
Сварка пластмасс экструдируемой присадкой (расплавом)
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сущность и схемы процесса
Сущность процесса состоит в том, что расплавленный материал, выходящий из экструдера (экструзионная сварка или сварка экструдируемой присадкой) или из машины для литья под давлением, непрерывно или периодически подается в зазор между соединяемыми поверхностями, которые он нагревает до температуры сварки, сплавляясь с ними, так образуется сварной шов.
Экструзионная сварка может осуществляться по бесконтактной и контактной схемам (рис. 29.3).
Бесконтактная сварка
При бесконтактной сварке мундштук экструдера не контактирует со свариваемыми поверхностями, а устанавливается на определенном расстоянии от них. Это расстояние выбирается таким образом, чтобы расплав, выдавливаемый из экструдера, не успел переохладиться. Из этих же соображений температура расплава на выходе из мундштука должна превышать температуру текучести или плавления на 40—50 К. Для плотного прижатия присадочного материала к свариваемым поверхностям применяются прижимные приспособления (ролики, ползуны и т. п.).
Контактно-экструзионная сварка
При контактно-экструзионной сварке мундштук экструдера касается кромок соединяемых деталей. За счет этого уменьшаются потери теплоты в окружающую среду и осуществляется дополнительный подогрев кромок. Давление, развиваемое в экструдере, достаточно для создания необходимого контакта присадочного материала с соединяемыми кромками, поэтому дополнительных прижимных устройств не требуется. В некоторых случаях к мундштуку экструдера присоединяются нагретый инструмент с рифлениями, обеспечивающими перемещение присадочного материала параллельно направлению сварки.
Экструдированной присадкой можно сваривать детали встык, внахлестку, а также выполнять угловые швы из таких материалов как полиэтилен, полипропилен, поливинилхлорид, полистирол. Состав присадочного материала аналогичен свариваемому. Этот способ применяют для сварки изделий, имеющих швы большой протяженности — пленки (скорость сварки до 2,5 м/с), листы, профили, трубы и т. д.
Экструдированная сварка листовых материалов толщиной до 3 мм выполняется без разделки кромок только контактным методом, так как в этом случае разделка осуществляется при движении мундштука в процессе сварки. При больших толщинах следует применять V-образную или Х-образную разделки кромок.
Оборудование
Для сварки экструдируемой присадкой наиболее широкое применение получили полуавтоматы ПСП-5, ПСП-5м, ПСП-6 и РЭСУ-500 с прямоточными пистолетами и ПСП-ЗЭ, ПСП-4 со шнековыми пистолетами. На базе полуавтомата ПСП-5 создан специализированный карусельный стенд УСА-1.
См. также:
Импульсная сварка своими руками: дуговая, режимы
Импульсная сварка – это бесконтактный способ сварки, пользующийся огромной популярностью во многих сферах жизни. В основном такой тип дуговой сварки применяется в области строительства, при создании трубопроводов. Данная методика создана по принципу электродуговой сварки, но имеет некоторые отличительные особенности.
Импульсная сварка – что это за методика?
Импульсная сварка, известная иначе как MIG – это вариация дуговой сварки, при которой сплошные сварные швы создаются путем плавления в конкретных точках и дальнейшем их покрытии. Такая методика является альтернативой традиционной электродуговой технологии, которая отличается невысокой производительностью и низким качеством шва. Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Благодаря этому происходит увеличение силовой нагрузки и существенно экономится присадочный материал, а также уменьшается вероятность непроваров. Основной элемент импульсной сварки – дежурная дуга средней мощности, которая не перестает функционировать в перерывах между повторяющимися импульсами и поставляет лишь незначительную порцию тока. Дежурная дуга имеет специальный режим вкл./выкл., обусловленный программой с учетом природы металлов, а также толщины кромок и расположения швов.

Нагреваясь под воздействием высокой температуры, дуга расплавляет заготовку, перенося ее затем в ванну с минимальным рассеиванием частиц. Такая методика позволяет обрабатывать даже тончайшие металлы, не прожигая их насквозь.
Разновидности
С учетом типа сплавляемых материалов выделяют 4 основных разновидности MIG:
- Магнитно-импульсная. Элементы соединяются под высоким давлением, шов формируется под влиянием температур и силы сжатия. В основе находится принцип электромеханики вихревых токов. Используется для варки разных материалов с высокой продуктивностью.
- Конденсаторная. Сварочные аппараты имеют отличные параметры, огромный диапазон силы тока и разные характеристики мощности. Используются для варки деталей из алюминия.
- Инерционная. Особенность такой сварки состоит в наличии мощнейшего маховика, работающего от электрического двигателя. Кинетическая энергетика затем поступает к импульсным токам, провоцируя возникновение инерционного резонанса.
- Аккумуляторная. Сварочные устройства оснащены щелочными аккумуляторами, мгновенно стабилизирующими короткие замыкания, образующиеся в процессе розжига электрода.
Также нередко используется TIG-сварка, при которой применяются аргоновые электроды. Методика ТИГ является отличным вариантом для обработки неферромагнитных металлов. В настоящее время огромной популярностью пользуется лазерная сварка, которая в основном применяется в области электронной технике и радиоэлектронике.
Для работы с дентальными сплавами из титана в сфере протезирования зубов используются аппараты дуговой микросварки, работающие не менее эффективно, чем лазерные приборы. Микроимпульсная сварка обеспечивает надежные стыки.
Сферы применения импульсной сварки
Импульсно-дуговая сварка широко применяется в современных сферах промышленности. Чаще всего технология используется для соединения современных трубопроводов, которые должны иметь максимально прочное и надежное сопряжение. Кроме того, импульсная точечная сварка пользуется большим спросом при:
- возведении мостов и других сооружений, на которые оказывается высокая нагрузка;
- сборке кузовов автомобилей;
- производстве кранов, землеройной техники;
- создании корабельных корпусов, обшивок.
Такая разновидность сварочных работ позволяет соединять даже самые прихотливые и капризные металлы с толщиной заготовок от 1 мм до 5 см. Она отлично справляется даже со сложнейшими стыковыми швами. Такие аппараты могут применяться как на крупных производствах, так и в автосервисах, небольших мастерских.
Преимущества и недостатки методики
Такой метод обработки материала, как MIG, имеет массу преимуществ сравнительно с другими технологиями:
- высокая скорость провара;
- возможность соединения тончайших алюминиевых заготовок;
- отличное качество сварного шва;
- возможность контроля и минимизации кристаллизации металла;
- минимальный риск деформации сварочного шва, выгорания материала;
- экономия проволоки и газа;
- экономия трат на расходные материалы;
- стабильность рабочих положений;
- точный контроль момента расплавления;
- исключение риска замыкания при запуске;
- исключение разбрызгивания окалины, образования дыма;
- низкое вложение тепла.
Технология MIG дх-808 отличается высокой производительностью, универсальностью, надежностью и безопасностью, благодаря чему прекрасно подходит как для сварщиков, как с большим опытом, так и с полным его отсутствием.
Однако имеются и определенные минусы, о которых нужно знать перед началом работы. К недостаткам МИГ-сварки можно отнести следующие моменты:
- перегревание преобразователя;
- возможность работы только на небольших площадях;
- отсутствие моделей для бытового использования;
- сложности в уходе;
- высокая стоимость.
Плюсы импульсной сварки существенно превышают ее недостатки, благодаря чему она и пользуется большим спросом.
Технология выполнения импульсной сварки
Весь процесс импульсной сварки полуавтоматом происходит в несколько этапов:
- Небольшая капля расплавленного металлического расходного материала под мощным импульсом отделяется и помещается поверх заготовки.
- Металл в сварочной ванне моментально остывает.
- Идет циклическое повторение вышеперечисленных действий.

Для надлежащей работы автомата должна быть произведена настройка, включающая в себя выполнение следующих действий:
- Обеспечить хорошее заземление, необходимое для надежного контакта в период импульса, когда появляются высокие токи.
- Убедиться в верности подсоединения всех кабелей.
- Снизить значение индуктивности, используя силовые кабели длиной до 15 м.
- Повысить эффективность варки, избегая наматывания кабелей вокруг предметов, проводимых ток.
Очень важно правильно настраивать форму импульсной волны при MIG, поскольку от этого качественность провара и эстетичность шва.
Необходимое оборудование и материалы
Сварочный аппарат имеет несложную конструкцию, поэтому при наличии необходимого оборудования и материалов можно соорудить устройство для импульсной сварки своими руками. Для этого нужно подготовить следующие детали:
- низкочастотный выпрямитель напряжения;
- высокочастотный преобразователь трансформаторного типа;
- инверторный блок с транзисторами;
- трансформатор с понижающими обмотками;
- блок управления;
- силовой фильтр;
- рабочий шунт;
- система подачи проволоки.

Все составляющие несложно найти, стоят они недорого. После подготовки оборудования остается подсоединить детали согласно схеме. При выборе деталей нужно обратить внимание на их качество. Особенно не стоит экономить на транзисторах, поскольку именно они ломаются чаще всего.
Контактная сварка своими руками: сварочный аппарат и оборудование
Контактная сварка может понадобиться во время сборки стальных изделий, толщина которых варьируется от 0,1 до 4 мм. В основном, такой вид сварки используется на СТО во время рихтовки вмятин.
Особенности контактной сварки
Прежде всего, следует упомянуть, что контактная сварка подразумевает выполнение следующих этапов:
- Совмещения деталей в необходимом положении.
- Использование электродов после прижатия элементов друг к другу.
- Подача электрического разряда для обеспечения нагрева металла и создания шва.
Многих привлекает данный способ за то, что при нем можно использовать аппараты, собранные собственноручно буквально из всякого мусора (главное, наличие аккумулятора). К тому же, работы в этом случае будут максимально опрятными и по возможности автоматизированными. Зачастую встретить использование данного способа можно на СТО. Благодаря ему удается выровнять вмятины автомобиля или осуществить ремонт конструкций, деталей и элементов, доступ к которым весьма затруднен.

Стоит отметить, что в случае выполнения контактной сварки специализированными машинами удается организовать до 600 операций в минуту. В основном, такие агрегаты служат для соединения конструкций из металла, толщина которых не превышает 4 мм.
Дополнительно сварку используют при соединении арматур, плоских сеток или каркасов. С ее помощью удается соединить стержни, пересекающиеся друг с другом, на станках, а также обеспечить крепление к ним листов, швеллеров и других конструкций.
Благодаря контактно-точечной сварке удается решить несколько достаточно сложных задач:
- Обеспечить точечное крепление деталей.
- Соединить металлы различной консистенции (черные или цветные), если это требуется.
- Скрепить профили на сгибах, что не удается другим способом. Также данный вид сварки позволяет соединить пересекающиеся заготовки из металла.
- Создать прочное и устойчивое к деформации соединение.
Контактный метод по праву считается популярным и эффективным среди наиболее известных.
Технология контактной сварки
Существует три основных типа технологии. Они классифицируются на:
- Точечную.
- Сварку, обеспечивающую соединение посредством шва.
- Сварку, организующую стыковое соединение деталей.
Также иногда выделяют конденсаторную. Стоит отметить, что каждый из перечисленных видов подразделяется еще на несколько подвидов. Деление происходит в зависимости от выбранной технологии, а также от вида применяемого оборудования.

Соединение деталей во время выполнения точечной сварки осуществляется посредством использования электродов. Благодаря действию электрического тока выполняется местный нагрев места соединения, а также обеспечивается сжатие двух поверхностей. Таким образом, детали сближаются и свариваются на точечном участке.
В случае шовной сварки речь идет об использовании специального ролика для скрепления элементов. В основном, такой вид используют для получения надежных и герметичных соединений.
Контактно-стыковое соединение элементов происходит, как правило, несколькими способами. Популярным считается вариант зажима деталей и электродов. Называется такой способ сопротивлением, и с его помощью осуществляется крепление деталей достаточно малого сечения.
Если говорить об электродах, то они изготавливаются обычно из меди, чтобы удалось обеспечить хороший электрический контакт. Также подобного эффекта помогает достичь большое поперечное сечение.

Преимущества и недостатки
Среди достоинств контактной сварки можно отметить:
- Высокую производительность и быстрое выполнение работ, которое можно проследить по таймеру.
- Повышенную степень автоматизации.
- Создание высокопрочного соединения хорошего качества, требуемого ГОСТом.
- Исключение использования дополнительных материалов, к которым относятся флюсы, газы, присадочные элементы.
- Высокие условия санитарии и гигиены.
Недостатками данного способа считаются:
- Невозможность обеспечить соединение разнородных материалов или литиевых сплавов.
- Выплеск металла в процессе сварки, когда включается ток. Для того чтобы предупредить возможный инцидент, рекомендуется увеличивать импульсы тока не сразу, а постепенно.
- Усложнение конструкции сварной головки и механизма, если речь идет об организации нескольких швов.
- Усложнение конструкции электродов во время многоточечной сварки.
Несмотря на существующие минусы, контактный метод все равно считается одним из самых востребованных и эффективных.
Оборудование для контактной сварки
В основном для осуществления контактной сварки используют машины двух типов: общего назначения и специального. Если говорить о строительной сфере, то здесь применяют устройства таких типов, как МТ 501, АСИФ, 18650 и другие.

