевидные паровые стационарные котлы. Технические условия на капитальный ремонт
ТУ 34-38-20191-94 — Котлы головные стационарные. Общие технические условия на капитальный ремонт
ТУ 36-1686-82 — Отводы крутоизогнутые под углом 90 градусов из сталей марок 15Х5М, 08Х18НИОТ, 12Х18НИОТ и 10Х17х23М2Т, бесшовные сварные по Роу менее 10 МПа
ТУ 3631-002-76457067-2012 — Насосы и агрегаты динамические типа МСТ-ЦН и запчасти к ним
ТУ 3742-011-343
-2003 — Клапаны обратные DN 100-1400 PN 8,0 МПа; PN 12,5 МПа; PN 16, 0 МПа.Технические условияТУ 4218-008-51216464-01 — Устройство селекционное. Технические условия
ВНТП 04-94. Нормы проектирования заводов по розливу вина
ВНТП 10М-93: Нормы инженерного проектирования для пивоварен
ВНТП 11-93. Нормы технического проектирования предприятий по производству ячменного пивоваренного солода
ВНТП 26-94: Нормы технологического проектирования заводов игристых вин (производство советского шампанского проточно-емкостным способом)
ВНТП 34-93. Нормы инженерного проектирования объектов алкогольной промышленности
ВСН 006-89: Строительство магистральных и промысловых трубопроводов Сварка
ВСН 362-87 — Дезинфекция и травление трубопроводов
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования на предприятиях строительной отрасли Госагпрома СССР.Часть 1
ВСН 41.88: Проектирование ледостойких стационарных платформ
ВСН 411-88: Монтаж смазочных, гидравлических и пневматических систем общепромышленного применения
ВСН 416-81: Общие нормативные нормы строительных материалов. Подборка замечаний 30: Сварочные работы
ВСН 452-84: Нормы расхода материалов в строительстве. Сварка труб из легированной стали, автоматическая сварка под флюсом листовых конструкций, сварочных стержней и клапанных вкладышей, газовая резка
ВСН 461-85: Инструкция по сварке стыков стальных трубопроводов
.ГОСТ 34587-2019 — Краны подъемные.Металлоконструкции. Требования к производству
ГОСТ Р 55474-2019 — Системы газораспределения. Газораспределительные сети природного газа. Часть 2. Газопроводы стальные
ГОСТ Р 58619-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Понтоны. Общие технические условия
ГОСТ Р 58620-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Приемные устройства для цистерн. Общие технические условия
ГОСТ Р 58778-2019 — Системы газораспределения.Газораспределительные сети и потребление газа. Газопроводы высокого давления категории 1а
ГОСТ Р 58880-2020 — Системы питьевой воды судовые. Правила оформления
ГОСТ Р 58934-2020 — Установки для производства объемных железобетонных блоков санитарных кабин и лифтовых шахт. Технические характеристики
ГОСТ Р 58935-2020 — Формы для изготовления железобетонных виброгидропрессованных напорных труб. Технические характеристики
КПО 01.05.12-05: Каталог-перечень оборудования.Котельное оборудование. Том 2
КПО 01.05.12-05: Каталог-перечень оборудования. Котельное оборудование. Том 2
КПО 04.03.13-06: Каталог-перечень оборудования. Приборы для измерения и регулирования расхода, количества, уровня и состава вещества
Пособие к СНиП 3.05.02-88: Пособие по технологии и организации строительства трубопроводов для систем газоснабжения в сельской местности Нечерноземной зоны РСФСР
ОТУ 3-01 — Сосуды и аппараты.Общие технические условия на ремонт корпуса
РД 39-3-221-79 — Инструкция по защите нефтепромыслового оборудования от коррозии ингибиторами типов ИА, ИД
.РД НИИКраностроения 03-05: Методические указания. Краны консольные общего назначения и краны; Капитальный ремонт. Общие технические условия
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
СП 129.13330.2019: Наружные сети и сооружения водоснабжения и канализации
СП 341.1325800.2017 — Подземные инженерные коммуникации. Футеровка методом горизонтально-направленного бурения
ТУ 1468-001-171
| . Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
BelarusLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа из надежных официальных источников.
(PDF) Прочность сварных конструкций при низких климатических температурах
4 Заключение
а) Анализ технических методов выбора стали для сварных металлоконструкций, эксплуатируемых при низких климатических температурах
, и результаты испытаний сварных образцов показали, что эти методы обеспечивают защиту
высококачественных сборных конструкций от возникновения хрупкого разрушения.Однако эти методы не позволяют
обосновать допустимый размер дефекта в сварных соединениях.
б) Испытания сварных образцов из полномасштабного проката с трещиноподобным концентратором
позволяют определить максимальный размер сварочного дефекта, который не начинает развиваться при воздействии эксплуатационных нагрузок
. Использование экспериментальных данных учитывает изменение свойств стали в зоне термического влияния
сварного шва и влияние остаточных сварочных напряжений.
в) На примере крана, рассчитанного на работу при минус 55 ° С, показано, что сталь 09Г2С-15 обеспечивает работоспособность своей металлической конструкции
при условии отсутствия дефектов, повреждений или усталостных трещин более
размером более 14 мм.
Список литературы
1. Соколов С., Грачев А., Межд. Преподобный мех. Eng., 12 (5), 448-453 (2018)
2. G. Shi, Y. Chen, Adv. Struct. Eng., 21, 1376-1387, (2018)
3. Хрупкое разрушение.Elasticity.Toughness and Liberty Ship, Metallurgical Associates, Inc., доступно по адресу:
http://metassoc.com/?s=spring+2011
4. М.Р. Гарифуллин, А.В. Барабаш, Э.А. Наумова, О.В. Жувак, Т. Йокинен, М. Хейнисуо, Mag. Civ. Англ.
63, 53–76 (2016)
5. И.Н. Придько, В. Мущанов, Х. Бартоло, Н. Ватин, И. Рудниева, Маг. Civ. Англ. 65, 27–41 (2016)
6. Дэн Д., Матер. Des., 30 (2), 359-366 (2009)
7. Х. Дай, Дж. Фрэнсис, Х.Стоун, Х. Стоун, Х. Бхадешиа, П. Уизерс. Металл. Матер. Trans., 39A, 3070-3078
(2008)
8. Барсом М., Рольф С. Контроль разрушения и усталости конструкций. Применение механики разрушения (PTR
Prentice Hall, США, 1987)
9. Атлури С., Вычислительные методы в механике разрушения, том 2, (Elsevier Science Publishers BV,
Амстердам, 1986)
10. X Чжу, Дж. Джойс, англ. Фракт. Мех., 85, 1-46, (2012)
11.S. Dugdale, J. Mech. Phys. Solids, 8 (2), 105-108 (1960)
12. Т. Вадхольм, Исследование низкотемпературной вязкости и зарождения трещин в сварных конструкционных сталях,
Магистерская диссертация (NTNU, Trondheim, 2014)
13. S Седмак, А. Седмак, И. Камагич, Frattura integr. strutt., 12, 371-382 (2018)
14. Р. Гоял, С. Богданов, Eng. Неудача. Anal., 93, 340-355 (2018)
15. S. Xu, H. Reinhardt, Int. J. Fract., 98 (2), 151-177 (1999)
16.С. Мариани, У. Перего, Int. J. Numer. Meth. Eng., 58, 103-126 (2003)
17. Р. Герцберг, Механика деформации и разрушения конструкционных материалов (Wiley, New-York, 1989)
18. J. Rice, J. Appl. Меч, 55 (1), 98-103 (1988)
19. ГОСТ 32578-2013. Краны подъемные. Стальные конструкции. Металлоконструкции. Требования к материалам.
