
разновидности, особенности при выборе угольника для сварочных работ
Сварка, как и любой другой процесс создания, занимает немного времени, если сравнивать её с длительностью подготовки. Правильное расположение и закрепление необходимых элементов имеет большое значение, так как от этого зависит качество выполняемой работы. Для облегчения процессов как подготовки, так и самой сварки, были созданы специальные крепления.
Виды креплений
Если конструкция после сборки развалится после малейшей нагрузки — будет обидно, ведь потрачены время и материалы. После такого остаётся только приниматься за работу заново.
Второй вариант плохой подготовки — неправильная сварка. Предположим, что элемент приварился по-другому: поменял своё место при охлаждении металла или изменил форму. Исправить это значительно труднее.
Именно для избегания таких нехороших ситуаций создали специальные приспособления, которые значительно облегчают сварку и подготовку к ней — включаемый магнит для сварщика.
- Установочные. Можно считать базовыми приборами — они помогают правильно наметить и установить нужные элементы.
- Крепёжные приборы. Надёжно зафиксируют элементы в необходимом положении.
- Крепёжно-установочные. Одновременно помогают установить и закрепить детали в нужных положениях.
- Струбцины. Используются при скреплении деталей из металла.
- Зажимы. Всё просто — при деталях небольшого размера проще пользоваться ими, а не другими громоздкими приборами.
- Распорки. Помогают выровнять детали.
Магниты для сварки
Сварочные магниты относят к крепёжно-установочным приборам. Они способны и установить элемент в нужное место, и закрепить его там в необходимом положении. Сильные магниты, использующиеся в этих приборах, помогают в этом и послужили причиной названия.
Плюсы
Монтажный треугольник
- Легко соединить две детали. Причём легко как по времени, так и по усилиям.
- Фиксированные углы. Самыми распространённым углами являются 45, 90 и 135 градусов. Тем не менее на рынке существуют детали с любыми необходимыми углами.
- Меньшие временные затраты. Соединив 2 детали с помощью магнита можно сразу приступить к их сварке, не тратя лишнего времени.
- Небольшие размеры. Из-за простоты конструкции не имеют громоздких деталей и их просто использовать.
- Активатор магнита. Особо продвинутые приборы оснащены выключателем магнитного поля, что позволяет ещё легче их устанавливать или снимать.
- Легко чистить. Разборная конструкция способствует лёгкой очистке магнитов от загрязнения.


Минус
Как и везде, угловые магниты имеют не только плюсы, но и минусы. Основной проблемой является невозможность их применения для некоторых материалов. Например, дерево или металлы, обладающие антимагнитными свойствами.
Разновидности
У магнитов для сварки металлоконструкций есть две основные группы: угольники и универсальные приборы.
Как видно из названия, угольники являются самыми простыми по конструкции, потому они самые популярные на рынке. Легко закрепляют 2 детали под необходимым углом. Угол зависит от формы:
- стреловидная — 45, 90, 135 градусов;
- треугольная — те же значения, что у стреловидных магнитов;
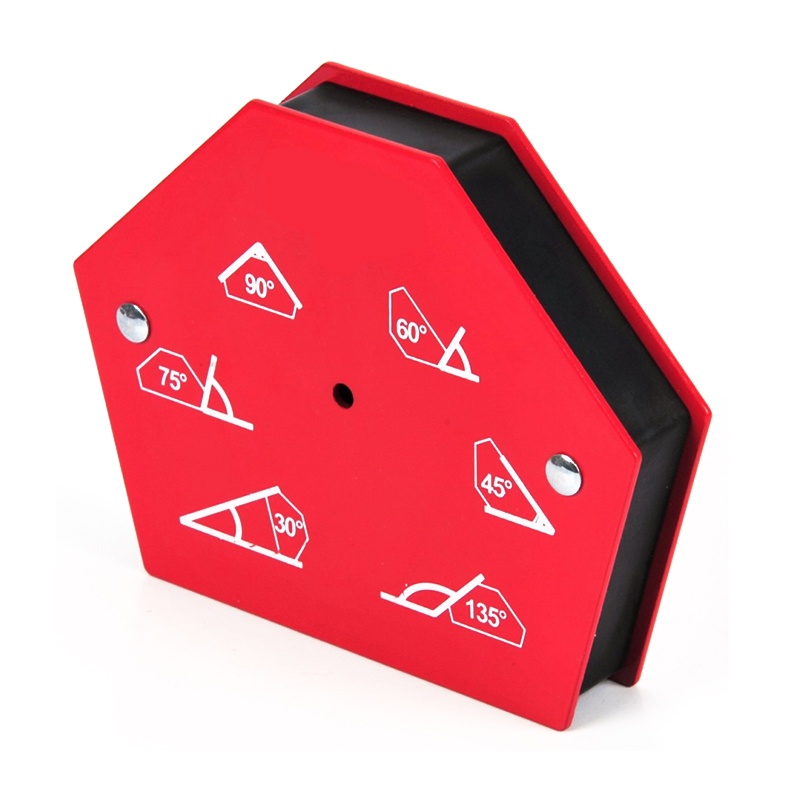
- шестиугольная — к стандартным значениям стреловидных магнитов добавлены углы 30, 60, 75 градусов.

Универсальные приборы могут похвастаться большими возможностями для использования. Магниты и детали для их соединения могут создать любой возможный угол. Соединяющие детали обладают разными формами, поэтому угол соединения выбирается с высокой точностью.
Естественно, что основной плюс универсальных приборов в их большом диапазоне углов и возможности неоднократной перенастройке устройства. При простой конструкции и, соответственно, облегчёнными требованиями к эксплуатации магниты обладают широкими возможностями. Поэтому чаще всего используют именно их, а не струбцины, например.
Особенности при выборе
Как и при покупке любого товара, можно выбрать модель с тем же функционалом и качеством, но более дешёвую, не переплачивая за бренд производителя.
- Почти все модели никак не влияют на сварочную дугу. Тем не менее самые дешёвые приборы могут негативно сказываться на итоговый результат сварки, поэтому лучше избегать приобретения самых дешёвых устройств.
- Мощность магнитного поля. Характеристика проста — чем сильнее поле, тем более тяжёлые элементы оно может удерживать. У самых мощных приборов мощность поля позволяет удерживать объекты по 35 килограмм.
- Количество углов. Тоже простая характеристика — чем их больше, тем больше углов можно выбрать в устройстве. Например, приобретя магнит для сварки под углом 90 градусов, придётся покупать дополнительное устройство, если понадобится иной угол.
- При достаточном бюджете следует приобретать магнит сварочный отключаемый, поскольку возможность манипулировать магнитным полем значительно облегчает манипуляции с устройством.
- Если требуется сваривать сложные конструкции — следует сразу задуматься о приобретении именно универсальных приборов.
В общем, угол магнитный для сварки являются действительно полезным и удобным устройством, с которым очень удобно работать даже в одиночку.
Магнитный держатель для сварки: виды, угольник своими руками
Во время проведения сварочных работ небольших металлических деталей бывает непросто удержать их в неподвижном состоянии. Для фиксации элементов в этом случае сварщику наиболее часто приходится прибегать к применению дополнительных механизмов и приспособлений, чтобы во время сварки детали не смещались.
Применение тисков и струбцин позволяет отлично справляются с этой задачей, но основной недостаток таких изделий заключается в необходимости осуществлять большое количество дополнительных движений для установки детали в статичном положении. А также в невозможности зафиксировать детали под определённым углом.
Магнитный держатель для сварки лишён таких недостатков, поэтому если часто приходится осуществлять сваривание деталей таким образом, то рекомендуется приобрести или изготовить самостоятельно данное устройство.
Виды магнитных держателей для сварки
При выполнении сварочных работ наиболее часто используются магнитные приспособления следующих конструкций.
Угловые: постоянного действия
Преимуществом этой модели угольников является возможность быстрой фиксации свариваемых деталей на 6 положений. Приспособление состоит из 2 пластин с расположенным между ними мощным магнитом.
Если часто приходится выполнять сваривание деталей под различными углами, то рекомендуется приобрести держатель с возможностью регулировки.
Конструкция с фиксированными углами обойдётся значительно дешевле, но приобретать такой девайс следует, когда основная часть сварочных работ представляет собой фиксацию элементов в наиболее часто применяемой позиции.
Видео:
Отключаемые
Отключаемый магнитный держатель для сварки представляет устройство, в котором магнитное поле можно нейтрализовать с помощью поворотного рычага.
Такие устройства стоят в несколько раз дороже обычного угольника, но благодаря функции отключения пользоваться изделием проще и комфортнее.
Также отключаемые модели можно легко очистить от металлической стружки и других мелких деталей.
Смотрите интересное видео, где человека рассказывает про самодельный отключаемый магнит для сварки:
Какой выбрать тип держателя для сварки зависит от многих обстоятельств. Если уголок необходим для частого применения, то рекомендуется приобрести отключаемую модель с усилием на отрыв не менее 20 кг.
Основные критерии выбора
Если магнитный держатель необходим для профессионального использования, то новичку сложно разобраться с моделями на рынке.
Ниже будут приведены основные критерии отбора такого приспособления с учётом многих факторов.
- Приобретение некачественного изделия осложнит выполнение сварочных операций на высоком уровне. Держатели подвергаются высокому температурному воздействию, что может привести к существенному снижению коэффициента намагниченности у плохих изделий. При покупке следует осмотреть изделие на предмет выявления механических повреждений. Даже небольшая выемка или неровность инструмента в месте соприкосновения с фиксируемыми элементами, не позволит выполнить работу под необходимым углом.
