Презентация Сварочные материалы
Сварочные материалы
1.Сварочная проволока
2.Сварочные электроды
Глава 1 Сварочная проволока
Назначение сварочной проволоки
- Стальная сварочная проволока предназначена для сварки в качестве плавящегося электрода без покрытия и в качестве стержня в плавящихся электродах с покрытием.
- Согласно ГОСТ 2246-70 «Проволока стальная сварочная» проволока выпускается из сталей 77 марок, различных по химическому составу:
Марки сварочной проволоки
низкоуглеродистая — Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св10Г2
легированная — Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН,
Св-08ГСМТ, Св-15ГСТЮЦА, Св-20ГСТЮА, Св-18ХГС,
Св-10НМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св-08ХНМ,
Св-08ХМФА, Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА,
Св-10ХГ2СМА, Св-08ХГСМФА, Св-04Х2МА, Св-13Х2МФТ,
Св-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ, Св-08ХН2ГМТА,
Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-06Н3, Св-10Х5М;
высоколегированная — Св-12X11НМФ, Св-10Х11НВМФ, Св-12Х13,
Св-20Х13, Св-06Х14, Св-08Х14ГНТ, Св-10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св-04Х19Н9, Св-08Х16Н8М2 , Св-08Х18Н8Г2Б , Св-07Х18Н9ТЮ,
Св-06Х19Н9Т, Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9Ф3С2,
Св-07Х19Н10Б, Св-08Х19Н10Г2Б , Св-06Х19Н10М3Т, Св-08Х19Н10М3Б , СВ-04Х19Н11М3, Св-05Х20Н9ФБС , Св-06Х20Н11М3ТБ ,
Св-10Х20Н15, Св-07Х25Н12Г2Т , Св-06Х25Н12ТЮ , Св-07Х25Н13,
Св-08Х25Н13БТЮ, Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6,
Св-30Х25Н16Г7, Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ ,
Св-01Х23Н28М3Д3Т , Св-30Х15Н35В3Б3Т, Св-08Н50 и Св-06Х15Н60М15 .
Легирующие добавки
- Буква А в конце марки говорит о том, что сталь высококачественная и содержит минимальное количество серы и фосфора.
Диаметр проволоки
Сварочная проволока
D = 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6;
2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;
10,0; 12,0.
- Проволока для изготовления электродов:
D = 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0.
Требование к качеству проволоки по ГОСТ 2246-70
- Поверхность проволоки должна быть чистой и гладкий, без трещин, расслоений, плен, закатов, забоин, раковин, окалины, ржавчины, масла и других загрязнений.
- На поверхности низкоуглеродистой и легированной проволоки не допускается наличие технологических смазок, за исключением следов мыльной смазки без графита и серы.
Вид поверхности проволоки
С омедненной поверхностью
С неомедненной поверхностью
Поставка проволоки
Проволока в кассетах
Проволока в бухтах
Обозначение проволоки
- Проволока сварочная диаметром 3 мм, марки Св-08А, предназначенная для сварки (наплавки), с неомедненной поверхностью:
Проволока 3 Св – 08 А ГОСТ 2246 -70
- Проволока сварочная диаметром 2 мм, марки Св-30Х25Н16Г7, предназначенная для сварки (наплавки), из стали, выплавленной электрошлаковым переплавом:
Проволока 2 Св – 30Х25Н16Г7 – Ш ГОСТ 2246 -70
- Проволока сварочная диаметром 1,6 мм, марки Св-08Г2С, предназначенная для сварки (наплавки), с омедненной поверхностью :
Проволока
Сертификат на проволоку марки Св-08Г2С
Сертификат на проволоку марки Св-08А
Бирки на кассетах и бухтах
Упаковка проволоки
Упаковка в коробки
Упаковка бухт проволоки
Упаковка MARATHON PAC
- Достоинства упаковок Marathon Pac: • значительное уменьшение количества простоев для смены проволоки; • возможность плавной подачи проволоки без трения на большое расстояние; • проволока выходит из наконечника прямой, что обеспечивает точное положение проволоки и улучшает качество сварки; • меньшее усилие подачи – меньший износ механизмов; • экологическая безопасность упаковки; • меньшие потери проволоки при замене упаковок; • меньшие затраты на доставку и простота транспортировки.


Требования к транспортировке
- Проволока должна транспортироваться в чистых, крытых вагонах, контейнерах, автофургонах и т.п. в условиях, обеспечивающих сохранность упаковки и предохраняющих проволоку от загрязнения и воздействия атмосферных осадков.
Требования к складским помещениям
- Проволока должна храниться в сухом закрытом помещении, защищающем ее от воздействия атмосферных осадков и почвенной влаги, в условиях, предохраняющих проволоку от ржавления, загрязнения и механических повреждений
Упаковка «Ариадна»
- просмотр видеоролика
Глава 2 Сварочные электроды
Определение
- Покрытый электрод – это плавящийся электрод для дуговой сварки, имеющий на поверхности покрытие, адгезионно связанное с металлом электрода
Сварочные электроды
- Электрод представляет собой стержень длиной до 450 мм, изготовленный из сварочной проволоки, на поверхность которой нанесен слой покрытия. Один из концов электрода на длине 20-30мм освобожден от покрытия для зажатия его в электродержателе с целью обеспечения электрического контакта. Торец другого конца очищен от покрытия для возможности возбуждения дуги.
 Один из концов электрода на длине 20-30мм освобожден от покрытия для зажатия его в электродержателе с целью обеспечения электрического контакта. Торец другого конца очищен от покрытия для возможности возбуждения дуги.
Один из концов электрода на длине 20-30мм освобожден от покрытия для зажатия его в электродержателе с целью обеспечения электрического контакта. Торец другого конца очищен от покрытия для возможности возбуждения дуги.Сварочно-технологические свойства электродов:
- Покрытие – плотное, прочное, без вздутий, пор, трещин и неровностей;
- Дуга легко зажигается и стабильно горит;
- Покрытие расплавляется равномерно с металлическим стержнем;
- Разбрызгивание электродного металла – минимально;
- Не допускается образование козырька из-за несимметричности покрытия электрода;
- Образующийся шлак легко удаляется после остывания;
- Металл шва должен быть без трещин, надрывов и поверхностных пор;
- При расплавлении покрытие не должно выделять токсичные аэрозоли.
Общее назначение электродных покрытий
- Обеспечение стабильного горения сварочной дуги, обеспечения хорошего формирования сварного шва, получение металла шва с заранее заданными свойствами ( прочность, пластичность, ударная вязкость, стойкость против коррозии и т. д) и обеспечения высокой производительности сварки.
 д) и обеспечения высокой производительности сварки.
д) и обеспечения высокой производительности сварки.Покрытие электрода выполняет следующие функции: 1.Газовая защита
Газовая защита зоны сварки и расплавленного металла создается при сгоронии газообразующих веществ и предохраняет расплавленный металл от воздействия кислорода и азота воздуха.
2.Раскисление металла
- К раскислителям относят марганец, титан, молибден, хром, кремний, алюминий. Эти элементы находясь в расплавленном металле сварного шва легче вступают в химические соединения с кислородом и будучи сами нерастворимыми в стали в виде окислов всплывают на поверхность сварочной ванны и уходят в шлак.
- FeO+Mn=Fe+MnO (в шлак)
- 2FeO+Si = 2Fe+SiO 2 (в шлак)
марганец
Кремний
Хром
Молибден
титан
Оксид
железа
3. Шлаковая защита
Шлаковая защита
- Шлаковая защита служит для защиты расплавленного металла от воздействия кислорода и азота воздуха путем образования шлакового покрова на поверхности расплавленного металла. Шлаковое покрытие уменьшает скорость охлаждения и затвердевания металла шва способствуя из него выходу газовых и неметаллических включений. Шлакообразующими компанентами покрытий являются титановый концентрат, марганцевая руда, мел, мрамор, кварцевый песок.
4. Легирование металла шва
- Легирование металла шва необходимо для придания специальных свойств наплавленному металлу (для повышения механических свойств, износостойкости, жаростойкости, сопротивлению коррозии). Применяют никель, молибден, вольфрам, титан. Легирование металла шва производят как из покрытия электрода, так и из проволоки, содержащей нужные компаненты. Источниками легирующих компанентов из покрытия электродов являются ферротитан, ферромолибден, ферровольфрам, ферромарганец.
Никель
Титан
Молибден
Хром
вольфрам
Контрольные вопросы
- 1. Какие составляющие включаются в покрытия электродов?
 Какие составляющие включаются в покрытия электродов?
Какие составляющие включаются в покрытия электродов?Виды покрытий
- Кислое
- Основное
- Рутиловое
- Целлюлозное
- С железным порошком
Характеристика видов покрытий электродов
- Кислое покрытие -Сняты с производства
- Рутиловое покрытие – позволяют легко сваривать не только на постоянном токе, но и переменном токе, практически во всех пространственных положениях, обеспечивают хорошее формирование сварных швов, легкое отделение шлака. Низкая токсичность при сварке.
- ОЗС-4, МР-3, АНО-4, ОЗС-12 и др
- Целлюлозное покрытие – обеспечивает мощную газовую защиту наплавленного металла. Пластические характеристики наплавленного металла при отрицательных температурах низкие. Возможно выполнять сварку во всех пространственных положениях и обеспечение глубокого провара. Нашли широкое применение при сварке корневых проходах при прокладке магистральных трубопроводов.
- ВСЦ-4М, ОМА-2

- Основное покрытие – высокие пластические свойства сварных швов как при отрицательных, так и положительных температурах. Сварка во всех пространственных положениях на постоянном токе обратной полярности. Высокая чистота наплавленного металла позволяет применять электроды для сварки ответственных конструкций из углеродистых и низколегированных сталей
- УОНИ-13/45, УОНИ-13/55, ОЗС-25 и др.
Стандарты на электроды
- ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования»
- ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы».
- ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы»
- ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы»
 Типы»
Типы»ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы»
- Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей.
Тип и марка электродов
- Согласно ГОСТ 9467-75 тип электрода указывается в зависимости от механических свойств металла шва или от химического состава наплавленного металла.
- На первое место ставят букву «Э» — электрод. При обозначении типа электрода для сварки углеродистых, низколегированных и легированных конструкционных сталей после буквы Э ставятся цифры, соответствующие минимальному временному сопротивлению разрыву (пределу прочности) данной группы стали. Если за этими цифрами стоит «А», то это значит, что электроды имеют повышенные гарантированные значения относительного удлинения и ударной вязкости. Каждому типу может соответствовать одна или несколько марок электродов.
 Каждому типу может соответствовать одна или несколько марок электродов.
Каждому типу может соответствовать одна или несколько марок электродов.Тип электрода по ГОСТ 9467-75
Различают следующие типы электродов :
— Э42, Э46, Э50 – для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2
- Э 55 и Э60 — для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 50кгс/мм2 до 60 кгс/мм2;
- Э70, Э85, Э125, Э150 – для сварки легированных сталей повышенной и высокой прочности с пределом прочности выше 60 кгс/мм2
Тип электрода по ГОСТ 9467-75
- При обозначении типа электрода для сварки легированных теплоустойчивых сталей после буквы Э ставятся цифры и буквы соответствующие химическому составу наплавленного металла:
- Э09М, Э-09МХ, Э-09Х1М, Э05Х2М, Э-09Х2М1, Э-09Х1МФ, Э10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ.
Что показывает тип электрода?
- Для сварки углеродистых и низколегированных сталей указывает механические характеристики стали для сварки которой предназначены эти электроды.
- Для сварки теплоустойчивых, высоколегированных сталей и для наплавки указывает химический состав наплавленного металла
Электроды для сварки углеродистых и низколегированных сталей
ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы»
- Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки коррозионностойких, жаропрочных и жаростойких высоколегированных сталей мартенситного, мартенситно-ферритного, ферритного, аустенитно-ферритного и аустенитного классов.
- Настоящий стандарт устанавливает следующие типы электродов, например:
- Э12Х13, Э-06Х13Н, Э-12Х11НМФ,
Э-08Х24Н6ТАФМ, Э-06Х22Н9,
Э-09Х19Н10Г2М2Б, Э-11Х15Н25М6АГ2,
Э-27Х15Н35В3Г2Б2Т,
Э-10Х20Н70Г2М2Б2В и др.
Что обозначает тип электрода?
- Тип электрода показывает химический состав наплавленного металла:
- Э — электроды для дуговой сварки;
- две цифры, следующие за буквой Э – среднее содержание углерода в наплавленном металле в сотых долях процента;
- Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элементов в процентах. После буквенного обозначения элементов, среднее содержание которых в наплавленном металле составляет менее 1,5% цифры не проставляются.
 После буквенного обозначения элементов, среднее содержание которых в наплавленном металле составляет менее 1,5% цифры не проставляются.
После буквенного обозначения элементов, среднее содержание которых в наплавленном металле составляет менее 1,5% цифры не проставляются.ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования»
- Настоящий стандарт распространяется на покрытые металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев с особыми свойствами, изготавливаемые способом опрессовки.
- Стандарт не распространяется на электроды для наплавки слоев из цветных металлов
Условные обозначения электродов на упаковке
Презентация на урок «Присадочная проволока для газовой сварки»
Государственное бюджетное профессиональное образовательное учреждение Саратовской области Петровский агропромышленный лицей
СВАРОЧНОЕ ДЕЛО
ПРИСАДОЧНАЯ ПРОВОЛОКА ДЛЯ ГАЗОВОЙ СВАРКИ
Присадочный материал выпускается в виде
прутков, металлических гранул, или же сварочной
проволоки для газовой сварки. Металлические
Металлические
гранулы применяются в качестве присадочного
материала при газовой сварке сталей.
Диаметр проволоки или прутка выбирают, исходя
из толщины свариваемых изделий и учитывая вид
сварки. Чаще всего подбирают диаметр проволоки
или прутка, равный половине свариваемой
толщины металла. В случае, когда производится
сварка металла большой толщины, более 16 мм,
присадочные прутки должны быть диаметром 8
мм.
СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ ГАЗОВОЙ СВАРКИ СТАЛЕЙ
Сварочная проволока для газовой сварки и
наплавки изготавливается по тем же стандартам,
что и для ручной дуговой сварки. Стальная
проволока из низкоуглеродистых и легированных
сталей изготавливается в соответствии с
требованиями ГОСТ 2246.
Ответственные сварные изделия и
металлоконструкции, к которым предъявляются
повышенные требования при эксплуатации,
сваривают с использованием низколегированной
проволоки. Наилучшее качество сварки получается
Наилучшее качество сварки получается
при использовании кремнемарганцевой и
марганцевой проволок следующих марок: Св-08ГА,
Св-10Г2, Св-08ГС, Св-08Г2С . Сварной шов,
полученный при использовании проволоки таких
марок, обладает высокими механическими
свойствами.
