
всё, что вы хотели знать
Время чтения: ≈7 минут
Вольфрамовые неплавящиеся электроды часто применяются в профессиональной и полупрофессиональной сварке. Чтобы их использовать необходим опыт и навыки. Но обучившись однажды вы уже существенно расширите свои профессиональные умения. Ведь с помощью вольфрамовых электродов можно варить практически все известные металлы, получая при этом швы превосходного качества.
В этой статье мы расскажем все, что вам нужно про вольфрамовые электроды. Вы узнаете, что это такое и какие существуют марки вольфрамовых стержней.
Содержание статьи
Общая информация
Вольфрамовые электроды — это металлические стержни длиной в среднем 175 миллиметров. Могут быть изготовлены из чистого вольфрама или с примесями других металлов. Используются только при полуавтоматической или полностью автоматической аргоновой сварке. Вместо аргона можно использовать и любой другой защитный газ, например, гелий.
Характеристики вольфрамовых электродов следующие.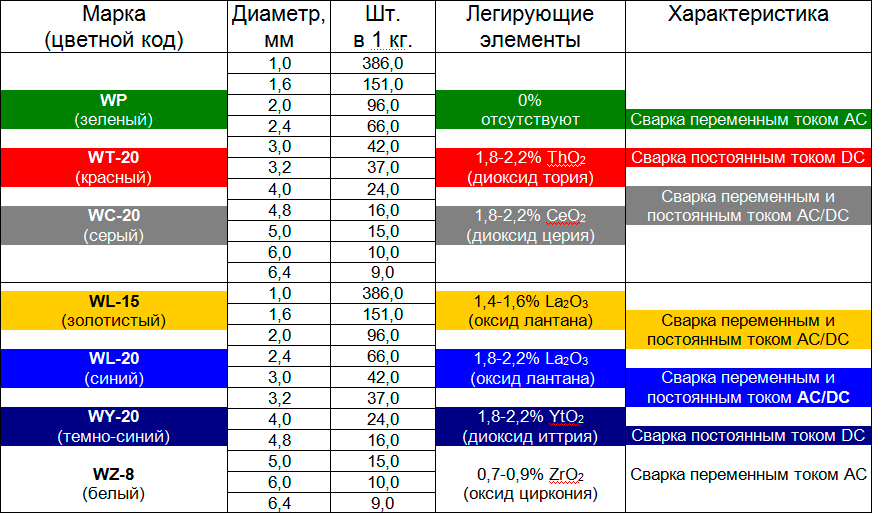 Температура плавления достигает 3400 градусов по Цельсию, это очень высокое значение. Поэтому за время сварочного процесса электрод практически не меняется в размере, хотя и возможно небольшое испарение металла. Поэтому такие стержни называют неплавящимися.
Температура плавления достигает 3400 градусов по Цельсию, это очень высокое значение. Поэтому за время сварочного процесса электрод практически не меняется в размере, хотя и возможно небольшое испарение металла. Поэтому такие стержни называют неплавящимися.
Выше мы писали, что вольфрамовые электроды могут быть изготовлены не только из чистого вольфрама, но и с добавлением других металлов. Это необходимо для улучшения свойств электрода. Например, для стабилизации горения дуги или для сварки тугоплавких материалов.
У вольфрамовых электродов есть своя маркировка. Обычно маркировка вольфрамовых электродов состоит из двух латинских букв и цифры. Для того, чтобы лучше запомнить марку, необязательно смотреть на название. Можно просто запомнить цвет. Каждой марке присущ свой цвет, которым окрашивается конец электрода. Все марки можно разделить на три категории: для работы с постоянным током, с переменным и универсальные. Давайте рассмотрим их подробнее. Мы расскажем о самых популярных марках.
Марки вольфрамовых электродов
Марка WP
Вольфрамовые электроды марки WP — это стержни на 99% изготовленные из вольфрама. При сварке такими стержнями дуга горит стабильно на любом токе. Но мы рекомендуем варить на переменном токе. Электроды марки WP отлично подходят для сварки алюминия, магния и их сплавов. При этом не важно, какой газ вы используете: аргон или гелий. В любом случае качество шва приятно вас удивит. Электроды имеют на конце характерную зеленую отметину. Иногда производители окрашивают всю упаковку в тон отметины.
Марка WZ-8
Электроды WZ 8 состоят из вольфрама с добавлением диоксида циркония. Предназначены для сварки на переменном токе, при этом должна быть обеспечена хорошая защита сварочной зоны от попадания кислорода. Горение дуги чрезвычайно стабильно, даже выше, чем при работе с маркой WP. Электроды WZ 8 способны выдерживать большие токовые нагрузки, чем остальные марки. Перед сваркой необходимо сферично заточить конец электрода. Варить можно алюминий, магний, бронзу, никель и их сплавы. У электродов есть отметина белого цвета.
Варить можно алюминий, магний, бронзу, никель и их сплавы. У электродов есть отметина белого цвета.
Марка WT-20
Вольфрамовые электроды WT 20 сделаны из вольфрама и оксида тория. Поэтому такие электроды часто называют ториевыми. Данная марка — самая распространенная. Она появилась после того, как были изобретены обычные вольфрамовые электроды марки WP. При этом по сравнению с ними WT 20 показали себя с наилучшей стороны. А потому и стали самыми популярными на рынке.
Электроды данной марки также рекомендуется затачивать перед сваркой. Но обратите внимание, что при заточке могут выделяться опасные для дыхательных путей пары и пыль. Ведь торий относится к радиоактивным металлам. Так что затачивайте электроды в специальной маске, чтобы не навредить своему здоровью.
Читайте также: Охрана труда при сварке
Данная марка предназначена для работы с нержавеющей сталью, молибденом и танталом, медью, бронзой, никелем и титаном. Отмечены красным цветом.
Марка WY-20
Вольфрамовые электроды WY 20 — это самые долговечные и стойкие электроды из всех возможных марок вольфрамовых стержней. Для сварки необходимо использовать постоянный ток и прямую полярность. Дуга горит очень устойчиво в большом диапазоне сварочных токов. Поэтому такие стержни используют для сварки особо ответственных металлических конструкций. Можно работать с различными сталями (низколегированными, углеродистыми или нержавеющими), а также с титаном и медью. Отметина темно-синего цвета.
Марка WC-20
Вольфрамовые электроды WC 20 состоят из вольфрама и оксида церия. Церий не является радиоактивным элементом, поэтому такие электроды можно затачивать без риска для здоровья. Такие стержни позволяют легко зажигать дугу и варить на высоком значении сварочного тока. Варить можно и на постоянном, и на переменном токе. Поэтому марка WC 20 считается универсальной.
Такие электроды хорошо зарекомендовали себя в работе. Им под силу сварка трубопроводов (в том числе, орбитальная) и сварка тонких листов стали.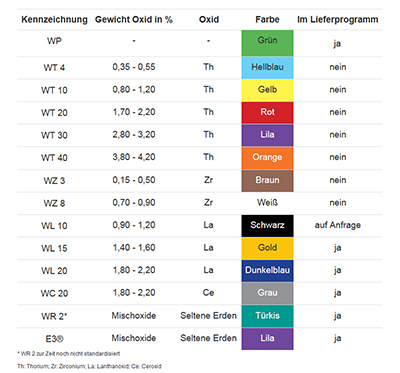 Единственный недостаток — это большая концентрация церия на конце стержня во время его нагрева. Зато можно варить молибден и тантал, медные детали, бронзовые, никелевые и титановые. А также все типы сталей. Отметина серого цвета.
