
Ремонт камер методом холодной вулканизации
Соглашение о конфиденциальности персональной информации
Во исполнение требований Федерального закона от 27.07.2006 г. № 152-ФЗ «О персональных данных» (с изменениями и дополнениями), Федерального закона от 13.03.2006 N 38-ФЗ «О рекламе» с изменениями и дополнениями), настоящее соглашение о конфиденциальности персональной информации (далее – Соглашение), заключается между компанией ООО «НПФ Дюкон» (официальным дилером оборудования материалов для шиномонтажа Tech), ее обособленными подразделениями (далее – Компания) и любым пользователем сайта Компании www.tech-russia.ru (далее – Сайт). Соглашение действует в отношении всей информации, которую Компания может получить о пользователе во время использования им Сайта.
1. Персональная информация пользователей, которую получает Компания
1.1. В рамках настоящего Соглашения под «персональной информацией пользователя» понимаются:
1.1.1. Персональная информация, которую пользователь предоставляет о себе самостоятельно при регистрации и/или оставлении заявки на получение предложения и/или подписании на получение рекламной информации путем заполнения веб-формы на Сайте Компании и его поддоменов, направляемой (заполненной) с использованием Сайта. Обязательная для заполнения информация помечена специальным образом. Иная информация предоставляется пользователем на его усмотрение.
Обязательная для заполнения информация помечена специальным образом. Иная информация предоставляется пользователем на его усмотрение.
1.1.2. Данные, которые автоматически передаются счетчикам на Сайте в процессе его использования, в том числе IP-адрес, информация из cookies, информация о браузере пользователя (или иной программе, с помощью которой осуществляется доступ к Сайту), время доступа, адрес запрашиваемой страницы.
1.2. При заполнении форм на Сайте пользователь предоставляет следующую персональную информацию: фамилию, имя, номер мобильного телефона, адрес электронной почты, город проживания. Компания исходит из того, что пользователь предоставляет достоверную и достаточную персональную информацию по вопросам, предлагаемым в формах. Ответственность за правильность и достоверность вводимых персональных данных Пользователь несет самостоятельно.
1.3. Предоставление пользователем своих персональных данных означает безоговорочное согласие пользователя с настоящим Соглашением и указанными в нем условиями сбора, записи, систематизации, накопления, анализа, использования, извлечения, распространения, передачу иным третьим лицам (включая, но не ограничиваясь: организациям владельцам-серверов; организациям, оказывающим услуги по осуществлению звонков, смс-рассылок, любых иных видов рассылок и уведомлений; организациям, оказывающим услуги по проведению различных опросов и исследований и пр. ), получения, обработки, хранения, уточнения (обновления, изменения), обезличивания, блокирования, удаления, уничтожения персональных данных пользователя путем ведения баз данных автоматизированным, механическим, ручным способами персональной информации; в случае несогласия с этими условиями пользователь должен воздержаться от предоставления своих персональных данных на Сайте.
), получения, обработки, хранения, уточнения (обновления, изменения), обезличивания, блокирования, удаления, уничтожения персональных данных пользователя путем ведения баз данных автоматизированным, механическим, ручным способами персональной информации; в случае несогласия с этими условиями пользователь должен воздержаться от предоставления своих персональных данных на Сайте.
2. Цели сбора и обработки персональной информации пользователей
2.1. Компания собирает через сайт Компании и хранит только те персональные данные, которые необходимы для:
- ведения и актуализации клиентской базы;
- получения и исследования статистических данных об объемах продаж и качестве оказываемых услуг;
- проведения маркетинговых программ;
- изучения конъюнктуры рынка по продаже оборудования, запасных частей и аксессуаров, услуг по проведению диагностики, ремонту оборудования;
- проведению опросов и исследований, направленных на выявление удовлетворенности/неудовлетворенности пользователя, постоянного совершенствования уровня предоставляемых услуг;
- информирования пользователей о предлагаемых Компанией оборудовании, запасных частях и аксессуарах, оказываемых услугах, проводимых бонусных мероприятий, акций и т.
 д.;
д.; - рекламирования и иного любого продвижения товаров и услуг на рынке путем осуществления прямых контактов с пользователями;
- реализации оборудования, в том числе, но не ограничиваясь, оформление договоров оказания сервисных услуг;
- технической поддержки при обработке информации, документации и персональных данных с использованием средств автоматизации и без такого использования, а также с помощью иных программных средств, специально разработанных по поручению Компании.
 д.;
д.;3. Условия обработки персональной информации пользователя и её передачи третьим лицам
3.1. Компания обязуется не разглашать полученную от пользователя информацию. Вне пределов, указанных в пункте 2.1. настоящего Соглашения, информация о пользователях не будет каким-либо образом использована. Доступ к таким сведениям имеют только лица, специально уполномоченные на выполнение данных работ, и предупрежденные об ответственности за случайное или умышленное разглашение, либо несанкционированное использование таких сведений.
3.2. В отношении персональной информации пользователя сохраняется ее конфиденциальность. При использовании форм обратной связи, например таких, как «Задать вопрос», «Оставить отзыв» и др., пользователь соглашается с тем, что определённая часть его персональной информации (Имя, Город) становится общедоступной.
3.3. Принятие настоящего соглашения признается пользователем и Компанией как письменное согласие на обработку персональных данных пользователя и получение данным рекламы, согласно ст. 9 Федерального закона от 27.07.2006 г. №152-ФЗ «О персональных данных» (с изменениями и дополнениями) и ст.18 Федерального закона от 13.03.2006 г. №38-ФЗ «О рекламе».
4. Изменение, удаление пользователем персональной информации
4.1. Пользователь имеет право на доступ к своим персональным данным, также вправе требовать уточнения (обновление, изменение) его персональных данных, а также удаления и уничтожения персональных данных в случае их обработки Компанией, нарушающей законные права и интересы пользователя, в соответствии с законодательством Российской Федерации.
4.2. Пользователь в любой момент может удалить предоставленную им в рамках Соглашения персональную информацию, отправив письмо в Компанию по электронной почте и указав при этом введённые персональные данные. Администратор Сайта обязуется рассмотреть и ответить на письмо в трехдневный срок с момента его получения и предпринять все необходимые меры для безвозвратного удаления персональных данных с Сайта.
5. Меры, применяемые для защиты персональной информации пользователей
5.1. Компания принимает необходимые и достаточные организационные и технические меры для защиты персональной информации пользователя от неправомерного или случайного доступа, блокирования, копирования, распространения, а также от иных неправомерных действий с ней третьих лиц.
6. Изменение Соглашения о конфиденциальности персональной информации
6.1. Компания оставляет за собой исключительное право в одностороннем порядке вносить изменения и дополнения в настоящее Соглашение. При внесении изменений в актуальной редакции указывается дата последнего обновления. Новая редакция Соглашения вступает в силу с момента ее размещения, если иное не предусмотрено новой редакцией Соглашения.
Новая редакция Соглашения вступает в силу с момента ее размещения, если иное не предусмотрено новой редакцией Соглашения.
Настоящее Соглашение о конфиденциальности персональной информации было обновлено последний раз «27» июня 2017 года.
Холодная вулканизация шин
При повреждениях шин, от которых никто не застрахован, наиболее эффективным способом ремонта считается вулканизация. Этот процесс подразумевает соединение резины с каучуком с помощью химических элементов – вулканизирующих агентов (окись металла, серы, пероксидов). Качественно проведенный ремонт проколов на шиномонтаже вернет шинам эластичность, твердость, износоустойчивость и прочность.
Холодная вулканизация от горячей отличается отсутствием тепловой обработки резины. Порезы шин размером больше сантиметра специалисты рекомендуют все-таки заделывать горячим способом. А все остальные повреждения будут легко устранены благодаря демократичному методу холодной вулканизации. Через пару часов водитель уже продолжит движение.
Холодная вулканизация: положительные стороны
- Снижаются затраты времени.
- Плотность такого соединения превышает показатели прочности самого материала.
- Простота процесса, меньшая трудоемкость.
В условиях автосервиса будут соблюдаться главные условия:
- Температурный режим. Так, окружающая среда будет соответствовать показателям не ниже 5-ти градусов, а температура соединяемых элементов – диапазону 15-45°C.
- Учитывается температура точки росы, чтобы не выпадал конденсат.
- Исключается сильная запыленность воздуха.
- Учитываются типы автомобильных шин.

Вулканизация холодная — Справочник химика 21
С повышением температуры скорость большинства известных реакций сшивания резко увелнчиБается. Поэтому па практике ре акшш вулканизации и отверждения проводят обычно при нагрева пии. В настоящее время известны системы полимер—вулканизующий агент, отверждающиеся с высокими скоростями и на холоду (холодная вулканизация, холодное отверждение).Kaltvulkanisation / вулканизация холодным способом, холодная вулканизация. [c.216]
Вулканизация горячая Вулканизация холодная [c.66]
Вулканизация — конечная стадия изготовления резиновых изделий. Вулканизацию каучука можно проводить при обычной температуре (холодная вулканизация) или при нагревании (горячая вулканизация). Холодная вулканизация происходит под действием 2—3%-ных растворов полухлористой серы в течение 1—3 мин. Холодную вулканизацию применяют только для изготовления тонкостенных изделий из резиновой смеси. Она связана с потерями растворителя и вредными условиями труда. Поэтому преимущественное распространение получила горячая вулканизация при температуре 125—160° С с применением в качестве вулканизатора серы. Горячую вулканизацию проводят в прессах или вулканизационных котлах — автоклавах в атмосфере горячего воздуха или насыщенного водяного пара.
