
Теория сварочных процессов (Г.Л. Петров)
Теория сварочных процессов (Г.Л. Петров)
- Подробности
- Категория: Сварка
Год выпуска: 1977
Автор: Г.Л. Петров., А.С. Тумарев
Жанр: Технические науки
Издательство: Высшая школа
Язык: Русский
Формат: DJVU
Количество страниц: 392
В учебнике освещены вопросы физической сущности процессе сварки, даны классификация и описание основных способов сварки, в краткой форме рассмотрены основные законы и положение физической химии, сварочные источники тепла, процессы нагрева и распространения тепла в условиях сварки, металлургические процессы при сварке, вопросы кристаллизации и технологической прочности, основные закономерности формирования структуры и свойств сварных соединений для различных металлов и сплавов, а также вопросы технологической свариваемости металлов и принципы выбора способа и режимов сварки для изготовления различных сварных конструкций.
Скачать
В соответствии с действующими учебными планами настоящий учебник является первым специальным курсом специальностей «Оборудование и технология сварочного производства» и «Металлургия и технология сварочного производства». Учебник охватывает все основные разделы курса.
В учебнике обобщены основные достижения отечественной и зарубежной сварочной науки и техники по вопросам теории наиболее важных сварочных процессов.
Единицы измерения основных величин выражены в системе МКСС и дублированы в СИ.
При подготовке второго издания учебника авторами переработаны все основные разделы с учетом новых научных и технических материалов и обобщений, которые за последние годы появились в советской и иностранной литературе по вопросам теории сварочных процессов, выпущенной в виде монографии и учебных пособий, в частности коллектива авторов МВТУ, Ждановского металлургического института, ЛПИ им. М. И. Калинина и др., а также ряд статей, научно-технических журналов.
Учебником могут пользоваться студенты как очного, так и заочного отделений. В ряде разделов он может быть полезен для инженерно-технических работников, работающих в области сварочного производства.
Главы I, III, IV, V, VI и VII написаны проф. Г. Л. Петровым, глава II — проф. А. С. Тумаревым. В главе VIII использован материал, написанный доц. В. П. Демянцевичем для 1-го издания.
Авторы выражают благодарность рецензентам за ценные замечания, позволившие улучшить изложенный материал.
Сварка является одним из ведущих технологических процессов изготовления и ремонта многообразных конструкций различных отраслей промышленности. Ее широкое применение определяется возможностью создания наиболее целесообразных, эффективных, в эксплуатации и одновременно технологичных, удобных в изготовлении конструкций. Сварка позволяет создавать конструкции, в которых целесообразно используются разнообразные металлы и сплавы в зависимости от назначения тех или иных частей конструкции, а также детали и заготовки, полученные наиболее рациональными методами их изготовления (прокат, штамповки, литье, поковки и т. д.).
По сравнению с другими методами изготовления металлических конструкций (литых, кованых, выполненных с помощью клепки) аналогичные сварные конструкции, как правило, оказываются более легкими. Экономия в весе металла составляет при этом от 10 до 50%. Целый ряд конструкций, например в энергомашиностроении, при необходимости их длительной эксплуатации при повышенных и высоких температурах вообще невозможно создать без применения различных сварных соединений.
Целый ряд конструкций, например в энергомашиностроении, при необходимости их длительной эксплуатации при повышенных и высоких температурах вообще невозможно создать без применения различных сварных соединений.
Использование новых конструкционных металлов и сплавов для изготовления деталей и изделий разнообразного назначения возможно только при условии разработки методов их соединения, и в частности сварки. В настоящее время сварными изготовляют изделия и конструкции не только из углеродистых, но и из различных легированных и высоколегированных сталей, никелевых и медных сплавов, легких титановых, алюминиевых и магниевых сплавов, тугоплавких металлов — ниобия, тантала, молибдена и вольфрама.
Сварка простейших металлов и пайка как методы соединения известны человечеству давно, практически с периода освоения производства металла и начала изготовления металлических изделий. Так, производство кричного железа всегда сопровождалось свариванием посредством ковки горячей крицы. Изделия, сваренные кузнечной сваркой или соединенные пайкой, найдены в раскопках, относящихся примерно к четырехтысячелетней давности.
Однако современные методы сварки, в частности связанные с местным расплавлением металла, начали появляться и разрабатываться только с конца XIX в. В изобретении и разработке большинства современных способов сварки ведущая роль принадлежит русским изобретателям, советским ученым, инженерам, новаторам.
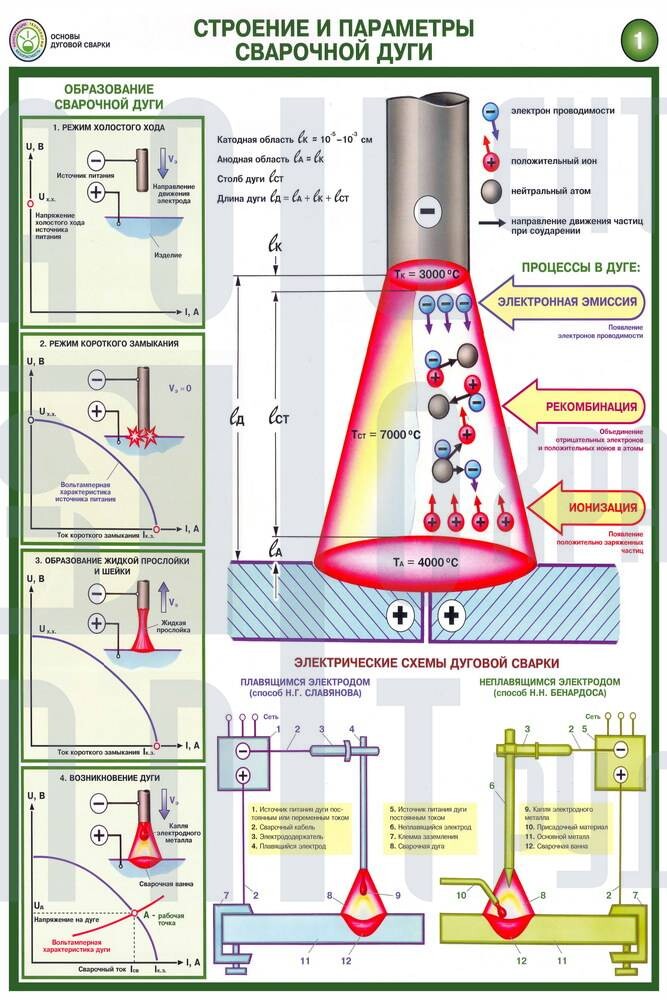
Первым по времени из современных способов сварки появилась дуговая сварка неплавящимся электродом, созданная русским изобретателем Н. Н. Бенардосом в 1882 г. Н. Н. Бенардос в своем изобретении использовал идею русского физика В. В. Петрова, открывшего в 1802 г. электрический дуговой разряд и указавшего на возможность его применения для расплавления металлов.
Кроме дуговой сварки неплавящимся электродом Н. Н. Бенардос заложил основы газоэлектрических методов сварки, предложил в 1887 г. точечную сварку, с использованием угольных электродов.
Наиболее распространенный современный способ дуговой сварки плавящимся электродом был разработан в 1886 г. русским инженером Н. Г.
Способы дуговой сварки неплавящимся и плавящимся электродами Н. Н. Бенардосом и Н. Г. Славяновым были запатентованы кроме России и в ряде других стран. По настоящее время в мировой технической литературе часто эти основные виды сварки называют по их имени — способ Бенардоса и способ Славянова.
Разработанные в 90-х годах XIX в. газовая и термитная сварки уже в начале XX в. стали широко применяться и временно обогнали в своем развитии дуговую сварку. Однако в дальнейшем, главным образом в связи с разработкой ряда вопросов металлургии сварки, дуговая сварка стала основным промышленным способом, широко используемым при изготовлении и ремонте металлических конструкций. Этому способствовала и механизация процессов дуговой сварки, особенно разработка автоматической и полуавтоматической сварки под флюсом и в защитном газе.
Впервые идея применения порошкообразных веществ для защиты дугового пространства при сварке была запатентована советским изобретателем Д. А. Дульчевским в 1929 г.
Замена горючих порошкообразных веществ расплавляющимися шлакообразующими способствовала возникновению сварки под флюсом закрытой дугой. Ведущее место в разработке оборудования и технологии сварки под флюсом занимает Институт электросварки им. Е. О. Патона АН УССР, ЦНИИТМАШ, ВНИИЭСО и др., а также некоторые высшие учебные заведения. Значительные работы по этому виду сварки проведены и за рубежом.
ММС01 Машины и технология сварочного производства
ПРОГРАММА ВСТУПИТЕЛЬНОГО ИСПЫТАНИЯ
профессиональной направленности в магистратуру
Программа подготовки:
Машины и технология сварочного производства (ММС)
Кафедра, обеспечивающая преподавание программы: Технология нефтяного аппаратостроения.
1. Особенности проведения вступительного испытания в магистратуру
1.1. Программы вступительного испытания сформирована на основе федерального государственного образовательного стандарта высшего образования по соответствующей программе бакалавриата.
1.2. Вступительное испытание проводятся в письменной форме в формате тестирования.
2. Перечень дисциплин, необходимых для освоения программы подготовки магистра и предусмотренных федеральным государственным образовательным стандартом подготовки бакалавров по данному направлению:
— Теория сварочных процессов
— Источники питания для сварки
— Технологические основы сварки плавлением и давлением
— Технология машиностроения
— Материаловедение
— Технология конструкционных материалов
— Электротехника и электроника
— Метрология, стандартизация и сертификация
— Сопротивление материалов. Детали машин
Детали машин
3. Перечень вопросов для подготовки абитуриентов
3.1 Дисциплина «Теория сварочных процессов»
Перечень вопросов:
1. Углеродистые стали и их свариваемость.
2. Условия возникновения непровара, прожога.
3. Способы наложения коротких и длинных швов.
4. Основные понятия о ручной дуговой сварке, газовой сварке, электрошлаковой и сварке в защитных газах.
5. Требования к сварочной ванне с точки зрения снижения вероятности образования трещин.
6. Размер радиуса зародыша в соответствии со скоростью охлаждения металла.
7. Размер кристаллов столбчатых дендритов в зависимости длительности пребывания сварочной ванны при высокой температуре.
8. Поведение статической ВАХ дуги при изменении длины дугового промежутка.
9. Холодные трещины при сварке.
10. Классификация схем нагрева.
11. Понятия теплопроводности и изотермы.
3. 2 Дисциплина «Источники питания для сварки»
2 Дисциплина «Источники питания для сварки»
Перечень вопросов:
1. Электрические процессы в дуговом разряде. Упрощенная модель сварочной дуги и распределение потенциала (напряжения) по её длине.
2. Статическая вольт-амперная характеристика дуги. Физические основы формирования трех областей СВАХ.
3. Сварочный трансформатор с нормальным магнитным рассеянием. Общее устройство и принципы регулирования режима сварки.
4. Внешняя вольт-амперная характеристика источника питания.
5. Сварочный трансформатор с увеличенным магнитным рассеянием. Общее устройство и принципы регулирования режима сварки.
6. Трансформатор с подвижными обмотками. Конструктивные особенности и основы регулирования режима сварки.
7. Тиристорные выпрямители. Фазовое регулирование режима. Формирование внешних характеристик. Основы регулирования режима сварки.
8. Схемы выпрямления, используемые при сварке. Однофазная мостовая схема выпрямления, принцип работы.
9. Сварочные выпрямители, управляемые трансформаторами. Общее конструктивное исполнение. Особенности регулирования режима.
10. Общие сведения об источниках питания (ИП). Режимы работы ИП. Классификация и обозначение ИП. Аттестация сварочного оборудования.
11. Принципиальная устойчивость системы «источник-дуга».
3.3 Дисциплина «Технологические основы сварки плавлением и давлением»
Перечень вопросов:
1. Классификация способов сварки. Сущность, достоинства и недостатки.
2. Основные типы сварных соединений и сварных швов.
3. Понятие о свариваемости. Виды свариваемости. Способы определения и оценки свариваемости.
4. Взаимодействие металла сварочной ванны с газами, компонентами шлаков.
5. Кристаллизация металла сварочной ванны.
6. Сварочная дуга.
7. Дуговая сварка покрытым электродом. Применяемые материалы и оборудование.
8. Дуговая сварка в среде защитных газов. Применяемые материалы и оборудование.
Применяемые материалы и оборудование.
9. Дуговая сварка под флюсом. Применяемые материалы и оборудование.
10. Электрошлаковая сварка. Применяемые материалы и оборудование.
11. Контактная сварка.
12. Газовая сварка. Газопламенные технологии. Оборудование для газовой сварки и резки
13. Дефекты сварных швов.
14. Неразрушающий контроль сварных соединений. Способы контроля, их возможности.
15. Разрушающий контроль сварных соединений. Определение механических свойств сварных соединений.
3.4 Дисциплина «Технология машиностроения»
Перечень вопросов:
1. Производственный и технологический процессы. Структура технологического процесса. Виды технологических процессов.
2. Применяемые методы обработки деталей машин. Механическая обработка деталей машин. Электрофизическая и электрохимическая обработка деталей машин. Термическая и химико-термическая обработка деталей машин.
3. Характеристика структурных элементов технологического процесса. Характеристика типов производства.
Характеристика структурных элементов технологического процесса. Характеристика типов производства.
4. Технологичность конструкции изделий.
5. Технологическое обеспечение качества изготовления машин.
6. Базы и базирование в машиностроении.
7. Точность обработки деталей. Факторы, влияющие на точность обработки.
8. Технология обработки типовых поверхностей деталей машин.
9. Припуски на механическую обработку.
10. Технологические процессы сборки.
3.5 Дисциплина «Материаловедение»
Перечень вопросов:
1. Электронное строение и классификация металлов.
2. Железоуглеродистые сплавы (структурный и фазовый составы).
3. Теория термообработки. Термическая и химико-термическая обработка сталей.
4. Классификация и маркировка сталей и сплавов.
5. Цветные металлы и сплавы.
3.6 Дисциплина «Технология конструкционных материалов»
Перечень вопросов:
1. Металлургия стали и чугуна.
Металлургия стали и чугуна.
2. Литейное производство.
3. Обработка металлов давлением.
4. Обработка металлов резанием.
3.7 Дисциплина «Электротехника и электроника»
Перечень вопросов:
1. Электрическое поле и его основные характеристики.
2. Диэлектрическая проницаемость среды.
3. Энергия электрического поля.
4. Электрические цепи постоянного тока.
5. Закон Ома для участка и полной цепи.
6. Закон Джоуля-Ленца.
7. Первое и второе правило Кирхгофа.
8. Магнитные материалы.
9. Электромагнитная индукция.
10. Назначение, устройство, основные параметры и принцип действия трансформатора.
11. Трехфазные трансформаторы. Трансформаторы специального назначения. Автотрансформаторы.
12. Полупроводниковые приборы.
3.8 Дисциплина «Метрология, стандартизация и сертификация»
Перечень вопросов:
1. Виды измерений.
Виды измерений.
2. Средства измерений.
3. Основы взаимозаменяемости деталей.
4. Основные понятия стандартизации.
5. Основные понятия сертификации.
6. Предельные отклонения размеров.
7. Виды посадок. Допуски посадок.
3.9 Дисциплины «Сопротивление материалов» и «Детали машин»
Перечень вопросов:
1. Теории прочности. Условие прочности детали.
2. Напряжённое состояние объемное и плоское.
3. Виды нагружения.
4. Детали редукторов и их назначение.
