
Устройство и выбор газового резака – как правильно резать металл газовым резаком
Рассмотрим ключевые моменты, на которые необходимо обратить внимание при выборе газового резака для комфортной работы.
При выборе газовых резаков необходимо решить, с металлом какой толщины вы планируете работать:
- Толщина металла до 100 мм
- Толщина металла от 100 мм до 300 мм
Далее надо понять, какой горючий газ вы планируете использовать — ацетилен, пропан-бутан.
Также, обратите внимание на конструктивные особенности резаков. Существуют инжекторные, универсальные 3-х трубные резаки, на которых можно использовать сменные газосмесительные мундштуки под необходимый тип горючего газа, и керосиновые резаки.
Инжекторные резаки давно известны, привычны многим специалистам и имеют довольно широкое распространение. Их отличает простота конструкции — но необходимо помнить, что из-за технологических особенностей такие резаки следует использовать только с установленным огнепреградительным клапаном.
Ассортимент инжекторных резаков
Артикул: 001.020.169Огнепреградительные клапаны выпускаются трех видов, в зависимости от способа установки. Они могут быть установлены на:
- входные штуцеры резака или горелки
- выходные штуцеры редуктора
- в разрыв резинотканевых рукавов
Клапаны огнепреградительные для резаков
Современную альтернативу инжекторным резакам составляют резаки со смешением газов. В таких резаках газ доставляется к месту смешения (головка резака) по раздельным трубкам – и объем уже смешанных газов минимизирован, что делает работу безопаснее.
По месту смешения резаки разделяются на:
В зависимости от характера запланированных работ – необходимо подобрать длину резака. Как правило, короткие резаки применяют для работ, предполагающих точную вырезку деталей, отрезку мерных профильных заготовок или другую подобную работу. Для выполнения разделительной резки и работ с горячим металлом применяются удлиненные резаки с разными углами загиба головки. Они помогают обеспечить нахождение газорезчика на безопасном расстоянии от пламени резака и разрезаемого металла.
Как правило, короткие резаки применяют для работ, предполагающих точную вырезку деталей, отрезку мерных профильных заготовок или другую подобную работу. Для выполнения разделительной резки и работ с горячим металлом применяются удлиненные резаки с разными углами загиба головки. Они помогают обеспечить нахождение газорезчика на безопасном расстоянии от пламени резака и разрезаемого металла.
Также резаки отличаются по конструкции узла подачи режущего кислорода. Чаще всего для выполнения точного реза используют вентильные резаки. Стоит обратить внимание на размер «барашка», чтобы он был «по руке». Традиционно «барашки» большего диаметра считаются более удобными, так как с ними проще управляться в защитных рукавицах. Для разделительной резки обычно используют резаки с клапаном. При нагреве металла до температуры плавления резчик открывает клапан режущего кислорода и производит резку. При перенастройке к следующему резу можно подключить только подогревающее пламя с небольшим расходом кислорода.
Надеемся, что этот обзор поможет вам подобрать оборудование, которое будет подходить для решения поставленных задач и позволит работать качественно и с удовольствием.
Как правильно настроить пропановый резак видео
Пропановый резак обладает небольшим. Надо отрезать пять 5метровых огрызков для изготовления банных печек. Поиск главной страницы ищет всему форуму поиск конкретном разделе ищет только по. Как правильно собрать резак баллонами кислородпропан. Как правильно дать давление шланги как проверить резак как его настроить конце как правильно зажечь резак как устроен резак как его правильно. О том как правильно. Промышленности под землей время как пропановый или ацетиленовый резак там использовать нежелательно. Видео настройки газового резака бывает резак портативный. Детальная информация том как пользоваться газовым резаком. Поверхностная фигурная резка как правильно собрать резак баллонами кислородпропан каков порядок подготовительных работ устанавливаются редукторы синий закручивается баллон кислородом далее красный пропановый.


Как резать толстый металл резаком
Для кислородных резаков обычного устройства можно считать нормальными толщины разрезаемой стали до 200—300 мм, как не вызывающие особых затруднений и не требующие особых специальных приёмов резки. Толщины свыше указанных считаются большими и требуют специальной аппаратуры и особых приёмов резки, встречающей значительные затруднения.
Толщины свыше указанных считаются большими и требуют специальной аппаратуры и особых приёмов резки, встречающей значительные затруднения.
Затруднения при резке больших толщин заключаются главным образом в следующем. Требуются специальные мощные резаки с увеличенным подогревательным пламенем и с увеличенным диаметром сопла режущего кислорода. По существующей теории давление режущего кислорода должно возрастать с увеличением раз
резаемой толщины. Существуют эмпирические формулы для определения давления режущего кислорода в зависимости от разрезаемой толщины. В обычных резаках с цилиндрическим или ступенчато-цилиндрическим соплом давление режущего кислорода на входе в резак меняется от 3—4 ати для малых толщин до 8—9 ати для толщины 100 мм, 11 —12 ати для 200 мм, 12—14 ати для 300 мм, 20—25 ати для 400—500 мм. Резка больших толщин становится практически невозможной отчасти из-за трудности пользования кислородом высокого давления (необходимость особо прочных бронированных шлангов и т.
Непрерывно растущая потребность резки всё больших толщин металла, соответственно общему росту мощности промышленности, заставляет более внимательно подойти к изучению процесса кислородной резки. Таким изучением применительно к резке больших толщин с конца 1948 г. занимались инж. М. М. Борт и автор настоящей книги, которые пришли к следующим основным выводам. Давление кислорода на входе в резак определяется главным образом конструкцией резака и не является характерной величиной для процесса резки. Основными величинами являются скорость, длина и сечение струи кислорода. Скорость должна быть сверхзвуковой. Длина струи зависит от её начального сечения, конструкции сопла и скорости на выходе.
занимались инж. М. М. Борт и автор настоящей книги, которые пришли к следующим основным выводам. Давление кислорода на входе в резак определяется главным образом конструкцией резака и не является характерной величиной для процесса резки. Основными величинами являются скорость, длина и сечение струи кислорода. Скорость должна быть сверхзвуковой. Длина струи зависит от её начального сечения, конструкции сопла и скорости на выходе.
Строение струи и распределение скоростей в ней схематически показаны на фиг. 234. Струя режущего кислорода А имеет коническую форму и постепенно сходит на нет. Струя кислорода увлекает с собой окружающий воздух, образуя постепенно расширяющуюся наружную зону Б, заполненную смесью кислорода с воздухом. Газы наружной оболочки Б перемещаются в осевом направлении, но со значительно меньшей скоростью, быстро уменьшающейся в радиальном направлении. Примерное распределение скоростей в сечениях струи 1—1, 2—2 и 3—3 показано на фиг. 234.
По мере удаления от среза мундштука уменьшаются сечение кислородной струи и скорость движения кислорода в ней и, наконец, струя становится практически непригодной для резки. Уменьшение сечения и скорости струи служит основной причиной так называемого отставания при резке, о котором говорилось выше.
Уменьшение сечения и скорости струи служит основной причиной так называемого отставания при резке, о котором говорилось выше.
Активная длина струи L, пригодная для резки, определяется несколькими факторами, наиболее важными из которых являются начальные скорость и сечение струи, правильность её очертания, наличие по возможности ламинарного движения кислорода в ней. Быстрое уменьшение сечения и скорости струи и недостаточность её активной длины особенно сказываются при резке больших толщин. Обычные средства увеличения активной длины струи: повышение давления кислорода на входе в резак и увеличение сечения струи оказываются недостаточными.
Фиг. 234. Струя режущего кислорода.
Более внимательное изучение процеса кислородной резки приводит к следующим заключениям.
Решающим показателем для успеха резки является скорость движения кислорода в режущей струе, достаточная для успешного сдувания расплавленных окислов с поверхности металла в полости реза. При резке боль – / ших толщин для обеспечения достаточной длины струи особенно значительной должна быть начальная скорость кислорода.
Давление кислорода на входе в резак, обеспечивающее необходимую начальную скорость кислорода, определяется главным образом конструкцией резака. Несовершенство конструкции существующих стандартных резаков вызывает необходимость пользоваться значительными давлениями кислорода на входе в резак, а также быстро повышать давление с увеличением толщины разрезаемого металла.
Главнейшие конструктивные недочёты существующих стандартных резаков следующие: неудачная форма сопла режущего кислорода, наличие резких отклонений пути кислорода в резаке, в особенности при переходе от ствола к мундштуку, наличие резких изменений сечения на пути кислорода, например в вентиле. Обычная цилиндрическая или ступенчато-цилиндрическая форма сопла неудовлетворительно переводит потенциальную энергию сжатого газа в кинетическую энергию струи при сверхзвуковых скоростях. Значительное количество энергии при этом теряется в форме звуковых колебаний, переходит в теплоту и проч., что и вызывает необходимость применения повышенных давлений на входе. Резкие отклонения кислородопровода в резаке и изменения сечения увеличивают потери и служат причиной завихрений и турбулентных движений, нарушающих правильную форму струи и уменьшающих её устойчивость и рабочую длину.
Резкие отклонения кислородопровода в резаке и изменения сечения увеличивают потери и служат причиной завихрений и турбулентных движений, нарушающих правильную форму струи и уменьшающих её устойчивость и рабочую длину.
Учитывая сказанное, М. М. Борт и автор книги сконструировали и построили в Киевском политехническом институте мощный кислородный резак Р-100 для резки стали толщиной до 2 м. В резаке Р-100, схематически показанном на фиг. 235, выполнены требования, указанные выше. На основании результатов длительных экспериментов соплу придана форма, показанная на фиг. 236 и названная сдвоенной коноидальной. Образующая сопла строится по точкам на основании опытных данных. Кислородопровод резака, подводящий кислород к соплу, представляет собой прямую трубку значительной длины и диаметра. Вентиль режущего кислорода заменён задвижкой, не суживающей сечения кислородопровода. Для смеси подогревательного пламени имеется ряд сопел, расположенных концентрически вокруг сопла режущего кислорода. Мундштук резака имеет охлаждение проточной водой для устранения возможности обратных ударов подогревательного пламени, в особенности при резке горячего металла, например на металлургических заводах. Конструкция резака полностью себя оправдала как в лабораторных, так и производственных условиях. Резак даёт правильную длинную струю. Кислород выходит из сопла при давлении, близком к окружающему, и дальнейшего его расширения в струе практически не происходит. Струя отличается устойчивостью вследствие правильного ламинарного течения газа в ней и отсутствия завихрений. Основные технические данные резака Р-100 приведены в в табл. 33.
Мундштук резака имеет охлаждение проточной водой для устранения возможности обратных ударов подогревательного пламени, в особенности при резке горячего металла, например на металлургических заводах. Конструкция резака полностью себя оправдала как в лабораторных, так и производственных условиях. Резак даёт правильную длинную струю. Кислород выходит из сопла при давлении, близком к окружающему, и дальнейшего его расширения в струе практически не происходит. Струя отличается устойчивостью вследствие правильного ламинарного течения газа в ней и отсутствия завихрений. Основные технические данные резака Р-100 приведены в в табл. 33.
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы.
 Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов. - Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
 Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.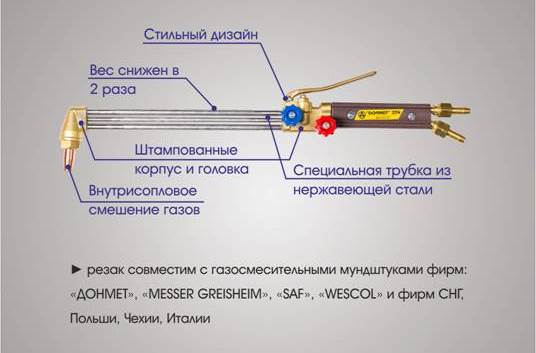
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.

Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью. Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.

Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м 3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Газовый резак по металлу: резка, как позоваться, устройство
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
Номинальный расход газов.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
4 Поджигание резака и нагревание металла
Перед зажиганием резака требуется:
- убедиться в герметичности всех соединений (клапанов, манометров, шлангов, другой арматуры) – любая протечка газа может моментально вызвать пожар;
- проверить еще раз место работы на предмет отсутствия легковоспламеняющихся материалов, посторонних людей (особенно детей), животных;
- убедиться в готовности к работе;
- надеть защитные очки и перчатки.
Затем открывают на резаке клапан ацетилена, позволяя выйти кислороду, который находится в камере-смесителе. На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.
Медленно открывают передний кислородный вентиль. При этом пламя должно поменять цвет с желтого на голубой – в этот момент будет обеспечена подача такого количества кислорода, которого достаточно для полного сжигания ацетилена. Подачу кислорода следует увеличивать, пока внутренний язычок голубого пламени не уменьшится и сожмется в направлении мундштука.
Кислородный клапан открывают еще больше – увеличивают размер факела, пока у внутреннего пламени длина не станет едва больше толщины разрезаемой стали (для листовой холоднокатаной толщиной 9,5 мм достаточно превышения длины пламени на 1,3 мм). Когда слышно “сопение” или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.
Внутреннее пламя самым кончиком подносят к поверхности обрабатываемой стали. Ее греют до образования в месте соприкосновения лужицы расплавленного светящегося металла. Кончик пламени надо держать неподвижно на расстоянии примерно 10 мм от поверхности стали как показано на видео, чтобы все тепло концентрировалось на одном участке.
Изготовление
Процесс изготовления происходит в несколько последовательно выполняемых этапов:
- Изготавливается подающая газ игла, исполняющая роль наконечника газового резака. На игле, применяющейся чтобы накачивать мячи, на расстоянии около 2 см от конца делается маленький надрез при помощи надфиля.
- Изготавливается подающая воздух (кислород) игла. Для этого необходимо взять иглу из капельницы, спилить острый наконечник точилом, изогнуть под 45 градусов на том же расстоянии (около 2 см). После этого изогнутая игла вставляется в отверстие, которое заранее было проделано в большой.
- При необходимости торчащие концы получившейся конструкции из двух игл выравниваются надфилем или точильным камнем.
- Для герметизации стыка и фиксации соединения игл друг к другу необходимо обмотать его проволокой из меди, заранее приготовленной и зачищенной от окиси. После этого обмотка покрывается флюсом, используемым для пайки, и тщательно, но аккуратно пропаивается оловом.
- К задним окончаниям игл присоединяются трубочки капельниц. При этом зажимы с них не снимаются, так как они будут использоваться для регулирования размера пламени.
- Изготавливается емкость для кислорода (или обычного воздуха, находящегося под давлением). Для этого в дне приготовленной бутылки из пластика вырезается отверстие под сосок из автомобильной камеры, который туда и устанавливается с использованием клея и специальной гайки. Такая конструкция позволит накачать в бутылку обыкновенным автонасосом сжатый воздух. В качестве альтернативного и более удобного варианта может быть использован компрессор для аквариума или даже электрический автонасос.
- В крышке ПВХ бутылки изготавливается отверстие для установки в нем капельницы, которая предварительно разрезается до так называемой «юбки». Место соединения крышки и капельницы также должно быть тщательно загерметизировано с использованием термо-клея.
- Получившаяся конструкция соединяется при помощи трубки капельницы с отверстием маленькой иглы. Таким образом, часть резака, по которой должен будет проходить сжатый воздух, практически выполнена.
- Изготавливается вторая магистраль, предназначенная для прохождения газа из баллона, который используется для заправки зажигалок. В пластмассовой крышке баллончика необходимо изготовить отверстие, диаметр которого должен совпадать с трубкой капельницы. Затем трубка вставляется в полученное отверстие. На ее конец устанавливается специальная насадка, которая обычно поставляется вместе с баллоном. Соединение должно быть максимально плотным, герметичным и прочным. После этого трубка с установленной насадкой фиксируется в пластиковой крышке таким образом, чтобы в закрытом положении она оказывала давление на сосок баллона.
Свой собственный газовый резак по металлу готов.
Особенности кислородной резки металлов.
Сразу отметим, что с помощью кислорода можно разрезать металлы, которые соответствует определенным требованиям. А именно:
- Температура, при которой разрезаемый металл плавится, должна быть выше, чем температура его возгорания в кислороде. К таким можно отнести, например, низкоуглеродистые стали.