Единственный недостаток — это большая концентрация церия на конце стержня во время его нагрева. Зато можно варить молибден и тантал, медные детали, бронзовые, никелевые и титановые. А также все типы сталей. Отметина серого цвета.
Марки WL-15 и WL-20
Вольфрамовые электроды WL 15 и вольфрамовые электроды WL 20 обычно относят к одному типу. А все потому, что обе марки содержат в составе лантан. Благодаря лантану дуга горит стабильно и легко зажигается, прожоги исключены. Также такие электроды можно потушить в середине процесса и затем снова без проблем зажечь. Изнашиваются медленно.
Электроды этих марок практически не загрязняют соединение расплавленным вольфрамом, что очень важно. Также во время сварки довольно долго сохраняется заточка. Варить можно и на постоянном, и на переменном токе. Заточите конец электрода сферически, если варите на переменном токе. Работать можно с высоколегированными сталями, бронзой, алюминием и медью. Также можно варить все другие типы сталей на любом роде тока.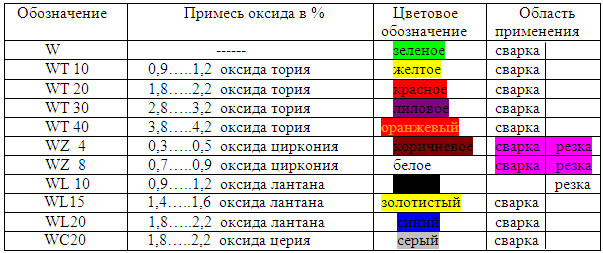 WL 15 помечены золотистым цветом, а WL 20 — синим.
WL 15 помечены золотистым цветом, а WL 20 — синим.
Вместо заключения
Как видите, существует много марок вольфрамовых электродов. И в этой статье мы перечислили только самые популярные. А ведь существуют еще другие марки, например, вольфрамовые электроды WS2. И у них тоже есть свои характерные особенности и краткие характеристики. В целом, вам достаточно той информации, которую можно почерпнуть из этой статьи. Вы уже можете выбрать подходящие электроды и начать варить. Желаем удачи в работе!
Вольфрамовые электроды для аргонодуговой сварки. различаем по цветам
Вольфрамовые электроды – классификация, описание, характеристики
Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент.
Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях.
Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» — обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов.
Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее.
Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- «WP» – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- «C» – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла).
 Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током. - «Т» — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- «Y» — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом.
- «Z» — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- «L» — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
 Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
Рекомендуем! Типы и классификация электродов для сварки
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм.
Их маркировка отличается от международной:
- «ВЛ/ЭВЛ-2» -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- «ЭВИ-1/СВИ-1» — Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
Особенности заточки
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар. Поэтому используйте оптимальный угол заточки, подобранный под все случаи.
Влияние угла заточки на глубину провара
Ручная заточка — процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно. Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Рекомендуем! Карандаш для сварки металла
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит.
Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов.
Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
Источник: https://svarkagid.ru/materialy/markirovka-volframovyh-elektrodov.html
Вольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки.
Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые.
Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)
Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)
Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе.
Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью.
По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание.
При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток.
Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)
Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков.
Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков.
При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека.
Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Y (иттрий)
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)
Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
Цветовая маркировка вольфрамовых электродов
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.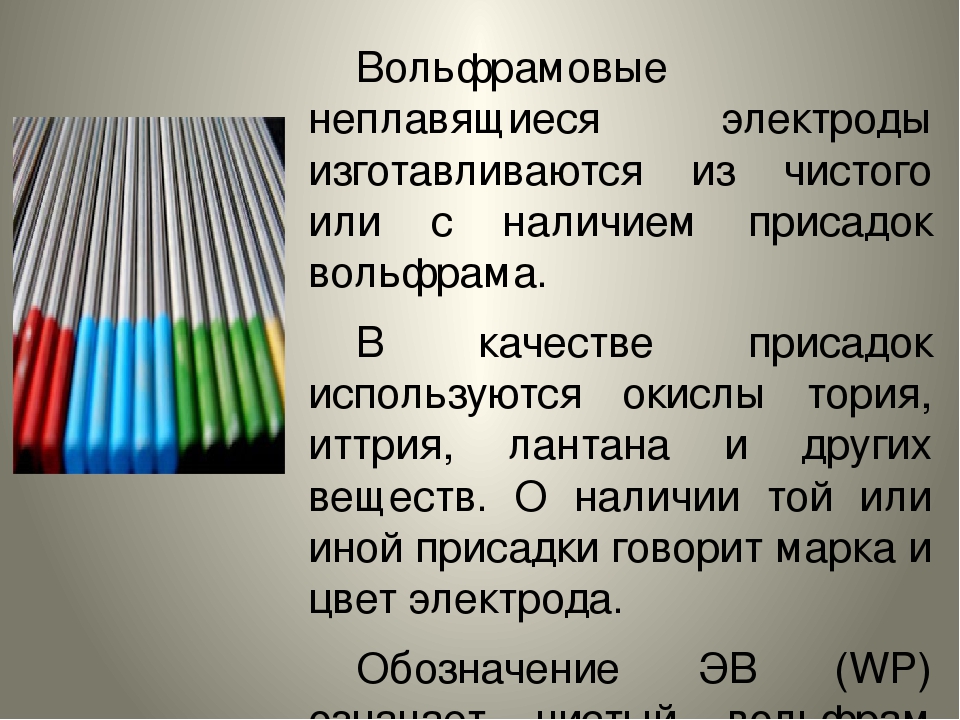
WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечник
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечник
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.

Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечник
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
WT 20 – красный наконечник
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.

Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание.
От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей.
Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др.
, делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока.
Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
Машинка для заточки вольфрамовых электродов
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи:
- такого приспособления, как машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.

Источник: http://met-all.org/metalloprokat/metizy/volframovye-elektrody-dlya-argonodugovoj-svarki.html
Электроды вольфрамовые для сварки: как их различить по цвету и маркировке
Электроды для сварки могут иметь разное качество в зависимости от сферы применения и модели сварочного аппарата . Большой популярностью пользуются электроды вольфрамовые, которые не плавятся и отличаются отменным качеством. Но при выборе электродов из вольфрама нужно обязательно обращать внимание на цвет их маркировки и прочие параметры. Как это сделать, мы и расскажем ниже.
Электроды вольфрамовые: классификация, описание
Вольфрам – это такой металл, который встретить в чистом виде практически нельзя, часто его применяют при аргонодуговой сварке, поскольку он отличается тугоплавкостью и способен при длительном сварочном процессе удерживать свою прочность. Кроме того, для сварки вольфрамовых элементов нужно очень в небольшом количестве.
 youtube.com/embed/ATzjj4yr3pE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/ATzjj4yr3pE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
При покупке вольфрамовых электродов обращайте внимание не только на их цвет, но и на страну производителя. Крайне желательно, чтобы это был Китай, ведь именно эта страна является крупнейшим поставщиком металла в мире.
Вольфрамовые электроды подразделяются на три ключевые категории:
- изделия переменного тока. При воздействии тока свариваются в основном магний, алюминий и сплавы этих металлов. Часто такой вид сварки применяется, чтобы защитить процесс от загрязнений;
- электроды постоянного тока. В таком случае в электрод добавляют иттрий или торий , который может представлять опасность для человека. Такие электроды лучше всего использовать для сварки на открытых площадках или там, где работает хорошая вентиляция. С помощью их можно сварить такие металлы, как бронза, сталь, никель, медь, тантал, углеродистые сплавы. Также при сварке не забывайте и о средствах индивидуальной защиты;
- универсальные электроды вольфрамовые применяются при сварке медных, танталовых, никелевых, бронзовых, титановых и стальных изделий. Они хорошо работают при переменном и постоянном токе, часто их используют при сварке трубопроводов , поскольку они отлично соединяют тонкие металлические листы и маскируют швы.