4. Учебно-методическое и информационное обеспечение дисциплины для подготовки абитуриентов
4.1. Основная литература
1 Милютин, В. С. Источники питания и оборудование для электрической сварки плавлением [Текст] : учебник / В. С. Милютин, Р. Ф. Катаев. — М. : Академия, 2010. — 368 с.
2 Гаспарян, В. Х. Электродуговая и газовая сварка [Электронный ресурс] : учеб. пособие / В. Х. Гаспарян, Л. С. Денисов. – Минск: Выш. шк., 2013. — 302 с.
пособие / В. Х. Гаспарян, Л. С. Денисов. – Минск: Выш. шк., 2013. — 302 с.
3 Дедюх, Р.И. Теория сварочных процессов. Физические и технологические свойства электросварочной дуги. [Электронный ресурс] — Электрон. дан. — Томск : ТПУ, 2013. — 118 с.
4 Технология машиностроения [Текст] : учебник / Л. В. Лебедев. — 2-е изд., стер. — М. : Академия, 2008. — 528 с.
5 Гулиа, Н. В. Детали машин [Текст] : учебник / Н. В. Гулиа, В. Г. Клоков, С. А. Юрков ; ред. Н. В. Гулиа. — 2-е изд., испр. — СПб. : Лань, 2010. — 416 с.
6 Димов, Ю. В. Метрология, стандартизация и сертификация [Текст] : учеб. для вузов / Ю. В. Димов. — 4-е изд. — СПб. : Питер, 2013. — 496 с.
7 Материаловедение. Технология конструкционных материалов [Текст] : учеб. пособие для вузов / ред. В. С. Чередниченко. — 5-е изд., стер. — М. : Омега-Л, 2009. — 752 с. : ил., табл. — (Высшее техническое образование). — Библиогр.: с. 719.
8 Данилов, И. А. Общая электротехника с основами электроники [Текст] : учеб. пособие для ссузов / И. А. Данилов, П. М. Иванов. — 2-е изд., перераб. и доп. — М. : Высш. шк., 1989. — 752 с. : ил. — Библиогр.:с.745.
пособие для ссузов / И. А. Данилов, П. М. Иванов. — 2-е изд., перераб. и доп. — М. : Высш. шк., 1989. — 752 с. : ил. — Библиогр.:с.745.
4.2. Дополнительная литература
1 Дехтярь Г. М. Метрология, стандартизация и сертификация [Электронный ресурс]: Учебное пособие / Г.М. Дехтярь. — М.: КУРС: ИНФРА-М, 2014. — 154 с.
2 Дедюх, Р.И. Тепловые процессы при сварке. [Электронный ресурс] — Электрон. дан. — Томск : ТПУ, 2013. — 124 с.
3 Виноградов, В. М. Технология машиностроения: введение в специальность [Текст] : учебное пособие / В. М. Виноградов. — М. : Академия, 2008. — 176 с.
4 Лупачёв, В.Г. Источники питания сварочной дуги [Электронный ресурс] / В.Г. Лупачёв, С.В. Болотов. — Минск : Вышэйшая школа, 2013. — 208 с.
5 Колесов, С. Н. Материаловедение и технология конструкционных материалов [Текст] : учебник / С. Н. Колесов, И. С. Колесов. — 2-е изд., перераб. и доп. — М. : Высш. шк., 2007. — 535 с
| Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов | |
| Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений | |
Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл Метод оценки влияния сварки плавлением на основной металл | |
| Свариваемость. Определение | |
| Сварка плавлением. Основные положения и их обозначения | |
Сварка металлов.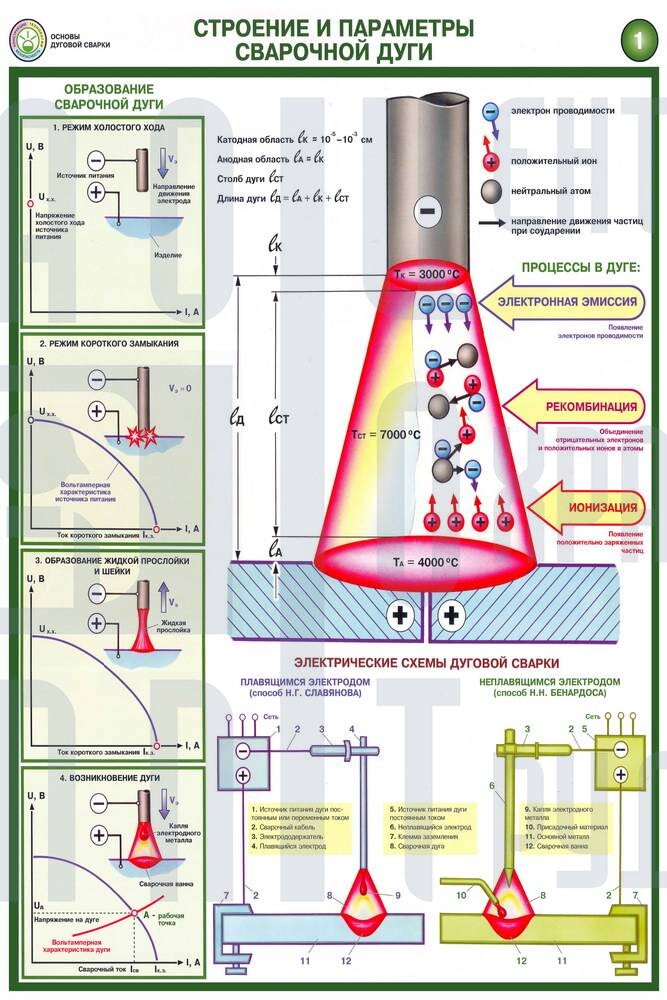 Классификация Классификация | |
| Единая система технологической документации. Правила записи операций и переходов. Сварка | |
| Сварка. Термины многоязычные для сварных соединений | |
Сварка металлов. Термины и определения основных понятий Термины и определения основных понятий | |
| Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения | |
| Сварка и родственные процессы. Положения при сварке | |
Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения Словарь. Часть 1. Процессы сварки металлов. Термины и определения | |
| Сварка и родственные процессы. Перечень и условные обозначения процессов |
 Справочник-конспект
Справочник-конспектТеория сварочных процессов. Багрянский К.В., Добротина З.А., Хренов К.К. 1976 | Библиотека: книги по архитектуре и строительству
В учебнике описаны строение и основные свойства металлов, обрабатываемых сваркой, а также процессы деформации, разрушения и схватывания, лежащие в основе образования сварного соединения. Приведены краткие сведения об основных источниках тепла, применяемых в сварке, основы теории распространения тепла и примеры применения ее к сварочным процессам. Даны основные сведения по химической термодинамике, физической химии и диффузии, необходимые для понимания металлургических процессов при сварке и пайке. Рассмотрены основные вопросы свариваемости металлов. Учебник предназначен для студентов сварочных специальностей технических вузов.
Приведены краткие сведения об основных источниках тепла, применяемых в сварке, основы теории распространения тепла и примеры применения ее к сварочным процессам. Даны основные сведения по химической термодинамике, физической химии и диффузии, необходимые для понимания металлургических процессов при сварке и пайке. Рассмотрены основные вопросы свариваемости металлов. Учебник предназначен для студентов сварочных специальностей технических вузов.
Введение
Глава 1. Строение металлов
Агрегатные состояния вещества
Аморфное и кристаллическое строение твердых тел
Межатомные силы связи и их природа
Кристаллическая структура твердых металлов
Несовершенства в строении металлов
Монокристаллы и поликристаллические блоки
Теоретическая и техническая прочность металлов
Контрольные вопросы и задания
Глава 2. Деформация, разрушение и схватывание металлов
Деформация металла
Основные положения дислокационной теории пластической деформации металлов
Процессы разрушения твердых металлов
Схватывание металла
Контрольные вопросы и задания
Глава 3. Основные источники тепла в сварочной технике
Основные источники тепла в сварочной технике
Общие замечания
Электрический дуговой разряд
Плазменная струя
Электрическое сопротивление твердых и жидких проводников
Электрический индукционный нагрев
Химические процессы
Контрольные вопросы и задания
Глава 4. Тепловые основы сварки
Основные теплофизические величины, понятия и определения
Способы передачи тепла в твердом теле и с его поверхности
Уравнение теплопроводности
Упрощенные расчетные схемы нагреваемого тела и источников тепла
Распространение тепла в бесконечном теле
Распространение тепла в ограниченном теле
Расчетные схемы нагрева металла дугой
Расчет процесса распространения тепла при наплавке валика на массивное тело
Расчет процесса распространения тепла при однопроходной сварке пластин в стык
Влияние режима сварки и теплофизических свойств металла на температурное поле предельного состояния
Нагрев мощными быстродвижущимися источниками тепла
Термический цикл и максимальные температуры
Нагрев и плавление электрода и электродной проволоки при дуговой сварке
Нагрев и проплавление основного металла сварочной дугой
Контрольные вопросы и задания
Глава 5. Основные элементы физической химии
Основные элементы физической химии
Элементы химической термодинамики
О химическом равновесии
Явления в жидких средах и на поверхностях раздела фаз
О химическом сродстве элементов к кислороду
Диффузия в металлах
Контрольные вопросы и задания
Глава 6. Металлургические основы сварки плавлением
Условия плавления металла и существования его в жидком состоянии
Газовая фаза в зоне сварки плавлением
Шлаковая фаза
Взаимодействие между расплавленным металлом, газовой средой и шлаком
Процессы кристаллизации металла при сварке
Контрольные вопросы и задания
Глава 7. Технологическая прочность сварных соединений
Трещины при сварке и их классификация
Термодеформационные явления в металлах при сварке
Деформационная способность металла при температурах, близких к температуре солидус
Методика оценки склонности металла шва к образованию горячих трещин
Некоторые данные испытаний металла шва на технологическую прочность по методике МВТУ и ЖдМИ
Влияние формы конструкции на образование горячих трещин при сварке
Причины возникновения холодных трещин
Пути повышения технологической прочности сварных соединений
Контрольные вопросы и задания
Глава 8. Свариваемость металлов
Свариваемость металлов
Свариваемость углеродистых конструкционных сталей
Свариваемость низко- и среднелегированных сталей
Свариваемость высоколегированных сталей
Свариваемость чугунов
Свариваемость меди и сплавов на основе меди
Свариваемость никеля и его сплавов
Свариваемость алюминия и его сплавов
Свариваемость титана и его сплавов
Свариваемость тугоплавких и активных металлов
Свариваемость нержавеющих жаропрочных сталей с перлитными сталями
Свариваемость стали с медью и ее сплавами
Свариваемость стали с никелем и его сплавами
Свариваемость стали с алюминием и его сплавами
Свариваемость стали с активными и тугоплавкими металлами
Контрольные вопросы и задания
Сводка перевода встречающихся в тексте различных единиц в единицы Международной системы (СИ)
СУДОРЕМОНТ ОТ А ДО Я.: %d0%a2%d0%95%d0%9e%d0%a0%d0%98%d0%af%20%d0%a1%d0%92%d0%90%d0%a0%d0%9a%d0%98
Пластиковая бутылка пэт. Пробка. Ручка. Крышка. Доставка. Москва
МоскваБутылка под квас, пиво, воду, молоко, быт. химию 0.1 до 5л, 18.9 л
Ручка, Крышка, для 5л — 1,50 комплект
Прессформы для выдува
Бутыль одноразовый пэт в кулер 19 литров
Пробка однокомпонентная
Поликарбонатная бутылка 19 литров
Размерная линейка включает более 190 видов бутылки, объемом от 50 мл до 5
л, а также бутыли на 9 л, 10 л и 18.9 л
Доставка по Москве и области от 950 р.
Доставка нашим транспортом 6 дней в неделю от 100 бутылок
Изготовление пластиковой бутылки пэт различных форм и размеров — Компания
Тара ПЭТ
С уважением,
TaraPetMoskva | [email protected]
плитки во время укладки на клеевой раствор
Продажа оптом и в розницу в Ростове-на-Дону
Выравнивает не только швы, но и стыки плиток, что делает поверхность
идеально ровной
СВП образует шов 1-1,5 мм и предназначена для плиток толщиной от 3 мм до 12
мм
СВП применяются для укладки плитки как на пол так и на стены
Незаменимы при укладке плитки больших размеров или мастерам без опыта
СВП — Эффективное решение для новичков и специалистов, занимающихся
укладкой керамической плитки
С СВП Строй Пом вы быстро и качественно уложите плитку
У вас будет идеально ровная поверхность уложенных плиток, ровные швы одного
размера, вы сэкономите время, деньги, сохраните здоровье
Заказывайте прямо сейчас
Доставка в любое место
С уважением,
StroiPomPro | stroipomrnd@mail. ru
ru
Тюмень
Варианты исполнения и использования для:
бытовых нужд
столовой
проживания
технологических целей
кпп, пост охраны
павильона
гаража
автомоек
дачного домика
легкое переоборудование
быстрая сборка
перевозка без потерь
ТехноВектор — Мы производим Строительные вагончики с 2008 года а также:
Бытовки
Модульные здания
Садовые домики
Мобильные бани
Мы работаем в городах: Пермь, Тюмень, Екатеринбург, Челябинск, в городах
Ханты-Мансийского и Ямало-Ненецкого АО
Возможен монтаж дополнительного утепления
Изготавливаем по индивидуальному заказу
Качество сборки конструкций отвечает самым строгим стандартам
С уважением,
TehnoVektorCom | [email protected]
Сварка теория для начинающих — Морской флот
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
Во время работы можно накладывать один вариант на другой.
Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.

После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
Ручная дуговая сварка с использованием инвертора — это самый простой и доступный способ разрезания и соединения металла. Для такой сварки вам потребуется бюджетный инвертор и простейшие электроды, что позволит гарантировать качественное соединение различных по своим показателям тугоплавкости металлов. Если вы не хотите по любому поводу обращаться к профессиональным сварщикам, то не составит какого-либо труда обучиться такой работе, и вы сможете самостоятельно сваривать металл с использованием недорогих инверторов.
Оборудование и экипировка
В первую очередь вам необходимо правильно подобрать используемый инвертор, с помощью которого и осуществляется сварка металла. Такой инвертор представляет собой компактное устройство, которое преобразует переменный ток в высокочастотный сварочный с требуемыми показателями мощности. Подобное устройство отличается высоким КПД, имеет компактные габариты и позволяет даже новичкам осуществлять качественное соединение металла. Выбирая приобретаемые инверторы, новичкам не следует гнаться за сверхдорогими и мощными моделями, которые предназначены в основном для профессионального использования. Будет достаточно аппарата, который имеет максимальный показатель рабочего тока в 160 Ампер.
Такой мощности хватит для сварки и резки металла, при этом работать с оборудованием может даже полный «чайник». В сети вы с легкостью найдете школы сварки, различные тематические материалы и видео начинающих сварщиков, самоучитель для которых можно освоить за несколько дней.

Также для работы вам потребуются различные электроды, выбирать которые необходимо в зависимости от особенностей свариваемых металлических изделий. В данном случае необходимо учитывать показатели тугоплавкости металла, а также толщину соединяемых изделий. В сети Интернет вы сможете найти специальные таблицы по подбору электродов или же проконсультироваться у продавца, который поможет вам подобрать универсальные разновидности таких металлических стержней, что в последующем упростит работу со сварочным оборудованием.
При выполнении данной работы сварщику могут угрожать следующие опасности:
- поражение электрическим током;
- отравление токсическими выделениями;
- ожоги от брызг расплавленного металла;
- травмирование глаз высокотемпературной окалиной.
Крайне важно соблюдать технику безопасности, используя защитные очки, маску, робу и краги, а также соблюдать аккуратность и осторожность при работе с таким оборудованием.
Нелишним будет позаботиться о средствах индивидуальной защиты, к которым относится следующее:
- защитная роба;
- брезентовые краги;
- сварочная маска.
