
Таблица сварки полипропиленовых PPR труб и фитингов
Выберите категорию:
Все
Канализационные трубы и фитинги Синикон
» Внутренняя канализация
» Шумопоглощающая канализация
» Наружная канализация
» Внутренние водостоки
» Трапы канализационные
» Противопожарные муфты для пластиковых трубопроводов
Трубы и фитинги для тепло- и водоснабжения
» Трубы и фитинги из полипропилена PP-R VALFEX
» Трубы и фитинги из полипропилена PP-R-100 PRO AQUA
» Трубы и фитинги для тепло- и водоснабжения RAUTITAN, Rehau
» Трубы и фитинги для водяного теплого пола RAUTHERM S, Rehau
Канализационное оборудование HL (HUTTERER & LECHNER)
Запорно-регулирующая арматура
» Краны шаровые латунные
»» Краны шаровые латунные для воды и газа Valfex
»» Краны шаровые латунные VALTEC BASE
»» Краны шаровые латунные Bugatti
»» Краны шаровые латунные ITAP
» Краны шаровые стальные
»» Краны шаровые стальные Broen
»» Краны шаровые стальные 11с67п Маршал
» Регуляторы давления
» Воздухоотводчики
» Термостатические клапана для радиаторов
» Фильтры сетчатые
» Клапаны обратные
Контрольно-измерительные приборы
» Счетчики воды
» Счетчики тепла
» Манометры и термоманометры
» Термометры
Соединительные части
» Фитинги латунные
» Фитинги чугунные оцинкованные
» Фитинги стальные
Хомуты и крепеж
» Хомуты металлические оцинкованные Mayer
» Хомуты металлические оцинкованные стандартные
» Хомуты металлические оцинкованные высокой (тяжелой) нагрузки
» Метизы для хомутов
» Хомуты для труб SML
Теплоизоляция и уплотнения
» Теплоизоляция ENERGOFLEX
»» Трубки ENERGOFLEX SUPER
»» Трубки ENERGOFLEX BLACK STAR и BLACK STAR Split
»» Рулоны ENERGOFLEX
»» Аксессуары ENERGOFLEX
» Теплоизоляция K-FLEX
»» Трубки K-FLEX ST
»» Трубки K-FLEX SOLAR HT
»» Рулоны K-FLEX
»» Аксессуары K-FLEX
» Уплотнительные материалы
Трубы и фитинги чугунные безраструбные SML
НОВИНКА! Трубы из сшитого полиэтилена PEX-b/EVOH SINIKON THERMOLINE
Название:
Артикул:
Текст:
Производитель:
ВсеСиникон, РоссияAQUERHL, АвстрияРоссияBugatti, ИталияЕМКА, РоссияИтэлма, РоссияICMA, ИталияWIKAROLS ISOMARKETITAP, ИталияGebatoutVALTEC, ИталияRehau, ГерманияValsir, ИталияKRONTIF, РОССИЯAquasfera, КитайVALFEX, РоссияРОСМА, РосияЗавод К-ФлексMAYERPro Aqua, РоссияUnipak, ДанияLoctite, от HenkelNO NAMEКНРОГРАКС, ГК УНИХИМТЕК, РоссияФеникс, Компания Унитэк, РоссияОГНЕЗА, Россия
Результатов на странице: 5203550658095
Найти
Время сварки полипропиленовых труб таблица
Температура пайки полипропиленовых труб: таблица времени
Трубы из полипропилена представляют категорию товаров, которые обладают максимально подходящими показателями соотношений стоимости и качества.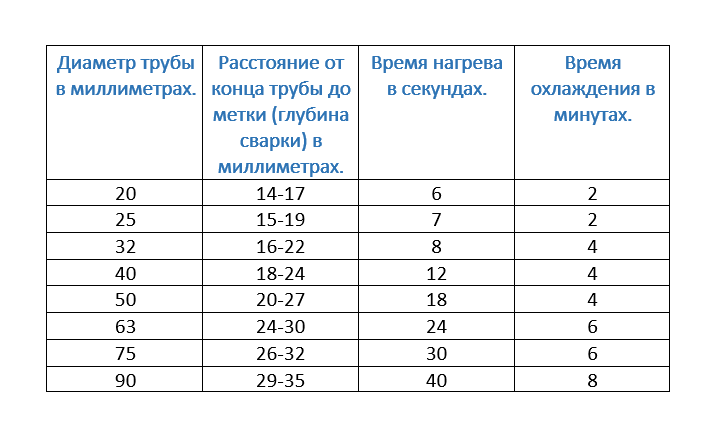
Данные материалы являются высокопрочными, имеют длительный срок эксплуатации, не боятся коррозийного влияния и наделены многими другими положительными характеристиками. Говоря о достоинствах полипропиленовых труб, нельзя не сказать о простоте и удобстве их прокладки.
При соединении, должна выдерживаться точная температура пайки полипропиленовых труб, таблица, предоставленная ниже, поможет с точным ее определением.
Видео
Производя укладку полипропиленовых трубопрокатных изделий, для высококачественного стыка трубомагистрали с соединительными элементами, применяют современные технологии пайки этих изделий. А для качественного процесса потребуется:
- Сварочное приспособление с комплектом насадок.
- Специальные ножницы.
- Обезжиривающая жидкость.
- Маркер.
- Рулетка.
- Ветошь.
- Монтажное приспособление если заготовка имеет диаметр более 5 сантиметров
- Подготовка к работе.


Таблица температурных показателей для работы с полипропиленовыми материалами
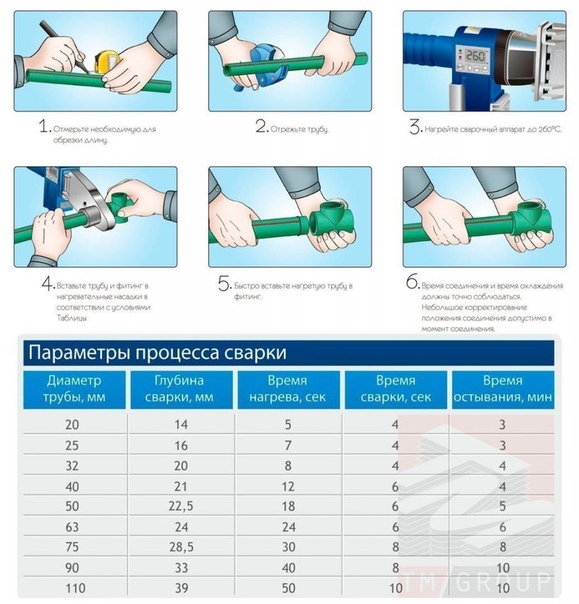
В начале сварочных работ необходимо на сварочный аппарат установить специальные насадки, на них предварительно очищают тефлоновое покрытие. После этого устройство прогревается до температуры двести шестьдесят градусов.
