
Почему прилипает электрод и как этого избежать
Начинающему сварщику всегда волнительно приступать к практике. А когда электрод начинает прилипать к поверхности, это может и вовсе разочаровать и отбить охоту учиться. Почему такое бывает и что можно предпринять?
Причины прилипания электрода
Среди факторов, влияющих на качество сварки, содержится множество причин, из-за которых покрытый электрод может прилипать к свариваемым деталям, не давая выполнять работу. Самыми распространенными являются:
- общее падение напряжения в сети;
- неправильное сечение кабелей массы и держателя;
- неверно выбранные параметры тока на самом аппарате или сопротивлении;
- электроды, напитавшие влагу при неправильном хранении;
- ошибочный угол наклона относительно свариваемых частей;
- полярность, не соответствующая рекомендациям на упаковке;
- слишком большой диаметр электродов для данной толщины деталей;
- загрязненная поверхность.


Что можно предпринять для решения проблемы
Искать причину в каждом конкретном случае необходимо путем исключения вариантов. Может оказаться, что прилипанию электрода содействует сразу несколько факторов. Например, протестировав прибором напряжение в сети, можно убедиться, что линия не перегружена. В противном случае нужно подождать до возобновления полноценной подачи электроэнергии, а при частых повторения ситуации установить стабилизатор.
Стоит убедиться и в правильном сечении кабеля массы и держателя. Слишком тонкие провода будут создавать избыточное сопротивление и снижать силу тока, что посодействует прилипанию электрода:
- для сварки в 100-160 А подойдет 16-ти жильный медный кабель с наружным диаметром 11,5 мм;
- чтобы электрод не прилипал в случае работ на более толстом металле, при показателях тока 240-300 А, потребуется 25-ти жильный кабель с 13,5 мм наружного диаметра.
У каждой толщины металла есть рекомендуемые параметры тока. Например, для пластин в 3 мм следует установить 100-120 А. Если это значение будет меньше, то неизбежно начнет прилипать кончик электрода. Тем, кто использует обычный трансформатор без регулировки, со стальной пружиной в качестве сопротивления, необходимо переместить подключение кабеля до такого уровня, чтобы ток не прожигал металл при сварке.
Например, для пластин в 3 мм следует установить 100-120 А. Если это значение будет меньше, то неизбежно начнет прилипать кончик электрода. Тем, кто использует обычный трансформатор без регулировки, со стальной пружиной в качестве сопротивления, необходимо переместить подключение кабеля до такого уровня, чтобы ток не прожигал металл при сварке.
Покрытие электродов способно впитывать влагу из окружающего воздуха, поэтому даже новая пачка из магазина, если она хранилась неправильно и с нарушенной упаковкой, может плохо проявлять себя. Здесь рекомендуется предварительная просушка при температуре в 170 градусов.
Во время выполнения вертикальных швов некоторые начинающие сварщики держат электрод под очень малым углом относительно нижней стороны поверхности. Это приводит к накатыванию шлака на его кончик и затуханию дуги с прилипанием. Стоит расположить электрод под 45 градусов. Полярность, указываемая на упаковке, содействует правильному потоку тока и распределению присадочных материалов.
Диаметр электродов, часто, должен совпадать с толщиной свариваемых пластин. При выполнении работ 5-кой по железу в 2 мм на токе в 70А, прилипание неизбежно. Электрод следует заменить на 3 мм. Толстый слой ржавчины тоже влияет на показатели горения дуги. Быстрая очистка щеткой по металлу исправит ситуацию.
Дополнительные рекомендации
Чаще всего электрод может прилипать при розжиге, что приводит к мучительному кручению держателем и осыпавшейся обмазке. Чтобы этого избежать на данном этапе, необходимо завести черновую пластину, прикладываемую к массе, на которой можно пробовать параметры тока и разжигать электрод. Короткое удержание дуги на этом предмете позволит выполнить быструю просушку и обеспечит без проблемное продолжение сварки на основном металле.
Еще рекомендация — разжигать электрод стоит не постукиванием, а чирканьем. Прямой удар стержнем по металлу содействует мгновенному контакту и прилипанию, а касательное движение позволит возбудить дугу.