- Если часто приходится выполнять сваривание деталей под различными углами, то рекомендуется приобрести регулируемый держатель либо набор из нескольких треугольников.
- Не последним критерием выбора является цена. Стоимость многих моделей китайского производства бывает очень привлекательной, но нередко такие устройства выходят из строя после первого использования.
Видео:
 Обзор от сварщика.» src=»https://www.youtube.com/embed/leV2mDt_SQU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Обзор от сварщика.» src=»https://www.youtube.com/embed/leV2mDt_SQU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Для приобретения качественного магнитного держателя рекомендуется рассматривать продукцию российского и европейского производства.
Самодельный магнитный уголок
Если нет желания или возможности приобрести фиксирующее устройство в магазине, то можно самостоятельно изготовить его из подручных материалов.
Магнитный держатель для сварки своими руками можно изготовить с использованием следующих материалов:
- магнит из мощного динамика;
- стальной лист толщиной 2,5 мм;
- термостойкий клей для металла;
- заклёпки.
Для проведения работ понадобятся следующие инструменты:
Самодельный магнитный держатель для сварочных работ изготавливается в такой последовательности:
- На металлическом листе с применением угольника и какого-либо острого предмета осуществляется разметка треугольной заготовки.
- С помощью болгарки заготовка вырезается строго по намеченным полосам.
- Вырезанная заготовка прикладывается к металлическому листу и снова производится разметка листа.
- Осуществляется вырезание точной копии предыдущей детали.
- Оба треугольника доводятся напильником таким образом, чтобы их боковые плоскости были идеально ровными, а детали являлись абсолютно одинаковыми.
- Треугольники совмещаются друг с другом, зажимаются в тисках и по их углам делаются отверстия диаметром, который равен толщине применяемой заклёпки
- Между двумя треугольниками помещается магнит из динамика, на плоскость которого предварительно наносится клей.
- Угольник размещают таким образом, чтобы отверстия пластин совместились и производят фиксацию их между собой заклёпками.
- Как клей полностью высохнет, изделие можно покрасить в любой цвет специальной термоустойчивой эмалью.
Собранное изделие позволит качественно зафиксировать под определённым углом массу до 3 кг.
Если для проведения сварочных работ требуется более мощный держатель, то можно изготовить устройство по приведённой выше схеме. Только в качестве магнитного материала использовать неодимовые магниты из жёсткого диска компьютера. В этом случае можно получить бесплатное и качественное приспособление повышенной мощности.
При изготовлении самодельной конструкции применение клея и заклёпок является лучшим вариантом. Если применить болтовые соединения, то со временем крепление ослабнет от вибрации и высокой температуры.
Видео:
|
Одношарнирный магнитный регулируемый угольник с отключаемыми магнитами. Одношарнирный магнитный регулируемый угольник — это два магнита соединенных при помощи одного шарнира с болтовым соединением. Магниты могут свободно вращаются вокруг болта и создавать широкий диапазон настройки для сварки под углом. Данная струбцина может быть настроена на любой угол между 30 ° и 275 ° и имеет специальные отметки 45 °, 60 °, 90 °, 120 ° и 180 ° для упрощения настройки. |
|
|
Миниатюрный магнитный регулируемый угольник. Существует небольшое разнообразие регулируемых не отключаемых магнитных угольников с малым весом с диапазоном углов от 25 ° до 280 °. Для упрощения настройки на магнитный угольник нанесены отметки 30 °, 45 °, 60 ° и 90 °. |
|
|
Для регулировки размера угла у магнитных угольников с малым весом необходим гаечный ключ, который обычно входит в комплект при покупке. Ключом нужно открутить гайку на шарнире с болтовым соединением, чтобы магниты могли свободно перемещаться, а затем снова затянуть ее для фиксации приспособления под требуемым углом. |
|
|
Сверхмощный регулируемый магнитный угольник. Данные сверхмощные регулируемые магнитные угольники имеет более ограниченный диапазон регулировки угла по сравнению с двумя предыдущими видами. Это связано с тем, что магниты соединены в двух точках, а не просто скреплены при помощи одного шарнира. Это уменьшает диапазон регулировки угла от 45 ° до 90 °. |
|
|
Наибольший ассортимент моделей представлен у одношарнирного регулируемого магнитного угольника, благодаря широкому диапазону регулировки угла и вместе с этим значительной мощности. |
|
|
Магнитные угольники и струбцины с регулируемым углом Читать далее… |
|

ASME B16.9 Колено, стыковое соединение 90 градусов Производитель
Отвод под приварку встык под 90 градусов, под сварку встык под углом 45 градусов, отвод под 180 градусов Экспортер в Индии
Размеры отвода ANSI B16. 9, под сварку, длинный радиус 90 градусов, ASME B16.9 Длинный радиусный отвод 45 градусов, спецификация 10 Колено 90 градусов
 9, под сварку, длинный радиус 90 градусов, ASME B16.9 Длинный радиусный отвод 45 градусов, спецификация 10 Колено 90 градусов
9, под сварку, длинный радиус 90 градусов, ASME B16.9 Длинный радиусный отвод 45 градусов, спецификация 10 Колено 90 градусов Высококачественная стыковая сварка 180 градусов. Колено, размеры колена 90 градусов, размеры колена с коротким радиусом, цена колена 90 градусов, поставщик колена для стыковой сварки 1 дюйм, Индия.
ДЛИННЫЕ / КОРОТКИЕ КОЛЕНО С РАДИУСОМ — КОЛЕНО 90 °, КОЛЕНО 45 °, КОЛЕНО 180 °, 1D, 2D, 3D, 4D, 5D, 10D, ПОЛЬЗОВАТЕЛЬСКИЕ РАДИУСНЫЕ КОЛЕНО
Поставщик колен с нестандартным радиусом в Индии, колена 3D, колена 5D, бесшовные колена, колена большого диаметра, колено NB 20 дюймов, колено NB 36 дюймов, поставщик колен встык, 100% колена, сваренные рентгеновскими лучами
Marcel Piping является сертифицированной компанией ISO 9001: 2015, и мы считаемся одним из известных производителей и поставщиков отводов с коротким и длинным радиусом под углом 90 градусов, 45 градусов и 180 градусов.Мы предлагаем наши материалы с полной сертификацией и в соответствии с национальными и международными стандартами.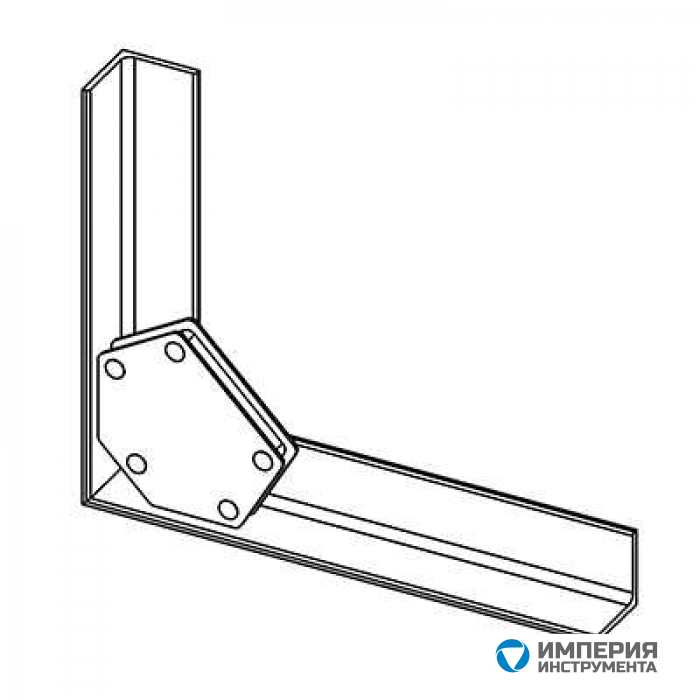 Наш производственный ассортимент включает отводы 1d, отводы 1,5d, отводы 3d и отводы 5d из всех материалов, таких как нержавеющая сталь, углеродистая сталь, легированная сталь и специальные сплавы, такие как монель, инконель, hastealloy, incoloy. Мы также специализируемся на производстве отводов до 48 дюймов с толщиной стенки от 1,5 мм до 40 мм для различных размеров.
Наш производственный ассортимент включает отводы 1d, отводы 1,5d, отводы 3d и отводы 5d из всех материалов, таких как нержавеющая сталь, углеродистая сталь, легированная сталь и специальные сплавы, такие как монель, инконель, hastealloy, incoloy. Мы также специализируемся на производстве отводов до 48 дюймов с толщиной стенки от 1,5 мм до 40 мм для различных размеров.
Колено — это фитинг, который используется в качестве точки соединения между двумя отрезками труб для изменения направления потока в трубе, обычно под углом 90 °, 45 ° или 180 °.Колена также обычно называются отводами и доступны из различных материалов, таких как нержавеющая сталь, углеродистая сталь, легированная сталь, никелевые сплавы, дуплекс и медно-никелевый сплав. Также известные как отводы на 90 °, отводы на 90 ° производятся как SR. Локти (короткий радиус) и локти LR (длинный радиус). Отводы под 45 ° обычно изготавливаются как отводы LR (Long Radius).