 Также при сварке не забывайте и о средствах индивидуальной защиты;
Также при сварке не забывайте и о средствах индивидуальной защиты;Прежде чем приобретать электроды из вольфрама того или иного типа, обязательно ознакомьтесь со свойствами материала, который будет использован при сварке, чтобы выбрать элемент того или иного типа .
Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела.
Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества.
Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов.
Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.

Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор.
Ниже приводим таблицу маркировки вольфрамовых электродов:
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
 Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму; Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
Прочие критерии выбора вольфрамовых электродов
Элементы на основе вольфрама, имеющие маркировку WP, используют при сварке посредством переменного тока алюминиевых сплавов с четом хорошей устойчивости дуги. Сварка, проходящая в среде инертного газа, гарантирует качественную работу и аккуратный прочный шов. При выборе неплавящихся термостойких элементов из вольфрама обращайте внимание на следующее:
При выборе неплавящихся термостойких элементов из вольфрама обращайте внимание на следующее:
- тип электрода;
- его состав;
- легирующие добавки;
- параметры изделия;
- качество заточки;
- плотность;
- геометрию острия.
Ну, и, конечно же, как было сказано выше, обращайте внимание на маркировку, состоящую из латинских букв, цифр и цвета.
Особенности аргонодуговой сварки и ее технология
Сварка аргонодуговым методом предусматривает соединение металлов под аргоновой защитой. Существует два способа такой сварки, ручной и автоматический , давайте рассмотрим их ниже.
Сварка ручным способом при применении вольфрамового электрода под аргоновой защитой состоит из следующих этапов:
- подведение аргона и тока к горелке. Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
- зажигается дуга посредством угольной пластины. Это не испортит свариваемые поверхности, и защитит шов от возможных загрязнений;
- дуга возбуждается посредством осциллятора;
- следим за движением электрода, чтобы он продвигался строго по шву. В противном случае работа прерывается, чтобы он не расплавился.
 Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;При таком способе допускается использование переменного тока при сварке.
Автоматическую аргонодуговую сварку с элементами на основе вольфрама в основном применяют с целью соединения трубопроводов в местах неповоротных стыков. Для этой цели применяют разные приборы разных конструкций, которые отвечают за весь сварочный процесс.
Сварочная дуга появляется между концом проволоки и металлической поверхностью. При этом в качестве проволочного конца тут выступает электрод.
Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Приборы на основе вольфрама для аргонодуговой сварки можно применять, если они оснащены такими маркировками, как:
Они надежны и универсальны в применение, а некоторые из них можно применять для соединения даже тонких металлических листов.
Правила сварочного процесса
Правила сварки аргонодуговым способом следующие:
- если вы соединяете тонкие листы металла, то используйте при работе только специальные приспособления сборочно-сварочного назначения. Это позволит вам точно соединить кромку, и шов в итоге выйдет тонким и прочным;
- вольфрамовые электроды должны иметь идеально чистые концы, это обеспечит высокое качество шва;
- перед работой не забудьте определиться с тем, какой будет сила тока. Таким образом, вы грамотно просчитаете расход материалов и время заточки;
- старайтесь не впускать в сварочную зону воздух, это может ухудшить качество швов.

Если вы примите во внимание эти правила и примените это на практике, шов будет качественным и долговечным, вам не придется чинить дыры, поскольку первоначальное состояние может сохраниться на несколько десятилетий.
Теперь вы имеете представление о том, что такое вольфрамовые электроды, как их различить по маркировке и правильно выбирать. Это поможет облегчить выбор материалов для сварки.
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html
Как использовать вольфрам для сварки
Из всех существующих видов соединений металлов и сплавов, пожалуй, самым распространенным является сварка. Из множества существующих разновидностей сварки, одной из самых надежных и качественных является аргоновая сварка вольфрамовым электродом. Вольфрамовую сварку проводят так же в среде углекислоты и смеси газов.
Особенности
Сварка с использованием вольфрама очень эффективна. Вольфрам является настолько тугоплавким металлом, что выдерживает температуры, при которых другие металлы плавятся. Поэтому, в отличие от плавящихся электродов, вольфрамовый можно использовать в течение длительного времени для производства большого объема работ.
Вольфрам является настолько тугоплавким металлом, что выдерживает температуры, при которых другие металлы плавятся. Поэтому, в отличие от плавящихся электродов, вольфрамовый можно использовать в течение длительного времени для производства большого объема работ.
Такая особенность позволяет изготовить непрерывные сварочные швы большой длины при постоянных параметрах сварки. Так как вольфрамовый электрод не оплавляется, для заполнения сварочной ванны металлом почти всегда используется присадочная проволока.
Еще одной особенностью сварки вольфрамовыми электродами является электрическая схема. При сварке вольфрамом полярность постоянного тока меняют на обратную.
По причине того, что электрод не плавится, зажигать дугу касанием свариваемых деталей не рекомендуется, так как вольфрамовый электрод теряет свои свойства из-за наслоения побочных продуктов, образующихся при сгорании металла.
В этом случае для бесконтактного зажигания дуги используется осциллятор-стабилизатор сварочной дуги (ОССД), работа которого заключается в инвертировании переменного напряжения промышленной частоты в импульсы высокой частоты, необходимые для розжига. Осциллятор должен подключаться к источнику сварочного тока последовательно.
Осциллятор должен подключаться к источнику сварочного тока последовательно.
Применение аргона
Для повышения качества сварных швов при сварке вольфрамом используется аргон. Этот инертный газ, будучи тяжелее воздуха, вытесняет его, опускаясь на дно сварочной ванны.
Сам аргон практически нейтрален при взаимодействии с вольфрамом и свариваемым металлом. При горении дуги он препятствует образованию соединений металла с составляющими воздуха.
Для уменьшения пористости шва иногда в аргон добавляется кислород в количестве 2-5% от объема инертного газа. Это помогает защитить металл от загрязнений, влаги и прочих включений, которые попадают в область вольфрамовой сварки.
Кислород способствует повышению температуры дуги в среде аргона. Большинство посторонних неметаллических частиц сгорает еще до твердения присадочного металла в шве или всплывает на его поверхность.
При малой толщине свариваемых деталей допускается сварка вольфрамовым стержнем без применения присадочного материала.
Сварка в аргоне происходит при помощи специальной горелки, внутрь которой по специальному шлангу подается инертный газ. При помощи двух кабелей – питающего и управляющего – подается ток на электрод.
Цветная и буквенная маркировка
Электроды из вольфрама различаются по материалу легирующих присадок, применяемых при их изготовлении. Эти добавки увеличивают долговечность электродов. Они же и определяют свойства изделий при их использовании для сварки соответствующих материалов.
Тип вольфрамового электрода определяется по содержанию буквенно-цифровой информации и по цветам маркировки, нанесенной на стержень. Буквенно-цифровая и цветовая маркировки соответствуют друг другу.