Этот температурный предел считают самым оптимальным для такого вида трубопроката. Период подогрева аппарата зависит от температуры окружения.
Нужно также проверить рабочее состояние резака. Если есть необходимость, то его следует подточить.
Подготовленные для пайки трубы должны быть обезжиренными и почищенными. Если соединительный элемент не плотно «садится» на патрубок, то его рекомендуют поменять на другой.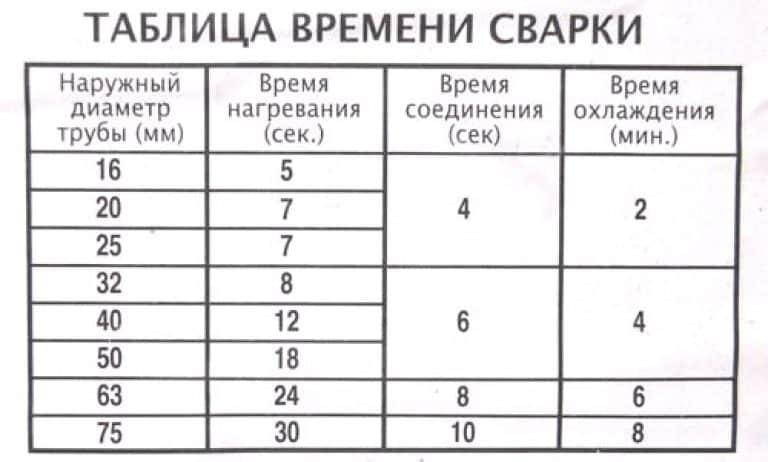
Соединительную деталь одевают на прогретую насадку, ей для прогревания понадобится немного больше времени, чем трубе.
Далее переходят непосредственно к прогреванию крепежных частей. Если он не плотно «сидят» на насадках, то во время их нагревания разрешают проворачивать, но угол при этом не должен быть больше десяти градусов.
После нагревания элементы снимаются с насадок, и скрепляются аккуратным движением. За несколько минут конструкция полностью остывает.
В таблице ниже есть рекомендуемое время и иные показатели времени. Таблица пайки полипропиленовых труб оказывается незаменимой при работе с полипропиленовыми трубопрокатными материалами.
| Объем труб – величина сварочного пояса (см.) | Период нагрева (сек.) | Период сварки (сек.) | Период охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Видео
Показанные в таблице данные рассчитаны для окружающей среды в двадцать градусов. При более низких температурах время нагревания необходимо увеличивать.
Начинать сварочные работы рекомендуют с более громоздк
инструкция по сварке полипропилена ПП встык
ТРУБЫ ДЛЯ АГРЕССИВНЫХ СРЕД:
Смотрите также: инструкция по сварке труб из полипропилена враструб
Сварка труб и/или фитингов из полипропилена ПП встык с применением нагревательных элементов должна выполняться надлежащим образом, с соблюдением следующих этапов цикла сварки:
t1 – присоединение и предварительное нагревание;
t2 – нагревание;
t3 – удаление нагревательного элемента;
t4 – установка температуры сварки;
t5 – сварка;
давление.
Сверху – время.
| Таблица 2. Параметры стыковой сварки для ПП труб (в соответствии с DVS 2207, часть 11 | |||||
| Толщина стенки (мм) | Высота присоединения хвостовика (мм) | Время предварительного нагрева (сек) | Макс. время удаления теплового элемента (сек) | Установка давления сварки (сек) | Продолжительность сварки (сек) |
| …-4,5 | 0,5 | …-135 | 5 | 6 | 6 |
| 4,5-7 | 0,5 | 135-175 | 5-6 | 6-7 | 6-12 |
| 7,0-12 | 1,0 | 175-245 | 6-7 | 7-11 | 12-20 |
| 12 — 19 | 1,0 | 245-330 | 7-9 | 11-17 | 20-30 |
| 19 — 26 | 1,5 | 330-400 | 9-11 | 17-22 | 30-40 |
| 26-37 | 2 | 400-485 | 11-14 | 22-32 | 40-55 |
| 37-50 | 2,5 | 485-560 | 14-17 | 32-43 | 55-70 |
Инструкции по сварке полипропилена
1. Присоединение и предварительное нагревание ПП труб
Присоединение и предварительное нагревание ПП труб
На данном этапе свариваемые торцы присоединяются к тепловому элементу под давлением, равным р1+ pt, и удерживаются в таком положении до образования ровной внутренней и внешней кромки. Значение давления р1 должно быть настолько высоким, чтобы свариваемые поверхности, соприкасающиеся с термоэлементом, находились под давлением, равным 0,1 Н/мм2. Для получения таких условий значение давления р1 следует устанавливать в соответствии с таблицами, предоставляемыми производителем сварочного оборудования, так как оно зависит, помимо диаметра и толщины свариваемых компонентов, от сечения толкающего цилиндра в цепи управления сварочного устройства и может изменяться в зависимости от модели применяемого аппарата для сварки полипропиленовых труб.
Условное обозначение pt показывает давление тяги, необходимое для преодоления трения, создаваемого сварочным аппаратом и весом трубы, которая закреплена на подвижной направляющей. Такое давление мешает свободному перемещению самой направляющей. Данное значение измеряется непосредственно манометром, поставляемым вместе с устройством, которое передвигает направляющую. Оно не должно быть выше значения давления р1. В случае превышения следует прибегать к использованию подвижных кареток или качающихся подвесок для облегчения перемещения трубы.
Такое давление мешает свободному перемещению самой направляющей. Данное значение измеряется непосредственно манометром, поставляемым вместе с устройством, которое передвигает направляющую. Оно не должно быть выше значения давления р1. В случае превышения следует прибегать к использованию подвижных кареток или качающихся подвесок для облегчения перемещения трубы.
2. Нагрев: После образования кромки следует понизить давление (10% значения присоединения и предварительного нагрева), что позволит материалу прогреться равномерно на всю толщину.
3. Удаление нагревательного элемента: Данная операция должна быть выполнена за максимально короткое время. Она включает отдаление свариваемых краев от нагревательного элемента, удаление элемента без повреждения размягченных поверхностей и немедленное соединение свариваемых торцов. Быстрое выполнение перечисленных действий позволит избежать чрезмерного охлаждения краев (температура поверхности понижается на 17°С за три секунды).
Установка давления сварки: При соединении торцов ПП труб давление постепенно увеличивается до значения (р5+pt, где р5 = p1, а pt — это давление тяги.
Сварка: Давление сварки необходимо поддерживать в течение времени t5.
Охлаждение: После завершения сварки контактное давление снимается, а соединение может удаляться из сварочного аппарата. Ни в коем случае не следует использовать механическую нагрузку до полного остывания соединения. Время охлаждения должно быть не меньше времени сварки t5.
