
Способы дуговой сварки: нюансы технологии
Вопросы, рассмотренные в материале:
- Классификацию способов дуговой сварки
- Степень автоматизации дуговой сварки
- Высокопроизводительные способы ручной дуговой сварки с помощью электродов
- Сферы использования дуговой сварки электродами
- Особые способы ручной дуговой сварки
- Классификацию способов дуговой сварки в защитных газах
Существуют различные способы дуговой сварки. Выбор того или иного подхода зависит от типа свариваемого металла, желаемой скорости работы, оборудования. На данных параметрах основывается и классификация типов сварки.
Наибольшее распространение получили способы дуговой сварки с использованием различных электродов. Также широко применяется дуговая сварка в защитной газовой среде. Существуют и более экзотические методы термического соединения металлов. Обо всем это читайте далее.
Классификация способов дуговой сварки
На сегодняшний день основным видом сварки специалисты называют электрическую дуговую.
При дуговой сварке металла расходуется до 20 % меньше времени, чем при клепке, а заменяя ею литье, можно добиться сэкономить и до 50 %. Кроме того, увеличивается работоспособность таких изделий, как паровые котлы, химическая аппаратура и пр. Также идет уменьшение себестоимости продукции.
Преимущества сварки привели к ее распространению практически во всех отраслях промышленности: автомобиле-, котло- и судостроении, промышленном строительстве, машиностроении (химическом, тяжелом, энергетическом, транспортном) и пр.
При дуговой сварке происходит плавление краев металлических заготовок, в результате чего они соединяются между собой. Расплав же образуется нагреванием металла электрической дугой.
Рекомендовано к прочтению
Дуговая сварка может проводиться различными способами, выбор которых зависит от применяемой аппаратуры, присадок, защиты и иных дополнительных материалов.
Существует определенная классификация способов ручной дуговой сварки. Чаще всего она происходит в соответствии с техническими признаками в зависимости от:
- Автоматизации работ. Сварка может быть ручной, полуавтоматической, автоматической.
- Варианта защиты расплава. Соединение происходит в воздушной среде, под защитой газа, под флюсом.
- Типа газа, используемого для защиты.
- Тока: постоянного или переменного.
- Полярности. Сварка может быть прямой или обратной.
- Применяемого для соединения электрода: неплавящегося, плавящегося и пр.
- Используемого оборудования: трансформатора или инвертора.
- РДС (ручная сварочная дуговая сварка) – термин используется в отечественной документации.
- ММА (ручная металлическая технология с использованием электродуги) – термин применяется в иностранной номенклатуре.

- SMAW (дуговая сварочная технология в протекторной защите, в таком качестве, к примеру, может использоваться флюс, который обеспечивает защиту металлических поверхностей от влияния воздуха) – используется в российской и иностранной документации.

Степень автоматизации дуговой сварки
При РДС применяют различные типы электродов. Ручная дуговая сварка может осуществляться в среде защитных газов, под флюсом и т. д. Отличительной особенностью данного способа – возможность отслеживания качества соединения и замена параметров сварки, если это необходимо.
Имейте в виду, что принцип, по которому выполняется сварной шов при автоматической, полуавтоматической и ручной сварке, един. Отличается только уровень автоматизации процесса.
Полуавтоматическое оборудование позволяет использовать для работы не электроды, а специальную проволоку электродного типа, которая бывает вольфрамовой, порошковой, с разными наполнителями и пр. Полуавтоматическая сварка происходит значительно быстрее ручной благодаря бесперебойной подаче проволоки, скорость плавления которой индивидуальна.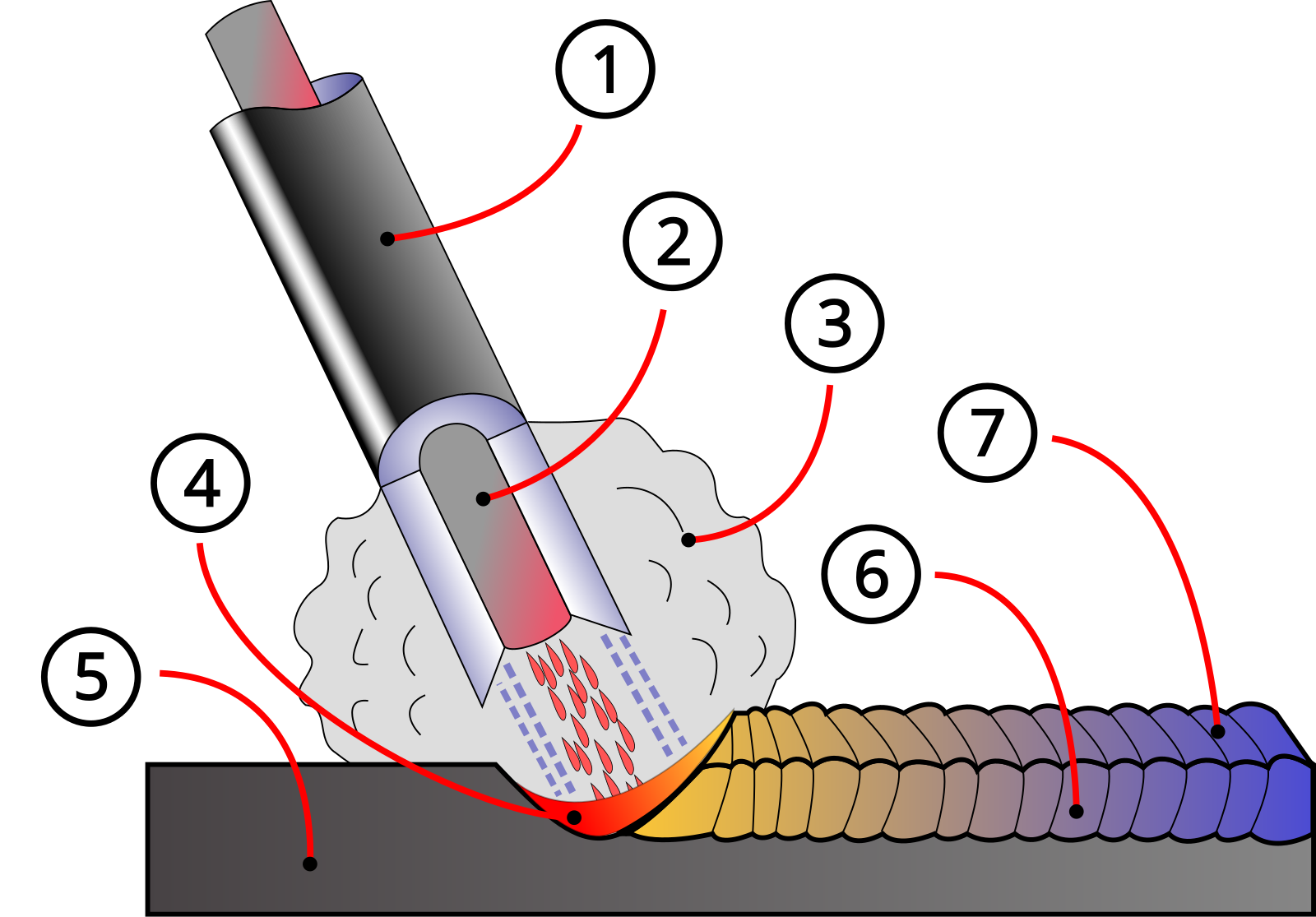
Этой возможности нет при полной автоматизации процесса, когда применяется автоматическая дуговая сварка.
