
советы по работе и технология пайки
Их мастерство поражает и очаровывает, они внедряют мечты в жизнь, создают шедевры, передают своё мастерство из поколения в поколение. Эти люди — ювелиры. Чтобы покорять металл и превращать его в прекрасные изделия необходимо мастерство, упорство и время.
Основные металлы, с которыми работают специалисты — это золото, серебро, нержавеющая сталь. Основная операция в технологии изготовления уникального изделия — пайка металлов. Технология пайки имеет свои особенности для каждого материала. Сложным процессом является пайка нержавейки твёрдыми припоями.
Пайка серебра в домашних условиях — довольно дорогостоящая операция. Особенно технологически сложно и экономически дорого спаять два разных металла. Необходимо соблюдать особые условия, специальный припой и флюс. Среди потребителей популярными становятся авторские изделия. Многие сложные проекты имеют сочетание серебряных деталей с нержавейкой.
Технология соединения деталей из нержавейки
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов. Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры. Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка, которую можно собрать самостоятельно;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.


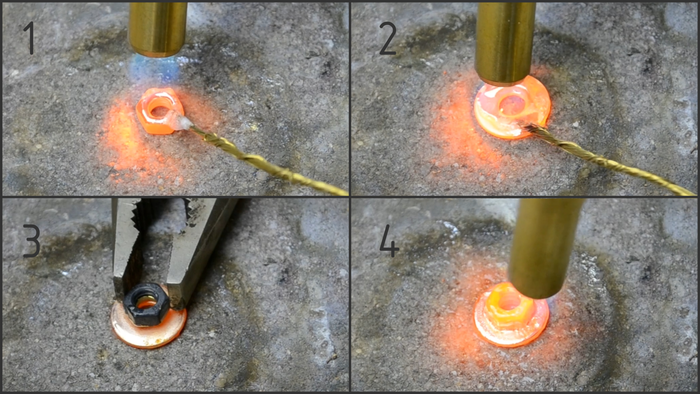
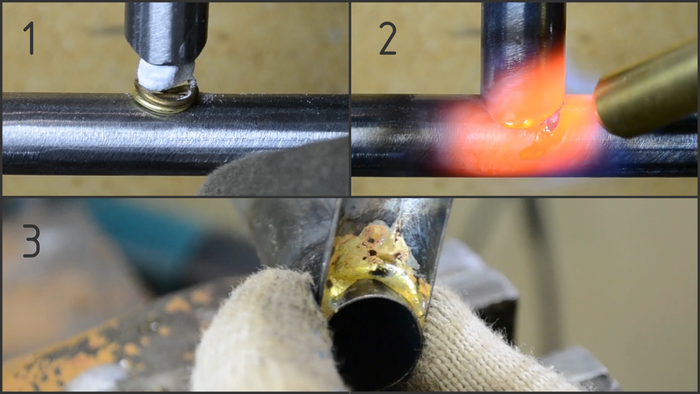
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.
Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь. Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности.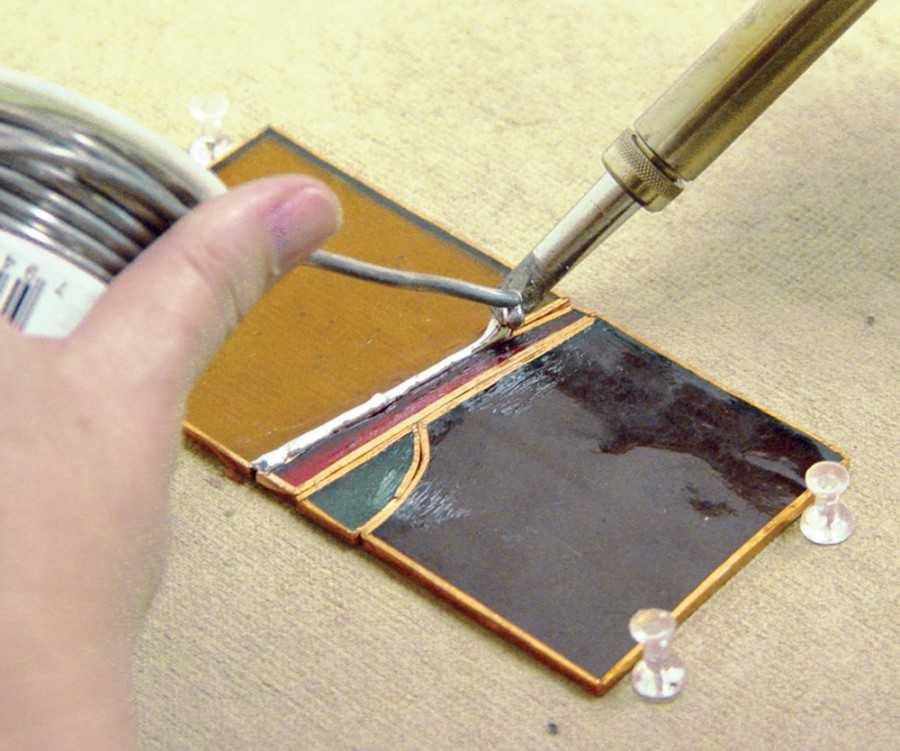
Как паять детали из серебра
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски.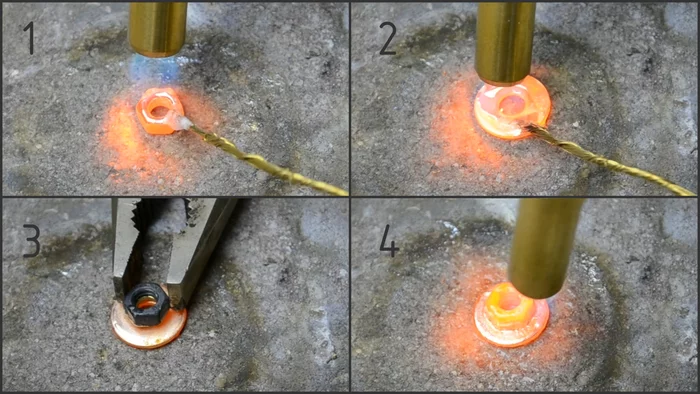 Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки. Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
После предварительной подготовки нужно медленно и равномерно нагревать объект, сохраняя слабое пламя горелки, это способствует обезжириванию. Затем увеличивается мощность горелки, нагревая весь предмет. Пламя должно двигаться по всей поверхности — направленное только в одно место может расплавить и деформировать поверхность. На горячую поверхность с помощью пинцета наносится кусочек припоя, предварительно обезжиренного и смоченного во флюсе.
Затем увеличивается мощность горелки, нагревая весь предмет. Пламя должно двигаться по всей поверхности — направленное только в одно место может расплавить и деформировать поверхность. На горячую поверхность с помощью пинцета наносится кусочек припоя, предварительно обезжиренного и смоченного во флюсе.
Под пламенем горелки припой должен мгновенно расплавиться. Детали, которые соединяются, должны быть равномерно разогретые. Если один из элементов будет недостаточно горячий, не удастся добиться прочного соединения. Проще всего соединить элементы одинаковой массы и толщины.
Большие неприятности доставляет процесс пайки мелкого элемента с массивным предметом. В этом случае сначала осторожно нагревают меньший элемент, затем наносится небольшое количество припоя. Нагревание должно быть постепенным и длиться до момента, когда припой начнёт плавиться. Пламя горелки направляется на основной объект для разогревания всей поверхности.