Проверка качества сварного соединения ПП труб
Для проверки качества сварного соединения труб и фитингов из полипропилена можно использовать разрушающий и неразрушающий контроль. Для выполнения последнего требуется наличие специального оборудования. Тем не менее, существует возможность проверки прочности соединения без использования таких инструментов, то есть визуально.
Визуальный контроль включает следующие аспекты:
- Сварной шов должен быть ровным по всей окружности соединения;
- Насечка в центре шва должна быть выше внешнего диаметра сварных элементов;
- На внешней поверхности шва должны отсутствовать следы пористости, пыли или других загрязнений;
- Отсутствие видимого разрушения;
- Отсутствие на поверхности сварного шва чрезмерного блеска, который может свидетельствовать о перегреве;
- Смещение оси сварных элементов не должно превышать 10% толщины.
| Таблица 3. Основные дефекты, которые обнаруживаются при визуальном контроле качества сварки полипропилена |
|
| Дефекты | Возможные причины |
| Неравномерный шов | Ненадлежащая подготовка свариваемых окончаний, а также неравномерное теплораспределение |
| Слишком маленький шов | Неправильная настройка параметров сварки (температуры, давления, времени сварки) |
| Слишком глубокая насечка в центре шва | Недостаточные значения давления или температуры |
| Вкрапления на поверхности шва | Недостаточная очистка свариваемых окончаний |
| Пористость шва | Слишком высокая влажность окружающей среды при выполнении сварки |
| Чрезмерный блеск поверхности шва | Перегрев во время сварки труб |
| Смещение оси превышает 10% толщины стенок трубы и фитинга | Ненадлежащая центровка или слишком большая овальность труб |
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.

Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.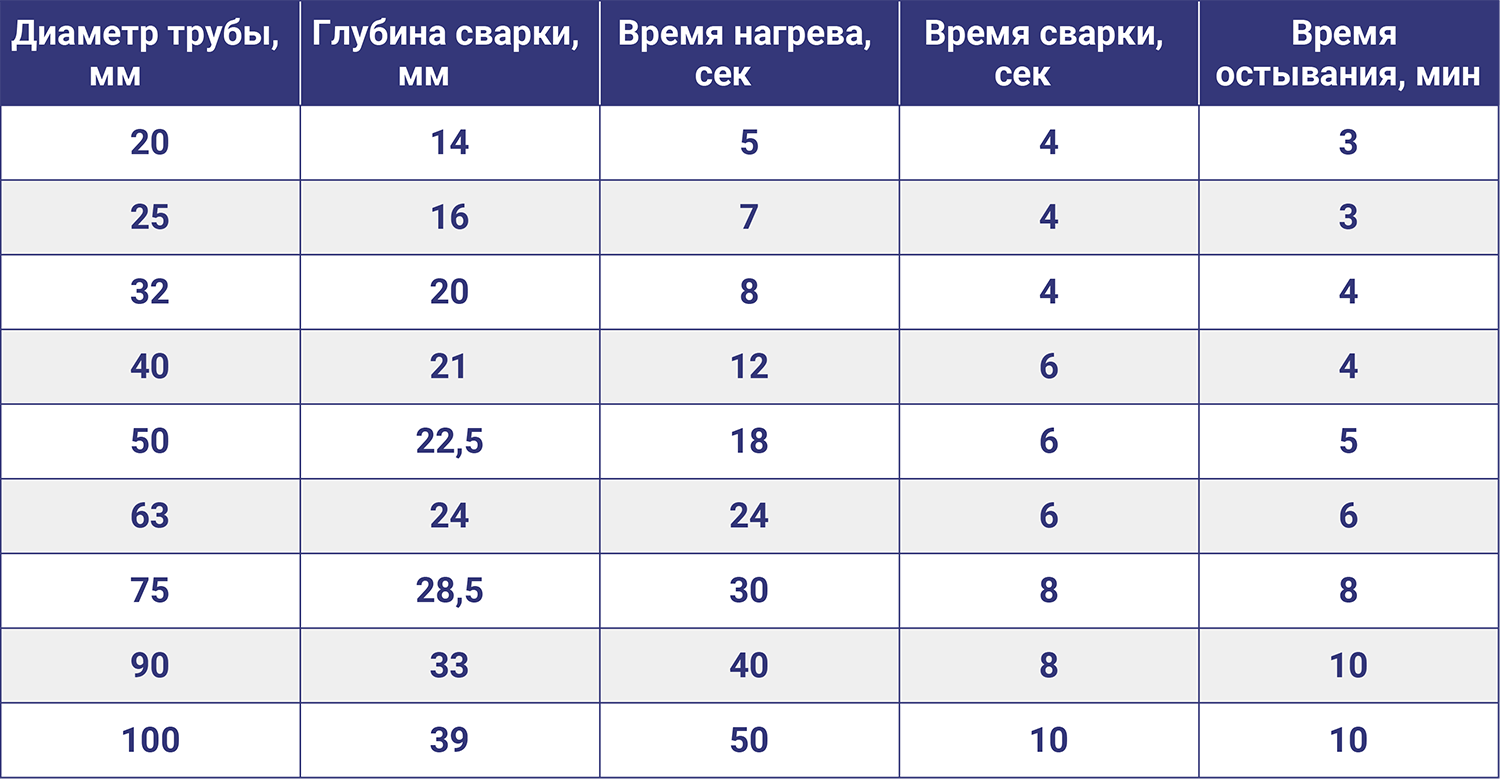
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Продам полипропиленовые трубы Лучшая цена от поставщика и дистрибьютора напрямую
Скачать приложение Indotrading- Запросить цену
- СТАТЬ ПОСТАВЩИКОМ
- Личный кабинет
- Дафтаркан Перусахан Анда
- Выйти
Английский
- Индонезия
- Английский
- Товар
- Компании
- Тендер
0
Категория
- Электронное оборудование
- Электрооборудование
- Электрические аксессуары
- Переключатель
- Реле
- Сборка панели
- Электрический разъем
- Панельный измеритель
- Молниеотвод
- Аксессуары для контакторов
- Ограничитель перенапряжения
- Адаптеры AC DC
- Магнитный контактор переменного тока
- Переключателя с
- KWH Meter
- Переключатель температуры
- Панель управления кабелями
- Клеммный блок
- Предохранители
- Реле напряжения
- Селектор переключателя
- Сенсорный переключатель
- Патрон плавкого предохранителя
- Разъем питания
- Реле давления
- Реле управления
- Сервопривод
- Запасная часть переменного тока
- Компрессор переменного тока
- Труба кондиционера
- Расширительный клапан
- Регулятор температуры
- Конденсаторный блок
- Фильтр переменного тока
- Термостат переменного тока
- Коллектор переменного тока
- Перегрузка переменного тока
- Бытовая техника
- Духовой шкаф
- Фанаты
- Холодильник
- Морозильники
- Оратор
- Стиральная машина
- Рукомойник
- Блендер
- Витрина холодильника
- Кухонные комбайны
- Электрические сигареты
- СВЧ
- Стиральные сушилки
- Хранение в холодильнике
- Рисоварка
- Посудомойка
- Соковыжималки
- Хлеб тостер
- Домашний театр
- Автоматическая хлебопечка
- Гладить одежду
- Электрические чайники
- Кондиционеры
- Кондиционер
- Вытяжной вентилятор
- Инверторные кондиционеры
- Вентилятор осевой
- Воздушная завеса
- Вентилятор вентилятор
- Турбинный вентилятор
- Кассета переменного тока
- Очистители воздуха
- Центробежный вентилятор
- Охладители воздуха
- Портативные кондиционеры
- Воздуходувка корня воздуха
- Канальный кондиционер
- Увлажнители
- Удаленный AC
- Установки кондиционирования воздуха
- Турбо нагнетатель
- Автоматический выключатель
- Автоматический выключатель корпуса пресс-формы
- Миниатюрный автоматический выключатель
- Воздушный автоматический выключатель
- Автоматический выключатель утечки на землю
- Автоматический выключатель остаточного тока
- Автоматический выключатель без предохранителя
- Кабельные аксессуары
- Кабель LUG
- Кабельный ввод
- Другие аксессуары Кабель
- Кабельные стяжки
- Кабельный лоток
- Круглая поверхность коробки
- Латунный кабельный ввод
- Термоусадочный кабель
