
Изготовление точечной сварки для аккумуляторных батарей в домашних условиях
В торговой сети можно найти аппараты точечной сварки для пальчиковых аккумуляторов. Большая стоимость таких приборов останавливает многих потребителей. Сделанная точечная сварка для аккумуляторов своими руками – удачный выход из этого положения в условиях домашней мастерской.
Самодельная точечная сварка для аккумуляторов
Особенности контактной сварки
Для тех, кто занимается сборкой различных электронных устройств в бытовых условиях, существует потребность в точечной сварке деталей разных приборов, не выдерживающих длительного высокотемпературного режима пайки. Это относится и к объединению литиевых аккумуляторных батарей в единые блоки.
Собранная точечная сварка своими руками для литиевых аккумуляторов основана на кратковременном контактном принципе сварки. Контактный способ заключается в том, что соединение металлических деталей происходит на мини площади ø не больше 2-3 мм за доли секунды. Плавление металлов в месте контакта происходит за счёт прохождения импульса электрического тока большой силы. Высокая температура нагрева остаётся только в пределах точки контакта, не воздействуя на окружающую зону.
Плавление металлов в месте контакта происходит за счёт прохождения импульса электрического тока большой силы. Высокая температура нагрева остаётся только в пределах точки контакта, не воздействуя на окружающую зону.
Продолжительность контакта не превышает 450 миллисекунд. На самодельных устройствах этот временной режим устанавливают резистором. Параметры сварочного электрического тока колеблются в пределах 400-1200 ампер. Контактную сварку осуществляют устройствами, оснащёнными конденсаторами или трансформатором.
В самодельных сварочных приборах применяют электроды в виде медных стержней. В качестве таковых часто используют жала от старых паяльников. Медь – отличный проводник мощного электрического потока. Подводящие провода к электродам по своему сечению должны равняться диаметру медных стержней. Для качественного соединения на концы проводов одевают наконечники, после этого их прикручивают к электродам.
Медные электроды
Процесс точечной сварки
Точечная сварка аккумуляторов представляет собой простой процесс:
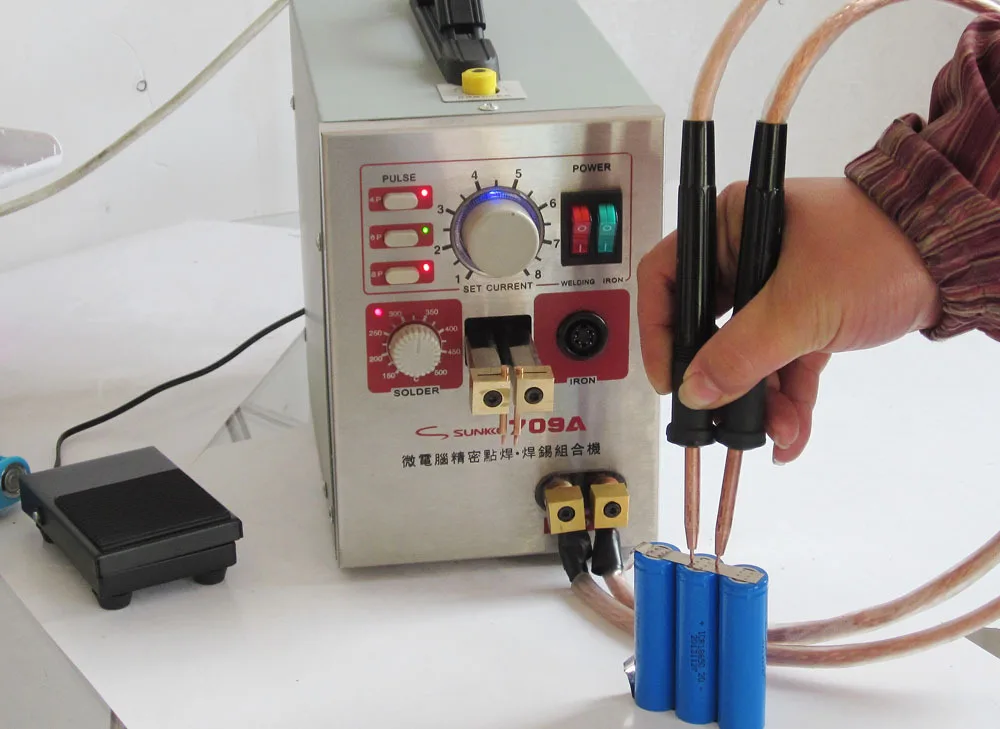
- Пару электродов, расположенных вертикально с расстоянием между ними не менее 2 мм, прижимают к никелевой полосе на одном из полюсов аккумулятора;
- Нажатием пусковой кнопки аппарат подаёт на стержни импульс тока.
 Происходит мгновенное сваривание пластины с клеммой аккумулятора;
Происходит мгновенное сваривание пластины с клеммой аккумулятора; - После этого электроды прижимают ко второму концу пластины на противоположном полюсе другого аккумулятора. Чтобы заварить пластину, достаточно нажать на кнопку;
- В такой последовательности от минуса к плюсу сваривают аккумуляторные батареи (АКБ) в силовые блоки. Количество АКБ зависит от потребности в общей ёмкости аккумуляторного блока.
 Происходит мгновенное сваривание пластины с клеммой аккумулятора;
Происходит мгновенное сваривание пластины с клеммой аккумулятора;Блок аккумуляторов на точечной сварке
Важно! Для того чтобы браться за самостоятельное создание сварочного аппарата, нужно обладать определёнными знаниями в области электротехники, опытом работы с паяльником и прочими инструментами.
Изготовление сварочного аппарата
Конструкция самодельной контактной сварки для аккумуляторов во многом зависит от изобретательности автора. В средствах массовой информации, в том числе интернете, можно обнаружить множество вариантов самодельных устройств. Изготовление одного из таких аппаратов предлагают осуществить следующим образом.
Подготовка материалов
Для изготовления самодельного сварочного устройства нужно собрать следующие материалы:
- трансформатор микроволновой печи;
- диммер или резистор;
- кабель сечением 32 мм2 – 1,5 м;
- наконечники для кабеля – 2 шт.;
- подставка с гнёздами под АКБ – 1 шт.;
- оргстекло – 1 м2;
- винты, шайбы и гайки – 20 шт.;
- пружины – 2 шт.;
- сетевой кабель – 1,5 м;
- медные электроды 150 х 10 мм – 2 шт.;
- бочонки из меди ø 30-40 мм, высотой 30 мм – 2 шт.;
- микровыключатель 16 А/250 в. – 1 шт.
- провод – 0,5 м;
- сетевой шнур с вилкой – 1,5 м;
- никелевая лента.
Силовой трансформатор
Обратите внимание! Количество и размеры деталей даются ориентировочно. Это не точная инструкция, а рекомендации по оптимальной сборке контактной сварки для аккумуляторов.
Сборка сварки для аккумуляторов
Подготовив материалы, переходят непосредственно к сборке устройства:
- Из оргстекла ножовкой или режущим кругом выпиливают сегменты квадратной формы;
- В квадратах просверливают отверстия, в которых метчиком нарезают внутреннюю резьбу;
- Винтами скрепляют короб из оргстекла;
- Из трансформатора удаляют вторичную обмотку;
- В проёмы первичной обмотки продевают два витка кабеля;
- Концы кабеля, зачищенные от изоляции, обжимают наконечниками;
- Трансформатор помещают в короб;
- Сетевой провод выводят через паз в задней стенке корпуса;
- Одну из жил сетевого шнура разрывают проводами, подсоединёнными к микровыключателю;
- Выключатель закрепляют на правой стороне корпуса;
- Таким же образом подсоединяют диммер;
- Медные электроды обтачивают на точильном круге до образования острых концов;
- На крышке корпуса винтами крепят направляющую планку из оргстекла, в которой просверливают два отверстия для электродов;
- В медных бочонках высверливают отверстия под посадочные места для медных стержней;
- Стержни фиксируют через боковые отверстия в бочонках винтами;
- Сверху направляющей планки устанавливают вторую площадку с продетыми через неё электродами;
- Верхнюю планку фиксируют пружинами, соединёнными винтами медных цилиндров с нижней планкой;
- Наконечники силового кабеля прикручивают к цилиндрам. Самодельная сварка аккумуляторов готова к работе.
 Самодельная сварка аккумуляторов готова к работе.
Самодельная сварка аккумуляторов готова к работе.При опускании планки электроды защемляют контактную ленту на клемме аккумулятора, независимо друг от друга. Это обеспечивает максимальное прижатие контактов, преодолевая любые неровности сварочной зоны.
Инструкция по эксплуатации
Собранную установку располагают на верстаке на удобной высоте для оператора. Выполняют следующие действия:
- Аккумуляторы вставляют в гнёзда подставки. Гнёзда сделаны таким образом, что снизу сохраняется небольшое пространство для приваренной ранее контактной ленты;
- Планку с электродами приподнимают и подводят под неё подставку с аккумуляторами;
- Медные стержни опускают на ленту, которую положили на клемму АКБ. Под воздействием пружин создаётся плотное соединение элементов в зоне сварки;
- Вилку сетевого шнура вставляют в розетку;
- Оператор пальцем нажимает на рычаг выключателя. Через электроды проходит импульс тока, приваривая ленту к клемме;
- Планку с электродами поднимают и проверяют качество сварного соединения;
- После этого подставку передвигают под другую батарею и повторяют весь процесс заново.

Момент приваривания контактной пластины к АКБ
Дополнительная информация. Рекомендуется перед началом работы произвести тестовые испытания. Если на образце образуется перегар или непровар соединения, то поворотной кнопкой диммера устанавливают оптимальную мощность импульса.
Советы
Опытные люди, занимающиеся самостоятельной сборкой электротехнических приборов и устройств, советуют придерживаться следующих рекомендаций:
- Оргстекло – идеальный диэлектрик. Не стоит экономить и создавать открытую модель сварочного аппарата. Корпус из оргстекла предохранит работника от случайного контакта с деталями под высоким напряжением;
- Окрашенный изнутри чёрной краской корпус прибора приобретает привлекательный эстетический вид;
- Чтобы не вызывать аномалий в зоне соединения кабеля с медными элементами, нужно соблюдать равенство сечения провода и диаметра электрода;
- При работе с устройством нужно одевать на руки диэлектрические перчатки;
- В качестве контактной ленты можно использовать полосы, нарезанные из обыкновенной пивной банки. Внешнюю поверхность нужно будет очистить от лакокрасочного покрытия;
- Если есть угроза возникновения перепадов напряжения в местной электросети, лучше использовать стабилизатор напряжения;
- Эксплуатировать аппарат можно только в сухом и тёплом помещении.
 Внешнюю поверхность нужно будет очистить от лакокрасочного покрытия;
Внешнюю поверхность нужно будет очистить от лакокрасочного покрытия;Собранная своими руками контактная сварка для аккумуляторов принесёт немалую экономию для бюджета его создателя. При наличии опыта работы и соответствующих инструментов сборка устройства не составит особых трудностей. Обязательно следует строго выполнять правила техники безопасности при сборке таких устройств.
Видео
Оцените статью:Как своими руками сделать точечную сварку аккумуляторов
Контактная точечная сварка деталей заключается в соединении деталей друг с другом при помощи тепла. Оно выделяется во время прохождения большого тока через места соединения. Отличительная черта представленной разновидности сварки заключается в наличии импульсного характера протекающего тока.
Оно выделяется во время прохождения большого тока через места соединения. Отличительная черта представленной разновидности сварки заключается в наличии импульсного характера протекающего тока.Такие импульсы достаточно короткие, и чаще всего измеряются в долях секунд.
Сегодня контактная сварка широко применяется для промышленных и бытовых целей. Дома ею пользуются для ремонта бытовой техники или для любительского конструирования. Благодаря использованию контактной сварки можно решить большое количество задач и надёжно закрепить все выводы к аккумуляторам. Это поможет быстро и легко выполнить замену батареи в ноутбуке или других устройствах. За последние несколько лет такая сварка начала пользоваться повышенным спросом и невероятной популярностью.
В чём особенность точечной сварки аккумуляторов
Чтобы надёжно закрепить тонкую металлическую пластину к главному выводу аккумулятора, нужно использовать импульсы тока с такими характеристиками:
- Продолжительность не может превышать 450 миллисекунд. Желательно отдавать предпочтение тем приборам, где можно самостоятельно отрегулировать продолжительность выполнения сварочных работ.
- Электросварочный ток. Его параметры должны быть от 400 до 1200 ампер.
 Желательно отдавать предпочтение тем приборам, где можно самостоятельно отрегулировать продолжительность выполнения сварочных работ.
Желательно отдавать предпочтение тем приборам, где можно самостоятельно отрегулировать продолжительность выполнения сварочных работ.Преимущества конденсаторной сварки
Используя этот вид сварки, электрическая энергия будет накапливаться в поле конденсатора, который оборудован большими ёмкостями. Они заряжаются в большинстве случаев от специального выпрямителя переменного тока. Когда происходит зарядка конденсатора, то вся собранная энергия будет преобразовываться в тепловую. Во время этого действия места соединения будут нагреваться и взаимодействовать.Можно выделить несколько важных достоинств представленного способа сварки:
- Мастера имеют возможность самостоятельно дозировать поступающую энергию;
- Незначительные продолжительности выпуска импульса до 1.0 миллисекунды;
- Мастера смогут выполнять сварочные работы на тонких листах металла;
- Небольшое количество потребляемой мощности.

Существует две главные разновидности выполнения конденсаторной сварки:
- Ударная или бестрансформаторная. Заряд осуществляется от основного источника переменного тока при помощи выпрямительного диода. Конструкция подключается напрямую, чтобы максимально эффективно сваривать детали.
- Трансформаторный способ сварки. Заряд происходит через размыкающие контакты переключателя. Индукционный ток локализуется во вторичной обмотке и тем самым нагревает места стыков с поверхностью металла.
Технологический процесс сварки аккумуляторов
Для самодельных точечных аппаратов используются электроды из медных стержней. Очень удобны в работе стержни от обычных паяльников. Длина провода между трансформатором и электродами должна быть небольшой. Сечение не может иметь низкие показатели и равняться диаметру электродов.На все концы проводов желательно надевать наконечники из высококачественной меди. Они хорошо пропаиваются для максимально точной работы. Во время обычной точечной сварки все детали, которые нужно соединить между собой зажимаются при помощи электродов. Для приваривания вывода к аккумулятору необходимо использовать другой способ технологии.
Во время обычной точечной сварки все детали, которые нужно соединить между собой зажимаются при помощи электродов. Для приваривания вывода к аккумулятору необходимо использовать другой способ технологии.
На устройстве электроды располагаются параллельно друг к другу и при этом выдерживается расстояние около пяти миллиметров. Будущее расположение вывода тщательно прижимается электродами к плюсовому значению аккумулятора. При нажатии пусковой кнопки сварочный аппарат способен сформировать нужный импульс тока.
Все металлические полоски нужно максимально тщательно и надёжно приварить к корпусу аккумулятора, где есть места прижатия электрода. Сегодня все желающие смогут приобрести сварочное оборудование в любом магазине. Но мастера предпочитают создавать собственные устройства, которые будут удовлетворять всем требованиям.
Процесс изготовления сварочного аппарата для создания собственных самодельных изделий и при этом учесть все необходимые характеристики — это несложная работа. Нужно иметь навыки чтения схем, работать с паяльником, а также другими инструментами.
Нужно иметь навыки чтения схем, работать с паяльником, а также другими инструментами.
Особенности самодельного сварочного аппарата
Существует огромное количество самодельных сварочных инверторов, которые оборудуются платами управления. Они позволяют стабилизировать поступающее напряжение и постоянную величину тока. Схемы составлялись народными мастерами, которые детально изучали принцип действия фабричного устройства. Они переносили все конструкторские мысли на чертежи, которые позже размещались в интернете.
Простые сварочные трансформаторы имеют один существенный недостаток — это слабые показатели устойчивости дуги, а также низкая стабилизация режима. Все эти характеристики зависят от возможного колебания тока в электрической сети. Сварочные инверторы работают на стабилизированном постоянном сварочном токе, который абсолютно не зависит от перепадов напряжения в сети. Именно по этой причине обеспечивается достаточно надёжная и устойчивая дуга.
Во время выполнения сварочных работ приборами можно наблюдать минимальные показатели расплывчатости металлических поверхностей. Главная особенность современных моделей сварочного оборудования заключается в возможности вручную изменять входное напряжение. Самодельные устройства должны оснащаться переключателем, чтобы без особенных усилий выполнить сварку электродами.
Главная особенность современных моделей сварочного оборудования заключается в возможности вручную изменять входное напряжение. Самодельные устройства должны оснащаться переключателем, чтобы без особенных усилий выполнить сварку электродами.
Самодельные устройства должны собираться правильно и с соблюдением всех установленных правил. При этом технические характеристики не должны отличаться от заводских конструкций.
Как правильно собрать сварочный аппарат
Любая модель сварочного аппарата оснащается правильно составленным внутренним схемам. Если соблюдать это требование, то устройство в дальнейшем будет функционировать качественно и правильно. Особенное внимание уделяется и конструкторской работе.Перед тем как заниматься размещением схем, чтобы собрать самодельный сварочный аппарат нужно тщательно изучить все основополагающие правила монтажа электрического оборудования. Также необходимо составить перечень главных комплектующих элементов прибора.
Во время сборки самодельных сварочных устройств нужно в обязательном порядке придерживаться следующих правил:
- Чтобы уменьшить размеру и массу инвертора нужно использовать максимально мощный полевой транзистор. В такой технике они выполняют роль силового переключателя.
- Проводниковые пучки собираются из четырёх проводов.
- Для изоляции используется специальная лента, малярный скотч или фторопластовые полосы.
- После выполнения изоляционных работ проводники должны располагаться в разных сторонах корпуса. Они не должны контактировать между собой и давать сбои во время работы.
- Термические датчики располагаются внутри радиаторов, потому что температура нагревания будет предельно высокой.
- Чтобы выполнять управление инвертором нужно установить контролем с маркировкой ШИМ. Именно такие детали способы стабилизировать напряжение внутри дуги при помощи единственного канала регулировки. Чтобы вычислить величину возникающего тока нужно подключать конденсаторы.
- Когда осуществляется сборка прибора своими руками мастерам нужно в точности соблюдать схему, которая подбирается заранее для каждого отдельного образца.

Как показывает практика, то большое количество самодельных инверторных аппаратов выходят из строя по причине выполнения неправильной регулировки сварочного тока.
Перечень комплектующих деталей для сборки
Во время выполнения монтажных и сборочных работ своими руками нужно обратить особое внимание на следующие моменты:
- Плохие контакты и высокие перепады напряжения в сети. Такие помехи в большинстве случаев приводят к сильному повышению температурного режима в месте соединения кабеля. В результате такого негативного воздействия повышается риск поломки инвертора.
- Наиболее уязвимое место инвертора — это колодка клеммы, где происходит крепление силового сварочного кабеля.
- Нужно позаботиться о правильном регулировании сварочного тока, чтобы во время работы инвертора предупредить обрыв сварочной дуги.

Чтобы собрать силовую часть платы, нужно использовать следующие детали: конденсаторы и помеховые фильтра, реле мягкого спуска, интегральные стабилизаторы, сетевые выпрямители, кулер, датчики силы тока, радиаторы и понижающий трансформатор.
Для изготовления точечной сварки своими руками потребуется использование следующих комплектующих:
- Шнур подключения к электрической сети;
- Ручка от двери;
- Выключатели;
- Держатели из меди, которые имеют разметку под два контактных электрода. Такие конструкции можно приобрести в любых строительных магазинах, где есть отдел сварочного оборудования;
- Толстые одножильные проводи из меди, которые используются для изготовления контактного электрода;
- Саморезы для деревянных конструкций или обычные гвозди.
Во время точечной сварки оцинкованных металлов могут образовываться пары оксида цинка, которые вредны для вдыхания. Именно по этой причине специалисты рекомендуют выполнять сварочные работы в помещениях, где можно выполнить проветривание или открыть окна. После сгорания контактных электродов в самодельных устройствах их можно легко и быстро заменить на новые.
После сгорания контактных электродов в самодельных устройствах их можно легко и быстро заменить на новые.
Аппарат контактной сварки — даем вторую жизнь дорогим вещам
Вместо строчки только точки – мгновенное импульсное соединение.От начала бронзовых веков человечество неразрывно связано с металлом. На нем базируется наша промышленность, с его помощью мы строим дома, передвигаемся по земле, воде, воздуху. Даже засилье пластика, в последнее время все активнее продвигающегося на позиции лидера, не изменит нашей потребности в металле.
Контактное соединение батарей
Главной задачей во все времена было надежное соединение разрозненных элементов в единую металлическую конструкцию. Именно этот процесс превращает безликие детали в единое целое, которое будет нам долго и надежно служить. Изобретение всевозможных способов сварки стало логичным и предсказуемым шагом эволюции.
Для этого процесса могут использоваться самые различные приспособления, в зависимости от поставленных задач, и одним из них является аппарат контактной сварки, который в первоначальном виде был опробован еще в 1856 году в Англии.
Принцип действия контактной сварки
Аппарат для контактной сварки преобразует стандартное напряжение в импульс, обладающей энергией свыше тысячи Ампер. Под воздействием этой силы тока, направленной в одну точку, происходит мгновенный нагрев поверхности свариваемых элементов практически до температуры плавления. Вызываемое при этом сопротивление, присущее всем металлам, дополнительно способствует повышению температуры. В результате в месте стыковки и узконаправленного воздействия возникает ядро однородного вещества, которое, при прекращении обработки, быстро застывает, кристаллизуясь и соединяя детали.
Виды
Контактная сварка в промышленных масштабах относится к категории тепломеханического воздействия. Чтобы усилить процесс соединения заготовки подвергают физическому воздействию, их сдавливают. Сам контактный способ подразделяется на три вида:
Сам контактный способ подразделяется на три вида:
- Стыковая сварка.
- Шовная сварка.
- Точечная сварка.
Ввиду сложности технологических процессов для бытового использования и выполнения контактной сварки своими руками подходит только точечная сварка. В разговорной речи эти понятия зачастую объединяют в одно, а сварочный аппарат для контактной сварки обозначают аббревиатурой – АКС.
Завершающий этап соединения аккумуляторов
Аппараты
Одними из самых популярных АКС считаются устройства АКС 2м и АКС ТОР. Они отличаются конструкционно, но работают по одной технологии: соединение выполняется точечно, а их количество и расстояние между ними зависит от размеров и предназначения конструкции. Такой способ позволяет значительно экономить время и энергию и просто незаменим, когда свариваемые элементы миниатюрного размера, как выводы аккумуляторов, которые иначе не обработать, а вариант контактной сварки, произведенный своими руками, в считанные минуты выполнит необходимое соединение.
