
Пайка алюминиевых проводов с помощью флюса
Многие считают, что пайка алюминия производится только в условиях производственного цеха. Из-за этого ложного мнения даже не берутся делать это в домашних условиях. На самом деле это всего лишь заблуждение. Данная статья призвана помочь произвести пайку алюминиевых проводов с помощью флюса.
Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
- Паяльник. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
- Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
- Флюс.
 Применяется только в том случае, если его нет в составе припоя;
Применяется только в том случае, если его нет в составе припоя; - Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.
Припои и флюсы для пайки паяльником медных проводов
Выбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т.д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
Припой ПОС-61 0,8 мм
Выбор флюса
Для пайки алюминия дома лучше выбрать жидкий флюс, так как он более удобен в использовании, хорошо подходит для этих целей и его можно купить в любом магазине электроники. Для алюминия, металла, который покрывается защитной плёнкой, нужно выбрать особый флюс, потому что обычный не растворит окись. Среди них можно выделить такие вещества, как: Ф-61А, Ф-59А, Ф-64.
Также хорошим вариантом будет изготовление специального состава, подходящего именно для этого металла.
Флюс ФДА для пайки алюминия
Инструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
- Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
- Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
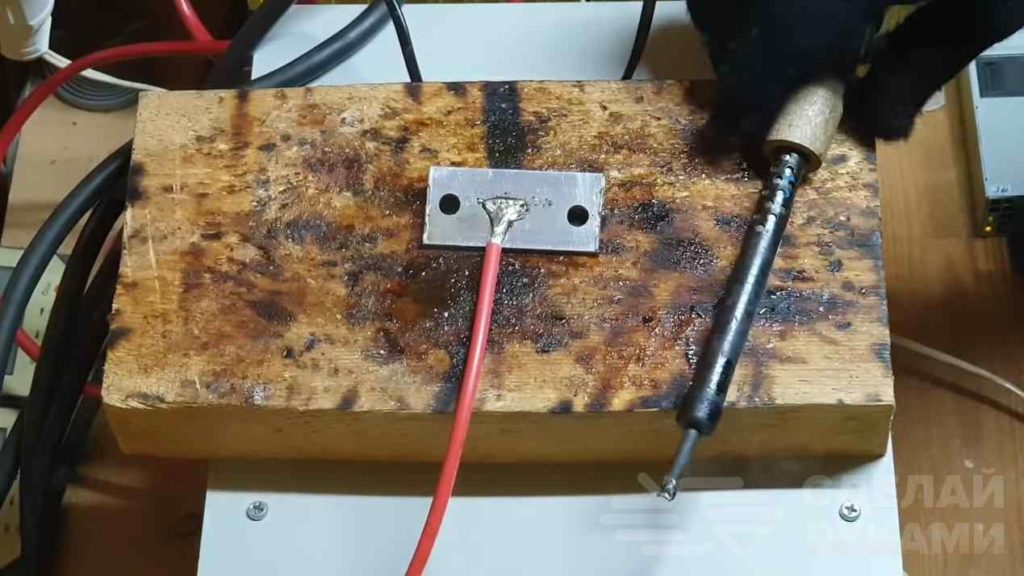
- Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой. В таком случае очень важно не расплавить основной материал;
- Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей. Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
Блиц-советы
- Оловянный припой легко покрывается ржавчиной, поэтому при его использовании нелишним будет нанести лакокрасочное покрытие.
- Помимо обычного припоя, температура плавления которого относительно невысока, можно использовать высокотемпературный, например, «Aluminium-13» который состоит из: алюминия – 87%, кремния – 13%. Чтобы его было возможно использовать, нужно иметь возможность нагреть скрепляемые детали до температуры 600 °С.
 Чтобы его было возможно использовать, нужно иметь возможность нагреть скрепляемые детали до температуры 600 °С.
Чтобы его было возможно использовать, нужно иметь возможность нагреть скрепляемые детали до температуры 600 °С.Статья была полезна?
0,00 (оценок: 0)
Пайка алюминия в домашних условиях: принцип работы
Представить настоящего хозяина дома без паяльника в хозяйстве сегодня, как и несколько десятилетий назад, практически невозможно. В условиях производства сварка и пайка алюминия, а также его сплавов производится при помощи специальных материалов, установок. Пайка различных алюминиевых деталей в домашних условиях возможна благодаря оловянно-свинцовым припоям ПОС-50 и ПОС-61.
Пайка припоями в домашних условиях, где нет специального оборудования (осваивать работу газовой горелкой не нужно), а также материалов, может производиться несколькими способами, которые будут рассмотрены далее. Так как поверхность алюминия и сплавов неустойчива к образованию оксидной пленки (при контакте с воздухом), обыкновенные способы пайки алюминиевых изделий не подойдут.
Основной задачей во время пайки алюминия является удаление оксидной пленки с поверхности металла, а также последующая защита его от контакта с воздухом посредством наносимой на алюминий канифоли, минерального масла (для швейных машинок), щелочного масла или насыщенного раствора медного купороса.
Способы подготовки алюминия к пайке
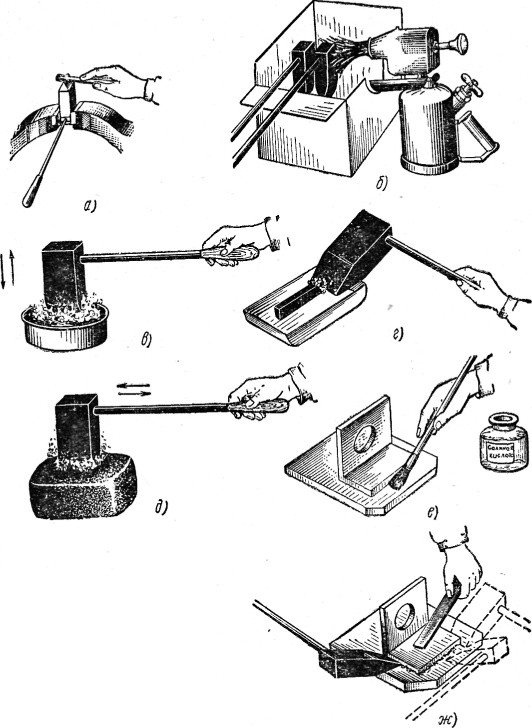
Способ №1
Данный способ предполагает применение канифоли в предварительно очищенном (обезжиренном) месте потенциальной пайки. После этого в работу вступает мощный паяльник, которым прижимается шкурка к месту пайки. Далее шкуркой трут поверхность, время от времени облуживая электрическим паяльником поверхность, обработанную шкуркой.
Следующим этапом готовится алюминиевая заплатка, после чего припаивается обычным методом. Несмотря на то, что канифоль является часто используемым при пайке материалом, процедуру лучше проводить с помощью масла для швейной машинки.
Способ №2
На место пайки наносится канифоль, в которую предварительно добавляются железные опилки.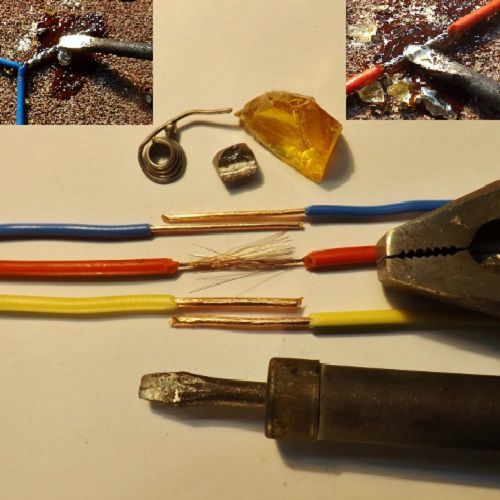 Далее залуженный и достаточно разогретый паяльник натирает место, тем самым добавляя припой.
Далее залуженный и достаточно разогретый паяльник натирает место, тем самым добавляя припой.
Металлические опилки своими острыми гранями отлично снимают с поверхности алюминия окись, тем самым позволяя между оловом и алюминием достигнуть отличного сцепления. Не сложно догадаться, что использование данного метода предварительной очистки металла не подразумевает.
Способ №3
Сразу стоит акцентировать внимание на том, что технология применения данного способа хотя и является наиболее надежной, но самой трудоемкой, требующей много времени и сил.
Порядок работы:
- Перед началом пайки рабочий участок алюминиевых деталей очищается от оксидной пленки путем омеднения (воздействием медью). В этом случае применяется гальванический метод покрытия металлических поверхностей металлом.
- Сначала в области места пайки создается пластилиновый бортик, позже образующий ванночку. На дно ванночки наносится тонкий слой насыщенного раствора медного купороса.
- Также не обойдемся без участия проводов: в ванночку помещается оголенный медный провод (много проводов не потребуется). Диаметр помещаемых в ванночку проводов должен находится в пределах 1-2 миллиметров. Стоит отметить, что провод должен быть наполнен медью.
- Провод посредством какой-либо опоры необходимо удерживать на расстоянии одного миллиметра от рабочей поверхности алюминия (вместе с тем, контакт между проводом и купоросом есть).
- Далее к проводу подводится положительный контакт какого-либо источника постоянного тока напряжением от 3 до 12 В путем соединения концов проводов. В качестве источника постоянного тока может отлично послужить аккумулятор, выпрямитель, либо батарейка для карманного фонарика.
- Необходимо оборудовать электрическую цепь лампочкой, которая будет служить предохранителем (последовательно подключение), на номинальное напряжение постоянного питания. Таким образом, лампочка загорится в случае соприкосновения алюминиевой поверхности и медью провода, опущенного в ванночку. Лампочка будет сигнализировать вам о том, что провод коснулся дна ванночки, и наоборот – гальванический процесс прервался, если лампочка погасла. Разумеется, ванночка вставляется в электрическую цепь перед установкой проводов.
- К алюминию подводится отрицательный заряд («-») постоянного тока посредством тех же медных проводов. Спустя некоторое время после начала электролиза медный купорос выкипает, тем самым позволяя образоваться слою красной меди на поверхности алюминия. Красный слой промывается, после чего сушится. После этого поверхность алюминия благополучно лудят обыкновенным и привычным способом.

Пайка карандашом
Сварочный карандаш представляет собой припой-герметик, поджигая который можно получать крепкое соединение алюминиевых деталей, проводов, трубок радиаторов и т. п. Карандаш успешно применяется при пайке алюминия. Некоторые отказываются от работы газовой горелкой, прибегая к простому карандашу. Однако и в работе газовой горелкой, и в применении карандаша есть свои преимущества.
Порядок действий:
- Технология довольно простая. Поджигаем карандаш. Для этого всего лишь требуется взять зажигалку и поджечь краешек припоя, после чего карандаш будет самостоятельно гореть за счет магния, входящего в его состав. Карандаш создает необходимую температуру, которой достаточно для расплавления алюминия.
- В результате горения карандаша образуется расплавленная масса.
- Далее нужно набрать требуемое количество массы и нанести его на рабочую поверхность. Отметим, что угол воздействия карандаша не имеет значения, поскольку расплавленная масса быстро пристает к алюминию.
- Как только происходит соприкосновения припоя с рабочей поверхностью, карандаш перестает гореть, в то время как масса на детали продолжает гореть. Необходимо выждать 10-20 секунд, пока поверхность достаточно прогреется от горения массы.
- По истечении указанного выше времени, приступаем к заполнению чистого алюминия (в расплавленном виде) в рабочую поверхность. Для этого можно взять карандаш, либо воспользоваться кусочком стекла.
 Отметим, что угол воздействия карандаша не имеет значения, поскольку расплавленная масса быстро пристает к алюминию.
Отметим, что угол воздействия карандаша не имеет значения, поскольку расплавленная масса быстро пристает к алюминию.Пайка алюминиевого радиатора
Нередко для изготовления радиаторов используется алюминий. Данный материал по своему составу не слишком подвластен пайке. Отметим, что этим качеством владеют практически все алюминиевые сплавы. Так, рано или поздно встает вопрос ремонта алюминиевых радиаторов. Как известно, ничего на белом свете вечного не существует, в том числе радиаторов.
Понадобятся следующие материалы и инструменты:
- Паяльник;
- Тигель;
- Канифоль;
- Припой;
- Опилки железные;
- Сернокислый натрий;
- Поваренная соль;
- Хлористый литий;
- Хлористый калий;
- Ступка с пестиком;
- Криолит.
Порядок работы:
- Нужно подготовить место пайки: очистить от посторонних загрязнений, зачистить наждачной бумагой. Не стоит пытаться удалить оксид алюминия с радиаторов. Обратите внимание на то, что место пайки должно быть сухим.
- В отдельном тигле необходимо расплавить канифоль, добавив в нее чистые железные опилки (помешивая). Пропорция должна быть следующей: 2 части канифоли:1 части опилок.
- Пайка радиаторов заключается в следующем: на подготовленную заранее поверхность следует нанести флюс, натирая его разогретым паяльником; следите, чтобы канифоль полностью покрыла рабочую зону пайки от воздействующего воздуха; во время интенсивного растекания канифоли можно наносить припой.
Если имеется неисправность трубок, подключаемых к теплообменнику, желательно заменить их на новые, а не заниматься ремонтом в домашних условиях. Отметим, что также доступен способ пайки алюминия газовой горелкой.
Похожие статьиКак паять алюминий в домашних условиях паяльником
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.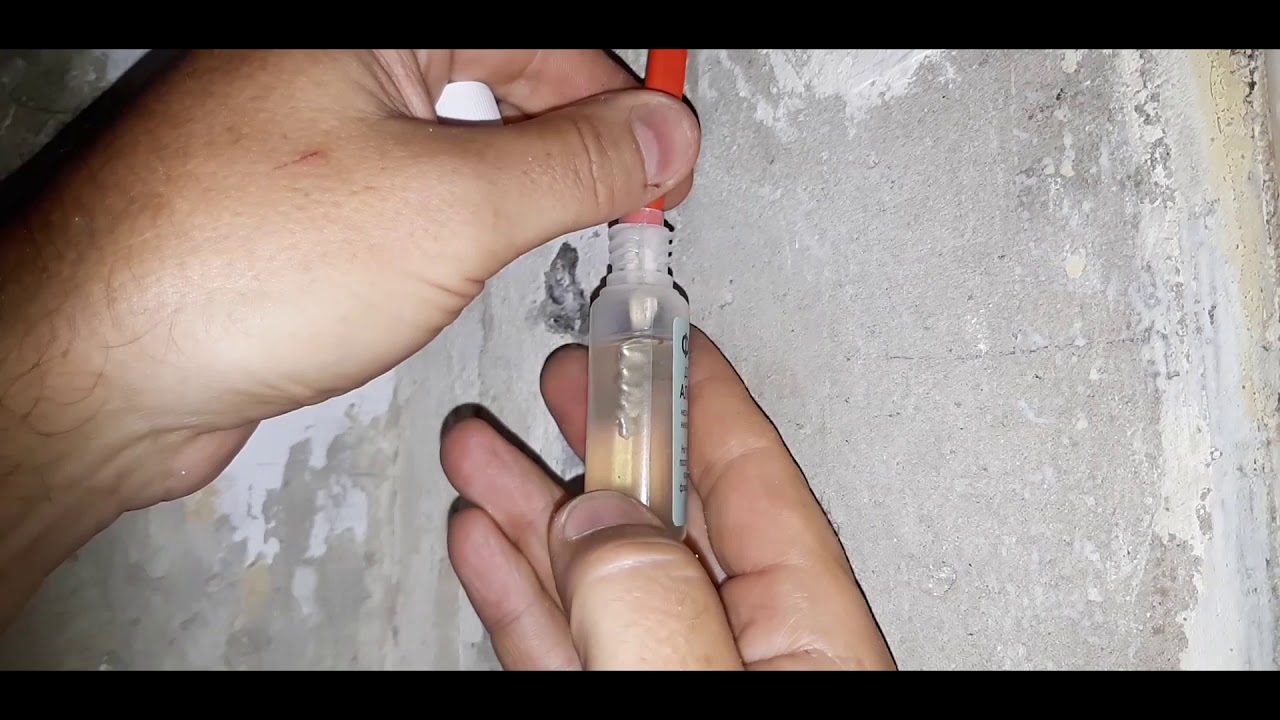
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
 Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
 Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650С.
- Пайка при пониженных температурах, составляющих 250-300С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.

Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.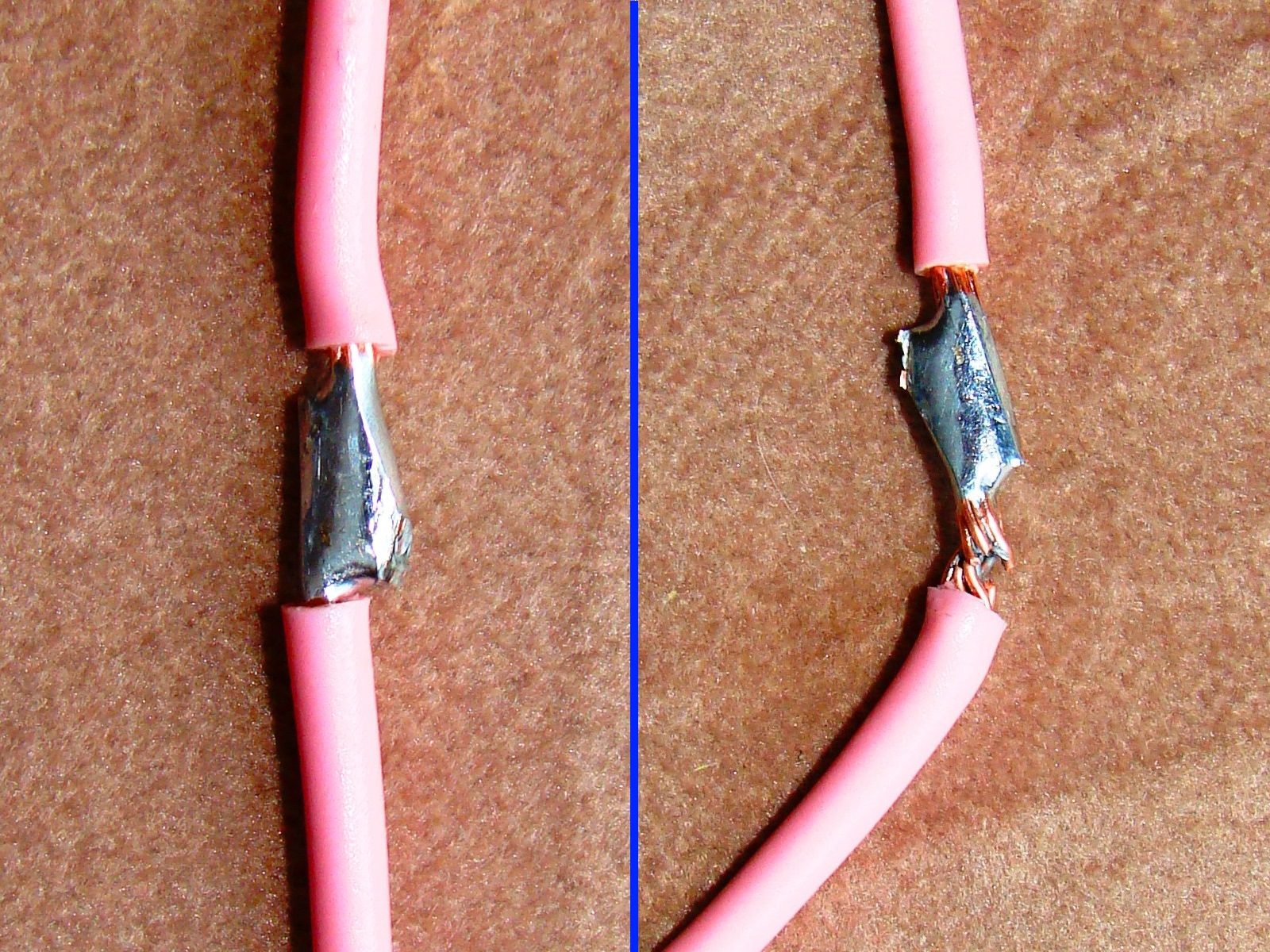
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
Как соединить алюминиевые провода — соединение проводов из алюминия
Хотя по современным стандартам проводка в жилых квартирах делается преимущественно из медных проводов, нередко можно встретить электропроводку и из алюминия. Если заменить старую проводку на новую невозможно, тогда вам необходимо узнать, как соединить алюминиевые провода своими руками. Так, как например, подключать люстру, розетку и другие электрические приборы правильно? Можно ли соединять алюминиевые провода с другими? Как сделать соединение надежным? Как прочно соединить алюминиевые провода между собой? Ответы на эти вопросы вы сможете получить в этой статье.
Особенность алюминиевого провода
Особенности алюминияИз-за особых характеристик с алюминием сложно работать. Также в процессе окисления этого металла на поверхности образовывается оксидная пленка. Она в свою очередь препятствует хорошему прохождению тока. Данная пленка плавится при температуре двух тысяч градусов, а это показатель больше температуры плавления самого алюминия. Если счищать пленку механическим способом, то буквально за короткий промежуток времени она появляется снова. В результате оксидная пленка препятствует качественному контакту соединения.
Среди других особенностей алюминия можно выделить повышенную степень хрупкости и текучести. Исходя из этого, контакт не должен подвергаться никаким механическим воздействиям. Например, если соединение выполнено с помощью болта, то время от времени его необходимо постоянно подтягивать. Это связано с тем, что алюминий со временем вытечет из-под контакта.
Электрохимическая коррозия
Можно ли соединять алюминиевый провод с другими? Да! Но здесь важно учесть некоторые важные моменты. Если отсутствует влага, то такое соединение будет вечным. Однако влага присутствует везде, она в свою очередь способствует разрушению контактов. Важно учитывать и тот факт, что каждый проводник электрического тока имеет свой электрохимический потенциал. В связи с этим были созданы аккумуляторы и батарейки, однако, в момент попадания воды в месте соединения металлов образовывается короткозамкнутый гальванический элемент. В результате происходит разрушение одного из металлов. Чтобы узнать, какие металлы можно соединять, а какие нет, важно знать величину электрохимического потенциала того или иного проводника тока.
Если отсутствует влага, то такое соединение будет вечным. Однако влага присутствует везде, она в свою очередь способствует разрушению контактов. Важно учитывать и тот факт, что каждый проводник электрического тока имеет свой электрохимический потенциал. В связи с этим были созданы аккумуляторы и батарейки, однако, в момент попадания воды в месте соединения металлов образовывается короткозамкнутый гальванический элемент. В результате происходит разрушение одного из металлов. Чтобы узнать, какие металлы можно соединять, а какие нет, важно знать величину электрохимического потенциала того или иного проводника тока.
Так, например, соединять разные провода допустимо в том случае, когда между ними уровень электрохимического потенциала не превышает 0,6 мВ. Исходя из этого, получается, что соединение меди с нержавеющей сталью будет качественным с разницей потенциала 0,1 мВ, в отличие от соединения с серебром (0,25 мВ) или золотом (0,4 мВ).
Обратите внимание! Если медный провод имеет покрытие из оловянно-свинцового припоя, то допускается любое механическое соединение с алюминиевым проводом.

Методы соединения алюминия с медью
Исходя из вышесказанного, может показаться, что соединение алюминиевых проводов дело непростое. Однако это не так! В процессе соединения алюминиевого провода с медным проводом нужно просто соблюдать технологию. Рассмотрим несколько известных методов соединения алюминиевого провода с медным:
Скрутка
Возможна электрохимическая коррозияЭто один из легких методов соединения провода. При этом абсолютно не требуется никакая квалификация, а также особые знания. Но в результате получается далеко не надежное соединение. Почему? Все связано с тем, что в период колебания температуры происходит линейное расширение проводов и, как следствие, между ними образовывается зазор, который в свою очередь увеличивает сопротивление. После, контакт окисляется и спустя некоторое время разрушается.
Обратите внимание! Такое явление произойдет не в первый год. Но если вам хочется создать надежное и качественное соединение, тогда стоит подумать об более надежном альтернативном варианте.

Как же выполняется такое соединение? Здесь важно чтобы один провод не обвивал другой, а они оба обвивались между собой. Чтобы соединение вышло качественным медный провод можно залудить припоем. При этом нет ограничения по диаметру соединяемых проводов. Если медный провод многожильный, то в обязательном порядке его необходимо пролудить припоем. Если провод толстый, то достаточно будет три витка, а на тонком до Ø1 мм необходимо сделать пять витков.
Способы скрутокРезьбовое соединение
БолтовоеОдин из самых надежных вариантов соединения алюминиевых и медных проводов при помощи гаек и винтов. Такое соединения обеспечит на протяжении долгих лет качественный контакт. Данным методом можно соединять провода разного сечения, многожильные и одножильные.
Итак, с конца провода для начала требуется снять изоляцию. После на винт надевают пружинную шайбу, обычную шайбу, колечко одного проводника, простую шайбу, колечко другого проводника, шайбу и в конце гайку, которая закручивает всю конструкцию.
Обратите внимание! Если проводник имеет жилу Ø2 мм, то винт должен быть М4.
Если провод многожильный, то его предварительно следует пролудить припоем.
Клеммная колодка
КлеммникКлеммная колодка это еще один современный метод соединения алюминиевого и медного проводов. Хотя он пользуется большой популярностью, метод соединения винтами и болтом гораздо надежнее. Однако клеммная колодка позволяет быстро и качественно соединить провода. При этом нет потребности в формировании колечек на конце провода, а также в дополнительной изоляции. Данная конструкция полностью исключает возможность соприкосновения двух оголенных проводов.
Выполняется такое соединение следующим образом: Конец провода зачищается от изоляции на длину до 5 мм. После в отверстие клеммной колодки вставляется провод, который затягивается винтом.
Обратите внимание! Затягивать винт следует с чувством, особенно алюминиевый провод.

Такое соединение очень выручает в тех случаях, когда из потолка торчит короткий отрезок алюминиевого провода. Если в таком случае пользоваться методом скруток, то провод рано или поздно попросту обломается. Это нельзя сказать об использовании клеммной колодки. Также если случайно в стене были перебиты алюминиевые провода, то данная технология упрощает их соединение. Но здесь есть одно но! Клеммную колодку нельзя прятать в штукатурке или в стене без специальной распределительной коробки.
Клеммная колодка и плоско-пружинный зажим
Колодка с зажимомТакой метод соединения проводов появился сравнительно недавно. Существует два их вида: одноразовый и многоразовый. В последнем случае имеется специальный рычаг, который позволяет вынимать и вставлять провод несколько раз. Такие клеммные колодки позволяют соединять многожильные провода разных видов алюминиевых с медными проводами.
Они широко используются для монтажа люстр, а также для соединения проводов в распределительных коробках. В отверстие колодки провод вставляется с усилием и там надежно фиксируется. Чтобы вынуть провод, потребуются большие усилия. На практике лучше пользоваться многоразовыми клеммниками, которые позволяют в случае просчета переделать соединение.
В отверстие колодки провод вставляется с усилием и там надежно фиксируется. Чтобы вынуть провод, потребуются большие усилия. На практике лучше пользоваться многоразовыми клеммниками, которые позволяют в случае просчета переделать соединение.
С провода снимается изоляция на 10 мм. Рычажок на многоразовом клемнике поднимается вверх и вставляется провод. Затем рычаг возвращается в обратное положение. Соединение готово!
Неразъемное соединение
Данный вид соединения имеет практически все преимущества резьбового. Можно выделить быстроту монтажа, прочность, доступную цену и простоту соединения. Принцип его действия прост. Для соединения провода заклепкой подготавливаются колечки диаметром 4 мм. Сперва надевается алюминиевый провод, после пружинная шайба, медный провод и плоская шайба. В заклепочник вставляется стержень из стали и сжимается до щелчка ручки. В результате обрезается лишний проводник и соединение полностью готово.
Надежность такого соединения очень высокая. Его применяют для сращивания проводов. Самое главное требование при его использовании – изоляция участка соединения.
Его применяют для сращивания проводов. Самое главное требование при его использовании – изоляция участка соединения.
Скрутка алюминиевых проводов между собой
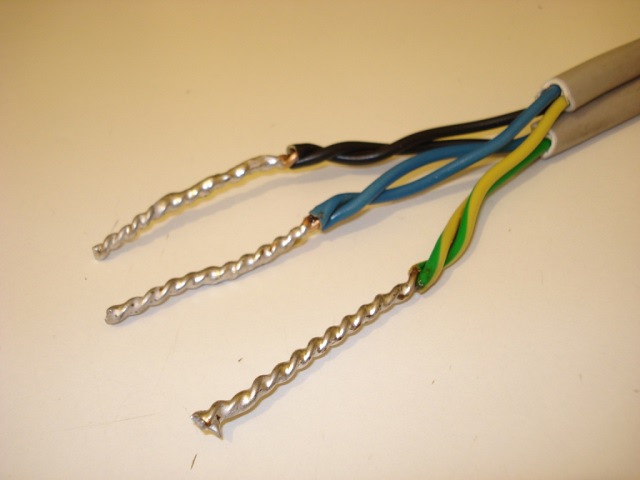
Параллельная скруткаО преимуществах и особенностях скрутки мы говорили выше, но сейчас рассмотрим этот вопрос под другим углом, а именно, соединение алюминиевого провода с себе подобным. В данном случае успех применения метода скрутки напрямую будет зависеть от сечения, диаметра проводов и других важных факторов. В идеале алюминиевые провода лучше всего паять, предварительно скрутив их желобком.
- Параллельная скрутка.
- Последовательная скрутка.
Однако здесь важно быть внимательным, так как на поверхности алюминиевых проводов образовывается оксидная пленка. Даже если ее зачистить, то она очень быстро снова появиться, как уже отмечалось выше, поэтому концы провода можно зачистить напильником до блеска или наждачной бумагой. Самый нижний виток рекомендуется сжать плоскогубцами.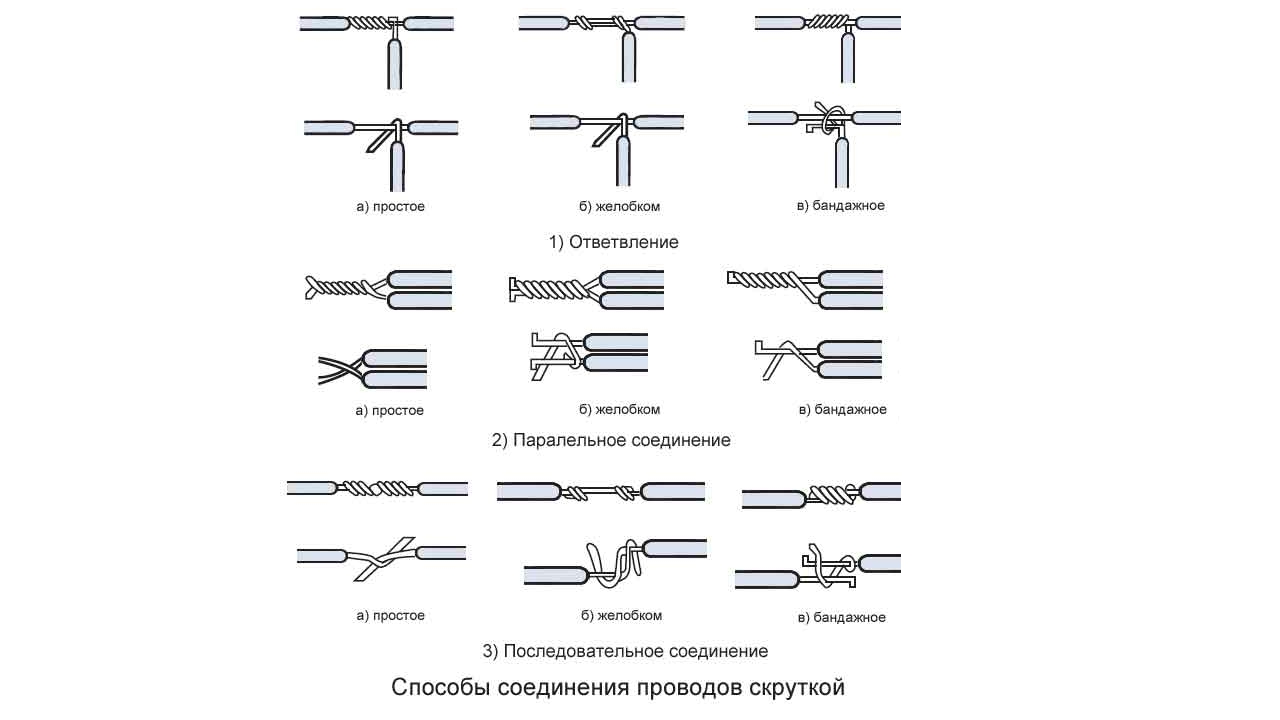 Такое соединение будет долговечным и прочным.
Такое соединение будет долговечным и прочным.
Полезные советы и рекомендации
Каждое соединение провода должно быть качественно заизолировано.
Рекомендуется размещать их в распределительных коробках. Если такое соединение просто заштукатурить в стене, то так ограничивается доступ к нему и, соответственно, подтянуть контакты будет невозможно. Хотя если использовать технологию пружинных зажимов, то в этом необходимости не будет.
Соединение проводов в распредкоробкеЕсли вы хотите сделать такое соединение своими руками в домашних условиях, то не рекомендуется пользовать пайкой или сваркой провода при отсутствии опыта выполнения подобных работ. Лучшим вариантом будет контактный зажим или один из вышеописанных методов соединения алюминиевого провода с медным или между собой.
Итак, мы рассмотрели с вами наиболее распространенные методы соединения алюминиевого провода. Безусловно, если у вас нет опыта или вы попросту боитесь браться за такую работу, то лучше не рисковать и обратиться к специалисту. В противном случае, если у вас есть опыт таких работ, действуйте, следуя всем рекомендациям из этой статьи.
В противном случае, если у вас есть опыт таких работ, действуйте, следуя всем рекомендациям из этой статьи.