(Стандартинформ, Москва, 2015)
20. ISO 20332: 2008 (2008) Краны — Подтверждение компетентности стальных конструкций (Международная организация по стандартизации
, Женева, Швейцария)
21.Х. Мураками, Справочник по факторам интенсивности стресса (Pergamon press, Oxford, 1987)
22. E. Wessel, Eng. Фракт. Мех., 1, 77-82 (1968)
23. С. Соколов. Engin. Res., 38 (3), 151–156 (2018)
MATEC Web of Conferences 245, 08001 (2018) https://doi.org/10.1051/matecconf/201824508001
EECE-2018
5
| Поле | Добавляет на изгибе линии сварного шва, чтобы указать, что сварной шов применяется в полевых условиях. |
| Вокруг | Создает окружность на изгибе линии сварного шва, чтобы указать, что сварной шов применяется по всему контуру. |
| Другая сторона | Переместите стрелку от верхней к нижней стороне выноски. |
| Ведущий якорь | Прикрепите выноску к указанному месту на обозначении сварного шва. |
| Используйте лидера для бега трусцой | Позволяет несколько раз щелкнуть в графической области для создания изгибов выноски. |
| Слой | На чертеже с именованными слоями выберите слой из списка. |
| Припой | Добавляет к выноске символа. |
| Клей | Добавляет к выноске символа. |
| Сварной текст | Введите размеры и характеристики сварного шва.
|
| Символ SF | Для добавления информации о чистоте поверхности к символу: В разделе «Символ SF» выберите «Сверху» или «Снизу», чтобы разместить символ над или под горизонтальной выноской.Введите информацию в диалоговом окне «Символ шероховатости поверхности» и нажмите «ОК». Для изменения информации о чистоте поверхности: Щелкните «Подробности» для стороны, которую нужно изменить. |
| Шрифт | Чтобы указать шрифт текста и размер символов: Снимите флажок Использовать шрифт документа и щелкните Шрифт. |
| Стиль | Подробнее см. Стиль . |
Качество сварных швов ГОСТ 3242 79. Методы неразрушающего контроля
ГОСТ 3242-79
Межгосударственный стандарт
Составы сварные
Методы контроля качества
Издательские стандарты ИПК
Москва
Межгосударственный стандарт
Постановление Государственного комитета СССР по нормам от 2 августа 1979 г.2930 срок действия
от 01.01.81.
Ограничение действия Госстандарта от 21.10.92 № 1434
1. Настоящий стандарт устанавливает методы контроля качества и область их использования при обнаружении сварных соединений металлов и сплавов, выполненных методами сварки, указанными в ГОСТ 19521-74.
2. Применять метод или комплекс методов контроля для выявления дефектов сварных соединений при техническом контроле Конструкций на всех этапах их изготовления, ремонта и модернизации зависит от требований к сварным соединениям в технической документации на конструкцию.
Методы контроля должны соответствовать таблице и указанным в технической (конструкторско-технологической) документации на проектирование.
3. Допустимость использования неидентифицированных методов в настоящем стандарте должна быть предусмотрена в технической документации на проектирование. Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Неразрушающие методы контроля качества сварных соединений
Тип управления | Метод контроля | Характеристический метод | Область применения | Обозначение стандарта на метод контроля | ||||
Выявленные дефекты | Чувствительность | Особенности метода | ||||||
Технический осмотр | Внешний осмотр и измерение | Дефекты поверхности | Ликвидировать несплошности, отклонения размера и формы сварного соединения от заданных значений более 0.1 мм, а также окисление поверхности сварного шва | Метод позволяет обнаруживать дефекты минимально обнаруживаемого размера при контроле и измерении сварного соединения оптическими приборами с увеличением до 10 ´ и измерительные приборы | Не ограничено | |||
Капилляр | Цвет Люминесцентный Цвет люминесцентного | Дефекты (непостоянные) | ГОСТ 18442-80 | Чувствительность и надежность метода зависит от качества подготовки поверхности соединения к контролю | Не ограничено | |||
Радиация | Рентгенографический Радиоскопический Радиометрический | Внутренние и поверхностные дефекты (несплошности), а также дефекты составной формы | от 0.От 5 до 5,0% контролируемой толщины металла От 3 до 8% контролируемой толщины металла От 0,3 до 10% контролируемой толщины металла | Дефектные дефекты по ГОСТ 7512-82. Чувствительность зависит от характеристик контролируемого сварного шва и средств контроля | ||||
Акустический | Ультразвуковой | Внутренние и поверхностные дефекты (непостоянные) | Толщина сварного шва, мм | Предел чувствительности, мм 2 | Размер, количество и характер дефектов определяют в условных показателях по ГОСТ 14782-86 . | |||
от 1.Включено от 5 до 10. ул. 10 до 50 « «50» 150 « »150″ 400 « »400» 2000 » | 0,5 — 2,5 2,0 — 7,0 3,5 — 15,0 10,0 — 80,0 35,0 — 200,0 | |||||||
Магнитный | Магнетерозонда | Условные уровни чувствительности по ГОСТ 21104-75 | Метод обеспечивает идентификацию: внутренних раскладушек, расположенных на глубине 10 мм от поверхности соединения; | |||||
Магнитный | Магнетерозонда | Поверхностные и подземные образования | Условные уровни чувствительности по ГОСТ 21104-80 | разнонаправленных дефекта. Чувствительность и точность метода зависит от качества подготовки подключения к контролю | ||||
Магнитный порошок | Поверхностные и подземные образования | Уровни условной чувствительности по ГОСТ 21105-87 | Метод обеспечивает выявление внутренних зазоров, расположенных на поверхности компаунда на глубине 2 мм включительно.Чувствительность и точность метода зависят от качества подготовки подключения к контролю . | |||||
Магнитографическая | Поверхностные, подземные и внутренние явления | От 2 до 7% толщины контролируемого металла | Надежность контроля снижается, если на контролируемой поверхности компаунда есть неровности более 1 мм.Чувствительность уменьшается с увеличением глубины приближения | Соединения сварные стыковые из дуговой газовой сварки конструкций из ферромагнитных материалов. Контролируемая толщина не более 25 мм | ||||
Утечка | Радиация | Сквозные дефекты | По Crypton 85 (85 кг) — от 1 · 10 -9 до 1 · 10 -14 мм 3 МПа / с | Радиоактивная опасность | Обнаружение мест в сварных соединениях, работающих под давлением, закрытых АЭС, а также закрытых конструкциях, когда невозможно использование других эталонных методов. | |||
Утечка | ||||||||
Маспертрометрический | Сквозные дефекты | Кстати: скопления при атмосферном давлении — до 1 · 10-6 мм 3 МПа / с вакуумирование от 1 · 10-7 до 1 · 10-4 мм 3 МПа / с Зонд— до 1 · 10-5 мм 3 МПа / с | Условия эксплуатации утечки: Температура окружающего воздуха 10-35 ° С, наибольшая относительная влажность воздуха 80% | Метод накопления давления — определение общей степени герметичности закрытых конструкций. Метод вакуумирования — определение общей степени герметичности закрытых и открытых конструкций. Метод зондирования — определение локальных утечек в сварных соединениях крупногабаритных конструкций. Контролируемая толщина не ограничивается | ||||
Манометрический | Сквозные дефекты | Кстати: перепад давления — от 1 · 10 -3 до 7 · 10 -3 мм 3 МПа / с манометр дифференциального давления — до 1 · 10-8 мм 3 МПа / с | Чувствительность метода снижена при мониторинге конструкций больших объемов. Продолжительность времени испытания, температура управляющего газа и окружающей среды, а также величина атмосферного давления влияют на ошибку испытания | Сварные соединения Закрытые напорные конструкции: метод перепада давления — для определения величины общих утечек; метод манометра дифференциального давления — для определения локальных утечек. Контролируемая толщина не ограничивается | ||||
Утечка | Галоид | Сквозные дефекты | По фреону 12: свойство атмосферное — до 5 · 10-4 мм 3 МПа / с Вакуумный зонд— до 1 · 10-6 мм 3 МПа / с | Точность и чувствительность контроля снижается, если контролируемая поверхность имеет неровности (наплывы, углубления), препятствующие приближению зонда к контролируемой поверхности | Обнаружение места и величины локальных утечек в сварных соединениях закрытых конструкций, работающих под давлением.Контролируемая толщина не ограничивается | |||
Газаналитик | С по дефекты | По фреону 12 (90%) в смеси с воздухом от 2 · 10 -4 до 4 · 10 -4 мм 3 МПа / с | Надежность контроля снижается, если в окружающей атмосфере присутствуют различные пары и газы, включая растворители для подготовки поверхности контролируемого соединения, табачный дым и газы, образующиеся во время сварки | Обнаружение локальных утечек в сварных соединениях закрытых напорных конструкций.Контролируемая толщина не ограничивается | ||||
