
Точечная сварка — технология, аппараты, преимущества
Точечная сварка – достаточно распространенный и востребованный метод соединения металла, являющийся разновидностью контактной сварки. В этой статье мы рассмотрим принцип действия точечной сварки, разновидности машин для точечной сварки, их особенности, а также сам процесс точечной сварки и технику безопасности при ведении точечной сварки.
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Принцип действия точечной сварки
В основе контактной сварочной технологии лежит разогрев металла под воздействием электричества по закону Джоуля-Ленца. При сварке ток идет между электродами, проходя при этом через металл свариваемых деталей. При этом электроды изготавливают из материалов с хорошей электропроводностью, чтобы сопротивление контакта детали и электрода было наименьшим.

За счет наибольшего сопротивления контакта деталей между собой наибольший нагрев происходит именно там. При этом нагрев и плавление металла приводит к появлению литых ядер сварных точек. Как правило, их диаметр составляет 4-12 миллиметров.
Разновидности и аппараты точечной сварки
Методы точечного соединения металла можно разделить на две группы: мягкие и жесткие.
Мягкие режимы отличаются плавным нагревом деталей с помощью умеренного тока (плотность тока на поверхности электродов обычно не превышает ста ампер на квадратный миллиметр). Разогрев происходит за 0.5-3 секунды. Такие режимы характеризуются меньшей потребляемой мощностью (если их сравнивать с жесткими режимами), меньшими нагрузками на электросеть, меньшими требованиями к мощности и цене сварочных машин, меньшей закалкой сварочной зоны. Такие режимы часто используются для сваривания склонных к закалке сталей.
Жесткие режимы отличаются меньшей продолжительностью процесса, более сильными токами и давлением при сжатии деталей. Плотность тока достигает трехсот ампер на квадратный миллиметр при сваривании стали. Время разогрева длится от 0.1 до 1.5 секунд. Давление электродов обычно составляет от 3 до 8 килограмм на квадратный миллиметр. Недостатками таких режимов являются повышенные требовании к мощности аппаратов контактной точечной сварки, большие нагрузки на сеть. Преимущества – меньшее время процесса и большая производительность. Жесткие режимы контактной сварки часто используют для сварки сплавов меди и алюминия, деталей с высокой теплопроводностью, неравной толщины, а также для сварки высоколегированных сталей, так как такие режимы сохраняют их коррозионную стойкость.
Точечная сварка не только надежна, но и выглядит эстетично
Время приложения усилий сжатия и подачи сварочного тока определяются заданной циклограммой процесса соединения металла.
Таким образом, аппараты точечной сварки разделяются по мощности. Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Преимущества точечной сварки
Этот процесс соединения металла имеет массу преимуществ. К достоинствам метода соединения различных металлов следует отнести:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов). Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
- Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.
- Высокую производительность контактной точечной сварки. Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.

- Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичное расходование электродов, электрической энергии и других материалов. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.

Техника безопасности при точечной сварке
Как и любой сварочный процесс, этот метод тоже требует беспрекословного соблюдения определенных мер безопасности.
Средства защиты
Основная угроза при работе со сварочным оборудованием – поражение электрическим током и высокой температурой. Для предотвращения поражения электрическим током необходимо соблюдать такие меры безопасности, как заземление тех частей оборудования, которые должны быть заземлены, проверка исправности оборудования перед работой, использование средств защиты. Управляющие элементы аппарата для точечного соединения металлических деталей не должны быть под высоким напряжением. Все провода должны иметь достаточное сечение.
При контактной точечной сварке выделяются брызги и пары металла. Для предотвращения ожогов брызгами металла сварщик должен использовать рукавицы, спецодежду и очки с прозрачными стеклами либо головной щиток. Пары металла могут быть вредны для здоровья, поэтому необходимо использовать вентиляцию, а при необходимости – средства защиты органов дыхания.
Части аппарата для соединения металла, должны быть хорошо зачищены
Меры безопасности
Все блокировочные устройства и устройства быстрого отключения аппарата точечной сварки должны быть исправны, находиться на виду, к ним должен быть легкий доступ.
При проведении таких технических работ, как зачистка или смена электродов, нужно соблюдать меры, исключающие возможность смещения электрода и травмирования рук. При работе аппарата точечной сварки пространство зажимных механизмов нужно закрывать щитком, а при работе на мощных машинах – огораживать ширмами.
Должна быть исключена возможность травмирования сварщика движущимися частями аппарата точечной сварки.
Заключение
Мы рассмотрели технологию контактной точечной сварки, выявили основные ее преимущества, принцип действия, рассмотрели аппараты точечной сварки и технику безопасности при выполнении всего процесса.
что это такое, где применяется, общая характеристика, плюсы и минусы
Самым распространённым видом контактной сварки – точечная сварка (ТС).
С ее помощью оперативно и качественно соединяют листовой металл небольших толщин.
В данной статье опишем, что такое ТС, методы и изъяны таких работ при неверном выполнении.
Содержание статьиПоказать
Вступление
ТС один из видов контактной сварки, также существуют стыковочная, шовная и их производные. Однако широкого применения заслуживает именно точечное сваривание, о нем пойдет речь далее.
Точечная сварка применима везде. К примеру, при сборке современных кораблей, корпус имеет неисчислимое количество точек, формирующих собой надежный шов.
Ее принцип состоит в прогревании и сваривании изделия путем наложения элементов. Далее электродами последние прижимаются и пропускают через них большую силу тока.
Далее электродами последние прижимаются и пропускают через них большую силу тока.
Это означает, что электрический разряд в точке нагревает металл до температуры плавления. Тем самым детали сливаются воедино. В результате шов имеет приемлемый внешний вид и высокую надежность.