Именно выбору сварочной маски следует уделить особое внимание, так как это важнейший элемент экипировки каждого сварщика. Маска защищает от яркого света и брызг металла, а также предупреждает поражение глаз ультрафиолетом, который образуется при работе с высокотемпературной другой. Можем порекомендовать вам отдавать предпочтение автоматическим маскам Хамелеон, в которых используется специальная система автоматического затемнения. Робу и краги рекомендуется приобретать из плотной хлопчатобумажной одежды, что позволит защитить сварщика от брызг металла и горячих искр.
Основы сварочных работ
Правильно выбираем электроды
Непосредственно сама техника сварки инвертором для начинающих не представляет особой сложности. В соединяемый шов помещают электрод, после чего зажигают сварочную дугу, расплавляют электроды и металл в месте соединения.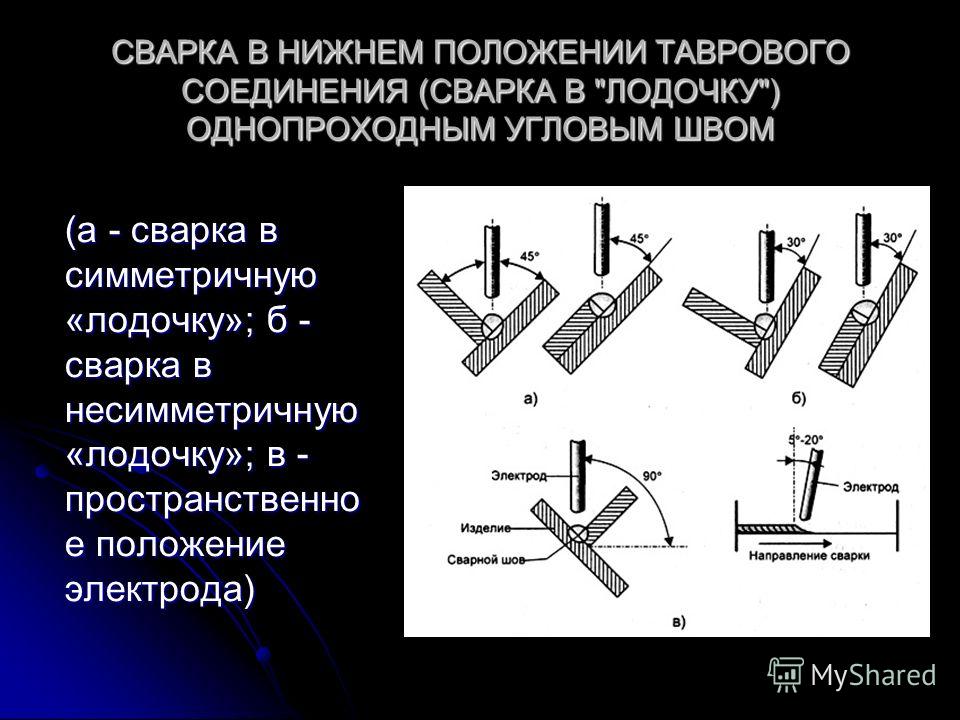 В результате появляется прочный шов со связью на молекулярном уровне. Для защиты сварочной ванны и расплавленного металла может использоваться дополнительная флюсовая обмазка, которая покрывает электрод. Чтобы обеспечить качество выполняемой работы, необходимо правильно подобрать электроды и имеющееся на них покрытие.
В результате появляется прочный шов со связью на молекулярном уровне. Для защиты сварочной ванны и расплавленного металла может использоваться дополнительная флюсовая обмазка, которая покрывает электрод. Чтобы обеспечить качество выполняемой работы, необходимо правильно подобрать электроды и имеющееся на них покрытие.
В настоящее время популярность получили три типа электродов, в зависимости от их покрытия:
- Кислое покрытие электродов содержит базовые компоненты оксидов кремния и железа. При сварке такой металл активно кипит, что в свою очередь исключает образование в шве газовых пор. Сварка с использованием электродов с кислым покрытием осуществляется на постоянном и переменном токе любой полярности. Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка.
- Электроды с основным покрытием имеют обмазку из карбоната кальция и фторида. При расплавлении таких электродов с основным покрытием активно выделяется углекислый газ, что позволяет защитить сварочную ванну от ее воздушного окисления. Шов получается прочным, он отлично защищен от растрескивания и кристаллизации. Однако качество такой сварки будет зависеть от чистоты поверхности, а сама работа ведется исключительно с постоянным током на обратной полярности.
- Электроды с рутиловым покрытием отличаются универсальностью, поэтому можем порекомендовать их новичкам, которые только учатся правильной сварке. Их можно использовать с различными видами тока для соединения металлов, отличающихся своими показателями тугоплавкости. Сварочная ванна умеренно и медленно раскисляется, что в свою очередь позволяет отделить газовые и шлаковые включения. Одновременно обеспечивается прочность шва и его устойчивость к механическим воздействиям.

Разновидности швов
На сегодняшний день принято различать четыре типа швов, которые отличаются своим расположением и способом выполнения.
- Самый простой — это нижний шов, который выполняется с горизонтально расположенными соединяемыми деталями. Сварочная ванна при таком нижнем шве стабильна, что позволяет с легкостью обучиться его выполнению даже начинающему сварщику.
- Горизонтальный шов имеет, соответственно, горизонтальное направление. Однако следует помнить о том, что для качественного выполнения такого соединения металлов необходимо, чтобы сварщик имел соответствующий опыт, который потребуется ему для удержания раскаленного металла в сварочной ванне.
- Вертикальный шов отличается сложностью в исполнении, так как электрод ведется снизу вверх, при этом необходимо предотвратить вытекание расплавленного металла из сварочной ванны. Вертикальную электродуговую сварку для начинающих мы бы не рекомендовали по причине сложности такой работы.
- Потолочный шов — это самая сложная технология работы, при которой соединяемые элементы находятся над электродом. Только высококвалифицированные сварщики смогут выполнить потолочный шов, обеспечив прочное соединение металлических элементов.
Совет: новичкам лучше всего работать с простыми нижними и горизонтальными швами. Можно найти простые видеоуроки, где рассказывается, как выполнить такую сварку металла.
Разжигаем дугу инвертора
В старых трансформаторных сварочных аппаратах именно розжиг дуги представлял определенные сложности. Сегодня же современные модели получили функцию быстрого розжига дуги, что позволяет работать на таком оборудовании даже новичкам, которые ранее не имели опыта работы с металлом.
Алгоритм включения в работу устройства и розжига дуги следующий.
- Необходимо зачистить соединяемые металлические детали, подобрать используемые электроды.
- Тумблер мощности сварочного тока устанавливается на минимальное значение.
- Сварщик надевает защитную маску.
- Кнопкой включается сварочный инвертор, и зажигается дуга.
- С помощью тумблера устанавливают нужные показатели рабочего тока.
- Далее можно проводить сварочные работы.

Сварка металла
При выполнении сварочных работ за счёт воздействия высокой температуры на электрод и кромки соединяемых металлических деталей происходит их оплавление, после чего появляется так называемая сварочная ванна, которая в последующем застывает, образуя единое монолитное соединение. Благодаря такому соединению на молекулярном уровне обеспечивается максимальная прочность и устойчивость к механическому воздействию сварочного шва.
При расплавлении электрода активно образуются газы, которые окружают зону сварки и защищают расплавленный металл от его окисления кислородом из воздуха. Тем самым предотвращается последующее растрескивание шва и активное образование ржавчины. Из расплавленного электрода и его обмазки могут выделяться различные шлаки, которые всплывают на поверхность и образуют дополнительный слой защиты, который оберегает расплавленный горячий металл от пагубного воздействия кислорода.
При проведении таких сварочных работ необходимо контролировать равномерный прогрев сварочной ванны, при этом обе детали должны расплавляться на равное расстояние от краев, что и позволит в дальнейшем гарантировать качественное соединение. Чтобы обеспечить равномерное оплавление кромок, по мере расплавления электрода его следует подавать в зону сварки, воздействуя раскаленной сварочной дугой, как на расплавляемый стержень, так и на края соединяемых изделий. Тем самым можно будет обеспечить равномерность прогрева и качественное соединение металлических элементов.
Чтобы обеспечить равномерное оплавление кромок, по мере расплавления электрода его следует подавать в зону сварки, воздействуя раскаленной сварочной дугой, как на расплавляемый стержень, так и на края соединяемых изделий. Тем самым можно будет обеспечить равномерность прогрева и качественное соединение металлических элементов.
Электродуговая сварка для начинающих не будет представлять особой сложности, необходимо лишь качественно расплавлять сварочную ванну и правильно выбирать используемые электроды. Чтобы расширить шов и качественно варить две металлических детали, необходимо кончиком сварочной дуги выписывать различные фигуры, в том числе елочки, круги и зигзаги. По мере получения опыта работы сварщик может с легкостью качественно расплавлять даже тугоплавкие сплавы, обеспечивая качественное соединение различных по своей толщине металлических изделий.
Разрезание инвертором
Достаточно часто возникает необходимость разрезания массивных металлических деталей: различных прутков, швеллеров, толстых двутавров. Работать в данном случае отрезным диском болгарки не представляется возможным. Можно использовать для этой работы сварочный инвертор, который позволяет за счет мощности дуги с лёгкостью разрезать металлические детали.
Работать в данном случае отрезным диском болгарки не представляется возможным. Можно использовать для этой работы сварочный инвертор, который позволяет за счет мощности дуги с лёгкостью разрезать металлические детали.
Выполнять резку металла инвертором следует на максимально возможной мощности сварочного тока. Необходимо будет с помощью электрода прожечь насквозь разрезаемую деталь, после чего электрод ведут по направлению резки, что позволит расправляемому металлу стекать в выполненное вами отверстие и тем самым разрезать металл, предупреждая образование брызг. Подобные работы не представляют особой сложности, поэтому вы с легкостью сможете справиться с разрезанием толстых тугоплавких металлических деталей, отрезать которые болгаркой не представляется возможным.
Качественная ручная дуговая сварка не представляет сложности, поэтому с такой работой, просмотрев видеоурок и пройдя простейшее обучение, сможет разобраться каждый домовладелец. Необходимо лишь использовать качественные современные инверторы и правильно выбирать электроды, которые должны соответствовать характеристикам свариваемых металлов.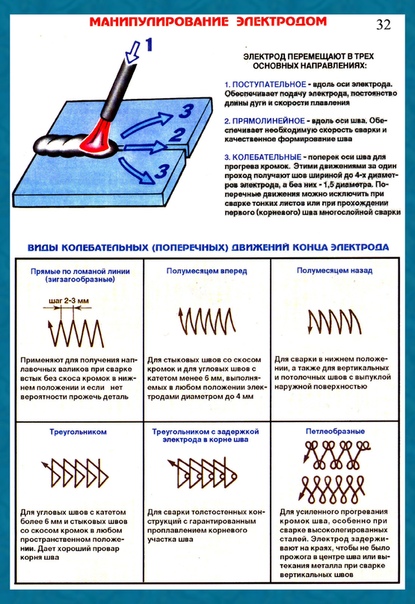
Получив необходимый опыт электросварки, можно использовать различные инверторы, в том числе для воздушной и аргоновой сварки, что позволяет с легкостью работать с алюминием, легированной сталью, другими цветными и черными металлами. В сети Интернет вы с легкостью найдете качественные видеокурсы и уроки сварки для начинающих, что и позволит освоить все тонкости этой работы, добиваясь качественного соединения металлов.
Содержание:
Прогрессивным методом соединения металлических изделий является сварка полуавтоматом. Этот способ облегчает работу, повышает производительность процесса, позволяет получить качественное соединение, уменьшает вероятность появления дефектов. Для его применения необходимо приобретение специального оборудования – полуавтомата.
Это не является особо затратным, но работа на сварочном полуавтомате для начинающих возможна только после овладения ими теоретических знаний. Для начала необходимо ознакомиться с принципом действия прибора, различными режимами, технологией процесса. Овладеть этим можно самостоятельно или под руководством более опытного наставника. Также имеются специальные курсы, на которых проводится теоретическое и практическое обучение.
Овладеть этим можно самостоятельно или под руководством более опытного наставника. Также имеются специальные курсы, на которых проводится теоретическое и практическое обучение.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к «массе».
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.

Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву «А». Две буквы «АА» свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать «в лодочку». Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, – это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание «Электрогазосварщик». Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории «сварочные полуавтоматы» позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Интересное видео
Сварочные работы в Новосибирске — Теория Сварки
Основные понятия
Прежде чем говорить о сварочных работах, необходимо ввести ряд наиболее важных понятий, которые непосредственно связаны с ними и без которых невозможно понимание тех или иных процессов. Причем они намеренно расположены не в алфавитном порядке, а в соответствии с логикой повествования.
Сварка представляет собой соединение металлических частей (деталей, конструкций и проч.) посредством локального нагревания и доведения их до пластичного или расплавленного состояния.
Сварным называется неразъемное соединение металлических частей (деталей, конструкций и др.), которое достигнуто в результате сварки.
Сварной шов – это часть сварного соединения, образованная в процессе сварки расплавленным, а затем кристаллизовавшимся металлом.
Основной металл – металл, из которого выполнены части, детали, изделия и конструкции, подвергающиеся сварке.
Сварочный флюс – неметаллический материал, защищающий зону сварки, пайки, наплавки от атмосферного воздуха, создающий условия для восстановления окислов, разжижения шлаков и понижения их температуры, способствующий получению сварного шва необходимого химического состава.
Сварочный электрод – это стержень, изготовленный из электропроводящего материала, с помощью которого электрический ток подводится к свариваемым деталям, частям и т. п.
Металл шва – материал, который получается в процессе смешивания расплавленного основного и присадочного или электродного металла.
Сварочная ванна – углубление, образованное сварочной дугой или пламенем горелки и заполненное расплавленным металлом.
Околошовная зона – это участок основного металла, структура которого подвергается изменению в результате воздействия высокой температуры, необходимой для выполнения сварки.
Легирующие компоненты – это вещества, которые вводят в состав металлов и сплавов и благодаря которым полученный материал приобретает определенные свойства.