Chemical Ki. | Сквозные дефекты | По аммиаку — до 6,65´ ´ 10-4 мм 3 МПа / с По аммонию — от 1 · 10 -1 до 1 мм 3 МПа / с | Соблюдение правил пожарной безопасности и правил работы с вредными химическими веществами | Обнаружение локальных утечек в сварных соединениях открытых и закрытых конструкций, работающих под давлением или предназначенных для хранения жидкостей.Контролируемая толщина не ограничивается | ||||
Утечка | Акустический | Сквозные дефекты | Не менее 1 · 10-2 мм 3 МПа / с | Управление производится при отсутствии шумового шума. Возможно дистанционное управление | Обнаружение мест утечек в сварных соединениях подземных водо- и газопроводов высокого давления.Контролируемая толщина не ограничивается | |||
Капилляр | Сквозные дефекты | Люминесцентный — от 1 · 10 -2 до 5 · 10 -2 мм 3 МПа / с Люминесцентный — от 1 · 10 -2 до 5 · 10 -2 мм 3 МПа / с Люминесцентно-гидравлический — 1 · 10-4 до 5 10-4 мм 3 МПа / с Смачивание керосином — до 7 · 10 -3 мм 3 МПа / с | Требуется тщательная очистка контролируемой поверхности.Чувствительность метода снижается при контроле больших толщин и сварных швов, расположенных во всех пространственных положениях, кроме нижнего. При контроле смачивания керосином — повышенная пожароопасность | Обнаружение мест в сварных соединениях открытых и закрытых конструкций: люминесцентные и люминесцентные — сварные соединения конструкций, рабочее тело которых — газ или жидкость; люминесцентный гидравлический и смачивающий керосин — сварные соединения конструкций, рабочее тело которых жидкое.Контролируемая толщина не ограничивается | ||||
Утечка | Перекачиваемая вода под давлением | Сквозные дефекты | От 3 · 10-4 до 2 · 10-2 мм 3 МПа / с | Обнаружение локальных участков в сварных соединениях замкнутых конструкций, работающих под давлением. Контролируемая толщина не ограничивается | ||||
Наливная вода без давления | Сквозные дефекты | Не более 1 · 10 -3 мм 3 МПа / с | При контроле сварных соединений большой грузоподъемности необходимо обеспечивать жесткость конструкции | Нормативно-техническая документация, утвержденная в установленном порядке | ||||
Полив струей воды под давлением | Сквозные дефекты | Чувствительность метода повышается за счет люминесцентно-индикаторного покрытия выхлопной поверхности.Контроли производим перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно-техническая документация, утвержденная в установленном порядке | ||||
Полив рассеянной струей воды | Сквозные дефекты | Не более 1 · 10 -1 мм 3 МПа / с | Чувствительность метода повышается за счет люминесцентно-индикаторного покрытия выхлопной поверхности.Контроли производим перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно-техническая документация, утвержденная в установленном порядке | |||
Утечка | Пузырь | Сквозные дефекты | Пневматический: воздушно-воспалительное — от 7 · 10 -4 до 1 · 10 -3 мм 3 МПа / с продувкой струей сжатого воздуха — до 1 · 10 -2 мм 3 МПа / с Пневмогидравлический: аквариум — до 1 · 10 -3 мм 3 МПа / с бароактивный — от 5 · 10-4 до 1 · 10-5 мм 3 МПа / с Вакуум (с использованием вакуумных камер) — до 1 · 10 -2 мм 3 МПа / с | Управление производится сжатым воздухом. Состав вспенивающегося покрытия зависит от температуры воздуха при испытаниях пневматическим и вакуумным методами контроля | Обнаружение локальных местоположений. Пневматический метод: воздушно-воспалительное — сварные соединения закрытых конструкций, рабочее тело которых — газ или жидкость; | Нормативно-техническая документация, утвержденная в установленном порядке | ||
продувкой сжатым воздухом — сварные швы открытых крупногабаритных конструкций. Пневмогидравлический аквариум и методы барокко: сварных соединений малогабаритных замкнутых конструкций, работающих под давлением. Вакуумный метод — с односторонним подходом к контролируемым соединениям. Контролируемая толщина не ограничивается | ||||||||
Утечка | Открытие | Внутренние дефекты | Обнаружены макроскопические дефекты | Вскрытие производится резкой, сверлением газовым или воздушно-дуговым золотом, шлифовкой, а также вырезанием участка сварного соединения с последующим изготовлением из него слоистых слоев.После контроля требуется сварка вскрытого сварного участка | Сварные соединения, не подлежащие термической обработке или недоступные для радиационного и акустического контроля. Контролируемая толщина не ограничивается | |||
Технологический тест | Внутренние и поверхностные дефекты | Обнаружены макроскопические и микроскопические дефекты | Контрольные испытания проводятся на том же технологическом процессе и тем же сварщиком (сварщиками), что и контрольные сварные соединения | Не ограничено | ||||
Соединения сварные
Методы контроля качества
Издательские стандарты ИПК
Москва
Межгосударственный стандарт
Постановление Государственного комитета СССР по стандартам от 2 августа 1979 г.2930 срок действия
от 01.01.81.
Ограничение действия Госстандарта от 21.10.92 № 1434
1. Настоящий стандарт устанавливает методы контроля качества и область их использования при обнаружении сварных соединений металлов и сплавов, выполненных методами сварки, указанными в ГОСТ 19521-74.
2. Применение метода или комплекса методов контроля для выявления дефектов сварных соединений с техническим контролем конструкций на всех этапах их изготовления, ремонта и модернизации зависит от требований к сварным соединениям в технической документации на проектирование.
Методы контроля должны соответствовать таблице и указанным в технической (конструкторско-технологической) документации на проектирование.
3. Допустимость использования неидентифицированных методов в настоящем стандарте должна быть предусмотрена в технической документации на проектирование. Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Неразрушающие методы контроля качества сварных соединений
Тип управления | Метод контроля | Характеристический метод | Область применения | Обозначение стандарта на метод контроля | ||||
Выявленные дефекты | Чувствительность | Особенности метода | ||||||
Технический осмотр | Внешний осмотр и измерение | Дефекты поверхности | Ликвидировать несплошности, отклонения размера и формы сварного соединения от заданных значений более 0.1 мм, а также окисление поверхности сварного шва | Метод позволяет обнаруживать дефекты минимально обнаруживаемого размера при просмотре и измерении сварного соединения с помощью оптических приборов с увеличением до 10 ‘и средств измерений | Не ограничено | |||
Капилляр | Люминесцентный Цвет люминесцентного | Дефекты (непостоянные) | ГОСТ 18442-80 | Чувствительность и надежность метода зависит от качества подготовки поверхности соединения к контролю | Не ограничено | |||
Радиация | Рентгенографический Радиоскопический Радиометрический | Внутренние и поверхностные дефекты (несплошности), а также дефекты составной формы | от 0.От 5 до 5,0% контролируемой толщины металла От 3 до 8% контролируемой толщины металла От 0,3 до 10% контролируемой толщины металла | |||||
Акустический | Ультразвуковой | Внутренние и поверхностные дефекты (непостоянные) | Толщина сварного шва, мм | Предел чувствительности, мм 2 | Размер, количество и характер дефектов определяют в условных показателях по ГОСТ 14782-86 . | |||
от 1.Включено от 5 до 10. ул. 10 до 50 « »150″ 400 « »400» 2000 » | ||||||||
Магнитный | Магнетерозонда | Условные уровни чувствительности по ГОСТ 21104-75 | Метод обеспечивает идентификацию: внутренних раскладушек, расположенных на глубине 10 мм от поверхности соединения; | |||||
Магнитный | Магнетерозонда | Поверхностные и подземные образования | Условные уровни чувствительности по ГОСТ 21104-80 | разнонаправленных дефекта. Чувствительность и точность метода зависит от качества подготовки подключения к контролю | ||||
Магнитный порошок | Поверхностные и подземные образования | Уровни условной чувствительности по ГОСТ 21105-87 | Метод обеспечивает выявление внутренних зазоров, расположенных на поверхности компаунда на глубине 2 мм включительно.Чувствительность и точность метода зависят от качества подготовки подключения к контролю . | |||||
Магнитографическая | Поверхностные, подземные и внутренние явления | От 2 до 7% толщины контролируемого металла | Надежность контроля снижается, если на контролируемой поверхности компаунда есть неровности более 1 мм.Чувствительность уменьшается с увеличением глубины приближения | Соединения сварные стыковые из дуговой газовой сварки конструкций из ферромагнитных материалов. Контролируемая толщина не более 25 мм | ||||