Как паять сталь оловом
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Источник: olovok.com
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт.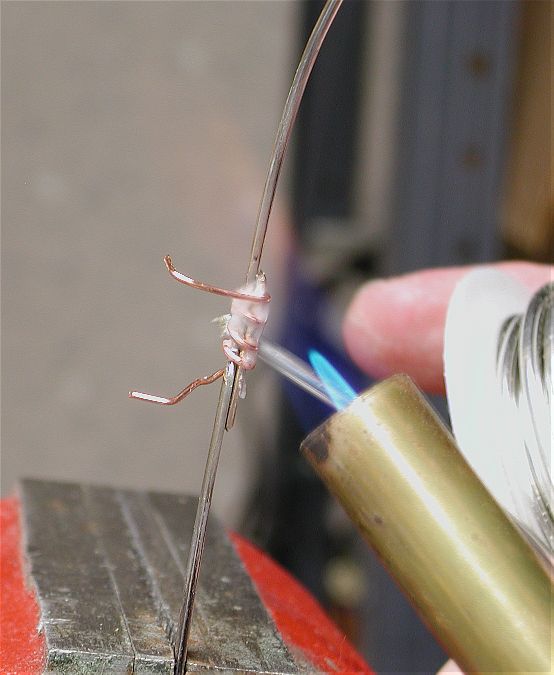 Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Источник: svaring.com
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Источник: stroy-block.com.ua
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Источник: mozgochiny.ru
Как припаять нержавейку к нержавейке? Как паять паяльником с канифолью и оловом
Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
- Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
- Органический растворитель (например, уайт-спирит или ацетон).
- Оловянный припой.
- Канифоль или ортофосфорную кислоту.
- Стальной трос.
- Щетку для чистки металла, напильник или наждачную бумагу.
- Чистую тряпку для протирки.
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.
Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Пайка газовой горелкой: ремонт чайника
Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Преимущества пайки нержавеющей стали оловом
К достоинства этого метода относятся следующие свойства:
- расходные материалы стоят недорого;
- не требуется длительная подготовка детали;
- простое выполнение паяльной работы для малогабаритных изделий;
- оловянный припой понижает текучесть нержавейки при пайке;
- хорошее качество соединения.
Недостатки
Помимо неоспоримых преимуществ, пайка нержавейки с помощью оловянного припоя имеет и некоторые минусы:
- сложность при запаивании швов на наклонных и вертикальных плоскостях, вызванной высокой текучестью олова;
- недостаточная прочность неразъемного соединения для крупных конструкций;
- уменьшение допустимого температурного диапазона запаянных деталей вследствие того, что олово попросту расплавится, если материал будет подвергаться температуре более 231,9 °C.
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.
Основные ошибки
Если с учетом рекомендаций все равно не получилось сделать качественное соединение, значит, такая неудача может произойти из-за:
- плохой зачистки металла и слабого обезжиривания;
- недостаточного прогрева нержавейки;
- неверно подобранного припоя или флюса;
- того, что спаянная деталь была подвергнута механическому воздействию слишком рано, поскольку изделие не успело застыть.
Заключение
В статье было рассмотрено, как припаять нержавейку к нержавейке. Для выполнения описанных работ нужно приобрести необходимое оборудование и приспособления. В ходе паяльных работ главное — сделать качественные швы, которые обеспечат детали надежным соединением. Кроме того, благодаря информации, приведенной в данной статье, любой сможет самостоятельно отремонтировать небольшие изделия из нержавеющей стали с помощью паяльника, оловянного припоя и флюса.
Источник: labuda.blog
советы и рекомендации. Принцип и процесс пайки
Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.
При использовании паяльника сначала дайте паяльному железу нагреться до тех пор, пока припой не расплавится легко, вы проверите его, прикоснувшись к кончику железа. Теперь держите горячее паяльное железо на голых многожильных проводах с некоторой силой, пока проволока не нагреется. Прикоснитесь к припою к проводу, а не к железу, чтобы увидеть, когда провод достаточно горячий, чтобы начать плавление припоя. Если провод не достаточно горячий, припой не плавится внутри и вокруг проволочных жил. Продолжайте нагревать до тех пор, пока пайка не потечет с легкостью, не процеживая провода вместе. Не нагревайте провод настолько, чтобы изоляционная рубашка плавится. Вы должны практиковать на запасной части провода, чтобы повесить пайку. Идея состоит в том, чтобы иметь достаточный провод для поворота винта клеммы без излишнего провода. После того, как лужение проволоки, используйте плоскогубцы с длинным носом, чтобы согнуть луженую проволоку в крючок с конфетами, который легко обернут вокруг винтового терминала таких устройств, как коммутаторы и розетки. Убедитесь, что паяное соединение равномерно распределено, а соединение ровное и безопасное под клеммой. Если для соединения оконечной нагрузки провода, например, связанной с резьбовыми соединениями с трубкой и трубкой, используется лужение, убедитесь, что точка подключения обеспечивает достаточное пространство для проводного разъема на стыке и отсутствие заусенцев.
- После того, как припой начнет таять, паяльник готов оловить вашу проволоку.
- Будьте осторожны!
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Пайка — это суть ремесла. Это особенно важно для чистой и правильной работы, так что паяные соединения постоянны и не образуются холодные паяные соединения. Мы имеем дело с так называемой мягкой пайкой в электронике. Правильная пайка — это не сложно, но хочет учиться.
Паяльник должен иметь правильную мощность. Чем больше количество ватт, тем больше поршень! Для пайки электронных компонентов рекомендуется использовать мощность от 15 до 25 Вт. Слишком большой паяльник разрушает электронные компоненты слишком большим количеством тепла!
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Паяльники мощностью 25 Вт. Важное значение имеет также термостойкая и непроводящая опора. Например, облицованная древесно-стружечная плита или специальный антистатический мат. Таким образом, капающий припой не сжигает отверстия в подкладке. Для того, чтобы всегда надежно паять паяльник, также прилагается подставка для паяльника!
Как лудить провода: пошаговая инструкция
Тот, кто может себе это позволить, лучше всего обслуживать с помощью паяльной станции. В этом случае температура наконечника паяльника поддерживается постоянной электроникой, поэтому она не перегревается даже при длительном использовании. На многих паяльных станциях можно регулировать даже ручную температуру.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
После завершения пайки
Еще один важный вопрос — правильный паяльник. Медные наконечники, которые ранее использовались, начали расти за короткое время и должны регулярно обрабатываться файлом. Сегодня в основном имеются постоянные паяльные наконечники. Они специально покрыты так, что постобработка с файлом даже запрещена, потому что она уничтожит наконечник. Достаточно очистить горячий паяльник, протирая его влажной губкой.
Кроме того, существуют различные формы наконечника пайки. С которым в конечном итоге работает, тоже есть вкус. Для пайки электронных компонентов на печатных платах прямые формы наконечника карандаша были особенно успешными. Пайка поставляется в различных диаметрах. Диаметр 1 мм рекомендуется для пайки электронных компонентов в печатные платы.
Для паяльников применяют мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Припой электроники диаметром 1 мм. Припой представляет собой сплав около 60 процентов олова и 38 процентов свинца с температурой плавления около 180 градусов. Кроме того, в олове присутствует поток — обычно канифоль. Это задача защиты олова во время процесса пайки перед окислением.
В качестве замены используется бессвинцовый припой. Это сплавы олова и меди, иногда с некоторым количеством серебра. Точка плавления выше, чем в случае обычной пайки, обычно между 190 и 225 градусами. Для этого требуется более высокая температура пайки. Это, естественно, увеличивает риск перегрева полупроводниковых компонентов!
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.
Технология пайки паяльником
Инженер-программист хобби, который только строит частные устройства для себя, может продолжать работать с обычной свинцовой пайкой. Поэтому полезно сделать определенный запас. Чтобы иметь возможность припаять кабели к разъемам, разъемам и т.д. Они должны быть зажаты где-то. В любом случае, вы должны свободно надеть вилку на стол, потому что она постоянно скользит, и вы вряд ли можете припаять что-нибудь на ней. Например, небольшой порок или так называемая «третья рука».