Классификация дуговой сварки
Рис. 2. Электродуговая сварка
Рис. 2. Электродуговая сварка: а – плавящимся электродом: 1 – деталь; 2 – сварочная дуга; 3 – зажим; 4 – электрод; 5 – электродержатель; 6 – провод; 7 – кромка; б – неплавящимся электродом: 1 – деталь; 2 – присадочный материал; 3 – электрод; 4 – электродержатель; 5, 6 – провод; 7 – сварочная дуга
В методе, разработанном Бенардосом, используется неплавящийся электрод, сварочная ванная создается за счет металлического прутка, расплавляющегося под воздействием сварочной дуги. В отличие от первого способа здесь используется постоянный ток. При сварке стали он не всегда дает результат нужного качества, поэтому в основном находит применение при сварке алюминия, меди, тонколистовой стали и наплавке твердых сплавов;
В отличие от первого способа здесь используется постоянный ток. При сварке стали он не всегда дает результат нужного качества, поэтому в основном находит применение при сварке алюминия, меди, тонколистовой стали и наплавке твердых сплавов;
б) электронно-лучевая. Для ее осуществления необходима особая камера, в которой создается вакуум. Кромки свариваемых деталей расплавляются сфокусированным пучком электронов, которые ударяются в так называемое пятно нагрева, в результате чего кинетическая энергия их торможения переходит в теплоту. При этом температура в фокусе достигает 10 000 °C;
в) электрошлаковая, при которой основной и присадочный материалы расплавляются теплом, которое выделяется при пропускании электрического тока через расплавленный шлак на протяжении всего процесса. Этот вид сварки различается по виду и количеству электродов, наличию его колебаний и т. д. Данный способ используется для сварки крупногабаритных заготовок;
г) плазменная. При сварке в столб дуги постоянно поступает неионизированный газ. Под ее воздействием он последовательно нагревается, ионизируется и трансформируется в плазменную струю, которая уплотняется вихревым потоком газа. Образуется источник тепловой энергии, концентрация которого такова, что достаточна для сваривания металла;
Под ее воздействием он последовательно нагревается, ионизируется и трансформируется в плазменную струю, которая уплотняется вихревым потоком газа. Образуется источник тепловой энергии, концентрация которого такова, что достаточна для сваривания металла;
д) световая, при которой сваривание деталей (металлов и отдельных неметаллических материалов) обеспечивает концентрированный луч – монохроматический (при лазерной сварке), солнечный (при гелиосварке) или искусственный полихроматический;
е) индукционная, при которой металл, нагретый токами высокой частоты, сдавливается. Данный способ практикуется при сварке труб;
ж) термитная. Для ее осуществления свариваемые части кладут в огнеупорную форму, на них ставят тигель, в который помещают термит (порошок из смеси алюминия с железной окалиной). В процессе реакции восстановления выделяется большое количество тепла (реакция относится к экзотермическим), а температура металла достигает 2000 °C. В результате этого жидкий металл оплавляет кромки частей и затекает в промежуток между ними. Кристаллизовавшись, он дает сварочный шов;
Кристаллизовавшись, он дает сварочный шов;
з) газовая, основанная на том, что основной и присадочный металлы свариваются с помощью высокотемпературного газокислородного пламени. Для этой цели используются различные газы – ацетилен, природный газ, водород и др. Чаще всего применяется ацетиленокислородная сварка, в которой используется пламя инжекционной горелки. Роль присадочного материала играют прутки или проволока из металла, схожего по составу с основным. По качеству этот вид сварки уступает электродуговой;
и) литейная. Этим способом сваривают изделия из благородных металлов и проч. В современном производстве к такому виду сварки прибегают редко – только для исправления чугунных отливок. Суть сварки состоит в следующем: зону сварки заливают расплавленным в тигле металлом, после чего формуют шов.
2. Термомеханический, который включает сварку и с использованием тепловой энергии, и с применением давления. Это такие виды сварки, как: а) контактная, осуществляемая тремя способами, например встык, что практикуется для соединения частей с малыми сечениями. Сначала гидравлический пресс сжимает кромки, потом с помощью электрического тока металл на кромках нагревается до пластического состояния и сваривается;
Сначала гидравлический пресс сжимает кромки, потом с помощью электрического тока металл на кромках нагревается до пластического состояния и сваривается;
б) индукционно-прессовая, при которой под воздействием токов высокой частоты соединяемые части или детали, расположенные под определенным углом друг к другу и контактирующие на участке сварки, нагреваются, расплавляются, стягиваются обжимными роликами и осаживаются. Результат – прочное соединение;
в) диффузионная, основанная на способности атомов контактирующий деталей к диффузии. Их устанавливают встык, нагревают с помощью индуктора и сжимают. Процесс проходит либо в вакууме, либо в газовой среде (для этого используются инертные газы). При этом способе достаточно довести температуру до 750–800 °C;
г) газопрессовая, при которой кромки свариваемых частей нагревают с помощью ацетиленокислородной горелки и сжимают, применяя специальный осадочный механизм;
д) термокомпрессионная, для осуществления которой необходимость расплавления материалов отсутствует. Компонент, например проволочные выводы, и подложку покрывают ковким материалом (золотом), нагревают до 300 °C и сжимают примерно на полсекунды. В результате образуется соединение по типу диффузной сварки;
Компонент, например проволочные выводы, и подложку покрывают ковким материалом (золотом), нагревают до 300 °C и сжимают примерно на полсекунды. В результате образуется соединение по типу диффузной сварки;
е) дугопрессовая, которая находит применение при необходимости присоединить к пластине детали вроде болтов или шпилек. Когда шпилька или болт отводится от пластины, между ними возникает дуговой разряд, из-за которого температура их торцов и металла пластины повышается, они нагреваются и расплавляются. В тот момент, когда при отключенном токе шпилька или болт ударяются о пластину, они свариваются;
ж) печная, практикующаяся, например, для приваривания фланцев к трубам. Для этого стыки покрывают специальным составом (вставка между ними латунного или бронзового кольца – еще один вариант). В таком виде все помещают в электропечь, в которой при температуре 1100–1500 °C происходит сваривание;
и) термитно-прессовая, при которой соединяемые части или детали нагревают газовым пламенем и сжимают.
3. Механический, в него входят виды сварки, для осуществления которых используется комбинация механической энергии и давления. Эту группу составляют следующие виды сварки: а) холодная, в основе которой лежит способность кристаллитов металла срастаться под воздействием высокого давления. Таким способом соединяют исключительно пластичные материалы, такие как алюминий, свинец и др.;
б) ультразвуковая, при которой свариваемые части сближают и стягивают вибрирующим зажимом, через который поступают высокочастотные колебания от магнитострикционного генератора. Благодаря колебаниям состыкованные части нагреваются, после чего свариваются в процессе диффузии атомов контактирующих материалов;
в) магнитно-импульсная, для проведения которой под воздействием импульсного тока индуктора и наведенных им вихревыми токами в соединяемых частях, деталях и ином свариваемые поверхности соударяются;
г) сварка взрывом, которая используется для соединения тонких листов с более массивными (процесс называется «плакирование»), например стали с латунью. Детали укладывают друг на друга, на поверхность помещают взрывчатое вещество, которое при детонировании взрывается и соединяет их в результате соударения;
Детали укладывают друг на друга, на поверхность помещают взрывчатое вещество, которое при детонировании взрывается и соединяет их в результате соударения;
д) сварка трением, практикуемая для соединения мелких деталей, одна из которых неподвижна, а другая вращается вокруг нее (или они вращаются в разные стороны). При трении выделяется тепло, которое нагревает и сваривает детали.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ ИНК. I, ЧАСТЬ B 1.8 ЭЛЕКТРИЧЕСТВО ДЛЯ СВАРКИ 1.8.1 Принципы электричества — Дуговая сварка — это способ соединения металлов обработан путем применения достаточного электрического давление на электрод для поддержания пути тока (дуги) между электродом и заготовкой.В этом процессе электрическая энергия заменяется на тепловая энергия, переводящая металлы в расплавленное состояние; посредством чего они соединяются. Электрод (проводник) либо
плавится и добавляется к основному металлу или остается в твердом состоянии
государственный. Вся дуговая сварка использует передачу электрической энергии в тепло.
энергия, и понять
этот принцип, базовые знания об источниках электричества и сварочного тока
необходимо.
1.8.1.1.
Три основных принципа статического электричества заключаются в следующем:
1.Есть два вида
существующих электрических зарядов — отрицательных и положительных.
2. В отличие от сборов
притягивать и отталкивать подобные заряды. 3. Сборы
можно переносить из одного места в другое. 1.8.1.2
Наука установила, что все имеет значение
состоит из атомов, и каждый атом содержит
элементарные частицы. Одна из таких частиц — электрон, имеющий
способность к
переезжать с места на место. Электрон классифицируется как отрицательный
электрический заряд.Другая частица, примерно в 1800 раз тяжелее электрона, — это протон.
и под нормальным
условиях протон останется неподвижным. 1.8.1.3
Говорят, что материал находится в электрически
незаряженное состояние, когда его атомы содержат равные
количество положительных зарядов (протонов) и отрицательных зарядов (электронов).
Электрод (проводник) либо
плавится и добавляется к основному металлу или остается в твердом состоянии
государственный. Вся дуговая сварка использует передачу электрической энергии в тепло.
энергия, и понять
этот принцип, базовые знания об источниках электричества и сварочного тока
необходимо.
1.8.1.1.
Три основных принципа статического электричества заключаются в следующем:
1.Есть два вида
существующих электрических зарядов — отрицательных и положительных.
2. В отличие от сборов
притягивать и отталкивать подобные заряды. 3. Сборы
можно переносить из одного места в другое. 1.8.1.2
Наука установила, что все имеет значение
состоит из атомов, и каждый атом содержит
элементарные частицы. Одна из таких частиц — электрон, имеющий
способность к
переезжать с места на место. Электрон классифицируется как отрицательный
электрический заряд.Другая частица, примерно в 1800 раз тяжелее электрона, — это протон.
и под нормальным
условиях протон останется неподвижным. 1.8.1.3
Говорят, что материал находится в электрически
незаряженное состояние, когда его атомы содержат равные
количество положительных зарядов (протонов) и отрицательных зарядов (электронов). Этот
баланс нарушен
когда давление заставляет электроны перемещаться от атома к атому. Это давление,
иногда называют электродвигателем
сила, обычно известная как напряжение.Это должно быть записано
то напряжение, которое не проходит по проводнику, но без напряжения, есть
не было бы тока
поток. Для наших целей проще всего рассматривать напряжение как электрическую
давление, которое заставляет электроны
двигаться. 1.8.1.4
Поскольку мы знаем, что подобные обвинения отталкивают
и в отличие от сборов, которые привлекают, тенденция к
электроны переходят из положения избыточного питания (отрицательный заряд) к атому
что не хватает электронов
(положительный заряд).Эта тенденция становится реальностью, когда выбирается подходящий путь.
предусматривал движение электронов.
Перенос электронов с отрицательного на положительный
заряд по всей длине проводника составляет электрический ток.
Оценка
ток, протекающий по проводнику, измеряется в амперах, а слово «ампер»
часто используется как синоним
срок текущий.
Этот
баланс нарушен
когда давление заставляет электроны перемещаться от атома к атому. Это давление,
иногда называют электродвигателем
сила, обычно известная как напряжение.Это должно быть записано
то напряжение, которое не проходит по проводнику, но без напряжения, есть
не было бы тока
поток. Для наших целей проще всего рассматривать напряжение как электрическую
давление, которое заставляет электроны
двигаться. 1.8.1.4
Поскольку мы знаем, что подобные обвинения отталкивают
и в отличие от сборов, которые привлекают, тенденция к
электроны переходят из положения избыточного питания (отрицательный заряд) к атому
что не хватает электронов
(положительный заряд).Эта тенденция становится реальностью, когда выбирается подходящий путь.
предусматривал движение электронов.
Перенос электронов с отрицательного на положительный
заряд по всей длине проводника составляет электрический ток.
Оценка
ток, протекающий по проводнику, измеряется в амперах, а слово «ампер»
часто используется как синоним
срок текущий. Чтобы дать представление о количестве
электроны, протекающие по цепи,
теоретически установлено, что один ампер равен
6.3 квинтиллиона (6 300 000 000 000 000 000) электронов, проходящих мимо фиксированной точки
в дирижере
каждую секунду.
Чтобы дать представление о количестве
электроны, протекающие по цепи,
теоретически установлено, что один ампер равен
6.3 квинтиллиона (6 300 000 000 000 000 000) электронов, проходящих мимо фиксированной точки
в дирижере
каждую секунду.Пересмотр фундаментальных концепций сварки для улучшения аддитивного производства: от теории к практике
Дж. П. Оливейра — доктор философии в области материаловедения и инженерии (с 2016 г.) и доцент кафедры машиностроения и промышленной инженерии (DEMI) Школы наук NOVA и технологии Лиссабонского университета NOVA (FCT NOVA) и научного сотрудника UNIDEMI.Основной опыт д-ра Оливейры заключается в использовании передовых методов определения характеристик для сопоставления микроструктуры сварных соединений и деталей аддитивного производства с их функциональными и механическими характеристиками. Оптимизация технологий производства нетрадиционных сплавов, таких как сплавы с памятью формы и высокоэнтропийные сплавы, также является важной частью его исследовательской работы. Он руководил несколькими промышленными и фундаментальными исследовательскими проектами в области сварки и аддитивного производства.Он опубликовал более 50 статей в рецензируемом журнале, а его индекс Хирша равен 16 (https://scholar.google.pt/citations?user=xAd2_3oAAAAJ&hl=pt-PT). До своей нынешней должности в FCT NOVA он занимал должности в Государственном университете Огайо и Университете Ватерлоо.
Он руководил несколькими промышленными и фундаментальными исследовательскими проектами в области сварки и аддитивного производства.Он опубликовал более 50 статей в рецензируемом журнале, а его индекс Хирша равен 16 (https://scholar.google.pt/citations?user=xAd2_3oAAAAJ&hl=pt-PT). До своей нынешней должности в FCT NOVA он занимал должности в Государственном университете Огайо и Университете Ватерлоо.
Тельмо Г. Сантос — доктор технических наук и доцент кафедры машиностроения и промышленной инженерии (DEMI) Научно-технической школы NOVA Лиссабонского университета (FCT NOVA) и исследователь в UNIDEMI.Его основная специализация — неразрушающий контроль (NDT), сварка и обработка трением с перемешиванием (FSW / FSP), аддитивное производство (AM) и гибридные производственные процессы. С 2011 года он координировал несколько исследовательских и промышленных проектов и создал лабораторию NDTLab в FCT NOVA (http://sites.fct.unl.pt/labndt-demi/). Он имеет более 50 статей, проиндексированных в SCOPUS, и имеет индекс Хирша 17 (https://scholar. google.pt/citations?user=jhGMP44AAAAJ&hl=pt-PT).
google.pt/citations?user=jhGMP44AAAAJ&hl=pt-PT).
Роза М. Миранда получила степень инженера в области металлургической инженерии в Instituto Superior Técnico Лиссабонского технического университета в 1981 году и степень доктора философии в том же университете в 1996 году.В 2009 году получила степень хабилитации в Faculdade de Ciências e Tecnologia при Лиссабонском университете Нова. В настоящее время она является доцентом со степенью бакалавра машиностроения. Ее основные научные интересы лежат в области технологий сварки и соединения (лазерная сварка, сварка трением с перемешиванием, обработка и наплавка материалов), металлургии сварки, обработки материалов и определения характеристик. У профессора Миранды индекс Хирша 29 (https: // scholar .google.pt / citations? user = dgg54dkAAAAJ & hl = pt-PT).
© 2019 Elsevier Ltd. Все права защищены.
Уроки из сварочной кабины: теории на практике в профессиональном образовании | Эмпирические исследования в профессиональном образовании и обучении
В этом разделе мы описываем реализацию трех циклов и то, как процессы, которые запускаются, когда учитель и ученики ориентируются на критический аспект, плавление проявляются во взаимодействии при обучении и обучении. обучение сварке TIG. Это описание и анализ вместе составляют результаты, отвечающие задаче изучить, как ориентация учителя на критический аспект расплав при обучении сварке TIG изменяется в течение трех итеративных циклов при участии в обучающем исследовании.
обучение сварке TIG. Это описание и анализ вместе составляют результаты, отвечающие задаче изучить, как ориентация учителя на критический аспект расплав при обучении сварке TIG изменяется в течение трех итеративных циклов при участии в обучающем исследовании.