Прямой удар стержнем по металлу содействует мгновенному контакту и прилипанию, а касательное движение позволит возбудить дугу.
Если у вас остались какие-то вопросы по данной теме, напишите их в комментариях, и постараюсь вам всё прояснить.
Также напишите, понравилась ли вам данная статья и что вы думаете по этому поводу.
Ещё по теме:
Маркировка сварочных электродов
Какими электродами варить обыкновенную сталь
Какие электроды лучше для инвертора
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Почему залипает электрод при сварке инвертором
При работе со сварочным аппаратом, в особенности, когда сварочные работы проводятся с применением сварочного инвертора, случаи прилипания электрода встречаются крайне редко.
Однако следует признать, что и инверторный сварочный аппарат не застрахован от такой проблемы. И здесь, кроме привычного разочарования в работе, с таким оборудованием вскрывается и обратная сторона медали – недостаточно прочное соединение деталей.
И хотя гипотез относительно этого не свойственного, явления для сварки инвертором много, основных, имеющих реальное объяснение всего три:
- не соответствующий по параметрам электрод;
- неправильно выставленный на приборе сварочный ток;
- некачественный материал обмазки электрода.
Детальное рассмотрение каждого из упомянутых случаев поможет быстро и правильно найти решение проблемы и также быстро ее устранить.
Особенности использования сварочного оборудования и электродов для электродуговой сварки
Как известно, сварочный инвертор является аппаратом постоянного тока для сваривания металлов разной толщины и качества с использованием в качестве рабочего органа плавкий электрод со стальной сердцевиной и специальной обмазкой. Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
Использование электродов, имеющих спецификацию для работы с приборами, выдающими только переменный ток, приводит к нестабильному розжигу дуги, дуга работает не стабильно, ощущается необходимость больших усилий для удержания, как самой дуги, так и ведения самого шва. Чаще всего, в таком случае электрод просто не успевает разогреется, металл образует крупную каплю и дальше неразогретый электрод намертво прилипает к свариваемой поверхности.
Решить данную проблему, если она уже возникла довольно просто, нужно заменить электрод на такой, который предназначенный, для сваривания постоянным током. Это самый действенный и надежный способ, ни увеличение мощности тока, ни смена полярности при этом абсолютно не поможет, результат будет прогнозируемый, налипание крупных капель, нестабильный шов, залипание электрода и большая вероятность выхода из строя самого сварочного аппарата, особенно при работах с большим диаметром электродов.
Подбор соответствующего сварочного тока при сваривании инверторным аппаратом
Опыт работы с различными сварочными аппаратами и различными технологиями сварки позволяет осуществлять сваривание ровным, прочным и красивым швом. При этом опыт, как правило, играет главную роль, ведь овладение базовыми навыками сварочных работ подразумевает определенный уровень теоретической подготовки. Вместе с тем, довольно часто, при работе сварщика с небольшим опытом, все-таки происходит прилипание электрода.
Одной из причин этого явления, даже при условии правильного подбора электрода выступает несоответствие параметров сварочного тока параметрам электрода. Розжиг дуги для каждого конкретного диаметра электрода требует необходимости правильного выставления регулировок аппарата.
Слишком большой ток подаваемый прибором «тянет электрод» и требует определенных усилий, для того чтобы удержать дугу, разожженная дуга при большом токе сильно притягивает электрод. При малом токе, не соответствующем диаметру электрода, наоборот, разжечь стабильную дугу несколько проблематично, требуется держать электрод слишком близко к поверхности металла, при этом сварочная ванна формируется слишком малого размера, она не позволяет расплавить металл.
При малом токе, даже самое малое движение может разомкнуть дугу и прекратить процесс плавления электрода. Обмазка которого при этом, будет скорее всего, просто отламываться от стержня. И при очередном прикосновении электрод снова прилипнет.
Для того чтобы правильно подобрать величину сварочного тока необходимо воспользоваться простой формулой, которая хоть и приблизительно, но позволит начать подбор необходимого сварочного тока – 30А= 1 мм диаметра электрода.
Неправильный выбор сварочного тока не позволит нормально осуществить соединение в вертикальной плоскости как при направлении шва снизу вверх, так и сверху вниз, а о сваривании из нижнего положения горизонтальной потолочной плоскости и речи быть не может.