Держатель для колена с коротким радиусом 90 °, колена для стыковой сварки 90 градусов, колена для стальной трубы Delaer
Отводы с большим радиусом имеют расстояние от центра до конца, равное 1. В 5 раз больше NPS в дюймах (R = 1,5D), а короткий радиус равен NPS в дюймах (R = 1,0D). = Колена с коротким радиусом обычно используются в ограниченных пространствах, а отводы с большим радиусом — в местах доступен, и поток более критичен. Мы также можем производить и поставлять отводы из углеродистой стали и отводы из нержавеющей стали с нестандартными углами, такими как 60 °, 100 °, 120 ° или 150 °.
Концы могут быть обработаны под стыковую сварку, с резьбой (обычно с внутренней резьбой) или с втулкой и т. Д. Если два конца различаются по размеру, фитинг называется переходным коленом или переходным коленом.
Мы — известный престижный производитель и поставщик высококачественных отводов с длинным радиусом, отводов с коротким радиусом, отводов из нержавеющей стали, дуплексных отводов и отводов из углеродистой стали, а также сборных отводов из нержавеющей стали. Мы поставляем нашу продукцию клиентам в различных отраслях промышленности, включая фармацевтическую, химическую, энергетическую, нефтехимическую, машиностроительную и другие отрасли.
Запас сварного шва, колено под углом 90 градусов, центр колена под углом 45 градусов, формула центра колена под углом 90 градусов, труба с коленом под углом 90 градусов, размеры колена 1D, 1.Размеры колена 5D, размеры колена 3D, размеры колена 5D, определение колена трубы 90 градусов, размеры колена большого радиуса, колено трубы 90 °
ANSI / ASME B16.9 Стыковая сварная труба Стандартная спецификация
| Размеры | ASME / ANSI B16.9, ASME B16.28, MSS-SP-43 |
| Внешний диаметр: | Бесшовные колено (1/2 ″ ~ 24 ″), сварное / сварное / сборное колено (1/2 ″ ~ 48 ″) |
| Угол продукта: | Колена 5 ° — 180 °, колена с длинным радиусом 90 ° и 45 °, возврат с большим радиусом, отводы с коротким радиусом и возврат |
| Толщина стенки: | 3мм — 40мм / СЧ5, СЧ20, СЧ30, СЧ40, СЧ50, СТД, СЧ80, XS, СЧ60, СЧ80, СЧ220, СЧ240, СЧ260, XXS |
| Радиус изгиба: | R = 1D — 10D, 15D, 20D |
| Услуги с добавленной стоимостью: | Горячее цинкование, эпоксидное покрытие и покрытие FBE, электро-полировка, пескоструйная обработка, нарезание резьбы, пайка |
| Производственные классы: | Нержавеющая сталь, легированная сталь, дуплекс, никелевые сплавы, низкотемпературная сталь, углеродистая сталь, медный никель |
Стандарты производства отводов для стыковой сварки
| ASME: | ANSI B16. 9, ANSI B16.28, MSS-SP-43 9, ANSI B16.28, MSS-SP-43 |
| DIN: | DIN2605, DIN2615, DIN2616, DIN2617, DIN28011 |
| EN: | EN10253-1, EN10253-2 |
| ASTM A403 — ASME SA403 | Стандартные технические условия на фитинги из кованой аустенитной нержавеющей стали |
| ASME B16.9 | Заводские кованые фитинги для стыковой сварки |
| ASME B16.25 | Концы для стыковой сварки |
| ASME B16.28 | Отводы из кованой стали с коротким радиусом и возврат для стыковой сварки |
| ПСС СП-43 | Кованые и сборные фитинги для стыковой сварки при низком давлении, устойчивые к коррозии |
Материал колена для стыковой сварки марок
| Нержавеющая сталь | ASTM A403 WP Gr. 304, 304H, 309, 310, 316, 316L, 317L, 321, 347, 904L 304, 304H, 309, 310, 316, 316L, 317L, 321, 347, 904L |
| Углеродистая сталь | ASTM A 234 WPB, WPBW, WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 и WPHY 70. |
| Низкотемпературная углеродистая сталь | ASTM A420 WPL3, A420 WPL6 |
| Легированная сталь | ASTM / ASME A / SA 234 Gr. WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 91 |
| Дуплексная сталь | ASTM A 815, ASME SA 815 UNS NO S31803, S32205. Werkstoff № 1.4462 |
| Никелевый сплав | ASTM / ASME SB 336 UNS 2200 (НИКЕЛЬ 200), UNS 2201 (НИКЕЛЬ 201), UNS 4400 (MONEL 400), UNS 8020 (СПЛАВ 20/20 CB 3, UNS 8825 ИНКОНЕЛЬ (825), UNS 6600 (ИНКОНЕЛ 600) , UNS 6601 (INCONEL 601), UNS 6625 (INCONEL 625), UNS 10276 (HASTELLOY C 276) |
ANSI / ASME B16.9 РАЗМЕРЫ КОЛЕНО
ASME B16. 9 Радиус колена, таблица размеров колена 90 градусов, размеры колена 45 градусов
 9 Радиус колена, таблица размеров колена 90 градусов, размеры колена 45 градусов
9 Радиус колена, таблица размеров колена 90 градусов, размеры колена 45 градусов Рисунок локтя под углом 90 градусов, рисунок локтя под углом 45 градусов
| NPS | Н.Д. D | 90 градусов Длинный радиус От центра до конца A | 45 градусов Длинный радиус От центра до конца B | 90 градусов 3D От центра до конца A | 45 градусов 3D От центра до конца B |
| 1/2 | 21.3 | 38 | 16 | – | – |
| 3/4 | 26,7 | 38 | 19 | 57 | 24 |
| 1 | 33,4 | 38 | 22 | 76 | 31 |
| 1¼ | 42,2 | 48 | 25 | 95 | 39 |
| 1½ | 48. 3 3 | 57 | 29 | 114 | 47 |
| 2 | 60,3 | 76 | 35 | 152 | 63 |
| 2½ | 73 | 95 | 44 | 190 | 79 |
| 3 | 88,9 | 114 | 51 | 229 | 95 |
| 3½ | 101.6 | 133 | 57 | 267 | 111 |
| 4 | 114,3 | 152 | 64 | 305 | 127 |
| 5 | 141,3 | 190 | 79 | 381 | 157 |
| 6 | 168. 3 3 | 229 | 95 | 457 | 189 |
| 8 | 219,1 | 305 | 127 | 610 | 252 |
| 10 | 273 | 381 | 159 | 762 | 316 |
| 12 | 323.8 | 457 | 190 | 914 | 378 |
| 14 | 355,6 | 533 | 222 | 1067 | 441 |
| 16 | 406,4 | 610 | 254 | 1219 | 505 |
| 18 | 457 | 686 | 286 | 1372 | 568 |
| 20 | 508 | 762 | 318 | 1524 | 632 |
| 22 | 559 | 838 | 343 | 1676 | 694 |
| 24 | 610 | 914 | 381 | 1829 | 757 |
| 26 | 660 | 991 | 406 | 1981 | 821 |
| 28 | 711 | 1067 | 438 | 2134 | 883 |
| 30 | 762 | 1143 | 470 | 2286 | 964 |
| 32 | 813 | 1219 | 502 | 2438 | 1010 |
| 34 | 864 | 1295 | 533 | 2591 | 1073 |
| 36 | 914 | 1372 | 565 | 2743 | 1135 |
| 38 | 965 | 1448 | 600 | 2896 | 1200 |
| 40 | 1016 | 1524 | 632 | 3048 | 1264 |
| 42 | 1067 | 1600 | 660 | 3200 | 1326 |
| 44 | 1118 | 1676 | 695 | 3353 | 1389 |
| 46 | 1168 | 1753 | 727 | 3505 | 1453 |
| 48 | 1219 | 1829 | 759 | 3658 | 1516 |
| NPS | О. Д. Д. Д | Под сварку встык 90 градусов Длинный радиус По всей длине A | Под сварку встык 45 градусов Длинный радиус По всей длине B | Под сварку встык 90 градусов 3D Между концом A | Под сварку встык 45 градусов 3D Между концом B |
Размеры указаны в миллиметрах, если не указано иное.Толщина стенки ( т, ) оговаривается заказчиком.
