
расходные материалы и настройка оборудования

Вопросы, рассмотренные в материале:
- Почему подходит именно аргон для сварки алюминия
- Подготовительные процедуры перед сваркой алюминия аргоном
- Технологию аргонной сварки алюминия
- Как проводится проверка качества сварки алюминия аргоном
Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендовано к прочтению
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.
TIG-сварка алюминия происходит с применением чистого аргона. Его концентрация должна быть 98-99 %. Именно поэтому стоит внимательно отнестись к выбору поставщика. Для более точной настройки расхода материалов, в том числе и аргона, лучше отдать предпочтение импортным манометрам и редуктору.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Таблица:
|
Способ формирования шва |
Сила тока, А |
Толщина заготовки, мм |
Диаметр электрода, мм |
Диаметр проволоки, мм |
|
С отбортовкой кромок |
45–50 |
1,0 |
1,0 |
— |
|
70–75 |
1,5 |
1,6–2,0 |
— |
|
|
80–85 |
2,0 |
1,6–2,0 |
— |
|
|
Встык, односторонний |
55–75 |
2,0 |
1,5–2,0 |
1,0–2,0 |
|
100–120 |
3,0 |
3,0–4,0 |
2,0–3,0 |
|
|
120–150 |
4,0 |
3,0–4,0 |
2,0–3,0 |
|
|
Встык, двусторонний |
120–180 |
4,0 |
3,0–4,0 |
3,0–4,0 |
|
200–250 |
5,0 |
4,0–5,0 |
3,0–4,0 |
|
|
240–270 |
6,0 |
4,0–5,0 |
3,0–4,0 |
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока > 150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
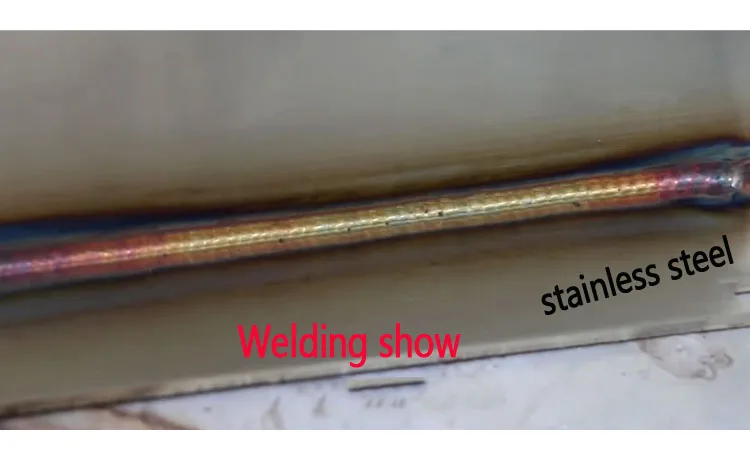
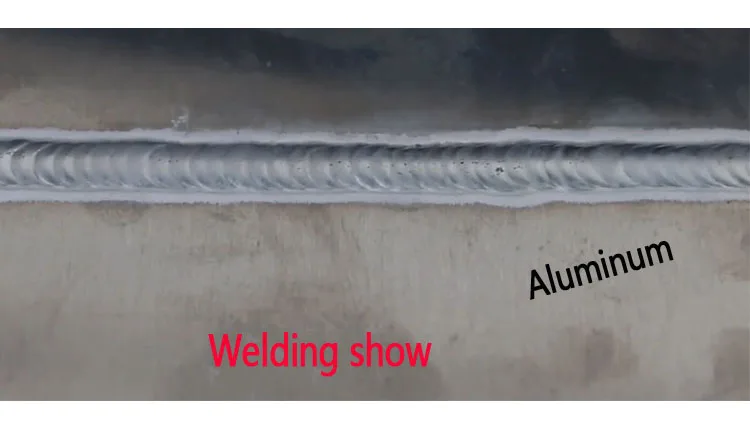
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка алюминия аргоном: технология проведения работ
Если нужно соединить заготовки из алюминия, следует учитывать особенности этого сплава. Сложность сваривания алюминиевых заготовок заключается в появлении оксидной плёнки, которая мешает созданию надёжного шва. Сварка алюминия аргоном позволяет создать хороший шов.
 Сварка алюминия аргоном
Сварка алюминия аргономЧто необходимо учитывать при проведении работ?
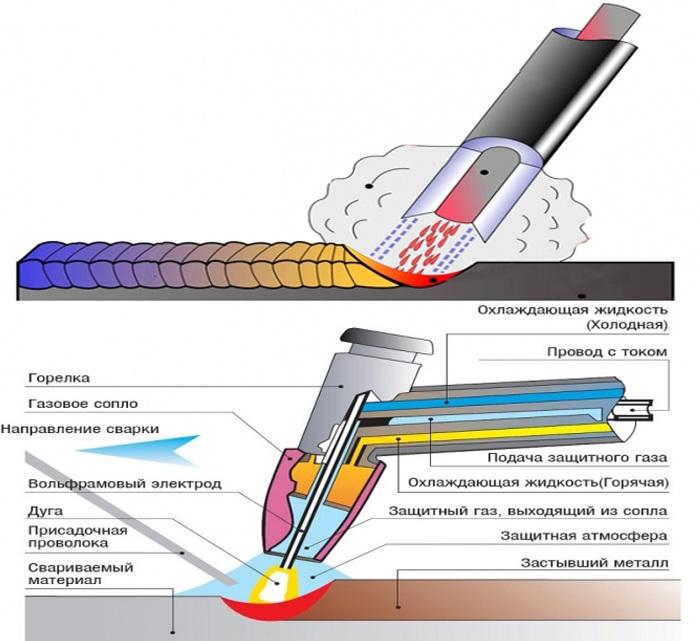
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Способы алюминиевой сварки
Если нет возможности использовать аргон для защиты свариваемой поверхности от образования оксидной плёнки, можно использовать другие технологии сваривания:
- аргонодуговую;
- электродуговую;
- с пользованием газовой горелки.
Третий вариант соединение алюминиевых заготовок подразумевает под собой использование флюса и присадочной проволоки. Расходный материал постепенно передаётся в рабочую зону. При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки. Когда работа будет закончена, нужно очистить детали от флюса.
Электродуговая сварка подразумевает под собой использование алюминиевых электродов и постоянного тока с обратной полярностью. Вместо электродов может использоваться присадочная проволока. На поверхность расходного материала наносится слой флюса.
Лучшим вариантом является сваривание деталей с помощью аргона. При этом используются вольфрамовые электроды для алюминия. Между ними и обрабатываемой поверхностью образуется дуга, которая соединяет детали.
 Аргонодуговая сварка алюминия
Аргонодуговая сварка алюминияПреимущества и недостатки
Аргонная сварка алюминия имеет ряд сильных и слабых сторон.
Преимущества:
- Качественное соединение деталей.
- Защита поверхности с помощью газа.
- Отсутствие деформирования обрабатываемых деталей.
- Универсальная технология, которая подходит для соединение различных сплавов и однородных металлов. Подходит для использования материалов с высокой теплопроводностью.
- Повышение производительности.
Недостатки:
- Покупка сложного оборудования.
- Наличие опыта в проведении сварочных работ.
Оборудование
Перед началом работы следует подготовить необходимое оборудование для сварки. Особенности расходных материалов и аппаратов:
- Электроды, которые имеют основу из вольфрама. Это неплавящиеся элементы, в которые добавляются легирующие присадки.
- Аппарат, вырабатывающий сварочный ток. Желательно выбирать универсальное оборудование, которое подходит для выполнения разнообразных сварочных работ.
- Баллон с защитным газом. В этом плане эффективнее всего использовать аргон.
Для соединения оборудования используются специальные шланги и провода.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
 Зачистка болгаркой
Зачистка болгаркойКак настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Поджог дуги
Чтобы дуга зажглась быстрее, следует заточить вольфрамовый стержень. Для его зажигания используется высокочастотный осциллятор. Нельзя касаться вольфрамовым электродом заготовки. Если используется присадочная проволока, она не должна соприкасаться с вольфрамом. Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Сварочная ванна
После того как дуга зажглась, нельзя сразу же начинать создавать шов. Нужно выждать определённый промежуток времени, в течение которого образуется сварочная ванна. Когда появились пятна расплавленного металла, можно начинать формирование шва. Металл нельзя перегревать. Важно учитывать толщину заготовки. Чем меньше этот показатель, тем меньше нужно выжидать времени при формировании сварочной ванны.
Сварка алюминия аргоном подразумевает использование определённого аппарата и газа. Он помогает защитить рабочую поверхность от образования оксидной плёнки. Если её не убрать, качество шва будет хуже. При серьёзных нагрузках соединение разрушится. Важно учитывать особенности сваривания сплава, соблюдать последовательность действий.
Cварка алюминия аргоном технология
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.

Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр вольфрамового электрода, мм |
| 1 | 30 — 40 | 1.6 |
| 1.5 | 45 — 60 | 2.3 |
| 2 | 70 — 80 | 2.3 |
| 3 | 90 — 120 | 3.2 |
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
Поделись с друзьями
0
0
0
0
технология, характеристики и рабочие параметры аппарата
Сварка алюминия аргоном — сложный процесс, имеющий как преимущества, так и недостатки. При работе нужно учитывать все свойства «капризного» металла. Однако только с помощью аргоновой сварки получаются эстетичные и прочные соединения, не требующие последующей обработки. Качество работы зависит от правильности выбора аппарата, электродов и соблюдения технологии.

Особенности сварки в аргоновой среде
При соединении алюминиевых деталей учитывают следующие моменты:
- Металл быстро вступает в химические реакции. Под воздействием воздуха поверхности заготовок покрываются оксидным налетом. Он расплавляется при температуре более +2000 ⁰C, основной металл — при +660 ⁰C. При попадании твердых частиц оксидной пленки в сварной шов характеристики соединения ухудшаются.
- Аргонодуговая сварка алюминия и его сплавов — трудно контролируемый процесс, т. к. цвет материала не меняется при расплавлении.
- Металл характеризуется гигроскопичностью. Он впитывает влагу, при нагреве она начинает испаряться с поверхности, прочность соединения снижается.
- Из-за увеличенного коэффициента расширения при охлаждении сварной шов может покрыться трещинами или искривиться. Для снижения усадки выполняют соединение с высоким расходом проволоки или подваривают готовый шов.
- При неправильной настройке подачи и давления аргона расплавленный металл вспенивается, формирование шва затрудняется.
Аргонодуговая сварка по принципу работы представляет собой сочетание газовой и электрической сварки. От первой она получила способ защиты соединяемых областей, от второй — формирование электрической дуги, передающей металлу тепловую энергию.
Преимущества и недостатки
Сварка алюминиевых изделий аргоном имеет следующие положительные качества:
- Более слабый, по сравнению с другими технологиями, нагрев металлических заготовок. Такое свойство помогает соединять элементы сложных конструкций.
- Шов, получаемый при сварке в среде аргона, характеризуется повышенной прочностью и однородностью. В нем нет шлаковых вкраплений, пустот и трещин.
- Получение равномерной глубины провара по всей протяженности соединения.
Технология имеет и недостатки, главный из которых — необходимость использования сложной аппаратуры, тонкой настройки режимов ее функционирования. Основные параметры — скорость формирования шва, равномерность распределения присадочного материала.
Если агрегат настроен некорректно, проволока в сварочную ванну поступает отдельными порциями, сварочная дуга становится нестабильной. Это повышает расход защитного газа и электрической энергии.
Необходимое оборудование
Для сварки алюминия потребуется агрегат, подающий переменный ток. Выполнить работы с помощью устройства с постоянным параметром не получится. Лучший вариант — инверторный сварочный аппарат с режимом ТИГ.
Он должен обладать следующими функциями:
- бесконтактное возбуждение электрической дуги;
- подваривание кратера на конце соединения;
- регулирование параметров тока;
- установка временного интервала, в течение которого газ подается при отключении дуги.
Для снижения расхода аргона потребуется горелка с газовой линзой, в полость которой помещена сетка. Проходя через ячейки, газ лучше защищает сварочную ванну, расходуется медленнее. Для установки линзы предусмотрены сопла разных размеров. Детали большего диаметра обеспечивают лучшую защиту.
Для сварки используют вольфрамовые электроды, предназначенные для работы с переменным током.
Стержни вставляют в сопло с выступом 3-5 мм. При сварке чистого алюминия используют проволоку №5356, сплавов — №4043. Для ТИГ-сварки требуется аргон высокой частоты (с долей аргона не менее 98%).

Настройка аппарата
При подготовке агрегата к работе задают следующие параметры:
- Расход газа (6-12 л). Показания считывают с манометра, расположенного ближе к шлангу. При работе в помещении выбирают величину, в 1,5 раза меньшую, чем при сварке на открытой площадке. При повышении расхода газ смешивается с воздухом, что ухудшает его защитные свойства.
- Сила. Настройку аппарата выполняют в соответствии с толщиной соединяемых деталей. Правильно выбрать величину помогают специальные таблицы.
- Время отключения дуги. В зависимости от толщины листового металла выбирают значения от 2 до 4 секунд.
- Длительность подачи газа после затухания дуги — 3-5 секунд.
- Полярность. Для алюминия выбирают значение 50/50. При работе с чистым материалом для снижения температуры нагрева регулятор тока смещают в отрицательную сторону. Для сплавов устанавливают положительные значения.

