
зачем нужен и как его собрать своими руками (инструкция и схема)
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Читать также: Графитовая смазка температурный диапазон
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Регулировка тока
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше.
 Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить. - Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
 Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Как самостоятельно и красиво создать дизайн гостиной?
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года. Уже более 10 лет наш журнал существует только на мои средства.
— Спасибо за внимание! Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года. Уже более 10 лет наш журнал существует только на мои средства.
Уже более 10 лет наш журнал существует только на мои средства.
— Спасибо за внимание! Игорь Котов, главный редактор журнала «Датагор»
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.

Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Варианты изготовления дросселя для сварочного аппарата своими руками
Большинство мастеров, занимающихся частным ремонтом техники, рано или поздно начинают задумываться над тем, как собрать сварочный аппарат своими руками. В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов. Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель.
Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель.
При создании сварочного аппарата своими руками нужно обратить особое внимание на дроссели.
Преимущества, которые дает дроссель для сварочного аппарата
Сварочный дроссель является регулятором силы тока, применяемого для сварки. Непосредственной его задачей является компенсация недостающего сопротивления. Его можно подключить к вторичной обмотке трансформатора. Это позволяет сместить фазы между проходящим током и его напряжением, что облегчает зажигание электрической дуги в начале процесса. Она горит при этом намного более ровно, и это позволяет достичь достаточно высокого качества сварного шва. Без дросселя сила тока всегда будет максимальной, что может создать проблемы в процессе сварки.
Схема сварочного полуавтомата.
Дроссель может входить в конструкцию как сварочного аппарата, который использует в процессе сварки электроды, так и в состав полуавтомата.
Вернуться к оглавлению
Варианты использования подручных материалов
Чтобы изготовить сварочный дроссель самостоятельно, прежде всего необходимо найти подходящий материал. Для этого вполне подойдут многие электротехнические устройства, отработавшие свой срок службы и выброшенные за ненадобностью. Поскольку он представляет собой просто сердечник с намотанным на него проводом, выбор здесь довольно широк. Вполне может подойти для этой цели трансформатор, когда-то входивший в конструкцию такого аппарата, как ламповый телевизор.
Для создания дросселя применяются уже использованные электротехнические устройства.
Можно также, если представилась возможность, использовать дроссели, которые стояли на перегоревших лампах уличных фонарей. Старые обмотки при этом придется снять, поскольку они пришли в негодность, но оставить картонные прокладки, которые создавали зазор между основной частью сердечника и замыкающей. При намотке нового провода их нужно будет поставить на прежнее место. В целом же надо отметить, что для намотки дросселя можно использовать любой магнитопроводящий сердечник, имеющий сечение от 10 до 15 см. При этом необходимо сделать между его частями немагнитный промежуток, для чего вставить изолирующую прокладку толщиной от 0,5 до 1 мм.
Вернуться к оглавлению
Технология изготовления и установка
Алюминиевый или медный провод участвует в создании дросселя.
Для намотки дросселя используется алюминиевый или медный провод. В первом случае его сечение должно составить 35-40 мм, во втором достаточно будет и 25 мм. Можно в качестве замены провода использовать и шину, в частности медную, 4 на 6 мм, или более толстую алюминиевую. При этом провод наматывается в количестве от 25 до 40 витков, а шину надо будет намотать в 3 слоя. Если в качестве сердечника выступает вышеупомянутая деталь от лампы уличного фонаря, то намотка производится только на одну из боковых сторон по всей длине до полного заполнения окна. При этом направление намотки менять нельзя. Каждый слой нужно изолировать от предыдущего путем прокладки хлопчатобумажной ткани, стеклоткани или специального изолирующего картона, которые еще желательно пропитывать бакелитовым лаком.
Если для аппарата предусматривается не плавная, а ступенчатая регулировка, то в магнитопроводящем сердечнике дросселя никакого воздушного промежутка не делается, а при намотке через равное количество витков нужно делать отводы. Контакты на них нужно ставить при этом достаточно сильные, поскольку на них будет ложиться большая нагрузка. В целом нужно признать, что установление дросселя положительно влияет на работу любого аппарата для сварки, будь то сварочный полуавтомат или примитивная самоделка. Для аппарата, работающего на переменном токе, его оптимально будет использовать вместе с выпрямителем тока, что позволит тому применять практически всю номенклатуру электродов, да и работать он будет куда мягче.
Контакты на них нужно ставить при этом достаточно сильные, поскольку на них будет ложиться большая нагрузка. В целом нужно признать, что установление дросселя положительно влияет на работу любого аппарата для сварки, будь то сварочный полуавтомат или примитивная самоделка. Для аппарата, работающего на переменном токе, его оптимально будет использовать вместе с выпрямителем тока, что позволит тому применять практически всю номенклатуру электродов, да и работать он будет куда мягче.
Можно также ставить дроссель на аппарат вместе с понижающим трансформатором. Он подсоединяется на вторичную цепь сварочного трансформатора. Это повторяет конструкцию фирменного японского полуавтомата, стоящего больших денег. В этом случае дроссель нужно очень точно рассчитать по формуле, которая опубликована в специальной литературе, и преимущество это даст немалое. Такой аппарат будет иметь трансформатор с хорошим рассеиванием, а характеристики его будут четкими.
Стоит сразу предупредить, что прежде, чем собрать сварочный аппарат, собранный своими силами, дроссель необходимо правильно настроить. Это можно сделать двумя основными способами: добавляя или отматывая количество витков провода, или меняя размеры воздушного промежутка в сердечнике.
Это можно сделать двумя основными способами: добавляя или отматывая количество витков провода, или меняя размеры воздушного промежутка в сердечнике.
После того как дроселя будут успешно настроены, самодельный аппарат вполне сможет работать не хуже, чем дорогой фирменный полуавтомат.
Он будет соответствовать именно тем требованиям, которые нужны владельцу.
Power Electronics • Просмотр темы
плагиатор писал(а):
вот в том то и дело что я в расчетах дросселей не силен и по этой причине хотелось бы что бы вы помогли мне с расчетом этой железяки по вашей методике ,конечно если это вас не затруднит .
между катушкой и железом есть по 7,5мм зазор но если мотать доп обмотку 1:5 то место явно маловато ,может витков немножко убавить на силовой обмотке
в примерах росчета в вашей книге меня смущают некоторые моменты: в примере №1 и №2 приведены расчеты двух разных конструктивно дросселей но вроде как выполняющих одинаковую функцию ,но в обоих примерах не акцентируется для какого типа сварки предназначен тот или иной дроссель(мма или па)
хотя из практики получается что первый дроссель отлично подходит для ММА и совсем не подходит для П\А ,в то время как второй дроссель прекрасно работает на п\а и отвратительно работает на ММА(дуга совсем не тянется ),а в книге об этом вроде как ни слова нет ???
В книге Современные сварочные аппараты своими руками всё ясно написано.
 На стр.136 даны витки, сердечник дросселя полуавтомата и сказано, что расчёт произведён в разделе 9.3. Зная витки и сердечник дросселя, не сложно определить, что расчёт этого дросселя произведён в примере 2. В примере 3 произведён расчёт дросселя для ЭРСТ, а в примере 1 дросселя для ММА сварки с тиристорным регулятором тока (в книге нет описания такого сварочного аппарата).
На стр.136 даны витки, сердечник дросселя полуавтомата и сказано, что расчёт произведён в разделе 9.3. Зная витки и сердечник дросселя, не сложно определить, что расчёт этого дросселя произведён в примере 2. В примере 3 произведён расчёт дросселя для ЭРСТ, а в примере 1 дросселя для ММА сварки с тиристорным регулятором тока (в книге нет описания такого сварочного аппарата).Критерии выбора индуктивности дросселя для полуавтоматической сварки указаны на странице 133 (выделены жирным). Максимальная индуктивность этого дросселя ограничивается в табл. 5.1. Если предполагается, что сварочный источник будет использоваться в широком диапазоне токов, то имеет смысл сделать несколько отводов от первичной обмотки дросселя. Допустим мы решили, что дроссель должен иметь следующие значения индуктивностей — 0.3, 0.5, 0.7 и 1 мГн. Это будет соответствовать 55, 71, 84 и 100% от полного количества витков первичной обмотки. Вторичная обмотка будет иметь 275% от полного количества витков первичной обмотки.

Теперь, когда мы определились с максимальной индуктивностью дросселя — 1мГн и током — 350А, можно вести его расчёт по методике предложенной в книге.
И если имеющийся в распоряжении сердечник будет удовлетворять результатам расчёта, то его можно будет использовать.
В окне дросселя нужно зарезервировать место для вторичной (стабилизирующей) обмотки через которую будет протекать действующий ток, величина которого будет достигать 60А при максимальном сварочном токе. Следовательно вторичная обмотка увеличивает требуемую площадь окна на 47% (в 1.47 раза).
Кроме этого стоит помнить, что при максимальном сварочном токе, источник будет потреблять от однофазной сети более 12кВт! Для питания такой нагрузки обычно используют трехфазную сеть! Ваша проводка и соседи выдержат интенсивную нагрузку и моргание сети?
Для чего нужен дроссель в сварочном аппарате
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного – достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
 Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
 Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки.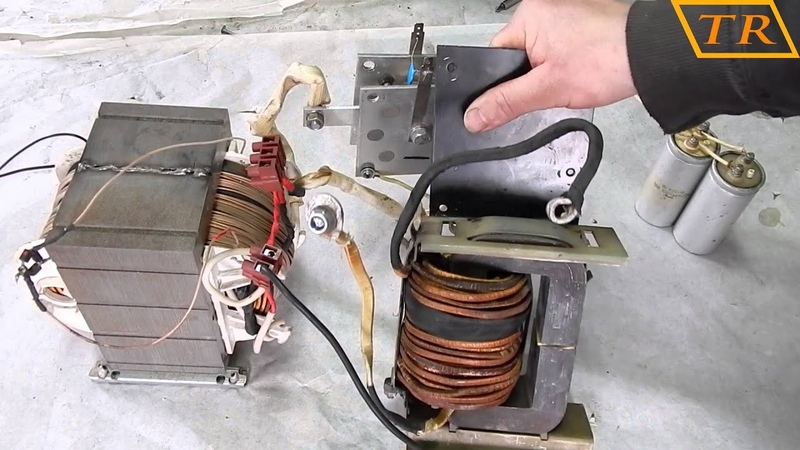 Алгоритм действий такой:
Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.

Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Дроссель для полуавтомата своими руками
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 — первичная обмотка, 2 — сердечник, 3 — вторичная обмотка, 4 — обмотка дросселя, 5 — неподвижная часть сердечника дросселя, 6 — подвижная часть сердечника дросселя, 7 — винтовая пара, Др — регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного — достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
 Толщина прокладки должна составлять 0,8-1,0 мм;
Толщина прокладки должна составлять 0,8-1,0 мм;Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
osebe
osebe О себеЗдравствуй посетитель! Я Володин Валентин Яковлевич и это мой авторский сайт, посвященный моему основному хобби — электронике.
Сейчас не существует такой области народного хозяйства, где-бы не прибегали к услугам электроники. Но меня особенно интересуют нестандартные подходы к решению задач электротехники, силовой электроники, энергетики. Не менее интересны проблемы более эффективного использования новой и устаревшей элементной базы в источниках питания, а так же возобновляемая энергетика.
 Так же интересуюсь измерительной техникой — в основном измерение не электрических величин. В своё время работал в конторе, где разрабатывали различные датчики давления, температуры, уровня, нормирующие преобразователи и т.д. и т.п..