Вулканизацию каучука можно проводить при обычной температуре (холодная вулканизация) или при нагревании (горячая вулканизация). Холодная вулканизация происходит под действием 2—3%-ных растворов полухлористой серы в течение 1—3 мин. Холодную вулканизацию применяют только для изготовления тонкостенных изделий из резиновой смеси. Она связана с потерями растворителя и вредными условиями труда. Поэтому преимущественное распространение получила горячая вулканизация при температуре 125—160° С с применением в качестве вулканизатора серы. Горячую вулканизацию проводят в прессах или вулканизационных котлах — автоклавах в атмосфере горячего воздуха или насыщенного водяного пара.
Особенно важное значение имела нейтрализация изделий при применении вулканизации холодным способом. Как известно, при холодной вулканизации, в результате воздействия на хлористую серу влаги, содержащейся в воздухе, на изделиях образуется соляная кислота, в присутствии которой ускоряется старение изделий после непродолжительного времени (6—8 мес.
Технология резины (1967) — [ c.67 , c.138 ]
Курс органической химии (1965) — [ c.99 , c.418 ]
Общая химическая технология органических веществ (1966) — [ c.520 ]
Технология резины (1964) — [ c.67 , c.138 ]
Краткая химическая энциклопедия Том 1 (1961) — [ c.0 ]
Химия и физика каучука (1947) — [ c.0 ]
Силиконы (1964) — [
c.45
,
c.
Краткая химическая энциклопедия Том 1 (1961) — [ c.0 ]
Что такое горячая вулканизация? | Автосеть Гараж, г. Казань
Легковой автомобиль есть практически в каждой семье, многие получают водительские права сразу после достижения 18-летнего возраста. В таких условия возрастает спрос на различные услуги технического осмотра авто. Особенно возрастает спрос на шиномонтаж (Казань). Помимо стандартных услуг по ремонту и замене колёс, достаточно востребованы услуги вулканизации.
Вулканизация – это один из наиболее востребованных и распространённых методов ремонта шин.
Выделяют два основных типа:
- горячая;
- холодная.
Первый тип считается наиболее эффективным и надёжным способом ремонта шин. Хотя при этом холодная вулканизация также достаточно распространённая услуга.
Принципы горячей вулканизации автошин
В данном случае речь идёт фактически об особых способах обработки повреждённого места с помощью высоких температур. В результате этого прокол или трещина фактически склеивается, а шина восстанавливает свою целостность. В сервисном центре при помощи специального оборудования и инструментов можно достаточно быстро и оперативно провести качественный ремонт, в том числе с реконструкцией протектора.
В результате этого прокол или трещина фактически склеивается, а шина восстанавливает свою целостность. В сервисном центре при помощи специального оборудования и инструментов можно достаточно быстро и оперативно провести качественный ремонт, в том числе с реконструкцией протектора.
Существует два основных вида технологии вулканизации автомобильных шин:
- одноэтапная;
- двухэтапная.
В первом случае происходит моментальная обработка воронки или трещина с нанесением сверху специального пластыря. Такой способ достаточно прост, и позволяет добиться неплохого результата. Эластичные материалы отлично заполняют воронку, благодаря чему полностью восстанавливается целостность.
Двухэтапная вулканизация несколько сложнее, хотя принципы очень похожи. В этом случае воронку повреждения заполняется вязкой резиной. Горячая вулканизация проводится два раза – сначала непосредственно на воронке, затем на поверхности после добавления вязкой резины.
Сервисные центры оснащаются современным оборудованием и инструментами, поэтому они способны проводить шиномонтаж в кратчайшие сроки и добиваться высоких результатов. Сейчас можно говорить о том, что подобный ремонт покрышек гораздо выгодней, чем покупка новых. Технически правильно проведённая вулканизация гарантирует сохранность покрышки в течение нескольких лет, поэтому не стоит сразу отправляться в магазин при проколе колеса.
Вулканизация холодная — Энциклопедия по машиностроению XXL
Обычно вулканизацию проводят при повышенной температуре, хотя возможна и холодная вулканизация. [c.210]При -(-80° С полиизобутилены обугливаются в концентрированной серной кислоте и разрушаются в концентрированной азотной кислоте. Холодная текучесть и неспособность к вулканизации ограничивают область применения. [c.167]
[c.167]
С 23/(00-32))) В 29 С литьевое как способ формования 45/02 43/00-43/58 слоистых 43/20, 43/30 термореактивных) льда F 25 С 5/14 орнаментов на поверхностях В 44 С 1/24 слоистых изделий В 32 В 31/20 как способ соединения деталей машин F 16 В 11/00, В 23 К 20/02 тюков или кип В 30 В 9/30 фибрового картона D 21 J 1/04 В 22 формовочных смесей С 15/(00-34) холодное в порошковой металлургии F 3/02)] Прессовые насадки в соединениях деталей машин F 16 В 4/00 Пресс-фильтры В 01 D 29/(00-96) Пресс-формы (как вспомогательные устройства прессов В 30 В 15/02 для вулканизации изделий на основе каучука В 29 С 35/00) Прессы В 30 В (для выжимания жидкостей из веществ 9/00-9/26 защита от поломки или перегрузки 15/28 конструктивные элементы и вспомогательные устройства 15/(00-34) подача материала к ним 15/30)
Поточные линии для шприцевания и вулканизации длинномерных резиновых изделий комплектуются на основе червячной машины (чаще всего с вакуум-отсосом) и вулканизатора непрерывного действия.
 Линия для нанесения и вулканизации кабельных оболочек состоит из червячной машины холодного питания и вулканизатора в виде трубы, наполненной паром под давлением до 2,0 МПа. В состав линии входят также разматывающее, тянущее и приемное устройства. Техническая характеристика отечественных кабельных линий приведена в табл. 3.10.
[c.129]
Линия для нанесения и вулканизации кабельных оболочек состоит из червячной машины холодного питания и вулканизатора в виде трубы, наполненной паром под давлением до 2,0 МПа. В состав линии входят также разматывающее, тянущее и приемное устройства. Техническая характеристика отечественных кабельных линий приведена в табл. 3.10.
[c.129]Резинотканевые ленты стыкуют методом горячей или холодной вулканизации по инструкциям разработчиков и изготовителей лент. [c.318]
Прессование. Детали из сырой резины формуют в специальных пресс-формах на гидравлических прессах под давлением 5-10 МПа. Заготовка, уложенная в пресс-форму, если необходимо, то с армирующим материалом, и под действием давления принимает необходимую форму. В том случае, если прессование проходило в холодном состоянии, отформованное изделие затем подвергают вулканизации. При горячем прессовании одновременно с формовкой протекает вулканизация. Методом прессования изготавливают уплотнительные кольца, муфты, клиновые ремни. [c.290]
[c.290]
Заготовки для таких изделий наиболее эффективно профилировать на червячных машинах холодного питания с вакуум-отсосом, а вулканизацию осуществлять в аппаратах периодического действия — автоклавах или на линиях непрерывного действия. Для тонкостенных и трубчатых изделий используется непрерывная вулканизация в псевдоожижен-ном слое инертного теплоносителя. [c.730]
Представляют собой растворы каучуков и (или) резиновых смесей в органических растворителях часто с добавлением легирующих компонентов. По температуре отверждения подразделяют на клеи горячей вулканизации (100. .. 150 °С) и холодного отверждения (15. .. 20 °С). Резиновые клеи предназначены для склеивания резины с резиной, резины с металлами, древесиной и другими материалами. [c.207]
Концы лент при монтаже соединяют горячей или холодной вулканизацией в зажимных плитах или металлическими скобами-соединителями. [c.811]
Соединение концов ленты производится при ее монтаже непосредственно на конвейере одним из следующих способов сшивкой сыромятными ремнями холодной склейкой резиновым клеем и затем сшивкой горячей или холодной склейкой (вулканизация) соедине нием при помощи металлических жестких и шарнирных соединителей различных типов. Наиболее надежным является соединение при помощи горячей склейки (вулканизированный стык) его и следует рекомендовать к повсеместному применению. При этом способе концы ленты обрезаются косыми ступенями по количеству прокладок (фиг. 20), очищаются, промываются бензином, смазываются резиновым клеем, затем накладываются друг на друга и зажимаются между металлическими вулканизационными плитами, которые нагреваются электрическим током (иногда паром) до температуры 150° С. В таком состоянии концы ленты выдерживаются в течение 25- 60 мин. в зависимости от числа прокладок и толщины обкладок. Прочность вулканизированного стыка составляет 90% прочности целого сечения ленты. Все остальные способы соединения концов ленты имеют прочность ширины ленты. Тросы одного конца ленты
[c.60]
Наиболее надежным является соединение при помощи горячей склейки (вулканизированный стык) его и следует рекомендовать к повсеместному применению. При этом способе концы ленты обрезаются косыми ступенями по количеству прокладок (фиг. 20), очищаются, промываются бензином, смазываются резиновым клеем, затем накладываются друг на друга и зажимаются между металлическими вулканизационными плитами, которые нагреваются электрическим током (иногда паром) до температуры 150° С. В таком состоянии концы ленты выдерживаются в течение 25- 60 мин. в зависимости от числа прокладок и толщины обкладок. Прочность вулканизированного стыка составляет 90% прочности целого сечения ленты. Все остальные способы соединения концов ленты имеют прочность ширины ленты. Тросы одного конца ленты
[c.60]
Время вулканизации покрышки зависит от ее размеров и способа опрессовки. Так, при опрессовке холодной водой время составляет 05.