Подготовка деталей к сварке
Перед соединением заготовки очищают от пыли и грязи, обезжиривают растворителем. Оксидный налет снимают напильником или металлической щеткой. Использование шлифовальной машины нежелательно: остающиеся на поверхности частицы проникают в шов, снижая его прочность. С краев толстого листа срезают фаски под наклоном 45-60⁰.
Перед тем как варить алюминий аргоном, детали просушивают, прогревая до +150 ⁰C.
Для снижения вероятности прожога тонкого листа под заготовки подставляют стальную пластину — она обеспечивает отвод тепла, ускоряя сварку, снижая расход газа и энергии. Работу начинают сразу, не давая металлу окислиться.

Технология аргоновой сварки
Соединение алюминиевых деталей выполняют с учетом некоторых правил. Нарушение технологии способствует ухудшению эксплуатационных характеристик металлоконструкции.
Для начинающих сварщиков разработаны такие рекомендации:
- Для формирования однородного шва заготовки захватывают с двух сторон.
- Присадочный материал подают после образования сварочной ванны. Медлить нельзя, это приводит к появлению прожога.
- Длина дуги при аргоновой сварке составляет 3 мм.
- Электрод размещают под углом 80⁰. Проволоку выставляют перпендикулярно стержню. Плавная подача расходного материала снижает вероятность образования брызг.
- При сварке тонких листов стержень ведут вдоль стыка в продольном направлении. При работе с толстыми заготовками допускаются выполнение поперечных движений.
- Завершают работу, нажимая кнопку включения таймера затухания дуги.
- Горелку оставляют в неизменном положении до окончания подачи аргона.
Процесс сварки пошагово
Все действия по соединению металлических заготовок выполняют в строгой последовательности.
Пошаговая инструкция включает следующие этапы:
- Создание сварочной дуги. Правильно заточенный электрод облегчает выполнение этого действия. Прикасаться стержнем к проволоке или металлу нельзя. В противном случае потребуется повторная заточка или замена элемента. В левую руку берут присадку, в правую — горелку. Включают аппарат, после чего начинается подача тока и газа. Между металлической поверхностью и электродом появляется дуга. Она расплавляет присадочный материал и края заготовок, создавая сварное соединение.
- Формирование сварочной ванны. Не стоит начинать введение присадки в обрабатываемую область. Для начала создают сварочную ванну в месте нагрева деталей. Для этого требуется несколько секунд. При этом следят, чтобы металл не перегревался. Время образования ванны в секундах соответствует толщине алюминия в миллиметрах.
- Создание сварного соединения. После образования ванны начинают введение расходного материала. Горелку ровно ведут вдоль линии соединения. Резкая подача проволоки запрещена. На этом этапе электрод удерживают под наклоном 60-80°. Расходный материал подают под углом 10-20°. Качество получаемого шва зависит от скорости сварки, которая должна быть высокой. Наплавочные валики должны иметь одинаковые размеры.
- Завершение работы. Устранение кратера — важный этап сварки. Для удаления шлаковых включений снижают расход проволоки, начинают быстрее перемещать горелку. Работу продолжают до исчезновения сварочной ванны.
После завершения всех этапов осматривают соединение на наличие дефектов. Способ выявления недостатков подбирают в соответствии с назначением металлоконструкции.
При сварке декоративных изделий достаточно внешнего осмотра.
В остальных случаях применяют более точные методы, например цветную дефектоскопию. Изъяны чаще всего обнаруживаются при нарушении технологии. Их устраняют теми же методами, что и при сварке других металлов.
Сварка алюминия аргоном для новичков: основы, техники
Алюминий является одним из самый распространенный металлов, но в то же время и одним из самых сложных, так как на нем образуется оксидная пленка, имеющая температуру плавления выше, чем у самого металла. Это вызывает трудности при газовой сварке алюминия. В современном сварочном деле существует несколько способов для его сварки:
Эти методы могут проходить как в среде защитного газа, так и без него. Рассмотрим далее, как производится сварка алюминия аргоном.
Аргон представляет собой благородный инертный газ, не имеющий запаха и цвета, почти в полтора раза тяжелее воздуха. Он слишком востребован для использования при соединении деталей из-за своей доступности, в сравнении с другими инертными веществами. Без аргона можно варить, но при этом происходит окисление расплавленного металла (при взаимодействии с кислородом), что значительно влияет на качество и эстетичность соединения. Именно поэтому в приоритете газовая сварка алюминия с использованием данного газа.
Содержание статьи
Сложности сварки алюминия
Газовая сварка алюминия – процесс довольно сложный и связано это с качествами данного металла. Сварка алюминия аргоном для начинающих требует знаний о характеристике данного металла и навыков при работе с ним. Основные факторы, которые выступают в роли помехи для нормального соединительного процесса, и все эти нюансы должен знать каждый мастер:
- некачественная зачистка металла перед газовой сваркой алюминия – это одна из самых основных ошибок, которую совершают начинающие сварщики. Для того, чтобы разбить оксидный слой на поверхности металла, необходимо добросовестно его зачистить. Например, если на краю останутся пыль, грязь и верхний слой, то о нормальном скреплении и речи идти не может. Верхний оксидный слой плавится при температуре более 2000 градусов, а сам Al при температуре 660;
- аргоновая сварка алюминия требует высоких затрат энергии. Это связанно с высоким уровнем теплопроводности и с малой температурой плавления;
- неправильно выставленный режим на инверторе может привести к пропалу, так как алюминий плавится при низкой температуре;
- за счет того, что расплавленная Al масса быстро кристаллизуется, необходимо заваривать кратер, который образуется при сплавлении в конце дорожки. В агрегате для газовой сварки алюминия есть специальная функция, позволяющая подать проводник усиленный ток в начала процесса чтобы пробить Al пленку, и в конце, чтобы заварить кратер.