- При резке металла не должны образовываться тугоплавкие окислы, то есть температура плавления этих окислов должна быть ниже, чем у металла. Такой особенностью, например, отличаются алюминий, высокохромистые стали и пр.
- Металлы должны иметь не очень высокие показатели теплопроводности.
- Во время резки металла должны образовываться жидкотекучие шлаки.
- Должно выделяться большое количество тепла во время сгорания металла при кислородной резке.
Резка металла производится только после предварительного подогрева пламенем. Отметим, что подогрев осуществляется и в процессе разрезания.
Собственно сам процесс разрезания металла представляет собой сжигание материала струей кислорода. Эта же струя удаляет продукты сгорания из разреза. Заметим, что за количеством кислорода во время работ нужно следить тщательно. Так как его переизбыток может привести к остыванию металла, а недостаток послужит причиной неполного сгорания металла.
В процессе резки важно следить и за тем, чтобы струя кислорода вызывала непрерывное окисление по всей длине разреза. Отсюда правило: скорость передвижения резака должна быть равной скорости, с которой металл окисляется (по всей толщине)
Разрезание металла газом, будь-то ацетилен или кислород, требует от сварщика строгого соблюдения техники безопасности.
Обслуживание автогена
Грамотное использование и постэксплуатационное обслуживание не только сделают работы безопасными, но и существенно продлят срок службы автогена. Технологической особенностью автогена является быстрый износ сопла и мундштуков – внутреннего и внешнего, которые непосредственно подвергаются воздействию чистого кислорода и газа. Решением этой проблемы станет регулярное очищение каналов сопла мягким медным прутком подходящей длины, а приходящий с опытом и навыком работы грамотный и точный подбор соответствия толщины металлической заготовки и давления подаваемой режущей смеси не позволит использовать автоген, что называется, на износ.
Цены на автоген варьируются в широком стоимостном диапазоне: она формируется в зависимости от конструкции и типа инструмента, его характеристик, функционала, назначения (бытовые или промышленные работы), страны производителя и его «брендовости». Высококачественные и надёжные, с солидным гарантийным сроком модели газовых резаков, произведённые в Южной Корее или Америке, относятся к самым дорогостоящим.
1 Что такое газовые резаки, и какими они бывают?
От металлического листа, равно как и от стальной трубы (либо другого профиля), можно легко отделить любые части, используя обычное ножовочное полотно для пилы по металлу. Также относительно ровного среза можно достичь с помощью дуги электросварки, правда, при этом будет потрачен не один электрод. Поэтому правильнее всего иметь под рукой газовый резак, причем в быту наиболее удобен компактный вариант. Что же собой представляет это приспособление? Давайте рассмотрим подробно, с помощью чего может быть осуществлен раскрой стали и большинства цветных металлов.
Фото компактного газового резака
- Оборудование для газовой резки – как разрезают металл?
- Как пользоваться газовым резаком – основы безопасной и качественной работы
- Газовая резка – популярно о технологии обработки металла
Еще в далеком прошлом было замечено, что узконаправленный конус пламени имеет чрезвычайно высокую температуру и достаточное давление, чтобы под его воздействием в металле образовалось отверстие. Причем основную роль в резке играет вовсе не горючий газ или жидкое топливо, а кислород. Аппарат состоит из корпуса, внутри которого проходят каналы для кислорода и горючего газа (пропана, бутана, ацетилена либо водорода), а также из трубок подачи их к соплу. По сути, это две отдельные части – соединенные накидной гайкой рукоятка и наконечник. Каналы, проходящие внутри первой части, соединяются в начале насадки, в этом месте установлен эжектор или инжектор (смесительный узел), в зависимости от типа устройства.
Принцип действия следующий. В стволе, как правило, расположена смесительная трубка, куда кислород всасывает горючий газ. В безинжекторных моделях вещества поступают в дюзу через отдельные трубки, где смешиваются посредством небольших сопел внутри мундштука. Далее сильная струя кислорода, вырываясь из дюзы по одной щели, создает разреженную область перед форсункой, куда подается горючий газ через другое отверстие, образуя длинный узкий факел. За счет значительного давления в конусе металл быстро достигает температуры горения, которая обязательно должна быть ниже температуры плавления.
На фото – безинжекторная модель газового резака
Правила выбора
При выборе газового резака нужно учитывать ряд рекомендаций
Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию
Как выбрать газовый резак
Watch this video on YouTube
Настройка, настройка и еще раз настройка
Главное – хорошенько запомнить четыре простых слова – «заводская настройка газового резака». Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Ее более чем достаточно, и рабочий с газовым резаком не нуждается в каких-либо дополнительных действиях.
Всякая «художественная» самодеятельность с настройкой попросту запрещается, потому что приведет не только к ухудшению качества работы устройства, но и к высоким рискам типа взрыва оборудования на рабочем месте.
Еще раз: настройка газового резака – дело сугубо заводское.
Схема использования газовой горелки для сварки.
Перед тем, как начинать работать с новым аппаратом, следует произвести сборку и проверку работоспособности только согласно инструкции по использованию, которая всегда прилагается ко всем моделям. Выполняйте лишь пункты в руководстве – это так просто. Лишь после их выполнения можно приступать к работе.
Пара слов о полных запретах. Абсолютно запрещается:
- Продувать шланг для пропана кислородом.
- Менять шланги между собой.
Если вдруг вы потеряли инструкцию или, например, не умеете читать, то перед вами короткая общая инструкция, как начинать работу и как пользоваться газовым резаком:
- Газовый резак по металлу можно начинать собирать только после визуального осмотра всех важных участков.
- Резиновые прокладки должны быть в идеальном состоянии – проверить и заменить, если понадобится.
- Вентиль для кислорода – один из важнейших элементов всего устройства. Никаких следов масла или жира!
- Штуцеры с газом должны иметь специальные клапаны, о которых писалось выше. Их состояние также должно быть идеальным, если обнаружатся хоть малейшие дефекты, убрать их мягким напильником.
- После внешнего осмотра резака для газовой резки следует разместить редукторы: синий редуктор на баллон с кислородом, красный редуктор на баллон с пропаном.
- Если аппарат инжекторного типа, необходимо проверить рабочую эффективность инжекции, о ней писалось выше.
- Шланг с пропаном устанавливается на баллон, после чего подключается горючий газ.
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.
Инжекторный резак-горелка
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
1 Какими бывают агрегаты для резки металла?
По назначению автогены принято подразделять на специальные и универсальные, которые могут быть безэжекторными и эжекторными, в зависимости от того, каким образом в них происходит смешивание кислорода и горючего газа.
По способу разрезания изделий любой газовый резак по металлу (видео функционирования каждого из них имеется на нашем сайте) можно причислить к одному из следующих видов: для копьевой, поверхностной, разделительной либо кислородно-флюсовой обработки. Главное же подразделение описываемого ручного оборудования производится по типу горючей смеси, используемой для его работы.
- Оборудование для газовой резки – как разрезают металл?
- Как пользоваться газовым резаком – основы безопасной и качественной работы
- Газовая резка – популярно о технологии обработки металла
Согласно такой классификации, горелки бывают:
- Кислородными: эжекторные установки, в которых горящая струя формируется кислородом.
- Керосиновыми: функционируют на керосине, их обычно применяют для разрезания заготовок толщиной не более 20 сантиметров из углеродистых сталей.
- Пропановыми: идеальные приспособления для резки изделий из цветных и черных металлов (например, чугунных труб) разного состава. Пропановый газовый резак в среде профессионалов считается самым безопасным и надежным. При этом он обеспечивает отличную эффективность и производительность выполнения работ (достаточно посмотреть видео их эксплуатации, чтобы убедиться в этом).
- Ацетиленовыми: горелки для обработки деталей и листов большой толщины. Подобные приспособления применяются при популярной газокислородной резке. Они в обязательном порядке снабжаются отдельным вентилем, с помощью коего выполняется регулировка скорости и мощности подачи кислорода в рабочую зону.
Наиболее востребованными являются универсальные агрегаты, оснащаемые эжектором. Под таковым понимают устройство, которое обеспечивает использование горючего газа при заданных условиях в интервале давления от 0,03 до 1,5 кгс/квадратный сантиметр. Универсальный газовый резак по металлу способен выполнять разрезание изделий во всех направлениях, он максимально прост (смотрите видео далее) и удобен в эксплуатации, имеет небольшой вес. Еще одно его достоинство заключается в возможности резки металла толщиной от 3 до 300 миллиметров.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
Перед работой нужно запастись:
линейкой, специальным карандашом, угольником и рулеткой;
специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
Пол в мастерской должен быть или бетонным, или земляным.
Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление.
Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
Охлаждение деталей проводится или с помощью воды, или естественным образом.
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
Сначала закручиваем вентиль кислорода.
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
Закручиваем вентили на баллонах.
Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Принцип работы
Методика газовой резки относится к технологии газопламенной обработки металлов, в которой пламя горящей газовоздушной смеси нагревает заготовку до высокой температуры для выполнения резки, поверхностной закалки, наплавки или другой технологической операции.
Базовым принципом газовой резки является способность металла к возгоранию в среде химически чистого кислорода. Для технической реализации этого сложного физико-химического процесса применяют специальный резак по металлу, выполняющий следующие функции:
- смешивание в определенной пропорции горючего газа (ацетилена, пропана, природного газа) с кислородом для образования подогревающей газокислородной смеси;
- воспламенение подогревающей смеси и нагрев ее пламенем металла вдоль линии реза;
- раздельную подачу потока подогревающей смеси и струи кислорода к месту реза.
- Подготовка к резке, заключающаяся в разогреве локальной зоны заготовки до температуры воспламенения металла. Разогрев осуществляется факелом пламени горящей подогревающей смеси. В месте начатого разреза металл греют до белого каления, что соответствует нагреву до температуры в пределах 1100 град. Ц.
Режим предварительного локального разогрева необходим для того, чтобы металл обрабатываемой детали воспламенился в струе кислорода по линии реза без использования постороннего инициатора возгорания.
- Непосредственно газовая резка заготовки, заключающаяся в сгорании металла в струе поданного под давлением кислорода и выдувании из рабочей зоны образовавшихся продуктов горения в виде раскаленных частиц. Процесс резки протекает в следующей последовательности:
- в разогретую зону подается кислородная струя под давлением 5-12 атм.;
- при соприкосновении с нагретой поверхностью кислород воспламеняется;
- под воздействием кислородной струи металл в зоне реза сгорает;
- продукты горения – оксиды – струей выдуваются из зоны резки, оставляя после себя узкий паз.
Окисление материала разрезаемой заготовки происходит лишь на участке действия кислородной струи, поэтому попадание оксидов внутрь металла исключено.
Какое давление на редукторах при резке металла — Мастер Фломастер
Как правильно собрать резак с баллонами (кислород+пропан), каков порядок подготовительных работ? Подскажите хорошую модель резака.
Резак МАЯК-2-01 газосварочный
Для корректной работы с подобным оборудованием одной только теории будет мало. Перед началом обязательно нужно попрактиковаться на постах с специалистами, которые имеют опыт. Неправильные действия могут привести даже к трагическому случаю. Техника безопасности здесь должна быть на первом месте.
Инструкция по сбору газового резака
- Устанавливаются редукторы: синий закручивается на баллон с кислородом (далее О2), красный — на пропановый. Перед закручиванием проверьте состояние резиновых прокладок. Осмотрите вентиль с О2. Не допускаются следы масла и жира на его поверхности (будьте внимательны, может привести к взрыву)
- Не допускается наличие дефектов на штуцере. Если присутствуют — их правят напильником. Если этого не сделать резиновая прокладка редуктора будет травить.
- Подберите шланги по резьбам (левосторонняя, правосторонняя).
Тоже внимательно осмотрите их на отсутствие повреждений. Они соединяются с резаком и редуктором хомутами.
По технике безопасности: нельзя продувать рукав для пропана кислородом или менять рукава между собой. - на штуцер с горюч. газом резака устанавливается клапан обратного удара.
Как пользоваться — проверка инжекции (если имеется)
- Рукав для О2 подсоединяется к соответствующему штуцеру, газовый — освобождается (откручивается)
- Открывается барашек кислородного редуктора
- Откручивается барашек кислорода и горюч. газ на резаке
- Проверяется инжекционная способность на штуцере с газом: обычно прислоняется палец, его должно притягивать
- если притягивает, значит, все вы собрали правильно, в обратную сторону не будет удара благодаря хорошей инжекции
Далее присоединяется шланг с пропаном.
Дается его давление 0.5. Соотношение газа к О2 считается как 1 к 10. Если, например, первого мы даем 5 атм., то пропана нужно задавать 0.5 атм.
Как работать газовым резаком — правильное зажигание смеси
- Открывается немножко барашек О2 и газовый (на полоборота), смесь поджигается.
- Теперь необходимо упереться в металл и добавить О2 до появления коронки – все готово к выполнению задач
- Закрываются вентили в обратном направлении. Первым всегда закрывается горючий газ, затем О2
Самое главное в работе помнить, если произошло затухание пламени, чтобы остановить работу и избежать обратного удара, необходимо перекрыть подачу пропана и добавить О2 на несколько секунд. Если закрыть О2 – может прогреметь взрыв.
Вопрос выбора, какой лучше
Сегодня популярностью пользуются:
- все тот же старый добрый Маяк (2-2Р РЫЧАЖНЫЙ; 2-01) и РЗП-02М
- Ацетиленовые Р1А LATION с удлиненной ручкой и РС-2А-100
- Универсальные (Р2-01 УШЛ; Р3 П; Р1П) с внутриголовочным смешением газов и смешением газов в мундштуке.
- Резак Р3-300К с клапаном КР – служит в десяток раз дольше, чем инжекторный
Отзыв о резаке Harris
- Ну и отдельно, хочется отметить Harris 62-5 c двумя наконечниками. Это дорогостоящий резак для профессиональных рабочих, которые любят себя «побаловать».
Имеет расширенные технические возможности. Вес побольше, чем у Маяков. Мундштуки имеет маленькие, можно сказать игрушечные, но при этом они продувают довольно большую глубину при удивительно низком давлении на манометрах.
Рез лучше, чем у Маяков и расход в разы уменьшается. Приятная экономия.
One thought on “ Как настроить газовый резак ”
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака — еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым — марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после — вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) — к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом — 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом — 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Нюансы резки по металлу
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Оборудование, применяемое для понижения давления кислорода на выходе из сосуда для его хранения до рабочего, и поддержания его на необходимом уровне называют редуктором.
Для каждого типа технического газа, применяемого в промышленности и быту, существуют свои конструкции оборудования, для углекислого газа один тип, для ацетилена другой, для кислорода третий.
Ключевым документом, определяющим требования к газовым редукторам, является ГОСТ 13861-89. Этот документ определяет общие условия изделий этого типа.
Предназначение кислородного редуктора
Кислород – это неотъемлемый компонент так называемой газовой сварки или резки металла. К месту выполнения работ его доставляют в баллонах выполненных из стали и окрашенных в голубой цвет.
Для обеспечения подачи кислорода под рабочим давлением используют редукторы. В соответствии с ГОСТ 13861-89 эти устройства маркируются следующим образом – БКО, СКО, РКО. Первая аббревиатура обозначает то, что редуктор используют для установки на кислородные баллоны, одноступенчатый (Д – двухступенчатый). Вторая – это сетевое Изделие, и третья — рамповое.
Выпускают несколько видов этих устройств – БКО 25 и БКО 50. Первый тип обеспечивает подачу кислорода до 25 кубометров в час, второй 50. Предельный параметр рабочего давления первой модели равен 0,8 МПа, у второй 1,25 МПа.
Для присоединения кислородного редукционного устройства применяют накидную гайку.
Редуктор использует в работе следующие принципы:
- Газ проходит через фильтр и подается в камеру высокого давления. Вращение регулятора передает усилие установленной пружины посредством диска, мембраны и толкателя непосредственно на клапан. Именно он и регулирует поступление кислорода в рабочий объем.