 .. 155 мин, при опрессовке воздухом 90…140 мин, при опрессовке паром время сокращается примерно на 30%.
[c.238]
.. 155 мин, при опрессовке воздухом 90…140 мин, при опрессовке паром время сокращается примерно на 30%.
[c.238]Основой резиновых смесей является натуральный или искусственный каучук. Каучук подвергается вулканизации — горячей или холодной обработке для придания материалу требуемой прочности, упругости и т. д. Вулканизирующим веществом обычно служит сера, вводимая в количестве 2—3% от массы каучука. Вулканизация— длительный процесс и для его ускорения вводят 0,5—1,5% ускорителей вулканизации (окись магния, окись цинка и т. д.). Активаторами ускорителя являются цинковые белила и магнезия. [c.684]
Описанным методом целесообразно гуммировать изделия, форма которых не дает возможности оклеивать поверхность листовой резиной. Ведутся работы по устранению грунтов и разработке составов холодной вулканизации. [c.639]
Исправление дефектов должно производиться резиной или полуэбонитом равнозначной химической стойкости, имеющими меньшее время вулканизации, чем основное покрытие, или шпатлевкой ЭП-0055 холодного отверждения. [c.91]
[c.91]
Достоинствами таких покрытий являются однородность по физикомеханическим свойствам, отсутствие стыков и швов, высокая адгезия к металлической поверхности, возможность получения покрытий высокого качества на изделиях сложной конфигурации. В качестве материала для покрытий могут быть использованы жидкие хлоропреновые каучуки (наириты) и жидкие поли-сульфидные каучуки (тиокольг), жидкие кремнийорганические (силиконовые) каучуки. Наиболее распространенными являются способы нанесения покрьггий из растворов кистью или наливом. Покрытия бывают холодной или горячей вулканизации. [c.106]
Резиновыми клеями называют растворы различных каучуков и (или) резиновых смесей в органических растворителях (бензин галоша , этилацо-тат и др.) с добавлением или без добавления легирующих компонентов. По температуре отверждения подразделяют на клеи горячей вулканизации (100— 150° С) и холодного отверждения (15—20° С). [c.293]
Область применения при ремонте оборудования Для крепления холодным способом резины к металлам, стеклу и другим материалам, а также для склеивания резины, кожи, текстильных и бумажных материалов, пластмассы, древесины и т п. в разнообразных сочетаниях между собой Предназначается для крепления сырых нц-трильных резиновых смесей к металлической арматуре методом горячей вулканизации
[c.13]
в разнообразных сочетаниях между собой Предназначается для крепления сырых нц-трильных резиновых смесей к металлической арматуре методом горячей вулканизации
[c.13]
Вулканизация [В 29 изделий из каучука С 35/00 пластические массы, используемые в нропессах вулканизации, К 105 24 холодная С 35/18 шин С 35/02) использование (для изготовления приводных ремней F 16 G 3/10 для ремонта силовых кабелей Н 02 G 1/16) каучука С 08 J 3/24] Выбрасыватели механические в устройствах для хранения и транс-иортирования изделий В 65 G 31/00-31/04 Выгрузка [охлаждаемых продуктов из холодильных устройств F 25 D 25/00-25/04 смесей глины или цемента В 28 С 7/16 В 61 D (сыпучих материалов, устройства для этой нели на ж.-д. 9/12 устройства, облегчающие выгрузку на ж.-д. 7,32) транспорте] [c.60]
Технология производства резины включает следующие этапы пластификацию каучука, приготовление резиновых смесей, переработку смесей в полуфабрикаты и изделия и вулканизацию. Разрезанный на куски каучук пропускают через вальцы для придания ему пластичности, а затем вносят необходимые добавки и смешивают в специальных смесителях. Полученную таким образом смесь (однородную массу) называют сырой резиной. Она подвергается дальнейшей переработке выдавливанию на червячных прессах заготовок для труб, стержней и других изделий прессованию в пресс-формах, вальцах (каландрах) для получения гладких и рифленых листов литью под давлением. Детали сложной формы после изготовления элементов собираются и склеиваются. Завершающим этапом является вулканизация готовых изделий. Горячую вулканизацию осуществляют в автоклавах в среде насьш1енного водяного пара (при температуре 140-160 °С и давлении 0,3-0,4 МПа в течении 2 часов) или на гидравлических прессах в горячих формах. Холодная вулканизация применяется для тонких изделий и заключается во введении в резину раствора полухлористой серы.
[c.248]
Разрезанный на куски каучук пропускают через вальцы для придания ему пластичности, а затем вносят необходимые добавки и смешивают в специальных смесителях. Полученную таким образом смесь (однородную массу) называют сырой резиной. Она подвергается дальнейшей переработке выдавливанию на червячных прессах заготовок для труб, стержней и других изделий прессованию в пресс-формах, вальцах (каландрах) для получения гладких и рифленых листов литью под давлением. Детали сложной формы после изготовления элементов собираются и склеиваются. Завершающим этапом является вулканизация готовых изделий. Горячую вулканизацию осуществляют в автоклавах в среде насьш1енного водяного пара (при температуре 140-160 °С и давлении 0,3-0,4 МПа в течении 2 часов) или на гидравлических прессах в горячих формах. Холодная вулканизация применяется для тонких изделий и заключается во введении в резину раствора полухлористой серы.
[c.248]
Гуммирование выполняется обкладкой оборудования листами сырой резины с последующей вулканизацией приклеиванием или вставкой готового вулканизованного вкладыша или оболочки растворами или пастами с последующей термич. или холодной вулканизацией нанесением латексных смесей или других каучуковых дисперсий газоНламепным напылением каучуков. Наиболее распространена обкладка листами, с ее помощью защищают от коррозии химич., гальванич. и др. оборудование. Приклеивание готового вкладыша применяют в случае Р. для а. п., к-рые не удается надежно прикрепить к металлу, напр, резины на основе фторкаучуков, обладаю-
[c.125]
Склеивание резин с металлом методом горячей вулканизации. Применяется также в качестве вуНк.анизуюш,его агента в резиновых клеях холодного отверждения [c.202]
Для иолиизобутиленовых пластин ПСГ удельный вес 1,33 —1,42, предел прочности при растяжении до 20 кг см , твердость по Шору 67, удлинение при растяжении до 300%. Они не стойки к маслу и бензину, но стойки к воде. Уплотпитсдьиыс пластины ПТА и ПГ имеют твердость, соответственно, 93 и 52 по Шору, а предел прочности при растяжении 94 и 51 кг см . Механические свойства полиизобутиленов существенно меняются в зависимости от молекулярного веса и температуры. Например, для полиизобутилена П-200 при 20° предел прочности при растяжении 14, остаточное удлинение 40% при температуре 100° эти показатели, соответственно, 3 и 219. Холодная текучесть и неспособность к вулканизации также ограничивают область применения полиизобутиленов.
[c.275]
Например, для полиизобутилена П-200 при 20° предел прочности при растяжении 14, остаточное удлинение 40% при температуре 100° эти показатели, соответственно, 3 и 219. Холодная текучесть и неспособность к вулканизации также ограничивают область применения полиизобутиленов.
[c.275]
Изношенные шины чаще ремонтируют в специализированных предприятиях. В качестве временного ремонта при больших повреждениях шины с внутренней стороны покрышки приклеивают резиновым клеем пластырь из прорезиненного корда. Проколы камер ремонтируют холодным и горячим способами. Холодный ремонт заключается в наклейке заплат невулканизирующимся клеем. Более надежна вулканизация заплат с помощью электроманжет, горячих брикетов. [c.187]
В промышленности крепление листовых гуммировочных материалов к защищаемой металлической поверхности производят методом горячего и холодного крепления. В первом случае невулканизованный листовой гум-мировочный материал крепят к металлу в процессе его совместной вулканизации с пленкой клея горячего отверждения во втором — к металлу крепится уже вулканизованный гуммировочный материал клеем холодного отверждения. [c.56]
[c.56]
Прогрессивным способом защиты от коррозии химического оборудования является его гуммирование каучуковыми растворами или пастами с последующей термической или холодной вулканизацией [89, 90]. Этот способ позволяет обрезинивать объекты сложной конфигурации, которые затруднительно или невозможно защищать листовыми гуммировочными материалами, например запорную арматуру, роторы вентиляторов, колеса центробежных насосов, фильтры и т. п. Кроме того, гуммирование каучуковыми растворами или пастами позволяет механизировать процесс нанесения материала на защищаемую поверхность, повысить производительность труда, что особенно важно для крупногабаритного хи- [c.77]
Методы крепления резины к металлам разделяют на две основные группы методы горячего крепления , при которых применяется сырая невулканизи-рованная резиновая смесь, прикрепляемая к металлу в процессе ее вулканизации методы холодного крепления , которые сводятся к креплению уже вулканизированной резины. [c.212]
[c.212]
Резиной называют продукты химической переработки каучу-ков с вулкаиизирующими веществами (сера, натрий, диазоамино-бензол), осуществляемой при помощи термической обработки (горячая вулканизация) или без нее (холодная вулканизация). [c.166]
Вулканизация — завершающая операция при изготовлении резиновых изделий. Есть два вида вулканизации горячая и холодная. Горячая вулканизация осуществляется в горячем воздухе, горячей воде или в атмосфере насыщенного водяного пара при давлении в 1—2 ат и производится в котлах (паровой обогрев), в гидравлических прессах (электро- и парообогрев пресс-форм), в автоклавах, в индивидуальных и других вулканизационных аппаратах. Сущность холодной вулканизации сводится к обработке каучуков раствором полухлористой серы. [c.167]
Полисилоксановые резины кислородоустойчивы, достаточно химически стопки, очень эластичны, сохраняют электроизоляционные свойства в широком интервале температур. За последние годы созданы рецептуры полисилоксановых резиновых смесей холодной вулканизации с жизнеспособностью 60—70 мин.