Все перечисленные машины оборудованы специальным приводом, а также пневматическими устройствами, обеспечивающими зажим элементов. Благодаря подобной конструкции удается осуществить, например, соединение труб, стержней иди других заготовок, выполненных из стали с низким содержанием углерода.
Принцип работы устройств достаточно прост: конструкция производит сварку посредством предварительного нагрева скрепляемых деталей. Гидравлический привод, которым снабжается большинство агрегатов, помогает ускорить или замедлить процесс подогрева, оплавления.
Существует классификация данного оборудования. В таблице приведены аспекты классификации.
| Аспект | Классификация |
|---|---|
| По назначению | Бывают машины, как общего назначения, так и специального. |
| По особенностям конструкции | Сюда можно отнести деление устройств для сварки на стационарные, транспортируемые, односторонние и т.д. |
| По приводу сжатия | Выделяют педальные машины, агрегаты с электро- и с пневматическим приводом, гидравлическим механизмами. |
| По типу действия | Аппараты подразделяются на те, которые работают в автоматические режиме, и те, у которых данная возможность отсутствует. |
Таким образом, можно сделать вывод, что оборудования для проведения контактной сварки достаточно много, и на каждый случай можно выбрать то или иное устройство.
Как пользоваться контактной сваркой?
Существует несколько технологий использования данного вида сварки. Однако вне зависимости от того, какой способ будет выбран, можно разделить процесс на отдельные этапы:
- Перед началом работ следует ознакомиться с тем, как должна выглядеть конструкция сварочного аппарата. Дополнительно рекомендуется изучить, что представляет собой простая схема конденсатора и реле времени, а также контроллера.
- Далее соединяемые поверхности следует обработать. Это требуется для обеспечения более точного соприкосновения деталей и организации одинакового напряжения по всей поверхности элементов. Выполняют обработку с помощью зачистки или рихтовки.
- Следующим этапом является сжимание деталей вручную или с помощью механизма. Стоит отметить, что если процесс будет выполнен своими руками, то качество шва заметно снизится, так как не будет обеспечено необходимо давление.
- После этого приступают к подаче тока на скрепляемые поверхности. В результате происходит расплавление нужного участка металла, где впоследствии образуется жидкое ядро. Именно это ядро осуществляет соединение двух элементов.
- Последний этап подразумевает выключение тока для остывания жидкого ядра. Когда металл вернется к прежнему состоянию, образуется сварочный мини-шов.
Практически все технологии контактной сварки подразумевают приведенную выше схему действий. Поэтому, чтобы легче было провести все необходимые работы, рекомендуется сначала ознакомиться с основными этапами.
Как собрать аппарат для контактной сварки своими руками
Не всегда есть возможность воспользоваться специализированным аппаратом для организации скрепления деталей посредством сварки. Однако при необходимости можно сделать самодельный агрегат.

Для этого потребуется подготовить следующие материалы, оборудование и инструменты:
- Трансформатор переменного тока. Напряжение обмотки такого трансформатора не должно превышать 25 Вольт.
- Конденсатор. Лучше (желательно в количестве 4).
- Кнопку.
- Проводку.
- Проволоку из меди.
- Щипцы.
Также нужно будет взять диодную сборку и клещи.
Никаких сложностей в процессе создания ручного инвертора в домашних условиях нет. Последовательность действий выглядит следующим образом:
- Сначала необходимо припаять конденсаторы друг к другу.
- Затем сделать сварочную вилку. Для этого следует взять две проволоки небольшой длины и припаять их к проводам, заранее подготовленным. Место пайки необходимо изолировать с помощью изоляционной ленты.
- Чтобы сделать корпус для вилки, потребуется использовать алюминиевую трубку, у которой имеется пластиковая заглушка.
- Следующий шаг заключается в припайке проводов к кнопке и дальнейшее приклеивание конструкции к вилке. Для фиксации все следует обмотать изолентой. Таким образом, к сварочной вилке будут подходить 4 провода (2 для электродов, 2 для кнопки).
- Окончательным действием станет сборка устройства с помощью припайки вилки и кнопки.
После этого потребуется зарядить полученное устройство и измерить напряжение конденсаторов. Если оно составляет 30В, значит, сварочный аппарат можно использовать.
При желании можно сделать самодельную машину более мощной, увеличив число конденсаторов. Некоторые изобретательные люди для создания аппарата используют микроволновку. Однако стоит отметить, что в результате подобные агрегаты выйдут из строя быстрее. При возникновении сложностей во время сборки аппарата можно найти видео, на котором максимально подробно описаны все шаги по изготовлению данного инвертора.
В результате следует сказать, что контактная сварка считается востребованной как в промышленности, так и в автомобилестроении. С ее помощью происходит соединение множества однотипных деталей. Данный способ имеет множество положительных качеств, одним из которых является эффективность работ и экономичность используемых материалов.
особенности, технология проведения и возможные дефекты
Точечная сварка — популярный способ сваривания различных металлических конструкций. При помощи него можно быстро и качественно соединить различные тонкие металлы. По этой причине этот вид сварки часто применяются при изготовлении электротехнических приборов, а также при соединении листовой стали с толщиной не больше 2 мм.
Благодаря тому, что точечная технология достаточно простая, ее часто применяют в домашних условиях и на производстве. Но все же чтобы во время ее проведения не возникло проблем стоит изучить главные особенности и нюансы.
Общая информация
Что такое точечная сварка и для чего она используется? Этот вопрос интересует начинающих специалистов, которые занимаются изготовление конструкций из металлов. Это распространенный метод сваривания, который относится к подвиду контактной сварки. Во время процесса металлические элементы привариваются друг к другу в одной или в нескольких точках.
Прочность сварного шва может зависеть от структуры и параметров точек. Кроме этого на показатели прочности соединения оказывают влияние другие не маловажные факторы:
- свойства используемых электродов;
- сварочный ток;
- период протекания тока через свариваемые элементы;
- степень усилия сжатия;
- поверхность компонентов, которые используются для сваривания.
Контактная точечная сварка является востребованным методом сваривания металлических изделий. Он обладает высокой производительностью, а также имеет широкую область использования. Его применяют в разных сферах производства:
- для сваривания тонких деталей при изготовлении электротехнических приборов;
- в автомобилестроении, особенно, когда требуется сварить тонкие стальные листы с толщиной от 2 до 20 мм;
- в самолетостроении;
- в судостроении;
- в машиностроении и других областях.
Рассматривая, где применяется точечная сварка, стоит обратить внимание не то, что этот метод используют при прокладке нефтепроводов и газопроводов.
Принцип проведения работ
Технология контактной точечной сварки обладает характерными особенностями, которые необходимо учитывать при ее проведении. Во время процесса используется тепло, которое проявляется при пропускании тока по электродам через соединяемые внахлест металлические элементы в зоне их плотного сжатия. Именно оно и производит нагревание металлического сплава и его последующее расплавление.
Вместе с пропусканием электрического тока выполняется сжатие металлических частей электродами. Во время тесного контакта расплавленных областей возникает их постепенное сплавление, которое усиливается точечным диффузным проникновением, проявляющееся во время сжатия частей металла.
В отличие от других методов сваривания точечная TIG сварка имеет следующие свойства:
- Быстро соединяет металлические элементы (всего за несколько секунд).
- Во время нее используются большие значения электрического тока (свыше 100 Ампер).
- Наблюдается небольшое напряжение в рабочей зоне (от 1 до 10 В).
- Использование сжимающего сдавливания в точке сваривания (от 10 до 100 кг и выше).
- Точечная область плавления.
Фазы процесса
Чтобы понять, как работает точечная сварка, стоит рассмотреть основные фазы процесса, а всего их три. Каждая имеет характерные особенности, которые оказывают влияние на итоговые результаты. В первой фазе производится сжатие металлических компонентов. Это вызывает появление пластичной деформации в области контакта. Для этих целей сварочное оборудование дополнено специальными клещами.
При проведении второй фазы подается ток к зоне контакта. Это вызывает расплавление металла в точке сваривания и образование расплавленного ядра. Пока проходит ток, наблюдается расширение ядра до максимальных показателей. Сжимание свариваемых компонентов вызывает образование пояса с плотной структурой вокруг жидкого ядра, именно он предотвращает выход расплавленного металла за пределы сварочной зоны.
Во время третьей фазы сварочный ток выключается, а металл в это время остывает и кристаллизуется. При охлаждении прижимное состояние элементов сохраняется некоторый период, это снимает напряжение.
Стоит отметить! Все важные требования и правила проведения работ указываются в ГОСТах и документации. А подробная схема точечной сварки с указателями поможет понять, как должен правильно проводиться процесс сваривания.
Достоинства и недостатки
Точечная сварка проволоки имеет положительные и отрицательные качества, которые обязательно нужно рассмотреть, перед тем как приступать к работам. От них будут зависеть прочностные характеристики сварного соединения.
К преимуществам сварочной технологии можно отнести:
- Для проведения работ не потребуется применять электроды, проволоку и флюсы. Это сэкономит не только время, но и деньги.
- Сварной шов получается ровным и прочным.
- Деформация незначительная, она может наблюдаться только в местах точек.
- Простое и легкое проведение. Контактная точечная сварка может с легкостью проводиться своими руками.
- При помощи данного метода сваривания можно соединять как толстые, та и ультратонкие детали.
- Возможность автоматизации и роботизации сварочного процесса.
- Высокая культура производства.
- При проведении сварочных работ наблюдается высокая экологичность. Это значит, что данная технология не оказывает негативного влияния на состояние здоровья.
- Высокая производительность. Точечная технология способна выполнять большой объем работ, за минуту она формирует до нескольких сотен сварных точек.
Автоматическая и ручная точечная сварка имеет негативные качества, но по сравнению с достоинствами их не так много и они незначительные. К недостаткам данной технологии можно отнести:
- точечное сваривание подходит только для соединения внахлест тонких листовых стальных изделий и стержневых материалов;
- готовые соединения имеют низкую герметичность в отличие от швов, которые производятся при помощи сварки с использованием электродов;
- сложное диагностирование сварного соединения;
- высокие требования к чистоте металла при сварке;
- для работы с оборудованием необходимо иметь опыт, требуется уметь правильно его настраивать.
Технология точечной сварки
Многие интересуются, как сделать точечную сварку в домашних условиях? Но перед тем как начинать ее самостоятельное изготовление стоит изучить особенности проведения сварочного процесса. Технология состоит из нескольких этапов, каждый из которых осуществляется с соблюдением важных требований и правил.
Точечная контактная сварка проволоки и других металлических изделий проводится в несколько этапов:
- На начальном этапе требуется провести подготовку металлических поверхностей. Свариваемые элементы требуется очистить от лакокрасочных покрытий, а также материалов, которые могут затруднять проведение тока. После очистки материалы должны без напряжения плотно прижиматься друг к другу.
- Сжимание свариваемых элементов. При помощи привода клещей необходимо плотно сжать поверхности, произойдет их частичное деформирование. Это обязательное условие, он требуется для улучшения проводимости тока между контактами клещей.
- Нагревание свариваемых металлических элементов электрическим импульсом. Чем толще элементы, тем дольше требуется удерживать нагревание. Для работ может использоваться импульс с постоянной и с регулируемой (переменной) силой тока.
- В оборудовании с автоматическим управлением присутствует этап ослабления давления на детали — это необходимо для предотвращения выдавливания металла из расплавленного ядра. Если для сварки применяются ручные клещи с механическим управлением, то этот этап пропускается.
- Далее происходит отключение тока. Визуально момент отключения можно выявить по степени нагрева зоны между электродами. После того как металлическая структура становится красного цвета, необходимо отпустить ток.
- Прижим и проковка в период остывания металла. Данные действия требуются для формирования прочной структуры сварочной точки.
Важно! Настройки оборудования, которое используется для сварки, зависят от вида металла. На качество сварного шва влияют разные факторы — технология сварочного процесса, тип импульса, режимы сжатия элементов.
Дефекты и причины их появления
Многоточечная сварка востребованный метод, который используется на производствах и в домашних условиях. При помощи него можно произвести соединение тонких металлических изделий, а сам шов выходит прочным и качественным. Однако даже во время данного способа сварки могут возникать некоторые дефекты, которые могут негативно влиять на качество результата.
Среди основных дефектов можно выделить:
- Прожог. Этот дефект имеет вид отверстия, которое возникает в обеих деталях. Сплавленные края с легкостью отрываются. Перегревание и стекание металла может возникнуть из-за нескольких условий — применение высокой силы тока, большая длительность импульса, избыточная сила сжатия. Чтобы предотвратить прожог рекомендуется снизить силу тока и прижимания.
- Выплескивание и растекание металла. При сильном сжимании или при использовании долговременного слабого импульса металл может выйти из ядра, а на его области появляются пустоты. Во время рабочего процесса выплескивание металла имеет вид искр, которые вылетают из точек. До определенного предела выплескивание не наносит особый вред качеству шва, но все же наличие этого факторы снижает прочность сварного соединения.
- Непровар. Не прогревание ядра может проявляться по ряду причин — слабая степень подаваемого импульса, оказание недостаточной силы сжатия, ослабление клещей. Непровар может возникнуть в случаях, когда сварные точки находятся рядом — соседняя точка выступает шунтом, через который может проходить часть объема электрической энергии. Это значит, что она не будет применяться для расплавления металла.
- Уменьшение показателей диаметра сварки. Недостаточная площадь расплава может появляться в случаях, когда подается слишком короткий импульс или наблюдается не слишком плотное прилегание свариваемых элементов. В данных ситуациях в одной точке может быть один или несколько микросплавов, в сумме они значительно слабее цельной точки.
Как исправить дефекты
Контактная или бесконтактная точечная сварка должна выполняться в соответствии с определенной технологией. Но все же этот метод обладает некоторые сложностями, которые могут привести к появлению разных дефектов. А тяжелая и неточная диагностика не дает точной картины о качестве и виде полученного сварного соединения.
Если после проведения сварки будут выявлены вышеперечисленные дефекты, то для их устранения можно воспользоваться следующими рекомендациями:
- провести повторное проваривание точки;
- высверливание и последующая сварка при помощи полуавтомата;
- если отмечаются наружные выплески металла, то их можно аккуратно зачистить;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Покупать или сделать своими руками
Самодельная точечная сварка для сварки авто и других изделий позволяет существенно сэкономить деньги на покупку оборудования. Профессиональные приборы стоят достаточно дорого, по этой причине они в основном применяются на производствах, где объем работ с лихвой перекрывает затраты на закупку сварочного оборудования.
Но вот как самому сделать точечную сварку? Конечно, для этого могут потребоваться определенные знания, опыт. Дополнительно можно изучить специальную литературу, инструкции с процессом сооружения домашнего сварочного аппарата. Для облегчения процесса может применяться специальная схема точечной сварки своими руками.
Самодельная точечная сварка может использоваться для кузовных работ, для ювелирного дела, для изготовления, ремонта различных радиоприборов. Оборудование всегда пригодится для работ в гараже. При работе с ним не будет возникать особых сложностей, а если соблюдать все правила технологии, то можно будет получить прочные и качественные сварные швы.
Точечная сварная технология является универсальный методом соединения металлических конструкций, который может использоваться на производстве и в домашних условиях. Но все же чтобы получить прочный и качественный шов необходимо знать важные нюансы, правила и принципа проведения работ. Не стоит забывать про возможные дефекты, которые могут негативно отразиться на структуре соединения изделий.
Интересное видео
Контактная сварка: виды, ГОСТ, машины
Довольно большое распространение получила технология контактной сварки. Она может использоваться для получения изделий самого различного предназначения. Для проведения сварочных работ требуется определенное оборудование и навыки. Стоит учитывать, что при отсутствии требуемых навыков получить качественное изделие будет довольно сложно. В некоторых случаях изготовить оборудование для контактной сварки можно своими руками. Рассмотрим особенности подобного процесса подробнее.
 Контактная сварка
Контактная сваркаТехнология контактной сварки
Современная контактная сварка предусматривает использование электрического тока, за счет которого проводится соединение металла между собой. Рассматриваемый метод контактной сварки предусматривает формирование электрической дуги, которая расплавляет металл. При повышении температуры в зоне воздействия металл становится пластичным, за счет чего молекулы начинают соединяться между собой. К особенностям метода соединения контактной сваркой можно отнести нижеприведенные моменты:
- На мощность образующейся дуги оказывает влияние величина тока. Именно поэтому технология применяется при соединении самых различных деталей. При повышении показателя силы тока появляется возможность работать с металлам большой толщины.
- Время воздействия и сила сжатия металлов также оказывает влияние на полученный результат. Стоит учитывать, что преимущества контактной сварки заключается именно в фиксации соединяемых элементов. За счет этого существенно повышается качество получаемого шва.
В целом можно сказать, что за счет применения специального оборудования создаются точки сварки.
На сегодняшний день выделяют различные виды контактной сварки. Наибольшее распространение получили следующие:
- Шовная.
- Точечная.
- Рельефная.
- Стыковая.