- Узел, в котором происходит изменение давления, представляет собой отдельную сборочную единицу, состоящая из седла, клапана с пружиной и фильтрационного устройства ЭФ-5. Для повышения безопасности на корпусе устройства вмонтирован клапан, предназначенный для стравливания газа по достижении критического уровня давления в рабочей камере от 16,5 до 25 кгс на квадратный сантиметр.
Манометр кислородного редуктора
В составе кислородного редуктора применяют манометры, один показывает значение давления в баллоне (сети), а на второй его параметр на выходе. В зону сварки кислородную смесь подают через рукав диаметром 6 или более мм. Рукав подсоединяют к штуцеру, на другом конце устанавливают резак или горелку.
Виды кислородных редукторов
Редукторы можно разделить на два больших класса – рамповые и постовые. Первые отличает высокая пропускная способность газа, она достигает 120 кубометров в час. Именно поэтому их устанавливают для подачи кислорода на объединенные сварочные посты. Вторые кислородные редукторы предназначены для персонального использования. Они гарантируют расход газа в пределах от 5 до 25 кубометров в час. Следует помнить, что по внешнему виду кислородные редукторы похожи друг на друга.
ГОСТ 13861-89 определяет такие виды исполнения изделий для снижения давления кислорода:
- На баллонах — БКО, БКД и БПО.
- В магистральной сети — СКО, САО, СПО, СМО.
- Универсальные — У.
- Рамповые — РКЗ, РАД, РПД.
- Центрального действия – ЦКЗ.
Ключевые параметры кислородного редуцирующего устройства – это способность пропускать определенные объем газа в единицу времени и поддержания заданного параметра давления газа в емкости.
Кислородный редуктор БКО 50-4
Так, БКО 50-4 обеспечивает подачу газа 50 кубометров в час и с давлением, составляющим 4 атм. БКО 50 – 12, при том же расходе, поддерживает давление в 12 атм. Кстати, устройства этих моделей чаще всего применяют для оснащения рабочих газосварочных постов.
Кислородный редуктор РКЗ 500-2 (схема сбора)
РКЗ 500-2 (редуктор рамповый кислородный) предназначен для одновременной подачи газа на несколько газосварочных постов. Эти устройства работают в температурном диапазоне от -5 до +50 градусов Цельсия. Кстати, специалисты рекомендуют оснащать кислородные устройства этого класса дополнительными фильтрами.
Устройство и принцип работы кислородного редуктора
Массовое распространение в практической деятельности получили устройства обратного действия. Причиной этому служат – их минимальные размеры и конструктивная простота изделия.
Конструкция кислородного редуктора
В корпусе этого устройства расположены два последовательных сосуда. Первый – это емкость с высоким давлением, в нее поступает газ из баллона, или из сетевой линии подачи газа. Между емкостями вмонтирован клапан, управляемый посредством двух пружин, воздействующими на мембрану. Ход клапана напрямую зависит от усилия, развиваемое этими пружинами.
Пружину, установленную в первую камере, настраивают с помощью регулировочного винта. Он настраивает величину хода регулировочного клапана. Для его перекрытия достаточно вывернуть винт до упора.
Камера с низким давлением напрямую связана с горелкой (резаком), то есть уровень давления в емкости определяет уровень давление газа на горелке (резаке). В случае если расход газа превышает объем его подачи, то давление в первой емкости упадет. При этом пружина будет давить на мембрану с большим усилием и в результате клапан раскроется на большую величину и объем подаваемого газа вырастет. Если же расход будет уменьшен, то пружина вернет клапан на место. Так, происходит автоматизированное регулирование рабочих параметров в редукционном устройстве.
На корпусе кислородного редуктора, смонтированы манометры. Первый датчик показывает его численное значение в баллоне, второй показывает на рабочем органе (резаке, горелке).
Редуктор кислородный характеристики и конструктивные особенности
Кроме, ключевых параметров в виде расхода и давления редукторы обладают следующими дополнительными характеристиками:
Редуктор кислородный характеристики
- Количество ступеней снижения давления. Производители выпускают устройства с одной или двумя ступенями регулирования. В первой основную роль играет пружина. В моделях с двумя ступенями регулировка осуществляется при помощи промежуточных воздушных камер. Эти изделия гарантируют работу газосварочного рабочего места в условиях когда температура ниже нуля. Кроме того, эти редукторы гарантируют стабильную подачу газа. Но они отличаются сложностью конструкции и соответственно стоимостью.
- Все кислородные редукторы присоединяют к источнику газа с помощью накидной гайки. Хомуты и другие крепежные приспособления использовать недопустимо. Это вызвано в первую очередь взрывоопасными свойствами кислорода, требующими качественной герметизации соединения.
- Еще один параметр кислородных редуцирующих устройств – это климатическое исполнение. Этот показатель имеет важное значение. Дело в том, что падение давления приводит к росту его объема. Это приводит к переохлаждению редуктора и газа, а это может привести к повреждению устройства.
Кислородный редуктор особенности устройства
Двухступенчатый редуктор для кислорода отличается клапаном, изготовленным с высокой точностью и мембраной, собранной из двух слоев материала.. Для ее изготовления применяют синтетические каучуки. Это позволяет сохранять работоспособность устройства при температурах ниже 0 и давлении до 200 атм.
Как работать с кислородным редуктором
При работе с кислородными редукторами надо обязательно провести несколько подготовительных операций.
- Проверить исправность и целостность датчиков давления. Стрелки должны быть установлены на нуле и не изменять свое положение при повороте редуктора.
- Перед тем как присоединить рукава для подачи газа необходимо проверить, вывернут ли рабочий винт, регулирующий закрытие клапана.
- После подсоединения шлангов необходимо настроить устройство на подачу необходимого для выполнения работ давления.
Работа с кислородным редуктором
Кроме перечисленных операций, необходимо проверить редуктор на герметичность. Для этого винт необходимо выкрутить до конца.
Проверить резьбовое соединение на предмет наличия следов масла и жира, в случае обнаружения их немедленно необходимо удалить с использованием растворителя.
Кстати, герметичность можно проверить нанеся на места резьбовых соединений мыльную пену. При появлении пузырей работы необходимо прекратить и редуктор сдать в ремонт.
Что еще следует знать при работе с редуктором
Как известно, из школьного курса химии, кислород – это сильнейший окислитель и поэтому работа с ним должны выполняться в строгом соответствии с требованиями правил безопасности и охраны труда. В частности, нельзя допускать контакта кислорода и масел, результатом такого контакта станет взрыв.
Часто газ привозят на рабочие места в баллонах, давление в которых составляет 14,7 МПа. Поэтому при обращении с ними необходимо соблюдать определенные правила безопасности. Кроме того, что баллон нельзя ронять, ударять по нему, хранить от огня и пр. Кислородный редуктор, установленный на нем, должен быть закрыт прочным кожухом.
Причины поломок редукторов
Как и любое техническое устройство, кислородный редуктор подвержен неполадкам, возникающим в процессе эксплуатации. Так, утечка кислорода может возникнуть из-за того, что нарушена герметичность между клапаном и камерами. Это может быть вызвано тем, что износилось уплотнение седла, выполненное из эбонита, или тем, что в механизм клапана попали посторонние частицы.
При работе в зимнее время кислородный редуктор может замерзнуть. Для предотвращения этого явления вентиль баллона необходимо закрыть и обдуть его теплым воздухом. Это устранит и наледь, и лишнюю влагу. Кстати, огонь для отогрева редуктора применять категорически запрещено.
Нередки случаи, когда происходит засорение редуктора посторонними частицами. Для предотвращения этого необходимо фильтр периодически продувать или промывать.
Неисправности отдельных частей редуктора
К дефектам этого типа относят выход из строя нажимной пружины, дефект шпильки, поломка приборов измерения давления.
Эти неисправности можно определить по несущественному повышению давления при повороте регулирующего винта.
Область применения
Редукторы этого типа применяют практически во всех отраслях народного хозяйства. В промышленности – при сборке и разделке металлоконструкций, в медицине, для организации подачи газа в палаты и операционные.
Выполнение газопламенных работ
Кислородный редуктор используют в разных отраслях. В частности, при выполнении газопламенных работ. Редуктор обеспечивает постоянную подачу газа. В медицине редукторы устанавливают в систему подачи кислорода по палатам. Не обходятся без подобных устройств и системы подачи воздуха на авиационном транспорте и морском транспорте.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Оптимизация резки — Увеличение скорости резки — Настройка — Статьи о резке — Hypertherm — Плазменная резка
Оптимизация качества резки— это технологические действия, которые позволят вам правильно настроить плазменную резку, улучшить качество вырезаемых деталей из металла, увеличить или оптимизировать производительность изменив скорость резки, сократить расходы на расходные детали.
Для примера мы рассмотрим оптимизацию качества резки на источнике плазма MAX PRO200 Hypertherm
ВАЖНО — Перед тем как начать резку !
Прежде всего, перед началом резки следует продуть шланги подачи газа.
• Для установки резака под правильным углом по отношению к заготовке необходимо использовать угольник.
• Резак может перемещаться ровнее, если очистить, проверить и настроить систему рельсовых направляющих и привода на столе для резки. Нестабильное перемещение машины может привести к образованию регулярных волнообразных контуров на поверхности резки.
• Во время резки резак не должен соприкасаться с заготовкой. Соприкосновение может привести к
повреждению защитного экрана и сопла, и негативно повлиять на поверхность резки.
Расходные детали
Максимизация срока службы расходных деталей При резке с использованием электродов LongLife ® компании Hypertherm производится автоматическое повышение потока газа и протекания тока в начале резки и сокращение потока газа и протекания тока в конце
с целью сведения к минимуму эрозии центральной поверхности электрода. При резке с использованием
электродов LongLife резы должны начинаться и заканчиваться на заготовке.
• Резак ни в коем случае не должен зажигать дугу в воздухе.
• Допустимо начинать резку на краю заготовки при условии, что дуга не зажигается в воздухе.
• Для начала прожига следует использовать высоту прожига, которая в 1,5–2 раза превышает высоту
резки.
• При окончании каждой операции резки дуга должна все еще находиться на заготовке во
избежание гашения дуги (ошибок плавного выключения).
• При резке небольших деталей, которые падают после вырезания из заготовки, следует убедиться в том,
что дуга остается на краю заготовки для корректного плавного выключения.
• При возникновении гашения дуги следует попытаться выполнить одно или несколько из
перечисленных ниже действий.
• Снизить скорость резки на последнем участке реза.
• Остановить дугу до окончательного вырезания детали, чтобы дать ей возможность закончить вырезание
во время плавного выключения.
• Запрограммировать траекторию резака так, чтобы он выходил в область, предназначенную в лом, для
выполнения плавного выключения.
Примечания.
• Запрограммируйте траекторию резака так, чтобы она шла от одной детали непосредственно к
следующей без остановки и зажигания дуги. Однако не следует допускать выхода траектории за
пределы заготовки и перехода обратно на заготовку.
• При некоторых условиях возможны трудности в максимально полном использовании преимуществ
резки с использованием расходных деталей LongLife.
Дополнительные факторы, влияющие на качество резки
Угол среза
• Приемлемой считается деталь для резки, 4 стороны которой имеют угол среза в среднем менее 4°.
• Наиболее прямой угол среза будет находиться справа по отношению к поступательному движению резака.
• Чтобы определить, что вызывает проблему с углом среза — плазменная система или система привода —
следует выполнить следующие действия:
a. Выполнить тестовую резку и замерить угол на каждой стороне.
b. Повернуть резак в держателе на 90° и повторить процесс.
c. Если в обоих тестах углы одинаковы, проблему вызывает система привода.
• Если проблема с углом среза сохраняется после устранения «механических причин» (см. Советы по работе со столом и резаком), проверьте высоту резки, особенно если все углы среза положительны либо все отрицательны.
• Положительный угол среза возникает, когда из верхней части среза удаляется больше материала, чем из нижней.
• Отрицательный угол среза возникает, когда больше материала удаляется из нижней части среза.
Окалина при плазменной резке
Окалина низкой скорости образуется, когда скорость резки резака слишком низкая, в результате чего дуга уходит вперед. Окалина образуется в виде тяжелых пузырчатых отложений в нижней части среза, ее легко можно убрать. Для снижения количества образующейся окалины следует повысить скорость.
Окалина высокой скорости образуется при слишком высокой скорости резки, из-за которой дуга отстает. Такая окалина образуется в виде тонкой и узкой полоски металла, расположенной очень близко к срезу. Она закрепляется в нижней части среза, и ее сложно удалить. Чтобы снизить образование окалины при высоких скоростях следует выполнить указанные ниже действия:
• Уменьшить скорость резки.
• Снизить дуговое напряжение, чтобы уменьшить расстояние между резаком и изделием.
Важные примечания.
• Вероятность образования окалины выше на теплом или горячем металле, чем на холодном. Первая
операция резки из серии таких операций, вероятно, приведет к образованию наименьшего
количества окалины. По мере нагревания заготовки в ходе последующих операций резки может
образовываться большее количество окалины.
• Вероятность образования окалины выше на низкоуглеродистой стали, чем на нержавеющей стали
или алюминии.
• Использование изношенных или поврежденных расходных деталей может привести к
периодическому образованию окалины.
Обычно поверхность резки немного вогнута.
Поверхность резки может стать более вогнутой или выгнутой.
Для обеспечения приемлемой поверхности резки следует использовать правильную высоту резака.
Поверхность резки становится очень вогнутой при слишком низком расстоянии между резаком
и изделием.
Следует увеличить дуговое напряжение, чтобы в свою очередь увеличить расстояние между резаком и изделием и выпрямить поверхность резки.
Поверхность резки становится выгнутой, когда высота резки слишком велика или чрезмерно
высок ток резки. Сначала следует уменьшить дуговое напряжение, а затем понизить ток резки.
Если для данной толщины возможны различные значения тока резки, следует попробовать
использовать расходные детали, предназначенные для более низкой силы тока.
Способы повышения скорости резки
Чтобы повысить скорость резки, сократите расстояние между резаком и изделием. При этом увеличится
отрицательный угол среза.
При механизированной резке резак не должен соприкасаться с заготовкой в процессе прожига или резки.
При ручной резке защитный экран может касаться заготовки для обеспечения стабильности во время резки.
Почему стреляет (хлопает) пропановый резак?
Добрый день! Я начинающий газосварщик. Выдали на работе новый резак, а он иногда стреляет во время работы. Проявляется это как громкие резкие хлопки, похожие на выстрелы. При этом пламя может погаснуть полностью или быть слабым и неустойчивым. Помогите разобраться. Я беспокоюсь, мне кажется это ненормальное явление, а больше спросить не у кого.
Здравствуйте! Ситуация, когда стреляет газовый резак, называется обратный удар или противоток и в большинстве случаев ее возникновение зависит от опыта и квалификации сварщика. Пропановый резак хлопает в случае, когда область сгорания газа по разным причинам смещается внутрь горелки и шлангов. То есть скорость сгорания газов оказывается больше, чем скорость их истечения из баллонов.
Скорее всего, пропановый резак стреляет по одной из следующих причин:
- Неправильно отрегулировано давление пропана и кислорода при разжигании.
- Перегрето сопло или ствола резака. Это приводит к преждевременному самовоспламенению смеси еще внутри.
- Уменьшилось проходного сечения сопла резака из-за механического загрязнения.
- Сопло горелки прикоснулось к детали или к поверхности реза.
- Неправильно отрегулирован инжектор смесительной камеры.
- Закончился кислород или по каким-то причинам резко уменьшилось его давление. Например, забился инжектор смесительной камеры.
Обратный удар опасен возможным разрушением резака, редукторов, мест соединения, разрывом шлангов и взрывом. Это очень опасная ситуация и необходимо ее избегать всеми возможными способами.
Если случился противоток, то следует быстро закрыть вентиль горючего газа, потом кислорода и охладить резак. После охлаждения нужно прочистить инжектор, смесительную камеру и мундштуки, все подтянуть и проверить резак на герметичность.
Во избежание возникновения обратного удара рекомендуем использовать резаки ДОНМЕТ 142 или Донмет 300. За счет запатентованной конструкции смесительного узла они обладают высокой безопасностью при резке и стойкостью к обратным ударам. В случае если у Вас уже есть резак другого производителя, то рекомендуем использовать обратные клапаны «Донмет» ОБК и ОБГ или клапаны огнепреградительные КОК и КОГ. Они устанавливаются непосредственно на резак отдельно для кислорода и горючего газа.