Точечная сварка имеет свои отличия от других методов контактного сваривания. Во-первых, такой метод варки ощутимо экономит время сварки (нужна малая доля секунды для создания одной точки). Для работы с ТС:
- Используют довольно большую силу тока от 1000А;
- Устанавливают низкое напряжение до 10 Вт;
- Ореол плавления от пары миллиметров до одного-двух сантиметров;
- Применяется механическая нагрузка, достигающая показателя 100 кг.
Зачастую к точечному свариванию прибегают в задачах по соединению стержневых элементов либо листов из тонкого металла. Этому виду сварки свойственно объединение как миллиметровых металлов, так и сантиметровых, но не более 3 см.
На практике, связывать приходится заготовки не толще 5-7мм. ТС широко используется для конструирования кузовов.
ТС широко используется для конструирования кузовов.
Плюсы и минусы
Популярность варки самостоятельно точечным методом обусловлена плюсами ТС. Она не требует электродов, проволоки и т. д. Это позволяет увеличить время на другую работу и бережет ваши деньги.
К следующим положительным особенностям относится:
Точечная сварка выполненная своими руками, от основ к мастерству
Технология точечной сварки
Процесс сваривания точечной технологией включает в себя несколько этапов. Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.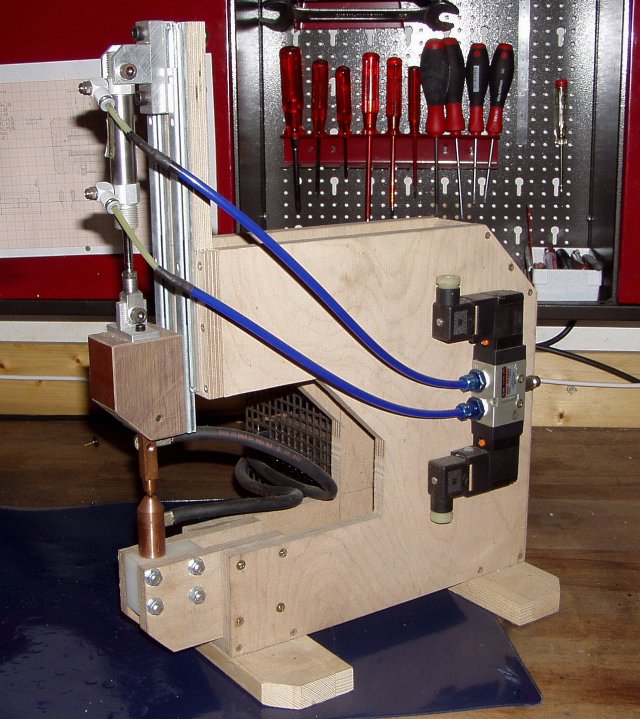
Точечное сваривание – схема
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса длительностью 0,01…0,1 секунд в зависимости от условий сварки. Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Продолжительность нагрева
Монолитное соединениеПродолжительность нагрева либо прохождения сварочного тока может изменяться от тысячных долей до десятков секунд и зависит от условий сварки и мощности аппарата. При сварке деталей из сталей, склонных к закалке и возможному образованию трещин (например, углеродистые стали), рекомендуется увеличивать время нагрева для замедления последующего охлаждения металла. Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Сила давления
Значение давления между электродами должно обеспечивать надежный контакт деталей в месте соединения. Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 – 3 раза.
- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки. В результате никаких дополнительных мер защиты места соединения не требуется.
- Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
 В результате никаких дополнительных мер защиты места соединения не требуется.
В результате никаких дополнительных мер защиты места соединения не требуется.Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки. Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
- По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 – 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
 Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.Область применения
В домашних условиях точечную сварку выполненную своими руками чаще всего используют при ремонте бытовой техники, различных работах с алюминием, кабелем или починкой мелкой кухонной утвари.
В промышленности точечную сварку используют при сваривании листовых заготовок из сталей различных марок, цветных металлов и сплавов различных толщин, пересекающихся стержней, профильных заготовок (уголков, швеллеров, тавров и т.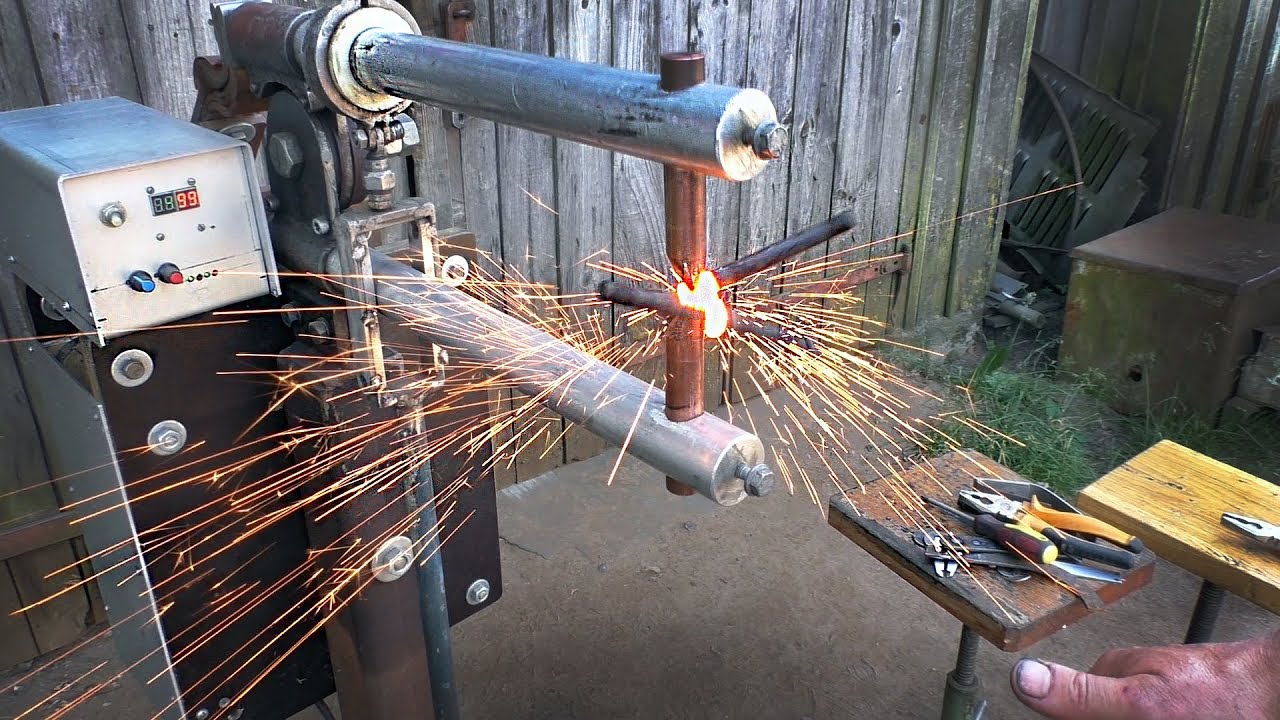 п.).