[c.129]
За последние годы созданы рецептуры полисилоксановых резиновых смесей холодной вулканизации с жизнеспособностью 60—70 мин.
[c.129]
В химическом машиностроении разработан новый, улучшенный способ вулканизации в котлах гум.мированной химической аппаратуры. Предварительно для наиболее плотного прилегания сырой обкладки к промазанному клеем металлу изделия в котле спрессовывают сжатым холодным воздухом. Далее, не снижая давления, в.место воздуха в котел подают пар. При таком способе котловой вулканизации улучшается качество готового покрытия, поскольку исключаются вздутия и отслоения от. металла гуммировочного покрытия. С опрессовкой проводят только первую половину начальной стадии вулканизации, потому что при подвулканизованном покрытии и подсохшей клеевой пленке давление не может повлиять на сцепление покрытия с металлом. При вулканизации без опрессовки предварительно котлы продувают паром в течение 30—40 мин для вытеснения воздуха. [c.84]
Два основных метода ремонта шин — «Холодная» вулканизация и «Термопресс» — Автомобили
В условиях быстрого роста экономики объем автоперевозок сегодня увеличился в разы, и чем интенсивнее транспортные потоки, тем лучше заметно несоответствие требованиям времени предлагаемых услуг в сфере шиноремонта.

Дабы определиться в выборе ремонтного материала и технологиях их использования, рассмотрим такие методы ремонта шин, как холодная вулканизация и термопресс.
Итак, двухэтапный метод ремонта (метод «холодной вулканизации»). Данный метод пришел к нам из-за границы. Выполняется в два этапа. Сперва осуществляется косметический ремонт шин снаружи горячей вулканизацией сырой резины. Затем собственно выполняется «холодная вулканизация» — внутри шины устанавливают пластырь, который имеет адгезивный слой. «Холодная вулканизация» происходит медленно, при температуре окружающей среды. Согласно рекомендациям производителей, после установки такого пластыря, покрышка должна простоять минимум 24 часа при температуре 20ºС. А если температура ниже, время «холодной вулканизации» увеличивается аж до 72 часов. При выполнении «холодной вулканизации» любое отклонение от технологий (очистка, обезжиривание ремонтируемой поверхности, некачественный клей, грязные пластыри, зашивание пореза) является причиной брака. Потому при ремонте покрышек этим методом нужно соблюдать технологию, иметь соответствующий инструмент и квалифицированный персонал.
Потому при ремонте покрышек этим методом нужно соблюдать технологию, иметь соответствующий инструмент и квалифицированный персонал.
Одноэтапный метод «Термопресс». Особенность данного метода состоит в том, что вулканизация сырой резины и пластыря rossvik осуществляется одновременно горячим способом при температуре 130-150°С под давлением 4кг/см2. На ремонт, например, легковой покрышки необходимо 40-60 мин, а грузовой – 2-4 часа в зависимости от толщины шины. В мировой практике данный метод применяется для ремонта грузовых, а также крупногабаритных покрышек, которые эксплуатируются в достаточно тяжелых условиях.
Основные преимущества данного метода:
- Прочность связи пластыря с покрышкой выше, нежели при «холодной вулканизации».
- Минимальное время ремонта.
- При горячей вулканизации нарушения технологий подготовки покрышки «исправляются».
Для вулканизации важно применять вулканизаторы с «не прямым» нагревательным элементом, другими словами, необходим элемент с профильными лекалами, повторяющими выпуклую форму покрышки либо с изменяемой геометрией. Купить термопресс с такими нагревательными элементами можно в компании Tyre Pharmacy.
Купить термопресс с такими нагревательными элементами можно в компании Tyre Pharmacy.
Компания Tyre Pharmacy работает в Санкт-Петербурге, и является официальным дилером Rossvik, поставщиком продукции Tech International (США), а также REMA TIP-TOP (Германия).
Компания Tyre Pharmacy — http://tyrepharm.ru – предоставляет широчайший ассортимент продукции различной ценовой категории. Здесь есть огромный ассортимент материалов и химических реагентов для осуществления ремонта колес грузового и легкового автотранспорта, мотоциклов, велосипедов. Специалисты Tyre Pharmacy проконсультируют каждого клиента и помогут подобрать наилучшее «лекарство» для ремонта шин.
Читайте также:
Как отремонтировать колесо — видео
Вулканизация шин горячая и холодная: вулканизация бокового пореза, грузовых шин, вулканизация пореза шины, ремонт резины горячей вулканизацией, круглосуточный ремонт шин с выездом на место
Выездной шиномонтаж. Шины в наличии КРУГЛОСУТОЧНО!
Шины в наличии КРУГЛОСУТОЧНО!ДОСТАВКА 24/7 — БЕСПЛАТНО
при заказе шиномонтажа. ЗВОНИТЕ!
Весь месяц СКИДКА 15% на следующие модели авто:
Kia Rio, Лада Гранта, Лада Веста, Hyundai Solaris, Volksvagen Polo, Лада Ларгус, Renault Logan
МЕНЮ
Услуги
Центр Mobileshina24 – один из лидеров оказания услуг выездного шиномонтажа по Москве и Подмосковью. Вы можете обращаться к нам в случае аварийных ситуаций и плановых ремонтов. Наши специалисты, осуществляющие круглосуточное дежурство во всех районах столицы, оперативно подъедут и помогут на месте справиться с любыми возникшими проблемами. Мы содержим собственный автопарк, оборудованный всем необходимым для проведения качественного ремонта шин и дисков, после проведения которого транспортное средство сможет безопасно эксплуатироваться без каких-либо ограничений. Инженеры Mobileshina24 проводят множество видов работ от сезонной замены покрышек до сложного ремонта боковых порезов шин горячей вулканизацией.
Необходимость ремонта шин вулканизацией возникает при серьёзных повреждениях их поверхности. Существует холодная вулканизация, проведение которой осуществляется с использованием специальной химии, и горячая вулканизация шин, проводимая с помощью сложного профессионального оборудования.
Чаще всего вулканизация в Москве выполняется в стационарных центрах. Мы же готовы осуществить эту сложную техническую процедуру на выезде, не требуя от автолюбителя куда-то ехать. Наши специалисты проведут ремонт шин горячей вулканизацией даже на дороге, вернув вашему автомобилю способность самостоятельно передвигаться.
Ремонт боковых порезов горячей вулканизацией проводится в несколько этапов:
Инженеры Mobileshina24 проводят множество видов работ от сезонной замены покрышек до сложного ремонта боковых порезов шин горячей вулканизацией.
Необходимость ремонта шин вулканизацией возникает при серьёзных повреждениях их поверхности. Существует холодная вулканизация, проведение которой осуществляется с использованием специальной химии, и горячая вулканизация шин, проводимая с помощью сложного профессионального оборудования.
Чаще всего вулканизация в Москве выполняется в стационарных центрах. Мы же готовы осуществить эту сложную техническую процедуру на выезде, не требуя от автолюбителя куда-то ехать. Наши специалисты проведут ремонт шин горячей вулканизацией даже на дороге, вернув вашему автомобилю способность самостоятельно передвигаться.
Ремонт боковых порезов горячей вулканизацией проводится в несколько этапов:
- Снятие покрышки с диска и аккуратное фрезерование поврежденного места.
- Зачистка и обезжиривания поверхности резины.
- Нанесение в несколько слоев специального состава и заполнение участка шины жидким каучуком.
- Термообработка на специальном станке, предназначенном для горячей вулканизации.
- Установка кордовой заплатки с внутренней части резины, предназначенной для дополнительного усиления боковой стенки.
- Финишная обработка участка покрышки после застывания жидкой резины.

- Доступность. Цена вулканизации заметно ниже стоимости новой покрышки.
- Оперативность. Даже при самом сложном повреждении, вулканизация бокового пореза шины полностью восстанавливает работоспособность колеса в кратчайшие сроки.