- Зажим заземления
- Маркер кабеля
- Концевая заделка кабеля
- Соединительный кабель
- Армированный кабельный ввод
- Кабельный ввод CW
- Кабельные рукава
- Канальный кабель
- Кабельный зажим
- Кабельные протекторы
- Катушка удлинительного шнура
- Взрывозащищенный кабельный ввод
- ПВХ кожух
- CCTV и аксессуары
- CCTV камера
- Видеорегистратор CCTV
- Видеонаблюдение NVR
- Источник питания
- Инвертор и преобразователь
- UPS
- Промышленный источник питания
- Блок питания компьютера
- Генераторная установка
- Дизельный генератор
- Бесшумный генератор
- Бензиновый Генератор
- Открытый генератор
- Мини-генератор
- Кабель
- Кабель электрический
- Сварочный кабель
- NYM Cable
- Кабель UTP
- NYY Cable
- Опто-волоконный кабель
- Патч-корды
- Шнур заземления
- NYA Cable
- Кабель NYAF
- Кабель термопары
- Другой кабель
- Кабель NYFGBY
- Кабель N2XY
- Кабель NYYHY
- Кабельная катушка
- Медный кабель
- Телефонный кабель
- Электрические кабели
- Термостойкий кабель
- Дуплексный патч-корд
- Кабель HDMI
- Кабель управления
- Экранированный кабель
- Коаксиальные кабели
- Динамо Мотор
- Электромотор
- Трехфазный электродвигатель
- Двигатели переменного тока
- Вибрационные двигатели
- Динамо Электрик
- Сервомоторы
- Комплект двигателя
- Динамо Стартер
- Пневматические приводы клапанов
- Угольные щетки
- Электрические приводы клапанов
- Однофазный электродвигатель
- Мотор-редуктор переменного тока
- Линейный двигатель
- Щеточный двигатель постоянного тока
- Конвейерный двигатель
- Серводвигатель переменного тока
- Цифровой дисплей
- ЖК дисплей
- Текущий текст
- Дисплей LED
- Запасные части дисплея
- Цифровые вывески
- Светодиодный экран для улицы
- Пользовательские световые коробки
- Электронные знаки
- Электронные компоненты
- СВЕТОДИОД
- Белый светодиод
- Конденсаторный банк
- Светодиод питания
- RGB светодиод
- Синий светодиод
- Пассивный компонент
- SMD светодиод
- Красный светодиод
- Индикатор
- Интегральная схема
- Желтый светодиод
- ЖК-модули
- Полупроводник
- Зеленый светодиод
- Арматура
- Электронные предохранители
- Светодиодный чип
- Офисное электронное оборудование
- Проектор
- Уничтожитель бумаг
- Копировальный аппарат
- Машина счетчика денег
- Калькулятор
- Видео-конференция
- Факсы
- Переплетные машины
- Пишущая машинка
- Надписная машина
- Ключевые системы управления
- Система лазерной проекции
- Экран проектора
- Панель и распределительная коробка
- Панельная коробка
- Панель управления
- Электрические панели
- Панель переменного тока
- Панель измерительного шкафа
- Система контроля доступа и продукт
- Система контроля доступа
- Контроль доступа по отпечатку пальца
- Карта контроля доступа
- Откидной барьер
- Считыватель карт контроля доступа
- Турникет-тренога
- Видеодомофон
- RFID система
- Электрооборудование
RTP — Российский производитель пластиковых труб и фасонных частей — Высококачественные трубы и фасонные части
Русская версия
Присоединяйтесь к команде:
+7 495120 07 68
- Дом
- Около
- Каталог
- Отопление и водоснабжение
- Трубы
- Муфты
- Колено
- Футболки и крестики
- Запорная арматура
- Другая арматура
- Система PE-Xa: трубы и осевые фитинги
- Латунные клапаны и фитинги
- Системы внутренней канализации
- Малошумная почво-сточная система «Элит» серии
- Системы наружной канализации
- Трубы из PE-RT и PE-Xa / EVOH
- Трубы HDP и компрессионные фитинги
- Сантехнические инструменты
- Отопление и водоснабжение
- Информация
- Информация о внутренней канализации
- Информация о внешней канализации
- Креативные идеи с использованием полипропиленовых труб и фитингов «РТП»
- Собственная испытательная лаборатория «РТП»
- Фото и видео галерея
- Контакты
- Почему «RTP»?
- Дом
- Около
- Каталог
- Отопление и водоснабжение
- Трубы
- Муфты
- Колено
- Футболки и крестики
- Запорная арматура
- Другая арматура
- Система PE-Xa: трубы и осевые фитинги
- Латунные клапаны и фитинги
- Внутренние системы канализации
- Малошумная почво-сточная система «Элит» серии
- Системы наружной канализации
- Трубы из PE-RT и PE-Xa / EVOH
- Трубы HDP и компрессионные фитинги
- Сантехнические инструменты
- Отопление и водоснабжение
- Информация
- Информация о внутренней канализации
- Информация о внешней канализации
- Креативные идеи с использованием полипропиленовых труб и фитингов «РТП»
- Собственная испытательная лаборатория «РТП»
- Фото и видео галерея
- Контакты
- Почему «RTP»?