Влияние качественного материала электрода на качество шва
Розжиг и формирование сварочной ванны во многом обеспечиваются не только благодаря правильно подобранному току, но и оттого насколько качественно изготовлен и сам электрод. Действительно, практически большинство прилипших электродов это или некачественные или не соответствующие кондиции стержни.
Чаще всего, прилипание связано с быстрым застыванием металла при сварке, ввиду отсутствия на самом электроде достаточного количества шпатовой обмазки или ее полное отсутствие. Осыпавшаяся обмазка или слишком тонкий ее слой или недостаточно отвечающая требованиям по пропорциям наполнителей гарантированно приведут сварку таким электродом к прилипанию.
Проблема здесь состоит в том, что именно обмазка формирует вокруг сварочной ванны необходимое газовое облако и вытесняет кислород со сварочной ванны, покрываясь шлаком, такое соединения формирует крепкий шов из расплавленного металла. Отсутствие такой газовой оболочки не дает возможности металлу вытеснить кислород и соответственно сама ванна формируется за более короткое время и утрата контроля над швом в течение нескольких мгновений делает электрод неподвижным, схваченным в месте образования дуги жидким металлом.
Осыпаться обмазка может по разным причинам:
- благодаря заводскому браку;
- некондиционным условиям хранения электродов;
- механическим воздействиям, перегибам, ударам, слеживанию при неправильном сбережении;
- когда электроды отсыреют.

Прилипание электрода также свойственно и при повышенной влажности самого покрытия. Слишком увлажненное покрытие не обеспечивает должного уровня сгорания обмазки, образуя при этом множественные сколы и растрескивания от нагретого металлического стержня.
Отсыревшие электроды кроме этого нельзя правильно разжечь, поскольку именно высокая влажность покрытия неспособна правильно способствовать протеканию процесса плавления самого электрода. Дуга, возникающая в сырой оболочке электрода, не будет иметь стабильного вида, высота ванны при этом будет постоянно колебаться и как результат прилипание электрода.
Насыщенная влагой обмазка формирует недостаточно плотный газовый купол вокруг сварочной ванны, что естественно сказывается на качестве сварного шва, даже если удастся наложить шов без залипания электрода, все равно такое соединение будет ненадежным из-за высокого содержания в металле водородного компонента.
Как единственный выход из этой ситуации рекомендуется просушить электроды. Удаление лишней влаги позволит уже через несколько часов продолжить работу с неизменно высоким результатом.
Таким образом, залипание электрода в большей степени все-таки является результатом недостатком именно качественной составляющей сварочных электродов, а не самой технологии сваривания с помощью сварочного инвертора.
Основные причины залипания электродов — Все о сварке
Электроды при электросварке часто липнут к металлу, особенно эта проблема распространена среди начинающих сварщиков. Когда электрод липнет к свариваемой поверхности, то его практически невозможно оперативно удалить, что приводит к множеству проблем и может закончится перегрузкой бытовых электросетей. В этой статье мы расскажем, почему электрод прилипает при сварке, рассмотрим основные ошибки новичков и подскажем, как предотвратить залипание электрода.
Содержание статьи
- Залипание электродов: причины проблемы
- Причина №1: Повышенная влажность электрода
- Причина №2: Плохое качество электродов
- Причина №3: Аппарат настроен неправильно
- Причина №4: Поверхность детали не подготовлена
- Причина №5: Дуга поджигается неправильно
- Как предотвратить прилипание электрода
- Решение №1: Подготовьте электроды и металл
- Решение №2: Настройте оборудование правильно
- Решение №3: Научитесь правильно поджигать дугу
- Вместо заключения
Залипание электродов: причины проблемы
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.
В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.
Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Причина №1: Повышенная влажность электрода
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Причина №2: Плохое качество электродов
Прежде всего, важен правильный выбор электрода для сварки инвертором. Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции. У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Причина №3: Аппарат настроен неправильно
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Причина №4: Поверхность детали не подготовлена
Некоторые новички забывают перед проведением сварочных работ очистить поверхность от загрязнений и ржавчины. Из-за этого контакт электрода с поверхностью детали недостаточен и дуга гаснет сразу после поджига. В попытке исправить ситуацию сварщик поджигает дугу снова и снова, пытаясь сварить загрязненные детали. Это приводит к залипанию кончика электрода.
