
Самозащитная сварочная проволока (порошковая) DEKA E71TGS d0.8 катушки 1кг
Самозащитная сварочная проволока DEKA E71TGS d0.8 катушки 1кг
Самозащитная сварочная проволока марки DEKA E71TGS d0.8 предназначается для сварки тонколистового проката из малоуглеродистых, углеродистых и слаболегированных сталей, стальных листов с гальваническим покрытием, а также для выполнения ремонтных работ, например — кузовных. Сварочный процесс с ее применением может осуществляться во всех положениях (включая потолочное).
Являясь самозащитной, эта проволока может использоваться со всеми типами бытовых и промышленных полуавтоматов для работы без защитной газовой среды. Это особенно удобно в тех случаях, когда применение баллонов с газом попросту невозможно — на большой высоте, в полевых условиях, при сильном ветре и т.д. Качество сварного соединения при этом получается сопоставимым со швом, полученным сваркой в инертной среде, но его себестоимость оказывается значительно ниже.
Проволока DEKA E71TGS d0.8 обеспечивает высокую прочность получаемого соединения, правильную форму валика шва и легкое отделение шлака. Наплавленный металл обладает большой однородностью, высокой ударной прочностью, низким содержанием пор и отсутствием склонности к растрескиванию (в том числе — при старении и воздействии низких температур).
Чтобы приобрести самозащитную проволоку DEKA E71TGS диаметром 0,8 мм с доставкой во все регионы страны — выберите ее необходимое количество в нашем каталоге и оформите заказ.
| Основные параметры | |
| диаметр | 0.8 мм |
| марка | E71T-GS |
| масса | 1.00 |
| покрытие | порошковое |
| стандарт | ГОСТ 2246-70 |
| фасовка | пластиковые катушки D100 по 1 кг |
электроды, сварочное оборудование, газорезка металлов в Красноярске и Новосибирске
Проволока сварочная порошковая самозащитная Hyundai Supershield 71 GS
Supershield 71 GS самозащитная порошковая проволока, используется для прихватки и сварки легконагруженных металлоконструкций общего назначения, также может применяться для сварки гальванопокрытых сталей.
Supershield 71 GS это самозащитная порошковая проволока для всепозиционной однопроходной сварки низкоуглеродистых и низколегированных сталей с пределом текучести не более 510 МПа.
- Не требует использования защитного газа.
|
Положение сварки |
Ток |
|
1G(PA) 2F(PB) 3G(PF) 4G(PE) |
DC- |
| C | Si | Mn | P | S | Al |
| 0,26 | 0,50 | 0,91 | 0,016 | 0,014 | 2,05 |
| После сварки | |
|
Предел прочности, при поперечном растяжении, МПа |
586 |
| Испытания на управляемый продольный загиб | удовлетворительно |
| Диаметр, мм | 1,0 | 1,2 | 1,4 | 1,6 |
| F |
80~200 |
160~220 |
170~250 |
180~280 |
| V-up, OH | 55~120 | 120~180 | 140~200 | 160~220 |
Диаметр, мм — 1,0 / 1,2 / 1,4 / 1,6.
Катушка, кг — 15 / 20.
Сварочная проволока для полуавтоматов: низкие цены и доставка в Пензе
Основным расходным материалом для проведения сварочных работ по технологии МIG — МAG в среде инертных, активных газов либо без их использования является сварочная проволока.
Она реализуется килограммами, намотанная на стандартные бобины (катушки) для установки в специальные механизмы подачи, либо в бухтах – это потребует применения специального адаптера.
Проволока имеет достаточно сложную систему классификации и маркировки, причем отечественный ГОСТ отличается от принятого на Западе стандарта AWS. Но в любом случае буквенные символы обозначают содержание в металле проволоки определённых химических элементом и легирующих добавок, а цифровые показатели – процентное их соотношение.
Но в любом случае буквенные символы обозначают содержание в металле проволоки определённых химических элементом и легирующих добавок, а цифровые показатели – процентное их соотношение.
Основные типы:
Проволока с монолитным сечением — изготавливаться из одного металла (сталь, мель, алюминий) или сплава на их основе. Это – самый распространенный и применяемый тип, служащий для полуавтоматической сварки МIG — МAG или же для нарубки присадочных прутков при работе по другим технологиям.
Порошковая проволока – по сути, это металлический цилиндр, заполненный специальным порошковым составом (до 40% общей массы). Наполнитель стабилизирует электрическую дугу, сварочная ванна получает надежную защиту от кислорода, происходит легирование сварного соединения. Порошковая проволока бывает самозащитная (содержит флюсы, не требующие применения газа при полуавтоматической сварке), или предназначенная для сварки в среде CO2.
Активированная проволока – в ее компонентный состав включены специальные добавки, окислы и соли щелочных металлов (до 7% массы), которые при сварке в углекислотной среде предотвращают разбрызгивание расплавленного металла и формируют ровный шов.


Виды сварной проволоки:
Алюминиевая проволока
Изготавливается из чистого алюминия либо его сплавов с добавлением от 4,8 до 6% магния или порядка 5% кремния) применяется, соответственно, для сварки алюминиевых конструкций либо пластичных или литейных алюминиевых сплавов. Используется для проведения работ в защитной аргонной среде.
Нержавеющая
Изготавливается из жаропрочных высоколегированных сталей, надежно защищенных добавками кремния и углерода от процессов межкристаллической коррозии. Помимо этого, в состав часто включат никель и хром, значительно повышающие эксплуатационные характеристики сварных швов.
Медная
Служит для сварки изделий из меди и сплавов – бронзы, латуни и других. Сварные швы в полной мере сохраняют все эксплуатационные качества металла, в том числе, низкое сопротивление электропроводности и высокую теплопроводность.
Стальная
Самая распространенная, служащая для наиболее частых работ по сварке деталей из различных стальных сплавов.
Может иметь специальные легирующие добавки, повышающие качество сварного шва.Омедненная
Такое покрытие существенно повышает антикоррозийные свойства металла и получаемого шва, снижает электрическое сопротивление на токосъемной части горелки, улучшает контакт с роликами механизма подачи проволоки.
 Может иметь специальные легирующие добавки, повышающие качество сварного шва.
Может иметь специальные легирующие добавки, повышающие качество сварного шва.В зависимости от возможностей сварочного полуавтомата МIG – МAG и толщины свариваемых деталей можно выбрать требуемый диаметр проволоки – от 0.6 до 2.0 мм.
Самозащитная сварочная проволока DEKA E71T-GS D. 0.8ММ 1 КГ
Сварочная проволока порошковая E71T-GS d. 0.8мм 1 кг
Самозащитная сварочная проволока E71T-GS, предназначена для сварки без среды защитных газов тонких листов из гальванизированных углеродистых и низколегированных сталей во всех пространственных положениях.
DEKA E71TGS Ø 0.8 на еврокассете 1 кг.
DEKA E71TGS Ø 0.8 на еврокассете 5 кг.
Химический состав
Типичный химический состав проволоки(%)
| C | Mn | Si | S | P | Ni | Cu | Mo | V |
E71TGS | 0. | 0.67 | 0.04 | 0.009 | 0.013 | 0.26 | 0.15 | — | — |
 08
08
Механические свойства
| Предел прочности на разрыв (МРа) | Относительное удлинение (%) | Ударная вязкость (Дж) | Защитный газ | |
E71TGS | 516 | 441 | 25,5 | 54(-30С) | БЕЗ ГАЗА |
Технические характеристики
| Диаметр: | 0. |
| Тип проволоки: | Порошковая |
| Артикул: | E71T-GSd-0.8mm1 |
| Вес: | 1 кг. |
Товар находится в категориях
Заполните обязательные поля *.
Самозащитная порошковая проволока для полуавтомата
Сварочные работы, в которых применяется полуавтомат, обладают рядом неоспоримых преимуществ — это и возможность длительной непрерывной работы и большие объемы металла, наносимого на обрабатываемые поверхности, и высокое качество шва.
Но у полуавтомата есть один очень весомый недостаток. В отличие от широко распространенных покрытых электродов — весьма удобных и простых в эксплуатации, он нуждается в большом баллоне с рабочим газом и многометровым газовым шлангом.
Это обстоятельство делает невозможной работу сварочным полуавтоматом в местах с затрудненным доступом — на большой высоте, под землей или под водой. Решает это затруднение использование порошковой проволоки для полуавтомата.
Решает это затруднение использование порошковой проволоки для полуавтомата.
Особенности применения порошковой проволоки
Сварка ею часто используется при монтаже крупных металлических конструкций в необычных условиях (например, на высоте или напротив — под землей). При всем, довольно высоком качестве шва, он не подходит для сварки высоко нагруженных соединений и труб, рассчитанных на значительное рабочее давление.
Порошковая проволока для полуавтомата имеет широкую номенклатуру сортов — они отличаются материалом оболочки и составом порошка. Это нужно учитывать при сварке разных металлов или их сплавов. Для каждого из них требуется свой сорт.
Еще одной особенностью работы с нею является выставление на сварочном полуавтомате прямой полярности до начала работы. Так как это обычно делается переключением клемм внутри корпуса аппарата, то заодно стоит и откалибровать прижимные ролики, обеспечивающие подачу расходника из бобины.
Ролики должны давить на нее ровно с такой силой, чтобы обеспечивать ее движение и фиксацию. Никакая деформация прижимными роликами недопустима — это приведет к порче и застреванию проволоки в кабель канале сварочного полуавтомата.
И, напоследок, следует заняться наконечником горелки. Прежде чем порошковая проволока для полуавтомата покажется при подаче из горелки, наконечник нужно открутить. И лишь после ее выхода накрутить обратно, но уже без сопла. Так как газ не подается то в сопле нет нужды.
Главное — подобрать оптимальное соотношение диаметра в наконечнике и толщины подаваемого электрода — они должны быть максимально близки, но не совпадать. Сам наконечник загодя рекомендуется покрыть специальным веществом, защищающим от налипания капель расплава и шлака.
Основные требования
Все ее сорта должны отвечать четырем группам требований:
- При плавлении не должно быть значительного разбрызгивания, а сам процесс плавления должен быть равномерен;
- Электрическая дуга между деталью и электродом (в его качестве выступает кончик проволоки, торчащий из горелки) должна возникать без затруднений и быть стабильной. Сквозняк и даже ветер не должны быть помехой для нее.
- Образующийся при работе шлак должен распределяться равномерно и не проникать вглубь шва. Он должен легко отделяться от металла.
- Сам шов при обычной квалификации сварщика должен быть ровным, без пор и трещин.
 Сквозняк и даже ветер не должны быть помехой для нее.
Сквозняк и даже ветер не должны быть помехой для нее.Эксплуатационные особенности
Ею, как уже говорилось, сваривают металлы при прямой полярности.
- Прямая полярность означает, что положительный контакт сварочного аппарата соединяют с самой заготовкой кабелем заземления, а отрицательный контакт — с электродом посредством сварочного кабеля
В настройках сварочного аппарата выставляются минимальные скорость ее подачи и рабочее напряжение тока. Например, при использовании диаметра 1.2 мм оптимальной скоростью подачи будет 2 метра в минуту, а напряжение — 14 В.
Для нее является обычным образование толстого шлакового слоя на сделанном шве. Если шов планируется многопроходный, то этот шлак нужно тщательно удалить металлической щеткой и молотком.
Вообще же, по отзывам, — шов, практически всегда, довольно груб, имеет крупную чешую и наплывы. При неосторожных и поспешных действиях сварщика возможны непровары. Это фактически неизбежно при работе прерывистой электрической дугой.
Виды порошковой проволоки
Порошковая проволока для полуавтомата делится на четыре вида по характеру своей конструкции:
- простой трубчатой формы;
- с одним загибом оболочки;
- с двумя загибами оболочки;
- двухслойная.
Ее габаритные размеры варьируются в широком диапазоне диаметров — от 0.8 мм до 2.5 мм.