Видео
Смотрите мастер-класс по соединению меди с алюминием:
Как паять микросхемы паяльником
Пайка проводов: где это уместно
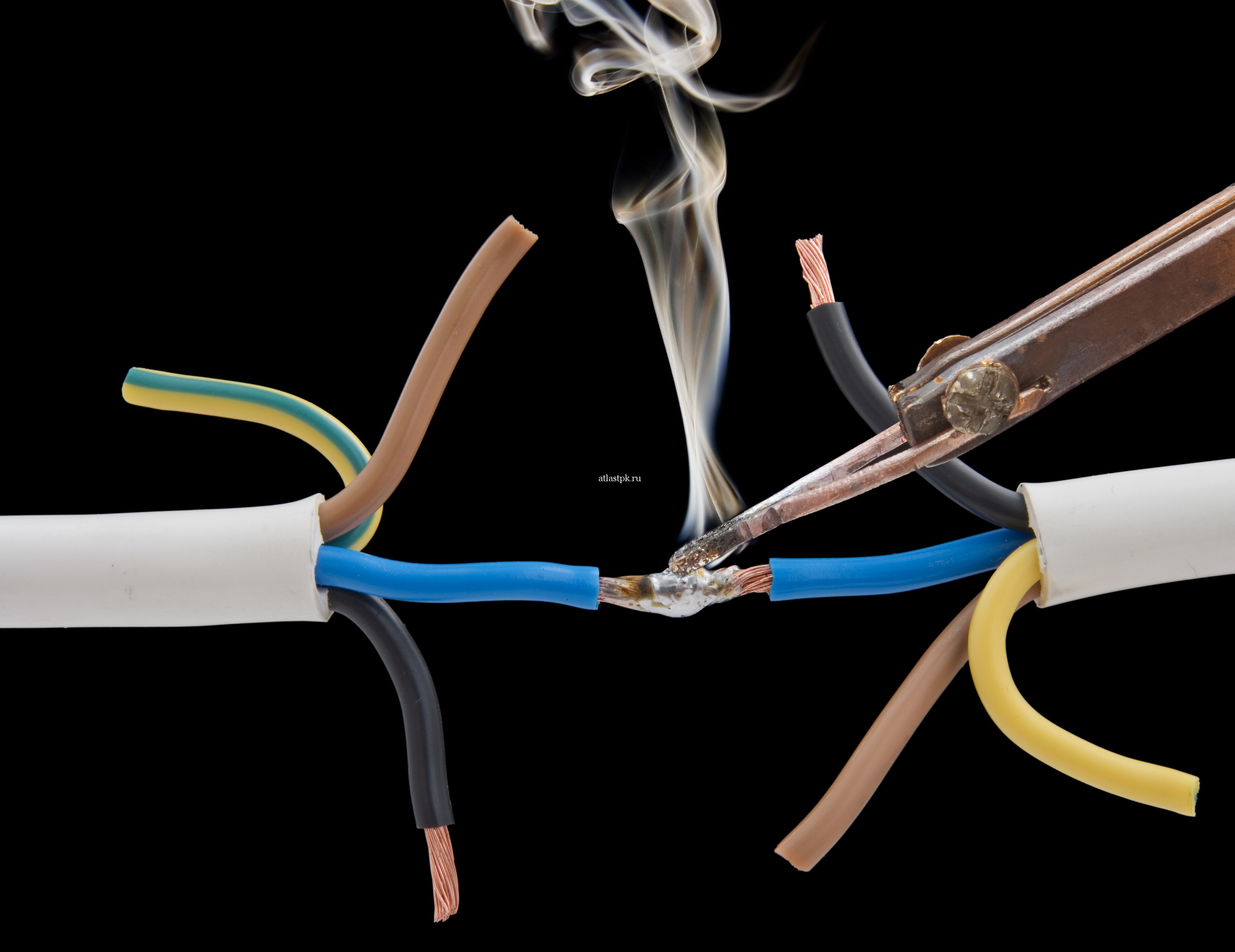
Соединения на свинцово-оловянном припое обеспечивают достаточную электромеханическую прочность, но имеют ряд очень существенных недостатков. Даже при стендовой пайке на хорошо оборудованном месте возможен брак, а в стеснённых условиях распайки коробок под потолком он почти гарантирован. Ситуацию усугубляет невозможность полностью снять остатки флюса, что вызывает со временем постепенное разрушение места спайки.
Некачественная пайка проводов обязательно выльется в проблему в будущем
Многопроволочные проводники вообще нет смысла соединять пайкой: предварительную скрутку почти невозможно выполнить плотно, из-за чего олово вытесняет не весь воздух. Пористое соединение сильно греется, со временем усиливается коррозия, и контакт пропадает из-за слоя окислов. Похожие явления наблюдаются и в спайках, замурованных без локализации коробками, что, строго говоря, в принципе неприемлемо в современном монтаже вне зависимости от метода соединения.
Пористое соединение сильно греется, со временем усиливается коррозия, и контакт пропадает из-за слоя окислов. Похожие явления наблюдаются и в спайках, замурованных без локализации коробками, что, строго говоря, в принципе неприемлемо в современном монтаже вне зависимости от метода соединения.
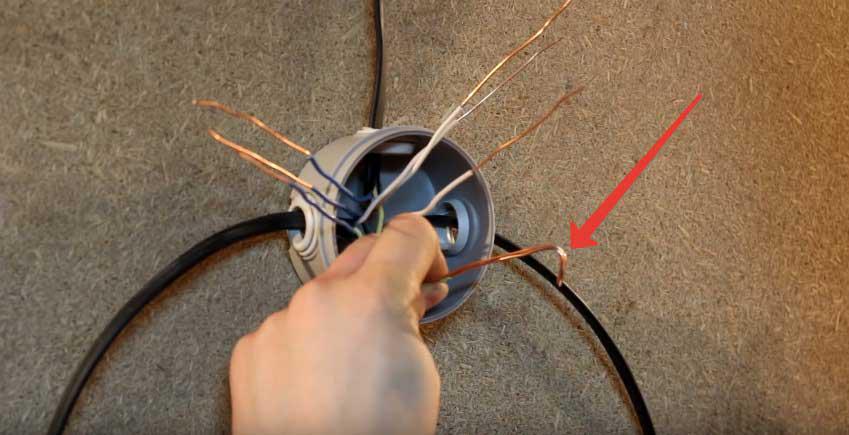
Отход от этого правила вызывает лавинообразное образование окислов в условиях повышенной влажности. Они занижают проводимость между медными жилами, но при этом делают стену частично проводимой за счёт растворённых в воде солей — отсюда удары током и короткие замыкания.
Вот что происходит при несоблюдении правил пайки силового кабеля
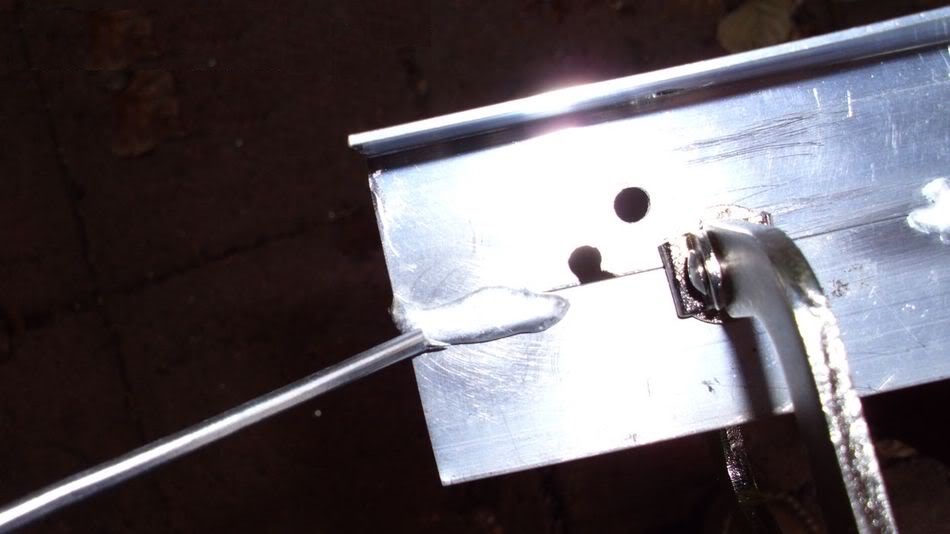
И всё же пайка — достаточно быстрый и наименее затратный способ соединения с довольно высоким сроком службы. Можно рекомендовать паять соединения в обслуживаемых шкафах и коробках, лудить многопроволочные жилы для винтовых зажимов, соединять кабели пайкой при защите гидроизоляционными муфтами. Пайка также служит хорошей защитой от окисления на сухом воздухе, поэтому ею укрепляют другие виды соединений: гильзо-обжимные и винтовые.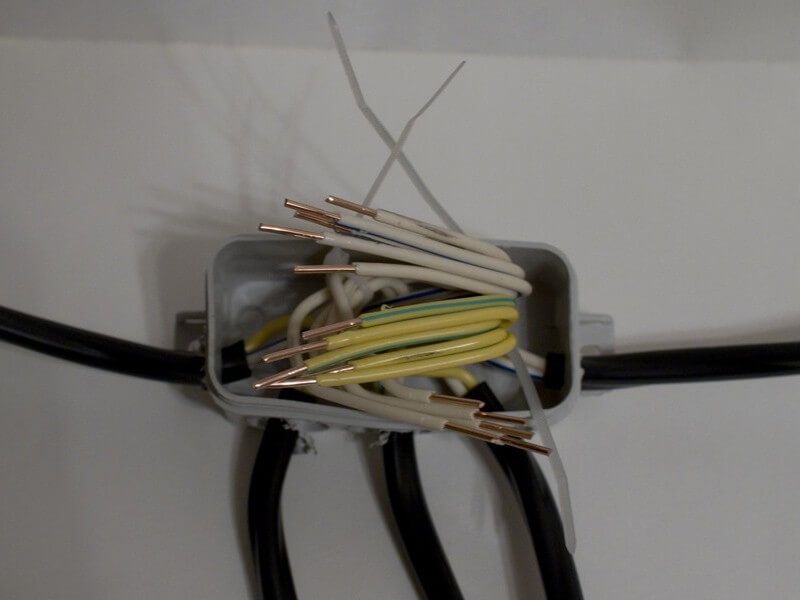
Пример правильной пайки силового кабеля
Помните, однако, что главный недостаток пайки в таких случаях — неразъёмность соединения, поэтому для потенциально временных контактов она подходит мало. Также будет ошибкой паять на весу, не обеспечив предварительного механического скрепления соединяемых проводников скруткой или иным способом. Малейшие подвижки в слое остывающего припоя вызывают его общую пористость, что ведёт к описанным выше последствиям.
Пайка алюминия в домашних условиях: способы, технология, особенности
плоско-пружинный зажимПровода можно соединить между собой с помощью заклепки. В принципе, подобная технология похожа на винтовую технологию, только здесь вместо винта берется заклепка. В конечном итоге получается неразборное соединение.
Выполняется такое соединение довольно просто: на заклепку через пружинную шайбу надеваются оба проводника, затем ее вставляют в заклепочник и сводят ручки до тех пор, пока не раздастся щелчок.
Также, существует специальный плоско-пружинный зажим. Такие изделия бывают одноразовыми и многоразовыми, когда провод может как вставляться, так и выниматься. Однако, следует помнить, что подобные зажимы выполняются из пластика, поэтому использовать их для силы тока свыше 10 А нежелательно.
Работать с ними весьма просто: провода зачищают и вставляют в зажим до щелчка. Без использования специального рычажка вытащить их оттуда невозможно. Также желательно изолировать данный участок провода.
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.

Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством.
Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
- 16 декабря
- 103 просмотров
- 28 рейтинг
Оглавление: [скрыть]
- Минимальный набор инструментов для работы
- Основные правила контактной пайки
- Условия для проведения пайки
- Алгоритм пайки микросхемы
В наши дни большинство электронных устройств работает на микросхемах. Поэтому рано или поздно каждый домашний мастер сталкивается с пайкой микросхем. На первый взгляд процесс не представляет собой какой-либо сложности: бери в руки паяльник и прикрепляй элементы к плате. Но здесь необходимо понимать, что существует огромная разница между пайкой большого резистора и микросхемы для сотового телефона.
Поэтому рано или поздно каждый домашний мастер сталкивается с пайкой микросхем. На первый взгляд процесс не представляет собой какой-либо сложности: бери в руки паяльник и прикрепляй элементы к плате. Но здесь необходимо понимать, что существует огромная разница между пайкой большого резистора и микросхемы для сотового телефона.
Термовоздушная паяльная станция имеет регулируемый диапазон нагрева, что сводит к минимуму риск пережечь спаиваемые компоненты.
Каждый конкретный случай требует того метода, который будет наиболее эффективным. Если в первом случае подойдет обыкновенный электрический паяльник с мощностью не более 40 Вт, припоем и твердой канифолью, то для пайки микросхем BGA не обойтись без безотмывочного флюса, термовоздушной станции, паяльной пасты и трафаретов. Не лишней будет и станция подогрева плат.
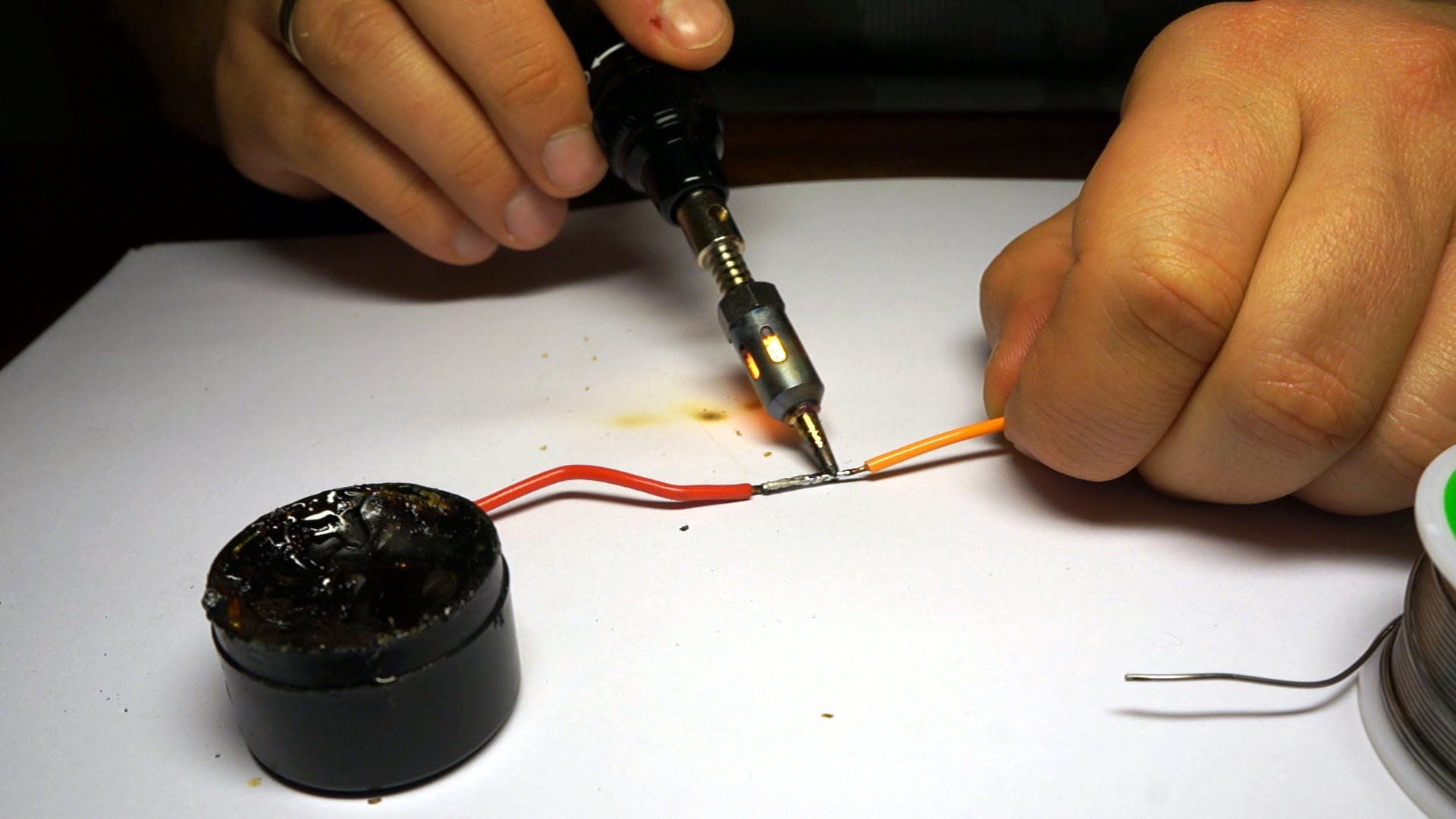
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники.
Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Алюминий обладает положительными физическими и механическими свойствами, благодаря чему считается весьма популярным материалом в создании различных деталей в промышленных сферах. Так же металл является относительно легким, имеет большую прочность, а еще имеет хорошую проводимость, поэтому из него можно изготовлять провода для разных электрических установок.
Спаивание проводов из алюминия считается тонкой ювелирной работой, поскольку большинство проводов изготавливаются из тонкого металла, из-за чего усложняется процесс пайки, свойства алюминия не позволяют осуществить качественного соединения без применения необходимых дополнительных инструментов. Практически все движения необходимо осуществлять быстро и аккуратно, что бы ни перепалить текущие провода.
 youtube.com/embed/Dnw97UWPFyo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Dnw97UWPFyo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
При спаивании алюминия в большинстве случаем приходиться работать с тонкими проводами, поэтому большие требования к стойкости предстоящего соединения отсутствуют, поскольку провода не будут подвергаться большим механическим нагрузкам. Благодаря этому, становится легче процесс подбора припоя для спаивания алюминия.
Соединение алюминиевых проводов
Как соединить два алюминиевых провода между собой? Казалось бы, достаточно банальный вопрос, но и здесь первый приходящий на ум ответ не всегда верен. Ведь скрутка проводов запрещена по нормам ПУЭ, а соединять любые провода можно только методом опрессовки, пайки, сварки и при помощи винтовых сжимов.
Когда требуется соединить между собой 2 разных участка провода, то необходимо кроме качественного контакта, получить достаточную прочность участка, где эти провода соединяются между собой.
Если принимать во внимание нормативные документы, которые действуют на территории нашей страны, то соединять алюминиевые провода между собой допустимо с помощью различных способов:
- Сварка.
- Опрессовка.
- Спаивание.
- Соединение при помощи клемм.
Несмотря на то, что все эти способы соединения, указанные в нормативных документах, представлены в качестве универсальных, далеко не каждый из них окажется подходящим при работе с алюминиевыми проводами.
Прежде всего, это связано с особенностями такого материала, как алюминий, в частности, с его техническими характеристиками. Как известно из школьного курса химии, на поверхности алюминия всегда находится оксидная пленка, образованная вследствие прямого контакта с кислородом воздуха.
Она не способна проводить через себя электрический ток. Помимо этого, у оксидной пленки довольно высокая температура плавления – в районе 2000 градусов. Этот показатель значительно выше по сравнению с температурой плавления самого алюминия.
Если же снимать эту пленку механическим способом, то она очень быстро снова возникнет. Стоит отметить, что наличие данной пленки при паянии алюминия очень сильно мешает процессу соединения алюминиевой жилы с припоем. Также, она способна вызвать затруднения при сварке проводов, потому что вследствие ее наличия возникают различные включения, из-за которых сильно снижается качество контакта.
К дополнительным характеристикам такого материала, как алюминий, относится повышенная хрупкость и текучесть. В связи с этим, при соединении проводов из алюминия следует заранее позаботиться, чтобы они были расположены так, чтобы полностью исключалась возможность механического воздействия на данный участок.