Контактная шовная сварка
Управление контактной сваркой можно провести при применении специального оборудования, которое можно изготовить самостоятельно или приобрести в специализированном магазине. Стоит учитывать, что обычный сварочный аппарат в подобном случае не подходит.
Сущность процесса
Процесс контактной сварки основан на кратковременном воздействии тока различной силы. При его прохождении через металл он нагревается, за счет чего существенно повышается степень пластичности. Главными положительными особенностями можно назвать следующие моменты:
- При применении рассматриваемой технологии тепло формируется в самом теле заготовки. Для того чтобы исключить вероятность распространения тепла по всему материалу, скорость его подачи должна быть высокой. Именно поэтому применяется специальное сварочное оборудование.
- Подаваемая сила тока должна быть высокой, а время нагрева незначительным. Как показывает практика, мощность при рассматриваемой обработке составляет несколько сотен и даже тысяч Ампер. При этом время воздействия составляет всего несколько долей секунд. Подобного результата можно достигнуть только при внутреннем выделении тепла в материале.
- Применяемое оборудование позволяет существенно повысить производительность. Этот момент многие называют преимуществом контактной сварки. Сегодня проводится создание роботизированной техники, которая путем подачи тока проводят сваривание большого количества металла.
- Обработка проходит без применения присадочного металла. Именно поэтому технология считается более экономичным в плане количества расходуемой энергии.
- Нагрев происходит непосредственно в зоне воздействия. Именно поэтому не наблюдаются тепловые потери, если сравнить с технологией дуговой ручной сварки или других технологий.
- Применяемое оборудование существенно облегчает процесс. При этом можно применять оборудование, которое автоматизирует обработку. На момент воздействия тока не образуется яркая вспышка, поэтому снижаются расходы на оборудование зоны обработки.

Точечная сварка на производстве
Сегодня контактная сварка применяется в случае конвейерного производства. Роботы могут проводить соединение металла практически без прерывно.
Не стоит забывать и о некоторых недостатках контактной сварки. Она также определяет особенности рассматриваемой технологии. Недостатки выглядят следующим образом:
- Для того чтобы обеспечить высокое качество соединения должно применяться оборудование, которое может оказывать давление на заготовку.
- Соединение может проводится только в случае, когда заготовки могут размещаться в специальной машине. Другими словами, есть определенные ограничения по размеру изделий.
- Если шов должен быть большим, то существенно возрастает механическая мощность и сила подаваемого тока. Кроме этого, есть определенные ограничения, касающиеся толщины соединяемых элементов.
- Технология не характеризуется универсальностью и маневренностью. Другими словами, провести работу на месте размещения изделий достаточно сложно, для этого зачастую создают самодельные конструкции.
- Получаемый шов характеризуется низкой герметичностью.

Точечная контактная сварка
Кроме этого, покупное оборудование характеризуется высокой стоимостью. При обслуживании могут возникнуть серьезные проблемы. При желании можно создать самодельную конструкцию, которая характеризуется высокой эффективностью.
Подготовка поверхностей
Сама технология контактной сварки предусматривает использование специального оборудования. Для того чтобы получить качественный шов следует провести подготовку соединяемых поверхностей. Среди особенностей проводимой процедуры отметим следующие моменты:
- Для начала нужно провести очистку поверхности от различных загрязнений. Использовать для этого можно абразивные материалы и специальные жидкости.
- После очистки поверхности нужно проверить, чтобы не было механических дефектов.
Как правило, на конвейере размещаются заготовки, которые не требуют подготовки. Уделять внимание состоянию металлу следует только в случае самостоятельного проведения сварочных работ.
Машины для контактной сварки
Для того чтобы повысить производительность труда следует применять специальные машины для контактной сварки. Они бывают самого различного типа, при этом стоимость предложения может существенно отличаться. Машины контактные характеризуются следующими особенностями:
- Высокая производительность.
- Есть возможность автоматизировать процесс.
- Высокий показатель качества получаемого соединения.
- Бесшумность работы.
- Высокая безопасность.

Самодельная машина для сварки
Классификация подобных устройств проводится по самым различным признакам. Примером можно назвать размеры корпуса и компоновку, диапазон мощности подаваемого тока. Установка контактной сварки может проводится в самых различных помещениях, однако должна учитываться техника безопасности. Примером можно назвать то, что устройство должно быть хорошо заземленным. Некоторые модели предусматривают питание от стандартной сети, другие нужно подключать к трехфазной.
Электроды для контактной сварки
Слабым местом рассматриваемой технологии можно назвать применение определенных электродов. Многие начинающие сварщики уделяют внимание тому, что стоимость подобных электродов относительно невысокая. К особенностям подобного стержня можно отнести нижеприведенные моменты:
- На стержень оказывается высокое механическое воздействие. Именно поэтому основа должна быть прочной.
- Применяемые материалы при изготовлении электродов должны обладать высокой электропроводностью.
- Высокая термическая стойкость достигается только при применении специальных материалов.
- Малый коэффициент теплоемкости.
- Повышенный показатель прочности на сжатие.
Подобными свойствами обладает, к примеру, медь и некоторые другие сплавы на основе подобного металла.

Сварочный аппарат с медными электродами
Все расходные материалы можно разделить на несколько основных групп:
- При контактной обработке в жестких условиях. Применять их можно для работы с хромистыми и цинковыми сплавами, а также бронзой. В состав может включаться титан и бериллий.
- Электроды, которые применяются для работы при температуре нагрева около 300 градусов Цельсия. Подходят подобные варианты исполнения для работы с медными и алюминиевыми сплавами, а также углеродистыми и низколегированными сплавами. При производстве применяются различные медные сплавы.
- Можно также встретить электроды для легких режимов эксплуатации. Примером можно назвать воздействие температуры 200 градусов Цельсия. При изготовлении основы применяется хромистая и кадмиевая бронза. Подобные варианты исполнения чаще всего применяются при роликовой контактной электрической сварке.
Подобные электроды поставляются с соответствующей маркировкой.
Дефекты сварки и контроль качества
На сегодняшний день рассматриваемая технология применяется чаще других по причине получения качественного шва и высокой производительности труда. Однако, применение неправильного оборудования и допущение ошибок может привести к появлению дефектов. Примером назовем нижеприведенные моменты:
- Металл может прожигаться насквозь.
- Появляются вмятины по причине сильного механического воздействия.
- Герметичность шва небольшая.
Контроль качества в случае конвейерного производства предусматривает применение специального оборудования. При самостоятельном проведении работы зачастую проводится лишь визуальный контроль качества, сварщик на основе своего опыта ставит вывод, касающийся прочности соединения.
Разновидности контактной сварки
Контактная электрическая сварка классифицируется по различным признакам. Наибольшее распространение получили следующие разновидности технологии:
- Точечная характеризуется тем, что после завершения процедуры не образуются трещины.
- Рельефная считается разновидностью точечной.
- Шовная также получила довольно большое распространение за счет существенного повышения качества соединения.
- Конденсаторная характеризуется высокой эффективностью.

Сварочный аппарат
Контактная сварка определение указывает на то, что при соединении отдельных элементов должно оказываться давление. Сварка сопротивлением может применяться только при использовании определенного оборудования.
Точечная контактная сварка
на сегодняшний день подобная технология получила широкое распространение. Самодельная контактная сварка сегодня применяется часто при проведении работы в домашних условиях. Данный метод хорош тем, что после завершения сварки не появляются трещины. К другим особенностям технологии отнесем следующие моменты:
- Принцип работы предусматривает оказание давления на поверхность. При этом оно постоянное.
- Соединение отдельных элементов проводится внахлест. Для сварки провода подобная технология не подходит.
- Перед проведением работы следует провести подготовку поверхности. Незначительные дефекты могут привести к снижению качества соединения.
Применение рассматриваемой технологии позволяет получить хорошее соединение в минимальные сроки. Бесконтактный метод предусматривает применение ручного оборудования, к примеру, инвертора.
Проводимая технология характеризуется довольно большим количеством. Последовательность действий следующая:
- Для начала проводится подготовка поверхности к проводимой работы. Стоит учитывать, что в рассматриваемом случае она должна быть не просто очищена от загрязнения и окислений, но и не иметь существенных дефектов. В противном случае формирующееся поле будет неравномерным, что существенно снизит качество соединения.
- Как правило, для прижима применяется ручное или механическое приспособление. За счет оказания давления существенно повышается интенсивность диффузии и прочность оказываемого шва.
- При локальном воздействии электрического тока формируется сварочное соединение. За счет оказания сильного давления не образуется брызг, за счет чего повышается качество шва.
После соединения металла ток отключается. Для остывания шва требуется определенное количество времени. Как правило, давление оказывается электродами. Именно поэтому уделяется больше всего внимания именно выбору подобного расходного материала.
Рельефная сварка
Как ранее было отмечено, рельефная сварка напоминает точечную. Однако, рельефно точечная технология характеризуется следующими особенностями:
- Листы помещаются с выступами между электродами, которые имеют плоскую форму.
- Для соединения отдельных элементов применяется ток с высоким показателем.
За счет применения подобной технологии качество получаемого соединения существенно повышается.
Шовная сварка
Довольно большое распространение получила технология шовной обработки. Особенностями, которыми обладает шовный метод, можно назвать нижеприведенные моменты:
- Соединение листов проводится внахлест.
- Перед проведением работы требуется подготовка поверхности. Для этого проводится очистка поверхности при применении абразива и некоторых других химических веществ. Если поверхность имеет дефекты, то проводить подобную работу не нужно.
- Для работы применяются электроды в форме роликов. Они, как правило, являются частью применяемого оборудования.
- При проведении сварочной работы электроды постоянно вращаются. За счет этого обеспечивается недлительное воздействие на поверхность, но при этом шов равномерный.
- Проводимый процесс непрерывный, за счет чего повышается качество получаемого соединения.