Так же интересуюсь измерительной техникой — в основном измерение не электрических величин. В своё время работал в конторе, где разрабатывали различные датчики давления, температуры, уровня, нормирующие преобразователи и т.д. и т.п.. Мои изобретения:
1. Пристрiй управлiння силовым транзисторним ключем. Патент UA №44847
2. Електрогазогiдродинамiчний генератор (варианты). Патент UA №44503
3. Пристрiй регулювання зварювального струму. Патент UA №52479
4. High Power Fiber Laser Safety Control System. Patent No: US 9356415 B2
Мои книги:
| Современные сварочные аппараты своими руками. Санкт-Петербург: Издательство Наука и Техника, 2008 год. В книге приводятся необходимые сведения по ручной и полуавтоматической электродуговой сварке, а также, в порядке усложнения, — описания различных сварочных источников, пригодных для повторения.  Повествование сопровождается необходимыми методиками расчета, схемами и чертежами. Большое внимание уделяется моделированию с помощью популярной программы LTspice/SwCad III. Следуя авторским рекомендациям, читатели смогут самостоятельно рассчитать и изготовить источники для ручной и полуавтоматической сварки, а желающие приобрести готовое устройство — сделать правильный выбор. Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки. | |
| LTspice: компьютерное моделирование электронных схем. Санкт-Петербург: Издательство БХВ-Петербург, 2010 год. Книга является наиболее полным описанием бесплатного SPICE-симулятора LTspice, пользующегося заслуженной популярностью как среди любителей, так и среди профессионалов. Книга содержит рекомендации, позволяющие быстро начать работать с симулятором, и в то же время включает полное описание интерфейса, библиотеки схемных элементов и директив моделирования.  Рассматриваются процесс настройки схемных элементов, связь текстового описания схемных элементов с графическим интерфейсом программы, редактор схем, редактор символов и плоттера. Подробно описаны вопросы создания и тестирования нелинейных индуктивностей и трансформаторов, вызывающие наибольшие затруднения у начинающих. Большое внимание уделено процессу адаптации сторонних моделей, а также созданию собственных моделей схемных компонентов. Рассматриваются процесс настройки схемных элементов, связь текстового описания схемных элементов с графическим интерфейсом программы, редактор схем, редактор символов и плоттера. Подробно описаны вопросы создания и тестирования нелинейных индуктивностей и трансформаторов, вызывающие наибольшие затруднения у начинающих. Большое внимание уделено процессу адаптации сторонних моделей, а также созданию собственных моделей схемных компонентов. | |
| Создаем современные сварочные аппараты. Москва: Издательство ДМК пресс, 2011 год. В книге приводятся необходимые сведения по ручной и полуавтоматической электродуговой сварке, а также, в порядке усложнения, — описания различных сварочных источников и пульта дистанционного управления, пригодных для повторения. Большое внимание уделено инверторным сварочным источникам, а также современным трансформаторным сварочным источникам, которые по своим габаритам, массе и эффективности практически не уступают инверторным. 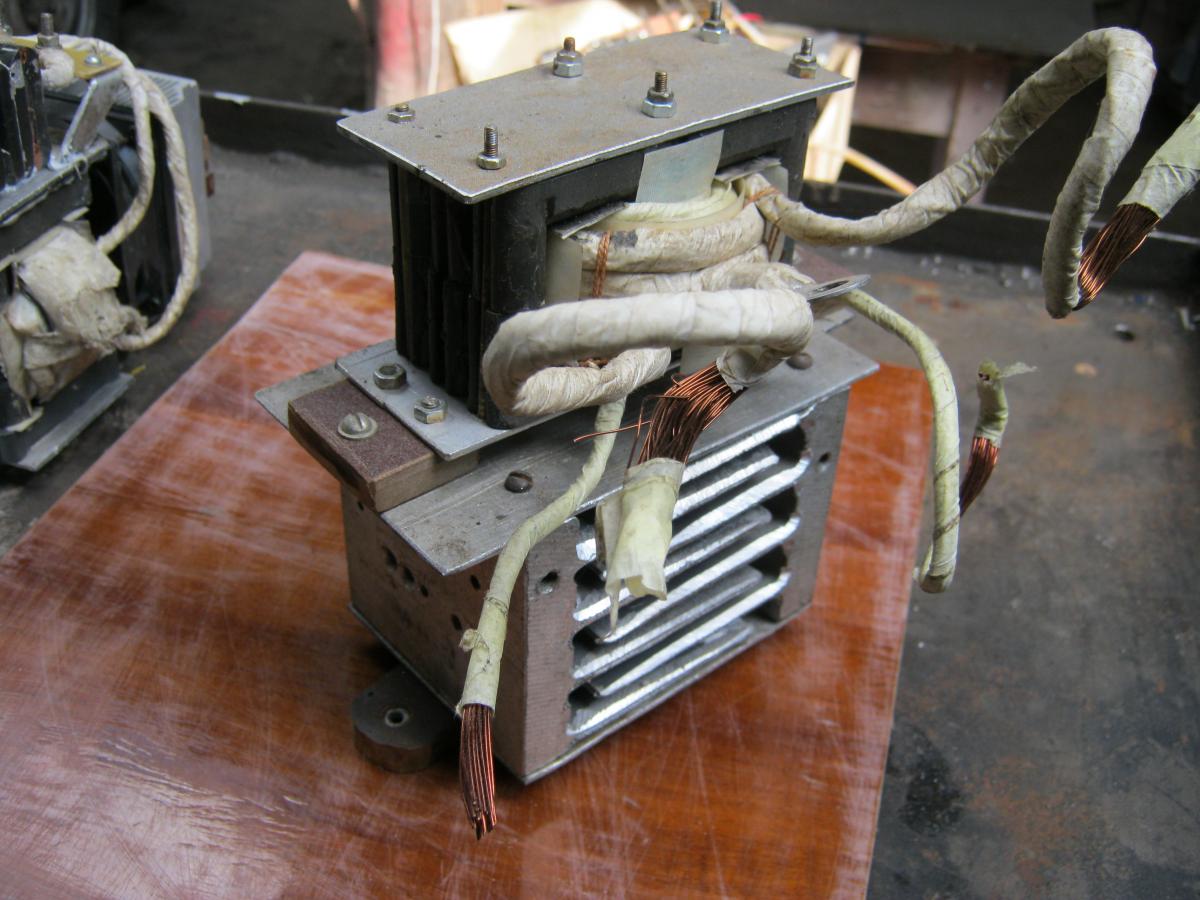 Повествование сопровождается необходимыми методиками расчета, схемами и чертежами.
Большое внимание уделяется моделированию сварочных источников при помощи популярной программы LTspice IV. Повествование сопровождается необходимыми методиками расчета, схемами и чертежами.
Большое внимание уделяется моделированию сварочных источников при помощи популярной программы LTspice IV.В книге приводятся методики проектирования резонансного сварочного источника, а также сварочного источника Буденного, множество практических примеров конструирования трансформаторов и дросселей, а также подробное руководство по использованию наиболее популярных компьютерных программ расчёта дросселей на порошковых сердечниках. Оригиналы рисунков, которые не правильно или плохо пропечатаны в этой книге. | |
| Как отремонтировать сварочные аппараты своими руками. Санкт-Петербург: Издательство Наука и Техника, 2011 год. Это первая в СНГ массовая книга по ремонту инверторных сварочных источников. В книге приводятся принципиальные электрические схемы, подробные описания работы, а также методики ремонта и испытания инверторных сварочных источников, получивших наибольшее распространение.  Кроме этого, в книге проводится методики проверки электронных компонентов, нагрузочная характеристика балластного реостата, а также описание самодельных дифференциальных осциллографических пробников. Книга предназначена для ремонтников и разработчиков сварочного оборудования, но может быть полезной для широкого круга домашних мастеров и радиолюбителей, интересующихся вопросами электросварки. Кроме этого, в книге проводится методики проверки электронных компонентов, нагрузочная характеристика балластного реостата, а также описание самодельных дифференциальных осциллографических пробников. Книга предназначена для ремонтников и разработчиков сварочного оборудования, но может быть полезной для широкого круга домашних мастеров и радиолюбителей, интересующихся вопросами электросварки. | |
| Как сделать сварочные аппараты своими руками. Санкт-Петербург: Издательство Наука и Техника, 2011 год. Электросварка очень популярна у домашних мастеров, в автосервисе, в дачном строительстве. К настоящему времени она практически вытеснила все остальные технологии сварки металла. Книга знакомит домашнего мастера с основами электросварки, принципами построения электросварочных аппаратов. Особое внимание уделяется самому сложному узлу сварочного аппарата — источнику сварочного тока. Приводятся описания различных сварочных источников, пригодных для повторения.  Особое внимание уделено инверторным сварочным источникам, которые имеют при малой массе и объеме превосходные нагрузочные характеристики. Книга поможет самостоятельно изготовить источники для ручной и полуавтоматической сварки, а желающим приобрести готовое устройство — сделать правильный выбор. Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки, созданию и ремонту источников сварочного тока. Особое внимание уделено инверторным сварочным источникам, которые имеют при малой массе и объеме превосходные нагрузочные характеристики. Книга поможет самостоятельно изготовить источники для ручной и полуавтоматической сварки, а желающим приобрести готовое устройство — сделать правильный выбор. Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки, созданию и ремонту источников сварочного тока.Книга, по инициативе редакции и без согласования со мной, издана под «псевдонимом» Ф.Г. Кобелев |
Мои публикации:
1. Компаратор сетевого напряжения. Журнал Радиолюбитель №11, 12 за 2000 год.
2. Источник бесперебойного питания. Журнал Радио №5, 6 за 2001 год.
3. Программируемый четырёхканальный таймер. Журнал РадiоАматор №4 за 2002 год.
4. ПК измеряет частоту и температуру. Журнал Радио №7 за 2002 год
5. Фильтр для питания электродвигателя. Журнал Радио №9 за 2002 год.
6.
 Сварочный трансформатор: расчёт и изготовление. Журнал Радио №11, 12 за 2002 год.
Сварочный трансформатор: расчёт и изготовление. Журнал Радио №11, 12 за 2002 год.7. Энергетика будущего. Журнал Электрик №1 за 2003 год.
8. Экономичное управление симистором. Журнал Радио №6 за 2003 год.
9. Компенсация температурного дрейфа нуля интегрального тензорезистивного датчика давления. Журнал Электрик №8 за 2003 год.
10. Инверторный источник сварочного тока. Опыт ремонта и расчёт электромагнитных элементов. Журнал Радио №8, 9, 10 за 2003 год.
11. Компенсатор отклонения напряжения сети. Журнал РадиоХобби №1 за 2004 год. Улучшение компенсатора.
12. Таймер для забывчивых. Журнал Радио №3 за 2004 год.
13. Электронный регулятор сварочного тока. Журнал Радио №8, 9, 10 за 2004 год.
14. Автоматика безопасности и розжига парового котла. Журнал Электрик №9 за 2005 год.
15. Управление биполярным переключательным транзистором. Журнал Радио №10 за 2005 год.
16. Инверторный источник сварочного тока COLT-1300. Журнал Радио №4 за 2007 год.
17. Моделирование сложных электромагнитных компонентов при помощи spice-симулятора LTspice/SwCAD III.
 Журнал Компоненты и Технологии №4 за 2008 год.
Журнал Компоненты и Технологии №4 за 2008 год.18. Способ контроля одностороннего подмагничивания трансформатора преобразователя напряжения. Журнал Силовая электроника №2 за 2009 год.
19. Пополнение библиотеки схемных элементов симулятора LTspice. Создание модели ШИМ-контроллера TL494. Журнал Компоненты и технологии №4 за 2009 год.
20. Гистерезисная модель нелинейной индуктивности симулятора LTspice. Журнал Силовая электроника №1 за 2010 год.
21. Моделирование индуктивностей с порошковыми сердечниками при помощи симулятора LTspice. Журнал Силовая электроника №2 за 2010 год.
22. Бесплатные версии программ расчета дросселя с порошковым сердечником. Журнал Силовая электроника №3 за 2010 год.
23. Создание моделей электромагнитных компонентов по результатам эксперимента. Журнал Силовая электроника №3 за 2011 год.
24. Расчёт нерассеивающего демпфера DC/AC-преобразователя. Журнал Силовая электроника №4 за 2011 год.
25. Как получить чистую синусоиду из модифицированной:
— Часть 1.
 Журнал РадиоЛоцман №11 за 2013 год.
Журнал РадиоЛоцман №11 за 2013 год.— Часть 2. Журнал РадиоЛоцман №12 за 2013 год.
26. Устойчивые зависания источников питания при старте под нагрузкой. Журнал Силовая электроника №3 за 2014 год.
27. Продвинутые источники сварочного тока. Журнал Силовая электроника №4 за 2014 год.
28. Ламповый стереофонический усилитель-цирклотрон. Журнал Радио №11, 12 за 2019 год.
29. Моделирование термосопротивлений и ламп накаливания при помощи симулятора LTspice. Журнал Компоненты и технологии №11 за 2020 год.
Некоторые мои поделки:
1. Мощный стабилизатор сетевого напряжения. Диапазон входного напряжения 110-260В, ток 80А, время реакции
Это макет.
А это, стабилизатор собран и установлен на месте.
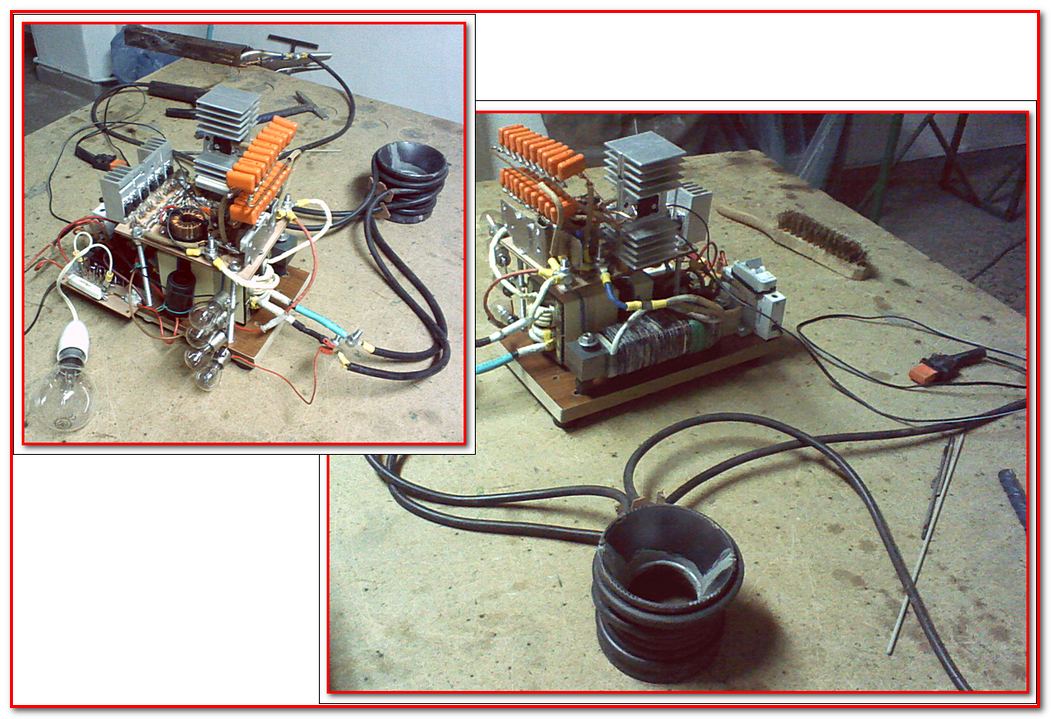
2. Индукционная плавильная печь мощностью 6кВт. Питание от однофазной сети 220В/50Гц. 2009 год.