При сварке низколегированных сталей
рекомендуется выбирать низколегированную,
хромосодержащую проволоку. Сварные швы,
получаемые при ее использовании, имеют предел
прочности 460-540 МПа . Для сварки
высоколегированных сталей сварочную проволоку
выбирают аналогичную свариваемому металлу по
химическому составу.
СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ ГАЗОВОЙ СВАРКИ ЧУГУНА
Присадочные прутки из чугуна для газовой сварки и
наплавки изготавливают в соответствии с
требованиями ГОСТ 2671. Чугунные прутки
изготавливаются двух марок: марка А, применяемая
при горячей сварке, с общим подогревом всего
свариваемого изделия и марки Б, которая
применяется при сварке с местным подогревом и
для изготовления электродных чугунных стержней.
Кроме этих марок существуют марки чугунных прутков
НЧ-1 и НЧ-2 , которые используют в случае
низкотемпературной газовой сварки литых изделий, а
также марки БЧ и ХЧ , которые применяют для
выполнения износостойких наплавок.
СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ МЕДИ, АЛЮМИНИЯ И ИХ СПЛАВОВ
Алюминиевая проволока и проволока из сплавов
алюминия изготавливается по ГОСТ 7871 . Для
сварки алюминия выбирают алюминиевую
проволоку марок Св-А1, Св-АМц, Св-АК-5 .
Сварочная проволока из меди и ее сплавов
изготавливается по ГОСТ 16130 . Для газовой
сварки меди применяют проволоку, марок М1,
МСр1 или прутки М1р М3р . Для сварки латуни и
сварки бронзы применяют проволоку,
аналогичную со свариваемым материалом по
химическому составу.
ТРЕБОВАНИЯ К ИСПОЛЬЗОВАНИЮ СВАРОЧНОЙ ПРОВОЛОКИ И ДРУГИХ ПРИСАДОЧНЫХ МАТЕРИАЛОВ
Присадочные материалы, применяемые при
газовой сварке, должны быть очищены от
загрязнений (ржавчины, окалины, масляных
пленок, краски и др. ). Процесс сварки необходимо
). Процесс сварки необходимо
вести равномерно, не допуская разбрызгивания
металла.
Остывший наплавленный металл должен быть
однородным. Присутствие таких дефектов в
сварном шве, как поры, включения шлака должны
отсутствовать.
Кроме того, в процессе сварки металл из жидкой
расплавленной ванны вступает в реакцию с
кислородом и азотом из окружающего воздуха. В
результате образуются тугоплавкие соединения, с
более высокой температурой плавления, чем
свариваемый металл. Эти окислы могут попасть в
сварочную ванну с присадочным материалом, и
это затрудняет получение качественного и
однородного сварного шва.
СПАСИБО ЗА ВНИМАНИЕ!!!
Компания Берегущий | Всё для сварки и трубопроводов
Компактные аппараты Rebel EMP 255ic и EMP 320ic
Инструкция Buddy Arc 145
Инструкция Buddy Arc 180 / 200
Брошюра ESAB Buddy Arc 145/180/200
ESAB Изогнутые сварочные перчатки для MIG и TIG сварки
Защитные очки ESAB Aristo Spec
Презентация защитные очки ESAB WARRIOR Spec
Каталог сварочных материалов ESAB — 2015
Таблица соответствия российских электродов и электродов ESAB
Сводная таблица используемых зондов для термометров «ТК-5. 04», «ТК-5.06», «ТК-5.08», «ТК-5.09», «ТК-5.11»
04», «ТК-5.06», «ТК-5.08», «ТК-5.09», «ТК-5.11»
Длины реза манжет DIRAX Райхем-Коваленс
Длины реза манжет HTLP-60 Райхем-Коваленс
Опросный лист для заказа поршней очистных
Габариты поршней-скребков очистных
Каталог продукции Сычевский электродный завод
Электроды для атомной и тепловой энергетики
Электроды для судостроения
Каталог сварочных материалов ЭСАБ
Сварка изделий из нержавеющих сталей
Сварка разнородных металлов
Сварка алюминия
Каталог Сварка и Наплавка
Сварочные материалы ЭСАБ-СВЭЛ
Сварочный флюс ОК 10. 71
71
Материалы для сварки мостовых конструкций
Материалы для ремонта и наплавки
Сварка чугуна
Каталог Стандартного оборудования
Каталог Сварочные аксессуары и средства индивидуальной защиты ESAB
Электрододержатели
Пульты дистанционного управления ЭСАБ
ESAB WARRIOR 400i/500i CC/CV
Официальная презентация ESAB WARRIOR 400i/500i
Презентация по предмету Теория сварочных процессов на тему
Презентация по предмету «Теория сварочных процессов» на тему: Сварка разнородных сталей. Волгодонск 2013
Возможности соединения разнородных сталей сваркой.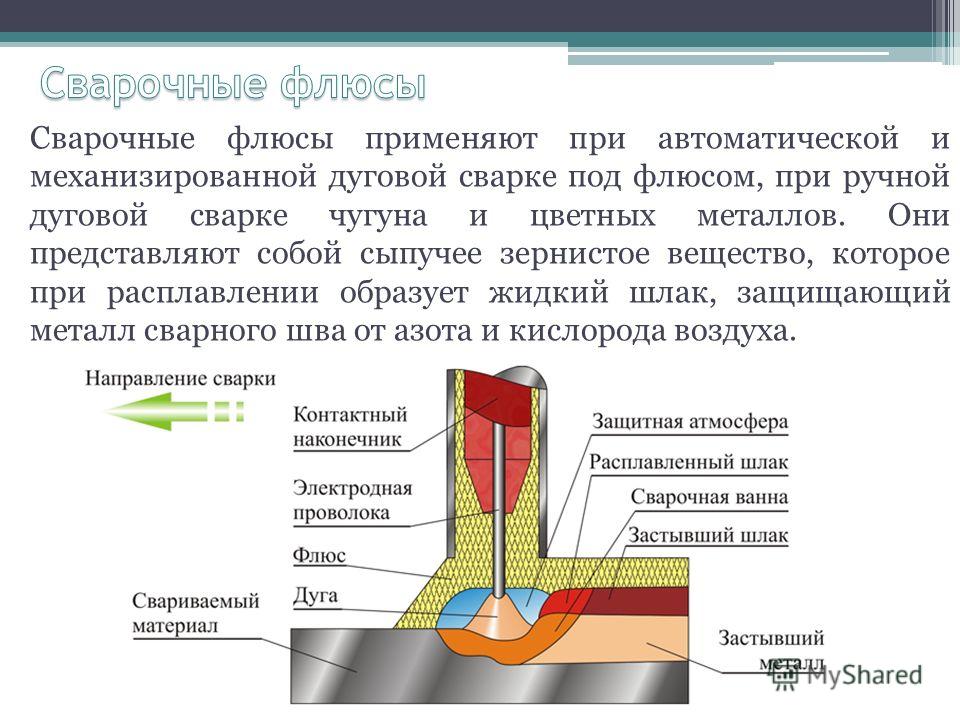 • Номенклатура материалов, используемых в комбинированных конструкциях из разнородных сталей, весьма велика и может включать большинство свариваемых сталей. • Такие конструкции могут различаться способами их изготовления, конструктивным оформлением, сочетанием свариваемых сталей и других признаков. • По сочетанию материалов в одном сварном соединении они могут быть одного структурного класса и разных структурных классов.
• Номенклатура материалов, используемых в комбинированных конструкциях из разнородных сталей, весьма велика и может включать большинство свариваемых сталей. • Такие конструкции могут различаться способами их изготовления, конструктивным оформлением, сочетанием свариваемых сталей и других признаков. • По сочетанию материалов в одном сварном соединении они могут быть одного структурного класса и разных структурных классов.
• К соединениям одного структурного класса можно отнести сочетания между собой конструкционных сталей разной прочности, конструкционных сталей с теплоустойчивыми сталями перлитного класса, жаростойких и коррозионно-стойких ферритных и ферритномертенситных сталей, высокохромистых, аустенитных сталей и сплавов на никелевой основе разного легирования между собой. • Наибольшее распространение среди сварных соединений нашли соединения перлитных сталей с аустенитными хромоникелевыми сталями и швами, и в меньшей степени с мартенситно-ферритными высокохромистыми коррозионностойкими сталями.
• Обеспечение надежной эксплуатации таких сварных конструкций — наиболее сложная задача вследствие заметного развития в них химической, структурной и механической неоднородности и наличия в изделии поля остаточных напряжений, которые не могут быть сняты термической обработкой. В ряде случаев для повышения работоспособности соединения сталей разных структурных классов, резко отличающихся друг от друга по свойствам, осуществляют не непосредственно, а через введение элемента из материала, хорошо сваривающегося с обеими составляющими и обладающего промежуточными свойствами.
• В связи с разным легированием свариваемых основного и наплавленного металла состав шва с учетом проплавления будет промежуточным по содержанию легирующих элементов. Это создает дополнительные трудности в выборе составов сварочных материалов (малочувствительных к разбавлению основным металлом) и назначении режимов сварки. • Для простейших случаев сварки содержание того или иного элемента в разных слоях шва можно определить аналитически. • При сварке разнородных сталей определение состава разных слоев многослойных швов усложняется в связи с необходимостью одновременного учета проплавления каждой из свариваемых сталей.
• При сварке разнородных сталей определение состава разных слоев многослойных швов усложняется в связи с необходимостью одновременного учета проплавления каждой из свариваемых сталей.
• Следует иметь в виду, что при неизбежности в условиях сварки образования шва за счет части наплавленного и частично проплавленного основного металла другого легирования, состав шва может заметно отличаться от исходного состава электродов или сварочной проволоки. При сварке разнородных сталей одного структурного класса (например, перлитных сталей разного легирования) между собой изменение состава шва из-за проплавления не скажется заметно на его свойствах. Но при сварке сталей разных структурных классов (особенно, перлитных сталей с аустенитными) свойства шва даже при небольшом проплавле-нии стали другого структурного класса могут резко меняться, что приводит к опасности возникновения технологических трещин и к снижению работоспособности соединения.
• При выборе сварочных материалов, методов и режимов сварки, а также при оценке работоспособности рассматриваемых сварных соединений необходимо уделять особое внимание структуре и свойствам зоны сплавления разнородных материалов, включающую собственно границу сплавления, а также примыкающие к ней приграничные участки ЗТВ переменного состава. В соединениях, выполненных методами сварки давлением, такой участок — это зона контакта двух разнородных сталей, а в соединениях, выполненных сваркой плавлением, — граница раздела основного металла и шва другого состава. В зоне сплавления возможно образование трещин, которые могут стать вероятными инициаторами развития хрупких усталостных и коррозионных разрушений при эксплуатации.
В соединениях, выполненных методами сварки давлением, такой участок — это зона контакта двух разнородных сталей, а в соединениях, выполненных сваркой плавлением, — граница раздела основного металла и шва другого состава. В зоне сплавления возможно образование трещин, которые могут стать вероятными инициаторами развития хрупких усталостных и коррозионных разрушений при эксплуатации.
Рекомендуемые способы сварки. • При изготовлении комбинированных конструкций из разнородных сталей используется большинство методов сварки, применяемых для соответствующего класса конструкций из стали одного легирования. Наиболее распространена ручная дуговая сварка — при изготовлении всех видов соединений и сочетаний сталей. При сварке узлов с большой протяженностью швов простой конфигурации перспективна автоматическая сварка под флюсом.
• Для ряда крупногабаритных узлов по условиям их эксплуатации необходимо иметь поверхностный слой или разные участки шва переменного по длине состава и уровня механических свойств. В этом случае для изготовления конструкций применяется ЭШС. Рекомендуемое при этом методе плавное изменение состава шва в сварных соединениях разнородных сталей разного структурного класса обеспечивает и более высокую их работоспособность в особых условиях работы, например, при высоких температурах (вызывающих процесс ползучести) и в коррозионных средах. • Для создания антикоррозионного слоя в сосудах различного назначения из перлитных сталей широко применяют различные способы наплавки и прежде всего ленточным электродом.
В этом случае для изготовления конструкций применяется ЭШС. Рекомендуемое при этом методе плавное изменение состава шва в сварных соединениях разнородных сталей разного структурного класса обеспечивает и более высокую их работоспособность в особых условиях работы, например, при высоких температурах (вызывающих процесс ползучести) и в коррозионных средах. • Для создания антикоррозионного слоя в сосудах различного назначения из перлитных сталей широко применяют различные способы наплавки и прежде всего ленточным электродом.
• При изготовлении узлов из разнородных высоколегированных сталей часто используют сварку в защитных газах и прежде всего аргонодуговую. При требовании обеспечения высокой точности конструкции эффективно применение ЭЛС. • При массовом производстве узлов простой конфигурации используют различные способы сварки давлением. Так, при стыковке труб в котлостроении и других отраслях промышленности широко применяют контактную сварку сопротивлением и оплавлением. Для соединений компактного сечения (сварного инструмента, различного рода рычагов и тяг, соединения валов с дисками компрессоров) и в других подобных соединениях успешно внедрена сварка трением. При сварке листовых конструкций из разнородных сталей используется точечная и роликовая сварка. • Выбор того или иного способа сварки разнородных сталей проводится с учетом специфических особенностей формирования сварных соединений.
Для соединений компактного сечения (сварного инструмента, различного рода рычагов и тяг, соединения валов с дисками компрессоров) и в других подобных соединениях успешно внедрена сварка трением. При сварке листовых конструкций из разнородных сталей используется точечная и роликовая сварка. • Выбор того или иного способа сварки разнородных сталей проводится с учетом специфических особенностей формирования сварных соединений.
Подготовка разнородных сталей под сварку. • Разделки под сварку в соединениях разнородных сталей обычно принимаются теми же, что и в соединениях однородных сталей. В ответственных сварных узлах из перлитной и высокохромистой стали с аустенитной энергетических и химических машин, эксплуатируемых при высоких температурах, а также в соединениях ограниченно свариваемых перлитных сталей, выполняемых аустенитными электродами, перед выполнением основного шва регламентируется предварительная наплавка (облицовка) кромки детали из перлитной и высокохромистой стали аустенитными электродами. Облицовка рекомендуется при толщине свариваемой детали свыше 6 мм, если она изготавливается из легированной перлитной или высокохромистой стали, и при толщине свыше 10 мм для детали из углеродистой стали.
Облицовка рекомендуется при толщине свариваемой детали свыше 6 мм, если она изготавливается из легированной перлитной или высокохромистой стали, и при толщине свыше 10 мм для детали из углеродистой стали.
• В сварных узлах (энергетического и химического оборудования) из сталей разного структурного класса, эксплуатируемых при высоких температурах, должны предъявляться дополнительные требования к расположению сварных стыков. Из-за разницы температурных коэффициентов расширения свариваемых сталей при расположении сварного стыка вблизи закрепления (жесткости) во время нагрева возникают дополнительные термические напряжения, под влиянием которых возможно преждевременное разрушение сварного соединения. Поэтому в подобных конструкциях сварные стыки должны располагаться вдали от закреплений и участков резкого изменения сечения свариваемых элементов.