Причина №5: Дуга поджигается неправильно
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности.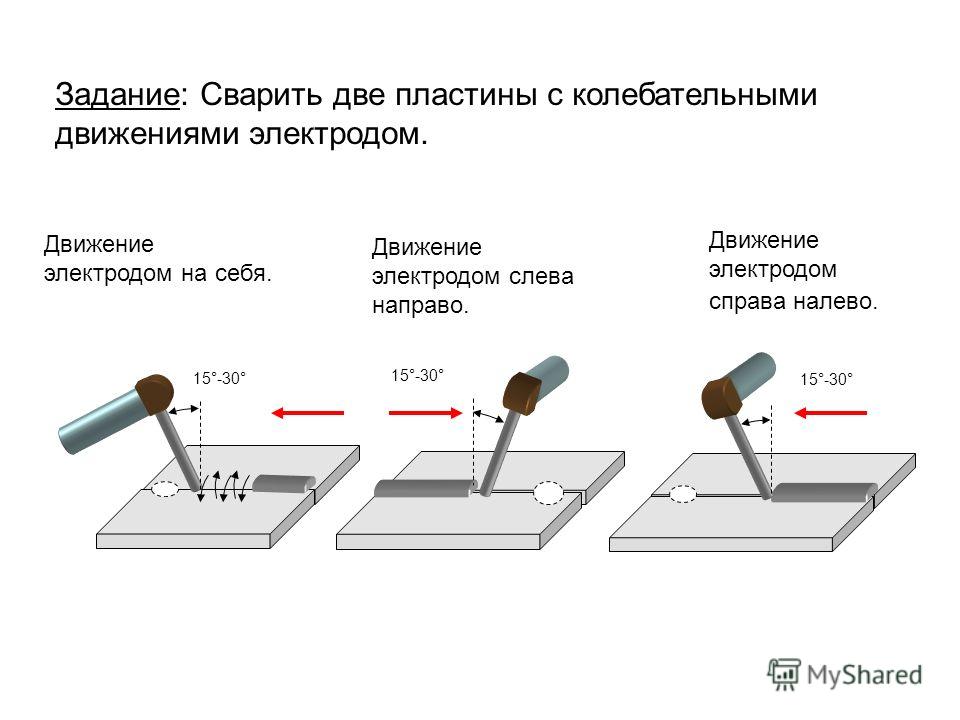 Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Как предотвратить прилипание электрода
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Решение №1: Подготовьте электроды и металл
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Если электроды пролежали без упаковки более 8 часов, то их нужно просушить. Это можно сделать в электропечи, с учетом температуры плавления электрода. Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Решение №2: Настройте оборудование правильно
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Решение №3: Научитесь правильно поджигать дугу
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).
Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.
Вместо заключения
Теперь вы знаете, как правильно варить электросваркой, чтобы электрод не прилипал к металлу и ваши труды не были напрасны. Кратко резюмируя, следите за выставленными параметрами тока на вашем инверторе, не экономьте на качественных электродах и учитесь правильно поджигать дугу. Поделитесь своим положительным опытом в комментариях, чтобы начинающие сварщики могли взять его на вооружение. Желаем удачи!
Почему прилипает электрод при сварке в условиях стройки? | | aobe.ru
Автор Алексей Воронцов На чтение 2 мин. Просмотров 2 Опубликовано
Данный вопрос является актуальным не только для малоопытных сварщиков, но и для профессионалов. Причины возникновения такого процесса могут быть две:
- Производство сварочных материалов из некачественных составляющих без строго соблюдения технологий.
- Нарушение необходимых условий в процессе работы.