Буквенная
Первой буквой идет всегда W. Она указывает на материал, из которого изготовлен электрод – вольфрам. Вторая буква латинского алфавита указывает на тип легирующей добавки:
- C – оксид церия. Это универсальный вольфрамовый проводник. Его можно применять для сварки постоянным и переменным током. Горение сварочной дуги происходит даже при незначительной величине тока;
- Z – оксид циркония (наиболее тугоплавкий). Пригоден для сварки переменным током. Крайне важно соблюдать требования к чистоте сварочной ванны. Недопустимо малейшее загрязнение. Сварка отличается стабильной и мощной дугой;
- L – окись лантана. При использовании вольфрамовых стержней с этой добавкой происходит быстрый и легкий розжиг дуги и стабильное ее горение. Практически устраняется возможность прожига свариваемых деталей. Электроды, в составе которых содержится оксид лантана, наиболее долговечны;
- T – окись тория. Эта добавка позволяет с высоким качеством сваривать заготовки из коррозионностойкой стали. Сварка при этом должна производиться на постоянном токе. При работе вольфрамовыми электродами с торием предъявляются высокие требования к подготовке свариваемых поверхностей, иначе дуга может «перескакивать» с одного «микровыступа» на другой. Очевидно, что шов будет не проваренным. Из-за высокой радиоактивности тория рабочее место должно быть оборудовано идеальной вентиляцией, иначе пары могут оказать вредное влияние на здоровье;
- Y – иттрий. Сварка постоянным током с помощью этих вольфрамовых изделий осуществляется при изготовлении наиболее ответственных конструкций, так как подобные электроды являются наиболее устойчивыми к разрушению;
- P – без добавок. В изделиях с такой маркировкой содержание вольфрама должно быть не ниже 99,5 %. Такие электроды обеспечивают устойчивое горение дуги при использовании переменного тока. Это делает их наиболее востребованными при сварке алюминия в среде аргона.
 Это универсальный вольфрамовый проводник. Его можно применять для сварки постоянным и переменным током. Горение сварочной дуги происходит даже при незначительной величине тока;
Это универсальный вольфрамовый проводник. Его можно применять для сварки постоянным и переменным током. Горение сварочной дуги происходит даже при незначительной величине тока; Очевидно, что шов будет не проваренным. Из-за высокой радиоактивности тория рабочее место должно быть оборудовано идеальной вентиляцией, иначе пары могут оказать вредное влияние на здоровье;
Очевидно, что шов будет не проваренным. Из-за высокой радиоактивности тория рабочее место должно быть оборудовано идеальной вентиляцией, иначе пары могут оказать вредное влияние на здоровье;Чтобы донести более полную информацию о характеристиках вольфрамовых электродов, на стержнях после латинских букв указываются два цифровых значения через дефис.
Число в первом показывает процентное содержание присадки, увеличенное в десять раз, во втором – длину стержня в миллиметрах.
Например, маркировка WL 15-150 указывает, что в составе вольфрамового стержня, длиной 150 миллиметров, содержится 1,5 % оксида лантана.
Цветовая
Цветовое обозначение применяется для большего удобства при необходимости выбора вольфрамовых прутков. Оно представляет собой окраску концов стержня в один из следующих цветов:
- зеленый – изделия без присадок, обозначаемые символами WP;
- серый – вольфрамовый электроды с 2,0 % окиси церия, имеющие обозначение WC 20;
- черный – изделия, содержащие 1,0 % оксида лантана, обозначаемые WL 10;
- золотистый – прутки с 1,5 % оксида лантана, на которых проставлено WL 15;
- синий – стержни с 2,0 % окиси лантана, маркируемые как WL 20;
- белый – изделия с оксидом циркония с содержанием его 0,8 %. Обозначение таких изделий – WZ 8;
- желтый – прутки, имеющие в своем составе 1,0 % окиси тория. Их маркировка – WT 10;
- красный – изделия из вольфрама, изготовленные с добавлением 2,0 % оксида тория, имеющие обозначение WT 20;
- фиолетовый – прутки с 3,0 % оксида тория и с маркировкой WT 30;
- оранжевый – стержни, в состав которых включены 4,0 % оксида тория. Обозначение таких электродов – WT 40;
- темно-синий – электроды с иттрием в соотношении 2,0 % к вольфраму. Их обозначение WY 20;
 Обозначение таких электродов – WT 40;
Обозначение таких электродов – WT 40;Таким образом, идентификация нужного вида вольфрамовых электродов упрощается.
Для алюминия
Соединение алюминиевых деталей должно быть легким и прочным. Эти требования возможно выполнить, используя сварку. Но вся проблема в том, что при отличных эксплуатационных качествах, алюминий очень сложно сваривать.
https://www.youtube.com/watch?v=LA3GZ_jHgI8
Проблемы при сваривании обусловлены химическими и физическими свойствами металла. На поверхности изделий всегда присутствует алюминиевая окисная пленка, которая имеет температуру плавления более 2000 °C при том, что сам алюминий плавится уже при 650 °C. Это требует от сварщика удаления и прожигания окисной пленки до прогрева алюминия.
Алюминий на воздухе, да еще в разогретом состоянии быстро окисляется, что создает предпосылки для образования тугоплавкой пленки на расплавленном металле.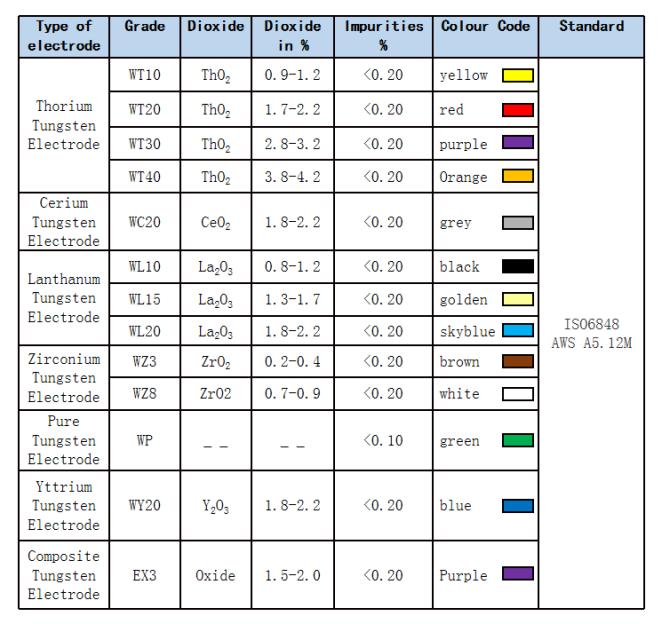
В результате шов получается неоднородным. Для устранения этого фактора необходимо обеспечить отсутствие доступа воздуха в зону сварки, что и делает аргон при вольфрамовом методе.
Большой коэффициент температурного расширения и возникающая поэтому усадка при остывании приводит к значительной деформации изделия. Высокая теплопроводность материала требует применения тока, который превосходит по значению ток, необходимый для соединения более тугоплавких материалов.
Для качественного соединения свариваемых деталей с учетом вышеописанных свойств, применение вольфрамового электрода для аргонодуговой сварки алюминия становится наиболее целесообразным. Лучшим решением в этом случае будет применение вольфрамовых стержней без добавок.
Для устранения окисной пленки на поверхности материала необходимо сварку производить непременно током обратной полярности.
Заточка вольфрамовых электродов
Качество сварочных работ, помимо выбора типа электрода и параметров сварочного тока, зависит еще и от правильной заточки стержня. От формы наконечника неплавящегося электрода будет зависеть ширина и глубина зоны проплавления металла.
От формы наконечника неплавящегося электрода будет зависеть ширина и глубина зоны проплавления металла.
Форма заточки зависит еще и от применяемого тока и его значения. Требования по заточке в справочной литературе могут различаться, но эти различия существенного влияния на качество вольфрамовой сварки не окажут.
Общая рекомендация по заточке следующая – стержни марок WP, WL необходимо затачивать до состояния полусферы, в то время, как для марки WT достаточно лишь обозначить небольшую выпуклую форму. Остальные типы вольфрамовых электродов затачиваются конусом.