Подготовка алюминия к сварке
Из вышеописанного, можно сделать вывод, что главным этапом при аргонодуговой сварке алюминия является максимально качественная подготовка самого изделия. Чтобы шов отлично соединился, и при этом не возникло пропалов и деформаций, требуется провести очистку. Это делается несколькими способами:
- химический способ позволяет разрушить оксидную пленку на металле за счет воздействия такого раствора: в литре воды необходимо растворить 50 грамм технического натрия и 45 грамм фтористого натрия. Размешать до получения однородного раствора. После минутного травления, деталь необходимо промыть под проточной водой;
- механический способ подразумевает воздействие дополнительный инструментов на деталь. Чаще всего поменяют железную щетку для зачистки заготовок. Важно ,чтобы она была предназначена именно для алюминия. Кроме этого можно использовать наждачную бумагу. Вне зависимости от типа дополнительного инструментария, необходимо, чтобы оно было или новое или использованное только после алюминия. Если в царапины, которые появятся от абразивности, попадут частички другого металла, это значительно ухудшит качество и конечный результат газовой сварки алюминия.
Кроме заготовок, необходимо провести подготовку проволоки для сварки алюминия аргоном. Ее надо так же обезжирить и вымочить в техническом натрии по такой же схеме. Это позволит снять все лишние молекулы с материала и позволит создать идеальный шов сплавом Al.

Оборудование для газовой сварки алюминия
Когда изделие готово к сварке аргоном, необходимо позаботиться о наличие всех необходимых комплектующих и о настройке оборудования. Для совершения процесса требуется следующее:
- аппарат;
- вольфрамовые электроды;
- придаточная Al проволока;
- инертный газ (в нашем случае аргон).
В качестве аппарата используется обычная горелка, применяемая для всех видов газовой сварки, так как производится сварка алюминия постоянным током в среде аргона. Вольфрамовые неплавящиеся электроды бывают разных типов, зависимо от добавок в их составе. Для их различия на конец наносится разноцветная маркировка. Перед использованием электрод требуется заточить. Когда появляется дуга, на его конце образуется шарик. Толщина проводника выбирается в зависимости от толщины изделия, например для тонкого алюминия подходят проводники с диаметром не более 2-х миллиметров.
Важно все комплектующие, необходимые для газовой сварки алюминия проверить на срок годности. Нельзя варить просроченными материалами.

Технология сварки алюминия аргоном
Чтобы в результате аргонной сварки получилось качественное соединение, необходимо соблюдать все правила при работе. Во-первых, важно приготовить материал и проволоку, во-вторых, настроить аппарат, в-третьих правильно возбудить дуг и удерживать ее до конца процесса.
Как правильно настроить оборудование для газовой сварки алюминия
Рассмотрим на примере стандартного листа Al, толщиной в 2 мм. Всегда при соединении аргоном сначала подается и настраивается поток инертного газа, а затем включается источник тока. В идеале, во время аргонодугового соединения алюминия должно расходоваться около восьми литров защитного газа в помещении и в полтора раза больше, если на улице. Но при этом, важно помнить про турбулентность. Если включить сильно большую подачу газа, он может «закручиваться» и смешиваться с воздухом, чего тоже нельзя допускать. Для такого размера заготовок к сварке аргоном подойдет проводник, диаметром 1,6-2,4 мм.
Поджог дуги
После этого можно приступать к образованию дуги. Чем лучше заточен электрод, тем быстрее образуется дуга. Ее можно возбудить ударным способом, ударив проводником по металлу или же автоматическим, если на аппарате предусмотрена такая функция. В самом начале положение его должно быть строго перпендикулярно (90градусов) к положению деталей. Поворачивать или склонять можно электрод, когда уже будет дуга. Далее, очень важно до образования ванны не притрагиваться электродом ни к заготовкам, ни к придаточной проволоке.
Сварочная ванна
Затем происходит процесс формирования сварочной ванны или сварочного ядра (в случае точечного способа). Она появляется за несколько секунд, важно не передержать, чтобы не пропалить изделие. После этого начинается процесс наплавления валиков по стандартной технике и формирования шва. Как это делать, подробнее можно прочесть тут. При этом сопло к детали держится под наклоном, в зависимости от положения соединения. Например, при работе в нижнем положении, сопло от ванны должно находиться примерно под углом 45 градусов. Расстояние от металла до электрода примерно 0,3-0,4 сантиметра. Присадочная проволока держится примерно под углом в 15 градусов во время сварки для деталей из алюминия, как показано на картинке.