Простая трубчатая может иметь небольшие нюансы в своей конструкции — она может быть либо цельнотянутой из одного куска металла, либо согнутой из листа металла в цилиндр соединением встык. Также может быть соединение заготовки для оболочки внахлест.
Внутрь проволоки равномерно помещается особый порошок. Его состав может варьироваться в зависимости от назначения свариваемых деталей, особенностей их дальнейшей эксплуатации.
В общем случае порошок состоит из ферросплавов, минералов и других химических веществ сложного состава. В любой их пропорции они создают защитный слой нейтрального газа, отделяющий расплав от кислорода воздуха. Кроме этого выделяемый порошком газ:
- легирует;
- раскисляет;
- стабилизирует электрическую дугу;
- упрощает формирование однородного шва.
В зависимости от состава порошка самозащитная проволока для полуавтомата делится на типы:
- Флюоритная;
- Флюоритно-карбонатная;
- Рутиловая;
- Рутил-флюоритная;
- Рутил-органическая.
Все вышеперечисленные типы обладают самозащитными свойствами. Для сварки ими нет необходимости в дополнительном баллоне с углекислым газом.
Особенности техники сварки
Принципиально сварка с ее использованием не отличается от сварки с помощью широко используемых плавящихся электродов. Формируемый сварной шов отлично виден все время работы, что облегчает наложение в несколько этапов.
- Особенностью порошковой проволоки является интенсивное образование шлака, покрывающего шов. Рекомендуется незамедлительно его очищать после сформирования подходящим для этого инструментом (например металлической щеткой). Иначе есть риск попадания шлака в рабочую зону и, как следствие, появление дефектов, снижение механической прочности
Из-за особенности технологии формируемый шов уступает по прочности созданному с помощью плавящихся электродов. Поэтому, для предупреждения еще большего снижения качественных показателей, нужно тщательно настраивать до начала работ подающие ролики. Это стабилизирует подачу и устранит случайные ее деформации, замятия и обрывы.
Главная страница » порошковые сварочные проволоки
В данном разделе рассматривается порошковые сварочные проволоки.
Для кузнецов, кузниц, производств и частных лиц (самодельщиков, самоучек и энтузиастов).
Ниже смотрите полезную информацию для выбора.
Выбирайте марки из списка под статьей.
Сварочная проволока порошковая (0.8 мм; 1 кг) Elitech. Фото ВсеИнструменты.ру
Прогресс в развитии сварочных технологий выражается в появлении новых видов расходных материалов. На этом рынке в конкуренции успешно участвует порошковая сварочная проволока.
Область применения, назначение
Порошковая (флюсовая) сварочная проволока используется для соединения углеродистых сталей, сталей с отличающимся уровнем легирования (больше о легированных проволоках здесь) и чугунов. Кроме этого она применяется для получения специальных свойств поверхностей с помощью наплавки.
Основным преимуществом является возможность получения качественного сварного шва без применения защитной газовой среды. Отсутствие баллона и коммуникаций к нему создает условия для обеспечения мобильности при производстве работ.
Сварку можно производить в самых труднодоступных местах, сварочная технология с порошковой проволокой устойчива к различным нестандартным обстоятельствам открытой местности.
Видео
Обозначения и маркировки
Наименование флюсовых проволок выполняется согласно ГОСТ 26271-84. Для примера разберем следующее: ПП-АН3-2,5-ПС-49-В2ВП ГОСТ 26271-84.
- ПП-АН3 – марка (порошковая проволока, разработка связана с академией наук, серия номер 3).
- 2,5 – диаметр 2,5 мм.
- ПС – проволока самозащитная (может стоять обозначение ПГ – проволока газозащитная).
- 49 – значение предела текучести шовного материала (не более 490 МПа).
- В – соответствует химическому составу по содержанию углерода, фосфора и серы в наплавленном металле ( допускается А, С).
- 2 – значение ударной вязкости ( может иметь символы Р, К, от 0 до 6).
- ВП – определяет допустимые пространственные положения при проведении сварочных работ, в данном случае вертикальное с принудительным формированием сварочного шва. Может иметь место следующая символика:
- Н – нижнее;
- Г – нижнее и горизонтальное;
- В – нижнее, горизонтальное и вертикальное;
- ГП – горизонтальное с принудительным формированием шва;
- УП – все положения с принудительным формированием шва.
 Может иметь место следующая символика:
Может иметь место следующая символика:Проволока флюсовая сварочная STURM! WW1001F. Фото 220Вольт
Название сварочной порошковой проволоки для наплавки регламентируется ГОСТ 26101-84. Разберем на примере: ПП-Нп-18Х1Г1М-С- 2,2-1 ГОСТ 26101-84.
- ПП-Нп-18Х1Г1М – порошковая проволока для наплавки, материал 18Х1Г1М.
- С – наплавка производится без газовой или другой защиты, самозащитная ( может иметь метку Ф – наплавка под флюсом, Г – наплавка в защитных газах, У – универсальная проволока, применяется во всех случаях).
- 2,2 – диаметр 2,2 мм.
- 1 – класс точности предельных отклонений диаметра, есть еще 2 класс точности.
Флюсовая проволока производится двух видов: газозащитная и самозащитная.
Газозащитная проволока DEKA E71T-1С 1,2 мм. в упаковке 15 кг. Фото DEKA
Газозащитная в основном употребляется в работе с полуавтоматами или автоматами в среде инертных газов. С целью улучшения качества сварки поверхность покрывается медью.
Порошковая (самозащитная) сварочная проволока DEKA E71TGS. Фото DEKA
Самозащитная проволока необходимые компоненты получения качественного шва содержит в составе порошка. Поэтому для сварки понадобится только легкий шланговый полуавтомат, где размещается катушка с проволокой. Каким образом осуществляется заправка проволоки, нормы расхода материала, механизм подачи и другая информация собрана в отдельной статье.
Популярные марки
Данный ролик покажет разницу в работе этих двух видов.
Популярные марки
На российском рынке предлагается флюсовая проволока WESTER FW08100. Имеющая диаметр 0,8 мм, сваривается как в защитном газе, так и без него. Выполняет сварку низкоуглеродистых и низколегированных сталей в любых положениях.
Выполняет сварку низкоуглеродистых и низколегированных сталей в любых положениях.
Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
Американский бренд «Линкольн Электрик» предлагает самозащитную NR-208-XP. Сварка выполняется без внешней защиты. Рекомендации к применению: труднодоступные места, в частности на большой высоте и в условиях открытой местности (неустойчивая ветровая обстановка, повышенная влажность). Для работы используется полуавтомат в режиме работы «NO GAZ». Необходимо только установить нужную полярность. Так как проволока имеет полую структуру, протяжные ролики затягивать нужно весьма аккуратно.
Quattro Elementi 770-377 — сварочная проволока порошкового типа. Содержит в наполнителе все добавки, позволяющие выполнять сварку без газа. Производитель из Италии.
Сварочная порошковая проволока QUATTRO ELEMENTI 770-377. Фото ВсеИнструменты.ру
G70 – газозащитная сварочная проволока от компании «Линкольн Электрик». Состав порошка позволяет регулировать свойства сварочного шва. Выполняются ответственные соединения стыков трубопроводов из высокопрочной стали. Защитная среда из смеси газов позволяет производить многопроходную сварку без зачистки шва, обеспечивая тем самым высокую производительность сварки. Качественный шов формируется в любом положении.
Состав порошка позволяет регулировать свойства сварочного шва. Выполняются ответственные соединения стыков трубопроводов из высокопрочной стали. Защитная среда из смеси газов позволяет производить многопроходную сварку без зачистки шва, обеспечивая тем самым высокую производительность сварки. Качественный шов формируется в любом положении.
Характеристики
К характерным признакам относятся конструктивные особенности проволоки. Первоначальные варианты производились сворачиванием тонкого листа в трубку, на ней оставалась четкая линия разъема. Это оказывало влияние на свойства наполнителя из-за возможности взаимодействия с внешней средой.
В дальнейшем была разработана технология получения сплошных трубочек и обеспечения их плотного заполнения порошком. Тем самым улучшились не только сохранность порошка, но и механические характеристики сварочной проволоки. Этот показатель важен при протягивании через подающие ролики на полуавтоматах.
Проволока порошковая самозащитная E71T-11 (1.2 мм; 1 кг) Барс. Фото ВсеИнструменты.ру
Составы порошков определяют возможность применения проволоки в той или иной сварочной технологии:
- рутиловые и рутил-флюоритные используют газовую защиту;
- рутил-органические являются самозащитными;
- карбонатно-флюоритные работают с газовой защитой, улучшают пластичность шва;
- флюоритные обладают свойствами перечисленных, и могут работать без газовой защиты.
Преимущества сварочной порошковой проволоки проявляются при выполнении наплавочных технологических операций. Высокий коэффициент наплавки дает возможность выполнить наплавку в широких диапазонах необходимых параметров. В порошок можно добавить химические компоненты, например никель, хром и другие, для получения требуемых свойств наплавляемой поверхности.
Как видим для каждой отдельно сварочной технологии следует подбирать определенные характеристики сварочной проволоки.
Предъявляемые требования
К флюсовой проволоке предъявляются следующие требования:
- легкая возбудимость дуги и стабильность ее функционирования;
- проволока должна планомерно расходоваться при плавлении с минимумом фактора разбрызгивания;
- шлак должен покрывать весь шов, чтобы после сварки свободно отделиться после остывания;
- порошок должен без пустот заполнять внутреннюю полость, чтобы сварочный шов получался без пористых участков и других подобных дефектов.
Порошковая сварочная проволока Кедр. Фото 220Вольт
Сертификация, ГОСТ
В отсутствии обязательной сертификации сварочной проволоки, производитель стремится получить сертификат добровольно. Особенно это важно при производстве сварочных технологий в таких отраслях как судостроение, нефтегазовое производство. Сертификаты, выданные российскими морским или речным регистрами, являются ключом к производству сварочных работ в этой отрасли. Производство сварочной проволоки основывается на ГОСТах, выпущенных в советские времена.
Производство сварочной проволоки основывается на ГОСТах, выпущенных в советские времена.
Рекомендации по использованию
Если соединение относится к разряду ответственных, то применять самозащитную сварку флюсовой проволокой не рекомендуется. Сварочный шов будет иметь прочностные характеристики при испытаниях ниже, чем, например, при сварке обычной Св-08Г2С. Флюсовая проволока не дает возможности получить сварочный шов без отсутствия пор.
Сортамент
Диаметры проволоки и их отклонения от номинальных размеров регламентируются ГОСТ 26271-84, для наплавочной порошковой — ГОСТ 26101-84.
Проволока сварочная с флюсом (0.8 мм; 3.0 кг) BlueWeld. Фото ВсеИнструменты.ру
Форма выпуска, расфасовка, упаковка
Сварочная порошковая проволока поставляется в мотках (катушках) с этикеткой. На ней указывается номер партии, обозначение проволоки, время изготовления и свидетельство о приемки ОТК предприятия-изготовителя. Упаковки различных проволок указаны в ГОСТ 26271-84 и ГОСТ 26101-84.
Упаковки различных проволок указаны в ГОСТ 26271-84 и ГОСТ 26101-84.
Производители
Пионером в применении для сварочных технологий порошковой проволоки является американская компания «Линкольн Электрик». Поэтому на сегодняшний день это несомненный лидер в производстве данной продукции. Самозащитная проволока NR-208-XP и газозащитная G70, упомянутые в статье, это детище этого производителя.
Сварочная порошковая проволока ESAB Coreshield 8. Фото Сварочные Технологии
Большой ассортимент выпускает шведский производитель ESAB. Здесь присутствует проволока для упрочняющей наплавки (Stoody 100HC-O), порошковая для низкоуглеродистых сталей (Coreshield 8), для низколегированных сталей (OK Tubrod 14.01), газозащитная для нержавеющих сталей (OK Tubrod 15.30) и порошковая для чугуна (Nicore 55).
Высокое качество продукции способствует популярности и других видов проволоки: медная, полированная, омедненная (стальная с покрытием).