Высокопроизводительные способы ручной дуговой сварки с помощью электродов
Электрическая дуговая сварка – это один из способов создания неразъемного соединения нескольких металлических заготовок посредством их нагрева краев теплом дуговых разрядов до температуры плавления.
Способы дуговой сварки металла зависят от материала, из которого произведен электрод. Их делят на следующие группы: первая объединяет типы сварки неплавящимся (угольным, вольфрамовым) металлическим электродом, вторая соединяет виды сварки плавящимся электродом из металла.
Самым популярным является сварка с использованием металлического электрода. Его используют для работы с разными марками чугуна и сталей, цветными металлами и сплавами. Расположение шва при сварке постоянным или переменным током может быть любым. Причем металлический электрод здесь необходим как для поддержания горения дуги, так и для формирования шва.
Его используют для работы с разными марками чугуна и сталей, цветными металлами и сплавами. Расположение шва при сварке постоянным или переменным током может быть любым. Причем металлический электрод здесь необходим как для поддержания горения дуги, так и для формирования шва.
Дуговая сварка металлическим электродом происходит в любом режиме: ручном, полуавтоматическом или автоматическом. Часто используется автоматическая и полуавтоматическая сварка под флюсом. В таких случаях область горения дуги засыпается флюсом, который защищает металл от окисления, азотирования и разбрызгивания. В качестве металлического электрода применяется сварочная проволока, подача которой происходит из мотка в зону сварки автоматически.
Сварной шов при работе угольным электродом получается путем соединения расплавленного материала краев заготовок и присадочного прутка, который подается в дугу. Угольный электрод необходим исключительно для того, чтобы поддерживать горение дуги.
Сферы использования дуговой сварки электродами
В случае, когда применяется электродуговая технология, металлические части деталей соединяют посредством использования электрода, который полностью обработан горячей силикатной обсыпкой. Последняя плавит электрод и накрепко связывает металлические края изделий.
Электродуговая сварка применяется в следующих случаях:
- Для создания арматурных сеток в пространственных блоках, а также элементов плоского каркаса.
- В процессе сборки блоковых конструкций для их совмещения.
- При изготовлении сеток и каркасов из арматурных стержней.
- В ходе установки сборных конструкций из железобетона для связки арматурных стержней и закладных частей.
- При невозможности воспользоваться стыковочным контактным оборудованием в профильных фирмах – для подготовки арматурных изделий.
- Для связывания стержней, диаметр которых превышает 10 мм. Сварка не применяется для соединения каркасов с толщиной стержней менее 8 мм из-за высокой сложности технологии сварки таких конструкций, а также вероятности пережога заготовок.
- На строительных площадках совместно контактной сваркой – для соединения арматурных стержней.
Особые способы ручной дуговой сварки
Особыми видами сварки называют способы соединений, предполагающие: пространственную смену положения электрода, одновременное применение не одного электрода, а нескольких и пр. Рассмотрим подробнее, какими способами может осуществляться дуговая сварка.
Существует несколько положений, в которых возможно использование сварки: вертикальное, потолочное, нижнее и горизонтальное. Для ее выполнения в каждом случае из-за сложности процесса сварки требуется определенный опыт, навыки. Для примера рассмотрим соединение деталей в горизонтальном положении – здесь сложности возникают по причине стекания капель расплавленного металла с электрода и вытекания его из ванны.
Похожие проблемы появляются и при вертикальном, и при потолочном положении соединительного шва. Справиться с ними опытным мастерам помогают изменения силы тока, длины дуги, знание нужной толщины электрод
Ручная электродуговая сварка: особенности применения
Сварки металлов с применением электрической дуги — один из наиболее распространенных методов. Электродуговая сварка обладает множеством достоинств: она проста, универсальна, не требует дорогостоящего оборудования и мастеров высокой квалификации. С помощью этого метода возможна сварка чугуна, алюминия, меди, стали и любого другого металла.
В данном материале мы кратко расскажем, что такое электродуговая сварка и какие существуют виды электродуговой сварки.
Содержание статьи
Общая информация
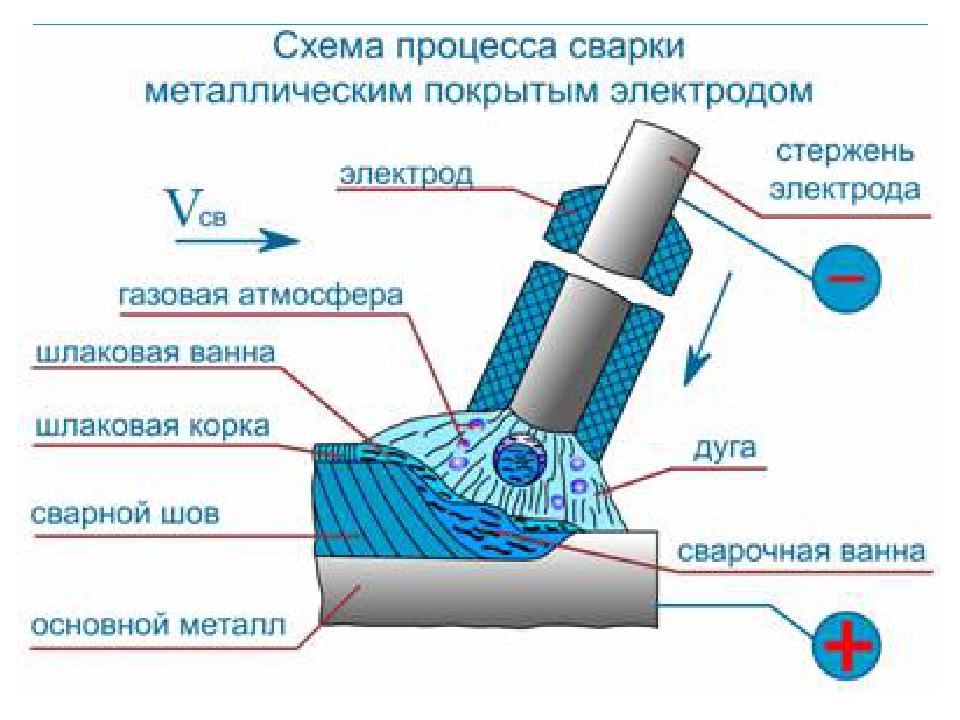
Что такое электродуговая сварка? На картинке ниже вы можете видеть наглядную схему. По сути, ключевой элемент — электрическая дуга. Она образуется следующим образом: необходим источник, способный выдавать большое значение тока при относительно небольшом напряжении. Это напряжение подается на свариваемый металл и на электрод одновременно. В результате между электродом и металлом образовывается электрическая дуга.
Это напряжение подается на свариваемый металл и на электрод одновременно. В результате между электродом и металлом образовывается электрическая дуга.
В данном случае энергия электрического тока преобразовывается в тепловую энергию, за счет чего металл плавится, и сварщик может сформировать шов. Благодаря этой особенности температура нагрева может достигать нескольких тысяч градусов по Цельсию. Этой температуры достаточно для работы практически со всеми известными металлами. Отсюда такая универсальность электродуговой сварки.
Технология электродуговой сварки заключается в том, что помимо металла под действием высокой температуры также плавится электрод. В ходе этого процесса образуется сварочная ванна или сварочная зона. Здесь протекают все основные сварочные процессы: металл взаимодействует с электродом, образуется шлак и так далее.
Как мы упоминали выше, электродуговая сварка металлов выполняется с помощью электродов (их также называются стержнями). Электроды могут быть плавящимися и неплавящимися..jpg) Плавящийся электрод, как вы можете догадаться, плавится под воздействием температуры. А неплавящийся нет. По этой причине с неплавящимися стержнями нужно дополнительно использовать присадочную проволоку.