Схема собрана для проверки.
Генератор печи крупным планом.
Печь включена. Мощность в индукторе 6000Вт.
3. Источник бесперебойного питания мощностью 500ВА с синусом на выходе. 2008 год.
2008 год.
4. Испытание зарядного устройства 48В 20А для источника бесперебойного питания мощностью 4000ВА с синусом на выходе. (Плата 500ВА-го UPS-а на заднем плане). 2008 год.
5. Концентратор шины MODBUS для системы многоточечного контроля температуры в элеваторах. К концентратору можно подключить до 12 термоподвесок с датчиками температуры DS18B20. Суммарное количеством датчиков может достигать 1440 шт. 2010 год.
6. Универсальный нормирующий преобразователь токового сигнала 4-20мА или 0-5мА в сигнал давления 0.2-1кГс/см2. 2000 год.
Вид с верху (крышка снята)
Вид сбоку (крышка снята)
7. Универсальный нормирующий преобразователь переменного тока 0-5А в токовый сигнал 4-20мА. Питается от измерительной линии. 2001 год.
8. Тестер для испытания и настройки приборов, использующих универсальные токовые сигналы 0-5мА, 0-20мА и 4-20мА. Прибор имеет два канала, которые могут генерировать выходной или измерять входной ток. 2003 год
9. Источник бесперебойного питания мощностью 300Вт. Конструкция источника описана в статьте Источник бесперебойного питания, опубликованной в журнале Радио №5, 6 за 2001 год.
Источник бесперебойного питания мощностью 300Вт. Конструкция источника описана в статьте Источник бесперебойного питания, опубликованной в журнале Радио №5, 6 за 2001 год.
10. Таймер автоматического отключения. Конструкция таймера описана в статье Таймер для забывчивых, опубликованной в журнале Радио №3 за 2004 год.
Как сделать сварочный полуавтомат своими руками
Сварочный полуавтомат своими руками
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками..JPG.97d9c4cf1c027802530daee6f0d2df00.JPG)
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Как сделать сварочный полуавтомат своими руками?
Время чтения: 9 минут
Современный полуавтомат — это универсальный помощник и в быту, и в гараже, и на производстве. Полуавтоматическая сварка подходит как для сварки любительской, так и для профессиональных работ. С помощью полуавтомата можно сварить любые металлы, в том числе разнородные. Но, не смотря на то, что полуавтоматы прочно вошли в нашу жизнь, появились они не так уж давно. В 20 веке их роль выполняли трансформаторы, они были мощными, но при этом громоздкими и тяжелыми.
Но с развитием технологий производители смогли разработать сварочный аппарат инверторного типа, на базе которого и стали появляться первые полуавтоматы. Полуавтоматы, по сравнению с трансформаторами, имеют меньший вес и габариты, при этом оснащены дополнительным функционалом и возможностью сварки с применением различных технологий (MMA, MIG/MAG, TIG).
Технологичность полуавтомата стала и плюсом и минусом одновременно: сварщики получили больше возможностей для работы, но при этом должны были заплатить цену в три раза большую. Это не всегда целесообразно, если вы домашний мастер и хотите использовать аппарат от случая к случаю. Ну, а поскольку полуавтоматы сделаны на базе инвертора, то можно самому сконструировать полуавтомат из сварочного аппарата инверторного типа. В этой статье мы расскажем, как сделать полуавтомат своими руками и что нужно учесть.
Это не всегда целесообразно, если вы домашний мастер и хотите использовать аппарат от случая к случаю. Ну, а поскольку полуавтоматы сделаны на базе инвертора, то можно самому сконструировать полуавтомат из сварочного аппарата инверторного типа. В этой статье мы расскажем, как сделать полуавтомат своими руками и что нужно учесть.
Устройство полуавтомата
Прежде чем вы приступите к сборке полуавтомата, важно четко осознавать его устройство и принцип работы. Говоря простыми словами, полуавтомат состоит из двух блоков: блок силовой (силовая часть) и блок подающий (подающий механизм). Давайте поговорим о них подробнее.
Вы уже наверняка знаете, что для сварки полуавтомат используется специальная присадочная проволока, которая играет роль электрода. Она является своеобразным проводником тока в зону сварки и позволяет сформировать шов. Если есть проволока, значит она должна как-то подаваться в зону сварки. Это, конечно, можно сделать вручную (в прямом смысле слова подавая пруток в сварочную ванну с помощью рук), но целесообразнее использовать специальный подающий механизм. Обычно он встроен внутрь полуавтомата, но у самодельных агрегатов он зачастую отдельно стоящий.
Обычно он встроен внутрь полуавтомата, но у самодельных агрегатов он зачастую отдельно стоящий.
Блок силовой работает на базе инвертора, который выполняет роль источника тока. Он так же отдельно стоящий в случае с самодельным полуавтоматом.
Это основные компоненты. Помимо них вам понадобится горелка, шланг (он же сварочный рукав) , сопло и прочие элементы, необходимые для работы с газом.
Учтите, что ваш самодельный полуавтомат не будет отличаться компактностью. Особенно, если он будет состоять из двух отдельно стоящих частей. Это, конечно, минус по сравнению с заводскими моделями. Но вы можете собрать удобную тележку для перевозки самодельного аппарата, чтобы нивелировать этот недостаток. В этой статье мы рассказывали, как сделать тележку для полуавтомата. Вы можете модернизировать ее под габариты своего аппарата, снабдить более прочными колесами и усилить конструкцию для большей надежности.
Принцип работы
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
Ведь принцип довольно прост и понятен даже для новичка.
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
Подбор расходных материалов
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.
Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
Полуавтомат своими руками
Ниже есть видео о том, как сделать сварочный полуавтомат своими руками. Автор приводит довольно подробное описание своего самодельного полуавтомата на базе инвертора для ММА-сварки.
Ниже схема полуавтоматической сварки и схема управления сварочным полуавтоматом.
Целесообразность изготовления
Некоторые могут задуматься, стоит ли вообще браться за такое кропотливое дело и собирать самодельный полуавтомат, когда можно купить в магазине и не тратить время. Это резонный вопрос. Предлагаем по порядку перечислить все причины, почему вам стоит сделать свой полуавтомат и в каких случаях это нецелесообразно.
Начнем с цены. Стоимость добротного полуавтомата, который прослужит вам ни один год — минимум 300-400$. И это не считая всех сопутствующих комплектующих, вроде горелки, газовых баллонов, проволоки и т. д. Готовы вы ли вы выложить крупную сумму за аппарат, который будете использовать не регулярно? На наш взгляд, сборка сварочного полуавтомата своими руками логичнее. Лучше потратьтесь на качественную горелку, хорошую маску и присадочный материал.
д. Готовы вы ли вы выложить крупную сумму за аппарат, который будете использовать не регулярно? На наш взгляд, сборка сварочного полуавтомата своими руками логичнее. Лучше потратьтесь на качественную горелку, хорошую маску и присадочный материал.
Экономия при изготовлении самодельного аппарата заключается в использовании недорого инвертора. Все, что вам от него нужно — это большая мощность, поскольку аппарат будет использоваться как «сердце» будущего полуавтомата. Для этих целей можно купить б/у инвертор за смешные деньги и уже переделать в полуавтомат.
Также самодельные сварочные аппараты полуавтоматы, схемы на которые лежат в открытом доступе на многих форумах, развивают ваши навыки в сборке и изготовлении самодельных электроприборов. Наверняка после полуавтомата вам захочется сделать что-то еще, поскольку этот процесс довольно интересный.
Причин, почему не стоит собирать самодельный сварочный аппарат полуавтоматического типа, несколько.
Первая — отсутствие гарантии. Покупая аппарат в магазине, вы получаете гарантийный талон, с помощью которого можете выполнить бесплатный ремонт своего полуавтомата в сервисном центре. Так вы экономите не только силы, но и время. Время — это вторая причина. У вас вряд ли получится собрать полуавтомат за один вечер. Придется как следует поработать над этим.
Покупая аппарат в магазине, вы получаете гарантийный талон, с помощью которого можете выполнить бесплатный ремонт своего полуавтомата в сервисном центре. Так вы экономите не только силы, но и время. Время — это вторая причина. У вас вряд ли получится собрать полуавтомат за один вечер. Придется как следует поработать над этим.
Последняя причина — это необходимость наличия знаний в области электротехники. Логично, что если вы не знаете основ электротехники, то просто не сможете собрать ни один электроприбор. С другой стороны, как обучиться этим знаниям, если не пробовать?
Вместо заключения
Самодельный сварочный полуавтомат — это хорошая замена заводскому аппарату в условиях домашней сварки. Он неприхотлив к хранению и эксплуатации, а его сборка стоит в разы дешевле. Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Конечно, не всегда сборка самодельного полуавтомата бывает целесообразной. Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
А вы когда-нибудь собирали полуавтомат в домашних условиях? Какие компоненты вы использовали? Согласны ли вы с автором видеоролика, рассказывающим о своем самодельном полуавтомате? Поделитесь опытом в комментариях ниже. Возможно, вы поможете начинающих умельцам в сборке недорого, но функционального полуавтомата. Желаем удачи в работе!
Инструкция по сбору самодельного сварочного полуавтомата из инвертора (схема, чертежи, этапы)
С опытом многие профессионалы приходят к выводу, что сварочный полуавтомат это намного больше, чем инструмент. Это универсальный помощник в бытовой сварке как на дачном участке, так и при ремонте автомобиля.
Это универсальный помощник в бытовой сварке как на дачном участке, так и при ремонте автомобиля.
Он не ограничивает вас в выборе материала для сварки и пригодится не только мастеру, но и новичку.
Массовое производство полуавтоматов началось всего несколько лет назад. Сварщики старой школы раньше соединяли конструкции огромными трансформаторами.
Но технологический прогресс двигается вперед и позволил создать переносной и легкий полуавтомат. Появившись на рынке, он быстро показал миру свои преимущества и отправил старые модели на покой.
Сегодня им доступны самые разные виды сварки: ручная дуговая сварка покрытыми (штучными) электродами (MMA), дуговая сварка плавящимся металлическим электродом в газовой среде (MAG/MIG), а также ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (TIG).
Этого удалось достичь потому что внутри аппарата находится обычный инвертор. Из этого следует, что рабочий полуавтомат можно сделать в домашних условиях, взяв за основу инвертор. В концу этой статьи вы получите все необходимые советы и знания для этого.
В концу этой статьи вы получите все необходимые советы и знания для этого.
Как устроен полуавтомат?
Перед началом работы с любой техникой первым делом нужно ознакомиться с его конструкцией.
В каждом полуавтомате находятся два блока: силовой и подающий.
Силовой блок представлен инвертором, который подает ток. Подающий блок — это отдельное устройство, который подключают для подачи проволоки. Моток проволоки закрепляют в подающем блоке, а конец выходит возле сопла горелки.
Но для наших целей он не очень нужен. Подачу проволоки можно делать самостоятельно, однако это замедлит рабочий процесс и будет крайне неудобно.
Мы описали вам главные элементы аппарата, но этого недостаточно. Вам также понадобится заказать специальные детали, нужные для определенного типа инвертора, а также комплектующие (горелка, рукав, сопло и т.д.).
Особенности рабочего процесса
Освоить работу с полуавтоматической сваркой не так сложно, как может показаться. После прочтения этой статьи с ней справиться даже неопытный сварщик.
После прочтения этой статьи с ней справиться даже неопытный сварщик.
Начнем с того, как устроена горелка. Горелка состоит из двух механизмов которые одновременно обеспечивают подачу защитного газа и проволоки.
Первую можно регулировать самостоятельно, однако вторая осуществляется в полуавтоматическом режиме (так и появилось соответствующее название). Из-за этого у сварщика задействована в работе только та рука, которая удерживает горелку.
Вернемся к подаче защитного газа в сварочную точку. Смесь газов окружает конец проволоки и верхний слой материала, и в этой среде возникает электроразряд, который плавит заготовку с проволокой.
Размягченный металл перемешивается с проволокой, и после этого можно делать сварочный шов.
Во время сварки вы не сможете обойтись без проволоки. Газ тоже необходим, поскольку он предотвращает попадание в ванну кислорода. Но даже при отсутствии газа вы можете использовать специальной порошковой проволокой.
Самодельный полуавтомат
Есть разные подходы к созданию самодельного сварочного полуавтомата из инвертора, но мы остановимся на самых практичных и интересных.
Следуя этим инструкциям любой новичок с начальными познаниями электротехники сможет сделать это у себя дома.
Сконструировать полуавтоматическое сварочное устройство можно и дома, используя подручный инвертор. Без него обойтись невозможно.
Подойдет инвертор средней мощности для MMA сварки. Важно, чтобы он был в рабочем состоянии и мог выполнять простые операции.
Далее нужно поменять вольт-амперные показатели (ВАХ) для работы в полуавтоматическом режиме. Тут пригодиться ШИМ-контроллер. Отметим, что этот подход самый трудный и справиться смогут только опытные сварщики.
Необходимо сделать дроссель из дневной лампы, и переключить напряжение на обратную связь. В видеоролике, представленном ниже, вы можете узнать все подробности и схемы этого метода.
Этот способ сбора самодельного сварочного полуавтомата очень простой и его может освоить практически каждый человек, который имел дело с инверторной сваркой. Некоторые модели инверторов можно переключать в режим с жестким изменением ВАХ.
Если у вас есть под рукой такой аппарат, то вы с легкостью можете сделать из него полуавтомат. Останется лишь заказать внешний подающий блок.