Шовная сварка алюминия
Рассматриваемая технология встречается сегодня крайне часто. Это связано с тем, что она позволяет получить герметичный шов, который будет характеризоваться высокой прочностью и надежностью.
Стыковая сварка
Для получения качественного соединения может применяться и стыковая технология термического воздействия. Она подходит для случая, когда соединяемые элементы имеют небольшую толщину. К особенностям этой технологии отнесем следующие моменты:
- Используется меньший показатель силы тока.
- Прочность соединения снижается.
- На момент работы соединяемые элементы должны находится в неподвижном состоянии.
Для проведения рассматриваемой работы требуется специальное оборудование. Кроме этого, требуется и специальные электроды, которые подходят для стыковой сварки.
Обозначение контактной сварки на чертеже
Рассматриваемый тип соединения применяется крайне часто в последнее время, что связано с высокой производительностью технологии. Для упрощения работы инженеров на чертежах также проводится указание рассматриваемого соединения. Как правило, отображается обычная линия, к которой подводится полка с соответствующим обозначением.
Рассматриваемый метод обработки указывается в соответствии с ГОСТ 15878-79. Стоит учитывать, что при точечном воздействии отображаются своеобразные крестики, если шов роликовый, то для этого используется сплошная линия.
Скачать ГОСТ 15878-79
В заключение отметим, что при самостоятельном проведении точечной обработки достаточно сложно добиться высокого качества. Это связано с тем, что для работы требуется специальное оборудование. При применении автоматизированного оборудования качество соединения весьма высокое. Однако, обходится оно достаточно дорого, целесообразно проводить установку в случае массового производства.
преимущества и недостатки, резка своими руками, какие виды аппаратов и установок бывают? – Термическая сварка на Svarka.guru
Лазерная сварка, ГОСТ 28915-91 – метод соединения деталей за счет концентрированного энергетического луча. Он используется для плавления разных материалов в электро- и радиотехнической сфере. К преимуществам относится продуктивность и экологическая безопасность.
Техническая особенность

Лазерная сварка возникла по разработкам Басова Н.Г., Таунса Х., Прохорова А.М. Специалистам удалось получить аппараты импульсного и постоянного действия. К их достоинствам относится повышенная концентрация энергетического луча.Процесс плавления осуществляется на высокой мощности, что позволяет обрабатывать разнородные металлы толщиной до нескольких сантиметров.
Технические особенности:
- большая скорость плавления;
- сохранение свойств и геометрии;
- минимальный показатель остаточных напряжений;
- отсутствие необходимости в присадочных материалах и специальных камер с защищенной средой.
Точность лазерной сварки позволяет обрабатывать изделия сложной конфигурации.
Эти нюансы делают этот вид сварки одним из передовых на современных предприятиях. К недостаткам относится стоимость установки, для некоторых изготовителей покупка является нерентабельным.
Классификация по признакам
По энергетическим
Методы сварки лазером классифицируют по нескольким признакам. Разновидность отличаются по техническим характеристикам и экономическим аспектам. Эти особенности учитываются при выборе конкретной установки.
Каждый вид различается плотностью мощности. Проводится процесс при Е=1-10 МВт/см2. Если уменьшить этот показатель, то другой вид сварки будет более экономически пригодным, к одному из таких относится электродуговая. Применяют три главных режима, которые отличаются по нескольким параметрам:
- t>10-2 c, Е=1-10 МВт/см2. Данный режим подразумевает под собой применение лазеров непрерывного действия. Он подходит для обработки сталей конструкционного типа.
- t<10-3 c, Е=1-10 МВт/см2. Эта разновидность использует установки импульсно-периодического вида. Комбинация высокой мощности и продолжительности процесса действует на металлы с меньшим расходом энергии, в сравнении с предыдущим видом.
- t=10-3 -10-2 c, Е=1-10 МВт/см2. Для режима также применяется импульсно-периодическая установка, он подходит для обработки материала незначительной толщины.
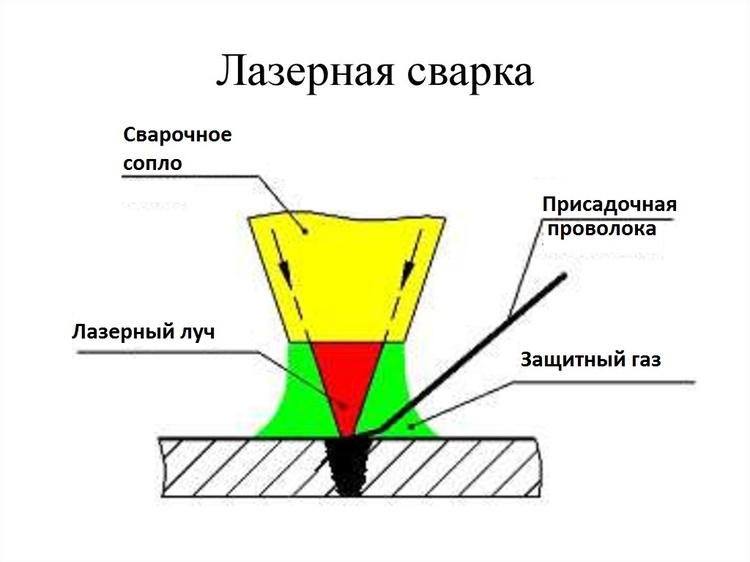 Схема рабочей области включает в себя несколько важных элементов. Лазерный луч выходит из сопла, присадочная проволока обеспечивает усиление шва, а защитный газ противостоит негативным условиям окружающей среды.
Схема рабочей области включает в себя несколько важных элементов. Лазерный луч выходит из сопла, присадочная проволока обеспечивает усиление шва, а защитный газ противостоит негативным условиям окружающей среды.
Рациональный метод выбирается по конкретным условиям, что позволит получить желаемый результат с минимальными экономическими затратами.

Важно! Режимы сварки конструкционных сталей лазером выбираются индивидуально, это напрямую зависит от конкретных условий и поставленных задач.
По экономическим
Первым экономическим аспектом считается скорость сваривания. Он регулирует производительность. Использование лазерных установок непрерывного типа осуществляется на скоростных режимах, которые в 15 раз интенсивнее, чем у простых видов сварки.
Следующий экономический фактор – сокращение затрат металла. Например, обработку детали толщиной 30 мм реализуют за 1 проход без подготовительных мероприятий и использования присадок. Для сварки ручного вида требуется пару заходов.
Концентрированный лазерный луч локального действия – это последний фактор. Благодаря такому действию есть возможность получить сварное закрепление в области с небольшой площадью и сложно доступных местах.
По технологическим
По первому сварка лазером разделяется на метод небольших толщин и обработку глубокого действия. Последнюю разновидность, как правило, используют без присадок, хотя для улучшения степени проплавления и повышения качества свариваемости в зону воздействия подают присадочный материал.

Глубокое проплавление реализуют в защищенной среде.Объекты незначительной толщины сваривают установками непрерывного и импульсно-периодического типа. Первые хорошо себя зарекомендовали в шовной сварке, а вторые – для точечной.
Присадки и специальную среду использовать не обязательно, поскольку на проплавление малых толщин они не оказывают большого влияния. Обработку проводят в газовой среде, если нужно уменьшить вероятность окисления швов.
Область применения
Наибольшая эффективность сварки наблюдается у изделий с толщиной до 10 мм. Метод не получил широкого распространения по экономическим причинам, поскольку стоимость установки и дополнительного оборудования находится на высоком уровне.
Такая обработка используется в тех случаях, когда другие виды сварки применить невозможно и требуется точное сохранение конструкции детали после всех манипуляций. Концентрированное воздействие энергетическим лучом гарантирует минимальное изменение свойств и геометрии изделия. Это отличное решение для соединения сложно свариваемых металлов , при этом присадки, вакуумные камеры и другие дополнительные элементы не нужны.
Технология
Суть метода заключается в направлении лазерного луча в фокус, где сечение пучка уменьшается. При попадании на деталь концентрированная энергия изменяет структуру металла, температура повышается мгновенно, что приводит к плавлению и образованию сварного шва. Процесс реализуется частичным и полным проплавлением, независимо от положения в пространстве. Для обработки изделий с небольшой толщиной луч расфокусируется.

Импульсное излучение характеризуется формированием сварного шва в виде точек. Установки оборудованы твердотельными лазерами, благодаря высоким техническим характеристикам скорость сварки составляет 5 мм/с. Дополнительно используются присадочные материалы, в роли которых могут выступать лента, проволока, специальный порошок. Они повышают качество сцепления за счет увеличения сечения шва.
Преимущества и недостатки
Актуальность данной методики заключается в наличии большого количества преимуществ. К ним относятся:
- Точная концентрация энергии, за счет чего удается получить изделия высокого качества, причем размер деталей может быть незначительным по радиусу.
- Высокопроизводительные газовые установки позволяют проплавлять узкие швы, что уменьшает область термического действия и уменьшает степень деформации и поверхностного напряжения.
- Сварочные работы проводятся лазером, расположенном на некотором расстоянии от рабочей зоны, что является экономически выгодным решением.
- Оптоволокно и система зеркал дает возможность корректировать положение, что позволяет выполнять сварочные работы любой сложности, например, для труб большого диаметра.
- Одновременно можно скреплять несколько деталей за счет расщепляющих призм.

К негативным качествам лазера относится высокая стоимость оборудования, поэтому такой вариант подходит исключительно для крупных предприятий.
Условия и методы проведения процесса
Высокая концентрация луча достигается за счет ряда отражений от зеркал, которые имеют полусферическую форму. При достижении критического показателя, пучок преодолевает центральную зону первого зеркала и проникает через призмы непосредственно в рабочий участок.
Лазерная резка и сварка металлов производятся при различной локализации заготовок. Глубина плавления корректируется в широком спектре, начиная от поверхностной, заканчивая сквозной. Обработка проводится постоянным либо прерывистым лучом. КПД лазерной технологии небольшой и требует высокой квалификации от рабочего.

Процесс делится на несколько разновидностей:
- Стыковая. Применяется без присадок и порошков, но для обработки требуется защитная среда.
- Внахлест. Соединяемые кромки устанавливаются одна поверх другой. Необходимо обеспечить надежное закрепление заготовок.
Существуют компактные модели для бытового использования, которые позволяют сваривать металлические изделия своими руками.
Аппараты
Оборудование представлено в виде крупногабаритных станков или мобильных устройств:
- ЛАТ-С – станок, предназначенный для наплавки и сварки металлических изделий. Устройство показывает высокие технические характеристики, он оснащается координатными станками автоматического типа, что увеличивает скорость обработки сложных конструкций.
- CLW120 – лазерный сварочный аппарат, который обладает ювелирной точностью. Используется для обработки черных и цветных сплавов, нержавейки и титана. Работает устройство от 220 В, поэтому подходит для бытового применения от электрического щитка.

Сварщик высшей категории Ивлеев А. В.:«Подавляющее большинство моделей для лазерной сварки оборудованы бинокуляром, элемент защищает зрение от негативного воздействия яркого луча и улучшает видимость детали».
С твердым активным элементом
Принцип работы заключается в следующих аспектах:
- Твердый элемент в форме стержня – это источник луча, он находится в специальной камере.
- Лампочка накачки генерирует вспышки света, которые активируют рабочее тело.
 Схема твердотельного лазера
Схема твердотельного лазера
Твердотельная часть производится из рубина, этот материал показал высокие технические характеристики, безопасность и безупречную эффективность.
С элементами на основе газовой среды
Это высокопроизводительные станки, которые работают в сочетании с газовой защитой. Активной средой выступает смесь азота, кислорода, гелия, она поступает под высоким давлением, достигающим более 10 кПа. Возбуждение рабочих газов происходит за счет электрического разряда. КПД устройства не превышает 15%.
Азот и гелий передают энергию углекислому газу, что создает идеальные условия для получения разряда.
Классификация газовых лазеров
По методу охлаждения установки разделяются на две большие группы: с конвективной (интенсивной) и диффузной (замедленной) прокачкой. Последняя используется в однолучевых лазерах с малой мощностью. Конвективную целесообразно монтировать в мощные устройства.
По стороне движения газов относительно электродов зеркал резонатора и газовой камеры, конвективные лазеры разделяются на поперечную и продольную прокачку. Возбуждение смеси осуществляется разрядом высокочастотного или постоянного тока. За охлаждение резонатора и оптических элементов отвечает двухконтурная охладительная система, рабочая смесь остывает теплообменником по типу вода-газ.
Системы транспортировки и фокусировки луча
Эта система включает в себя защитные лучепроводы, зеркало и фокусирующий элемент. Зеркало предназначено для изменения траектории луча и перемещает в рабочую зону. Твердотельные лазеры малой мощности оборудованы специальными призмами и преломляющими зеркалами, которые состоят из многослойного диэлектрического покрытия. Газовые лазеры обладают зеркалами из меди, более мощные устройства используют зеркала с водяной системой охлаждения.