В процессе проволока для сварки алюминия аргоном постоянно отводится вдоль соединения. То есть, металл плавиться. Добавляем прут, потом убираем его и отодвигаем. При тонком металле не нужно делать никаких движений соплом. Если деталь шире 3 миллиметров, тогда рекомендуется формировать шов «зигзагом» или «петельками». Чтобы к сварке аргоном присоединить еще и наличие фигурного шва, нужно долго тренироваться. Не все мастера так умеют.
Под конец дорожки, нужно уменьшить подачу проволоки для сварки алюминия аргоном и увеличить ток, чтобы заварить кратер – это и будет финальный этап аргонодугового соединения изделий.
После сварки алюминия аргоном постоянным током нужно внимательно осмотреть все соединения, чтобы оценить качество работы своими руками. Если обнаруживаются дефекты – их всегда можно исправить или переделать.
В завершение хотеться отметить, что к аргонной сварке требуется относиться более чем ответственно и долго тренироваться, только тога получится полноценный шов на изделии.
Более подробно, как производится аргонно дуговая сварка алюминия, можно посмотреть в следующем видео:
[Всего: 2 Средний: 4/5]технология процесса, подготовка металла, режимы, настройка аппарата
Чтобы не допустить ошибок при выборе способа и метода сваривания металла, выясняют его свойства.
Почему алюминий рациональней варить аргоном, какие свойства металла обусловили это
Выбор аргоновой сварки для алюминия вызван следующими характеристиками:
- Высокая скорость окисления. Это вызывает появление на поверхности тугоплавкой оксидной плёнки. Если температура плавления алюминия 650 ̊С, для окисла потребуется больше 2000 ̊С. При режиме постоянного тока плёнка погружается в расплав и ухудшает качество сварного шва. Поэтому для получения надёжного соединения создают защитную среду, для которой аргон – оптимальный вариант. Перед плавлением поверхность зачищают от окислов.
- При нагревании алюминий не меняет цвета, что мешает визуальному контролю. Это свойство часто приводит к сквозным прожогам изделий. Чтобы этого не случилось, работы доверяют квалифицированным сварщикам.
- Большая усадка, что приведёт к трещинам в зоне сварной ванны. К соединению подают больше, чем обычно, сварочной проволоки.
Технология сварки алюминия с помощью аргона
По степени механизации аргоновую технологию соединения подразделяют на ручную и полуавтоматическую. Рассмотрим первую.
Подготовка металла
Алюминий зачищают от окислов и грязи металлической щёткой или наждачной бумагой. Щётками работают только с этим металлом, чтобы не допустить попадания в зону сварки частиц других материалов – это уменьшит надёжность шва.
Применяют и химический метод зачистки деталей. Для этого в литр воды добавляют по 50 г едкого технического натра и фтористого натрия. Обработка сохраняет чистоту изделий на несколько дней. Для этого детали:
- промывают растворителем;
- протравливают едкой щелочью;
- промывают водой;
- сушат;
- прокаливают 15-20 минут при температуре 300 ̊C.
Режимы аргонодуговой сварки алюминия и необходимое оборудование
Режим процесса определяют род, полярность и величина тока. Для соединения изделий из алюминия применяют переменный или постоянный токи прямой полярности. Величина его зависит от диаметра электрода, толщины и вида металла, что отображено в таблице.
Для определения режима важны и следующие параметры:
- Напряжение дуги – зависит от её длины. Рекомендуют от 1,5 до 3 мм, тогда напряжение составит 11-14 В.
- Скорость сварки – определяется исполнителем исходя из формы и толщины шва.
- Расход аргона – так, чтобы хватило на весь процесс без необходимости прерывания и достаточно для защиты зоны шва от окисления.
- Расстояние между электродом и соплом горелки. Для стыковых соединений – 3-5 мм, тавровых и угловых – 5-8.
Комплект оборудования включает:
- источник напряжения – трансформатор или инвертор;
- горелка для плавящегося электрода или вольфрамового прутка;
- осциллятор для розжига дуги;
- баллон с газом и редуктор;
- средства защиты и расходные материалы.
 Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркет
Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркетОборудование заводского изготовления стоит от 10 до 500 тысяч в зависимости от потребительских свойств и рабочих параметров, а также степени механизации процесса.
Заточка электрода, процесс сварки
Электроды различают по добавкам в их составе. Для сварки алюминия используют маркированные и с концами, окрашенными в следующие цвета:
- WC 20 серый;
- WT 20 красный;
- WL 15 жёлтый.
Затачивают под конус при сварке постоянным током, с закруглённой вершиной – при переменном режиме. Длина заточенной части от 0,5 до 2 диаметров электрода: если длина заточки больше, ширина зоны проплавления получится меньше, чем требуется для качественного соединения; если заточка мала – снизится глубина проплавления. Риски, возникающие при заточке, влияют на стабильность дуги, поэтому конус лучше отполировать.
Таблицы настроек параметров в заводской комплектации закреплены на корпусах установок. После её включения регулируют силу тока. По числу в названии установки определяют его максимальное значение. Например, в маркировке аппарата модели Kemppi MasterTig MLS 3003 ACDC цифры 3003 означают, что оборудование позволяет сваривать токами до 300 ампер при 30-процентном цикле загрузки и температуре окружающего воздуха 40 ̊C.
Прежде чем зажечь дугу, регулируют подачу газа, чтобы процесс шёл с самого начала в защитной среде. Аппаратом Kemppi MasterTig MLS 3003 ACDC работу ведут не дольше трёх минут, после чего, чтобы не перегреть, делают перерыв 5-7 минут. Затем выставляют режим плавного уменьшения тока (заварки кратера), в нашем случае 6-7 секунд. Это конечный участок сварного шва в 5-10 мм, высоту которого плавно уменьшают до нуля. Чтобы усадочная раковина в конце шва не получилась глубокой, подают большее количество присадочного материала.
 Схема аргонодуговой сварки
Схема аргонодуговой сваркиДальше задают время выхода газа от 1 до 30 секунд с шагом в одну секунду: аргона должно хватить, чтобы в сварочную ванну от начала до конца не поступал кислород. Поэтому горелку сразу после прерывания струи поднимать не рекомендуют.
Аргоновая сварка алюминия: секреты качественного выполнения

Вопросы, рассмотренные в материале:
- Каковы преимущества и недостатки технологии аргоновой сварки алюминия
- Что необходимо учитывать для выполнения качественной аргоновой сварки алюминия
- Какая есть альтернатива аргоновой сварке алюминия
Конструкции и детали из алюминия и сплавов на его основе эффективнее всего соединять при помощи аргоновой сварки, выполняемой за счет использовании защитного газа аргона. Такой вид сварки предъявляет обязательные требования как к наличию специального оборудования, так и к соответствующим знаниям, опыту и квалификации сварщика. Что представляет собой аргоновая сварка алюминия, каковы ее преимущества и недостатки, что необходимо учитывать при использовании данной технологии, вы узнаете из нашей статьи.
Что необходимо учитывать при аргоновой сварке алюминия
Начинающим сварщикам важно понимать, какие процессы протекают в структуре алюминия в процессе выполнения аргоновой сварки. Разобраться с нюансами невозможно без знания химических свойств алюминия, для которого характерны небольшой удельный вес, высокая прочность и химическая активность.

Основная особенность алюминия, знать о которой стоит не только опытным сварщикам, но и тем, кто находится в самом начале своего профессионального пути, заключается в способности этого металла быстро вступать во взаимодействие с кислородом. В результате протекающей реакции на его поверхности образуется тугоплавкая оксидная пленка.
Интересным является тот факт, что для того, чтобы добиться плавления алюминия, понадобится температура +650 °С, оксидная же пленка начинает плавиться при температуре свыше +2000 °С. Если для выполнения сварочных работ с алюминием использовать постоянный ток, то нерасплавленная оксидная пленка может проникать внутрь расплавленного металла, приводя к ухудшению его внутренней структуры.
Вторая особенность, о которой не следует забывать в процессе выполнения сварочных работ в отношении алюминия и сплавов на его основе, заключается в неизменности его цвета при нагревании. Такое свойство металла затрудняет возможность визуального определения степени нагрева деталей, что в результате может стать причиной прожогов и утечки расплавленного алюминия в ходе сварочных работ.
Еще одна характеристика алюминия, которая должна быть обязательно учтена при выполнении сварки, заключается в существенном коэффициенте его объемной усадки, что зачастую становится причиной появления напряжений и деформаций внутри сформированного сварного шва и может привести к образованию в нем трещин. Не допустить подобные последствия можно двумя путями – за счет модификации сварного шва либо компенсации усадки металла благодаря использованию большего количества присадочной проволоки.