Производители электроники должны научиться паять
Очень полезно так называемая «третья рука»! Некоторые точки пайки. Если они загрязнены, к ним следует обращаться с файлом, наждачной бумагой или тому подобным. Перед каждым процессом пайки паяльник следует очистить от загрязнений, протирая его влажной губкой, чтобы он не попал в точку пайки. Перед пайкой припаяйте паяльник к наконечнику паяльника! Затем паяное соединение нагревают. Для этой цели кончик паяльника должен касаться двух частей, которые необходимо припаять. Как правило, это провод и монтажная плата печатной платы. После короткого нагрева подается припой. При достаточном припаивании паяльник и паяльник удаляются. Пайка не должна перемещаться во время последующего затвердевания! Это приводит к холодному и плохо проводящему паяному соединению. Хорошие точки пайки можно увидеть на серебристой блестящей поверхности и при плотном угле смачивания около 30 градусов. Холодные или плохие паяные соединения можно увидеть на матовой поверхности и кусковом распределении олова. В этом случае лучше их повторно припаять. Весь процесс пайки должен занимать около 5 секунд. Это особенно важно при пайке полупроводниковых компонентов, чтобы они не были разрушены слишком большим количеством тепла! Если процесс пайки занимает слишком много времени, поток горит в олове припоя, и олово окисляется. Это также видно из грубой и кусковой поверхности олова. Слишком длинный «обжиг» может также повредить плату. Результатом являются отсоединенные следы меди или паяльные глаза, которые трудно и дорого восстанавливать. Если кабельные наконечники должны быть припаяны, концы зачищенных концов должны быть предварительно обработаны. Не наносите слишком много олова при пайке концов пайки! Контуры проводника должны быть видны после процесса пайки.
- Пайка должна была достичь своей рабочей температуры до начала процесса пайки.
- Части, подлежащие пайке, должны быть чистыми.
- Также паяльник должен быть чистым.
Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Классический простой паяльник. Управляемая станция пайки позволяет установить определенную температуру. Припой в качестве припоя с потоком в сердечнике. Полностью спаянная электронная схема. Паяные площадки и проводники на стороне проводника. Электронным пулеметам нужен набор инструментов для их хобби — плоские плоскогубцы, боковой резак и паяльник абсолютно необходимы. Настоящий барьер электроники когда-либо был ударом от горячего паяльника.
Преимущества паяльной станции
Что такое пайка? Это объединение металлических заготовок расплавленным дополнительным металлом. Хитрость заключается в том, что температура плавления припоя ниже, чем температура металлических деталей, которые должны быть соединены. В зависимости от температуры, при которой нагреваются паяльные точки, пайка и пайка дифференцируются. Пайка создает твердое токопроводящее соединение между металлами и припоем.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-40 0 . Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Компоненты могут быть подключены друг к другу бесплатно или с помощью печатной платы из медных проводников. На одной или двух сторонах печатаются печатные платы с медью. В случае односторонних печатных плат соединения компонентов со стороны компонента подключаются через отверстия и припаиваются с другой стороны, сторона проводника, с помощью припоев. Припои представляют собой кольцевые медные поверхности, которые соединяются с другими припоями по проводникам. Линии проводников формируются путем травления тонкого слоя меди.
Есть экспериментальные доски, в которых есть только отверстия и припои, но нет проводников, здесь электрические соединения производятся с помощью проводов. Что необходимо для пайки электроникой? — припой, который обычно называют «припойным оловом», состоит в основном из олова и свинца, но также имеется бессвинцовый припой, Например, из олова и серебра, — паяльник с металлическим нагретым паяльником. — плоскогубцы, — боковой резак.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало паяльника паяльной станции?
Как припаять? После включения паяльник должен достичь своей рабочей температуры, что занимает несколько минут. Наконечник паяльника должен быть чистым, его можно быстро очистить, протерев его на влажной губке. Компонент, подлежащий пайке, укорачивается до правильной длины с помощью боковой фрезы, и любые изогнутые соединения нажимаются прямо с плоскогубцами. Компонент вставляется через отверстия печатной платы. Небольшой припой удерживается на наконечнике паяльника, чтобы он мог поглощать некоторый припой путем увлажнения.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.
Теперь держите паяльный наконечник в месте, где части, подлежащие пайке, касаются друг друга до тех пор, пока они не нагрелись. Пока паяющий наконечник все еще касается точки пайки, добавляется припой, который быстро плавится и точка пайки увлажняется. Здесь практика требуется нагревается слишком коротким, то температура не достаточно, чтобы расплавить припой, нагревается слишком долго, электронное устройство может перегреться и разрушен за счет теплопроводности. Как только это будет сделано, паяльник снова удаляется, и точке пайки дают остыть.
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 300 0 С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.
Набор сменных необгораемых жал, применяемых на паяльной станции
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 300 0 С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.
Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.
Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.
Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом:
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.
Пайка паяльником относится к наиболее распространенным и простым способам пайки, однако она имеет два существенных ограничения. Во-первых, паяльником можно паять только низкоплавкими (мягкими) припоями, а во-вторых, им нельзя (или, во всяком случае, затруднительно) паять массивные детали с большим теплоотводом — из-за невозможности прогреть их до температуры плавления припоя. Последнее ограничение преодолевают, подогревая паяемую деталь внешним источником тепла — газовой горелкой, электрической или газовой плитой или каким-то иным способом, — но это усложняет процесс пайки.
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
В зависимости от способа нагрева паяльники бывают «обычными»-электрическими (со спиральным или керамическим нагревателем), газовыми (с газовой горелкой), термовоздушными (тепло передается воздушным потоком), индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке — открытым пламенем.Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.
Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.
Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей — радиаторов, деталей машин. Но у него неадекватная цена.
Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
При пайке электрическими паяльниками применяются низкотемпературные оловянно-свинцовые (ПОС-30, ПОС-40, ПОС-61), оловянно-серебряные (ПСр-2, ПСр-2.5) или иные припои и чистое олово. К недостаткам припоев, содержащих свинец, относится вредность последнего, к достоинствам — лучшее качество пайки, чем у бессвинцовых припоев. Для паяния пищевой посуды применяется чистое олово.Флюсы
Принято считать, что хорошо паяются олово, серебро, золото, медь, латунь, бронза, свинец, нейзильбер. Удовлетворительно — углеродистые и низколегированные стали, никель, цинк. Плохо — алюминий, высоколегированные и нержавеющие стали, алюминиевая бронза, чугун, хром, титан, магний. Однако, не оспаривая этих данных, можно утверждать — нет плохо паяемого металла, есть плохая подготовка детали, неправильно подобранный флюс и неверный температурный режим.Подобрать при пайке нужный флюс — значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий — своей способностью разрушать его окисную пленку.
Кислые (активные) флюсы, например «Паяльную кислоту» на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций, и чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.
Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.
Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Без некоторых приспособлений и материалов, используемых при пайке, можно обойтись, но их наличие делает работу значительно удобнее и комфортнее.Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
Влажной вискозной или поролоновой губкой , уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.
Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.
Представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.
Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически «не хватает рук» — одна занята самим паяльником, другая — припоем, а нужно ведь еще держать в определенном положении паяемые детали. «Третья рука» удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.
Держатель для пайки «Третья рука»
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями — плоскогубцы , пинцеты , зажимы .
Подготовка паяльника к работе
При первом включении паяльника в сеть он может начать дымить. Ничего страшного в этом нет, просто выгорают масла, использованные для консервации паяльника. Нужно просто проветрить помещение.Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму — в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.