Утечка | Радиация | Сквозные дефекты | По Crypton 85 (85 кг) — от 1 · 10 -9 до 1 · 10 -14 мм 3 МПа / с | Радиоактивная опасность | Обнаружение мест в сварных соединениях, работающих под давлением, закрытых АЭС, а также закрытых конструкциях, когда невозможно использование других эталонных методов. | |||
Утечка | ||||||||
Маспертрометрический | Сквозные дефекты | Кстати: скопления при атмосферном давлении — до 1 · 10-6 мм 3 МПа / с вакуумирование от 1 · 10-7 до 1 · 10-4 мм 3 МПа / с Зонд— до 1 · 10-5 мм 3 МПа / с | Условия эксплуатации: температура окружающей среды 10-35 ° С, наибольшая относительная влажность воздуха 80% | Метод накопления давления — определение общей степени герметичности закрытых конструкций. Метод вакуумирования — определение общей степени герметичности закрытых и открытых конструкций. Метод зондирования — определение локальных утечек в сварных соединениях крупногабаритных конструкций. Контролируемая толщина не ограничивается | ||||
Манометрический | Сквозные дефекты | Кстати: перепад давления — от 1 · 10 -3 до 7 · 10 -3 мм 3 МПа / с манометр дифференциального давления — до 1 · 10-8 мм 3 МПа / с | Чувствительность метода снижена при мониторинге конструкций больших объемов. Продолжительность времени испытания, температура управляющего газа и окружающей среды, а также величина атмосферного давления влияют на ошибку испытания | Сварные соединения закрытых напорных конструкций: метод перепада давления — для определения величины общих утечек; метод манометра дифференциального давления — для определения локальных утечек. Контролируемая толщина не ограничивается | ||||
Утечка | Галоид | Сквозные дефекты | По фреону 12: свойство атмосферное — до 5 · 10-4 мм 3 МПа / с Вакуумный зонд— до 1 · 10-6 мм 3 МПа / с | Точность и чувствительность контроля снижается, если контролируемая поверхность имеет неровности (наплывы, углубления), препятствующие приближению зонда к контролируемой поверхности | Обнаружение места и величины локальных утечек в сварных соединениях закрытых конструкций, работающих под давлением.Контролируемая толщина не ограничивается | |||
Газаналитик | С по | По фреону 12 (90%) в смеси с воздухом от 2 · 10 -4 до 4 · 10 -4 мм 3 МПа / с | Надежность контроля снижается, если в окружающей атмосфере присутствуют различные пары и газы, включая растворители для подготовки поверхности контролируемого соединения, табачный дым и газы, образующиеся во время сварки | Обнаружение локальных утечек в сварных соединениях закрытых напорных конструкций.Контролируемая толщина не ограничивается | ||||
Химическая промышленность | Сквозные дефекты | Аммиак — до 6,65 ‘ ’10-4 мм 3 МПа / с По аммонию — от 1 · 10 -1 до 1 мм 3 МПа / с | Соблюдение правил пожарной безопасности и правил работы с вредными химическими веществами | Обнаружение локальных утечек в сварных соединениях открытых и закрытых конструкций, работающих под давлением или предназначенных для хранения жидкостей.Контролируемая толщина не ограничивается | ||||
Утечка | Акустический | Сквозные дефекты | Не менее 1 · 10-2 мм 3 МПа / с | Управление производится при отсутствии шумового шума. Возможно дистанционное управление | Обнаружение мест утечек в сварных соединениях подземных водопроводов и газопроводов высокого давления.Контролируемая толщина не ограничивается | |||
Капилляр | Сквозные дефекты | Люминесцентный — от 1 · 10 -2 до 5 · 10 -2 мм 3 МПа / с Люминесцентный — от 1 · 10 -2 до 5 · 10 -2 мм 3 МПа / с Люминесцентно-гидравлический — 1 · 10-4 до 5 10-4 мм 3 МПа / с Смачивание керосином — до 7 · 10 -3 мм 3 МПа / с | Требуется тщательная очистка контролируемой поверхности.Чувствительность метода снижается при контроле больших толщин и сварных швов, расположенных во всех пространственных положениях, кроме нижнего. При контроле смачивания керосином — повышенная пожароопасность | Обнаружение мест в сварных соединениях открытых и закрытых конструкций: люминесцентные и люминесцентные — сварные соединения конструкций, рабочее тело которых — газ или жидкость; люминесцентный гидравлический и смачивающий керосин — сварные соединения конструкций, рабочее тело которых жидкое.Контролируемая толщина не ограничивается | ||||
Утечка | Перекачиваемая вода под давлением | Сквозные дефекты | От 3 · 10-4 до 2 · 10-2 мм 3 МПа / с | Обнаружение локальных участков в сварных соединениях замкнутых конструкций, работающих под давлением. Контролируемая толщина не ограничивается | ||||
Наливная вода без давления | Сквозные дефекты | Не более 1 · 10 -3 мм 3 МПа / с | При контроле сварных соединений большой грузоподъемности необходимо обеспечивать жесткость конструкции | Нормативно-техническая документация, утвержденная в установленном порядке | ||||
Полив струей воды под давлением | Сквозные дефекты | Чувствительность метода повышается за счет люминесцентно-индикаторного покрытия выхлопной поверхности.Контроли производим перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно-техническая документация, утвержденная в установленном порядке | ||||
Полив рассеянной струей воды | Сквозные дефекты | Не более 1 · 10 -1 мм 3 МПа / с | Чувствительность метода повышается за счет люминесцентно-индикаторного покрытия выхлопной поверхности.Контроли производим перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно-техническая документация, утвержденная в установленном порядке | |||
Утечка | Пузырь | Сквозные дефекты | Пневматический: воздушно-воспалительное — от 7 · 10 -4 до 1 · 10 -3 мм 3 МПа / с продувкой струей сжатого воздуха — до 1 · 10 -2 мм 3 МПа / с Пневмогидравлический: аквариум — до 1 · 10 -3 мм 3 МПа / с бароактивный — от 5 · 10-4 до 1 · 10-5 мм 3 МПа / с Вакуум (с использованием вакуумных камер) — до 1 · 10 -2 мм 3 МПа / с | Управление производится сжатым воздухом. Состав вспенивающегося покрытия зависит от температуры воздуха при испытаниях пневматическим и вакуумным методами контроля | Обнаружение локальных местоположений. Пневматический метод: воздушно-воспалительное — сварные соединения закрытых конструкций, рабочее тело которых — газ или жидкость; | Нормативно-техническая документация, утвержденная в установленном порядке | ||
продувкой сжатым воздухом — сварные швы открытых крупногабаритных конструкций. Пневмогидравлический аквариум и методы барокко: сварных соединений малогабаритных замкнутых конструкций, работающих под давлением. Вакуумный метод — с односторонним подходом к контролируемым соединениям. Контролируемая толщина не ограничивается | ||||||||
Утечка | Открытие | Внутренние дефекты | Обнаружены макроскопические дефекты | Вскрытие производится резкой, сверлением газовым или воздушно-дуговым золотом, шлифовкой, а также вырезанием участка сварного соединения с последующим изготовлением из него слоистых слоев.После контроля требуется сварка вскрытого сварного участка | Сварные соединения, не подлежащие термической обработке или недоступные для радиационного и акустического контроля. Контролируемая толщина не ограничивается | |||
Технологический тест | Внутренние и поверхностные дефекты | Обнаружены макроскопические и микроскопические дефекты | Контрольное испытание проводится на том же технологическом процессе и тем же сварщиком (сварщиками), что и контрольные сварные соединения. | Не ограничено | ||||
Межгосударственный стандарт
Компаунды сварные
Методы контроля качества
Официальное издание
Издательские стандарты ИПК
УДК 621.791.052: 658.562: 006.354 Группа B09
Межгосударственный стандарт
Методы контроля качества сварки Covenate
Соединения сварные. Методы контроля качества.
ГОСТ 3242-69
Постановление Государственного комитета СССР по стандартам от 2 августа 1979 г.2930 срок действия
Ограничение действия Госстандарта от 21.10.92 № 1434
1. Настоящий стандарт устанавливает методы контроля качества и область их использования при обнаружении сварных соединений металлов и сплавов, выполненных методами сварки, указанными в ГОСТ 19521-74.
2. Применение метода или комплекса методов контроля для выявления дефектов сварных соединений с техническим контролем конструкций на всех этапах их изготовления, ремонта и модернизации зависит от требований к сварным соединениям в технической документации на проектирование.
Методы контроля должны соответствовать таблице и указанным в технической (конструкторско-технологической) документации на проектирование.