АКС 2м похож на обычный сварочный аппарат и представляет собой трансформатор с электродами и педалью. Он не предполагает в сварочном процессе одновременного силового воздействия на детали, а импульс управляется педалью.
АКС ТОР внешне совершенно не похож стандартный сварочный агрегат, и воздействие электродами при работе с ним дополняется давлением. Детали зажимаются между наконечниками во время сварки. При этом параметры и размерные пределы соединений у АКС 2м и у АКС ТОР примерно одинаковы. Эти агрегаты могут быть солидным подспорьем в быту: починка нержавеющей посуды, аккумуляторов, кузовные жестяные работы и многое другое. При полностью положительных данных у них весомый недостаток – стоимость. При этом, если ТОР еще можно купить, поднатужившись, да и то, сомнительно, 2м, вообще, не кусается, а загрызает.
Самодельная модель АКС
Когда чего-то очень хочется, значит, обязательно получится. Если вам очень бы пригодился контактный сварочный аппарат, но лишних средств нет, то можно попробовать смастерить своими руками малобюджетную модель АКС, которая хоть и будет уступать своим заводским аналогам, но вполне справится с соединением мелких деталей, чего будет вполне достаточно для домашнего использования.
Что нам потребуется
- Трансформатор от старой микроволновой печи. Основной элемент всей конструкции. Оптимальный вариант – узел мощностью 1000 Вт. Получится, конечно, не АКС 2м, но его будет достаточно для сварки тонкого металла (до 0,5 мм.).
- Кусок сварочного кабеля для вторичной обмотки.
- Выключатель.
- Кусок плоской деревянной доски для основы (пятидесятка будет самое оно).
- Деревянные бруски для клещей – 2 (бруски + трансформатор = длина основания + несколько сантиметров на расстояния).
- Медные наконечники для электродов – 2 (подойдут винтовые наконечники от MIG сварки или жала от мощных паяльников).
- Медные наконечники для кабеля – 2 (удобнее покупные луженые под пайку).
- Уголки, оцинкованные – 2.
- Крепеж (шайбы, саморезы).
Внешний вид аппарата для соединения батареек
Сборка
Поэтапный процесс сборки своими руками аппарата для контактной сварки потребует немного терпения и старания, но в результате у вас не будет негодных аккумуляторов.
- Удаляем вторичную обмотку с добытого трансформатора. С этим хорошо справится болгарка и молоток. Спиливается верх обмотки, остальное постепенно выбивается и выламывается из трансформатора. Проще дополнительно поработать своими руками, чем склеивать распиленный сердечник.
- В освободившийся паз наматываем собственную вторичную обмотку из толстого сварочного кабеля. Для показателей в 5 В хватит четырех витков. Чем меньше будет длина кабеля, тем производительнее и надежнее будет аппарат.
- Обновленный трансформатор монтируем к основе на саморезы.
- Нижний брусок прикручиваем к основанию, чтобы между ним и трансформатором оставалось расстояние в пару сантиметров. К нему прикручиваем уголки с двух сторон.
- Чтобы проще было прикручивать вторую часть клещей, можно вставить между ними подобный брус. Это упростит манипуляции и позволит ровно соединить обе части. Верхний брусок будет одновременно выполнять роль рычага, для обеспечения необходимого сжатия поверхностей.
- Точно напротив закрепляем электроды.
- Зажимаем провода в наконечники. Если их дополнительно спаять, соединение будет надежнее и менее подвержено окислению.
- Соединяем провода с электродами. Их паять не стоит, в процессе работы они нуждаются в регулярном подпиливании своими руками, чтобы обеспечивать высокое качество соединения и быстро расходуются. Проблематично каждый раз при замене срывать пайку и делать новую. Достаточно прочно соединить элементы между собой.
- Выключатель располагают так, чтобы он находился недалеко от клещей и с левой стороны. Это объясняется технологией сварки: детали сначала зажимаются, а после щелкают тумблером буквально на секунду, за которую возникнет импульс и прибор нужно будет отключить. Тянуться левой свободной рукой к кнопке просто неудобно, а заранее включенный прибор просто сожжет поверхность, а не соединит. Встраивается выключатель в первичную обмотку.
Получившийся аппарат не должен вызвать замыкания, но если ваша электросеть оборудована автоматами, хуже не будет.
 Техника безопасности в этом случае стандартная, ведь даже небольшой и не очень сильный сварочный агрегат, при небрежном отношении, может стать причиной больших неприятностей.
Техника безопасности в этом случае стандартная, ведь даже небольшой и не очень сильный сварочный агрегат, при небрежном отношении, может стать причиной больших неприятностей.Точечная сварка под микроскопом
Хомяки приветствуют вас друзья!Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора. Использовать паяльник тут не рекомендуют из-за возможного перегрева внутренностей батареи, что может привести к преждевременному выходу ее из строя. Устанавливаем на сборку так называемую BMS плату с балансиром и собираем шуруповёрт. Теперь он работает как новенький.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной кантатной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длинна термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витка. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получаться красивые обжатые наконечники на концах провода.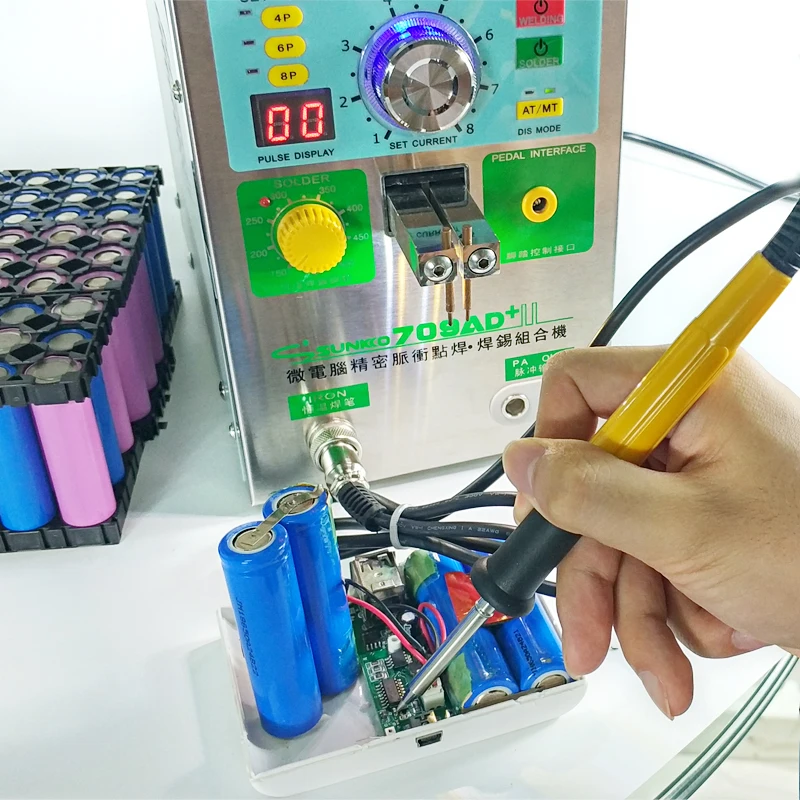
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабиться в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек, можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось. Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает метал друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длинна его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0.15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна. Это было довольно любопытно. При том на одних аккумуляторах лента приваривалась так, что ее практически не оторвать, а на других при том же времени сварки эффекта не было вообще. Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скечт разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих дела, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длинна 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течении одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера.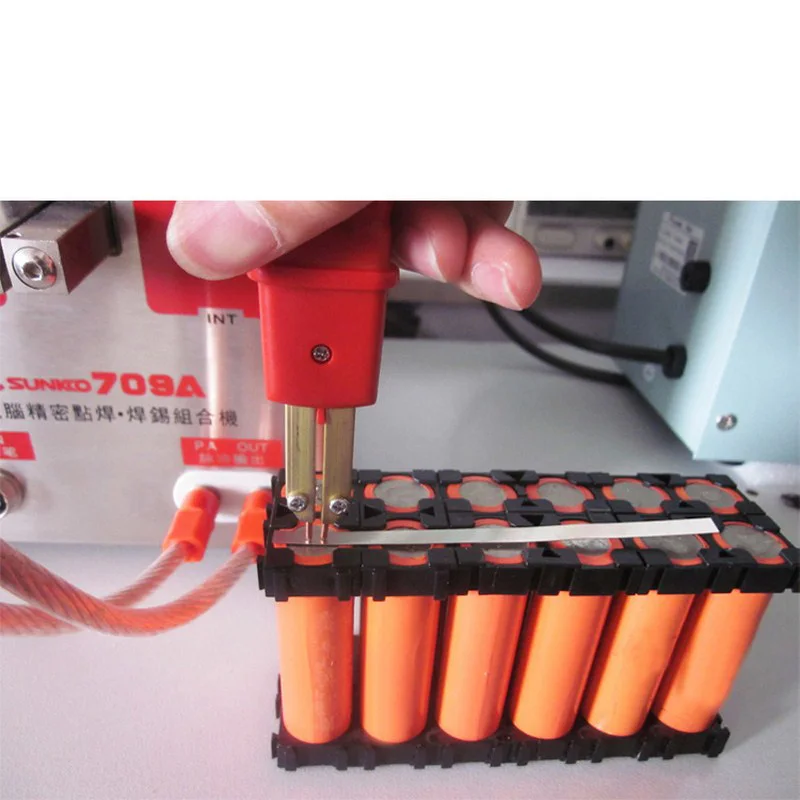 Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99. 9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.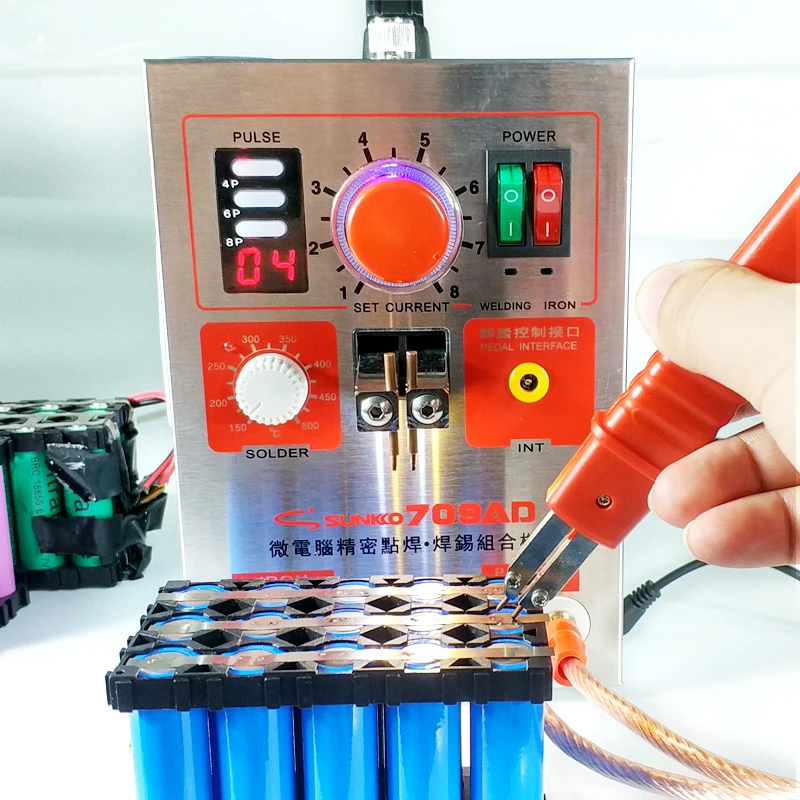
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становиться понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все.
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
 Слышишь, что сказал я?
Слышишь, что сказал я?Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
Изготовление точечной сварки для аккумуляторных батарей в домашних условиях
Аккумуляторы применяются во многих бытовых приборах и инструментах. Иногда, необходимо заменить один или несколько элементов. Они соединяются в блок определенного напряжения, и полюса привариваются между собой металлической полосой при помощи точечной сварки.
Метод пайки здесь не подходит, так как при таком способе соединения происходит сильный нагрев внутренней части батареи, что приводит к выходу ее из строя. Поэтому если требуется самостоятельно провести ремонт литий-ионных батарей, то нужно приобрести аппарат точечной сварки (споттер) или сделать его самому.
Простейший способ
Самый простой способ – это сварка аккумуляторов самой аккумуляторной батареей. Для этого потребуется:
Для этого потребуется:
В полевых условиях, чтобы приварить к батарее никелевую пластину, достаточно аккумулятора, проводов для зарядки, куска монолитного провода и изоленты.
Из провода делается два электрода. Их концы зачищают, выравнивают и фиксируют изолентой. Между концами проводов должно быть расстояние 2-3 мм, торцы находятся в одной плоскости.
За другие концы монолитного провода цепляют с помощью зажимов кабеля для зарядки. Предварительно зарядный кабель присоединяется к клеммам рабочего аккумулятора. Полярность значения не имеет.
Точечная сварка готова. Никелевая лента устанавливается на литиевый аккумулятор. К ленте прижимают концы электродов, которые находятся под напряжением.
Произойдет короткое замыкание, и металл в точке соприкосновения расплавится. Электроды надо быстро убрать во избежание прожигания никелевой пластины.
 youtube.com/embed/TAPjoReTcHk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/TAPjoReTcHk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Контактная сварка для аккумуляторов
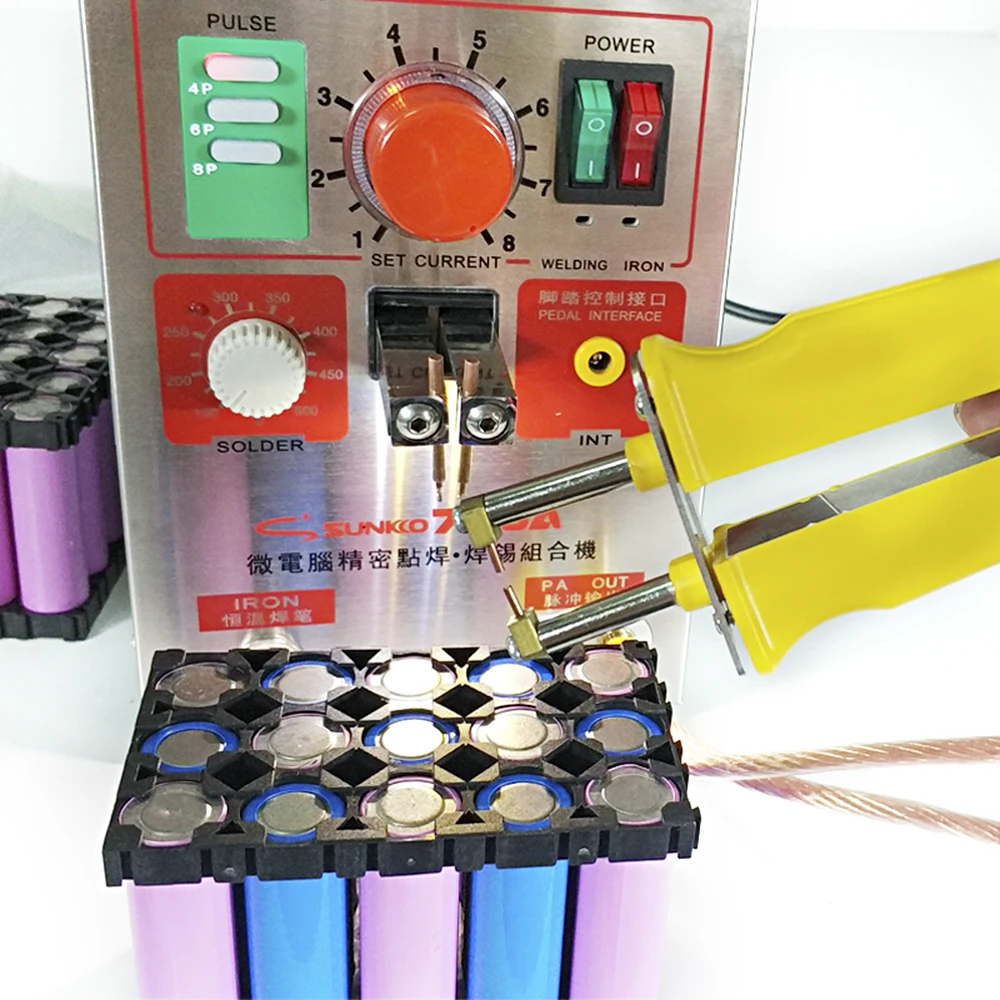
Основной функцией контактной сварки является соединение аккумуляторных клемм с помощью небольших металлических пластинок. Для этого не требуется слишком большая мощность. Регулировка параметров тока выполняется в пределах от 400 до 1200 ампер, а действие импульса не превышает 450 миллисекунд.
Для этого не требуется слишком большая мощность. Регулировка параметров тока выполняется в пределах от 400 до 1200 ампер, а действие импульса не превышает 450 миллисекунд.
Соединение деталей с помощью контактной точечной сварки осуществляется за счет тепловой энергии, выделяемой под действием электрического тока большой величины непосредственно в месте контакта. Действие тока носит импульсный характер и отличается короткими импульсами при высокой силе тока, достигающей сотен, а в некоторых случаях и тысяч ампер.
Контактная сварка может использоваться не только в промышленности, но и в домашних условиях. Она позволяет ремонтировать бытовую технику, надежно закреплять выводы аккумуляторных батарей. Особую актуальность такая сварка приобрела в условиях массовой замены аккумуляторов в ноутбуках и других аналогичных устройствах.
Точечная сварка для аккумуляторных батарей должна обладать определенными параметрами. В большинстве аппаратов существуют регулировки, позволяющие настраивать импульс продолжительностью от 50 450 мс и значение электросварочного тока от 400 до 1200 ампер.
Параметры могут быть обеспечены различными видами сварки:
- Конденсаторная сварка. В данном случае для накопления электроэнергии используется конденсатор с большой емкостью, заряжаемый через выпрямитель переменного тока. Во время разрядки электрическая энергия преобразуется в тепловую, обеспечивая нагрев места соединения. К основным преимуществам этого способа можно отнести точную дозировку выделяемой энергии, короткий импульс, низкую мощность, возможность сваривания тонких металлических листов.
- Точечная сварка с понижающим трансформатором. Основным элементом данного устройства служит сварочный трансформатор. Его конструкция состоит из магнитопровода с площадью поперечного сечения примерно 40 см2. В стандартной первичной обмотке содержится более 200 витков проводника, сечением 2,5 мм2. Вторичная обмотка состоит из 7-ми витков шинного провода сечением 50 мм2. Между обмотками укладываются изоляционные слои, повышающие электробезопасность аппарата. В результате подключения первичной обмотки к сети 220 вольт, во вторичной обмотке, замкнутой на сварку, возникает импульс тока большой мощности. Регулировка мощности импульса осуществляется с помощью резистора в сторону увеличения или уменьшения.
 Регулировка мощности импульса осуществляется с помощью резистора в сторону увеличения или уменьшения.
Регулировка мощности импульса осуществляется с помощью резистора в сторону увеличения или уменьшения.В домашних условиях
Для удобства и повышения качества сварки в домашних условиях применяют дополнительные элементы.
Многожильный силовой провод с помощью зажимов присоединяют к рабочему аккумулятору, а другие концы к нормально-разомкнутому контакту реле и к жалу паяльника.
Второй контакт реле подсоединяют ко второму жалу. В результате получается такая схема, что при замыкании контактов реле на концах жал (электродов) будет присутствовать напряжение рабочего аккумулятора.
Для управления реле используется конденсатор большой емкости, резистор и переключатель. Конденсатор и резистор соединяются последовательно. Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору.
Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору.
В исходном состоянии переключатель должен находиться в положении, когда он замкнут на рабочий аккумулятор. Конденсатор зарядится. Обмотка управления реле одним контактом подсоединяется к выводу емкости, соединенной с аккумулятором, а второй подсоединяется к свободному выводу переключателя.
При переключении напряжение с конденсатора поступает на управляющую обмоток. Пока емкость разряжается, реле замкнуто, и через него может проходить ток в случае замыкания цепи.
Для сварки достаточно на элемент литиевого аккумулятора поставить никелевую соединительную ленту, на нее два жала, прижать и нажать на переключатель. Контакты реле замкнутся, на электродах появится напряжение.
Так как они замкнуты через пластину, через нее потечет ток короткого замыкания, который вызовет расплавление металла между точками касания электродов. Сварка произведена.
С помощью резистора можно регулировать длительность управляющего импульса. Регулировку можно проводить опытным путем. Она необходима при изменении напряжения рабочего аккумулятора и толщины свариваемого материала.
Регулировку можно проводить опытным путем. Она необходима при изменении напряжения рабочего аккумулятора и толщины свариваемого материала.
Устройство и принцип работы
Чертеж устройства для сварки аккумуляторов.
В общем устройстве аппарата точечной сварки аккумуляторов своими руками присутствуют две части: механическая и электрическая. В механической части электроды проводят электричество, элементы для сжатия оказывают давление на заготовки. В заводских устройствах применяется гидравлика, но в домашних условиях все действия чисто механические.
В электрической части главный элемент – сварочный трансформатор, который связан с системой подачи электроэнергии и прерывателем первичной цепи. В этой части могут присутствовать элементы сложной электроники, но это касается лишь заводских моделей, в самодельных аппаратах такого нет.
Принцип действия аппарата для точечной сварки достаточно простой. Он основан на действии тепловой энергии. Вот как это происходит: электрический ток подается на электроды, которые находятся в тесном контакте с металлическими деталями.
В области образования сварочного ядра в месте соединения электроды подвергаются механическому воздействию и плотно прижимаются к свариваемым заготовкам. При поступлении тока детали нагреваются и привариваются друг к другу.
Этапы изготовления
Сварка аккумуляторов своими руками требует соблюдения важнейших правил: прежде всего это ювелирная тщательность исполнения каждого шага.
Точечная сварка для аккумуляторов.
Этапы производства аппарата следующие:
- Обновление конструкции старого трансформатора за счет удаления вторичной обмотки. Удаление можно произвести с помощью болгарки или обыкновенного молотка. Верхнюю часть обмотки лучше всего спилить, а оставшуюся часть обмотки можно попросту выломать или выбить из корпуса трансформатора. Последующее склеивание частей сердечника – дело непростое, сначала придется хорошенько все очистить.