Реализация трех циклов обучения
Перед реализацией первого цикла учитель прочитал наше предыдущее исследование по сварке (Asplund and Kilbrink, 2018) и текст по теории вариаций (Carlgren, 2017). После этого два исследователя провели интервью с учителем профессионального обучения, чтобы дать исследователям некоторое представление о конкретном контексте обучения и о дидактическом подходе учителя профессионального обучения к обучению методу сварки TIG.В первом цикле мы не вдавались в подробное планирование обучения с помощью CAVTA, а просили учителя преподавать, как он привык (возможно, под влиянием текстов, которые он прочитал). Затем было проведено первое циклическое занятие и записано видео. Эти записи были проанализированы исследователями на начальном этапе, а затем проанализированы исследователями и учителем профессионального обучения вместе. В этом уроке приняли участие три студента. На основе этого анализа, основанного на концепции CAVTA, учитель вместе с исследователями работал над новыми стратегиями обучения, которые должны были быть включены в дидактический подход учителя к циклу 2 (см. Рис.1). В этой работе исследователи и учитель совместно работали над тем, как CAVTA можно использовать в учебных ситуациях, чтобы уточнить, что является центральным для задачи, и как способ достичь взаимного понимания того, что следует изучать и как это должно быть. узнал во взаимодействии здесь и сейчас. Процесс второго и третьего цикла такой же, как и первый (в соответствующем цикле также участвовали три студента), за исключением беседы на собеседовании, которая не состоялась во время второго и третьего цикла (см.рис.1).
В этом уроке приняли участие три студента. На основе этого анализа, основанного на концепции CAVTA, учитель вместе с исследователями работал над новыми стратегиями обучения, которые должны были быть включены в дидактический подход учителя к циклу 2 (см. Рис.1). В этой работе исследователи и учитель совместно работали над тем, как CAVTA можно использовать в учебных ситуациях, чтобы уточнить, что является центральным для задачи, и как способ достичь взаимного понимания того, что следует изучать и как это должно быть. узнал во взаимодействии здесь и сейчас. Процесс второго и третьего цикла такой же, как и первый (в соответствующем цикле также участвовали три студента), за исключением беседы на собеседовании, которая не состоялась во время второго и третьего цикла (см.рис.1).
Во время задокументированных уроков выявляются четкие фазы различных видов взаимодействия, и эти фазы также меняются в течение первого года, когда в обучении реализованы три цикла. В нашей статье, однако, анализ будет сосредоточен не на том, как развиваются различные фазы как таковые, а на взаимодействии, когда оно ориентировано на расплав. Однако, чтобы контекстуализировать взаимодействие, которое будет проанализировано более подробно, мы кратко представим различные фазы и их связь друг с другом, используя рис.2. На этом рисунке показаны различные фазы обучения в том виде, в каком они проявлялись во время циклов 1 и 2 (см. Рис. 3 для описания фаз во время цикла 3).
Однако, чтобы контекстуализировать взаимодействие, которое будет проанализировано более подробно, мы кратко представим различные фазы и их связь друг с другом, используя рис.2. На этом рисунке показаны различные фазы обучения в том виде, в каком они проявлялись во время циклов 1 и 2 (см. Рис. 3 для описания фаз во время цикла 3).
Процесс уроков 1-го и 2-го цикла
Рис. 3Процесс 3 цикла уроков
Цикл 1
В первом примере (Выдержка 1A) анализируется последовательность из первого цикла из фазы 1. Учитель только что завершил более продолжительный устный инструктаж, в котором он подробно объяснил различные аспекты, которые имеют отношение к обучению сварке TIG, и теперь он собирается проинструктировать студентов, как выполнять сварку TIG.Первоначально три ученика, которые участвуют в обучении, встают перед учителем, и когда ему пора сваривать в острой ситуации, каждый ученик, в свою очередь, инструктируется стоять позади учителя, когда он занимается сваркой, на правая сторона учителя — с целью дать ученикам возможность хорошо видеть процесс сварки. Сама инструкция содержит четкие элементы моделирования учителя (Asplund and Kilbrink 2018), что означает, что учитель показывает, как сваривать свое тело, в то время как он посредством словесного взаимодействия рассказывает, что он делает и о чем думать, чтобы работа быть успешным.
Сама инструкция содержит четкие элементы моделирования учителя (Asplund and Kilbrink 2018), что означает, что учитель показывает, как сваривать свое тело, в то время как он посредством словесного взаимодействия рассказывает, что он делает и о чем думать, чтобы работа быть успешным.
Итак, в нашем первом примере учитель (T = Учитель) теперь более тесно взаимодействует с одним из учеников, Стефаном (S), когда он инструктирует, как выполнять сварку TIG, и он сосредотачивается на нескольких важных аспектах во время этой инструкции, где плавление является одним из тех критических аспектов. Таким образом, моделируя процесс сварки, учитель говорит ученику, что и как делать, и когда он затем ориентируется на плавку, он делает это следующим образом:
В строке 1 учитель формулирует тег вопрос, который указывает на то, что он твердо уверен, что студент может видеть создаваемое плавление, и что он, построив этот вопрос, предлагает студенту принять решение об истинности утверждения в утверждении (Hayano 2013). Затем ученик наклоняется вперед к товарам, на которые он приварен, и затем подтверждает вопрос учителя, когда он говорит «да» в строке 3. В примере показано, как учитель сообщает ученику, что расплав уже создан и что ученик подтверждает что он может видеть таяние. Таким образом, преподается видение расплава, в котором расплав ориентируется как собственный подчиненный OoL по отношению к сварке TIG с косвенным и прямым аспектом. Непрямым OoL тогда является способность видеть , которая связана с прямым OoL расплавом .
Затем ученик наклоняется вперед к товарам, на которые он приварен, и затем подтверждает вопрос учителя, когда он говорит «да» в строке 3. В примере показано, как учитель сообщает ученику, что расплав уже создан и что ученик подтверждает что он может видеть таяние. Таким образом, преподается видение расплава, в котором расплав ориентируется как собственный подчиненный OoL по отношению к сварке TIG с косвенным и прямым аспектом. Непрямым OoL тогда является способность видеть , которая связана с прямым OoL расплавом .
Пример также представляет собой типичную учебную ситуацию, когда учитель инициирует и является тем, кто инструктирует (посредством использования как воплощенных, так и вербальных коммуникативных ресурсов), и где ученик позиционирует себя как ученик, проявляющий интерес к обучению: он смотрит от того, что делает учитель, наклоняется к растопке в ответ на вопрос учителя, а затем подтверждает это.
Идеи для следующего цикла
В результате первого цикла мы решили выдвинуть на передний план еще три центральных критических аспекта ( — расплав, , — движение с добавочным материалом, и — длина дуги. ).Затем преподаватель должен попытаться использовать CAVTA более систематически в качестве основы для обучения, более четко сосредоточив внимание на этих трех критических аспектах сварки TIG в учебной ситуации, стремясь более четко сфокусироваться на OoL для создания TIG — сварка . Было также решено, что учитель должен попытаться установить общее понимание OoL, побуждая учащихся рассказывать о том, что происходит во время сварки TIG. В следующих примерах мы сконцентрируем наше внимание на критическом аспекте — расплав — в более тщательном и более подробном анализе.
).Затем преподаватель должен попытаться использовать CAVTA более систематически в качестве основы для обучения, более четко сосредоточив внимание на этих трех критических аспектах сварки TIG в учебной ситуации, стремясь более четко сфокусироваться на OoL для создания TIG — сварка . Было также решено, что учитель должен попытаться установить общее понимание OoL, побуждая учащихся рассказывать о том, что происходит во время сварки TIG. В следующих примерах мы сконцентрируем наше внимание на критическом аспекте — расплав — в более тщательном и более подробном анализе.
Цикл 2
Следующий пример представляет собой отрывок из цикла 2. Ситуация, показанная ниже, идентична описанной выше, поскольку мы вошли в стадию обучения (Фаза 1, Рис. 2), когда учитель должен инструктировать студенты о том, как выполнить сварку TIG. По этому случаю в обучении участвуют три новых ученика. Когда мы переходим к этому примеру, третий ученик, в свою очередь, внимательно следит за тем, как учитель занимается сваркой. Во время сварки учитель (T) говорит ученику (S), что делать и как это делать, и на этот раз он много работает, противопоставляя критические аспекты движение дополнительному материалу и длину. дуги .Что касается критического аспекта расплава , контрастирование как образец изменения не используется. Вместо этого учитель ориентируется на способность различать расплав, прося ученика сказать «когда» он «сможет увидеть расплав»:
Во время сварки учитель (T) говорит ученику (S), что делать и как это делать, и на этот раз он много работает, противопоставляя критические аспекты движение дополнительному материалу и длину. дуги .Что касается критического аспекта расплава , контрастирование как образец изменения не используется. Вместо этого учитель ориентируется на способность различать расплав, прося ученика сказать «когда» он «сможет увидеть расплав»:
В строке 1 учитель предлагает студентам «сказать», когда он «может увидеть расплав». ». Используя стандартную форму запроса «можете ли вы?», Учитель рассматривает свой запрос как необязательный; то есть он заявляет о своем праве на удовлетворение его просьбы (см. Curl and Drew, 2008), что он также получает в результате утвердительного ответа студента в строке 2: «да».В отличие от предыдущего примера выше (отрывок 1A из цикла 1), запрос учителя сформулирован таким образом, что ученику предоставляется возможность самостоятельно распознать расплав. Когда плавление находится в центре внимания в процессе обучения, плавление выдвигается на первый план как собственное УП с прямым и косвенным аспектом, как и в первом цикле. Однако, в отличие от первого цикла, прямая OoL составляет около , распознавая самого расплава, а не только подтверждая при просмотре расплава.
Когда плавление находится в центре внимания в процессе обучения, плавление выдвигается на первый план как собственное УП с прямым и косвенным аспектом, как и в первом цикле. Однако, в отличие от первого цикла, прямая OoL составляет около , распознавая самого расплава, а не только подтверждая при просмотре расплава.
Таким образом, ученику нужно показать способность различать расплав и идентифицировать , когда он может это сделать. Это дает учителю возможность узнать о способности ученика выполнять вышеуказанные задачи. Это отличается от первого примера (отрывок 1A, выше), где учитель не может знать наверняка, видит ли ученик плавку или нет, потому что там уже были условия: учитель видел плавку — она уже существовала — и студент должен был согласиться с этим утверждением.Это означает, что прямой объект — расплав — остается постоянным, но косвенный объект переходит от видения расплава (когда учитель показывает его) в первом цикле, чтобы различить его и сказать, когда его можно увидеть во втором цикле. .
.
После запроса учителя и утвердительного ответа ученика следует тишина 5,5 с. Затем студент говорит «the :: r: e». Это довольно сложное продолженное «там», которое указывает на то, что он произносит слово , в то время как начинает развиваться расплав. Эта интерпретация подкрепляется подтверждением учителя «нет: скоро да» в строке 3.Вот-вот произойдет таяние — т.е. теперь можно начать различать это. Ответ учащегося на запрос учителя и его последующие действия в отношении ответа ученика в строке 3 указывают на общее понимание того, что они ищут и о чем говорят; расплав. Молчание чуть более 5 секунд также свидетельствует о том, что расплава не существует, когда учитель просит ученика сказать, когда он его видит. Таким образом, в одном отношении ситуацию можно описать как ситуацию, когда сам расплав контрастирует; Сначала расплава нет, но через некоторое время он возникает и становится видимым.Таким образом, расплав может принимать разные состояния; от вовсе не существующего к существующему и к принятию различных форм.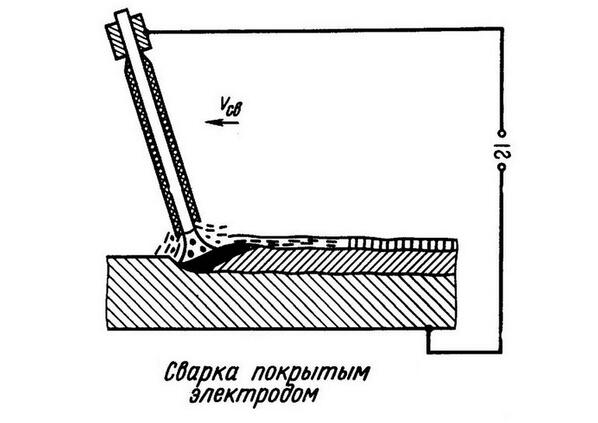 В этом примере происходит то, что ученик сообщает учителю, когда он начинает различать расплав, и реакцию учителя можно интерпретировать как то, что теперь расплав начинает «наступать», но он еще не принял должным образом свое правильное значение. . В этой части урока, когда различение расплава рассматривается как само понятие OoL, есть указания на критические аспекты, важные для понимания того, как различать расплав, но они не ориентированы и, следовательно, не видны при взаимодействии.
В этом примере происходит то, что ученик сообщает учителю, когда он начинает различать расплав, и реакцию учителя можно интерпретировать как то, что теперь расплав начинает «наступать», но он еще не принял должным образом свое правильное значение. . В этой части урока, когда различение расплава рассматривается как само понятие OoL, есть указания на критические аспекты, важные для понимания того, как различать расплав, но они не ориентированы и, следовательно, не видны при взаимодействии.
Кроме того, этот пример иллюстрирует изменение участия (см. Sahlström 2009) в отношении способа обучения учителя. В приведенном выше отрывке 1А (цикл 1) ученику предлагается подтвердить то, что учитель уже видит, т. Е. Расплав уже существует. Однако в отрывке 2A (цикл 2) ученику предлагается возможность проявить способность самим различать плавление, а также сказать, когда он видит, что плавление возникает, что мы интерпретируем как результат поведения учителя. включение КАВТА в качестве основы в обучение.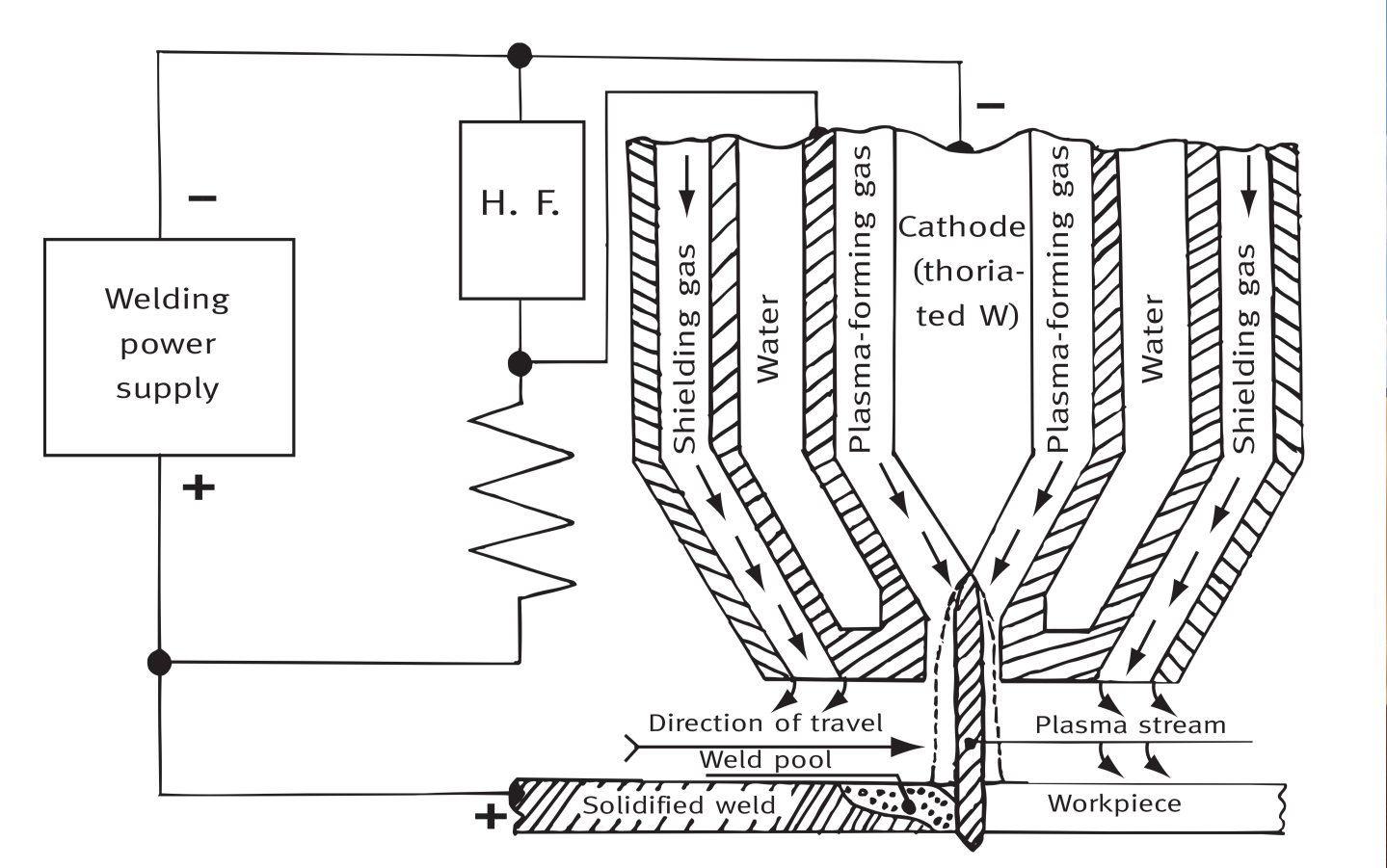
Взаимодействие — ученики занимаются сваркой самостоятельно.