При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной — для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование — лужение «жала» нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе «жало» покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться «жалом» к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Подготовка деталей к пайке предполагает выполнение одних и тех же операций независимо от того, какого вида (низкотемпературная или высокотемпературная) выполняется пайка, и какой источник нагрева (электрический или газовый паяльник, газовая горелка, индуктор или что-то иное) используется.Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей — нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом — с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура нагрева паяльника — важнейший параметр, от температуры зависит качество пайки. Недостаточная температура проявляет себя тем, что припой не растекается по поверхности изделия, а ложится комком, несмотря на подготовку поверхности флюсом. Но даже если пайка внешне и получилась (припой расплавился и растекся по стыку), паяное соединение получается рыхлым, матовым по цвету, имеет низкую механическую прочность.Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника — на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на «жале», стекая с него.
Техника пайки паяльником
Существует два основных способа пайки паяльником:- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают «жало» к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.
Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.
При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником — первым или вторым способом — следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных — второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя — ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество — спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой — это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки — каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение — покрытие поверхности металла тонким слоем припоя — может быть как самостоятельной, конечной операцией, так и промежуточным, подготовительным этапом пайки. Когда это подготовительный этап, успешное лужение детали в большинстве случаев означает, что самая трудная часть паяльной работы (соединение припоя с металлом) сделана, припаять облуженные детали друг к другу обычно уже не составляет особого труда.Лужение проводов . Лужение кончиков электропроводов — одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.
Если же проводник не хочет лудиться — из-за наличия лака (эмали) — помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.
Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед — и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс — например, тот, который так и называется «Флюс для пайки алюминия». Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой — нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.
Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Лужение поверхности металла может понадобиться для защиты его от коррозии или для последующей припайки к нему другой детали. Даже если лудится совсем новый лист, который внешне выглядит чистым, на его поверхности всегда могут находиться посторонние вещества — консервирующая смазка, различные загрязнения. Если же лудится лист, покрытый ржавчиной, то он тем более нуждается в очистке. Поэтому лужение всегда начинается с тщательной очистки поверхности. Ржавчина зачищается наждачной шкуркой или металлической щеткой, жиры и масла убираются бензином, ацетоном или иным растворителем.Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).
Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.
Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.
После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).
Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.
Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его «жалом» по поверхности, или подачей припоя непосредственно на площадку — припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
При ремонте кузовов автомашин, всевозможных жестяных работах возникает необходимость в пайке листового металла внакладку. Спаивать листовые детали наложением друг на друга можно двумя способами, — предварительно облудив их, или используя паяльную пасту, содержащую припой и флюс.В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
При покупке паяльной пасты, нужно обращать внимание на её назначение, т.к. многие паяльные пасты предназначены для пайки электроники и не содержат активных флюсов позволяющих паять сталь.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Как припаять олово? — что нужно для пайки олова?
Как припаять олово? Чтобы припаять олово к алюминию, меди или любому другому металлу, нужно выполнить ряд действий, которые мы подробно опишем в нашей статье.
Что нужно для пайки?
- паяльник,
- оловянный припой,
- канифоль.
Все это можно приобрести в магазине радиолюбителя.
Как залудить паяльник?
Перед началом работы подготовьте паяльник особым образом – залудите его. Если этого не сделать, паяльник не будет работать.
Возьмите напильник и приложите к жалу паяльника. Точите до тех пор, пока жало не станет плоским и блестящим. Затем опустите жало паяльника в канифоль и сразу в олово. Сразу после этого нужно приложить жало к дощечке. Цикл «напильник-канифоль-дощечка» нужно повторить много раз, пока срез жала не будет блестеть.
Пайка алюминия
Алюминий паять сложно. Для пайки нужен мощный паяльник, припой используется, на 80% состоящий из олова и на 20% из цинка. Припой нужно набрать на паяльник и перенести на место пая.
Можно зачистить алюминий, смазать раствором канифоли и посыпать медными опилками. Затем залудить его оловом.
Пайка меди
Широко используются такие способы пайки меди:
- паяльником,
- погружением в припой,
- в печах,
- с помощью газовой горелки.
Погружением в припой олова паяют медные трубчатые теплообменники. Для пайки лучше всего подойдут спиртовые флюсы. Но при флюсовом способе получить герметичные соединения непросто. Соединения, которые паяют оловянно-свинцовыми припоями, отличаются теплостойкостью. Но медь образует с оловом интерметаллиды. Поэтому припой нельзя сильно перегревать.
Прочность паянного соединения определяется прочностью химической связи между припоем и паяемым металлом и прочностью соединения частиц в припое. Припой вводится между деталями, которые необходимо спаять. Чтобы металлы прочно соединились, необходимо, чтобы припой растекся по деталям. Хорошее смачивание возможно, если предварительно очистить детали от окислов. Пайкой при помощи оловяного припоя вы можете соединить медь с любыми другими металлами. При этом вы можете при необходимости распаять соединение. Чтобы соединение было прочным, детали нужно правильно подготовить перед пайкой, удалить загрязнения и следы окислов. Медь поддается пайке очень хорошо. Она не взаимодействует с кислородом бурно, это означает, что вам не потребуется дорогой флюс.
Загрузка…Чем можно паять кроме олова
Иногда возникает вопрос, как припаять без паяльника, ведь пайка — самый распространенный способ соединения небольших деталей в домашних условиях. Но что делать, когда надо срочно соединить провода, а паяльник сломался.
Паяльник — это удобный и простой инструмент. С ним можно соединять небольшие изделия в домашних условиях.
Паяльник — это простой и удобный инструмент. Как с его помощью соединять металлы, знает, наверное, каждый. А вот как припаять без паяльника, когда нет электричества — это вопрос, который следует рассмотреть подробнее.
Лужение без паяльника
Лужение — это предварительное нанесение тонкого слоя припоя на поверхность соединяемых участков деталей. Оно производится для улучшения электрического контакта и повышения качества пайки.
Лужение можно выполнить без паяльника. Для этого надо подготовить небольшое металлическое корытце. По размерам лучше всего подойдет металлическая крышка банки, например, из-под растворимого кофе. В крышку помещаются небольшие кусочки оловянно-свинцового припоя ПОС60 (еще лучше — чистое олово) и канифоли.
Пайка с помощью фольги.
Если нужно спаять провода, то с их концов вначале снимается изоляция на расстоянии примерно 20-30 мм. Емкость с припоем и канифолью разогревается до расплавления припоя. В качестве нагревателя можно использовать электрическую плитку, свечу, костер или любой источник открытого пламени. Оголенный конец провода погружается в расплавленную канифоль так, чтобы флюс покрыл всю поверхность. Затем обработанный участок провода помещается в расплав припоя на 2-3 с. После извлечения провода из расплава быстрым движением руки, с помощью тряпки, удаляется лишний припой. На поверхности провода должен остаться тонкий равномерный слой олова.
Если надо залудить участок плоской детали, то на ее поверхность насыпается мелко наструганный припой и небольшой кусочек канифоли. Пламя для разогрева подносится снизу детали, под участком пайки. После расплавления припой растирается по поверхности стальным стержнем. Лишняя масса удаляется тряпкой. При лужении стальной детали канифоль не используется. Участок пайки тщательно обрабатывается паяльной кислотой. Сам процесс лужения аналогичен.
Пайка проводов без использования паяльника
Вопрос, как припаять без паяльника для медных проводов сечением до 0,75 мм², решается просто. Залуженные концы проводов скручиваются между собой. Участок пайки разогревается до подплавления слоя припоя. В качестве нагревателя надо использовать источник узконаправленного пламени: свеча, зажигалка, спички. Припоя, нанесенного на поверхность в процессе лужения, должно хватить для пайки проводов.
Если надо припаять провод к средине другого провода, то его конец следует обмотать вокруг места соединения (2-3 витка) или обхватить этот участок, согнув провод на 180º. Сама пайка производится аналогично соединению концов проводов.