Важным условием правильной заточки является недопустимость ошибок. Не должно быть несимметричной заточки, вызывающей отклонение дуги в сторону от шва, и наличия рисок от заточки, не совпадающих по направлению с осью стержня, что также может вызвать блуждание дуги.
При правильном выборе материалов и обеспечении необходимой среды, с помощью вольфрамовой сварки возможно соединение практически любых металлов и сплавов.
Источник: https://svaring.com/welding/vidy/volframovaja-svarka
Вольфрамовые электроды
Вольфрамовые электроды – незаменимый элемент для сварки, применяемый во время обработки металлов с целью получения деталей и изделий простых и сложных форм, характеризующихся высокой надежностью, прочностью и устойчивостью к коррозии.
Сам вольфрам относится к числу тугоплавких металлов, имеет температуры: плавления – 3410˚С и кипения – 10220˚С.
А потому остается твердым даже при достаточно высоких температурах, что позволяет использовать его для производства неплавящихся электродов, которые, в свою очередь, применяется при сварке высоколегированной и нержавеющей стали, жаропрочных сплавов и цветного металла. Позволяет создавать прочный сварочный шов даже между деталями с разным химическим составом.
Для производства электродов используются исключительно чистый вольфрам и ряд специальных добавок (обычно оксиды, диоксиды и триоксиды различных редкоземельных металлов).

Исходя из содержания легирующих элементов и согласно международным стандартам, была введена в эксплуатацию специальная маркировка, где каждая марка различается соответствующей аббревиатурой и цветом.
Согласно ISO 6848 различают электроды:
- Переменные (предназначены для сварки на переменном токе). К ним относятся цирконированный (WZ-8) и чистый вольфрамовый электрод (WP), которые предназначаются для обработки Al, Mg и их сплавов. При этом первый имеет белый цветовой код, а второй – зеленый.
- Постоянные: торированный (WT-20), цветовой код – красный и итрированный (WY-20) – темно-синий. Подходят для углеродистых и низколегированных сталей, являются электродами по нержавейке, а также применяются для обработки меди и титана вместе с их сплавами.
- Универсальные (сварка переменным и постоянным током) электроды для сварки: лантанированные (WL-15, WL-20) и цериевый (WC-20). Характеризуются, соответственно, цветами: золотой, синий и серый. Могут использоваться для большинства сталей и сплавов.
 Могут использоваться для большинства сталей и сплавов.
Могут использоваться для большинства сталей и сплавов.По ГОСТ 23949-80 мы можем предложить Вам вольфрамовые электроды марок:
- Вольфрамовые электроды ЭВЧ – чистый вольфрам
- Вольфрамовые электроды ЭВЛ – электроды лантановые
- Вольфрамовые электроды ЭВИ-1, ЭВИ-2, ЭВИ-3 – универсальные иттрированные электроды
- Вольфрамовые электроды ЭВT-15 – электроды ториевые
Пример условного обозначения электрода марки ЭВЛ диаметром 3,0 мм длиной 175 мм: электрод вольфрамовый ЭВЛ-Ø 3-175 – ГОСТ 23949-80.
Таблица соответствия отечественных и импортных вольфрамовых электродов
| Импортные по ISO 6848 | Отечественные по ТУ и ГОСТ | Импортные по AWS A5.12 |
| WP | ГОСТ 23949-80 ЭВЧ, ТУ 48-19-527-83 ЭВЧ | EWP |
| WL-15 | ГОСТ 23949-80 ЭВЛ, ТУ 48-19-27-91 ВЛ | EWLa-1.5 |
| WL-20 | ТУ 48-19-527-83 ЭВЛ-2 | EWLa-2 |
| WT-20 | ГОСТ 23949-80 ЭВТ, 11Я10-021-056-98 ВТ-20 | EWTh-2 |
| WC-20 | – | EWCe-2 |
| WY-20 | ГОСТ 23949-80 ЭВИ-1, ТУ 48-19-221-83 СВИ-1 | EWYt-2 |
| WZ-8 | – | EWZr-8 |
Мы предлагаем Вам купить оптом и в розницу вольфрамовые электроды, обладающие высокой эксплуатационной стойкостью и повышенной термостабильностью, применяемые для различных производственных целей.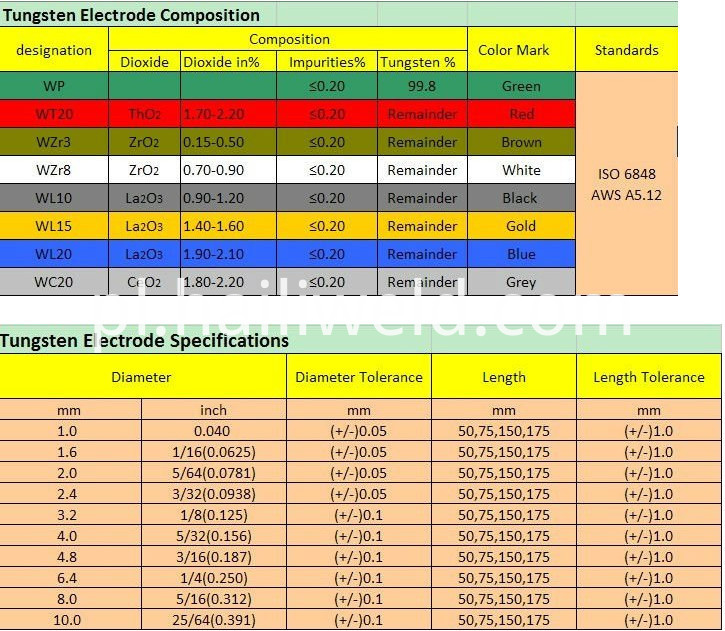
- Мы производим качественную продукцию любой степени сложности из импортных материалов известных марок в соответствии со всеми требованиями зарубежного (ISO) и отечественного стандарта, ГОСТа (23949-80).
- Делаем это уже на протяжении более 27 лет.
- Наша продукция отличается безупречной репутацией и конкурирует с отечественными и зарубежными производителями, а их стоимость – с китайской (считающейся на рынке самой низкой).
- Кроме того, мы всегда можем изготовить вольфрамовые электроды на заказ, исходя из Ваших параметров и предоставленных нам чертежей.
- А также предложить Вам квалифицированную помощь в выборе вольфрамового электрода.
Источник: https://specmetal.ru/catalog/tugoplavkie-metally/volfram/volframovye-elektrody
Вольфрамовые электроды
Для аргонодуговой электросварки методом TIG применяются вольфрамовые электроды. Они тугоплавкие, их температура плавления гораздо выше, чем температура во время сварочных работ. Поэтому расход их невелик: на один метр шва уходит всего несколько десятков миллиграмм электрода.
Состоит электрод из стрежня, изготовленного из вольфрама. Многие изделия имеют в составе легирующие добавки на основе редкоземельных металлов, что увеличивает срок их службы. В зависимости от добавляемого материала определяется назначение оснастки, которое легко выявить по маркировке.
Как маркируются вольфрамовые электроды?
WP – в составе присутствует только вольфрам. Изделиям характерен зеленый цвет поверхности. Они отличаются высокой стабильностью сварочной дуги. Предназначены эти электроды для сварки алюминия и магния. Работы должны выполняться на переменном токе.
WL20 – в состав таких изделий добавлен оксид лантана, что придает им быстрый розжиг дуги, низкую склонность к прожогам, стабильность дуги. Для них характерен синий цвет. Они являются универсальной оснасткой для сварки как на постоянном, так и на переменном токе. Работать можно практически со всеми видами сталей и их сплавами.