Фокусирующий элемент (тубус) совершает движения относительно обрабатываемой детали. В нем закрепляется линза. Твердотельные лазеры оснащены стеклянными оптическими линзами, для газовых используют призмы из селенида цинка либо хлорида калия. Воздушные шторки защищают линзы от продуктов плавления.
Фокусное расстояние для получения высокой мощности должно составлять около 100-150 мм. уменьшение этого показателя приводит к трудности с отводом вредных продуктов.
При лазерной сварке твердосплавного металла расстояние от источника энергии до рабочей зоны определяется табличным методом.
Газовая защита
Цель системы газовой защиты заключается в уменьшении вероятности окисления в области сварного шва и зоны вокруг него. Она включает в себя сопла разных конструкций. Эти элементы устраняют брызги и пары, которые появляются при сварке. Сопло выбирается в зависимости от уровня химической активности материалов, мощности, глубины плавления. В рабочую зону подается газ, наиболее подходящий по составу.
Перемещение луча и изделия
Свариваемые изделия и энергетический луч перемещаются посредством манипулятора с ЧПУ, который имеет несколько степеней свободы, этот показатель зависит от сложности процесса. Скорость движения может достигать 400 м/ч.
При обработке габаритных деталей с большой массой целесообразнее перемещать луч, а не деталь. Этот процесс реализуется посредством передвижных зеркал. Самой перспективной системой является закрепление инструмента в автоматическом манипуляторе.
Гибридные установки

Гибридная дуговая сварка отлично подходит для создания прямых сварочных швов. Главным преимуществом таких установок является полное сплавление всевозможных профилей без специальной подготовки.Особенность метода заключается в комбинации электрической дуги с энергетическим лучом. Он используется для скрепления деталей большой толщины на повышенной скорости в режиме автомат и низком теплообмене. Качество швов получается на высоком уровне.
Особенности работы с тонкостенными материалами
Сваривание деталей средних и крупных габаритов осуществляется методом плавления по всей толщине. Для этих целей применяются источники высокой концентрации. Главным нюансом при обработке тонкостенных изделий является риск прожечь лист. Во избежание такого результата необходимо контролировать такие показатели:
- мощность;
- фокусировку;
- скорость передвижения энергетического луча.
Для соединения тонкостенных заготовок установку следует выставлять на минимальный показатель мощности. Установка непрерывного типа должна обладать повышенной скоростью передвижения контактного пятна.
При импульсном режиме уменьшают продолжительность импульса и увеличивают скважность. Если плотность потока слишком большая, то прибегают к расфокусировке луча, что уменьшает полезное действие, но устраняет вероятность прожига и разбрызгивания жидкого металла.
Различия в технологиях
Технология соединения деталей методом сварки для каждого металла и сплавов имеет ряд отличительных особенностей. К примеру, параметры обработки стальных изделий марки 30ХГСА требуют предварительной очистки от окалины и следов коррозии. Деталь необходимо высушить, что уменьшит вероятность появления оксидной пленки, пористой структуры и шовных трещин. Область контакта нужно обработать обезжиривающими средствами.
Сталь

Обработка стальных изделий проводится только после тщательной подготовки, она заключается в удалении грязи и влаги. В противном случае есть высокий риск образования дефектов в области, которая была подвержена термическому воздействию. Перекос и зазор между сварными кромками изделий должны быть минимальными. Размер зазора – не больше 7% от толщины плавления.
Прихватки делать рекомендуется только в случае крайней необходимости. Для стальных деталей лучше использовать стыковой метод сварки. Замковая и нахлесточная разновидности имеют высокую чувствительность к концентрированному напряжению. Процесс проводится в аргоновой среде с углекислым газом, в пропорции 3:1. Низкоуглеродистые стали обрабатывают без специальной защитной среды.
Алюминиевые и магниевые сплавы
Плавление магния, алюминия и сплавов этих металлов осложняется их активностью, они вступают в связь с окружающей средой и различными легирующими элементами. Плюс ко всему, сварные кромки покрываются оксидной пленкой. Данные нюансы удается преодолеть за счет концентрированного энергетического луча.
Подготовительные мероприятия не отличаются от тех, которые необходимо проводить перед дуговой сваркой. В их число входит механическая обработка с очисткой, травлением, промывкой горячей водой и зачисткой, что уменьшает риск появления оксидной пленки. Сварка реализуется в защитной среде из гелия или аргона.
Титан и титановые сплавы
При повышенной температуре титан и сплавы на его основе, например, титан технологии вт1 вт20, проявляют чрезмерную активность. Нагрев более 300 градусов провоцирует рост зерен, появляется склонность к формированию холодных трещин, если уровень водорода возрастает. Кромки подготавливаются механической или дробеструйной обработками с травлением химическими реагентами, осветлением, очисткой. Защитной средой выступает очищенный гелий, а остывание изделий целесообразно проводить в аргоне.
Ручная