Рекомендуемые сварочные материалы. • Кроме общих положений о выборе сварочных материалов для сварки сталей одного легирования при переходе к разнородному исполнению следует дополнительно учитывать следующие требования: • 1) обеспечение высоких технологических и служебных свойств металла шва с учетом разбавления наплавленного металла проплавленным основным иного легирования; • 2) исключение или снижение до минимума протяженности хрупких кристаллизационных и диффузионных прослоек в зоне сплавления; • 3) обеспечение прочности металла шва не ниже прочности менее легированной стали.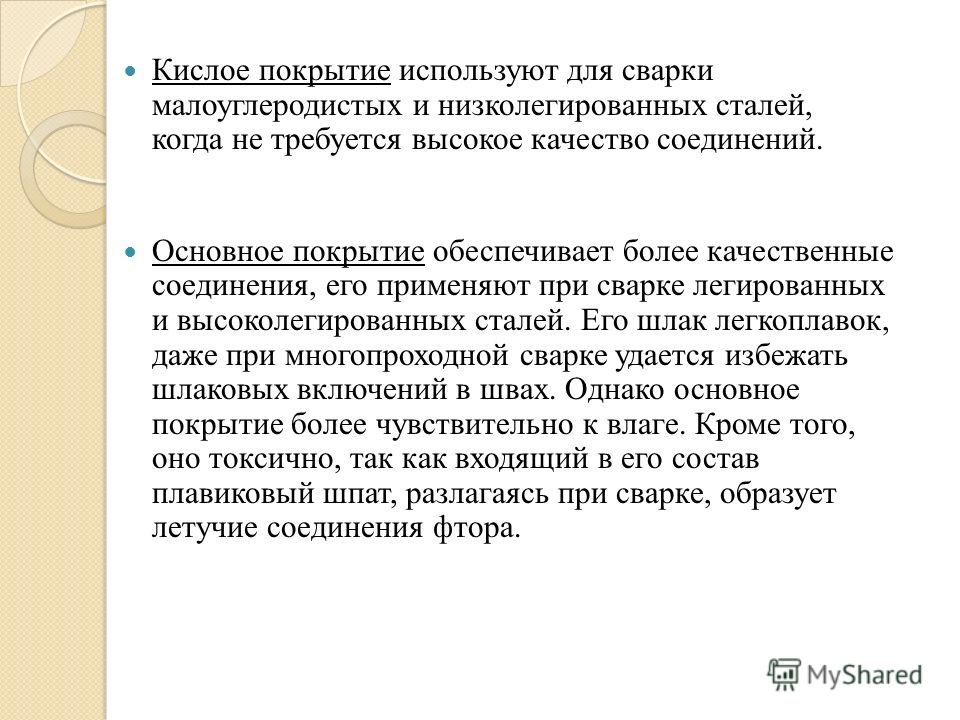 • Предварительный выбор сварочных материалов с учетом первого требования можно сделать на основе анализа фазового состава и структуры возможных составов металла шва в зависимости от доли в нем основного и наплавленного металла
• Предварительный выбор сварочных материалов с учетом первого требования можно сделать на основе анализа фазового состава и структуры возможных составов металла шва в зависимости от доли в нем основного и наплавленного металла
• Выбор присадочных материалов для сварки сталей разного структурного класса более сложен и должен полностью учитывать соблюдение рассмотренных требований. В данном случае необходимо опасаться появления хрупких участков шва в отдельных его слоях и образования хрупких прослоек в зоне сплавления. • В соединениях сталей одного структурного класса разного легирования выбор сварочных материалов заметно проще: сварочные материалы принимаются либо близкими к используемым для сварки той или иной стали, либо промежуточными по составу.
Спасибо за внимание!
Презентация сварочного оборудования Miller Electric в Москве
Отгремела вторая презентация американского сварочного оборудования Miller Electric организованная интернет-магазином CAS-welding в стенах наших партнёров: тюнинг-центра 4x4OK
Совместно с корпорацией ITW-welding, мы представили публике следующие модели:
- Dynasty 280 DX (арт. 907514) с блоком охлаждения Coolmate 1 и беспроводной педалью дальностью работы до 27 м. Miller WIRELESS FOOT CONTROL (арт. 300429)
- XMT 350 MPA (арт. 907366) с блоком подачи проволоки XR-AlumaFeed (арт. 300509) и пистолетом с вытягивающим роликом для избегания зажёвывания алюминиевой проволоки XR-Aluma Pro 7,6 м (арт. 300001) — для механизированной сварки алюминиевых сплавов
- Multimatic 215 (арт. 907693) — мультипроцессорный аппарат способный сварить любой сплав, работающий в 8 различных сварочных процессах
- Spectrum 875 AUTO-LINE (арт. 907584) — самый мощный плазморез в линейке Miller, для плазменной резки различных металлов толщиной до 32 мм.
- Maxstar 210 DX (арт. 907684) — инвертор для работы только на постоянном токе, это более дешёвая версия Dynasty 210 DX но менее универсальная.
 907514) с блоком охлаждения Coolmate 1 и беспроводной педалью дальностью работы до 27 м. Miller WIRELESS FOOT CONTROL (арт. 300429)
907514) с блоком охлаждения Coolmate 1 и беспроводной педалью дальностью работы до 27 м. Miller WIRELESS FOOT CONTROL (арт. 300429)
По мимо сварочного оборудования, был представлен стенд с лучшими средствами индивидуальной защиты от Miller. Некоторые позиции в первые представлены на территории России.
Сварочные шлемы, перчатки для TIG и MIG сварки, респираторы, полумаски.
Так же мы представили наш новый стенд для продукции Майкла Фурика, а именно масштабное газовое сопло 15:1 с новыми чашками производства США для наилучшей защиты сварного шва от окисления.
Фотоотчёт с презентации:
Впервые представлен золотой электрод от ESAB
Компания
ESAB, один из лидеров в области производства оборудования и расходных материалов для сварки и резки, представила на выставке Rusweld 2020 демонстрационный грузовик со сварочным оборудованием и новые «солнечные» электроды.Демонстрационный грузовик компании был оснащен 15 аппаратами для сварки и резки, системой вытяжки, блоком управления и подающими механизмами.
 Помимо этого, на передвижном «стенде» было представлено почти 20 марок расходных материалов.
Помимо этого, на передвижном «стенде» было представлено почти 20 марок расходных материалов. Гостям продемонстрировали основную линейку оборудования и расходных материалов, а также предоставили возможность самостоятельно их протестировать.
Ключевым событием в рамках Rusweld 2020 стала презентация новый рутиловых электродов 6013 OK GoldRox для сварки конструкций из низкоуглеродистых и низколегированных. Они дают легкое начальное и повторное зажигание дуги, даже при использовании источников питания с низким напряжением холостого хода. Особая формула обмазки обеспечивает лучшее удаление шлака, плоский и гладкий шов, что позволяет экономить время и средства на послесварочной зачистке. А благодаря исключительной стабильности горения дуги электродов OK GoldRox, уровень разбрызгивания ниже по сравнению со стандартными электродами 6013. Одна из особенностей новинки – её золотой цвет, полученный благодаря секретному напылению.
Также в числе новинок этого года, представленных посетителям выставки, были универсальный источник питания Aristo® 500ix для промышленной сварки, а также два блока подачи проволоки – Robust Feed Pulse и Robust Feed U6, которые с момента выхода на рынок весной этого года успели отлично зарекомендовать себя в ситуациях, требующих прочности и мобильности.
Среди оборудования для сварки были продемонстрированы сверхпортативные источники питания линейки Handy Arc, которые весят всего 3 кг и подходят для слесарных работ, ремонта и техобслуживания. А в сегменте средств индивидуальной защиты – маска Sentiel из высокопрочного нейлона с площадью обзора 100 х 60 мм. СИЗ оборудована эргономичным регулируемым оголовьем с 5 точками соприкосновения с головой, что обеспечивает максимальный комфорт и равновесие.
Что касается расходных материалов ESAB, на «стенде» присутствовали широко известные на российском рынке проволоки сплошного сечения ОК ПРО 51С 1.2mm, SV-08G2S 1.2mm, рутиловая порошковая проволока OK PRO 71 1.2 mm и премиальная, из высоколегированной стали — Exaton 19.9.L 1.2mm.
«На выставке мы хотели не просто презентовать свои продукты и новинки, а показать возможности, которые дают наши решения партнерам и клиентам, а это можно понять только на практике. В частности, универсальный электрод OK GoldRox, хоть и является «новым прочтением» привычному ОК 46. 00, — это следующая ступень эволюции расходных материалов, но, чтобы в этом убедиться необходимо испытать их самостоятельно», – отметил Алексей Беликов, руководитель направления сварочные материалы ESAB Россия и СНГ.
00, — это следующая ступень эволюции расходных материалов, но, чтобы в этом убедиться необходимо испытать их самостоятельно», – отметил Алексей Беликов, руководитель направления сварочные материалы ESAB Россия и СНГ.
«Россия по праву считается родиной сварки, а «отец» всех покрытых электродов был запатентован основателем компании ESAB, Оскаром Кельбергом. Потому, мы находимся в нужном месте в нужное время! Этот год не прошел для нас просто так, мы сохраняем традицию пересматривать хорошо зарекомендовавшие себя решения и создавать то, что никто до нас не делал. И новинки, которые мы презентовали на выставке Rusweld-2020 – яркое тому подтверждение. Электрод GoldRox – это праздник, который мы хотели подарить профессиональным сварщикам и любителям», – добавил Дмитрий Куракса, управляющий директор ESAB Россия и СНГ.
Вконтакте
Google+
Презентация нового продукта ESAB «STOODY»
22. 09.2016
09.2016
14 сентября 2016 года в Москве компания ESAB пригласила в свой новый технологический центр дистрибьюторов на презентацию продукции Stoody. Было проведено обучение продуктовой линейке компании Stoody. Представлены такие материалы как, Stoody Build UP, Stoody CP-2000, Stoody 101 HC и др также возможность лично проверить качество наплавки и сварки данными материалами.
Специалисты «Техмет» прошли обучение.
Stoody-Rice Welding Company основана в начале 20-х годов XX века. Известна в США как производитель наплавочных материалов. Доля рынка в сфере реализации материалов для наплавки в США порядка 70%.
Бренд Stoody предоставляет обширный выбор материалов для сварки и наплавки – электроды, проволока, порошки для напыления, обладающих высокой стойкостью к различным формам износа используемые для восстановления деталей машин посредством нанесения защитных слоев, обладающих высокой стойкостью к различным формам износа, таких как абразивный, ударный, коррозионный и высокотемпературный. Производит материалы для наплавки, сварки высоколегированных сталей и сплавов на основе никеля.
Производит материалы для наплавки, сварки высоколегированных сталей и сплавов на основе никеля.
Благодаря восстановлению деталей машин и их узлов материалами STOODY увеличивается срок службы оборудования, и сокращаются расходы по его содержанию и ремонту.
В 2014 году компания STOODY вошла в состав ESAB. Теперь, являясь частью глобальной группы ESAB, Stoody расширяет продажи во всём мире, включая Россию.
В скором времени мы сможем предлагать продукцию Stoody нашим клиентам. Специалисты компании «Техмет» готовы уже сейчас проконсультировать и ответить на интересующие вопросы. Мы уверены, что Stoody станет достойной заменой существующим маркам и займет лидирующие позиции на рынке.
SignatureDoesNotMatch Рассчитанная нами подпись запроса не соответствует предоставленной вами подписи. Проверьте свой ключ и метод подписи.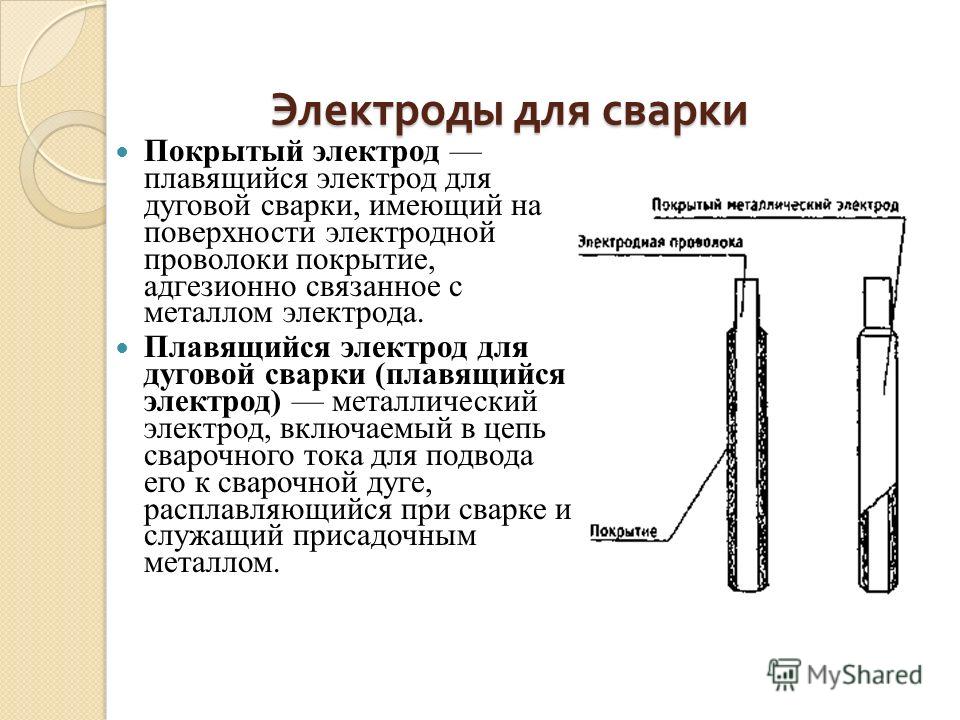 ASIAUD4BP2ECG2UGC5YXGET application / x-www-form-urlencoded; кодировка = UTF-8
1613012968
х-AMZ-безопасности маркер: IQoJb3JpZ2luX2VjEIv ////////// wEaCXVzLWVhc3QtMSJGMEQCIFXVGxvfWTPiLKykq9X8U6OBqe / tSgrMLxRWW1DAioOnAiAHzMYHHHAVnVnRV87oLqdQLLXea6bjY03fwuAzZ01koCqiAwiE ////////// 8BEAAaDDI4MzIwMjUzOTc4MCIMJc4G11P4uf4NoeM4KvYC + Hkncy + 6VhtMsMUzkqYFCII1tvUCeiWcGXZHsD5Ktb750LPm8LR8X33COxZAQXe7ShUMsaxPZJy0riOUGNsSXav7PG8YONsaKp53JWVODZb6mYg21mVivqElh2afDZO6aWGQpqrBHwudLIwIEHDTSATI2tYHl / Vy + 3sszUB0QxU2o2W8Y7 + ZkLvjTuu6WFUnuEZlC0aEu7zJrhF5xp4ruWPx8qFnXIzG3nQY0cpqImuYqXGBAg2g6ST / BRAY3Xcucg4Q5pMYy1aVJO493d + tOU8Vx79MvaHWHTbDaVx9e + vQMoGpVx6y5fnZOw6kiPMQr4HiOLkmWZmlupCiGwt / eruAj7AZQTMW + Js6Yzi7ve / dZZ0DV5jzcK4xuO29LI9HJeLknr7kZrcXun32W / 7 + TK9xChgUDDOjO7wxFoEbvRh / FJNBiJcdyT5fWA6rKEQPLaFLbE6rTVIV2iC6W3NJuzBRuTmH6r2A / lSvSf + 28bUx5VukCFowiOWHgQY67AF2HlZVESRUYgXwG / T4y / KxCkVPcFpqkSKlJWXnhqc858qP223WWkRhyxCz4gPhT04W0mPg8u90IV2YHKCuKA4OYvEw8rFC2X + 73D6ow6v9fjGygn3cPlSKwsDGIJs7lawf9QU0vyJgmbTHnJL3DPhoQ0pgXn1tD + ZK6YP0qqi3R9fPJ9RVVDTLeK / kW2rDPCK8aWQlH9Zlr4m7wPJVzZqaZRyFW2z / llyFKSquDWHSZfHvZT9zAwq3C7uXQpiPUIN6q / yCGti UPiIViHeFugxO80kOc5ZcZlZuxWQcbFriS + cIZqHkn844Qw2VEw ==
/ prod-cms-userfiles-uxx / oh / northlclsd / data / userfiles / 114 / классы / 3505 / arcweldingbasics1.