3. Допустимость использования неидентифицированных методов в настоящем стандарте должна быть предусмотрена в технической документации на проектирование. Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Официальное издание
Перепечатка запрещена
Переиздание.Май 2002
© Стандарты издательского дела, 1979 г. © Стандарты издательского дела IPC, 2002
Тип управления | Метод контроля | Характеристический метод | Область применения | ||||
Удалено | Чувствительность | Особенности метода | |||||
Технический осмотр | Внешний осмотр и измерение | Дефекты поверхности | Ликвидировать несплошности, отклонения размера и формы сварного соединения от заданных значений более 0.1 мм, а также окисление поверхности сварного шва | Метод позволяет обнаруживать дефекты минимально обнаруживаемого размера при контроле и измерении сварного соединения с помощью оптических приборов с увеличением до 10х и средств измерений | Не ограничено | ||
значение-цвет | Дефекты (без дефектов) | Условные степени христостированности по ГОСТ 18442-80 | Чувствительность и надежность метода зависит от качества подготовки поверхности соединения к контролю | Не ограничено | ГОСТ 18442-80 | ||
Рентгенолог физический Радио Радиометрия | Внутренние и поверхностные дефекты (не-шелня), а также дефекты формы соединения | от 0.дефекты по ГОСТ 7512-82. Чувствительность зависит от характеристик контролируемого сварного шва и средств контроля | ГОСТ 20426-82 | ГОСТ 7512-82 | |||
УЗИ | Внутренние и поверхностные дефекты (носители | Толщина сварного шва, мм | Предел чувствительности, мм 2 | Размер, количество и характер дефектов определяют в условных показателях по ГОСТ 14782-86 . | ГОСТ 14782-86 | ГОСТ 14782-88 | |
от 1.5-10 клавиш. ул. 10 до 50 « | 2,0- 7,0 3,5-15,0 10,0- 80,0 35,0-200,0 | ||||||
феррорсондо | Наземные и подземные грунты без отслаивания | Условные уровни христ-тельностипо ГОСТ 21104-75 | Метод обеспечивает идентификацию: внутренних дефекта, расположенных на глубине 10 мм от поверхности соединения; | ГОСТ 21104-75 | ГОСТ 21104-75 | ||
2 ГОСТ 3242-79
Тип управления
Метод контроля
Характеристический метод
Удалено
Чувствительность
Особенности метода
Область применения
Обозначение стандарта на метод контроля
феррорсондо
Условные уровни чувствительности по ГОСТ 21104-80
недр.
разнонаправленный
дефекты
Чувствительность и точность метода зависит от качества
ГОСТ 21104-75
ГОСТ 21104-75
контроль
порошок
Уровни условной чувствительности по ГОСТ 21105-87
недр
Метод обеспечивает: внутренние недомогания, расположенные на поверхности компаунда на глубине до 2 мм. Включение-НО, чувствительность и надежность метода зависят от качества подготовки соединения с Controlution
.ГОСТ 21105-87
ГОСТ 21105-87
графический
Наземные, подземные и внутренние
От 2 до 7% толщины контролируемого металла
Надежность контроля снижается при наличии неровностей на контролируемой поверхности компаунда размером более 1 мм, чувствительность снижается при реакции глубины
Сварной
дуговая газовая сварка, Ferro Construction
риала контролируемая толщина не более 25 мм
Спо
По Crypton 85 (85 кг) — от ■ Ю-9 до МО — «4 мм 3 МПа / с
Радиоактивный
Обнаружение мест сварных швов
работает под
Проекты строительства АЭС
закрытых конструкций, когда невозможно использовать другие
ГОСТ 3242-79 С.
Тип управления | Метод контроля | Характеристический метод | Область применения | Обозначение | ||
Удалено | Чувствительность | Особенности метода | стандарт для метода контроля | |||
спектромет богатые | С по | Кстати: скоплений при повышенном атмосферном давлении (H мм 3 МПа / с вакцинация от М0 «7 до МО -4 мм 3 МПа / с зондом-до МО -5 мм 3 МПа / с | Условия эксплуатации рычага: температура окружающей среды 10-35 ° С, наибольшая относительная влажность воздуха 80% | Метод накопления давления — определение общей степени негерметичности слива конструкций, Метод вакуумирования-определения общей степени герметичности закрытых и открытых конструкций, Метод зондирования — определение локальных утечек в сварных соединениях крупногабаритных конструкций, Контролируемая толщина не ограничивается | ||
богатые | С по | Кстати: перепада давления — от МО-3 до 7-10 ~ 3 мм 3 МПа / с манометром перепада давления (n мм 3 МПа / с | Чувствительность метода снижается при мониторинге конструкций больших объемов, продолжительность испытания, температура контрольного газа и окружающей среды, а также величина атмосферного давления влияют на ошибку испытания | Сварные соединения закрытых напорных конструкций: метод падения давления-да определение величины полной утечки; метод манометра дифференциального давления — да определение локальных утечек, Контролируемая толщина не ограничивается | ||
4 ГОСТ 3242-79
Тип управления | Метод контроля | Характеристический метод | Область применения | Обозначение стандарта на метод контроля | ||
Удалено | Чувствительность | Особенности метода | ||||
| С по | Согласно фреону 12: зонд от атмосферного до 5-10 мм 3 МПа / с зондом от вакуума до M0 «6 мм 3 МПа / с | Точность и чувствительность контроля снижается, если контролируемая поверхность имеет неровности (наплывы, углубления), препятствующие приближению зонда к контролируемой поверхности | Обнаружение места и величины местных токов в сварных соединениях закрытых конструкций, работающих под давлением, контролируемая толщина не ограничивается | |||
защелка | С по | По фреону 12 (90%) в смеси с воздухом от 2-10 дюймов 4 до 4-10 дюймов 4 мм 3 МПа / с | Надежность контроля снижается, если в окружающей атмосфере присутствуют различные пары и газы, включая растворители и подготовку поверхности контролируемого соединения, табачный дым и газы, образующиеся при сварке | Обнаружение локальных утечек в сварных соединениях закрытых конструкций, работающих под давлением, контролируемая толщина не ограничена | ||
| С по | По аммиаку — до 6.65 x x 10-4 мм 3 МПа / с по аммонию — от МО -1 до 1 мм 3 МПа / с | Соблюдение правил пожарной безопасности и правил работы с вредными химическими веществами | Обнаружение локальных участков в сварных соединениях открытых и закрытых конструкций, работающих под давлением или спроектированных да хранение жидкостей, контролируемая толщина не ограничена | |||
ГОСТ 3242-79
Продолжение R A.
Тип управления | Метод контроля | Характеристический метод | Область применения | Обозначение | ||
Удалено | Чувствительность | Особенности метода | СШПДСФШ В МКИ УД контроль | |||
| С по | Минимум MO -2 мм 3 МПа / с | Управление производится при отсутствии шумовых помех, возможно дистанционное управление | Обнаружение мест утечек в сварных стыках подземных водопроводов и газопроводов высокого давления, контролируемая толщина не ограничивается | |||
Капилляр | С по | Люминесцентный-от а-2 до 5-10-2 мм 3 МПа / с люминесцентно-цветным Мо-2 до МО «2 мм 3 МПа / с люминесцентно-гидравлическим-МО -4 до м0» 4 мм 3 МПа / s Смачивание керосином до 7 «10» 3 мм 3 МПа / с | Требуется тщательная очистка контролируемой поверхности, чувствительность метода снижается при контроле больших толщин и при контроле сварных соединений, расположенных во всех пространственных положениях, кроме нижнего, При контроле смачивания керосином повышенная пожароопасность | Обнаружение мест в сварных стыках открытых и закрытых конструкций: люминесцентных и люминесцентно окрашенных передних составов конструкций, рабочее тело которых — газ или жидкость; люминесцентно-гидравлический и смачивающий керосин — сварные соединения конструкций, рабочее тело которых жидкое, контролируемая толщина не ограничивается |
Тип управления | Метод контроля | Характеристический метод | Область применения | Обозначение стандарта на метод контроля | ||
Удалено | Чувствительность | Особенности метода | ||||
Перекачиваемая вода под давлением | С по | От 3-10-4 до «2 мм 3 МПа / с | Обнаружение локальных участков в сварных соединениях замкнутых конструкций, работающих под давлением.Контролируемая толщина не ограничивается | |||
Наливная вода без давления | С по | Не более Mo «3 мм 3 МПа / C | При контроле сварных соединений большой грузоподъемности необходимо обеспечивать жесткость конструкции | Нормативно-техническая документация, утвержденная в установленном порядке | ||
Полив струей воды под давлением | С по | Не более Mo «1 мм 3 МПа / C | Чувствительность метода повышается с люминесцентным покрытием поверхности поверхности.Контроли производим перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативная документация, утвержденная в установленном порядке | |
Полив рассеянной струей воды | С по | Не более Mo «1 мм 3 МПа / C | Чувствительность метода повышается за счет люминесцентно-индикаторного покрытия выхлопной поверхности.Контроли производим перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативная документация, утвержденная в установленном порядке | |
ГОСТ 3242-79 С.