Алюминевую посуду рекомендуется паять специальным припоем из олова и свинца.
При пайке более крупных проводов массы олова в залуженном слое может не хватить для надежного соединения. В этом случае следует сверху скрученного участка насыпать мелко натертый припой и нагревать до тех пор, пока он не расплавится и не заполнит зазоры в скрутке. Так можно припаять без паяльника медные провода диаметром до 2 мм.
Иногда необходимо припаять провод к плоской поверхности. Для этого конец провода и участок поверхности детали (корпуса) предварительно лудятся. Провод прижимается к плоскости детали, а сверху на участок пайки насыпается мелко напиленный припой. Нагревая снизу детали, обеспечивают расплавление олова.
Особенности пайки в желобе
Пайку проводов с диаметром до 3 мм можно произвести без паяльника с использованием желобка. Такой желобок делается из алюминиевой фольги толщиной порядка 0,8 мм. Пайка производится в следующем порядке. На концах соединяемых проводов снимается изоляция на длине порядка 30 мм. Оголенные концы скручиваются между собой или укладываются параллельно.
Фольга отрезается в виде короткой полоски шириной, равной ширине участка соединения, и изгибается в виде желобка, охватывая состыкованные провода. В желобок равномерно насыпаются измельченный припой и канифоль. Одним из концов фольга плотно оборачивается вокруг соединяемого участка так, чтобы припой не высыпался наружу. При работе используются пассатижи с тонкими носиками. Участок, покрытый фольгой, нагревается свечой, зажигалкой и т.п. до расплавления припоя. После затвердения массы фольга снимается.
Если необходимо, то лишний припой удаляется наждачной шкуркой или надфилем.
Пайка посуды или емкостей
Устройство самодельного паяльника.
Очень часто возникает необходимость запаять небольшое отверстие в кастрюле или ведре. В случае если отверстие составляет не более 6-7 мм, пайку можно произвести без паяльника. Для этого достаточно использовать припой ПОС60. Участок вокруг отверстия необходимо тщательно обработать наждачной шкуркой внутри емкости так, чтобы отверстию придать конусную форму (с расширением внутрь емкости). Затем этот участок обрабатывается соляной или паяльной кислотой. Снизу отверстия помещается небольшая тонкая пластина для предотвращения утечки припоя. Изнутри емкости в отверстие насыпаются измельченный припой и канифоль. Емкость ставится на источник направленного огня. Расплавленный припой запаивает отверстие.
Если надо запаять алюминиевую посуду, то следует заранее подготовить специальный припой. Можно использовать одну из рецептур: олово и цинк в соотношении 4:1; олово и висмут в соотношении 30:1 или олово и алюминий в соотношении 99:1. Такие сплавы можно приготовить только при высокой температуре путем перемешивания расплава.
Пайка с использованием пасты
Необходимые инструменты для паяльника из скрепки: 1 –автогенная зажигалка, 2 – металлическая скрепка, 3 –плоскогубцы, 4 – шлицевая (плоская) отвертка.
Припаять провод или радиодеталь без паяльника можно используя паяльную пасту. Такая паста приготавливается и своими руками. Для получения пасты «тиноль» в эмалированную емкость наливается 32 мл концентрированной соляной кислоты и смешивается с 12 мл воды. В жидкость вносится 8,1 г цинка, а после его растворения — 7,8 г олова. После окончания химической реакции производится выпаривание воды до образования пастообразного состава. Дальнейшие операции следует проводить в фарфоровой посуде. В пасту добавляются в виде порошка 7,4 г свинца и 14,8 г олова, а также 10 мл глицерина ,7,5 г сухого нашатыря, 29,6 г цинка в виде пыли и 9,4 г канифоли. Добавляемые вещества предварительно разогреваются и перемешиваются в виде пудры.
Пайка провода или детали производится в следующем порядке:
- Участок пайки зачищается.
- На него намазывается паста с помощью кисточки.
- Участок пайки нагревается на пламени спиртовки или свечи до расплавления пасты.
При пайке мелких радиодеталей или тонкого медного провода можно использовать немного отличающийся состав: 7,4 г свинцового порошка, 738 г — цинковой пыли, 14 мл глицерина, 4 г канифоли, 14,8 г олова в виде порошка. Пастообразное состояние достигается в основном двумя способами: смешиванием с глицерином или с раствором 10 г канифоли в 10 мл диэтилового эфира.
Самодельный паяльник
В местах, где отсутствует электричество, можно использовать самодельный аналог паяльника. Для этого необходимо найти медный стержень (провод) диаметром 4-5 мм и длиной порядка 10 см. Один конец стержня стачивается в виде отвертки, а другой — закрепляется в деревянной ручке. Такую ручку круглой формы легко вырезать из ветки дерева. Нагрев такого элементарного паяльника производится от открытого пламени. Сам процесс пайки мало чем отличается от пайки электрическим паяльником. Надо только приспособить термостойкую подставку, в которую устанавливается устройство при нагревании. Установка должна производиться быстро — одним движением руки. Припой и канифоль должны находиться в плоской емкости. Сама пайка провода или других деталей производится в непосредственной близости от источника нагрева.
Несколько советов, как пользоваться самодельным паяльником
В общем случае пайка представляет собой соединение двух металлов при помощи другого расплавленного металла. Такой металл, называемый припоем, должен заполнить пространство между деталями и схватиться с поверхностью соединяемых материалов.
В качестве припоя чаще всего используется оловянно-свинцовый сплав с разным содержанием олова; причем чем больше в сплаве олова, тем меньше температура его плавления. Так, распространенный припой марки ПОС40 (содержание олова 40%) плавится при температуре 230ºС, а ПОС60 (60% олова) — при 180ºС. Еще меньшую температуру плавления имеет оловянно-свинцовый сплав с введением висмута (припой марки ПОСВ33) — 130ºС. При пайке алюминия требуются специальные сплавы с температурой плавления более 400ºС. Стандартные оловянно-свинцовые припои реализуются в виде прутиков или проволоки диаметром до 2 мм.
Пайку не удастся осуществить без очистки деталей в зоне соединения от окисной пленки. Для этого необходимо использовать флюс, т.е. вещество, которое во время пайки не дает образовываться окисной пленке. При соединении медных деталей в качестве флюса обычно используется канифоль. Очистка поверхности заготовок может производиться при помощи паяльной кислоты или других кислот (например, ортофосфорная кислота применительно к пайке алюминия). Если необходимо осуществить пайку стальных изделий или оцинкованных деталей, то канифоль не поможет, тут следует использовать паяльную кислоту. Современный проволочный припой типа ПОС имеет канифоль внутри себя, что обеспечивает пайку меди без дополнительного флюса. Для соединения стальных и нихромовых элементов иногда используют флюс, выполненный по «народному рецепту» — аспирин.
Обобщенный механизм пайки металлов выглядит следующим образом. Соединяемые детали плотно прижимаются друг к другу. В зону пайки вводится припой и флюс. Участок пайки должен быть разогрет до температуры, достаточной для расплавления припоя и затекания его в зазор между металлами. До затвердения необходимо обеспечить нахождение расплава в зазоре. Обычно весь процесс легко производится при помощи паяльника, но спаять детали можно и без него. Для этого самое главное — найти альтернативный нагреватель, не использующий электроэнергию.
Необходимый инструмент
Если необходимо припаять провод или что-то другое без паяльника, нужно подготовить следующий инструмент:
- пассатижи с тонкими носиками;
- плоскогубцы;
- нож;
- ножницы;
- шкурку наждачную;
- напильник;
- надфиль;
- кисточку.
В качестве источника огня следует использовать спиртовку или лампу на сухом спирте.