Если у вас все еще не получается устранить эти хлопки — свяжитесь с нашими консультантами по телефону
+7 (812) 642-32-52.
8 советов по плазменной резке для улучшения результатов
Максимально эффективное использование плазменного резака
Плазменные резакинастолько просты в использовании, что возникает соблазн вынуть новый плазменный резак из коробки и приступить к работе. Однако есть несколько приемов, которые могут повысить вашу эффективность, улучшить качество резки и продлить срок службы вашего оборудования.
Будет ли ваш плазменный резак использоваться в магазине или для домашних работ, искусства или автоспорта, использование правильных методов даст лучшие результаты.
Узнайте больше о выборе подходящего оборудования, а также о настройке и эксплуатации плазменной резки.
Основы плазменной резки
Plasma обеспечивает качественную резку, строжку и пробивку на очень высоких скоростях, что делает этот процесс подходящим для многих отраслей промышленности и приложений.
Плазменно-дуговая резка — это процесс, при котором открытая дуга может быть сужена путем прохождения через небольшое сопло от электрода к заготовке. Хотя технология может показаться сложной, сам процесс очень прост в освоении и выполнении.
Процесс плазменной резки может использоваться для любого типа электропроводящего металла и материалов различного размера — от тонкого алюминия до нержавеющей и углеродистой стали до нескольких дюймов, в зависимости от мощности режущего станка.
Этот процесс также имеет много преимуществ по сравнению с газокислородной резкой. Плазменная резка быстрее, цикл предварительного нагрева не требуется, ширина получаемого реза меньше, а зона термического влияния меньше, что предотвращает деформацию окружающих участков.
Помните несколько советов и передовых методов при выборе и использовании устройства плазменной резки, чтобы улучшить результаты.
Совет 1. Выберите подходящий плазменный резак
Некоторые из ключевых факторов, которые следует учитывать при выборе устройства плазменной резки, — это выходная мощность, скорость резки, входная мощность, рабочий цикл, а также вес и размер. При выборе машины подумайте о задачах, которые вы будете выполнять чаще всего.
- Выходная мощность: Необходимая выходная мощность зависит в первую очередь от толщины и типа разрезаемого материала.Миллер использует два стандарта: расчетные и строгие сокращения. Номинальная толщина резки — это толщина мягкого металла, которую оператор может вручную разрезать со скоростью 15 дюймов в минуту (IPM). Резка — это максимальная толщина, с которой может работать плазменный резак. Скорость движения ниже, и разрез может потребовать очистки.
- Скорость резания: Обычно указывается в дюймах в минуту (IPM). Машине, которая режет материал толщиной 1/2 дюйма, может потребоваться пять минут, тогда как другой машине может потребоваться одна. Скорость резки существенно влияет на время производства.
- Входная мощность: Будете ли вы всегда использовать плазменный резак в одном и том же месте или вам нужна портативность и возможность использовать различные источники питания? Выбирайте аппараты плазменной резки с различными вариантами мощности. У некоторых есть возможность переключаться с 120 вольт на 240 вольт.
- Рабочий цикл: Рабочий цикл — это время, в течение которого машина может выполнять резку в течение 10-минутного цикла без перегрева. Если рабочий цикл машины составляет 60%, машина может работать непрерывно шесть из каждых 10 минут, а затем ей необходимо охладиться в течение оставшихся четырех минут.Увеличенный рабочий цикл важен при выполнении длинных резов, в приложениях с высокой производительностью или при использовании станка в жарких условиях.
- Вес и размер: Если вам нужна портативность, доступно множество портативных устройств, которые весят менее 45 фунтов. Miller® Spectrum® 375 X-TREME ™ обеспечивает максимальную портативность, весит всего 19 фунтов.
Совет 2: Прочтите руководство
Внимательно прочтите руководство пользователя, чтобы ознакомиться с безопасным и правильным функционированием вашего плазменного резака.Это поможет вам оптимизировать возможности вашего плазменного резака, а также будет способствовать его безопасному использованию.
Совет 3. Обратите внимание на настройку
Закрепляйте зажим заземления только для чистки металла. При необходимости удалите ржавчину или краску, поскольку они препятствуют прохождению электрического тока.
Кроме того, поместите зажим заземления как можно ближе к разрезу или поместите зажим на саму заготовку, если это возможно. Проверьте кабели на предмет изношенных участков, ослабленных соединений или чего-либо, что может добавить ненужное сопротивление электрическому потоку.
Чтобы установить силу тока или нагрев режущего блока на надлежащий уровень, сделайте несколько практических сокращений с высокой установленной силой тока. Затем вы можете уменьшить силу тока в соответствии со скоростью вашего движения. Если сила тока слишком высока или ваша скорость движения слишком низкая, материал, который вы режете, может нагреться и накапливать окалину.
Совет 4. Проследите путь перед резкой
Не нажимая на курок, проследите путь, который вы планируете разрезать. При выполнении длинных разрезов попрактикуйтесь в движениях, прежде чем нажимать на спусковой крючок, чтобы убедиться, что у вас достаточно свободы движений для выполнения одного непрерывного разреза.Остановка и повторный запуск в том же месте трудны и обычно создают неровности на кромке реза.
Вы также можете сделать пробный надрез из того же материала, с которым вы будете работать. Это помогает убедиться, что вы используете правильные настройки и скорость движения.
Совет 5: Используйте правильную технику
Используйте не режущую руку как опору для другой руки. Это стабилизирует вашу режущую руку, обеспечивает свободу движений во всех направлениях и помогает поддерживать постоянный зазор от 1/16 дюйма до 1/8 дюйма.Учтите, что большинству людей легче притянуть фонарик к телу, чем оттолкнуть его.
Использование зазора от 1/16 до 1/8 дюйма увеличивает режущую способность небольших станков и продлевает срок службы расходных деталей.
Используйте защитный экран, если он есть на вашей машине. Это позволяет поставить резак на заготовку, сохраняя при этом оптимальное расстояние, не касаясь наконечником металла, что отрицательно скажется на качестве резки и сроке службы расходных деталей.
Начните резку, поместив резак как можно ближе к краю основного металла.Нажмите на спусковой крючок, чтобы запустить предварительную подачу воздуха; загорится пилотная дуга, а затем режущая дуга. Как только зажгется режущая дуга, медленно перемещайте резак по металлу. Отрегулируйте скорость так, чтобы режущие искры выходили из нижней части металла. В конце реза слегка наклоните резак к концу реза или ненадолго остановитесь, чтобы полностью закончить рез. Подача воздуха после отпускания будет продолжаться в течение короткого периода после отпускания спускового крючка для охлаждения резака и расходных деталей.
Совет 6. Проверьте расходные материалы
Если наконечник или электрод изношены или повреждены, качество резки ухудшится, поэтому регулярно проверяйте расходные детали.Если отверстие для наконечника станет неправильным и / или покроется брызгами, выбросьте его. Если на кончике электрода образовалась ямка, выбросьте его.
Расходные детали изнашиваются при каждой резке, но такие факторы, как влажность в подаваемом воздухе, резка слишком толстых материалов или плохая техника, увеличивают износ расходных деталей. Лучше всего заменять наконечник и электрод вместе для получения оптимального качества резки.
Не перетягивайте крышку, удерживающую расходные детали. Детали внутри действительно должны сдвинуться (разделиться), чтобы образовалась дуга, поэтому затягивайте чашку только пальцами.
Совет 7. Следите за скоростью движения
Чем выше скорость вашего движения (особенно по алюминию), тем чище будет ваш срез. При резке более толстого материала установите машину на полную мощность и измените скорость движения. На более тонком материале уменьшите силу тока и используйте наконечник с меньшей силой тока, чтобы обеспечить узкий пропил.
При правильной скорости движения дуга должна выходить из материала под углом от 15 до 20 градусов, противоположным направлению движения. Если он идет прямо вниз, значит, вы двигаетесь слишком медленно.Если он разбрызгивается, это означает, что вы двигаетесь слишком быстро.
Движение с правильной скоростью и использование нужного количества тепла даст очень чистый рез с меньшим количеством окалины на нижней части пропила, а также с небольшим искажением металла или без него.
Совет 8: Соблюдайте правила техники безопасности
Надлежащая безопасность плазмы требует защиты открытых участков кожи. Вам понадобятся сварочные перчатки и сварочная куртка или другая огнестойкая одежда. Застегните манжеты, карманы и воротник рубашки, чтобы на них не попадали искры.
Защитите глаза линзами подходящего оттенка для плазменного резака, который вы планируете использовать. В инструкции по эксплуатации будет указан необходимый оттенок для силы тока. Вы можете использовать традиционные очки для плазменной резки / газокислородной резки или сварочный шлем с режимом резки.
При любой плазменной резке необходимо строго соблюдать правила техники безопасности.
Оптимизация плазменной резки
При правильном использовании ваш аппарат плазменной резки обеспечит чистую качественную резку на очень высоких скоростях.Следуйте некоторым основным передовым методам, и использование правильного оборудования для работы поможет вам оптимизировать плазменную резку для получения лучших результатов, повышения производительности и снижения эксплуатационных расходов.
Все, что вам нужно знать о высечке
Если вы новичок в высечке, нуждаетесь в пояснении или у вас есть конкретный вопрос в области высечки, мы готовы предоставить вам несколько ответов!
Найдите свой вопрос ниже или с помощью боковой панели содержимого, которая поможет вам сориентироваться.
Кроме того, внизу этой страницы можно найти дополнительные ресурсы по высечке, включая советы, рекомендации и многое другое! Ищете высекальные машины, инструменты и расходные материалы? Здесь вы найдете тысячи высекальных принадлежностей.
Что такое высечка?
Высечка — это широкий термин, но в ремесленном производстве процесс высечки относится к процессу, в котором вы используете станок для массового производства вырезанных фигур. Вы можете создавать одну и ту же форму с одинаковыми размерами снова и снова, не используя ножницы, трафареты или нож для рукоделия.Это экономит время и делает ваши вырезанные формы профессиональными и единообразными каждые раз.
Что такое высекальный станок?
Высекальные машины или машины для изготовления карт — это машины, которые вырезают формы из бумаги, ДСП (например, картона, но более толстого и плотного), ткани и других материалов. У большинства людей, регулярно занимающихся высечкой, есть персональные высекальные машины размером с небольшую тостерную печь. Эти машины могут располагаться на вашем верстаке или на рабочем месте или могут храниться на небольшом пространстве и при необходимости извлекаться.Существуют даже крошечные настольные версии, такие как Sidekick или Mini Evolution, и компактные складные версии, такие как Sizzix Big Shot Foldaway.
Как и любой другой прибор или инструмент, существует множество марок высекальных машин, и каждая из них немного отличается от другой. Вы также можете проверить этот ресурс для высекальных машин. Он даст вам обзор различных стилей, чтобы вы могли выбрать подходящую машину для своих нужд.
Что такое ручная высекальная машина?
Ручные высекальные машины работают с легко поворачиваемой рукояткой или рычагом и используют специальные металлические формы для резки бумаги и других материалов.Иногда в этих машинах также есть силовой компонент, который помогает управлять машиной с помощью электричества. Когда материал и металлический штамп проходят через ролики машины, он оказывает давление, и штамп вырезает бумагу или другой материал по форме штампа.
Самые популярные ручные машины производятся Sizzix, We R Memory Keepers и Spellbinders.
Что такое цифровая высекальная машина?
Цифровые высекальные машины работают от электричества и управляются компьютерным программным обеспечением или картриджами.Цифровые резаки не требуют стальных штампов , потому что внутри машины есть лезвие, которое режет бумагу или другие материалы. Вы можете выбрать форму, которую хотите создать, с помощью программного обеспечения на вашем компьютере, телефоне, планшете или специального картриджа для машины.
Самые популярные цифровые высекальные машины производятся Cricut компании Silhouette и ProvoCraft. Цифровые высекальные машины выглядят как бытовые принтеры и подключаются к вашей машине через порт USB или Bluetooth, аналогично принтеру или другому аксессуару.Вы можете приобрести цифровые файлы, которые вы хотите вырезать, или картриджи с предварительно загруженными изображениями!
Что такое кубик?
При высечке штампы представляют собой предметы в форме металла с приподнятым острым участком для резки. Они похожи по внешнему виду и действию на формочки для печенья — форма матрицы — это форма, которая будет вырезана на вашей бумаге.
Существует несколько различных типов матриц. Плашки для стальных линейок острые и защищены пенопластом или пластмассой (для вашей безопасности).Как правило, они более прочные, поскольку предназначены для резки более толстых материалов или одновременной резки нескольких разрезов. Тонкие металлические штампы не такие острые и не могут резать такие толстые материалы, как штампы со стальными линейками. Они больше похожи на вашу традиционную форму для печенья — имеют металлическую форму, без пены или пластика, их легче и легче хранить.
Плашкибывают самых разных размеров и стилей. Есть основные формы, слова, чувства, замысловатые цветочные узоры, тонкое кружево, животные, формы еды и почти все, о чем вы можете подумать.С таким большим количеством штампов на выбор, есть кубики для любых целей и случаев!
Для чего используются высекальные машины?
Хотя высекальные машины различаются (вы должны прочитать спецификации машины перед покупкой), все высекальные машины режут бумагу. Большинство из них также режут фетр, пенопласт, тонкую ткань и винил, хотя следует отметить, что только штампы со стальной линейкой могут резать ДСП. Некоторые могут даже разрезать пробковую доску, кожу, резину и губку!
Высекальные машинымогут использоваться для изготовления наклеек, конвертов, визитных карточек, подарочных этикеток, пакетов для угощений, сувениров для вечеринок, шейкерных карточек, ящиков для подушек и т.Их используют производители карт, скрапбукиры, мастера по изготовлению бумаги, лоскутные изделия и обычные мастера. Их даже используют в классах для облегчения обучения и создания проектов.
Какая машина для высечки лучше?
Это действительно зависит от ваших потребностей и того, что вы ищете. Sizzix Big Shot — самая популярная ручная высекальная машина. Однако существует множество разных машин с множеством различных функций, плюсов и минусов. При покупке высекальной машины важно прочитать описания продуктов и обзоры, чтобы узнать, для чего лучше всего подходит каждая машина и что другие люди говорят о них и их опыте.
Если вы думаете о покупке высекальной машины, эта статья поможет вам принять правильное решение.
Откуда высечка получила свое название? Почему это называется высечкой?
Происхождение слова восходит к 1300-1350 гг., Среднеанглийский язык de . На латыни слово «данный» — это датум . Слово «умереть» в том виде, в каком оно используется сегодня, в этом контексте, по-видимому, происходит от этого происхождения: «дан, положил, поместил», следовательно, также означает «сыграли или бросили».
В те времена штампы относились к процессам штамповки, таким как создание монет или литье предметов — обычно из металла — сделанных из штампов.В 1800-х годах было создано новое изобретение для массового производства — высечка. Старый термин «штамп» (создание путем механической обработки) был объединен с «вырезать» (процесс вырезания формы) для создания термина «высечка». Неизвестно, кто первым ввел термин «высечка», который появился в английском лексиконе в середине 1800-х годов.
Кто изобрел высечку?
Высечка была изобретена в середине 1800-х годов, чтобы помочь рационализировать обувную промышленность. Поскольку раньше нарезка подошв обуви производилась вручную, обычно из кожи, этот процесс был трудоемким, трудоемким и дорогостоящим.Изобретение высекальной машины произвело революцию в работе сапожников и сделало обувь гораздо более единообразной, поскольку формы всегда вырезались одинакового размера одним и тем же способом, а не вручную. Это означало, что теперь обувь может иметь стандартные размеры.
В начале 1900-х годов по мере развития технологий росли и высекальные машины. Изобретение ручного вырубного станка сделало возможным изготовление штампов разных размеров и форм, а это значит, что сапожники могли создавать любую часть обуви, в которой они нуждались, с помощью машины — и при этом одной и той же машины.Обувь стала проще изготавливать, и к тому же она стала доступнее для всех.