- После тщательной очистки нужно освободить паз, в который следует намотать новую вторичную обмотку. Эту обмотку лучше и проще всего соорудить из сварочного кабеля большой толщины. Даже четыре витка такой обмотки дают отличный показатель в 5 В. Если взять это значение за основу, легко рассчитать все необходимые условия. Чем длиннее сварочный кабель, тем ниже производительность всей конструкции аппарата. Кроме того, с длиной кабеля снижается также и надежность агрегата.
- Теперь всю обновленную конструкцию сварочного трансформатора нужно прикрепить к основе с помощью саморезов. Если уголки прикручиваются к трансформатору с двух противоположных сторон, то основание крепится к нижнему бруску так, чтобы этот брусок был отдален от трансформатора на два сантиметра. Брусок также может быть установлен во второй части клещей. В этом случае и прикручивание, и остальные манипуляции будут значительно проще. Брус станет играть роль рычага, с помощью которого можно получить дополнительное сжатие соединяемых поверхностей.
- Электроды нужно закрепить в точности друг напротив друга, чтобы спаять вместе. Если все сделать точно, в дальнейшем не будет происходить никакого окисления.
- Соединение спаянных электродов с проводами. Пайка в данном случае нецелесообразна, так как такая мера будет излишней предосторожностью. Если электроды припаять, во время процесса сварки придется часто удалять напаянные части и вместо них припаивать новые.
- Очень важным является правильное расположение выключателя: нужно, чтобы он находился рядом с клещами и с левой стороны корпуса аппарата. Такая локализация объясняется особенностями процесса сварки. Перед ней заготовки сжимаются друг с другом самым плотным образом, после чего на секунду включается тумблер. Спаивание происходит вследствие немедленного импульса. Тумблер выключается, так как если держать аппарат долго включенным, есть риск пережигания детали.
 Даже четыре витка такой обмотки дают отличный показатель в 5 В. Если взять это значение за основу, легко рассчитать все необходимые условия. Чем длиннее сварочный кабель, тем ниже производительность всей конструкции аппарата. Кроме того, с длиной кабеля снижается также и надежность агрегата.
Даже четыре витка такой обмотки дают отличный показатель в 5 В. Если взять это значение за основу, легко рассчитать все необходимые условия. Чем длиннее сварочный кабель, тем ниже производительность всей конструкции аппарата. Кроме того, с длиной кабеля снижается также и надежность агрегата.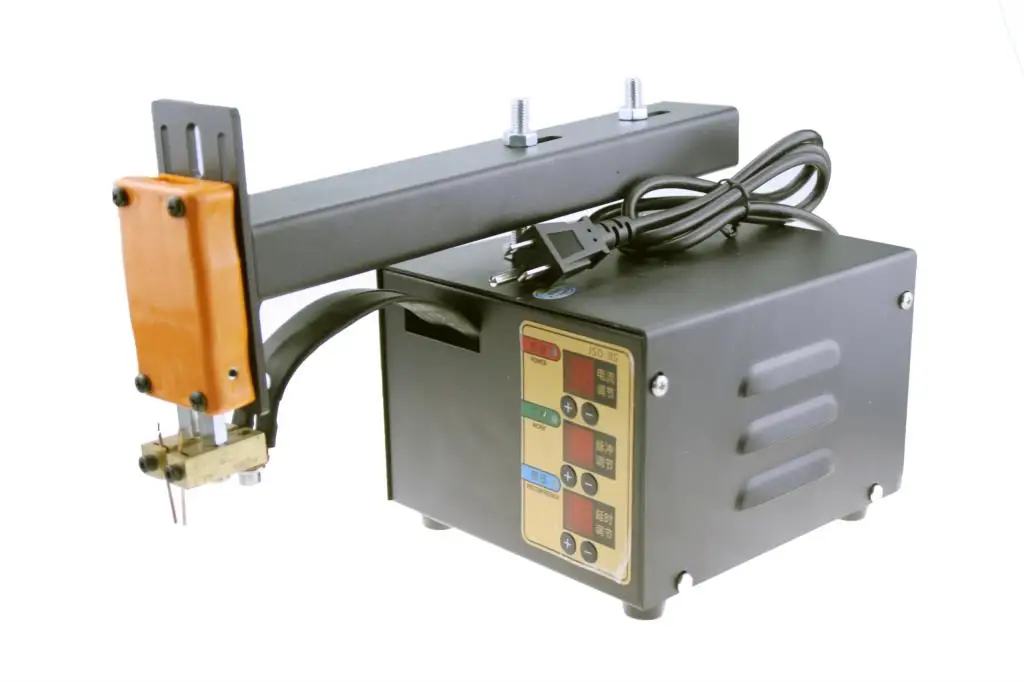
Вариант аппарата из автомобильного аккумулятора
Устройство сварочника для аккумуляторов.
Это, пожалуй, самый быстрый способ конструирования агрегата для сварки батарей, в котором нет необходимости специальной перемотки трансформатора. Это самодельная точечная сварка для аккумуляторов от автомобиля. Этот вариант мини сварки отличается простотой комплектации и очень понятным принципом работы.
Этот вариант мини сварки отличается простотой комплектации и очень понятным принципом работы.
Источником электрического тока в данном случае является заряженный аккумулятор от машины. Он должен быть достаточно мощным, в противном случае он может расплавиться от значительного нагрева электродов. Для того, чтобы приварить контакт из клемм на батарее, достаточно эти клеммы замкнуть.
Два медных электрода зафиксированы в электрической колодке. Электроды покрыты по всей длине изоляцией. Для соблюдения постоянства расстояния между ними крепится специальный соединитель.
Как только провода от АКБ зафиксируются в клеммнике колодки, сварку от автомобильного аккумулятора можно проводить.
Единственный серьезный риск при такой технологии – прожиг пластины вследствие высокого напряжения при ее неполном контакте с поверхностью.
Хорошим решением по минимизации этого риска будет подточка электродов надфилем для максимально плотного контакта.
Проверка качества работы самодельного аппарата
Мы уже писали выше, что параметры работы самодельного аппарата не могут сравниться с заводскими аналогами, что вполне понятно и приемлемо для домашних работ. Но данный факт вовсе не означает, что качество работы и соответствие требованиям можно не проверять.
Но данный факт вовсе не означает, что качество работы и соответствие требованиям можно не проверять.
Технический тест следует проводить с ненужной деталью. Сначала процесс контактной сварки из аккумулятора своими руками можно осуществить на малой мощности. Если он прошел нормально, вторым тестом можно сделать пробную сварку с максимальной мощностью.
Из трансформатора
Точечную сварку для аккумуляторов можно сделать своими руками из трансформатора. Ею можно сваривать не только батареи, но и любые тонкие металлические изделия.
Для сварки аккумуляторов трансформатор большой мощности не требуется, на 300-500 Вт достаточно. Главное, чтобы была возможность перемотать вторичную обмотку.
Первичная обмотка должна быть на 220В 50 Гц. В качестве намоточного провода на вторичную обмотку нужно применить изолированный медный провод большого диаметра. Требуется сделать три-четыре витка.
Корпус аппарата точечной сварки можно сделать из оргстекла или фанеры. Оргстекло конечно предпочтительней. Основание корпуса должно быть такого размера, чтобы вмещался трансформатор с соединительными проводами, кнопка и рычаг с электродами.
Оргстекло конечно предпочтительней. Основание корпуса должно быть такого размера, чтобы вмещался трансформатор с соединительными проводами, кнопка и рычаг с электродами.
Рычаг крепится на оси между стойками из алюминиевого уголка, которые в свою очередь саморезами закрепляются к основе прибора. Длина рычага делается с таким расчетом, чтобы электроды, закрепленные на нем, доходили до рабочей площадки основания устройства. Диаметр электродов должен быть 3-5 мм. Их концы подтачивают и выравнивают торцы.
Вторичная обмотка трансформатора подключается к электродам с помощью многожильного медного провода сечением не менее чем сечение электродов. Длина проводов от вторичной обмотки до рабочей части должна быть минимальной. Соединения лучше проварить для уменьшения сопротивления цепи или соединять через клеммные колодки под винт.
Рабочая кнопка устанавливается на одном из выводов вторичной обмотки. На рычаге и кнопке устанавливаются пружины. Они нужны для их быстрого возвращения в исходное состояние.
Чтобы установить определенную длительность сварочного импульса, вместо кнопки можно использовать тиристор или силовое реле, управляемое RC цепью. Резистор должен быть переменным, а емкость конденсатора достаточно большой, чтобы позволял менять длительность импульса в пределах от десятков до сотен миллисекунд.
Имеется большое количество схемных реализаций точечной сварки для аккумуляторов. Многое зависит от имеющихся материалов. Схемы могут меняться для увеличения функциональности устройства, улучшения его потребительских свойств, но суть остается прежней.
https://youtu.be/tISthYl3-QU
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.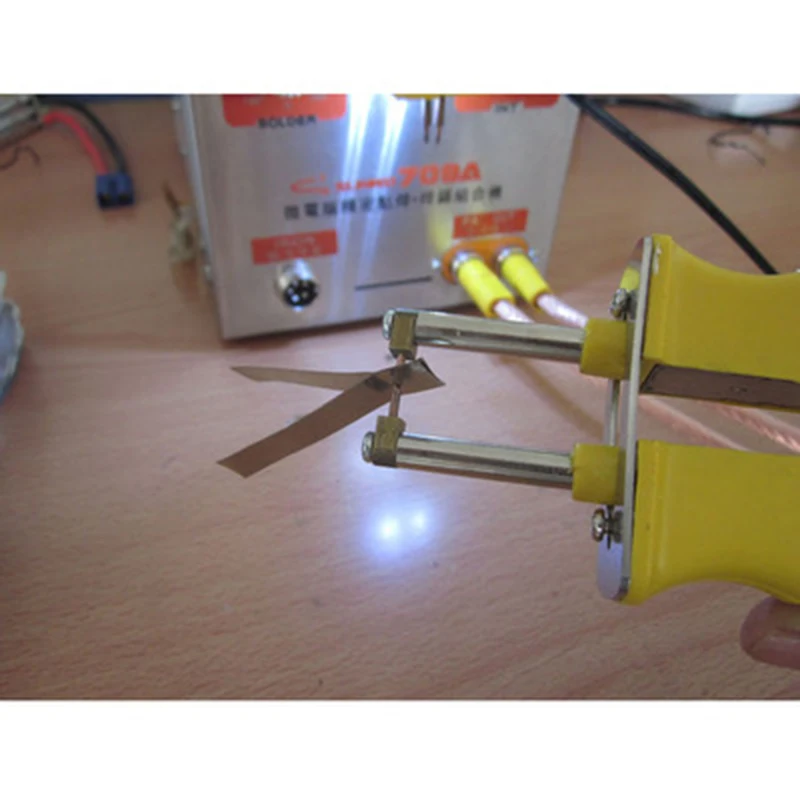
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Аппарат точечной сварки для аккумуляторов своими руками
Аккумуляторы применяются во многих бытовых приборах и инструментах. Иногда, необходимо заменить один или несколько элементов. Они соединяются в блок определенного напряжения, и полюса привариваются между собой металлической полосой при помощи точечной сварки.
Метод пайки здесь не подходит, так как при таком способе соединения происходит сильный нагрев внутренней части батареи, что приводит к выходу ее из строя. Поэтому если требуется самостоятельно провести ремонт литий-ионных батарей, то нужно приобрести аппарат точечной сварки (споттер) или сделать его самому.
Поэтому если требуется самостоятельно провести ремонт литий-ионных батарей, то нужно приобрести аппарат точечной сварки (споттер) или сделать его самому.
Простейший способ
Самый простой способ – это сварка аккумуляторов самой аккумуляторной батареей. Для этого потребуется:
- любой автомобильный аккумулятор, подойдет от дрели или шуруповерта;
- два жала паяльника или кусок толстого одножильного медного провода;
- реле на 500-1000 А;
- конденсатор;
- переменный резистор;
- многожильный медный провод сечением 30-40 мм2;
- переключатель.
В полевых условиях, чтобы приварить к батарее никелевую пластину, достаточно аккумулятора, проводов для зарядки, куска монолитного провода и изоленты.
Из провода делается два электрода. Их концы зачищают, выравнивают и фиксируют изолентой. Между концами проводов должно быть расстояние 2-3 мм, торцы находятся в одной плоскости.
За другие концы монолитного провода цепляют с помощью зажимов кабеля для зарядки. Предварительно зарядный кабель присоединяется к клеммам рабочего аккумулятора. Полярность значения не имеет.
Предварительно зарядный кабель присоединяется к клеммам рабочего аккумулятора. Полярность значения не имеет.
Точечная сварка готова. Никелевая лента устанавливается на литиевый аккумулятор. К ленте прижимают концы электродов, которые находятся под напряжением.
Произойдет короткое замыкание, и металл в точке соприкосновения расплавится. Электроды надо быстро убрать во избежание прожигания никелевой пластины.
В домашних условиях
Для удобства и повышения качества сварки в домашних условиях применяют дополнительные элементы.
Многожильный силовой провод с помощью зажимов присоединяют к рабочему аккумулятору, а другие концы к нормально-разомкнутому контакту реле и к жалу паяльника.
Второй контакт реле подсоединяют ко второму жалу. В результате получается такая схема, что при замыкании контактов реле на концах жал (электродов) будет присутствовать напряжение рабочего аккумулятора.
Для управления реле используется конденсатор большой емкости, резистор и переключатель. Конденсатор и резистор соединяются последовательно. Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору.
Конденсатор и резистор соединяются последовательно. Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору.
В исходном состоянии переключатель должен находиться в положении, когда он замкнут на рабочий аккумулятор. Конденсатор зарядится. Обмотка управления реле одним контактом подсоединяется к выводу емкости, соединенной с аккумулятором, а второй подсоединяется к свободному выводу переключателя.
При переключении напряжение с конденсатора поступает на управляющую обмоток. Пока емкость разряжается, реле замкнуто, и через него может проходить ток в случае замыкания цепи.
Для сварки достаточно на элемент литиевого аккумулятора поставить никелевую соединительную ленту, на нее два жала, прижать и нажать на переключатель. Контакты реле замкнутся, на электродах появится напряжение.
Так как они замкнуты через пластину, через нее потечет ток короткого замыкания, который вызовет расплавление металла между точками касания электродов. Сварка произведена.
Сварка произведена.
С помощью резистора можно регулировать длительность управляющего импульса. Регулировку можно проводить опытным путем. Она необходима при изменении напряжения рабочего аккумулятора и толщины свариваемого материала.
Из трансформатора
Точечную сварку для аккумуляторов можно сделать своими руками из трансформатора. Ею можно сваривать не только батареи, но и любые тонкие металлические изделия.
Для сварки аккумуляторов трансформатор большой мощности не требуется, на 300-500 Вт достаточно. Главное, чтобы была возможность перемотать вторичную обмотку.
Первичная обмотка должна быть на 220В 50 Гц. В качестве намоточного провода на вторичную обмотку нужно применить изолированный медный провод большого диаметра. Требуется сделать три-четыре витка.
Корпус аппарата точечной сварки можно сделать из оргстекла или фанеры. Оргстекло конечно предпочтительней. Основание корпуса должно быть такого размера, чтобы вмещался трансформатор с соединительными проводами, кнопка и рычаг с электродами.
Рычаг крепится на оси между стойками из алюминиевого уголка, которые в свою очередь саморезами закрепляются к основе прибора. Длина рычага делается с таким расчетом, чтобы электроды, закрепленные на нем, доходили до рабочей площадки основания устройства. Диаметр электродов должен быть 3-5 мм. Их концы подтачивают и выравнивают торцы.
Вторичная обмотка трансформатора подключается к электродам с помощью многожильного медного провода сечением не менее чем сечение электродов. Длина проводов от вторичной обмотки до рабочей части должна быть минимальной. Соединения лучше проварить для уменьшения сопротивления цепи или соединять через клеммные колодки под винт.
Рабочая кнопка устанавливается на одном из выводов вторичной обмотки. На рычаге и кнопке устанавливаются пружины. Они нужны для их быстрого возвращения в исходное состояние.
Чтобы установить определенную длительность сварочного импульса, вместо кнопки можно использовать тиристор или силовое реле, управляемое RC цепью. Резистор должен быть переменным, а емкость конденсатора достаточно большой, чтобы позволял менять длительность импульса в пределах от десятков до сотен миллисекунд.
Резистор должен быть переменным, а емкость конденсатора достаточно большой, чтобы позволял менять длительность импульса в пределах от десятков до сотен миллисекунд.
Имеется большое количество схемных реализаций точечной сварки для аккумуляторов. Многое зависит от имеющихся материалов. Схемы могут меняться для увеличения функциональности устройства, улучшения его потребительских свойств, но суть остается прежней.
Аппарат из конденсаторов
Аппарат для точечной сварки из конденсаторов потребует 8 емкостей по 15000 мкФ на напряжение 25 В. Конденсаторы надо соединить параллельно, чтобы общая емкость стала 120000 мкФ.
Для зарядки можно использовать любой источник напряжения на 12-24 В. Подключается он через выключатель. К выводам конденсатора также подсоединяются электроды через медный кабель сечением 16-30 мм2.
Электроды располагаются параллельно друг другу на расстоянии трех миллиметров. Торцы обтачиваются и выравниваются. Процесс сварки происходит следующим образом.
Конденсаторы заряжаются, выключатель отключает источник зарядки. Никелевая соединительная пластина устанавливается на аккумуляторе. Электроды прижимаются к пластине, замыкая выводы конденсаторов через нее.
Пока происходит разряд емкости идет процесс сварки в точке контакта. Для регулировки длительности импульса можно использовать тиристор, управляемый RC цепью с заданными параметрами.
Точечная сварка для аккумуляторов от обычной точечной сварки отличается малой мощностью и формой рабочих элементов. У обычных аппаратов свариваемая деталь находится между электродами, у сварки для аккумуляторов электроды располагаются с одной стороны свариваемого изделия.
Точечная сварка своими руками — свариваем аккумуляторы
Точечная сварка своими руками — мне потребовалось сделать модернизацию аккумуляторной батареи шуруповерта, то-есть заменить NiCd батареи на литиевые емкости 18650. А для того, чтобы соединить между собой банки и не навредить им, нужно быстрое и надежное соединение. Объединять емкости путем пайки — это плохой вариант, так как во время такой процедуры происходит сильный нагрев аккумулятора.
А для того, чтобы соединить между собой банки и не навредить им, нужно быстрое и надежное соединение. Объединять емкости путем пайки — это плохой вариант, так как во время такой процедуры происходит сильный нагрев аккумулятора.
Вследствие чего, электролит может закипеть и парами разорвать оболочку баллона. Дома под рукой оказалась выжившая свой срок микроволновая печь, вот из нее я настроился изготовить необходимую мне точечную контактную сварку. По расчетам данная сварка, выполненная на трансформаторе от микроволновой печи может обеспечить выходной ток до 850А.
Перечень деталей и необходимых инструментов:
- Трансформатор от микроволновой печи;
- Клеммник для соединения проводов;
- Отрезок медного провода сечением 2,26мм²;
- Восьми миллиметровый многожильный провод;
- Контролер с таймером;
- Блок питания на 12v/0,5А;
- Корпус от компьютерного блока питания;
- Выключатель 220v;
- Одиночный кнопочный выключатель без фиксации;
- Небольшая рейка из дерева;
- Подходящая пружина.

Точечная сварка своими руками в подробностях:
Пункт 1
Во первых нужно где-то раздобыть ненужную микроволновку, но с функционирующим трансформатором, чем он будет мощнее, тем лучше для изготовления точечной сварки. Далее демонтируем из нее транс, как я писал выше, мне достался с током потребления 850А.
Теперь приступаем к разборке компьютерного блока питания, выбрасываем из корпуса все, кроме гнезда для подключения сети 220v. В дальнейшем в этот корпус будем монтировать все детали, необходимые для точечной сварки.
Сейчас нужно установить в корпус силовой трансформатор, плату контроллера с таймером и блок питания, тщательно выполняем компоновку всех комплектующих. Затем намечаем где должны быть отверстия под крепежные винты, которые нужно будет просверлить.
Пункт 2
Удаление вторичной обмотки
На этом шаге нам необходимо убрать вторичную обмотку с трансформатора от печки, чтобы не ошибиться ориентируетесь по обмотке с самым тонким проводом. Это и есть вторичка, а потом вместо нее нужно будет намотать восьми миллиметровым проводом новую вторичную обмотку.
Это и есть вторичка, а потом вместо нее нужно будет намотать восьми миллиметровым проводом новую вторичную обмотку.
Чтобы облегчить процесс удаления вторички с трансформатора без его разборки, для этого подойдет остро заточенное зубило либо стамеска. Этими инструментами проще всего можно убрать эмаль-провод, просто элементарно срезаем его с одной стороны, потом с другой. Когда все срезали, оставшийся в трансформаторе эмаль-провод можно удалить с помощью плоскогубцев либо просто выбить сверлом. Я лично удалял при помощи сверла.
Пункт 3
Размещение новой обмотки
Теперь взамен удаленной обмотки требуется разместить на сердечнике новую в количестве двух витков силовым проводом. Устанавливаем подготовленный трансформатор в корпус. В районе решетки для циркуляции воздуха делаем пару отверстий, через них будут пропускаться выводы катушки. Теперь сверлим намеченные ранее отверстия в днище корпуса для фиксации трансформатора.
Вслед за этим мы должны установить на фронтальной панели плату контроллера с таймером, а немного ниже ставим светодиод в подготовленное отверстие. Однако, прежде чем это сделать, светодиод нужно предварительно выпаять из платы, а его выводы удлинить тонким проводом.
На тыльную панель помещаем сетевой выключатель.
На следующей картинке показана схема соединения всех элементов:
У блока питания удаляем вилку, ввиду того, что она скрадывает полезное пространство, а затем напрямую к разъему питания подпаиваем отрезками проводов. Все элементы точечной сварки паяются кусками проводов, но от контроллера до транса я выполнил на клеммах. Теперь нужно подключить к таймеру кнопочный выключатель, который не имеет фиксатора. При помощи потенциометра устанавливаем на таймере время импульсного разряда, во время которого происходит точечная сварка деталей. Оптимальное время разряда выбирается уже в процессе сварки.
Пункт 4
Используя металлические уголки фиксируем на корпусе аппарата деревянную рейку.
Извлекаем из клеммной планки элементы для зажима проводов и вставляем их на подготовленные концы проводов и фиксируем винтами. Теперь крепим их к рейке при помощи шурупов.