Соединение изделий может осуществляться за счет ручной лазерной сварки. Малогабаритный станок без труда можно приобрести даже для бытового использования. Причем по доступной цене с высокими техническими характеристиками. Такое оборудование предназначено для:
- ремонта изделий с небольшими габаритными размерами, например, украшения, оправы для очков;
- наплавки;
- полимеров;
- точечной сварки в стык;
- проведения сварочных работ в сфере микроэлектроники;
- коррекции пресс-форм;
- обработки медицинских приборов.
Лазерная сварка – это метод соединения изделий из различных материалов, который приобрел широкое распространение в различных сферах. Бесконтактная технология позволяет взаимодействовать с металлами различных электромеханических свойств. Работа проводится на небольшой площади с высокой мощностью, что позволяет проникать в труднодоступные места. Применение метода ограничено экономическими аспектами из-за высокой стоимости установки.
Пластиковая сварка — Plastic welding
Сварка пластиковых полуфабрикатов
Сварка пластмасс — это сварка полуфабрикатов из пластмасс , описанная в ISO 472 как процесс соединения размягченных поверхностей материалов, как правило, с помощью тепла (кроме сварки растворителем). Сварка термопластов выполняется в три последовательных этапа: подготовка поверхности, приложение тепла и давления и охлаждение. Были разработаны многочисленные методы сварки для соединения полуфабрикатов из пластмассы. Основываясь на механизме тепловыделения на стыке сварки, методы сварки термопластов можно разделить на методы внешнего и внутреннего нагрева, как показано на рис.1.
Рис. 1. Классификация способов сварки полуфабрикатов полимерных материалов.Производство сварного шва хорошего качества зависит не только от методов сварки, но и от свариваемости основных материалов. Следовательно, для пластиков оценка свариваемости имеет большее значение, чем операция сварки (см. Реологическая свариваемость ).
Техника сварки
Для сварки полуфабрикатов из пластмассы используется ряд методов, указанных ниже:
Сварка горячим газом
Сварка горячим газом, также известная как сварка горячим воздухом , представляет собой метод сварки пластмасс с использованием тепла. Специально разработанная тепловая пушка, называемая аппаратом для сварки горячим воздухом , создает струю горячего воздуха, которая размягчает как соединяемые детали, так и пластиковый присадочный стержень, который должен быть из одного или очень похожего пластика. (Сварка ПВХ с акрилом является исключением из этого правила.)
Горячая сварка воздуха / газа представляет собой распространенный метод изготовления для изготовления небольших предметов , таких как химические резервуары , резервуары для воды , теплообменники и водопроводной арматура .
В случае полотен и пленок нельзя использовать присадочный стержень. Два листа пластика нагреваются горячим газом (или нагревательным элементом ), а затем скатываются. Это быстрый процесс сварки, который можно выполнять непрерывно.
Сварочный стержень
Пластиковый сварочный стержень, также известный как термопластический сварочный стержень , представляет собой стержень с круглым или треугольным поперечным сечением, используемый для связывания двух частей пластика вместе. Они доступны в широком диапазоне цветов, чтобы соответствовать цвету основного материала. Сварочный стержень из пластика на катушке известен как «шлиц».
Важным аспектом проектирования и производства пластиковых сварочных стержней является пористость материала. Высокая пористость приведет к образованию пузырьков воздуха (известных как пустоты ) в стержнях, что снизит качество сварки. Таким образом, наивысшим качеством являются пластиковые сварочные прутки с нулевой пористостью, которые называются непористыми .
Термосваривание
Тепловая сварка — это процесс соединения одного термопласта с другим, похожим термопластом, с использованием тепла и давления. При прямом контактном методе термосварки используется постоянно нагретая матрица или уплотнительная планка для подачи тепла к определенной контактной области или пути для уплотнения или сварки термопластов вместе. Термосварка используется во многих областях, включая термосвариваемые соединители, термически активируемые клеи и герметизацию пленкой или фольгой. Распространенные применения процесса термосваривания: соединители с термосваркой используются для соединения ЖК-дисплеев с печатными платами во многих бытовых электронных устройствах, а также в медицинских и телекоммуникационных устройствах. Термоуплотнение продуктов с помощью термоклея используется для удержания прозрачных экранов на потребительских электронных продуктах и для других герметичных термопластичных сборок или устройств, где термоэлемент или ультразвуковая сварка не подходят из-за требований к конструкции детали или других соображений сборки. Термосварка также используется при производстве пленок для анализа крови и фильтрующих материалов для крови, вирусов и многих других устройств с тест-полосками, используемых сегодня в медицине. Ламинатная фольга и пленки часто герметизируются поверх термопластичных медицинских лотков, микротитровальных пластин, бутылок и контейнеров для герметизации и / или предотвращения загрязнения медицинских испытательных устройств, лотков для сбора проб и контейнеров, используемых для пищевых продуктов. Медицинская и пищевая промышленность Производство пакетов или гибких контейнеров используют термосварку для сварки по периметру пластикового материала пакетов и / или для запечатывания отверстий и трубок в пакеты. Для соединения термопластичных материалов, таких как пластмассовые пленки , доступны различные термосварщики: герметик для горячего прутка, импульсный герметик и т. Д.
Сварка от руки
При ручной сварке струя горячего воздуха (или инертного газа) от сварщика одновременно воздействует на зону сварки и кончик сварочного стержня. По мере того как стержень размягчается, он вдавливается в соединение и соединяется с деталями. Этот процесс медленнее, чем большинство других, но его можно использовать практически в любой ситуации.
Сварка наконечником скорости
При скоростной сварке аппарат для сварки пластмасс, похожий на паяльник по внешнему виду и мощности, оснащен трубкой для подачи пластикового сварочного стержня. Наконечник Speed нагревает стержень и основу, в то же время прижимая расплавленный сварочный стержень в нужное положение. В стык закладывают валик из размягченного пластика, а детали и сварочный стержень плавятся. Для некоторых типов пластика, таких как полипропилен, расплавленный сварочный стержень необходимо «смешать» с полурасплавленным основным материалом, который изготавливается или ремонтируется. Эти методы сварки со временем совершенствовались и уже более 50 лет используются профессиональными производителями и ремонтниками пластмасс по всему миру. Метод скоростной сварки наконечником — это гораздо более быстрый способ сварки, и со временем его можно использовать в узких углах. Версия «пистолета» со скоростным наконечником — это, по сути, паяльник с широким плоским наконечником, который можно использовать для плавления сварного шва и присадочного материала для создания соединения.
Экструзионная сварка
Экструзионная сварка позволяет выполнять сварные швы большего размера за один проход. Это предпочтительный метод соединения материалов толщиной более 6 мм. Сварочный пруток втягивается в миниатюрный ручной экструдер для пластика, пластифицируется и выталкивается из экструдера к соединяемым деталям, которые размягчаются струей горячего воздуха, чтобы обеспечить склеивание.
Контактная сварка
Это то же самое, что и точечная сварка, за исключением того, что тепло передается за счет теплопроводности наконечников зажимных приспособлений вместо электрической проводимости. Две пластмассовые детали соединяются вместе, где нагретые наконечники зажимают их, плавясь и соединяя детали в процессе.
Сварка горячей пластиной
Связанный с контактной сваркой, этот метод используется для сварки больших деталей или деталей со сложной геометрией сварного шва. Две свариваемые детали помещаются в инструмент, прикрепленный к двум противоположным плитам пресса. Горячая пластина, форма которой соответствует геометрии сварного шва свариваемых деталей, перемещается в положение между двумя частями. Две противоположные плиты перемещают детали в контакт с горячей плитой, пока тепло не размягчит границы раздела до температуры плавления пластмассы. Когда это условие достигается, горячая пластина удаляется, а детали прижимаются друг к другу и удерживаются, пока сварное соединение не остынет и не затвердеет, чтобы создать прочное соединение.
Оборудование для сварки горячей плиты обычно управляется пневматически, гидравлически или электрически с помощью серводвигателей.
Этот процесс используется для сварки компонентов под капотом автомобиля, компонентов внутренней отделки автомобиля, медицинских фильтрующих устройств, компонентов бытовой техники и других компонентов салона автомобиля.
Бесконтактная / ИК сварка
Подобно сварке горячей пластиной, в бесконтактной сварке для плавления границы раздела сварного шва используется инфракрасный источник тепла, а не горячая пластина. Этот метод позволяет избежать прилипания материала к горячей пластине, но является более дорогостоящим и трудным для достижения однородных сварных швов, особенно на геометрически сложных деталях.
Сварка высокой частотой
Высокочастотная сварка, также известная как диэлектрическая сварка или радиочастотная (RF) термосварка, — это очень зрелая технология, которая существует с 1940-х годов. Высокочастотные электромагнитные волны в диапазоне радиочастот могут нагревать определенные полимеры до размягчения пластика для соединения. Нагретые пластмассы свариваются под давлением. Тепло генерируется внутри полимера за счет быстрой переориентации некоторых химических диполей полимера, что означает, что нагрев может быть локализованным, а процесс может быть непрерывным.
Только определенные полимеры, содержащие диполи, могут нагреваться радиочастотными волнами, в частности полимеры с высокой мощностью потерь. Среди них ПВХ , полиамиды (PA) и ацетаты обычно свариваются по этой технологии. На практике два куска материала помещаются на настольный пресс, который оказывает давление на обе поверхности. Плашки используются для управления процессом сварки. Когда пресс собирается вместе, высокочастотные волны (обычно 27,120 МГц ) проходят через небольшую область между штампом и столом, где происходит сварка. Эта высокая частота (радиочастота) нагревает пластик, который сваривается под давлением, принимая форму матрицы.
ВЧ-сварка является быстрой и относительно простой в выполнении, вызывает ограниченное разрушение полимера, даже при сварке толстых слоев, не образует дыма, требует умеренного количества энергии и может создавать водо-, воздухо- и бактериозащитные швы. Параметры сварки — это мощность сварки, время (нагрев и охлаждение) и давление, а температура, как правило, напрямую не контролируется. Вспомогательные материалы также могут быть использованы для решения некоторых сварочных задач. Этот тип сварки используется для соединения полимерных пленок, используемых в различных отраслях промышленности, где требуется прочное герметичное уплотнение. В тканевой промышленности RF чаще всего используется для сварки тканей с покрытием из ПВХ и полиуретана (ПУ). Другие материалы, обычно свариваемые с использованием этой технологии, — нейлон, ПЭТ, ПЭВА, ЭВА и некоторые АБС-пластмассы. Соблюдайте осторожность при сварке уретана, так как известно, что при плавлении он выделяет газы цианида.
Индукционная сварка
Когда электрический изолятор, например пластик, заделан материалом, обладающим высокой электропроводностью, например металлами или углеродными волокнами, может выполняться индукционная сварка. Сварочный аппарат содержит индукционную катушку, на которую подается высокочастотный электрический ток. Это создает электромагнитное поле, которое действует либо на электропроводящую, либо на ферромагнитную заготовку. В электропроводной заготовке основным эффектом нагрева является резистивный нагрев, который возникает из-за индуцированных токов, называемых вихревыми токами . Индукционная сварка термопластов, армированных углеродным волокном, — это технология, обычно используемая, например, в аэрокосмической промышленности.
В ферромагнитной заготовке пластмассы можно сваривать индукционной сваркой путем добавления в них металлических или ферромагнитных соединений, называемых токоприемниками . Эти приемники поглощают электромагнитную энергию от индукционной катушки, нагреваются и отдают свою тепловую энергию окружающему материалу за счет теплопроводности.
Сварка под давлением
Инжекционная сварка аналогична / идентична экструзионной сварке, за исключением того, что с помощью определенных наконечников на ручном сварочном аппарате можно вставить наконечник в пластиковые дефектные отверстия различных размеров и залатать их изнутри. Преимущество состоит в том, что не требуется доступа к задней части дефектного отверстия. Альтернативой является заплатка, за исключением того, что ее нельзя шлифовать заподлицо с исходным окружающим пластиком до такой же толщины. Для этого процесса лучше всего подходят полиэтилен и полипропилен. Пример такого инструмента — Drader injectiweld.
Ультразвуковая сварка
При ультразвуковой сварке высокочастотная (от 15 кГц до 40 кГц) вибрация низкой амплитуды используется для создания тепла за счет трения между соединяемыми материалами. Интерфейс двух частей специально разработан для концентрации энергии для максимальной прочности сварного шва. Ультразвук можно использовать практически для всех пластиковых материалов. Это самая быстрая технология термосваривания.
Сварка трением
При сварке трением две собираемые детали трутся друг о друга с более низкой частотой (обычно 100–300 Гц) и большей амплитудой (обычно от 1 до 2 мм (0,039–0,079 дюйма)), чем при ультразвуковой сварке. Трение, вызванное движением, в сочетании с давлением зажима между двумя частями создает тепло, которое начинает плавить области контакта между двумя частями. В этот момент пластифицированные материалы начинают образовывать слои, которые переплетаются друг с другом, что приводит к прочному сварному шву. По завершении вибрационного движения детали остаются скрепленными, пока сварное соединение не остынет, а расплавленный пластик не затвердеет. Движение трения может быть линейным или орбитальным, и конструкция соединения двух частей должна допускать это движение.
Спиновая сварка
Спиновая сварка — это особый вид сварки трением. В этом процессе один компонент с круглым сварным швом остается неподвижным, в то время как сопрягаемый компонент вращается с высокой скоростью и прижимается к неподвижному компоненту. Вращательное трение между двумя компонентами выделяет тепло. Когда соединяемые поверхности достигают полурасплавленного состояния, прядение резко останавливается. Усилие на два компонента сохраняется до тех пор, пока сварное соединение не остынет и не затвердеет. Это обычный способ производства пластиковых колес для легких и средних нагрузок, например, для игрушек, тележек для покупок, мусорных баков и т. Д. Этот процесс также используется для приваривания различных отверстий портов в компонентах под капотом автомобилей.
Лазерная сварка
Этот метод требует, чтобы одна часть пропускала лазерный луч, а другая часть — поглощала, или покрытие на границе раздела — поглощало луч. Две части подвергаются давлению, пока лазерный луч движется по линии соединения. Луч проходит через первую часть и поглощается другой частью или покрытием, выделяя достаточно тепла для смягчения границы раздела, создавая прочный сварной шов.
Полупроводниковые диодные лазеры обычно используются при сварке пластмасс. Длины волн в диапазоне от 808 нм до 980 нм могут использоваться для соединения различных комбинаций пластиковых материалов. В зависимости от материалов, толщины и желаемой скорости процесса необходимы уровни мощности от менее 1 Вт до 100 Вт.
Диодные лазерные системы имеют следующие преимущества при соединении пластиковых материалов:
- Чище, чем клеевое соединение
- Нет засорения микронасадок
- Отсутствие жидкости или паров, влияющих на качество поверхности
- Без расходных материалов
- Более высокая пропускная способность
- Доступ к деталям сложной геометрии
- Высокий уровень контроля процесса
Требования к высокопрочным соединениям включают адекватную передачу через верхний слой, поглощение нижним слоем, совместимость материалов (смачивание), хорошую конструкцию соединения (давление зажима, площадь соединения) и более низкую удельную мощность.