Плавящийся электрод, как вы можете догадаться, плавится под воздействием температуры. А неплавящийся нет. По этой причине с неплавящимися стержнями нужно дополнительно использовать присадочную проволоку.
Присадочная проволока продается в бобинах, которые заправляются в специальный механизм подачи. Также проволоку можно подать в сварочную зону вручную. Она необходима для полноценного формирования сварочного шва.
Читайте также: Правила хранения электродов
У электродуговой сварки есть один существенный недостаток — дуга горит нестабильно и требует большого внимания при работе с ней. Чтобы упростить работу были придуманы плавящиеся электроды с особым составом, который может включать в себя натрий, калий и прочие элементы. Благодаря им дуга проще зажигается, горит стабильнее. Но этого недостаточно, чтобы справиться с еще одним недостатком дуговой сварки.
Мы говорим про окисление шва. Дело в том, что шов, взаимодействуя с кислородом, активно окисляется и теряет свои положительные свойства. Он становится хрупким и пористым, возрастает вероятность образования трещин. Чтобы справиться с этой проблемой можно использовать специальные защитные газы. К ним относится аргон, углекислый газ, гелий и различные смеси из этих газов.
Он становится хрупким и пористым, возрастает вероятность образования трещин. Чтобы справиться с этой проблемой можно использовать специальные защитные газы. К ним относится аргон, углекислый газ, гелий и различные смеси из этих газов.
Электродуговая сварка с применением защитных газов требует использования особых сварочных аппаратов, которые оснащены системой подачи газа. У вас не получится сварить металл с газом, если вы решили выполнить работу с помощью бюджетного компактного инвертора. Так что заранее определитесь, какой сварочный аппарат вам нужен.
В работе можно использовать и переменный, и постоянный ток. Мы рекомендуем использовать постоянный ток, поскольку наша практика показала, что металл меньше разбрызгивается, шов получается ровнее и качественнее. На переменном токе в основном работают только профессионалы своего дела, которые четко осознают, зачем им нужны именно такие настройки сварочного аппарата.
Особенности дуги
Говоря про электродуговую сварку не лишним будет рассказать вам об электрической дуге, как о самом главном элементе. Мы уже разобрались, что электрическая дуга формируется в момент первого взаимодействия электрода с металлом. Чтобы вам было проще понять представьте, что формирование дуги похоже на кратковременный разряд тока. Понятие электрической дуги очень обширно, так что применительно к сварке ее называют просто сварочной дугой.
Мы уже разобрались, что электрическая дуга формируется в момент первого взаимодействия электрода с металлом. Чтобы вам было проще понять представьте, что формирование дуги похоже на кратковременный разряд тока. Понятие электрической дуги очень обширно, так что применительно к сварке ее называют просто сварочной дугой.
Вместе с тем, сварочная дуга — это основной элемент всей электрической цепи во время сварки. Она может быть сжатой, косвенной и прямой. Сжатая дуга — это гибрид из косвенной и прямой, но при этом сжатой в струе газа. Она используется для резки или сварки тугоплавких металлов. Дуга косвенного действия формируется между двумя электродами, при этом металлическая деталь, которую вы собираетесь варить, не включается в электрическую цепь. Дуга прямого действия самая распространенная. Она образуется между электродом и металлом.
Виды электродуговой сварки
Теперь, когда мы разобрались с определением и особенностями сварочной дуги, приступим к классификации методов электродуговой сварки.
Самый распространенный метод — ручная электродуговая сварка (РДС). Она используется для сварки всех видов металлов, в том числе черных и цветных. Ключевая особенность РДС — обязательная необходимость защищать сварочную зону от кислорода. С этой задачей неплохо справляются плавящиеся электроды со специальным покрытием. Под воздействием высокой температуры покрытие плавится, образуя защитный слой на поверхности шва, и защищая его от пагубного влияния кислорода.
Технология ручной электродуговой сварки крайне проста, поэтому она получила широкое распространение среди домашних сварщиков. Электрод подсоединяется к держаку и его конец нагревается, когда им постукивают или чиркают о поверхность металла. Этот процесс зажигает дугу, замыкается электрическая цепь.
Затем электрод медленно отводят от поверхности металла примерно на пол сантиметра. На расстоянии между электродом и металлом появляется видимая дуга. Если расстояние меньше 5 миллиметров, то такая дуга называется короткой. Мы рекомендуем использовать именно короткую дугу в своей работе, но это требует опыта и частой практики, поскольку не так уж просто непрерывно вести электрод на расстоянии менее пол сантиметра.
Но это не единственный метод. Также есть сварка под флюсом, сварка неплавящимся электродом в среде защитного газа и сварка с применением порошковой проволоки. Технологический процесс электродуговой сварки с применением любого из этих методов мало отличается от РДС. Единственное отличие — используемые в работе комплектующие и оборудование. Сама же дуга и ее характеристики остаются неизменными. Давайте подробнее разберем каждый метод.
Начнем со сварки применением флюса. Флюс — это вещество, выпускаемое в жидком, порошкообразном, пастообразном и кристаллическом виде, которое подается в сварочную зону и выполняет роль защиты шва от кислорода. Также флюс обеспечивает стабильное горение дуги и несколько упрощает формирование шва. Зачастую для работы с флюсом используют автоматический сварочный аппарат, который сам подает флюс в сварочную зону. Но вы можете и вручную нанести защитное вещество на поверхность металла. С помощью этого метода можно без особых трудностей варить металл любой толщины.
Второй метод — сварка с применением неплавящихся электродов. Они могут быть вольфрамовыми, угольные или графитовыми. Такой метод требует использования защитных газов и проволоки, об этом мы писали выше. С помощью такого метода возможна качественная сварка чугуна, алюминия, никеля, меди и прочих металлов. Такой способ зачастую используют профессиональные сварщики, которым доверили ответственную работу. Шов получается очень качественным и аккуратным. Также вы сможете сварить металлы любой толщины с достаточно быстрой скоростью.
Последний вид электродуговой сварки — сварка с применением порошковой проволоки. Этот метод очень интересный. Здесь при формировании шва в зону сварки подают специальную порошковую проволоку, но от обычной она существенно отличается. Сама порошковая проволока представляет собой полую трубку, которая заполнена флюсом. При плавлении этой проволоки флюс высвобождается и также плавится, образуя тот же защитный слой, что и при работе с обычным порошковым или кристаллическим флюсом.
Вместо заключения
Теперь вы знаете, что такое электродуговая сварка. Сварщик электродуговой обязан знать не только основы самого сварочного процесса, но и быть ознакомленным с основными нормативными документами, должен уметь читать чертежи и проводить первичный контроль качества. Технологический процесс электродуговой сварки не так уж сложен, как может показаться на первый взгляд. Все, что от вас необходимо — это правильно зажигать дугу, следить за ее стабильность и работать с оптимальной скоростью. Этого уже будет достаточно для успешного старта. Желаем удачи в работе!
особенности и типы, принцип работы
Электродуговая сварка — это незаменимый элемент тяжелой промышленности. Она широко применяется на машиностроительных заводах и металлургических предприятиях. Ручная электродуговая сварка активно
особенности и типы, принцип работы
Электродуговая сварка — это незаменимый элемент тяжелой промышленности. Она широко применяется на машиностроительных заводах и металлургических предприятиях. Ручная электродуговая сварка активно
Особенности и типы
Сварка — процесс получения неразъемных соединений. Достигают этого, нагревая металл посредством электрического тока. Выделяются такие типы электродуговой сварки:
- Ручная.