В то время, когда мы переходим к третьему отрывку (второй пример из цикла 2), учитель заканчивает свои инструкции, и ученики находятся в каждой сварочной кабине, где они пытаются Впервые в школе самостоятельно выполнить сварку TIG-сваркой. Во время этого этапа (этап 2, рис. 2) преподаватель перемещается между кабинами и учениками, когда они сварят, а также постоянно взаимодействует с ними по поводу их сварки.
Одним из элементов взаимодействия, который учитель использует со всеми учениками, является выделение трех критических аспектов, которые были выбраны как более важные для цикла 2: плавление, движение с добавляемым материалом и длина дуги. В то время как существует более явная ориентация учителя на противопоставление критических аспектов движения с добавочным материалом и длины дуги , ориентация на критический аспект расплава кажется несколько более размытой при взаимодействии с все студенты.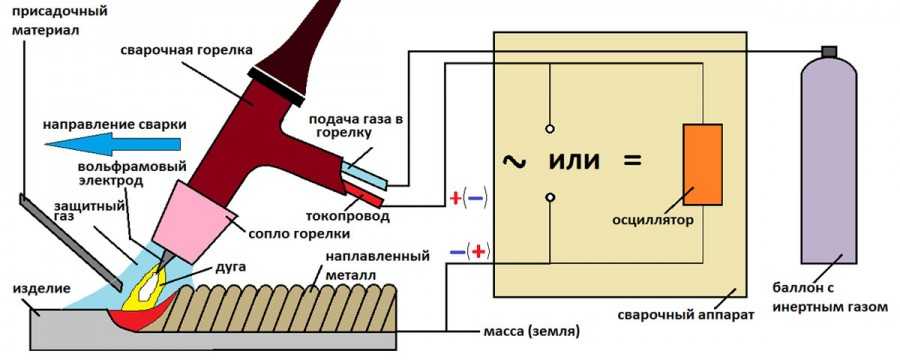 В приведенном ниже примере (отрывок 2B) одного из учеников (S) только что попросили сопоставить движение с дополнительным материалом, который он сделал так, чтобы учитель (T) находил удовлетворительным, после чего учитель сориентировался. в отношении критического аспекта плавится следующим образом:
В приведенном ниже примере (отрывок 2B) одного из учеников (S) только что попросили сопоставить движение с дополнительным материалом, который он сделал так, чтобы учитель (T) находил удовлетворительным, после чего учитель сориентировался. в отношении критического аспекта плавится следующим образом:
Здесь мы видим, что вопрос учителя в строке 1 принимает то же выражение, что и вопрос, который он задает ученику во время обучения в отрывке 1A. В конце хода учитель использует короткое шведское наречие «ju», которое используется для обозначения общих знаний или опыта (см. Heinemann et al.2011), таким образом, поворот построен как вопрос-ярлык («и вы можете видеть плавление справа»), с помощью которого он показывает, что, по его мнению, ученик может видеть плавление, и, таким образом, ищет подтверждения от ученика, что он это делает. Ученик сразу же подтверждает вопрос учителя, отвечая «да, там», но не указывает и никоим образом не показывает, где находится расплав. Учитель также не поощряет ученика к разъяснению. Вместо этого он оставляет плавление как тему и ориентируется на другой важный аспект.Это означает, что в этой части непрямое ОУЛ возвращается туда, где оно было в первом цикле, и относится к «видению» плавления (когда учитель говорит ему об этом).
Вместо этого он оставляет плавление как тему и ориентируется на другой важный аспект.Это означает, что в этой части непрямое ОУЛ возвращается туда, где оно было в первом цикле, и относится к «видению» плавления (когда учитель говорит ему об этом).
Идеи для следующего цикла
В результате второго цикла мы решили, что фазы на протяжении всего урока семинара будут немного изменены. Например, это означало, что инструкции под руководством учителя во время введения (Фаза 1; Рис. 2) будут полностью удалены; в пользу введения, когда учителя и ученики вместе вместо этого вели диалог по трем важнейшим аспектам, которые были сосредоточены в цикле 2 (см. Фазу 1, Рис.3). Кроме того, на этапе 6 (рис. 3) учащимся будет предоставлено больше места для словесного выражения своего опыта и восприятия того, что они узнали во время прохождения (а также для того, чтобы выявить любые трудности и т. Кроме того, при анализе второго цикла выяснилось, что плавка может быть ориентирована как на собственный OoL (см. Также анализ отрывка 2A выше) в обучающей ситуации. Затем у него есть свои критические аспекты, касающиеся, например, цвета и формы расплава. Что касается поиска и определения критических характеристик расплава, была запланирована стратегия обучения на основе CAVTA, в которой учащимся будет предоставлена возможность (как во вводной части, так и при самостоятельной сварке в сварочной кабине) попытаться словесно описать, что происходит, когда расплав возникает и начинает существовать, и когда он, как критический аспект выполнения сварки TIG, принимает свое правильное значение (его критическая особенность).
Также анализ отрывка 2A выше) в обучающей ситуации. Затем у него есть свои критические аспекты, касающиеся, например, цвета и формы расплава. Что касается поиска и определения критических характеристик расплава, была запланирована стратегия обучения на основе CAVTA, в которой учащимся будет предоставлена возможность (как во вводной части, так и при самостоятельной сварке в сварочной кабине) попытаться словесно описать, что происходит, когда расплав возникает и начинает существовать, и когда он, как критический аспект выполнения сварки TIG, принимает свое правильное значение (его критическая особенность).
Цикл 3
Далее будут использованы три примера, чтобы конкретизировать результат третьего цикла. В первом примере учитель и ученики находятся на первой фазе обучения (рис.3), и мы вводим пример, когда учитель (T) ориентируется на расплав, поворачиваясь к одному из учеников, Ною (N ), и попросив его объяснить, что такое плавка:
Как и в предыдущих циклах, плавка становится собственным УУ с косвенным и прямым аспектом, когда она ориентирована в обучающей ситуации. Прямое УЗ по-прежнему остается постоянным — плавление, — но непрямое УЗ снова изменилось. В этой ситуации косвенный аспект — это примерно вербализации аспектов плавки или, другими словами; чтобы показать понимание того, как выглядит расплав. Однако в этом третьем цикле и в отличие от первых двух циклов критические аспекты плавления также выражаются словесно и становятся актуальными во взаимодействии.
Прямое УЗ по-прежнему остается постоянным — плавление, — но непрямое УЗ снова изменилось. В этой ситуации косвенный аспект — это примерно вербализации аспектов плавки или, другими словами; чтобы показать понимание того, как выглядит расплав. Однако в этом третьем цикле и в отличие от первых двух циклов критические аспекты плавления также выражаются словесно и становятся актуальными во взаимодействии.
Отвечая на вопрос учителя, Ной говорит, что речь идет о том, что «материал тает, а затем тает вместе» (строка 3).После этого учитель предлагает Ною разработать свой ответ, прося его описать «своими словами», как выглядит расплав. Однако, прежде чем Ной ответит, Майкл (M) говорит «жидкость» в строке 6, что также является словом, которое Ной использует с вариациями в своем собственном описании плавления: «это когда она начинает плавать», — говорит он, одновременно продвигает левую руку вперед и позволяет ей немного покачиваться. Это также пример, который в соответствии с подходом CA подчеркивает тот факт, что речь и тело взаимно контекстуализируют друг друга, предоставляя общественные ресурсы учителю и учащимся для организации соответствующих действий, которые во взаимодействии друг с другом способствуют текущему активность (Goodwin 2000, 2006; Streeck et al.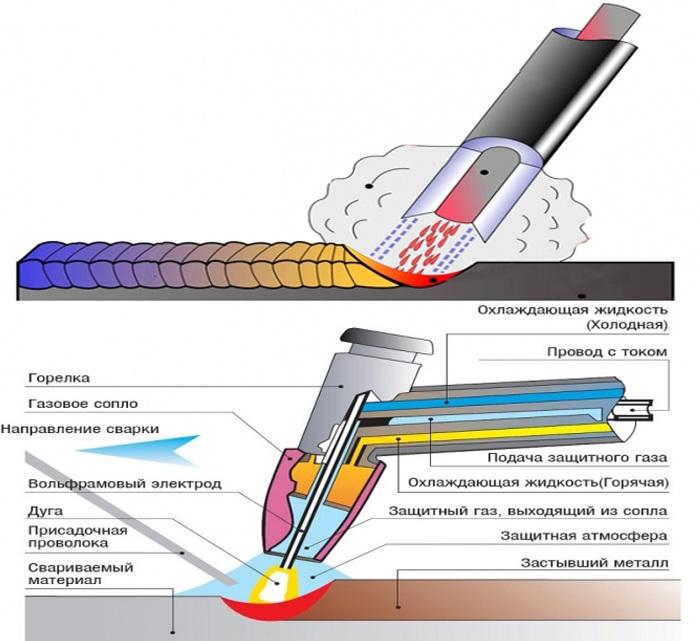 2011).
2011).
Затем учитель повторяет и подтверждает ответ Ноя (строка 9), затем поворачивается к Майклу и спрашивает, что он сказал. Затем Майкл говорит что-то, что, вероятно, содержит слова «плывущий» (в то же время, когда он коротко кивает Ною) и «плывет», а затем учитель заявляет, что это становится как «почти небольшая лужа справа». Заключение завершается шведским словом «va», которое превращает утверждение в форму вопроса, с помощью которой он также ищет подтверждения (Hayano 2013; Heinemann et al.2011), что он также получает от Майкла в строке 13 (кивком), а также от Ноя в строке 14 («да»).
Следовательно, в отличие от предыдущих циклов, критические аспекты самого расплава выделены, что помогает учащемуся различать расплав как собственное НУ. Критические аспекты касаются формы и консистенции расплава, и студенты выделяют их в этой обучающей последовательности.
Этот пример ясно показывает, как изменилось обучение по сравнению с предыдущими циклами: учитель и ученики вместе пытаются словесно выразить то, что происходит, когда тает принимает форму. Использование CAVTA как способа дать ученикам возможность озвучить плавление также показано в следующем примере (отрывок 3B). Здесь мы встречаем Майкла (M), когда он впервые выполняет сварку TIG (фаза 2), и во время его сварочного акта учитель (T) в строках 1–4 дает ему указание сказать, что происходит, когда расплав принимает форму. и как он намеревается действовать в отношении того, что он видит, в отношении выполнения сварки TIG:
Использование CAVTA как способа дать ученикам возможность озвучить плавление также показано в следующем примере (отрывок 3B). Здесь мы встречаем Майкла (M), когда он впервые выполняет сварку TIG (фаза 2), и во время его сварочного акта учитель (T) в строках 1–4 дает ему указание сказать, что происходит, когда расплав принимает форму. и как он намеревается действовать в отношении того, что он видит, в отношении выполнения сварки TIG:
Как только учитель посоветовал Майклу рассказать то, что он видит (строка 6), Майкл говорит: «Да, теперь все начинается. получить жидкость здесь »(линия 7), одновременно наклоняясь вперед верхней частью тела к сварному шву.После этого учитель спрашивает Майкла, «где» у него «жидкость», на что Майкл отвечает «там» (строка 9), указывая добавочным материалом против расплава. Последующий вопрос учителя указывает на то, что учитель хочет пояснения («как на стене»), которое он также получает через подтверждение Майкла в строке 12. После короткой паузы Майкл затем говорит в строке 12: «Теперь все сливается вместе. »; комментарий, который также подтвержден учителем.
»; комментарий, который также подтвержден учителем.
При установке этого примера по отношению к соответствующей последовательности обучения в цикле 2 (отрывок 2B выше) становится ясно, что это другое учение, которое обретает форму в отрывке 3B, относительно ориентации против расплава по сравнению с тем, что мы можем видеть отрывок 2б.Таким образом, здесь также можно говорить об изменении участия учителя в способах преподавания и как о конкретном результате включения КАВТА в обучение. В отличие от того, что происходит в отрывке 2B, ученику в отрывке 3B дается возможность словесно описать, что происходит, когда плавление принимает форму (а не «просто» сказать учителю, когда он его видит), и это также создает совершенно другие условия для учителя. чтобы сформировать понимание того, что, по словам ученика, он видит, потому что учитель — через свое собственное присутствие — может видеть, что происходит, когда ученик создает расплав.Кроме того, эта стратегия обучения также создает больше возможностей для учителя справедливо оценить, насколько хорошо продемонстрирована способность ученика различать расплав, по сравнению со стратегией обучения, использованной в отрывке 2С, поскольку они ориентируются на общую понимание того, на что они смотрят и о чем говорят. Кроме того, варьируя косвенный объект обучения (способность), относящийся к плавке; до см. , различить , создать и озвучить его; студенту предлагается более широкая возможность учиться.Кроме того, они озвучивают критические аспекты расплава, что не только расширяет возможность понимания расплава как критического аспекта выполнения TIG-сварки, но также увеличивает возможности учителя получить доступ к пониманию критического аспекта учениками — здесь и сейчас. Вербализация их понимания создает дополнительные возможности и условия для учителя встречаться с учениками и иметь возможность адаптировать преподавание к отображаемому учениками пониманию OoL.
Кроме того, варьируя косвенный объект обучения (способность), относящийся к плавке; до см. , различить , создать и озвучить его; студенту предлагается более широкая возможность учиться.Кроме того, они озвучивают критические аспекты расплава, что не только расширяет возможность понимания расплава как критического аспекта выполнения TIG-сварки, но также увеличивает возможности учителя получить доступ к пониманию критического аспекта учениками — здесь и сейчас. Вербализация их понимания создает дополнительные возможности и условия для учителя встречаться с учениками и иметь возможность адаптировать преподавание к отображаемому учениками пониманию OoL.