Некоторые материалы, которые можно соединять, включают полипропилен , поликарбонат , акрил , нейлон и АБС .
Конкретные области применения включают герметизацию, сварку или соединение: мешков для катетеров, медицинских контейнеров, ключей дистанционного управления автомобилем, кожухов кардиостимуляторов, соединений с контролем вскрытия шприцев, узлов фар или задних фонарей, корпусов насосов и деталей сотовых телефонов.
Прозрачная лазерная сварка пластика
Новая технология волоконного лазера позволяет получать более длинные волны лазера, с лучшими результатами обычно около 2000 нм, что значительно больше, чем в среднем от 808 до 1064 нм диодного лазера, используемого для традиционной лазерной сварки пластмасс. Поскольку эти более длинные волны легче поглощаются термопластами, чем инфракрасное излучение традиционной сварки пластмасс, можно сваривать два прозрачных полимера без каких-либо красителей или поглощающих добавок. Обычные приложения для таких устройств, как катетеры и микрофлюидные устройства, в основном будут приходиться на медицинскую промышленность. Интенсивное использование прозрачных пластиков, особенно гибких полимеров, таких как TPU, TPE и PVC, в производстве медицинских устройств делает прозрачную лазерную сварку естественной. Кроме того, для этого процесса не требуются добавки или красители, поглощающие лазер, что значительно упрощает тестирование и соблюдение требований биосовместимости.
Сварка растворителем
При сварке растворителем применяется растворитель, который может временно растворять полимер при комнатной температуре. Когда это происходит, полимерные цепи могут свободно перемещаться в жидкости и могут смешиваться с другими аналогично растворенными цепями в другом компоненте. По прошествии достаточного времени растворитель проникнет через полимер в окружающую среду, так что цепи потеряют подвижность. В результате остается сплошная масса перепутанных полимерных цепей, образующая сварной шов растворителем.
Этот метод обычно используется для соединения труб из ПВХ и АБС, как в бытовой сантехнике. «Склейка» моделей из пластика (поликарбоната, полистирола или АБС) также является процессом сварки растворителем.
Дихлорметан (хлористый метилен) может сваривать поликарбонат и полиметилметакрилат растворителем. Это основной ингредиент некоторых цементов на основе растворителей. Пластмасса АБС обычно сваривается с растворителями на основе ацетона, которые часто продаются в виде разбавителей для краски или в небольших контейнерах в качестве жидкости для снятия лака.
Сварка растворителем является распространенным методом изготовления пластмасс и используется производителями дисплеев в магазинах, держателей для брошюр, футляров для презентаций и пылезащитных чехлов. Еще одно популярное использование растворителей в сегменте хобби — создание моделей из литьевых комплектов для масштабных моделей самолетов, кораблей и автомобилей, в которых преимущественно используется полистирол .
Испытание пластиковых швов
Для проверки сварных швов из пластика существует несколько требований как к инспектору, так и к методу испытаний. Кроме того, существует два разных типа проверки качества сварных швов. Эти два типа — это разрушающий и неразрушающий контроль. Разрушающий контроль служит для аттестации и количественной оценки сварного соединения, тогда как неразрушающий контроль служит для выявления аномалий, разрывов, трещин и / или щелей. Как следует из названий этих двух испытаний, при разрушающем испытании разрушается проверяемая деталь, в то время как при неразрушающем контроле испытательный образец может быть использован впоследствии. Для каждого из этих типов доступно несколько методов. В этом разделе излагаются некоторые требования к испытаниям сварных швов пластмасс, а также различные типы разрушающих и неразрушающих методов, которые применимы к сварке пластмасс, а также рассматриваются некоторые преимущества и недостатки.
Требования к тестированию
Некоторые стандарты, такие как Американское общество сварки (AWS), требуют, чтобы лица, проводящие проверку или испытания, имели определенный уровень квалификации. Например, AWS G1.6 — это Спецификация для аттестации инспекторов по сварке пластмасс для сварки горячим газом, экструзией горячим газом и стыковой термопластической сварки с подогревом инструмента. Этот конкретный стандарт диктует, что для проверки пластиковых сварных швов инспектору требуется один из 3 различных уровней квалификации. Этими уровнями являются младший инспектор по сварке пластмасс (APWI), инспектор по сварке пластмасс (PWI) и старший инспектор по сварке пластмасс (SPWI). У каждого из этих уровней разные обязанности. Например, APWI должен иметь прямой надзор за PWI или SPWI, чтобы провести инспекцию или подготовить отчет. Эти три разных уровня сертификации также имеют разные требования к возможностям, образованию и экзаменам. Кроме того, они должны иметь возможность поддерживать эту квалификацию каждые 3 года.
Разрушительное тестирование
Тестирование на изгиб
При испытании на изгиб тестовый купон сгибается с помощью плунжера до желаемой степени. Эта испытательная установка показана на рисунке 2.
Рисунок 2: Настройка теста на изгибСписок минимальных углов изгиба и смещения ползуна для различных пластиковых материалов можно найти в стандартах DVS, DVS2203-1 и DVS2203-5. Некоторая информация о скоростях цилиндра, угле изгиба и перемещении от DVS2203-1 показана в Таблице 1 и Таблице 2.
| Материал | Скорость испытания [мм / мин] |
| Полиэтилен высокой плотности | 50 |
| Полипропилен (PP-R) | 50 |
| Полипропилен (PP-H, PP-B) | 20 |
| Поливинилиденфторид | 20 |
| Поливинилхлорид — непластифицированный | 10 |
| Толщина образца s [мм] | Угол изгиба [град.] | Смещение плунжера [мм] |
| 3 <с ≤ 5 | 160 | 60 |
| 5 <с ≤ 15 | 160 | 70 |
| 16 <с ≤ 20 | 160 | 85 |
| 21 <с ≤ 25 | 160 | 170 |
| 26 <с ≤ 30 | 160 | 150 |
Одним из основных преимуществ испытания на изгиб является то, что он предоставляет качественные данные для деформации растяжения, сжатия и сдвига. Эти результаты обычно приводят к более высокому уровню уверенности в качестве сварного соединения и процесса. Напротив, некоторые из недостатков заключаются в том, что требуется несколько образцов для испытаний. Обычно рекомендуется использовать как минимум 6 различных тестовых образцов. Другой недостаток состоит в том, что он не дает конкретных значений для оценки конструкции соединения. Более того, могут потребоваться большие усилия для подготовки детали к испытаниям. Это может привести к увеличению стоимости и сроков в зависимости от сложности детали. Наконец, как и при всех разрушающих испытаниях, деталь и / или сварной шов разрушаются и не могут быть использованы.
Испытание на растяжение
При проведении испытания на растяжение образец для испытаний вытягивают до тех пор, пока он не сломается. Этот тест является количественным и обеспечивает предел прочности на разрыв, деформацию, а также энергию разрушения, если к образцу прикреплены экстензометры. Кроме того, результаты испытания на растяжение нельзя перенести на результаты испытания на ползучесть. Скорость вытягивания образца зависит от материала. Кроме того, форма образца также имеет решающее значение. DVS2203-5 и AWS G1.6 — отличные источники для предоставления этих подробностей. Примеры форм показаны на рисунках с 3 по 5. Кроме того, в таблице 3 показана скорость испытания для каждого материала.
Рисунок 3: Образец для испытаний на растяжение, форма 1 Рисунок 4: Образец для испытаний на растяжение, форма 2| Материал | Скорость тестирования [мм / мин] |
| PE | 50 ± 10% |
| PP-R | 50 ± 10% |
| ПА 12 | 50 ± 10% |
| PP-H | 20 ± 10% |
| PP-B | 20 ± 10% |
| ПВДФ | 20 ± 10% |
| PE, электропроводящий | 20 ± 10% |
| E-CTFE | 20 ± 10% |
| ПВХ-У | 10 ± 20% |
| ПВХ-С | 10 ± 20% |
Одним из преимуществ испытания на растяжение является то, что он предоставляет количественные данные о сварном шве как для сварного шва, так и для основного материала. Кроме того, легко провести испытание на растяжение. Основным недостатком этого тестирования является объем подготовки, необходимый для его проведения. Еще одним недостатком является то, что он не обеспечивает длительную сварку. Кроме того, поскольку это тоже разновидность разрушающего теста, деталь уничтожается, чтобы собрать эти данные.
Испытания на удар
Также известное как испытание на удар при растяжении, испытание на удар использует образец, зажатый в маятнике. Испытуемый образец выглядит так, как показано на рисунке 4. Маятник наклоняется и ударяет образец о наковальню, разбивая образец. Это испытание позволяет определить энергию удара для сварного шва и основного материала. Кроме того, удлинение остаточного разрушения можно рассчитать путем измерения длины образца после испытания. Основное преимущество этого теста — получение количественных данных. Еще одно преимущество — простота настройки. Недостатки заключаются в том, что он также требует большой подготовки для проведения этого теста. Кроме того, как и при испытании на растяжение, долговременные характеристики сварного шва не определяются, и деталь разрушается.
Испытание на ползучесть
Существует два типа испытаний на ползучесть: испытание на ползучесть при растяжении и испытание на разрыв при ползучести. Оба испытания на ползучесть оценивают долговременные сварочные характеристики испытуемого образца. Эти испытания обычно проводятся в среде при постоянной температуре и постоянном напряжении. Для этого теста требуется минимум 6 образцов, чтобы получить достаточно данных для проведения статистического анализа. Преимущество этого испытания состоит в том, что он предоставляет количественные данные о долговременных характеристиках сварки; Однако у него есть и недостатки. Чтобы подготовить образцы и записать, откуда именно был взят образец, и использованный метод удаления, необходимо приложить немало усилий. Это очень важно, поскольку то, как образец удаляется из основной части, может сильно повлиять на результаты испытаний. Кроме того, должен быть строгий контроль тестовой среды. Отклонение температуры среды может привести к резкому изменению времени разрыва при ползучести. В некоторых случаях изменение температуры на 1 градус Цельсия влияло на время разрыва при ползучести на 13%. Наконец, этот тест снова является разрушающим, поэтому хост-часть будет уничтожена при проведении этого типа теста.
Неразрушающий контроль
Визуальный осмотр
Визуальный осмотр, как следует из названия, представляет собой визуальный осмотр сварной конструкции. Инспектор обычно ищет визуальные признаки, такие как обесцвечивание, дефекты сварных швов, неоднородности, пористость, зазубрины, царапины и т. Д. Обычно визуальный контроль разбивается на различные категории или группы в соответствии с квалификационными критериями проверки. Эти группы могут различаться в зависимости от стандартов, и каждая группа имеет определенный уровень недостатков, который они считают приемлемым. Стандарт DVS2202-1 содержит 5 таблиц и диаграмму, в которых показаны различные типы дефектов, обнаруженные при визуальном осмотре, и их допустимые критерии приемки.
Визуальный осмотр очень выгоден тем, что он быстрый, простой, недорогой и требует очень простых инструментов и датчиков для проведения. Поскольку это происходит очень быстро, обычно требуется визуальный контроль сварного шва, прежде чем можно будет провести какие-либо дополнительные неразрушающие испытания образца. Напротив, проверку должен проводить человек, обладающий большим опытом и навыками. Кроме того, этот тип испытаний не дает никаких данных о качестве сварного шва. Из-за низкой стоимости, если есть подозрение, что в какой-либо части есть проблемы, последующее тестирование может быть проведено без особых первоначальных вложений.
Рентгеновское обследование
Рентгеновское испытание пластмасс аналогично испытанию металлических сварных деталей, но использует гораздо более низкую интенсивность излучения из-за того, что пластмассы имеют более низкую плотность, чем металлы. Рентгеновское обследование используется для обнаружения дефектов, находящихся под поверхностью. Эти недостатки включают пористость, твердые включения, пустоты, трещины и т. Д. Рентгеновские лучи пропускают излучение через исследуемый объект на пленку или камеру. Эта пленка или камера создадут изображение. Различная плотность объекта будет отображаться на изображении в виде разных оттенков, таким образом показывая, где расположены дефекты. Одним из преимуществ рентгеновского излучения является то, что он позволяет быстро выявить дефекты как на поверхности, так и внутри сварного шва. Кроме того, рентгеновский снимок можно использовать для широкого спектра материалов. Их можно использовать для создания записи на будущее. Одним из недостатков рентгеновского излучения является то, что он дорогостоящий и трудоемкий. Другой заключается в том, что его нельзя использовать для оценки качества сварного шва или оптимизации параметров процесса. Кроме того, если несплошность не совмещена должным образом с пучком излучения, ее может быть трудно обнаружить. Четвертый недостаток заключается в том, что требуется доступ к обеим сторонам измеряемого компонента. Наконец, это представляет опасность для здоровья из-за излучения, которое передается во время рентгеновского процесса.
Ультразвуковой контроль
В ультразвуковом контроле используются высокочастотные звуковые волны, проходящие через сварной шов. Волны отражаются или преломляются, если попадают в указатель. Отраженная или преломленная волна будет иметь другое количество времени, необходимое для прохождения от передатчика к приемнику, чем при отсутствии индикации. Это изменение во времени — то, как обнаруживаются недостатки. Первое преимущество ультразвукового контроля заключается в том, что оно позволяет относительно быстро обнаруживать дефекты внутри сварного шва. Этот метод испытаний также позволяет обнаруживать дефекты глубоко внутри детали. Кроме того, его можно проводить с доступом только с одной стороны детали. В отличие от этого, у использования ультразвукового контроля есть несколько недостатков. Во-первых, его нельзя использовать для оптимизации параметров процесса или оценки качества сварного шва. Во-вторых, это затратно и трудоемко. Для проведения теста также требуются опытные техники. Наконец, существуют материальные ограничения для пластмасс из-за ограничений по пропусканию ультразвуковых волн через некоторые из пластмасс. Изображение на рисунке 6 показывает пример ультразвукового контроля.
Рисунок 6: Обнаружение дефектов ультразвуковым контролем.Испытание на утечку высокого напряжения
Испытание высоким напряжением также известно как испытание искрой. В этом типе испытаний для покрытия сварного шва используется электропроводящая среда. После того, как на сварной шов нанесено покрытие, на него воздействуют высоковольтным датчиком. Это испытание показывает признаки утечки в сварном шве, когда в сварном шве наблюдается дуга. Преимущество этого типа тестирования состоит в том, что он позволяет быстро обнаружить дефекты внутри сварного шва, и вам нужно иметь доступ только к одной стороне сварного шва. Одним из недостатков этого типа испытаний является отсутствие возможности оценить качество сварного шва. Кроме того, сварной шов необходимо покрыть проводящим материалом.
Испытание на герметичность
При испытаниях на герметичность или герметичность для создания давления в детали используется жидкость или газ. Этот тип испытаний обычно проводится на пробирках, контейнерах и сосудах. Другой способ проверить на герметичность одну из этих структур — создать вакуум. Одним из преимуществ является то, что это простой и быстрый способ обнаружения дефекта сварного шва. Кроме того, его можно использовать для различных материалов и форм деталей. С другой стороны, у него есть несколько недостатков. Во-первых, невозможно оценить качество сварного шва. Во-вторых, это связано с опасностью взрыва, если во время испытаний возникает избыточное давление. Наконец, это ограничивается трубчатыми конструкциями.
Смотрите также
Ссылки
дальнейшее чтение
- Дж. Алекс Нойман и Франк Дж. Бокофф, «Сварка пластмасс», 1959, издательство Рейнхольда.
- Безопасность при использовании радиочастотных диэлектрических нагревателей и герметиков, ISBN 92-2-110333-1
- Майкл Дж. Тротон, «Справочник по соединению пластмасс, Практическое руководство», 2-е изд., 2008 г., ISBN 978-0-8155-1581-4