- Автоматическая.
- Полуавтоматическая.
Первый вариант наиболее распространенный. Сварщиком подбирается необходимый рабочий режим, весь процесс контролируется им самостоятельно. Если используется полуавтомат, сварочную проволоку подает специальное устройство. Автоматизация соединения металла позволяет получить высококачественные изделия. Все процессы выполняются сварочным аппаратом. Материалы расплавляются под действием высоких температур на поверхность. Во многих случаях она достигает 5000 градусов Цельсия. В зависимости от источников тока сварка производится посредством как постоянного, так и переменного тока с прямой или обратной полярностью.
Обязательный атрибут подобных работ — аппарат для сварки. В последнее время все чаще используются агрегаты инверторного типа. Они отличаются компактностью и простотой использования. В отдельных случаях пользуются трансформаторами и выпрямителями. Для ручной электродуговой сварки (как и любой другой) понадобятся электроды или проволока. Они могут быть плавящимися либо неплавящимися. Процесс происходит таким образом, чтобы работник мог видеть процесс горения дуги, и лишь в отдельных случаях процесс будет полностью закрытым. Цветные металлы такие как медь и алюминий соединяют, используя защитные газы (речь идет преимущественно об аргоне и углекислом газе).
Ручная электродуговая сварка
Трубы преимущественно соединяются в ручном режиме. Материалы плавятся под воздействием дуги, образованной между электродом и изделиями. Технология электродуговой сварки определяется в зависимости от опыта сотрудника. Решающее значение отводится подготовительному этапу. Начинают с организации рабочего места (поста). Там размещают сам агрегат вместе с дополнительными материалами и инструментами. Недалеко от поста — источник тока. Перед началом работ приступают к подготовке металлических поверхностей.
Необходимо провести комплексную очистку. Делают ее, используя ветошь и металлическую щетку. Важно правильно подобрать комплект электродов и настроить режим работы. Рекомендуется приобрести комплект со специальным покрытием для получения действительно надежных швов. Толщину подбирают в зависимости от характеристик металла — если его толщина составляет 1−2 мм, то у электрода должно быть 2−3 мм и так далее.
Сама технология отличается простотой: электрическую дугу зажигают сразу после того как электрод прикоснулся к поверхности изделия. Затем быстро отводят рукоять назад на пару миллиметров. Передвижения совершают в зависимости от того, какие швы необходимо получить (вертикальные, горизонтальные, по окружности — при работах с трубопроводами). Если требуется вертикальный шов, рукоять ведут снизу до верхней части, не оставляя при этом непроваренных мест. Стоит совершать небольшие колебательные движения по сторонам.
В идеале дуга должна гореть постоянно, а перерывы — только для смены электрода. Ближе к концу шва потребуется задержка на считаные секунды для предотвращения появления дефектов (трещин) в кратерной зоне.
С применением полуавтоматов
Данной тип занимает особое место среди подобных работ. Может применяться защитный газ. Если его нет, пользуются специальной флюсовой проволокой. Она постепенно плавится, и в зону работ попадает содержимое. Результат плавления флюса — формирование газового облака, препятствующего окислению металлов. Главное достоинство — нет необходимости покупать газовые баллоны.
Защитные газы гарантируют надежность швов, дают возможность отслеживать процесс. Устройство полуавтомата составлено из таких элементов как:
- Горелка.
- Устройство, отвечающее за подачу проволоки.
- Редуктор.
- Шланг.
Перед началом обязательно проводят очистку поверхностей. Затем сварщик занимается организацией заземления, после проверяет напряжение электросети. Далее — настройка режима, который зависит от типа металла и его толщины.
Нельзя забывать о технике безопасности. Вне зависимости от разновидности работ сотрудник должен пользоваться защитной маской либо щитком. Оборудование нельзя переносить, придерживая только за шланг. Под ногами помещают диэлектрические коврики для предотвращения поражения током.
технология ручной дуговой сварки, описание и свойства оборудования
При создании металлических конструкций и соединении отдельных деталей применяются самые различные технологии. Одной из самых востребованных и популярных является ручная дуговая сварка. В настоящее время метод используется вместе с литьем, штампованием и прокатом элементов заготовок. Доступная стоимость и простота в выполнении поставленной задачи сделала подобную технологию более актуальной, чем все остальные. К тому же ручная дуговая сварка полностью вытеснила эксплуатацию дорогих и сложных цельноштампованных изделий.
Как работает электрическая сварка
Для получения необходимого тепла, которое позволяет осуществить расплавление основного металла и электродного стержня, принято использовать метод образования электрической дуги. Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Для поддержания эффекта электрической дуги электрод и свариваемый элемент постоянно поддаются воздействию электрической энергии от специального прибора. Под воздействием температуры электрической дуги края свариваемой заготовки (вместе с металлом электрода) начинают плавиться. Температурные показатели внутри дуги достигают 4000 градусов Цельсия. В подобной ёмкости происходит соединение металлической заготовки с электродом. В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
Разновидности электрической сварки
В настоящее время электрическая сварка происходит с помощью двух типов электрического тока:
- постоянного,
- переменного.
В первом случае в качестве источников питания выступают сварочные выпрямители, хотя не исключается применение особых преобразователей. Если говорить о сварке с помощью переменного тока, то в данном случае принято использовать сварочные трансформаторы со специальной конструкцией. В большинстве случаев электрическая дуговая сварка незаменима при эксплуатации плавящегося в дуге электрода. Подобный вариант пользуется большой популярностью и широко распространен.
Его можно использовать для сваривания или наплавления самых различных сталей легированного и углеродного происхождения, чугунного материала, а также многих цветных металлов.
Вы должны понимать, что сварка с помощью постоянного тока уменьшает количество брызг металла на швах. Несмотря на обширный ассортимент типов электрической сварки, самым популярным является применение электродов, причём как плавких, так и угольных (неплавких). Первый вариант подразумевает формирование швов посредством расплавления электрода. Что касается неплавящейся разновидности, то она подразумевает расплавление особой присадочной проволоки, которая вводится непосредственно внутрь сварочной ванночки. Технология ручной дуговой сварки подразумевает плотную стыковку свариваемых краев.
Горение дуги происходит между электродом из неплавких материалов, таких, как уголь или графит, и самой заготовкой. Вводящиеся в область горящей дуги края элементов и присадочный материал прогреваются до определенной температуры и начинают плавиться. В данном случае происходит формирование ванночки, которая состоит из расплавленного металла. По мере кристаллизации металлического элемента происходит образование сварочного шва. Такой метод незаменим при обработке цветных металлов или твердых сплавов.
Если сварку осуществляют с помощью плавящегося электрода, горение электрической дуги происходит таким же образом, как в первом случае. Правда, тогда расплавление электрода совместимо с расплавлением кромок заготовки, что способствует появлению общей ванны, где находится расплавленный металл. В большинстве случаев данное решение задействуется при ручной сварке металла. Кроме многих достоинств, представленных универсальностью и удобством использования, для электросварки характерны и минусы.
Плюсы и минусы ручной сварки
Если вы намерены купить сварочное оборудование, обратите внимание на тот факт, что стоимость такой продукции напрямую зависит от опций и функциональных возможностей. Среди основных функций, которые предусмотрены в моделях ручного типа, выделяют такие:
- Возможность проводить сварку во всех пространственных направлениях.
- Сварка элементов в труднодоступных местах.