ASIAUD4BP2ECG2UGC5YXGET application / x-www-form-urlencoded; кодировка = UTF-8
1613012968
х-AMZ-безопасности маркер: IQoJb3JpZ2luX2VjEIv ////////// wEaCXVzLWVhc3QtMSJGMEQCIFXVGxvfWTPiLKykq9X8U6OBqe / tSgrMLxRWW1DAioOnAiAHzMYHHHAVnVnRV87oLqdQLLXea6bjY03fwuAzZ01koCqiAwiE ////////// 8BEAAaDDI4MzIwMjUzOTc4MCIMJc4G11P4uf4NoeM4KvYC + Hkncy + 6VhtMsMUzkqYFCII1tvUCeiWcGXZHsD5Ktb750LPm8LR8X33COxZAQXe7ShUMsaxPZJy0riOUGNsSXav7PG8YONsaKp53JWVODZb6mYg21mVivqElh2afDZO6aWGQpqrBHwudLIwIEHDTSATI2tYHl / Vy + 3sszUB0QxU2o2W8Y7 + ZkLvjTuu6WFUnuEZlC0aEu7zJrhF5xp4ruWPx8qFnXIzG3nQY0cpqImuYqXGBAg2g6ST / BRAY3Xcucg4Q5pMYy1aVJO493d + tOU8Vx79MvaHWHTbDaVx9e + vQMoGpVx6y5fnZOw6kiPMQr4HiOLkmWZmlupCiGwt / eruAj7AZQTMW + Js6Yzi7ve / dZZ0DV5jzcK4xuO29LI9HJeLknr7kZrcXun32W / 7 + TK9xChgUDDOjO7wxFoEbvRh / FJNBiJcdyT5fWA6rKEQPLaFLbE6rTVIV2iC6W3NJuzBRuTmH6r2A / lSvSf + 28bUx5VukCFowiOWHgQY67AF2HlZVESRUYgXwG / T4y / KxCkVPcFpqkSKlJWXnhqc858qP223WWkRhyxCz4gPhT04W0mPg8u90IV2YHKCuKA4OYvEw8rFC2X + 73D6ow6v9fjGygn3cPlSKwsDGIJs7lawf9QU0vyJgmbTHnJL3DPhoQ0pgXn1tD + ZK6YP0qqi3R9fPJ9RVVDTLeK / kW2rDPCK8aWQlH9Zlr4m7wPJVzZqaZRyFW2z / llyFKSquDWHSZfHvZT9zAwq3C7uXQpiPUIN6q / yCGti UPiIViHeFugxO80kOc5ZcZlZuxWQcbFriS + cIZqHkn844Qw2VEw ==
/ prod-cms-userfiles-uxx / oh / northlclsd / data / userfiles / 114 / классы / 3505 / arcweldingbasics1.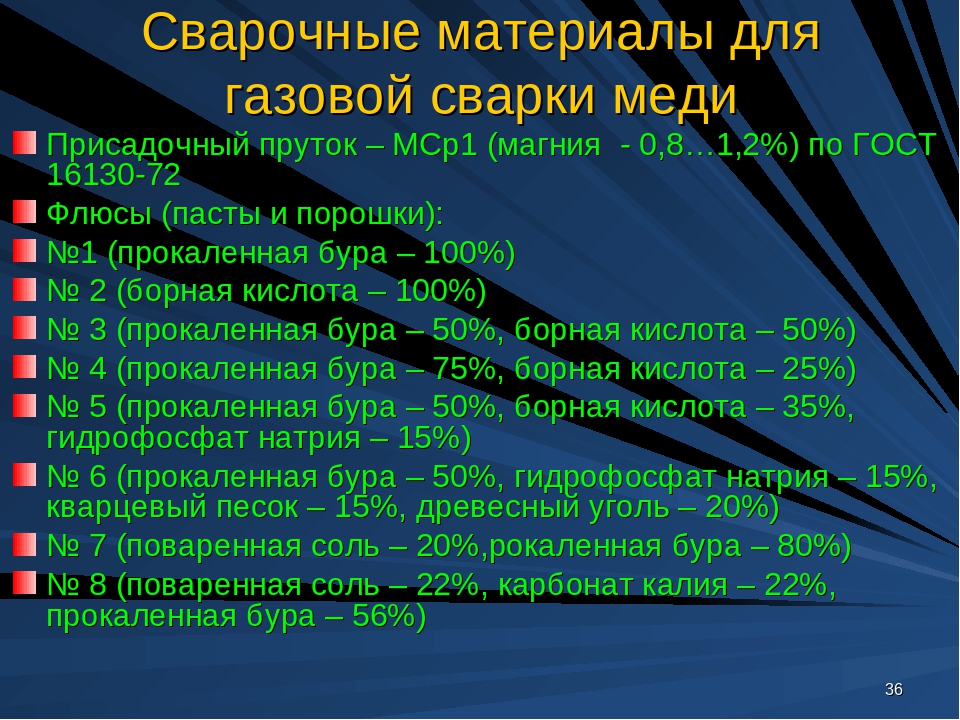 ppt? response-cache-control = private, max-age = 172800 & response-content-disposition = inline; filename = arcweldingbasics1.ppt & response-content-type = application / mspowerpoint & response-expires = Thu, 11 Feb 2021 03:09:28 GMTL6484HPhpPfFgEWlzEgoljI + vD0 = 47 45 54 0a 0a 61 70 70 6c 69 63 61 74 69 6f 6e 2f 78 2d 77 77 77 2d 66 6f 72 6d 2d 75 72 6c 65 6e 63 6f 64 65 64 3b 63 68 61 72 73 65 74 3d 55 54 46 2d 38 0a 31 36 31 33 30 31 32 39 36 38 0a 78 2d 61 6d 7a 2d 73 65 63 75 72 69 74 79 2d 74 6f 6b 65 6e 3a 49 51 6f 4a 62 33 4a 70 5a 32 6c 75 58 32 56 6a 45 49 76 2f 2f 2f 2f 2f 2f 2f 2f 2f 2f 77 45 61 43 58 56 7a 4c 57 56 68 63 33 51 74 4d 53 4a 47 4d 45 51 43 49 46 58 56 47 78 76 66 57 54 50 69 4c 4b 79 6b 71 39 58 38 55 36 4f 42 71 65 2f 74 53 67 72 4d 4c 78 52 57 57 31 44 41 69 6f 4f 6e 41 69 41 48 7a 4d 59 48 48 48 41 56 6e 56 6e 52 56 38 37 6f 4c 71 64 51 4c 4c 58 65 61 36 62 6a 59 30 33 66 77 75 41 7a 5a 30 31 6b 6f 43 71 69 41 77 69 45 2f 2f 2f 2f 2f 2f 2f 2f 2f 2f 38 42 45 41 41 61 44 44 49 34 4d 7a 49 77 4d 6a 55 7a 4f 54 63 34 4d 43 49 4d 4a 63 34 47 31 31 50 34 75 66 34 4e 6f 65 4d 34 4b 76 59 43 2b 48 6b 6e 63 79 2b 36 56 68 74 4d 73 4d 55 7a 6b 71 59 46 43 49 49 31 74 76 55 43 65 69 57 63 47 58 5a 48 73 44 35 4b 74 62 37 35 30 4c 50 6d 38 4c 52 38 58 33 33 43 4f 78 5a 41 51 58 65 37 53 68 55 4d 73 61 78 50 5a 4a 79 30 72 69 4f 55 47 4e 73 53 58 61 76 37 50 47 38 59 4f 4e 73 61 4b 70 35 33 4a 57 56 4f 44 5a 62 36 6d 59 67 32 31 6d 56 69 76 71 45 6c 68 31 61 66 44 5a 4f 36 61 57 47 51 70 71 72 42 48 77 75 64 4c 49 77 49 45 48 44 54 53 41 54 49 32 74 59 48 6c 2f 76 59 2b 33 73 73 7a 55 42 30 51 78 55 32 6f 32 57 38 59 37 2b 5a 6b 4c 76 6a 54 75 75 36 57 46 55 6e 75 45 5a 6c 43 30 61 45 75 37 7a 4a 72 68 46 35 78 70 34 72 75 57 50 78 38 71 46 6e 58 49 7a 47 33 6e 51 59 30 63 70 71 49 6d 75 59 71 58 47 42 41 67 32 67 36 53 54 2f 42 52 41 59 33 58 63 75 63 67 34 51 35 70 4d 59 79 31 61 56 4a 4f 34 39 33 64 2b 74 4f 55 38 56 78 37 39 4d 76 61 48 57 48 54 62 44 61 56 78 39 65 2b 76 51 4d 6f 47 70 56 78 36 79 35 66 6e 5a 4f 77 36 6b 69 50 4d 51 72 34 48 69 4f 4c 6b 6d 57 5a 6d 6c 75 70 43 69 47 77 74 2f 65 72 75 41 6a 37 41 5a 51 54 4d 57 2b 4a 73 36 59 7a 69 37 76 65 2f 64 5a 5a 30 44 56 35 6a 7a 63 4b 34 78 75 4f 32 39 4c 49 39 48 4a 65 4c 6b 6e 72 37 6b 5a 72 63 58 75 6e 33 32 57 2f 37 2b 54 4b 39 78 43 68 67 55 44 44 4f 6a 4f 37 77 78 46 6f 45 62 76 52 68 2f 46 4a 4e 42 69 4a 63 64 79 54 35 66 57 41 36 72 4b 45 51 50 4c 61 46 4c 62 45 36 72 54 56 49 56 32 69 43 36 57 33 4e 4a 75 7a 42 52 75 54 6d 48 36 72 32 41 2f 6c 53 76 53 66 2b 32 38 62 55 78 35 56 75 6b 43 46 6f 77 69 4f 57 48 67 51 59 36 37 41 46 32 48 6c 5a 56 45 53 52 55 59 67 58 77 47 2f 54 34 79 2f 4b 78 43 6b 56 50 63 46 70 71 6b 53 4b 6c 4a 57 58 6e 68 71 63 38 35 38 71 50 32 32 33 57 57 6b 52 68 79 78 43 7a 34 67 50 68 54 30 34 57 30 6d 50 67 38 75 39 30 49 56 32 59 48 4b 43 75 4b 41 34 4f 59 76 45 77 38 72 46 43 32 58 2b 37 33 44 36 6f 77 36 76 39 66 6a 47 79 67 6e 33 63 50 6c 53 4b 77 73 44 47 49 4a 73 37 6c 61 77 66 39 51 55 30 76 79 4a 67 6d 62 54 48 6e 4a 4c 33 44 50 68 6f 5 1 30 70 67 58 6e 31 74 44 2b 5a 4b 36 59 50 30 71 71 69 33 52 39 66 50 4a 39 52 56 56 44 54 4c 65 4b 2f 6b 57 32 72 44 50 43 4b 38 61 57 51 6c 48 39 5a 6c 72 34 6d 37 77 50 4a 56 7a 5a 71 61 5a 52 79 46 57 32 7a 2f 6c 6c 79 46 4b 53 71 75 44 57 48 53 5a 66 48 76 5a 54 39 7a 41 77 71 33 43 37 75 58 51 70 69 50 55 49 4e 36 71 2f 79 43 47 74 69 55 50 69 49 56 69 48 65 46 75 67 78 4f 38 30 6b 4f 63 35 5a 63 5a 6c 5a 75 78 57 51 63 62 46 72 69 53 2b 63 49 5a 71 48 6b 6e 38 34 34 51 77 32 56 45 77 3d 3d 0a 2f 70 72 6f 64 2d 63 6d 73 2d 75 73 65 72 66 69 6c 65 73 2d 75 78 78 2f 6f 68 2f 6e 6f 72 74 68 65 72 6e 6c 63 6c 73 64 2f 64 61 74 61 2f 75 73 65 72 66 69 6c 65 73 2f 31 31 34 2f 63 6c 61 73 73 65 73 2f 33 35 30 35 2f 61 72 63 77 65 6c 64 69 6e 67 62 61 73 69 63 73 31 2e 70 70 74 3f 72 65 73 70 6f 6e 73 65 2d 63 61 63 68 65 2d 63 6f 6e 74 72 6f 6c 3d 70 72 69 76 61 74 65 2c 20 6d 61 78 2d 61 67 65 3d 31 37 32 38 30 30 26 72 65 73 70 6f 6e 73 65 2d 63 6f 6e 74 65 6e 74 2d 64 69 73 70 6f 73 69 74 69 6f 6e 3d 69 6e 6c 69 6e 65 3b 20 66 69 6c 65 6e 61 6d 65 3d 61 72 63 77 65 6c 64 69 6e 67 62 61 73 69 63 73 31 2e 70 70 74 26 72 65 73 70 6f 6e 73 65 2d 63 6f 6e 74 65 6e 74 2d 74 79 70 65 3d 61 70 70 6c 69 63 61 74 69 6f 6e 2f 6d 73 70 6f 77 65 72 70 6f 69 6e 74 26 72 65 73 70 6f 6e 73 65 Презентация 2d 65 78 70 69 72 65 73 3d 54 68 75 2c 20 31 31 20 46 65 62 20 32 30 32 31 20 30 33 3a 30 39 3a 32 38 20 47 4d 54B219C7E8D44FB79025j4huhOLKxgycxquX6eUGtX + FDyqZDaPO6eQeKNI90DUNW2 бесплатно скачать PowerShow.