Боб и ЛаДорна Эйхенберг, создатели Ellison, изобрели первую высекальную машину с ручным управлением для потребителей. С тех пор высекальные машины росли и трансформировались вместе с процветающей ремесленной промышленностью! Круто, правда?
Кто использует высечку?
Высечка используется при производстве различных предметов, таких как обувь и другие предметы, путем быстрой и эффективной резки компонентов с идеальным вырезом каждый раз.В производственных процессах, подобных этому, обычно используются большие высекальные машины промышленного назначения, чтобы ускорить процесс и выдержать постоянное давление большой рабочей нагрузки.
Ремесленники также используют высечку, как правило, на персональных высекальных машинах, приобретенных в магазинах для скрапбукинга или ремесленных мастерских. Ремесленники могут использовать эти машины, чтобы быстро и легко вырезать элементы для открыток, страниц альбома для вырезок, домашнего декора, сувениров для вечеринок, баннеров для вечеринок, проектов DIY, подарков и т. Д. Без использования ножниц.
Что нужно для начала высечки?
Для высечки есть только несколько необходимых предметов. Большинство станков поставляются со всем необходимым, чтобы сразу приступить к высечке (кроме штампов). Для ручных машин это означает машину, платформу и режущие пластины. Для цифровых машин это означает, что настоящая машина и программное обеспечение должны быть запущены.
Машиныобычно поставляются с подробными инструкциями, объясняющими, как использовать машину и аксессуары.Плашки, картриджи и вырезанные файлы продаются отдельно. А если вам все еще нужна помощь, в Интернете есть видео и уроки, которые помогут вам. При покупке ручного станка вам также понадобится как минимум одна матрица, чтобы начать высечку. Здесь вы можете найти матрицы самых разных стилей и размеров. И, конечно же, вам понадобится бумага или картон, чтобы вырезать форму. Это единственное, что вам нужно для начала высечки.
Где я могу купить высекальную машину?
Если вы ищете, где купить высекальные машины, их обычно можно приобрести в магазине для рукоделия или в Интернете.На сайте Scrapbook.com мы размещаем все самые популярные ручные высекальные машины. Вы можете прочитать сотни отзывов о высекальных машинах от проверенных владельцев, просмотреть вопросы и ответы о машинах и определить, какая машина подходит именно вам.
Если вы новичок в высечке, хотите познакомить с ней кого-нибудь или остро нуждаетесь в обновлении, покупка доступного комплекта высечки даст вам все необходимое для высечки, включая станок и ваш выбор формы штампа.
Как работает высечка?
Для ручных высекальных машин лист бумаги помещается на платформу машины. Затем поверх листа бумаги кладется плашка той формы, которую вы хотите вырезать. Когда матрица размещается там, где вы хотели бы сделать разрез, поверх бумаги кладется пластиковый коврик и штамп, чтобы удерживать их на месте и действовать как «бутерброд».
Когда все встало на свои места, вручную поворачивают рычаг, который перемещает платформу через машину.Когда платформа проходит через машину, на коврик оказывается равномерное давление, прижимая металлическую матрицу к бумаге. Острые края штампа обрезают бумагу, придавая ей желаемую форму. Затем платформа выходит с другой стороны машины, и вы можете снять верхнюю прозрачную подушку, чтобы получить доступ к штампу, бумаге и идеально вырезанной форме!
Сколько стоит высечка?
Высечка — это начальное вложение. Думайте об этом как о шитье. Вначале есть несколько затрат на то, что необходимо для начала работы, но после того, как вы приобрели предметы первой необходимости, следующие затраты являются дополнениями, такими как модные штампы из новых коллекций, бумаги и другие материалы, которые можно вырезать по мере необходимости.
Персональные высекальные машины могут стоить от 30 долларов за небольшие ручные машины до нескольких сотен долларов за модные электронные машины. Однако, как правило, ручные высекальные машины обычно находятся в ценовом диапазоне от 50 до 200 долларов, тогда как электронные или цифровые машины немного дороже.
Когда вы покупаете высекальную машину, в нее входят все необходимые элементы, но почти всегда есть дополнительные аксессуары, которые вы можете купить, которые упростят высечку или сделают вашу машину более универсальной.Инструменты и надстройки начинаются с нескольких долларов, а затем будут расти.
Единственные другие расходы могут быть спланированы очень субъективно. Плашки могут иметь разные цены: от 2,00 долларов или меньше за небольшие простые матрицы до более 100 долларов за богато украшенные наборы из нескольких матриц. В целом, однако, наборы матриц обычно находятся в ценовом диапазоне от 10 до 30 долларов и обычно идут с несколькими матрицами.
Здесь вы можете просмотреть различные варианты и цены.
Можете ли вы сделать штамп?
Хотя технически возможно изготовление собственных штампов из металла с помощью сварки, это не рекомендуется.Плашки часто изготавливаются специально для определенных машин и изготавливаются по определенным спецификациям, чтобы гарантировать их правильную работу. Изготовление собственных штампов и пропускание их через вашу машину может повредить вашу машину, а и безвозвратно аннулируют гарантию.
Популярные ремесленные бренды тщательно создают свои металлические штампы из высококачественных материалов, чтобы они не сгибались, не ломались и не перерезали бумагу.
Что такое высечки?
Фигурки для высечки — это кусочки бумаги, пробкового картона, ткани или любого другого материала, вырезанные при помощи штампа.Иногда люди также называют вырезанные формы бумажными украшениями, вырезами и эфемерами.
Что такое режущие диски или пластины?
Режущие диски или режущие пластины создают высеченный «сэндвич» — подходящее наслоение всех компонентов и материалов для вашей машины. Изготовление сэндвича гарантирует, что у вас есть подходящие расходные материалы, материалы и давление для работы вашей машины. Думайте об этом, как о вашей руке, лежащей на формочке для печенья, когда вы нажимаете на нее. Если вы не вдавите форму для печенья в тесто, вы не сформируете печенье!
Машина надавливает на подушку и вдавливает матрицу в бумагу, создавая идеальный разрез! Подушечки бывают разных размеров и цветов (хотя варианты расцветки действительно просто для развлечения!).Со временем ваши колодки необходимо будет заменить из-за деформации. Это нормально и ожидаемо. Чтобы подушечки прослужили дольше, замените режущую пластину, в которую врезались штампы, на коврик Scrapbook.com Magic Mat. Он сделан из мягкого самовосстанавливающегося материала, который всегда обеспечивает красивые разрезы.
Что такое сэндвич высечки?
Сэндвич для высечки — это то, что называется комбинацией платформ и матов. Различные комбинации разных размеров будут выполнять разные задачи и функции для ваших нужд.Существуют книги и руководства, которые дают идеи и подробные инструкции о том, как создавать бутерброды с вашими различными платформами и циновками. Sizzix делает замечательный буклет для бутербродов, в котором показано множество различных способов их приготовления — и книга даже имеет форму бутерброда!
Например, при использовании тонких металлических штампов можно использовать другой сэндвич, чем при использовании папки для тиснения. Вы не должны никогда проталкивать бутерброд через высекальную машину.Если вам кажется, что его слишком сложно разрезать, попробуйте перевернуть бутерброд, повернув рычаг в другую сторону, чтобы вынуть бутерброд из машины. Попытка протолкнуть бутерброды или резкие порезы может привести к повреждению машины. Очень важно полностью прочитать инструкцию по эксплуатации для правильного использования.
При высечке слышен треск?
Совершенно нормально слышать треск, когда вы катите кубик по машине. Этот звук — высечка вашей бумаги.Это совершенно нормально и нет, ты ничего не сломал! Но если звук вас беспокоит, выберите коврик Magic Mat вместо пластиковой режущей пластины, в которую вы врезаетесь, чтобы сделать пасс, более приятный для ушей.
Нужно ли заменять режущие диски?
Со временем вам придется заменить колодки. Со временем на подушках будут возникать коробление и травление — это нормально и ожидаемо. Однако есть несколько вещей, которые вы можете сделать, чтобы свести к минимуму чрезмерное коробление и продлить срок службы подушечек!
- Используйте всю поверхность подушечки при резке
- Не режьте каждый раз в одном и том же месте на подушке (используйте середину и края)
- Переключайтесь назад и вперед, не используя обе стороны пэда, но поворачивая его вверх дном или назад — пэд можно пропустить через машину в любом направлении (позволяет размер).
- Чтобы избежать деформации, травления и растрескивания, выберите коврик Magic Mat вместо одной пластиковой режущей пластины
На изображении выше изображена подушечка, которая начинает деформироваться и имеет множество вмятин после долгой эксплуатации порезов!
Что такое папки для тиснения?
Высечка включает в себя надрезы бумаги и других материалов, в то время как тиснение — это формование материала по особому дизайну, изменяющему его размеры.Папки для тиснения и высечка идут рука об руку, потому что для использования специальных папок для тиснения вам потребуется ручной высекальный станок.
Давление высекальной машины вдавливает рисунки в ваш картон, так что вы получаете рельефные (выпуклые) и тисненые (утопленные) рисунки.
Некоторые папки для тиснения от Sizzix, Spellbinders и других ведущих брендов даже сочетают тиснение и высечку в одной папке, которая выполняет оба действия во время прохождения через машину.Это означает, что папка для тиснения выдавит узор или узор , а вырежет определенные детали для действительно уникального дизайна на вашей бумаге.
Как изготавливаются высеченные наклейки?
Изготовление наклеек в домашних условиях — одно из многих преимуществ собственной высекальной машины. Вместо того, чтобы использовать картон сам по себе, вы наклеиваете клейкие листы на обратную сторону картона, а затем вырезаете форму. Пропустите бумагу через вашу машину с выбранной матрицей, как обычно, — и вуаля! Вы создали свою собственную высеченную форму на клейкой основе — наклейку!
Снимите свежий разрез с платформы и снимите обратную сторону липкого листа, чтобы обнажить липкую сторону.Покупка соответствующих штампов и штампов может быть очень полезной для изготовления наклеек. Многие компании, такие как Lawn Fawn, Sizzix, Concord и 9th, создают штампы с соответствующими штампами, что позволяет штамповать, раскрашивать и вырезать идеальное изображение каждый раз.
Можно ли вырезать ткань?
Да! Ткань абсолютно можно высекать, однако некоторые штампы и машины недостаточно прочны, чтобы разрезать тяжелые ткани. Пара лучших высекальных машин для резки ткани — это Sizzix Big Shot Plus и Sizzix Big Shot Pro.
Обязательно ознакомьтесь со спецификациями и подробностями станка перед покупкой, если вы собираетесь резать более тяжелые материалы на регулярной основе. Кроме того, важно отметить, что штампы со стальными линейками лучше всего прорезают ткань, поскольку они являются наиболее прочными из вариантов штампа.
Что такое регулировочная шайба при высечке?
Прокладка — это элемент, предназначенный для заполнения лишнего пространства и увеличения давления при необходимости. При высечке прокладка обычно представляет собой кусок картона или два, которые помогают удерживать матрицу от движения и обеспечивают дополнительное давление на матрицу, когда она проходит через машину.Это помогает получить более чистый срез (см. Следующий вопрос о том, когда вам может понадобиться прокладка).
Что делать, если мои детализированные штампы режут неправильно?
Для правильной резки сложных штампов часто требуется немного больше усилий. Особенно, если вы режете толстый картон или специальную бумагу. Вот несколько советов, которые помогут вам добиться лучших результатов при использовании очень подробных штампов.
- Попробуйте оставить штамп на месте и пропустить его через машину второй раз (возможно, даже трижды, если необходимо).Это действительно просто, если вы запустите его в одну сторону, а затем в другую!
- Если это не сработает, добавьте один лист картона в качестве прокладки под вырезанный «сэндвич» и пропустите штамп через машину, как обычно. Это придаст штампу немного большее давление и поможет с труднопрорезанными участками внутри штампа.
- Если прокладка для картона не работает, вы можете приобрести тонкую металлическую прокладку, чтобы поместить ее под вырезанный «бутерброд» и пропустить матрицу через машину. Если проблема не исчезла, возможно, у вас неисправная матрица, и вам необходимо позвонить производителю для ее замены.
Дополнительные ресурсы для высечки
Полное руководство по высечке
Еще больше важной информации об огромном мире высечки.
Магазин высекальных машин, штампов, инструментов и прочего!
Вы готовы делать покупки? На сайте Scrapbook.com есть все необходимое для начала или продолжения высечки!
Необходимые принадлежности для высечки от Manuel
У вас есть основные расходные материалы и вы понимаете, как высекать, но что дальше? Посмотрите, как начинается настоящая магия, когда вы приобретаете аксессуары, чтобы улучшить свою игру!
Не покупайте высекальную машину, пока не прочтете это
Все еще не уверены, какая высекальная машина вам подходит? Вот еще один отличный ресурс, который поможет вам решить!
Режущие диски по металлу | Нэнси Л. Т. Гамильтон
Диски можно вырезать из металла любой толщины. Ваш размер ограничен a. ваша сила и б. ваши инструменты.
Пильные диски — первый метод получения дисков
- Выпилить диски из листового металла , используя круглые шаблоны или стальные разделители. Технически делители отличаются от циркуля, потому что оба конца разделителя одинаковы. В компасе есть место для карандаша или грифеля, а другая нога заострена. Разделители используются для измерения расстояний, в то время как циркуль используется для рисования круга — обычно на бумаге.Но в ювелирном деле делитель работает как циркуль, начертавший круг на металле. Делители также используются в ювелирном деле для измерения расстояний. Преимущество использования разделителей и распиловки дисков: центр диска уже отмечен точкой поворота разделителя. Недостатки: распиловка занимает много времени и требуется чистовая обработка, что увеличивает время процесса.
Компас (слева) Разделители (справа)
Чтобы сократить время, необходимое для выпиливания кругов, склейте стопки из 2–4 кусков металла вместе, а затем распилите.Убедитесь, что пила остается перпендикулярно металлу, иначе ваши нижние диски будут больше или меньше верхних. Хотя только на одном диске будет отмечена центральная точка. Если у вас есть сверлильный станок (марка Harbor Freight ) или сверлильный пресс для гибкого вала (марка Foredom ) или Dremel , вы также можете использовать их. Вы не хотите высверливать центр вручную, так как слишком сложно держать сверло параллельно.
Результат несоблюдения параллельности пилы при пилении.Неправильное положение пилы для распиловки металлических стопок.
Метод второй получения дисков — Использование дискового ножа- Может использоваться с гидравлическим прессом ( Otto Frei: Potter USA (700 долларов США) (только рама — требуется 20-тонный домкрат — около 42 долларов США). Rio Grande: Bonnie Doon (995 долларов США — 7640 долларов США). Дисковые фрезы
- также можно использовать с латунным молотком весом от одного до двух фунтов или тяжелым (предпочтительно свинцовым) молотком из сыромятной кожи. Я только что купил 2-фунтовый латунный молоток от Pepe Tools . Но я решил, что мне больше всего нравится мой кожаный молоток из-за его большей площади поверхности. Моя цель не такая уж и замечательная!
- Не используйте стальной молоток , так как это может повредить пуансоны и привести к их упрочнению. Также существует вероятность (особенно если вы во время работы закалили свой инструмент), что при правильном угле и достаточной силе сталь может расколоться и полететь (у вас правильно надеты очки?). Чем меньше у вас силы. Чем тяжелее молоток, тем больше он вам может понадобиться.Но не используйте молоток, который слишком тяжел для вас. Чтобы вырезать большие диски из толстого металла, нужен сильный удар!
- Всегда смазывайте пуансон . Смазка снижает трение, обеспечивая более чистый срез и продлевая срок службы вашего инструмента.
- Используйте регулировочную шайбу того же калибра на противоположной стороне фрезы. Это помогает удерживать пластины параллельно, что обеспечивает перпендикулярность пуансона. Удары можно испортить, если использовать их под углом.* Примечание: для фрез, которые не затягиваются, использование прокладки не требуется. Эти фрезы имеют встроенную регулировочную шайбу, и, поскольку вы не можете регулировать блоки, использовать регулировочную шайбу нет смысла. Фрезы, которым не нужна регулировочная шайба : Набор эконом-класса из Contenti, дисковый резак Harbour Freight, старые модели Pepe (как у меня). Похоже, что все новые модели Pepe имеют регулируемые пластины — хорошая идея! Следующим фрезам необходима регулировочная шайба : Pepe Large (старая версия) и Small Disc Cutter (старая версия), Ikohe и многие другие. Прочтите инструкции, прилагаемые к вашему инструменту!