Размеры длинного радиуса отвода 90 градусов
| КОЛЕНО С ДЛИННЫМ РАДИУСОМ 90 ГРАДУСОВ (R = 1,5 ND) Размеры ANSI B 16.9 | ||||||
| дюймы | ND | мм | От центра к центру | Радиус | От центра до конца | Обратно к лицу |
| D | О | А | В | К | ||
| 1/2 | 15 | 21,34 | 76,20 | 38,10 | 15,87 | 47,62 |
| 3/4 | 20 | 26,67 | 57,15 | 28,57 | 11,11 | 42,86 |
| 1 | 25 | 33,40 | 76,20 | 38,10 | 22,22 | 55,56 |
| 1 1/4 | 32 | 42,16 | 95,25 | 47,60 | 25,40 | 69,85 |
| 1 1/2 | 40 | 48,26 | 114,30 | 57,15 | 28,57 | 82,55 |
| 2 | 50 | 60,32 | 152,40 | 76,20 | 34,92 | 106,40 |
| 2 1/2 | 65 | 73,02 | 190,50 | 95,25 | 44,45 | 131,80 |
| 3 | 80 | 88,90 | 228,60 | 114,30 | 50,80 | 158,75 |
| 3 1/2 | 90 | 101,60 | 266,70 | 133,35 | 57,15 | 184,15 |
| 4 | 100 | 114,30 | 304,80 | 152,40 | 63,50 | 209,55 |
| 5 | 125 | 141,30 | 381,00 | 190,50 | 79,38 | 261,90 |
| 6 | 150 | 168,27 | 457,20 | 228,60 | 95,25 | 312,70 |
| 8 | 200 | 219,07 | 609,60 | 304,80 | 127,00 | 414,30 |
| 10 | 250 | 273,05 | 762,00 | 381,00 | 158,75 | 517,50 |
| 12 | 300 | 323,85 | 914,40 | 457,20 | 190,50 | 619,10 |
| 14 | 350 | 355,60 | 1066,80 | 533,40 | 222,25 | 711,20 |
| 16 | 400 | 406,40 | 1219,20 | 609,60 | 254,00 | 812,80 |
| 18 | 450 | 457,20 | 1371,60 | 685,80 | 285,74 | 914,40 |
| 20 | 500 | 508,00 | 1524,00 | 762,00 | 317,50 | 1016,00 |
| 22 | 550 | 558,80 | 1676,40 | 838,20 | 342,90 | 1117,60 |
| 24 | 600 | 609,60 | 1828,80 | 914,40 | 381,00 | 1219,20 |
| 28 | 700 | 711,20 | 2133,60 | 1066,80 | 1422,40 | |
| Размеры в мм. | ||||||
 9″ align=»center»> 441,90
9″ align=»center»> 441,90Размеры отводов под сварку встык ASME B16.9, короткий радиус 90 °
| NPS | О. Д. D | От центра до конца A |
| 1 | 33,4 | 25 |
| 1¼ | 42,2 | 32 |
| 1½ | 48,3 | 38 |
| 2 | 60.3 | 51 |
| 2½ | 73 | 64 |
| 3 | 88,9 | 76 |
| 3½ | 101,6 | 89 |
| 4 | 114,3 | 102 |
| 5 | 141,3 | 127 |
| 6 | 168,3 | 152 |
| 8 | 219.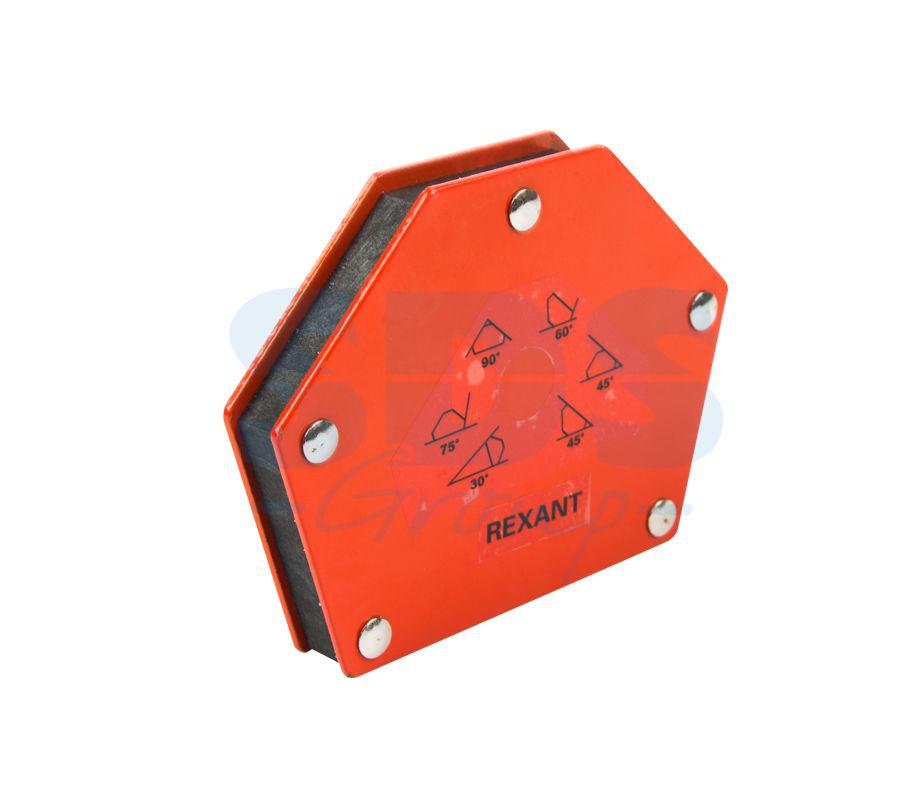 1 1 | 203 |
| 10 | 273 | 254 |
| 12 | 323,8 | 305 |
| 14 | 355,6 | 356 |
| 16 | 406,4 | 406 |
| 18 | 457 | 457 |
| 20 | 508 | 508 |
| 22 | 559 | 559 |
| 24 | 610 | 610 |
Размеры указаны в миллиметрах, если не указано иное. Толщина стенки ( т, ) оговаривается заказчиком.
Толщина стенки ( т, ) оговаривается заказчиком.
ASME B16.9 Размеры колена 180 градусов — LR и SR
Размеры отвода с длинным радиусом 180 градусов, с коротким радиусом отвода 180 градусов
| NPS | О. Д. D | 180 градусов длинный рад | 180 градусов короткий рад | ||
| От центра до От центра O | Назад к Лицевая сторона K | от центра до центра O | Вернуться к Лицевая сторона K | ||
| 1/2 | 21.3 | 76 | 48 | … | … |
| 3/4 | 26,7 | 76 | 51 | … | … |
| 1 | 33,4 | 76 | 56 | 51 | 41 |
| 1,1 / 4 | 42,2 | 95 | 70 | 64 | 52 |
| 1. 1/2 | 48,3 | 114 | 83 | 76 | 62 |
| 2 | 60,3 | 152 | 106 | 102 | 81 |
| 2,1 / 2 | 73 | 190 | 132 | 127 | 100 |
| 3 | 88,9 | 229 | 159 | 152 | 121 |
| 3.1/2 | 101,6 | 267 | 184 | 178 | 140 |
| 4 | 114,3 | 305 | 210 | 203 | 159 |
| 5 | 141,3 | 381 | 262 | 254 | 197 |
| 6 | 168,3 | 457 | 313 | 305 | 237 |
| 8 | 219.1 | 610 | 414 | 406 | 313 |
| 10 | 273 | 762 | 518 | 508 | 391 |
| 12 | 323,8 | 914 | 619 | 610 | 467 |
| 14 | 355,6 | 1067 | 711 | 711 | 533 |
| 16 | 406.4 | 1219 | 813 | 813 | 610 |
| 18 | 457 | 1372 | 914 | 914 | 686 |
| 20 | 508 | 1524 | 1016 | 1016 | 762 |
| 22 | 559 | 1676 | 1118 | 1118 | 838 |
| 24 | 610 | 1829 | 1219 | 1219 | 914 |
| NPS | О.Д. Д | 180 градусов длинный рад | 180 градусов короткий рад | ||
| От центра до От центра O | Вернуться к Лицевая сторона K | от центра до центра O | Вернуться к Лицевая сторона K | ||
Размеры указаны в миллиметрах, если не указано иное. Толщина стенки (t) должна быть указана заказчиком.