Широкий выбор порошковых проволок предлагает DEKA. В ассортименте предприятия присутствуют самозащитные и газозащитные расходные материалы. Производитель из Китая предлагает продукцию по доступным ценам, что делает востребованными проволоки и прочих типов: нержавеющая, алюминиевая.
Где купить
Продажей сварочной порошковой проволоки занимаются различные компании: производители, официальные дилеры и представители, поставщики. Предприятия, предлагающие качественные расходные материалы от ведущих заводов-изготовителей, представлены в отдельном разделе.
Сварочная проволока ESAB
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В.
Сферы применения Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В.
Сварочная проволока: расход, заправка, подача
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя. Особенности проволоки На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение.
Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом — специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре. Список стран и заводов-производителей Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие.
Список стран и заводов-производителей Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие.
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами — это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки. Применение Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа. Проволока применяется как наплавочный.
Сварочная проволока Дека
Торговая марка «ДЕКА» представлена на рынке товарами имеющими отношение к сварочной технологии. Помимо сварочного оборудования, средств защиты сварщика реализуется большая номенклатура расходных материалов — сварочной проволоки, которая нашла применение во многих сферах хозяйствования, где возникает необходимость в создании прочных соединений: при изготовлении различных видов промышленного, медицинского и некоторых других типов оборудования сложной конструкции. Также в судостроительной индустрии и машиностроении. Что.
Сварка на полуавтоматических аппаратах отличается относительно высокой производительность и возможностью работать на оборудовании без наличия навыков и большого опыта. Порошковая проволока делает процесс соединения деталей еще более простым. Состав, заполняющий трубку, улучшает горение дуги, активирует плавление металлов и защищает ванну. При сварке проволокой с порошком практически нет брызг, шов получается ровный, мелкочешуйчатый, светлый.
Основные характеристики и достоинства
Проволока с порошком является бесконечным электродом, в котором роль обмазки выполняет состав внутри металлической трубки. Порошковая сварка производится под флюсом без применения дополнительных установок для его подачи. Внутри металлической трубки находится смесь измельченного железа, его окислом, фосфатов, хрома и другие компоненты, которые:
- стабилизируют температуру в ванной и вокруг дуги до оптимальной для конкретного материала;
- способствуют смешиванию расплавленного металла деталей и электрода;
- равномерно закрывают по всей ширине шов от контакта с кислородом и азотом;
- делают кипение ванны ровным, без брызг;
- позволяют увеличить скорость сварки деталей.
Порошковыми проволоками можно производить наплавку деталей по поверхности и сварку в любом пространственном положении в условиях специально оборудованного места и в поле.
Подробные сведения о составе
Наружный корпус – цилиндр делается из пластичной низкоуглеродистой стали. Внутри него специальная смесь, в состав которой входит:
- шихта газообразующая и шлакообразующая;
- раскислители;
- стабилизирующие элементы;
- легирующие компоненты.
В качестве шихты используют марганец, никель, рутиловый концентрат, мраморный порошок. В материал для сварки легированных, нержавеющих сталей добавляют хром, алюминий, медь и другие вещества, используемые для легирования сталей. Для стабилизации ванны используют порошок железа.
Кроме этого в зависимости от назначения проволоки, в состав порошка вводят магнезит, плавиковый шпат.
При работе с тугоплавкими материалами используют проволоку, содержащую графит и алюминиевый порошок, повышающие температуру в ванне и вокруг дуги.
Принципы классификации
По форме оболочки различают трубки из металлического листа:
- круглые, с краями соединенными встык;
- с загибами типа замка;
- многослойные.
По применению защитной среды различают ПП – газозащитные, порошковые проволоки для сварки в среде газа и ПС – самозащитные, не требующие дополнительных расходных материалов.
Кроме указания типа проволоки, в маркировке применяется буквенное обозначение пространственного положения шва, которое выполняется данным электродом.
Марки стали в маркировке не отражаются, их надо смотреть в технических характеристиках на каждый вид порошковой проволоки.
Газозащитная
Газозащитная проволока требует закрытия сверху сварочной ванны. Для этого используется аргон или другой инертный газ. Применяется для сварки углеродистых, низколегированных сталей. Имеет положительные технические характеристики и достоинство перед другими электродами:
- стабильная дуга;
- шлак легко выходит на поверхность;
- нет пористости;
- низкое разбрызгивание;
- шлак легко отделяется.

ПП отличается глубоким проплавлением. Применяется для создания стыковых, угловых и нахлесточных соединений при создании металлоконструкций, трубопроводов.
Самозащитная
Для работы в любом пространственном положении шва в полевых условиях подходит самозащитная проволока для полуавтомата. Она не требует никаких дополнительных расходных материалов. При работе образуется над ванной облако из расплавленной газообразующей шихты. На шов ложится ровный слой флюса, широкой полосой полностью закрывая горячий стык.
ПС применяют для сварки вне оборудованных мест, на улице для сварки легированных сталей, нержавейки, цветных сплавов и чугуна. А также для паек различных деталей из алюминия и его сплавов. Нержавейка сваривается электродами с высоким содержанием в сердечнике хрома, никеля и ферромарганца.
Особенности производства
Для производства порошковой проволоки лист толщиной 1,18 – 0,25 мм режут вдоль на полосы. Отдельно заготавливают наполнитель, смешивая все компоненты сердцевины в определенных пропорциях.
Изготовление проволоки происходит в несколько этапов на одной установке.
- Очистка полосы от грязи, масла окалины и влаги в начале станка.
- Легкая продольная деформация трубы с образованием полукруга.
- Заполнение полосы порошком.
- Соединение торцов, образование трубки с флюсом.
- Калибровка соединения и самого профиля. Создание правильного круглого сечения.
В современном сварочном производстве больше всего используют сварочную полосу из низкоуглеродистых сталей.
Для удаления влаги и масла с поверхности ПП и ПС, катушку следует поместить в печь перед установкой на аппарат. Выдерживать 2 часа при температуре 230 – 250⁰.
Описание популярных марок
При сварке металлоконструкций и трубопроводов на строительной площадке чаще других используется марка ПП-АН11 или аналогичная ей по характеристикам ПП-АН7. При изготовлении используется лента толщиной 0,18 мм. В составе шихты шлакообразующие элементы.
Режим сварки используется полуавтоматический, ток с обратной полярностью. Защитный газ аргон и гелий или их смесь.
Защитный газ аргон и гелий или их смесь.
Когда условный потолок переходит через вертикаль в пол, например при сварке труб непрерывным швом, и ответственных конструкций, специалисты рекомендуют для низкоуглеродистых сталей марку ПП-АН19. При сварке количество шлака значительно больше. Он хорошо удерживается на вертикали и потолке.
Нержавеющий металл соединяют с помощью ПП-2ВДСК, в сердцевине которого в большом количестве присутствует никель. Защитная среда – инертные газы.
Сущность дуговой порошковой сварки
При сварке порошковой и самозащитной проволокой плавится корпус и металлический порошок, входящий в состав наполнителя. Они заполняют шов, соединяясь с расплавленным металлом кромок деталей.
Содержащийся внутри флюс плавится и закрывает ванну от окисления и соединения с азотом. В самозащитной проволоке он полностью закрывает шов, замедляя скорость остывания металла и давая возможность выйти на поверхность шлакам, газам, влаге. Сверху формируется прочная корка по всей ширине шва, которая легко удаляется в холодном состоянии.
Сверху формируется прочная корка по всей ширине шва, которая легко удаляется в холодном состоянии.
Техника и некоторые ее недостатки
Сварочной проволокой порошковой варят на полуавтоматах и применяют на автоматических линиях. Расходный материал с постоянной скоростью подается в зону сварки. Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Процесс сваривания производится переменным током, полярность обратная. Качество шва соответствует ГОСТ 26271-84. Равномерная подача проволоки, и стабильная дуга позволяет выполнять любые швы по сложности, положению и длине без стыков. Производительность работ в 2 – 4 раза выше, чем при работе цельной проволокой.
ПП отлично варят детали, но имеют и недостатки:
- относительно высокая стоимость;
- узкая специализация каждой марки расходного материала;
- сложно сваривать листы толщиной до 1,5 мм;
- низкая вязкость и пластичность, при перегибе проволока ломается;
- подача осуществляется специальными роликами с уменьшенным сжатием только;
- используется только тянущий механизм на ручке.
При сварке самозащитной проволокой, под флюсом плохо видно сварочную ванну. Затраты на порошковую сварку оправдывают себя при наложении длинных швов. При сварке коротких участков остается много отходов.
Применение порошковой проволоки на полуавтоматах значительно повышает производительность и качество шва. Для домашнего использования с малым объемом работ она обходится дорого. В мастерских и на производстве, где надо варить хорошо и быстро, можно обойтись усилиями сварщиков с низкими разрядами, не приглашая дорогих специалистов.
Проволока порошковая самозащитная для сварки углеродистых и низколегированных сталей
628
Порошковая самозащитная проволока E71T-GS предназначена для полуавтоматической сварки без использования защитной газовой среды углеродистых и низколегированных сталей во всех пространственных положениях.
Прежде всего, предназначена для использования в судостроительной отрасли, вне обычных рабочих условий сварки на верфях или, где трудно использовать процедуру полуавтоматической сварки в среде защитного газа.
Для сварки деталей находящиеся во вращении, изготовлении различных металлоконструкций и т.д.
Сварка на постоянном токе DC, полярность прямая.
Намот проволоки рядный, масса кассеты 1кг, «еврокассета» пластик — D100.
Химический состав порошковой проволоки :
| Углерод — С | 0.30% |
| Марганец — Mn | 0.60% |
| Силициум — Si | 0.20% |
| Сера — S | |
| Фосфор — P | |
| Алюминий — Al | 1.60% |
Механические свойства порошковой проволоки E71T-GS: предел прочности Rm > 480 N/mm2, Rs > 400 N/mm2, относительное удлинение A%5Ø > 22.
Диаметр | Цена за кг/руб | Количество в катушке/кг |
0,8 | 628 | 1 |
Сварочная проволока самозащитная порошковая Foxweld E71T-GS 0,8мм 0,9кг
Расширенная гарантия (Страховка)
Расширенная гарантия (страховка) за заводской брак на Сварочная проволока самозащитная порошковая Foxweld E71T-GS 0,8мм 0,9кг 200%, приобретенный в сети магазинов Аккумулятор Центр (ИП Туровец В.В. ИНН 280101135931).
Важно!!! Согласно гарантийным условиям обслуживания аккумулятора, заводским дефектом являются обрыв цепи или короткое замыкание.
Условия
В случае неисправности аккумулятора, необходимо обратиться в один из перечисленных ниже сервисных центров по адресам:
- г. Хабаровск ул. Суворова 82А корпус 3,
- г. Владивосток ул. Фадеева 53.
При обращении в сервисный центр, обязательно должны быть:
- Аккумулятор
- Гарантийный талон
- Чек о покупке
При подтверждении гарантийного случая Вы получаете выплату по расширенной гарантии (страховке). Важно!!! Срок получения выплаты по расширенной гарантии (страховке) составляет до 30 дней.
Памятка
По законодательству гарантийными случаями не являются иные поломки аккумулятора, т.к. к неисправности их приводит неправильная эксплуатация. Например – перезаряд, недозаряд штатным генератором автомобиля, утечка тока в автомобиле выше допустимого (50 mA), стоянка автомобиля на длительный срок и т.д.
Порядок получения расширенной гарантии (страховки)
Для получения расширенной гарантии обязательным условием является публикация отзыва в социальной сети (на Ваш выбор). В случае отсутствия аккаунта в социальной сети — интервью менеджеру в магазине.
В случае отсутствия аккаунта в социальной сети — интервью менеджеру в магазине.
После получения заключения о браке, необходимо обратится в магазины «Аккумулятор Центр» по адресу:
- г. Хабаровск ул. Суворова 82А корпус 3,
- г. Владивосток ул. Фадеева 53.
Сдать бракованный аккумулятор, гарантийный талон вместе с чеком о покупке аккумулятора, а также заключение о браке и чек об оплате расширенной гарантии (страховки).