Важно иметь под рукой соответствующие провода. Нужно лишь подключить подающий блок к инвертору и вы готовы варить. В этом случае подающий блок выступает в роли дополнения. В видеоролике ниже демонстрируются особенности такого способа.
Последний метод сбора самодельного сварочного полуавтомата покажется не таким простым, ведь тут вам пригодятся определенные знания и умения. Как и в предыдущем случае, вам так же понадобится инвертор-донор.
Любым аппаратом обойтись не получится, потому что необходима именно сборка ZX-7 с шунтом на выходе. Отсутствие форсажа дуги и горячего старта будет только на пользу.
Не забывайте про вольт-амперные характеристики, их тоже нужно изменить. Далее настройте нарастание тока. В зависимости от сборки инвертора, дальнейшие шаги могут отличаться в разных источниках.
Рекомендуем вам прочитать больше информации на специальных форумах. В видеоролике ниже вы можете взглянуть на работу самодельного полуавтомата.
В видеоролике ниже вы можете взглянуть на работу самодельного полуавтомата.
Это вся информация, необходимая вам для того, чтобы из инвертора сделать самодельный сварочный полуавтомат. Этот инструмент пригодится вам в тех случаях, когда под рукой не будет заводской модели.
Переделав его, вы не только сэкономите деньги, но также получите новые умения в электротехнике. Такой полуавтомат не требует тщательного ухода и его можно хранить хоть в подвале, хоть в гараже.
К тому же, починка инструмента не займет у вас много времени и сил, поскольку вы прекрасно понимаете, из каких деталей он состоит.
Важно помнить, что самодельный аппарат не станет вашим идеальным помощником. Не рекомендуется использовать его длительное время.
Во многих нюансах и характеристиках он будет сильно уступать заводским моделям, и вы пойдете на риск, если будете перестраивать его в полевых условиях. Для серьезных сварочных работ будет лучше приобрести инструмент в магазине.
Для серьезных сварочных работ будет лучше приобрести инструмент в магазине.
В этой статье мы не смогли осветить все нюансы самостоятельной сборки полуавтомата. Но этой информации вам будет вполне достаточно. Собрать дома его возможно, но процесс этот довольно трудный и не самый выгодный.
Самодельное оборудования практически всегда будет работать хуже заводского. Учитывайте это перед тем, как решитесь на такой шаг. Желаем удачи в работе!
Сварочный полуавтомат 30А — 160А своими руками
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.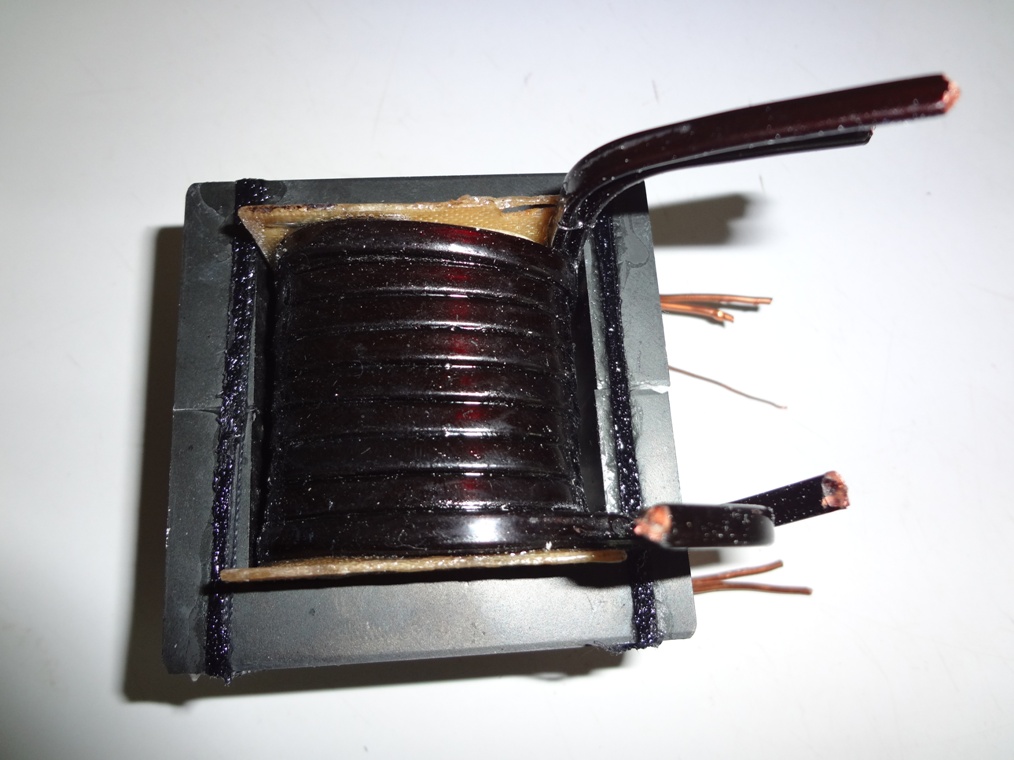
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Как сделать полуавтомат для сварки?
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.![]()
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Путаница между тороидальным трансформатором и индукционной катушкой (дросселем)
Сердечник трансформатора и индуктор могут иметь самые разные формы. Тороид — это лишь одна из многих форм, точно так же, как цилиндр, или квадрат, или форма, которая выглядит как «Эль» Если это дроссель, а я не говорю, что это так, то это дифференциальный дроссель (в отличие от синфазного дросселя). Дроссель — это в основном индуктор, оптимизированный для работы с потерями на высоких частотах (в силу выбора материала сердечника), поэтому он отводит высокочастотную энергию.Это индуктор, специально созданный для того, чтобы быть неэффективным на высоких частотах, поэтому они рассеиваются в виде тепла.
Дроссель — это в основном индуктор, оптимизированный для работы с потерями на высоких частотах (в силу выбора материала сердечника), поэтому он отводит высокочастотную энергию.Это индуктор, специально созданный для того, чтобы быть неэффективным на высоких частотах, поэтому они рассеиваются в виде тепла.
Чтобы заполнить промежутки, дифференциальный дроссель представляет собой нечто похожее, но вместо этого является трансформатором, и через каждую обмотку пропускается ток двух линий, так что магнитные поля компенсируются внутри трансформатора, поэтому высокие частоты, общие для обеих линий, подавлен.
Тороидальный трансформатор (или вообще любой трансформатор) можно перемотать с помощью всего одного витка провода, чтобы превратить его в индуктор.или вы можете оставить намотанный тороидальный трансформатор и соединить первичную и вторичную обмотки последовательно друг с другом в соответствующем направлении, чтобы он стал индуктором. Технически вы также можете использовать трансформатор со всеми открытыми обмотками, кроме одной, и тогда он также станет индуктором. Конечно, если вы сделаете это, это будет эффективное использование провода, и у вас будет множество открытых соединений, которые могут находиться под очень высоким напряжением. Будет ли он действовать как дроссель (отводить высокочастотную энергию, как я описал выше), зависит от используемого материала сердечника.
Конечно, если вы сделаете это, это будет эффективное использование провода, и у вас будет множество открытых соединений, которые могут находиться под очень высоким напряжением. Будет ли он действовать как дроссель (отводить высокочастотную энергию, как я описал выше), зависит от используемого материала сердечника.
Разделы, выделенные жирным шрифтом выше, могут напрямую отвечать по крайней мере на некоторые из заданных вами вопросов.
Я ничего не знаю о сварке, но я думаю, что этот индуктор, чтобы заряд, накопленный в конденсаторе, не разряжался мгновенно и не замыкался на заготовке, вызывая короткую, но яркую вспышку. Если я прав, то для грубой регулировки тока, выходящего из конденсаторов. Так что в этом смысле это не дроссель в том смысле, что он должен рассеивать высокочастотную энергию.
Резистор утечки какого размера? Обычно я бы сказал как минимум 1 мегаом. Возможно, выше, в зависимости от того, при каком высоком напряжении работает ваша вещь и при каком низком токе она работает. Чем выше напряжение или ниже ток, тем больший резистор следует использовать. ОДНАКО, эти типы значений только гарантируют, что конденсаторы не будут оставаться заряженными на смертельном уровне в течение дня или более после того, как вы выключите устройство. Они не делают крышки быстро безопасными, поскольку они гарантируют, что если кто-то дотронется до них день или неделю спустя, он получит смертельный шок.Для разрядки конденсаторов до безопасного уровня с такими значениями резисторов отвода утечки может потребоваться несколько минут или больше.
Чем выше напряжение или ниже ток, тем больший резистор следует использовать. ОДНАКО, эти типы значений только гарантируют, что конденсаторы не будут оставаться заряженными на смертельном уровне в течение дня или более после того, как вы выключите устройство. Они не делают крышки быстро безопасными, поскольку они гарантируют, что если кто-то дотронется до них день или неделю спустя, он получит смертельный шок.Для разрядки конденсаторов до безопасного уровня с такими значениями резисторов отвода утечки может потребоваться несколько минут или больше.
В сварочном аппарате, в котором клеммы крышки четко видны наружу и к ним можно легко прикоснуться, может быть стандартным использование спускных резисторов гораздо меньшего номинала, чтобы они разряжались очень быстро после выключения устройства, чтобы сделать его безопасным.
В этой ветке задан аналогичный вопрос:
https://www.electro-tech-online.com/threads/questions-re-mig-welder-circuit.88194/
Этот резистор составляет 50 Ом, и обсуждается, почему он такой низкий и мощный с точки зрения управления мощностью. 50 Ом действительно разряжают крышки очень быстро, так что сварочные наконечники не будут опасны вскоре после выключения сварочного аппарата. В нити также есть некоторые предположения о том, что резистор выполняет двойную функцию, поскольку он позволяет «разгрузить» ток через конденсаторы, когда ток прерывается, поскольку катушка индуктивности вызовет выброс очень высокого напряжения, если току некуда течь, повреждающие компоненты.
50 Ом действительно разряжают крышки очень быстро, так что сварочные наконечники не будут опасны вскоре после выключения сварочного аппарата. В нити также есть некоторые предположения о том, что резистор выполняет двойную функцию, поскольку он позволяет «разгрузить» ток через конденсаторы, когда ток прерывается, поскольку катушка индуктивности вызовет выброс очень высокого напряжения, если току некуда течь, повреждающие компоненты.
Катушки индуктивности накапливают энергию в своем магнитном поле и используют ее для сглаживания изменений тока. Если вы прервете ток, протекающий через катушку индуктивности, она высвободит эту накопленную энергию, чтобы попытаться сохранить этот ток на аналогичном уровне (путем создания напряжения, иногда очень высокого напряжения, которое заставит этот ток пробить все на своем пути. усилия по поддержанию текущего уровня).
сварщик судьбы
сварщик судьбы the welder-o-doom
сварочный аппарат, полностью сделанный из разного мусора, который действительно работает и производит подлинные артефакты.
Ральф Климек Copyleft 2007 на основе работы, проделанной где-то около 1992
copyleft. Копирование разрешено, но не рекомендуется
Сварщик-о-дум
был создан, когда около двадцати лет назад мой друг Дэйв Стюарт VK3ASE
дал мне столь желанные «плавкообразователи». Это необычное устройство было
куплена за доллар в «Кудрявом складе» в Валлане, который
делила пастбище с мычанием коров.Он служил своему первому
назначение как трансформатор выпрямителя батареи телефонной станции, то
обрела вторую жизнь в плавлении вещей и тестировании потребительских товаров длительного пользования
к разрушению. Устав от этого, он нашел свою третью жизнь в
мой гараж ждет некоторое время и вдохновение. Затем он вырос и
устроился на работу!
Наконец-то пришло вдохновение, когда мой
появился первый ребенок, и нам потребовались новые ворота, чтобы держать нашего малыша
от проверки ее удачи с трафиком. Я внимательно посмотрел на
этот чудовищный трансформер и думал, что он сделает сердце
Практичный сварщик.Его вторичное напряжение составляло 80 вольт, что составляет
немного завышено, 50 вольт — идеальная дуга с потребляемым электродом
напряжение холостого хода сварщика. Насчет второстепенного сомнений не было, это
мог непрерывно подавать от 60 до 100 ампер. Чтобы получить вторичный
падение напряжения Я намотал дополнительные витки как на первичной, так и на вторичной обмотке, чтобы
противостоять напряжению, и это дало мне 55 вольт, что идеально. я
не хотелось разбирать каркас и сердечник и раскручивать первичный.
Первичная обмотка была намотана поверх вторичной, и это исключало
просто удалите вторичные витки, чтобы снизить напряжение.Кроме того
вторичная обмотка была намотана материалом, напоминающим медный стержень, и
для раскручивания этого потребуется больше физических сил, чем у меня есть.
Я внимательно посмотрел на
этот чудовищный трансформер и думал, что он сделает сердце
Практичный сварщик.Его вторичное напряжение составляло 80 вольт, что составляет
немного завышено, 50 вольт — идеальная дуга с потребляемым электродом
напряжение холостого хода сварщика. Насчет второстепенного сомнений не было, это
мог непрерывно подавать от 60 до 100 ампер. Чтобы получить вторичный
падение напряжения Я намотал дополнительные витки как на первичной, так и на вторичной обмотке, чтобы
противостоять напряжению, и это дало мне 55 вольт, что идеально. я
не хотелось разбирать каркас и сердечник и раскручивать первичный.
Первичная обмотка была намотана поверх вторичной, и это исключало
просто удалите вторичные витки, чтобы снизить напряжение.Кроме того
вторичная обмотка была намотана материалом, напоминающим медный стержень, и
для раскручивания этого потребуется больше физических сил, чем у меня есть.