- Универсальность. Вулканизация резины может без проблем выполняться как для легковых, так и для грузовых авто, причем процесс вулканизации грузовых шин будет полностью аналогичным.

Жидкость для холодной вулканизации | Материалы для ремонта труб
Жидкость для холодной вулканизации | Материалы для ремонта труб | REMA TIP TOPREMA TIP TOP / Северная Америка, Inc.
Жидкость для холодной вулканизации
Специально разработан для вулканизации трубных накладок, клапанных накладок и узлов для ремонта трубных клапанов на резиновой основе.
| Деталь № | Описание | Размер | Коробка / Кол-во | Ящик / Кол-во | |
|---|---|---|---|---|---|
| 201 | Жидкость для холодной вулканизации | тюбик 25 г | 1 | ||
| 202 | Жидкость для холодной вулканизации | туба 50 г | 1 | ||
| 203-Ф | Жидкость для холодной вулканизации ((легковоспламеняющаяся), с щеткой | 8 унций. банка банка | 1 | 24 | |
| 204-Ф | Жидкость для холодной вулканизации (легковоспламеняющаяся) | 32 унции. банка | 1 | 6 |
Холодная вулканизация резины — DUNLOP TIRE & RUBBER CORP
Данное изобретение относится к усовершенствованиям в производстве вулканизированных резиновых смесей d и, в частности, к холодной вулканизации хлоридом серы.«Целью изобретения является увеличение скорости холодной вулканизации хлористой серой. ■ Использование ускорителей вулканизации уже описано в описании патента с номером 327164 в связи с производством тонких искусственных масс, которые больше не демонстрируют растяжимость продуктов, изготовленных из натурального индийского каучука с помощью технологического процесса. ценить обработку мягких искусственных масс, полученных из синтетических продуктов полимеризации диолефинов или их смесей с индийским каучуком, сульфурирующим агентом, предпочтительно летучим, при температуре не выше 100 ° C.
ценить обработку мягких искусственных масс, полученных из синтетических продуктов полимеризации диолефинов или их смесей с индийским каучуком, сульфурирующим агентом, предпочтительно летучим, при температуре не выше 100 ° C.
Настоящее изобретение, однако, заключается в способности производить мягкие растяжимые резиновые массы, которые сохраняют свою растяжимость и, следовательно, подходят для использования в производстве: резиновых изделий, таких, например, как резиновая пробка тканей, резиновая пленка и циклический клапан. трубки. По самому своему характеру хорошо известно, что холодная вулканизация с хлоридом серы происходит намного быстрее, чем тепловая вулканизация с серой, и с простой точки зрения сокращения необходимого времени не было важно пытаться какое-либо ускорение скорости вулканизации. вулканизация хлоридом серы.
С другой стороны, ускорение и усиление действия хлорида серы имеет явное преимущество, особенно при так называемом отверждении паром, при котором хлорид серы в парообразном состоянии наносится на каучук либо отдельно, либо в смеси с парами дисульфида углерода или других веществ.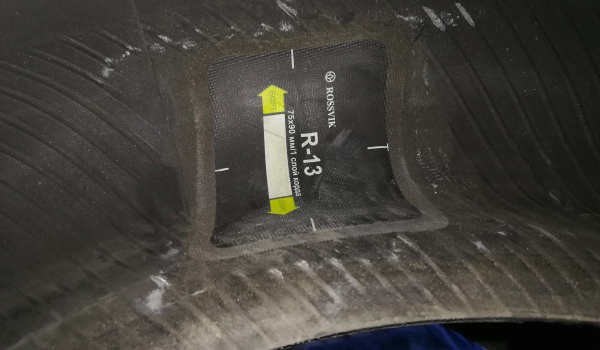 подходящий разбавитель. Ускорение или усиление действия в таких случаях позволяет проводить операцию с меньшими неудобствами из-за утечки или выделения избыточного хлорида серы и других паров.Аналогичное преимущество присутствует и в использовании растворов резины.
подходящий разбавитель. Ускорение или усиление действия в таких случаях позволяет проводить операцию с меньшими неудобствами из-за утечки или выделения избыточного хлорида серы и других паров.Аналогичное преимущество присутствует и в использовании растворов резины.
В соответствии с данным изобретением, мы предлагаем способ холодной вулканизации резиновых смесей хлоридом серы путем вулканизации в присутствии одного или нескольких веществ, которые ускоряют действие хлорида серы, отличающийся тем, что указанные вещества содержат соединение или соединения азота. содержащая структурное расположение NR’R «.CS.R» ‘, где R’ и R «представляют двухвалентный органический корень или U два одновалентных органических корня, а R» ‘воспроизводит водород или одновалентную органическую группу итиокарбоксильного типа.
В конкретных модификациях изобретения — ‘представляет собой водород, а R’ и R ‘представляют две одновалентные углеводородные группы, или’ ‘представляет собой водород, а R’ и R ‘представляют собой двухвалентную углеводородную группу. Опять же, I «‘ представляет собой водород, R ‘ароматическая углеводородная группа и R «одновалентная органическая группа состава CS.NHR», где I «» представляет собой ароматический радикал.
Опять же, I «‘ представляет собой водород, R ‘ароматическая углеводородная группа и R «одновалентная органическая группа состава CS.NHR», где I «» представляет собой ароматический радикал.
В дополнительной модификации R «‘представляет собой водород; en и R’ и R» представляют собой двухвалентную органическую группу C6h5S.CS.
Кроме того. R ‘и R «могут представлять две нивалентные алкильные группы и R»‘ одновалентную оруановую группу композиции CS.SX ‘, где X’ представляет собой металл или комплексный металлический радикал, а в модификации R ‘и R «могут представлять собой двухвалентный органический радикал. В дополнительной модификации R ‘и R «представляют две одновалентные алкильные группы и R»‘ одновалентную органическую группу состава CS.SX ‘, где X’ представляет собой органическую группу аминотиоформильной или дитиокарбонильной структуры, а в модификации R ‘и R «могут представлять собой двухвалентную углеводородную группу.
Следует отметить, что не все эти вещества являются ускорителями вулканизации под действием тепла, и здесь нет параллелизма: например, изопропилксантат цинка, который является очень мощным ускорителем вулканизации серой, дает почти незаметный или даже отрицательный эффект при вулканизации хлоридом серы. присутствует ли оксид цинка или нет; Дитиофуроат цинка также не оказывает ускоряющего действия на вулканизацию хлоридом серы.
присутствует ли оксид цинка или нет; Дитиофуроат цинка также не оказывает ускоряющего действия на вулканизацию хлоридом серы.
Изобретение дополнительно отличается тем, что хлорид серы можно наносить на каучук в жидкой форме в виде пара или жидкости, и он может быть смешан с разбавителем, таким как сероуглерод, а также тем фактом, что вулканизация может осуществляться в отсутствие оксида цинка.
Следующие примеры иллюстрируют, как операция холодной вулканизации с хлоридом серы улучшается, когда ее проводят в соответствии с настоящим изобретением. Примеры относятся в основном к экспериментам с растворенным каучуком, но изобретение может быть одинаково хорошо применено к сухому каучуку 0, например, путем включения ускоритель в каучуке, например, путем измельчения или диффузионного метода.
ПРИМЕР 1А. Используя 5% раствор пережеванного светлого крепового каучука в бегзене и добавив 25 см3.из них, куб. 2% раствора хлорида серы в бен. Зене, за прогрессом холодной вулканизации может следовать время, необходимое для того, чтобы каучук достиг такого состояния вулканизации, что раствор затвердеет в желе.
При добавлении небольших количеств различных веществ, указанных ниже, а именно 2% от веса каучука, время гелеобразования сокращается.
Время желатида A = каучук плюс хлористоводородная сера только elat ride. Прибл. —- ..__ минут _ 30 B = A плюс дифенилгуанидин -_ do_ _ 26 C = A плюс полисульфид дифенилгуанидина ————— — do 26 D = A плюс пиперидин ———— делать —- от 3 до 4 E = B плюс 0.5 граммов сероуглерода (пиперидин, пиперидин-карботионолат) — do _ 2-3 F = A плюс анилин ————- doo — 20-25 G = A плюс м-итаптобензо.
тиазол .——————-. делать ___ 15 HiA- плюс диэтилдитиокарбанат цинка. Около__секунд__ I SJ = A plusi аммиак (пропорция неизвестна) —.__ .. минут-_ 20-25 ПРИМЕР 1B 30 20сек. 7: 5% раствор каучука + 0,05 г вещества + 4 куб. 5% раствора хлорида серы Время гелеобразования Бланк-без добавления вещества- Тим вводит 4llin 35 Тиокарбанилид —————— -_do.1 Пиперидинкарботионолат натрия _секунды__ 40 Тетраметилтируаммоносульфид ___ do -____ Эксперименты с указанными выше количествами в другой день и при других атмосферных условиях.
Бланк-без добавления вещества -… 2 мин. 30 см.
Тиомочевина ——————— 2 мин. 50 сек.