Кнопочный выключатель также помещаем на рейке, предварительно сделав для него отверстие:
Делаем контактные электроды, если нет возможности выточить на токарном станке такие контакты, то тогда из медного провода сечением 2,26 мм² скручиваем как показано на картинке. Не забудьте немного заострить их концы:
Крепим их в клеммных зажимах:
Пункт 5
Продолжая процесс точечная сварка своими руками, настало время установить пружину для выполнения реверса после разряда импульса на детали. Для выполнения этой операции крепим на крышке корпуса добавочную рейку.
На этом этапе можно считать, что сборка точечной сварки закончена. Устройство получилось очень мощное, поэтому при сварке тонких деталей нужно контролировать время отсечки таймера.
В супермаркетах электротехники можно приобрести аппарат для точечной сварки пальчиковых аккумуляторов разной конструкции. Такие приборы стоят довольно дорого. Сделанная точечная сварка для аккумуляторов своими руками значительно экономит финансовые средства. Сделать такое оборудование у себя дома под силу каждому любителю радиотехники.
Принцип работы контактной сварки
Тем, кто увлечён изготовлением самодельных мобильных электротехнических устройств, порой просто необходимо обзавестись аппаратом контактной сварки. Созданная точечная сварка своими руками для литиевых аккумуляторов практически их не нагревает, что сохраняет чувствительную структуру изделий от разрушения.
Контактная сварка металлических элементов осуществляется на узкой мини площадке диаметром около 2 мм. Мощный электрический импульс электрического тока в рабочей зоне плавит металл и этим скрепляет детали. Нагрев высокого уровня (около 10000С) происходит только в точке контакта и дальше не распространяется.
Время прохождения импульса составляет не более 450-500 мл сек. На самодельной установке временной промежуток устанавливают резистором (переменного сопротивления). Сила сварочного тока может достигать в пределах 450-1300 ампер. Технические параметры сварочного оборудования регулируются конденсатором и трансформатором.
В сварочных устройствах устанавливают контакторы, изготовленные из медных заготовок. В домашней мастерской электроды можно изготовить из обточенных жал ненужных паяльников. Цветной металл является эффективным проводником большой силы тока. Соединительные медные кабели подбирают равными по площади поперечного сечения с диаметром электрода.
Обратите внимание! Концы проводов запрессовывают в медные наконечники с монтажными отверстиями, их соединяют болтами из меди с электродами.
Как осуществляется контактная сварка
Соединение точечной сваркой клемм акб происходит следующим образом:
- Никелевую полоску укладывают на выводы полюсов батарей.
- Пару электродов опускают на полосу в месте положения клеммы.
- Нажимают на пусковую кнопку сварочного аппарата. Происходит подача мощного импульса в рабочую зону.
- В результате происходит сваривание никельной пластины с выводом аккумулятора.
- Передвигая оборудование, продолжают заваривать очередные контакты.
- Сварка аккумуляторов обязательно должна сопровождаться каждый раз сменой полярности полюсов очередной батареи.

Изготовление сварочного оборудования своими руками
Прежде, чем приступить к изготовлению аппарата, надо определиться с его конструкцией. В сети интернет публикуют массу вариантов, как изготавливается контактная сварка для пальчиковых аккумуляторов. Один из вариантов устройства изготавливают в таком порядке.
Подготовка оборудования и материалов
Перед началом работ нужно подготовить необходимое оборудование и материалы:
- трансформатор;
- переменное сопротивление – резистор;
- силовой кабель длиной 2 м, площадь поперечного сечения которого составляет около 32 кв. мм;
- обжимные наконечники из меди;
- поддон с отверстиями ø 18 мм;
- полотно из оргстекла размером 300 х 300 мм;
- метизы;
- две пружины;
- двужильный провод;
- контакторы в количестве 2 шт.;
- два выточенных из меди цилиндра ø 45 мм х 30 мм;
- микровключатель;
- сварочная полоска из никеля.
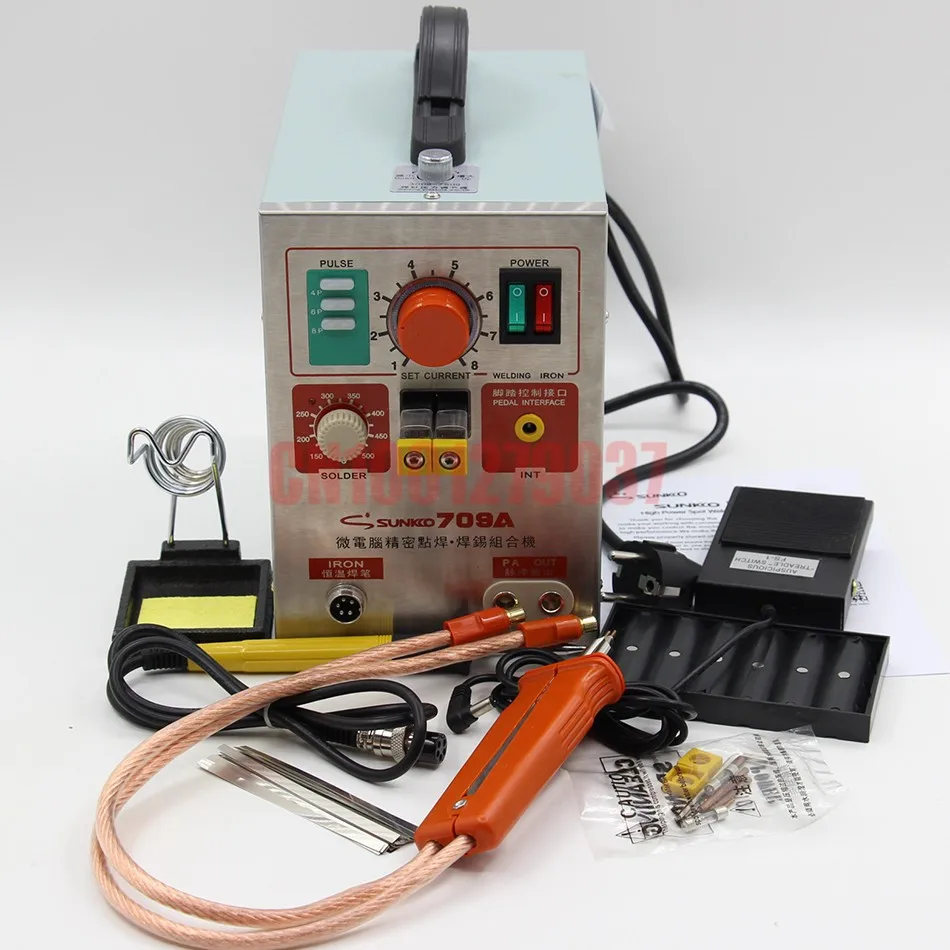 мм;
мм;Важно! В статье габариты и число элементов сборки приводятся отвлечённо. Здесь предлагаются только рекомендации, как лучше сделать сварочный аппарат.
Инструкция изготовления сварочного устройства
- Оргстекла разрезают циркулярной пилой или электролобзиком на отрезки согласно чертежу;
- В них проделывают отверстия, внутри которых затем нарезают резьбу.
- Соединяют детали в прозрачный короб силового блока;
- В трансформаторе демонтируют вторичную обмотку;
- На первичную обмотку наматывают два витка силового кабеля.
- Свободные концы кабеля зачищают. Их обжимают наконечниками.
- Концы контакторов затачивают абразивным диском до получения «пятачков» площадью около 1 мм2.
- Жилы сетевого провода подсоединяют к первичной обмотке трансформатора.
- В один из проводов последовательно врезают микровключатель и резистор.
- На другом конце сетевого шнура закрепляют вилку для подключения к розетке электрической бытовой сети.
- Трансформатор закрепляют винтами в корпусе аппарата.
- Микровключатель фиксируют на одной из боковых сторон короба.
- Так же крепят резистор.
- Сбоку и по центру в медных цилиндрах просверливают монтажные отверстия.
- В цилиндры продевают контакторы-электроды.
- Через монтажные отверстия винтами крепят наконечники к боковым сторонам бочонков.
- Из двух площадок из оргстекла, пружин, бочонков с электродами собирают подъёмно-опускной механизм, который фиксируется на корпусе силового блока.
- Вилку подключают к розетке.
- Опуская подпружиненную пластину с электродами, прижимают контактную полоску к полюсу акб.
- Остаётся заваривать батареи, объединяя их в блок.
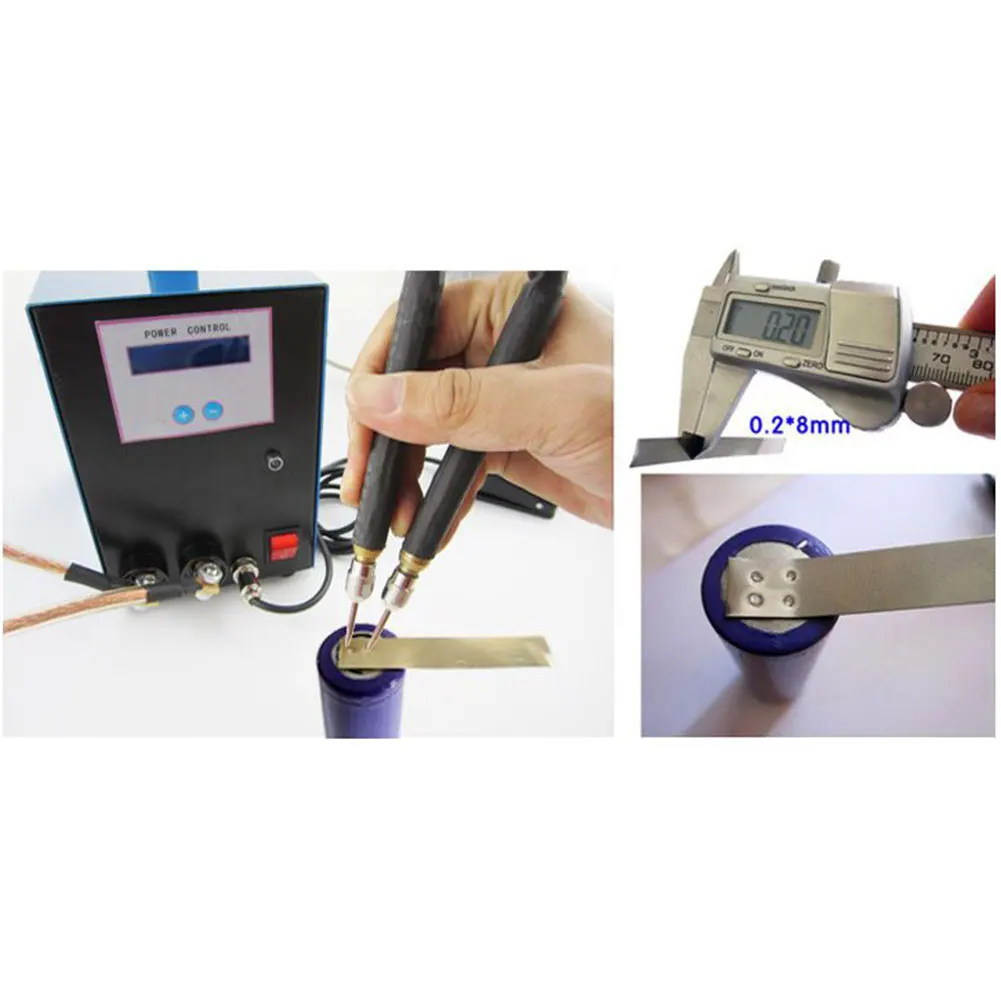 Их обжимают наконечниками.
Их обжимают наконечниками.
Инструкция по применению сварочной установки
- Аппарат помещают на верстак или на рабочий стол так, чтобы оператор мог комфортно управлять процессом сварки:
- Пальчиковые акб вставляют в проёмы платформы. Гнёзда сделаны так, чтобы, кроме батарей, свободно помещалась контактная лента (см. видео ниже).
- Платформу подводят под электроды.
- Рукой опускают верхнюю планку с медными контакторами, прижимая ленту к очередной клемме.
- Пальцем другой руки нажимают на кнопку микровыключателя. Происходит точечное сваривание никелевой полоски с выводом аккумулятора.
- Планку возвращают в первоначальное положение.
- Платформу передвигают, подставляя очередное соединение.
- Процесс сварки повторяют.
- После того, когда заварены верхние клеммы, блок переворачивают и ленту загибают вверх, заводя её на очередные клеммы.
- Сваривают выводы полюсов с никелевой полосой.
- Остаётся приваривать к конечным сварным узлам блока соединительные клеммы, с помощью которых блок подсоединяют к потребителю.

Важно! Перед началом работ необходимо проверить сварку на ненужных деталях. В случае выявления прогара или непровара резистором (диммером) выставляют правильную силу тока установки.
Советы эксперта
- Короб силового блока из оргстекла должен представлять собой полностью закрытый корпус. Это исключит контакт оператора установки с внутренними деталями, находящимися под высоким напряжением;
- Корпус сварочной установки лучше окрасить изнутри чёрной эмалью. Это придаст ему красивый вид;
- Обязательно нужно выдерживать равенство площадей сечений силового кабеля и медных контакторов. Иначе могут возникать нарушения технических параметров рабочей силы и напряжения тока аппарата;
- При работе со сваркой на руках работника обязательно должны быть надеты диэлектрические перчатки;
- Если под рукой не оказалось фирменной контактной ленты, её можно вырезать из пивной банки.
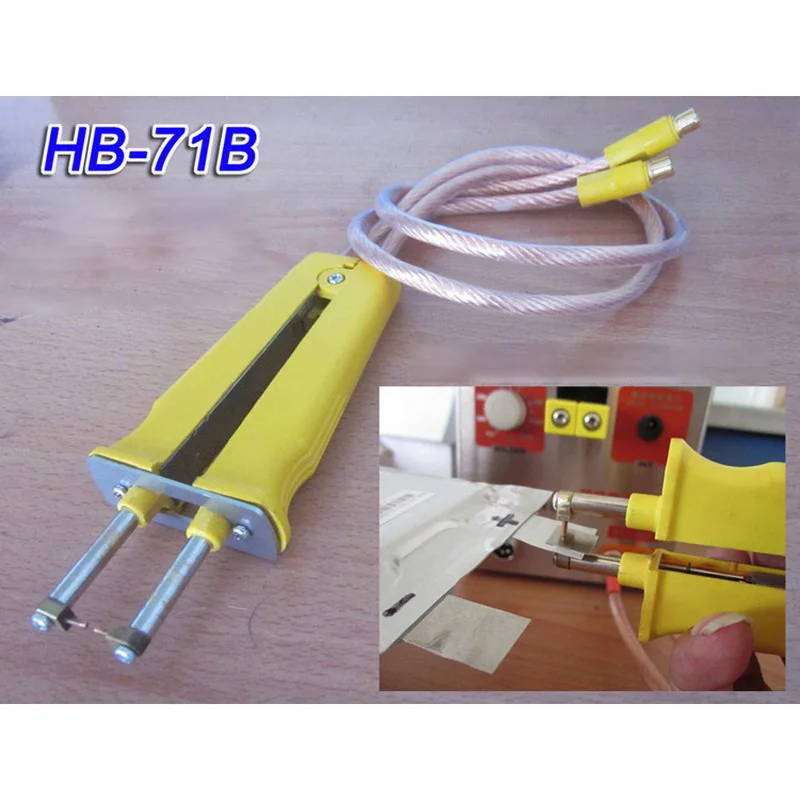
Изготовленная своими руками точечная сварка существенно сэкономит финансовые затраты. Никогда нельзя забывать о правилах техники безопасности во время сборки и эксплуатации электротехнического оборудования.
Видео
Сварка аккумуляторов своими руками
Зачем платить приличные деньги за ремонт аккумуляторной батареи на станции технического обслуживания, если вполне реальна и доступна сварка аккумуляторов своими руками. Исполнителю данного процесса нужно всего лишь разобраться, какое оборудование использовать, и ознакомиться с каждым этапом работы.
Нужно внимательно изучить схему и расставить акценты для профессионального выполнения точечной сварки. Каждый компонент способен повлиять на протекание сварочного процесса.
Как работает контактная сварка
Благодаря термическому процессу, который провоцируется электричеством и генерируется на электродах, выполненных из специальных сплавов, происходит соединение элементов.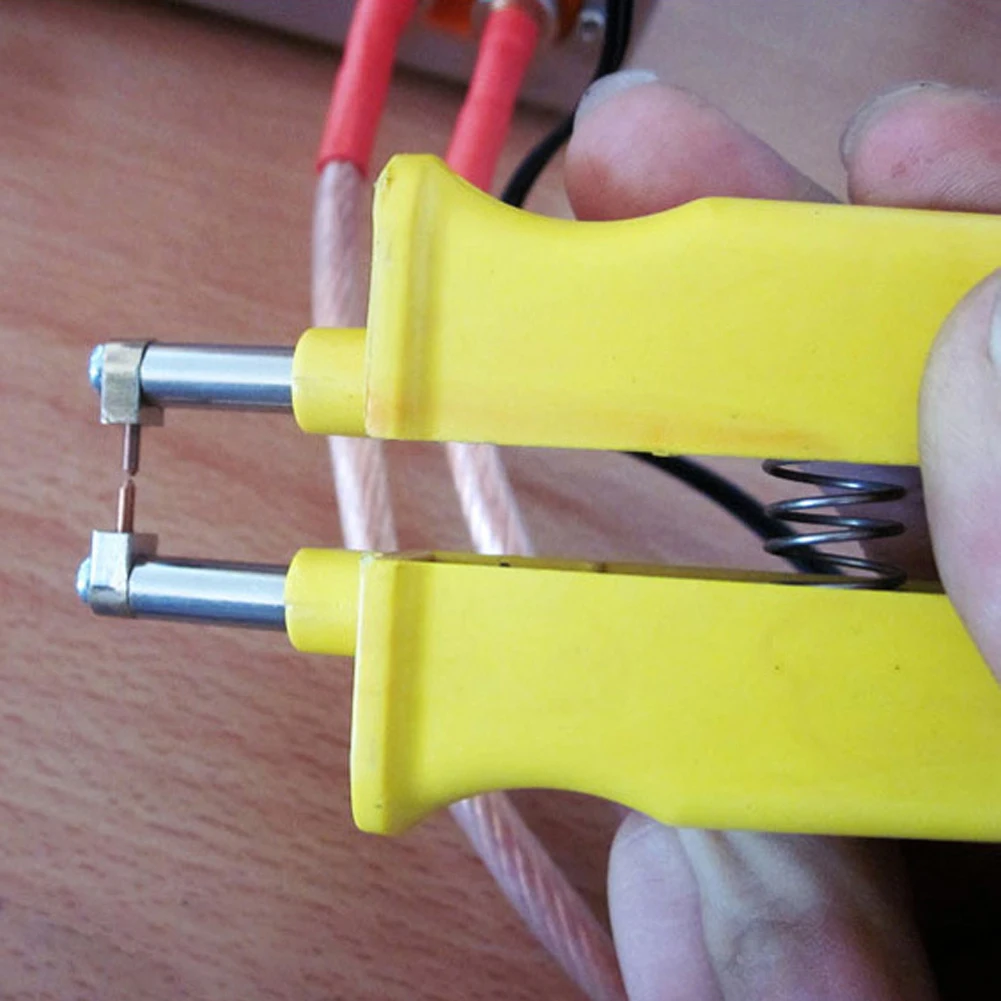 Так что электрический ток становится важнейшим компонентом для сваривания металлических единиц, входящих в состав конструкции или аккумуляторной батареи.
Так что электрический ток становится важнейшим компонентом для сваривания металлических единиц, входящих в состав конструкции или аккумуляторной батареи.
Подобная работа может быть произведена своими руками, но при этом особое внимание необходимо уделять качеству контактов, которые будут задействованы в контактной сварке. Электроды не должны быть:
- Окисленными,
- Загрязненными,
- С повышенной шероховатостью.
И сварочный аппарат, который будет задействован в процедуре, должен иметь оптимальную мощность, чтобы соединение состоялось.
Конструкция прибора для точечной сварки
Чтобы сварка аккумуляторов своими руками получилась на достойном уровне, предстоит воспользоваться устройством для намагничивания монтажного инструмента. А для электродов потребуется листовая медь, которая лучше всего пропускает электрический ток.
Если у вас имеется медная шина, обладающая толщиной 10 миллиметров, она вполне подойдет.
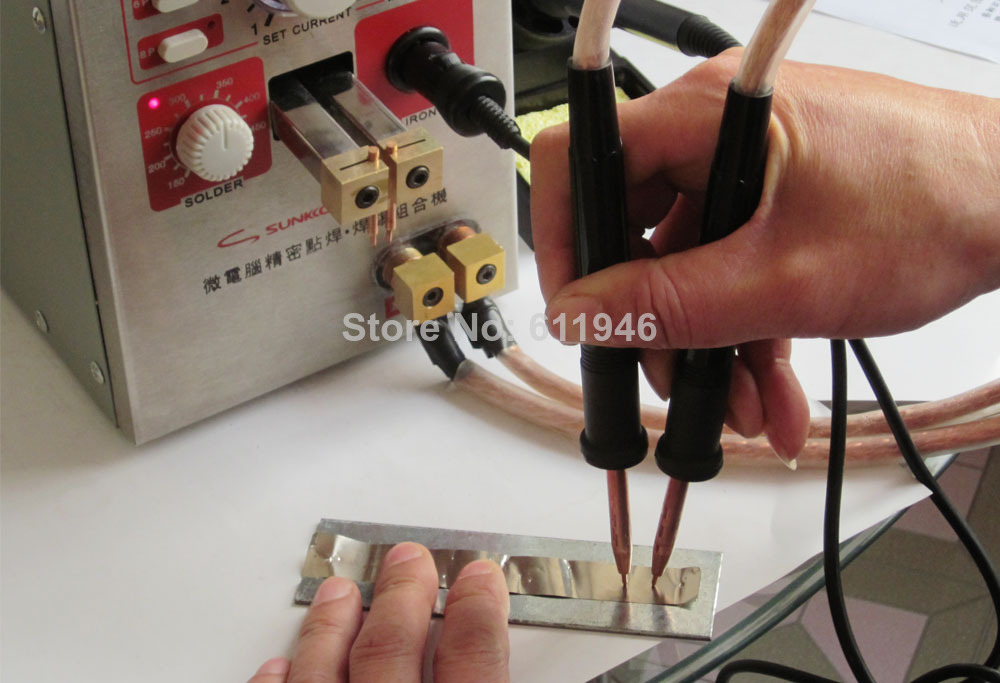 Когда контакты будут готовы, нужно воспользоваться паяльником и припаять электрический провод 16 квадратных мм.