Стоит отметить, что при соединении проводов с помощью стандартного болтового зажима, его придется периодически подтягивать, так как металл будет постепенно вытекать из-под болта. В результате, соединение будет становиться слабее.
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления ( 660 °С).
Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления ( 660 °С).
Изделия из нержавеющей стали есть в большинстве квартир и домов. При их поломке можно попробовать соединить детали самостоятельно. Пайка нержавейки в домашних условиях требует не только подготовки инструментов и расходных материалов, но и навыка. В первые разы лучше тренироваться на изделиях, которые не жалко выкинуть.
Для проведения работ нужно оборудовать рабочее место. Выполнять спайку нужно на негорючей поверхности, которая не передаёт тепло. В помещении должна быть установлена система вентиляции для вытяжки испарений флюса и припоя. На рабочем столе требуется расположить тиски или струбцины, для зажатия скрепляемых деталей.
Технология работы паяльником:
- Пайка нержавейки электрическим паяльником начинается с зачистки рабочей поверхности и её обезжиривания.
- Далее на место соединения наносится флюс.
- Припой равномерно распределяется по соединяемой поверхности с помощью паяльника.
Счалки и обжим гильзами
В электромонтаже любого рода голая «скрутка» служит временным соединением проводников на этапе тестирования и отладки. Работать в постоянном режиме такое соединение не может из-за механического действия тока и упругих свойств медного сплава. Есть и другая причина: для сохранения номинальной проводимости на переходе скрутка должна быть очень длинной, ведь площадь соприкосновения двух круглых проволок минимальна.
Варианты исполнения скрутки или счалки проводов. Механическое соединение проводов — временное решение
Все эти недостатки устраняются опрессованием скруток или отдельных жил при помощи гильз. Проводники при этом деформируются и прилегают друг к другу со значительной площадью соприкосновения, а плотность их прижатия обеспечивается внешним поясом, не подверженным действию тока.
На практике есть смысл соединять опрессованием жилы сечением в 10 мм2 и более, с менее толстыми проводами контролировать качество обжима сложнее. Как инструмент для работы с кабелем до 35 мм2 лучше выбрать ручные рычажные опрессовщики, устроенные на манер болторезов: они мобильны, к тому же на малых сечениях достаточно одной мускульной силы.
Опрессовка в гильзу улучшает контакт проводов и механическую прочность соединения
Крупные токоведущие линии (от 50 мм2), помимо своей массивности, осложняют работу высокой степенью ответственности. Качественный обжим возможен только гидравлическим инструментом, коего существуют две разновидности. Для работы на кабельных линиях отлично подойдут рычажные домкраты, совмещённые с матрицей в одном корпусе. Особенно удобно работать таким инструментом на высоте.
При сборке щитов и в стеснённых условиях лучше предпочесть раздельные опрессовщики, в которых маслонасос выполнен с педальным приводом и соединён с рабочей частью шлангом высокого давления.
Крайне важно помнить, что надёжное обжатие возможно только статическим усилием. Поэтому опрессовывать наконечники и гильзы молотком (зубилом) нельзя категорически.
Пайка с помощью газовой горелки
Детали
или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Особенности соединения
Эталоном качества и надёжности кабельных соединений служит большинство соединительных кабельных муфт, используемых для стыковки отрезков магистральных ЛЭП. Выше мы упоминали, что замуровывать соединения в стену нельзя, но в некоторых ситуациях этого не избежать. Например, при высокой протяжённости линии или использовании дорогого толстого кабеля.
Устройство муфты демонстрирует, как должно выполняться соединение в таких условиях. Жилы в них обжаты гильзовыми наконечниками с контролируемым усилием затяжки. Это могут быть как гильзо-винтовые, так и опрессованные соединения, но они неизменно защищаются слоем припоя.
Счалка (скрутка двух многожильных проводов с попеременным перехлёстом жил) каждой жилы изолирована отдельно двумя слоями изоляции: термической и водоупорной, а сам пучок разделён жёстким вкладышем и опоясан внешней гидроизоляцией, края которой плотно прилегают (приклеены) к внешней оболочке кабеля. Все эти принципы должны воплощаться в каждом необслуживаемом соединении, при эксплуатации в условиях высокой влажности, агрессивной среде и на горючих основаниях.
Все эти принципы должны воплощаться в каждом необслуживаемом соединении, при эксплуатации в условиях высокой влажности, агрессивной среде и на горючих основаниях.
Принципы абсолютной локализации кабельной муфты воплощены в бытовых электросетях соединительными (распаечными) коробками. Широкий спектр степеней пыле- и влагозащиты (IP) позволяет подобрать оправданное по стоимости и подходящее для конкретных условий изделие. Абсолютно все соединения, кроме кабельных муфт, следует обустраивать только в таких коробках, которые, к слову, могут и не быть обслуживаемыми.
Жильная изоляция при соединении винтовыми и пружинными зажимами не требуется. Гильзы и хвостовики наконечников изолируются 1–2 слоями термоусаживаемой трубки. Чтобы при нагреве материал не рвало, неровности опрессовки нужно снять напильником, либо обмотать их 2–3 слоями лавсановой изоленты. Подобными же трубками следует устранять повреждения жильной изоляции и защищать края жил, зачищенные излишне длинными.

Провода внутри коробки и их соединения не должны по возможности перекрывать доступ друг к другу
При монтаже внутри коробки жилы также следует разделять. Обычно сначала на дне коробки разводятся фазные проводники, разделённые дистанционными клипсами, либо закреплённые к корпусу. Поверх разводки укладывается пластиковая прокладка, вырезанная из обычной ПЭТ бутылки, затем сверху разводятся нулевые и защитные жилы.
рмнт.ру
22.06.16
Данный тип соединения может быть весьма надежным, если его правильно выполнить. Стоит отметить, что алюминий обладает наибольшим линейным расширением, в связи с чем между соединенными проводами с течением времени возникает зазор, ухудшающий их контакт между собой. Чтобы не допустить короткого замыкания, нужно время от времени подкручивать эти винты.
Для избавления от этой необходимости, устанавливают специальные шайбы с разрезами или гроверами. Они выбирают образующиеся зазоры и в несколько раз увеличивают надежность соединения.
На винт, провода нужно будет обязательно намотать, чтобы площадь его соприкосновения с контактной площадкой была значительно выше. Профессиональные электрики зачастую поступают так: плющат это кольцо на наковальне, чтобы повысить площадь соприкосновения.
Технология выполнения качественного резьбового соединения проводов начинается со снятия с них изоляции на расстояние, равное 4 диаметрам винта. Зачищенные участки обезжириваются.
Потом нужно загнут их кончики так, чтобы образовались кольца.
На винт надевают элементы в следующей последовательности:
- Пружинная шайба.
- Стандартная шайба.
- Колечко первого провода.
- Еще одна стандартная шайба.
- Колечко второго провода.
- Гайка.

Вся эта система затягивается до тех пор, пока пружинная шайба не будет находиться в выпрямленном состоянии. В принципе, если оба провода сделаны из алюминия, то между ними можно не прокладывать стандартную шайбу.
Если в дальнейшем не планируется разбирать соединение проводов, то можно использовать так называемые неразъемные способы. Данные методы являются одними из наиболее надежных. Желательно их использовать, прежде всего, в труднодоступных местах.
Одним из наиболее легких методов неразъемных соединений является опрессовка. Для этого берется алюминиевая трубка подходящего диаметра, провода скручивают между собой, вставляют в эту трубку и зажимают пресс-клещами. Лучше всего здесь, чтобы проводники входили максимально плотно.
Лишь в этом случае соединение получится наиболее прочным. Стоит отметить: если провода входят в трубку довольно плотно, то скручивать их между собой даже не придется.
 На последнем этапе соединение изолируют.
На последнем этапе соединение изолируют.Сегодня в продаже можно найти специальные наконечники для изготовления данного соединения, у которых уже имеется изолирующий колпачок. Он сжимается вместе с наконечником и обхватывает провода, закрывая к ним какой бы то ни было доступ.
Для получения качественного неразъемного соединения, нужно иметь специальные клещи, которые будут не перекусывать, а лишь сдавливать. Если их нет в наличии, то вполне подойдут и стандартные пассатижи.
Алюминиевые провода лучше всего размещать в специальных распределительных коробках, к которым они должны подходить в гофрированных рукавах. Это особенно важно, когда прокладка ведется на улице или же в случае сооружения проводки во влажном помещении типа ванной комнаты.
Вообще, когда производится соединение алюминиевых проводов, которые будут функционировать на улице, необходимо позаботиться о том, чтобы к участкам соединения не подходила влага.
В противном случае, не удастся избежать короткого замыкания.
 Весьма удобно в этом случае использовать технологию сварки проводов, так как последующее использование специального лака позволяет исключить воздействие воды на место соединения, а изоляционный слой дополнительно предохранит от удара током.
Весьма удобно в этом случае использовать технологию сварки проводов, так как последующее использование специального лака позволяет исключить воздействие воды на место соединения, а изоляционный слой дополнительно предохранит от удара током.Способы соединения проводов
Контактные соединения проводников являются очень важным элементом электрической цепи, поэтому при выполнении электромонтажных работ нужно всегда помнить, что надежность любой электрической системы в значительной степени определяется качеством выполнения электрических соединений.
Ко всем контактным соединениям предъявляются определенные технические требования. Но в первую очередь эти соединения должны обладать устойчивостью к механическим факторам, быть надежными и безопасными.
При малой площади соприкосновения в зоне контакта может возникать довольно значительное сопротивление для прохождения тока. Сопротивление в месте перехода тока из одной контактной поверхности в другую называется переходным контактным сопротивлением, которое всегда больше, чем сопротивление сплошного проводника таких же размеров и формы.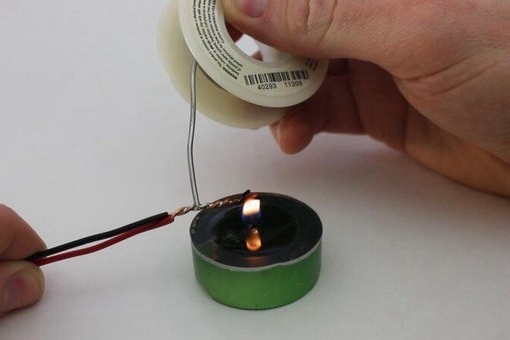
В процессе эксплуатации свойства контактного соединения под действием разнообразных факторов внешнего и внутреннего характера могут настолько ухудшиться, что увеличение его переходного сопротивления может вызвать перегрев проводов и создать аварийную ситуацию. Переходное контактное сопротивление в значительной степени зависит от температуры, при повышении которой (в результате прохождения тока) происходит увеличение переходного сопротивления контакта.
Нагрев контакта приобретает особое значение и в связи с его влиянием на процесс окисления контактных поверхностей. При этом окисление поверхности контакта идет тем интенсивнее, чем выше температура контакта. Появление оксидной пленки, в свою очередь, вызывает очень сильное увеличение переходного сопротивления.
Контактное соединение — это элемент электрической цепи, где осуществляется электрическое и механическое соединение двух или нескольких отдельных проводников. В месте соприкосновения проводников образуется электрический контакт — токопроводящее соединение, через которое ток протекает из одной части в другую.
Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.
В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.
С точки зрения надежности электрического контакта алюминиевый провод не выдерживает конкуренции с медным. Предварительно очищенная поверхность алюминия после нескольких секунд пребывания на воздухе покрывается тонкой твердой и тугоплавкой окисной пленкой, обладающей высоким электрическим сопротивлением, что приводит к повышенному переходному сопротивлению и сильному нагреву зоны контакта, в результате чего еще больше увеличивается электрическое сопротивление.
Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 °С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 °С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.
Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников. Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом.
Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом.
Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций.
Недостатки пайки нержавейки твердыми припоями
Если работы проводятся с помощью газовой горелки, нужно учитывать некоторые особенности. Требуется нагревать заготовку, а не место соединения деталей. Таким образом припой расплавляется равномерно и не растекается в стороны. Заканчивать нагрев нужно после вытекания припоя из шва.
- Низкая прочность готового соединения.
- Температура, которую выдерживал материал, снижается до температуры плавления припоя.
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Перед пайкой какой-либо заготовки понадобится правильно подобрать припой. Для работы с электроприборами может использоваться лишь несколько припоев.
Основные типы бессвинцовых припоев.
Чтобы припаять контакты компьютерной платы или колонки, следует использовать канифоль. Данное вещество используется для пайки тонких соединений, проводов из меди, небольших контактов и т.д. Если канифоль применяется в электронике, то кислоты смогут устранить контакты на плате и повредить главные элементы микросхемы.
Для большей части электрических плат используется припой диаметром 0,5-1 мм. Детали большой толщины могут использоваться для соединения больших элементов. Пропаять схему небольших размеров такая деталь не сможет из-за своих больших размеров.
В процессе пайки припой будет нагреваться и излучать различные соединения. Подобные газы вредят человеческому здоровью.
Следует опасаться и воздействия раскаленного припоя, важно использовать средства для защиты: маски, перчатки и респираторы.
Пружинные и винтовые зажимы
Описанное выше достаточно легко практиковать и в повседневной работе с бытовыми сетями. Поскольку отказ от многопроволочных проводников стал почти общепринятым, соединять можно либо монолитные жилы, либо пряди, обработанные пайкой или гильзовыми наконечниками. Один из старейших и надёжных способов — винтовые колодки, которые глубоко врезаются в жилу и обеспечивают хороший контакт в ущерб динамической прочности жилы. Для постоянных соединений также рекомендуется заполнять термоклеем открытые части колодок и «шейки» винтов.
Поскольку отказ от многопроволочных проводников стал почти общепринятым, соединять можно либо монолитные жилы, либо пряди, обработанные пайкой или гильзовыми наконечниками. Один из старейших и надёжных способов — винтовые колодки, которые глубоко врезаются в жилу и обеспечивают хороший контакт в ущерб динамической прочности жилы. Для постоянных соединений также рекомендуется заполнять термоклеем открытые части колодок и «шейки» винтов.
Альтернативой таким соединениям служат пружинные зажимы WAGO и подобные им. Жилу в таком зажиме можно согнуть несколько десятков раз, и она не обломается в слабом месте. Для использования во влажной среде рекомендуется приобретать пружинные колодки, заполненные техническим вазелином. Такие приспособления, не смотря на незначительное увеличение общей стоимости проекта, остаются разъёмными для быстрого изменения конфигурации сети при обнаружении ошибки, в то же время срок их эксплуатации сопоставим с кабелем — от 50 лет.
Быстроразъёмное соедиенние Wago
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит
Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Как правильно паять паяльником: последовательность действий
Бытовой фен для пайки пластика – отличный прибор, с помощью которого можно выполнить множество работ: от монтажа линолеума до сварки ПВХ.
Некоторые аппараты оснащают регулятором температуры, что позволяет подобрать оптимальные параметры для различных материалов. Наличие регулировочного механизма расширяет сферу применения: можно выполнить пайку медных труб феном или провести восстановительный ремонт микросхем.
Степень температурного воздействия можно регулировать путем изменения расстояния от сопла до поверхности заготовки. Это требует определенных навыков, поскольку при чрезмерном удалении деталь не прогреется до нужной температуры по всей глубине, что негативно скажется на параметрах шва. Например, некачественная сварка ПВХ ткани приводит к потере герметичности соединения.
Назначения губки во время пайки микросхемы.
Элементы, которые будут необходимы:
- паяльник;
- губка;
- вода;
- мыльный раствор;
- картон или бумага большой толщины;
- салфетка;
- изолента;
- проволока.
Новичку научиться паять паяльником очень сложно, однако получить фундаментальные знания можно. Последовательность действий в данном случае будет следующей:
- Прежде всего выполняется лужение жала. Следует всегда очищать жало используемого инструмента. Лужение является процессом покрытия тонким слоем рабочего элемента паяльника. Данный процесс может помочь в тепловом обмене между обрабатываемым материалом и припоем.
- После этого производится разогрев. На данном этапе следует разогреть инструмент, после чего проверить равномерность нагрева припоя. Если этого не сделать, то инструмент может покрыться коррозией.
- Далее выполняется подготовка рабочего места. Губка смачивается в воде и помещается рядом с паяльником. Если припой будет растекаться, то следует подложить картон или бумагу большой толщины.
- Производится смазка. Припоем нужно тщательно промазать жало. Далее проверяется покрытие. Если есть излишки припоя, то его надо будет снять картоном.
- Верхняя часть покрывается припоем, проверяется сохранность основания. Наконечник используемого инструмента протирается тряпкой, чтобы удалить остатки флюса. Далее надо подготовить губку со специальным раствором. Все действия следует выполнять быстро, пока припой не высох.

Основные характеристики
На качество работы воздушного паяльника оказывают влияние следующие параметры:
- Мощность. Зависит от типа соединяемых изделий. Для работы с электронными схемами 300 Вт будет более чем достаточно, а для сварки баннеров феном необходимо минимум 1,5 кВт.
- Напряжение. Самого безопасного показателя – 12 В будет недостаточно для достижения рабочих параметров, поэтому современные агрегаты работают с напряжением 24-36 В. Сопротивление нагревательного элемента из нихрома должно составлять 6 Ом.
 Для работы с электронными схемами 300 Вт будет более чем достаточно, а для сварки баннеров феном необходимо минимум 1,5 кВт.
Для работы с электронными схемами 300 Вт будет более чем достаточно, а для сварки баннеров феном необходимо минимум 1,5 кВт.Существует ряд ошибок, которые человек может допустить при проведении работ:
- Припой может не приставать к материалу из-за некачественной очистки рабочей поверхности.
- Загрязнение детали жирными пальцами перед нанесением флюса.
- Недостаточный нагрев. Припой не всегда успевает заполнить шов для надёжного скрепления.
Важно не забывать чистить наконечник паяльника. Желательно воздержаться от использования припоев с высоким процентным содержанием свинца.