п.).
Достоинства и недостатки точечной сварки
Как и любой технологический процесс, электросварка точечная обладает своими достоинствами и недостатками. К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
Использование самодельного сварочного аппарата
Для сварочных работ в домашних условиях можно изготовить аппарат точечной сварки собранный своими руками. Самодельные сварочники могут обладать самой разнообразной конфигурацией – от небольших переносных до достаточно габаритных. В домашних условиях обычно используются настольные версии, которые могут применяться для сварки черных и цветных металлов.
Основа аппарата
Основной конструктивной деталью одного из таких сварочных аппаратов является базисный трансформатор. Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ – 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З – 50. Трансформатор ОСМ – 1
Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ – 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З – 50. Трансформатор ОСМ – 1
Регулировка значения величины тока в аппарате не обязательна. В процессе сварки необходимо ориентироваться по продолжительности нагрева и контролировать его визуально по окраске. Для изготовления держателей электродов можно использовать дюралюминиевый прут диаметром 30 мм.
Конструкция электродов
Нижний электрод необходимо сделать неподвижным и изолировать его от щечек и крепежных болтов клейкой лентой и шайбами. Для крепления электродов в держателях можно воспользоваться двумя болтами или латунными шайбами.
Затем можно взять какие-нибудь пружины, скажем от раскладушки. Держатели с электродами следует развести пружиной в исходное положение. Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Управление аппаратом
Самим аппаратом можно управлять магнитным пускателем, который может включаться нажатием педали. Корпус трансформатора и его вторичная обмотка должны быть заземлены. Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.
Видеоролики точечной сварки выполненной своими руками
1. Видео о применении аппарата точечной сварки GYSPOT 3502, предназначенного для устранения вмятин при помощи инерционного молотка, приварки заклепок, шпилек, гвоздей, шпонок, шайб и болтов, удаления ямок и осадки поверхностей c использованием угольного электрода:
2. Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
3.Конденсаторная сварка своими руками с автоматической подачей метизов:
Точечная сварка
Точечная сварка представляет собой процесс соединения металлов путем нагрева, проходящим через него током и деформации оплавленной зоны давлением. При этом нагрев происходит только в заданной точке. Такой вид соединения относится к разряду сварки давлением. Первые упоминания такого способа соединения металлов относится к 1877 году, его предложил русский изобретатель Бенардос Н.Н.
Точечная сварка — это также разновидность контактной сварки. При таком способе два электрода, находящиеся с двух противоположных сторон, проводят электрический ток силой 1-200 кА. Соединения металлов таким способом очень популярно. Примерно 30% сварных соединений происходит таким путем и в настоящее время наблюдается увеличение этого процента. Точечная сварка находит свое применение в машиностроении, авиационной промышленности, приборостроении.
Соединения металлов таким способом очень популярно. Примерно 30% сварных соединений происходит таким путем и в настоящее время наблюдается увеличение этого процента. Точечная сварка находит свое применение в машиностроении, авиационной промышленности, приборостроении.
Технология точечной сварки
Технология точечной сварки включает в себя принципы контактной сварки. Процесс соединения проходит следующим образом:
- — с двух сторон детали находят сварочные электроды;
- — через них пропускают электрический ток, вызывающий тепловое воздействие по закону Джоуля-Ленца;
- — это тепловое воздействие между электродами сильно нагревают поверхность металла и оплавляют его;
- — образуется литое ядро сварной точки диаметром 4-12 мм., которое сильно сжимается механическим путем.