Нужно помнить о том, что электроды применяют при работе с сухой, идеально очищенной поверхностью металла. Если при соблюдении этого условия прилипание продолжается, необходимо избавить от влаги сам стержень. Самый эффективный способ – прокалка. Необходимого процентного содержания влаги достигают путем прокалки электродов при указанной на упаковке температуре. Для исключения повторения данной ситуации важно соблюдать условия хранения, а именно выбирать сухое место с наименьшим содержанием влаги. Существует специальная печь для прокалки, которая является идеальным местом для данного сварочного материала. Данный аппарат не составит труда найти в продаже, но при этом он принесет неоценимую пользу для сварочных работ и исключит проблемы с прилипанием и лишней тратой времени. Швы на изделиях будут получаться качественными и долговечными, а электроды будут выполнять свое предназначение в соответствии со всеми заявленными характеристиками.
Данный аппарат не составит труда найти в продаже, но при этом он принесет неоценимую пользу для сварочных работ и исключит проблемы с прилипанием и лишней тратой времени. Швы на изделиях будут получаться качественными и долговечными, а электроды будут выполнять свое предназначение в соответствии со всеми заявленными характеристиками.
Если работы со сварочным аппаратом предстоят объемные, то оптимальным решением станут электроды Стандарт в герметичной упаковке, не подверженные воздействию влаги. Единственной особенностью станет необходимость использовать всю пачку в течение 8 часов после распаковывания.
В случае, когда все условия сварки соблюдены, единственной и последней причиной прилипания останется некачественное производство. Чтобы избежать таких неожиданностей уже в процессе работы, необходимо внимательно выбирать товар и обращать внимание на репутацию производителя, особенно если монтажные процессы касаются строительства жилых домов, промышленных объектов или трубопроводов с высокой степенью опасности транспортируемых веществ. В этом случае идеальным приобретением станут электроды от компании-изготовителя «СпецЭлектрод». Она зарекомендовала себя на рынке сварочной продукции, как опытный ответственный производитель, выпускающий высококачественный товар по ГОСТу.
Данная разновидность электродов прекрасно подходит для всех сварочных работ на строительной площадке или в других сферах, где актуален данный вид монтажа. Электроды Стандарт подходят для угловых, нахлестных, стыковых соединений различной толщины и наклоны. Качество данных стержней позволяет забыть о проблемах некачественных швов и прилипания.
Факторы для выбора правильного электрода
Факторы, влияющие на выбор правильного стержневого электрода Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Поддержка
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры предосторожности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Поддержка
- Пункты обслуживания
- Руководства и запчасти
% PDF-1. 6
%
867 0 объект
>
endobj
986 0 объект
> поток
admintrueACROBATQuarkXPress ™ 5.01 Вт, 25 февраля, 11:21:33 EST 20142437816.0c2410.pdf3686743.0Руководство по сваркеРазное. 1Sims, Porsche1056.02014-02-25T11: 20: 20.000-05: 007bfae5924e81dd5221088dc868d5371db3994987true2014-02-25T11: 20: 20.000-05: 002014-02-19T16: 33: 58.000-05: 00US Marketing Publishmisc.-1c2410. Electrode Руководство по сварке SMW Welding Guide
6
%
867 0 объект
>
endobj
986 0 объект
> поток
admintrueACROBATQuarkXPress ™ 5.01 Вт, 25 февраля, 11:21:33 EST 20142437816.0c2410.pdf3686743.0Руководство по сваркеРазное. 1Sims, Porsche1056.02014-02-25T11: 20: 20.000-05: 007bfae5924e81dd5221088dc868d5371db3994987true2014-02-25T11: 20: 20.000-05: 002014-02-19T16: 33: 58.000-05: 00US Marketing Publishmisc.-1c2410. Electrode Руководство по сварке SMW Welding Guide
393-04: 00 H5 ۪ Q = U
V5tPu | TP ո_ IwO
H5 ۪ Q = U
V5tPu | TP ո_ IwOВсе, что вам нужно знать о сварке стержнем
В процессе ручной работы мы часто сталкиваемся с необходимостью соединить два материала для получения результата. Хотя в наше современное столетие способы установления связи продолжают совершенствоваться, чтобы приносить пользу работе. Один из самых известных достижений — это сварка штучной сваркой, которая предлагает простой способ решения этой проблемы.
Этот текст предназначен для того, чтобы узнать больше о технике и использовании этого метода, чтобы получить больше информации о возможностях сварки штангой!
Что такое сварка стержнем?