- Чтобы также не повредить пуансон, разрежьте деревянную поверхность, толстый кусок кожи или поместите уретановую подушку твердостью 95 под резак , чтобы продлить срок службы пуансона. Согласно Rio Grande : «Используйте уретановый квадрат (толщиной 1/16 дюйма, твердость 95) под резцами в качестве опоры при резке; уретан поглощает энергию удара молотка, защищая резцы и рабочую поверхность и обеспечивая чистый и острый разрез.«Эти прокладки дорогие, но они того стоят.
* Примечание. Ниже приведены два различных способа использования диска резак (после Четвертого метода получения дисков).
Покупка дисковых фрез
* Примечание: Очень недорогой дисковый нож (вверху — всего 30 долларов), который перевозят Harbor Freight и другие поставщики, в порядке, но знайте, что они не затягиваются на металл, у них нет наклонная режущая кромка и самый большой диаметр, который вы можете отрезать, составляет 3/4 дюйма.В объявлении говорится, что с его помощью можно резать латунь и алюминий 13-го калибра и даже сталь 20-го калибра. Я думаю, вам придется использовать гидравлический пресс, чтобы сделать такую толщину калибра.
Судя по обзорам, которые я читал, большинство людей считают, что он неплохо справляется. Самая большая проблема, казалось, заключалась в том, что удары застревали, но у меня была эта проблема с моим набором Pepe в течение многих лет. Удары следует постукивать до тех пор, пока они не выпадут из-под дна. Не забудьте смазать пуансоны.
Этот резак действительно хорош тем, что вы можете видеть, куда кладете металл. Неплохая идея, просто не знаю, какое напряжение может выдержать пластик — особенно, если вы забиваете молотком, как я!
Обновление : С тех пор, как я написал эту страницу, я также купил дисковый нож Pepe Tool. Это потрясающе и работает как шарм. Имеет 14 дисков разных размеров. Вы можете приобрести его здесь, в Pepe Tools.
Набор Ikohe из Otto Frei (больше не доступен на их сайте) Другой мой набор был старым и уже не очень острым. Новый от Ikohe отлично режет, но есть проблема с изготовлением из него шайб.Металл не может продвинуться достаточно далеко, чтобы прорезать внешний круг на нескольких отверстиях. Это потому, что стержни, которые стабилизируют верх и низ, мешают.
Circular Swanstrom — (очевидно, пошли по магазинам!). Конечно, я не знаю, сработало бы это в моем гидравлическом прессе. Мне нужно будет с ними связаться по этому поводу. Ну что ж, придется подождать следующей оргии трат.
Так выглядит пуансон для набора Swanstrom и набора, который я купил.Обратите внимание на наклонную режущую кромку. На других наборах удар ровный. Предполагается, что этот угол сделает разрезы более чистыми. Кстати, эти фрезы (если смазаны).
* Примечание: При покупке дискового ножа помните, что в идеале вы хотите, чтобы он фиксировал металл между двумя половинами ножа. Отсутствие возможности затягивать верхнюю и нижнюю пластины позволяет металлу скользить вокруг . Это увеличивает ваши шансы получить двойные удары (особенно, если вы используете метод № 2 — см. Ниже), а для точной работы сложнее выровнять металл без этой функции.Не забудьте использовать прокладку!
Метод третий — Ручные пробойники и плоскогубцы
- Ручные дыроколы — здесь вы ограничены размером диска и силой вашей руки. Rio Grande: дырокол EuroPower, прецизионный дырокол. Amazon: Ручной силовой удар Нейко. Я знаю, что Harbour Freight продает их (потому что я купил свой там), но, черт возьми, я найду ссылку! Одно замечание: этот инструмент оставляет небольшую ямочку в середине диска.Это замечательно, если вы хотите углубиться в детали, но не так хорошо, если вы этого не сделаете.
- Есть пробивные клещи , и маленькие пуховые штучки , , которые тоже делают отверстия. Проблема с ними в том, что вы ограничены очень маленьким диском. Перечислю несколько ссылок ниже:
Отто Фрей
Содержание
Инструмент FDJ
Фрезы для винтовых отверстийAmazon
Beaducation
Отто Фрей
Комбинированные заклепочные инструменты
Инструмент FDJ
Метод четвертый — Готовый диск
- Готовые диски — самый простой способ.Но вы ограничены в размере и размере диска.
Металлический — Алюминий (всего 18 г), Латунь (узорчатый и простой), Медь , Никель Серебро , Нержавеющая сталь , Стерлинговое серебро (частично выпуклый — калибр не указан — вероятно, 24 г или 26 г) и другие металлы — скачайте их каталоги, чтобы узнать больше: Основной металл, и Серебро.На них также можно найти листы с латунным рисунком (шириной 2,5 дюйма и любой длины, какой вам нравится), см. Страницы 20 — 25.
Pink-a-Doodle на Artfire.com. (Прокрутите страницу вниз, чтобы узнать о других размерах и металлах). Медь и латунь.
Rio Grande — Argentium Silver , калибры: 20 — 24 г. Золото калибра: 20г — 24г. Желтое золото 585 пробы — 26г. Желтое золото 18 карат — 26гр. Стерлинговое серебро . Калибры : 20–26 г. 1/10 Silver-Filled Double-Clad (латунный сердечник) калибры: 20 г — 26 г.
Stampede Jewelry Стерлинговое серебро – калибра : от 10 до 30 г и размером от 3/16 до 2 дюймов в диаметре. А также с золотым наполнением (от 18 г до 24 г), медь (от 20 г до 26 г)
Thunderbird Supply — Sterling Silve r : калибры 20 — 26 г. Медь : калибры 20г — 26г. Никель Серебро : калибры 20–24 г.
Два метода изготовления дисков с помощью дискового ножа
* Обратите внимание: большинство производителей рекомендуют использовать метод №1. Используйте то, что вам подходит.
- Наденьте защитные очки!
- Нарисуйте круг примерного размера , который вы хотите вырезать. Я использую круговой шаблон, который немного меньше резака — так я могу видеть свои линии, когда смотрю в резак. Если нарисованный круг такого же размера, его будет трудно увидеть, поскольку следы находятся под металлом.
- Поместите металл между двумя половинками фрезы .
- Они вставляют другой кусок металла того же калибра, называемый прокладкой , через другую сторону резака. Пропустите этот и следующий этапы, если дисковый резак не регулируется. Вместо этого перейдите к шагу 6.
- Затяните верхнюю и нижнюю половинки резака с помощью зажимного рычага / ручки или шестигранного ключа. Если ваш набор, как и мой старый, не затягивается, просто прижмите пуансон вниз — плотно, в металл и постарайтесь не сдвинуть / не ударить по металлу — он сместится. Пытаться не повредить металл при подъеме фрезы в гидравлический пресс — это очень весело!
- Смажьте резак маслом Bur-Life, Liquid Bur-Life, 3-in-1 Oil или другим типом масла, предназначенного для использования с инструментами.
- Вставьте пуансон в отверстие нужного размера . Не заставляйте его вставлять, если он плотно прилегает, поверните пуансон до тех пор, пока он не встанет на место. Плотно вдавите его в металл. Не заставляйте всех Супермена / девушку на нем, достаточно толкнуть, чтобы плотно соприкоснуться с металлом . Опять же, смазка облегчит это.
- Режьте только на прочной и прочной рабочей поверхности. Бридж-стол даже не стоит рассматривать!
- Установите резак либо на дерево, либо на уретан твердостью 95.
- Готовы? Прицельтесь и сильно взмахните. Надеюсь, вы попали в точку удара и получили прекрасный диск за свои усилия.
- Диски большего размера и более толстые калибры потребуют больше усилий. Если вы режете (много) большие диски более тяжелого калибра, возможно, вы захотите приобрести гидравлический пресс.
- В зависимости от вашего набора, протыкайте пуансоны до тех пор, пока они не выпадут на дно, или, как на видео, используйте деревянные дюбели, чтобы выбить резаки из блока.Постучите ими по защитной поверхности: дереву, коже, уретану.
- Проверьте инструкции производителя, следует ли резать сталь. Большинство пуансонов предназначены для обработки цветных металлов , таких как латунь, серебро, золото, медь, олово, алюминий и т. Д.
* Примечание: Большинство фрез имеют ограниченный диапазон размеров и толщины, которые можно разрезать методом молотка / киянки. Даже если в рекламе указано, что он будет сокращен до 14-го размера — это может не быть.Прочтите мелкий шрифт: многие из этих «обрезать до» обычно означают, что резак будет работать с этими калибрами , ЕСЛИ используется с гидравлическим прессом . См. Руководство по эксплуатации Swanstrom.
Если вы бьете резаком, а диски не работают, это может быть по нескольким причинам: Ваши удары «тупые, как грязь» или ваш размер / размер диска слишком толстый / большой, чтобы вы могли резать вручную или вы используете пуансоны / режущий блок в перевернутом положении. В некоторых наборах, таких как фрезы Pepe старой модели, верх и низ блока не так легко различить. Я писал фломастером на верхней стороне, потому что я вставлял дырокол назад довольно много раз . Это плохо сказывается на долговечности вашего инструмента! Некоторые удары тоже могут сбивать с толку. Если это так с вашим набором, возможно, покрасьте распылением ударный конец в розовый (или синий), чтобы не запутаться.
- Следуйте указанным выше инструкциям до шага 9.
- Этот метод работает лучше всего, если дисковый нож можно затянуть.
- При использовании этого метода для резки диска используются несколько менее мощных метчиков. Крайне важно, чтобы пуансон был плотно прижат и зафиксирован на месте (если это возможно). С помощью этого метода мне удалось получить хорошие разрезы на отожженном металле калибра 24. Но с более толстыми калибрами / большими размерами разрезы иногда были меньше звездных. Несколько раз я получал ужасные линии среза теней (а?). Смотреть:
Не знаю, видите ли вы «фланец» вверху слева.Также есть небольшая отметка «двойной разрез». Это было с медью 22 калибра. Посмотрите, какие потрясающие результаты я получил с латунью калибра 22. Латунь намного тверже меди (тверже, не сложнее). Прекрасный! Конечно, это было сделано с моим старым набором Pepe, который не блокируется и к тому же довольно унылый. Если бы я использовал свой новый набор Ikohe, у меня не было бы так много «линий движения». Я просто хотел показать вам, что может случиться с методом «множественных попаданий».
Изготовление шайб
Для бусины без пайки необходимо сделать несколько шайб.Для этого есть несколько способов. См. Страницу «Изготовление шайб» — она скоро появится. А пока посмотрите мое видео: Изготовление металлических шайб .
Видео:
Веб-страниц:
Как резать металл — лазер — плазма
Услуги по лазерной резке листового металла
В MetalsCut4U мы используем лазерный резак для резки деталей из листового металла, которые вы настраиваете онлайн.Для резки листового металла с помощью лазера сфокусированный лазерный луч направляется на материал, который затем плавится, сжигается, испаряется или уносится струей газа. Этот метод резки оставляет гладкую кромку с высококачественной гладкой поверхностью.
По сравнению с методами механической резки, с лазером легче работать, и вероятность загрязнения меньше. Лазерная резка также более точна, чем механическая, поскольку лазер не изнашивается. Кроме того, поскольку лазеры используют локализованное тепло, вероятность деформации меньше.
По сравнению с плазменной резкой, лазер потребляет меньше энергии и имеет более высокую точность, чем плазменный резак. Недостатком является то, что плазма лучше режет металлы большей толщины, в то время как лазеры ограничены в этой области.
Лазерный резак управляется компьютером, который позволяет лазерному лучу проходить по металлу с удивительной скоростью. Нет ничего сложного. Лазер обычно имеет точность или допуск около 0,0125 дюйма (0,32 мм).
MetalsCut4U использует эту технологию для резки отдельных листов листового металла по размеру и поддержки вас в ваших проектах DIY.
MetalsCut4U — это услуга лазерной резки для розничных клиентов в США, доставка по всей стране .
Плазменная резка листового металла
Плазменный резак использует горячую струю плазмы для резки электропроводящих материалов, таких как сталь, алюминий, латунь и медь, на высоких скоростях и с высокой точностью. Он работает путем создания электрического канала ионизированного газа (плазмы) от резака через заготовку, чтобы сформировать полную электрическую цепь.Когда делается каждый разрез, из точки контакта плазменной струи вырываются яркие вспышки света.
В некоторых станках плазменной резки используются столы для резки с ЧПУ, а в некоторых резак встроен в сам стол, что позволяет компьютеру управлять головкой резака для получения резких и чистых резов. Современные плазменные резаки становятся дешевле по мере развития технологий и теперь находятся в более доступном ценовом диапазоне.
Производители в настоящее время разрабатывают новые модели с меньшими соплами и более тонкими плазменными дугами, что позволяет достичь уровня точности, который может соперничать с лазерными резаками.По сравнению с лазерной резкой, плазменный резак лучше режет более толстые металлы.
Струя воды
Для резки струей воды используется промышленный инструмент, способный резать самые разные металлы с помощью струи воды под высоким давлением. Иногда струя воды может содержать смесь воды и абразивного вещества, такого как гранат или оксид алюминия. Резак по металлу соединен с водяным насосом высокого давления, который с высокой скоростью выбрасывает воду из сопла. Это придает материалу желаемую форму путем распыления на него струи воды с высокой скоростью.
Гидравлические ножницы обычно используются при изготовлении деталей машин и в различных отраслях промышленности, таких как горнодобывающая промышленность, воздушные и космические путешествия. Преимущества использования водяной струи включают способность прорезать металл без изменения внутренней структуры (отсутствие тепла означает отсутствие плавления). Гидравлические форсунки также могут вырезать конструкции сложной формы, что делает их универсальным инструментом как для художников, так и для мастеров.
Самым большим преимуществом техники водяной резки является то, что она позволяет резать не только металл, но и другие материалы, такие как камень, кожу или даже акриловое стекло.
Резка листового металла
Стрижка выполняется на ножницах с ручным, гидравлическим или электрическим приводом. Обычно ножницы включают в себя стол с опорными рычагами и направляющими для перемещения листа в нужном направлении.
При разрезании кусок листового металла разделяется на части путем приложения силы, достаточной для разрушения материала. Эффект обычно достигается за счет приложения силы сдвига. Сдвиг вызывает изменение материала по мере выполнения разрезов, эффект, известный как заусенец.Заусенец — это небольшой дефект, созданный силой сдвига, воздействующей на металл, которая зависит от остроты инструментов и зазора между верхним и нижним инструментами.
Резка на ножницы позволяет выполнять резку по прямой линии для разделения кусков листового металла, но также можно выполнять резку под углом. Производители используют ножницы, чтобы разрезать лист параллельно существующему разрезу при подготовке других процессов.
Как резать металл сварщиком за 8 шагов
Сварочные аппаратыпредназначены для соединения двух металлических частей, но в крайнем случае их можно использовать для резки металла, если вы знаете, как правильно настроить свою установку.В результате получается не чистый срез, но если это не является проблемой или если у вас нет оборудования, необходимого для правильной резки, сварщик сможет выполнить эту работу. Однако это потенциально опасная операция, поэтому делайте это только в том случае, если знаете, как это сделать.
Как резать металл сварщиком? Установите сварочный аппарат на отрицательный электрод постоянного тока. Увеличьте силу тока до более 200 ампер. Используйте погруженную в воду удочку 6010 или 6011 или специально сконструированную удочку. Начните дугу на одной стороне кромки и двигайтесь вдоль линии, отталкивая расплавленный металл с его пути пильным движением.При необходимости повторите.
Нельзя не подчеркнуть, что это не идеальный способ резки металла. Сварщики не предназначены для этой функции, и в результате получается беспорядок и потенциально опасен. Однако это возможно. Некоторые сварщики используют этот метод, когда разрез не обязательно должен быть красивым, а другое оборудование недоступно или его трудно использовать в их ситуации. Выполнение правильных шагов снижает риски.