Таким образом, получается плотное соединение поверхностей металлов. Технология точечной сварки может достигать 600 соединений в минуту.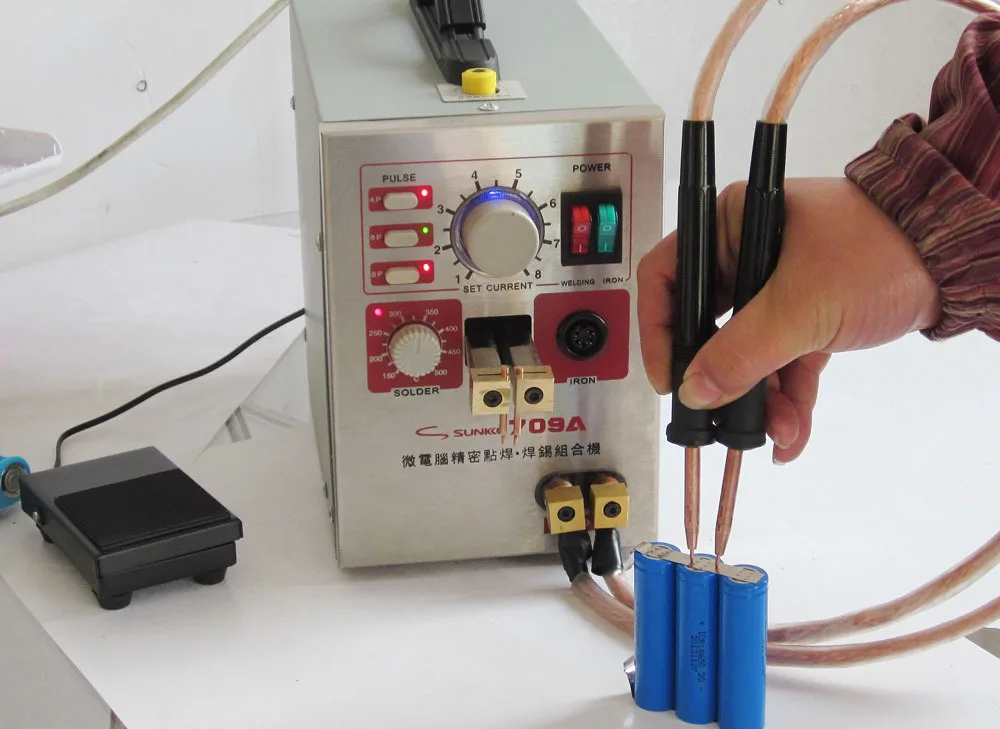 Толщина металла варьируется от 0,02 мкм. до 20 мм. Такая сварка применяется в электронной промышленности. А толщина 20 мм. позволяет применять ее в сельскохозяйственном машиностроении.
Толщина металла варьируется от 0,02 мкм. до 20 мм. Такая сварка применяется в электронной промышленности. А толщина 20 мм. позволяет применять ее в сельскохозяйственном машиностроении.
Технология контактной точечной сварки
Технология контактной точечной сварки определяется прочностью соединения размером и структурой сварной точки. Это в основном зависит от следующих факторов:
- — размера поверхности сварочного электрода;
- — силы подаваемого тока;
- — время протекания через заготовку;
- — состояния поверхности заготовки и величина усилия сжатия.
Технология контактной точечной сварки имеет разные режимы соединения металлов.
1. Мягкий режим.
Продолжительность времени сварки немного больше. Умеренные силы тока плавно нагревают поверхность металла умеренным током, на рабочей поверхности не превышающий 100 А/мм2. Протекание тока обычно от 0,5 сек. до 3 сек. В процессе такого режима потребление мощности намного меньше, чем при жестком. Сварочные машины дешевле, так как не требуется большая нагрузка сети. Сварочная зона не подвергается сильной закалке, а поэтому этим режимом сваривают стали, склонные к закалке.
Сварочные машины дешевле, так как не требуется большая нагрузка сети. Сварочная зона не подвергается сильной закалке, а поэтому этим режимом сваривают стали, склонные к закалке.
2. Жесткий режим.
При этом режиме время сварки намного меньше, чем при мягком. Этому способствует большее применение силы тока. Его плотность составляет 120-300 А/мм2 при сварке стали. Давление сварочных электродов составляет 3-8 кг/мм2 и протекание тока обычно 0,1-1,5 сек. Сварочные машины для такого режима испытывают значительную нагрузку сети, а поэтому потребление электроэнергии значительно выше. Существенное преимущество этого режима –повышенная производительность и уменьшение времени сварки. Таким способом соединяются высоколегированные стали, детали неодинаковой толщины, разноименные заготовки. Замечательно свариваются металлы с высокой теплопроводностью, например алюминий и медь, а также их сплавы.
Таким образом, технология контактной точечной сварки позволяет соединять разные металлы с достаточной прочность и скоростью выполнения сварочной работы.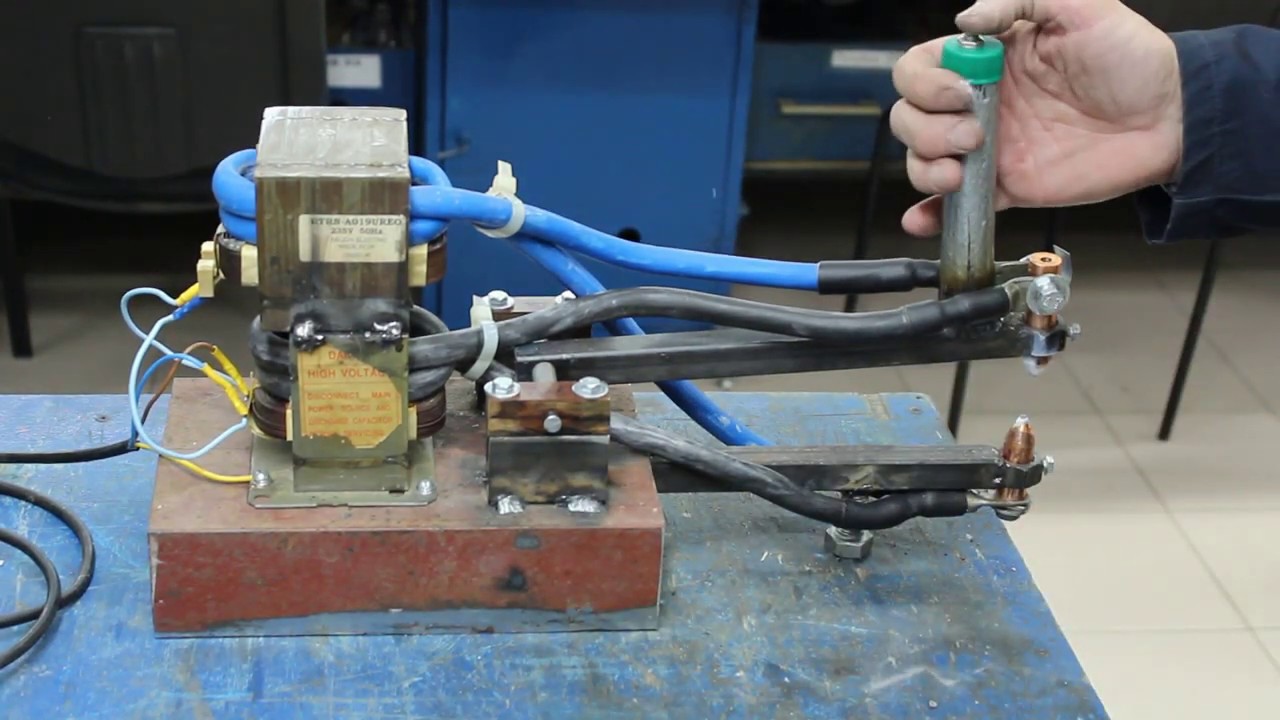
Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Что такое точечная сварка (и насколько это важно)?