ppt? response-cache-control = private, max-age = 172800 & response-content-disposition = inline; filename = arcweldingbasics1.ppt & response-content-type = application / mspowerpoint & response-expires = Thu, 11 Feb 2021 03:09:28 GMTL6484HPhpPfFgEWlzEgoljI + vD0 = 47 45 54 0a 0a 61 70 70 6c 69 63 61 74 69 6f 6e 2f 78 2d 77 77 77 2d 66 6f 72 6d 2d 75 72 6c 65 6e 63 6f 64 65 64 3b 63 68 61 72 73 65 74 3d 55 54 46 2d 38 0a 31 36 31 33 30 31 32 39 36 38 0a 78 2d 61 6d 7a 2d 73 65 63 75 72 69 74 79 2d 74 6f 6b 65 6e 3a 49 51 6f 4a 62 33 4a 70 5a 32 6c 75 58 32 56 6a 45 49 76 2f 2f 2f 2f 2f 2f 2f 2f 2f 2f 77 45 61 43 58 56 7a 4c 57 56 68 63 33 51 74 4d 53 4a 47 4d 45 51 43 49 46 58 56 47 78 76 66 57 54 50 69 4c 4b 79 6b 71 39 58 38 55 36 4f 42 71 65 2f 74 53 67 72 4d 4c 78 52 57 57 31 44 41 69 6f 4f 6e 41 69 41 48 7a 4d 59 48 48 48 41 56 6e 56 6e 52 56 38 37 6f 4c 71 64 51 4c 4c 58 65 61 36 62 6a 59 30 33 66 77 75 41 7a 5a 30 31 6b 6f 43 71 69 41 77 69 45 2f 2f 2f 2f 2f 2f 2f 2f 2f 2f 38 42 45 41 41 61 44 44 49 34 4d 7a 49 77 4d 6a 55 7a 4f 54 63 34 4d 43 49 4d 4a 63 34 47 31 31 50 34 75 66 34 4e 6f 65 4d 34 4b 76 59 43 2b 48 6b 6e 63 79 2b 36 56 68 74 4d 73 4d 55 7a 6b 71 59 46 43 49 49 31 74 76 55 43 65 69 57 63 47 58 5a 48 73 44 35 4b 74 62 37 35 30 4c 50 6d 38 4c 52 38 58 33 33 43 4f 78 5a 41 51 58 65 37 53 68 55 4d 73 61 78 50 5a 4a 79 30 72 69 4f 55 47 4e 73 53 58 61 76 37 50 47 38 59 4f 4e 73 61 4b 70 35 33 4a 57 56 4f 44 5a 62 36 6d 59 67 32 31 6d 56 69 76 71 45 6c 68 31 61 66 44 5a 4f 36 61 57 47 51 70 71 72 42 48 77 75 64 4c 49 77 49 45 48 44 54 53 41 54 49 32 74 59 48 6c 2f 76 59 2b 33 73 73 7a 55 42 30 51 78 55 32 6f 32 57 38 59 37 2b 5a 6b 4c 76 6a 54 75 75 36 57 46 55 6e 75 45 5a 6c 43 30 61 45 75 37 7a 4a 72 68 46 35 78 70 34 72 75 57 50 78 38 71 46 6e 58 49 7a 47 33 6e 51 59 30 63 70 71 49 6d 75 59 71 58 47 42 41 67 32 67 36 53 54 2f 42 52 41 59 33 58 63 75 63 67 34 51 35 70 4d 59 79 31 61 56 4a 4f 34 39 33 64 2b 74 4f 55 38 56 78 37 39 4d 76 61 48 57 48 54 62 44 61 56 78 39 65 2b 76 51 4d 6f 47 70 56 78 36 79 35 66 6e 5a 4f 77 36 6b 69 50 4d 51 72 34 48 69 4f 4c 6b 6d 57 5a 6d 6c 75 70 43 69 47 77 74 2f 65 72 75 41 6a 37 41 5a 51 54 4d 57 2b 4a 73 36 59 7a 69 37 76 65 2f 64 5a 5a 30 44 56 35 6a 7a 63 4b 34 78 75 4f 32 39 4c 49 39 48 4a 65 4c 6b 6e 72 37 6b 5a 72 63 58 75 6e 33 32 57 2f 37 2b 54 4b 39 78 43 68 67 55 44 44 4f 6a 4f 37 77 78 46 6f 45 62 76 52 68 2f 46 4a 4e 42 69 4a 63 64 79 54 35 66 57 41 36 72 4b 45 51 50 4c 61 46 4c 62 45 36 72 54 56 49 56 32 69 43 36 57 33 4e 4a 75 7a 42 52 75 54 6d 48 36 72 32 41 2f 6c 53 76 53 66 2b 32 38 62 55 78 35 56 75 6b 43 46 6f 77 69 4f 57 48 67 51 59 36 37 41 46 32 48 6c 5a 56 45 53 52 55 59 67 58 77 47 2f 54 34 79 2f 4b 78 43 6b 56 50 63 46 70 71 6b 53 4b 6c 4a 57 58 6e 68 71 63 38 35 38 71 50 32 32 33 57 57 6b 52 68 79 78 43 7a 34 67 50 68 54 30 34 57 30 6d 50 67 38 75 39 30 49 56 32 59 48 4b 43 75 4b 41 34 4f 59 76 45 77 38 72 46 43 32 58 2b 37 33 44 36 6f 77 36 76 39 66 6a 47 79 67 6e 33 63 50 6c 53 4b 77 73 44 47 49 4a 73 37 6c 61 77 66 39 51 55 30 76 79 4a 67 6d 62 54 48 6e 4a 4c 33 44 50 68 6f 5 1 30 70 67 58 6e 31 74 44 2b 5a 4b 36 59 50 30 71 71 69 33 52 39 66 50 4a 39 52 56 56 44 54 4c 65 4b 2f 6b 57 32 72 44 50 43 4b 38 61 57 51 6c 48 39 5a 6c 72 34 6d 37 77 50 4a 56 7a 5a 71 61 5a 52 79 46 57 32 7a 2f 6c 6c 79 46 4b 53 71 75 44 57 48 53 5a 66 48 76 5a 54 39 7a 41 77 71 33 43 37 75 58 51 70 69 50 55 49 4e 36 71 2f 79 43 47 74 69 55 50 69 49 56 69 48 65 46 75 67 78 4f 38 30 6b 4f 63 35 5a 63 5a 6c 5a 75 78 57 51 63 62 46 72 69 53 2b 63 49 5a 71 48 6b 6e 38 34 34 51 77 32 56 45 77 3d 3d 0a 2f 70 72 6f 64 2d 63 6d 73 2d 75 73 65 72 66 69 6c 65 73 2d 75 78 78 2f 6f 68 2f 6e 6f 72 74 68 65 72 6e 6c 63 6c 73 64 2f 64 61 74 61 2f 75 73 65 72 66 69 6c 65 73 2f 31 31 34 2f 63 6c 61 73 73 65 73 2f 33 35 30 35 2f 61 72 63 77 65 6c 64 69 6e 67 62 61 73 69 63 73 31 2e 70 70 74 3f 72 65 73 70 6f 6e 73 65 2d 63 61 63 68 65 2d 63 6f 6e 74 72 6f 6c 3d 70 72 69 76 61 74 65 2c 20 6d 61 78 2d 61 67 65 3d 31 37 32 38 30 30 26 72 65 73 70 6f 6e 73 65 2d 63 6f 6e 74 65 6e 74 2d 64 69 73 70 6f 73 69 74 69 6f 6e 3d 69 6e 6c 69 6e 65 3b 20 66 69 6c 65 6e 61 6d 65 3d 61 72 63 77 65 6c 64 69 6e 67 62 61 73 69 63 73 31 2e 70 70 74 26 72 65 73 70 6f 6e 73 65 2d 63 6f 6e 74 65 6e 74 2d 74 79 70 65 3d 61 70 70 6c 69 63 61 74 69 6f 6e 2f 6d 73 70 6f 77 65 72 70 6f 69 6e 74 26 72 65 73 70 6f 6e 73 65 Презентация 2d 65 78 70 69 72 65 73 3d 54 68 75 2c 20 31 31 20 46 65 62 20 32 30 32 31 20 30 33 3a 30 39 3a 32 38 20 47 4d 54B219C7E8D44FB79025j4huhOLKxgycxquX6eUGtX + FDyqZDaPO6eQeKNI90DUNW2 бесплатно скачать PowerShow. com — ведущий веб-сайт для обмена презентациями / слайд-шоу. Независимо от того, является ли ваше приложение бизнесом, практическими рекомендациями, образованием, медициной, школой, церковью, продажами, маркетингом, онлайн-обучением или просто для развлечения, PowerShow.com — отличный ресурс. И, что лучше всего, большинство его интересных функций бесплатны и просты в использовании.
com — ведущий веб-сайт для обмена презентациями / слайд-шоу. Независимо от того, является ли ваше приложение бизнесом, практическими рекомендациями, образованием, медициной, школой, церковью, продажами, маркетингом, онлайн-обучением или просто для развлечения, PowerShow.com — отличный ресурс. И, что лучше всего, большинство его интересных функций бесплатны и просты в использовании. Вы можете использовать PowerShow.com, чтобы найти и загрузить примеры онлайн-презентаций PowerPoint ppt практически на любую тему, которую вы можете вообразить, чтобы вы могли узнать, как улучшить свои собственные слайды и презентации бесплатно.Или используйте его, чтобы найти и загрузить высококачественные практические презентации PowerPoint ppt с иллюстрированными или анимированными слайдами, которые научат вас делать что-то новое, также бесплатно. Или используйте его для загрузки собственных слайдов PowerPoint, чтобы вы могли поделиться ими со своими учителями, классом, студентами, начальниками, сотрудниками, клиентами, потенциальными инвесторами или всем миром. Или используйте его для создания действительно крутых слайд-шоу из фотографий — с двухмерными и трехмерными переходами, анимацией и музыкой на ваш выбор — которыми вы можете поделиться с друзьями на Facebook или в кругах Google+.Это тоже бесплатно!
Или используйте его для создания действительно крутых слайд-шоу из фотографий — с двухмерными и трехмерными переходами, анимацией и музыкой на ваш выбор — которыми вы можете поделиться с друзьями на Facebook или в кругах Google+.Это тоже бесплатно!
За небольшую плату вы можете получить лучшую в отрасли конфиденциальность в Интернете или публично продвигать свои презентации и слайд-шоу с высокими рейтингами. Но в остальном это бесплатно. Мы даже преобразуем ваши презентации и слайд-шоу в универсальный формат Flash со всей их оригинальной мультимедийной красотой, включая анимацию, эффекты перехода 2D и 3D, встроенную музыку или другой звук или даже видео, встроенное в слайды. Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу из фотографий за плату или бесплатно или вовсе.) Посетите PowerShow. com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
За небольшую плату вы можете получить лучшую в отрасли конфиденциальность в Интернете или публично продвигать свои презентации и слайд-шоу с высокими рейтингами. Но в остальном это бесплатно. Мы даже преобразуем ваши презентации и слайд-шоу в универсальный формат Flash со всей их оригинальной мультимедийной красотой, включая анимацию, эффекты перехода 2D и 3D, встроенную музыку или другой звук или даже видео, встроенное в слайды. Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу из фотографий за плату или бесплатно или вовсе.) Посетите PowerShow.com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу из фотографий за плату или бесплатно или вовсе.) Посетите PowerShow.com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
Введение в сварку — Учебные и учебные материалы
Курсовые материалы для введения в сварку, включая проекты, оценки, информацию по технике безопасности и учебные материалы
- Дата:
- 2012
- Тип первичного материала:
- Учебный план
- Другие типы материалов:
- Инструмент для оценки, задания, справочные материалы, семинары и учебные материалы
- Учреждение:
- Государственный технический колледж штата Миссури
- Название проекта:
- MoMANUFACTURINGWINs
- TAACCCT Раунд:
- 2
- Темы:
- Сварка, термическая резка, дуга в экранированном металле, дуга в газовом металле, дуга вольфрамовым газом, порошковая дуга
Промышленность / Род занятий
- Отраслевой партнер:
- Columbia Area Career Center, Columbia Public Schooks, Douglas High School, Jefferson City High School, C&S Business Services, Central MO Community Action, Торговая палата, Job Point, Mo Dept of Corrections, North East MO WIB, Truman VA Hospital, Nike , Patterson Mold, Patriot Machine, Quest Manufacturing Products Inc, TRUE Manufacturing, U. AW, Ассоциация ветеранов, ABB, American Air Filter, American Iron, Austin Machine, Boeing, Bull Moose Tub Company, CADCO Program and Machine, Component Bar, Emerson, Natoli Engineering — все отраслевые партнеры работали с грантом для реферальных участников, вносили свой вклад о необходимом обучении для местных жителей и о найме участников при наличии свободных мест.
- Сектор промышленности:
- Производство — Производство готовых металлических изделий (332)
- Род занятий:
- Производственные занятия — наладчики, операторы сварочных, паяльных и паяльных машин и тендеры (51-4122)
 AW, Ассоциация ветеранов, ABB, American Air Filter, American Iron, Austin Machine, Boeing, Bull Moose Tub Company, CADCO Program and Machine, Component Bar, Emerson, Natoli Engineering — все отраслевые партнеры работали с грантом для реферальных участников, вносили свой вклад о необходимом обучении для местных жителей и о найме участников при наличии свободных мест.
AW, Ассоциация ветеранов, ABB, American Air Filter, American Iron, Austin Machine, Boeing, Bull Moose Tub Company, CADCO Program and Machine, Component Bar, Emerson, Natoli Engineering — все отраслевые партнеры работали с грантом для реферальных участников, вносили свой вклад о необходимом обучении для местных жителей и о найме участников при наличии свободных мест.Информация об образовании / обучении
- Учебная программа:
- Прецизионное производство (48)
- Образовательный уровень материалов:
- 1-й год Общественный колледж или эквивалент
- Требуемое время:
- 21
- Язык:
- Английский (США)
- Тип взаимодействия:
- Active — требует, чтобы пользователь отвечал на подсказки, вопросы и т. Д.
- Рубрика качества:
- Другое
- Примечание по качеству: Материалы
- Progrma были созданы на основе участия малого и среднего бизнеса, партнерства работодателей и различных других источников. Пункты были проверены на точность до предъявления тро.
- Качество предмета изучения гарантируют:
- Проведение оценки учебных материалов и предоставление отчета
- Качество онлайн / гибридного курсового дизайна обеспечивает:
- Отраслевой стандарт качества Рубрика; Рубрика нестандартного качества
- Рубрика качества на заказ
- Примечание курса:
- MMW Введение в сварку
 Д.
Д.Доступность
- Специальные возможности:
- Макет чтения — перекомпоновка текста
- Макет чтения — номера страниц соответствуют печатному материалу
- Макет чтения — перекомпоновка текста
- Порядок чтения — Макет цифрового ресурса
- Структурная разметка — текст навигации
- Структурная разметка — Списки
- Разметка таблицы
- Гиперссылки отображаются как активные
- цветов, совместимых со вспомогательными технологиями
- Контрастность не менее 4. 5: 1.