В нашем последнем примере мы увидим, как это выглядит, когда учитель (T) вместе со студентами подводит итоги учебного прохода (этап 6). Каждый ученик смог устно описать критический аспект, на котором важно сосредоточиться при выполнении сварки TIG, и в отрывке ниже плавка снова выделена:
В строках 1–3 учитель формулирует поворот, через который он просит: « еще одна вещь », которую они« упомянули », которая« на самом деле »« самая важная », чтобы« получить хоть какой-то сварной шов ». Майкл (M) — ученик, который составляет ответ (строка 4), который запрашивает учитель (учитывая утвердительный ответ учителя в строке 5). Далее происходит то, что учитель посредством того, что можно назвать мини-лекцией (см. Asplund and Kilbrink 2018) в строках 5–11, развивает рассуждение, в котором проявляются несколько аспектов плавления. Во-первых, речь идет о том факте, что расплав «должен идти вместе», и о том, чтобы найти технику, перемещая дугу «между двумя разными», чтобы «заставить» себя увидеть, что у вас есть расплав.После этого учитель развивает рассуждение, в котором он подробно объясняет, как это выглядит, когда образуется расплав и когда он принимает форму, когда он говорит в строках 9–11: «тогда вы видите изменение цвета немного больше и блеск, когда он переходит в жидкость, как вы знаете ». Учитель завершает свою очередь построением ключевого вопроса, который является вопросом, используемым для обозначения общих знаний или опыта, с помощью которых он также ищет подтверждения от учеников; подтверждение он также получает (все студенты кивают).
Майкл (M) — ученик, который составляет ответ (строка 4), который запрашивает учитель (учитывая утвердительный ответ учителя в строке 5). Далее происходит то, что учитель посредством того, что можно назвать мини-лекцией (см. Asplund and Kilbrink 2018) в строках 5–11, развивает рассуждение, в котором проявляются несколько аспектов плавления. Во-первых, речь идет о том факте, что расплав «должен идти вместе», и о том, чтобы найти технику, перемещая дугу «между двумя разными», чтобы «заставить» себя увидеть, что у вас есть расплав.После этого учитель развивает рассуждение, в котором он подробно объясняет, как это выглядит, когда образуется расплав и когда он принимает форму, когда он говорит в строках 9–11: «тогда вы видите изменение цвета немного больше и блеск, когда он переходит в жидкость, как вы знаете ». Учитель завершает свою очередь построением ключевого вопроса, который является вопросом, используемым для обозначения общих знаний или опыта, с помощью которых он также ищет подтверждения от учеников; подтверждение он также получает (все студенты кивают).
Эти конкретные аспекты или этот нюанс того, что происходит, когда таяние создается и принимает форму, а также словесное изложение этого творения учителем — элементы, которых не хватало в обучении двух предыдущих циклов. Даже в двух предыдущих циклах обучение было ориентировано на плавление как на OoL, когда оно было сосредоточено на взаимодействии, которое студенты должны были: см. (цикл 1), затем см. и различить (цикл 2). . Однако в третьем цикле плавление становится актуальным как OoL со своими собственными критическими аспектами, которые связаны с созданием и развитием плавления и которые могут быть выражены словами в терминах внешнего вида и формы; расплав меняет цвет, становится глянцевым и со временем переходит в жидкую форму.Во время цикла 3 учитель также подчеркивает, что плавление — это тоже то, с чем «нужно идти»; то есть речь идет не только о том, чтобы увидеть, различить и создать расплав, но и о том, что связано с движением вперед, которое сопровождает вас при сварке TIG. Следовательно, именно в третьем цикле критические особенности критических аспектов становятся видимыми в принятом учении таким образом, чтобы четко отображать то, что важно понять в отношении расплава , что, в свою очередь, является критическим аспектом Из высшего OoL до сделайте сварной шов TIG –.
Следовательно, именно в третьем цикле критические особенности критических аспектов становятся видимыми в принятом учении таким образом, чтобы четко отображать то, что важно понять в отношении расплава , что, в свою очередь, является критическим аспектом Из высшего OoL до сделайте сварной шов TIG –.
Сварка
Свидетельство о достижениях в области сварочных технологий
Курсы варьируются от базовых до продвинутых по сварке черных и цветных металлов на
листовой металл, лист и труба во всех положениях с использованием ацетилена, экранированного металла
дуговой, газово-вольфрамовой, газо-металлической и порошковой сварке. Правильный
подготовка металла и обеспечение качества сварных швов требуются во время эксплуатации
различные сварочные процессы.Рассматриваемые процессы резки включают кислородно-ацетиленовую горелку
резка, воздушно-угольная и плазменная резка. Особое внимание уделяется технике безопасности,
правильные настройки, использование правильных процедур и методов для развития
критические манипулятивные навыки, столь необходимые для соответствия Сварочным нормам и сертификации
отраслевые стандарты и технические знания, необходимые для соответствия настоящим и
будущие потребности сварочной отрасли.
Особое внимание уделяется технике безопасности,
правильные настройки, использование правильных процедур и методов для развития
критические манипулятивные навыки, столь необходимые для соответствия Сварочным нормам и сертификации
отраслевые стандарты и технические знания, необходимые для соответствия настоящим и
будущие потребности сварочной отрасли.
Рекомендуемая подготовка к старшей школе : математика, физика, механическое рисование, английский язык: чтение и письмо
Курсы
По окончании курсов, перечисленных ниже, студент будет иметь право на получение Свидетельство о достижениях в области сварочных технологий
Классы технологии сварки | Шт. | Теория Hrs. | Lab Hrs. |
WELD 10 Основная теория дуговой сварки | 3 | 54 | |
WELD 11 Основная практика дуговой сварки экранированных металлов | 2 | 108 | |
WELD 15 Основная кислородно-ацетиленовая сварка | 2 | 18 | 54 |
WELD 16 Передовая кислородно-ацетиленовая сварка | 1 | 54 | |
WELD 20 Практика дуговой сварки промежуточных защищенных металлов | 2 | 108 | |
WELD 21 Продвинутая практика дуговой сварки экранированных металлов | 2 | 108 | |
WELD 31 Сварка TIG | 2 | 108 | |
WELD 33 MIG Сварочная мастерская | 2 | 108 | |
WELD 35 Чертежи для сварщиков | 3 | 54 | |
WELD 40 TIG, MIG и FCA Теория сварки | 3 | 54 | |
WELD 41 Сварка труб | 2 | 108 | |
WELD 43 Практика дуговой сварки сердечником | 2 | 108 | |
Сварочных агрегатов / час. | 26 | 180 | 864 |
ENGL 95 Уровень владения чтением и письмом или ENGL-100 College Composition | 5 | ||
MATH 12 Предварительная алгебра или Математика 25,26,27,29,30,34,35,37,40,50,60,75,80,120,160 | 4 | ||
COMSC 40 — Компьютерная грамотность | 4 | ||
Общеобразовательные единицы | 10 или 13 | ||
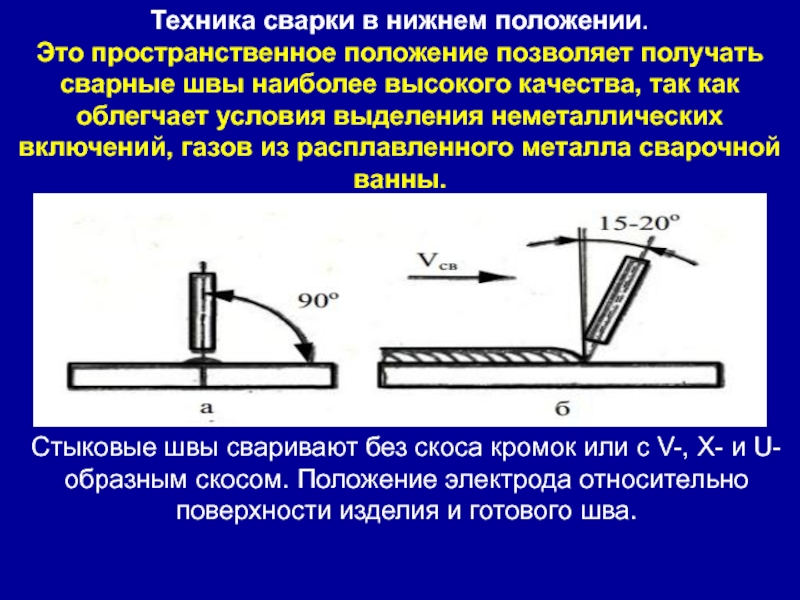
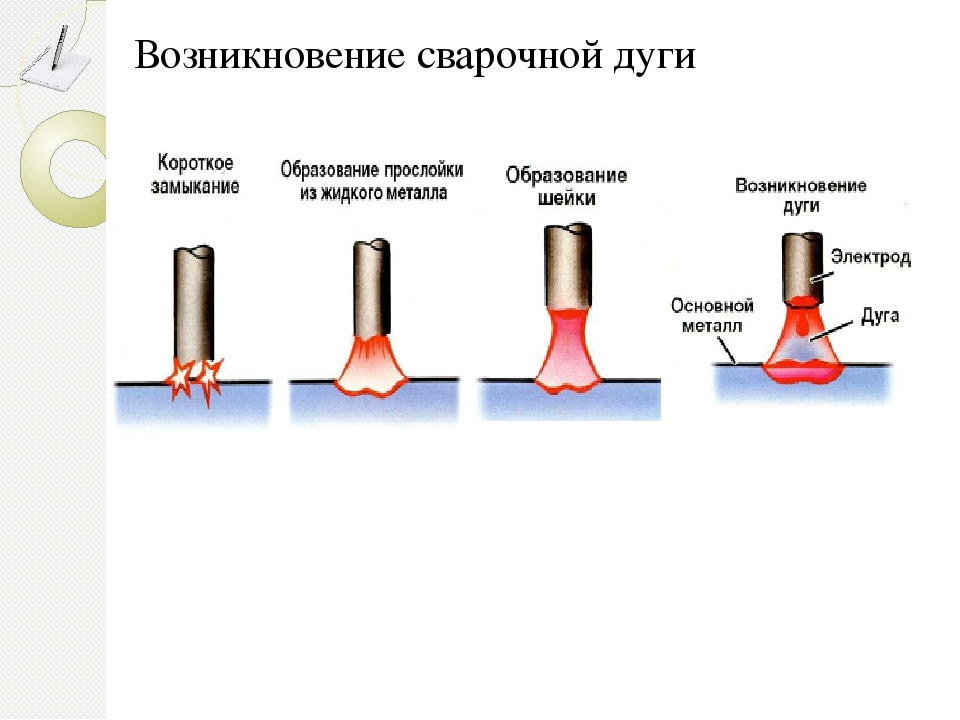
Все студенты, изучающие сварочные технологии, должны иметь собственные средства индивидуальной защиты. оборудование для обеспечения безопасности, которое будет обсуждаться в первый день каждой лаборатории.Предполагаемые расходы
на обучение, защитное снаряжение и учебники в среднем от 2900 до 3300 долларов за сертификат
Программа.
оборудование для обеспечения безопасности, которое будет обсуждаться в первый день каждой лаборатории.Предполагаемые расходы
на обучение, защитное снаряжение и учебники в среднем от 2900 до 3300 долларов за сертификат
Программа.
Учебная программа
Этот список предоставляется в качестве образца руководства, показывающего расписание студентов дневного отделения. может выглядеть. Нет гарантии, что все занятия будут предлагаться каждый семестр. или это место будет доступно.
Первый летний семестр (2 единицы) | ||
СВАРКА 015 | Базовая кислородно-ацетиленовая сварка | (2 шт. |
Первый семестр (14 единиц) | ||
СВАРКА 010 | Основы теории дуговой сварки | (3 шт. |
СВАРКА 011 | Базовая практика дуговой сварки экранированных металлов | (2 шт.) |
ENGL 095 | Ускоренное чтение, письмо и критическое мышление | (5 шт. |
Math 012 | Предалгебра | (4 шт.) |
Второй семестр (7 единиц) | ||
СВАРКА 031 | Сварка TIG | (2 шт. |
СВАРКА 040 | Теория сварки TIG, MIG и FCA | (3 шт.) |
СВАРКА 020 | Промежуточная дуговая сварка защищенного металла | (2 шт. |
COMPSC 040 | Введение в компьютеры | (4 шт.) |
Второй летний семестр (1 ед. | ||
СВАРКА 016 | Продвинутая кислородно-ацетиленовая сварка | (1 шт.) |
Третий семестр (11 единиц) | ||
СВАР 021 | Продвинутая практика дуговой сварки экранированных металлов | (2 шт. |
СВАРКА 033 | Сварочная мастерская MIG | (2 шт.) |
СВАРКА 035 | Чтение чертежей | (3 шт. |
Четвертый семестр (4 единицы) | ||
СВАРКА 041 | Сварка труб | (2 шт. |
СВАРКА 043 | Практика дуговой сварки сердечником | (2 шт.) |
 )
)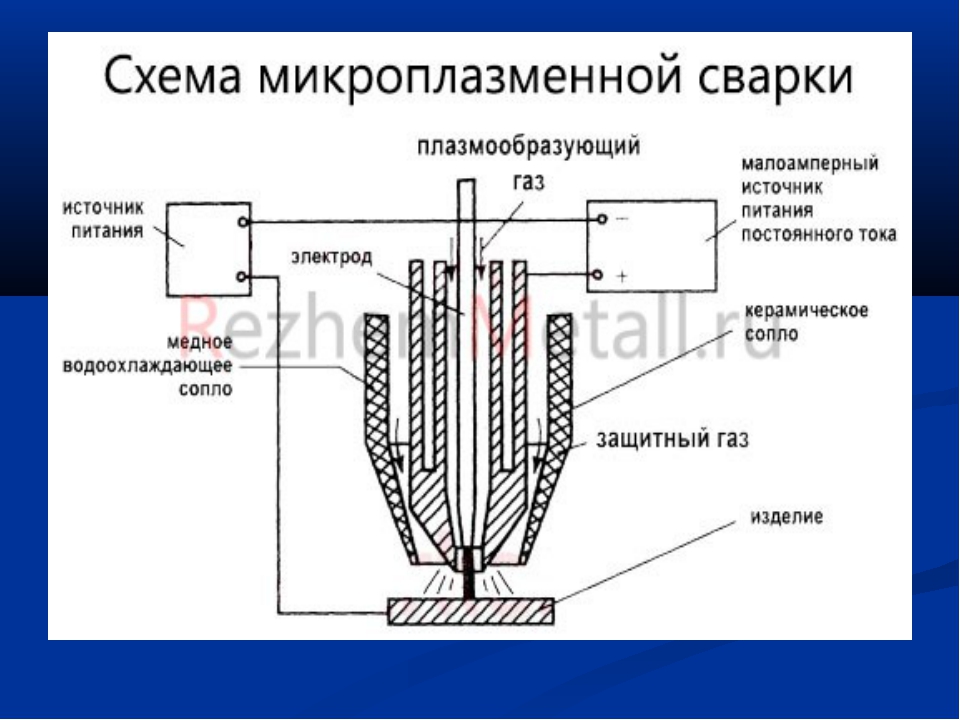 )
)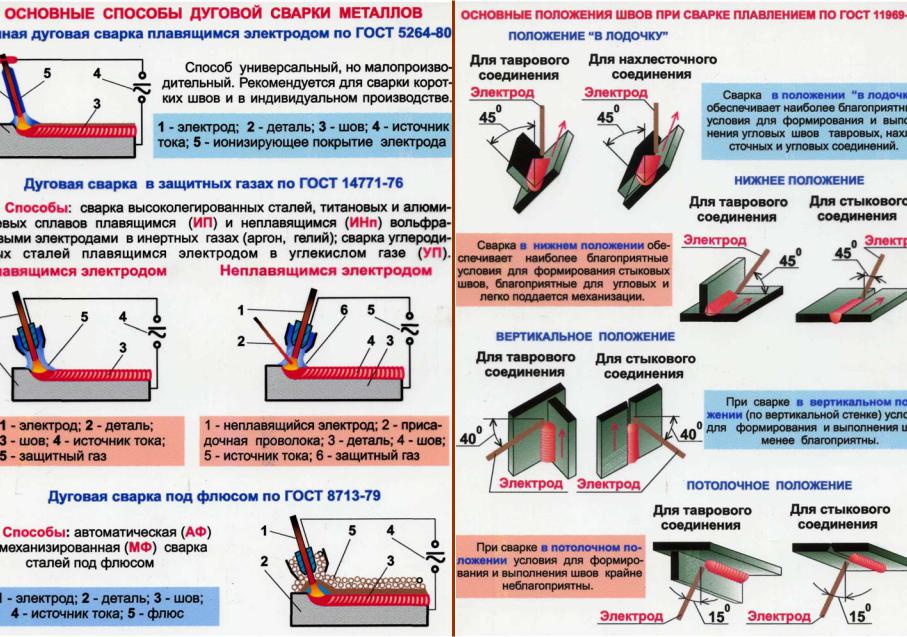 )
) )
) )
) )
)  )
) )
) Информация для вечернего студента : WELD 15 и 16 предлагаются в ночное время в течение летнего семестра, это также предлагается
во второй половине весеннего семестра. WELD 35 Теория предлагается ночью в
Теория Spring и WELD 40 предлагается вечером в осеннем семестре.