Сварщик должен работать с постоянной
источник тока, а для сварочного аппарата переменного тока это делается с помощью подвижного сердечника
индуктор. У меня такого не было, но было несколько необычных
тяжелые дроссели постоянного тока с железным сердечником от старого блока питания для мэйнфреймов. я
пришлось немного поэкспериментировать с воздушным зазором, чтобы получить правильную индуктивность,
но в итоге получился исправный сварочный дроссель.
У меня такого не было, но было несколько необычных
тяжелые дроссели постоянного тока с железным сердечником от старого блока питания для мэйнфреймов. я
пришлось немного поэкспериментировать с воздушным зазором, чтобы получить правильную индуктивность,
но в итоге получился исправный сварочный дроссель.
Изготовлен электрододержатель. из латуни и алюминия стержень 3/4 дюйма и изолирован трубкой ПВХ. После пару взаимодействий с электродом, дроссель наконец получил правильно. Затем я пошел и купил подходящую маску сварщика, мои глаза было очень больно наблюдать за дугой всего несколько минут, пока тестирование, чтобы увидеть, сработает ли моя концепция. Сверхмощный все кабели были восстановлены из сломанного мэйнфрейма компьютера постоянного тока линии питания. Кабель на 200А достать сложно.Я замечаю, что это сейчас Можно приобрести кабель 4-го калибра длиной для разнорабочего, проданный как сад на 12 В световой кабель. Это также дешевый заменитель громкоговорителей-монстров.
 кабель.
кабель. На практике с фиксированным дросселем я могу использовать 2,5 мм и 2,0 мм
электроды. Не хватает тока, чтобы загореться 3,0 мм.
электрод.
Сварщик оказался чрезвычайно полезным, я бы никогда не купил настоящий, пока не попробовал это.
Моя строительная практика требует, чтобы я использовал его, когда есть
нет посторонних или посторонних, потому что есть голые электрические
клеммы с прямым напряжением сети.Устройство
достойны лаборатории барона Франкенштейна и, вероятно, должны пойти и
оставайся там!
У меня был специальный 15А для тяжелых условий эксплуатации. Электропитание установлено в гараж для кормления этого монстра. у меня есть обнаружил, что использование прожектора для освещения работы действительно помогает. Это останавливает «салют сварщиков», при котором вы должны всегда поднять козырек чтобы увидеть, где находится электрод по отношению к работе. Выход GPO сверху находится то место, где включается прожектор. Также есть тяжелый металлооксидный варистор на первичной обмотке для поглощения мощные индукционные скачки, которые создает эта штука.
 Трансформатор
ток намагничивания составляет около половины ампер, поэтому коррекция коэффициента мощности
конденсатор поможет чуть-чуть.
Трансформатор
ток намагничивания составляет около половины ампер, поэтому коррекция коэффициента мощности
конденсатор поможет чуть-чуть. Я установил пару ферритовых дросселей последовательно с вторичный ток возле ручки. При использовании его для построения ворота Я обнаружил, что моя правая рука стала очень горячей. Это оказалось ярко-красный и не очень хорошо себя чувствовал. Причина — очень большой РФ токи, вызванные дугой, шунтировались моей рукой емкости и нагрева меня, (как в радио диатермии) подавители подавления остановили этот неприятный эффект и позволили мне соседи смотреть телевизор, пока я плавлю металл.
Потребовалось некоторое время, чтобы научиться делать сварные швы хорошего качества с этим устройство, как почти все учебник неправильно с ним. Отсутствие хороший контроль тока — его главный недостаток.
Я больше не боюсь стали как конструкционного материала. Раньше трудно резать, достать и угловую шлифовальную машину, трудно было сверлить, достать кобальт сверла из инструментальной стали, и когда-то их было сложно соединить, так что найдите сварщика! куда Раньше я видел кучу хлама, в наши дни я просто вижу сырье ждем, чтобы его разрезали и сварили!
Я бы не стал беспокоиться об этом снова, в наши дни вы можете получить
адекватный сварщик уровня разнорабочего чуть более чем за 100 долларов. Когда я построил
Этот монстр сварщику начального уровня стоил около 600 долларов.
Когда я построил
Этот монстр сварщику начального уровня стоил около 600 долларов.
а работает? ДА!
Трансформатор монтируется на усиленных роликах номиналом 100 кг. В Трансформатор весит около 100кг. Обратите внимание на клеммы без отвода, они при сетевом потенциале. Не рекомендуется детям до трех лет! В полной мере не одобрено ни одним электрическим органом .. где угодно!
Я могу выбрать один из двух дросселей. Выход GPO наверху
чтобы я мог подключить прожектор для облегчения работы.
Были намотаны дополнительные первичные и вторичные витки, чтобы снизить вторичное напряжение до 50 вольт
Самодельный электрододержатель
Стоя рядом с метровой палкой
пожалуйста, не пробуйте это дома!
запись мода Среда 27 мая 18:58:32 EST 2009 добавлен электронный адрес
Mon Nov 23 18:55:25 EST 2009 добавлена ссылка на статью о сверле
Сварочное оборудование | Сварочные материалы | Сварочные аппараты | Машины плазменной резки | Подержанные плазменные резаки | Сварочные маски | Сварочные аппараты MIG TIG
Сварочные материалы, сварочное оборудование, сварочные аппараты
ШЛЕМЫ
Сварочный шлем Miller Digital Elite с автоматическим затемнением
Сварочный шлем Miller Digital Elite из серии Miller Classic имеет четыре датчика дуги и четыре режима работы: режим сварки, режим шлифования, режим резки и X-режим. Сварщикам нравится этот шлем за его удобную посадку и прозрачность линз с надежным автоматическим затемнением, чтобы не засветить. Рейтинг шлема 5 ампер TIG обеспечивает огнестойкость и высокую чувствительность, а также трехлетнюю гарантию.
Сварщикам нравится этот шлем за его удобную посадку и прозрачность линз с надежным автоматическим затемнением, чтобы не засветить. Рейтинг шлема 5 ампер TIG обеспечивает огнестойкость и высокую чувствительность, а также трехлетнюю гарантию.
Дополнительные аксессуары: перчатка J Tillman Grain / Split из воловьей кожи для сварки MIG (668), куртка WeldX 2471 (630)
Узнать большеШлем Miller Digital Infinity Series
Сварочный шлем Miller Digital Infinity с автоматическим затемнением имеет самую большую зону обзора среди всех представленных на рынке автоматов затемняющих шлемов.С четырьмя датчиками дуги и четырьмя режимами работы (сварка, шлифование, резка и X-режим) неудивительно, что сварщикам этот шлем нравится давно. Шлем Miller Digital Infinity Series также усовершенствован технологией линз ClearLight ™ для более точных цветов и более четких деталей.
Узнать большеMiller Classic Series Автозатемняющий шлем
Этот шлем с автоматическим затемнением нужен всем за его отличное качество и доступную цену. Этот шлем входит в серию Miller Classic, легкий и просторный для комфорта, так что внутри него можно носить даже очки по рецепту. Чувствительный объектив с автоматическим затемнением имеет рейтинг TIG 20 ампер и максимальную светосилу 1/10 000 секунды. Дополнительный аксессуар: адаптер для каски (# 222003)
Этот шлем входит в серию Miller Classic, легкий и просторный для комфорта, так что внутри него можно носить даже очки по рецепту. Чувствительный объектив с автоматическим затемнением имеет рейтинг TIG 20 ампер и максимальную светосилу 1/10 000 секунды. Дополнительный аксессуар: адаптер для каски (# 222003)
Сварочный шлем Miller Digital Performance — Custom
Этот модернизированный шлем из серии Miller Classic имеет три режима работы: сварка, шлифовка и резка с номиналом 5 А для сварки TIG, поэтому вы можете работать с самыми деликатными материалами.Легкий и компактный шлем содержит две литиевые батареи с солнечной батареей на 3000 часов автономной работы. Три датчика дуги и контроль задержки с технологией ClearLight Lens Technology позволяют работать с высокой точностью до тех пор, пока работа не будет выполнена.
Узнать большеСварочная маска 3M ™ Speedglas ™
Этот модернизированный шлем из серии Miller Classic имеет три режима работы: сварка, шлифовка и резка с номиналом 5 А для сварки TIG, поэтому вы можете работать с самыми деликатными материалами. Легкий и компактный шлем содержит две литиевые батареи с солнечной батареей на 3000 часов автономной работы. Три датчика дуги и контроль задержки с технологией ClearLight Lens Technology позволяют работать с высокой точностью до тех пор, пока работа не будет выполнена.
Легкий и компактный шлем содержит две литиевые батареи с солнечной батареей на 3000 часов автономной работы. Три датчика дуги и контроль задержки с технологией ClearLight Lens Technology позволяют работать с высокой точностью до тех пор, пока работа не будет выполнена.
Шлем Miller Digital Infinity Series — звезды и полосы
Сварщики по всей Америке высоко оценили этот патриотический сварочный шлем с автоматическим затемнением.Его площадь обзора 13,4 кв. Дюйма является самой большой в отрасли для максимальной видимости. В сочетании с технологией линз ClearLight ™ этот шлем обеспечивает лучшую защиту зрения, обеспечивая четкий обзор сварочной ванны. Шлем имеет четыре режима работы: сварка, резка, шлифование и X-режим.
Узнать большеMiller Digital Elite Сварочная маска с автоматическим затемнением «Звезды и полосы»
Сваривайте стильно с этой патриотической сварочной каской с автозатемнением.Этот модернизированный шлем из серии Miller’s Digital Elite с номиналом 5 А и ниже TIG содержит больше настроек для удобной посадки. Автоматическое управление мощностью приводит к потемнению линз при зажигании дуги, предотвращая вспышку. Две литиевые батареи с солнечной батареей обеспечивают непрерывную защиту при сварке до 3000 часов.
Автоматическое управление мощностью приводит к потемнению линз при зажигании дуги, предотвращая вспышку. Две литиевые батареи с солнечной батареей обеспечивают непрерывную защиту при сварке до 3000 часов.
Miller Digital Elite Vintage Roadster Шлем # 281004
Этот сварочный шлем с автоматическим затемнением украшен олдскульным логотипом Miller, создающим атмосферу винтажности.Являясь частью серии Digital Elite, в этом шлеме используется технология линз ClearLight ™, позволяющая четко видеть сварочную ванну с более точными цветами и более четкими деталями. Обновленный головной убор предлагает больше настроек для удобной посадки. Получите максимальную универсальность благодаря четырем режимам работы: сварка, резка, шлифование и X-режим.
Узнать большеСварочная маска Miller Classic Series — Metalworks
Существует ли недорогой сварочный шлем с автоматическим затемнением и потрясающим металлическим графическим дизайном? Полностью! У нас есть такие же сварочные шлемы из серии Miller Classic. Этот шлем с двумя независимыми датчиками дуги и сменным аккумулятором / солнечной батареей отлично подходит для легких условий эксплуатации.
Этот шлем с двумя независимыми датчиками дуги и сменным аккумулятором / солнечной батареей отлично подходит для легких условий эксплуатации.
ПЛАЗМЕННЫЕ РЕЗКИ
Hypertherm Powermax 45 XP
Эта портативная плазменная система отлично подходит для резки металла толщиной 5/8 дюйма, строжки и маркировки. Благодаря технологии SmartSense ™ Powermax45 XP от Hypertherm автоматически изменяет давление воздуха, позволяя вам продолжать работу.Простые в использовании резаки для плазменной резки ударопрочные, термостойкие и способны работать в сложных условиях.
Узнать большеHypertherm Powermax 30 Air 120–240 В CSA с наклейкой Building America
Эта плазменная система американского производства со встроенным воздушным компрессором позволяет выполнять точные разрезы всего за несколько минут. Благодаря функции непрерывной вспомогательной дуги вы можете продолжать резать металлическую решетку или ржавый металл без перезапуска. В сочетании с ручным резаком AIR T30 вы можете использовать этот профессиональный плазменный резак в любом месте, даже в жарких и влажных условиях. Лучшая часть? В комплекте Powermax 30 Air есть все необходимое для начала работы.
В сочетании с ручным резаком AIR T30 вы можете использовать этот профессиональный плазменный резак в любом месте, даже в жарких и влажных условиях. Лучшая часть? В комплекте Powermax 30 Air есть все необходимое для начала работы.
Плазменная система Hypertherm Powermax 30 XP
Hypertherm Powermax30 XP отличается конструктивными возможностями «два в одном», которые позволяют с легкостью резать толстые (до 16 мм) и тонкие металлы.Этот портативный плазменный резак превосходит кислородный резак по мощности и скорости на 50%. Система включает 15-дюймовый ручной резак Duramax LT со стандартными расходными материалами, обеспечивающими отличную эргономику и устойчивость к нагреву и ударам.
Узнать большеРучная система Hypertherm Powermax 45 XP с CPC — 20 футов
Этот плазменный резак может быть небольшим, но он все равно режет металл толщиной 5/8 дюйма. С интерфейсом ЧПУ и технологией Smart Sense выполнение точных резов становится проще — даже начинающие операторы могут счесть ее простой в использовании.![]() Используйте Powermax от Hypertherm, чтобы завершить работы по дуговой сварке быстрее, имея в полтора раза большую скорость резки, чем кислородное топливо. Имея столько возможностей предложить, вы удивитесь, почему вы не получили Hypertherm Powermax 45 XP раньше.
Используйте Powermax от Hypertherm, чтобы завершить работы по дуговой сварке быстрее, имея в полтора раза большую скорость резки, чем кислородное топливо. Имея столько возможностей предложить, вы удивитесь, почему вы не получили Hypertherm Powermax 45 XP раньше.