РАЗМЕРНЫЕ ДОПУСКИ ДЛЯ СОЕДИНЕНИЙ ASME B16.9 — КОЛЕНЬ 90 ГРАДУСОВ, КОЛЕНО 45 ГРАДУСОВ, КОЛЕНО 180 ГРАДУСОВ — LR и 3D
| РАЗМЕРНЫЕ ДОПУСКИ — КОЛЕНА | |||||||
| Для всех фитингов | Колено 90/45 град | 180 ° Возврат | |||||
| Номинальный размер трубы (NPS) | Внешний Ø на скосе | Внутренний Ø на конце | Толщина стенки т / т1 | От центра до конца Разм.A-B-C-M | От центра к центру Разм. O | Back to Face Dim. К | Центровка концов U |
| 1/2 a 2 1/2 | 1 | 0,8 | Не | 2 | 7 | 7 | 1 |
| 3 а 3 1/2 | 1 | 1,6 | меньше | 2 | 7 | 7 | 1 |
| 4 | +2 -1 | 1,6 | чем | 2 | 7 | 7 | 1 |
| 5 а 6 | +3 -1 | 1,6 | 87,50% | 2 | 7 | 7 | 1 |
| 8 | 2 | 1,6 | номинала | 2 | 7 | 7 | 1 |
| 10 | + 4-3 | 3,2 | тиканье | 2 | 7 | 7 | 2 |
| 12 а 18 | + 4-3 | 3,2 | 3 | 10 | 7 | 2 | |
| 20 а 24 | +6-5 | 4,8 | 3 | 10 | 7 | 2 | |
| 26 а 30 | +7-5 | 4,8 | 3 | ….. | … .. | … .. | |
| 32 а 48 | +7-5 | 4,8 | 5 | … .. | … .. | … .. | |
| Допуски углов | ||
| без даты | Максимальный угол отклонения | Макс. Вне плоскости |
| Q | -P | |
| 1/2 а 4 | 1 | 2 |
| 5 а 8 | 2 | 4 |
| 10 а 12 | 3 | 5 |
| 14 а 16 | 3 | 7 |
| 18 а 24 | 4 | 10 |
| 26 а 30 | 5 | 10 |
| 32 а 42 | 5 | 13 |
| 44 а 48 | 5 | 20 |
Диаграмма веса колена под 90 градусов, Вес колена под 90 градусов в кг
| ВЕС ФИТИНГОВ КОЛЕНО | ||||||||
| NPS дюймов | КОЛЕНО LR 90 ° | КОЛЕНО SR 90 ° | ||||||
| Sch. 5S | Sch. 10S | Sch. 40S | Sch. 80S | Sch. 5S | Sch. 10S | Sch. 40S | Sch. 80S | |
| 1/2 | 0,05 | 0,06 | 0,08 | 0,10 | 0,03 | 0,04 | 0,05 | 0.07 |
| 3/4 | 0,06 | 0,07 | 0,09 | 0,11 | 0,04 | 0,05 | 0,06 | 0,07 |
| 1 | 0,09 | 0,15 | 0,18 | 0,20 | 0,06 | 0,10 | 0,12 | 0,13 |
| 1 1/4 | 0.13 | 0,20 | 0,25 | 0,35 | 0,09 | 0,13 | 0,17 | 0,12 |
| 1 1/2 | 0,18 | 0,30 | 0,40 | 0,50 | 0,12 | 0,20 | 0,27 | 0,33 |
| 2 | 0,30 | 0.50 | 0,70 | 0,90 | 0,20 | 0,33 | 0,47 | 0,60 |
| 2 1/2 | 0,60 | 0,85 | 1,35 | 1,80 | 0,40 | 0,60 | 0,90 | 1,20 |
| 3 | 0,90 | 1,30 | 2.00 | 2,90 | 0,60 | 0,90 | 1,35 | 1,90 |
| 4 | 1,40 | 2,00 | 4,00 | 5,90 | 0,90 | 1,35 | 2,65 | 3,90 |
| 5 | 2,90 | 3,60 | 6,50 | 9.70 | 1,95 | 2,40 | 4,35 | 6,50 |
| 6 | 4,00 | 5,00 | 10,5 | 16,0 | 2,70 | 3,35 | 7,00 | 10,5 |
| 8 | 7,40 | 10,0 | 21,5 | 33,5 | 4.90 | 6,70 | 14,5 | 22,5 |
| 10 | 13,6 | 16,8 | 38,5 | 52,5 | 9,10 | 11,2 | 25,6 | 35,0 |
| 12 | 23,4 | 27,0 | 59,0 | 79,0 | 15,6 | 18.0 | 39,5 | 53,0 |
| 14 | 29,0 | 35,0 | 70,0 | 94,0 | 19,3 | 23,5 | 47,0 | 63,0 |
| 16 | 41,3 | 47,0 | 95,0 | 125 | 27,5 | 31,5 | 63.5 | 84,0 |
| 18 | 51,8 | 59,0 | 120 | 158 | 34,5 | 39,5 | 80,0 | 105 |
| 20 | 73,0 | 85,0 | 146 | 194 | 49,0 | 57,0 | 98,0 | 129 |
| 24 | 122 | 140 | 210 | 282 | 82.0 | 94,0 | 140 | 188 |
| Вес ориентировочный в кг, плотность 8 кг / дм3 | ||||||||
Формула изготовления колена под 90 градусов, Формула для изготовления колена под 45 градусов
Формула для расчета расстояния от центра до конца таких колен имеет следующий вид:
Длина колена в мм = Tan (Угол колена / 2) X Радиус колена в мм
Где: Для колен с большим радиусом 90 °, расстояние от центра до конца указано в таблицах размеров ASME B16.9 то же самое, что и короткий радиус локтя 90 градусов. Это потому, что Tan (90/2), то есть Tan 45 равен 1.
Обычно нестандартные углы колена от 45 до 90 уменьшаются от стандартного колена 90 градусов. Но для нестандартных углов колена менее 45 градусов колено обычно отрезается от существующего стандартного колена 45 градусов. Размер от центра до конца, указанный в таблицах размеров для колена 45 градусов, необходимо разделить на Tan (22,5), чтобы получить радиус колена для стандартного колена 45 градусов. Затем мы можем использовать приведенную выше формулу, чтобы получить угол локтя для пользовательских градусов.
ASME B16.9 Колено под 90 градусов под сварку встык Доступные типы
| Отвод под сварку встык 90 градусов | Под сварку встык, длинный радиус 90 градусов, колено |
| Колено стальной трубы | Отвод под сварку встык 90 ° с коротким радиусом |
| ASME B16.9 Колено с большим радиусом 90 градусов | График 10 Колено под углом 90 градусов |
| Колено под сварку встык под 45 градусов | Колено под углом 45 °, короткий радиус |
| ANSI B16.9 Отвод под приварку встык под 90 градусов | ASME B16.28 Колено под сварку встык, 90 градусов |
| Сварной отвод 90 градусов | Бесшовные колено 90 ° |
| 45 град. Колено с длинным радиусом | Колено 45 ° высокого качества |
| Колено под 90 градусов под сварку встык | Колено для стыковой сварки, угол 180 ° |
| Стальной отвод 90 градусов | Отвод с удлиненным радиусом для стыковой сварки |
| Отвод под сварку встык | Колено с коротким радиусом |
| Колено со скосом 90 градусов | 90-градусный локоть мужской женский |
| 1/2 колено 90 градусов | 1.5 Колено 90 градусов |
| Отвод под сварку встык 90 градусов | Сварка встык, угол 180 градусов |
Маркировка и упаковка
Отводы под приварку встык упакованы таким образом, чтобы гарантировать отсутствие повреждений во время транспортировки. В случае экспорта стандартная экспортная упаковка выполняется в деревянных ящиках. Все фитинги под сварку встык имеют маркировку марки, номера партии, размера, степени и нашей торговой марки. По специальному запросу мы также можем нанести индивидуальную маркировку на нашу продукцию.
Гарантия качества
В Marcel Piping все отводы под приварку встык проходят строгий контроль на каждом этапе производственного процесса, от закупки исходного материала до отгрузки продукции. Они визуально проверяются на соответствие кодам и стандартам ASTM, ASME, MSS, DIN, EN и JIS. По запросу могут быть вызваны официальные сертифицированные инспекционные агентства, чтобы засвидетельствовать отчеты о материалах, размерах и соответствии качества продукции.
Сертификаты испытаний:
Сертификат испытаний производителясогласно EN 10204/3.1B, Сертификат сырья, 100% отчет о радиографических испытаниях, Отчет о проверке третьей стороной
ASME B16.9 Отводы под 90 градусов, стыковые отводы под 45 градусов, поставляемые в следующие регионы и страны:
| АФРИКА Нигерия Алжир Ангола Танзания Ливия Египет Судан Экваториальная Гвинея Республика Конго Габон СЕВЕРНАЯ АМЕРИКА Мексика США Канада Костааго США Ямайка Дания | БЛИЖНИЙ ВОСТОК АЗИЯ Саудовская Аравия Иран Ирак ОАЭ Катар Бахрейн Оман Кувейт Турция Иордания ЮЖНАЯ АМЕРИКА Аргентина Боливия Бразилия Венесуэла Боливия Бразилия Чили Уругвай | ЕВРОПА Норвегия Германия Франция Италия Великобритания Испания Нидерланды Бельгия Греция Чешская Республика Португалия Венгрия ЮЖНАЯ АФРИКА | АЗИЯ Индия Сингапур Малайзия Индонезия Таиланд Вьетнам Южная Корея |
Колено: компонент для изменения направления
1.0 Введение в локти:
Колена используются для изменения направления в системе трубопроводов.
2,0 Угол колена:
Угол изгиба определяется как угол, на который направление потока отклоняется от его первоначального направления.
Как показано на Рисунке — 1 и 2, поток отклоняется на угол θ от своего первоначального направления, и, следовательно, угол изгиба в этом случае составляет θ .
Угловой угол
Угол колена может быть больше 0, но меньше или равен 90 °.Изменение направления более чем на 90 ° в одной точке нежелательно. Обычно при разводке трубопроводов мы используем колена 45 ° и 90 °.
См. Рис. — 3. Направление трубы изменяется в точке A с помощью колена, и снова направление изменяется в точке G с помощью другого колена.
Чтобы рассчитать угол локтя в точке A, необходимо рассмотреть плоскость, в которой находятся руки локтя. Если бы в точке A не было изменения направления, труба двигалась бы по линии AD, но труба движется по линии AG.Плоскость AFGD содержит линии AD и AG, и отмечен угол изгиба θ, который обозначает угол, на который поток отклоняется от своего первоначального направления.
Учитывая прямоугольный треугольник AGD,
тангенс угла θ = √ (x 2 + z 2 ) / y
Аналогично, угол колена в G определяется по формуле:
тангенс угла θ1 = √ (y 2 + z 2 ) / x
3.0 Радиус колена:
Для плавного изменения направления доступны колена или изгибы разного радиуса.Эти радиусы выражены в виде номинального диаметра трубы в дюймах. Доступны колена двух радиусов,
а. Колено с большим радиусом (радиус = 1,5D)
б. Колено с коротким радиусом (радиус = 1.0D)
, где D — номинальный размер трубы в дюймах.
Для радиусов более 1,5D используются изгибы труб, которые могут быть выполнены с любым радиусом.
Однако чаще всего используются отводы труб 3D и 5D. Обычно в химической, нефтехимической промышленности
и нефтеперерабатывающие заводы широко используются отводы с длинным радиусом.Отводы труб предпочтительны, если падение давления имеет большое значение. По возможности следует избегать использования колен с коротким радиусом из-за резкого изменения направления, вызывающего большой перепад давления.