- Язык — разметка
- Язык — разметка отрывка
- Недекоративные изображения имеют замещающий текст
- Декоративные изображения с нулевым замещающим текстом
- Сложные изображения, диаграммы и графики имеют текстовые описания
- Синхронизированная текстовая дорожка
- Расшифровка стенограммы с аудиоконтентом
- Аудио / видео, передаваемое через медиаплеер
- Немерцающее содержимое
- Содержание STEM (например, математика, химия) Разметка
- STEM — Разметка обозначений
- Интерактивный — Клавиатура
- Интерактивное — разметка
- Интерактивный — текстовые подсказки
 5: 1.
5: 1.Авторские права / Лицензии
Различные типы сварочных процессов [2021]
Если вы думаете о карьере сварщика, важно определить область, в которой вы хотели бы специализироваться.Существует более 30 различных типов сварочных процессов, от кислородно-топливной до более сложных методов лазерной сварки. Хотя эти разновидности обычно делятся на четыре основные группы.
Хотя эти разновидности обычно делятся на четыре основные группы.
4 основных типа сварочных процессов
Наиболее распространенными категориями сварочных процессов являются: дуговая сварка металлическим электродом в среде защитного газа (GMAW / MIG), дуговая сварка вольфрамовым электродом в среде газа (GTAW / TIG), дуговая сварка в среде защитного металла (SMAW) и флюс. порошковая дуговая сварка (FCAW).
В этом посте мы подробно расскажем о специфике каждого процесса и подчеркнем различия между ними.Продолжайте читать, чтобы узнать все, что вам нужно знать о четырех основных типах сварки и о том, для чего они используются.
Газовая дуговая сварка металла (GMAW / MIG)
Этот процесс, также известный как сварка в среде инертного газа или MIG, использует тонкую проволоку в качестве электрода. Проволока нагревается по мере продвижения через сварочный инструмент к месту сварки. Необходимо использовать защитный газ для защиты сварного шва от загрязнений в воздухе.
Обычно это двуокись углерода, кислород, аргон или гелий.Этот метод часто используется для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и др. Из всех сварочных процессов этот наиболее популярен в строительной и автомобильной отраслях.
Газовая дуговая сварка металлическим электродом считается одним из наиболее простых в освоении методов сварки, что делает ее отличным направлением для начинающих сварщиков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Некоторые недостатки, связанные с этим типом сварочного процесса, связаны с затратами на получение защитного газа и невозможностью сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Газовая дуговая сварка вольфрамом (GTAW / TIG)
Этот тип сварочного процесса, также известный как сварка вольфрамовым инертным газом или TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Обычно он применяется в производстве велосипедов или самолетов.
Обычно он применяется в производстве велосипедов или самолетов.
В отличие от других типов сварочных процессов, при сварке TIG для сварки используется неплавящийся вольфрамовый электрод. Вам по-прежнему потребуется внешний источник газа, обычно аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных для освоения и обеспечивает получение наиболее качественных сварных швов.
Поскольку между дугой и свариваемой областью есть лишь крошечная область, для завершения требуется огромная точность и умение. Известно, что сварные швы, полученные этим методом, очень прочны.
Дуговая сварка защищенного металла (SMAW)
Этот тип сварки основан на ручной технике с использованием плавящегося электрода, покрытого флюсом.Этот метод, как правило, наиболее популярен среди домашних сварщиков. Этот процесс также более неофициально известен как сварка стержнем.
Это прозвище относится к электроду, используемому для сварки металла, который имеет форму «палочки». Поскольку для дуговой сварки в экранированном металле требуется минимум оборудования, это один из самых недорогих процессов.
Поскольку для дуговой сварки в экранированном металле требуется минимум оборудования, это один из самых недорогих процессов.
Этот вид сварки не требует использования защитного газа и может выполняться на улице при ветре или дожде. Он также хорошо работает с грязью и ржавыми материалами.Тем не менее, есть и недостатки.
Ручная сварка обычно не позволяет получить продукцию самого высокого качества. Они склонны к пористости, трещинам и мелкому проникновению. Как правило, сварные швы менее долговечны, чем сварочные швы других типов.
Дуговая сварка порошковой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка порошковой проволокой основана на непрерывной подаче проволоки. Есть два отдельных процесса, связанных с дуговой сваркой порошковой проволокой.
Один из них предполагает использование защитного газа, а другой — самозащитные агенты, образующиеся при разложении флюсов внутри проволоки.
Этот вид сварки известен тем, что он недорогой и простой в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в поле.
Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в поле.
Также позволяет сварщикам выполнять свою работу на открытом воздухе (ветер не повлияет на сварку). Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярным процессом для строительных проектов.
Начните свою сварочную карьеру в Технологическом институте Новой Англии
Диплом специалиста по сварочным технологиям в NEIT, одной из лучших сварочных школ в стране, дает интенсивный практический опыт, необходимый для начала карьера сварщика.
Программа разработана, чтобы помочь студентам овладеть навыками сварки и монтажа трубопроводов, познакомить их с САПР, проектированием зданий и научить их читать чертежи. Дополнительная теория и практика также включены в учебный план.
Выпускники будут подготовлены к ряду различных отраслевых должностей, включая техника-сварщика, сварщика на производстве, техника-технолога, инженера по контролю качества, проектировщика CADD, техника CADD, продавца сварочной промышленности и специалиста по испытанию материалов.
Студенты также будут подготовлены к будущей сертификации с помощью имитационных квалификационных тестов сварщика.
Вы можете заполнить форму ниже, чтобы запросить дополнительную информацию о выборе нашей программы, или позвоните нам по телефону 866-253-8458, чтобы поговорить с кем-нибудь из нашей команды сегодня!
Газовая дуговая сварка металла — обзор
2.2 Анализ механических свойств сварного шва
Контроль деформации и общее качество сварных швов исследовали Casalino et al. 19 , чтобы выбрать параметры процесса GMAW, минимизирующие термическую деформацию, и оценить качество сварки. Они объединили методы искусственного интеллекта и МКЭ с помощью экспериментальных испытаний сварных швов на пластине. В качестве основного металла использовалась малоуглеродистая сталь толщиной 1,6 мм, в качестве электрода использовалась покрытая медью проволока диаметром 0,9 мм с защитным газом, состоящим из смеси 75% Ar – 25% CO 2 с расходом 10–15 фут 3 час -1 . Сначала использовалась ИНС, чтобы связать параметры процесса с геометрией расплавленной зоны, что позволило рассчитать геометрию во всем диапазоне параметров процесса. Затем был применен метод конечных элементов для прогнозирования значения остаточного напряжения и деформации сварного соединения. Наконец, для оценки качества стыков был применен алгоритм нечеткой кластеризации C-средних. Построены математические модели для GMAW. Проведены экспериментальные испытания стыковых сварных соединений. Был сделан вывод о хорошем согласии экспериментальных результатов с математической моделью.
Сначала использовалась ИНС, чтобы связать параметры процесса с геометрией расплавленной зоны, что позволило рассчитать геометрию во всем диапазоне параметров процесса. Затем был применен метод конечных элементов для прогнозирования значения остаточного напряжения и деформации сварного соединения. Наконец, для оценки качества стыков был применен алгоритм нечеткой кластеризации C-средних. Построены математические модели для GMAW. Проведены экспериментальные испытания стыковых сварных соединений. Был сделан вывод о хорошем согласии экспериментальных результатов с математической моделью.
Li-Ming et al. 20 создали статическую модель для композитов с металлической матрицей SiCw / 6061 Al при диффузионной сварке с использованием ИНС. Была представлена взаимосвязь между прочностью сварного соединения и параметрами сварки, такими как температура сварки, давление сварки и время сварки. Продемонстрировано влияние технологических параметров на прочность соединения и получены оптимальные технические параметры. Было доказано, что разработанная статическая модель хорошо согласуется с фактическими данными.
Было доказано, что разработанная статическая модель хорошо согласуется с фактическими данными.
Sterjovski et al. 21 представил моделирование ИНС в качестве альтернативы методам, описанным в настоящее время в литературе, для прогнозирования твердости ЗТВ, и, следовательно, попытки контролировать ее, чтобы минимизировать риск водородного образования холодных трещин при сварке на обслуживающих трубопроводах методом горячей врезки. . В разработанную модель включены характеристики материалов; химический состав и твердость (в качестве входных данных), пиковая температура, время выдержки и скорость охлаждения при моделировании теплового цикла ЗТВ также использовались в качестве ключевых входных данных в модели для прогнозирования твердости ЗТВ.Сообщалось, что твердость ЗТВ увеличивается с увеличением следующего: содержания углерода, исходной твердости материала трубы или фитинга и более быстрого охлаждения. Они сравнили прогностические возможности моделей, разработанных с другими опубликованными работами, с моделью нейронной сети, которую они разработали. Было ясно, что модель нейронных сетей дает гораздо меньшую ошибку в более широком диапазоне значений твердости ЗТВ.
Было ясно, что модель нейронных сетей дает гораздо меньшую ошибку в более широком диапазоне значений твердости ЗТВ.
Лайтфут и др. 22 использовали ИНС для разработки модели для изучения факторов процесса FCAW, влияющих на деформацию стальных листов D и DH толщиной 6–8 мм.Был проведен анализ чувствительности, который выявил ряд очевидных ключевых факторов, влияющих на искажения. Было доказано, что содержание углерода играет ключевую роль в величине деформации, возникающей в процессе сварки. Они обнаружили, что увеличение содержания углерода способствует уменьшению деформации тонких пластин, вызванной сваркой. Кроме того, они определили ряд факторов, связанных с искажениями, таких как содержание углерода, соотношение YS / TS и прокатка. Был сделан вывод о том, что этими факторами можно управлять, чтобы уменьшить искажения в пластинах толщиной 6–8 мм.
Sterjovski et al. 23 применили модели ИНС для прогнозирования механических свойств сталей в различных приложениях, а именно: ударная вязкость закаленной и отпущенной стали для сосудов высокого давления, подвергшихся многократным циклам термообработки после сварки, твердость смоделированной зоны термического влияния в трубопроводе и на стыке внахлест. сталь после сварки в процессе эксплуатации, а также пластичность и жаропрочность различных микролегированных сталей в диапазоне температур для правки клетей или слябов в процессе непрерывной разливки.Было обнаружено, что три модели ИНС успешно предсказывают механические свойства. Также было показано, что ИНС могут успешно предсказывать множество механических свойств, а результат анализа чувствительности согласуется как с результатами экспериментального исследования, так и с результатами, опубликованными в литературе. Кроме того, было упомянуто, что использование ИНС привело к большим экономическим выгодам для организаций за счет минимизации необходимости в дорогостоящих экспериментальных исследованиях и / или проверке сталей, используемых в различных приложениях.
сталь после сварки в процессе эксплуатации, а также пластичность и жаропрочность различных микролегированных сталей в диапазоне температур для правки клетей или слябов в процессе непрерывной разливки.Было обнаружено, что три модели ИНС успешно предсказывают механические свойства. Также было показано, что ИНС могут успешно предсказывать множество механических свойств, а результат анализа чувствительности согласуется как с результатами экспериментального исследования, так и с результатами, опубликованными в литературе. Кроме того, было упомянуто, что использование ИНС привело к большим экономическим выгодам для организаций за счет минимизации необходимости в дорогостоящих экспериментальных исследованиях и / или проверке сталей, используемых в различных приложениях.
Okuyucu et al. 24 разработала модель с использованием ИНС для анализа и моделирования корреляции между параметрами сварки трением с перемешиванием (FSW) алюминиевых пластин и механическими свойствами сварного соединения. Параметры процесса состоят из скорости сварки и скорости вращения инструмента в зависимости от выходных механических свойств сварного соединения, а именно: прочности на разрыв, предела текучести, удлинения, твердости WZ и твердости HAZ. Достигнута хорошая производительность модели ИНС, и ее можно использовать для расчета механических свойств сварных пластин в зависимости от параметров процесса.Кроме того, было обнаружено, что корреляция между измеренными и прогнозируемыми значениями прочности на разрыв, твердости ЗТВ и твердости металла шва была лучше, чем у значений относительного удлинения и предела текучести.
Параметры процесса состоят из скорости сварки и скорости вращения инструмента в зависимости от выходных механических свойств сварного соединения, а именно: прочности на разрыв, предела текучести, удлинения, твердости WZ и твердости HAZ. Достигнута хорошая производительность модели ИНС, и ее можно использовать для расчета механических свойств сварных пластин в зависимости от параметров процесса.Кроме того, было обнаружено, что корреляция между измеренными и прогнозируемыми значениями прочности на разрыв, твердости ЗТВ и твердости металла шва была лучше, чем у значений относительного удлинения и предела текучести.
Ates et al. 25 используется (ИНС) для прогнозирования параметров дуговой сварки металлическим электродом в газе. Входные параметры модели состоят из газовых смесей, тогда как выходные параметры модели ИНС включают механические свойства, такие как прочность на разрыв, ударная вязкость, удлинение и твердость металла шва соответственно.Контроллер ИНС обучен с использованием расширенного алгоритма обучения дельта-бардельта. Результаты показали, что результаты расчета хорошо согласуются с измеренными данными, что указывает на то, что новый метод, представленный в этой работе, показывает хорошие характеристики модели ИНС.
Результаты показали, что результаты расчета хорошо согласуются с измеренными данными, что указывает на то, что новый метод, представленный в этой работе, показывает хорошие характеристики модели ИНС.
Acherjee et al. 26 устанавливает корреляцию между параметрами сварки с пропусканием лазерного излучения и выходными переменными с помощью нелинейной модели, разработанной путем применения ИНС. Параметры процесса модели включают мощность лазера, скорость сварки, расстояние зазора и давление зажима; тогда как выходные параметры модели включают сопротивление сдвигу внахлест и ширину сварного шва.Экспериментальные данные используются для обучения и тестирования сети. Кроме того, проводится сравнение между MRA (модели множественной регрессии) и моделями ИНС для прогнозирования выходных характеристик лазерной сварки.
Pal et al. 27 разработали модель многослойной нейронной сети для прогнозирования предельного напряжения растяжения (UTS) сварных пластин. Шесть параметров процесса, а именно импульсное напряжение, фоновое напряжение, длительность импульса, частота импульсов, скорость подачи проволоки и скорость сварки, а также два измерения, а именно среднеквадратичные значения сварочного тока и напряжения, используются в качестве входных данных. переменные модели и UTS сварной пластины рассматриваются как выходная переменная.Была проведена серия экспериментов с применением метода поверхности отклика, который равномерно распределяет параметры процесса по рабочему диапазону. Затем полученные экспериментальные данные были использованы для обучения и тестирования моделей ИНС различной архитектуры.
Шесть параметров процесса, а именно импульсное напряжение, фоновое напряжение, длительность импульса, частота импульсов, скорость подачи проволоки и скорость сварки, а также два измерения, а именно среднеквадратичные значения сварочного тока и напряжения, используются в качестве входных данных. переменные модели и UTS сварной пластины рассматриваются как выходная переменная.Была проведена серия экспериментов с применением метода поверхности отклика, который равномерно распределяет параметры процесса по рабочему диапазону. Затем полученные экспериментальные данные были использованы для обучения и тестирования моделей ИНС различной архитектуры.