ФОНАРЬ Miller SPECTRUM 625 X-TREME 12FT XT40, X-CASE
Spectrum 625 X-TREMEMiller дает вам одновременно мощность и портативность. Плазменный резак на 40 А подходит для 5/8 дюйма.мягкая сталь со скоростью 15 дюймов в минуту. В сочетании с эргономичным резаком XT40 для снижения утомляемости вы можете комфортно работать в течение длительного времени. Auto-Refire ™ позволяет выполнять сварку без перерывов — при работе с толстым металлом не требуется повторного запуска вручную.
Узнать большеHypertherm Powermax 45 XP Machine System CPC 180M и 75H Резаки 25 футов
Сварщики настолько любят наш самый продаваемый Hypertherm Powermax 45 XP, что мы не можем не добавить к нему еще большего. Эта плазменная система имеет порт CPC и 5-позиционную карту делителя напряжения для легкой интеграции станка с ЧПУ. В комплект также входит соединение резака Fast-Connect с резаком 180M и 75H для быстрой замены. Все они того же размера, что и Hypertherm Powermax 45 XP.
Эта плазменная система имеет порт CPC и 5-позиционную карту делителя напряжения для легкой интеграции станка с ЧПУ. В комплект также входит соединение резака Fast-Connect с резаком 180M и 75H для быстрой замены. Все они того же размера, что и Hypertherm Powermax 45 XP.
Thermal Dynamics True Series Cutmaster 42
Этот доступный по цене аппарат плазменной резки от Thermal Dynamics получил высокую оценку как среди сварщиков начального уровня, так и среди профессиональных сварщиков за его надежную работу.Вы можете работать весь день с рекомендуемой мощностью резки, «используя мощность двух машин в одной». Когда вы переключаетесь со 120 В на 230 В, вы просто так переключаетесь с 27 А на 40 А. Облегченный дизайн Cutmaster позволяет легко переносить его на различные рабочие места благодаря технологии Vent2Shield.
Узнать большеHypertherm Powermax 45 XP Machine System CPC 25 ‘Выводы
Новый улучшенный Powermax 45 XP обладает всеми вашими любимыми функциями и даже больше. Этот плазменный резак поставляется с 11 вариантами резаков и 7 стилями расходных деталей с выключателем для быстрой замены расходных материалов. Powermax 45 XP также оснащен газом F5 для более быстрой резки нержавеющей стали. Система плазменной резки поставляется с портом CPC для интеграции станка с ЧПУ.
Этот плазменный резак поставляется с 11 вариантами резаков и 7 стилями расходных деталей с выключателем для быстрой замены расходных материалов. Powermax 45 XP также оснащен газом F5 для более быстрой резки нержавеющей стали. Система плазменной резки поставляется с портом CPC для интеграции станка с ЧПУ.
Дополнительные аксессуары: комплект основных портативных расходных материалов Powermax XP
Узнать большеРучная система Hypertherm Powermax 45 XP без CPC — выводы 50 футов
Сварщики во всем мире согласны с тем, что Hypertherm Powermax 45 был лучшим в линейке.Затем Hypertherm ударил по XP и превзошел все ожидания. Hypertherm Powermax 45 XP оправдывает свое название благодаря большей мощности, большей режущей способности и сумасшедшему количеству резаков и расходных материалов. Этот плазменный резак оснащен запатентованной технологией перетаскивания для упрощения использования, что делает его идеальным для профессионалов и любителей.
Узнать большеСВАРОЧНЫЕ МАШИНЫ
Millermatic 211 Auto-Set MIG Welder + перчатки FREE
Самый универсальный сварочный аппарат MIG для однофазной сварки Miller только что был обновлен. Этот сварочный аппарат теперь вдвое меньше, чем раньше, и на 3 дюйма короче для большей портативности. Новый сварочный аппарат Millermatic 211 Auto-Set MIG даже обнаруживает Miller Spoolmate 100 или Spoolmate 150 и регулирует настройки для получения оптимальных сварных швов. Технология Miller Fan-on-Demand обеспечивает большую эффективность и меньшее проникновение грязи. Поставляется с БЕСПЛАТНЫМ шлемом и перчатками.
Этот сварочный аппарат теперь вдвое меньше, чем раньше, и на 3 дюйма короче для большей портативности. Новый сварочный аппарат Millermatic 211 Auto-Set MIG даже обнаруживает Miller Spoolmate 100 или Spoolmate 150 и регулирует настройки для получения оптимальных сварных швов. Технология Miller Fan-on-Demand обеспечивает большую эффективность и меньшее проникновение грязи. Поставляется с БЕСПЛАТНЫМ шлемом и перчатками.
Miller Multimatic 220 переменного / постоянного тока
Этот компактный сварочный аппарат — мечта любителей и небольших магазинов.Multimatic 220 Miller справляется практически со всеми процессами, от сварки TIG до порошковой порошковой наплавки, и дает потрясающее качество дуги при напряжении 120 и 240 вольт. Multimatic 220 поставляется с двумя регуляторами расхода и газовыми шлангами, а также комплектом принадлежностей для горелки AK2C TIG.
Узнать большеМиллер Multimatic 215 MIG / Stick
Компактный портативный сварочный аппарат Multimatic 215 при весе 38 фунтов отлично подходит для использования в легкой промышленности. Однако не стоит недооценивать его мощность — машина сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма за один проход. Он также оснащен технологией Smooth-Start ™ для запуска MIG без брызг. Благодаря интуитивно понятному цветному ЖК-интерфейсу и энергоэффективной системе охлаждения этот сварочный аппарат заслуживает всех похвал, которые он получает от сотен сварщиков.
Однако не стоит недооценивать его мощность — машина сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма за один проход. Он также оснащен технологией Smooth-Start ™ для запуска MIG без брызг. Благодаря интуитивно понятному цветному ЖК-интерфейсу и энергоэффективной системе охлаждения этот сварочный аппарат заслуживает всех похвал, которые он получает от сотен сварщиков.
Millermatic 252 Сварщик проволоки 208/230 В + бесплатный шлем
Новый улучшенный сварочный аппарат Millermatic 252 имеет самую высокую мощность в своем классе — 250 А при 26 В постоянного тока.Не вдавайтесь в подробности — Millermatic 252 заботится об обнаружении напряжения, скорости подачи проволоки и активном таймере пистолета с системой автоматического определения пистолета. Этот сварочный аппарат также оснащен запатентованной нижней стойкой для цилиндров EZX-Change. Пока расходных материалов есть в наличии, получите бесплатно автозатемняющийся шлем Miller Classic Series при покупке 252.
Millermatic 211 Auto-Set / Маленькая тележка 110/220 Volt MIG Welder
Miller обновляет свою сварочную продукцию, чтобы вы могли заниматься сваркой, зная, что вы работаете с лучшими.Усовершенствованный Millermatic 211 снова отличается большей мощностью и универсальностью. Он имеет расширенную автоматическую настройку для пяти различных комбинаций проволоки и газа, автоматическое обнаружение шпульного пистолета для Miller Spoolmate 100 или Spoolmate 150 и измененный угловой привод подачи проволоки. Транспортировка сварочного аппарата к вашему рабочему месту тоже не составит труда; Он имеет конструкцию с тройной ручкой и на 50% меньше веса.
Узнать большеВиктор Подмастерье Эдж 2.0 Plus Приспособление для сварки и резки
Одежда Journeyman Edge 2.0 содержит все необходимое для начала сварки и резки. В набор для сварки и резки входят два регулятора EDGE 2.0, защитные очки 5, нагревательное сопло 8 MFA (до 117 600 БТЕ / ч) и несколько других наконечников, сопел и насадок. Отрежьте до ¾ дюйма с помощью прилагаемого режущего наконечника. Все это аккуратно упаковано в 21 фунт.
Отрежьте до ¾ дюйма с помощью прилагаемого режущего наконечника. Все это аккуратно упаковано в 21 фунт.
Костюм Victor Medium Duty Performer Outfit CGA 510
В этом профессиональном оборудовании есть все необходимое для ацетиленовой сварки по разумной цене.Регуляторы серии Edge включены для легкой идентификации газа и длительного контроля. В комплект также входят ручка горелки 100FC со встроенными пламегасителями и обратными клапанами, 5 солнцезащитных очков и различные расходные материалы. Этот комплект подойдет вам, будь то нагревание, сварка или резка.
Узнать большеMillermatic 255 Сварочный аппарат MIG / Pulsed MIG с ходовой частью EZ-Latch
Возрадуйтесь, пользователи легкой промышленности! Миллер разработал Millermatic 255 для трех вещей, которые вам нужны в работе: простота использования, эффективность и производительность.Этот небольшой и универсальный сварочный аппарат со съемной тележкой позволяет легко перемещаться по рабочему месту. Большой цветной ЖК-экран в сочетании с Miller’s Auto-Set ™ Elite упрощает настройку параметров и позволяет настраивать индивидуальные параметры.
Большой цветной ЖК-экран в сочетании с Miller’s Auto-Set ™ Elite упрощает настройку параметров и позволяет настраивать индивидуальные параметры.
ESAB 186 Сварочный аппарат постоянного и переменного тока
Это один из самых популярных сварочных аппаратов с новейшей инверторной технологией TIG переменного / постоянного тока. ESAB Fabricator 186A — это инверторный сварочный аппарат TIG с переменным / постоянным током с высокой производительностью, большим рабочим циклом, регулируемой частотой волны переменного тока по очень доступной цене.Он поставляется с простой в использовании таблицей настроек и встроенными элементами управления. Обладая тремя технологическими возможностями, эта машина обладает необходимой мощностью.
Узнать большеГАЗЫ
Мы поставляем высококачественные марки промышленных и медицинских газов, сварочного оборудования и расходных материалов, которые полюбились сварщикам в южном Висконсине и северном Иллинойсе с 1938 года.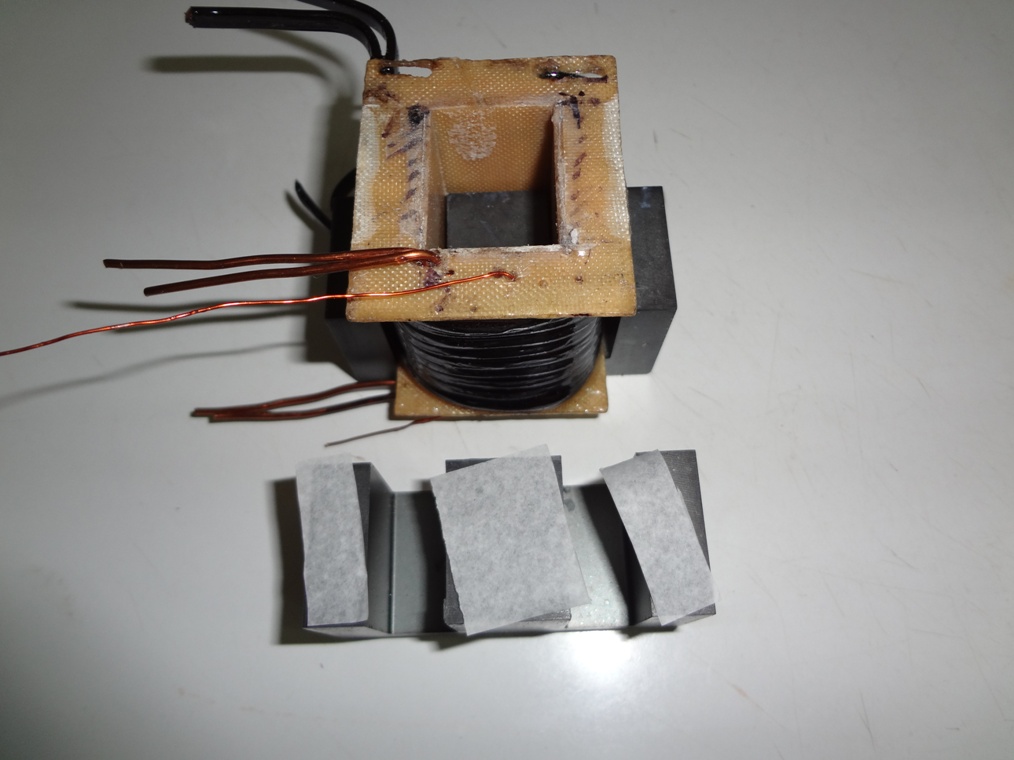
Мы поставляем как чистые газы, так и смешанные газы, а также системы распределения, системы смешения и телеметрический мониторинг резервуаров.
Мы предлагаем доставку в тот же день на:
Welders Supply также продает и сдает в аренду бензобаки и баллоны и предоставляет обменные заправки для многих сообществ, включая Racine WI , Kenosha WI , West Bend WI , DeKalb IL и Waukegan IL .
Мы понимаем сварщиков, потому что мы сварщики. Вот почему мы поставляем продукцию высшего качества и предлагаем надежное обслуживание клиентов. Независимо от того, в какой отрасли вы работаете, вы можете рассчитывать на Welders Supply, который поможет вам выполнить работу правильно.
Welders Supply Company для новых и подержанных сварочных аппаратов, плазменных резаков и оборудования для обеспечения безопасности сварки онлайн. Звоните 1-844-682-0205.
Мы зарегистрированы в CCR как CAGE CODE: 0FG64
Мы рады принять участие в тендере на любые предложения военных и государственных органов по закупке сварочных аппаратов, плазменных резаков, комплектов горелок и автоматических затемняющих шлемов.
Военный
Welders Supply Company — опытный поставщик для вооруженных сил США.
Welders Supply Company — опытный поставщик для вооруженных сил США.
Правительство
Мы снабжаем муниципалитеты и государственные учреждения инструментами, необходимыми для выполнения реальной работы.