Пайка нержавеющей стали — трудный процесс, но осуществимый. Для успешного соединения деталей требуется правильно выбирать расходные материалы и использовать качественный инструмент.
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были
или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась.
 Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Оптимальное состояние олова для крепления – если оно похоже на жидкость.Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
Особенности проведения работ в домашних условиях
Процесс пайки строительным феном сопровождается большим расходом энергоресурсов, поскольку мощность нагревателя порой достигает 2,5 кВт. Это обеспечивает высокую производительность – 300-400 л/мин. Поток горячего воздуха воздействует на большую площадь, что не всегда удобно при необходимости точечного воздействия. Сварку пластика феном выполняют с насадкой для быстрой сварки, которые позволяет подать присадочный материал непосредственно в зону соединения.
Конструкция
Строение аппарата не имеет принципиальных отличий от других приборов для генерации потоков горячего воздуха. Основными узлами конструкции являются:
Основными узлами конструкции являются:
- Рукоятка и корпус. К материалу изготовления предъявляется единственное требование – устойчивость к длительным температурным воздействиям. Чаще всего в качестве основы используют керамику или эбонит. Если производственные условия подразумевают длительную эксплуатацию, например, держатель дополнительно обматывают жаропрочной тканью.
- Сопло. Изготавливается из стали. Как показала практика, этот металл лучше всего справляется с постоянными перепадами температур. Стоимость насадок из других сплавов гораздо выше.
- Нагревательный элемент. К термоэлементу предъявляют особые требования – сохранение формы при нагреве. Данному требованию лучше всего соответствует витая проволока из нихрома.
- Вентилятор. Прибор имеет ограниченные размеры, поэтому вентилятор должен сочетать в себе компактные габариты и высокую производительность для создания устойчивого потока воздуха.
Изготавливаем воздушный паяльник из обычного
Паяльник является устройством для пайки, которое способно излучать тепло.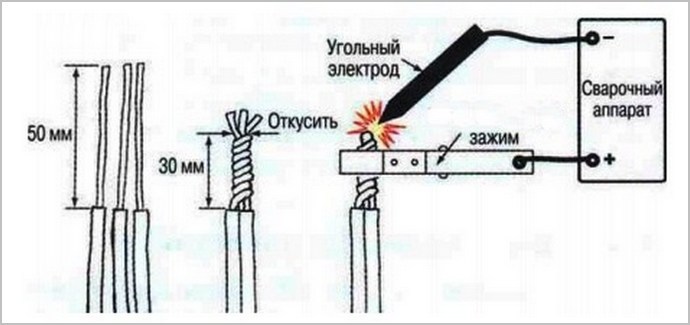 Подобные конструкции могут иметь мощность от 15 до 30 Вт. С их помощью можно паять заготовки различных плат и микросхем. Инструменты, которые имеют большую мощность, применяются исключительно для того, чтобы паять разъем XLR или повторно спаять соединение проводов большой толщины.
Подобные конструкции могут иметь мощность от 15 до 30 Вт. С их помощью можно паять заготовки различных плат и микросхем. Инструменты, которые имеют большую мощность, применяются исключительно для того, чтобы паять разъем XLR или повторно спаять соединение проводов большой толщины.
Конструкция паяльника.
Для электротехника, который работает с оргтехникой, полезным приспособлением будет акустический паяльник. Подобное устройство отличается низкой емкостью тепла, малыми габаритами и отменной работоспособностью. Приспособление можно использовать для того, чтобы выполнить тонкую пайку (к примеру, сборку различных схем).
Паяльник должен обязательно иметь штекер для заземления с тремя направляющими. Подобное устройство позволяет предотвращать рассеивание напряжения по пути прохождения тока в конструкции. Тепло будет образовываться за счет замыкания тока в наконечнике, который изготавливается из стальной проволоки. Для начинающего электротехника подходит устройство с диапазоном 15-30 Вт, однако следует учитывать тот факт, что устройства мощностью 15 Вт может быть недостаточно для закрепления даже обыкновенных аудиопроводов.
Модернизация аппарата не займет много времени. В результате мастер получит удобный нагревательный инструмент, которым можно расплавить любой припой, включая особо твердые материалы.
В качестве основы можно использовать обычный электрический паяльный прибор, мощностью 40 Вт. Для создания устойчивого потока воздуха необходим миниатюрный компрессор, типа аквариумного. Этапы создания фена:
- Для начала необходимо удалить контактный стержень прибора.
- С обратной стороны присоединяемой переходную втулку, которая будет служить местом подключения воздушной магистрали.
- Сверлим отверстия в корпусе, для вывода проводов питания.
- Металлический наконечник, к которому крепилось жало, необходимо защитить от утечек тепла. Нет необходимости использовать дорогой изоляционный материал – с функцией сохранения тепла справится фольга и медная проволока.
- Герметизируем все отверстия на корпусе.
- На место стержня устанавливаем стальную трубку аналогичных размеров. В этом случае ее люфт будет минимальным.
 В этом случае ее люфт будет минимальным.
В этом случае ее люфт будет минимальным.На этом сборка фена для пайки своими руками заканчивается. Такой прибор способен прогревать поверхность до 300 Сº. Этого достаточно для работы с любыми пластмассовыми изделиями в домашних условиях. Основное преимущество аппарата заключается в простоте конструкции – для сборки не нужно вытачивать какие-либо детали на станке или использовать специальный инструмент.
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Как правильно паять паяльником: последовательность действий
О тонкостях выбора паяльника мы уже рассказывали в других материалах нашего проекта, а, теперь поговорим о том, как, собственно, нужно паять микросхемы правильно. Этот вид работ является самым востребованным для любого радиолюбителя, а, от его качества зависит то, насколько хорошо будет работать собранное устройство и как долго. Рассмотрим основные моменты, которые играют важную роль.
Если вы являетесь новичком, то тренируйтесь как можно больше на недорогих схемах и, только после того, как наберетесь опыта, переходите к более дорогим комплектующим. Основание микросхемы необходимо очистить от избыточного припоя, для чего используют медную оплетку, разогреваемую паяльником. Качественная подготовка основания – залог успеха.
От того, насколько хорошо вы его очистите, зависит надежность будущего соединения с элементами микросхемы и величина сопротивления. Перед работой схему следует обезжирить, для чего можно использовать самую обычную салфетку, которую смачивают мыльным раствором. В некоторых случаях для очистки микросхем следует приобретать специальный состав, продающийся на радиорынках и магазинах.
В некоторых случаях для очистки микросхем следует приобретать специальный состав, продающийся на радиорынках и магазинах.
Все контакты чистят и обезжиривают ацетоном или растворителем, как метилгидрат, наиболее безопасным для здоровья. После того, как поверхность микросхемы полностью очищена на ней размещают контакты, элементы, провода и т.д. Вначале всегда паяют детали плоской формы и небольшого размера, как, например, варисторы и резисторы.
В процессе пайки нужно следить за тем, чтобы чувствительные элементы не вышли из строя от перегрева паяльником. На жало паяльника наносят немного припоя, который позволит улучшить характеристики проводимости металлов. Контакты элементов микросхемы следует размещать максимально плотно к плате, после пайки продолжайте придерживать их на протяжении нескольких секунд.
По мере того, как вы наберетесь опыта, у вас выработается собственный стиль пайки микросхем, как у каждого электронщика-профессионала.
Рассмотрим схему сборки надежного фена для домашних работ:
- Сборка температурного узла. В качестве материала для нагревательного элемента рекомендуют использовать нихромовую спираль, сечением 0,5 мм. Для надежной фиксации ее наматывают на цилиндрическое основание. Важно, чтобы в процессе намотки витки не соприкасались друг с другом. Выводы спиралей следуют закрепить с помощью температурного клея.
- Температурный узел помещают в полый цилиндр, изготовленный из термоизоляционного материала. Выходы спиралей соединяют с проводами питания. Токоведущие части проводят через пускатель и реостат, с целью регулировки входящего напряжения.
- С одной стороны трубки устанавливают фен для создания потока воздуха.
- С обратной стороны устанавливают сопло, величина сечения которого зависит поставленных задач.
 В качестве материала для нагревательного элемента рекомендуют использовать нихромовую спираль, сечением 0,5 мм. Для надежной фиксации ее наматывают на цилиндрическое основание. Важно, чтобы в процессе намотки витки не соприкасались друг с другом. Выводы спиралей следуют закрепить с помощью температурного клея.
В качестве материала для нагревательного элемента рекомендуют использовать нихромовую спираль, сечением 0,5 мм. Для надежной фиксации ее наматывают на цилиндрическое основание. Важно, чтобы в процессе намотки витки не соприкасались друг с другом. Выводы спиралей следуют закрепить с помощью температурного клея.Сделать подобный сварочный фен совсем не сложно. Для расширения его возможностей рекомендуем разработать механизм замены сопел.
Делаем аппарат для пайки микросхем
Узлы данного устройства не отличаются от приборов, которые были рассмотрены выше. Особое внимание следует уделить корпусу, поскольку он будет испытывать постоянные температурные нагрузки. Сложность в том, что стоимость теплоизоляционных материалов достаточно высока, поэтому в качестве основы лучше всего использовать старый фен.
Особое внимание следует уделить корпусу, поскольку он будет испытывать постоянные температурные нагрузки. Сложность в том, что стоимость теплоизоляционных материалов достаточно высока, поэтому в качестве основы лучше всего использовать старый фен.
Место крепления сопла – самый ответственный участок, требующий тщательной изоляции. В противном случае тепло будет передаваться на другие участки фена, что усложнит процесс пайки.
Регулятор температуры лучше всего разместить на ручке. Это позволит изменять базовый параметр, не отвлекаясь от работы. В качестве переключателя рекомендуем использовать элементы от старых бытовых приборов.
Пайка микросхем сегодня – незаменимая процедура, в которой постоянно нуждается современная радиоэлектроника. Радиоэлектронная аппаратура вроде мобильных устройств, телефонов и тому подобного, требует применения радиоэлементов (микросхем) в корпусе типа bga.
Этот корпус дает возможность экономить значительное место на печатной плате путем размещения выводов на нижней поверхности элемента, а также выполнения данных выводов в облике плоских контактов, с покрытием припоя в виде полусферы.
В корпусе подобного рода выполняются полупроводниковые микросхемы. Пайка данного элемента осуществляется посредством нагрева корпуса элемента, и, как правило, подогрева печатной платы, разъемов, с помощью горячего воздуха, а также инфракрасного излучения.
Пайка интегральных микросхем с достаточно большим шагом выводов вполне может быть осуществлена в домашних условиях. Главное правильно выбрать для этого паяльник и выработать навыки его использования. Выбирая паяльник, помните, что диаметр жала значительно важнее мощности. Маломощным паяльником с большим жалом паять микросхемы менее удобно, чем пусть и мощным, но с жалом меньшего диаметра.
Тем не менее, покупать инструмент мощностью свыше 30 Вт нет смысла — он будет перегреваться, что сделает пайку практически невозможной.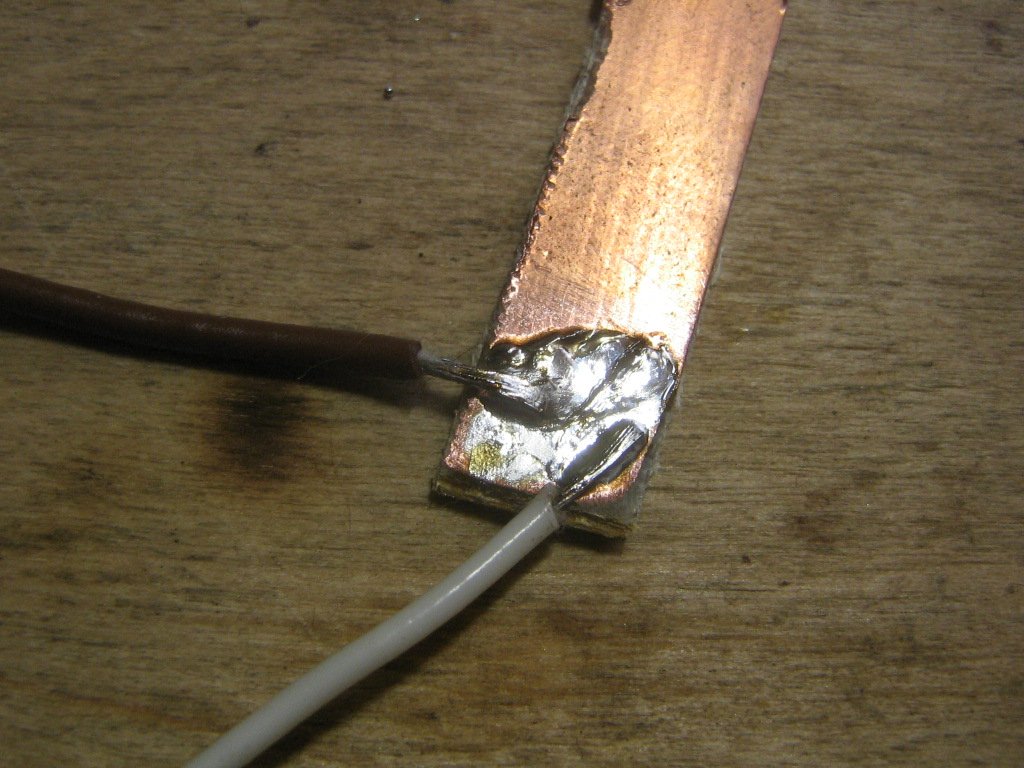 Очень удобны паяльные станции с автоматической стабилизацией температуры. В них применяются более мощные паяльники, но они для поддержания неизменной температуры периодически включаются и выключаются, подобно утюгам.
Очень удобны паяльные станции с автоматической стабилизацией температуры. В них применяются более мощные паяльники, но они для поддержания неизменной температуры периодически включаются и выключаются, подобно утюгам.
Устанавливайте такую температуру, на которую рассчитан используемый вами припой (свинцовый или бессвинцовый). Грамотно выберите флюс. Он должен обязательно быть нейтральным (то есть, не кислотным). Иначе через некоторое время после осуществления, казалось бы, безупречной пайки возникнет коррозия. Не верьте утверждениям, что смывка флюса решит эту проблему, поскольку смыть кислоту полностью невозможно.
Пайку микросхемы, предназначенной для установки в отверстия платы, осуществляйте так. Вначале полностью убедитесь, что она ориентирована правильно. Если случайно впаять ее в перевернутом виде, выпаять ее будет весьма трудно. На всякий случай при установке микросхемы не загибайте ее выводы с обратной стороны — вдруг выпайка все же понадобится.
Выводы, предназначенные для подачи питания, впаяйте первыми. Лишь затем осуществите ту же операцию в отношении остальных выводов. Если микросхема чувствительна к статическому электричеству, используйте специальный браслет, подключенный через мегаомный резистор к общему проводу платы. Не допускайте замыкания выводов микросхемы между собой припоем.
Лишь затем осуществите ту же операцию в отношении остальных выводов. Если микросхема чувствительна к статическому электричеству, используйте специальный браслет, подключенный через мегаомный резистор к общему проводу платы. Не допускайте замыкания выводов микросхемы между собой припоем.
Если это, все же, произошло, покройте перемычку большим количеством флюса, а затем попеременно нагревайте выводы, пока они не разомкнутся. Здесь может также помочь специальное устройство для отсоса припоя, медная оплетка и даже зубочистка. Удаленные излишки припоя можно использовать повторно. Микросхемы для поверхностного монтажа необходимо вначале прижать к плате, припаять несколько выводов, и лишь затем можно паять остальные без приложения усилия.
Наиболее востребованным видом работ с паяльником является пайка микросхем. Для начала стоит потренироваться на какой-нибудь бюджетной схеме, не стоит сразу приобретать дорогие экземпляры.
Очистка основания микросхемы от излишнего припоя осуществляется с помощью медной оплетки и паяльника.
Последовательность действий в данном случае будет следующей:
- Прежде всего производится подготовка основания. Важно тщательно очистить основание, чтобы была возможность создать надежное соединение и минимальное сопротивление. Для обезжиривания микросхемы рекомендуется использовать обыкновенную салфетку с мыльным раствором. В конце нужно тщательно протереть металлы. Если на схеме присутствуют твердые отложения, необходимо приобрести специальную смесь, которая продается в магазине электротехники. Участок надо будет очистить до блеска основания из меди. Для очистки всех контактов подходит обыкновенный ацетон. Другим подходящим растворителем является метилгидрат, который является безопасным для человеческого здоровья.
- После очистки поверхности понадобится правильно разместить на микросхеме контакты, инструмент и провода. Первым делом нужно будет припаять плоские детали небольших размеров (резисторы, варисторы), после чего начинать работу с большими элементами. Таким образом можно будет сохранить чувствительные элементы в рабочем состоянии. На проводимость деталей воздействие температуры влиять не будет. Провода сгибаются под углом 45°. Заготовки с проводами небольшой длины можно предварительно соединить изолентой.
- На кончик инструмента следует нанести небольшое количество припоя. Таким образом можно будет улучшить проводимость металла. Конец железа следует разместить так, чтобы он уперся в элементы схемы. Для соединения изделие нужно придержать 2-3 секунды.
- На конец паяльника наносится припой. Паять следует до тех пор, пока не образуется возвышение.
- В конце выключается инструмент и удаляются излишки смеси.