После предоставления выше перечисленных документов и аккумулятора, получить аккумулятор аналогичного бренда и характеристик (100%) + 100% вашей денежной компенсации по условиям расширенной гарантии (страховки) = 200%.
Важно!!! В случае, отсутствия каких-либо документов, перечисленных для получения компенсации, компенсация не выплачивается!!!
Лучшие практики для успешной сварки порошковыми самозащитными покрытиями
Самозащитная порошковая сварка (FCAW-S) дает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства.
Дуговая сварка самозащитой порошковой проволокой (FCAW-S) предлагает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства. Это делает этот процесс обычным выбором для многих приложений, таких как возведение стальных конструкций, строительство мостов и ремонт тяжелого оборудования.Но, как и любой сварочный процесс, здесь есть свои проблемы.
Есть несколько простых советов и передовых методов, которые могут помочь в решении этих проблем. Использование этих знаний — с небольшой практикой — может сэкономить время, деньги и нервы, а также помочь достичь высокого качества сварки.
Включения шлака
Включения шлака — результат того, что расплавленный флюс изнутри сварочной проволоки застревает внутри сварного шва — обычно могут возникать в смещенных и многопроходных применениях FCAW-S.Предотвращение этой проблемы зависит от соблюдения основных передовых методов и использования надлежащих методов сварки. К ним относятся:
- Соблюдайте правильную скорость и угол движения. При сварке в вертикальном положении вверх используйте для пистолета угол сопротивления от 5 до 15 градусов. При сварке в плоском или горизонтальном положении используйте угол сопротивления от 15 до 45 градусов. При необходимости увеличьте этот угол, если проблема не исчезнет. Также поддерживайте постоянную скорость движения, так как слишком медленное движение может привести к опережению сварочной ванны над дугой и образованию шлаковых включений.
- Поддерживайте надлежащий подвод тепла, всегда используя напряжение, рекомендованное производителем присадочного металла для данного диаметра проволоки. Слишком малое количество тепла может привести к включению шлака.
- Тщательно очищайте материал между проходами сварки для удаления шлака.
- Обязательно правильно разместите сварной шов. Оставьте достаточно места в сварном шве, особенно во время корневых проходов и широких канавок, чтобы металл шва мог его заполнить.

Пористость
Пористость — это распространенный дефект сварного шва, который возникает, когда в сварном шве остается газ.Тщательная очистка основного материала перед сваркой — главный способ предотвратить эту проблему.
Удалите всю грязь, ржавчину, жир, масло, краску, влагу и другие загрязнения по всей длине сварного шва. Во время сварки убедитесь, что вылет проволоки за контактный наконечник не превышает 1 1/4 дюйма. Кроме того, использование присадочных металлов, содержащих добавленные раскислители, может помочь предотвратить пористость и позволить сварку через легкие загрязнения. Однако эти провода не заменяют правильную очистку.
Червоточины
Другой дефект, отслеживание червяков, относится к следам на поверхности сварного шва, вызванным газом, который создает флюс внутри проволоки. Будьте осторожны, чтобы избежать чрезмерного напряжения для настройки подачи проволоки, чтобы предотвратить эту проблему. В ситуациях, когда происходит отслеживание червяков, уменьшайте напряжение с шагом 1/2 вольта, пока проблема не исчезнет. Подрезы и отсутствие проплавления
Подрезы и отсутствие проплавления
Два дополнительных дефекта, влияющих на качество сварного шва, — это отсутствие проплавления и подрезы.Предотвращение этих проблем может помочь сварочным работам сэкономить время и деньги, связанные с переделками и простоями.
Отсутствие плавления возникает, когда металл шва не плавится должным образом с основным материалом или с предшествующим наплавленным валиком во время многопроходной сварки. Основная причина этой проблемы — неправильный угол наклона пистолета. Сохраняйте подвод тепла и правильный рабочий угол пистолета, чтобы предотвратить проплавление. Используйте угол наклона пистолета от 15 до 45 градусов и держите дугу на задней кромке сварочной ванны.При плетении держите дугу на боковой стенке канавки.
Грязная рабочая поверхность — еще одна частая причина отсутствия сплавления. Рекомендуется тщательная и тщательная очистка поверхности перед сваркой и между проходами.
Подрезание вызывает более слабую зону у носка сварного шва, позволяя канавке расплавиться в основном металле, который не заполняется металлом сварного шва. Этот дефект часто может привести к растрескиванию. Во избежание подрезов следите за параметрами сварки для соответствующего сварочного тока и напряжения.Угол обзора также играет ключевую роль в этом вопросе. Кроме того, убедитесь, что скорость движения позволяет металлу шва полностью заполнять расплавленные участки основного материала.
Проблемы с проникновением
Когда дело доходит до проплавления сварного шва, слишком много и слишком мало — проблематично. Хорошее проплавление стыков имеет решающее значение для выполнения высококачественных сварных швов, поэтому важно обращать внимание на то, сколько металла сварного шва входит в стык.
Когда металл сварного шва плавится через основной металл и зависает под сварным швом, это является чрезмерным проваром.Чаще всего это вызвано слишком большим количеством тепла. Избегайте этой проблемы, поддерживая надлежащий подвод тепла для приложения. Уменьшите диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость движения.
Когда проблема заключается в недостаточном проплавлении или неглубоком сплавлении сварного шва и основного металла, могут помочь противоположные шаги: увеличить диапазон напряжения и скорость подачи проволоки при одновременном снижении скорости движения.
Подготовка суставов также играет роль в правильном проникновении. Чтобы обеспечить правильное удлинение проволоки и получить необходимые характеристики дуги для хорошего качества сварки, необходимо иметь доступ к дну канавки.
Успех
Как и любой сварочный процесс, FCAW-S может вызвать некоторые проблемы. Используя надлежащую технику сварки и предпринимая шаги для решения проблем, будет легче выявлять и решать проблемы быстро — или даже предотвращать их возникновение — чтобы воспользоваться преимуществами производительности и качества, предлагаемыми процессом.
Почему не следует использовать защитный газ с самозащитными электродами FCAW
Getty Images
В: В нашем магазине мы используем защитный газ, смесь аргона и углекислого газа C25. Мы выполняем некоторую сварку MIG, но в основном используем дуговую сварку порошковой проволокой (FCAW). Мы используем газозащитный сердечник из флюса, но в некоторых областях мы используем самозащитный сердечник из флюса. Сварщики любят использовать защитный газ с самозащитной проволокой, потому что это снижает образование дыма. Есть ли с этим какие-то проблемы?
Мы выполняем некоторую сварку MIG, но в основном используем дуговую сварку порошковой проволокой (FCAW). Мы используем газозащитный сердечник из флюса, но в некоторых областях мы используем самозащитный сердечник из флюса. Сварщики любят использовать защитный газ с самозащитной проволокой, потому что это снижает образование дыма. Есть ли с этим какие-то проблемы?
A: Да. Использование защитного газа с самозащитным сердечником из флюса может вызвать несколько проблем.
Порошковые сварочные электроды бывают двух типов: газозащитные и самозащитные.Электроды с защитным газом используют внешний газ вместе с внутренним флюсом для защиты расплавленной сварочной ванны от атмосферы. Они также образуют шлак, который очищает (или раскисляет) сварной шов, реагируя с примесями в сварочной ванне, создавая чистый, механически прочный сварной шов. Шлак вступает в реакцию с другими элементами в сварочной ванне и образует соединения, всплывающие на поверхность, которые затем удерживаются в слое шлака, который удаляется после сварки.
Напротив, самозащитные электроды полагаются исключительно на внутренний флюс для образования как защитного газа, так и шлака.Эффективность осаждения этих двух электродов различна, поскольку самозащищенный электрод должен создавать собственную газовую защиту. Процесс FCAW с защитой от газа имеет эффективность сварки в диапазоне от средних до высоких 80%, в то время как эффективность самозащиты FCAW обычно находится в диапазоне 70%.
Обе проволоки изготавливаются одинаково: оболочка формируется в желоб и заполняется потоком мелких частиц. Оболочка затем формируется в закрытую трубку и опускается до конечного диаметра.
Химический состав флюса и проволоки разработан производителем проволоки, который отвечает за выполнение окончательных требований Американского общества сварщиков к испытаниям металла шва на соответствие предполагаемой классификации.Каждый производитель проволоки пытается создать флюс, который позволяет производить проволоку с флюсовым сердечником с хорошими характеристиками дуги, привлекательными для сварщика, легко удаляемыми шлаками, низким разбрызгиванием и дымом, а также правильным количеством раскислителей для предполагаемого защитного газа. Оба типа проволоки предназначены для создания наплавленного металла с идеальным химическим составом на основе защитного газа, используемого для получения желаемых результатов механических испытаний.
Оба типа проволоки предназначены для создания наплавленного металла с идеальным химическим составом на основе защитного газа, используемого для получения желаемых результатов механических испытаний.
Некоторые порошковые проволоки с защитной газовой оболочкой классифицируются для сварки со 100% диоксидом углерода или смесью газов C25.Некоторые представленные на рынке проволоки FCAW имеют двойную сертификацию производителя для использования с любым типом защитного газа, в то время как самозащитные порошковые проволоки предназначены для производства собственного защитного газа. Это достигается за счет использования ингредиентов флюса, которые при воздействии сильного тепла сварочной дуги вызывают химическую реакцию, и одним из побочных продуктов является защитный газ для сварочной ванны, обычно двуокись углерода.
Диоксид углерода или защитные газы аргон при стандартной температуре и давлении не реагируют и остаются таковыми во время сварки на небольших расстояниях от сварочной плазмы или конуса дуги. Они защищают расплавленную сварочную ванну, вытесняя атмосферный воздух на время, достаточное для затвердевания сварного шва и предотвращения пористости. Однако экстремальные температуры внутри дугового конуса вызывают диссоциацию углекислого газа на углерод, кислород и окись углерода. Эти компоненты являются активными и вступают в реакцию с различными частями расплавленной сварочной ванны и шлака, чтобы улавливать примеси и очищать отложения металла сварного шва.
Они защищают расплавленную сварочную ванну, вытесняя атмосферный воздух на время, достаточное для затвердевания сварного шва и предотвращения пористости. Однако экстремальные температуры внутри дугового конуса вызывают диссоциацию углекислого газа на углерод, кислород и окись углерода. Эти компоненты являются активными и вступают в реакцию с различными частями расплавленной сварочной ванны и шлака, чтобы улавливать примеси и очищать отложения металла сварного шва.
Проблемы возникают, когда защитный газ влияет на химический состав наплавленного металла.Два обычных сплава, марганец и кремний, которые являются частью химического состава металлической оболочки или добавляются к флюсу, действуют как раскислители. Раскислители связываются с кислородом, который растворен в сварочной ванне, и попадают в слой шлака. Например, если марганец не используется должным образом в соответствии с конструкцией, он будет действовать как легирующий агент в металле сварного шва, создавая потенциально хрупкую ситуацию сварки.
Порошковая проволока предназначена для получения химического состава металла сварного шва с оптимальным количеством сплава для достижения заданных диапазонов удельной прочности, ударной нагрузки и удлинения.Если используется неправильный защитный газ или защитный газ с самозащитной проволокой, химический состав сварного шва может выйти за пределы ожидаемого диапазона, что в конечном итоге может привести к катастрофическим результатам. Это может вызвать растрескивание сварного шва, пористость или следы червяка (поверхностная пористость, вызванная захваченным газом между затвердевшим шлаком и все еще расплавленной лужей).
Еще нужно учесть стоимость. Использование защитного газа с самозащитным проводом не только неправильно, но и является пустой тратой денег.Самоэкранированная проволока предназначена для сварочных работ в полевых условиях, поэтому вы можете пересмотреть, почему она используется на производственном предприятии. Иногда это происходит из-за наличия в цехе сильных воздушных потоков, которые могут нарушить покрытие защитным газом, что приводит к пористости сварного шва.