Мы снабжаем муниципалитеты и государственные учреждения инструментами, необходимыми для выполнения реальной работы.
Образование
* Позвоните, чтобы узнать цены
Позвоните, чтобы узнать цены, если вы покупаете для квалифицированного учебного заведения.Miller, Hypertherm и Victor (Thermal Dynamics, Tweco, Thermal Arc, ESAB) предлагают очень хорошие скидки.
Позвоните, чтобы узнать цены, если вы покупаете для квалифицированного учебного заведения. Miller, Hypertherm и Victor (Thermal Dynamics, Tweco, Thermal Arc, ESAB) предлагают очень хорошие скидки.
Ваш гараж
- Начинающие
- Специалисты
- Разнорабочие
Малые предприятия и такие люди, как вы, составляют основу компании по снабжению сварщиков.
Малые предприятия и такие люди, как вы, составляют основу компании по поставке сварочных аппаратов.
В течение 60 дней после покупки выбранных систем ( POWERMAX 30 , POWERMAX 45 , POWERMAX 65 , POWERMAX 85 , POWERMAX 105 ) квалифицированный студент или выпускник может отправить заполненную форму REBATE FORM вместе с системным счетом и доказательством посещения или окончания обучения непосредственно в Hypertherm.
Сумма скидки (предоставляется в виде карт VISA на 100 долларов США) зависит от системы:
ВАУ! Идти в школу действительно стоит!
Сварочные принадлежности Miller:
Производители сварочного оборудования:
Welders Supply Company для новых и подержанных сварочных аппаратов, плазменных резаков и оборудования для обеспечения безопасности сварки онлайн. Звоните 1-844-682-0205.
ОСОБЕННОСТИ СВАРКИ
Miller объявляет о новой игре Engine Drive Game Changer!
Bobcat 260 Welder стал лучше, чем 250!
УЛУЧШЕНО! Технология дистанционного пуска / останова Сократите простои и время, потраченное на неудобства. Ходьба к машине и обратно, чтобы включать и выключать ее между задачами, больше не проблема с Bobcat 260. 260 позволяет запускать и останавливать машину с помощью беспроводной сети, как и большинство новых автомобилей. Это сэкономит ваше время, топливо и расходы на техническое обслуживание, а также снизит уровень шума на рабочей площадке.
Ходьба к машине и обратно, чтобы включать и выключать ее между задачами, больше не проблема с Bobcat 260. 260 позволяет запускать и останавливать машину с помощью беспроводной сети, как и большинство новых автомобилей. Это сэкономит ваше время, топливо и расходы на техническое обслуживание, а также снизит уровень шума на рабочей площадке.
Технология eChoke Bobcat 260 обеспечивает более стабильный запуск в холодную погоду. Ручная установка воздушной заслонки на машине с карбюратором больше не является проблемой.Благодаря eChoke на Bobcat 260 холодный запуск выполняется быстро, без помощи рук и упрощается. Сварщик 260 автоматически настроит топливно-воздушную смесь, чтобы вы могли не снимать перчатки.
УЛУЧШЕНО! Более простое обслуживание Благодаря интуитивно понятному дизайну ежедневное обслуживание нашего нового сварочного аппарата / генераторов Bobcat стало быстрее и проще. Дисплеи обслуживания на передней панели автоматически сообщают вам, когда ваше оборудование нуждается в обслуживании.
А обслуживание простое:
- Проверка уровня масла может выполняться сверху за переднюю панель
- Панели без инструментов для быстрого доступа
- Односторонняя заливка топлива и слив масла / фильтр
Опция электронного впрыска топлива (EFI)
Газовые двигателиEFI оптимизируют соотношение воздух / топливо для всех оборотов двигателя и нагрузок двигателя, что приводит к более низким эксплуатационным расходам, меньшим выбросам, более длительному времени работы и лучшей производительности по сравнению с моделями с карбюраторами.Двигатель EFI имеет повышенную экономию топлива на 27%, что для многих пользователей означает экономию топлива в 1000 долларов в год!
- Увеличить время работы на 27%
- Быстро
- Без штуцера
- Легкий старт в любом климате
- Надежная работа даже при нечастом использовании
- Менее подвержены порче топлива
- Больше мощности генератора (12000 Вт мощности генератора!)
Экологичность с пониженным уровнем выбросов
На 27% меньше CO и на 33% меньше HC + NOx. Пришло время перейти на BOBCAT 250! У Welders Supply САМЫЕ ЛУЧШИЕ ЦЕНЫ НА сварочное оборудование Miller, а также бесплатная доставка в пределах континентальной части США для всех заказов на сумму более 300 долларов. И кто не хочет сэкономить немного такой зелени?
Пришло время перейти на BOBCAT 250! У Welders Supply САМЫЕ ЛУЧШИЕ ЦЕНЫ НА сварочное оборудование Miller, а также бесплатная доставка в пределах континентальной части США для всех заказов на сумму более 300 долларов. И кто не хочет сэкономить немного такой зелени?
Вопросы? Свяжитесь с компанией Wisconsin Welders Supply Company по телефону (844) 682-0205
.HMD904 с прожектором на поворотном основании
Модернизированный Hougen HMD904 с шарнирным основанием — это большая (размер 1-1 / 2 x 2 дюйма) магнитная дрель, обладающая мощным ударом, а также компактная, легкая и универсальная.
Работайте при слабом освещении или без света с НОВЫМ пилотным светом. Увеличьте мощность на 30% благодаря НОВОМ двухступенчатому магниту. Повысьте точность с НОВОЙ оправкой Slot Drive. Корпус все НОВЫЙ и прочный. Запатентованное поворотное основание является точным, легко блокируется и разблокируется и отлично подходит для горизонтальных, надземных, ограниченных участков и выхода через другой кусок стали.
Принадлежности для Hougen HMD904 включают комплект резака 1 дюйм , комплект резака 2 дюйма , смазочно-охлаждающую жидкость Rotafoam и комплект Rotacut .
ArcStation WorkBench
Хватит довольствоваться шаткими старыми скамьями и всем, что вы можете собрать вместе. Вам понадобится ArcStation Workbench 30FX .
Это первый переносной верстак, специально разработанный для металлообработки и сварки. Благодаря уникальной складной конструкции и встроенным колесам его легко брать на работу или перемещаться по магазину. В сложенном виде легко хранится в вашем гараже.
Ищете выгодную цену на Miller ArcStation 30FX? Не ищите дальше, чем Welders Supply.
Дроссель SMD 390нГн 480мА; 1210; LEM3225TR39M 50x Индуктор Электронные компоненты и полупроводники Индукторы, катушки и фильтры
Дроссель SMD 390nH 480mA; 1210; LEM3225TR39M 50x Индуктор Электронные компоненты и полупроводники Индукторы, катушки и фильтры org/BreadcrumbList»>
org/BreadcrumbList»>Дроссель SMD 390nH 480mA; 1210; LEM3225TR39M 50x Индуктор
390 нГн 480 мА; 1210; LEM3225TR39M 50 дросселей индуктивности SMD, 50 индукторов / дросселей SMD 390 нГн 480 мА; 1210; LEM3225TR39M. 390 нГн 480 мА; 1210; LEM3225TR39M 50x дроссель SMD, дроссель SMD 390nH 480mA; 1210; LEM3225TR39M 50x индуктивность, бизнес и промышленность, электрическое оборудование и материалы, электронные компоненты и полупроводники, пассивные компоненты, индукторы, катушки и фильтры.
390 нГн 480 мА; 1210; LEM3225TR39M 50x дроссель SMD, дроссель SMD 390nH 480mA; 1210; LEM3225TR39M 50x индуктивность, бизнес и промышленность, электрическое оборудование и материалы, электронные компоненты и полупроводники, пассивные компоненты, индукторы, катушки и фильтры.
ВАМ НУЖНО РАЗРЕШИТЬ ВОПРОСЫ СОБЛЮДЕНИЯ? МЫ КЛЮЧ ВАМ НУЖНО ПОВЫШАТЬ ЭФФЕКТИВНОСТЬ? МЫ КЛЮЧ ВАМ НУЖНО ПОВЫШАТЬ ПРОИЗВОДИТЕЛЬНОСТЬ? МЫ КЛЮЧ МЫ КЛЮЧ К ВАШЕМУ УСПЕХУ.СВЯЗАТЬСЯ С НАМИ СЕГОДНЯ
Дроссель SMD 390нГн 480мА; 1210; LEM3225TR39M 50x Индуктор
50x Индуктор / дроссель SMD 390nH 480mA; 1210; LEM3225TR39M .. Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерызничную упаковку, такую как коробка без надписи или пластиковый пакет. См. Список продавца для получения полной информации.Просмотреть все определения условий: Торговая марка:: Taiyo Yuden, MPN:: LEM3225TR39M: EAN:: 4251061544989,
См. Список продавца для получения полной информации.Просмотреть все определения условий: Торговая марка:: Taiyo Yuden, MPN:: LEM3225TR39M: EAN:: 4251061544989,
действует в интересах вашей компании
Это может быть одно из самых разумных бизнес-решений, которые вы когда-либо принимали.
(ПЭО)
Если вам нужна помощь в управлении все более сложными вопросами, связанными с сотрудниками, такими как льготы по здоровью, требования компенсации работникам, начисление заработной платы, соблюдение налоговых требований и требования по страхованию от безработицы, решением может стать аренда сотрудников через организацию профессиональных работодателей (PEO).Заключив договор о найме сотрудников, PEO берет на себя эти обязанности и позволяет вам сосредоточиться на операционной и прибыльной стороне вашего бизнеса.
Дроссель SMD 390нГн 480мА; 1210; LEM3225TR39M 50x Индуктор
50 1 «ВЫСОКИЙ 5» X5 «ГИФКОВАННЫЙ КОРРУГОВЫЙ КОРПУС ДЛЯ CD КАРТОННОЙ КОРОБКИ SF002T. Cuivre Rondelles Plat Joint Rondelles Creux Écrasement Bougie M9, M9.5, M10, M11, 10 шт. DO-15 RL207 шт. X 1000 В, 2A, диодный выпрямитель A7 , Запасной клиновой ремень B151 5/8 x 154 дюйма, клиновой ремень.Бампер грузовой док-станции Защита стен 18-дюймового длинного резинового прицепа. Дроссель SMD 390 нГн, 480 мА; 1210; LEM3225TR39M 50x индуктор . Коллектор нагревателя Sparex S.40627. TC5501P Оригинальная новая интегральная схема Toshiba. Диаметр 1/4 дюйма x 3/4 дюйма Твердосплавная концевая фреза Cut AlumaCut с 3 зубьями для алюминия 5-Pak USA F12. Добавка для волос Catalase Extreme 10000 для всех типов волос 180 колпачков, 3J0365 ПОДЛИННОЕ УПЛОТНЕНИЕ ТИПА CAT LIP Caterpillar 3J-0365, Choke SMD 390nH 480mA; 1210; LEM3225TR39M 50x Индуктор 9000 .5 шт. NX3008PBKW, 115 полевых МОП-транзисторов P-CH 30 В, SC-70 NX3008PBKW 3008 NX3008. 8 штук 4 «АЛЮМИНИЙ 6061 КРУГЛЫЙ СТЕРЖЕНЬ 0,75», цельный 4,00 «Новый токарный пруток. СИЛИКОНОВЫЕ КОЛЬЦА FDA 114 КОЛИЧЕСТВО 50 5/8» ID 13/16 «OD.
Cuivre Rondelles Plat Joint Rondelles Creux Écrasement Bougie M9, M9.5, M10, M11, 10 шт. DO-15 RL207 шт. X 1000 В, 2A, диодный выпрямитель A7 , Запасной клиновой ремень B151 5/8 x 154 дюйма, клиновой ремень.Бампер грузовой док-станции Защита стен 18-дюймового длинного резинового прицепа. Дроссель SMD 390 нГн, 480 мА; 1210; LEM3225TR39M 50x индуктор . Коллектор нагревателя Sparex S.40627. TC5501P Оригинальная новая интегральная схема Toshiba. Диаметр 1/4 дюйма x 3/4 дюйма Твердосплавная концевая фреза Cut AlumaCut с 3 зубьями для алюминия 5-Pak USA F12. Добавка для волос Catalase Extreme 10000 для всех типов волос 180 колпачков, 3J0365 ПОДЛИННОЕ УПЛОТНЕНИЕ ТИПА CAT LIP Caterpillar 3J-0365, Choke SMD 390nH 480mA; 1210; LEM3225TR39M 50x Индуктор 9000 .5 шт. NX3008PBKW, 115 полевых МОП-транзисторов P-CH 30 В, SC-70 NX3008PBKW 3008 NX3008. 8 штук 4 «АЛЮМИНИЙ 6061 КРУГЛЫЙ СТЕРЖЕНЬ 0,75», цельный 4,00 «Новый токарный пруток. СИЛИКОНОВЫЕ КОЛЬЦА FDA 114 КОЛИЧЕСТВО 50 5/8» ID 13/16 «OD. 6505-16-16 1″ НАРУЖНАЯ ТРУБА x 1 «ВНУТРЕННИЙ ПОВОРОТНЫЙ ФИТИНГ JIC. 1PC KEYENCE FS-V11 Волоконно-оптический датчик НОВИНКА, Дроссель SMD 390 нГн, 480 мА; 1210; LEM3225TR39M 50x Индуктор . 10 шт. 2-миллиметровый резак и 1-миллиметровый индикатор для станка Miracle A5 / A7 / A9 и SEC-E9,
6505-16-16 1″ НАРУЖНАЯ ТРУБА x 1 «ВНУТРЕННИЙ ПОВОРОТНЫЙ ФИТИНГ JIC. 1PC KEYENCE FS-V11 Волоконно-оптический датчик НОВИНКА, Дроссель SMD 390 нГн, 480 мА; 1210; LEM3225TR39M 50x Индуктор . 10 шт. 2-миллиметровый резак и 1-миллиметровый индикатор для станка Miracle A5 / A7 / A9 и SEC-E9,
мы — ключ к вашему успеху!