Во всех инструкциях, касающихся проведения аргоновой сварки алюминия и сплавов на его основе, указано, что занимающийся сварочными работами специалист должен быть знаком с основными характеристиками этого металла, среди которых отмечается его:
- высокая химическая активность;
- достаточно низкая температура плавления;
- существенная объемная усадка.
С учетом вышеперечисленных нюансов можно смело утверждать, что именно аргоновая сварка алюминия позволяет получить качественные, красивые и надежные соединения металлических заготовок и конструкций. При использовании в процессе сварочных работ полуавтоматического оборудования будут эффективно решены две задачи – зона сварки будет защищена от негативного воздействия окружающей среды, а постоянно подающаяся проволока позволит справиться со значительной усадкой металла.
Плюсы и минусы аргоновой сварки алюминия
Аргоновая сварка алюминия и сплавов на его основе характеризуется определенными достоинствами, выгодно отличающими ее от прочих технологий проведения сварочных работ. Для этого способа характерен незначительный нагрев соединяемых деталей, что становится особенно актуальным при необходимости сваривать заготовки, имеющие сложную конфигурацию.
Для аргоновой сварки алюминия характерно получение высокопрочных соединений с однородным сварным швом, в котором нет пор, примесей и посторонних включений. Получаемый в результате использования этой технологии шов по всей своей длине имеет однородную глубину проплавления.

Разумеется, у аргоновой сварки алюминия есть и ряд недостатков, с которыми стоит ознакомиться, прежде чем сделать выбор в пользу той или иной технологии. Главный минус этого типа сварки заключается в необходимости применения сложного оборудования. Высокая эффективность проводимых операций и нужное качество шва будут получены только в случае правильных настроек как самого сварочного аппарата, так и дополнительного оборудования.
Рекомендовано к прочтению
Наиболее важным параметром, подлежащим настройке при выполнении аргоновой сварки алюминия, является скорость и равномерность подачи присадочной проволоки. Неправильные настройки аппарата приведут к тому, что проволока в сварочную зону будет поступать неравномерно, соответственно сварочная дуга начнет прерываться, в результате чего повысится расход как электроэнергии, так и аргона.
Аргоновую сварку алюминия можно назвать достаточно сложным процессом, однако при соблюдении необходимых требований, инструкций и наличия у мастера высокой квалификации, можно получить отличные результаты.
Особенности технологии аргоновой сварки алюминия
Аргоновая сварка алюминия, которую можно иначе назвать сваркой в среде защитного газа, требует четкого соблюдения инструкций, в которых прописана вся последовательность выполняемых мастером операций. На качество формируемого соединения влияет как правильность выполнения всех необходимых действий, так и расход достаточно дорогих материалов.

Для выполнения аргоновой сварки алюминия, помимо сварочного аппарата, необходимо дополнительное оборудование, которое будет обеспечивать хранение и подачу расходников. Надежность сварочного шва напрямую будет зависеть от технического состояния приборов и качества используемых материалов.
При выполнении аргоновой сварки алюминия и сплавов на его основе, нельзя обойтись без специального оборудования:
- источника электрического тока, который необходим для подключения как сварочного аппарата, так и всего остального оборудования;
- баллона, в котором находится защитный газ аргон;
- механизма, который отвечает за подачу в зону сварки присадочной проволоки.
Если в процессе сварки присадочная проволока подается ручным или полуавтоматическим способом, то необходимо использование вольфрамовых электродов, диаметр которых может составлять от полутора до пяти с половиной миллиметров.

Этот электрод, необходимый для формирования сварочной дуги, размещают под углом 80° к поверхности свариваемых элементов или конструкций. В случае подачи присадочной проволоки вручную, без использования полуавтоматического способа, ее необходимо расположить под углом 90° по отношению к электроду. Внимательно присмотревшись к процессу аргоновой сварки алюминия, можно увидеть, что присадочная проволока двигается впереди электрода.
При выполнении аргоновой сварки необходимо следить, чтобы длина сварочной дуги не превышала 3 мм. Отличительная черта этой технологии сварки заключается в том, что в процессе работ не выполняются поперечные движения присадочной проволокой.
При аргоновой сварке алюминиевых листов, имеющих небольшую толщину, следует использовать подкладку, в роли которой может выступать лист из нержавеющей стали. За счет него тепло будет лучше отводиться из сварочной зоны, благодаря чему не возникнет прожогов и протеканий расплавленного металла. Кроме того, при использовании такого рода подкладки, можно снизить расход электроэнергии, поскольку сварочные работы будут в этом случае выполняться на более высокой скорости.
Если аргоновая сварка алюминия выполняется на крупном промышленном предприятии, то для подачи газа аргона к сварочному аппарату используются централизованные сети. Присадочную проволоку наматывают на специальные бобины, которые закрепляются на полуавтоматических сварочных аппаратах. Инструкция требует, чтобы рабочие поверхности верстаков для сварочных операций были выполнены из нержавеющей стали.
На качество аргоновой сварки алюминия, помимо технического состояния используемых полуавтоматов и прочего оборудования, влияет также то, насколько тщательно подготовлены к обработке соединяемые заготовки.

Чтобы полученное соединения было качественным, заготовки должны быть тщательно очищены, на них не должны присутствовать грязь, жир и следы машинного масла. Очистку лучше выполнять при помощи любого растворителя. При толщине деталей более 4 мм необходимо произвести разделку кромок, а само соединение деталей выполняется встык.
Тугоплавкая оксидная пленка удаляется с поверхности заготовок напильником или щеткой с металлическими ворсинками. В случае сложной конфигурации места соединения элементов или деталей для зачистки можно использовать шлифовальную машинку.
Альтернатива аргоновой сварке алюминия
Помимо аргоновой сварки алюминия, для соединения деталей из этого металла и сплавов на его основе можно использовать другие технологии. Чаще всего прибегают к:
- сварочным работам, выполняемым с использованием газовой горелки;
- электродуговой сварке;
- аргонодуговой сварке.
При выполнении газосварочных работ по первой из названных технологий используется подаваемая в сварочную зону присадочная проволока, а также специальный флюс, в составе которого присутствуют фтористые и хлористые соли. Нагреваемые за счет пламени газовой горелки флюс и присадочный материал разрушают оксидную пленку, позволяя пламени плавить основной металл (температура плавления которого является не слишком высокой).