Когда контакты будут готовы, нужно воспользоваться паяльником и припаять электрический провод 16 квадратных мм.В составе прибора еще будет тиристор, а электричество будет подаваться с ЛАТР. Рекомендуется предусмотреть регулировку, чтобы контролировать поступающее напряжение. Конденсаторы должны быть спаяны между собой медными проводами с большим сечением.
Для уменьшения нагрузки нужно интегрировать в схему конденсатор четырех пленочный, имеющий мощность 63 Вт. Основной конденсатор может иметь 600 тысяч мкФ, и все будет зависеть от конкретной схемы и особенностей устройства.
Технологический процесс
Важный показатель, которым должна обладать сварка аккумуляторов своими руками. Это продолжительность импульса, который может длиться до 0,1 секунды. Когда действует данный импульс, происходит расплавление металла в одной точке, где контактируют между собой медные электроды.
Но на этом процесс не заканчивается, потому что необходимо некоторое время, чтобы свариваемый металл остыл, и произошла кристаллизация.
Таким образом, обеспечивается прочность соединения, и под разными воздействиями его сложно разрушить. Чтобы процедура точечной сварки соответствовала технологии, необходимо образование уплотняющего пояса, тогда расплавленный металл будет сохраняться в зоне импульса.
Нужно правильно рассчитывать время сварочного процесса, и тогда есть возможность получить оптимальный результат.
Для обеспечения качественного сварного шва, важна предварительная подготовка свариваемых деталей, иначе масляные пленки и загрязнения способны негативно сказаться на прочности. Если металлический лист имеет толщину 1 мм, достаточно пользоваться конденсаторной сваркой. Такой источник электрического импульса подойдет для сваривания небольших элементов.
Обеспечивается механическая прочность и автоматизация сварочных процессов. Но есть и негативные стороны в контактной сварке, которые заключаются в недостаточной герметичности в швах, получаемых подобным способом.
Элементы сварочного аппарата для точечной сварки
Чтобы сварить аккумуляторную батарею собственными силами, потребуется ЛАТР, фанера, толстый медный провод, а также медные трубки с тонкими стенками. Корпус монтируется из фанерных листов. Для начала нужно разобрать ЛАТР, то есть освободить трансформатор и перенести его в фанерный корпус. Нужно воспользоваться трансформаторной обмоткой, чтобы поставлять электрический ток.
Корпус монтируется из фанерных листов. Для начала нужно разобрать ЛАТР, то есть освободить трансформатор и перенести его в фанерный корпус. Нужно воспользоваться трансформаторной обмоткой, чтобы поставлять электрический ток.
Но еще потребуется вторичная обмотка, для которой применяется медный провод с большим сечением. Достаточно пяти витков, чтобы вторичная обмотка получилась эффективной. Напряжение с такой обмоткой получается всего 5 Вольт, при этом остается повышенной сила тока.
Когда создается импульс с такими показателями, свариваемые элементы надежно соединяются. Также потребуется педаль, с помощью которой будет подаваться, и прерываться импульс.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
разборок дрянных аккумуляторов Ebay Spotwelders: какой действительно отстой меньше всего?
Я уже некоторое время занимаюсь созданием программного пакета 14S7P 18650 GA 50 Amp Cont. В процессе я многое узнал о сборке аккумуляторов и о том, насколько сложно это может быть. Одна из настоящих проблем, с которыми мне пришлось столкнуться, — это найти приличного сварочного аппарата для аккумуляторов, который не принесет больших доходов. Для этого проекта я использовал 2 разных аппарата для точечной сварки батарей, оба купленные на eBay.В этой статье мы обсудим плюсы и минусы обоих сварщиков, а также дадим советы, на что не стоит тратить деньги.
В процессе я многое узнал о сборке аккумуляторов и о том, насколько сложно это может быть. Одна из настоящих проблем, с которыми мне пришлось столкнуться, — это найти приличного сварочного аппарата для аккумуляторов, который не принесет больших доходов. Для этого проекта я использовал 2 разных аппарата для точечной сварки батарей, оба купленные на eBay.В этой статье мы обсудим плюсы и минусы обоих сварщиков, а также дадим советы, на что не стоит тратить деньги.
Это первый аппарат для точечной сварки, который я купил на ebay, он не стоил 126 долларов, которые я за него заплатил
Первый аппарат для точечной сварки, который я купил, был на eBay, так как это было самое дешевое место, которое я смог найти. На eBay и Aliexpress есть множество сварщиков, которые просто ищут «точечные сварщики аккумуляторов». У этого сварщика были серьезные ограничения. Самая большая проблема, которую я обнаружил, заключалась в том, что сварочные наконечники заходят только на две ячейки глубиной. Это прекрасно работает, если вы создаете пакет с горячим клеем и можете просто наклеивать ячейки по ходу работы, но если вы используете пластиковый набор с трафаретами, то собрать большую упаковку может быть очень сложно. В пакете, который я собирал, было 98 ячеек, глубина — 5 ячеек, а вес около 12 фунтов. Было невероятно сложно и утомительно пытаться сварить этот пакет точечной сваркой. Я закончил тем, что согнул металлические контакты так, чтобы они вошли в глубину на 3 ячейки, но это было очень сложно сделать, и часто они соскальзывали и давали большую искру.Сварные швы с этим устройством были очень хорошими, потому что электричество не должно было проходить очень далеко, мощность, которую вы устанавливаете на машине, как правило, близка к той, которую вы получаете на сварных швах. Со вторым сварочным аппаратом, который я купил с выводами для сварки удаленных аккумуляторов, я получил бы только около 1/2 энергии, на которую установил сварщик, из-за длинных проводов, которые были у удаленных выводов.
Это прекрасно работает, если вы создаете пакет с горячим клеем и можете просто наклеивать ячейки по ходу работы, но если вы используете пластиковый набор с трафаретами, то собрать большую упаковку может быть очень сложно. В пакете, который я собирал, было 98 ячеек, глубина — 5 ячеек, а вес около 12 фунтов. Было невероятно сложно и утомительно пытаться сварить этот пакет точечной сваркой. Я закончил тем, что согнул металлические контакты так, чтобы они вошли в глубину на 3 ячейки, но это было очень сложно сделать, и часто они соскальзывали и давали большую искру.Сварные швы с этим устройством были очень хорошими, потому что электричество не должно было проходить очень далеко, мощность, которую вы устанавливаете на машине, как правило, близка к той, которую вы получаете на сварных швах. Со вторым сварочным аппаратом, который я купил с выводами для сварки удаленных аккумуляторов, я получил бы только около 1/2 энергии, на которую установил сварщик, из-за длинных проводов, которые были у удаленных выводов.
Наконечники можно сгибать, чтобы привлечь больше потенциальных клиентов
После использования этого первого сварочного аппарата для нескольких сотен сварных швов, перегорания 3 предохранителей и нескольких отключений автоматического выключателя в моем доме, устройство просто вышло из строя.Поскольку с тех пор, как я купил его, прошло более 30 дней, у меня действительно не было выхода, я написал ontheway_2012 на eBay по электронной почте, и сказал, что мне не повезло. Я бы не стал покупать у них снова и не рекомендовал бы этого сварщика даже тем, кто мне не нравится. Для смеха я разобрал его, и внутренняя конструкция этого устройства была до смешного плохой. Они повсюду использовали горячий клей, чтобы скрепить вещи, и все внутри этого устройства выглядело очень схематично.
Второй аппарат для точечной сварки, который я купил на eBay за 239 долларов, не совсем отстой и не умер … пока
Я, наконец, решил пустить пыль в глаза, поскольку мой рюкзак был наполовину собран и не очень полезен для меня в таком состоянии. В итоге я остановился на сварочном аппарате с удаленными выводами, потому что было очень больно держать аккумулятор в течение нескольких часов подряд, пока я его сваривал. Также было очень сложно выполнить третий ряд сварных швов изогнутыми выводами. Этот новый сварочный аппарат был намного лучше и даже поставляется с дешевым паяльником, который мне еще предстоит протестировать. Вы можете использовать его с выводами на коробке и сварить его, как вы использовали первый сварочный аппарат, подтолкнув аккумуляторную батарею вверх, и сварные швы автоматически защелкнули аккумулятор при достаточном давлении.Он также поставляется с ножным переключателем, который используется вместе с удаленными выводами. Сначала было немного нервно наблюдать, как подводящие провода прыгают каждый раз, когда я выполняю сварку, но через некоторое время я привык к этому и смог сосредоточиться на текущей задаче. Я испортил настройки, но в итоге установил его на 8 импульсов с максимальным включением питания удаленными выводами.
В итоге я остановился на сварочном аппарате с удаленными выводами, потому что было очень больно держать аккумулятор в течение нескольких часов подряд, пока я его сваривал. Также было очень сложно выполнить третий ряд сварных швов изогнутыми выводами. Этот новый сварочный аппарат был намного лучше и даже поставляется с дешевым паяльником, который мне еще предстоит протестировать. Вы можете использовать его с выводами на коробке и сварить его, как вы использовали первый сварочный аппарат, подтолкнув аккумуляторную батарею вверх, и сварные швы автоматически защелкнули аккумулятор при достаточном давлении.Он также поставляется с ножным переключателем, который используется вместе с удаленными выводами. Сначала было немного нервно наблюдать, как подводящие провода прыгают каждый раз, когда я выполняю сварку, но через некоторое время я привык к этому и смог сосредоточиться на текущей задаче. Я испортил настройки, но в итоге установил его на 8 импульсов с максимальным включением питания удаленными выводами.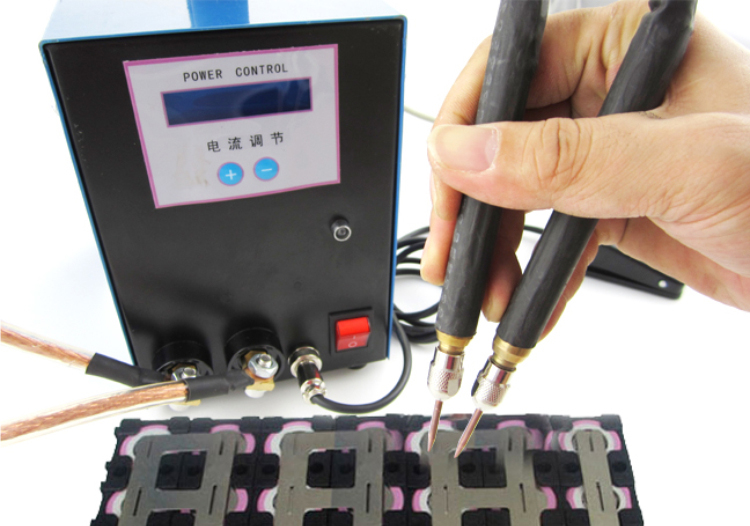 Полная мощность — это полный перебор, если вы используете провода, установленные непосредственно на коробке, потому что в конечном итоге вы получаете гораздо больше мощности через сварные швы.Он работал нормально, чуть больше половины высоты при сварке ячеек с использованием чувствительных к давлению сварочных проводов непосредственно в корпусе. Выше этого значения, и вы начнете плавить через полосы никеля.
Полная мощность — это полный перебор, если вы используете провода, установленные непосредственно на коробке, потому что в конечном итоге вы получаете гораздо больше мощности через сварные швы.Он работал нормально, чуть больше половины высоты при сварке ячеек с использованием чувствительных к давлению сварочных проводов непосредственно в корпусе. Выше этого значения, и вы начнете плавить через полосы никеля.
Вместо того, чтобы делать несколько сварных швов на одной и той же батарее 18650 в быстрой последовательности, я закончил тем, что делал по одному сварному шву на каждой батарее, а затем переходил к следующему. Батареи сильно нагрелись из-за сварных швов, и я волновался, что батареи взорвутся мне в лицо, если они станут слишком горячими. Говоря о взрыве аккумуляторов прямо в лицо, ВСЕГДА используйте защиту для глаз при сварке литиевых аккумуляторов.Если вы этого не сделаете, то для вас действительно нет никакой надежды. Действительно.
Горячий клей — основной строительный материал для миллионов китайских электротехнических изделий. Аааа, Китай.
Аааа, Китай.
Провода для удаленной сварки сильно нагреваются, когда я слишком быстро выполнял слишком много сварных швов подряд. Поначалу это было неприятно, но это был отличный способ заставить меня сбавить обороты. Я подозреваю, что я испортил первого сварщика, слишком быстро выполнив слишком много сварных швов, и что-то сгорел в сварочном аппарате. Когда первый сварщик перестанет работать, он будет вести себя так, как будто он работает, но тогда он просто не будет сваривать.Вроде как я, на настоящей работе. Я делал вид, что работаю, как только босс входил, затем, как только они уходили, сразу возвращались к видеоиграм. Вот почему я должен работать на себя, потому что никто не может меня терпеть.
Одна вещь, которую я усвоил на протяжении всего процесса сборки батарей, — это то, что на самом деле не стоит тратить время и силы на выполнение проекта по сборке батарей. Если вы можете найти уже собранный приличный аккумулятор 18650, то, скорее всего, будет дешевле и менее неприятно просто купить и использовать этот аккумулятор, чем пытаться создать свой собственный с нуля. Если вы заинтересованы в том, чтобы узнать, как самому собрать аккумуляторы, и ищете крутой и веселый проект электровелосипеда, то непременно вам следует это сделать, но если вы хотите сэкономить деньги и время, тогда вы собираетесь быть разочарованным. Примерно как в тот раз, когда я очень, очень хотел того трансформера Оптимуса Прайма на Рождество, а затем, когда я наконец получил его и понял, что это не настоящий живой робот, я заплакал до сна.
Если вы заинтересованы в том, чтобы узнать, как самому собрать аккумуляторы, и ищете крутой и веселый проект электровелосипеда, то непременно вам следует это сделать, но если вы хотите сэкономить деньги и время, тогда вы собираетесь быть разочарованным. Примерно как в тот раз, когда я очень, очень хотел того трансформера Оптимуса Прайма на Рождество, а затем, когда я наконец получил его и понял, что это не настоящий живой робот, я заплакал до сна.
Ехать дальше.
ОБНОВЛЕНИЕ: Я одолжил дорогостоящий сварочный аппарат для аккумуляторов моему другу, и предохранитель перегорел, а после его замены держатель предохранителя фактически расплавился.Я думаю, вы получаете то, за что платите.
Сварочные аппараты Sunstone> Сварка аккумуляторов> Никелевые вкладки аккумулятора
Включая восстановление аккумуляторной батареи, сборку аккумуляторной батареи, соединения выступов и изготовление нестандартной упаковки с использованием цилиндрических элементов и аккумуляторных батарей. Узнайте о наших новых возможностях сварки Copper Tab!
Узнайте о наших новых возможностях сварки Copper Tab!
Что ты сегодня свариваешь? Позвоните или напишите нам по телефону + 1-801-658-0015.
Аккумуляторные системы точечной сварки с выступом
В последнее время все больше и больше людей ищут индивидуальные и / или восстановленные аккумуляторные блоки с использованием аппарата для точечной сварки аккумуляторов.Причина повышения интереса кроется в возможности получить более качественный аккумулятор за меньшие деньги. Предоставляя клиентам ячейки более высокого качества по ценам ниже розничных, легко получить лояльных клиентов на всю жизнь, при этом получая при этом значительную прибыль.
Строительные аккумуляторные блоки состоят из тонких никелевых контактов, приваренных от одного элемента аккумулятора к другому с помощью аппарата для точечной сварки аккумуляторов. Аппараты для точечной сварки Sunstone CD400DP (емкостный разряд / 400 Вт в секунду / двойной импульс) в сочетании с Sunstone Wh3125 (головка для параллельной сварки / с 0. 125 ″ медные электроды) — идеальные системы точечной сварки батарейных выводов для восстановления, сборки и производства аккумуляторных батарей.
125 ″ медные электроды) — идеальные системы точечной сварки батарейных выводов для восстановления, сборки и производства аккумуляторных батарей.
Функция двойного импульса CD400DP обеспечивает прочную, чистую и повторяющуюся сварку. Первый импульс нагревает поверхность сварного шва, чтобы удалить загрязнения и посадить наконечники сварочных электродов. Затем второй импульс выполняет прочную точечную сварку. Этот процесс разработан специально для точечной сварки аккумуляторных батарей.
Применение для сварки аккумуляторов:
- Производство аккумуляторных батарей
- Пользовательские аккумуляторные блоки
- Восстановление аккумуляторного блока
- Выделение ячеек аккумулятора
- Сварка щелочных, никель-кадмиевых, никель-металлогидридных, литий-ионных элементов и т. Д.
Сварочные системы для аккумуляторов:
Sunstone предлагает несколько пакетов услуг для производителей аккумуляторных батарей. Как упоминалось выше, наиболее популярный комплект аккумуляторных аппаратов для точечной сварки состоит из CD400DP и Wh3125.
Как упоминалось выше, наиболее популярный комплект аккумуляторных аппаратов для точечной сварки состоит из CD400DP и Wh3125.
- CD400DP и Wh3125 — Аппараты для второй точечной сварки мощностью 400 Вт позволяют точно настроить энергию сварки для приваривания никелевых выводов к батареям, а также обеспечивают достаточную мощность для сварки более толстых выводов выводов. Сварочная головка Wh3125 обеспечивает точный контроль давления сварки в диапазоне от 3 до 15 фунтов.Давление каждого электрода можно регулировать индивидуально. Wh3125 доступен как для пневматического, так и для ручного управления.
- CD400DP и DPHP– Аппараты для точечной сварки на 400 Вт позволяют точно настраивать энергию сварки для приваривания никелевых выводов к батареям, а также обеспечивают достаточную мощность для сварки более толстых выводов. Приспособление для ручной сварки DPHP — это простое решение для сварки аккумуляторных батарей, которое не требует точного контроля давления или скорости сварки.
- CD200DP и DPHP– 200-ваттные аппараты для точечной сварки, обеспечивающие точную настройку энергии сварки для приваривания никелевых пластин к батареям.Приспособление для ручной сварки DPHP — это простое решение для сварки аккумуляторных батарей, которое не требует точного контроля давления или скорости сварки.

Что вы сегодня свариваете? Позвоните или напишите нам по телефону + 1-801-658-0015.
18650 Сварщик для точечной сварки — с питанием от автомобильного аккумулятора | Детали
- Дешево — Планируется использовать только один.
- Надежно — мне нужно было сделать более 500 пар точечной сварки
- Легко и быстро изготавливать — в идеале с использованием деталей, которые были у меня под рукой
- Относительно безопасно — нет высокого напряжения около
В рамках моего проекта по электрическому горному велосипеду мне понадобилась большая литиевая батарея. Не найдя ничего в своем бюджете, я решил сделать аккумуляторную батарею 18650 в соответствии со своими требованиями.
Не найдя ничего в своем бюджете, я решил сделать аккумуляторную батарею 18650 в соответствии со своими требованиями.
Мне нужно было приварить никелевую ленту точечной сваркой к клеммам ячеек 18650. 18650 аппаратов для точечной сварки широко доступны в сети и, вероятно, стоит вложений, если у вас есть спрос на них. Однако я планировал собрать только один аккумулятор, поэтому я сделал свой собственный аппарат для точечной сварки.
Беглый поиск чужих проектов выявил множество устройств на базе трансформаторов для микроволновых печей.Мне это показалось сложным и немного опасным. У меня не было микроволновой печи, которой я хотел бы пожертвовать. В моей машине был отличный источник сильного тока, который большую часть времени бездействовал. Можно ли для точечной сварки использовать автомобильный аккумулятор со схемой переключения по времени?
Быстрый поиск на YouTube обнаружил канал darkkevind. В этом видео, в частности https://youtu.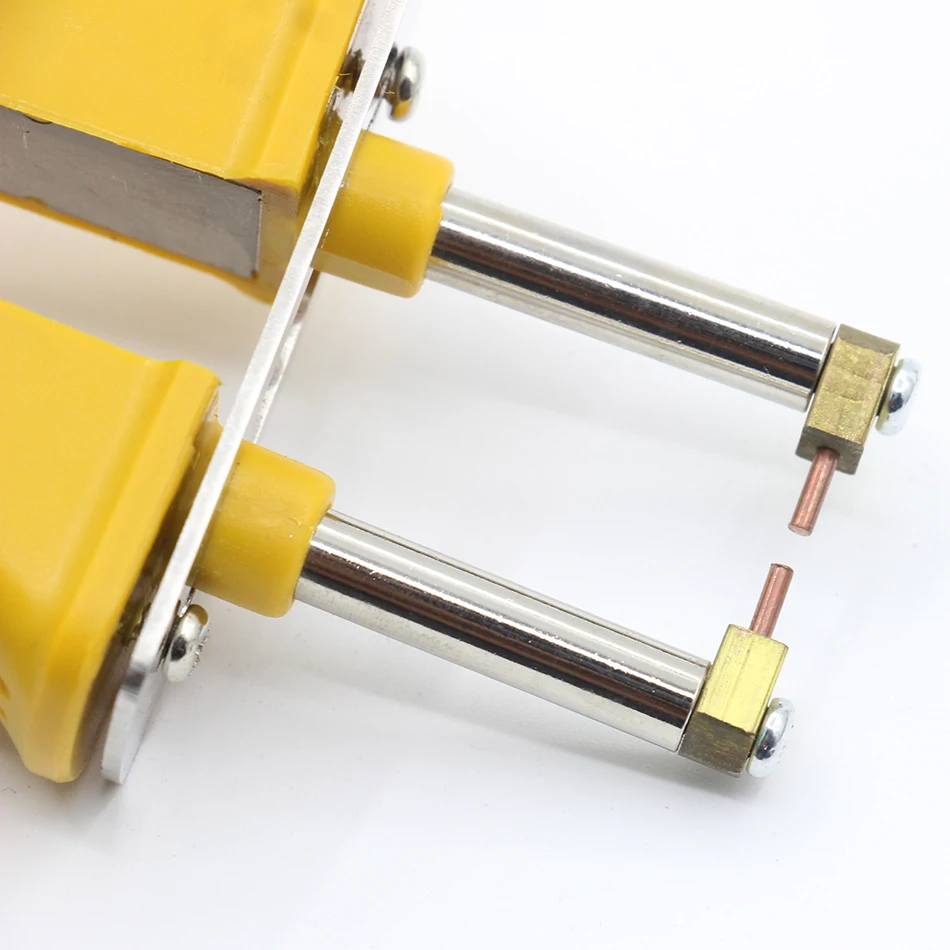 be/o1NFbchHeM8, он демонстрирует своего точечного сварщика. Его устройство представляет собой стандартный автомобильный аккумулятор, подключенный к соленоиду стартера мотоцикла.Соленоид приводится в действие кнопкой, которая переключает питание двух сварочных электродов из медных гвоздей. Его конструкция работала хорошо, но я чувствовал, что могу развить ее, чтобы сделать систему более надежной.
be/o1NFbchHeM8, он демонстрирует своего точечного сварщика. Его устройство представляет собой стандартный автомобильный аккумулятор, подключенный к соленоиду стартера мотоцикла.Соленоид приводится в действие кнопкой, которая переключает питание двух сварочных электродов из медных гвоздей. Его конструкция работала хорошо, но я чувствовал, что могу развить ее, чтобы сделать систему более надежной.