WT20 – в составе этих вольфрамовых электродов присутствует торий. За счет этого повышаются их рабочие качества и увеличивается ресурс. Для них характерен красный цвет. Можно сваривать толстые заготовки из углеродистой, низколегированной, нержавеющей стали, а также меди и титана. Используются с аппаратами постоянного тока.
WZ8 – это электроды с добавлением оксида циркония. Данный материал обеспечивает высокую стабильность горения и устойчивость к многократному увеличению тока в процессе работ.
Характеризуются белым цветом поверхности. Предназначены электроды для сварки алюминия и заготовок из магния.
Работа ведется на переменном токе, при этом исключается попадание инородных частиц в сварочную ванну.
WC20 – это изделия, в составе которых присутствует оксид церия. Они отличаются улучшенной эмиссией, легким розжигом дуги и устойчивостью к превышению допустимого значения сварочного тока. Для них характерен серый цвет. Подходят для всех видов с
Классификация и характеристики вольфрамовых электродов от Авек Глобал
- каталог
- Никелевые сплавы
- Титан
- Нержавейка
- Редкие и тугоплавкие металлы
- Вольфрам
- Молибден
- Редкие металлы в прокате
- Цирконий марки
- Цирконий европейский
- Zr-700 труба, круг пруток
- Zr 700 лист, лента, проволока
- Zr 702 труба, круг пруток
- Zr 702 — лист, лента, проволока
- Zr704 — труба, лист, круг
- Цирколой-2 труба, круг пруток
- Цирколой-2 лист, лента, проволока
- Цирколой-4 труба, круг пруток
- Цирколой-4 лист, лента, проволока
- Магний марки
- Магний европейские марки
- Магний литейный
- Тантал марки
- Танталовые сплавы
- Редкие металлы
- Редкоземельные металлы
- Лантоиды
- Порошки металлические
- Бронза, медь, латунь
- Бронзовый прокат
- Бронзовый прокат Din, En
- Оловянистая бронза
- CuSn10, C90700
- CuSn12, 2.1052
- C91700, CuSn12Ni
- CuSn12Pb, C92700
- CuSn7ZnPb, C93200
- C90500, CuSn10Zn
- Свинцовая бронза
- CuSn10Pb10, C93700
- CuSn7Pb15, C93800
- CuSn5Pb20, C94100
- Алюминиевая бронза
- C61000, CuAl8
- CuAl8Fe3, C61400
- CuAl9Ni3fe2, C95500
- CuAl9, C95300
- CuAl10Fe3, C62300
- CuAl11Fe3, C62400
- Никель алюминиевая бронза
- CuAl10Ni5Fe4, c63000
- CuAI10Fe5Ni5, c95500
- CuAl10Ni, C95800
- CuAl11Ni, C95520
- CuNi10Fe1Mn, Cw352h
- Кремнисто алюминиевая бронза
- CW301G, C64200
- Кремнистая бронза
- CuAl11Fe3, C65500
- CuSi3Fe2Zn3, C65620
- CuSi1.5, C65100
- Оловяно-свинцовая бронза
- CuSn6Zn4Pb2, c92200
- Медный прокат
- Латунный прокат ГОСТ
- Латунная труба дкрнм
- Латунная проволока
- Латунный круг
- Латунная лента
- Латунный лист
- Латунный шестигранник
- Литьё латунное
- Лс59-1, CuZn40Pb2
- Л60, CuZn40
- Л63, СuZn37, C27200
- Л68, CuZn33
- Л70, 2.0265, СuZn30
- Л80, 2.0250, СuZn20
- Л90, СuZn10, C52400
- Л96, 2.0220, CuZn5
- Ло62-1, 2.0530, c46400
- ЛО70-1, c44300
- Ло90-1, C41000
- Лц40с, C85800
- ЛМЦ58-2, CuZn40Mn2
- ЛЖМЦ59-1-1
- ЛАЖ60-1-1
- ЛК80-3
- Латунный прокат Din, En
- Безсвинцовая латунь
- CuZn5, C21000
- CuZn10, C22000
- CuZn15, C23000
- CuZn20, C24000
- CuZn30, C26000
- CuZn33, C26800
- CuZn37, 2.0321
- CuZn40, C28000
- CuZn31Si1, 2.0490
- Адмиралтейская латунь
- CuZn28Sn1, C44300
- CuZn39Sn1, c46400
- Свинцовая латунь
- CuZn38Pb1,5, C37000
- CuZn36Pb3, C36000
- CuZn39Pb2, C37700
- CuZn39Pb3, C38500
- CuZn40Pb2, C38010
- CuZn36Pb2As, CW602N
- Алюминиевая латунь
- CuZn37Mn3Al2PbSi
- CuZn20Al2, C68700
- CuZn19Al6, C86300
- Красная латунь
- CuSn2ZnPb, C84400
- CuSn5ZnPb, C83600
- Цветные металлы
Особенности вольфрамовых электродов
Электроды для сварки могут иметь разное качество в зависимости от сферы применения и модели сварочного аппарата . Большой популярностью пользуются электроды вольфрамовые, которые не плавятся и отличаются отменным качеством. Но при выборе электродов из вольфрама нужно обязательно обращать внимание на цвет их маркировки и прочие параметры. Как это сделать, мы и расскажем ниже.
Блок: 1/5 | Кол-во символов: 377
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html
Преимущества
- TIG сварка отличается чистым, аккуратным и точным сварным швом.
- TIG сваркой можно сваривать больше металлов чем любым другим способом сварки. Качественно свариваются коррозионностойкая сталь, алюминий, магний, медь, бронза и др.
- TIG сварка позволяет лучше контролировать сварочную ванну и весь процесс в целом, что позволяет делать аккуратные и точные швы. В процессе сварки нет искр и брызг (если все делается правильно), т.к. присадочный металл подается без избытка. На шве нет шлака, а воздух не задымляется, как при сварке покрытыми электродами.
Блок: 2/5 | Кол-во символов: 567
Источник: http://tool-land.ru/argonnaya-tig-svarka.php
Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела.
Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор.
Ниже приводим таблицу маркировки вольфрамовых электродов:
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
Блок: 3/5 | Кол-во символов: 3982
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html
Заточка вольфрамовых электродов
Заточка вольфрамовых электродов должна проводиться для того, чтобы можно было получить ровный шов при минимальных трудовых затратах. Заточка вольфрамовых сварочных электродов для аргонной сварки может проводиться для получения следующей формы:
- сферы;
- конуса.
Кроме этого, при проведении рассматриваемого процесса уделяется внимание:
- углу заточки;
- длине участка, с которого снимается материал при заточке.
Длина определяется при помощи специальной формулы, а вот выдержать требуемый угол заточки довольно сложно.
Особенности заточки вольфрамовых стержней также заключаются в нижеприведенных моментах:
- С увеличением угла существенно повышается качество получаемого изделия, но возникают трудности при сваривании элементов, изготовляемых из толстого металла.
- При выдерживании 60-ти градусов формирующаяся дуга становится более стабильной, перестает скакать, за счет чего процесс сварки существенно упрощается.
Приведенная ваше информация определяет то, что угол заточки выбирается в зависимости от особенностей конкретного случая. Если предъявляются высокие требования к получаемому шву, то заточка проводится под острым углом, если важна производительность, его можно снизить.
Правила заточки вольфрамовых электродов
Образование требующейся формы наконечника может проводится вручную или при использовании специальных инструментов. Для срезания материала может использоваться болгарка или наждачный круг. Кроме этого, в продаже встречается и специальное оборудование, предназначенное для проведения рассматриваемой работы.