ПРИМЕР 2 45 Приведенные выше результаты предполагают, что с таким материалом, как диэтилдитиокарбамат цинка, можно не только сократить время вулканизации, но также можно уменьшить долю хлорида серы с преимуществом не только для рабочих условий, но и для продукт.Возможность подтверждена тестом, в котором 25 куб. 7% -ного раствора жевательной копченой листовой резины в нефтяной нафте смешивают с 4 см 3. а: 2% раствор хлористой серы в бензоле. Время, необходимое для гелеобразования, составляет от 10 до 12 минут. :: Во втором эксперименте такое же количество того же раствора, к которому добавлено 2% (на каучуке) диэтилдитиокарбамата цинка 60, обрабатывают 1 см 3. раствора хлористой серы. Несмотря на то, что доля используемого хлорида серы снижена до одной четвертой, время, необходимое для гелеобразования, составляет всего от 1 до 11 / мин.Характер геля свидетельствует 65 о том, что вулканизация является вполне удовлетворительной и даже лучше, чем с большей долей хлорида серы без ускорителя, поскольку вулканизированный резиновый гель имеет большую механическую прочность.
70 Присутствие оксида цинка не способствует действию этих ускорителей вулканизации хлоридом серы, но фактически замедляет действие и ухудшает результаты, продукт, содержащий оксид цинка, демонстрирует заметную тенденцию к 75 повышенной скорости разрушения.
Используя 20 куб. 5% раствора каучука в бензоле, содержащего 0,02 грамма ускорителя, с дополнительным присутствием 0,02 грамма оксида цинка или без него, после добавления 5 дней 1% раствора хлорида серы в бенизихе необходимы следующие периоды времени. , до того, как вулканизация приведет к образованию желе: Accelerator Zinc Oxide Time A- Nil — ————- —— Nil … 10 минут.
B___ Нет ..———————-. Настоящее — 11 минут.
C___0 Идиэтилдтиокарбамат цинка_- ноль…—. От 15 до 30 секунд.
D-Диэтилдитиоэкарбамат цинка-_ Присутствует -.- От 30 до 60 сек.
E. Изопропилксантат цинка —…. ноль .. 10–12 сек.
F- Сопропитантат цинка …. Присутствует. 20 минут.
0- Мэрбаптобенизтиазол — .. Нет — — 6 минут.
H-меркаптобензотиазол -……. Присутствует: 15 минут.
Следующие вещества, которые эффективны в качестве ускорителей обычной вулканизации с серой и теплом, неэффективны в качестве ускорителей вулканизации с хлоридом серы и даже в некоторых случаях оказывают неблагоприятное воздействие.В этой связи можно также сослаться на результаты с тиомочевиной в примере 1b, 20 см3. 5% раствор каучука 5bn + O02 g0ilm; i sub- 30 stance + 5 cc. 1% сульфурхилбрила Время гелеобразования Бланк-без добавления вещества- _ .. минут 21 Гидроксид калия в глицерине _ .. do_ -. 45 Оксид магния -.-_ — .-. … _; do .. 18 ‘Гашеная известь —._., ——: — :: — do 18 Litharge …. —— _—-. —_- делать_. 20 Дитиофуроат цинка- ..2 -_-. делать . .21 используя пропорции, как в Примере 3, но в другой день при других атмосферных условиях, e.: g. В отношении температуры получены следующие результаты45 Accelerator Tie Nil-Mint.es Phenyl-lp-ia-napthyanmine- -Phenyl-alpha-napthyllamn ———— — ——- 60 Pienhylbeta-fiahthln nee ———————— 50 Динафтиламин ———. — — —— ПРИМЕР 4B 20 н. Э. 71/2% раствора каучука и 0,35 грамма вещества 55 + 4 куб. 5% -ного раствора хлорида серы. Время ожидания ————— —— минут_- 3 Диамиламин —————- —— 2 Моноамфиламихе —— __ до-. 2 ПРИМЕР-E Два вещества могут быть использованы вместе ‘или ускорение вулканизации хридором серы 5, комбинированный эффект, вызывающий либо более быстрое гелеобразование, как в случае меркаптобензотиазола, либо -., P -roved —- Aein eay — .UAl ПРИМЕР 3B ПРИМЕР 4A I ’20 cc. 5% раствора каучука + 0,02 г каждого вещества + 5 см3. 1% раствора хлорида серы. Время гелеобразования. Бланк — без добавления вещества —- минут-. 21 Меркаптобензотиазол ———— do- 14 Меркаптобензотиазол + пиперидин ———————— do- 3-4 Меркаптобензотиазол + фенилальфа-нафтиламин ——— do— — 12 Меркаптобензотиазол + фенилбета-нафтиламин ———— do 9 Меркаптобензотиазол + динафтиламин ———- ———- do— 11 Меркаптобензот гиазо e + дифаниламин —————— do — 14 Диэтилдитиокарбамат цинка + фенил-альфа-нафтиламин — do — 1 Диэтилдитиокарбамат цинка + пиперидин ———————- do.
— — —— ПРИМЕР 4B 20 н. Э. 71/2% раствора каучука и 0,35 грамма вещества 55 + 4 куб. 5% -ного раствора хлорида серы. Время ожидания ————— —— минут_- 3 Диамиламин —————- —— 2 Моноамфиламихе —— __ до-. 2 ПРИМЕР-E Два вещества могут быть использованы вместе ‘или ускорение вулканизации хридором серы 5, комбинированный эффект, вызывающий либо более быстрое гелеобразование, как в случае меркаптобензотиазола, либо -., P -roved —- Aein eay — .UAl ПРИМЕР 3B ПРИМЕР 4A I ’20 cc. 5% раствора каучука + 0,02 г каждого вещества + 5 см3. 1% раствора хлорида серы. Время гелеобразования. Бланк — без добавления вещества —- минут-. 21 Меркаптобензотиазол ———— do- 14 Меркаптобензотиазол + пиперидин ———————— do- 3-4 Меркаптобензотиазол + фенилальфа-нафтиламин ——— do— — 12 Меркаптобензотиазол + фенилбета-нафтиламин ———— do 9 Меркаптобензотиазол + динафтиламин ———- ———- do— 11 Меркаптобензот гиазо e + дифаниламин —————— do — 14 Диэтилдитиокарбамат цинка + фенил-альфа-нафтиламин — do — 1 Диэтилдитиокарбамат цинка + пиперидин ———————- do. — 2 Дисульфид тетраметилтиурама + фенил-альфа-нафтиламин —— do-. 3 Дисульфид тетраметилтиурама + пиперидин ——————— do — 3 Интересно, что в продукте, полученном, как указано выше, фенил-альфа-нафтиламин обладает выраженным консервантом. эффект. Хотя, следовательно, фенил-альфа-нафтиламин оказывает стабилизирующее действие на продукты горячей вулканизации и холодной вулканизации, его ускоряющее действие ограничивается процессом холодной вулканизации.
— 2 Дисульфид тетраметилтиурама + фенил-альфа-нафтиламин —— do-. 3 Дисульфид тетраметилтиурама + пиперидин ——————— do — 3 Интересно, что в продукте, полученном, как указано выше, фенил-альфа-нафтиламин обладает выраженным консервантом. эффект. Хотя, следовательно, фенил-альфа-нафтиламин оказывает стабилизирующее действие на продукты горячей вулканизации и холодной вулканизации, его ускоряющее действие ограничивается процессом холодной вулканизации.
Преимущество фенил-альфа-нафтиламина в отношении улучшения характеристик старения продукта холодной вулканизации также может быть получено, когда он используется вместе с другими ускорителями вулканизации серы, например.g., с диэтилдитиокарбаматом цинка.
Теперь, описав изобретение, мы заявляем: 1. Способ холодной вулканизации резиновых смесей, который включает обработку резиновой смеси относительно небольшим количеством хлорида серы в присутствии члена группы азотсодержащих углеводородных соединений, состоящих из следующих соединений: полисульфид дифенилгуанидина, тиомочевина, тиокарбанилид, меркаптобензотиазол, пиперидил пентаметилендитиокарбамат, пентаметилендитиокарбамат натрия, диэтилдитиокарбамат цинка, моносульфид тетраметилтиурама, дисульфид тетраметилтиурама.
2. Способ холодной вулканизации резиновых смесей, который включает обработку резиновой смеси относительно небольшим количеством хлорида серы в присутствии пиперидилпентаметилендитиокарбамата.
3. Способ холодной вулканизации резиновых смесей, который включает обработку резиновой смеси относительно небольшим количеством хлорида серы в присутствии диэтилдитиокарбамата цинка.
4. Способ холодной вулканизации резиновых смесей, который включает обработку резиновой смеси относительно небольшим количеством хлорида серы в присутствии моносульфида тетраметилтиурама.
Дуглас Фрэнк Твисс.
АЛЬБЕРТ ЭДУАРД ТОНИ НИЛ.
ДЖОН АЛЕКСАНДР УИЛС. ДЖОН АЛЕКСАНДР УИЛСОН.
Преимущества вулканизированной связи по сравнению с клеевым (холодным) соединением
В большинстве случаев связь вулканизированной резины с металлом значительно прочнее, чем приклеиваемая или холодная связь, хотя и то, и другое имеет преимущества. Несмотря на то, что вулканизированная связка прочнее, это более трудоемкий процесс, требующий большего количества оборудования для выполнения, что в конечном итоге приводит к более дорогому продукту. Таким образом, в зависимости от потребности в прочности сцепления в любом конкретном приложении или проекте будет определено, какой процесс / продукт лучше всего соответствует вашим потребностям.