В моей конструкции в качестве переключателя тока используется соленоид стартера DELCO 130493 (часть шаблона). Мне понравилась компоновка клемм, которые можно было хорошо соединить со «смещенным» зажимом клеммы аккумулятора. Кронштейны также позволили аккуратно установить корпус электроники.Все предметы по очень низкой цене.
| Вверху: 8-миллиметровые клеммные штифты соленоида хорошо фиксируются в клеммах батареи | Вверху: Катушка соленоида находится между маленькой шпилькой справа и монтажным кронштейном |
Таймер управляется таймером Схема построена на двойном моностабильном мультивибраторе CD14538BE, работающем в режиме без охлаждения. Несколько пассивов используются для деблокирования основного ножного переключателя в качестве входа.Катушка соленоида приводится в действие МОП-транзистором FQP30N06L. Таймер регулируется в пределах от 10 до 110 мс с помощью потенциометра. Схема питается от отдельной батареи 9 В, хотя она может питаться от автомобильного аккумулятора при надлежащей развязке. Все это размещено в литом алюминиевом корпусе. Обратите внимание, что катушка соленоида подключается между винтовым зажимом «S» и монтажным кронштейном. Клемма «I» — это нормально замкнутый контакт соленоида, а не соединение катушки.
Несколько пассивов используются для деблокирования основного ножного переключателя в качестве входа.Катушка соленоида приводится в действие МОП-транзистором FQP30N06L. Таймер регулируется в пределах от 10 до 110 мс с помощью потенциометра. Схема питается от отдельной батареи 9 В, хотя она может питаться от автомобильного аккумулятора при надлежащей развязке. Все это размещено в литом алюминиевом корпусе. Обратите внимание, что катушка соленоида подключается между винтовым зажимом «S» и монтажным кронштейном. Клемма «I» — это нормально замкнутый контакт соленоида, а не соединение катушки.
| Вверху: ножной переключатель. Работает на удивление хорошо, когда приклеен к полу … | Вверху: Схема таймера |
Электроды изготовлены с использованием медных гвоздей, припаянных к коротким отрезкам многожильного кабеля 8AWG. Медные гвозди можно быстро затачивать напильником, поэтому их замена не требовалась. Несколько слоев термоусадки обеспечивают тепловую и электрическую изоляцию.
Несколько слоев термоусадки обеспечивают тепловую и электрическую изоляцию.
| Вверху: электроды из медных гвоздей, припаянные к 8-миллиметровому многожильному кабелю |
Несмотря на медленное переключение соленоида, контакты будут оставаться закрытыми в течение того же времени, что и ток, подаваемый на катушку .На закрытие соленоида требуется около 5 мс, но диод на катушке поддерживает активное магнитное поле, обеспечивая точные импульсы при минимальной настройке таймера 10 мс.
Первые испытания были весьма интересными. Батареи всего несколько месяцев, а внутреннее сопротивление очень низкое, что приводит к очень сильным импульсам тока, которые могут разрушить никелевые полоски, если импульс будет более 20 мс или около того. Много летящего расплавленного металла…
Я экспериментировал с «токоограничивающим резистором», состоящим из длины 1.Присадочная проволока для сварки TIG диаметром 6 мм. Это позволило мне использовать более длительные сварочные импульсы с низким током. Я обнаружил, что в результате получился гораздо более прочный сварной шов, чем при более коротком импульсе более высокого тока. Я остановился на приблизительной длине 50 метров.
Это позволило мне использовать более длительные сварочные импульсы с низким током. Я обнаружил, что в результате получился гораздо более прочный сварной шов, чем при более коротком импульсе более высокого тока. Я остановился на приблизительной длине 50 метров.
Однако после первого импульса резистор будет очень горячим, увеличивая сопротивление. Это привело к ненадежной работе.
| Вверху: Ограничение тока с помощью стальной проволоки 1,6 мм |
Решением было погрузить проволоку в воду.Я нашел красивый пластиковый стакан Ikea с очень толстым дном. Несколько болтов M8 скрепили все вместе и удерживали воду.
| Вверху: пластиковый стакан Ikea обрезанный и просверленный. Заполненный водой сохраняет резистор холодным |
Сварщик очень хорошо показал себя при сборке моего аккумуляторного блока. Я сделал около 600 пар точечной сварки за два часа.
Я сделал около 600 пар точечной сварки за два часа.
Следует отметить несколько моментов:
Импульс около 40 мс позволил получить наилучшие сварные швы с моей установкой.Если оторвать никелевую полосу от 18650, то сварная часть останется прикрепленной к батарее, разрывая окружающий никель.
Автомобильный аккумулятор следует подключать к зарядному устройству во время использования, если выполняется много сварных швов. В противном случае напряжение упадет, что приведет к ненадежному сварочному току. Я использовал зарядное устройство постоянного тока на 5 А, которое можно оставить подключенным во время сварки. Зарядное устройство на 2А или около того, вероятно, подойдет.
Для получения одинаковой прочности каждого точечного шва необходимо равномерное давление на каждый электрод.
Сварочные электроды сильно нагреваются. Чтобы они не царапали мои пальцы, я добавил еще несколько слоев термоусадки. Кабели действительно нагрелись, но это не так.
Когда вода, охлаждающая резистор, нагревается до точки кипения, он не может так быстро отводить тепло от резистора из-за эффекта Лейденфроста (когда пузырьки пара изолируют провод). Это позволяет резистору нагреться, что снижает сварочный ток. На этом этапе я увеличил импульсный таймер до 50 мс.Воду можно было заменить, или использовать более крупный контейнер для охлаждающей воды.
Чтобы просмотреть исходные критерии проектирования:
- Дешево — Как видно из списка запчастей, это обошлось мне менее чем в 25 фунтов стерлингов. По общему признанию, у меня уже было много деталей, однако большинство деталей можно было заменить чем-то похожим.
- Надежность — Устройство безупречно работало в эксплуатации. Я обязательно буду использовать это снова в будущем.
- Легко сделать — я построил его за несколько вечеров на своем обеденном столе с помощью основных инструментов.Исключением были большие наконечники для обжима, для которых я позаимствовал обжимной инструмент. Их можно было припаять с помощью большого утюга или паяльной лампы, если у вас не было обжима.
- Относительно безопасно — я бы порекомендовал носить защитные очки из-за редких разлетающихся искр. Также неплохо было бы работать в перчатках и работать на улице вдали от легковоспламеняющихся материалов. Я бы без колебаний одолжил это другу, чего бы я не сказал о других вещах, которые я сделал!
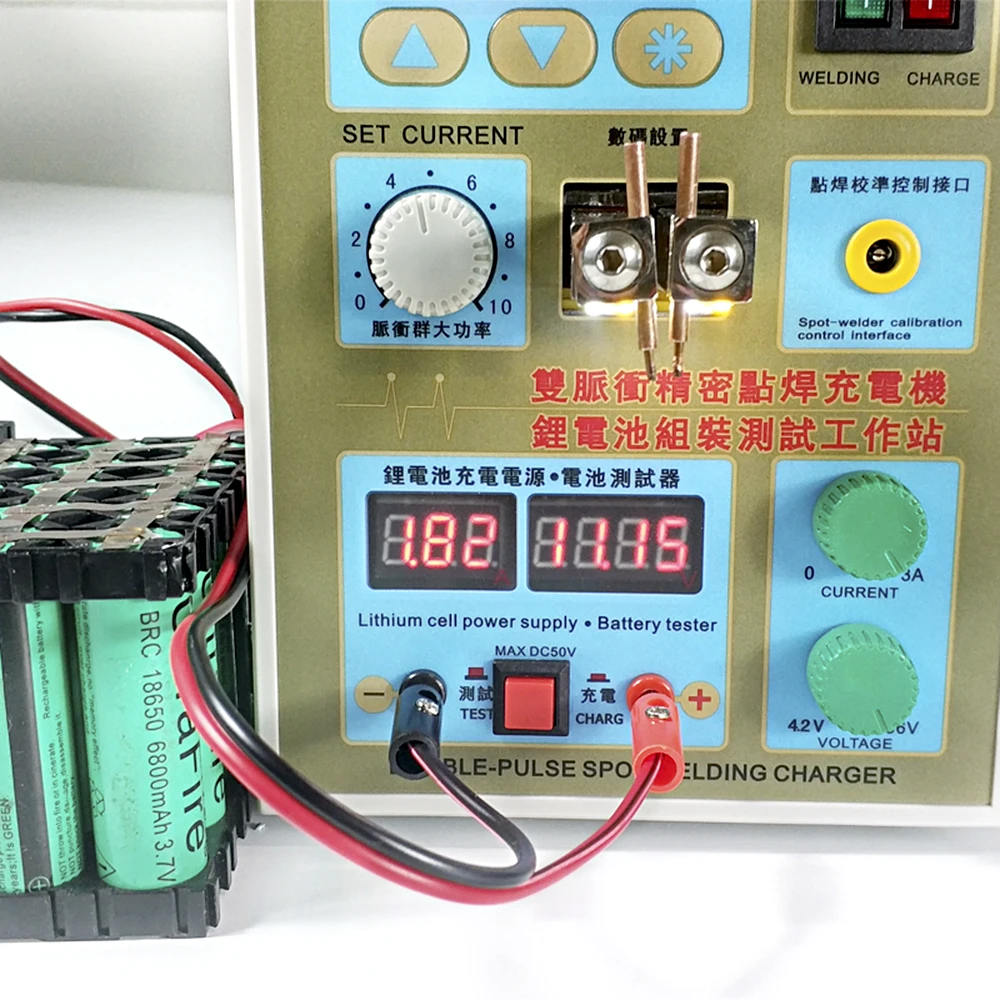 Их можно было припаять с помощью большого утюга или паяльной лампы, если у вас не было обжима.
Их можно было припаять с помощью большого утюга или паяльной лампы, если у вас не было обжима.Мини-машина для точечной сварки за 20 долларов сваривает тонкие стальные полосы на аккумуляторных батареях
Когда я думаю о сварочных машинах, я представляю себе довольно большие устройства, защитные перчатки и маски, а также искры, возникающие в процессе сварки, когда две металлические части плавятся вместе .
Поэтому, когда я увидел небольшую «портативную мини-машину для точечной сварки DIY» , которая стоит 25 долларов на Banggood [обновление: или чуть меньше 20 долларов, отправленных на Aliexpress ], я подумал: «Что это такое»? Оказывается, он предназначен для сварочных работ с тонкими никелированными стальными полосами, такими как те, которые можно найти прикрепленными к батареям 18650 или полным аккумуляторным блокам.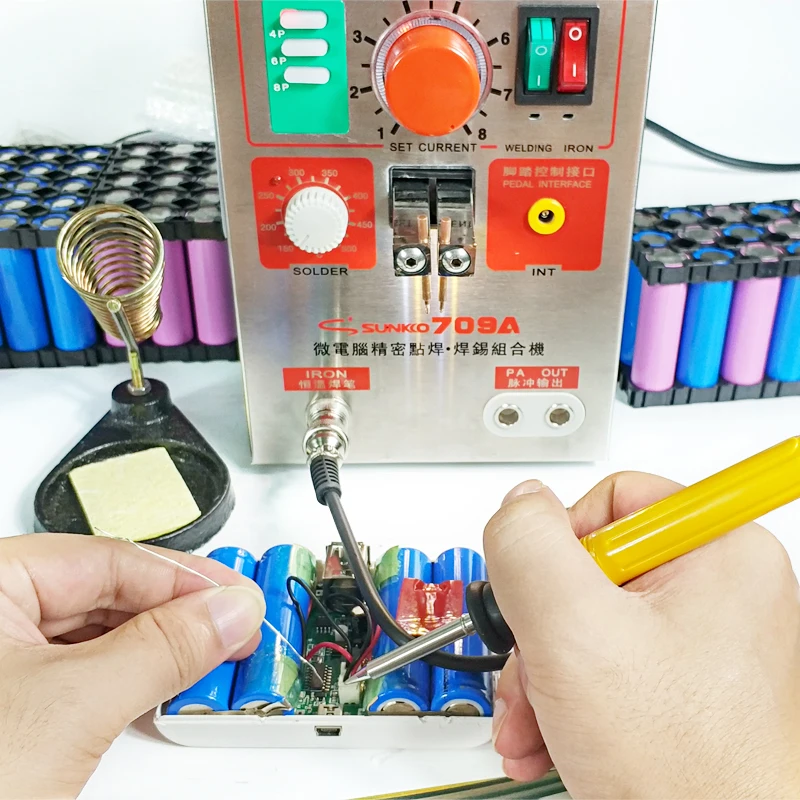
Технические характеристики мини-точечной сварки:
- Управляется безымянным MCU
- Дисплей — ЖК-дисплей с параметрами сварки:
- ЭНЕРГИЯ СВАРКИ — 01-99 регулируется клавишами вверх и вниз
- INPUT — Отображает входное напряжение питания
- WELD WAY — ручной / автоматический режим (регулируется с помощью кнопки «квадратная метка»)
- На основе 5 полевых МОП-транзисторов на 300 А
- 30 см 10AWG-кабели для сварочных ручек
- 25 В 10000 мкФ высокочастотный низкоомный конденсатор для повышения стабильности сварки.
- Разное — Выключатель питания, зуммер
- Источник питания — 12 В через разъем постоянного тока или автомобильные / литиевые батареи через входные кабели 20 см 10AWG
Набор предназначен для сварки никелированных стальных полос толщиной от 0,1 до 0,15 мм и включает контроллер, две сварочные ручки, два кабеля питания и черный штекер. Лучший способ понять, как это работает, — посмотреть демо на YouTube. Ниже показано, как пользователь приваривает металлическую полосу к батарее 18650.
Ниже показано, как пользователь приваривает металлическую полосу к батарее 18650.
Обратите внимание, что вышеупомянутый рецензент, возможно, не сварил полосу оптимальным образом, как объясняет один из комментаторов:
Две ручки должны быть размещены вертикально, перпендикулярно пластине, на поверхности, потому что тогда она перемещается самая сильная энергия за счет размера поверхности! Об этом тоже пишет китайский производитель! Привет из Венгрии, точечный сварщик.
Это тоже похоже на опасность поражения электрическим током, но я полагаю, что люди будут осторожны. Он также продается на Amazon, и в некоторых обзорах пользователей указано, что он может быть легко разрушен коротким замыканием:
Получив этот аппарат для точечной сварки, я подключил его и попробовал несколько точечной сварки.
 Устройство правильно работало на уровне 20 и 30. Затем я установил его на уровень 40 и попробовал еще одну сварку. Как только я коснулся зондами металла, возникла огромная взрывная искра.Вот и все. Похоже, устройство теперь обеспечивает прямое замыкание на аккумулятор. По всей видимости, либо произошло короткое замыкание МОП-транзисторов, либо цепь управления застряла в полностью включенном состоянии.
Устройство правильно работало на уровне 20 и 30. Затем я установил его на уровень 40 и попробовал еще одну сварку. Как только я коснулся зондами металла, возникла огромная взрывная искра.Вот и все. Похоже, устройство теперь обеспечивает прямое замыкание на аккумулятор. По всей видимости, либо произошло короткое замыкание МОП-транзисторов, либо цепь управления застряла в полностью включенном состоянии.Другой сообщил о подобной проблеме на Banggood,
Работал на 2 точки, третья точка застряла на расплавленной полосе. Не отключился и закурил, отключил электричество. Был в автоматическом режиме с установленной мощностью 20, питаясь от 12-вольтовой батареи 7 ампер-часов. Теперь он непрерывно качает полный ток, прикоснитесь к 1, склонному к металлической полосе, затем, когда вы коснетесь второго датчика, он испускает огромную искру и плавится / прожигает полосу / пробивает дыру насквозь.В таком состоянии безопасно иметь при себе.
но видимо есть решения:
Проблема в том, что МОП-транзисторы не сбалансированы и питание проходит через один и перегрузки, эта схема требует защиты, некоторые решения на YouTube.

Похоже, это связано с падением напряжения и может быть решено с помощью конденсатора емкостью 470–1000 мкФ 16 В, как описано в видео ниже.
Он также объясняет, что если вы взорвете свой MOSFET, их можно заменить на полевые МОП-транзисторы Infineon IRL40SC228CT (0.5мОм, 1440А в импульсном режиме).
Жан-Люк основал CNX Software в 2010 году в качестве неполного рабочего дня, прежде чем бросить свою работу менеджера по разработке программного обеспечения и начать писать ежедневные новости и обзоры на полную ставку позже в 2011 году.
Учебное пособие по сборке батарейного блока
Эта третья часть в основном посвящена особым соображениям, которые необходимы при создании аккумуляторной батареи с высоким током, плюс… Я перечислю некоторые продукты и инструменты, которые иногда используются для создания аккумуляторной батареи, так что давайте приступим.
Машины для точечной сварки, используемые в промышленности для изготовления аккумуляторных батарей для электровелосипедов, большие и дорогие, и даже рассматривать их в качестве строителя домашнего гаража своими руками невозможно. Это важно, потому что во многих странах по-прежнему очень сложно купить полный аккумулятор, поскольку самые известные продавцы аккумуляторов не доставляют их во многие страны.
Правила доставки комплектной аккумуляторной батареи сложны, и с каждым годом они ухудшаются. Даже если вам удастся заставить сборщика пакетов отправить вам один, это дорого и рискованно.Кроме того, даже самые успешные производители упаковок не производят упаковки всех возможных форм и размеров.
Однако на самом деле довольно легко купить отдельные компоненты для сборки пакета, независимо от того, где вы живете (как указано в части 2, нажмите здесь), и это означает, что находчивые строители гаража будут продолжать собирать свои собственные пакеты. Это основная причина, по которой я написал эту серию статей о сборке пакетов.
Используемые методы и материалы постоянно улучшаются, но… я надеюсь задокументировать некоторые из распространенных «лучших практик», как они известны в настоящее время, чтобы помочь новым энтузиастам избежать распространенных дорогостоящих ошибок при их первой сборке.
Сварочные аппараты Sunkko
Я просто не могу рекомендовать какой-либо продукт этой марки (прошу прощения у Sunkko, но… я должен быть честным). Я упоминаю о них только потому, что они так хорошо известны, и они сразу же появятся в любом поиске Google по запросу «18650 точечная сварка».
Самый большой вывод, который я обнаружил при их исследовании, заключается в том, что … версия на 220 В немного надежнее, чем версия на 110 В (а версия на 110 В имеет ужасные показатели … Не верьте мне, исследуйте это сами).
Многим странам, таким как ЕС и Австралия, повезло, что в домах по умолчанию уже установлено 220 В переменного тока. Дома в США обычно имеют напряжение 110 В, но имейте в виду, что несложно подключить к гаражу электрическую сушилку для белья на 220 В, а также многие кондиционеры в США имеют розетки, подключенные к 220 В.
Типовая модель сварочного аппарата Sunkko.
Поскольку версия на 110 В и 220 В потребляют примерно одинаковое количество ватт, версия на 110 В потребляет в два раза больше AMPS из домашней розетки, что часто приводит к срабатыванию выключателя (15 А является обычным явлением в США, 110 В X 15 А. = 1650 Вт).Даже если вы приобретете версию на 220 В (и либо найдете розетку на 220 В где-нибудь в своем доме, либо добавите ее), электроника для обоих является известным слабым местом. Если у вас уже есть Sunkko, вот веб-сайт с информацией о том, как его обновить и исправить, если он сломается (нажмите здесь).
Кроме того, вот видео (нажмите здесь), где производитель открывает модель Sunkko 709AD за 240 долларов (плюс доставка) и показывает, как обновить внутренности, чтобы она работала надлежащим образом (600-амперные характеристики).
The Malectrics Точечная сварка
Этот «карманный точечный сварочный аппарат» из Германии, похоже, работает очень хорошо, и у него много довольных клиентов. Программируемый мозговой чип — это популярная «Arduino Nano». Время сварочного импульса можно регулировать от 1 миллисекунды до 500 мс.
Программируемый мозговой чип — это популярная «Arduino Nano». Время сварочного импульса можно регулировать от 1 миллисекунды до 500 мс.
Где-то по ходу дела кто-то выяснил, что если у вас есть большая батарея, способная выдавать много ампер, вы можете добавить какой-нибудь переключатель включения / выключения и таймер, чтобы сделать из нее точечный сварочный аппарат.
Я видел youtubes, которые делали это, где они добавляли электромагнитный переключатель стартера автомобиля в качестве элемента включения / выключения.Проблема с этой конструкцией заключается в том, что соленоидный переключатель автомобильного стартера — это единственный физический переключатель, который пропускает все полные амперы автомобильного аккумулятора 12 В (12 В X 200 А = 2400 Вт)…
Общая мощность (без линейного сопротивления) может включать энергию до 800-CCA (ток холодного пуска). Если в качестве нагрузки включен стартер-двигатель двигателя («сопротивление» цепи), то типичный 4-цилиндровый двигатель обычно потребляет около 200 А в течение полсекунды, а затем стабилизируется примерно на 100 А до продолжайте крутить двигатель.
Если в качестве нагрузки включен стартер-двигатель двигателя («сопротивление» цепи), то типичный 4-цилиндровый двигатель обычно потребляет около 200 А в течение полсекунды, а затем стабилизируется примерно на 100 А до продолжайте крутить двигатель.
Однако использование автомобильного соленоидного переключателя стартера в качестве двухпозиционного элемента в аппарате для точечной сварки, который питается от автомобильного аккумулятора, является «плохой конструкцией». Этот тип переключателя может иногда постоянно привариваться к положению «включено», так как обычно он проходит ТОЛЬКО пики 200 А, но «теперь» вы сняли сопротивление стартера-двигателя автомобиля, и переключатель проходит полные 800 А, которые батарея способна.
Это такие усилители, которые вырабатывают достаточно тепла для плавления никелевых полос при точечной сварке.Я упоминаю об этом только для того, чтобы указать, что обычный автомобильный аккумулятор на 12 В оказался достаточным для питания операции точечной сварки 18650 ячеек.