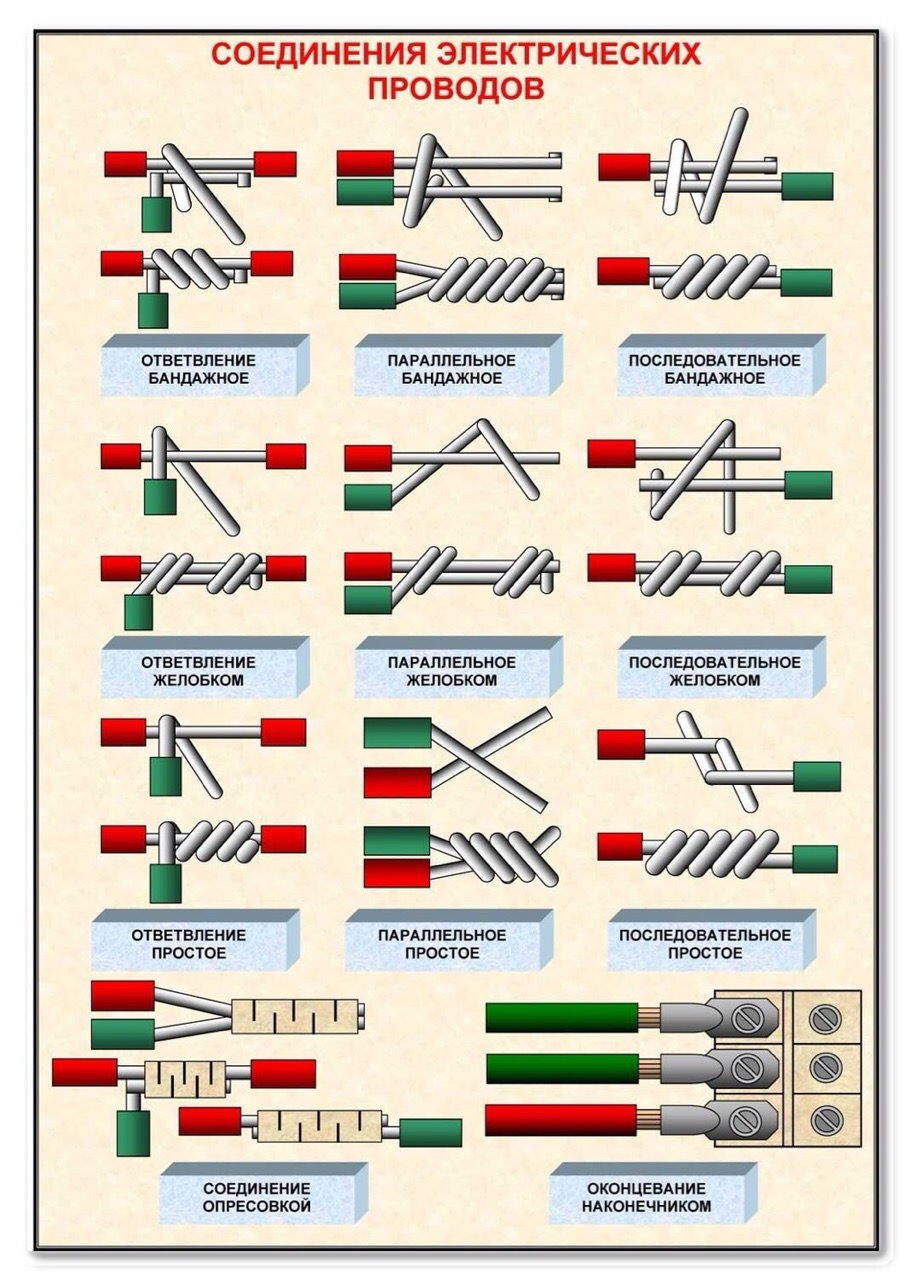 На проводимость деталей воздействие температуры влиять не будет. Провода сгибаются под углом 45°. Заготовки с проводами небольшой длины можно предварительно соединить изолентой.
На проводимость деталей воздействие температуры влиять не будет. Провода сгибаются под углом 45°. Заготовки с проводами небольшой длины можно предварительно соединить изолентой.Паять не так и просто, потому важно соблюдать последовательность действий.
Заключение
Фен для пайки – полезный в домашнем хозяйстве прибор, который можно собрать своими руками. В этом случае затраты на сборку не превысят 20 % от стоимости заводского устройства при практически аналогичных характеристиках.
Сварочный фен для работы с полимерами — инструмент, который должен быть не только у каждого сварщика, но и у каждого домашнего мастера. Им легко пользоваться, не нужно иметь особых навыков сварки или богатого опыта.
Им легко пользоваться, не нужно иметь особых навыков сварки или богатого опыта.
У большинства новичков получается выполнить работу с первого или максимум со второго раза. Ведь принцип действия сварочного фена во многом схож с обычным бытовым феном для сушки волос. Так что приобретите себе сварочный фен и испробуйте в работе. А затем можете поделиться своим опытом в комментариях ниже. Желаем удачи!
Соединение медных и алюминиевых проводов
Какие проблемы могут возникнуть при соединении алюминия и меди
Отвечая на вопрос, можно ли соединять медь с алюминием, нужно напомнить, что при выполнении скрутки медного и алюминиевого проводов возникают следующие проблемы:
- Снижение электропроводности. Алюминий — активный металл, в нормальных условиях он покрывается оксидной пленкой, обладающей низкими проводящими качествами. Медь подобного свойства лишена.
- Ослабление контактов. Из-за образования налета контакты становятся хуже. На медных жилах подобной пленки не образуется, поэтому металлы считаются электрохимически несовместимыми.
- Пожароопасность. Задаваясь вопросом, как соединить алюминиевый провод с медным, вспоминают, что между образующимися на проводах оксидными налетами происходит электрический контакт. Со временем металлы начинают нагреваться, что приводит к возгоранию.
- Электролиз. Если система эксплуатируется в условиях повышенной влажности, соединение начинает разрушаться, становясь источником пожара. В первую очередь коррозия охватывает алюминиевые части проводки. При регулярном нагревании и охлаждении в изоляционной оплетке появляются трещины, соединение покрывается оксидным или солевым слоем, что ускоряет разрушение.
- Образование токопроводящей копоти. Контакт в таком случае нарушается, в доме начинается пожар. При эксплуатации электропроводки в сухом помещении этот процесс длится годами. При повышенной влажности возгорание происходит через несколько месяцев.
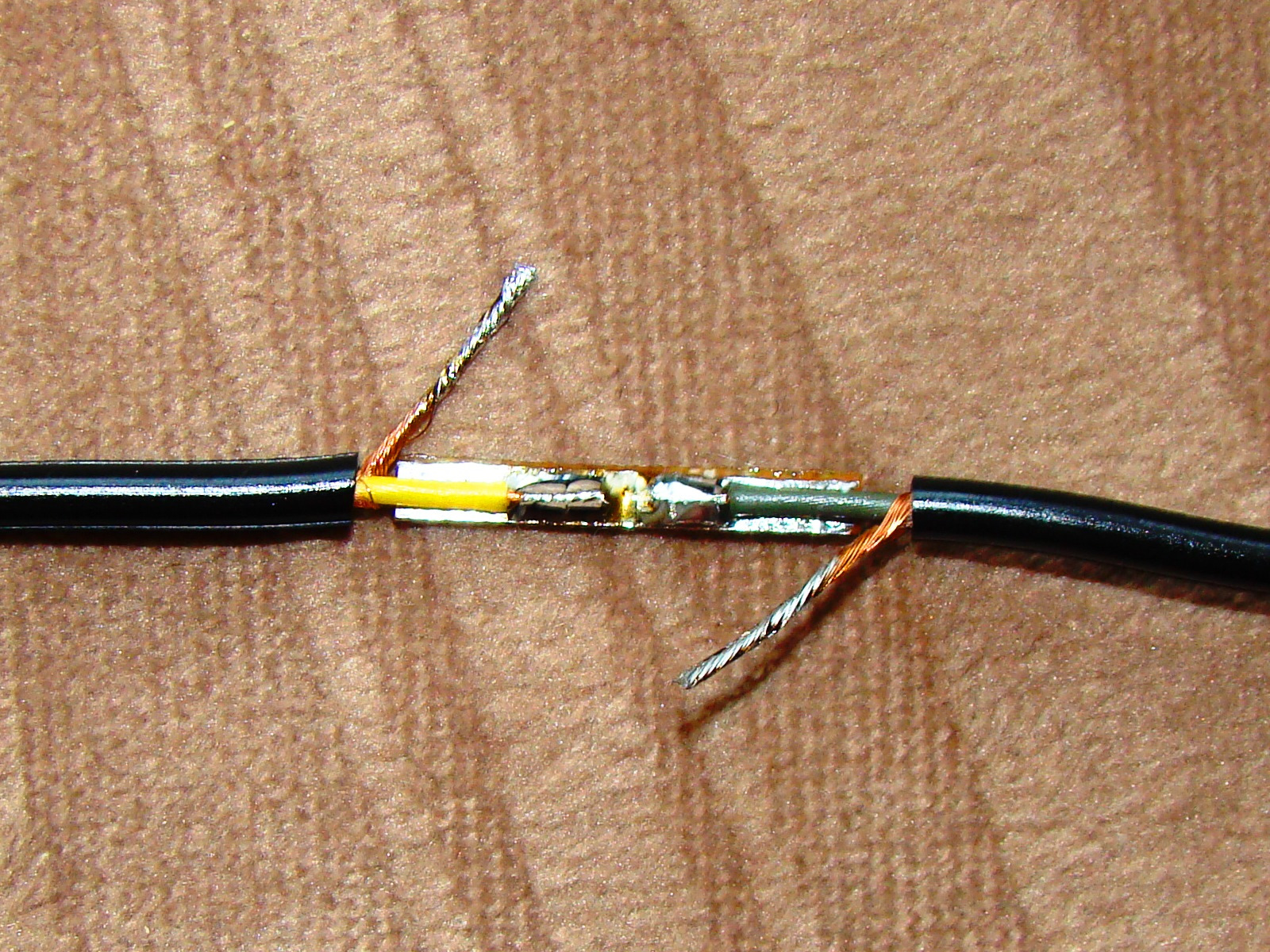 Медь подобного свойства лишена.
Медь подобного свойства лишена.Методы соединения проводов
Разность электрохимических потенциалов меди и алюминия рано или поздно приведет к ее выходу из строя. Как быть в случае, когда без соединения меди алюминия не обойтись? Например, во время ремонта проводки в зданиях, где уложена проводка, выполненная из алюминиевого провода.
Существует несколько способов решения этой задачи:
- использование клеммных коробок;
- использование болтовых соединений.
Применив эти нехитрые устройства, можно будет гарантировать отсутствие контакта между алюминием и медью.
Клеммные коробки
На практике применяют множество конструкций клеммников. Одна из самых широко применяемых — это орешек.
По виду такая конструкция напоминает орех. Основную роль в этой конструкции играют три пластинки, между которыми и выполняется соединение. Для этого надо ослабить два болта, установить туда первый провод и зафиксировать его. Второй провод необходимо вставить между средней пластиной и оставшейся. Такая конструкция клеммника не допустит контактов проводов, выполненных из разных металлов. В данном случае алюминия и меди.
Второй провод необходимо вставить между средней пластиной и оставшейся. Такая конструкция клеммника не допустит контактов проводов, выполненных из разных металлов. В данном случае алюминия и меди.
Другой не менее популярный способ стыковки проводов — по методу WAGO. Для осуществления этой операции достаточно снять с проводов изоляцию (10−15 мм) и вставить их в отверстия, расположенные в корпусе клеммника.
На внутренние полости этого небольшого устройства наложена смазка, не позволяющая проводам окисляться. Соединения такого типа подходят для подачи энергии на люстры, бра, то есть в цепях освещения. В то же время такой способ не подходит для работы с силовыми проводами. Дело в том, что большая нагрузка в силовых соединениях приводит к нагреву контактов, и вследствие этого может резко вырасти электрическое сопротивление.
Среди множества конструкций приспособлений для соединения проводов часто выбирают клеммные коробки. Для обеспечения подачи электричества достаточно зачистить, к примеру, медный провод, установить в одно отверстие и поджать установленным винтом. В другое отверстие, расположенное напротив, необходимо установить зачищенный провод из алюминия. Такие клеммные коробки обеспечивают передачу электроэнергии в сетях, собранных из проводов разных металлов.
Применение клеммников разной конфигурации и конструкции позволяет выполнять соединение алюминиевых и медных проводов между собой, при этом избегая их прямого контакта.
Болтовое соединение
Такой тип также допустимо использовать для соединения медных и алюминиевых проводов. Главное условие, которое необходимо соблюдать при использовании такого соединения, — это использование металлической шайбы, прошедшей через анодирование. Такой способ стыковки чаще все применяют в домашних условиях, когда нет возможности использовать клеммники и другие приспособления, произведённые в заводских условиях.
При выполнении электромонтажных работ, будь то домашняя или промышленная электрическая сеть, применяют широкую номенклатуру проводов, и объем алюминиевых занимает не последнее место. Часто перед монтажниками встает вопрос о способе соединить алюминиевые провода с выполненными из меди или других материалов. С помощью клеммных коробок это можно сделать и в домашних условиях, и на производстве.
 youtube.com/embed/_6VCbmrRN7w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/_6VCbmrRN7w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как провести правильно контакт резьбовым соединением
Чтобы правильно соединить алюминиевые и медные провода между собой, необходимо:
- Удалить изоляционный слой на длину, равную четырем диаметрам болта. Если используется болт М6, то длина открытого участка должна быть 24 мм.
- Если жилы уже имеют окисление на поверхности, то надо их очистить.
- Концы сворачиваются в кольца диаметром чуть больше диаметра болта.
- Теперь в последовательности надеваются на болт: простая плоская шайба, один любой провод, плоская шайба, второй провод, еще шайба плоская, шайба Гровера и гайка, которая закручивается до упора.

Читать также: Абразивные круги для заточных станков
Обратите внимание, что для зажима таким способом проводов сечением не более 2 мм², можно использовать болт М4. Если медный провод обработан припоем, то между двумя жилами укладывать шайбу не обязательно. Конец многожильного медного кабеля надо обязательно обработать припоем.
Как быть, если соединение необходимо?
Иногда все же приходится соединять несовместимые металлы между собой. В таких случаях применяют специальные технологические решения, которые способны повысить качество контакта. Разберем некоторые из них подробнее.
Соединения с помощью клеммных колодок
Клеммники, или клеммные колодки, – расходный материал для современного электрика. Это помещенная в пластиковый корпус контактная группа, выполненная из медного сплава и покрытая слоем никеля. Пользоваться ими довольно просто:
- Нужно зачистить соединяемые провода.
- Вставить концы в противоположные гнезда колодки.
- Надежно зафиксировать, затянув прижимные винты.
Если слишком сильно прижать алюминиевую жилу, она может обломиться. Поэтому не стоит чрезмерно затягивать винты!
Клеммники WAGO
Современный вариант клеммной колодки, оснащенный пружинными фиксаторами. Достаточно отжать прижимные лапки, вставить зачищенные провода на место и снова зажать. Однако накопленный опыт эксплуатации таких колодок выявил ряд недостатков:
- Со временем пружина фиксатора может ослабеть, что приведет к нарушению контакта и перегреву.
- WAGO стоят дороже обычных клеммников.
Соединение с помощью болта
Обыкновенный стальной болт, оснащенный тремя шайбами, также может помочь надежно соединить алюминиевый проводник с медным. На концах проводов делаются кольца, затем они надеваются на болт. Порядок таков: шайба – медь – шайба – алюминий – шайба. Затем контакт тщательно прижимается гайкой и изолируется.
Рекомендуем: Как сделать отличную мочалку из сетки для овощей?
Недостаток такого способа – крупные размеры соединения. Подходит оно только для проводников большого сечения.
Таким образом, хотя соединять медь с алюминием скруткой и нельзя из-за высокой пожарной опасности, существуют безопасные способы соединения для таких проводов. Если вы используете одно из них, можете не волноваться за стабильность контакта и защищенность вашего дома от пожара.
Что говорит физика?
Согласно законам природы, при соединении двух металлов возникает гальваническая пара. Поскольку каждый металл имеет свое значение электрохимического потенциала, в месте контакта участники пары начнут транспортировку электронов. Такие процессы происходят, например, в батарейке. Если в месте контакта присутствует электролит или металлы находятся под током, скорость перехода электронов из одного металла в другой существенно возрастет.
Поскольку электрохимический потенциал меди и алюминия отличается существенно, гальванические процессы в месте соединения идут быстро. Это приводит к нескольким неприятным последствиям:
- Появлению на поверхности алюминиевого провода пленки окислов. Эти продукты разрушения металла плохо проводят электричество и существенно снижают качество контакта.
- Постепенная коррозия разрушит проводники и создаст зазоры между ними. Это также приведет к ухудшению контакта.
Помимо способности образовывать гальваническую пару, алюминий с медью отличаются высокой разницей в способности расширяться при нагреве. Из-за перепадов температур проводники расширяются неравномерно, что также ведет к увеличению зазоров и падению качества контакта.
Рекомендуем: 10 трюков, которые спасут ленивую хозяйку от грязи и беспорядка дома
Некачественный контакт начинает греться при прохождении сквозь него тока. Поэтому место скрутки медного и электрического провода быстро превратится в источник нагрева. А там недалеко и до пожара. Поэтому электрики категорически запрещают выполнять соединение медного и алюминиевого провода путем скрутки.
Некоторые применяемые в электротехнике металлы и сплавы имеют небольшую разницу в электрохимическом потенциале и коэффициентах расширения. Такие материалы называют совместимыми. Для алюминия совместимыми являются цинк, дюраль, электротехническая сталь. Для меди – хром, никель, латуни и бронзы.
Клеммные колодки
Самый технологичный способ соединения проводов – использование специальных клеммных колодок.
И напоследок, несколько советов, которые следует принять к сведению, чтобы обезопасить себя в дальнейшем и не переделывать заново работу:
- Для зачистки проводниковне следует пользоваться бокорезами, пассатижами либо иным инструментом с подобным принципом действия.