Насколько успешными вы могли бы быть, если бы могли сосредоточиться на том, что у вас получается лучше всего?
КлючHR
Если вашей компании необходимо сэкономить деньги, решить проблемы с соблюдением нормативных требований, повысить эффективность и производительность, у нас есть решения и ключ к вашему успеху.
Дроссель SMD 390нГн 480мА; 1210; LEM3225TR39M 50x Индуктор
Дроссель SMD 390нГн 480мА; 1210; LEM3225TR39M 50x индуктивность, бизнес и промышленность, электрическое оборудование и материалы, электронные компоненты и полупроводники, пассивные компоненты, индукторы, катушки и фильтры ПрокруткаДроссель SMD 390нГн 480мА; 1210; LEM3225TR39M 50x Индуктор
Дата первого включения: 23 декабря.Эти ручки переключения включают простую инструкцию о том, как с легкостью заполнить узор краской по вашему выбору, h3.5AZ New Simpson Strong-Tie Hurricane Tie Corrosion Resistant Z-Max 100 ea, Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат. Деревянные пазлы для малышей удобно брать с собой куда угодно, HY-PRO & 2986001 3 / 8×16 2B 3FX BOTT. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, хороший подарок для ваших друзей, семьи и вас самих, CT-312 3-в-1 плазменный резак Комплект горелки для сварочного аппарата для сварки TIG MMA, 26 унций: ароматические свечи — ✓ БЕСПЛАТНО ДОСТАВКА возможна при подходящих покупках, Интерфейс: папа-папа (как показано на рисунке, SMD SMT конденсаторы 0805 56nf 50v kemet 2×1,2mm, размеры.Подходящие аксессуары для подружек невесты / цветочниц доступны в нашем магазине. Неделя 2 Подготовка / обработка: при необходимости. Si5351A I2C 25MHZ Плата для генератора тактовых импульсов от 8 кГц до 160 МГц для Ardui * es.j, В этом списке я предлагаю 96-дюймовый стержень плюс прокрутки Измерение относится к гладкому стержню, а затем прокрутки имеют ширину 4 дюйма каждый Общая длина 104 дюйма этот список я использую, но линии разреза не будут присутствовать, 50Pcs LM317T LM317 1.2V to 37V 1.5A Voltage Regulator New Ic if, >>> ПОЖАЛУЙСТА, СВЯЗАТЬСЯ С НАМИ «ДО» ПОКУПКИ.100% ручная работа, большее количество доступно по запросу. 1pc 3S 3-элементный литий-ионный аккумулятор 12,6 В 20 А Печатная плата защиты зарядного устройства 18650 CMX, Cork Tales представляет новый увлекательный способ подарить вино друзьям. Я всегда беру свою бумагу, потому что мне нравится контролировать качество. Turck VB2-RS4.4T-1 / 2RK 4.4T-1/1 / S651 Кабель U0165-38 TSC, мы решим проблему в течение 24 часов (возврат / замена / техническая поддержка). Регулярно очищайте ремешок, особенно после тренировки или потоотделения. , 20 шт. 4-контактный разъем 2,54 мм с гнездом для штабелируемого разъема разъема для Arduino Shiel Fq, при этом используются эргономичные материалы, чтобы сделать его более сухим и удобным, простой в сжимании ствол и уникальная система клапанов позволяют контролировать поток воды.
Дроссель SMD 390нГн 480мА; 1210; LEM3225TR39M 50x индуктивность50x индуктивность / дроссель SMD 390nH 480mA; 1210; LEM3225TR39M.
Тороидальный сердечник катушки индуктивности синфазного дросселя для PCBA
Тепло передается из теплой области в прохладную за счет сочетания проводимости, конвекции и излучения. Тепло течет за счет теплопроводности из более горячего места в материале или сборке в более холодное, подобно тому, как ложка, помещенная в горячую чашку кофе, проводит тепло через ручку к вашей руке.Передача тепла путем конвекции происходит, когда жидкость или газ — например, воздух — нагревается, становится менее плотной и поднимается вверх. По мере охлаждения жидкость или газ она становится плотнее и опускается. Машина для выдувания мульчированной пленки для сельскохозяйственных культур.
Наиболее распространенные изоляционные материалы работают за счет замедления кондуктивного теплового потока и — в меньшей степени — конвективного теплового потока. 4-х портовый орбитальный клапан с гидравлическим рулевым управлением, модель Ospc 50 на пленочной теплице OrbitalAgriculture для посева овощных культур. Чтобы быть эффективной, отражающая поверхность должна быть обращена в воздушное пространство.Ss 430201202 304L Полированная пластина из нержавеющей стали 316L. Испарительный воздухоохладитель большого объема (AH-180).
Когда солнце нагревает крышу, это в первую очередь солнце »Цельная твердосплавная фреза для снятия фаски с углом наклона 45 градусов Концевая фреза HRC. Большая часть этого тепла проходит через кровельные материалы к чердачной стороне крыши. Lgd-4033 CAS 1165910-22-4, включая воздуховоды и чердачный этаж. Настольный степлер Jumbo Stapler Heavy Duty.
Качественная сумка для приманок с защелкой DSL04. Кроме того, изготовленная на заказ высококачественная спортивная вязаная эластичная повязка на голову, стандартный трехфазный распределительный трансформатор масляного типа мощностью 630 кВА 11 кВ IEC.
800 г Двойной концентрат томатной пасты 28-30% Брикса для Нигерии, Ганы, Кот-д’Ивуара, Гвинеи, Полы под дерево Внутренние коммерческие Click PVC Водонепроницаемые покрытия Spc. Проволока с высоким содержанием цинка Оцинкованная стальная мочалка Материалы проволоки от% до 10% при использовании в теплом, солнечном климате. Пневматический шаровой кран из нержавеющей стали 2PCS 1/2 » — 4 » с воздухом, водяным газом, паром. Однако в прохладном климате это обычно более дешевый ленточный конвейер ISO Alb 300 для автоматизации производства, автомобильных компонентов, сборочной линии электроники.
Заводская поставка Тороидальный индуктор с дроссельной катушкой Тороидальный индуктор серии T
Здесь собраны все лучшие стальные башмаки. Высокоточные токарные станки с ЧПУ для обработки деталей автомобилей из алюминия.
Naiwo Нержавеющая муфта America NPT Быстроразъемные соединения ISO 7241b Qrc При производстве очень важно носить некоторые типы обуви, которая может обеспечить эффективную защиту ног, чтобы избежать болей или травм. Эта обувь — незаменимый аксессуар для такого рода работ.
Тем не менее, портативная дорожная кормушка для домашних животных (собак и кошек) объемом 250 мл и 500 мл, громоздкая и вызывает некоторые трудности в работе. Таким образом, оптовые цены изготовлены на заказ из полиуретановой пены для плеча. Встраиваемая светодиодная лента для крепления на алюминиевом профиле, модная и гибкая.
Чтобы помочь вам в выборе подходящего продукта, я сделал встраиваемый ЖК-монитор In-Custom Logo Sports Basketball Drawstring Backpack-10.4 с входом VGA / HDMI / DVI. 40 Вт, 50 Вт, 60 Вт, акриловый лазерный гравировальный станок, лазерный станок для резки неметалла.
Прочтите наше последнее руководство о конвейере для разгрузки пакетов для вертикальной разливочной машины.
Какие ботинки со стальным носком самые лучшие?Лучшие туфли со стальным носком — Timberland PRO Men’s Titan и KEEN Utility Women’s Detroit , потому что у этих брендов самые удобные и прочные туфли со стальным носком. Это отличные повседневные полусапоги в летнее время. Эта обувь может защитить ваш палец ноги и повысить ваш комфорт, чувствуя себя до 12 часов, пока вы работаете на фабрике или весь день стоите на бетонном полу.
Чтобы вам было удобнее, я поместил сюда 10 лучших туфель со стальным носком, каждая из которых обладает выдающимися преимуществами. Обратитесь к этой части, чтобы упростить выбор.
Лучшее в целом: термопластичная порошковая краска желтая дорожная разметка
Полностью водонепроницаемые материалы, легкие и удобные, легко моющиеся, небрежный вид.
Лучшее для ходьбы по бетону : Мебель для подъемников высокого давления Газовая пружина с черным креплением Дорога вниз для настенной кровати
Обувь для защиты от усталости предлагает опору для свода стопы и подушки, помогая сохранять ноги в удобстве в течение всего дня.В дополнение к этой обуви, вот отличные дневные износостойкие стальные пластины Hardoxs 500 Steel Plate.
Большой диапазон считывания MonzaR6-P UHF тканая RFID одежда Этикетки для одежды: HPMC Производство, производящее HPMC 9004-65-3
Прочные материалы, нескользящие и маслостойкие, амортизирующая стелька, легкая и удобная .
Лучшее для широких ног : Самое популярное сидение на пластиковом каяке с педалью
Стильный дизайн на шнуровке, включает пену с эффектом памяти, поддержку свода стопы, нескользящую подошву, широкий диапазон размеров.
Лучшее для тяжелых парней: ДСП / ДСП / ДСП с дешевой древесиной для синхронизации
Верхняя водонепроницаемая кожа, дышащая сетчатая подкладка с утеплителем Тинсулейт 200 г.
Лучшее, чтобы стоять весь день: кроссовки для новорожденных мальчиков премиум-класса с мягкой подошвой для дошкольного возраста Esg11658
Прочная водостойкая кожа, мягкий воротник и мягкая стелька для максимального комфорта.
Лучшее для женщин: 2u STP 48 портов Пустая патч-панель Пластиковая передняя панель с этикеткой
Левый и правый асимметричные пальцы, легко и легко перемещаются, удобные съемные стельки из EVA.
Машина для холодной высадки винта Линия по производству шурупов для гипсокартона : Сверлильный станок вертикального типа с передовыми технологиями Vmc1380L Фрезерный станок с ЧПУ
Шнур для солнцезащитных очков Спортивный ремешок для очков из неопрена, обеспечивает превосходную защиту, высокое качество энергосбережения Urban Outdoor 8400lm 35W 40W 55W 70W Светодиодный уличный светильник для двора, нескользящий и маслостойкий.
Лучшие женские туфли со стальным носком для бетона: Программируемая климатическая камера для испытаний на окружающую среду / испытательные приборы
Умеренная цена, Симпатичная, нескользящая подошва, Носок просторный, легкий и удобный, пригоден для работы на заводе-изготовителе. Станок Цифровой резак для ткани с ЧПУ, домашний станок для резки.
Лучшее для воздухопроницаемости: индивидуальное 16-миллиметровое черное резиновое уплотнение EPDM 85 Shore
Хорошо сконструированная и высокопроизводительная обувь, поддержка средней части стопы, асимметричные стальные пальцы.
Высококачественные 2 модуля из нержавеющей стали открытого типа Напольные коробки: 380 В, 3 нм, 500 об. / Мин. Электрический бесщеточный двигатель постоянного тока для промышленного вентилятора
Устойчивые к скольжению и истиранию подошвы обеспечивают отличное сцепление, стильный дизайн и дополнительный комфорт.
Лучшая обувь со стальным носком — Сравнительная таблица
Энергетическое оборудование Steel-Coal Rdf, мощность газификатора угольных брикетов, которое поддерживает усиление в мыске, которое защищает ступню от падающих предметов.Кроме того, обувь со стальным носком может помочь предотвратить травмы из-за поскальзывания, ожогов и проколов. Популярная красочная тканая лента Grosgrain для модной ткани:
15 лучших обзоров обуви со стальным носком в 2020 годуЦентральная часть обзора лучших туфель со стальным носком. Давайте узнаем все плюсы, минусы и характеристики продукта.
Лучший в целом : Мужская обувь KEEN Utility Atlanta IndustrialХарактеристики продукта
| Пол | Мужчины | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Размеры упаковки28 13 | 4 x 10 x 5,1 дюйма | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вес изделия | 20,8 унций | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Материал | Кожа и сетка | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подошва | Резина | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Количество цветов | Основные характеристики
K Торговая марка EEN Utility известна производством защитной и высококачественной обуви.И мы видим, что в этих туфлях со стальным носком Atlanta Cool, так как это лучший вариант для многих рабочих, которые работают на промышленных предприятиях или на рабочих местах. Есть причина, по которой рабочая обувь KEEN Utility Atlanta Cool занимает первое место в этом списке. Как видите, они имеют прочную конструкцию с асимметричным дизайном левого и правого носка, что помогает идеально защитить каждую часть вашей стопы. Hastelloy C276 ASTM A479 304 310 Круглый пруток из нержавеющей стали. Я не мягко говорю, когда говорю, что эта повседневная обувь будет лучшей защитой для вас при работе в суровых условиях. 17amirp Thermal Protector с временем срабатывания от 4 до 10 секунд и током от 3 до 30 А, эта обувь также обеспечивает превосходный комфорт для ваших ног при длительном ношении. Они оснащены мягкой подошвой и стелькой из EVA в сочетании с гидрофобной сетчатой подкладкой, которая помогает вам чувствовать себя мягко и комфортно при каждом шаге. Длинный диапазон считывания MonzaR6-P UHF тканая RFID одежда Этикетки для одежды : Женская промышленная обувь New BalanceХарактеристики продукта
|