Вопрос, как припаять без паяльника, только на первый взгляд кажется абсурдным. Такую пайку можно произвести очень простыми способами, а можно сделать качественно с применением паяльной пасты.
Любая пайка может быть успешной только при соблюдении всех требований к выполнению процедуры. Одним из главных условий является использования многокомпонентного флюса или обычной канифоли.
В продаже имеется достаточное количество готовых средств. Самым доступным, популярным признана канифоль. Случается так, что материала нет под руками, а припаять что-то нужно срочно.
Приходится соображать, чем можно заменить канифоль без ущерба для результата работы. Благо, выпускается большое количество специальных флюсов, а помимо них, можно использовать подручные средства.
Требования к материалам
Любой флюс предназначен для удаления оксидного налета на металлических деталях, предотвращения окисления при пайке, улучшения распределения припойной массы в рабочей зоне.
Канифоль благополучно справляется с задачей. Соединения получаются качественными и долговечными.
Размышляя над тем, чем заменить канифоль в домашних условиях, следует помнить о необходимости выполнения припоем всех функций.
Замена должна соответствовать ряду следующих требований:
- иметь невысокую температуру плавления и небольшую плотность;
- хорошо расплавляться паяльником;
- не растекаться вне рабочей зоны;
- эффективно растворять оксиды;
- равномерно распределяться по поверхности;
- не вступать в реакции с металлом деталей и припоем;
- подлежать легкому удалению по окончании работы.
Продукты разложения флюса вместе с растворенными оксидами должны легко выталкиваться расплавом припоя из зоны формирования шва.
Натуральная светло-желтая канифоль, похожая на стеклообразную массу, — идеальный вариант. Чем ее можно заменить – подсказывают опытные умельцы.
Аспирин и электролит из батарейки
Многие мастера считают самым доступным вариантом – применение аптечного аспирина.
Обращаем внимание на то, что заменить канифоль шипучими таблетками не удастся. Они содержат наполнители (соединения натрия), которые при пайке не нужны. Поэтому применяют самый обычный простой аспирин.
Таблетки следует растолочь до порошкообразного состояния и растворить в воде или обычном винно-водочном спирте. Можно взять одеколон в качестве растворителя.
Растворяется ацетилсалициловая кислота хорошо. Ее свойств бывает достаточно для очистки поверхности, удаления грязи. Она может заменить канифоль без труда.
Неудобство состоит в необходимости проведения работы под вентиляционной вытяжкой или в проветриваемом месте. Припои без канифоли с аспирином при нагревании выделяет резко пахнущие вредные газы. Дышать ими не нужно и невозможно.
Если аспирина рядом нет, заменить канифоль рекомендуют электролитом от использованной солевой батарейки. Важно, чтобы она не была щелочной.
Жир, смола, янтарь
Хорошо расплавляется, распределяется на поверхности животный жир. Подойдет любой жир как пищевой, так и технический.
Запахи при работе исходят неприятные, но переносить их некоторое время можно без вентиляции.
Многие умельцы, особенно живущие в окружении лесов, применяют обычную смолу деревьев. Она легко плавится, хорошо растекается по поверхности рабочей зоны.
Есть положительные отзывы об использовании смолы елей, сосен. Ее собирают в обычной банки из жести, измельчают, насколько это возможно, а затем потихоньку растапливают на водяной бане.
Расплав нужно постоянно помешивать, убирая из него иголки и древесные частицы. Этот материал по составу максимально приближен к канифоли. Поэтому заменить ее таким способом можно без проблем.
Для пайки железа древесную смолу советуют растворить в пищевом уксусе. Обращаем внимание на то, что применять эссенцию или концентрированную уксусную кислоту нельзя.
Очень подходит для применения в качестве флюса янтарь. Совет приемлем для жителей регионов, в которых янтарь добывают. Всем остальным заменить канифоль янтарем сложно. Цена слишком высока.
Нестандартные способы
Если нет рядом канифоли для пайки, можно использовать материал для натирания смычков. Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Сообразительные мастера, у которых есть припои с флюсом, предлагают замочить его в спирте, дождаться пока канифоль вся растворится. Времени это занимает немного.
Говорят, что таким спиртовым экстрактом заменить канифоль удается с успехом. Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам.
При работе со старой аппаратурой заменить канифоль можно остатками в местах старой пайки. Нужно прикоснуться туда проводком и паяльником, сделать соединение. Этот метод приемлем для экстремальных ситуаций при не очень высоких требованиях к швам.
Кислоты со стеарином
Случается так, что рядом не оказывается ничего подходящего для замены. Тогда для удаления оксидов подойдет любая кислота, кроме концентрированной серной и азотной.
Для предотвращения окисления металла можно тщательно зачистить его и припой, затем покрыть их стеарином. Стеарин (парафин) можно взять из свечек.
Перед нанесением защитного слоя на металл стеарин нужно расплавить, не перегревая. Защитный слой исключит контакт с кислородом. Пайку следует проводить под стеариновым слоем.
Некоторые мастера, чтобы заменить канифоль, на зачищенную поверхность металла намазывают всем известный клей БФ-6. Паять при этом нужно, сильно прижимая паяльник.
Приведенные способы – это «скорая помощь» паяльщика. При неожиданных ситуациях выход всегда можно найти с помощью простых и доступных средств. Но все же для качества пайки лучше использовать специальные средства.
Домашний умелец всегда держит в своем арсенале набор инструментов, одним из которых является паяльник. Пайка самый удобный способ своими руками припаять провод, отремонтировав бытовую технику, компьютер, другое электрооборудование. Однако может не оказаться под рукой паяльника или отключена электроэнергия, а потребность спаять становится необходимой. Поэтому существуют способы соединения металлических изделий в домашних условиях без паяльника.
Как сделать самодельный прибор для пайки?
Сделать паяльник можно из подручных средств в любом месте, квартире, доме, на природе, при ремонте автомобиля и т.д. Оптимальным решением станет сооружение прибора из медной проволоки диаметром сечения 4-5 мм. Тоньше проводок может прогореть, а толще будет нагреваться дольше, а работать с ним станет сложнее. По длине достаточно будет 10-15 см. С одной стороны конец затачивается или сплющивается, это место которой будет осуществляться спайка элементов. С другой стороны можно сделать деревянную ручку, чтобы не обжечь руки или воспользоваться плоскогубцами.
Второй составляющей успешного паяния является наличие открытого огня. Можно воспользоваться зажигалкой, костром, горелкой, бензиновой лампой, другими подручными средствами, с помощью которых будет нагреваться конец проволоки.
Необходимо соорудить подставку для пайки, которая должна быть надежно закреплена. Важно, чтобы очаг нагрева находился вблизи места работы, чтобы она была удобной, а самодельный паяльник не успевал остывать. Под руками необходимо подготовить плоскую емкость с припоем и канифолью. С помощью такого простого способа можно легко отремонтировать и запаять многие вещи, соединять микросхемы к плате.
Еще один доступный способ изготовления самодельного паяльника представлен на видео.
Необходимый инструмент
Вроде бы на первый взгляд припаять без паяльника кажется абсурдным занятием, но ничего удивительного нет, особенно если потребность пайки становится необходимой. Для того чтобы работа была продуктивной, а результат достигнутым, помимо самодельного паяльника необходимо вооружиться подручным инструментом:
- плоскогубцы. Лучше запастись обычными пассатижами и с узкими носиками;
- напильник, надфиль;
- наждачная бумага;
- нож, ножницы;
- кисть.
Этот инструмент есть у каждого домашнего мастера не только дома, но и может быть в автомобиле, что делает возможным проведение паяльных работ независимо от места нахождения. Помимо необходимости паяльника дома он может понадобиться для ремонта авто электрики. Тем самым паяльник своими руками становится незаменимым помощником независимо от места потребности.