Лучшим вариантом может быть приобретение сварочных завес или внесение некоторых изменений, направленных на устранение сильных воздушных потоков. Поступая так, вы можете преобразовать самозащитный провод в двойной экран или даже сплошной провод, если он хорошо подходит для вашего приложения.В большинстве случаев затраты компенсируются применением присадочного металла с более высоким содержанием наплавленного металла, что достигается за счет сокращения времени сварки и уменьшения объема очистки после сварки, не требующей дополнительных затрат.
Сплошная проволокапо сравнению с порошковой проволокой: когда их использовать и почему
Сварка MIG и сварка порошковой проволокой обладают разными характеристиками, которые сварщики должны оценивать при выборе процесса для сварки. Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, надлежащий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные переменные будут влиять на решение сварщика использовать сплошную или порошковую проволоку. Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Сплошная проволока / основы сварки MIG
Источники питания MIG используют сплошной проволочный электрод для присадочного металла и требуют подачи защитного газа из баллона со сжатым газом.Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника. Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги.Возможно, потребуется использовать лобовые стекла.
Основы порошковой проволоки
Порошковая проволока бывает двух типов — газозащитная и самозащитная. Для порошковых проволок с защитным газом требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях. Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх.Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки. В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Что следует учитывать при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый сварной шов.Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт и 160-170 ампер, и с использованием 75 процентов аргона и 25 процентов защитного газа двуокиси углерода, как правило, будет производить небольшое разбрызгивание, создавать меньшее тепловое излучение. -поврежденная область и уменьшит вероятность прожога. В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
Сварщик также должен учитывать расположение строительной площадки при выборе между сплошной и порошковой проволокой. В таких условиях, как ветреные места, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
В таких условиях, как ветреные места, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
С другой стороны, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду. Сварщику не нужно устанавливать лобовые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса.Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина. Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных целей. Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки. Если для более толстых материалов выбран провод 0,035 дюйма, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов.Это увеличивает риск образования холода или отсутствия плавления.
Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки. Если для более толстых материалов выбран провод 0,035 дюйма, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов.Это увеличивает риск образования холода или отсутствия плавления.
Попытка использовать сплошную проволоку слишком маленького размера для более толстых применений (например, на А-образных рамах автомобиля) увеличивает вероятность меньшего провара в корне и может потребовать более одного сварочного прохода. Неправильное использование сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Порошковая проволока, хотя и дороже, чем сплошная проволока, может помочь вам повысить производительность.Порошковая проволока обычно способна справиться со сваркой более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые улавливают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, обычно предотвращая связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей. По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час).Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Что лучше: сплошная или порошковая проволока?
Ни один из проводов не превосходит другой. Просто у них разные свойства, которые лучше работают в определенных приложениях. Что касается рабочих характеристик, оба типа проволоки обеспечивают качественную сварку с хорошим внешним видом сварного шва при правильном применении и использовании с соответствующими настройками параметров.Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и обеспечивает низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Что касается привлекательности для пользователей, то как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих и случайных сварщиков, работающих в автомобилях, сельском хозяйстве и домашних хобби. Сплошная проволока может быть привлекательной для сварщика при использовании более тонких материалов, потому что здесь нет шлака, который нужно удалить, он готов к покраске, а сварные швы могут быть более эстетичными.
Заключение
Самое главное, помните, что не следует придерживаться универсального мышления. Сплошная проволока, самозащитная порошковая проволока и газозащитная порошковая проволока — все это хорошо работает при условии правильного применения. Тип провода, который вы выберете, будет зависеть от местоположения строительной площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования. Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов.Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумать о наличии как сплошной, так и порошковой проволоки.
Порошковая проволока— самозащитные и газозащитные
Все о порошковой проволоке
Сегодня производительность важна, и поэтому порошковые проволоки являются присадочным металлом, который следует учитывать. Благодаря более высокой производительности наплавки и эффективности оператора они обеспечивают повышение производительности, высокую производительность и отличное качество сварки.Порошковая проволока подходит для различных отраслей промышленности и является отличным решением для общего производства, производства, строительства, применения на море и судостроении.
Благодаря более высокой производительности наплавки и эффективности оператора они обеспечивают повышение производительности, высокую производительность и отличное качество сварки.Порошковая проволока подходит для различных отраслей промышленности и является отличным решением для общего производства, производства, строительства, применения на море и судостроении.
Если вы решите перейти на порошковую проволоку, важно принять во внимание все факторы, такие как механические и химические свойства основного металла, требуемое положение сварки, оборудование, рабочую среду и условия работы сварщика. набор навыков, потому что все они играют важную роль при выборе.
Кроме того, при принятии решения о том, является ли использование порошковой проволоки правильным выбором, необходимо учитывать сварочные характеристики присадочного металла, преимущества и требования.
Самозащищенный и газозащитный
Существует два типа порошковой проволоки: самозащищенная и газозащитная, обе позволяют сваривать различные недрагоценные металлы, включая низкоуглеродистую и низколегированную сталь. Кроме того, газовая защита предлагает нержавеющую сталь и никелевые сплавы.
Кроме того, газовая защита предлагает нержавеющую сталь и никелевые сплавы.
Самозащитный
Разница с самозащитными проволоками заключается в том, что им не требуется защитный газ, когда дуга активна, что устраняет необходимость в газовом баллоне.Это делает его отличным выбором для удаленных приложений или когда важна переносимость. Самоэкранированная проволока также является отличным выбором для сварки на открытом воздухе и в ветреную погоду, поскольку проволока может выдерживать сильный ветер.
Эти проволоки обладают хорошей ударной вязкостью даже при более низких температурах, однако при сравнении их с газозащитными проволоками они могут производить более высокий уровень дыма и брызг.
Самоэкранированная проволока является хорошей заменой электродов для дуговой сварки с металлическим экраном, поскольку они повышают производительность.В отличие от электродов, порошковую проволоку не нужно менять снова и снова, что в результате сокращает время простоя на замену.
Газовая защита
С другой стороны, проволока с защитным газом более привлекательна для оператора, что означает, что ее легче контролировать и использовать, а также обеспечивает более высокое качество сварных швов. Эти проволоки являются хорошей заменой сплошной проволоки из-за их способности производить более высокие скорости наплавки, что позволяет выполнять работу намного быстрее.
Проволока с защитным газом подходит для толстых металлов или для работы в нестандартном положении и имеет расплавленный шлак, который затвердевает быстрее, чем сварочная ванна.В результате создается «полка» для удержания ванны расплава при сварке над головой или вертикально вверх.
В отличие от самозащитных проводов, газовые провода не подходят для работы на открытом воздухе. Любой ветер или движение в воздухе могут повлиять на характеристики защитного газа и качество сварки, что приведет к появлению видимой пористости в сварном шве.
Заключение
Как самозащитная проволока, так и проволока с газовой защитой отличаются друг от друга, и их следует выбирать в зависимости от типа применения, однако обе обеспечивают высокое качество сварных швов, воспроизводимые характеристики и стабильность, и могут быть отличной альтернативой другим присадочным металлам.
Если вы думали о переходе на порошковую проволоку, сейчас самое лучшее время. Hobart предлагает широкий ассортимент порошковых проволок для широкого спектра применений.
WIA может помочь вам выбрать правильную порошковую проволоку для работы!
Позвоните одному из наших специалистов по присадочным металлам и организуйте пробную версию или демонстрацию продукта. Они могут помочь вам выбрать правильный провод Хобарта для вашей работы.
Узнайте о нашей порошковой проволоке Hobart Flux здесь.
Насколько эффективна сварка самозащитой порошковой проволокой (FCAW-S) при сварке трубопроводов большой мощности по сравнению со сваркой стержнем (SMAW)?
Благодаря инновациям в науке и технике, а также прогрессу, достигнутому в оборудовании и проволоке FCAW-S, теперь у нас есть множество вариантов, когда речь идет о приложениях для ручной сварки трубопроводов по сравнению с (SMAW) Stick Welding .
Давайте рассмотрим два средства, с помощью которых можно снизить стоимость трубопровода, поскольку он напрямую связан с трубой. Первый — уменьшить нагрузку на сталь, которая используется в самой конструкции. Во-вторых, необходимо повысить устойчивость к давлению в конкретном трубопроводе, чтобы позволить ему пропускать через него большее количество вещества. Было замечено, что эти два фактора привели трубопроводы к превращению их в стали с более высокой прочностью.
Очевидные преимущества высокопрочной стали заключаются в том, что она снижает стоимость каждой опоры, увеличивая толщину более тонкой стенки, что требует меньшего количества присадочного металла для обеспечения завершения соединения (что помогает сократить время сварки и другие расходные материалы) и, наконец, снижение затрат на топливо и транспортировку за счет меньшего веса.Еще одним преимуществом является то, что труба транспортируется в дальние и внутренние районы, и она оказалась идеальной для областей, подверженных значительным перепадам температур.
Но есть новые проблемы, которые ставят перед сталью более высокопрочные стали — присадочные металлы должны будут иметь такую же или большую прочность по сравнению с большей прочностью на растяжение, но в то же время иметь более низкое содержание водорода — замечено, что стали более высокой прочности, поскольку у них более низкое углеродное основание, и у них больше шансов на растрескивание, вызванное водородом.Поскольку ранее использовавшиеся стержневые электроды из целлюлозы, которые использовались для сварки, имели очень высокое содержание водорода (обычно 16 мл на каждые 100 г), что не делало их идеально подходящими для любой сварки с X70 или выше. Из-за более высокого содержания водорода это может привести к заметному растрескиванию и другим повышенным расходам, когда речь идет о простоях и других связанных переделках.
Именно для преодоления этих проблем в настоящее время происходит переход от SMAW (Stick Welding) к FCAW-S Welding.Сварка порошковой флюсовой сердцевиной определенно имеет заметные преимущества как в качестве, так и в производительности, несмотря на то, что ключевая сварка по-прежнему применяется для корневых проходов. также изучите достижения в области методологии сварки, которые доказывают, что сварка порошковой флюсовой проволокой стала популярной и стала идеальным вариантом.
Самозащитная порошковая сварка (FCAW-S) и ее преимущества
Как и стержневые электроды, проволока для самозащитной порошковой сварки также защищает сварочную ванну, что делает ее приемлемой для сварки во время грязные и ветреные условия, возникающие при сварке трубопроводов.Несмотря на то, что требуется несколько дополнительного оборудования и их следует рассмотреть (обсуждается позже), и может даже потребоваться повторная квалификация некоторых приложений и соединений, процедура действительно предлагает значительные преимущества по сравнению со Stick во многих областях:
Меньшее Содержание водорода: . Наиболее значимое преимущество, о котором стоит упомянуть, заключается в том, что проволока, предназначенная для сварки порошковой проволокой с самозащитой, сконструирована для применения в наземных трубопроводах таким образом, чтобы обеспечивать требуемые свойства высокой прочности, необходимые для таких приложений, и в то же время соответствие стандартам по более низкому содержанию водорода, что имеет решающее значение, когда речь идет о снижении крекинга, вызванного водородом.
Повышение контроля дуги : Благодаря дополнительным механизмам подачи проволоки для проверки напряжения и двойным графикам производительности, которые связаны с механизмами подачи проволоки порошкового порошка и горелками, сварщики будут иметь больше возможностей, когда дело доходит до точное выполнение дуги сварного шва.
Простота в эксплуатации: метод порошковой флюсовой сердцевины позволяет сравнительно легко обучать операторов. При сварке высокопрочной трубы необходимо тщательно контролировать такие изменения, как температура между проходами и предварительный нагрев, а также все другие параметры сварки, такие как напряжение, сила тока и т. Д.Все эти функции делают сварку материала рискованной, поэтому имеет смысл иметь процедуру сварки, которая проста в использовании, а также сводит к минимуму дополнительные переменные, связанные с обучением.