- Трес, Пол А., «Проектирование пластиковых деталей для сборки», 6-е изд., 2006 г., ISBN 978-1-5699-0401-5
- Грюэлл, Дэвид А., Бенатар, Авраам, Пак, Джун Бу, «Справочник по сварке пластмасс и композитов», 2003 г., ISBN 1-56990-313-1
О сварке горячими пластинами — термическая сварка термопластов
Сварка горячей пластиной — это метод термической сварки, позволяющий производить прочные, герметичные сварные швы на деталях из термопласта. При жестко контролируемом использовании тепловой энергии детали из термопласта можно очень быстро нагреть до температур расплава, а затем соединить вместе.
Тепловое тепло подводится к границе раздела каждой половины детали с помощью плиты с точным контролем температуры, состоящей из нескольких картриджных нагревателей с равномерным распределением температуры.
Процесс сварки горячей плиты:
Шаг первый
Половинки детали помещаются в прецизионные зажимные приспособления и надежно захватываются ими, которые обеспечивают адекватную опору и точное совмещение половин детали на протяжении всего процесса сварки горячей пластины.
Шаг второй
Для нагрева зоны соединения деталей между половинами детали помещается термически нагретая плита. Удерживающие приспособления расположены близко, чтобы сжимать и оплавлять половинки детали, которые должны быть приварены к плите, смещая материал только в области соединения
Шаг третий
Сжатие и перемещение материала продолжаются до тех пор, пока не будут достигнуты точные жесткие ограничения, встроенные в инструмент.Тепловое тепло продолжает проникать в материал, даже если сжатие и смещение прекратились.
Четвертая ступень
После того, как область стыка достигнет температуры расплава, зажимные приспособления открываются и нагревательная плита снимается.
Шаг пятый
Затем зажимные приспособления закрываются, прижимая две части друг к другу до тех пор, пока жесткие упоры удерживающих приспособлений не войдут в контакт друг с другом.
Шаг шестой
Когда охлаждение завершено, захватный механизм в одном из удерживающих приспособлений освобождает деталь, удерживающие приспособления открываются, и готовую деталь можно удалить.
У нас обширная линейка сварочных аппаратов для горячей плиты. Доступны конфигурации с вертикальными или горизонтальными плитами (см. Ниже). Каждый из наших сварочных аппаратов для горячей плиты, от машин с ручной загрузкой и разгрузкой до полуавтоматических и полностью автоматизированных поточных систем, спроектирован с учетом конкретного диапазона требований.
Сравнение вертикальных и горизонтальных опорных систем:
Вертикальный | горизонтальный |
| Легко вручную загрузить обе половины детали в инструмент, обеспечивая точное и повторяемое выравнивание во время сварки. | Сложнее вручную загрузить обе половинки детали, так как доступ к верхнему инструменту может быть проблематичным с точки зрения эргономики. |
| Не идеально, когда внутренние компоненты ослаблены внутри половин детали перед сваркой. | Идеальная система для проектирования деталей, когда внутренние компоненты незакреплены внутри нижней части перед сваркой. |
| Оператор не может просто загрузить половинки детали за пределы машины. | Позволяет вручную загружать половинки деталей вне машины (требуется загрузка ящика и автоматический подбор верхней половины). |
| Для точного совмещения половин детали или инструментария не требуется специальных элементов размещения. | При использовании автоматического захвата верхней половины детали требуются специальные элементы размещения в самих формованных деталях или в инструментах (увеличивает стоимость / сложность инструмента). |
| Более быстрая смена инструмента, чем у большинства горизонтальных станков, предлагаемых сегодня. | Обычно более медленная смена инструмента. |
| Сложнее автоматизировать (часто требуется роботизация). | Очень легко автоматизировать, когда используется дополнительная нагрузка на выдвижной ящик и автоматическое опускание детали на конвейерную ленту. |
| Не идеально для автоматического падения детали (на конвейерную ленту) после сварки. | Позволяет легко автоматически опускать детали на конвейерную ленту после сварки (при наличии дополнительной загрузки выдвижного ящика). |
| Крепление с двойным движением (влево и вправо) позволяет независимо контролировать силу / скорость на каждой половине детали, как относительно нагревательной плиты, так и друг относительно друга. | Крепление с одинарным движением (только верхнее) позволяет независимо контролировать силу / скорость только верхней половины. |
Критические параметры сварочного аппарата для горячей плиты:
- Температура
- Время плавления (детали против нагретой плиты)
- Переходное время (также известное как «Открытие») между этапами плавления и сварки / уплотнения
- Время сварки / запечатывания (детали соединены вместе)
- Глубина расплава (контролируется упорами)
- Глубина сварного шва / уплотнения (регулируется ограничителями)
- Сила расплава
- Усилие сварки / уплотнения
Время и температура:
Температура плиты для плавления границы раздела деталей зависит от типа соединяемого пластика.Каждый термопласт имеет характеристическую кривую время / температура плавления, и сварной шов можно производить при любой температуре на кривой. Обычно для минимизации времени цикла выбирается максимально возможная температура в кратчайшие сроки. Типичный диапазон температур горячей плиты составляет от 300 ° до 950 ° F.
Типы сварных швов горячей плиты:
Низкотемпературные
- Температура ниже 500 ° F
- Для низкотемпературных инструментов требуются вставки для нагревательной плиты с тефлоновым покрытием или тефлоновая ткань.
- Обычно покрытие / ткань необходимо заменять каждые 1500-8000 циклов.
- Используется в медицине даже с высокотемпературными материалами для устранения загрязнения / обесцвечивания / увеличения прочности сварных швов.
- Типичное время цикла составляет 20-40 секунд.
Высокая температура
- Температура выше 500 ° F
- Высокотемпературные инструменты обычно изготавливаются из инструментальной стали P-20.
- Обычно не требуется антиадгезионных покрытий
- Остатки расплава дымятся или требуют очистки щеткой (нейлон)
- Наличие дыма / дыма: требуется удаление выхлопных газов / дыма или очистка воздуха
- Типичное время цикла составляет 10-30 секунд.
Бесконтактный
- Обычно температура выше 900 ° F
- Без остатков на плите.
- Материал не обесцвечивается.
- Требуются точные допуски формования.
- Не ограничивается плоскими сопрягаемыми поверхностями.
- Типичное время цикла превышает 40 секунд.
- Техника является наиболее сложной и реже используемой при производстве горячей плиты.
High Temp vs.Низкотемпературная сварка горячей плиты:
КОНТАКТНАЯ СВАРКА ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ(выше 500 ° F) | КОНТАКТНАЯ СВАРКА ПРИ НИЗКИХ ТЕМПЕРАТУРАХ(500 ° F или меньше) |
| Более быстрое время цикла: | Более медленное время цикла: |
| Покрытие не требуется. Остатки дымятся через вытяжной вентилятор. Меньше обслуживания. | Требуется тефлоновое покрытие или ткань из стекловолокна с тефлоновым покрытием для нагревательной плиты или поверхности вставки. Более высокое обслуживание. |
| Процесс подходит для различных материалов (некоторые ограничения). | Процесс подходит для различных материалов (некоторые ограничения). |
| Процесс может соединять некоторые разнородные материалы (более широкий диапазон). | Процесс может соединять некоторые разнородные материалы (ограниченное количество). |
| Не подходит для сварки полиэтилена (материал чрезмерно прилипает к сердечнику нагревательной плиты). | Идеально подходит для сварки полиэтилена. |
| Простая сварка полипропилена. | Может сваривать полипропилен (в условиях чистых медицинских помещений требуется низкая температура). |
| Максимальная прочность при сварке нейлона. Включает в себя сердцевины сверхвысокотемпературных нагревательных пластин, которые необходимо очищать металлическими щетками каждый цикл, чтобы смыть скопившиеся остатки материала. | Более низкая прочность при сварке нейлона (слишком низкая температура). |
| Наполнители в материале могут накапливаться на нагревательной плите, требуя периодической очистки (автоматические системы очистки доступны на некоторых моделях). | Наполнители в материале редко вызывают потребность в усиленной очистке, так как налет возникает только тогда, когда необходимо заменить тефлоновое покрытие / ткань. |
| Дым и пары являются обычным явлением, так как остатки сжигаются на сердечнике нагревательной плиты между циклами (может потребоваться вентиляция). | Практически нет дыма или дыма во время процесса сварки при низкой температуре. |
Контактная и бесконтактная сварка горячей пластиной:
КОНТАКТНАЯ СВАРКА(Высокая или низкая температура) | БЕСКОНТАКТНАЯ СВАРКА(Очень высокая температура выше 900ºF) |
| Более быстрое время цикла: | Более медленное время цикла: |
| Более высокое обслуживание.Тефлоновое покрытие или ткань из стекловолокна с тефлоновым покрытием требуется на нагревательной плите или на поверхности вставки с некоторыми материалами. Некоторые наполнители в высокотемпературных материалах оставляют на валике остатки, которые необходимо чистить щеткой / протирать несколько раз в день. | Низкое техническое обслуживание. Покрытие не требуется, независимо от свариваемого материала. |
| Детали можно сваривать без абсолютной точности, поскольку стыковые поверхности будут параллельны друг другу на этапе плавления, когда полимер контактирует с нагревательной плитой. | Детали должны быть отформованы более точно, поскольку отсутствует контактная стадия плавления для выравнивания / параллельности стыковых поверхностей. |
| Флэш-ловушки могут потребоваться в косметических целях при контактной сварке. | Из-за ограниченного смещения материала ловушки вспышки часто не требуются. |
| Обычно температура ниже 900ºF. Ограниченный риск термического повреждения несоединенных участков деталей в непосредственной близости от источника тепла. | Температура часто превышает 900ºF. Высокий риск термического повреждения не стыковочных участков деталей в непосредственной близости от источника тепла. |
контактная сварка — определение — английский
Пример предложений с «контактной сваркой», память переводов
патент-wipoMaster разъединитель с выключателем контактной сваркиpatents-wipoМетод стыковой контактной сварки оплавлением пары деталей контакты, сварочные соединители, соединителиstmClassТермоконтактные сварочные аппаратыmClassАвтоматические сварочные аппараты, в частности машины для контактной сварки, контактной сварки и соединения катушек, патенты-wipoУстройство электрического скользящего контакта, сварочная головка для роликовых сварочных аппаратов и сопутствующих роликовых сварочных аппаратов В соответствии с изобретением мембрана для выравнивания давления (3) приваривается к держателю (1) посредством термической контактной сварки.Патенты-wipoВ соленоидном переключателе плунжер и толкающий стержень могут быть прочно соединены друг с другом, что позволяет эффективно избежать контактной сварки. способ изготовления такого сварочного контактного наконечника; Способ применения сварочного аппарата с токопроводящей щеткой Патенты-wipo Метод контактной стыковой сварки оплавлением пары деталей предусматривает частичное оплавление деталей (1, 2) и их стягивание между собой. патенты-wipo и связаться с ShellEurLex-2 Rhône-Poulenc собирались обратиться в Welding с просьбой «приостановить любые продажи, пока мы предпринимаем текущие усилия по повышению рыночной цены метионина» (стр.WikiMatrix Холодная сварка или контактная сварка — это процесс сварки в твердом состоянии, при котором соединение происходит без плавления / нагрева на границе раздела двух свариваемых частей. наконечник для сваркиpatents-wipo Традиционные методы клеевой и контактной сварки для удержания вместе картонных и пластиковых компонентов композитного укупорочного средства имеют ряд недостатков и не поддаются массовому производству.Патенты-wipo Композитный стержень и способ его производства, а также контактный наконечник для дуговой сварки и электрод для контактной сварки, состоящий из композитного стержня Сварка, электронно-лучевая сварка или ионно-лучевая сварка. Сварочный аппарат для контактно-оплавления нагревательным элементом труб и фитингов из полиэтилена диаметром от 225 до 500 мм.Сварочный аппарат для контактной сварки оплавлением нагревательным элементом труб и фитингов из полиэтилена диаметром от 800 до 1200 мм.Квалифицированные специалисты поддержат вас инновационными разработками, обеспечивая экономичное производство и постоянную конкурентоспособность. Хорошо обученная команда, имеющая опыт контактной сварки, выполнит ваш проект в соответствии с высокими стандартами качества и позаботится о своевременной доставке. EURLex-2- УЛУЧШЕНИЕ ИСПОЛЬЗОВАНИЯ УГЛЕРОДА В ЭЛЕКТРИЧЕСКИХ КОНТАКТАХ, АНОДНЫХ СВАРОЧНЫХ ЭЛЕКТРОДАХ.Показаны страницы 1. Найдено 524 предложения с фразой контактная сварка.Найдено за 12 мс.Накопители переводов создаются человеком, но выравниваются с помощью компьютера, что может вызвать ошибки. Найдено за 1 мс.Накопители переводов создаются человеком, но выравниваются с помощью компьютера, что может вызвать ошибки. Они поступают из многих источников и не проверяются. Имейте в виду.
.Найдите ближайшего к вам субподрядчика!
3D-лазер
3D-принтер
Анодирование — Линия обработки
Антикоррозийная камера
Шарнирно-сочлененный робот для лазерной резки / лазерной сварки
Автоматическая дробеструйная машина
Автоматическая машина для резки и обжима проволоки
Гибочная машина
— Трубки
Сверлильный станок — 4 оси
Сверлильный станок — 5 осей
Мостовой / портальный кран
Щеточный станок
Катафорез — Линия обработки
Цепная пила для алюминия / ПВХ
Цепная пила для дерева
Хромирование — Линия обработки
Сверло для колонн
Обжимной станок
Резка и пробивка — Комбинированная
Резка и штамповка — Полная линия
Резка и обработка — Полная линия
Режущий станок / нож
Режущий пресс
Круглошлифовальный станок
Кабина для обезжиривания
Устройство измерения 2DПриборы для измерения размеров 3 D control
Волочильный пресс
Центры сверления / нарезания резьбы
Буровая установка
Электрическая поворотно-фальцевальная машина
Электроэрозионное быстрое сверление
Гравер
Эпоксидная краска — линия обработки
Плоский шлифовальный станок
Цинкование — линия обработки
Газорезательное оборудование
Золочение — линия обработки
Гильотина
Печь для термообработки
Горизонтальная машина для литья под давлением для резины
Машина для горячего тиснения
Гидравлический пресс
Машина для литья пластмасс
Внутренний круглошлифовальный станок
Консольные краны
Станок с лазерным управлением
Лазерная резка — плоский прокат
Лазерная резка — профили и трубы
Робот для лазерной резки
Станок для лазерной маркировки
Токарный станок с ЧПУ — 10 осей
Токарный станок с ЧПУ — 11 осей
Токарный станок с ЧПУ — 12 Оси
Токарный станок с ЧПУ — 13 осей
Токарный станок с ЧПУ — 14 осей
Токарный станок с ЧПУ — 15 осей
Токарный станок с ЧПУ — 16 осей
Токарный станок с ЧПУ — 3 оси
Токарный станок с ЧПУ — 4 оси
Токарный станок с ЧПУ — 5 осей
Токарный станок с ЧПУ — 6 осей
Токарный станок с ЧПУ — 7 осей
Токарный станок с ЧПУ — 8 осей
Токарный станок с ЧПУ — 9 осей
Жидкостная окраска — Линия обработки
Обрабатывающий центр — 10 осей
Обрабатывающий центр — 11 осей
Обрабатывающий центр — 4 оси
Обрабатывающий центр — 5 осей
Обработка Центр — 6 осей
Обрабатывающий центр — 7 осей
Обрабатывающий центр er — 8 осей
Обрабатывающий центр — 9 осей
Маркировочная машина
Измерительный рычаг
Сварка MIG
Мобильный кран
Mortiser
Никелирование — Технологическая линия
Другое
000 Покрасочная камера
— Линия обработкиФосфатирование — Линия обработки
Оборудование для плазменной резки
ПЛАЗМЕННАЯ сварка
Полировальная машина
Порошковая окраска — Линия обработки
Порошковая покраска — Туннель
Печь для порошковой окраски
Станок для гибки профилей
9000Пробивной станок
Станок быстрого сверления
Радиально-сверлильный станок
Роботизированная сварка
Кабина пескоструйной обработки
Станок для заточки
Станок для гибки листового металла
Станок для дробеструйной обработки
Машина для точечной сварки
Прибор для измерения шероховатости поверхности
Таблеточный пресс
Вырезной рычаг
Термическое покрытие — линия обработки
Толщиномер
Сварка TIG
Токарно-фрезерный центр
Токарный станок
Ультразвуковой сварочный аппарат Вертикальный термопластавтомат
Вертикальный токарный станок
Станок гидроабразивной резки
Сварочный аппарат
Электроэрозионный станок — 2 оси
Электроэрозионный станок — 3 оси
Электроэрозионный станок — 4 оси
Электрический разряд станок -5 осей
Фрезерный станок по дереву
Термоформовочная машина
.