Также … поскольку соленоид автомобильного стартера зависит от двух физических металлических контактов, которые касаются [и затем отводятся пружиной], выполнение этого может привести к очень непостоянному количеству сварочного импульса (измеренному в миллисекундах, что составляет одна тысячная секунды)
Итак … что мы можем использовать в качестве переключателя включения / выключения, который может выдерживать высокие токи? а также можно ли регулировать импульс точечной сварки с точностью до тысячных долей секунды? Возможно, простой и распространенный полупроводник MOSFET?
«FET» (полевой транзистор) — это умный тип транзистора, который можно использовать в качестве усилителя сигнала, диода или переключателя включения / выключения… в зависимости от того, как он сконфигурирован в цепи.
Набор Malectrics — это прецизионный таймер, который использует группу полевых транзисторов [параллельно] для включения и выключения БОЛЬШОГО тока батареи в качестве точечной сварки. Вам также нужно будет добавить большой [и довольно новый] автомобильный аккумулятор на 12 В в качестве источника питания, и наиболее частой ошибкой новичка является использование уже имеющегося у него «маленького и старого» автомобильного аккумулятора. Если вы используете самую длительную настройку сварочного импульса, но все равно получаются слабые сварные швы? вполне вероятно, что аккумулятор, который вы используете, разряжен.
Вам также нужно будет добавить большой [и довольно новый] автомобильный аккумулятор на 12 В в качестве источника питания, и наиболее частой ошибкой новичка является использование уже имеющегося у него «маленького и старого» автомобильного аккумулятора. Если вы используете самую длительную настройку сварочного импульса, но все равно получаются слабые сварные швы? вполне вероятно, что аккумулятор, который вы используете, разряжен.
12 В X 800 A = импульсная мощность 9600 Вт
Если вас интересует устройство Malectrics, их веб-сайт можно найти, нажав здесь.
кВтeld
В интересах полного раскрытия информации… когда я впервые увидел kWeld, я стал для них первым дилером в США, чтобы увеличить количество пользователей из США. Это выглядело очень новаторски и многообещающе, и я хотел, чтобы реальные пользователи опередили их, чтобы увидеть, есть ли у него какие-нибудь недостатки, и … результаты были впечатляющими. Я продавал их в розницу около года, и компания быстро росла, так что теперь у них есть «настоящий» деловой партнер для управления всеми продажами в США [18650 термоусадочные устройства и держатели ячеек, inc].
На первый взгляд, поле кВт очень похоже на Malectrics. Что касается функции, то один кабель для точечной сварки просто пропускает ток через большой предохранитель от вывода автомобильного аккумулятора к датчику для точечной сварки. Второй вывод батареи пропускает ток через группу параллельно включенных полевых транзисторов, которые действуют как переключатель включения / выключения, на пути ко второму щупу для точечной сварки.
Электроэнергия стоит дороже, чем Malectrics, и вот почему. Он использует запатентованную систему управления электроникой, которая измеряет ток, проходящий через устройство в режиме реального времени.Это означает, что если входное напряжение медленно падает во время использования сварочного аппарата, устройство автоматически регулирует синхронизацию импульсов, чтобы обеспечить постоянство общего количества передаваемой энергии от одного сварного шва к другому.
Он также имеет режим тестирования батареи, чтобы сообщить вам, сможет ли батарея, которую вы собираетесь использовать, выполнять свою работу. Первоначальная версия поля мощности была специально разработана для использования либо со свинцово-кислотными автомобильными аккумуляторами, либо с литий-полимерными батареями 3S (3S, 11.1 В номинал LiPo, 12,6 В при полной зарядке). Однако приемлемый выбор аккумуляторов LiPo ограничен лишь несколькими конкретными моделями, которые, как известно, имеют очень низкое сопротивление и способны к внезапным сильным всплескам тока без каких-либо повреждений (обратите внимание на обозначение батареи 3S «130C, 5000 мАч… или больше).
Благодаря использованию легкодоступных автомобильных аккумуляторов (местного производства, потому что они тяжелые и доставка будет дорогостоящей) и литий-полимерных аккумуляторов с высоким током, первые полевые устройства завоевали отличную репутацию.
Однако почти сразу … некоторые клиенты запросили возможность использования суперконденсаторов (которые обычно работают при более низких напряжениях). У второй версии поля мощности был расширен диапазон напряжений, так что поле мощности будет работать с входным напряжением от 3 В до 30 В (многие литиевые батареи с номинальным напряжением 24 В / 7S имеют полностью заряженное напряжение примерно 28 В).
У второй версии поля мощности был расширен диапазон напряжений, так что поле мощности будет работать с входным напряжением от 3 В до 30 В (многие литиевые батареи с номинальным напряжением 24 В / 7S имеют полностью заряженное напряжение примерно 28 В).
Блок суперконденсаторов «kCap» 8,2 В в качестве опции. Некоторые производители считают автомобильные аккумуляторы громоздкими и тяжелыми, а некоторые клиенты предпочитают избегать использования LiPo-аккумуляторов из-за опасения возгорания LiPo-аккумулятора.
Электростанция производится компанией Keenlab.de в Германии, принадлежит и управляется инженером-электриком. Основываясь на успехе нескольких энтузиастов, которые использовали суперконденсаторы, Keenlab разработала и начала производить опцию батареи суперконденсаторов, которая работает при напряжении 8,2 В, а также блок питания, который может принимать ваш домашний ток 110 В переменного тока и обеспечивать напряжение 8,2 В очень высокие токи, так что power bank быстро пополняется.
Если у вас есть доступ к большому количеству использованных ячеек 18650, используйте группу 2P, которая оплачивается до рекомендованных нами 4.1 В на ячейку обеспечит 8,2 В, необходимые для батареи суперконденсаторов kCap. Ячейки с низким усилителем могут медленно заряжать kCap, и когда вы активируете устройство kWeld, суперконденсаторы очень быстро разряжают всю энергию.
Несмотря на то, что заводская гарантия имеет ограничения, этот сварочный аппарат использовался при 8,2 В X 1400 А для импульсной мощности 11500 Вт
КлиентыGlobal kWeld могут связаться с Keenlab.de, нажав здесь.
Для клиентов kWeld, находящихся в США, вы можете связаться с Кейт в «18650 Heat Shrink and Cell Holders INC», щелкнув здесь.
Группу поддержки kWeld в Северной Америке на Facebook можно найти, нажав здесь.
Медно-никелевые автобусы
Если вас устраивает «обычный» комплект для электровелосипеда, то вы также будете довольны обычным аккумулятором для электровелосипеда [моя рекомендация по умолчанию для аккумуляторного блока — это высококачественный аккумулятор 48-52 В, такой как пакеты Luna Cycle, поскольку лета 2019 г. ].
].
При этом, может быть, вы строите электрический мотоцикл или, возможно, мощный электрический велосипед? Вам НУЖНА ваша батарея, чтобы обеспечить больше усилителей, чем «обычная» батарея.Существуют ячейки формата 18650, которые могут обеспечивать 15A-30A (в настоящее время Samsung 30Q и 25R, LG HB2, Sony VTC6). Если конструкция вашей батареи требует такой ячейки с высоким током, узким местом конструкции будут межсоединения элементов и два коллектора батареи (положительный и отрицательный выводы).
Чистый никель в качестве материала шины (и точечная сварка в качестве метода сборки) является выбором по умолчанию для «обычных» межсоединений ячеек (18650/21700 цилиндрических ячеек). Однако, когда вашему проекту требуются мощные аккумуляторные усилители, материал шины становится критически важным дизайнерским решением.
Обычная шина-лента из чистого никеля имеет ширину примерно 8 мм (1/3 дюйма в ширину), а ее допустимая нагрузка по току измеряется ее толщиной. Обычные аккумуляторные блоки (пик 25А от 5P?) Используют толщину 0,15 мм для 5А на элемент с номиналом 8А. Никелевая лента толщиной 0,20 мм является обычной для популярных аккумуляторных батарей с номинальной емкостью 10 А, таких как LG MJ1, Samsung 35E и Panasonic GA.
Никелевая лента толщиной 0,20 мм является обычной для популярных аккумуляторных батарей с номинальной емкостью 10 А, таких как LG MJ1, Samsung 35E и Panasonic GA.
В настоящее время дилемма строителей возникает при использовании аккумуляторных батарей с высоким усилением (15A-30A).Я видел, как строители использовали двухслойную никелевую ленту для последовательных соединений, но… я не рекомендую такой подход. При более высоких значениях тока использование никеля в качестве материала шины в конечном итоге становится скорее резистором, чем проводником. Под этим я подразумеваю… он превращает МНОГО ватт батареи в тепло вместо того, чтобы выполнять работу. Кроме того, два клеммных коллектора испытают провал напряжения, поэтому производитель не получит полную мощность, за которую они заплатили, используя подлинные элементы с высоким усилением.
С помощью МАГНИТОВ!
Звучит как шутка, но уверяю вас, это действительно работает.Я бы не стал использовать магниты на никелевой шине, потому что никель слишком жесткий, чтобы прилегать к поверхности наконечников элементов. Я считаю, что медный лист является очень подходящим материалом для ячеек с высоким усилением 15A-30A, таких как 30Q, 25R, HG2 и VTC6.
Я считаю, что медный лист является очень подходящим материалом для ячеек с высоким усилением 15A-30A, таких как 30Q, 25R, HG2 и VTC6.
Если вы хотите поэкспериментировать с материалами медных шин, я бы начал с 30-го или, возможно, 32-го (калибр листового металла отличается от калибра провода, с которым мы уже знакомы). Один мил — одна тысячная дюйма.
0,20 мм ___ 8-mil__32 га
0.25 мм__10-mil__30 га
Медный лист такой толщины достаточно тонкий, чтобы его можно было разрезать ножницами. Медь при таких толщинах мягкая, но никель такой же толщины очень жесткий.
Обратите внимание, что этот конструктор использует дополнительные термостойкие волоконные шайбы на положительных концах. Кроме того, он строит рюкзак на жестком пластиковом листе над своим рабочим столом. Показан пакет 12S / 4P
.На рисунке выше мягкий медный лист разрезается для формирования шинных пластин, обеспечивающих как последовательное, так и параллельное соединение.Неодимовые магниты-«пуговицы» на удивление мощные, а электроды ячеек формата 18650 выполнены из «никелированной стали». Никель обладает очень низким магнитным притяжением, но стальные сердечники на концах электрода ячейки будут сильно притягиваться к этим магнитам.
Так как магниты также очень сильно притягиваются друг к другу, строитель приклеил магниты к медному листу с помощью гелевого «суперклея». Вы также можете приобрести магниты-пуговицы с отверстием со скошенной кромкой в центре, что позволит вам вставить винт с плоской головкой со стороны ячейки через магнит и ввинтить его в боковую панель какого-либо типа (например, фанеру толщиной 1/4 дюйма, или пластиковая кухонная разделочная доска?).
Я бы также порекомендовал надежно прикрепить шинные пластины каким-либо способом к пластиковым держателям ячеек, чтобы пластины не двигались. Мне сказали, что магниты надежно удерживают пластины на месте, но я опасаюсь, что в случае аварии они могут сместиться и, возможно, замкнуться.
Точечная сварка сэндвич-панелей из меди и никеля
Это новая разработка. Было проведено много экспериментов с материалом медных шин, покрытым никелем, в надежде, что это позволит легко сваривать точечную сварку.Однако его нелегко купить, и такие компании, как Makita, Milwaukee и DeWalt, используют дорогостоящий лазер для приваривания их к аккумуляторным инструментальным ячейкам. Это привело к тому, что никелирование, сделанное своими руками, стало предметом многих экспериментов, которые до сих пор не прошли.
Недавно анонимный ютубер написал, что если вы положите никель поверх медной ленты, он легко сваривает точечные сварочные аппараты, перечисленные выше (kWeld, Malectrics, Boss-Level, Riba и т. Д.). Вот ссылка на YouTube, перемотайте вперед до 8:38, чтобы увидеть часть сварки меди.
Точечная сварка сэндвича из никеля и меди на ячейке 18650
Медная и никелевая полоски, показанные выше, имеют толщину 0,20 мм, никель толщиной 0,15 мм также может работать. Дальнейшие эксперименты продолжаются для определения всех остальных подходящих толщин. После того, как я увидел это, мое исследование показало, что это старый трюк металлистов, когда они пытаются точечно сварить алюминиевые листы друг с другом. Вот ссылка на видео на YouTube, в котором показан метод металлического сэндвича, используемый для обработки алюминия.
Я собрал эти части вместе, чтобы быстро сфотографировать то, что я предлагаю в качестве варианта с высоким усилителем. Эта черная пластиковая сетка предназначена для подключения 7S / 4P (24 В). На этом рисунке медные полоски предназначены для последовательного тока с большим ампером, а никель — только для параллельного выравнивания ячеек, плюс … никелевый сэндвич необходим для точечной сварки меди с наконечниками элементов 18650. . Никель 0,15 мм ОЧЕНЬ легко режет ножницами, как и медь 0,20.
Есть некоторые предположения относительно того, почему это работает, но было подтверждено, что это работает, так что это захватывающая разработка для сборок, когда вы хотите использовать элементы с высоким усилением.Интересно отметить, что некоторые строители в прошлом заказывали чистый никель в качестве материала для автобусов, а когда он прибыл … они обнаружили, что продавалась сталь с никелевым покрытием.
Это было достаточно плохо, чтобы его украли, но теперь им пришлось ждать, пока не придет подлинный чистый никель во втором заказе. Однако, если у вас или у вашего друга есть какая-нибудь никелированная стальная лента, просто стоящая на полке, медь в сэндвиче из никеля и меди будет пропускать ток, поэтому никелевая часть сэндвича может быть дешевой лентой со стальным сердечником.
Это два распространенных типа «лестничных» никелевых лент для выполнения как последовательного, так и параллельного соединения. На этом рисунке я добавил медь поверх некоторых последовательных соединений. Я думаю, что может быть некоторая польза в том, чтобы сделать разрез посередине меди, чтобы заставить весь сварочный ток проходить через наконечник ячейки, а не просто проходить через саму медь. Медь можно удерживать на месте с помощью крошечной капли клея в центре длины полосы, где не будет точек сварки, посередине между ячейками.Никелевые автобусы любезно предоставлены компанией 18650 Heat Shrink and Cell Holders, можно найти здесь
Пакет 20S / 6P, изготовленный методом точечной сварки многослойной меди. Один слой меди толщиной 0,10 мм выполняет как последовательные, так и параллельные функции. Маленькие никелевые квадраты толщиной 0,15 мм размещаются над каждым концом ячейки для облегчения сварки. На этом блоке установленная мощность поля в кВт составляла 50 Джоулей.
Использование плоских карманных ячеек с высоким усилением
Хотя я иногда видел крупноформатные плоские ячейки на электровелосипедах и 18650 аккумуляторы, используемые на электромотоциклах, чаще всего вы видите это наоборот.Для большинства электровелосипедов ячейки 18650 по-прежнему легко сконфигурировать в индивидуальную упаковку, которая соответствует необычной форме, а производительность и диапазон упаковок 18650 часто лучше всего подходят для большинства электровелосипедов, при этом ячейки мешков являются стилем выбора для электронных мотоциклов. Цилиндрическая ячейка 18650 — это просто ячейка-пакет, которая свернута и вставлена в металлический цилиндр.
Чем выше ток, на который рассчитаны эти ячейки, тем больше будут выступы, поэтому они не станут узким местом для тока.Отверстия под болты на выступах вырезались обычным дыроколом для офисной бумаги.
Однако, несмотря на то, что использование плоских карманных ячеек вынудит производителя использовать довольно большую прямоугольную форму в качестве строительного блока, для переоборудования мотоциклов часто требуются такие высокие усилители, что плоские карманные элементы являются единственным жизнеспособным вариантом.
Как только вы решите, что будете использовать этот формат ячеек, я считаю, что соединения ячеек на самом деле проще собрать, чем делать точечную сварку с высоким током.
Плоские многослойные ячейки мешочка с широкими выступами на одном конце (слева) или… широкими выступами на противоположных концах (справа). Соединения язычков между ячейками для ячеек плоского ламината надежно выполнить намного проще по сравнению с цилиндрическими ячейками, такими как 18650 и 21700.
Эти плоские мешочные элементы сжимаются с боков, что помогает снизить внутреннее электрическое сопротивление. Показанные выступы сварены точечной сваркой. Показана упаковка 12S / 1P
.Если вы добавите физическое сжатие на боковые стороны плоских ячеек мешка, это снизит внутреннее электрическое сопротивление.Это распределяет ток более равномерно по всем химически активным внутренним поверхностям. Если половина внутренних поверхностей имеет плохой контакт, они будут пропускать меньше тока и работать холоднее, но поверхности с хорошим контактом будут вынуждены пропускать гораздо больший ток, чем они были предназначены.
Если это произойдет, то внутренние «горячие точки» заставят электролит в этих местах «выделять газ», что приведет к появлению опухших элементов. Чем больше газа образуется, тем хуже становится это состояние (образующиеся внутри газы вызывают расслоение внутренних слоев).
Использование только 20 фунтов на квадратный дюйм силы сжатия намного лучше, чем ничего, и я видел опубликованные отчеты о том, что давление до 100 фунтов на квадратный дюйм может быть полезным.
Срезание листов-разделителей клеток со стенок старого пластикового бака. Они оказались толщиной 1,5 мм.
На картинке выше я купил несколько ячеек мешка с высоким усилителем, и я отслеживаю форму, чтобы вырезать разделители ячеек, которые помогут предотвратить короткое замыкание между язычками, когда они у меня на рабочем столе во время подключения вкладки ячеек.
Начало сборки пакетного аккумуляторного блока.
На картинке выше я использую карманные элементы для сборки чемодана на 12 В для зарядки телефона и ноутбука во время отключения электроэнергии, так как я живу в стране торнадо (а раньше я жил в стране землетрясения). Сверхбольшие вкладки указывают на то, что я выбрал элементы с высоким усилителем, и я сделал это, поэтому при необходимости могу использовать этот пакет для «запуска» моей машины.
Я использую эту возможность, чтобы сфотографировать некоторые части процедуры сборки пакета, которые, как мне кажется, важны для новичков.Обратите внимание, что я выполняю эту задачу поверх красной пластиковой крышки бункера для хранения, а под этой ячейкой находится зеленый пластиковый разделитель ячеек (см. Рисунок над предыдущим абзацем).
[вернитесь через месяц, чтобы увидеть дополнительные фотографии этой «мешочной упаковки»]Таблички были помечены как + / — , но это было очень мелким шрифтом, поэтому я использовал фломастеры, чтобы сделать большие отметки. Я также использовал ножницы, чтобы вырезать крышку вкладки для позитивной вкладки, используя пакеты для сэндвичей с застежкой-молнией в качестве материала покрытия.Затем я прикрепил пластиковую крышку с застежкой-молнией с помощью отрезка «низкой липкости» синей малярной ленты, которая легко снимается и не оставляет следов клея.
Обратите внимание, что на этой конкретной марке ячейки небольшая часть правого верхнего угла отрицательного язычка была вырезана под углом, чтобы упростить идентификацию.
Я нашел несколько алюминиевых плоских стержней, которые можно использовать в качестве зажимов, и в них уже были отверстия с резьбой. Имейте в виду, что зажимы для язычков могут быть изготовлены из стали, если вы хотите, поскольку они не должны проводить ток (два язычка прижимаются друг к другу, кожа к коже).Я специально использую алюминиевые зажимы в качестве радиатора. Раньше я считал, что алюминиевая пластина, расположенная между ячейками, будет отводить внутреннее тепло к краю в качестве меры охлаждения, но это приводит к тому, что поверхности сторон ячейки будут работать холоднее, чем ядра.
Если различные области внутри ячейки будут горячее или холоднее друг друга, это также изменит внутреннее сопротивление этой ячейки. Обширные исследования показали, что охлаждение вкладок приведет к наиболее стабильным и равномерным внутренним температурам в активных материалах, в то же время отводя часть внутреннего тепла в активных слоях ячейки.
120F (49C) очень теплый, почти слишком горячий на ощупь. Однако, если эта температура распределена равномерно, то ячейка должна прослужить как можно дольше. 140F (60C) — это слишком жарко, и никакая часть ячейки не должна достигать этой температуры. Если одна часть ячейки горячая, а другая остаётся холодной, то горячая часть умирает, что приводит к преждевременному отмиранию этой ячейки, что приводит к такому типу провала напряжения, когда весь блок выводится из эксплуатации.
Теперь о конструкции зажимов …
Достаточно легко нарезать резьбу в просверленном отверстии на алюминиевом стержне из сплава 7075 (щелкните здесь, чтобы выбрать один из вариантов), потому что этот сплав более хрупкий, что позволяет отламывать стружку.Алюминий из сплава 6061 будет лучше проводить электричество, но он очень мягкий, и вы можете легко сломать метчик, используя его в качестве материала для зажима стержня, когда пытаетесь нарезать резьбу в просверленном отверстии.
В этом приложении мне нравится использовать резьбовые отверстия в материале алюминиевого стержня (с отверстием с фаской под головкой винта с плоской головкой), чтобы зажимы были как можно более толстыми, так как использование обычного болта и гайки на сквозном отверстии -отверстие потребует, чтобы зажимы были тоньше. Так как нет блокировки шайбы, чтобы снизить любой возможный разъем-разрыхление от вибрации, я буду использовать нить связывания жидкости, как Locktite.
Этот метод позволяет мне использовать зажимы той же ширины / толщины, что и ячейка. Между двумя язычками ячеек выполняется последовательное соединение, а показанный стиль зажима состоит из двух идентичных частей, поэтому расчет закупки материала будет простым. Измерьте толщину ячейки, и эта толщина равна толщине зажимного материала или тоньше.
От LFP
Это появилось в недавнем обсуждении на форуме сравнения пайки шин с элементами и точечной сваркой.ЛФП (Люк) был главным инженером по аккумуляторным батареям в мотоциклах Zero.
«… Эту тему можно перефразировать: лучше бить себя по мячу бейсбольной битой или клюшкой для гольфа?
Во-первых, использование FLIR на блестящих никелевых поверхностях смехотворно, потому что это что-то вроде коэффициента излучения 5-10%, поэтому значения температуры, которые он считывает, равны + или-> 100 ° C, чтобы что-то было полезно.
Наконец, температура на верхней части никеля совершенно не имеет значения, поскольку верхняя часть никеля не является термочувствительной зоной.
Когда вы припаяете банку, а затем разрежете ячейку, вы увидите, что разделительный слой сплавляется и деформируется на концах, и в банке имеется избыточное давление газа, и продукты термического разложения сложных эфиров карбоната в Электролит приведет к его плохому старению и развитию саморазряда из примесей, высвобождаемых в результате этого теплового пробоя.