- Возможность относительно быстро поменять свариваемый материал.
- Обработка различных видов стали, что связано с наличием обширного спектра выпускаемых электродов.
- Простота в уходе и эксплуатации. Освоить такое оборудование может любой желающий человек.
- Простота транспортировки. За счёт компактных габаритов подобные приборы очень легко транспортируются.
Что касается слабых сторон, то они представлены следующими минусами:
- Ряд вредных условий, которые возникают в процессе сварки.
- Вероятность низкого качества конечного изделия при недостаточной квалификации оператора.
- Низкий коэффициент полезного действия и относительно небольшая производительность, если сравнивать систему с другими сварочными решениями.
Однако, если ответственно подойти к вопросу изучения определенных навыков, вы сможете успешно проводить множество важных мероприятий для своей дачи, гаража или загородного особняка. Как только вы разберетесь с основными принципами технологии дуговой сварки, это откроет вам широкое поле для реализации своей фантазии.
Дуга электрической сварки
После тщательного изучения плюсов и минусов ручного сварочного оборудования можно перейти к осмотру электрических приборов. Перед тем как возбудить дугу, сварщик касается кончиком электрода металлической заготовки, отводя её кончик на 3 миллиметра. Таким образом, начинается вспыхивание дуги, равноудаленная длина которой поддерживается с помощью постепенного опускания самого электрода в меру его плавления. Важно успеть закрыть лицо щитком перед формированием дуги. Другой способ зажигания дуги заключается в проведении кончиком электрода по поверхности заготовки, после чего необходимо увести его на короткое расстояние.
Дугу поддерживают как можно короче. Известно, что короткие дуги уменьшают количество мелких капель, к тому же в таком случае плавление электрода осуществляется в свободном темпе, обеспечивая ровный пучок искр. В таком случае глубина проплавления становится максимально большой.
Если ручной станок не способен выдавать конкретную глубину, то электрод начинает плавиться и окисляться, что приводит к его разгибанию. Из-за этого шов получается неровным и содержит в себе большое количество оксидов.
Вы должны понимать, что длина дуги контролируется с помощью звука, который появляется при горении. Электрическая дуга с определенной длиной издаёт равномерный звук на одном тоне. Если эта деталь слишком длинная, тон становится по-особому резким, а иногда он сопровождается громкими хлопками. Если по каким-либо причинам происходит обрыв дуги, её необходимо повторно возбудить, тщательно заварив провал в месте обрыва. Затем можно продолжить сварку шва.
Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Уровень квалификации и опытность сварщика отыгрывают значительную роль в том, насколько умело происходит зажигание и последующее контролирование длины дуги.
Ведь чем успешнее поддерживается длина, тем выше получается качество швов, а соответственно — прочность самого соединения. Важно научиться правильно манипулировать электродом, перемещая его по линии накладываемого шва для придачи определенной формы.
Действие режима сварки на шов
Что касается размеров получаемого сварочного шва, то они не зависят от таких особенностей, как тип:
- угловой.
- стыковой.
- прочий.
Главная характеристика самого шва — коэффициент его формы при проваре. Речь идёт об отношении ширины шва к глубине. В моделях ручного типа присутствует возможность изменения данного показателя в широком диапазоне. Если уменьшить ширину сварного шва, этот коэффициент существенно поменяется. В свою очередь, рост глубины проплава уменьшает ширину, или наоборот.
Важным параметром сварки является сила тока, т. к. её увеличение повышает глубину проплава, а уменьшение — понижает. Вы должны понимать, что плотные металлические заготовки дают большие показатели при конкретном уровне тока, но ширина самого сварного шва остаётся прежней. Также особое влияние приписывается роду тока. Использование технологий с постоянным электрическим током сужает шов. Это по-особому заметно при эксплуатации высоких значений напряжения (от 30 В). Упоминается, что ручные сварочные аппараты нуждаются в электродах с разным диаметром.
Чем меньше таких элементов используется, тем ниже подвижность горящей дуги, что повышает глубину проплава, но сокращает ширину шва. По этой причине любое уменьшение поперечника электрода приводит к расширению глубины сварочного шва.
Ещё одним важным параметром является напряжение дуги. И хоть оно не влияет на глубину проплава, ширина сварочного шва существенно меняется.
По мере роста напряжения общая ширина сварочного шва растёт. Если показатель снижается, ширина уменьшается. Подобный подход нашёл своё применение в автоматизированных решениях, где необходимо изменять ширину шва в процессе наплавки. Правда, при ручной сварке уровень напряжения меняется не слишком сильно и варьируется в диапазоне 18−22 В. В таком случае ширина сварочного шва практически не меняется. Для изучения базовых тонкостей и принципа технологии необходимо приложить немало усилий.
Как обучиться основам мастерства
Выучить базовые тонкости обращения с ручной сваркой несложно. В настоящее время для этого можно найти множество подробного материала и видеоуроков, которые размещены в свободном доступе. Правда, если вы намерены постичь более глубокие тонкости, то придётся запастись серьезными источниками информации, которые доступны в различных пособиях и дополнительном руководстве.
Если вы новичок и только начинаете разбираться с тонкостями подобного мастерства, начинайте с электродов поперечником 3 мм, т. к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы.
При покупке сварочного аппарата будьте готовы потратить достаточно усилий и времени, чтобы постичь все основы электрической или ручной сварки. В таком случае вы откроете для себя обширные возможности для практического применения оборудования в бытовом строительстве, при ремонте садовых принадлежностей, сборке и разборке металлических конструкций и во многих других направлениях повседневной деятельности.
Если правильно подойти к обучению, вы сможете быстро и эффективно изучить новую отрасль, получив теоретические и практические навыки для продуктивной работы с металлическими заготовками.
Ручная аргонодуговая сварка неплавящимися электродами: технология, принципы работы, рекомендации
Секреты обработки дерева и металла- Бетон и работа с ним
- Инструменты
- Дрели и шуруповерты
- Инструменты для работы с трубами
- Культиваторы
- Лобзики
- Ножи
- Отвертки и ключи
- Паяльники
- Пилы
- Свёрла
- УШМ (болгарки)
- Уровни
- Краски и окрашивание
- Металлические изделия
- Арматура
- Болты, винты, гайки, гвозди
- Заборы и ворота
- Листы и профлисты
- Печи и мангалы
- Проволока
- Профили, уголки, швеллеры
- Металлы
- Алюминий
- Вольфрам
- Сплавы
- Сталь
- Температура плавления
- Цинк и цинкование
- Самоделкин
- Сварка
- Электроды
- Станки и оборудование
- Буры
- Газовое оборудование
- Двигатели
- Для работы с деревом
- Для работы с металлом
- Дробилки
- Дровоколы
- Измельчители
- Компрессоры
- Коптильни
- Мотоблоки
- Пескоструи
- Плуги
- Прессы
- Триммеры, газонокосилки, мотокосы
- Фрезы
- Трубы
- Работа с трубами
- Хочу всё знать!
как правильно работать в разных положениях электрода – Дуговая сварка на Svarka.guru
Ручная дуговая сварка (РДС) не сдаёт позиций. Производительность, глубина проплава ниже, стабильность процесса хромает. Но вытеснить плавящийся электрод в обмазке пока не под силу. РДС любезно предлагает место прогрессивным технологиям, которые облегчают труд и ускорят сварочные работы, оставаясь на плаву.