Введение в сварку от промышленной революции до сварочных процессов и профессии
Что такое сварка?
Сварка — соединение металлов. Сварка соединяет металлы или другие материалы на их молекулярном уровне с помощью технологий, которые у нас есть на данный момент.Я говорю «в настоящий момент», потому что технология сварки постоянно меняется, и поскольку многие вооруженные силы полагаются на нее при производстве своей продукции оборонного назначения, есть сварочные процессы, о которых мы еще не слышали.
Что мы знаем о современной сварке, так это то, что сварной шов состоит из четырех компонентов. Четыре компонента — это сами металлы, источник тепла, наполнитель и своего рода защита от воздуха. Процесс сварки работает так. Металл нагревается до температуры плавления, в то же время существует своего рода экранирование от воздуха для его защиты, а затем в область, которую необходимо соединить, добавляется присадочный металл, в результате получается единый кусок металла.
В те времена, когда бронзовый и железный века начали использовать металлы более продуктивно, они использовали процесс прямого литья. Процесс литья будет осуществляться путем изготовления песчаной формы для добавляемой детали. После изготовления формы вы просто кладете ее на металлическую деталь, к которой хотите добавить деталь, и заполняете ее горячим расплавленным металлом, после чего ждете, пока она остынет. Другой способ соединения металла заключался в соединении двух металлических частей и перекрытии всех открытых сторон. После того, как участок стал свободным от протечек, вы просто вылили расплавленный металл, чтобы заполнить стык.
После того, как участок стал свободным от протечек, вы просто вылили расплавленный металл, чтобы заполнить стык.
Промышленная революция и сварка
Когда промышленная революция началась примерно в 1750 году нашей эры, использовался процесс, известный как кузнечная сварка. Это очень простой процесс, требующий двух или более кусков металла и нагрева стыков. Когда металл достаточно горячий, вы просто сколачиваете их вместе, пока они не плавятся. Все это работало достаточно хорошо до 1886 года.
В 1886 году изобретатель Элиху Томсон, получивший более 700 патентов, придумал контактную сварку.Он был тем, кому современный мир должен быть благодарен! Он не только сделал возможной контактную сварку, но и по-прежнему извлекаем пользу из многих других его изобретений в области электричества. Это было началом современной эпохи сварки, которая заставила изобретателей задуматься о том, как соединять металлы разными способами. Это было началом конца массового использования заклепок, винтов и болтов для соединения металлов.
Многие люди не знают, насколько важны эти новые сварочные процессы для военных в то время.В конце Первой мировой войны новые методы сварки были строго охраняемым секретом судоремонтной отрасли. Даже сегодня сварочная технология, используемая военными подрядчиками, и производимые новые сплавы являются строго охраняемым секретом!
Это простой процесс, в котором нуждалась промышленная революция, и без него не было бы многого из того, что мы считаем само собой разумеющимся! Сварка — это основная потребность большинства обрабатывающих производств. Практически любая отрасль, которая работает с металлом, не может выжить без сварки.Сварка, по большому счету, является основой всех металлических изделий. Сварка зависит от любой отрасли — от подводного строительства до освоения космоса. Просто посмотрите вокруг, сколько вещей вокруг вас сделано из металла? Если он металлический, велика вероятность, что он сварен.
Самые распространенные сварочные процессы
Сегодня у сварки четыре популярных процесса.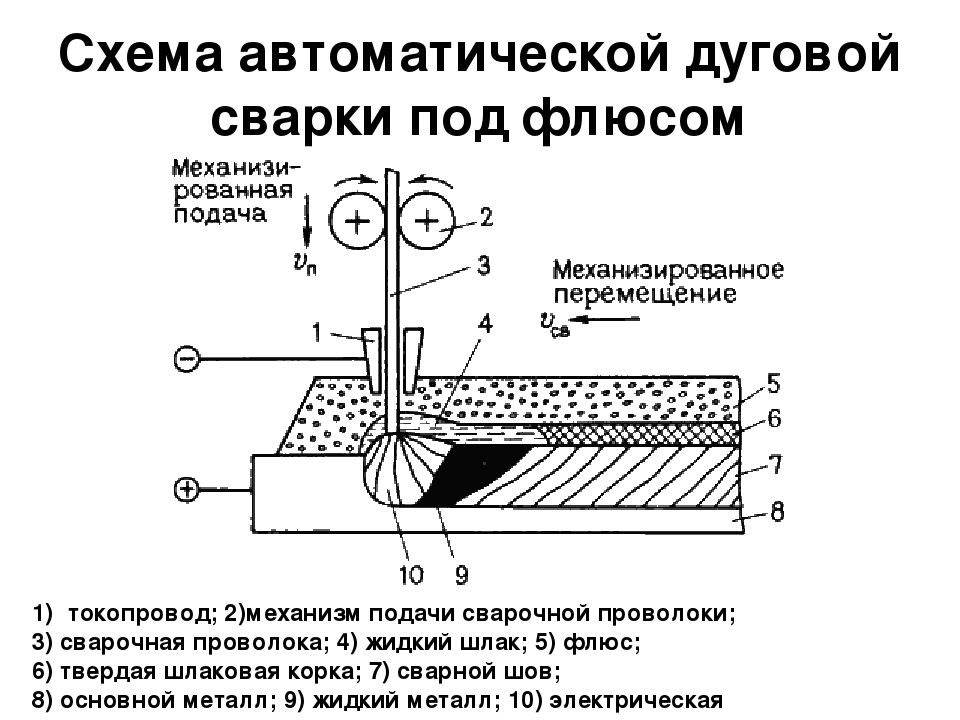 Эти процессы не всегда были самыми популярными в прошлом, но стали фаворитом инженеров и сварщиков по экономическим и практическим причинам.В реальном мире (а не в учебнике) это сварочные процессы, которые требуют наибольшего спроса. Не уверена? Возьмите любую газету прямо сейчас и посмотрите объявления о приеме на работу. Именно такие сварщики нужны большинству работодателей!
Эти процессы не всегда были самыми популярными в прошлом, но стали фаворитом инженеров и сварщиков по экономическим и практическим причинам.В реальном мире (а не в учебнике) это сварочные процессы, которые требуют наибольшего спроса. Не уверена? Возьмите любую газету прямо сейчас и посмотрите объявления о приеме на работу. Именно такие сварщики нужны большинству работодателей!
Все вышеперечисленные процессы требуют электричества для создания тепла, необходимого для сварки металлов. Основное различие между всеми этими процессами заключается в способе добавления присадочного металла и защите сварного шва от воздуха.
Дуговая сварка защищенного металла / Ручная сварка / SMAW
Дуговая сварка защищенным металлом / сварка палкой / или SMAW использует стержень или, в технических терминах, он называется электродом с порошковым покрытием (технически флюсом) на нем, который горит или плавится для создания защиты от кислорода, и некоторые стержни Добавьте в покрытие присадочный металл, чтобы ускорить процесс сварки.
По шкале сложности от 1 до 3, SMAW — это 2. Сварка штангой является наиболее распространенной, но с визуальной точки зрения труднее определить, сколько присадочного металла добавлено в соединение, потому что экранирование на стержне образует шлак, который не позволяет видеть сварной шов непосредственно во время сварки. После этого вы снимаете шлак, чтобы увидеть сварной шов. Ручная сварка также является лучшим методом для сварки дверей. Флюс защищает сварной шов от кислорода и особенно хорош в ветреную погоду.
MIG / сварка металла в инертном газе / газовая дуговая сварка металла / GMAW
Сварка металла в инертном газе / MIG — это процесс, в котором для подачи проволоки к стыку используется катушка с проволокой, а от аппарата к сварочной рукоятке проходит баллон с газом, чтобы защитить сварной шов от воздуха вокруг него. Лучшее описание с точки зрения сравнения — это велосипедный тормозной трос, через который проходит проволока, непрерывно подводящая к суставу. Но через этот кабель также проходит газ, который защищает сварку от воздуха.
Но через этот кабель также проходит газ, который защищает сварку от воздуха.
По шкале сложности от 1 до 3, SMAW — это 2. Сварка штангой является наиболее распространенной, но с визуальной точки зрения труднее определить, сколько присадочного металла добавлено в соединение, потому что экранирование на стержне образует шлак, который не позволяет видеть сварной шов непосредственно во время сварки. После этого вы снимаете шлак, чтобы увидеть сварной шов. Ручная сварка также является лучшим методом для сварки дверей. Флюс защищает сварной шов от кислорода и особенно хорош в ветреную погоду.
Дуговая сварка сердечником под флюсом / FCAW
Дуговая сварка сердечником под флюсом / FCAW — это тот же аппарат, что и сварочный аппарат MIG, но с той разницей, что он использует либо только проволоку с флюсом в центре, либо комбинацию флюса в центре проволоки и защитного газа. из бутылки.
По шкале от 1 до 3 для сложности FCAW — 2. Сварка сердечником под флюсом в основном используется вне помещений, когда есть высокие производственные требования к количеству сварных швов, выполняемых в час. Это обычно используется на верфях, где требуется много сварных швов и дует ветер.
Это обычно используется на верфях, где требуется много сварных швов и дует ветер.
Сварка TIG / вольфрамовым электродом в среде инертного газа
Дуговая сварка вольфрамом / TIG — это горелка, через которую проходит газ с неплавящимся стержнем из вольфрама, который нагревает металл, а присадочный металл удерживается в другой руке и при необходимости добавляется вручную. Неплавящийся стержень — это всего лишь стержень, который создает дугу для нагрева металла. Он не добавляется к самому сварочному присадочному материалу.
По шкале от 1 до 3 для сложности TIG — 3. Вы нагреваете шов одной рукой, а в другую нужно добавить присадочный металл.Огромным преимуществом является полный контроль над сварным швом, и это предпочтительный процесс для экзотических металлов и соединений, который требует наилучшего возможного сварного шва.
Различия в этих процессах сварки
Во всех популярных сварочных процессах к стыку добавляется практически тот же основной принцип: тепло, защита от воздуха и присадочный металл! Есть два основных отличия от сегодняшних сварочных процессов.
Разница электродов
Первое основное отличие заключается в том, что в некоторых процессах присадочный металл подается с проволокой определенного типа с использованием механической подачи, такой как колесо или катушка с проволокой.Они считаются полуавтоматическими. Второй — электрод, который горит до тех пор, пока не будет закончен, или пока другой рукой не добавляется присадочный металл. Это считается ручным процессом.
Второе отличие — это способ защиты от кислорода. MIG, иногда Flux Core и TIG используют баллон с газом, обычно содержащий весь или определенный процент газообразного аргона. При сварке штангой на стержень или электрод наносится химический порошок, который обжигает и защищает сварной шов.Кроме того, этот же химический порошок может содержать присадочный металл для более быстрой сварки.
Скорость сварочного производства
Когда речь идет о сварочном производстве, то есть о том, сколько фунтов проволоки применяется в день, MIG и Flux Core берут верх. Во-вторых, сварка палкой. Наконец, есть TIG для абсолютно точных сварных швов, которые можно выполнять на любом свариваемом металле
Во-вторых, сварка палкой. Наконец, есть TIG для абсолютно точных сварных швов, которые можно выполнять на любом свариваемом металле
Многие производители, занимающиеся производством металла, выбирают правильный процесс сварки, взвешивая минимальное качество сварного шва, которое им необходимо, по сравнению с тем, насколько быстро можно сделать сварной шов.Ага, деньги, деньги, деньги!
Выбор процесса сварки
С MIG или Flux Core (чаще всего в сварочных цехах и на верфях) сварка металлов происходит очень быстро, потому что металл поступает на катушку, а машина приводится в движение с такой скоростью, насколько это необходимо. К сожалению, поскольку проволока проходит через трос, как тормоза велосипеда, существует предел, на которое вы можете уйти со сварщиком в зависимости от расстояния. Чем дальше вы уходите от устройства подачи проволоки, тем большее трение имеет проволока, проходящая через кабель.Это вызывает некоторые неизбежные проблемы. Когда дело доходит до наибольшего количества сварных швов в час, главное — это сварка MIG и флюсовой сердцевиной!
Во-вторых, сварка палкой может быть быстро развивающимся процессом, если сварочный стержень достаточно большой или в покрытие добавлен присадочный металл. Главная привлекательность сварки палкой заключается в том, что она отлично работает на открытом воздухе и не требует баллонов с газом для защиты сварного шва. Кроме того, аппараты для ручной сварки имеют длинные шнуры и могут сваривать, если шнур длинный, и достаточно короткий, чтобы поддерживать электричество на должном уровне.Сварочные аппараты являются наиболее экономически выгодными для тех, кто просто нуждается в ремонте металла или любит сварку — это их хобби. Сварка палкой — самая простая и простая в настройке.
Главная привлекательность сварки палкой заключается в том, что она отлично работает на открытом воздухе и не требует баллонов с газом для защиты сварного шва. Кроме того, аппараты для ручной сварки имеют длинные шнуры и могут сваривать, если шнур длинный, и достаточно короткий, чтобы поддерживать электричество на должном уровне.Сварочные аппараты являются наиболее экономически выгодными для тех, кто просто нуждается в ремонте металла или любит сварку — это их хобби. Сварка палкой — самая простая и простая в настройке.
Наконец, сварка TIG, наиболее уважаемая и ценимая из всех сварочных процессов, медленная, но лучшая с точки зрения качества сварки. TIG позволяет использовать горелку TIG настолько далеко, насколько это возможно, точно так же, как аппарат для ручной сварки. Обратной стороной является то, что вам понадобится баллон с газом, чтобы он работал, а ветер может вызвать проблемы.Как правило, многие аппараты для ручной сварки также являются аппаратами для сварки TIG. Вы можете просто добавить горелку TIG и баллон с газом, чтобы использовать его в качестве сварочного аппарата TIG. Плюс — сварка лучшего качества с любым металлом.
Плюс — сварка лучшего качества с любым металлом.
Сварочная полярность и тип напряжения
Понимание полярности и типа напряжения при сварке важно, поскольку в наиболее распространенных сегодня сварочных процессах для выработки тепла используется электричество. При сварке также используются разные виды электричества в зависимости от самого процесса сварки и рекомендаций производителя сварочного присадочного материала.Есть два типа электричества, которые используются при сварке постоянного тока (постоянного тока), например, автомобильного аккумулятора, и переменного тока (переменного тока), как электричество в вашем доме. Есть три типа полярности сварки.
- Положительный электрод постоянного тока, где электрод положительный, электричество течет от металла к сварочному стержню.
- Отрицательный электрод D / C (наиболее распространенный), когда электрод отрицательный и электричество течет от стержня к металлу.
- A / C Переменный ток, полярность которого меняется с положительной на отрицательную много раз в секунду. Некоторые сварочные аппараты предлагают переменный ток, но в сварке он используется реже.