При точечной сварке банки вообще не имеет значения внешняя сторона. Неуместно даже говорить, смотреть или рассматривать.Когда вы разрезаете эту ячейку и видите внутреннюю часть банки, которая была раскалена докрасна сталью (2500 ° F), чтобы сварка была возможна, вы видите, что внутренняя коррозионно-стойкая поверхностная облицовка банки испаряется. прочь, и на его месте находится углеродный мусор от мгновенно кипящих карбонатов электролита, и теперь этот углерод будет загрязнять вашу батарею, увеличивая скорость саморазряда.
Если вы собираетесь выполнить точечную сварку, вы не делаете этого, основываясь на том, как сварные швы выглядят внешне или насколько трудно их [физически] снять с банки, эти показатели — детская игра, и просто не имеет значения в отношении создания долговечной упаковки.Вы должны настроить процесс, разрезая нижнюю часть каждой ячейки, к которой вы прикреплены, и исследуя повреждение конца рулона желе, а также исследуя дно поверхности банки на предмет того, какие продукты термического разложения теперь отравляют ваш очень чистый электролит. .
Паяльные блокипредназначены для приложений, в которых вас не волнует, сработает ли он хотя бы один раз, допустимы произвольные уровни саморазряда и желателен случайный отказ за короткое время.
Точечная сварка (до дна банок) предназначена для случаев, когда вас не беспокоит утечка электролита из банки из концентраторов напряжения в зоне термического влияния рядом с местом сварки (где было 2500 градусов по Фаренгейту), и вы не заботитесь о том, чтобы покрытия консервных банок, устойчивые к коррозии, оставались работоспособными, и хотите загрязнить свой электролит случайным углеродным мусором (подумайте о том, чтобы поставить завтрак на сковороду при температуре 2500 градусов по Фаренгейту)…
Итак, какой метод вы должны использовать?
Что ж… только вы можете решить, на какие риски вы готовы пойти и что уложится в ваш бюджет.Я только надеялся собрать информацию о том, какие материалы и методы используются в настоящее время, и указать на некоторые из опасных ловушек, на которые могут наткнуться новички.
Как я уже отмечал, положительный наконечник ячейки 18650/21700 довольно хорошо изолирован от рулона желе. Это означает, что вы можете паять, точечную сварку, возможно, использовать плавкую проволоку или использовать любой другой метод, который вам подходит. Однако отрицательный конец (особенно центральное пятно) очень чувствителен.
В качестве отрицательного элемента вы можете использовать магниты над медной полосой, прижимной контакт над медной полосой (имеется в виду пружина или резиновый диск Poron) или, возможно, быстро припаять небольшой провод предохранителя (расположенный сбоку, а не в центре). отрицательного конца).
Я надеюсь, что это было чем-то полезно, и я буду обновлять эту серию из трех частей по мере поступления новой информации.
Написано Роном / spinningmagnets, июнь 2019
Давайте поговорим о аппаратах для точечной сварки аккумуляторов — виртуальное мероприятие и трансляции
Точечная сварка лент и выступов на батарее для соединения между батареями и более крупными компонентами батарейного блока является распространенной производственной технологией, требующей специального оборудования, обычно называемого установкой для точечной сварки батарей.Обычно межкомпонентные соединения аккумуляторных батарей изготавливаются из никелевых полос, в идеале с разветвлениями и выступами, а затем свариваются сопротивлением с использованием методов сварки с параллельным зазором или ступенчатой сварки. Чтобы получить наилучшие и воспроизводимые результаты, такие методы зависят от качества сварочной головки, электрода и источника питания.
Чтобы постоянно улучшать возможности управления мощностью и снижать потери, производители высококачественных аккумуляторных батарей ищут способы соединения более проводящих межсоединений (таких как алюминий и медь), одновременно пытаясь снизить затраты за счет упрощения конструкции межсоединений.Поскольку соединительные линии слишком токопроводящие, такие требования обычно исключают возможность использования методов контактной сварки. В этой статье мы расскажем вам все, что вам нужно знать о машинах для точечной сварки аккумуляторов!
Важность качества сварки батарей
Цилиндрические батареи, объединенные в аккумуляторные блоки, все чаще используются, например, для привода портативных электрических инструментов, электрических велосипедов, электрических и гибридных транспортных средств. Аккумулятор состоит из множества компонентов.Базовый компонент — это батарея, подключенная последовательно или параллельно для достижения необходимого напряжения и емкости. По типу конструкции аккумуляторов в основном бывают пакетированные, квадратные и цилиндрические. Качество связи между каждой батареей и шиной влияет на работу и производительность всей системы накопления энергии. Подключение батарей является сложной задачей из-за необходимости комбинировать различные материалы, которые обычно имеют высокую проводимость, с комбинацией переменной толщины.По способу накопления энергии различают свинцово-кислотные, никель-кадмиевые, никель-металлогидридные, натрий-никелевые и наиболее часто используемые литий-ионные батареи. Обычно для объединения батарей в группы используются точечная и проекционная сварка сопротивлением, ультразвуковая и лазерная сварка, а механические методы используются редко.
:: Подробнее: Projection Welding is the Boss of Embossations
Что может сделать для меня аппарат для точечной сварки аккумуляторов?
Аккумуляторные сварочные аппараты точечной сварки обычно соединяют металлические пластины с точками контакта аккумулятора.Этот метод использовался многие десятилетия и до сих пор очень распространен. Точечная сварка с использованием аккумуляторных батарей — это разновидность контактной сварки, которая является одним из старейших процессов сварки. Использование заостренного электрода для создания противоположной силы может нагреть металлический лист, а затем легко соединить его. Форма электрода, используемого в этом процессе, определяет различные факторы сварки, такие как ток, тепловыделение и размер сварочного стержня.
Как работает аккумуляторная точечная сварка?
В процессе сварки аккумуляторным точечным сварочным аппаратом два или более металлических куска свариваются вместе без использования присадочного материала.
Процесс включает в себя приложение давления и тепла к области сварки с использованием профилированного электрода из медного сплава, который пропускает ток через сварную деталь. Материал плавится, чтобы сплавить детали. В это время ток отключается, чтобы поддерживать давление электрода, и расплавленный «самородок» затвердевает, образуя соединение. Ток генерирует сварочное тепло, и ток передается к заготовке через электрод из медного сплава. Медь используется для изготовления электродов, поскольку медь имеет более высокую теплопроводность и более низкое электрическое сопротивление, чем большинство других металлов, поэтому тепло выделяется преимущественно в заготовке, а не в электроде.Количество тепла зависит от теплопроводности и сопротивления металла, а также от времени приложения тока.
Аккумуляторный точечный сварочный аппарат работает за счет кондуктивного нагрева, который генерируется электрическим током. Традиционный аккумуляторный аппарат для точечной сварки размещает два электрода из медного сплава, чтобы соединить два металлических листа вместе. Медь обладает высокой теплопроводностью и низким электрическим сопротивлением и является идеальным способом концентрировать тепло в металле, а не в самом электроде.Электрический ток протекает через электроды, выделяя концентрированное тепло для плавления металла. Плавление заставляет два куска металла слипаться в этом месте. Ток протекает непродолжительное время, потому что после того, как металлические детали сплавляются, ток больше не нужен. Однако электрод будет продолжать оказывать давление до тех пор, пока расплавленный металл не затвердеет в прочное соединение. Сварка повторяется через равные промежутки времени для эффективного соединения двух частей.
Материалы, подходящие для аккумуляторных аппаратов точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь легче находить при сварке, а низкоуглеродистая сталь лучше подходит для сварщиков батарей.Однако сталь с высоким содержанием углерода, по-видимому, образует твердую и хрупкую микроструктуру, которая уязвима для низкой прочности на растрескивание или трещин в сварном шве.
Для оцинкованной стали требуется более высокий сварочный ток, чем для стали без покрытия. Аналогичным образом, для цинковых сплавов медные электроды могут быстро повредить поверхность и снизить эффективность операции сварки. При точечной сварке оцинкованной стали необходимо регулярно заменять электрод или подрезать поверхность кончика электрода.В этом случае резак извлекает инфицированный материал, так что поверхность меди становится чистой, а форма электрода изменяется. Некоторые материалы, широко используемые для точечной сварки аккумуляторов, включают нержавеющую сталь, никелевые сплавы и титан. Хотя теплопроводность и сопротивление алюминия схожи с медью, алюминий имеет более низкую температуру плавления, что означает, что его можно паять. Однако из-за его низкого сопротивления при сварке алюминия требуются очень высокие токи.
Преимущества и недостатки аккумуляторных аппаратов для точечной сварки
Аппараты для точечной сваркина аккумуляторах могут обеспечить надежные результаты и сформировать долговечные сварные швы.Поскольку в аппарате для точечной сварки батарей используется ток, протекающий через электроды, нет необходимости в материалах для сварки металлов. Это быстрый процесс, который может обеспечить бесперебойную работу вашего проекта. Большое количество энергии может привести к сварке без чрезмерного нагрева других участков металла.
Этот метод контактной сварки подходит не для всех типов металлов, поэтому он может ограничить возможности проекта. Вам понадобится аппарат для дуговой сварки MIG или TIG с установленными соответствующими принадлежностями.Когда нужно просто использовать устройство для небольших задач, цена будет высокой. Когда ток или тепло недостаточно хороши, соединения не могут быть должным образом отремонтированы с течением времени, поэтому жизненно важно иметь соответствующие настройки. Также может быть трудно разместить электроды на неровных выступах или в труднодоступных местах.
Аккумуляторные аппараты для точечной сварки на IMTS-Exhibition.com
На нашем сайте вы найдете множество поставщиков аппаратов для точечной сварки аккумуляторов, которые подходят для самых разных отраслей промышленности.Просто зайдите в раздел продуктов или воспользуйтесь функцией поиска, чтобы найти все связанные компании в нашей базе данных продуктов. Если вы хотите узнать больше о вопросах, касающихся станков с ЧПУ и их приложений, обязательно ознакомьтесь с другими записями нашего блога.
MTS собрала мировых производителей оборудования для точечной сварки на этой онлайн-платформе. Просмотрите и найдите своего следующего поставщика вместе с нами.
Если вас интересует еще более подробная информация, связанная с производством, обязательно посетите наш отраслевой канал MTS.На этой выставке мы представляем новые продукты и тенденции, посещая производителей на их предприятиях!
Если у вас есть отзывы об этой статье или другие предложения, отправьте нам сообщение!
Быстрая ссылка на поставщиков
Лучшие аппараты для точечной сварки 2021 — Обзоры, сравнения, руководство
Аппараты для точечной сварки предназначены для создания небольших сварных точек, которые сжимают металлические части вместе.
Эти сварные швы часто используются на транспортных средствах, гидроциклах и многих других единицах оборудования и механизмов.
Точечные сварочные аппараты — это те аппараты, которые можно использовать для материалов разных типов и толщин, особенно для более тонких металлов, с которыми вы работаете чаще всего.
Мы попросили нашего специалиста по производственной сварке рассказать нам, какие аппараты для точечной сварки они использовали и какие порекомендовали бы как новичкам, так и профессионалам. Следующие четыре машины предлагались чаще всего.
Сравнительная таблица наших фаворитов
Лучшие аппараты точечной сварки 2021 Отзывы1.Bestauto 3500A 12KW Точечный сварочный аппарат для ремонта вмятин в автомобиле
- Вес изделия: 28,5 фунтов
- Размеры: 25 x 15 x 9
- Точечный съемник панели автомобиля
- Обеспечивает 9 режимов сварки
- Стабильная и прочная сварка
С 12KW Этот надежный аппарат для точечной сварки является отличным инструментом для достижения безупречного результата ремонта автомобиля. Это идеальный выбор для профессионального ремонта автомобилей, так как корпус из прочной нержавеющей стали с покрытием поверхностной краской сохраняет его безвредным и неповрежденным на долгие годы! Кроме того, с высочайшей термостойкостью и необходимыми мерами безопасности, это предмет, в который стоит инвестировать!
Не нужно беспокоиться о перегреве, поскольку Bestauto 3500A оснащен внутренней системой охлаждения, обеспечивающей большее время работы без каких-либо проблем.
В комплект поставки входят два сварочных пистолета, что дает вам возможность работать в двух разных точках одновременно! Также, переключая режимы сварки аппарата, можно с точностью обрабатывать вмятины разного размера и типа.
Нет никаких сомнений в том, что Bestauto 3500A — это элегантная машина, созданная для профессиональных задач. Он отличается прекрасной портативностью, прочной конструкцией и множеством опций, которые помогут вам с ремонтом вмятин.
2. Аппарат для точечной сварки Solary 4200
- Вес изделия: 96.8 фунтов
- Размеры: 22 x 15 x 37
- Высокое выходное напряжение
- Тяжелая нагрузка
- Регулируемый сварочный ток
Профессиональный сварочный аппарат для точечной сварки должен поставляться с полным набором шестерен для одновременного выполнения различных ремонтных работ. Некоторые устройства могут легко исправить небольшие вмятины, иногда оставляя некоторые повреждения на краске. Однако в случае с Solary 4200 машина отлично справляется с большими вмятинами на вашем автомобиле.
Весит почти сто фунтов.В результате это может оказаться не то портативное устройство, которое вы ищете для использования в своем гараже. Тем не менее, это подходящий предмет для профессионалов, оказывающих ремонтные услуги.
Съемник вмятин поставляется с множеством принадлежностей, каждое из которых можно использовать с помощью устройства. Все эти аксессуары позволяют легко исправить любые вмятины или пятна.
Устройство также имеет ряд возможностей регулировки! Например, предварительно запрограммированная настройка времени работы и управления сварочным током позволяет съемнику вмятин работать более эффективно.В целом, это хороший выбор для профессионалов!
1. Автомобильные точечные сварочные аппараты Mophorn 737G- Вес изделия: 12,08 фунтов
- Размеры: 9,1 x 5,5 x 8,3 дюйма
- Стиль: 737G
- Напряжение: 110 вольт
- Требуемые батареи: №
Этот сварочный аппарат можно использовать в самых разных областях. Может применяться при работе с кнопочным аккумулятором, полимерным аккумулятором и платами защиты. Это полезно для автомобильных кузовов, ремонта и установки оборудования из нержавеющей стали, установки и ремонта сетки из нержавеющей стали или работы с такими вещами, как камеры вашего мобильного телефона.
Он оснащен ножными педалями, которые дают вам возможность сваривать то место, где вам нужно, при температуре, необходимой для свариваемого материала. Он имеет фиксированный тип сварки, который подсвечивается светодиодной подсветкой. Это режим сварки push-up, который идеально подходит для работы с небольшими аккумуляторными батареями.
На ЖК-дисплее отображается количество импульсов и ток, при котором вы работаете. Вы можете установить или изменить импульс и ток с помощью простых в использовании настроек. Он также имеет эффективную систему охлаждения, в которой используется интеллектуальный чип, который помогает предотвратить перегрев устройства.
2. SUNKKO 737G + Аккумулятор для точечной сварки- Вес изделия: 15,32 фунта
- Размеры: 5,51 x 9,84 x 7,87 дюйма
- Номер модели: 737G +
- Материал: железо, пластик, сталь, медь
- Источник питания: Ac
Этот сварочный аппарат работает от батареи. Он имеет встроенные датчики температуры и систему охлаждения, которая автоматически срабатывает, когда внутренняя температура машины достигает заданного диапазона.
Это небольшое устройство, которое легко носить с собой и легко использовать. Его можно использовать для сварки неподвижной меди толщиной от 0,03 до 0,03 мм и для сварки никеля толщиной до 0,15 мм. Он поставляется со сварочной ручкой, которой очень легко научиться управлять и использовать. Панель предназначена для помощи в управлении пером и правильной настройке сварочных функций.
Если вы не хотите использовать сварочную ручку, у вас есть возможность использовать фиксированную сварочную головку и педаль управления для создания необходимых сварных швов.Вы можете использовать сварочную ручку вместе с ножной педалью для повышения управляемости, или вы можете использовать сварочную ручку без ножной педали. Варианты процессов позволяют вам контролировать свою работу.
3. Stark Professional Electric 240 Volt Pro Точечный сварочный аппарат- Вес изделия: 28,4 фунта
- Размеры: 20,39 x 9,49 x 6,69 дюйма
- Номер модели: 55010
- Производитель: Stark USA
- Материал: Смешанный
Это сварочное оборудование построено по однофазной конструкции.Он позволяет сваривать вместе самые разные материалы и толщины. Он прост в эксплуатации, вы просто кладете материалы на место и нажимаете рычаг, чтобы начать сварку.
Сварочные наконечники аппарата изготовлены из высококачественной стали. Они обеспечивают прочность и способность, необходимые вашему устройству для сварки более толстых деталей. Машина даже поставляется с заменяемыми насадками на тот случай, если вам понадобится поменять насадки. Наконечники легко откручиваются, а новые просто привинчиваются на место, где стояли старые.
Есть рычаг, активирующий процесс сварки. Вы нажимаете на рычаг и слегка нажимаете на него, чтобы удерживать его в нужном положении, и машина выполняет работу. Он имеет удобную ручку, поэтому он очень портативный.
Он рассчитан на 240 вольт и обеспечивает 2,5 кВА при рабочем цикле или коэффициенте эксплуатации 50%. Он может обрабатывать низкоуглеродистую сталь толщиной до 1/8 дюйма. Это устройство на 16 ампер с глубиной горловины шесть дюймов.
4. Портативные точечные сварочные аппараты Lenco Autobody- Вес изделия: 105 фунтов
- Размеры: 20-1 / 2 «ВХ 11» ШХ 16 «Д
- Сетевой предохранитель: 50 AMP
- Однофазный: 60/50 Гц KVA
- Длина сварочного кабеля: 5 футов
Это переносное сварочное устройство с колесами для облегчения его перемещения.Он весит 105 фунтов, но удобная ручка и колеса позволяют легко перемещать устройство.
Имеет возможность сваривать автомобильные кузова толщиной до 20. Он имеет пятифутовый сварочный кабель и 50-футовый входной кабель питания. На устройстве достаточно места для хранения часто используемых предметов, поэтому все необходимое всегда под рукой.
Панель управления защищена, поэтому во время работы не произойдет случайного изменения настроек. Он имеет легко доступный переключатель включения и выключения и твердотельный таймер.
Этот автоматический аппарат для точечной сварки корпусов представляет собой прочную машину, которая отличается долговечностью и дает вам возможность сваривать большинство металлов, с которыми вы хотите его использовать. Это однофазное устройство с номинальной мощностью 60/50 Гц, кВА. Первичное напряжение составляет 208/230, а линейный предохранитель — 50 А.
Как выбрать лучший сварочный аппарат для точечной сваркиДля точечной сварки необходимо иметь сварочное оборудование, которое может выполнять процесс с толщиной материалов, которые вы обычно используете.Перед покупкой машины ознакомьтесь со следующей терминологией и описанием общих функций, используемых производителями. Тогда вы более четко поймете описания продуктов и сможете выбрать лучшее оборудование в соответствии с вашими потребностями.
Тип аппаратаСуществует два основных типа аппаратов для точечной сварки. Конструкция машины будет определяться работой, для которой вы будете ее использовать, и местом, где вы будете работать.
Стационарные машины больше, тяжелее и сложнее в использовании.Они часто более мощные и могут использоваться для обработки более толстых металлических предметов, чем портативные станки меньшего размера.
Портативные аппараты позволяют брать сварочное оборудование с собой. Портативные машины очень удобны для ремонта на ферме или на большом ранчо. Невозможно сваривать материалы такой толщины, как если бы вы использовали стационарное устройство.
Рекомендации по питаниюБлок питания для вашей машины будет играть огромную роль в ее производительности.Генератор на 230 В предоставит вам возможность управлять типичным портативным точечным сварочным аппаратом. Если у вас есть стационарный сварочный аппарат, вам понадобится генератор на 400 вольт для достаточной мощности.
Эксплуатационный коэффициентЭксплуатационный коэффициент часто указывается на упаковке машины, и, если вы не знакомы с этим термином, это то же самое, что и рабочий цикл. Если машина описана как имеющая рабочий коэффициент 70% при 100 А, то в течение 10 минут работы машины при 100 А устройство проработает 7 минут из этих десяти и потребует 3 минуты для повторного взаимодействия.
Машина, которая является машиной с более высоким током, будет иметь более высокий рабочий коэффициент и быть более эффективной.
Точечный токКогда вы видите что-то на рекламе машины, в которой указано, что точечные токи 3-6000A или 15000A, вы можете увидеть, какое качество сварных швов может производить машина. Чем выше значение точечного тока, тем лучше будет качество сварки.
Напряжение вторичного вакуумаЭто покажет вам качество заправки, которое имеет машина.Это напряжение измеряется на клеммах устройства до подачи сварочного тока.
Изолирующий предохранительИзолирующий предохранитель — это функция защиты от скачков напряжения, которая может продлить нормальный срок службы сварочного оборудования.
Часто задаваемые вопросы Насколько прочен точечный шов?Точечная сварка по прочности не уступает обычным сварным швам. Это решение для прочной сварки, которое зажимает или соединяет два металлических куска вместе.На эти сварные швы можно положиться в любых ситуациях. Они часто используются в автомобильном дизайне и строительстве металлических судов.
Что подразумевается под точечной сваркой?Точечная сварка — это процесс соединения двух металлических частей очень маленьким сварным швом. Точечная сварка не создает большой видимой линии сварного шва и может использоваться, когда соединяемые материалы имеют разную толщину или разные металлы.
Как выглядит точечная сварка?Точечная сварка выглядит как небольшой участок сварного шва.Это процесс, используемый для соединения двух элементов без выполнения сплошной линии сварки. Вы действительно не заметите точечных сварных швов на деталях, таких как 5000 сварных швов на кузове автомобиля, если вы не будете внимательно их искать.
Сколько точечных сварных швов у автомобиля?На типичном кузове автомобиля имеется 5000 сварных точек. Эти точечные сварные швы соединяют вместе компоненты, из которых состоит автомобиль, рама и кузов, так что по завершении вы получите единую целостную и прочную конструкцию.
В чем разница между точечной сваркой и прихваткой ?Прихваточная сварка — это процесс приваривания чего-либо на месте ровно настолько, чтобы закрепить и удерживать на месте, пока вы выполняете более длительный процесс сварки.Точечная сварка — это постоянный процесс, обеспечивающий долговечность и долговечность соединения материалов.
В чем разница между точечной сваркой и точечной сваркой сопротивлением?Рельефная сварка на самом деле представляет собой точечную сварку с некоторыми изменениями, так что сварные швы можно создавать на более толстых материалах от 0,035 дюйма или более.