- Дом
- Около
- Каталог
- Отопление и водоснабжение
- Трубы
- Муфты
- Колено
- Футболки и крестики
- Запорная арматура
- Другая арматура
- Система PE-Xa: трубы и осевые фитинги
- Латунные клапаны и фитинги
- Внутренние системы канализации
- Малошумная почво-сточная система «Элит» серии
- Системы наружной канализации
- Трубы из PE-RT и PE-Xa / EVOH
- Трубы HDP и компрессионные фитинги
- Сантехнические инструменты
- Отопление и водоснабжение
- Информация
- Информация о внутренней канализации
- Информация о внешней канализации
- Креативные идеи с использованием полипропиленовых труб и фитингов «РТП»
- Собственная испытательная лаборатория «РТП»
- Фото и видео галерея
- Свяжитесь с нами
- Почему «RTP»?
- Дом
- Около
- Каталог
- Отопление и водоснабжение
- Трубы
- Муфты
- Колено
- Футболки и крестики
- Запорная арматура
- Другая арматура
- Система PE-Xa: трубы и осевые фитинги
- Латунные клапаны и фитинги
- Внутренние системы канализации
- Малошумная почво-сточная система «Элит» серии
- Системы наружной канализации
- Трубы из PE-RT и PE-Xa / EVOH
- Трубы HDP и компрессионные фитинги
- Сантехнические инструменты
- Отопление и водоснабжение
- Информация
- Информация о внутренней канализации
- Информация о внешней канализации
- Креативные идеи с использованием полипропиленовых труб и фитингов «РТП»
- Собственная испытательная лаборатория «РТП»
- Фото и видео галерея
- Контакты
- Почему «RTP»?
Быстро перейти к >>
- Отопление и водоснабжение
- Трубные системы PP-R
- Трубы
- Муфты
- Колено
- Футболки и крестики
- Запорная арматура
- Другая арматура
- Система PE-Xa: трубы и осевые фитинги
- Латунные клапаны и фитинги
- Трубы HDP и компрессионные фитинги
- Трубы PE-RT и PE-Xa
- Трубные системы PP-R
- Внутренние системы канализации
- Внутренние системы канализации
- Малошумная почво-сточная система «Элит» серии
- Системы наружной канализации
- Сантехнические инструменты
- Отопление и водоснабжение
- Трубные системы PP-R
- Трубы
- Муфты
- Колено
- Футболки и крестики
- Запорная арматура
- Другая арматура
- Система PE-Xa: трубы и осевые фитинги
- Латунные клапаны и фитинги
- Трубы HDP и компрессионные фитинги
- Трубы PE-RT и PE-Xa
- Трубные системы PP-R
- Внутренние системы канализации
- Внутренние системы канализации
- Малошумная почво-сточная система «Элит» серии
- Системы наружной канализации
- Сантехнические инструменты
ТРУБЫ — Alprene
Напорная труба из непластифицированного ПВХ
Напорная труба из непластифицированного ПВХ (PVC-U) — это испытанная и испытанная система в секторе ретикуляции воды.Напорные трубы из непластифицированного ПВХ производятся в соответствии со спецификацией SABS 966, часть 1: 2006, с учетом традиционных расчетных напряжений 10 и 12,5 МПа. Продукт идеально подходит как для насосных, так и для гравитационных применений.
Ассортимент продукции
- Классы давления: 4, 6, 9, 12, 16 и 20 бар.
- Рабочее давление: 400, 600, 900, 1200, 1600 и 2000 кПа.
- Длина: Поставляется стандартной длиной 6 м.
- Внешний диаметр: Постоянная для всех классов данного размера.
- Концы труб / соединение: Втулка со встроенной муфтой и резиновым кольцевым уплотнением.
Размеры
Минимальная толщина и масса стенки на 6 метров длины для каждого размера и класса, производимые в настоящее время:
Внешний диаметр. мм | Класс 4 | Класс 6 | Класс 9 | Класс 12 | Класс 16 | Класс 20 | ||||||
мм | кг | мм | кг | мм | кг | мм | кг | мм | кг | мм | кг | |
ПРИМЕЧАНИЕ. Толщина стенок для труб диаметром 90 мм и ниже, включая весь диапазон давления класса 4, основана на расчетном напряжении 10 МПа и общем эксплуатационном (расчетном) коэффициенте (или запасе прочности) C = 2.5 в 50 лет.
Напорная труба из полиэтилена высокой плотности
Труба из полиэтилена высокой плотности широко используется во всем мире с 1950-х годов. Уникальные свойства полиэтиленовых труб высокой плотности предложили альтернативу традиционным материалам, таким как сталь и медь, а также в приложениях без давления, где использовались трубы из глины и фиброцемента.
Этот материал был разработан на международном уровне от PE 80 до сегодняшнего материала PE100, который показал экономию примерно 30% толщины стенок с первых дней производства полиэтилена.Эта экономия массы связана с экономией затрат и лучшей производительностью, поскольку внутренний диаметр трубы лучше. Во многих случаях из-за превосходных характеристик текучести полиэтилена трубы могут быть уменьшены по размеру, но при этом работают в пределах ожидаемых параметров.
Такие свойства труб, как ударопрочность и стойкость к истиранию, сделали трубы из полиэтилена высокой плотности очевидным выбором на рынке горнодобывающей промышленности и промышленности.
Трубопровод из полиэтилена — это экономичное решение для широкого спектра применений трубопроводов в муниципальной, промышленной, морской, горнодобывающей, мусорной, канализационной и сельскохозяйственной отраслях.Он был протестирован и доказал свою эффективность для надземных, наземных, подземных, футерованных, плавучих и подводных морских применений.
Труба из полиэтилена высокой плотности (HDPE) может транспортировать питьевую воду, сточные воды, шламы, химикаты, опасные отходы и сжатые газы. На самом деле полиэтиленовая труба имеет долгую и выдающуюся историю использования в газовой, нефтяной, горнодобывающей и других отраслях промышленности. У него самая низкая частота ремонта на километр трубы в год по сравнению со всеми другими материалами труб, используемыми для городского газораспределения.
Полиэтилен — прочный, чрезвычайно прочный и долговечный продукт, обеспечивающий долгую службу и беспроблемный монтаж.
Приложения
Напорные трубы из полиэтилена высокой плотности с уверенностью определены для следующих областей применения:
- Гражданское строительство. Водопроводные и сеточные системы
- Дом. домовые подключения и системы ретикуляции холодной воды
- Сельское хозяйство. Схемы полива и водоснабжения
- Промышленный.Контроль сточных вод и очистка воды. Транспортировка химикатов и воды на большинстве промышленных предприятий.
- Горное дело. Транспортировка воды и воздуха при подземных работах. Широко используется на очистных и восстановительных установках.
HDPE обычно используется в системах с высоким давлением от 3,2 до 25 бар, в сочетании с фитингами для компрессии, стыковой сварки или электросварки. Трубопроводы из полиэтилена высокой плотности соответствуют требованиям SABS ISO 4424: 1996.