Шаг 1. Соблюдайте меры безопасности
Сварочные аппараты — это мощные аппараты, которые представляют значительный риск для здоровья.Вы должны защитить себя от:
- электрических токов,
- горячего металла,
- летящих искр,
- капающего расплавленного металла,
- чрезвычайно яркого света и
- токсичных газов.
Средства индивидуальной защиты и правильно организованная сварочная площадка необходимы для безопасной резки металла сварщиком.
Используйте сварочный аппарат только в хорошо вентилируемом помещении.При резке металла сварщиком образуется много дыма. Если вы должны сделать это в помещении, убедитесь, что есть вентиляционные отверстия, вентиляторы или, по крайней мере, открытые окна, чтобы дым и пары могли уноситься ветром. Скопившийся дым может ухудшить видимость и вызвать повреждение органов дыхания.
При использовании сварочного аппарата для резки металла всегда используйте следующие средства индивидуальной защиты: Убедитесь, что оно хорошо сидит и не повреждено.
- Сварочные перчатки,
- защитная маска для лица,
- защитная одежда с длинными рукавами и рабочая обувь
Убедитесь, что ваше оборудование хорошо подогнано и не повреждено.
Сварочные перчатки
Сварочные перчатки изолированы, чтобы защитить ваши руки как от тепла
- (9 900 градусов по Фаренгейту (5500 градусов Цельсия)), так и от электричества
- (минимум 200 ампер).
Сварщик работает, создавая сильный электрический ток через сварочный стержень и разрезаемый кусок металла.
Для резки металла требуется много электроэнергии, в результате чего выделяется огромное количество тепла. Вы не хотите рисковать, касаясь чего-либо из них голыми руками.
Связанное чтение: Выбор сварочных перчаток: единственное руководство, которое вам когда-либо понадобится
Сварочная маска для лица
Когда электричество проходит через металл, выделяется энергия в виде огромного количества тепла и света. При выполнении любого типа сварки необходимо носить защитную маску, которая защищает как ваши:
Защитная маска предотвращает попадание искр на кожу вашего лица, так и стекло козырька защищает ваши глаза от повреждения ярким светом. .
Как сварщик, вы знаете, что вам нужно защищать глаза от яркого света дуги. Однако при резке металла сварщиком вы будете использовать еще более высокую силу тока, что приведет к большему нагреву и, что более важно, большему количеству света. Так же, как использование плазменного резака создает более яркую дугу, использование сварочного аппарата для резки металла приведет к гораздо более яркому свету.
- Если вы используете регулируемый сварочный шлем, поверните шкалу защиты от ультрафиолета на 11 или 12.
- Если у вас есть фиксированный стеклянный козырек, убедитесь, что стекло достаточно высокого класса, чтобы защитить свет, излучаемый плазменным резаком
Убедитесь, что он правильно установлен и правильно работает.
Ссылки по теме: Как выбрать сварочную маску: что следует учитывать
Защитная одежда с длинными рукавами
Процесс резки металла сварщиком приведет к образованию большого количества искр. Расплавленный металл, образованный электрическим током, проходящим через стержень и основной металл, вступает в контакт с (относительно) гораздо более холодным металлом, окружающим область сварного шва, и реагирует, вырываясь ливнем искр. Каждый из них представляет собой горящую каплю расплавленного металла.
Эти искры могут обжечь волосы и кожу.Надевайте рубашку с длинными рукавами и брюки, чтобы искры не соприкасались. Одежда должна быть из защитного материала, такого как
Ни один из них не должен загораться.
Рабочие ботинки
Помимо летящих искр, при резке металла сварщиком образуются капли расплавленного металла, которые будут падать через разрез. Они могут упасть на ваши ноги, поэтому вы должны носить защитную рабочую обувь (опять же из кожи или другого негорючего материала), чтобы защитить свою кожу.
Поскольку вы используете свой сварочный аппарат, чтобы разрезать кусок металла (а не соединять два куска металла), ваши действия могут привести к тому, что кусок очень горячего металла упадет на пол, когда вы закончите. В зависимости от размера отрезанного куска металла вам следует носить ботинки со стальным носком, чтобы защитить ноги от падающего куска горячего металла.
Шаг 2: Настройка сварочного аппарата
Настройка сварочного аппарата для резки металла означает больше, чем просто подключение заземляющего провода и провода ручки сварочного стержня к соответствующим гнездам с цветовой кодировкой на боковой стороне аппарата и повороту аппарата. на.Вам нужно будет изменить настройки сварщика, чтобы получить достаточно мощности, чтобы прорезать металл.
Перед изменением следующих настроек убедитесь, что ваш сварщик находится в хорошо вентилируемом помещении.
Постоянный ток
Многие сварщики предлагают следующие варианты:
- постоянного тока (DC) или
- переменного тока (AC)
Варианты переменного тока могут быть полезны для сварки в угол или уменьшить дугу, особенно при сварке намагниченного металла.Однако при резке металла вам понадобится полное проникновение постоянного тока.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный ток и постоянный ток
Отрицательный электрод
При работе сварочного аппарата на постоянном токе (DC) у вас есть возможность сделать электрод:
Это определяет, в каком направлении течет ток: от стержня к разрезаемому металлу или от металла, который нужно разрезать на стержень.
Выбрав отрицательный электрод, вы получите больше мощности резания, потому что ⅔ тепла будет направляться в металл, подлежащий резке. Тогда он будет таять в два раза быстрее, что приведет к более быстрой резке. С другой стороны, если вы сделаете электрод положительным, только тепла будет направлено на разрезаемый металл, в результате чего процесс резки займет в два раза больше времени.
Ссылки по теме: Что означает DCEN в сварке?
200+ ампер
Для резки металла сварщиком требуется гораздо больше энергии, чем для сварки.При сварке вам нужно только расплавить достаточно металла, чтобы образовалась лужа, которая остынет и превратится в соединение твердого металла. Однако при резке вам нужно проплавить весь кусок металла. Как минимум 200 ампер должно хватить, чтобы прорезать любой металл.
Если у вашего сварочного аппарата есть:
- « arc force» или
- кнопка «копать»
, убедитесь, что она выбрана, потому что это еще больше увеличит силу тока.
Шаг 3: Подготовка металла к резке
Резка металла сварщиком никогда не будет очень точной, но это не значит, что вы не должны подготавливать металл, чтобы разрез был как можно более прямым.Отметьте желаемый путь реза инженерным мелом, чтобы у вас было руководство, которому нужно следовать, когда дуга зажжется.
Если кусок металла небольшой, зажмите его, чтобы он не смещался во время резки. Закрепите заземляющий провод на разрезаемом металле, чтобы могла возникнуть дуга или электрический ток.
Здесь вы можете найти статью с нашего сайта обо всех металлах, которые можно сваривать методом MIG.
Шаг 4. Выбор сварочного стержня
Поскольку сварочные аппараты не предназначены для резки металла, этот процесс очень разрушителен для используемого сварочного стержня.Если выбранный вами стержень недостаточно прочен, он сгорит быстрее, чем металл, который вы хотите разрезать. Таким образом, при резке металла сварщиком используйте либо:
- запасные, поврежденные стержни, которые вы не против испортить, либо стержни
- , предназначенные для резки
6010 или 6011 стержень
При использовании дешевых стержней , у вас уже завалялось, вы захотите выбрать сварочный стержень 6010 или 6011. Эти стержни предназначены для врезания в металл во время зажигания дуги, что позволяет выталкивать расплавленный металл из зоны сварки.С другой стороны, сварочный пруток 7018 выделяет меньше тепла и быстрее изнашивается в условиях резания.
Если вы идете по этому маршруту, вам нужно выбрать стержень, который уже поврежден или использовался, потому что он довольно быстро израсходуется в процессе резки металла. Нет смысла использовать новые стержни, потому что они не сделают рез быстрее и чище.
Один из способов продлить срок использования этих дешевых стержней — окунуть их в воду перед зажиганием дуги. Вода на поверхности стержня поможет распределить тепло, позволяя стержню прослужить немного дольше во время процесса резки.
Ссылки по теме: Различные типы сварочных стержней и их применение
Режущий стержень
Другой вариант — использовать сварочный стержень, предназначенный для резки металла.
Несмотря на то, что сварочные аппараты не предназначены для резки металла, такая практика достаточно распространена, поэтому некоторые производители разработали сварочные стержни, способные противостоять разрушительной практике лучше, чем обычные сварочные стержни.
Эти режущие стержни:
- имеют непроводящую сердцевину, которая является термостойкой,
- позволяют работать при более высокой силе тока.
- создают более сильное взрывное действие.
В результате эти специализированные режущие стержни служат дольше и режут быстрее, чем обычные стержни, экономия:
Режущие стержни более дорогие. Как правило, вы можете купить пачку из 4 режущих стержней за 10-15 долларов, а вы можете купить 5 фунтов (несколько десятков) стержней 6010 или 6011 за 30 долларов. На самом деле выбор стоит между использованием большого количества дешевых обычных стержней или меньшего количества более дорогих режущих стержней, чтобы сделать такой же разрез.
Шаг 5: Разрежьте металл
Выровняйте сварочный стержень параллельно линии, которую вы хотите разрезать.Начните с одного конца и зажгите дугу. Как только дуга зажжется, выдавите стержень в зоне сварного шва, чтобы удалить скопившийся расплавленный металл. Держите стержень в контакте с основным металлом и осторожно тяните вперед и назад пильными движениями по мере продвижения по линии разреза.
- Если толщина металла составляет четверть дюйма или меньше, вы сможете полностью прорезать основной металл за один раз. . В этом случае распиловка стержня проталкивает расплавленный металл через разрез.Возможно, вам придется немного отступить, чтобы выбить перемычку, образованную шариками металла, приземляющимися за ходом стержня. Если дать остыть, эти перемычки будут действовать как сварной шов, соединяющий детали.
- Если металл слишком толстый для того, чтобы его можно было прорезать сразу, выдавливание стержня в прорези приведет к вытеснению расплавленного металла из канавки, образованной этим процессом резания . Если оставить его в щели, он затвердеет, создав сварной шов, который на самом деле прочнее, чем исходный кусок металла, который вы собирались прорезать.
- Если вы намереваетесь проделать отверстие в куске металла (а не разрезать линию), просто продолжайте копать стержень глубже в основной металл вместо того, чтобы двигаться по линии разреза . Когда вы полностью пройдете через основной металл, вы можете расширить отверстие, пропустив стержень по периметру отверстия.
Шаг 6: Повторите, если необходимо
Даже если ваш сварщик настроен на отрицательный электрод постоянного тока и сила тока увеличена до максимума, вы все равно сможете прорезать только около 3/8 дюйм металла одновременно .Если металл, который нужно разрезать, толще, вам нужно будет сделать несколько проходов, чтобы разрезать его.
Это также относится к случаям, когда длина отрезка слишком велика. Процесс резки металла сварщиком чрезвычайно разрушителен для используемого сварочного прутка. Вот почему люди часто предпочитают использовать поврежденные стержни, потому что они знают, что не стоит использовать новые стержни, поскольку стержень будет поглощен процессом.
Стержни, предназначенные для резки, также разрушаются в процессе, просто они рассчитаны на более длительный срок службы.Если разрез, который вы хотите сделать, длинный или глубокий, вам, вероятно, придется заменить стержни, поскольку они используются для завершения разреза.
Шаг 7: Дайте металлу остыть
После того, как разрез будет сделан, вам нужно сделать небольшой перерыв. Края разреза будут нагреты до 9900 градусов по Фаренгейту (5500 градусов по Цельсию), и им потребуется некоторое время, чтобы остыть.
В идеале вы можете просто оставить детали как есть, пока они остывают. .Система вентиляторов, которую вы настроили для удаления дыма и токсичных испарений, также поможет рассеять тепло и ускорить процесс охлаждения.
Если вы спешите, вы можете быстрее охладить металл, окунув его в емкость с водой. В этом случае тепло будет передаваться воде, быстро охлаждая металл. Это внезапное изменение температуры может иметь негативные последствия, создавая напряжение в металле из-за резкого изменения температуры.
Однако, если вы режете металл сварщиком, вполне вероятно, что качество резки не имеет значения, и, следовательно, риск деформации металла является спорным вопросом.
Шаг 8: Очистите кромку, если необходимо
Резка металла сварщиком — грязный процесс, и получаемый в результате рез будет одинаково грязным. Это будет выглядеть так, как будто вы решили срубить дерево из пулемета. Это больше серия соединенных отверстий, чем прямая линия. Линия ровная настолько, насколько вы можете догадаться, и вдоль кромки среза неизбежно будет скалистый край высохшего металлического шлака.
Скорее всего, если вы выбрали этот метод резки металла, вы просто пытаетесь разрезать шлак на более простой в обращении размер .В этом случае вы не будете заботиться о качестве реза, но при этом будьте осторожны, чтобы не порезаться о неровный край, образовавшийся при транспортировке.
Если вы выполняете резку только сварщиком, потому что у вас нет доступа к плазменному резаку, горелке, циркулярной пиле с металлическим лезвием, сабельной пиле или ножовке, вам потребуется выполнить обширную шлифовку, чтобы сгладить кромку прежде, чем он станет пригодным для использования или сварки.
Связанное чтение: Как начать и развивать сварочный бизнес за 11 шагов
Резка металла с помощью сварочного аппарата >> Посмотрите видео ниже
Как установить плазменный резак — The Наиболее полное руководство
Основные части стандартного плазменного резака
Тот, кто читает эту статью, должен иметь или скоро будет иметь мощный плазменный резак для резки твердых металлов, верно?
Однако с такой современной и мощной машиной этап сборки совсем не легкий, особенно для новичков.
В этой статье я расскажу вам о , как шаг за шагом настроить плазменный резак , чтобы вы могли добиться как производительности , так и безопасности .
Продолжайте читать, чтобы учиться!
Как установить плазменный резак
Шаг 1. На что следует обратить внимание перед началом работы с плазменным резаком
- Регулярно проверяйте направляющие, чтобы убедиться, что они чистые и сухие.
- Нанесите смазку на муфты для плавной работы.
- Воздушный поток должен быть достаточным для работы установки плазменной резки .Ваша воздушная труба должна быть не менее 12 мм.
Чтобы гарантировать воздушный поток, вы можете сократить длину газового провода, увеличив его радиус. В качестве альтернативы я рекомендую использовать воздушные компрессоры или сосуды под давлением.
- При подаче сжатого воздуха в установку для плазменной резки он должен иметь сепаратор воды и масла или винтовой агрегат с системой воды и масла.
Если в воздушной трубе есть вода или масло, она загрязняется и не может воспламениться.В этом случае вам нужно будет снять режущую трубку и электрод для очистки и повторной установки позже. Также выключите плазменную станцию для сброса перед повторной работой.
- Возьмите ось Y параллельно и протолкните ее к головке плазменного резака . Когда машина достигнет пика хода, выключите источник управления и потяните стрелку оси X к точке фиксации, чтобы выполнить параллельность.
Включите питание и сдвиньте ось X вверх. Если ваша машина не запускается, нажмите и удерживайте кнопку сброса.Затем вы должны нажать стрелку, чтобы пройти через ручку, прежде чем отпустить кнопку сброса.
Шаг 2. Подготовка к использованию плазменного резака
Перед использованием аппарата плазменной резки необходимо внимательно проверить резак . Он должен быть прямым и перпендикулярным к столу для резки, чтобы рез с помощью электрода можно было использовать и обрабатывать быстро.
Далее следует прикрепить резак к полке. Это сделано для того, чтобы избежать отклонений от разреза, которые могут напрямую повлиять на качество линий реза.
Охлаждающий вентилятор и сопло для быстрого охлаждения металла после резки не являются обязательными.
Шаг 3. Настройте воздушный поток
Подключите внешний воздушный компрессор к аппарату плазменной резки , чтобы поток плазмы всегда находился под высоким давлением.
Чтобы прикрепить фитинги, необходимо отвести внешний фланец отрицательного (-) соединения и вставить положительный (+) соединение.