Таким образом, в зависимости от потребности в прочности сцепления в любом конкретном приложении или проекте будет определено, какой процесс / продукт лучше всего соответствует вашим потребностям.
В обоих случаях основания (к которым вы приклеиваете резину) должны быть должным образом подготовлены. Возьмем, к примеру, листовую сталь; в обоих случаях сталь необходимо обезжирить, а затем каким-либо образом подготовить. Некоторые распространенные варианты — пескоструйная обработка, дробеструйная обработка, шлифование или химическое травление.
После подготовки основы клей холодным способом можно наносить как на основу, так и на отвержденный резиновый лист.Затем два материала склеиваются вместе, и продукт готов. Процесс вулканизации намного сложнее. Связующие грунтовки наносятся на основание после его подготовки, часто в два или более слоев. Затем обычно используется клейкий клей, чтобы приклеить необработанный каучук к субстрату, чтобы удерживать его на месте в течение остальной части процесса. Затем необработанный каучук и субстрат помещают в какой-либо сосуд для приложения тепла и давления для отверждения и склеивания. Обычными сосудами являются автоклавы, вулканизаторы, инфракрасные печи или прессы, оборудованные нагревательными плитами.
Затем необработанный каучук и субстрат помещают в какой-либо сосуд для приложения тепла и давления для отверждения и склеивания. Обычными сосудами являются автоклавы, вулканизаторы, инфракрасные печи или прессы, оборудованные нагревательными плитами.
Обычно вулканизированные изделия подвергаются дополнительной обрезке, прежде чем они будут готовы к отправке из-за перетекания резины, но это не всегда так. Если возникает необходимость в замене резины, нанесенной на основу, наклеенные продукты часто можно отделить с помощью определенных химикатов на поверхности склеивания. Вулканизированный на резине может быть удален только путем отрезания / стачивания резины, долбления резины, приложения чрезмерного количества тепла к субстрату или просто сжигания резины в печи или печи соответствующего типа.
И снова прочность соединения значительно выше при использовании процесса вулканизации, что приводит к гораздо более высокому качеству продукта. Но суть в том, что не каждое приложение требует материалов высочайшего качества, чтобы соответствовать заданным стандартам или ожиданиям.
Способы ремонта конвейерной ленты и когда их использовать
Ремонт конвейерной ленты: вулканизация, металлические крепежи или холодная вулканизация?
Независимо от того, являетесь ли вы менеджером по техническому обслуживанию или техническим обслуживанием на заводе по производству закусок или руководите ремонтом конвейерных лент в распределительном центре, вы знаете, что даже самые лучшие конвейерные ленты могут нуждаться в ремонте, чтобы добраться до окна замены и избежать поломки.Такова природа конвейерных систем для строгой работы. Но когда конвейерная лента начинает проявлять признаки износа или полностью выходит из строя, вам необходимо знать, какие методы ремонта доступны.
Понимание того, как эффективно ремонтировать ремни, является важным навыком для любого менеджера по техническому обслуживанию или инженерии, гарантирующего, что ваше предприятие может вернуться на полную рабочую мощность. Здесь мы опишем типы повреждений конвейерной ленты и распространенные методы ремонта, а затем объясним важное различие между ремонтом пищевой и непищевой ленты.
Виды повреждений конвейерной ленты
Хотя любое повреждение ремня нежелательно, некоторые виды повреждений более указывают на немедленную поломку, чем другие. Струны и потертости можно обрезать, и ремень может продолжать работать, хотя в ближайшее время может потребоваться ремонт или замена. Разрывы, разрывы и выскальзывание пальцев или металлической шнуровки на стыке означает неизбежный катастрофический отказ.
Другой способ оценить повреждение конвейерной ленты — воспользоваться практическим правилом NIBA: если повреждено не более 25% ширины ленты, ремонт целесообразен.Когда повреждено более 25% ширины ремня, предпочтительнее его полное восстановление или замена.
Методы ремонта
Это основные методы ремонта поврежденного ремня.
Вулканизация
Вулканизация — использование тепла, времени и давления для повторного сращивания ленты — это самый надежный метод ремонта конвейерной ленты, поскольку он обеспечивает максимальный возврат к исходной прочности ленты. Техника вулканизации зависит от типа материала покрытия ленты: покрытие из термореактивной резины или покрытие из термопласта.
Техника вулканизации зависит от типа материала покрытия ленты: покрытие из термореактивной резины или покрытие из термопласта.
Примеры покрытия ремня из термореактивного каучука: натуральный каучук, SBR, неопрен и нитрил, которые широко используются в непищевых областях. Термопластичные покрытия ремней включают ПВХ, полиуретан и полиолефин и используются в приложениях с прямым контактом с пищевыми продуктами. Для получения дополнительной информации о различиях между этими материалами для покрытия ремня посетите этот ресурс NIBA.
Для ремонта ремней с покрытиями из термореактивной резины используется низкотемпературная (около 250 градусов по Фаренгейту) вулканизация и часовой период охлаждения.Для термопластичных покрытий используется вулканизация при высоких температурах (от 325 до 375 градусов по Фаренгейту) с временем охлаждения около шести минут.
Вулканизация — лучший и самый надежный метод ремонта, поскольку она обеспечивает скорость и надежное восстановление первоначальной прочности ленты. При повреждении ремня, покрытого термореактивной резиной, это лучший выбор для менеджеров по техническому обслуживанию. Однако следует отметить, что при повреждении покрытия на ремне, пригодном для пищевых продуктов (также известном как ремни с покрытием из термопласта), повреждение почти всегда не подлежит ремонту из соображений санитарии; в этих случаях замена — лучший вариант.
При повреждении ремня, покрытого термореактивной резиной, это лучший выбор для менеджеров по техническому обслуживанию. Однако следует отметить, что при повреждении покрытия на ремне, пригодном для пищевых продуктов (также известном как ремни с покрытием из термопласта), повреждение почти всегда не подлежит ремонту из соображений санитарии; в этих случаях замена — лучший вариант.
Крепеж металлический
Второй вариант ремонта конвейерной ленты, металлические крепежи устанавливаются быстро и легко. С другой стороны, металлические застежки обладают значительно меньшей прочностью, чем вулканизация, а также существует вероятность всплытия шнуровки. Это может порезать рабочих, продукт или даже сломаться и оказаться на производственной линии, что сделает их непригодными для ремонта пищевых лент.
Металлические застежки — хороший вариант резервного ремонта для ремней непищевого назначения и должны использоваться только как временное решение, пока ремень не будет вулканизирован или заменен. Учитывая риски для безопасности и надежности ремня, металлические застежки не предназначены для использования в качестве постоянного решения.
Учитывая риски для безопасности и надежности ремня, металлические застежки не предназначены для использования в качестве постоянного решения.
Холодное отверждение (холодная вулканизация)
Последний и наименее желательный метод ремонта — это холодное отверждение (также известное как холодная вулканизация). Двухкомпонентный цемент состоит из основного состава и отвердителя. Под действием времени и давления отвердитель затвердевает и связывается с поверхностью.
Холодное отверждение используется только в том случае, если ограниченное пространство на заводе не позволяет оборудованию для вулканизации получить доступ к ленте.Однако этот метод наименее желателен, потому что вы должны подождать от 24 до 36 часов, пока отвердитель схватится, а цемент создает жесткую жесткую поверхность, которая создает проблемы в точках переноса. Этот метод ремонта должен использоваться менеджерами по техническому обслуживанию только в том случае, если никакой другой вариант ремонта не является жизнеспособным и немедленная замена невозможна.
Подводя итог, вулканизация — это первый выбор для менеджеров по техническому обслуживанию при ремонте ремней, поскольку металлические крепежи обеспечивают возможность быстрого ремонта до тех пор, пока не наступит период простоя для вулканизации или замены.Холодная вулканизация или холодная вулканизация — крайний метод ремонта.
Примечание о ремонте или замене
Вышеупомянутые методы ремонта не предназначены для замены нового ремня, хотя это может показаться менеджерам по техническому обслуживанию более привлекательным, чем тратить деньги на совершенно новый ремень. Но вулканизацию, металлические застежки и холодное отверждение лучше всего использовать в качестве временного решения, пока вы не найдете время для замены ремня. Это избавляет вас от опасности катастрофического отказа ремня в будущем и снижает общую надежность установки.
Как отмечалось в разделе о вулканизации, существует важное различие между ремонтом лент пищевого и непищевого качества. Ленты, транспортирующие непродовольственные товары, можно отремонтировать с помощью вулканизации, металлических застежек или холодной вулканизации, не заботясь о гигиене. Но с пищевыми ремнями ответственность за ремонт покрытия чрезвычайно высока. Ремень должен быть предельно чистым (без масел, загрязнений и посторонних материалов), чтобы соответствовать требованиям, и ваше воздействие на инспекционные службы и отзыв продукции перевешивают преимущества.Для пищевых лент замена — самый безопасный вариант.