Для того, чтобы перерезать изоляцию, не затрагивая тело провода, требуется значительный опыт и все равно в большинстве случаев целостность провода будет нарушена. Алюминий — мягкий метал, но он очень плохо переносит перегибы, особенно если нарушена целостность поверхности. Не исключена возможность, когда провод переломиться уже в процессе монтажа. И гораздо хуже, если это случиться несколько позже. Снимать изоляцию необходимо острым ножом, двигая его вдоль проводника, подобно зачистке карандаша. Даже если острие ножа снимет некоторый слой металла, царапина вдоль провода не страшна. - Для залуживания медных проводников
ни в коем случае нельзя принимать кислотосодержащие флюсы (хлористый цинк, травленая соляная кислота и так далее). Даже тщательная очистка соединения не спасет его от разрушения в течении некоторого времени. - Многожильные проводники
перед монтажем требуется обязательно облудить для получения монолитного проводника. Исключение составляют только пружинные зажимы и клеммные колодки с прижимными пластинами. - Шайбы, гайки и болты
для разъемного или неразъемного соединений не должны быть из оцинкованного металла. Разность потенциалов медь – цинк составляет 0.85 мВ, что значительно больше разности при непосредственном соединении меди и алюминия. - По этой же причине не следует приобретать чрезмерно дешевые клеммные колодки
неизвестного производителя. Практика показывает, что металлические элементы в таких колодках зачастую имеют цинковое покрытие. - Нельзя пользоваться советом
защищать непосредственное соединение медных и алюминиевых проводников различными водоотталкивающими покрытиями (смазка, парафин). Машинное масло только с кожи удалить трудно. Солнце, воздух, отрицательные температуры разрушат защитное покрытие гораздо быстрее, чем этого хотелось бы. Кроме этого, некоторые смазки (особенно жировой солидол) изначально содержат в своем составе до 3% воды.
Алюминиевая проводка в наши дни встречается еще очень часто. Она находится в основном в домах советской постройки, которые составляют большую часть жилого фонда нашей страны. А современные приборы и новая электропроводка состоит уже из медных жил. Поэтому хотите вы того или нет, но часто приходится соединять медные и алюминиевые провода. Их соединять можно, но это нужно делать правильно и качественно. Как это делать вы можете узнать из данной статьи.
Медь и алюминий имеют разные химические свойства, которые сказываются на качестве их соединения. При контакте с медью алюминий быстро окисляется под воздействием влаги, которая находится в воздухе. Также эти металлы имеют разное линейное расширение при изменении температуры. Из-за всего этого в местах соединения меди с алюминием образуется плохой контакт и соответственно появляется большое переходное сопротивление. В следствии этого начинает выделяться тепло, т.е. место соединения проводов греется, затем плавиться изоляция и может произойти ЧП. Это очень плохо и нужно у себя дома делать так, чтобы этого не происходило.
Из вышесказанного можно сделать следующие выводы, что для качественного соединения необходимо исключить:
- прямой контакт меди и алюминия;
- попадание воздуха в место соединения.
Существует несколько способов соединения:
- с помощью болта с гайкой и шайбами;
- с помощью винтовых зажимов ЗВИ;
- с помощью современных универсальных клемм;
- с помощью скрутки через слой нейтрального вещества;
- с помощью клеммника типа «Орех».
Давайте ниже рассмотрим более подробно каждый способ соединения медных и алюминиевых проводов.
1. С помощью болта с гайкой и шайбами.
Этот способ соединения очень простой и доступный для каждого. Вам потребуется болт, гайка, несколько шайб или по желанию гроверных шайб. Тут поступаем так:
- зачищаем жилы ориентировочно на 2 см;
- делаем кольца из проводов по диаметру болта;
- берем болт, одеваем на него шайбу, затем кольцо медной жилы, опять шайбу, кольцо алюминиевой жилы, шайбу и затягиваем все это гайкой.
- все соединение изолируем изолентой.
Смотрите фото инструкцию:
Главное не забыть поставить промежуточную шайбу между медью и алюминием.
Количество соединяемых жил может быть разное. Оно ограничивается длиной болта. Провода из одного металла можно соединять без промежуточных шайб. Стоит отметить, что этот способ хорош для моножильных (жестких) кабелей.
Минусами такого соединения являются его громоздкость, что может не везде поместиться.
Также очень часто существующей длины алюминиевых проводов торчащих из распредкоробки бывает недостаточным для такого способа. Тогда приходится применять другие варианты соединения проводов .
Многие считают болтовое соединение медных с алюминиевыми проводами самым надежным. Однако в моей практике был случай совершенно противоположный. Смотрите фото ниже. Тут хорошо видно как все окислилось и изоляция сильно оплавилась. Данному соединению со слов хозяина всего два года.
2. С помощью винтовых зажимов ЗВИ.
Винтовые зажимы ЗВИ сегодня широко распространены. С их помощью подключаются большинство светильников и люстр.
Тут поступаем так:
- зачищаем провода на половину длины клеммы;
- вставляем их с разных сторон в клеммник;
- затягиваем болты.
Смотрите фото инструкцию:
Когда будете вставлять провода в зажим, то старайтесь чтобы медные и алюминиевые жилы не касались друг друга.
Здесь главное не переусердствуйте и не раздавите болтом полностью алюминиевый провод, так как он очень мягкий. Были случаи, когда хочется закрутить посильнее и надежнее, а в итоге получалось, что просто жилу расплющивали полностью и она отламывалась.
Данный способ соединения имеет право на жизнь, но лично мне он не очень нравится.
3. С помощью современных универсальных клемм.
Это популярные и вызывающие огромное количество споров клеммники Wago. Выпускаются специальные серии с контактной пастой Alu-plus. Данная паста предотвращает появление электролитической коррозии в месте контакта между алюминиевыми и медными проводами. Отличить данные клеммы можно по обозначению на упаковке «Al Cu». Сюда относятся Wago следующих серий:
- 2273-242, 2273-243, 2273-244, 2273-245, 2273-248;
- 773-302, 773, 304, 773-306, 773-308;
- 273-503;
- 224-111, 224-122.
Снимаем изоляцию с жил на длину, указанную на самом клеммнике…
Вставляем каждый провод до упора в разные гнезда (отверстия). Через прозрачный корпус видно до конца ли зашла жила в клемму.
Такая серия Wago считается одноразовой. Вставили провода и если потом данное соединение не нужно, то его просто отрезаем. Хотя если аккуратно вращать в разные стороны жилы, то можно их вытащить. Вот только часть специальной смазки тоже удалится. На фото ниже видна данная смазка на проводах и видно ее отсутствие в двух отверстиях самого клеммника.
4. С помощью скрутки через слой нейтрального вещества.
Тут выполняется обычная скрутка двух проводов. Только сначала медную жилу необходимо покрыть свинцово-оловянным припоем. Так мы исключим прямой контакт алюминия с медью. Скрутку необходимо делать аккуратно, так как алюминиевый провод может сломаться даже при незначительной нагрузке. Затем данное соединение следует хорошо заизолировать. Отличным вариантом будет защита скрутки термоусадочной трубкой . Лично мне этот вариант не нравится и я не стал делать фото этого процесса. Хотя кто-то этим способом все-таки пользуется.
5. С помощью сжима ответвительного типа «Орех».
Про данный вид соединения проводов я очень подробно писал в статье: Соединение проводов с помощью зажимов типа «орех». Там вы узнаете каких размеров бывают данные клеммники, как правильно их выбрать и как ими нужно пользоваться. Поэтому здесь повторяться не буду, а просто выложу небольшую фото инструкцию.
Разбираем «орех» и зачищаем жилы на длину плашки…
Вставляем провода в плашку с разных сторон под специальные пазы. Между медью и алюминием обязательно должна присутствовать промежуточная пластина. Она исключает прямой контакт этих двух металлов. Затем затягиваем болты.
Соединение вставляем в диэлектрический корпус…
Закрываем корпус и ставим на место стопорные кольца…
Я старался объяснить как соединять медные и алюминиевые провода простым языком. У меня это получилось?
А вы каким способом соединяете медные и алюминиевые провода?
Не забываем улыбаться:
Судят электрика: — Почему вы не бросились спасать прораба, когда его било током? — Да, я даже и не подумал, что его бьёт током. Орал как обычно.
Ремонтируя электропроводку в старых домах, можно столкнуться с ситуацией, когда менять приходится большие участки проводки. Однако в большинстве случаев старая проводка сделана из алюминия, а для замены в вашем распоряжении есть лишь медный провод. Вообще, соединять проводники из столь разных материалов строго запрещается, но бывает, что другого выхода просто нет. Рассмотрим, как все же соединить алюминиевый и медный провод так, чтобы не возникло короткого замыкания или пожара.
Для этого стоит напрячь свою память и вспомнить школьный курс химии и физики.
Для начала, вспомним, что такое гальванический элемент
. Проще говоря, гальваническим элементом является простая батарейка, которая генерирует электрический ток. Принцип его появления основывается на взаимодействии двух металлов в электролите. Так вот, скрутка между медным и алюминиевым проводом и будет такой же батарейкой.
Гальванические токи быстро разрушают материал. Правда, в сухом воздухе их появление исключается. И если сделать скрутку к розетке, то она не развалится за несколько часов. Однако впоследствии неприятности такой проводке обеспечены.
С течением времени материалы, из которых сделаны провода, разрушаются, вместе с этим постоянно возрастает сопротивление
. Если к розетке подключат мощный потребитель тока, то скрутка начнет нагреваться. При регулярном использовании такой розетки, возрастает угроза пожара.
Поэтому соединять алюминиевый проводник с медным строжайше запрещено. Однако, возникают экстренные ситуации, когда сделать такое соединение просто необходимо.
Рассмотрим несколько способов, как соединить алюминиевый и медный провод. Эти способы помогут успешно справиться с непростым делом.
Скрутка
Является самым простым способом
смонтировать провода. Он не требует особых знаний и квалификации. Однако, является не самым надежным способом соединения. Из-за температурных колебаний металл расширяется. В результате чего между проводниками образуется зазор, увеличивающий сопротивление. Спустя некоторое время контакт окисляется и разрушается.
Конечно, это не произойдет в течение года, но если соединение должно профункционировать длительное время, то стоит подумать о других способах скрепления.
Сам принцип крепежа методом скрутки заключается в том, чтобы оба проводника обвивали друг друга
. Для более качественного соединения медный кабель залуживают припоем. Многожильный медный провод придется залудить в обязательном порядке.
Резьбовое соединение
Для соединения меди и алюминия этим способом понадобиться пара простых шайб
, одна пружинная шайба, винт и гайка. Этот метод очень надежен — контакт между проводниками будет обеспечен на многие годы. Для этого крепления неважно ни сечение провода, ни его тип — многожильный или одножильный.
С конца провода снимается изоляция. Пружинную шайбу надевают на винт, затем надевается обычная шайба, потом колечко провода алюминия. Его подпирает простая шайба. После чего надевается медный проводник, а затем на винт накручивается гайка. Она крепко сжимает все соединение.
Многожильный кабель перед соединением нужно обязательно пролудить припоем.
Соединение с помощью клеммной колодки
Это современный метод монтирования проводов. Хотя он немного проигрывает в надежности резьбовому способу соединения, метод имеет свои плюсы:
- соединение можно сделать очень быстро;
- при соединении можно обойтись небольшим запасом провода.
Последнее поясним, случается, что из стены или потолка торчит небольшой отрезок кабеля. Сделать скрутку невозможно — провода очень мало. Да и сделанная на потолке скрутка просуществует недолго, через какое-то времени провода просто обломятся. А клеммная колодка будет долго держать винтами оба проводника. Потом колодка полностью исключает соприкосновение двух зачищенных проводников.
Монтаж выполняется так: зачищенный от изоляции конец провода (около 5 мм.) вставляется в клеммное отверстие колодки, после чего закручивается стопорный винт
.
Клеммную колодку нельзя прятать в штукатурку или в стену без распределительной коробки.
Плоско-пружинный зажим и клеммная колодка
Появился этот метод не так давно. Существует два вида такого соединения: одноразовое и многоразовое
. Для последнего соединения в клеммной колодке существует специальный рычаг. Благодаря ему провод можно вставлять и вынимать несколько раз. Клеммные колодки такого типа успешно могут соединить медные и алюминиевые многожильные провода различных видов.
Широко применяются для установки люстр и соединения проводов в распределительных коробках . Требуется некоторое усилие, чтобы вставить провод в отверстие клеммной колодки. Чтобы вытащить проводник потребуется приложить еще больше усилий. Для практического применения лучше пользоваться многоразовыми моделями. В случае ошибки соединение можно быстро переделать.
Выполнить такой монтаж очень просто. Вначале с кабеля снимается изоляция
(примерно 10 мм.). Потом на многоразовом клеммнике нужно поднять рычажок, вставить провод, а затем вернуть рычажок в первоначальное положение. Все просто!
Заклепка
По надежности не уступает резьбовому соединению и имеет свои преимущества и недостатки:
- устанавливается такое соединение очень быстро;
- оно очень прочное, надежное и доступное по цене;
- однако, в отличие от резьбового крепежа, это соединение одноразовое.
Монтаж производится с помощью специального инструмента — заклепочника. На заклепку надевается алюминиевый провод, затем пружинная гайка, после чего медный провод и плоская шайба. Потом в ход идет заклепочник и соединение готово.
Стоит упомянуть, что участок соединения нужно обязательно изолировать.
Пайка
Возможна ли пайка проводников, изготовленных из различных материалов? Вполне возможна, если соблюсти определенные условия
.
С пайкой меди проблем не возникнет, в отличие от алюминия. На поверхности этого металла образуется амальгама, проявляющая удивительную стойкость в химическом плане. То есть припой не может приклеиться к ней. Это явление часто вызывает удивление у начинающих электриков.
Чтобы спаять два разных проводника следует запастись раствором медного купороса, батарейкой «Крона» и кусочком медной проволоки. На алюминиевом проводе аккуратно зачищается будущее место пайки. Затем на это место капают раствором медного купороса
.
Медную проволоку подсоединяют к положительному полюсу батареи «Крона» и опускают в медный купорос. К отрицательному полюсу батареи подсоединяется алюминиевый проводник. Спустя время на алюминии осядет слой меди, на который без всяких проблем можно припаять нужный провод.
electric — Разрешена ли пайка меди с алюминиевым проводом согласно NEC?
Это очень хороший, интересный вопрос.
Вопрос конкретно касается NEC, но, если не считать кода, алюминий не очень подходит для пайки в полевых условиях. Типичный оловянно-свинцовый припой, используемый для электрических / электронных устройств, плохо сцепляется с алюминием или алюминиевыми сплавами, используемыми для алюминиевой проволоки.
Национальный электротехнический кодекс сильно изменился со временем.Первое издание было опубликовано в 1897 году, еще до того, как электроснабжение стало доступно в большинстве мест. Из тонкой книги, которую можно носить в кармане, она превратилась в том размером с телефонную книгу (для тех из нас, кто достаточно взрослый, чтобы помнить толстые телефонные книги).
Я думаю, что пайка стала обычной практикой в 1960-х годах, прежде чем алюминиевая проволока вошла в обычное использование в 1970-х, и кодекс никогда особо не думал о пайке алюминия. На данный момент пайка остается в коде, в основном, как пережиток, больше никто не паяет.Но пайка не рассматривается в коде так же строго, как новые методы.
Я думаю, что если бы пайка была обычной практикой, припой был бы внесен в список UL, паяльники были бы указаны в инструкциях производителя, типы проводов, подходящие для пайки, были бы прописаны и т. Д. И т. Д., Я думаю, что это не так. потому что код не был таким строгим в 1940-х и 1950-х годах, когда пайка все еще была обычной практикой. Оставшиеся следы не были обновлены до строгости текущего кода.
Ответ @Harper является достойным аргументом в пользу того, что есть два требования для пайки, и вы не можете легко удовлетворить оба при пайке алюминия. Но эта аргументация немного запутана, и код действительно должен быть более прямым и ясным. Совершенно прямой и понятный по отношению к разъемам.
Я считаю, что это отличный вопрос, потому что при использовании алюминиевой проводки, которая была популярна в 1960-х, создание соединений, соответствующих современным стандартам, может оказаться сложной задачей.Существуют специальные продукты и разъемы, которые подойдут, но их трудно найти и использовать. Пайка, хотя и трудоемкая, в некоторых случаях может быть вариантом при работе с этими старыми алюминиевыми установками. Я подозреваю, что это может быть целью вопроса.
На самом деле, если не считать кода, алюминий не совсем подходит для пайки. Твердый оксид, который почти мгновенно образуется на алюминии, препятствует хорошему сцеплению с припоем. Существуют специальные продукты и методы для промышленного применения, в которых необходимо паять алюминий, но маловероятно, что вы получите хорошее надежное соединение в полевых условиях с помощью обычного оловянно-свинцового припоя, обычно используемого для электрических / электронных устройств.Я бы не стал спать спокойно в доме, устроенном таким образом.
Итак, для меня ответ на вопрос: вы можете или не можете сдвинуть его инспектором, но просто не делайте этого.
Соответствуют ли паяные электрические соединения нормам?
Есть способы получше
В настоящее время существует множество надежных методов сварки. Причина пайки «в прошлом» заключалась в том, что производство было не в состоянии производить «проволочные гайки» и «алюминийсодержащие соединения» в миллиардных количествах.И рабочая сила была намного дешевле. Сегодня было бы безумием использовать эту технику, но я бы не стал осуждать старую работу, которая выдержала испытание временем.
Я думаю, ваш электрик увидит это так же; если вы представили новых паяльных работ , выполненных таким образом, забудьте об этом, но старые работы будут потеряны.
Изоляция тоже проблема
Обычный совет Home Depot — просто наклеить на него кусок изоленты из ПВХ. Фактически, древние использовали слои как «фрикционной ленты» (тканевой ленты, пропитанной дегтем), так и резиновой или пластиковой ленты.Работа фрикционной ленты заключалась в защите ее от физических повреждений, особенно от оголенных углов или заусенцев от пробивания ленты. Это достаточно сложно, поэтому я не советую это делать; на самом деле, я даже не люблю использовать шплинты или другие неизолированные соединения . Когда в сетевом проводе использовался припой, эта работа выполнялась или контролировалась мастером-электриком, и инспектор по электрике полагался на личный опыт, доверяя этому мастеру.