Присадочный металл для самозащиты с порошковой флюсовой сердцевиной:
Присадочные материалы, которые используются для сварки высокопрочных труб, должны соответствовать или превосходить химические и механические свойства материала, а также должны обеспечивать гибкость для сокращения случаев растрескивания. Также ожидается, что они компенсируют очень экстремальные пределы температур, которым обычно подвергаются трубопроводы, поскольку столкновение из-за теплового сжатия и расширения, мороза и других нагрузок окружающей среды имеют все шансы повредить сталь вместе со сварными швами. Конкретные конструкции трубопроводов и стыков при правильном выборе присадочного металла помогут избежать таких проблем.
Также ожидается, что они компенсируют очень экстремальные пределы температур, которым обычно подвергаются трубопроводы, поскольку столкновение из-за теплового сжатия и расширения, мороза и других нагрузок окружающей среды имеют все шансы повредить сталь вместе со сварными швами. Конкретные конструкции трубопроводов и стыков при правильном выборе присадочного металла помогут избежать таких проблем.
На сегодняшний день многие классификации проволоки для самозащитной порошковой проволоки оказались успешными, когда дело доходит до сварки высокопрочных трубопроводов во всем мире.Эти специально разработанные проволоки способны создавать более низкие пределы разбрызгивания, создавая шлак, который можно легко удалить, чтобы обеспечить скорость между проходами в сочетании с очисткой после сварки. Поскольку им не требуется защитный газ, это позволяет им избавиться от времени и необходимости устанавливать защитные палатки, чтобы защитить газовое покрытие. Кроме того, эти специальные проволоки обеспечивают превосходную устойчивость к вертикальному опусканию и обеспечивают большую скорость наплавки по сравнению со стержневыми электродами и, таким образом, помогают повысить производительность.
Провода, доступные для сварки высокопрочных трубопроводов с самозащитой флюсовой сердцевиной:
AWS E111T8-G H8: Эти проволоки используются для сварки труб класса X100, а также для сварки стали с Оценка X80. Хотя эти проволоки также функционируют очень похоже на вышеупомянутые проволоки, они обеспечивают гораздо большую прочность на разрыв. При сварке в положении 1 G эта проволока обеспечивает сварные швы с пределом прочности на разрыв 123 тыс. Фунтов на квадратный дюйм и обеспечивает прочность на растяжение выше 120 тыс. Фунтов / кв.Он идеально подходит для газовых и маслопроводных труб и может быть поставлен с диаметром 5/64 дюйма. Поскольку содержание водорода в этих проволоках составляет всего 6,33 г сварного шва, это оказалось идеальным вариантом для минимизации растрескивания.
AWS E91T8-G H8: Помимо относительно меньшего распределения содержания водорода — всего 6,2 [защита электронной почты] г, универсальный позиционный трос AWS E91T8 обеспечивает впечатляющую жесткость на растяжение более 113 тысяч фунтов на квадратный дюйм, помимо исключительной низкотемпературная стойкость к ударам (44 фута. фунтов, при -40 ° F / Цельсия). Он был разработан как более подходящий для трубы со сплавом класса X80, который также обеспечивает хорошую пластичность. Поскольку он доступен в диаметрах 1/16 дюйма, это упрощает работу даже начинающим сварщикам. Благодаря гладкой дуге он также привлекает оператора. Другие аналогичные проволоки для самозащитной порошковой проволоки, предназначенные для высокопрочных труб, обладают превосходными механическими свойствами, приводят к более быстрому замерзанию, легко удаляются шлаку, что обеспечивает разумную сварочную ванну, а также легкую очистку.AWS E91T8-G H8 также работает очень похоже на провода E81T8-Ni2 J H8 и E71T8-Ni1 J H8, помогая упростить сварочные операции при перемещении по многочисленным проектам трубопроводов.
E81T8-Ni2 J H8: Провод, который можно использовать для заполнения и закрытия проходов на трубопроводах, которые построены из труб класса X80 (или ниже). Это обеспечивает высокое тяговое усилие 94 тыс. Фунтов на квадратный дюйм и более низкие характеристики столкновения CVN — всего 96 футов, фунтов. при -40 ° по Фаренгейту / Клезуи, наряду с отличной пластичностью.Поскольку проволока имеет обозначение «J», гарантируется, что она соответствует всем строгим спецификациям по низкотемпературной ударной вязкости CVN, которые требуются AWS A5.29, обеспечивая более конкретные свойства по сравнению с другими E8 1 T8 провода, относящиеся только к категории «G». Он используется для сварки внахлестку, угловых швов или для сварных швов с глубокими канавками как в одно-, так и в многопроходных приложениях, поскольку он содержит быстро замерзающий шлак, который легко отслаивается, что помогает сократить время после сварки для очистки.Проволока E81T8-Ni2 J H8 идеально подходит для сварки в любом положении.
при -40 ° по Фаренгейту / Клезуи, наряду с отличной пластичностью.Поскольку проволока имеет обозначение «J», гарантируется, что она соответствует всем строгим спецификациям по низкотемпературной ударной вязкости CVN, которые требуются AWS A5.29, обеспечивая более конкретные свойства по сравнению с другими E8 1 T8 провода, относящиеся только к категории «G». Он используется для сварки внахлестку, угловых швов или для сварных швов с глубокими канавками как в одно-, так и в многопроходных приложениях, поскольку он содержит быстро замерзающий шлак, который легко отслаивается, что помогает сократить время после сварки для очистки.Проволока E81T8-Ni2 J H8 идеально подходит для сварки в любом положении.
E71T8-Nil J H8 : Универсальный провод, разработанный для любых береговых трубопроводов, состоит из труб класса X70 (и выше) и обеспечивает высокую ударопрочность при более низких температурах. Предлагая прочность на растяжение 78 ksi в (AW) состоянии после сварки, создавая сварные швы с менее диффузионным уровнем водорода (5,45 г). Благодаря своему уникальному составу проволока обеспечивает превосходный контроль сварочной ванны, особенно при сварке между положениями на 4 и 7 часов.Это действительно удобно для сварщиков, которые проходят обучение и не имеют большого опыта. Это также обеспечивает однородность сварных швов и возможность хорошего сварного шва при выполнении многочисленных проходов на глубоких канавках сварного шва трубы. Нормальные значения удара CVN варьируются в зависимости от положения сварного шва (1 G против 3 G), хотя они находятся в диапазоне 295 фут-фунтов. при -29 ° C по Цельсию (-20 ° F по Фаренгейту) и 135 фут-фунтов. при -49 ° по Цельсию (-40 ° по Фаренгейту).
Благодаря своему уникальному составу проволока обеспечивает превосходный контроль сварочной ванны, особенно при сварке между положениями на 4 и 7 часов.Это действительно удобно для сварщиков, которые проходят обучение и не имеют большого опыта. Это также обеспечивает однородность сварных швов и возможность хорошего сварного шва при выполнении многочисленных проходов на глубоких канавках сварного шва трубы. Нормальные значения удара CVN варьируются в зависимости от положения сварного шва (1 G против 3 G), хотя они находятся в диапазоне 295 фут-фунтов. при -29 ° C по Цельсию (-20 ° F по Фаренгейту) и 135 фут-фунтов. при -49 ° по Цельсию (-40 ° по Фаренгейту).
Рекомендации по оборудованию с флюсовой сердцевиной
Сварка порошковой проволокой и сварка палкой можно выполнять с использованием одних и тех же сварочных генераторов, которые работают на двигателе и которые ранее использовали сварщики труб, хотя некоторые машины и другие специальные программы помогает обеспечить максимальную эффективность при сварке порошковой проволокой.
Были рассмотрены соображения по поводу дополнительного оборудования, которое в прошлом было сдерживающим фактором для трубопроводов, когда дело доходило до сварки порошковой краской. По сравнению с использованием Stinger во время сварки Stick, пистолет для Flux Cored может оказаться более сложным, поскольку устройства подачи проволоки предлагают дополнительный элемент устройства, которым нужно обладать, и когда дело доходит до контроля таких вопросов, как скорость подача проволоки и сила тока, он считается даже более напряженным, чем электроды Stick.
Принимая эти мысли и принимая достижения и разработки сварки порошковой флюсовой сердцевиной во всех подобных сферах применения, производители этого оборудования инициировали действия по улучшению общей производительности, простоты и качества своей продукции. Эти усовершенствования:
Пистолеты с флюсовым сердечником : Эти пистолеты были успешно сделаны более удобными с точки зрения эргономики и значительно легче, чем модели, которые были доступны в прошлом. Даже другие расходные материалы, такие как контактные наконечники и т. Д., Теперь стали более надежными и их легче регулировать и заменять, чем старые модели.
Механизмы подачи проволоки: Если раньше механизмы подачи проволоки были неуклюжими, то теперь они стали более надежными и компактными. Уберечь грязь вместе с другими загрязнениями возможно благодаря плотно закрывающимся полипропиленовым корпусам, которые используются сейчас. Были включены дополнительные двигатели с высоким крутящим моментом, которые обрабатывают проволоку как малого, так и большого диаметра для порошковой проволоки, что обеспечивает более равномерную подачу.
Цифровые измерители, которые могут отображать как силу тока, так и напряжение во время процесса сварки, значительно помогают в повышении точности сварки. Модели с возможностью измерения напряжения обеспечивают превосходный контроль дуги. Те, у кого есть возможность двойного расписания (по сравнению с пистолетом с флюсовой сердцевиной, который имеет двойное расписание), позволяют сварщикам регулировать скорость подачи проволоки на лету в зависимости от положения их трубы. Более прочные и надежные конструкции будут включать в себя значительно улучшенных подрядчиков — ранее требовалось серьезное обслуживание.
Более прочные и надежные конструкции будут включать в себя значительно улучшенных подрядчиков — ранее требовалось серьезное обслуживание.
Беспроводные пульты дистанционного управления : Независимо от того, включает ли он сварку с флюсовой сердцевиной или сварку стержнем, где обычные проводные пульты дистанционного управления имеют удлинение всего 90 футов, новейшие беспроводные пульты дистанционного управления способны расширять работу, охватывая область до 300 футов от источника питания. Кроме того, наличие цифровых дисплеев на пультах дистанционного управления, которые теперь являются беспроводными, дополнительно предлагает сварщикам и их помощникам точные знания и информацию о настройках их машины.Это, в сочетании с функциями измерения напряжения питателя и характеристиками пистолета с двойным графиком, дает сварщикам и их помощникам больший контроль над нанесением присадки и характеристиками дуги, чем когда-либо.
Когда дело доходит до удовлетворения общих требований строительства высокопрочных трубопроводов, существует вероятность перехода на методологию сварки FCAW-S, поскольку подрядчики заинтересованы не только в быстром завершении своих проектов, но и с меньшими затратами. Кроме того, есть все шансы, что производители сварочного оборудования и присадочных материалов столкнутся с проблемой использования этой конкретной технологии и предоставят еще больше ответов, чтобы соответствовать строгим требованиям, когда речь идет о трубах более высокой прочности, а также предоставлять такие подрядчики с столь необходимым преимуществом там, где есть конкуренция.
Кроме того, есть все шансы, что производители сварочного оборудования и присадочных материалов столкнутся с проблемой использования этой конкретной технологии и предоставят еще больше ответов, чтобы соответствовать строгим требованиям, когда речь идет о трубах более высокой прочности, а также предоставлять такие подрядчики с столь необходимым преимуществом там, где есть конкуренция.
Самозащитная сварочная проволока для низкоуглеродистой стали и сварочной проволоки Weldcote # E71TGS030X2SP | Weldcote Metals | Сварочная проволока | Сварочные принадлежности | Купить сварочные материалы онлайн
Самозащитная сварочная проволока для низкоуглеродистой стали и сварочная проволока # E71TGS030X2SP
Описание и применение
Многие положительные характеристики 71T-GS делают его разумным выбором для сварщика-любителя, так как он очень хорошо работает с небольшими источниками питания / питателями на 110 В, которые стали настолько популярными. 71T-GS разработан для однопроходной сварки тонкой углеродистой стали толщиной от 3/16 «до 22». Этот электрод разработан для достаточно эффективной сварки на гальванизированных материалах и может использоваться на некоторых алюминизированных поверхностях. -GS не требует внешней газовой защиты и должен свариваться с использованием DCEN (прямая полярность). 71T-GS — естественный выбор для таких применений, как сварка внахлестку и стык оцинкованного листового металла, ремонт автомобильного листового металла, сварка воздуховодов и соединение оцинкованный кровельный лист.