Качество
Труба из ПНДпроизводится в соответствии с требованиями SABS и международными стандартами качества.
Характеристики трубы HDPE
HDPE Материал
Системы напорных трубопроводов из полиэтилена имеют множество преимуществ по сравнению с традиционными продуктами, а именно:
- Устойчивость к атмосферным воздействиям на поверхности земли
- Высокая коррозионная стойкость
- Простота обращения и установки, исключительная прочность
- Отличная стойкость к истиранию
- Изготовленные длинномеры и бухты
- Изготовлено в соответствии с международными стандартами
- Срок службы свыше 50 лет
Устойчивость к погодным условиям
Высокое содержание технического углерода в составе сырья для труб позволяет трубам из полиэтилена высокой плотности противостоять разрушению под воздействием ультрафиолетовых лучей.Труба непроницаема для дождя и ветра.
Химическая стойкость
Трубы HDPE химически инертны, но некоторые химические вещества могут повредить трубу. Поскольку продукт также не является электропроводным, реакции не могут происходить внутри трубы и влиять на ее характеристики.
HDPEобладает отличной коррозионной стойкостью и практически инертен, поэтому не требует дорогостоящей катодной защиты. Он обеспечивает лучшую устойчивость к коррозионным кислотам, основаниям и солям, чем большинство материалов для трубопроводов, а также обладает хорошей устойчивостью ко многим органическим веществам, таким как растворители и топливо.
Природные химические вещества в почве никак не повредят трубу.
Простота обращения
Обычные материалы намного тяжелее, чем HDPE, и для них требуются краны и подъемные механизмы. Работать с изделием часто можно вручную, что упрощает установку в ограниченном пространстве и на пересеченной местности.
Высокая прочность и гибкость
МатериалHDPE обладает высокой ударопрочностью, прочностью и пластичностью. Трубы можно довольно легко сгибать, что позволяет сэкономить на конструкции, поскольку менее критические изменения угла можно производить без изгибов.Трубу ПНД можно укладывать по неровной поверхности и в узких траншеях. Перед установкой в траншею трубу можно соединить вне траншеи. Способность поглощать скачки давления делает этот продукт лучше других пластиковых труб.
Даже при минусовых температурах полиэтилен высокой плотности может работать должным образом.
Устойчивость к истиранию
Там, где требуется транспортировка очень абразивных сред, ПЭВП зарекомендовал себя как предпочтительный продукт для труб.HDPE превосходит традиционные трубы из таких материалов, как сталь и сталь с защитными слоями (сталь с резиновым покрытием).
Продукт широко используется в хвостохранилищах и обогатительных фабриках.
Коэффициент трения
Гладкая внутренняя поверхность трубы и непроницаемость HDPE обеспечивают большую пропускную способность и минимальные потери на трение. Он имеет меньшее сопротивление и меньшую тенденцию к турбулентности на высокой скорости. Его превосходная химическая стойкость и антипригарная поверхность исключают образование накипи и точечной коррозии.Благодаря этому сохраняются отличные гидравлические характеристики на протяжении всего срока службы трубы.
При проектировании трубопроводов используйте коэффициент C Хазена-Вильямса, равный 150, и коэффициент n, равный 0,009, при использовании формулы Мэннинга.
Труба полипропиленовая
- Полипропилен размером от 20 до 500 мм
- Доступен в материалах класса PPH-100 и beta pp согласно DIN 8077
- Также доступны в бухтах диаметром от 20 до 110 мм
Области применения и применения:
Полипропилен — один из наиболее распространенных, быстрорастущих и универсальных термопластов, используемых в настоящее время.Каждый год
много тонн этого материала превращается в разнообразную продукцию, начиная от пластиковых пакетов и автомобильных запчастей
до резервуаров и химических трубопроводов
Отходы
В течение многих лет полипропилен стал предпочтительным материалом для обработки многих различных типов жидких отходов. Широкий диапазон химической стойкости этого материала делает его очень подходящим для работы с широким спектром различных химикатов и смесей, которые содержатся в различных потоках отходов.Непригодность полипропилена для использования с концентрированными кислотами-окислителями, как правило, не представляет проблемы, поскольку эти кислоты обычно разбавляются перед утилизацией. Высокая стойкость полипропилена к растворителям особенно важна, потому что многие растворители не смешиваются с водой и часто в конечном итоге плавают в концентрированной форме в верхней части трубы. Таким образом, даже несмотря на то, что поток отходов может содержать только 1% растворителя, часто невозможно учитывать это разбавление, потому что большая часть растворителя часто будет всплывать в верхнюю часть трубы.Высокотемпературные свойства материала также важны для того, чтобы он мог выдерживать любые экзотермические реакции, которые могут возникнуть при смешивании различных химикатов.
Деионизированная вода
Большие объемы дистиллированной или деионизированной воды используются в самых разных отраслях промышленности. Эта вода часто используется для разбавления химикатов, стирки и полоскания. Полипропилен обычно используется в качестве материала трубопроводов для транспортировки этой воды. Системы полипропиленовых трубопроводов способны поддерживать чистоту, необходимую во всех установках, кроме самых требовательных.Соединение плавлением обеспечивает быстрое и надежное соединение без использования опасных и ядовитых растворителей, которые могут загрязнять воду. Общее количество добавленных смазочных материалов и органических материалов в полипропилен намного меньше, чем во многих других пластиковых трубных материалах. Использование
Пигментированный материал рекомендуется для уменьшения разрушения материала трубы от ультрафиолетового излучения. Пигментированная стенка трубы предотвращает проникновение окружающего света в материал трубы. Это предотвращает возможное разрушение стенки трубы и соответствующее попадание пластика в поток воды.
Каустические растворы
Химическая стойкость полипропилена к щелочным растворам, таким как гидроксид калия и гидроксид натрия, очень хорошая. Метод соединения плавлением дает прочные соединения, устойчивые к воздействию этих сильно едких растворов. Это контрастирует с соединениями, зацементированными растворителем, которые могут подвергаться воздействию некоторых щелочных растворов. По этим причинам полипропилен часто используется для транспортировки каустической соды, используемой для нейтрализации кислых потоков отходов.
ТрубыPPH производятся в соответствии с таблицей DIN 8077, приведенной ниже.