Радиус колена
4,0 Концевые соединения:
Для присоединения колена / колена к трубе доступны следующие типы концевых соединений .
• Приварной втулкой
• Сварка встык
• Винтовой
• Фланцевое
А.Сварные отводы с втулкой:
• Труба присоединяется к колену, приваренному муфтой, как показано на Рис. — 5, с помощью углового шва.
Отводы приварные с втулкой
• Доступны отводы, приваренные враструб, с номинальным размером до 2 дюймов. Однако в UIL наша практика заключается в использовании этих колен только размером до 11/2 дюйма.
• Размеры отводов, приваренных раструбом, соответствуют ASME B16.11
• Поскольку существует вероятность попадания жидкости между внешним диаметром трубы и внутренним диаметром гнезда, это может вызвать коррозию, называемую щелевой коррозией.Таким образом, следует избегать использования фитингов, сваренных с помощью муфты, в тех случаях, когда коррозия / эрозия вызывает серьезную озабоченность.
• Угловые швы проверяются с помощью жидкого красителя или метода магнитопорошкового контроля. Для проверки прочности этих сварных швов рентгенография невозможна.
• Поскольку соединения, сваренные муфтой, не поддаются рентгенографии, эти фитинги не рекомендуются для использования в критических условиях, работающих с опасными или легковоспламеняющимися жидкостями. Для таких услуг предпочтительны соединения, сваренные встык.
• Фитинги, приваренные внахлест, являются коваными, применяются следующие стандарты на материалы:
ASTM A105 (Кованая углеродистая сталь)
Эти фитинги подходят для сварки всех труб из углеродистой стали.
ASTM A182 (Кованые фитинги из легированной и нержавеющей стали)
В соответствии с ASTM A182 доступны несколько марок в зависимости от химического состава.
Выбор будет зависеть от материала трубы, из которой соединены эти фитинги.Материал фитинга должен иметь такой же химический состав, как и труба.
Некоторые из марок, доступных в соответствии с ASTM A182 и соответствующими спецификациями материалов соединяемых труб, перечислены ниже:
МАТЕРИАЛ ТРУБЫ МАРКАСПЕЦИФИКАЦИЯ
F11: ASTM A335 P11
F22: ASTM A335 P22
F304: ASTM A312 Gr.TP 304
F304L: ASTM A312 TP 304L
F316: ASTM A312 TP 316
F321: ASTM A316 TP321
ASTM A350 (Кованые фитинги из углеродистой и низколегированной стали для работы при низких температурах)
Согласно ASTM A350 доступно несколько марок в зависимости от химического состава и свойств растяжения.
• Фитинги, соответствующие ASME B16.11, обозначаются как фитинги с классом давления 2000, 3000 и 6000 для резьбовых соединений и фитинги с классом давления 3000, 6000 и 9000 для концов, приваренных муфтой.
Это обозначение идентифицирует фитинги по номинальным параметрам, указанным ниже:
(см. Таблицу 2, ASME B 16.11)
Давление | Тип | Труба, использованная в Таблице для расчета рейтинга №/ Обозначение стены |
2000 | Резьбовое | 80 / (XS) |
3000 | Резьбовое | 160 / — |
6000 | Резьбовое | — / XXS |
3000 | Приварка враструб | 80 / (XS) |
6000 | Приварка враструб | 160 / — |
9000 | Приварка враструб | — / XXS |
Вышеуказанное не ограничивает использование труб с более тонкими или более толстыми стенками с фитингами.Однако, когда используется более тонкая труба, ее прочность может определяться, а когда используется более толстая труба, прочность фитинга определяет рейтинг.
B. Отводы, приваренные встык:
• Труба соединяется с коленом, приваренным встык, как показано на рис. 6, с помощью стыкового сварного соединения.
Отводы под сварку встык
• Фитинги, приваренные встык, поставляются со скошенными концами, подходящими для приваривания к трубе. При заказе важно указать график толщины присоединяемых труб. Вся подготовка кромок для стыковой сварки должна соответствовать ASME B16.25.
• Размеры отводов, приваренных встык, соответствуют ASME B16.9. Этот стандарт применим к фитингам под приварку встык из углеродистой и легированной стали от NPS от 1/2 до 48 дюймов
• Размеры фитингов из нержавеющей стали под сварку встык соответствуют MSS-SP-43. Физические размеры фитингов идентичны в соответствии с ASME B16.9 и MSS-SP-43. Подразумевается, что область применения ASME B16.9 касается в первую очередь толщины стенок, которые являются общими для труб из углеродистой и низколегированной стали, тогда как MSS-SP-43 конкретно касается стандартов 5S и 10S для труб из нержавеющей стали.
• Размеры отводов с коротким радиусом соответствуют ASME B16.28 для углеродистой и низколегированной стали и MSS-SP-59 для нержавеющей стали.
• Фитинги, приваренные встык, обычно используются для размеров 2 дюйма и выше. Однако для меньших размеров до
11/2 ”на ответственных линиях, где использование муфт под сварку запрещено, используются отводы труб.
Эти изгибы обычно имеют радиус 5D и выполняются на месте путем холодной гибки трубы.
В качестве альтернативы, отводы, приваренные встык, могут использоваться вместо отводов труб, но обычно линии меньшего диаметра прокладываются в полевых условиях, и невозможно узнать требования на начальной стадии проекта для целей закупок.Поэтому предпочтительны отводы труб. Однако отводы труб занимают больше места, особенно на фармацевтических предприятиях, где большая часть трубопроводов имеет малый диаметр. и компоновка перегружена, предпочтительны отводы, приваренные встык.
• Стыковые сварные соединения могут быть подвергнуты рентгенографии и, следовательно, предпочтительны для всех ответственных работ.
• Стандарты материалов, применимые к фитингам, приваренным встык, следующие:
ASTM A234 :
Настоящая спецификация распространяется на фитинги из деформируемой углеродистой и легированной стали, бесшовные и сварные конструкции.Если в заказе не указана бесшовная или сварная конструкция, они могут быть предоставлены по усмотрению поставщика. Вся арматура сварных конструкций в соответствии с этим стандартом поставляется со 100% рентгенографией. В соответствии с ASTM A234 доступны несколько марок в зависимости от химического состава. Выбор будет зависеть от материала трубы, из которой соединены эти фитинги.
Некоторые из марок, доступных в данной спецификации, и соответствующая спецификация материалов соединяемых труб перечислены ниже:
| МАРКА | СПЕЦИАЛЬНЫЙ МАТЕРИАЛ ТРУБЫ |
| WPB: | ASTM A53 Gr A / B, A106 Gr A / B |
| IS 1239, IS 1978, IS 3589 | |
| WPC: | ASTM A106 Gr.С |
| WP11: | ASTM A335 P11 |
| WP22: | ASTM A335 P22 |
ASTM A403 :
Эта спецификация охватывает два основных класса, WP и CR, сварных и бесшовных фитингов из аустенитной нержавеющей стали.
Фитингикласса WP производятся в соответствии с требованиями ASME B16.9 и ASME B16.28 и подразделяются на три подкласса следующим образом:
WP — S Изготовлено из бесшовного изделия бесшовным способом производства.
WP — W Эти фитинги содержат сварные швы, и все сварные швы, выполненные производителем фитингов, включая начальный сварной шов трубы, если труба была сварена с добавлением присадочного материала, подвергаются рентгенографии. Однако рентгенография начального шва трубы не проводится, если труба была сварена без добавления присадочного материала.
WP-WX Эти фитинги содержат сварные швы, и все сварные швы, сделанные производителем фитинга или производителем исходного материала, подвергаются рентгенографии.
Арматуракласса CR изготавливается в соответствии с требованиями MSS-SP-43 и не требует неразрушающего контроля.
Согласно ASTM A403 доступны несколько марок в зависимости от химического состава.
Выбор будет зависеть от материала трубы, из которой соединены эти фитинги. Некоторые из марок
перечислены ниже:
| МАРКА | СПЕЦИАЛЬНЫЙ МАТЕРИАЛ ТРУБЫ | ||
| WP | 304 | WP 304S: | ASTM A312 TP304 |
| WP304W: | |||
| WP304WX: | |||
| CR | 304 | ||
| WP | 304L | WP304LS: | ASTM A312 TP304L |
| WP304LW: | |||
| WP304LWS: | |||
| CR | 304L | ||
ASTM A420 :
• Настоящая спецификация распространяется на фитинги из деформируемой углеродистой и легированной стали бесшовной и сварной конструкции, предназначенные для использования при низких температурах.Он охватывает четыре класса WPL6, WPL9, WPL3 и WPL8 в зависимости от химического состава. Фитинги WPL6 прошли испытания на ударную нагрузку при температуре — 50 ° C, WPL9 при температуре -75 ° C, WPL3 при температуре -100 ° C и WPL8 при температуре -195 ° C.
• Допустимые значения давления для фитингов могут быть рассчитаны как для прямой бесшовной трубы в соответствии с правилами, установленными в соответствующем разделе ASME B31.3.
• Толщина стенки трубы и тип материала должны соответствовать той, с которой были заказаны для использования фитинги, их идентификационные данные на фитингах вместо маркировки номинального давления.
C. Отводы с резьбой:
• Обычно используются для оцинкованных трубопроводов, где все соединения резьбового типа. Используемая фурнитура также оцинковывается на таких линиях.
• Для оцинкованных резьбовых соединений обычно применяются следующие стандарты.