Точечная сварка — одна из первых сварочных процедур. Он используется в большом количестве предприятий, но особенно для сварки автомобильных кузовов из листовой стали.
Так что же такое точечная сварка? Точечная сварка считается одним из наиболее эффективных сварочных процессов и обычно используется для соединения двух или более металлических листов в один. Чтобы сделать это возможным, сварщик должен приложить не только огромное давление и тепло, но и электрический ток через листы, чтобы устранить сопротивление и заставить их плавиться.
Этот метод используется в нескольких отраслях, о которых мы поговорим в конце, но он особенно важен для сварки листов низкоуглеродистой стали для кузовов автомобилей. Размер и форма сварных швов зависят от размера используемых электродов, которые, в свою очередь, зависят от толщины основного металла и квалификации сварщика.
Как работает точечная сварка
Лучший способ понять, как работает точечная сварка, — это выполнить входящие в нее шаги.Вот краткий обзор:
Шаг 1 — детали и металлические листы выравниваются
Во-первых, детали или металлические листы точно выравниваются. Это важный шаг, потому что после того, как листы будут сварены, пути назад уже не будет. Если они не выровнены правильно, сварной шов будет неправильным, и этот шаг придется повторить с новыми листами.
Шаг 2 — прессование электрода
На следующем этапе выбираются подходящие электроды для сварки двух деталей вместе.Вместо электродов сопротивления из чистой меди используются чисто тугоплавкие из-за их способности удерживать тепло и противостоять окислению. Он также содержит фракции молибдена (МО), который также имеет достаточно высокую температуру плавления, чтобы предотвратить расслоение.
Шаг 3 — через электроды протекает ток
После установки электродов в нужное положение используется ножная педаль для генерации тока высокого напряжения, который течет через стержни в заготовки.Прижимание электродов к металлическим листам с соответствующим давлением имеет жизненно важное значение, когда речь идет о качественных сварных швах.
Тепло, необходимое для плавления металла, генерируется за счет сопротивления основного металла и ограничивается точкой, где встречаются электрод и область сварного шва. Ток отключается на стадии выдержки, пока сохраняется давление, и самородку дают остыть.
Время, в течение которого ток проходит через детали, и тип используемого тока зависят от толщины и типа материала, с которым вы работаете.После точного соединения листов электроды удаляются и перемещаются в следующей точке сварки.
Материалы, подходящие для точечной сварки
Кроме металлических материалов, для точечной сварки можно использовать несколько типов материалов; это также включает проволочную сетку. Сталь предпочтительнее, особенно в автомобильной промышленности, потому что она имеет высокое электрическое сопротивление и не так прочен в качестве проводника, как другие материалы.
Аналогичным образом, низкоуглеродистая сталь используется чаще, чем сталь с высоким содержанием углерода из-за ее устойчивости к трещинам.Сварные швы из нержавеющей стали также считаются менее твердыми, чем сварные швы из низкоуглеродистой стали и смешанной стали, но никелевые сплавы и титан также являются популярным выбором.
В отличие от этого, точечная сварка таких металлов, как алюминий и гальванизированная сталь, может быть затруднена, поскольку в обоих случаях требуется более высокий уровень электрического тока для образования шва. Однако даже самый лучший материал может быть трудно сваривать, если он не соответствующей толщины.
Как правило, листы должны иметь толщину не менее 3 мм.И оба должны быть одинакового размера для достижения оптимальных результатов. С другой стороны, если листы имеют разные размеры, для получения качественного сварного шва следует поддерживать соотношение 3: 1.
Параметры точечной сварки
Как один из наиболее широко используемых вариантов процесса контактной сварки, точечная сварка зависит от нескольких параметров, каждый из которых имеет свои применения и преимущества. К ним относятся:
Электрод сила
Под силой электрода мы понимаем энергию, необходимую для соединения металлических листов, которые должны быть сплавлены.Чем больше сила, тем больше тепла выделяется, поэтому инженеры должны быть осторожны, чтобы не ухудшить качество сварки.
Для увеличения усилия также необходимо увеличить сварочный ток. Однако, если его повернуть слишком высоко, разбрызгивание между листами и электродом также будет большим. Результат? Электроды прилипнут к листам и могут испортиться.
Кроме того, если давление слишком велико, вы в конечном итоге создадите небольшой точечный сварной шов по мере того, как ток, а тепло, создаваемое листами и электродами, будет распространяться по большей площади, тем самым уменьшая проплавление сварного шва.