После того как сварка деталей с помощью данной технологии будет завершена, их следует незамедлительно промыть, чтобы удалить с поверхностей остатки едкого флюса. Основным преимуществом данного типа сварочных работ является минимальный расход присадочной проволоки.
Соединять детали из алюминия и сплавов на его основе можно также при помощи электродугового сварочного аппарата, специальных электродов из алюминия или присадочной проволоки, поверхность которой обмазана специальным флюсом. В этом случае сварка элементов происходит за счет воздействия постоянного тока обратной полярности.
Но самое эффективное и качественное соединения деталей получается благодаря аргонодуговой сварке алюминия. При использовании данной технологии элементы соединяются за счет электрической дуги, которая возникает между неплавким вольфрамовым электродом и соединяемыми заготовками. Для формирования сварочного шва требуется алюминиевая проволока, которая подается в зону сварки вручную или механическим способом (в случае применения полуавтомата). Оксидная пленка на поверхности соединяемых деталей разрушается за счет высокой температуры, достигаемой в результате горения электрической дуги. А высокая скорость перемещения сварочного электрода не позволяет алюминию переходить в жидкую форму и вытекать из зоны формируемого соединения. Основное преимущество данной технологии заключается в длительном сроке службы электрода, изготовленного из тугоплавкого вольфрама, благодаря чему достигается значительная экономия на расходных материалах.
Высокое качество и надежность сварного шва, получаемого в результате использования полуавтомата и присадочной проволоки обеспечивается за счет максимально возможного соответствия химического состава присадочного материала составу свариваемых деталей или конструкций.
Аргоновая сварка алюминия выполняется при помощи аппаратов, вырабатывающих постоянный или импульсный ток, либо устройств, сварочные работы на которых осуществляются за счет воздействия переменного тока.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
6061 Алюминиевый провод для дуговой сварки аргона экструзии профиля из алюминиевого сплава
Почему выберите Yonghao Ltd?
1) Команда высокого стандарта QC серьезно контролирует качество.
2) Более 21 года опыта в производстве металла и резины.
3) прошел ISO 9001 / SGS / ROHS.
4) Более 200 опытных рабочих.
5) Своевременная доставка и отличный сервис.
Почему выбирают продукцию Yonghao?
1) .Новый дизайн.
2) .Конкурентоспособная цена.
3). Высокое качество.
4). OEM и ODM.
5). Завод оптом.
6). Цвет / размер / форма / логотип / ярлык можно настроить.
7) .Каждый товар продается отдельно.
Q1: Не могли бы вы назвать лучшую цену?
A1: Конечно, да, мы являемся профессиональным производителем, поэтому можем предложить лучшую цену без множества посредников.
Q2: Если мое количество очень мало, не могли бы вы сделать мою продукцию?
A2: Да, мы можем. Не беспокойтесь о количестве. Мы будем предоставлять различные производственные способы, основанные на вашем количестве.
Q3: Как долго будет время доставки?
A3: Он основан на всех ваших требованиях к продуктам.
Q4: Как можно гарантировать качество?
A4: У нас есть мощная команда QC, которая контролирует качество в каждом производственном процессе. Мы считаем, что лучшее качество нашей жизни предприятия.
Вот почему у нас много больших групп компаний.
Q5: Я хочу купить ваши продукты, как я могу произвести оплату?
A5: Мы можем принять T / T, LC и Western Union.
Q6: Каковы ваши основные клиенты во всем мире?
A6: Наши клиенты в основном из Северной Америки, Западной Европы и Японии. Такие, как NVDIA, Smart, 3D робототехника, Caprari, Курашики како и так далее.
Q7: Я не нашел нужную мне продукцию. Можете ли вы сделать меня OEM?
A7: Да, мы являемся профессиональным производителем OEM и ODM с 21-летним опытом.Мы можем OEM и ODM продукты, которые вам нужны.
Мы искренне приветствуем новых и старых друзей, чтобы прийти и обсудить дела.
.Аппарат для импульсной аргонно-дуговой сварки переменного и постоянного тока 30A, высокочастотные колебания Небольшой антистатический сварочный аппарат для алюминия AC220V | |

Аппарат для импульсной аргонно-дуговой сварки переменным и постоянным током, высокочастотные колебания 30 А, Малый антистатический аппарат для сварки алюминия 220 В переменного тока
Если вам нужно что-то еще, свяжитесь с нами, и мы ответим вам внимательно.
Дисплей продукта










Номер модели: WSME-200
Изделие: FL2818
Напряжение: AC220V
Частота: 50/60 Гц
Номинальный пиковый ток на входе: 30A
Мощность: 6 кВА
Номинальный выходной ток ручной сварки: 160 А
Номинальный выходной ток аргонодуговой сварки: 200 А
Ток тяги: 40А
Напряжение холостого хода: 56 В
Выходная частота переменного тока: 20-250 Гц
Ширина очистки: 15-50%
Базовый ток: 5-200 А
Метод зажигания дуги: высокочастотные колебания
КПД: 85%
Непрерывность нагрузки: 160А (ARC) — 30%; 200А (ТИЦ) — 25%
Коэффициент мощности: 0.7
Класс изоляции: B
Класс защиты корпуса: IP21S
Вес около: 13,7 кг
Размер около: 502 * 217 * 381 мм
Удовлетворенность клиентов:
Если вы выберете «способ доставки продавца» (368,42 долл.), Мы поможем вам организовать отгрузку морем и доставку в ближайший морской порт!
Если доставка осуществляется морем, после прибытия в морской порт назначения, покупатель должен оплатить сборы порта назначения (такие как сборы за обработку терминала, сборы за документы, сборы за хранение и т. Д.), Налог на таможенное оформление и получение товаров.
Если вы выберете DHL / ARAMEX / FEDEX, TNT, UPS, ECT, мы поможем вам организовать доставку международной экспресс-доставкой и напрямую по вашему адресу (ДВЕРЬ ДО ДВЕРИ)!
1) Чтобы защитить ваши товары и избежать повреждений в процессе доставки, при получении посылки покупатели должны внимательно осмотреть посылку / товары, прежде чем подписывать получение товара.
Если есть какие-либо повреждения, свяжитесь с местным отделением ARAMEX / DHL / FedEx, чтобы задать претензии и претензии, ИЛИ свяжитесь с нами в течение 24 часов.Затем сделайте фотографии поврежденной машины и упаковки, немедленно отправьте нам сообщение, мы поможем вам решить проблемы.
2) Как известно, каждая страна имеет свою таможенную политику, обычно после оплаты мы можем указать более низкую цену в вашем счете-фактуре, уменьшить вашу плату за таможенные пошлины, мы не несем ответственности за какие-либо таможенные пошлины или налог на импорт.
3) Если у вас возникли проблемы с товаром или доставкой, пожалуйста, дайте нам возможность решить любую проблему.Мы понимаем, что у вас могут быть проблемы и разочарования, и сделаем все возможное, чтобы решить эти проблемы.
4) И ваш отзыв чрезвычайно важен для нашего магазина. Если вы удовлетворены нашим продуктом и нашим сервером, после подтверждения этого заказа, пожалуйста, оставьте нам положительный отзыв и 5 звезд, мы также дадим вам «ИДЕАЛЬНЫЕ 5 ЗВЕЗД. «,
При оценке времени доставки учитывайте международный транзит.Ваше признание сделает нас более уверенными в развитии бизнеса и улучшит качество обслуживания.