РДС сварка – это
Ручная дуговая сварка применяется при монтажно-сборочных работах, где современные методы не применяются. Способ применяется с 1888 г. Сущность способа заключается в инициировании возбуждения электродуги между полярными источниками, один из которых электрод, другой – деталь.Электродержатель (катод) передаёт заряд сердечнику электрода. Кратковременный контакт с заготовкой (анод) возбуждает дугу, единственный источник тепла для плавления. Локализация нагрева в зоне горения дуги приводит поверхность металла изделия в жидкое состояние.
Сварочная ванна в основании столба дуги заполняется расплавом металла изделия и каплями наплавленного металла стержня электрода. Равномерность смешения 2 субстанций образует однородный сплав.
Жидкий шлак из материала обмазки укрывает ванну и препятствует процессам окисления. Застывшая стекловидная масса шлака удаляется механически после каждого прохода. Иначе цельность шва с равномерным проваром нарушится.
Процессом на всём протяжении управляет электросварщик. Поддержание величины дуги, плавность движения вдоль границы наложения шва, чтобы не случилось непровара и подрезов, выполняются на глазок: контроль доступен только визуальный.
Уровень профессионализма исполнителя определяет качество соединения. Квалифицированный сварщик рдс, что это: уверенная герметизация соединений элементов сосудов под давлением, изготовление грузозахватных приспособлений. Он владеет техникой управления аппаратами постоянного и переменного тока, варит плавящимся и неплавящимся электродом.
Виды плавящихся электродов
Существуют многоместные электрододержатели: 2 и более электродов, вовлечённые в заполнение глубокой разделки, объёмного катета шва ускоряют процесс. И сами стержневые электроды различаются по химсоставу для идентичности соединения с материалом, защитными компонентами обмазки.
Видовой состав электродов по применению:
- У – низколегированные стали с сопротивлением на разрыв 600 МПа;
- Т – теплоустойчивые стали;
- Н – наплавные электроды;
- А – Пластичные металлы.
Ограничения по пространственному наложению шва связаны с текучестью расплава стержня. Регламентация по применению вертикальных, потолочных одно и двухсторонних швов, сварке под углом содержит ГОСТ 5264-80, за соединения сварные под острыми и тупыми углами отвечает ГОСТ 11534 75. Дополнительная цифровая индексация на маркировке указывает на сферу применения плавящихся электродов:
- 1 – без ограничений положения;
- 2 – кроме вертикального сверху вниз;
- 3 – исключаются потолочные швы;
- 4 – только горизонтальные.
Справочники пестрят рекомендациями по использованию электродов с определённым спектром сплавов, близких по составу с плавящимся стержнем. Комплекс легирующих элементов расплава соединительного шва в этом случае создаёт практически монолитное соединение.
Пример соответствия типа электрода для легированных конструкционных, высоколегированных и теплостойких сталей:
- Ст. 14Х2ГМСШ, 14ХМНДФР – электрод АНП2, Э70;
- Ст. 12Х2НВФА, 30ХГСА – НИАТ 3М;
- 30ХГ2С – УОНИ-13/85;
- 15Х1М1Ф, 12ХМФ – ОЗС-11;
- 15Х1М1ФЛ, 20ХМФЛ – ТМЛЗУ;
- 12Х1МФ – ЦЛ45.
Обобщённая таблица назначения по области применения, типов и марок электродов плавящихся
покрытия
Толщина покрытия не универсальная величина. Относительно диаметра стержня выделяются стандартные соотношения:
- М – 20%;
- С – 40%;
- Д – 80%;
- Г – более 80%.
Составы обмазок по свойствам преимущественно смешанные, с учётом многокомпонентности сплавов. Основы и назначение типов:
- А – Mg, Ti, Si, FeO3. Пористость шва исключается, но возможно горячее растрескивание верхней части шва. Пример – Э-08Х19Н10Г2Б, применяются для высоколегированных сплавов;
- Ц – 50% наполнителя органика, преимущественно целлюлоза, мука, шпат. Расплав соответствует полуспокойным и спокойным сталям с высоким показателем наличия водорода. Электроды Э50, Э46 хороши для вертикальных швов;
- Р – минерализация рутилом (TiO2) до 50%, органикой. Горячее растрескивание исключено. Ударная вязкость высокая. Требуется прокалка для удаления влаги. Пространственное положение шва без ограничений;
- Б – CaCO3, KF, минералы. Активное шлакообразование, неподверженность сероводородному растрескиванию. Доминируют при сварке трубопроводов;
- П – РЦ, АБ, другие – двойные виды, классифицируются отдельно.
[stextbox id=’info’]Броневые отливки для танков в период ВОВ сваривали прутками, обмазанными гашеной известью.[/stextbox]
РДС сварка цветных металлов
Дуговую сварку алюминия осложняет тугоплавкая оксидная плёнка на поверхности металла, подлежащая удалению выщелачиванием.Хлориды и фториды щелочных металлов, входящие в состав обмазки, нейтрализуют плёнку. Детали толщиной менее 4,5 мм для дуговой сварки не рекомендованы.
Ток увеличивается до 1,5 раз. Применяется предварительный подогрев деталей и теплоотводящие прокладки при сварке, чтобы минимизировать растекание. Бич сварщика кристаллизационное растрескивание и постсварочная деформация. Заполнение разделки непрерывно, до полного выгорания электрода.
Электроды ориентированы на чистый металл без примесей, технические сплавы:
- Рафинированный алюминий марки АО-А3 – электрод ОЗА1, ОЗАНА-1.Тщательная подготовка кромок. Доступны горизонтальное и вертикальное ведение шва. Ток переменный, полярность обратная;
- Кремнистые сплавы (силумины) – ОЗА2, ОЗАНА-2. Покрытие гигроскопично, наполнено фтористыми, хлористыми солями;
- Наплавка деформируемых сплавов – УАНА.
Оправдывают высокую стоимость щёлочно-солевые электроды ESAB марок ОК Almn1 для сборки конструкции из чистого металла. Качественный шов, лёгкое отделение корки шлаков.
Для сплавов с магнием и марганцем, дюралюминия – Alsi12. UTR 48 c содержанием кремния до 12%, дающий ровный чешуйчатый шов.
По грубы прикидкам силу тока соотносят с толщиной основного металла. На 1 мм берут 20 – 30 А, не выходя за рамки 200 А.
[stextbox id=’alert’]Важно! повторная просушка снижает качество соединения.[/stextbox]
Для РДС сварки меди и сплавов выбор плавящихся электродов широк: Комсомолец 100, АНЦ/ОЗМ2, (ОЗМ3, ОЗМ4).
Режимы
У новичка возникает вопрос: каким электродом варить металл 2 мм? Максимум троечкой, оптимально – не превышать толщину металла. Стержень тоньше Ø 1,6 мм не найдём, остаётся заняться регулировками сварочного тока до оптимума.
[stextbox id=’alert’]Важно! сушка и прокаливание стальных электродов обязательны.[/stextbox]
Режим сварки – совокупность суммы параметров:
- Сила тока и напряжение дуги;
- Диаметр и скорость перемещения электрода;
- Полярность, род тока;
- Положение шва в пространстве.
Практика показывает, что целесообразно использовать максимально допустимый ток, а скорость определяет поперечное сечение шва. Поджиг дуги осуществляется 2 способами: кратковременным касанием с отрывом (впритык) либо продольным движением по заготовке (спичкой).
Вертикальные и потолочные швы проходят с коррекцией тока в сторону уменьшения до 20%, напряжение – до 30 В, диаметр электрода не превышает 4 мм. При стандартных условиях глубина провара достигает 1 – 2 мм.