Лужение без паяльника
Для улучшения контакта проводов, увеличения качества паяния используется предварительное нанесение припоя на места соединяемых элементов. Эта технология называется лужением, может проводиться также без использования паяльника. Для этого понадобиться небольшая емкость, в роли которой справиться любая металлическая крышка из-под банки.
Производится подготовка проводов, на которых снимается изоляция с концов, подвергаемых лужению. В емкость помещается канифоль и олово-свинцовый припой. Далее понадобится разогреть содержимое на огне. Оголенные и зачищенные концы провода опускаются в кипящую канифоль, а после на несколько секунд в массу олова. Вынув провода необходимо сразу с помощью мягкой ветоши удалить лишние части припоя, чтобы в результате процедуры остался тонкий, равномерный слой.
Если целью лужения является не проводка, а ремонт посуды или иных не стальных поверхностей, то емкость не подойдет. Работа осуществляется непосредственно на детали. Для этого на место обработки настругивается припой с канифолью и подвергается нагреванию с нижней части. После содержимое растирается, а излишки удаляются тряпкой. Рекомендуется для качественного получения результата обработать поверхность специальной кислотой. Теперь луженые детали готовы к пайке.
Пайка проводов без использования паяльника
Провода небольшого диаметра можно спаивать за счет уже имеющегося олова от лужения. Для этого концы скручиваются и подвергаются нагреву. Использовать можно любой источник пламени, даже обычную зажигалку или спички. В случае работы с сечением провода более 1 кв. мм. содержащегося слоя от лужения будет недостаточно, поэтому на поверхность спаиваемых частей после их скрутки наносится небольшое количество струганного припоя. Используется нагрев участка до момента, пока расплавленная масса заполнит все поры скрутки. Этот вариант удобен при работе с тонким проводом, таким как у наушников, зарядного устройства для телефона.
Элементарная пайка двух концов провода является распространенным случаем, но иногда есть необходимость соединения провода к середине другого или припаять провод без паяльника к плате. В первом случае зачищается от обмотки участок соединения. Присоединяемый провод наматывается в месте припоя и зажимается, чтобы создать плотную, надежную скрутку. Далее спаивание элементов производится по принципу работы соединения двух концов. Припой к поверхности желательно делать после предварительного лужения, это позволит упростить задачу соединения. Кусок провода прикладывается на место и посыпается сверху мелкими частичками припоя. Нагрев участка производится снизу детали до момента, пока олово не станет одним целым с проводом и поверхностью.
Пайка посуды или емкостей
Паяльник может понадобиться не только для качественного соединения проводов, но и для ремонта бытовой, садово-огородной посуды. Это могут быть кастрюли, ведра, в которых образовались небольшие отверстия. Чтобы их паять необходимо подготовить место припоя, обработав отверстие изнутри наждачной бумагой и кислотой. Далее снизу емкости устанавливается пластина, чтобы предотвратить утечку расплавленного припоя, который в мелко нарезанном виде вместе с канифолью насыпается изнутри в отверстие. Заканчивается пайка без паяльника нагреванием снизу места запаивания огнем до полного заполнения ремонтируемого участка. Проблематичным будет ремонт алюминиевой тары, для которой потребуется специальный припой. В его составе должен кроме олова присутствовать цинк, висмут или алюминий. Приготовление сплавов осуществляется с помощью перемешивания и нагрева до высокой температуры.
Пайка с использованием пасты
Решить проблему без наличия паяльника можно с помощью специальной пасты, которая приготавливается самостоятельно или приобретается в магазине в готовом виде. Уникальность паяльной пасты в том, что ее можно долгое время хранить, а при необходимости использовать, имея под рукой источник нагрева. Для приготовления понадобится несколько компонентов: соляная кислота, вода, цинк, олово. Все составляющие перемешиваются, а после происхождения реакции вода выпаривается, вследствие чего масса получается пастообразной. Сделать пайку не составит труда, используя пасту и добавляемые компоненты, которые позволят без паяльника провести требуемые работы. Поверхность или участок перед пайкой зачищается и на него намазывается паста. С помощью нагрева на огне паста расплавляется, образуя прочное, защищенное соединение. Для правильного соединения элементов и получения нужной консистенции можно подробно изучить соответствующие рекомендации и посмотреть видео.
Пайка фольгой
Существует быстрый способ пайки с использованием фольги, которая играет роль припоя. Удобство метода заключается в том, что фольга при расплавлении принимает аккуратную форму, не размазывается, не растекается. Можно использовать для припаивания контактов и проводов, для чего место соединения подготавливается, удаляется изоляция. Далее фольга накручивается и подвергается нагреванию, которое должно быть планомерным, чтобы материал постепенно расплавлялся. Используется зажигалка, свеча или иной источник небольшого пламени.
Отсутствие паяльника не является в итоге большой проблемой, чтобы отремонтировать электротехнику, компьютер, посуду и т. д. Необходимо только запастись нужным набором инструментов и компонентами для удачной и результативной пайки. Важно соблюдать технику безопасности, а также не допускать детей к месту работы, потому что пайка проводится с материалом высокой температуры.
Рекомендуем также к прочтению:
Флюс для пайки нержавейки оловом: как применяется, характеристики, особенности
Пайка антикоррозийных стальных сплавов достаточно трудоемкий процесс. Выполнение такого вида работ дома еще сложнее.
В таких случаях используется технология пайки оловянным припоем. Большая часть его состава – это олово, однако есть припои с включением других металлов, таких как свинец.
Технология пайки оловом требует соблюдения технического процесса и специального оборудования. Рабочим материалом здесь выступают флюсы для нержавеющих сталей.
Флюсы – это материалы, защищающие металл от окисления во время сварочных работ. Эта статья расскажет, какие виды флюса применяются для пайки антикоррозийных стальных сплавов и технологию флюсовой обработки нержавейки.
Содержание статьиПоказать
Общая информация
Бура – флюсовая разновидность, используемая для пайки антикоррозийных стальных сплавов. Достаточно распространенный тип, который производится в виде порошков, пасты либо жидкости.
При самостоятельной сварке пастообразная форма более удобна. Порошковые флюсы требуют применения специальной аппаратуры, обеспечивающей подачу частиц в зону сварки.
Под воздействием высоких температур бура расплавляется, после чего происходит ее распределение по металлу. Под воздействием расплавленного флюса поверхность детали прогревается равномерно, а скорость достижения рабочих температур повышается.
Это важно в работе с нержавеющей сталью – материалом тугоплавким, прогревающимся достаточно долго. Срок перехода на следующий этап обработки определяется по цвету поверхности металла. Когда она становится красной, в работу вводится припой.
Флюсовые частицы после обработки остаются на поверхности детали. Для того, чтобы очистить от них металл, достаточно промывки водой. Маленькие детали можно опустить под воду и слегка потрясти.
Также для очистки применяется пескоструйная обработка – методика сложная, трудоемкая, однако эффективная.
Нельзя смывать частички флюса соляной или азотной кислотой. Да, очищение пройдет быстро и качественно, однако кислоты способны повреждать металлы. Они могут навредить детали и полотну шва.
Способы подбора
Существуют некоторые критерии выбора флюса для домашней сварки. Здесь мало знать подходящие типы для нержавеющей стали, нужно учесть применимость в самостоятельной пайке.
Для мелкой бытовой пайки подходят флюсы в виде пасты или жидкости, которую можно нанести на поверхность кисточкой. Эти материалы не требуют дополнительного оборудования. Порошковые, сыпучие варианты подходят для промышленных работ.
Также нужно ознакомиться с составом материала. Ведь если флюс называется «бура», это не значит, что он создан из чистой натриевой соли борной кислоты. Этот элемент занимает около семидесяти процентов состава.