Время сжатия
Время сжатия относится к периоду между первоначальным приложением силы электрода к заготовкам и первым применением тока. Этот параметр, также известный как запрограммированное время сжатия, стабилизирует наконечник перед текущим приложением. Если этот шаг пропустить, это может привести к преждевременному износу электрода, межфазному выталкиванию и возникновению дуги.
Если продолжительность обжатия увеличится, это может дать вам качественный сварной шов, но это может стоить вам рабочих операций, поскольку будет производить меньше сварных деталей за смену.Точно так же более короткое время сжатия может привести к нестабильному качеству и удалению металла.
Обычно время сжатия следует программировать в источнике питания таким образом, чтобы дать время для стабилизации силы электрода.
Продолжительность сварки или время сварки
Время сварки — это время, в течение которого ток воздействует на заготовки или металлические листы во время процесса сварки. Это рассчитывается в циклах линейного напряжения. Однако время сварки трудно точно определить, потому что оно зависит от того, что нужно сделать для сварной точки.
Однако нужно соблюдать некоторые правила. Например:
- Время сварки должно быть как можно короче.
- Сила тока должна обеспечивать оптимальное качество сварки.
- Продолжительность сварного шва должна быть достаточной для того, чтобы отпечаток сварного шва был как можно меньше. Чем меньше время сварки, тем меньше отпечаток.
- При сварке толстых листов за время сварки должен получиться самородок большого диаметра.
- Параметры, выбранные для сварного шва, должны как можно меньше изнашивать электроды.
- В случае автоматической правки наконечника следует изменить длительность сварки. В этом случае контактная поверхность электрода поддерживается на постоянной величине.
Другими словами, наилучшее время сварки для качественной сварки — это как можно более короткое время.
Время удержания
Как следует из названия, время выдержки означает продолжительность после сварки, когда электроды остаются в контакте с листом. Это делается для того, чтобы область сварного шва остыла.Затем сварной кусок затвердевает до того, как сваренные детали будут освобождены.
Если время выдержки увеличено, тепло в месте сварки может распространиться на электрод и нагреть его, что приведет к его износу. Кроме того, если материал имеет высокое содержание углерода и время выдержки велико, сварной шов может стать хрупким и образоваться трещины. Однако, если вы удалите электроды до того, как самородок затвердеет, он может разорваться, что приведет к слабому сварному шву.
Применение точечной сварки
Автомобильная промышленность
Точечная сварка — популярный метод сварки в автомобильной промышленности, поскольку это дешевый, но эффективный способ соединения листового металла.Таким образом, его можно использовать либо с обученным элементарным персоналом, либо с роботами, поскольку это не требует особых навыков. Суть в том, что процесс сварки является быстрым и эффективным, а это означает, что за смену разрабатывается больше автомобилей.
Для электроники
Этот метод сварки широко используется в производстве электроники, такой как печатные платы, датчики газа и даже солнечные батареи. Этот метод известен как электронная контактная сварка и также используется для создания сложных и хрупких электрических компонентов от кабелей до переключателей и ручных инструментов.
Гвозди свариваемые
Большинство людей не знают об этом, но точечная сварка также используется для соединения мотков гвоздей. Стальную проволоку приваривают к гвоздям на высоких скоростях с помощью магазинов пневматического пистолета. Если вы используете круги для сварки швов, вы можете получить 1200 гвоздей в минуту.
Конечно, для обеспечения точного крепления гвоздей к проволоке, прикладываемый ток должен быть максимально точным в той точке, где острие гвоздя находится под сварочным колесом.
Связанные вопросы
Легко ли точечная сварка? Точечная сварка — одна из самых ранних сварочных процедур, она хорошо известна и проста в выполнении даже начинающим сварщикам.Процедура полностью определена и применима к множеству тонких металлов, таких как нержавеющая сталь, никелевые сплавы и титан. Его часто используют в аэрокосмической и автомобильной промышленности, но улучшения очень желательны.
Какую толщину можно сваривать точечной сваркой? Точечная сварка широко применяется для соединения деталей, толщина которых обычно составляет около 3 миллиметров. Толщина свариваемых компонентов должна быть эквивалентной, или соотношение толщины должно быть меньше 3: 1.Прочность этого соединения зависит от количества и размера сварных швов. Диаметр точечной сварки варьируется от 3 мм до 12,5 мм.
Можно ли сваривать алюминий точечной сваркой? Точечная сварка алюминия становится все более распространенной, поскольку алюминий заменяет сталь во многих областях, где важен вес, например в автомобилях. Вы можете использовать трехфазное питание для точечной сварки легкого алюминия. Точечная сварка обычно обеспечивает ток в течение 0,1 секунды или намного меньше, поэтому ток должен быть очень значительным.
Применения для точечной сварки
Портативный точечный сварочный аппарат Hobart.В этой статье вы узнаете больше о точечной сварке, ее применении и причинах ее развития, а также ее эффективности при использовании в небольших магазинах.
Из всех процессов контактной сварки этот метод лучше, чем другие в этой категории.
Основной способ его работы заключается в том, что между двумя электродами вставляется кусок металла, который выглядит почти как какой-то инопланетный коготь, а затем вы смыкаете их вместе, слегка зажимая металл.В это время, когда электроды зажимают материал, как клешня краба, электричество проходит в следующем порядке: первый электрод, материал, второй электрод.
Кстати, не путайте шовную сварку с этим процессом. Шовная сварка аналогична, но вместо того, чтобы сваривать отдельные «точки», шовный сварщик заставляет точки фактически накладываться друг на друга, так что сварной шов является швом, а не точкой. Сварщик швов обычно используется в промышленных условиях.