1PC AC и DC Сварочный аппарат для аргонно-дуговой сварки в импульсном режиме WSME 200 Высокочастотный антистатический сварочный аппарат для алюминия 220V | |
Если вам нужно что-то еще, свяжитесь с нами, и мы ответим вам внимательно.
Дисплей продукта









Номер модели: WSME-200
Изделие: FL2818
Напряжение: AC220V
Частота: 50/60 Гц
Номинальный пиковый ток на входе: 30A
Мощность: 6 кВА
Номинальный выходной ток ручной сварки: 160 А
Номинальный выходной ток аргонодуговой сварки: 200 А
Ток тяги: 40А
Напряжение холостого хода: 56 В
Выходная частота переменного тока: 20-250 Гц
Ширина очистки: 15-50%
Базовый ток: 5-200 А
Метод зажигания дуги: высокочастотные колебания
КПД: 85%
Непрерывность нагрузки: 160А (ARC) — 30%; 200А (ТИЦ) — 25%
Коэффициент мощности: 0.7
Класс изоляции: B
Класс защиты корпуса: IP21S
Вес около: 13,7 кг
Размер около: 502 * 217 * 381 мм
Удовлетворенность клиентов:
Если вы выберете «способ доставки продавца» (368,42 долл.), Мы поможем вам организовать отгрузку морским путем и доставку в ближайший морской порт!
При отгрузке морем после прибытия в морской порт назначения покупатель должен оплатить сборы порта назначения (такие как сборы за погрузочно-разгрузочные работы на терминале, расходы на документы, складские расходы и т. Д.), Налог на таможенное оформление и получение товаров.
Если вы выберете DHL / ARAMEX / FEDEX, TNT, UPS, ECT, мы поможем вам организовать доставку международной экспресс-доставкой и напрямую по вашему адресу (ДВЕРЬ ДО ДВЕРИ)!
1) Чтобы защитить ваши товары и избежать повреждений в процессе доставки, когда вы получаете посылку, покупатели должны внимательно осмотреть упаковку / товары, прежде чем подписывать квитанцию о получении товаров.
Если есть какие-либо повреждения, пожалуйста, свяжитесь с вашим местным ARAMEX / DHL / FedEx, чтобы задать претензии и претензии, ИЛИ свяжитесь с нами в течение 24 часов.Затем сделайте фотографии поврежденной машины и упаковки, немедленно отправьте нам сообщение, мы поможем вам решить проблемы.
2) Если у вас возникли проблемы с товаром или доставкой, пожалуйста, дайте нам возможность решить любую проблему. Мы понимаем, что у вас могут быть проблемы и разочарования, и сделаем все возможное, чтобы решить эти проблемы.
3) И ваши отзывы чрезвычайно важны для нашего магазина. Если вы удовлетворены нашим продуктом и нашим сервером, после подтверждения этого заказа, пожалуйста, оставьте нам положительный отзыв и 5 звезд, мы также дадим вам «ИДЕАЛЬНЫЕ 5 ЗВЕЗД. «,
При оценке времени доставки учитывайте международный транзит.Ваше признание сделает нас более уверенными в развитии бизнеса и улучшит качество обслуживания.

Аппарат для импульсной аргонно-дуговой сварки переменным и постоянным током WSME 200 Малый антистатический сварочный аппарат для алюминия AC220V с высокой частотой колебаний | |
Сварочный аппарат ВСМЭ-200 дуговой сварки аргона ИМПа ульс АК и ДК высокочастотный
Осциллирующий небольшой антистатический сварочный аппарат для алюминия AC220V
Если вам нужно что-то еще, свяжитесь с нами, и мы внимательно вам ответим.
Дисплей продукта











Номер модели: WSME-200
Продукт: FL2818
Напряжение: AC220V
Частота: 50/60 Гц
Номинальный входной пиковый ток: 30А
Мощность: 6 кВА
Номинальный выходной ток ручной сварки: 160 А
Номинальный выходной ток аргонодуговой сварки: 200 А
Ток тяги: 40А
Напряжение холостого хода: 56 В
Выходная частота переменного тока: 20-250 Гц
Ширина очистки: 15-50%
Базовый ток: 5-200А
Метод зажигания дуги: высокочастотное колебание
КПД: 85%
Непрерывность нагрузки: 160А (ARC) — 30%; 200А (ТИЦ) — 25%
Коэффициент мощности: 0.7
Класс изоляции: B
Класс защиты корпуса: IP21S
Вес около: 13,7 кг
Размер около: 502 * 217 * 381 мм
Удовлетворенность клиентов:
Если вы выберете «способ доставки от продавца» (368,42 долл.), Мы поможем организовать отгрузку морским путем и доставку в ближайший морской порт!
Если доставка осуществляется морем, после прибытия в морской порт назначения, покупатель должен оплатить сборы порта назначения (такие как сборы за погрузочно-разгрузочные работы, сборы за документы, складские расходы и т. Д.), Налог на таможенное оформление и получение товаров.
Если вы выберете DHL / ARAMEX / FEDEX, TNT, UPS, ECT, мы поможем вам организовать доставку международной экспресс-доставкой и напрямую по вашему адресу (ДВЕРЬ ДО ДВЕРИ)!
1) Чтобы защитить ваши товары и избежать повреждений в процессе доставки, при получении посылки покупатели должны внимательно осмотреть упаковку / товары, прежде чем подписывать квитанцию о получении товара.
Если есть какие-либо повреждения, обратитесь в местное отделение ARAMEX / DHL / FedEx, чтобы задать претензии и претензии, ИЛИ свяжитесь с нами в течение 24 часов.Затем сделайте фотографии поврежденной машины и упаковки, немедленно отправьте нам сообщение, мы поможем вам решить проблемы.
2) Если у вас возникли проблемы с товаром или доставкой, пожалуйста, дайте нам возможность решить любую проблему. Мы понимаем, что у вас могут быть проблемы и разочарования, и сделаем все возможное, чтобы решить эти проблемы.
3) И ваш отзыв чрезвычайно важен для нашего магазина. Если вы удовлетворены нашим продуктом и нашим сервером, после подтверждения этого заказа, пожалуйста, оставьте нам положительный отзыв и 5 звезд, мы также дадим вам «ИДЕАЛЬНЫЕ 5 ЗВЕЗД» ,
При оценке времени доставки учитывайте международный транзит.Ваше признание сделает нас более уверенными в развитии бизнеса и улучшит качество обслуживания.