Номенклатура сварки штангой также может быть связана с термином дуговой сварки в экранированном металле (SMAW).Он относительно известен благодаря своей простой технике и несложному процессу, что облегчает изучение, особенно для новичков в области сварки. В частности, он использует электрод, покрытый флюсом, который расходуется во время процесса.
Он также использует источник питания переменного тока (переменного тока) или постоянного тока (постоянный ток) в зависимости от классификации, но в основном постоянный ток используется большинством типов, а переменный ток используется для второго варианта. Чтобы прикрепить материал, он образует дугу между электродом и металлом путем плавления, в результате чего образуется форма, похожая на лужу, которая классифицируется как сварочная ванна.
Кроме того, тепло от процесса также сжигает флюс, который добавляет защитный слой, защищающий сварной шов от других атмосферных газов, которые могут повлиять на качество.
При охлаждении образуется слой шлака, который необходимо удалить или отколоть, чтобы соединение затвердело. Это указывает на завершение процесса сварочного движения, и вы можете дополнительно проверить, правильно ли прикреплен материал, прежде чем выключать сварочный двигатель.
Основные Подготовка перед сваркой: как это работает?
Тип сварки может быть связан с тяжелыми видами работ, например, с промышленными сталелитейными и металлургическими работами.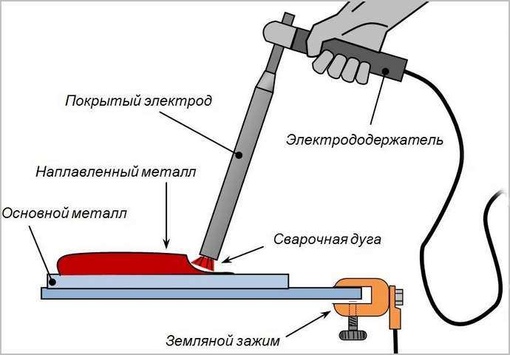 Однако, прежде чем пытаться сварить два металла, очень важно оценить надлежащую подготовку к выполнению сварки штангой. Соответствующее введение может помочь сэкономить время, а также обеспечить надежность процесса, что очень важно для предотвращения любых возможных сбоев.
Однако, прежде чем пытаться сварить два металла, очень важно оценить надлежащую подготовку к выполнению сварки штангой. Соответствующее введение может помочь сэкономить время, а также обеспечить надежность процесса, что очень важно для предотвращения любых возможных сбоев.
Во-первых, вы должны убедиться, что у вас есть следующие части оборудования и все они работают должным образом —
Источник питания постоянного напряжения (CV)
Ручная сварка поддерживает как переменный, так и постоянный ток в качестве источника питания, однако предпочтительно использовать постоянное напряжение на протяжении всей процедуры.При этом он поддерживает заданное напряжение на основе выходного тока. Этот тип напряжения особенно необходим для деталей, не имеющих плоских поверхностей, и для коротких сварных швов.
Электроды для сварки штангой
Важно знать, какой электрод подходит для вашей работы, поскольку он играет жизненно важную роль с точки зрения эффективности сварочного проекта. Каждый из них имеет свои уникальные свойства, поэтому очень важно определить параметры для правильной оценки.В частности, вам необходимо учитывать скорость сварки, источник питания, тип и толщину металла, а также положение.
Каждый из них имеет свои уникальные свойства, поэтому очень важно определить параметры для правильной оценки.В частности, вам необходимо учитывать скорость сварки, источник питания, тип и толщину металла, а также положение.
Для максимальной скорости сварки вам следует выбрать электрод, который быстро окисляется для достижения быстрого затвердевания. Что касается источника питания, некоторые из них имеют свои потенциальные характеристики в зависимости от предпочтительного тока, поскольку он влияет на их уровень проникновения в базу. Положение сварочного процесса также имеет значение из-за того, что некоторые электроды предназначены для определенной позиции, но некоторые работают эффективно во всех положениях.
Кроме того, металл электрода должен соответствовать основе свариваемого материала, а его толщина зависит от того, что чем толще металл, тем выше предел прочности на разрыв, требующий более глубокого проплавления.
Оборудование необходимо для обеспечения стабилизации заготовки при проведении сварочных работ.