IS 1239 Часть II
ASTM A105 или ASTM A181 Class 60 кованые и оцинкованные, размеры соответствуют ASME B16.11.
• Обычно мы не используем фитинги, соответствующие стандарту IS 1239, часть II, потому что они не кованы и не растрескиваются при затяжке.Предпочтительны кованые фитинги, размер которых соответствует стандарту ASME B16.11. Информацию о номинальном давлении этих фитингов см. В параграфе о номинальном давлении фитингов, приваренных раструбом.
• Резьбовые соединения выполняются с применением тефлоновой ленты для герметизации.
• Всегда есть вероятность протечки через резьбовые соединения. Этот тип соединений не рекомендуется для опасных жидкостей.
• Иногда для резьбовых соединений выполняется сварка уплотнений, чтобы избежать утечки. Однако резьбовое соединение на приборах не должно быть герметичным.
• Трубная резьба обычно соответствует конусу IS554.
D. Колено с фланцем:
• Обычно отводы с фланцами используются на чугунных трубопроводах. Фланцевые отводы из литой стали с футеровкой в некоторой степени используются для труб с футеровкой, например, из углеродистой стали с футеровкой из ПТФЭ (см. Главу о трубах с футеровкой)
• Для фланцевых колен и других фитингов обычно применяются следующие стандарты:
ASME B16.1 (Чугунные трубные фланцы и фланцевые фитинги; классы 25,125 и 250)
ASME B16.5 (Трубные фланцы и фланцевые фитинги).
• Согласно ASME B16.1, чугунные фитинги доступны в классах 25, 125, 250. В зависимости от условий давления и температуры можно выбрать соответствующий номинал согласно таблице 2 ASME B16.1. Все характеристики зависят от содержащейся жидкости и представляют собой максимальные значения безударного давления при температуре, указанной в таблице.
• Все фланцевые фитинги классов 25 и 125 имеют плоскую поверхность. Все фланцевые фитинги класса 250 снабжены выступом высотой 0,06 дюйма и обработаны в соответствии с MSS-SP-6.
• Минимальные требования к материалам для фланцевых чугунных фитингов должны быть следующими:
Рейтинг | Размер | Класс железа |
25 | Все | ASTM A126 Класс A |
125 | 1 ″ — 12 ″ | ASTM A126 Класс A или B |
125 | 14 ″ и больше | ASTM A126 Класс B |
250 | 1 ″ — 12 ″ | ASTM A126 Класс A или B |
250 | 14 ″ и больше | ASTM A126 Класс B |
Обычно используется эквивалентный IS 210 Gr.220.
E. Угловые отводы:
• Они обычно используются для некритических условий низкого давления и низких температур, имеющих размеры 14 дюймов и выше. Они экономичны по сравнению с локтями большего размера и поэтому предпочтительны.
• Отводы под углом обычно изготавливаются на месте вне трубы путем резки и повторной сварки катушек, как показано на Рис. 7. На рисунке 5 приведены под сварку под сварку по 4 штуки. Изменение направления при каждом сварном шве составляет 22 1/2 °. У нас также может быть четырехкомпонентная угловая резка с тремя сварными швами, при которой изменение направления каждого сварного шва составляет 30 °.Обычно для обеспечения плавного потока предпочтительны 5 частей и 4 под приварку.
• Обычно эффективный радиус углового изгиба, определяемый как кратчайшее расстояние от центральной линии трубы до пересечения плоскостей соседних угловых стыков, составляет 1,5D, где D — номинальный размер трубы в дюймах. Однако при необходимости можно выбрать любой другой радиус.
• Рекомендуется изготавливать угловые отводы, зная длину плеч 1 и 2 до следующего сварного шва (см. Рис. 7).Чтобы избежать двух дополнительных сварных швов.
• Из-за высокого коэффициента усиления напряжения они не рекомендуются на высокотемпературных линиях.
• Номинальное давление-температура для углового изгиба не такое же, как для трубы, и для того, чтобы выдерживать те же условия давления и температуры, что и для трубы, для углового изгиба требуется большая толщина.
Согласно ASME B31.3 (кл. 304.2.3), максимально допустимое внутреннее давление должно быть меньшим значением, рассчитанным по приведенному ниже уравнению:
Эти уравнения неприменимы, если θ превышает 22.5 °
Где
Pm = Максимально допустимое внутреннее давление для углового изгиба.
T = Минимальная толщина стенки трубы под углом.
C = Сумма механических допусков и допусков на коррозию.
R1 = Эффективный радиус изгиба под углом.
r2 = средний радиус трубы при номинальной толщине стенки.
S = допустимое напряжение материала при данной температуре.
E = Фактор качества применительно к трубе, используемой для гибки под углом.
θ = угол среза под углом или 1/2 угла изменения направления на стыке под углом.
Толщина «T», используемая в приведенных выше уравнениях, должна быть на расстоянии не менее «M» от внутренней ластовицы концевых сварных швов под углом, где
M = больше 2,5 (r2 × T) 0,5 или tan θ (R1 — r2).
Обычно дополнительная толщина доступна для труб, используемых для работы с низким давлением, и можно использовать ту же трубу для выполнения угловых изгибов. Однако проверка всегда требуется.
• Угловое смещение 3 ° или меньше не требует рассмотрения конструкции как угловой изгиб.
Производство фитингов для стыковой сварки
Введение в горячее формование
Основные методы горячей обработки: экструзия, волочение, ковка и прокатка. Прокатка — наиболее широко используемый процесс формования, хотя к этому процессу могут применяться некоторые ограничения. Прокатка в основном состоит из трех основных подкатегорий: плоская прокатка, профильная прокатка (со специально разработанными канавками валков) и прокатка труб (включая прошивку). Ковку можно подразделить на ковку, прессование и т. Д.
Ковка может выполняться молотками, механическими прессами и высадочными машинами или методом, известным как валковая ковка. Прессование обычно включает изготовление кованых изделий на гидравлических прессах. Экструзия обычно выполняется в гидравлических прессах, которые пропускают горячую сталь через матрицу. Прокатку производят на различных типах прокатных станов.
Две основные причины для выполнения формовки металла при повышенных температурах (горячая обработка) заключаются в снижении нагрузок при формовании за счет снижения сопротивления стали деформации и в разработке предпочтительных металлургических структур для обеспечения прочности и пластичности готовых изделий.
Выбор наиболее подходящего метода производства продукта будет определяться с учетом его материала, размеров, формы, использования, стандартов и других свойств.
Существует множество способов производства фитингов под сварку встык, несколько примеров приведены ниже.
КОЛЕНО: метод оправки (горячее формование)
Один из самых распространенных способов изготовления отводов из труб. После нагрева сырье проталкивается через матрицу, называемую «оправкой», которая позволяет трубе одновременно расширяться и изгибаться.Подходит для широкого диапазона размеров.
Колена для стыков стальных труб используются на промышленных предприятиях и в основном изготавливаются путем гибки на горячей оправке из сырья прямой стальной трубы. Колена обычно изготавливаются при повышенной температуре путем одновременного толкания, расширения и изгиба труб с использованием внутреннего инструмента — оправки. Характеристики изгиба оправки сильно зависят от формы и размеров оправки.
Отводы, изготовленные с использованием горячего изгиба на оправке, имеют преимущества небольшого отклонения толщины и меньшего радиуса изгиба по сравнению с любым другим методом гибки.
Ссылки:
Benkan Japan KK
G. Дитер: Механическая металлургия, 2-е изд.
Производство, обработка и обработка стали.
Курт Ланге: Справочник по формованию металлов. SME.
Колена и отводы — Продукция / Колена
Мы храним бесшовные отводы по DIN 2605, часть 1, тип 3 (R ~ 1,5xD), 90 °, из стали St35.8 / I, начиная с внешнего диаметра 21,30 мм x 2,0 мм толщиной стенки и выше до 609,60 x 12,50 мм.
Как специалисты, в дополнение к стандартным размерам мы также предлагаем нестандартные размеры инвентаря, такие как 48.30 x 10,00 мм, 76,10 x 12,50 мм, 88,90 x 12,50 и 114,30 x 14,20 мм. В частности, для обслуживания и ремонта мы дополнительно храним старые размеры согласно DIN этого типа, например, 57,00 x 6,30 мм, 108,00 x 8,00 мм, 133,00 x 10,00 мм, 193,70 x 8,80 мм, 244,50 x 6,30 мм и 419,00 x 10,00 мм. Мы храним отводы сварные из стали St37.0 / S235 с нормальной толщиной стенки от 33,70 x 2,60 мм до 168,30 x 4,50 мм. Кроме того, мы также можем предложить полный перечень сварных колен 2-го ряда тип 3 с толщиной стенки 219.От 10 x 4,50 мм до 914,00 x 10,00 мм.
С самого начала мы сосредоточились на отводах с коротким радиусом в соответствии с DIN 2605 часть 1 тип 2 (R ~ 1xD) 90 °. Само собой разумеется, что мы предлагаем полный и частично сварной диапазон от 21,30 x 2,00 мм до 60,30 x 4,50 мм, 76,10 x 4,50 мм, 139,70 x 12,50 мм, 159,00 x 4,50 мм, 323,90 x 5,60 мм и 355,60 x 8,00 мм до 813,00 x 8,00 мм.
Опционально мы также можем поставить отводы DIN типа 5 (R ~ 2,5xD) со своего склада. Доступные размеры с нормальной толщиной стенки от 21.От 30 x 2,00 мм до 273,00 x 6,30 мм.