71T-GS разработан для однопроходной сварки тонкой углеродистой стали толщиной от 3/16 «до 22». Этот электрод разработан для достаточно эффективной сварки на гальванизированных материалах и может использоваться на некоторых алюминизированных поверхностях. -GS не требует внешней газовой защиты и должен свариваться с использованием DCEN (прямая полярность). 71T-GS — естественный выбор для таких применений, как сварка внахлестку и стык оцинкованного листового металла, ремонт автомобильного листового металла, сварка воздуховодов и соединение оцинкованный кровельный лист.
Химический состав E71T-GS
Fe | С | Si | млн | -П | S | Al |
Остаток | ,13 | ,45 | ,82 | 0,016 | . | 1,23 |
 013
013Отдельные значения являются максимальными, если не указано иное.
Предел прочности на разрыв — мин. 72 000 фунтов на кв. Дюйм.
Предел текучести — 60 000 фунтов на кв. Дюйм мин.
Относительное удлинение,% от 2 дюймов до 20 фут-фунтов при мин. 0 ° F
V-образный вырез по Шарпи: величина удара — 44 фунт-фут. при 0 ° F
Просмотрите наш большой выбор сварочных аппаратов с лучшими ценами в Интернете.
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО и ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ.НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса нанесения порошковой порошковой проволоки в защитном газе, что в тех обычных сварочных цехах «зачем менять то, что мы всегда делали? -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки.Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса нанесения порошковой порошковой проволоки в защитном газе, что в тех обычных сварочных цехах «зачем менять то, что мы всегда делали? -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки.Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОРОГОЙ ремонт сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С УПРАВЛЕНИЕМ» МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И БЫТЬ ИЗГОТОВЛЕНО В ГЛОБАЛЬНЫЙ СВАРОЧНЫЙ МАГАЗИН ANTHEM.
Возможно, это отражение отсутствия опыта в области управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, эти несколько сварочных цехов знают о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой благодаря простому в использовании процессу сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям применяется по крайней мере высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах из нержавеющей стали в SpaceX и многих других. годы и миллионы долларов потрачены впустую, когда Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
годы и миллионы долларов потрачены впустую, когда Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для достижения результатов испытаний на разрушающие сварные швы из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом самую высокую энергию сварного шва в инертной атмосфере уникален тем, что обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG — это также процесс сварки, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также устраняет проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG для сварки качественных сталей и сплавов CODE огромны, и столь же необычным является медленный отклик мировой сварочной отрасли на значительные преимущества в отношении качества / стоимости, которые могут быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общей нехватки средств управления процессом сварки и передового опыта в области сварки, который преобладает во всех отраслях промышленности, где используются обычные процессы дуговой сварки, такие как импульсная сварка MIG, GTAW. и газозащитный порошковый флюс. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, дает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельное, все , используйте качественные сварные швы, которые не требуют доработки.
TIP TIG самый простой в использовании процесс позиционирования. Без дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для их сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS для продажи, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG позволяет наплавку на 200–400% больше, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с увеличенными скоростями сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки при отсутствии проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых применений, один процесс от корня до заполнения, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.

____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс в личном кабинете и медленного развития процесса сварки, который преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на переоборудование сварных швов сверх бюджета или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду задаваться вопросом, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десятилетие, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но вежливо предоставлю его здесь.И даже несмотря на широкое использование TIP TIG в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о возможностях полностью ручного и автоматизированного нанесения сварных швов и о потенциале этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы они постоянно развивались в соответствии с технологиями сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.
СВАРОЧНАЯ ИНЖЕНЕРНАЯ ПРОМЫШЛЕННОСТЬ В США ПОЗВОЛИЛА КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ Сварки, что просто невозможно в большинстве сварочных цехов, обслуживающих нефтедобывающую промышленность Северной Америки.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовало пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, чтобы компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG. Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою первоклассную ручную и автоматизированную сварку, которая будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, в их подразделениях по производству подводных, нефтегазовых и СПГ.
Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою первоклассную ручную и автоматизированную сварку, которая будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, в их подразделениях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века наряду с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям в процессе сварки, которые могут улучшить качество, производительность и стоимость сварки, они могут с таким же успехом закрыть двери своих сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите мой другой веб-сайт https://tiptigwelding. com
com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварочные швы с порошковой сердцевиной в среде защитного газа важны. автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
автоматическое или роботизированное управление сваркой MIG и порошковой сваркой. ________________
Отсутствие права собственности на сварочный процесс во всем мире — обычное недостающее звено
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения в области сварки, легко найти ресурсы, которые они требуется для этого на этом сайте. Меня зовут Эмили Крейг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов на протяжении более 40 лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную MIG-GTAW-Flux Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт позволяет мне выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха, и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН НЕПЛАВНЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССА, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварных швов заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой. Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварки.
Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварки.
В конце концов, когда менеджеры или инженеры понимают, что их дорогостоящий отдел контроля качества и сварочный персонал не обеспечивают эффективных решений процесса сварки для ежедневных ручных или роботизированных сварочных проблем, менеджер может затем обратиться к более дорогостоящим решениям, таким как использование большего количества сварщиков , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплаты ниже, или, что еще лучше, в Мексику, где зарплаты еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как на протяжении десятилетий ежедневно производятся посредственные сварные швы. качество и производительность, а также создание ненужных дорогостоящих переделок сварных швов стало нормой.
А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как на протяжении десятилетий ежедневно производятся посредственные сварные швы. качество и производительность, а также создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
РУКОВОДСТВО ПОЛУЧИЛО РЕЗУЛЬТАТ РЕЗУЛЬТАТОВ РЕЗУЛЬТАТОВ ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения по сварке, ценности того, что на протяжении десятилетий известно лишь немногим менеджерам или инженерам, что является важным требованием: средства контроля процесса сварки — передовой опыт в области сварочных работ. При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварки. Опыт управления процессами и передовой практики, который позволяет организации последовательно достигать максимального, оптимального использования как сварочных процессов, так и используемых сварочных материалов.
При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварки. Опыт управления процессами и передовой практики, который позволяет организации последовательно достигать максимального, оптимального использования как сварочных процессов, так и используемых сварочных материалов.
ОБЯЗАТЕЛЬНО, ЭТО НЕ ТО, ЧТО ТАКОЕ ИНЖИНИРИНГ: Когда инженеры, менеджеры или супервайзеры сварочного цеха решают проблему, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают в течение десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки.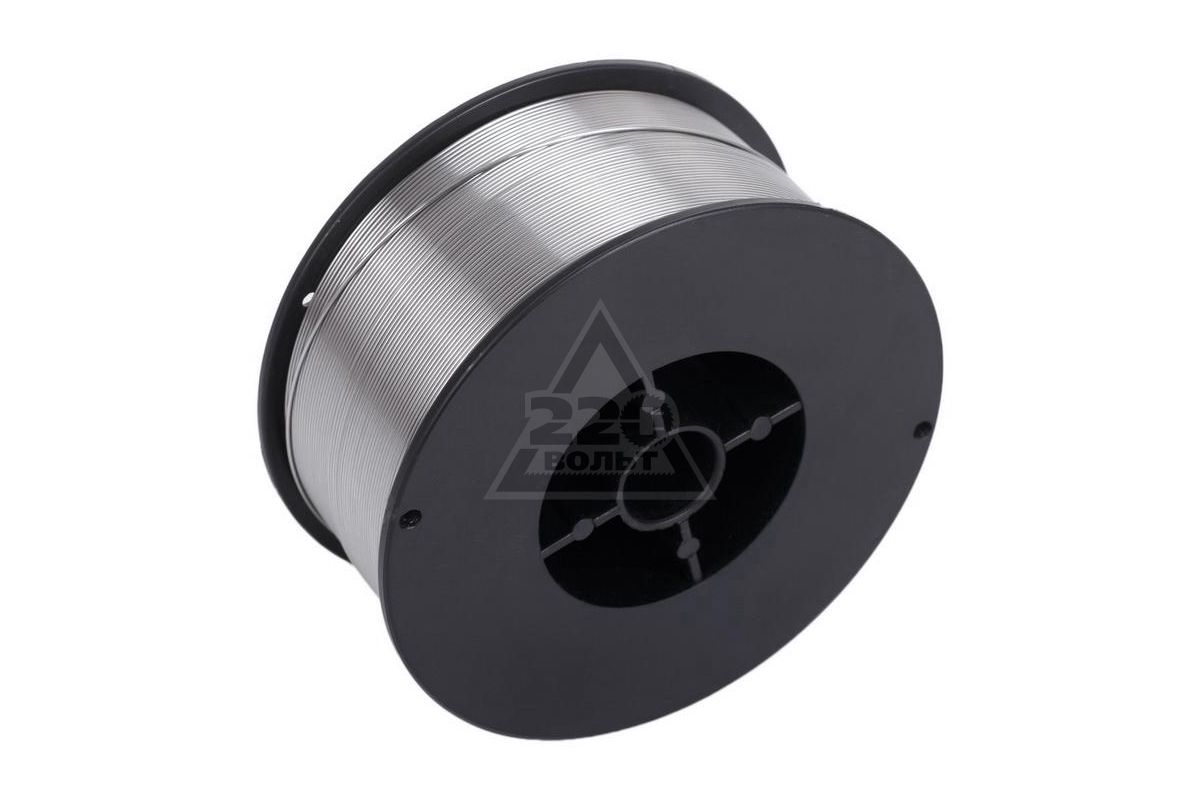 .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса почти для четырех тысяч североамериканских сотрудников отдела продаж сварочных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
.Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса почти для четырех тысяч североамериканских сотрудников отдела продаж сварочных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна из областей, которая всегда резко свидетельствует об отсутствии контроля за процессом сварки MIG и передового опыта сварки, который преобладает на большинстве мировых автомобильных и грузовых заводов, будет обнаруживаться в часто плохих, постоянно меняющихся данных сварки, К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и супервизоры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботов контролировать требования к квалификации для владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут иметь такой опыт. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса ручной сварки или ручной сварки, тот же самый менеджер также быть достаточно мудрым, чтобы гарантировать, что их специалист по контролю сварочного процесса получил ответственность за обучение всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса ручной сварки или ручной сварки, тот же самый менеджер также быть достаточно мудрым, чтобы гарантировать, что их специалист по контролю сварочного процесса получил ответственность за обучение всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова: «Должен иметь необходимый контроль процесса сварки и опыт передовой практики сварки».