Историческая справка и цель!
Чтобы понять цель открытия и развития методов сварки, мы должны повернуть время вспять и взглянуть на историческую перспективу.Давайте проясним одно: сварка — явление не новое. На самом деле корни сварки уходят корнями в бронзовый век. Хотя это было не так развито, как сегодня, люди начали работать над способами сплавления различных металлов вместе.
Первый прорыв произошел в 1881 году, когда Огюсту Де Меритенсу удалось соединить две свинцовые пластины, нагревая их до высокой температуры. Один из его русских учеников запатентовал процесс и идею. Со временем в электроды и процесс сварки было внесено несколько изменений.Двумя основными факторами развития сварки были высокий спрос на оружие во время Первой мировой войны и необходимость соединять металлические листы вместе для различных целей.
Сварка широко использовалась в производстве оружия во время Первой мировой войны. Это было открытие, которое искала сварочная промышленность, чтобы превратить это умение в успешный бизнес. Многие американские и европейские компании нажились на высоком спросе на сварку и производили сварочные электроды и аппараты.Точечная сварка, наряду с другими видами сварки, такими как шовная сварка и сварка выступами, была разработана в начале 1900-х годов.
Открытие электрического тока стало еще одним крупным прорывом в сварочной промышленности. Переменный ток был изобретен К. Дж. Холслагом в 1919 году. Вскоре после этого в 1920 году была представлена автоматическая сварка. Но именно в 30-х годах электроды с толстым покрытием стали широко использоваться. Сварка продолжила свой эволюционный путь и приняла форму, известную нам сегодня.
Применение для точечной сварки:
Как показано в этом видео (выше), этот тип сварочного аппарата — фантастический инструмент для работы с листовым металлом, особенно с более тонкими материалами.
Подобно сварке, этот процесс контактной сварки также используется для сварки листового металла и проволоки, но реальные приложения выходят далеко за рамки этого. Чтобы лучше понять эти приложения, мы можем разделить использование этого процесса в зависимости от отрасли.Две широкие категории этого приложения:
- Крупные предприятия
- Малые магазины и предприятия
Крупные предприятия:
Оно часто используется во многих крупных отраслях, таких как
- Автомобили
- Электроника
- Производство аккумуляторов
Автомобили.
Широко используется в автомобильной промышленности. Точечная сварка играет важную роль в автомобилестроении, от кузовов до различных деталей автомобилей.На сборочных линиях автоматические машины или роботы предпочтительнее ручной сварки из соображений безопасности.
Электроника.
От электронных компонентов и соединителей до узлов соленоидов, вы обнаружите, что метод точечной контактной сварки широко используется в производстве электроники. Он широко используется в датчиках газа, печатных платах, дисковых накопителях и даже в солнечных элементах и панелях. Сложные электрические компоненты, такие как печатная плата, кабели, разъемы и переключатели, также можно сваривать с помощью ручных инструментов.Многие электронные компоненты, которые мы используем сегодня, прошли процесс точечной сварки.
Промышленная контактная сварка.Аккумуляторы Производство.
Вы можете быть удивлены, узнав, что процессы производства батарей также включают этот процесс. Когда дело доходит до объединения ячеек для создания мощных батарей, этот процесс используется, когда необходимо объединить различные металлические элементы. Никель-металлогидридные элементы часто сплавляются в батарею, что раньше было невозможно.Помимо этого, никель-кадмиевые элементы также можно объединять для производства батарей, которые служат для разных целей.
Большинство производителей аккумуляторов предпочитают точечную сварку пайке, потому что она лучше управляет выделением тепла во время процесса и предотвращает нагрев аккумулятора. Это также сохраняет эффективность батареи. С другой стороны, при пайке аккумулятор нагревается до высоких температур, что может отрицательно сказаться на характеристиках аккумулятора.
Малые предприятия и магазины:
Малые предприятия и магазины также не сильно отстают от крупных предприятий, когда дело доходит до использования этого процесса сварки в своих интересах.Вот некоторые из распространенных небольших применений этого метода:
Ортодонтия.
Вы будете немного удивлены, узнав, что точечная сварка используется для облегчения работы стоматологов. Возможно, вы думаете, какое отношение точечная сварка имеет к стоматологии. Он также используется для создания индивидуальных бандажей моляров разных размеров. Не только это, но и металлические скобы, которые используются для выравнивания деформированных зубов, создаются с помощью процесса, включающего этот процесс сварки.
Производственные и ремонтные мастерские.
Очень часто можно увидеть квалифицированных рабочих, ремонтирующих металлические двери, окна и другие поврежденные металлические предметы с помощью сварки. Этот процесс также используется для восстановления формы поврежденных и помятых автомобилей. Даже при ремонте автомобилей вы можете увидеть точечную сварку в различных областях, таких как покрытие металла, геометрия автомобильных деталей и тепловая нагрузка. Интересно то, что все эти применения сильно отличаются друг от друга, но имеют один общий фактор — точечную контактную сварку.
Сварочные аппараты общие для гаража цеха:
Сварщик сопротивления более высокого уровня от Miller стоит около 700 долларов. Это 30 ампер (переменного тока). На нижнем уровне — один от Chicago Electric, который составляет 16 ампер.Заключение:
С древних времен у человека было сильное желание формовать металлы различной формы. Благодаря развитию технологий теперь мы можем делать с металлом все, что захотим.
Сварка — это процесс, позволяющий соединить две металлические поверхности друг с другом.Существует много видов сварочных процессов, и точечная сварка является одним из них. Это очень удобный и эффективный инструмент, не требующий длительного обучения.