Поддержание дуги на расстоянии 0,5 – 1 диаметра до воронки кратера обеспечивается равномерностью подачи расходного плавкого элемента. Увеличение длины дуги увеличивает поступление воздуха в расплав, снижает качество. Возрастают угар металла и разбрызгивание.
Прерывание дуги чревато образованием кратера, где скапливается шлак, возможно образование трещин. Заварку кратера проводят до заполнения. Причиной образования кратера не может стать завершение шва – это брак.
Протяженные швы выполняются отдельными участками. На толстом металле, где нет угрозы коробления, длина прохода 200 – 300 мм. На тонколистовом – короткими в шахматном порядке.
Оборудование
Сварочные аппараты постоянного и переменного тока – источники подачи энергии. Агрегаты переменного тока устроены проще, дешевы компактны, просты в обслуживании, потребляют меньше энергии.
Оборудование на постоянном токе обеспечивает устойчивость дуги, процесс упрощается, не требует высокой квалификации сварщика. Доступны механизация и автоматизация.
сталь | Состав, свойства, типы, марки и факты
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали.Железная руда — один из самых распространенных элементов на Земле, и одно из основных ее применений — производство стали. В сочетании с углеродом железо полностью меняет свой характер и становится легированной сталью.
Encyclopædia Britannica, Inc. Посмотреть все видео для этой статьиОсновным компонентом стали является железо, металл, который в чистом виде не намного тверже меди.За исключением крайних случаев, железо в твердом состоянии, как и все другие металлы, является поликристаллическим, то есть состоит из множества кристаллов, которые соединяются друг с другом на своих границах. Кристалл — это упорядоченное расположение атомов, которое лучше всего можно представить как сферы, соприкасающиеся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые определенным образом пронизывают друг друга. Для железа структуру решетки лучше всего можно представить в виде единичного куба с восемью атомами железа в углах. Для уникальности стали важна аллотропия железа, то есть его существование в двух кристаллических формах.В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В расположении гранецентрированного куба (ГЦК) есть еще один атом железа в центре каждой из шести граней единичного куба. Важно отметить, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК-конфигурации примерно на 25 процентов больше, чем в ОЦК-структуре; это означает, что в структуре ГЦК больше места, чем в структуре БЦК, для хранения посторонних ( i.е., легирование ) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912 ° C (1674 ° F) и от 1394 ° C (2541 ° F) до точки плавления 1538 ° C (2800 ° F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в более низком температурном диапазоне и дельта-железом в более высокотемпературной зоне. Между 912 ° и 1394 ° C железо находится в порядке ГЦК, которое называется аустенитом или гамма-железом. Аллотропное поведение железа сохраняется, за некоторыми исключениями, в стали, даже когда сплав содержит значительные количества других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а к сильным магнитным характеристикам железа. При температуре ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 с вашей подпиской. Подпишитесь сегодняВ чистом виде железо мягкое и обычно не используется в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода.В твердой стали углерод обычно присутствует в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит) или карбидом легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде хлопьев или кластеров графита из-за присутствия кремния, который подавляет образование карбидов.)
Влияние углерода лучше всего иллюстрируется диаграммой равновесия железо-углерод.Линия A-B-C представляет точки ликвидуса (, т.е. — температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, содержание углерода 0.77 процентов (показано вертикальной пунктирной линией на рисунке) начинают затвердевать при температуре около 1475 ° C (2660 ° F) и полностью затвердевают при температуре около 1400 ° C (2550 ° F). С этого момента все кристаллы железа находятся в аустенитном — , т. Е. ГЦК — расположении и содержат весь углерод в твердом растворе. При дальнейшем охлаждении происходит резкое изменение примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа.Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) приблизительно 200 килограммов-сил на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 килограммов-сил на квадратный миллиметр для чистого железа. Охлаждение стали с более низким содержанием углерода (, например, 0,25 процента) дает микроструктуру, содержащую около 50 процентов перлита и 50 процентов феррита; он мягче, чем перлит, с DPH около 130.Сталь с содержанием углерода более 0,77 процента, например 1,05 процента, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Диаграмма равновесия железо-углерод.
Encyclopædia Britannica, Inc.Дуговая сварка | KUKA AG
- Дом
- Отрасли
- Отрасли
- Примеры из практики
- Автоматизированная индустрия
- Автоматизированная индустрия
- Электромобильность
- Электронная коммерция и розничная логистика
- Электронная промышленность
- Энергия
- Энергия
- Ядерный вывод из эксплуатации
- Здравоохранение
- Здравоохранение
- Роботы в медицинской промышленности
- Роботы в медицинской промышленности
- LBR Med
- Медицинская робототехника для высоких нагрузок
- Загрузки
- Команда и сервис
- Текущие темы
- Партнеры и ссылки
- Исследовательские проекты
- Swisslog Healthcare
- Загрузки
- Промышленность потребительских товаров
- Промышленность потребительских товаров
- Роботы KUKA в пищевой промышленности
- Металлургическая промышленность
- Металлургическая промышленность
- Литейная и кузнечная промышленность
- Литейная и кузнечная промышленность
- Роботы для литейного производства KUKA
- Станки
- Точечная сварка
- Роботы KUKA для дуговой сварки
- Другие отрасли
- Другие отрасли
- Развлекательная индустрия
- Развлекательная индустрия
- Аттракционы
- Аттракционы
- KR пассажир
- KUKA Coaster
- KUKA.ready2_animate
- Сервисные приложения как шоу-акт
- Демонстрация действия с роботами KUKA
- Пластмассовая промышленность
- Партнеры KUKA
- Продукция и Услуги
- Продукция и Услуги
- Системы роботов
- Системы роботов
- Промышленные роботы
- KUKA ready2_use
- KUKA ready2_use
- KUKA ready2_arc
- KUKA ready2_educate
- KUKA ready2_fasten_micro
- KUKA ready2_pilot
- KUKA ready2_rivet
- KUKA ready2_spot
- KUKA ready2_spray
- KUKA OccuBot
- Готовые наборы KUKA
- Программного обеспечения
- Программного обеспечения
- Программное обеспечение
- Программное обеспечение
- KUKA.PalletTech
- Приложение KUKA HRC Guide
- KUKA.ArcTech
- KUKA.HMI
- KUKA.PerceptionTech
- KUKA.PickControl
- KUKA.ConveyorTech
- KUKA.ЧПУ
- KUKA.CNC Sinumerik
- KUKA.EqualizingTech
- KUKA.ForceTorqueControl
- KUKA.Gripper и SpotTech
- KUKA.LaserTech
- KUKA.RoboSpin
- KUKA.SeamTech
- KUKA.ServoGun
- KUKA.TouchSense
- KUKA.TRACC TCP
- KUKA.VisionTech
- Хабовые технологии
- Хабовые технологии
- KUKA.ПЛК mxAutomation
- KUKA.SafeOperation
- KUKA.RoboTeam
- Планирование, проектирование, сервис и безопасность
- Планирование, проектирование, сервис и безопасность
- KUKA.Сим
- KUKA.OfficeLite
- Программное обеспечение
- Программное обеспечение
- KUKA.SystemПрограммное обеспечение
- KUKA.SystemПрограммное обеспечение
- KUKA.WorkVisual
- KUKA Sunrise.OS
- Облачное программное обеспечение
- Облачное программное обеспечение
- KUKA Xpert
- KUKA Connect
- Селектор роботов KUKA
- Контроллеры роботов
- Контроллеры роботов
- KR C5
- KR C5 микро
- KR C4
- Шкаф KUKA Sunrise
- KUKA smartPAD
- KRC ROBOTstar
- miKUKA
- Периферия роботов
- Периферия роботов
- Позиционеры
- Позиционеры
- КП1-Н