Тип управления
Характеристический метод
контроль
Область применения
Обозначение стандарта на метод контроля
Удалено
Чувствительность
Метод функций
—
Пневматический: надувной — от 7-10-4 до Mo-3 мм 3 МПа / с продувкой сжатым воздухом — до MO -2 мм 3 МПа / с пневмогидравлическим: аквариумный-до m0 «3 мм 3 МПа / с бароквариумом. — от МО -4 до МО -5 мм 3 МПа / с вакуумом (с использованием вакуумных камер) -до m0 «2 мм 3 МПа / с
Контроль производится сжатым воздухом, состав вспенивающегося покрытия зависит от температуры воздуха при испытании пневматическим и вакуумным методами контроля
Обнаружение
Пневматический способ: надувные воздушносварные соединения закрытых конструкций с рабочим телом
.Нормативно-техническая документация, утвержденная в установленном порядке
продувкой сжатым воздухом — сварные швы открытых крупногабаритных конструкций,
Пневмогидравлические методы для аквариумов и бароаквариумов: сварные соединения малогабаритных закрытых конструкций под давлением,
Вакуумный метод — при одностороннем подходе к контролируемым соединениям контролируемая толщина не ограничивается
8 ГОСТ 3242-79
Тип управления | Метод контроля | Характеристический метод | Область применения | Обозначение | ||
Удалено | Чувствительность | Особенности метода | стандарт для метода контроля | |||
Открытие | Внутренние дефекты | Обнаружены макроскопические дефекты | Вскрытие производится резкой, сверлением, газовым или воздушно-дуговым золотом, шлифовкой, а также отрезка участка сварного соединения с последующим изготовлением: смещения, после контроля требовалась сварка вскрытого сварного участка | Сварные соединения, не подлежащие термообработке или недоступные для радиационного и акустического контроля, контролируемая толщина не ограничивается. | ||
Технологический тест | Внутренние и поверхностные дефекты | Обнаружены макроскопические и микроскопические дефекты | Контрольное испытание проводится на том же технологическом процессе и тем же сварщиком (сварщиками), что и контрольные сварные соединения. | Не ограничено | ||
Редактор Т.П. Шашин технический редактор Л.А. Гусева Корректор В. И. Баренцва Компьютерный макет И.А. Тыклина
Ed. Лица. № 02354 от 14.07.2000 г. Сдам в комплекте 01.07.2002. Подписано в печати 18.07.2002. Капюшон. Печ. л. 1.40. Уч.-изд.л. 0,80.
Тираж 124 экз. Из 6617. Зак. 604.
ИПК Издательство Стандарты, 107076 Москва, Скважинный пер., Д. 14. E-mail: Наклеено в ПК издательство
Филиал ИПК Издательские стандарты — тип. «Московский Провайдер», 103062 г. Москва, Лялин пер., 6.
ГОСТ 3242-79
Группа В09.
Межгосударственный стандарт
Соединения сварные
Методы контроля качества
Сварные соединения. Методы контроля качества.
Дата введения 01.01.81
Постановление Госкомстандарта СССР от 2 августа 1979 г. N 2930 Срок действия установлен от 01.01.81
Ограничение действия Постановления РФ Госстандарта России от 21.10. .92 N 1434
Вместо ГОСТ 3242-69
Переиздание. Май 2002 г.
1.Настоящий стандарт устанавливает методы контроля качества и область их использования при обнаружении сварных соединений металлов и сплавов, выполненных методами сварки, указанными в ГОСТ 19521-74.
Стандарт соответствует Рекомендациям СЭВ по стандартизации PC 5246-73 *, PC 4099-73, PC 789-67 и международному стандарту ISO 2437-72.
________________
* Доступ к международным и иностранным документам, упомянутым здесь и далее по тексту, вы можете получить, перейдя по ссылке
2.Использование метода или комплекса методов контроля для выявления дефектов сварных соединений с техническим контролем конструкций на всех этапах их изготовления, ремонта и модернизации зависит от требований к сварным соединениям в технической документации на проектирование.
Методы контроля должны соответствовать таблице и указанной в технической (конструкторско-технологической) документации на проектирование.
3. Допустимость заявки, не установленная настоящим стандартом, должна быть предусмотрена в технической документации на проект.Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Неразрушающие методы контроля
Неразрушающие методы контроля качества сварных соединений
Тип управления | Метод контроля | Характеристический метод | Область применения | Обозначение стандарта на метод контроля | |||
Выявленные дефекты | Чувствительность | Метод функций | |||||
Технический осмотр | Внешний осмотр и измерение | Дефекты поверхности | Утилизируйте отсоединение размера и формы свариваемого компаунда от указанного количества более 0.1 мм, а также поверхностное окисление сварного шва | Способ позволяет обнаруживать дефекты минимально обнаруживаемого размера при контроле и измерении сварного соединения с помощью оптических приборов с увеличением до 10 и средств измерений | Без ограничений | ||
Капилляр | Цвет Люминесцентный Люминесцентный и цветной | Дефекты (непостоянные) | ГОСТ 18442-80 | Чувствительность и надежность метода зависит от качества подготовки поверхности соединения к контролю | Не ограничено | ||
Излучение | Радиографический Радиоскопический Радиометрический | Внутренние и поверхностные дефекты (несплошности), а также дефекты составной формы | От 0.От 5 до 5,0% контролируемой толщины металла от 3 до 8% контролируемой толщины металла от 0,3 до 10% контролируемой толщины металла | ||||
Акустический | Ультразвуковой | Внутренние и поверхностные дефекты (непостоянные) | Толщина сварного соединения, мм | Предел чувствительности, мм | Размер, количество и характер дефектов определяют в условных показателях по ГОСТ 14782-86 . | ||
От 1.Включено от 5 до 10. | |||||||
Ст. От 10 до 50 дюймов | |||||||
«50» 150 « | |||||||
«150» 400 « | |||||||
«400» 2000 « | |||||||
Магнитный | Магнито-феррозонда | Условные уровни чувствительности по ГОСТ 21104-80 * | Метод обеспечивает идентификацию: внутренних зазоров, расположенных на глубине 10 мм от поверхности соединения; разнонаправленные дефекты. Чувствительность и точность метода зависит от качества подготовки подключения к контролю | ||||
_______________ | |||||||
Магнитный порошок | Поверхностные и подземные неоднородности | Уровни условной чувствительности по ГОСТ 21105-87 | Метод позволяет выявить внутренние зазоры, расположенные на поверхности компаунда на глубине 2 мм включительно.Чувствительность и точность метода зависят от качества подготовки подключения к контролю | ||||
Магнитный | Поверхностные, подземные и внутренние явления | От 2 до 7% толщины контролируемого металла | Надежность контроля снижается, если на контролируемой поверхности компаунда есть неровности более 1 мм.Чувствительность уменьшается с увеличением глубины приближения | Соединения сварные стыковые, полученные дуговой газовой сваркой, конструкции из ферромагнитных материалов. Контролируемая толщина не более 25 мм | |||
Утечка | Радиация | Сквозные дефекты | Согласно Crypton 85 — от 1 · 10 до 1 · 10 мм МПа / с | Радиоактивная опасность | Обнаружение мест в сварных соединениях под давлением, закрытых конструкциях ядерной энергетики, а также закрытых конструкциях, когда невозможно использовать другие эталонные методы. | ||
Масс-спектрометрический | Сквозные дефекты | Кстати: накопление при атмосферном давлении — до 1 · 10 мм МПа / с вакуумирование от 1 · 10 до 1 · 10 мм МПа / с зонд — до 1 · 10 мм МПа / с | Условия рабочего рычага: температура окружающей среды 10-35 ° С, наибольшая относительная влажность воздуха 80% | Метод накопления давления — определение общей степени герметичности закрытых конструкций. Метод вакуумирования — определение общей степени герметичности закрытых и открытых конструкций. Метод зондирования — определение локальных утечек в сварных соединениях крупногабаритных конструкций Контролируемая толщина не ограничивается | |||
Манометрический | Сквозные дефекты | Кстати: перепады давления — от 1 · 10 до 7 · 10 мм МПа / с манометр перепада давления до 1 · 10 мм МПа / с | Чувствительность метода снижается при мониторинге конструкций больших объемов. Продолжительность времени проверки, температура управляющего газа и окружающей среды, а также величина атмосферного давления влияют на ошибку проверки | Сварные соединения закрытых напорных конструкций: метод перепада давления — для определения величины суммарных утечек; метод манометра дифференциального давления — для определения локальных утечек. Контролируемая толщина не ограничивается | |||