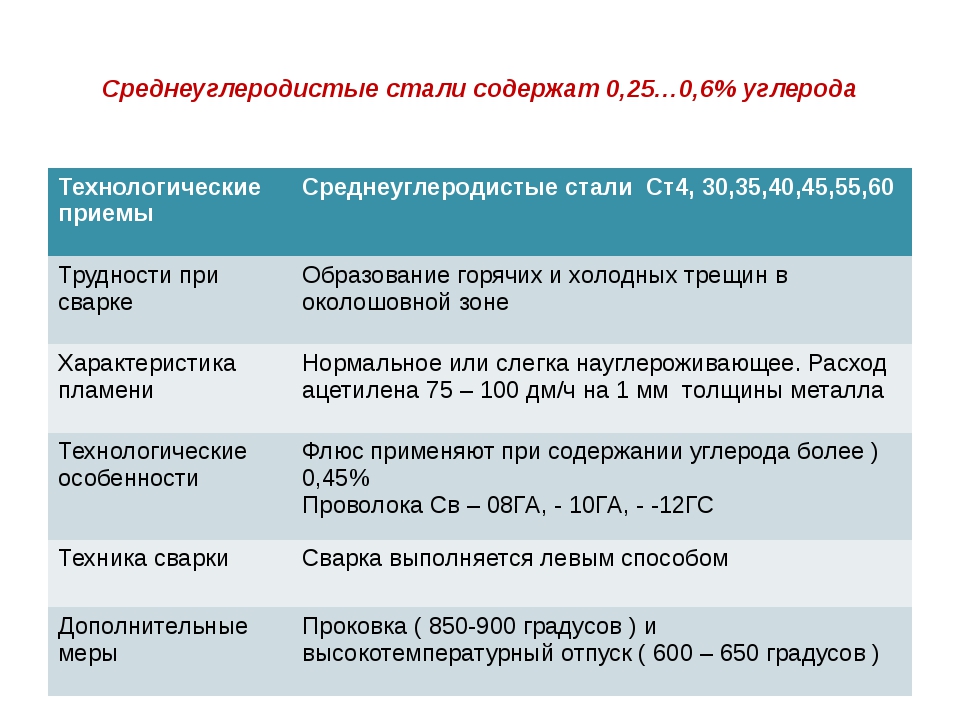 Некоторые сварочные аппараты предлагают переменный ток, но в сварке он используется реже.
Некоторые сварочные аппараты предлагают переменный ток, но в сварке он используется реже.Свариваемость металлов
В зависимости от процесса и условий можно сваривать практически любой металл. Людей, которые определяют, что и как можно сваривать, называют металлургами или инженерами-сварщиками, в зависимости от того, кого вы спрашиваете. Три наиболее часто свариваемых металла — это сталь, нержавеющая сталь и алюминий.
- Сталь легче всего сваривается, и у нее меньше всего проблем.
- Нержавеющая сталь сваривает очень хорошо, но требует гораздо больше навыков и подготовки, чем сталь.
- Алюминий труднее поддается сварке. Алюминий легко сваривается с помощью процессов TIG и MIG, но его также можно сваривать с помощью других процессов.
Помимо наиболее распространенных свариваемых металлов, существует почти бесконечное множество металлов, которые можно сваривать.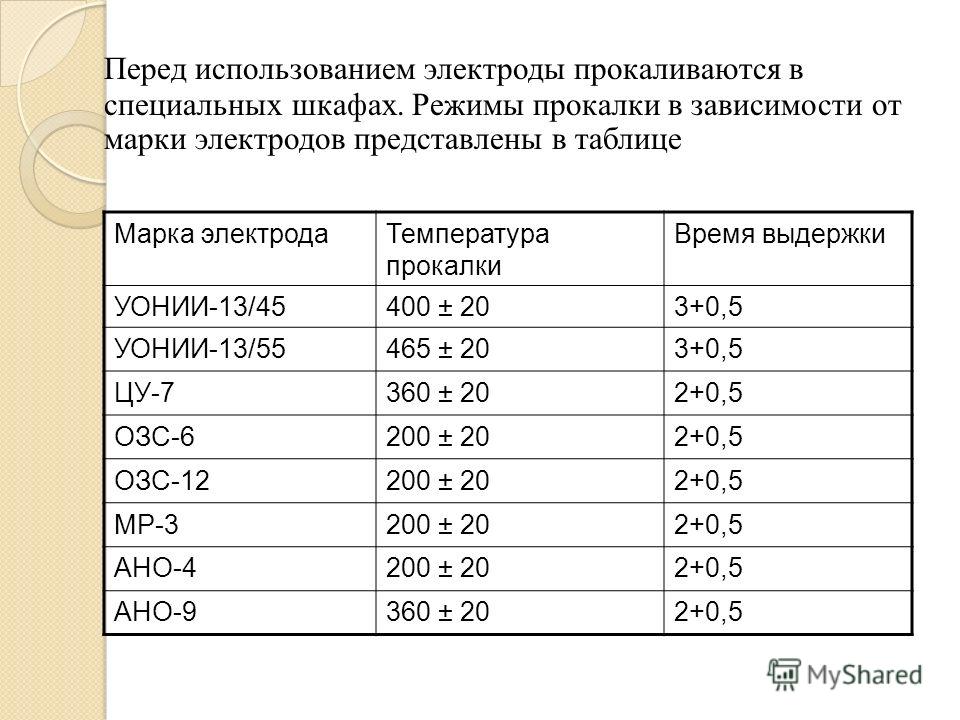 Стоимость этих металлов может быть очень высокой, и они считаются экзотическими, например, титан, который используется в аэрокосмической промышленности, сплавы на основе никеля, используемые на атомных электростанциях, и бесконечные комбинации различных металлов, специально разработанные для различных целей.
Стоимость этих металлов может быть очень высокой, и они считаются экзотическими, например, титан, который используется в аэрокосмической промышленности, сплавы на основе никеля, используемые на атомных электростанциях, и бесконечные комбинации различных металлов, специально разработанные для различных целей.
Сварка как выбор карьеры
Если вы подумываете о карьере сварщика, то есть много разных профессий, связанных со сваркой. Сварочные навыки пользуются большим спросом, и по мере того, как мир становится экологически чистым, спрос на них только возрастет.
Сварочные работы настолько разнообразны, что практически бесконечны. Некоторые работы могут быть очень грязными, в то время как другие выполняются в условиях почти стерильной операционной. Большинство сварщиков каждый день ездят на работу в одно и то же место, в то время как другие путешествуют по стране, останавливая производство, зарабатывая шестизначную сумму в год, что позволяет им брать много свободного времени. Собственно, у этих людей есть прозвище — «Воины дороги». Несколько элитных сварщиков работают на дне океана, а немногие избранные — в космосе.
Собственно, у этих людей есть прозвище — «Воины дороги». Несколько элитных сварщиков работают на дне океана, а немногие избранные — в космосе.
Многие сварочные работы — это больше, чем просто сварка. Помимо профессии сварщика, в отрасли существует большой спрос на людей, которые умеют решать проблемы и хорошо разбираются в математике. Наличие сварочного опыта открывает гораздо больше возможностей для карьерного роста.
Американское общество сварщиков выпустило пресс-релиз, и, по их словам, это то, что они говорят о сварке как о карьере.
18 января 2005 г. — (NAPS) — Все большее число мужчин и женщин обретают финансовую свободу, взяв в руки сварочную горелку и начав новую карьеру. Вот десять причин, по которым они «взяли в руки горелку» Американского общества сварщиков:
- Сварщики могут зарабатывать больше, чем врачи.
- Сварка — это «отличная перспектива для работы», — говорится в «Справочнике по профессиональным перспективам».
- У сварщиков больше возможностей выбора профессии.Инженерия, компьютерное программирование, образование и наука включают сварку.
- Квалифицированные сварщики востребованы во многих отраслях промышленности США.
- Сварщики похожи на спортсменов: прекрасная зрительно-моторная координация, физическая выносливость, и они хорошо справляются с нагрузкой.
- Сварщики работают под водой, на суше, в лабораториях или даже в космосе.
- Сварщики меняют мир к лучшему.Практически все, что мы видим и к чему прикасаем, является результатом сварочных технологий.
- Сварочное мастерство востребовано во всем мире.
- Ожидается, что в следующие десять лет количество рабочих мест в квалифицированных профессионалах увеличится на 50 процентов.
- Возможно, вы или кто-то из ваших знакомых является сварщиком. Посетите сайт www.takeupthetorch.org или позвоните по телефону 800-443-WELD, доб. 416, чтобы узнать больше о карьере сварщика.


Многие сварочные позиции — это больше, чем просто сварка.Например, сварщик / слесарь должен выполнить математические вычисления, прочитать чертежи и подогнать изделие! Сварщику / производителю необходимо выполнить все вышеперечисленное, но самая сложная часть работы, с которой многие люди сталкиваются, — это смотреть на чертеж и иметь возможность визуализировать готовый продукт в своем уме. Кроме того, сварщики / изготовители тратят много времени на рисование шаблонов и выкладку деталей, которые в данный момент существуют только на бумаге. Это работа, которую я люблю делать, потому что никогда не знаешь, что будешь строить дальше!
Честно говоря, мне слишком долго надоедает работа в офисе, как и слишком долго мне становится скучно работать руками. Сварка дает мне возможность делать и то и другое и уравновешивает мою жизнь. Если вам нравится работать умом и руками, сварка может стать для вас отличным выбором.
Сварка дает мне возможность делать и то и другое и уравновешивает мою жизнь. Если вам нравится работать умом и руками, сварка может стать для вас отличным выбором.
Я хочу подвести итог и сказать, что знакомство со сваркой изменило мою жизнь к лучшему! Из всех учебных курсов, которые я когда-либо посещал, сварка всегда окупалась очень быстро. Я помню, как прошел 900-часовой курс слесаря-сварщика и беспокоился о выплате студенческой ссуды. Всего за шесть месяцев этот выбор карьеры дал мне доход, необходимый для выплаты студенческой ссуды!
|
|
 )
)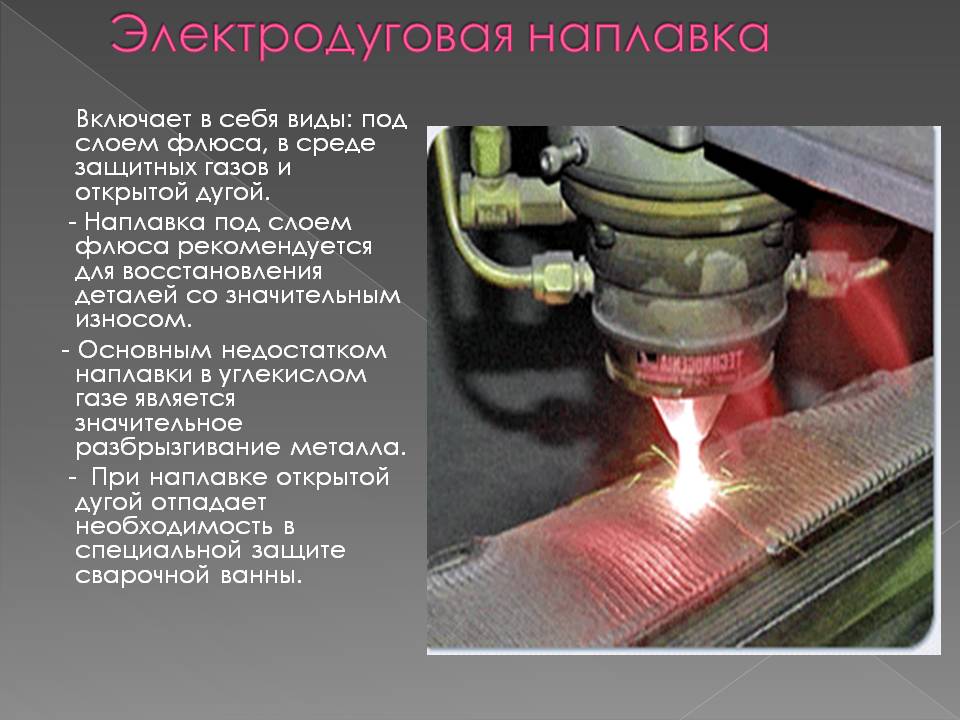 Использование этих рекомендаций и мер предосторожности обеспечит более безопасное и эффективное рабочее место.
Использование этих рекомендаций и мер предосторожности обеспечит более безопасное и эффективное рабочее место.
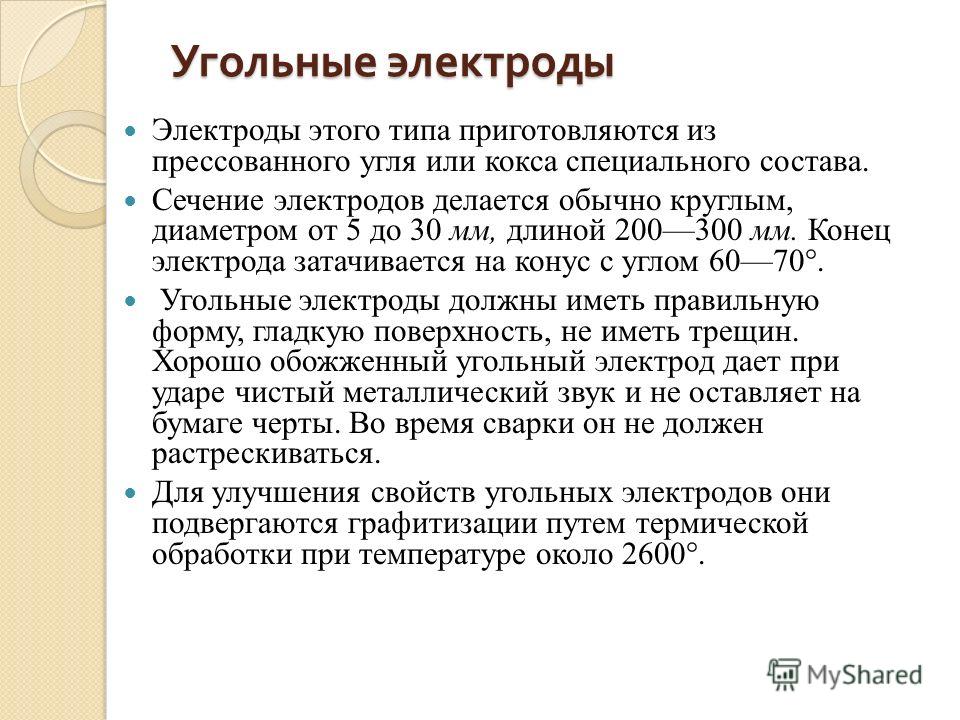
 Это включает, но не ограничивается, пайку, резку, шлифование, пайку, нанесение покрытий горелкой и сварку.
Это включает, но не ограничивается, пайку, резку, шлифование, пайку, нанесение покрытий горелкой и сварку.