Цвет RAL 7032 — бежево-серый / галечно-серый.
| DN | НОМИНАЛЬНОЕ ДАВЛЕНИЕ | DN | |||||||||
PN 2,5 | номер 4 | PN 6 | PN 10 | PN 16 | |||||||
de мм | e мм | дл мм | e мм | дл мм | e мм | дл мм | e мм | дл мм | e мм | дл мм | de мм |
20 | 1.8 | 16,4 | 1,9 | 16,2 | 2,8 | 14,4 | 20 | ||||
25 | 1,8 | 21,4 | 2,3 | 20,4 | 3.5 | 18,0 | 25 | ||||
32 | 1,9 | 28,2 | 3,0 | 26,0 | 4,5 | 23,0 | 32 | ||||
40 | 2.3 | 35,4 | 3,7 | 32,6 | 5,6 | 28,8 | 40 | ||||
50 | 1,8 | 46,4 | 2,0 | 42,4 | 2,9 | 36,6 | 4.6 | 37,2 | 6,9 | 36,2 | 50 |
63 | 1,8 | 59,4 | 2,5 | 54,4 | 3,6 | 47,2 | 5,8 | 47,8 | 8.7 | 45,6 | 63 |
75 | 1,9 | 71,2 | 2,9 | 65,4 | 4,3 | 56,8 | 6,9 | 57,4 | 10,4 | 54,2 | 75 |
90 | 2.2 | 85,6 | 3,5 | 78,6 | 5,1 | 68,4 | 8,2 | 69,2 | 12,5 | 65,0 | 90 |
110 | 2,7 | 104,6 | 4.3 | 96,0 | 6,3 | 83,4 | 10,0 | 84,6 | 15,2 | 79,6 | 110 |
125 | 3,1 | 118,8 | 4,9 | 109,0 | 7.1 | 94,8 | 11,4 | 96,0 | 17,2 | 90,6 | 125 |
140 | 3,5 | 133,0 | 5,4 | 122,2 | 8,0 | 106,2 | 12.8 | 107,4 | 19,4 | 101,2 | 140 |
160 | 3,9 | 152,2 | 6,2 | 139,8 | 9,1 | 141,8 | 14,6 | 123,0 | 22.1 | 115,8 | 160 |
180 | 4,4 | 171,2 | 7,0 | 157,2 | 10,2 | 136,8 | 16,4 | 138,4 | 24,9 | 130,2 | 180 |
200 | 4.9 | 190,2 | 7,7 | 174,8 | 11,4 | 152,0 | 18,2 | 153,8 | 200 | ||
225 | 5,5 | 214,0 | 8,7 | 196.6 | 12,8 | 171,0 | 20,5 | 173,0 | 225 | ||
250 | 6,1 | 237,8 | 9,7 | 218,4 | 14,2 | 190,0 | 22.8 | 192,2 | 250 | ||
280 | 6,9 | 266,2 | 10,8 | 244,6 | 15,9 | 212,8 | 25,5 | 215,2 | 280 | ||
315 | 7.7 | 299,6 | 12,2 | 275,2 | 17,9 | 239,4 | 28,7 | 242,2 | 315 | ||
Физические свойства
Полипропилен Собственность | Значение | Блок | Стандартный |
| Плотность | 0.912 | г / см 3 | ISO 1183 |
| Модуль упругости при растяжении 1 час (1,5 Н / мм2) | 740 | Н / мм2 | ISO 899 |
| Модуль упругости при растяжении 1000 часов (1.5 Н / мм2) | 320 | Н / мм2 | ISO 899 |
| Модуль упругости | 950 | Н / мм2 | ISO 527 |
| Ударная вязкость по Изоду, 0 ° C | 150 | К Дж.кв.м | ISO 180 / 1C |
| Vikat Точка размягчения — 5 кг | 145 | º Цельсия | ISO 306 |
| Воспламеняемость (кислородный индекс) | 17,5 | ||
| Максимальная рабочая температура | 100 | º Цельсия | |
| Теплопроводность | 0.22 | Вт. м. К | DIN 52612 |
| Линейный коэффициент теплового расширения | 15 x 10-5 | К -1 | DIN 53752 |
| Объемное сопротивление | > 10 15 | Ом. см | МЭК 93 |
| Поверхностное сопротивление | > 10 14 | Ом | МЭК 93 |
Труба из ПВДФ (поливинилиденфторида)
Поливинилиденфторид, или ПВДФ, представляет собой фторированный термопласт, обладающий исключительной стойкостью к большинству минеральных и органических кислот, алифатических и ароматических углеводородов, спиртов, галогенированных растворителей и окислительных сред.Он также обладает выдающейся стойкостью к старению, а его свойства остаются неизменными после многих лет непрерывного использования.
Типичные значения
| Физические свойства | ASTM Метод испытаний | шт. | ПВДФ |
| Плотность | D792 | фунтов / дюйм3 | 0,064 |
| Водопоглощение: 24 часа, 73 ° F | D570 | % | <0,4 |
| Механические свойства | ASTM Метод испытаний | шт. | ПВДФ |
| Предел прочности при растяжении, предельная, 73 ° F | D638 | фунтов на кв. Дюйм | 30,2006,650 |
| Модуль упругости при растяжении, 1% секущий, 73 ° F | D638 | фунтов на кв. Дюйм | 348 000 |
| Относительное удлинение, предельное, 73 ° F | D638 | % | 80 |
| Прочность на изгиб, 73 ° F | D790 | фунтов на кв. Дюйм | 10,750 |
| Модуль упругости при изгибе по касательной, 73 ° F | D790 | фунтов на кв. Дюйм | 391 500 |
| Прочность на сжатие, 73 ° F | D695 | фунтов на кв. Дюйм | 11,600 |
| Ударная вязкость по Изоду, с надрезом, 73 ° F | D256 | фут-фунт / дюйм. | 1,9 |
| Твердость по Роквеллу | D785 | —- | R100 |
| Коэффициент трения при 68 ° F, 1200 дюймов / мин, 155 фунтов. Нагрузка | —- | Статический / динамический | 0,3 |
| Тепловые свойства | ASTM Метод испытаний | шт. | ПВДФ |
| Тепловой прогиб при 264 фунтах на кв. Дюйм, | D648 | ° F | 235 |
| Коэффициент линейного теплового расширения | D696 | дюйм./ дюйм / — ° F 90 913 | 7,1 х 10-5 |
| Точка плавления | D3448 | ° F | 352 |
| Теплопроводность | C177 | БТЕ-дюйм / час-фут2 / ° F | 1,31 |
| Воспламеняемость | UL94 | —- | V-0 |
| Электрические свойства | ASTM Метод испытаний | шт. | ПВДФ |
| Объемное сопротивление, 73 ° F | D257 | Ом-см | 5 Х1014 |
| Диэлектрическая проницаемость при 60 Гц, 73 ° F | D150 | —- | 9 |
Труба из АБС-пластика (акрилонитрил-бутадиен-стирол)
ABS (акрилонитрил-бутадиен-стирол) высоко ценится как система трубопроводов из термопластов и используется во многих областях, таких как производство продуктов питания и напитков, а также очистка воды и сточных вод и многих других отраслях промышленности.
ABS обладает хорошей химической стойкостью и высокой ударной вязкостью. ABS не токсичен и соответствует токсикологическим требованиям Британской федерации пластмасс, Кодексу правил Британской ассоциации промышленных биологических исследований по использованию пищевых продуктов 45/5.