WELD 35 Теория предлагается ночью в
Теория Spring и WELD 40 предлагается вечером в осеннем семестре.
Студенты, получившие аттестат успеваемости, могут продолжить свое образование Получил ученую степень в области сварочных технологий .
Сварка — Уровень 2: Средний — Stick / MIG | Персонал
Чему я научусь?
- Теория и методы правильной настройки и безопасной эксплуатации сварочного оборудования.
- Сварка с использованием плавления и присадочного прутка на обычных соединениях, встречающихся в промышленности.
- Сваривайте во всех положениях углеродистую сталь, нержавеющую сталь и алюминий.
- Сваривайте общие стыки во всех положениях сплошной и порошковой проволокой на различных типах материалов.
- Развивайте навыки, необходимые для подгонки и изготовления деталей.
- Теория сварки для более глубокого понимания процесса сварки и устранения неисправностей.
- Основные принципы металлургии, связанные с процессами сварки GTA.
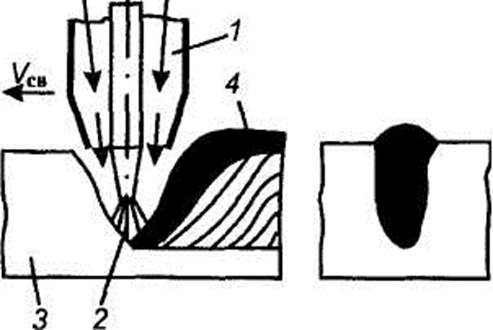

Описание
Сварка играет важную роль в обеспечении безопасности людей и повышении качества нашей жизни. Поскольку эксперты предсказывают, что в ближайшие несколько лет во всем мире возникнет нехватка квалифицированных сварщиков, это означает, что возможности безграничны. Расширьте свой текущий набор навыков с помощью этого 30-часового тренинга, посвященного сварке палкой (SMAW) и MIG / подачей проволоки (GMAW).
Этот курс разработан как промежуточный курс по GMAW, FCAW и GTAW. Студенты изучат теорию сварки во время прохождения прикладной подготовки по сварке швов в различных положениях на различных материалах, таких как углеродистая сталь, нержавеющая сталь и алюминий. Студенты сосредоточатся на производственной сварке с конечной целью подготовки рабочего места.
Студенты сосредоточатся на производственной сварке с конечной целью подготовки рабочего места.
В пешей доступности с:
- Обучение, которое будет включать практическую демонстрацию правильных процессов сварки
- Сертификат об окончании, предоставленный CSI Workforce Development & Training
Кому следует приехать?
Этот курс рекомендуется всем людям, которые всегда хотели научиться сварке, хотят изучить другой тип сварки или хотят улучшить свои навыки и способности для работы.
Инструктор Био
Скотт Прайс привносит уникальный талант и набор навыков в команду по развитию и обучению персонала.Скотт является выпускником Wyo-Tech и получил ученую степень в области производства автомобилей, уличных удилищ и шасси. Он имеет лицензию сертифицированного техника ASE с 3-летним опытом работы техническим специалистом в Chevrolet. Скотт имеет 8-летний опыт работы консультантом по обслуживанию, 18 месяцев — менеджером автомастерской и 2 года — менеджером по обслуживанию.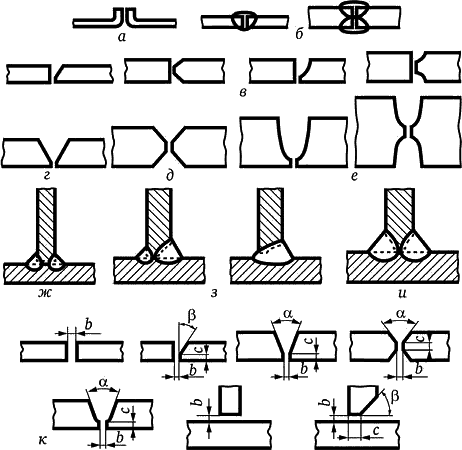 Скотт вырос в Юнион-Сити, штат Калифорния, и любит мотоциклы и автомобили, и это его страсть. Он живет в Твин-Фолле, штат Айдахо, 13 лет и любит приключения на свежем воздухе, такие как кемпинг, походы и все водные виды спорта.
Скотт вырос в Юнион-Сити, штат Калифорния, и любит мотоциклы и автомобили, и это его страсть. Он живет в Твин-Фолле, штат Айдахо, 13 лет и любит приключения на свежем воздухе, такие как кемпинг, походы и все водные виды спорта.
классов по сварке — Общественный колледж округа Делавэр
Программа сертификатов сварщиков
Сварка — чрезвычайно важный аспект в архитектуре зданий, кораблей, мостов и т. Д. По данным Бюро статистики труда США (BLS), возможности для квалифицированных сварщиков огромны.Колледж разработал 225-часовую программу практического обучения, которая включает введение в сварку и обучение кислородно-топливной резке (OFC), SMAW (дуговая сварка в среде защитного металла), GMAW (газовая дуговая сварка металлическим электродом), чтению чертежей и основам изготовления. Эти навыки очень востребованы на современном рабочем месте и подготовят студентов к работе в области сварщика начального уровня. Занятия проходят в кампусе Phoenixville.
Эти навыки очень востребованы на современном рабочем месте и подготовят студентов к работе в области сварщика начального уровня. Занятия проходят в кампусе Phoenixville.
PDS 9827 / Продолжительность: 225 часов
Стоимость: 3 999 долларов США
| CRN 1253 | MTWR 8 февраля — 20 апреля | 7:30 а.м.-13:30 | PHX |
Введение в процессы сварки
Предоставляет слушателям соответствующую теорию газокислородной сварки и резки, дуговой сварки в среде защитного металла и их применения. Также обсуждается правильный выбор источников питания и настроек, сварочных электродов, защитных газов, конфигурации соединений, безопасности и процедур сварки. Этот курс включает в себя лекцию, за которой следует практическое применение или лабораторное упражнение, демонстрирующее представленные темы.
PDS 9799 / Продолжительность: 45 часов
Стоимость: спонсорство 460 долларов США; Без спонсорства: 480 $
| CRN 1471 | MTWR 19 января — 11 февраля | с 8 до 11 часов | Марпл |
| CRN 410 | Понедельник 25 января — 17 мая | 6: 30–21: 30 | Марпл |
| CRN 471 | вторник и четверг 25 мая — 1 июля | 8-11: 45 | Марпл |
| CRN 404 | суббота 5 июня — 31 июля | 8 а. м.-13: 40 м.-13: 40 | Марпл |
Газовая дуговая сварка металла (GMAW-Mig)
Включает настройку и эксплуатацию оборудования GMAW. Теория газовой дуговой сварки применяется к низкоуглеродистой и листовой стали во всех положениях. Предлагает одно- и многофазные сварные швы с использованием электродов (проволоки) различного диаметра. Также охватывает применение теории газовой дуговой сварки к цветным металлам и их сплавам. Рассмотрены различные режимы переноса металла. Включает лекцию с последующим практическим применением.
PDS 9805 / Продолжительность: 45 часов
Стоимость: спонсорство 460 долларов США; Без спонсорства $ 480
| CRN 653 | Понедельник и среда 11 января — 10 марта | 15-18: 15 | Марпл |
| CRN 1927 | среды 20 января — 5 мая | 6: 30–21: 30 | Марпл |
| CRN 1135 | Понедельник и среда 22 марта — 10 мая | 3: 15-6: 15 стр. м. м. | Марпл |
| CRN 405 | среды 26 мая — 11 августа | 18-19: 45 | Марпл |
| CRN 188 | Понедельник и среда 7 июля — 11 августа | с 12 до 16 часов | Марпл |
Газовая дуговая сварка вольфрамом (GTAW-Tig)
Охватывает различные типы вольфрамовых электродов, допуски, цветовые коды, а также обычно используемые сварочные аппараты и полярность.Основное внимание уделяется дуговой сварке вольфрамовым электродом в различных положениях с использованием листов и листов из черных металлов, а также сварочных газов, используемых в процессах GTAW. Включает лекцию с последующим практическим применением.
PDS 9806 / Продолжительность: 45 часов
Стоимость: спонсорство 460 долларов США; Без спонсорства $ 480
| CRN 2715 | вторник 19 января — 4 мая | 15: 15-18: 15 | Марпл |
| CRN 824 | вторник 19 января — 4 мая | 6: 30-9: 30 стр. м. м. | Марпл |
| CRN 348 | вторник 25 мая — 10 августа | 18-19: 45 | Марпл |
Сварочные нормы и спецификации
Этот курс охватывает сварочные нормы и их применение. После успешного завершения этого курса студент должен уметь: Объяснять сварочные коды и их использование. Используйте спецификации сварки. Правильно используйте A.P.I., A.W.S. и A.M.E. коды.
PDS 9828 / Продолжительность: 45 часов
Стоимость: спонсорство 460 долларов США; Без спонсорства $ 480
| CRN 1940 | среды 20 января — 5 мая | 6: 30-9: 30 стр.м. | Марпл |
Дуговая сварка экранированного металла I (SMAW)
Охватывает принципы электродуговой сварки с использованием электродов 6010, 6011, 6012 и 6013 в плоском положении, с правильными углами и методами. Также охватывает влияние настроек тока, длины дуги, углов электродов и манипуляций с электродами на качество сварного соединения. Преподавается сварка в горизонтальном, вертикальном и потолочном положениях. Включает лекционный период с последующим практическим применением.
Преподавается сварка в горизонтальном, вертикальном и потолочном положениях. Включает лекционный период с последующим практическим применением.
PDS 9803 / Продолжительность: 45 часов
Стоимость: спонсорство 460 долларов США; Без спонсорства: 480 $
| CRN 461 | Понедельник и среда 20 января — 10 марта | с 12 до 15 | Марпл |
| CRN 641 | четверг 21 января — 13 мая | 6: 30–21: 30 | Марпл |
| CRN 1655 | MTWR 22 марта — 14 апреля | с 8 до 11 часов | Марпл |
| CRN 2146 | Понедельник и среда 22 марта — 10 мая | 12-3 стр.м | Марпл |
| CRN 184 | Понедельник и среда 24 мая — 30 июня | с 12 до 16 часов | Марпл |
Дуговая сварка экранированного металла II
Этот курс охватывает влияние настроек тока, длины дуги, углов электродов и манипуляций с электродами на качество сварного соединения. Преподавается сварка в горизонтальном, вертикальном и потолочном положениях. После успешного завершения этого курса студенты должны уметь: определять влияние параметров тока на сварку, правильно управлять электродами, выполнять сварку в вертикальном, верхнем и горизонтальном положениях с использованием электродов 6010 и 6011, 6012 и 6013.
Преподавается сварка в горизонтальном, вертикальном и потолочном положениях. После успешного завершения этого курса студенты должны уметь: определять влияние параметров тока на сварку, правильно управлять электродами, выполнять сварку в вертикальном, верхнем и горизонтальном положениях с использованием электродов 6010 и 6011, 6012 и 6013.
PDS 9804 / Продолжительность: 45 часов
Стоимость: спонсорство 460 долларов США; Без спонсорства $ 480
| CRN 2147 | Понедельник и среда 22 марта — 10 мая | полдень — 15:00 | Марпл |
| CRN 1472 | MTWR 19 апреля — 12 мая | с 8 до 11 часов | Марпл |
Введение: кислородно-топливная сварка и резка
Акцент на топливные газы, сварочное и режущее оборудование.Рассмотрены преимущества и недостатки топливных газов; обслуживание кислородно-топливного сварочного агрегата; демонстрирует зажигание, регулировку и тушение газокислородной факелы; и использование газокислородного резака.
PDS 9798 / Длина 45 часов
Стоимость: спонсорство 460 долларов США; Без спонсорства: 480 $
| CRN 2148 | Пятницы 22 января — 14 мая | 6: 30–21: 30 | Марпл |
| CRN 1654 | MTWR 16 февраля — 11 марта | 8-11 а.м. | Марпл |
| CRN 372 | вторник и четверг 6 июля — 12 августа | 8-11: 45 | Марпл |
Распечатка и математика для производителей
Этот курс продемонстрирует, как находить, интерпретировать и использовать сварочные символы, размеры, линии и другую информацию, найденную на рабочих чертежах, чертежах и технической документации. После успешного завершения этого курса повышения квалификации студенты смогут интерпретировать технические чертежи, эскизы и чертежи и выполнять измерения (как в U.S. Традиционная система и Международная система) и выполнить математические расчеты с использованием измерений для выполнения производственных требований. Это базовые навыки, необходимые для работы на начальном уровне в обрабатывающей промышленности.
Это базовые навыки, необходимые для работы на начальном уровне в обрабатывающей промышленности.
PDS 9990 / Продолжительность 45 часов
Стоимость: спонсорство 460 долларов США; Без спонсорства: 480 $
| CRN 1473 | четверг 21 января — 13 мая | 6: 30–21: 30 | Марпл |
Сварка — Общественный колледж Белых гор
Этот курс завершает изучение основных сварочных соединений, начатых в WELD106W.Приведены сварочные символы для всех видов сварки. По завершении студент сможет прочитать […]
Этот комбинированный курс практического применения и теории сварки основан на сертификате Advanced Welding Technology Certificate. В дополнение к тому, что я стал специалистом по сварке труб на всех позициях на широком диапазоне […]
Этот комбинированный курс практического применения и теории сварки основывается на фундаментальных навыках и принципах сварки. Процессы, рассматриваемые в этом курсе, включают газо-вольфрамовую дуговую сварку (GTAW), расширенный режим защищенной сварки […]
Этот курс разработан, чтобы познакомить студентов с тем, что такое плазма, как она работает и как она используется сегодня в промышленности. Он также касается безопасной эксплуатации […]
Он также касается безопасной эксплуатации […]
Студенты познакомятся с различными инструментами, используемыми в сварочном деле. Помимо обучения правильному использованию и применению инструментов, безопасность будет в центре внимания […]
Студенты будут расширять свои знания, подробно освещая предыдущие предметы, а также новые темы, такие как безопасность ленточных пил и труб, основы электротехники […]
Этот курс предназначен для предоставления информации и обучения тому, как выявлять, уменьшать, предотвращать и предотвращать связанные с работой опасности на рабочем месте, а также информацию об их […]
Металлургия — это наука, которая объясняет свойства, поведение и внутреннюю структуру металлов.В этом курсе студенты познакомятся с металлургическими изменениями, которые происходят во время нагрева, резки, […]
Этот комбинированный интенсивный курс практического применения и теории сварки охватывает фундаментальные навыки и принципы сварки для дуговой сварки защищенным металлом (SMAW), газовой дуговой сварки (GMAW), порошковой сваркой […]
Этот курс знакомит с различными линиями, размерами и символами, используемыми в чертежах.