Кроме него туда входят борная кислота, а также фтористый кальций. Они занимают оставшиеся тридцать процентов, однако пропорции у них не одинаковы. Включение борной кислоты должно превышать процентную часть фтористого кальция.
Для деталей маленьких размеров, которые часто приходится паять дома, можно создать флюс самостоятельно. Для этого смешивается бура и борная кислота в соотношении 50х50. Фтористый кальций в смесь включать не обязательно.
Подготовленные компоненты смешиваются на сухую. Только после этого добавляется вода. Получившийся материал наносится на сварочную зону детали.
Технология домашней пайки нержавейки
Пайка нержавеющих сплавов стали дома применяется достаточно редко. Это сложный процесс, требующий знания технологий и соблюдения нюансов. Однако иногда провести такую сварку необходимо. К этому нужна подготовка.
Перед тем, как приступать к обработке детали, нужно изучить технологию пайки нержавейки оловом под флюсом. Найти и изучить обучающие текстовые, фото, видео материалы.
Это нужно, чтобы избежать ошибок, создать работающий шов и сохранить безопасность работы. В этой статье приведена краткая методика Пайки, указаны инструменты и нюансы.
Оборудование
Любая сварочная работа требует специальных инструментов. Некоторые из них можно собрать самостоятельно, однако для большей безопасности лучше взять собранное на заводе оборудование.
- Для спайки металлов, в том числе нержавейки, нужен паяльник. Подойдет модель, работающая при напряжении электросети 220В и мощности от 100Вт.
- Для обработки перед пайкой понадобятся кисть и флюс. Для нержавеющей стали это бура в форме пасты или жидкости.
- Наждачка, напильники или шлифовальная машинка для зачистки зоны сварки.
- Металлический припой. Для работы с нержавейкой подойдет оловянный, чистый либо с примесью свинца.
Также может понадобиться металлический трос и трубка одного диаметра. Желательно, чтобы они были изготовлены из стали.
Технология
Методика оловянной сварки нержавеющих сплавов стали в домашних условиях и промышленных разнится. Эта статья посвящена домашним способам.
Любой метод обработки металлов начинается с зачистки рабочей поверхности. Область сварки должна быть зачищена от ржавчины, грязи, неровностей, заусенцев.
Это основное правило создания качественного соединения. Зачистка проводится наждачной бумагой, шлифовальной машинкой либо подходящим напильником.
После очищения поверхности наносится бура. Флюсы жидкой и пастообразной формы наносятся кистью, равномерным, тонким слоем. Это не только обеспечит защиту металла от окисления, но и повысит лужение.
Лужением называется формирование тонкого слоя олова или его смеси со свинцом на поверхности детали. Этот процесс – часть подготовки к оловянной сварке металлов.
В случае, если провести лужение с первого раза не получилось, проводится небольшой прогрев металла и попытка повторяется заново.
Нередко случается так, что вторая попытка не приносит результата. Олово скатывается, никак не расходится по поверхности тонким слоем. В таких случаях из троса и трубки создается подобие простой кисточки.
Эти две детали должны быть почти равного диаметра, чтобы трос удобно прошел сквозь трубку. После этого конец троса нужно «разлохматить», чтобы получилось что-то похожее на кисть. Этим инструментом проводится повторная зачистка детали.
По сути, металлическая кисть применяется вместо привычных инструментов зачистки. Ведь часто припой стекает из-за недостаточной очистки поверхности, а эта кисть способна достаточно очистить металл.
После покрытия рабочей зоны оловом, выполняется пайка нержавейки оловом под флюсом. Одной рукой к стыку подается припой, второй передвигается паяльник. Паяльник и припой должны двигаться равномерно, чтобы соединение формировалось ровно, качественно.
Нюансы
Уже во время завершающей части обработки можно столкнуться со сложностями. Медленная скорость сварки способствует формированию в металле карбидных соединений.
Они ухудшат надежность шва, приведут к браку. Поэтому паяльная работа должна проводиться достаточно быстро, без остановок, сомнений, промедлений.
Чтобы повысить защиту от образования карбидных соединений в нержавеющей стали стоит после обработки прокалить металл в печи.
Заключение
Флюс типа «бура» достаточно хорошо проявляет себя в обработке деталей из антикоррозийных сплавов стали. Его можно приобрести либо сделать самостоятельно дома.
Это вещество, нанесенное на поверхность металла, защищает его от окисления, улучшает лужение и качество соединения. Наносится бура на зачищенную от лишних включений и неровностей поверхность.
Качество зачистки должно быть высоким. Некачественно зачищенная поверхность будет препятствовать равномерному распределению олова.
|
| Лучшая цена оловянный солдатик — Выгодные предложения на оловянного солдатика от мировых продавцов оловянного солдатикаОтличные новости !!! Вы попали в нужное место для оловянного солдатика. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress. Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку, надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить. AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший оловянный солдатик в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели оловянного солдатика на AliExpress.С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете еще больше сэкономить. Если вы все еще не уверены в оловянном солдатике и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов. И, если вы новичок в AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы сможете приобрести оловянный солдатик по самой выгодной цене. У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь. Стойкий оловянный солдатик (1985)Фильмы / TVЗнаменитостиРезультатов не найденоПосмотреть все
Оловянный солдатик — определение оловянного солдатика из The Free DictionaryУ него были, помимо упомянутых выше вещей, двенадцать шариков, часть еврейской арфы, кусок синего стеклянного бокала, через который нужно было смотреть, катушечная пушка, ключ, который ничего не открывал, кусок мела, стеклянная пробка. графина, оловянного солдатика, пара головастиков, шесть хлопушек, котенок только с одним глазом, латунная дверная ручка, ошейник — но без собаки — ручка ножа, четыре штуки апельсиновой корки и ветхая старая оконная рама.К счастью, рассказом был ПОСТОЯННЫЙ ОЛОВНЫЙ СОЛДАТ, что забавно, знаете ли, так что я мог рассмеяться, и я рассмеялся, хотя и не понял половины прочитанного, потому что ничего не мог с собой поделать, он был так серьезен, я так взволнован, и все это было так комично. Со всем, что он мог скупить весь город, и всех сахарных свиней, всех оловянных солдатиков, кнутов и лошадок-качалок во всем мире. «Стойкий оловянный солдатик» Театральная труппа «Зеркало» Группа представила фанатам ряд песен из их бэк-каталога, в том числе Tin Soldier, Gotta Gettaway, Nobody’s Hero, Suspect Device и Alternative Ulster.Спектакль представляет собой экранизацию классического произведения Ганса Христиана Андерсена о оловянном солдатике, которому дали только одну ногу, и его любви к бумажной балерине. Премьера «One Tin Soldier» состоится на популярном канадском музыкальном сайте CanadianBeats.ca. Он выбрал оловянный солдатик. Уилли Маллинс, тренер Penhill, Killultagh Vic, Bacardys, Vroum Vroum Mag, Let’s Dance, Renneti, Bapaume, Tin Soldier, Thomas Hobson, Coquin Mans и Cilaos Emery Penhill вернулся на тренировку и сейчас в отличная форма, с препятствиями Стайерс его конечной целью.Настоящая любовь расцветает между красивым одноногим оловянным солдатиком и изящной бумажной балериной, позирующей в арабеске. Театр All Or Nothing Этот мюзикл в жанре Mod воспевает звучание культовой группы шестидесятых The Small Faces, включая арсенал блестящих хитов, таких как Whatcha Gonna Do About It, Lazy Sunday, Tin Soldier, Sha La La La Lee и Itchycoo Park. Жестяной солдатик дважды выигрывал перед Челтенхэмом и в среду находится в 4.55 в Панчстауне.Оловянный солдатик Рассела Пантера
| 8 Молодёжь