Он также соответствует требованиям EEC для пластмасс, контактирующих с пищевыми продуктами. Системы ABS легкие, жесткие и легко монтируются с использованием цементного раствора.
Сертификат WRAS
Схема рекомендаций по водному регулированию — одобренный продукт для питьевой воды.
Стандарты
Отдельные продукты соответствуют соответствующим британским стандартам.
Лицензия Kitemark № KM 60042
| Фитинги (размер в дюймах) | BS 5392 Часть 1 |
| Трубка (размер в дюймах) | BS 5391 Часть 1 |
| Фитинги (размер мм) | DIN 8063, KIWA 549, ISO |
| Трубка (размер мм) | DIN 16890, DIN 16891 |
| Фитинги с резьбой | BS 21, DIN 2999, ISO 727 |
Химическая стойкость
ABS обладает хорошей стойкостью к большинству разбавленных неорганических кислот, солей, животных жиров и масел, а также органических кислот.Неустойчив к воздействию органических растворителей, спирта, бензина, уксусной кислоты и растительных масел. Наш технический отдел может дать рекомендации относительно устойчивости АБС к определенным химическим веществам.
Зависимость температуры и давления
Температура ° C | Класс C | Класс D | Класс E |
бар | бар | бар | |
-40 | 9.0 | 12,0 | 15,0 |
-20 | 9,0 | 12,0 | 15,0 |
0 | 9,0 | 12,0 | 15,0 |
20 | 9,0 | 12,0 | 15.0 |
30 | 7,5 | 10,0 | 12,5 |
40 | 6,1 | 8,1 | 10,1 |
50 | 4.6 | 6,1 | 7,7 |
60 | 2.7 | 3,8 | 4,5 |
70 | 1,8 | 2,4 | 3,0 |
80 | 0,6 | 0,7 | 0,9 |
Номинальное давление Фитинги и клапаны
Товар | Размер Дюймы | Номинальное давление |
Фитинг Solvent Cement | ½ — 4 | 15 бар (217 фунтов на кв. Дюйм) |
5-6 | 12 бар (173 фунтов на кв. Дюйм) | |
12½ и 8 | 9 бар (130 фунтов на кв. Дюйм) | |
Клапаны | ⅜ — 2 | 16 бар (232 фунтов на кв. Дюйм) |
Клапаны | 2½ — 4 | 10 бар (145 фунтов на кв. Дюйм) |
Все значения давления указаны при 20 ° C
Температура и давление
Подходит для использования в широком диапазоне температур от -40 ° C до + 80 ° C при давлении до 15 бар.
Пожалуйста, обратитесь к приведенной выше таблице зависимости температуры / давления для получения конкретных значений.
Важно помнить, что при повышении температуры выше 20 ° C давление необходимо снизить.
ABS при минусовой температуре
Системы труб из ABS подходят для температур до -40 ° C, однако, как и в случае с любым другим трубопроводом, необходимо принять профилактические меры, чтобы жидкость в трубопроводе не замерзла, поскольку замерзание может вызвать последующее повреждение системы.
Тепловое расширение
Термический коэффициент линейного расширения для ABS составляет 10,1 x 10-5 / ° C.
В определенных ситуациях необходимо предусмотреть специальные условия для этого расширения и сжатия.
Тепловое расширение АБС сравнивается с другими материалами в следующей таблице.
Труба, футерованная полибэтиленом
Эта специализированная труба из полиэтилена PE100 с внутренним эпоксидным слоем из полибейтилена подходит для нефтехимических применений, таких как АЗС.
Сетка полипропиленовая
СЧЕТ КОНТАКТ МОЯ КОРЗИНА- Блог
- Отзывы
- Товары
- Расширенный PTFE
- Экструдированная алмазная и квадратная сетка
- Экструдированный алмаз
- Экструдированный квадрат
- Изготовленные и обернутые трубки
- Гибкие рукава
- 1-1 / 2 дюйма или меньше Диаметр
- Диаметр от 1-1 / 2 до 2 дюймов
- Диаметр от 2 до 3 дюймов
- Диаметр от 3 до 4 дюймов
- Диаметр от 4 до 5 дюймов
- 5 дюймов или больше Диаметр
- Вся продукция с гибкими рукавами
- Термоупаковка
- Рукава с обрезанными по длине
- Ориентированная сетка
- Отверстие 1/4 дюйма или меньше
- Отверстие от 1/4 «до 3/4»
- отверстие диаметром 3/4 дюйма или больше
- Все ориентированные сетки
- Жесткие трубы
- 1 дюйм или меньше ID
- от 1 дюйма до 1.5 «ID
- от 1,5 до 2,25 дюйма ID
- От 2,25 до 2,5 дюймов ID
- от 2,5 до 3,5 дюймов ID
- 3,5 дюйма или больше ID
- Все товары для жестких труб
- Тканая сетка
- Нейлоновая сетка
- Сетка из полиэстера
- Сетка полипропиленовая
- Гальванопластика
- Никель гальваническим формованием
- Медь, полученная методом гальванопластики
- Золото гальванопластики
- Химически травленый
- 200 микрон или меньше Размер отверстия
- Размер отверстия от 200 до 300 микрон
- 300 микрон или больше Размер отверстия
- Гравированные отверстия под штифт
- Микро-сетчатые сита
- Доступно для покупки в Интернете
- Приложения
- Сельскохозяйственная сетка
- Сетка для кукурузных лабиринтов
- Сетка для делителя нагрузки
- Защитные приспособления для деревьев
- Защита животных
- Сетка для аквакультуры
- Клеточная сетка
- Сетка из моллюсков
- Сетка для хищников
- Сумки для моллюсков
- Напорные фильтры
- Сеть для обработки каннабиса / конопли
- Сдерживание раздавленной машины
- Сетка для ломовозов
- Сетка для тягачей
- Вагонная сетка
- Размерная сетка для ИБП
- Использование Car-Go-Net
- Сетка для обезвоживания
- Фильтровальная сетка и ядра
- Ядра фильтрации
- Рукава патронного фильтра
- Наружные оболочки для фильтрации
- Распорки для фильтрующих материалов
- Держатель фильтрующих складок
- Высокотемпературная сетка
- Сетка для дома и сада
- Исключение летучих мышей
- Дома летучих мышей
- Сетка для жуков
- Сетка для птиц
- Сетка для домашней птицы
- Сетка для цикады
- Сетка для оленей
- Садовая сетка
- Домашняя сетка
- Забор для кроликов
- Защитные приспособления для коры деревьев
- Изоляционная сетка
- Защитная сетка для поддонов
- Продукты для защиты стойки
- Защитные ограждения конвейера
- Мезонинная сетка
- Как измерить
- Правила техники безопасности
- Защитные ограждения
- Идеи по установке
- Защитные рукава
- Стандартный режим
- Super Duty
- Сельскохозяйственная сетка