Галоид | Сквозные дефекты | По фреону 12: свойство атмосферное — до 5 · 10 мм МПа / с зонд вакуума — до 1 · 10 мм МПа / с | Точность и чувствительность контроля снижается, если контролируемая поверхность имеет неровности (наплыв, углубления), препятствующие приближению зонда к контролируемой поверхности | Обнаружение места и величины локальных утечек в сварных соединениях закрытых конструкций, работающих под давлением. | |||
Газаналитик | Сквозные дефекты | По фреону 12 (90%) в смеси с воздухом от 2 · 10 до 4 · 10 мм МПа / с | Надежность контроля снижается, если в окружающей атмосфере присутствуют различные пары и газы, включая растворители для подготовки поверхности контролируемого соединения, табачный дым и газы, образующиеся при сварке | Обнаружение локальных утечек в сварных соединениях закрытых напорных конструкций.Контролируемая толщина не ограничивается | |||
Химическая промышленность | Сквозные дефекты | По аммиаку — до 6,65 · 10 мм МПа / с По аммиаку — от 1 · 10 до 1 мм МПа / с | Соблюдение правил пожарной безопасности и правил работы с вредными химическими веществами | Обнаружение локальных утечек в сварных соединениях открытых и закрытых конструкций, работающих под давлением или предназначенных для хранения жидкостей.Контролируемая толщина не ограничивается | |||
Акустический | Сквозные дефекты | Не менее 1 · 10 мм МПа / с | Управление производится при отсутствии шумового шума. Возможно дистанционное управление | Обнаружение мест утечек в сварных соединениях подземных водопроводов и газопроводов высокого давления. Контролируемая толщина не ограничивается | |||
Капилляр | Сквозные дефекты | Люминесцентный — от 1 · 10 до 5 · 10 мм МПа / с Люминесцентный — от 1 · 10 до 5 · 10 мм МПа / с Люминесцентно-гидравлический — от 1 · 10 до 5 · 10 мм МПа / с Смачивание керосином — до 7 · 10 мм МПа / с | Требуется тщательная очистка контролируемой поверхности.Чувствительность метода снижается при контроле больших толщин и сварных швов, расположенных во всех пространственных положениях, кроме нижнего. При контроле смачивания керосином — повышенная пожароопасность | Обнаружение мест в сварных стыках открытых и закрытых конструкций: люминесцентно-люминесцентный люминесцентно-гидравлический и смачивающий керосин — сварные соединения конструкций, рабочее тело которых жидкое.Контролируемая толщина не ограничивается | |||
Перекачиваемая вода под давлением | Сквозные дефекты | От 3 · 10 до 2 · 10 мм МПа / с | Обнаружение локальных участков в сварных соединениях замкнутых конструкций, работающих под давлением. Контролируемая толщина не ограничена | ||||
Наливная вода без давления | Сквозные дефекты | Не более 1 · 10 мм МПа / с | При контроле сварных соединений большой грузоподъемности необходимо обеспечивать жесткость конструкции | Нормативно-техническая документация, утвержденная в установленном порядке | |||
Полив струей воды под давлением | Сквозные дефекты | Не более 1 · 10 мм МПа / с | Чувствительность метода повышается с люминесцентной индикацией поверхности поверхности.Контроли производят перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно-техническая документация, утвержденная в установленном порядке | ||
Полив рассеянной струей воды | Сквозные дефекты | Не более 1 · 10 мм МПа / с | Чувствительность метода повышается в люминесцентном и индикаторном покрытии просматриваемой поверхности.Контроли производят перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно-техническая документация, утвержденная в установленном порядке | ||
Пузырь | Сквозные дефекты | Пневматический: воздушно-воспалительный — от 7 · 10 до 1 · 10 мм МПа / с за счет продувки струей сжатого воздуха — от 1 · 10 мм МПа / с Пневмогидравлический: аквариум — 1 · 10 мм МПа / с бароакварифер — от 5 · 10 до 1 · 10 мм МПа / с Вакуум (с использованием вакуумных камер) — до 1 · 10 мм МПа / с | Управление производится сжатым воздухом. Состав вспенивающегося покрытия зависит от температуры воздуха при испытаниях пневматическим и вакуумным методами контроля | Обнаружение локальных местоположений. Пневматический способ: продувкой сжатым воздухом — сварные соединения открытых крупногабаритных конструкций. Пневмогидравлический аквариум и методы барокко: сварные соединения малогабаритных замкнутых конструкций, работающие под давлением. Вакуумный метод — с односторонним подходом к контролируемым соединениям. Контролируемая толщина не ограничивается | Нормативно-техническая документация, утвержденная в установленном порядке | ||
Открытие | Внутренние дефекты | Обнаружены макроскопические дефекты | Вскрытие производится резкой, сверлением газовым или воздушно-дуговым золотом, шлифовкой, а также вырезанием участка сварного соединения с последующим изготовлением из него слоистых слоев.После контроля требуется сварка выявленного сварного участка | Сварные соединения, не подлежащие термообработке или недоступные для радиационного и акустического контроля. Контролируемая толщина не ограничивается | |||
Технологический тест | Внутренние и поверхностные дефекты | Обнаружены макроскопические и микроскопические дефекты | Контрольное испытание проводится на том же технологическом процессе и тем же сварщиком (сварщиками), что и контрольные сварные соединения. | Не ограничено | |||
Текст электронного документа
подготовлен АО «Кодекс» и просверлен:
официальная редакция
М .: Издательские стандарты ИПК, 2002
Соединения сварные
Методы контроля качества
ГОСТ 3242-79
Государственный комитет СССР по стандартам
Госстандарт Союза ССР
Постановление Госкомитета СССР по стандартам от 2 августа 1979 г.2930 срок действияс 01.01.81.
До 01.01.91
Несоблюдение стандарта преследуется по закону.
1. Настоящий стандарт устанавливает методы контроля качества и область их использования при обнаружении сварных соединений металлов и сплавов, выполненных методами сварки, в соответствии с ГОСТ 19521-74. Стандарт соответствует рекомендациям PC 5246-73, PC 4099-73, PC 789-67 и Международному стандарту и CO 2437-72.2. Применение метода или комплекса методов контроля для выявления дефектов сварных соединений с техническим контролем конструкции на всех этапах ее изготовления, ремонта и модернизации зависит от требований к сварным соединениям в технической документации на проект. Методы контроля должны соответствовать таблице и указанной в технической (конструкторско-технологической) документации на проектирование. 3. Допустимость использования неидентифицированных методов в настоящем стандарте должна быть предусмотрена в технической документации на проектирование.Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Неразрушающие методы контроля качества сварных соединений
Тип управления | Метод контроля | Характеристики метода | Область применения | Обозначение стандарта на метод контроля | Выявленные дефекты | Чувствительность | Особенности метода | Технический осмотр | Внешний осмотр и измерение | Дефекты поверхности | Утилизировать прерывистые, отклонения размера и формы сварного шва от указанных количеств более 0.1 мм, а также окисление поверхности сварного шва | Способ позволяет обнаруживать дефекты минимально обнаруживаемого размера при просмотре и измерении сварного соединения с помощью оптических приборов с увеличением до 10 ‘и измерительных приборов | Не ограничено | Капилляр | Цвет люминесцентный светящийся | Дефекты (непостоянные) | Условные уровни чувствительности по ГОСТ 184412-80 | Чувствительность и надежность метода зависит от качества подготовки поверхности соединения к контролю | Не ограничено | ГОСТ 18442-80 | Радиация | Рентгенографический радиоскопический радиометрический | Внутренние и поверхностные дефекты (несплошности), а также дефекты составной формы | с 0.От 5 до 5,0% контролируемой толщины металла от 3 до 8% контролируемой толщины металла от 0,3 до 10% контролируемой толщины металла | Дефект по ГОСТ 7312-76. Чувствительность зависит от характеристик контролируемого сварного шва и средств контроля | По ГОСТ 20426-82. | ГОСТ 7512-75 | Акустический | Ультразвуковой | Дефекты бытовые и поверхностные (сплошные) | Толщина сварного шва, мм | Предел чувствительности, мм 2 | Размер, количество и характер дефектов определяют в условных показателях по ГОСТ 14782-76 | .По ГОСТ 14782-76 | ГОСТ 14782-76 | От1.От 5 до 10 включены ул. L0 до 50 « »150″ 400 « »400» 2000 » | Магнитный | Магнетеррозонда | Условные уровни чувствительности по ГОСТ 21104-80 | Метод обеспечивает идентификацию: внутренних раскладушек, находящихся на глубине до 10 мм от поверхности компаунда; разнонаправленные дефекты. Чувствительность и точность метода зависит от качества подготовки подключения к контролю | .