ЭТО БУДЕТ ШОКНОВАТЬ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и передового опыта, они часто создают команду сварщиков, команду, которая по иронии судьбы также не будет такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварочные бригады, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще больше путаницы в процессе сварки, добавляемой к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно пройти один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно пройти один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored и TIP TIG, ручное и роботизированное управление процессом сварки и передовые методы сварки, программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, понимающей процессы сварки, было бы создание «производственной бригады».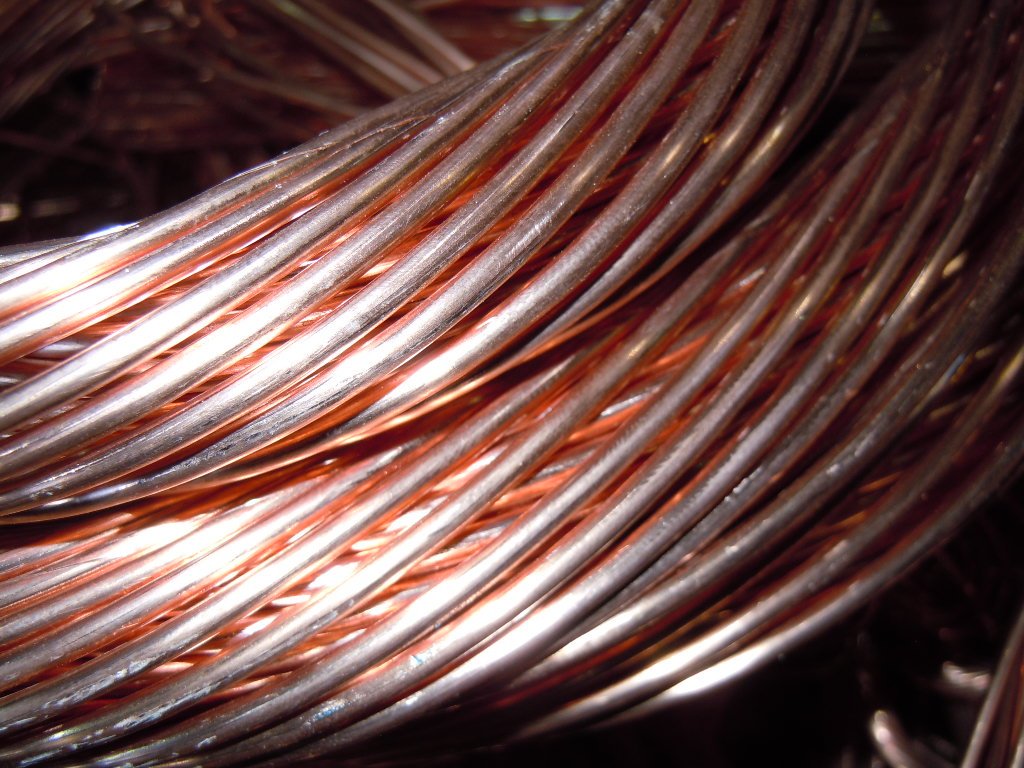 Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную поставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную поставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и оборона, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаруживаете, что их сварочные отделы придерживаются менталитета «они всегда так делали». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, который позволит сварочным мастерским использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. На этой странице вкратце обсуждаются подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная MIG, порошковая сварка и сварка горячей проволокой, а самые обширные в мире данные TIP представлены в TIP TIG раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 г. Однако мне хорошо известно, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.
Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness. THE AGGRESSIVE БЫСТРАЯ ЭВОЛЮЦИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding. com заключается в том, что в аэрокосмическом, энергетическом, нефтяном и оборонном секторах, когда дело касается ручной и автоматической дуговой сварки, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
com заключается в том, что в аэрокосмическом, энергетическом, нефтяном и оборонном секторах, когда дело касается ручной и автоматической дуговой сварки, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА КОНСУЛЬТАЦИИ ПО ПРОДАЖЕ СВАРКИ, ЧАСТО ТРАТИТ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ МИГ-СВАРКИ, ЧТО БЫЛА СТАЛЬ И НЕРЖАВЕЮЩАЯ СТАЛЬ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в оборудовании для импульсной сварки MIG, которое используется для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стального или нержавеющего углового шва на стали толщиной> 5 мм, узнает о сварке MIG. В режиме распыления, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или незначительной.Когда этот режим распыления меняется на импульсный, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом 50% времени тратится на низкий фоновый ток, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня.
В режиме распыления, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или незначительной.Когда этот режим распыления меняется на импульсный, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом 50% времени тратится на низкий фоновый ток, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью так называемой «Экспертизы в области контроля сварочного процесса».
в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью так называемой «Экспертизы в области контроля сварочного процесса».
В 1970-е и 1980-е годы, используя дешевое оборудование для сварки сварочным электродом в газовой среде, я показывал сварочные мастерские, как выполнять сварку короткого замыкания MIG без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, сварка короткого замыкания без брызг. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секунду ЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ. ДРУГОЕ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, и сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 за 2500 долларов. Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100-200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, и для случайных алюминиевых сварных швов предоставляет переносной импульсный аппарат MIG. Такие решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Руководители, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100-200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, и для случайных алюминиевых сварных швов предоставляет переносной импульсный аппарат MIG. Такие решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Руководители, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
НА ПОКУПКУ ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ ПРОДАЖА БЫЧЬИХ ФЕКАЛЬНЫХ ВОПРОСОВ: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия закупил трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Однако я признаю, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия закупил трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Однако я признаю, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
 те, кому не хватало опыта в области контроля сварочного процесса. Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
те, кому не хватало опыта в области контроля сварочного процесса. Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
ГАЗОЗАЩИТНАЯ ФЛЮСОВАЯ СЕРДКА: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что как GTAW, так и процесс нанесения порошковой проволоки в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему любой сварочный цех выберет процесс сварки, такой как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыток сварочного дыма будут нормой.
ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ МАГАЗИНАМ, ЧТО В ПОСЛЕДНИМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.В то время как процессы импульсной сварки MIG, TIG на постоянном токе и сварки порошковой проволокой в среде защитного газа с 1960-х гг. Были ответственны за выполнение большинства ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
немногие сварочные цеха знают, что более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения. В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварной части с помощью простого в использовании процесса для сварки любых металлов, любых применений размер и сварка в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ И Я ПРИОБРЕЛИ СОВЕТУ TIP TIG В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И НАЧИЛИ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРОЧНЫХ МАГАЗИНОВ В Северной Америке и Америке. КИТАЙ. 2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ, связанных с безопасностью сварки, металлургии, механики, коррозии, а также безопасности сварочного дыма, полученными с помощью TIP TIG, преимущества, изложенные на этой странице, и особенно в моей комплексной программе «TIP TIG», которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварки такова, что когда требуется максимально возможное качество на всех позициях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным и переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и затраты превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих приложений глобального сварочного цеха с высоким качеством кода. Обратите внимание: сравнение процессов сварки будет иметь большее значение, если те, кто заинтересованы в сравнении, имеют средства управления процессом сварки и опыт передовой практики сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы мне пришлось спросить хорошо подготовленного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, чтобы сделать процесс сварки идеальным для большинства сварных швов нормативного качества. Ниже будет мой список.
Ниже будет мой список.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заполняющих проходов для любых применений и металлов, а также подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварного шва (текучесть) для достижения оптимального сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должны обеспечивать умеренные скорости наплавки во всех положениях, чтобы при производстве экономичных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и переданной энергией сварки.
- Должна обеспечивать атмосферу инертной плазмы, которая минимизирует окисление сварных швов и пористость.
- Не должно быть брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должна соблюдаться полярность EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.

Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ МАГАЗИНЕ СВАРКИ.
УМЕРЕННЫЕ СКОРОСТИ НАПОЛНЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ВСЕХ ПОЛОЖЕНИЯХ. Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить превосходное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм наименьший нагрев сварных деталей, который влияет на металлургию и возможности применения.
Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить превосходное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм наименьший нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными методами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнения процессов сварки полезно, если те, кто проводит сравнения процессов, в первую очередь, имеют средства управления процессом сварки и передовой опыт в области сварочных работ, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно. (доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показанным в верхнем левом углу экранам качества сварки. и с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показанным в верхнем левом углу экранам качества сварки. и с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная MIG и порошковая порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои обучающие программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этом промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за общей плохой практики сварки, используемой сварщиками. Поэтому, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за общей плохой практики сварки, используемой сварщиками. Поэтому, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и собственника инженеров по сварке, а также отсутствия опыта в области контроля сварочного процесса, обычно всегда проводится обширная и ненужная дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей, бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и некоторые из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки.
В 2020 году, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и тем не менее судостроительный завод;
- ИСПОЛЬЗУЮТСЯ НЕОБХОДИМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- ПРОЦЕДУРЫ СВАРКИ КВАЛИФИЦИРОВАНЫ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧНИКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО ДОЛЖЕН УБЕДИТЬСЯ, ЧТО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДНА.
- ТАК МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЕТСЯ СВАРКА, И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов обычно снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
что ключевые лица, принимающие решения по сварке, будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов обычно снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССОВ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, два режима управления, сварка MIG и сварка порошковой проволокой, которые используются ежедневно для большинства Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной индустрии отсутствуют?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями, или почему большинство из них авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века. Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ — СУЩЕСТВУЮЩАЯ ЭКСПЕРТИЗА.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, ОБЛАДАЮТ ЭКСПЕРТИЗОМ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕМ 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые процессы и приложения сварки разнообразны, процесс сварки требует значительных затрат, а также негативно сказывается на качестве дорогостоящей сварки и Проблемы производительности, которые ежедневно затрагивают большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли. Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны интересовать всех, кто называет себя профессионалом в области сварки.
Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны интересовать всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах управления процессом сварки и передовых методов сварки, а также передать их всем лицам, принимающим решения по сварке.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам брать на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на получение мула пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсной сварке MIG, порошковой порошковой сварке в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. Читатель найдет с этими тремя сварочными процессами наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать один путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются с наименьшими затратами на сварку.
ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, возникшие в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения об оборудовании импульсной MIG можно найти в разделе программ MIG.
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО МНОГИЕ МАГАЗИНЫ СВАРКИ УЗНАЛИЛИ ДЕСЯТИЛЕТИЯ НЕИСПРАВНОСТЕЙ СВАРОЧНОГО ОБОРУДОВАНИЯ ДЛЯ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ НА ОТСУТСТВИЕ ЭКСПЕРТОВ ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно импульсное оборудование MIG для сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
.И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно когда требуются стальные швы любого нормативного качества.Если у вас, как у меня, нет жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что это логично, чтобы лица, ответственные за решения о сварке роботом MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки. Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, необходимых для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно же с наименьшим временем простоя робота.
Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, необходимых для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно же с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И СВАРОЧНОГО ЦЕХА BS:
В Северной Америке доступно более сорока газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix — это просто результат яркого воображения руководителя отдела маркетинга или продаж газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИЛ УПРОЩЕНИЕ, СОДЕРЖАНИЕ И ОБЕСПЕЧЕНИЕ СОТРУДНИКОВ ОБУЧЕНИЯ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЕТСЯ ЛУЧШАЯ ПРАКТИКА.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении / самообучении «Контроль процесса сварки MIG и порошковой порошковой проволокой в среде защитного газа — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварным швам и инженерно-технический руководитель много знали о сварке штучной сваркой и ничего не знали о сварке с флюсовой сердцевиной и MIG Weld Process Controls и передовых методах сварки.На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Полученная информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА РЕМОНТ НА СВАРНЫЙ РЕМОНТ НА ПРОИЗВОДСТВО ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ БЫСТРО СОЗДАТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЯ НИЧЕГО НЕ НУЖДАЯСЬ, ПОСЛЕ ДЕСЯТИЛЕТИЯ НИЧЕГО НЕ ДЕЛАТЬ, ПОСЛЕ УПРАВЛЕНИЯ ВМФ США НАСТОЯЩЕЕ УПРАВЛЕНИЕ ВМФ ВМФ США. ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не открывали сварочный цех, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось решением дорогостоящих сварочных вопросов, и редко свидетельствовало понимание или важность использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
Для тех, кто не интересуется моим мнением и моим вниманием к общему отсутствию сварки передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
2020… КОГДА ПРИХОДИТ К СВАРКЕ СУДОВ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ ГЛОБАЛЬНОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАКОНЧЕННЫМИ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения процессом инженерной сварки. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. На данный момент в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, Роботизированный контроль процесса сварки и передовые методы сварки, учебные материалы или материалы для самообучения.
В то время как МНОГИЕ СВАРОЧНЫЕ МАГАЗИНЫ ФОКУСИРУЮТСЯ НА «НАВЫКЕ СВАРОЧНИКА», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ ПОНИМАТЬ, ЧТО «НАВЫКИ СВАРОЧНИКА» НЕ ЯВЛЯЮТСЯ ЛУЧШИМИ ПРАКТИКАМИ СВАРКИ, И НАВЫКИ СВАРОЧНИКА ЯВЛЯЮТСЯ ИНДИКАЦИЕЙ WELDER0: 9583 PRO WELDERS 900 ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ.Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не предоставляют адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации сварочного процесса.