При выполнении заточки вручную могут допускаться следующие ошибки:
- Создается слишком острый угол. За счет допущения подобной ошибки материал начинает слишком быстро плавиться, работа существенно усложняется. Слишком острый угол создается лишь в том случае, когда нужно получить высококачественный шов. Перед тем как проводить сварку при большом угле заточки следует немного потренироваться, так как задача существенно усложняется.
- Следует выдерживать ширину. Слишком большой или малый показатель становится причиной, по которой нельзя выдержать требуемые параметры проплавления шва.
- Довольно часто встречается ситуация, при которой заточка проводится несимметрично. Это приводит к тому, что контролировать передвижение дуги становится очень сложно. Именно поэтому при проведении работы не стоит спешить, лучше всего проверять симметричность периодически, так как на определенном этапе исправить дефект уже будет невозможно.
- При критическом снижении угла заточки снижается степень проплавки получаемого шва.
- При применении болгарки есть вероятность того, что на поверхности появятся небольшие канавки. Этот дефект становится причиной блуждания дуги. Именно поэтому при проведении работы следует быть осторожным, не следует делать резких движений.
Если аргонодуговая сварка проводится часто, то следует применить специальный затачивающий станок. Кроме этого, некоторые фирмы предоставляют соответствующие услуги. Процесс заточки должен проводиться также с учетом того, какой материал будет обрабатываться.
В заключение отметим, что стоимость вольфрамовых электродов весьма велика. Это связано со сложностью производства, количеством и типом используемых материалов при изготовлении. Выпускают подобные изделия самые различные производители, большей популярностью пользуется продукция зарубежных производителей, но можно приобрести и варианты исполнения, предлагаемые отечественными производителями.
Блок: 4/4 | Кол-во символов: 3429
Источник: https://stankiexpert.ru/spravochnik/svarka/volframovye-elektrody.html
Аргонодуговая сварка неплавящимся электродом (tig)
При сварке неплавящимся электродом обязательно используют сварочный осциллятор. Так как из-за тугоплавкости вольфрама, плавление которого происходит при температуре около 5000 °C, сам электрод практически не сгорает. В связи с этим образование газов, ведущих к ионизации и зажиганию дуги не происходит. Кроме осциллятора, для образования сварочного шва применяют присадочный материал.
Блок: 4/6 | Кол-во символов: 436
Источник: https://proinstrumentinfo.ru/volframovye-elektrody-dlya-argonodugovoj-svarki-po-tsvetam/
Прочие критерии выбора вольфрамовых электродов
Элементы на основе вольфрама, имеющие маркировку WP, используют при сварке посредством переменного тока алюминиевых сплавов с четом хорошей устойчивости дуги. Сварка, проходящая в среде инертного газа, гарантирует качественную работу и аккуратный прочный шов. При выборе неплавящихся термостойких элементов из вольфрама обращайте внимание на следующее:
- тип электрода;
- его состав;
- легирующие добавки;
- параметры изделия;
- качество заточки;
- плотность;
- геометрию острия.
Ну, и, конечно же, как было сказано выше, обращайте внимание на маркировку, состоящую из латинских букв, цифр и цвета.
Блок: 4/5 | Кол-во символов: 623
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html
Правила аргонодуговой сварки
Для осуществления правильной сварки необходимо соблюдать следующие правила:
- Используйте в работе с тонкими металлическими листами специальные сборочно-сварочные приспособления. Они помогут в точности соединить кромку, и вы получите тонкий и прочный сварочный шов.
- Электроды должны быть идеально чистыми на концах, чтобы получить качественный шов.
- Перед сваркой необходимо по всем правилам и соблюдая все требования определиться с силой тока. Это обеспечит небольшой расход материала и продолжительность формы заточки.
- Постарайтесь не впускать в зону сварки воздух, в противном случае вы рискуете получить некачественный шов.
Соблюдая все правила и имея необходимые знания для осуществления сварочных работ, вы сможете сделать качественный шов и обеспечить себя десятилетиями спокойной жизни. Вам не предстоит латать дыры, потому как безукоризненно выполненная работа способна сохранять свои первоначальные качества на протяжении долгих лет.
Блок: 5/5 | Кол-во символов: 970
Источник: https://expertsvarki.ru/materialy/volframovye-elektrody.html
Ошибки при TIG сварке
Ниже рассматриваются некоторые общие проблемы возникающие при TIG сварке.
| Возможная причина | Способ устранения |
| Быстрое сгорание вольфрамового электрода | |
| Недостаточный расход газа. | Убедиться, что в системе подачи газа нет помех, а в баллоне есть газ. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Электрод подключен к плюсу. | Подключить электрод к минусу. |
| Неправильно выбран диаметр для используемого тока. | Использовать электрод с большим диаметром или уменьшить ток. |
| Вольфрам окисляется в паузах при сварке. | Газ должен поступать в горелку в течение 10-15 секунд после гашения дуги (примерно по одной секунде для каждых 10А сварочного тока). |
| Используется электрод без присадок. | Например, при сварке переменным током, вместо электрода WP использовать WL-20. |
| Загрязнение шва вольфрамом | |
| Электрод плавится в сварочную ванну. | Использовать вместо электрода WP легированный электрод. |
| Электрод касается сварочной ванны. | Электрод держать выше. |
| Шов плохого цвета или пористый | |
| Был конденсат на свариваемом металле. | Если металл хранился на холоде и для сварки был занесен в теплое помещение, на нем может образоваться конденсат. Его нужно удалять. Вода при высокой температуре распадается на водород и кислород, которые взаимодействуют с металлом. |
| Неплотное подключение шланга или горелки, неисправный шланг. | Затянуть соединения шланга и горелки. Проверить шланг на порезы. |
| Недостаточный расход газа. | Отрегулировать расход газа. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Загрязненный или неподходящий присадочный материала. | Проверить тип присадочного металла. Удалить жир, масла и влагу с присадочного металла. |
| Загрязнение свариваемого металла. | Удалить краску, жир, масла и другую грязь, в том числе поверхностную пленку оксида металла. |
| Желтый дым или пыль на поверхности сопла, электрод изменяет цвет | |
| Очень низкий расход газа. | Увеличить расход газа. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Слишком рано отключается газ после гашения дуги. | Газ должен поступать в горелку в течение 10-15 секунд после гашения дуги (примерно по одной секунде для каждых 10А сварочного тока). |
| Нестабильная дуга | |
| Неправильная полярность (при постоянном токе). | Проверить полярность. Электрод должен быть подключен к минусу. |
| Вольфрамовый электрод загрязнен. | Удалить загрязнение и переточить электрод. |
| Слишком длинная дуга. | Сократить длину дуги. |
| Загрязнен свариваемый металл. | Удалить краску, жир, масла и другую грязь, в том числе поверхностную пленку оксида металла. |
| Неправильно подготовлен электрод. | Для сварки постоянным токов электрод затачивается в виде конуса и делается притупление. Для сварки переменным током делается закругление. |
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Блок: 5/5 | Кол-во символов: 2923
Источник: http://tool-land.ru/argonnaya-tig-svarka.php
Применение вольфрамовых электродов
Аргонную сварку применяют в самых разных отраслях промышленности и сельского хозяйства. Возможность аппаратом TIG ac/dc соединить различные углеродистые, нержавеющие, конструкционные стали, а также современные сплавы металлов, характеризует эту технологию как самую востребованную в производстве на данный момент. Аэрокосмическая отрасль, как правило, является основным пользователем данного типа сварки.