По ГОСТ 21104-80 | ГОСТ 21104-80 | Магнитопорошок | Поверхностные и подземные образования | Условные уровни чувствительности по ГОСТ 21105-75 | Метод обеспечивает выявление внутренних зазоров, расположенных на поверхности компаунда на глубине 2 мм включительно.Чувствительность и точность метода зависят от качества подготовки подключения к контролю | .По ГОСТ 21105-75 | ГОСТ 21105-75 | Магнитный графический | Поверхностные, подземные и внутренние явления | От 2 до 7% толщины контролируемого металла | Надежность контроля снижается, если на контролируемой поверхности компаунда есть неровности более 1 мм.Чувствительность уменьшается с увеличением глубины приближения | Соединения сварные стыковые, полученные дуговой газовой сваркой, конструкции из ферромагнитных материалов. Контролируемая толщина не более 25 мм | Утечка | Радиация | Сквозные дефекты | Crypton 85 (85 крон) — от 1 × 10-9 до 1 × 10-14 мм 3 МПа / с | Радиоактивная опасность | Обнаружение мест в сварных соединениях, работающих под давлением, закрытых АЭС, а также закрытых конструкциях, когда невозможно использование других эталонных методов.Контролируемая толщина не ограничивается | Масс-спектрометрический | Сквозные дефекты | По методу: накопление при атмосферном давлении — до 1 × 10-6 мм 3 МПа / с вакуумированием — от 1 × 10-7 до 1 × 10-4 мм 3 МПа / с зондом — до l × 10-5 мм 3 МПа / от | Условия эксплуатации похудателей: температура окружающей среды 10-35 ° С, наибольшая относительная влажность воздуха 80% от | Метод накопления давления — определение общей степени герметичности закрытых конструкций.Метод вакуумирования — это определение общей степени герметичности закрытых и открытых конструкций. Метод зондирования — определение локальных утечек в сварных соединениях крупногабаритных конструкций. Контролируемая толщина не ограничивается | Манометрический | Сквозные дефекты | Кстати: перепады давления — от 1 × 10 -3 до 7 × 10 -3 мм 3 МПа / с манометром — до l × 10-8 мм 3 МПа / с | Чувствительность метода снижена при мониторинге конструкций больших объемов.Продолжительность времени испытания, температура управляющего газа и окружающей среды, а также величина атмосферного давления влияют на ошибку испытания | .Сварные соединения замкнутой конструкции, работающие под давлением: метод перепада давления — для определения величины суммарных утечек; Метод манометра дифференциального давления — для определения локальных утечек. Контролируемая толщина не ограничивается | Галоид | Сквозные дефекты | По фреону12: Свойство атмосферное — до 5 × 10 -4 мм 3.МПа / с зондом Вакуум — до 1 × 10-6 мм 3 МПа / с | Точность и чувствительность контроля снижается, если контролируемая поверхность имеет неровности (наплывы, углубления), препятствующие приближению зонда к контролируемой поверхности | Обнаружение места и величины локальных утечек в сварных соединениях закрытых конструкций, работающих под давлением. Контролируемая толщина не ограничивается | Газаналитик | Сквозные дефекты | По фреону 12 (90%) в смеси с воздухом от 2 × 10 -4 до 4 × 10 -4 мм 3 -МПа / с | Надежность контроля снижается, если в окружающей атмосфере присутствуют различные пары и газы, включая растворители для подготовки поверхности контролируемого соединения, табачный дым и газы, образующиеся во время сварки | Обнаружение локальных утечек в сварных соединениях закрытых напорных конструкций.Контролируемая толщина не ограничивается | Химическая промышленность | Сквозные дефекты | Аммиак — до 6,65 × 10-4 мм 3 МПа / с, в аммиаке — от 1 × 10-1 до 1 мм 3 МПа / с | Соблюдение правил пожарной безопасности и правил работы с вредными химическими веществами | Обнаружение локальных утечек в сварных соединениях открытых и закрытых конструкций, работающих под давлением или предназначенных для хранения жидкостей. Контролируемая толщина не ограничивается | Акустический | Сквозные дефекты | Не менее 1 × 10-2 мм 3 МПа / с | Управление производится при отсутствии шумового шума.Возможно дистанционное управление | Обнаружение мест утечек в сварных соединениях подземных водопроводов и газопроводов высокого давления. Контролируемая толщина не ограничивается | Капилляр | Сквозные дефекты | Люминесцентный — от 1 × 10 -2 до 5 × 10 -2 мм 3 МПа / с люминесцентно-окрашенным — от L × 10 -2 до 5 × 10 -2 мм 3 МПа / с люминесцентно-гидравлическим — от 1 × 10 — 4 до 5 × 10 -4 мм 3 МПа / смачивающий керосин — до 7 × 10 -3 мм 3 МПа / с | Требует тщательной очистки контролируемой поверхности.Чувствительность метода снижается при контроле больших толщин и сварных швов, расположенных во всех пространственных положениях, кроме нижнего. При контроле смачивания керосином — повышенная пожароопасность | Обнаружение мест в сварных соединениях открытых и закрытых конструкций: люминесцентные и люминесцентные — сварные соединения конструкций, рабочее тело которых — газ или жидкость; Люминесцентно-гидравлический и смачивающий керосин — сварные соединения конструкций, рабочее тело которых жидкое.Контролируемая толщина не ограничивается | Перекачиваемая вода под давлением | Сквозные дефекты | От 3 × 10-4 до 2 × 10-2 мм 3 МПа / с | При контроле сварных соединений большой мощности необходимо обеспечивать жесткость конструкции | Обнаружение мест локальных утечек в сварных соединениях замкнутых конструкций, работающих под давлением. Контролируемая толщина не ограничивается | ГОСТ 3285-77 | Наливной водой без давления | Сквозные дефекты | Не более 1 × 10 -3 мм 3 МПа / с | При контроле сварных соединений большой грузоподъемности необходимо обеспечивать жесткость конструкции | ГОСТ 3265-77 | Полив струей воды под давлением | Сквозные дефекты | Не более 1 × 10 -1 мм 3 МПа / с | Чувствительность метода повышается за счет люминесцентно-индикаторного покрытия выхлопной поверхности.Контроли производят перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | ГОСТ 3285-77 | Полив рассеянной струей воды | Сквозные дефекты | Не более 1 × 10 -1 мм 3 МПа / с | Чувствительность метода повышается за счет люминесцентно-индикаторного покрытия выхлопной поверхности. Контроли производят перед установкой оборудования | Обнаружение локальных участков в сварных соединениях открытых конструкций.Контролируемая толщина не ограничивается | ГОСТ 3285-77 | Пузырь | Сквозные дефекты | Пневматический: надувной воздушный — от 7 × 10 -4 до 1 × 10 -3 мм 3 МПа / с обдувом струей сжатого воздуха — до 1 × 10 -2 мм 3 МПа / с пневмогидравлическим: аквариумный — до 1 × 10 -3 мм 3 МПа / с бароквариумом — от 5 × 10-4 до 1 × 10-5 мм 3 МПа / с вакуумом (с использованием вакуумных камер) — до 1 × 10 -2 мм 3 МПа / с | Управление производится сжатым воздухом.Состав вспенивающегося покрытия зависит от температуры воздуха при испытаниях пневматическим и вакуумным методами контроля | Обнаружение локальных местоположений. Пневматический способ: надувные воздушные — сварные соединения закрытых конструкций, рабочее тело которых — газ или жидкость; Путем обдува струей сжатого воздуха — сварные швы открытых крупногабаритных конструкций. Пневмогидравлический аквариум и бароаквариум. Методы: Сварные соединения малогабаритных замкнутых конструкций, работающие под давлением. Вакуумный метод — с односторонним подходом к контролируемым соединениям.Контролируемая толщина не ограничивается | ГОСТ 3285-77 | Открытие | Внутренние дефекты | Обнаружены макроскопические дефекты | Вскрытие производится резкой, сверлением, газовым или воздушно-дуговым золотом, шлифовкой, а также вырезанием участка сварного соединения с последующим изготовлением из него слоистых слоев. После контроля требуется удаление непокрытой части сварного соединения | Сварные соединения, не подлежащие термообработке или недоступные для радиационного и акустического контроля.Контролируемая толщина не ограничивается | — | Технологический тест | Внутренние и поверхностные дефекты | Обнаружены макроскопические и микроскопические дефекты | Контрольное испытание проводится на том же технологическом процессе и тем же сварщиком (сварщиками), что и контрольные сварные соединения. | Не ограничено | — |
AviaENT-070
% PDF-1.4 % 1 0 объект >>>] / ON [50 0 R] / Order [] / RBGroups [] >> / OCGs [50 0 R 98 0 R] >> / Pages 3 0 R / Type / Catalog >> эндобдж 97 0 объект > / Шрифт >>> / Поля 102 0 R >> эндобдж 49 0 объект > поток GPL Ghostscript 9.022018-08-24T17: 06: 05 + 02: 002018-07-18T02: 13: 11 + 08: 00PDFCreator Version 1.2.12018-08-24T17: 06: 05 + 02: 00918b5aef-8c48-11e8-0000-4