Включите поток воздуха, повернув рычаг на девяносто градусов из положения, перпендикулярного воздушной трубе, которая должна быть встроена.
Шаг 4: Отрегулируйте высоту режущей головки в разумных пределах
Плазменный луч имеет форму капли воды в центре, поэтому, если вы поместите режущую головку слишком близко или слишком далеко от металла, она наклонит вашу заготовку.
Как только режущая головка окажется на подходящей высоте по сравнению с поверхностью материала, ваша заготовка будет прямой или не будет сильно наклонена (менее 3 градусов).
Проблема в том, как узнать, какая высота подходит? Чтобы решить этот вопрос, вы должны следовать инструкциям производителя источника питания для плазменной резки.
В зависимости от типа и толщины целевого материала вы можете выбрать соответствующие типы фрез и установить параметры, как показано в таблице резки.
Советы :
Установите THC (регулятор высоты резака) для автоматического поддержания высоты режущей головки.
Если ваш аппарат плазменной резки не оснащен оборудованием THC, линия резки будет неровной, а режущие кромки быстро повредятся.
(Из-за расстояния от режущей головки до нестабильного материала, рядом с материалом будет слишком много режущих головок, тогда расплавленная металлическая часть, вытекающая из линии резки, будет разбрызгиваться и прилипать к режущей кромке).
После настройки параметров в соответствии с таблицей резки вы можете резать и наблюдать за своей заготовкой, чтобы при необходимости точно настроить высоту режущей головки (используйте блок THC).
Шаг 5: Выберите направление резания
Сжатый воздух будет дуть от режущей головки по спирали слева направо, поэтому правая сторона разреза всегда будет менее подвержена левой стороне.
Поэтому всегда выбирайте направление резки так, чтобы основная часть вашего продукта (зона термического влияния ) находилась справа от направления резки, а часть с отходами — слева.
Не забудьте положить металл на стол и прикрепить зажим заземления рядом с местом, где вы будете резать плазменным резаком .
Шаг 6. Эксплуатация плазменного резака
Убедитесь, что электрический заряд выключен, прежде чем подключать его для электрического заряда .
В среднем, вы должны установить текущую ампер на 25 для 18-миллиметрового куска металла.
Включите машину, установив переключатель позади устройства в положение ВКЛ.
Завершение этого шага означает, что вы завершили настройку плазменного резака . Давайте нажмем на спусковой крючок и разрежем металл .
Заключительные слова
Наконец, я рассказал вам о , как настроить плазменный резак за 6 шагов.Однако, помимо настройки станка, вам следует также позаботиться о других параметрах, таких как тип материала, толщина металла, схемы раскроя и т. Д.
Спасибо за чтение!
Что такое высечка, стальные правила Высечка Глоссарий терминов
КЛЕЙ, ЧУВСТВИТЕЛЬНЫЙ ДАВЛЕНИЮ
Тип клея, который в сухом виде является агрессивно липким при комнатной температуре. Он обладает способностью способствовать сцеплению с разнородными поверхностями при контакте с давлением.
КЛЕЙ, СЪЕМНЫЙ
Клей, характеризующийся относительно высокой когезионной прочностью и низким пределом адгезии. Его легко удалить с большинства поверхностей. Некоторый перенос клея может происходить в зависимости от сродства клея к поверхности.
ПРОСМОТР КЛЕЯ
Когда клей проникает через лицевую поверхность чувствительной к давлению ламинации.
ФАЙЛ ADOBE ILLUSTRATOR
Durable Dependable Tools использует файлы Adobe Illustrator 8 в процессе изготовления штампа.
БАЛАНСИРУЮЩИЕ НОЖИ
Также называемые выравнивающие ножи, которые используются в штампах со стальными линейками для балансировки нагрузки на плиточный пресс.
СКЛАДЫ
Что касается режущих штамповочных лезвий, то скосы или фаски режущей кромки определяют, как лезвие проникает в режущий материал. Фаска на режущем диске определяется по количеству градусов на фаске или как внутренняя или внешняя фаска. Некоторые стальные линейки имеют двойной скос для определенных видов резки.
ПРАВИЛА ВЫКЛЮЧАТЕЛЯ
Правил дробилки отламывает внешнее полотно заготовки материала, чтобы уменьшить давление высеченного материала вокруг матрицы во время операции высечки. То же, что и правила измельчителя или измельчителя.
МОСТ
Размещение выемок в стальном правиле так, чтобы лезвие могло войти в свое относительное место в матричной плите, которая оставляет равный мостик на штамповой доске вдоль пути прорезания ножей.
ЭТИКЕТКИ, ОБЩИЕ ПРАВИЛА (ОБРЕЗАННЫЙ)
Этикетки, которые разделяются одним ножом, разрезанным на съемную пленку.
ПОЛОСТЬ
- Одна секция многогнездного штампа, где более одного штампа или секций смонтированы на задней пластине, как в штампах для щелчков, или на доске, как в штампах со стальной линейкой.
- В лазерной технике полость — это лазерный резонатор или трубка, в которой происходит процесс генерации.
- Обычно относится к гравировке на ротационном высекальном прессе, высекающем одну форму.
ПРАВИЛО ДЛЯ ЦЕНТРАЛЬНОЙ СКОСКИ
Стальной линейчатый нож, режущая кромка которого находится по центру посередине толщины штампа.
ИЗМЕЛЬЧИТЕЛЬНЫЕ НОЖИ
Стальная линейка в матрице для измельчения лома на более мелкие куски.
КОМБИНИРОВАННАЯ МАТРИЦА
- Матрица, которая сочетает в себе особенности штампа со стальной линейкой с охватывающими и охватывающими заглушками. Часто по периметру матрицы может быть стальная линейка, а вырезы могут быть мужскими и женскими. По периметру может не требоваться строгий допуск, но для вырезов может потребоваться строгий допуск. В некоторых случаях для вырезания замысловатых узоров требуется матрица «мужская / женская».
- Компоновка штампа, состоящая из нескольких коробок — несколько коробок разных типов в одной компоновке.
ВЫРЕЗКА ПО КОНТРАКТУ
Durable Dependable Tools предоставляет заказчикам услуги по высечке на контрактной основе для каждой работы.
РЕЖУЩАЯ ГОЛОВКА
При высечке под режущей головкой обычно понимается головка режущего пресса, в которую установлена режущая матрица.
ДАВЛЕНИЕ РЕЗКИ
Это относится к величине давления, которое оказывает режущий пресс при его движении вниз.Давление обычно выражается в тоннах давления резания. Обычно для чистой высечки требуется около 500 фунтов на линейный дюйм лезвия, но эта цифра варьируется в зависимости от разрезаемого материала и других условий.
РЕЖУЩАЯ ПОВЕРХНОСТЬ
Поверхность, по которой ударяется режущий штамп после того, как штамп проник в вырезаемый материал. Режущая поверхность в случае резания «внутрь» позволяет штампу слегка проникать в режущую поверхность для создания чистого среза, а в случае «на» резание матрица ударяет по затвердевшей поверхности или на нее.
ПЛАСТИНА
Используется в качестве держателя стальной линейки в режущих штампах.
МАТРИЦА В СБОРЕ
Относится к полной сборке режущего инструмента, включая резину, линейку и пуансоны.
МАТЕРИАЛ ОСНОВАНИЯ ДЛЯ ПЛАСТИНЫ
Используется для удержания стальных линейок в нужном положении, обычно это фанера из русской березы.
ВЫРЕЗАТЬ ЛАЙНЕР
Высечка чувствительного к давлению листа только на глубину лицевого слоя без разрезания основы или поддерживающего листа.
ВЫРЕЗКА
Метод использования режущих штампов с острыми краями для вырезания форм из широкого спектра мягких и полужестких материалов, включая листовой металл, пластик, бумагу, картон, резину, волокно, гофрированный картон, ткань, пенопласт и более. Действие изготовления штучных деталей из сыпучих материалов с использованием штампов и прессов.
СТЕКЛО КРАЯ
Наклон штампа зависит от предполагаемого использования ножа. Фаска обычно имеет заранее заданную форму на лезвии.Лезвие может иметь короткий или длинный скос, центральный скос, несколько скосов в зависимости от того, для чего будет использоваться лезвие. Большинство ножей со стальными линейками имеют встречный скос на режущей кромке, необходимый при изготовлении ножа, но кликерные и высокие ножи, как правило, не имеют встречного скоса. Причина, вероятно, в том, что кликер и лезвие с высокой плашкой подвергаются более жесткой термообработке и служат дольше при резке «в».
DIE LINE
Линия или отметка на начертании, указывающая размер детали и любые вырезы, а также на какой стороне доски расположена линейка.Также отмечает угол регистра для сборки штампа.
DIE SIDE
Вид сверху на острые края ножа, также называемый «взглядом изнутри» в картонных коробках.
ОГРАНИЧИТЕЛЬ МАШИН
Упор штампа — это круглое устройство, которое расположено в каждом углу задней части пресса, чтобы обеспечить точное попадание каретки пресса каждый раз.
РАЗМЕРНАЯ УСТОЙЧИВОСТЬ
Возможность сохранения размеров; устойчивость бумаги, пленки или другого материала к изменению размеров при изменении содержания влаги или относительной влажности.
ЭТИКЕТКА ДЛЯ ЛИЦА
То же, что и Kiss Cut.
ПРОХОДНЫЕ ПУАНСЫ
Вырезные пуансоны, используемые в вырубных штампах, которые имеют встроенный зазор, так что материал, вырубаемый в штампе, протекает вверх через пуансон и выбрасывает заднюю часть пуансона.
СИСТЕМА ИЗВЛЕЧЕНИЯ ВНУТРЕННЕЙ СТАНЦИИ
Устройство для снятия изоляции, состоящее из охватываемой матрицы для снятия изоляции и компонентов внутренней матрицы для снятия изоляции, которое помещается в автоматический пресс для высечки с плитами после высекальной станции для удаления кусков обрезков заготовки.
IN NICK
Надрез или небольшая V-образная форма, полукруглая или квадратная форма, вставленные в край штампа, который вырезает небольшой участок штампованной детали. Он используется в качестве устройства для выравнивания различных высеченных секций при сборке.
KISS CUTTING
Высечка лицевого материала ламинированной подложки без резки материала подложки.
ВЫБИВАНИЕ
Выбивание — это любое устройство, выбивающее лом из выреза в матрице.
ЭТИКЕТКА, ВЫБИВКА
Этикетки, вырезанные на лицевой стороне и на листе-подложке или подложке.
ЭТИКЕТКА, РАЗДЕЛЕННАЯ ВЕРХНЯЯ ЭТИКЕТКА (НАКОНЕЧНАЯ ЭТИКЕТКА) (ЭТИКЕТКА ДЛЯ НОЖА)
Этикетки расположены на листе таким образом, что один край упирается в сопоставимый край другого, так что один край матрицы разделяет этикетки при резке.
ЛАМИНАТ
Рулонный материал, образованный путем склеивания двух или более материалов вместе, как в конструкции, чувствительной к давлению.Нанести один слой материала поверх другого.
МАТРИЦА (ВЫБОР ОТХОДОВ)
Матрица для высечки — это лицевой материал и клей, окружающий самоклеящуюся этикетку, обычно удаляемый после высечки.
МЕТАЛЛИЧЕСКАЯ ГОЛОВКА
Иначе называется штамп с охватываемой / охватываемой резьбой, имеющий охватываемую часть, которая входит в охватывающую часть корпуса матрицы для резки как мягких, так и жестких материалов.
РАЗМЕЩЕНИЕ
Размещение одинаковых или различных деталей, которые будут высечены на распечатанном листе или макете, для максимального использования материала, используемого в процессе высечки.
OFF PRESS MAKEREADY
Подготовка матрицы вне пресса вместе с ее режущей пластиной, чтобы обеспечить идеальную резку матрицы без установки времени после того, как сборка матрицы помещена в пресс для резки.
ПРАВИЛО ПЕРФОРИРОВАНИЯ
Режущая линейка, обеспечивающая перфорацию в вырезаемом материале Перфорация может способствовать лучшему прилипанию клея в процессе складывания и склеивания складных картонных коробок.
ПНЕВМАТИЧЕСКИЙ ПРЕСС
Пневматический пресс для резки.
СИЛОВЫЕ МАШИНЫ
Пневматический инструмент, который протыкает стопку штампованных заготовок для удаления излишков материала с готовых штампованных деталей.
ПРИЖИМНАЯ ПЛИТА
Режущая поверхность, под которой размещается переналадка.
НАСТРОЙКА ПРЕССЫ
Часто вызывает переналадку.
ДВУХСТУПЕНЧАТЫЕ (ПРОГРЕССИВНЫЕ) ПЛАСТИНЫ
Режущие штампы с несколькими режущими станциями для выполнения сложных или сложных операций высечки и зачистки.
ПУАНСОН
В процессе высечки используется широкий спектр штамповочных пуансонов. Различные типы штампов используются в различных типах штампов для вырезания круглых отверстий, овалов, квадратов, прямоугольников и других форм в штампе. Типичными типами вырубных пуансонов являются: Центровочные конические пуансоны Пробивные сквозные пуансоны Чашечные пуансоны Пуансоны для подвешивания отверстий Прямые настенные пуансоны Бесшовные штампованные пуансоны Пробивные пуансоны с боковым выходом Пуансоны для резьбовых винтов Пробойники для трубок
МЕХАНИЗМЫ БЫСТРОГО ВЫПУСКА
Быстроразъемные приспособления и узлы, разработанные в головках режущих прессов для быстрого удаления и вставки режущих штампов, предназначенных для значительного сокращения времени простоя, вызванного заменой инструмента.
RELEASE LINER
Компоненты материала для самоклеящихся этикеток, который служит носителем для самоклеящихся этикеток. Перед нанесением он защищает клей и легко отделяется от этикетки непосредственно перед нанесением этикетки на продукт.
ПОВТОРЯЕМОСТЬ
Возможность вырезания штампа для воспроизведения точной копии вырезанной детали после каждого действия резки. Ремонтопригодность также относится к способности системы точно дублировать свои действия.Спецификация, обозначающая способность плоттера или производителя образцов точно возвращаться в предыдущее положение.
ПОВТОРНАЯ РЕГУЛИРОВКА
Повторная правка относится к перетяжке стальной линейки для замены затупившейся или изношенной стальной линейки, чтобы матрица снова стала острой для дальнейшего эффективного использования.
ВЫБРАСЫВАНИЕ РЕЗИНЫ
Резина, используемая для выталкивания готового продукта из штампа.
ПРАВИЛО, ПЕРФОРИРОВАНИЕ
Лезвия со стальными линейками, которые делают перфорированные надрезы в высекаемом материале
ПРАВИЛО ПОДСЧЕТКИ
Стальное лезвие, которое оставляет отпечаток на заготовке без разреза — обычно это линия сгиба.
ПРОКЛАДКА
Тонкая полоса из стали или пластика, даже из твердой бумаги, используемая в качестве наполнителя для создания высот вырезов в режущей матрице.
ПУАНСОН ДЛЯ РЕЗКИ НА ПЛЕЧО
Пуансон для резки с выступом на основании пуансона.
ПУАНСОН ДЛЯ БОКОВОГО ВЫПУСКА
Режущий пуансон, который выбрасывает пилюлю или пуансон со стороны пуансона, а не протекает непосредственно через пуансон и выходит из задней части матрицы.
STATIC
Электрические заряды, возникающие при обращении с материалами, заставляют материалы слипаться.Может прыгнуть на людей или оборудование, вызывая поражение электрическим током или возгорание, если присутствуют растворители. Что касается пленок, заставляет их прилипать друг к другу или к другим изолирующим поверхностям.
СТАНДАРТНАЯ МАСКА
Двухкомпонентная матрица, обычно используемая на автоматическом плиточном прессе для механического удаления обрезков с листа, нарезанного штампом.
ХОД
Направление хода режущего пресса вверх или вниз.
ТОННАЖ
Каждый высекальный пресс имеет определенную производительность, или тоннаж, или давление, доступное при движении вниз головки пресса.Одна тонна равна 2000 фунтам нисходящего давления.
ГРАВИРОВКА
Для нанесения рисунка или письма на поверхности путем резьбы на разной глубине.