Ленты, транспортирующие непродовольственные товары, можно отремонтировать с помощью вулканизации, металлических застежек или холодной вулканизации, не заботясь о гигиене. Но с пищевыми ремнями ответственность за ремонт покрытия чрезвычайно высока. Ремень должен быть предельно чистым (без масел, загрязнений и посторонних материалов), чтобы соответствовать требованиям, и ваше воздействие на инспекционные службы и отзыв продукции перевешивают преимущества.Для пищевых лент замена — самый безопасный вариант.
Техническое обслуживание конвейерной ленты — сложная, но важная часть любой высокоэффективной установки. Чтобы получить более одобренные в отрасли рекомендации экспертов по конвейерным ремням, загрузите наше Руководство по техническому обслуживанию и ремонту конвейерных лент. Мы предлагаем советы по ремонту конвейерной ленты, советы по устранению неисправностей и отслеживание проблем, а также распечатываемый контрольный список для улучшенной программы технического обслуживания — высвобождая ваше время, чтобы сосредоточиться на повышении производительности завода.
Даже самые лучшие конвейерные ленты требуют технического обслуживания и ремонта.Узнайте, как эффективно ремонтировать конвейерные ленты и предотвращать повреждения в будущем.
Получайте последние новости отрасли конвейерных лент, подписавшись на нашу рассылку
Холодная вулканизация от Busted Knuckle Off Road
Я делаю это с компьютера и пытаюсь заставить Tapatalk загрузить картинки, так что терпите меня, пожалуйста. То, что 90% из нас должны были сделать, — вулканизировать шину.Ближайшее ко мне место, где это делают, находится в 1,5 часах езды, и они закрываются в 5, что означает, что мне нужно будет снять работу, подняться туда, а затем взять еще один день, чтобы сходить за шиной, когда она будет починена. Что ж, в октябре я сократил одну на Хейл-мтн, вырезал из нее все живое. При нынешней работе у меня не было времени бегать по востоку, поэтому я просто собирался запустить запасной и разобраться с ним. Приятель показал мне холодный вулканизирующий состав с веб-сайта сломанной кулака. Я подумал, черт возьми, я попробую сделать худшее, что может случиться.Я заказал меньшую емкость с соединениями, точильный диск, который Берки использовал и ждал. Я посмотрел видео, где это делает Берки, и подумал, черт возьми, давай сделаем это. Я попытаюсь опубликовать на Facebook видео, которое сделал Берки, но не знаю на 100%, как это сделать. Может, Мэтт или кто-то еще сможет это сделать.
Приятель показал мне холодный вулканизирующий состав с веб-сайта сломанной кулака. Я подумал, черт возьми, я попробую сделать худшее, что может случиться.Я заказал меньшую емкость с соединениями, точильный диск, который Берки использовал и ждал. Я посмотрел видео, где это делает Берки, и подумал, черт возьми, давай сделаем это. Я попытаюсь опубликовать на Facebook видео, которое сделал Берки, но не знаю на 100%, как это сделать. Может, Мэтт или кто-то еще сможет это сделать.
http://www.bustedknuckleoffroad.com/Tire-Cold-Vulcanizing-Compound-600Grams-51F.htm
http://www.bustedknuckleoffroad.com/Carbide-Tire-Cup-Wheel-7-8-arbor- BR66613.htm
шлифовальный круг не нужен, но он помогает.Вы, вероятно, могли бы использовать откидное колесо или камень, но это упростило работу.
Во-первых, вы вытачиваете отверстие, создавая V-образную канавку на внешней стороне шины. Я взял маленькую шлифовальную машинку и колесо для печенья и тоже разгладил внутреннюю часть. Это та часть, которая заставила меня больше всего нервничать, но вышло нормально.
Затем вы берете цементный состав и наносите его на отверстие и по краям ОБЕИХ сторон шины. Используйте это немного более обильно, чем вы думаете, смесь НЕ ПРИКЛЕЯЕТСЯ там, где нет цемента.Я использовал кислотную щетку, которая идет в комплекте с большинством наборов для настройки дифференциала. Советы Q не выдержали \
Затем возьмите равные части двух составов и начните замесить их, как тесто. Эта часть отстой, эта **** НАСТОЯЩАЯ примерно 4-5 минут, а потом сразу начинает прилипать к себе. Как только весь серый / белый цвет исчезнет и у вас будет полностью черный резиновый шар, можно начинать.
Начните с внешней стороны шины и начните проталкивать резину через отверстие. Часть, которая выступает на внутренней стороне шины, расправляет ее с внутренней стороны шины, чтобы образовалось отверстие между составом.Разгладьте его пальцами как можно лучше и нарисуйте немного больше снаружи.
Состав должен схватываться, инструкции рекомендуют 24 часа при 60 градусах. Я затащил свой в дом и попросил прощения, может быть, найду способ получше, но это не пошло.
Я затащил свой в дом и попросил прощения, может быть, найду способ получше, но это не пошло.
После настройки будет немного софт. Я взял колесо для печенья, сгладил края и очистил его, так как это был мой первый раз, и он выглядел немного грубо.
Надеюсь, это поможет кому-то не бегать, чтобы вулканизировать одну.Это грязно, но это лучше, чем управлять всем творением.
Вулканизация крепового каучука монохлоридом серы. I. Метод гелеобразования | Химия и технология каучука
Когда дисперсию каучука (4 процента) в бензоле обрабатывают монохлоридом серы (1 процент) при комнатной температуре, раствор становится непрозрачным и гелеобразование происходит в течение нескольких минут. С более разбавленной дисперсией каучука (1 процент) Мейер и Марк получили слабый гель, который можно было разрушить при перемешивании с образованием через один час бледно-желтого осадка, соответствующего формуле C 10 H 16 SCl 2 .По аналогии с реакцией этилена и монохлорида серы, эти исследователи предложили следующий процесс реакции: (см. Диаграмму в PDF) Так называемый процесс холодной вулканизации, который, по сути, является вышеуказанной реакцией, таким образом, кажется, соответствует перекрестной -связка соседних изопреновых звеньев посредством образования тиоэфирной связи. Этот результат контрастирует с процессом вулканизации горячей серой, где реакция не включает сульфуризацию какого-либо заметного числа олефиновых групп.Механизм процесса холодной вулканизации неизвестен. Однако известно, что некоторые промышленные ускорители вулканизации серы в значительной степени ускоряют вышеуказанный процесс гелеобразования. В настоящей работе описывается попытка исследовать кинетику реакции между каучуком и монохлоридом серы с целью установления механизма этого процесса. В общем, были разработаны два основных метода оценки скорости реакции. Это дилатометрический метод и более произвольный метод определения времени гелеобразования.В то время как первый метод важен для изучения более подробных количественных характеристик реакции, второй метод может оказаться полезным в качестве мощного вспомогательного средства. Хотя пока невозможно предложить четкий механизм процесса вулканизации, определенные кинетические особенности были установлены, и представлены признаки наиболее плодотворных направлений атаки.
Хотя пока невозможно предложить четкий механизм процесса вулканизации, определенные кинетические особенности были установлены, и представлены признаки наиболее плодотворных направлений атаки.
Исследование эластомерного покрытия на основе EPDM холодной вулканизации.
Ключников О.Р. С-азотистые системы отверждения и новые эластомерные композиты // Вестн.Казань. Технол. Univ. 17 (3), 135–143 (2014).
CAS Google ученый
Ключников О.Р., Закирова И.А., О. Ключников, Вестн. Казань. Технол. Univ. 16 (17), 134–136 (2013).
CAS Google ученый
Н.С. Китаева, Ю. Ширякина М., Новикова А.А. и др. Исследование свойств кремнийорганического связующего ВСКО-27 // Клей, Герметики, Техн.№ 1. С. 20–29 (2014).
Ширякина М., Новикова А.А. и др. Исследование свойств кремнийорганического связующего ВСКО-27 // Клей, Герметики, Техн.№ 1. С. 20–29 (2014).
Google ученый
Герасимов Д.М., Елисеев О.А., Тишкин И.С. Фторсилоксановые герметики // Клей, Герметики, технологии. 2013. № 3. С. 15–17.
Google ученый
Тихонова Н. П., Гинзбург Л. В., Донцов А. А. Исследование механизма действия п-динитрозобензола в клеевых композициях // Кауч. Резина, д.1987. Т. 3. С. 13–15.
Google ученый
Н.А. Третьякова, Л.Р. Люсова, С.Я. Ходакова, Ю. Наумова А.А. Исследование хинолового эфира ЭХ2 в составе клеев для многослойных резинокордных композитов // Клей, Герметики, технологии. 2012. № 6. С. 5–8.
2012. № 6. С. 5–8.
Google ученый
Валиуллина А.И., Григорьев Е.И., Вольфсон С.И. Влияние степени озонолиза этиленпропилен-диенового сополимера на адгезионную способность композиций на его основе // Клей, Герметики. Технол.№12. С. 10–12 (2014).
Google ученый
Ключников О.Р., Закирова И.А. О влиянии тонкого резинового покрытия наружной изоляции трубопроводов тепловых сетей на изменение плотности тепловых потоков // Энергетика. Татар., 2011, № 3, 65–66.
Google ученый
Ключников О.Р., Муфлиханов И.И., Вольфсон С.И. и др., Динитрозо-генерирующие системы отверждения ненасыщенных эластомеров (ФЕН, Казань, 2010).