Помимо вышеупомянутой складской программы, мы постоянно поставляем отводы по DIN 2605 часть 2 со 100% коэффициентом использования, обработанные отводы со специальными углами и адаптированными присоединительными размерами. Наши контакты с известными производителями позволяют нам гарантировать производство больших партий или стандартных отводов особых размеров в соответствии с вашим графиком по заводским ценам. Обзор доступных материалов приведен здесь …
Совет: узнайте о наших ценах и сроках поставки для ваших требований к коленам из нержавеющей стали, в частности, для бесшовных изделий типа 2, 3 и 5!
КОЛЕНО.- Скачать PDF
РУКОВОДСТВО ПО ПРИМЕНЕНИЮ ПОЖАРНОГО ДЕМПФЕРА
ПОЖАРНЫЕ И ПОТОЛОЧНЫЕ РАДИАЦИОННЫЕ ЗАСЛОНКИ РУКОВОДСТВО ПО ПРИМЕНЕНИЮ ПОЖАРНОГО ДЕМПФЕРА Используйте это руководство по применению, чтобы определить, какой тип противопожарного клапана лучше всего подходит для данной области применения.Ниже перечислены десять Metal-Fab fire
. ПодробнееСодержание и номенклатура
Змеевики DX Состав и номенклатура Номенклатура … 1 Типы змеевиков испарителя EN … 2 EF … 2 ER … 2 EJ … 3 EK … 3 Конструкционные соединения испарителя … 4 Трубки … 4 Коллекторы … 5 Трубные опоры … 5 Катушка
ПодробнееВоздушные системы: конструкция воздуховода
BBSE3006: Кондиционирование и охлаждение II http: // www.hku.hk/bse/bbse3006/ Воздушные системы: конструкция воздуховодов Д-р Сэм К. М. Хуэй, факультет машиностроения, Гонконгский университет E-mail:
ПодробнееЭФФЕКТИВНАЯ КОНСТРУКЦИЯ СИСТЕМЫ КАНАЛОВ
КАНАЛ АКУСТИЧЕСКИЙ ЭФФЕКТИВНЫЙ КОНСТРУКЦИЯ СИСТЕМЫ КАНАЛОВ ПОЧЕМУ СПИРАЛЬНЫЙ КАНАЛ ДОЛЖЕН БЫТЬ ВАШИМ ПЕРВЫМ ВЫБОРОМ 2 Эстетично и проще в установке Низкая утечка воздуха Низкое падение давления Низкое распределение воздуха
ПодробнееПротивопожарная пленка для воздуховодов 15A
3 Противопожарная обертка для воздуховодов 15A Коммерческая система противопожарной защиты для воздуховодов для консистентной смазки для кухни Данные о продукте и инструкции по установке Соответствие изданию 1998 г. Соответствует международным механическим нормам Соответствует
ПодробнееМЕХАНИЧЕСКИЙ МАТЕРИАЛ ДЛЯ ИССЛЕДОВАНИЯ
МЕХАНИЧЕСКИЙ МАТЕРИАЛ F ИЗУЧЕНИЕ МЕХАНИЧЕСКОГО БИЗНЕСА И ЗАКОНОДАТЕЛЬСТВА: (Чтобы получить лицензию подрядчика, вы должны сдать экзамен конкретного подрядчика и экзамен по механическому бизнесу и праву) Oklahoma Mechanical Licensing
ПодробнееКОМПАНИЯ ПО ПРОДУКЦИИ КОНДИЦИОНИРОВАНИЯ
Качественные продукты Фиксированные жалюзи ПРОДУКЦИЯ ДЛЯ КОНДИЦИОНИРОВАНИЯ ВОЗДУХА КОМПАНИЯ все Затвор Противоточная заслонка Потолочная заслонка Моторизованная заслонка Неподвижная заслонка Ga le заслонка Дренажная заслонка Приточная заслонка Заслонка из стекловолокна
ПодробнееИНДИЙСКИЕ СТАНДАРТЫ (BIS) НА СВАРКУ
** IS 82: 957 Глоссарий терминов, относящихся к сварке и резке металлов, сентябрь 2008 г. 2 IS 83: 986 Схема обозначений для сварки (пересмотренная), сентябрь 2008 г. 3 IS 84: 2004 Электроды с покрытием для ручной дуговой сварки металлическим электродом
ПодробнееИнструменты для гибки металла, писцы и шили
Metal Bending Tools, Scribes & Awls 35 Справочник инструментов malco лучшие идеи для реального мира.Ручные закаточные машинки Цинковые губки для литья под давлением Не для использования со стальными челюстями для литья под давлением Цинковые губки Не для использования со стальными поворотами Easy Folding
ПодробнееСправочник представителя Lindab
Справочник представителя Lindab Содержание УВЕДОМЛЕНИЕ! … 3 Изменения … 4 Навигация по Lindab … 5 Lindab Lingo … 6 Список контактов … 7 История Lindab … 8 Концепция Lindab … 8 Маркетинг и продажи
Подробнее1.2 Хладагентное оборудование. Генеральная
Часть 1 Общие положения 1.1 Резюме.1 Если не указано иное, при определении работ по отоплению, вентиляции и кондиционированию воздуха (HVAC) следуйте приведенным ниже стандартам. Эти стандарты не предназначены для ограничения или
ПодробнееНет никаких преимуществ. время простоя
РАСШИРЕННЫЕ И ПЕРФОРИРОВАННЫЕ Данные и спецификации 30 Аналогичен типу 302 с превосходными механическими свойствами, устойчивостью ко многим коррозионным агентам.Полезно там, где важны санитария и чистота.
ПодробнееРУКОВОДСТВО ПО ДИЗАЙНУ ЛИСТОВОГО МЕТАЛЛА
РУКОВОДСТВО ПО ДИЗАЙНУ ЛИСТОВОГО МЕТАЛЛА Основы формовки. 2 Критические размеры Тиснения и смещения Радиус изгиба Рельеф изгиба Формирование возле отверстий Отношение высоты формы к толщине Искажение кромки Лазерная резка 5 Допуски
Подробнее4 Требования к установке
4 Требования к установке 9 4.1 Ссылка на код Для определения того, какой закон, постановление или кодекс должен применяться при использовании гибкого воздуховода, следует указать компетентный орган. Воздуховоды в соответствии с
ПодробнееHVAC — Как определить размеры и проектировать воздуховоды
HVAC — Курс определения размеров и проектирования воздуховодов №: M06-032 Кредит: 6 PDH A. Bhatia Continuing Education and Development, Inc. 9 Greyridge Farm Court Stony Point, NY 10980 P: (877) 322-5800 F: (877) 322-4774
ПодробнееБуклет по расчету выхлопных газов
Буклет по расчету выхлопных газов American Dryer Corporation 88 Currant Road Fall River MA 02720-4781 Телефон: (508) 678-9000 / факс: (508) 678-9447 электронная почта: techsupport @ amdry.com ADC Деталь No. 450450 Выхлоп
ПодробнееШум в классе
ЖУРНАЛ ASHRAE Copyright 2000, Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха, Inc. Эта публикация опубликована с разрешения ASHRAE Journal. Эту статью нельзя копировать или распространять
ПодробнееПОЛОЖЕНИЕ ОПИСАНИЕ
НАЗВАНИЕ: Техническое обслуживание II — HVAC ОТЧЕТЫ: ОТДЕЛ: КЛАССИФИКАЦИЯ зданий и территорий: Директор Отдела переговоров по зданиям и территориям I.Цели подотчетности: в первую очередь
ПодробнееОБЩИЕ ПРИНЦИПЫ РЕЗИНОВОЙ ФУТБОЛКИ
ОБЩИЕ ПРИНЦИПЫ ФУТБОЛКИ ИЗ РЕЗИНЫ I. ТРЕБОВАНИЯ К МЕТАЛЛУ Металл, который должен быть облицован, должен соответствовать требованиям, указанным в разделе 8 «Изготовление металла» и разделе 12 «Процедуры взрывных работ и цементирования». Поверхность
ПодробнееОСНОВНОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРОЧНОЙ И РЕЗКИ
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ ОСНОВНОЕ ОБОРУДОВАНИЕ НАБОР ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ НАБОР ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ MARIGASES — это высококачественный набор, содержащий все инструменты и компоненты
ПодробнееWelding Journal: Публикации: Американское общество сварки
Сварочный журнал
Авторитет в производстве металлов более 90 лет
Журнал по сварке постоянно публикуется с 1922 года — это не имеющая аналогов ссылка на все вопросы и достижения, касающиеся производства и строительства металлов.
Ежемесячно журнал Welding Journal публикует новости отрасли сварки и металлообработки. Будьте в курсе последних продуктов, тенденций, технологий и событий с помощью подробных статей, полноцветных фотографий и иллюстраций, а также своевременных советов по экономии средств. Также представлены статьи и дополнения о связанных с ними мероприятиях, таких как испытания и осмотр, техническое обслуживание и ремонт, дизайн, обучение, личная безопасность, пайка и пайка.
Журнал Welding Journal получил более 60 наград в области редактирования и дизайна, включая многочисленные награды Charlie Awards от Florida Magazine Association (FMA) и Tabbie Awards от Trade Association Business Publications International (TABPI).
Получите Welding Journal
Станьте участником AWS сегодня и получайте Welding Journal , который автоматически доставляется вам каждый месяц! Также доступны годовые подписки.