От крупных предприятий до небольших ремонтных мастерских этот процесс по-прежнему является предпочтительным методом соединения двух частей или листов металла для образования новых компонентов и деталей, которые затем используются для различных целей. Безопасность также является важным фактором, поскольку расплавленный металл (шлак) опасен, поэтому при его использовании соблюдайте меры предосторожности.
Список компаний точечной сварки
Шэньчжэнь Keepleader Machinery Co., Ltd.
ВВЕДЕНИЕ HK KEEPLEADER
HK KEEPLEADER CO LTD — это высокотехнологичное совместное предприятие, расположенное в красивом Гонконге, основанное в 2009 году, теперь у него есть офисы продаж в Шэньчжэне, Шанхае и Пекине, организованные SHENZHEN с целью ..
Адрес : Building RongXing, BanTian, LongGang District, Шэньчжэнь, Китай. Тип бизнеса : Производитель, Торговая Компания, Дистрибьютор / Оптовая торговля
Meena Enterprises
Адрес : 223/8719, k. нагар-1, Вихроли-Восток, Вид деятельности № Производитель, Торговая Компания
Гуанчжоу JingYuan Electrical Equipment Co., Ltd
Guangzhou JingYuan Electrical Equipment Co., Ltd специализируется на сварочном оборудовании с высоким сопротивлением, используемом для точечной сварки, проекционной сварки, шва и горячего стержня, также мы предлагаем лучший план.
У нас есть репатриант из Германии …
Адрес : qingnian road Тип бизнеса : Производитель
Механическое и электрическое оборудование Huizhou Yilong …
Huizhou Yilong Mechanical and Electrical Equipment Co., Ltd. была основана в 2009 году. Наша компания является высокотехнологичной корпорацией и специализируется на исследованиях, разработке, производстве и маркировке всей серии машин для контактной сварки…
Адрес : 2 / F., Блок C, № 83, Северная улица Юхэ, город Пинху, район Лунган, Шэньчжэнь, Гуандун, Китай Тип деятельности : Производство
Кеосанг Индурстри
Мы поставляем все сварочные аппараты и аппараты; Запасные части, используемые для промышленности, также имеют хорошую организацию, постоянное управление качеством, снижение затрат. Вот почему мы предоставляем нашим клиентам более конкурентоспособную цену.Мы в KEO SANG …
Адрес : # 210 G building, woorideul wootongtwon, Other, South Korea Тип предприятия : Производство
Zhejiang Yongkang Электросварочное оборудование Fa …
Yongkang Jiaxiao Electric Welding Equipment Factory — предприятие, специализирующееся на производстве сварочного оборудования из нержавеющей стали для меди, алюминия и железа. Интегрируем разработки, исследования, продажу производства.Наша главная …
Адрес : Промышленная зона Гусан, Юнкан Чжэцзян, Юнкан / Чжэцзян, Чжэцзян, Китай Тип деятельности : Производство
Ультразвуковое оборудование Brotherly Chang Zhou City …
Братский китайский завод ультразвукового оборудования — это одна из особых полевых лихорадок, связанных с использованием машины для пайки пластикового цемента, машины для производства декоративных бордюров, расплавов, клепающих фабрикацию по производству, продажей хранения a…
Адрес : Gold family pond, Changzhou, Jiangsu, China Вид деятельности Производство
Welding Process Industrial Co., Ltd
WPI — производитель аппаратов для точечной сварки, особенно переносного типа. Наша машина шустрая, маленькая, легкая и высокая производительность. Мы единственный производитель оружия на Тайване. экспорт по всему миру. …
Адрес : Yu-YI, Тайчжун, Тайвань, Тайвань Вид деятельности : Производство
Компания Kunshan Hui Xin Welding Machinery And Automation Technology Co., ООО
Kunshan Hui Xin Welding Machinery and Automation Technology Co., LTD — это набор сварочных машин сопротивлением промышленной частоты, средний инверторный провод, формирующий изделия из листового металла, ремесленные изделия, бытовая техника, промышленное оборудование …
Адрес Chen Jia Bang Road 68, Penglang Town, зона развития Куньшань. Вид деятельности : Производитель, Торговая Компания
NASH ROBOTICS & AUTOMATION PVT.LTD.
NASH ROBOTICS AND AUTOMATION PVT.LTD.
Опираясь на 30-летний опыт работы в автомобильной промышленности, нам удалось закрепить свое имя в лиге самых желанных производителей робототехники и автоматизации …
Адрес : 19-я улица 95/8 Midc Satpur Тип деятельности : Производитель, Торговая Компания, Дистрибьютор / Оптовая торговля
Renqiu Gaoyi Welding Equipment Co., ООО
Мы, Renqiu Gaoyi Welding Equipment Co., Ltd., являемся производителем, специализирующимся на сварочных горелках и запасных частях к ним. Наша продукция включает в себя аппараты CO2 / MAG / TIG, защитные горелки для воздушно-плазменной резки, различные горелки. У нас есть …
Адрес : Lvgongbao Village Тип бизнеса : Производитель
DA JIE ELECTRICITY MACHINERY INDUSTRIAL CO., LTD.
Da Jie Electricity Machinery Industrial Co., Ltd. была основана в 1973 году и специализируется на производстве электрообогревателей и сварочных аппаратов, пользующихся заслуженной репутацией и пользующихся успехом на рынке …
Адрес : No. 22, 12th Road Dali Ind. Park, Dali Dist Тип деятельности : Производитель, Торговая Компания
Huizhou Hwashi Welding Equipment Co., Ltd.
Hwashi Technology Hong Kong Co., Ltd. хорошо известна своими профессиональными исследованиями и разработками, проектированием, производством сварочных аппаратов для электросварки мопедов со свинцово-кислотными аккумуляторами.