- KP1-HC
- КП1-МБ
- КП1-МС
- КП1-МД
- КП1-МДЦ
- КП1-В
- KP2-HV HW
- КП2-ХВ
- DKP
- КП2-СВ
- КП3-х3Н
- КП3-В2Н
- КП3-В2МД
- Позиционеры, ориентированные на клиента
- Линейные единицы
- Линейные единицы
- KL 100
- KL 250-3
- KL 1000-2
- KL 3000
- KL 4000
- Системы энергоснабжения
- Портал для лазерной резки KR70 LP
- KUKA Education
- Производственные машины
- Производственные машины
- Контрактное производство
- Литейные машины
- Литейные машины
- Машина для литья под давлением
- Охлаждающие бассейны
- Столб пресс
- Пресс с раздвижным / наклонным столом
- Пятнистая пресса
- Машины для ротационной сварки трением
- Машины для ротационной сварки трением
- KUKA Genius
- Томпсон
- Субподрядная сварка трением
- Магнитно-дуговые сварочные аппараты
- Магнитно-дуговые сварочные аппараты
- МагнитАр
- Производственные системы
- Производственные системы
- Разработка автомобильных систем
- Разработка автомобильных систем
- Тело в белом производстве
- Магазин краски
- Сборка
- Производственные ячейки
- Производственные ячейки
- KUKA cell4_arc
- KUKA cell4_die-casting
- KUKA cell4_cleaner / грунтовка
- KUKA cell4_FSW
- KUKA cell4_loading modular
- KUKA cell4_screwsetting
- KUKA cell4_spot
- KUKA cell4_premachining
- KUKA cell4_uswelding
- Технологический консалтинг
- Технологический консалтинг
- Управление проектом
- Инжиниринг и виртуальный ввод в эксплуатацию
- Развитие технологий
- Стандартные продукты для автоматизации
- Стандартные продукты для автоматизации
- CO2-лазерные роботы
- KS FlexRoller
- Лазерная оптика
- Пьедесталы для роботов KS
- KUKA LaserSpy
- Системы растений
- Системы растений
- KS БОЛТ
- KS QuadroSpin
- Подъемно-транспортный челнок KS
- Очиститель сопел KS
- KS Framer
- КС ИМПУЛЬС
- KS TurnFlex
- Роторный барабан KS
- Системы подшивки
- Подача деталей
- Подача деталей
- KS CycleMove
- Устройство смены стойки KS
- Выдвижная тележка KS
- KS ящик
- Автоматизированные автомобильные системы
- Мобильность
Самый дешевый аппарат для дуговой сварки — Выгодные предложения на аппараты для дуговой сварки от мировых продавцов аппаратов для дуговой сварки
Отличные новости !!! Вы попали в нужное место, приобретя аппарат для электродуговой сварки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот лучший аппарат для электродуговой сварки в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свой аппарат для электродуговой сварки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в аппарате для электродуговой сварки и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести аппарат для электродуговой сварки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Лучшая цена на дуговой электросварочный аппарат — Выгодные предложения на дуговой электросварочный аппарат от глобальных продавцов дуговой электросварки
Отличные новости !!! Вы попали в нужное место для дуговой электросварочной машины.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший дуговой электросварочный аппарат вскоре станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свой дуговой электросварочный аппарат на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не знаете, что такое дуговой электросварочный аппарат и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести дуговой электросварочный аппарат по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Дуговая сварка | Статья о дуговой сварке в The Free Dictionary
Дуговая сварка
Процесс сварки, использующий концентрированное тепло электрической дуги для соединения металла путем плавления основного металла и добавления металла в соединение, обычно обеспечиваемое плавящимся электродом (см. иллюстрацию).Электрический ток для сварочной дуги может быть постоянным или переменным, в зависимости от свариваемого материала и характеристик используемого электрода. Источником тока может быть вращающийся генератор, выпрямитель или трансформатор, и он должен иметь переходные и статические вольт-амперные характеристики, рассчитанные на стабильность дуги и характеристики сварки.
Металлическая сварочная дуга
Существует три основных метода сварки: ручной, полуавтоматический и автоматический. Ручная сварка — самый старый метод, и, хотя его доля в общем рынке сварочных работ ежегодно уменьшается, он все еще остается наиболее распространенным.Здесь оператор берет электрод, зажатый в ручном держателе электрода, и вручную направляет электрод вдоль стыка во время сварки. Обычно электрод расходный; по мере того, как наконечник израсходован, оператор вручную регулирует положение электрода для поддержания постоянной длины дуги.
Полуавтоматическая сварка становится наиболее популярным методом сварки. Электрод обычно представляет собой длинный отрезок неизолированной проволоки малого диаметра, обычно в форме катушки, которую оператор вручную позиционирует и продвигает вдоль сварного шва.Плавящийся электрод обычно приводится в действие электродвигателем с предварительно выбранной скоростью через сопло ручного сварочного пистолета или горелки.
Автоматическая сварка очень похожа на полуавтоматическую сварку, за исключением того, что электрод автоматически позиционируется и продвигается вдоль заданного сварного шва. Либо работа может продвигаться ниже сварочной головки, либо механизированная головка может двигаться вдоль сварного шва.
В дополнение к трем основным методам сварки существует множество процессов сварки, которые могут быть общими для одного или нескольких из этих методов.Некоторые из наиболее распространенных описаны ниже.
Дуговая сварка угольным электродом используется ограниченно для сварки черных и цветных металлов. Обычно дуга сохраняется между угольным электродом и изделием. Угольная дуга служит источником интенсивного тепла и просто сплавляет основные материалы вместе, или же присадочный материал может быть добавлен из отдельного источника.
Экранированная дуговая сварка металлом — это наиболее широко используемый процесс дуговой сварки. Штучный электрод с покрытием расходуется во время операции сварки и, следовательно, обеспечивает свой присадочный металл.Покрытие электрода горит под воздействием сильного тепла дуги и образует слой газа и шлака, который полностью защищает дугу и сварочную лужу от атмосферы. Его использование обычно ограничивается методом ручной сварки.
При дуговой сварке под флюсом в качестве электрода используется расходуемая неизолированная металлическая проволока, а гранулированный плавкий флюс поверх детали полностью погружает дугу под воду. Этот процесс особенно подходит для сварки тяжелых работ в горизонтальном положении. Этот метод позволяет получать высококачественные сварные швы с большей скоростью, поскольку используется в пять раз большая плотность тока.Для этого процесса обычно используется автоматическая или полуавтоматическая подача проволоки и оборудование управления.
При сварке вольфрамовым электродом в среде инертного газа, часто называемой сваркой TIG, используется практически неплавящийся электрод из вольфрама. Примеси, такие как торий, часто специально добавляют в вольфрамовый электрод для улучшения его излучательной способности при сварке постоянным током. Необходимая защита от дуги обеспечивается непрерывным потоком химически инертного газа, такого как аргон, гелий или смеси аргона с гелием, который течет в осевом направлении вдоль вольфрамового электрода, установленного в специальной сварочной горелке.Этот процесс чаще всего используется при сварке алюминия и некоторых экзотических материалов космической эры. Когда требуется присадочный металл, отдельный присадочный стержень подается в поток дуги вручную или механически. Поскольку флюс не требуется, сварное соединение остается чистым и без пустот.
Сварка металла в среде инертного газа, часто называемая сваркой MIG, достигла наибольшего роста в 1960-х годах.