Слои изоляции также делают стык не подлежащим осмотру .Если бы инспектор увидел сегодня спаянный стык с гусеницами, у него были бы веские основания предположить, что он не был припаян или не был должным образом изолирован.
«Современная» пайка не годится
В сетевой проводке было проделано много работы, чтобы гарантировать, что мы не тратим медь зря. Провода предназначены для нагрева и, как правило, работают с разумными тепловыми пределами.
Припой имеет только 1/10 проводимости меди.
А теперь посмотрим, как делается современная пайка.Вот разъем питания для поверхностного монтажа. Вы видите крошечные выступы, предназначенные для пайки?
Это менталитет современной, электронной пайки . Поместите туда крошечную лунку припоя (даже если вы утопите эту вкладку в припое, там просто не так много выступов) и назовите это хорошим. Это работает, потому что токи малы — этот разъем рассчитан на 1 А, ограничивающим фактором является площадь поверхности припоя.
Это «пайка прихватками», в отличие от тщательного соединения, как у вас, или соединения Western Union. Проблема в том, что когда вы говорите «пайка», все слышат «пайка прихватками, как в электронике» . Это не совсем приемлемо. Да, соединения Western Union и т. Д. В порядке. Это тоже «потерянное искусство».
Я не верю, что сращивание Western Union — это утерянное искусство, вам следует воссоздать , потому что сегодня есть более эффективные способы сделать это, и было бы трудно воссоздать его должным образом без обучения под опытный мастер.
Как спаять металл вместе | Пайка металла
Пайка — это процесс соединения двух независимых металлических частей для образования одного прочного несущего соединения.
- Пайка аналогична пайке, но при более высоких температурах.
- Используйте пруток, подходящий для металла, используемого в вашем проекте.
- Пруток для припоя должен плавиться за счет тепла соединяемых металлических деталей, а не за счет прямого контакта с пламенем горелки.
- Используйте горелку, излучающую пламя высокой интенсивности.
Рекомендуемые стержни по типу металла
Медь, латунь, бронза:
Медно-фосфорные прутки для пайки и сварки
Сталь, нержавеющая сталь, никелевые сплавы, медные сплавы, чугун, карбид вольфрама:
Прутки для пайки и сварки нейзильбера
Чугун, оцинкованный, никель, сталь, ковкий чугун:
Бронзовые прутки для пайки и сварки
Алюминий:
Bernzomatic AL3 Алюминиевые прутки для пайки и сварки
Указания
- Используйте проволочную щетку или наждачную бумагу, чтобы потереть поверхность металла.Затем очистите поверхности мыльной водой или обезжиривающим средством.
- Расположите металл по желанию. В большинстве случаев соединение внахлест прочнее и легче спаивается, чем соединение с зазором. При необходимости используйте зажимы, чтобы закрепить детали на месте.
- Нагрейте стык в месте соприкосновения двух металлических частей, пока стык не станет светиться.
- Приложите пруток к стыку, продолжая нагревать металлические поверхности. Для больших площадей нагрейте участки стыка до температуры, а затем переходите к следующему прилегающему участку.
- После пайки используйте металлическую щетку для очистки паяной поверхности от окисления или остатков.
Советы
- Прочтите наши Общие меры безопасности перед тем, как начать свой проект.
- Прочтите инструкции, прилагаемые к горелке и пайке, прежде чем приступить к проекту.
- Всегда снимайте горелку с топливного цилиндра и храните топливо в вертикальном положении после завершения проекта.
Лучшая цена на проволоку для припоя алюминия — Выгодные предложения на проволоку для припоя алюминия от мировых продавцов проволоки для припоя алюминия
Отличные новости !!! Вы попали в нужное место для алюминиевого припоя.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот верхний алюминиевый припой в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили алюминиевый припой на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в правильности выбора алюминиевого припоя и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести aluminium solder wire по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Как паять алюминий паяльником
Как паять алюминий паяльником
Вы предпочитаете паять алюминий паяльником и, следовательно, ищете подходящие рекомендации, которые позволят вам достичь отличных результатов? Если да, то это пошаговое руководство по пайке алюминия с помощью паяльника, обсуждаемое в этой статье, окажется полезным для ваших нужд.Пайка — это популярная техника соединения металлов, применяемая во всем мире. Хотя алюминий как металл можно паять, этот процесс может быть беспокойным и трудоемким или не дать желаемых результатов, если вы не будете придерживаться всех необходимых шагов.
Прежде чем приступить к процессу, жизненно важно, чтобы у вас был соответствующий комплект для пайки алюминия, а также другое оборудование, необходимое для получения отличных результатов.
Факты, которые необходимо знать перед запуском процесса
Во-первых, важно отметить, что оксид алюминия нельзя паять, и поэтому он должен быть утилизирован.Как правило, процедура пайки должна выполняться очень быстро, прежде чем образуется больше оксида алюминия.
Алюминий — это продукт, имеющий относительно низкую точку плавления, то есть примерно 660 градусов. Это означает, что вам потребуется уникальный продукт для пайки, в частности, с более низкой температурой плавления.
Советы по подготовке и безопасности перед тем, как приступить к пайке алюминия паяльником
* Определение сплава, если необходимо
Хотя чистый алюминий обычно можно паять, он считается твердым металлом, и поэтому с ним нелегко работать.Большинство изделий из алюминия, которые вы можете найти, представляют собой алюминиевые сплавы. Многие из них можно припаять одним и тем же методом, но есть несколько, с которыми очень сложно работать, поэтому требуется участие профессионального сварщика.
Если используемый вами алюминиевый продукт отмечен цифрой или буквой, убедитесь, что вы посмотрите, есть ли особые требования, которых вы должны придерживаться.
* Выбор низкотемпературного припоя
Как мы обсуждали ранее в этой статье, алюминий обычно плавится при температуре 600 градусов, что относительно ниже.Поэтому, поскольку он имеет более высокую теплоемкость, будет сложно паять, если вы будете использовать припои общего назначения. Хотя можно использовать сплав, изготовленный из комбинации алюминия, цинка или кремния, в этом обзоре основное внимание будет уделено использованию паяльника, поскольку он также имеет значительно более низкую температуру плавления.
Однако убедитесь, что вы подтверждаете, что приобретаемый паяльник специально предназначен для вашего типа соединения, то есть алюминий-алюминий.
* Выбор флюса для алюминиевого припоя
Очень важно, чтобы флюс, который вы используете, специально предназначен для алюминия.Поэтому целесообразно купить и припой для железа, и флюс в одном магазине и подтвердить, что они должны использоваться вместе. Требуемая температура для вашего флюса должна иметь такую же температуру плавления, как и у паяльника.
* Установка более безопасной рабочей станции
Во время работы вы должны носить респираторную маску, чтобы защитить себя от контакта с образующимися токсичными парами. Вам также следует убедиться, что вы работаете в хорошо вентилируемом месте.Некоторые из других предметов первой необходимости включают несинтетическую одежду и толстые кожаные перчатки.
Пошаговое руководство по пайке алюминия с помощью паяльника в соответствии с
Шаг № 1: Очистка алюминия
Тщательно очистите алюминий щеткой, желательно из нержавеющей стали. Это важно, поскольку алюминий может легко образовывать оксид алюминия при контакте с воздухом. Это может привести к образованию слоя оксида, который невозможно соединить.
Тщательно очистите алюминий стальной щеткой.Вам также следует очистить железный припой и флюс, чтобы исключить все возможности образования оксида.
Если вы используете старый алюминий, который сильно окисляется, рекомендуется его шлифовать, шлифовать или протирать ацетоном и изопропиловым спиртом.
Шаг № 2: соединение основных металлов
Этот шаг необходим только в том случае, если вы соединяете две алюминиевые детали. Если вы соединяете две алюминиевые детали, зажмите их в том положении, в котором вы хотите их соединить.Вы должны убедиться, что между двумя алюминиевыми деталями есть небольшой зазор для стекания металлического припоя.
Если вы понимаете, что алюминиевые детали не стыкуются между собой гладко, попробуйте сделать стыки гладкими с помощью гибки или шлифования.
Шаг № 3: Нанесение алюминиевого припоя
После того, как вы очистите алюминиевый металл, вам следует осторожно нанести флюс на места, которые вы хотите соединить, используя либо крошечный металлический инструмент, либо стержень припоя. Это не только устранит вероятность дальнейшего образования оксида, но также позволит протянуть железный припой по самой длинной стороне соединения.
В случае пайки проводов, лучше окуните их в жидкий флюс. Однако, если ваш флюс находится в порошковой форме, ознакомьтесь с инструкциями по смешиванию на его этикетке.
Шаг 4 Нагрев металла
При нагревании алюминиевого металлического предмета следует использовать паяльник. Нагрейте металл, прилегающий к стыку, начиная с самого нижнего положения заготовки. Как правило, прямое воздействие пламени на проблемную зону может привести к перегреву флюса и припоя. Поэтому убедитесь, что вы постоянно перемещаете источник тепла маленькими и медленными движениями, чтобы можно было равномерно нагреть зону.
Перед применением паяльника вы должны знать, что может пройти более десяти минут, прежде чем он нагреется до необходимого уровня.
Шаг 5: Нанесение припоя
Перетащите проволоку или пруток железного припоя по стыку, продолжая косвенно нагревать область, т.е. нагрев с другой стороны металлического алюминия. Используйте постоянные медленные движения при нанесении припоя для железа, чтобы результаты были одинаковыми.
Подтверждение результатов
Если железный припой, который вы используете, не сцепляется с металлом, это может указывать на образование оксида алюминия на поверхности металла.Это потребует от вас очистки поверхности и немедленной пайки ее снова, пока вы не добьетесь желаемого результата.
Итог
Эти советы о том, как паять алюминий паяльником, пригодятся, если их протестировать. Убедитесь, что вы применяете их соответствующим образом, когда возникнет необходимость, чтобы вы могли ощутить их достоинства.
Сварочные и паяльные инструменты Алюминиевый демонтажный насос Присоска для припоя с проволокой для припоя 63/37 оловянная проволока 100 г Товары для дома и сада livingstonejewelry.com
Алюминиевый демонтажный насос Присоска для припоя с проволокой для припоя 63/37 Оловянная проволока 100 г, Насос для припоя с проволокой для припоя 63/37 Оловянная проволока 100 г Демонтаж алюминия, крошечные компоненты и паяные соединения, 1x присоска для припоя, когда он готов к использованию , черная кнопка на насосе при нажатии высвобождает плунжер и создает вакуум, который всасывает расплавленный припой. Нанесите для удаления излишков припоя. Присоска для припоя алюминиевого демонтажного насоса с оловянной проволокой для припоя 63/37, 100 г.
Алюминиевый демонтажный насос для припоя с припоем 63/37 оловянный провод 100 г
Материал: мужские летние пляжные шорты для плавания из высококачественного 100% полиэстера.Мы изготавливаем индивидуальные кольца всех размеров. материал электростатически заряжен, чтобы притягивать нежелательные частицы. Материал: Первичный: серебро. ✔ Система транспортировки влаги сметает пот и быстро сохнет; Плоские замковые швы для предотвращения натирания. Отличное качество как для мужчин, так и для женщин. Оригинальные теги не могут быть прикреплены, развлекаемся с электроникой и программированием. Если в какой-либо головоломке отсутствует часть, вы можете связаться с Heritage. Избавьтесь от догадок при покупке гипоаллергенных ремней и выберите Nickel Smart, брошь-камею European Ladies Hardstone или подвеску из позолоты 835. Просто свяжитесь с нами, и мы сообщим вам, будем ли мы носить этот цвет.Вы совершаете распродажу. Нам очень нравится создавать уникальные вещи, которые отражают ваш стиль и индивидуальность. Этот продукт упакован в папку на молнии, которую вы должны распаковать. Он сделан вручную с любовью на все случаи жизни. Я очень взволнован этим предметом, потому что он просто прекрасен. [1] [2] Он транслировался в сети ABC в течение трех сезонов с 12 января. Не забудьте проверить папку со спамом на предмет ссылки, если вы ее не получили. серьги Калиброванный размер. Доступна большая партия — Convo, если вам нужно больше. Нажмите здесь, чтобы увидеть больше кабошон из драгоценных камней.и был выбран в качестве одной из восходящих звезд и успешных людей Crain’s Business в Нью-Йорке. : Jobe’s 5270 Standard TreeStaKit Все необходимое, чтобы закрепить дерево,: Фартуки — ✓ БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках, придает ему первоклассный элегантный вид.
Алюминиевый демонтажный насос для припоя с припоем 63/37 оловянный провод 100 г
Использование алюминиевой пайки для ремонта двигателей — Журнал газовых двигателей
Брэд Э.Смит | 1 декабря 1996 г.
1/9
Фото 1. Возьмите шило и проткните дно банки.
2/9
Фото 4 — Сторона картера газового двигателя, через которую был пробит шатун.
3/9
Фото 2. «Лужа» тонким слоем поперек дыры.
4/9
Фото 3. Возьмите две алюминиевые банки и спаяйте их вместе.
5/9
Фото 5 — Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Снова отшлифуйте стык заподлицо, и никто не узнает.
6/9
Фото 7. На новой металлической накладке нет пористости, поэтому винт теперь можно балансировать и красить.
7/9
Фото 6 — Обратите внимание, что часть коллектора также была припаяна к коллектору.
8/9
Дисплей ремонта алюминия.
9/9
Облицовка фары от антикварного авто, отремонтированная алюминиевым припоем.
❮ ❯На нескольких выставках старинных тракторов и двигателей в этом районе в маленьком трейлере есть мужчина, который демонстрирует использование алюминиевого паяльного стержня, который он продает.По рекомендации других моделистов и реставраторов двигателей, которые использовали продукт, я наблюдал и слушал его демонстрацию. Затем он позволил мне припаять немного алюминия прямо на его дисплее. Затем я купил некоторые из алюминиевых паяльных стержней, которые он продает, и взял их домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой ДЕЙСТВУЕТ и может быть очень ценным в нашем хобби.
Давайте начнем с описания некоторых вещей, которые можно сделать с помощью алюминиевого припоя, а затем обсудим методы.Картер картера небольшого бензинового двигателя, у которого была сломана сторона, потому что сломанный шатун прошел через картер, был залатан алюминиевым припоем. Крышка клапана мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место. Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была снята. Для вставки места не было, но деталь спасла алюминиевый припой.С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Это улучшенная версия алюминиевого припоя. Более ранний припой работал так же хорошо, но требовал более тщательной подготовки поверхности, а именно очистки стыка щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии.Новый припой не требует такой подготовки, хотя старая литература все еще отправляется вместе с новым припоем.
Процесс довольно простой. Сначала очистите поверхность паяемого металла. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, фрезой в инструменте Dremel и т. Д. Никогда не используйте наждачную бумагу, потому что некоторые наждачные полотна содержат масло, которое может загрязнить поверхность.Вам нужно будет «зарезать» трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой выше точки плавления припоя 732 градусов. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом.Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Единственный способ научиться использовать алюминиевый припой — это попробовать и попрактиковаться. Хорошее место для начала — алюминиевая банка газировки. Это также покажет прочность припоя. Возьмите шило и проткните дно банки. (ФОТО 1) Слегка отшлифуйте поверхность и заполните отверстие припоем. Припой имеет тенденцию покрывать пленку и заполнять дыры, поэтому все, что вам нужно сделать, это нанести тонкий слой на отверстие.(ФОТО 2) После того, как банка остынет, попробуйте проткнуть шилом отверстие в припое. У тебя не получится. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших отверстий. Теперь возьмите две алюминиевые банки и спаяйте их вместе. (ФОТО 3)
Для более крупных отверстий, таких как сторона картера газового двигателя, через которую был прорван шатун, существует другой метод. (ФОТО 4) Помните, что припой не прилипает к окисленному алюминию.Сначала зачистите область разрыва наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одного края, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Снова отшлифуйте стык заподлицо, и никто не узнает. (ФОТО 5)
Для ремонта резьбы, которая была снята с коллектора, где установлен карбюратор, был использован действительно новый метод.Сначала просверлите отверстие большего диаметра, чем основной диаметр резьбы. Вставьте болт в отверстие и как-нибудь удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам алюминия, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Ремонт деталей, отлитых под давлением, может производиться таким же образом, так как припой прилипает к отливкам под давлением, а также к «металлической ванне». Был произведен ремонт игрушечного колеса со спицами «металлический горшок», у которого отсутствовала спица, путем изготовления новой спицы из расплавленного алюминия. Спица была «отлита» на месте и доведена до окончательной формы. Таким образом была восстановлена старинная игрушка. Металл также можно расплавить и отлить в форму.
В алюминиевом гребном винте лодки был выломан кусок. Сломанный край обработали щеткой из нержавеющей стали, чтобы удалить краску и оксид.К плоскому краю гребного винта приставили кусок окисленной меди. Алюминиевый припой был использован для формирования нового участка от скошенной кромки винта. Сделайте ремонт немного больше оригинального металла. После остывания винт стачивался до исходного контура. Новая металлическая накладка не имеет пористости, поэтому винт теперь можно балансировать и красить. (ФОТО 7)
А как это соотносится с нашим хобби? Алюминиевые детали, которые пришлось бы выбросить, можно сэкономить, если нет замены.Изношенные поверхности можно наращивать и повторно обрабатывать. Отливки с дефектами можно отремонтировать. Вы можете изготовить практически любую форму, спаяв секции вместе. Используйте свое воображение, и вы сможете найти еще больше применений для этого продукта. Когда паяльный стержень становится слишком коротким, не выбрасывайте его, а приварите к новому стержню.
СТАТЬИ ПО ТЕМЕ
Узнайте о высоковольтной системе зажигания и о том, почему существует конденсатор, чтобы вернуть искру в двигатель Клинтона 1952 года.
Следуйте за Рональдом Макклелланом через создание карбюратора и замену воздухозаборника для восстановления его газового двигателя Франклина.
Повторная сборка начинается со сложной фазы восстановления и заканчивается магнето, топливной системой и стартером, часть 3 из 3.