В промышленности tig-сварку используют для соединения деталей различных конфигураций. Аргонную сварку применяют для создания переходов между трубами различного диаметра. Сварочные швы алюминия после tig-сварки не образовывают трещин, имеют химическую целостность металла, что позволяет использовать этот режим сварки для герметизации ёмкостей с ядерными отходами в связи с их утилизацией.
В связи с простой технологией аргонной сварки алюминия, её можно применить в быту, используя домашние инверторы TIG ac/dc. В бытовых условиях возможно организовать даже сварочный процесс нержавейки. Надёжность получаемого шва не вызывает сомнений, так как сварочный шов являет собой единое целое со свариваемым металлом. Современные технологии сварочных работ ставят аргонодуговую сварку с применением вольфрамовых электродов на одно из первых мест в мире по качеству производимых работ.
Блок: 6/6 | Кол-во символов: 1320
Источник: https://proinstrumentinfo.ru/volframovye-elektrody-dlya-argonodugovoj-svarki-po-tsvetam/
Количество использованных доноров: 5
Информация по каждому донору:
- https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html: использовано 4 блоков из 5, кол-во символов 7689 (44%)
- https://stankiexpert.ru/spravochnik/svarka/volframovye-elektrody.html: использовано 1 блоков из 4, кол-во символов 3429 (20%)
- https://proinstrumentinfo.ru/volframovye-elektrody-dlya-argonodugovoj-svarki-po-tsvetam/: использовано 2 блоков из 6, кол-во символов 1756 (10%)
- https://expertsvarki.ru/materialy/volframovye-elektrody.html: использовано 1 блоков из 5, кол-во символов 970 (6%)
- http://tool-land.ru/argonnaya-tig-svarka.php: использовано 2 блоков из 5, кол-во символов 3490 (20%)
Особенности заточки вольфрамового электрода для аргоновой сварки
Электродуговая сварка осуществляется двумя типами электродов: плавкими и неплавкими. Вольфрамовые электроды являются неплавкими, то есть не расходуются в процессе сварки, становясь частью материала шва. Они служат только для того, чтобы подвести электрический ток к месту горения электродуги. Добавки к материалу электрода — металлу вольфраму используются для оптимизации свойств для работы с теми или иными сплавами.
Блок: 1/10 | Кол-во символов: 419
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#1
Отправлено 03 Ноябрь 2014 17:41
Существует множество разных заточных дисков и камней. Какими дисками лучше точить вольфрамовые электроды ,чтобы дуга лучше гарела и меньше было царапин после заточки? Кто,чем и как точит? Какие камни для этого подходят и не оставляют канав после заточки вольфрама? В сварочном магазине не дали внятных ответов.
Блок: 2/21 | Кол-во символов: 545
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
21
Участвовать в обсуждениях могут только зарегистрированные пользователи.
Блок: 2/2 | Кол-во символов: 134
Источник: https://www.drive2.ru/c/2148208/
#2
Отправлено 03 Ноябрь 2014 17:45
Урий,чем мельче камень,тем лучше,но за неимением таковых можно и на болгарке подправить,но это не лучший вариант.
Блок: 3/21 | Кол-во символов: 332
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Сферы использования различных марок
В зависимости от материала стержня каждая марка имеет свою предпочтительную сферу использования. Чтобы отличать марки, принята международная система наименований и цветной маркировки.
- WP – зеленый. Состоят из практически чистого вольфрама (99,9%). для работы переменным током. Подходит для соеинения Al, Mg, Ni, Cu и их сплавов.
- WC 20 – серый. Для сварки постоянным током прямой полярности нержавейки и легированных сплавов, Mo, Ta, Ti.
- WL – синий. Применяются для работы прямой полярностью и переменным током. Рекомендованы для наплавочных работ, сварку тонколистовых деталей из стальных сплавов.
- WZ – белый. Для сваривания переменным током. Оптимизированы для Al, сплавов AL-Cu, Mg, Ni в различных комбинациях.;
- WT 20 – красный. Рекомендуются для работы постоянным током обратной полярности по легированным сплавам, Cu, Ni, Ti.
Применение электродов не по назначению весьма рискованно. Оно вдет к снижению прочности шва и повышенному расходу энергоресурсов и сварочных материалов.
Блок: 3/10 | Кол-во символов: 1022
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#3
Отправлено 03 Ноябрь 2014 17:55
Георгий 11 , а алмазные диски как вариант не лучше? И если да, то какие из них дольше послужат?
Блок: 4/21 | Кол-во символов: 319
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Критерии выбора
Вольфрамовые электроды, используемые для аргонодуговой сварки, различаются по цветам наконечника. При подборе электродов следует исходить прежде всего из материала соединяемых заготовок. Различия и характеристики разных марок сведены в таблицу.
Необходимо учитывать такие параметры, как:
- химический состав, присадки;
- диаметр стержня;
- форма заостренного конца;
- степень заточки.
Диаметр выбирается, исходя из толщины заготовок.
Блок: 4/10 | Кол-во символов: 443
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#4
Отправлено 03 Ноябрь 2014 18:20
Никакой разницы от заточки на алмазе или просто мелкозернистом камне не заметил. Одинаково хорошо зажигается и горит. Заточеный на крупнозернистом камне вольфрам зажигается и горит точно так же хорошо, просто точить неудобно и кончик чаще обламывается при заточке.
Так что никакой разницы на чём точить, лишь бы риски от заточки вдоль электрода были.
Блок: 5/21 | Кол-во символов: 584
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Маркировка и характеристики
Маркировка проводится в соответствии с DIN EN 26848 и соответствующим ему ГОСТу 23949-80.
Начинается маркировка с литеры — W- это символ вольфрама в Периодической системе элементов. Следующий символ- указывает на присадки, добавленную к вольфраму. Добавки применяются, чтобы улучшить одно из свойств:
- плавкости;
- легкость розжига дуги;
- электропроводимость;
- прочностные параметры.
Следующее число выражает массовую долю этой присадки в тысячных долях. Так, число 10 будет означать 1% добавки. Второе из чисел означает длину стержня. Используются длины в 50, 100, 150, 175 мм. Дополнительно используется цветовая метка-наконечник.
WP
Стержень из чистого вольфрама отличается слабой разжигаемостью дуги и малом сроком службы. Не выдерживает сильных токов.
Режимы сваивания меди маркой WP.
WZ-8
Присадки циркония несколько упрощают розжиг, позволяют увеличить срок работы. Используются при сваривании алюминия и других легких металлов переменным током с ассиметричным фазовым профилем.
WT-20
Торированные. Несмотря на малую массовую долю, торий, являющийся радиоактивным элементом, представляет собой серьезную угрозу здоровью сварщика, особенно при продолжительной работе.
При работе необходимо организовать качественную вытяжку, работать в плотной одеже и респираторе. Рекомендовано применение сварочной маски с изолированным воздухоснабжением.
Использование тория позволяет продлить срок службы электрода по сравнению с чисто вольфрамовым. Увеличивается также и максимальная сила тока; легко разжигается дуга.
WY-20
В качестве добавки используется диоксид иттрия. Этот редкоземельный металл дает возможность значительно повысить силу сварочного тока и не опасен для здоровья. Используется для сваривания заготовок большой толщины сильными токами.
WC-20
В качестве присадки используется церий. Он не радиоактивен, и позволяет существенно улучшить основные характеристики, прежде всего, розжиг дуги и срок службы. Повышается и максимальный сварочный ток.
Режимы для соединения титановых заготовок.
WL-15 и WL-20
Использование лантана дало возможность создать универсальный электрод, пригодный для переменного и постоянного тока. Такие стержни особенно хорошо держат форму заточки острия, давая больше возможностей для работы без перерывов.
Рабочие режимы, рекомендуемые для стержней марки WL.
Кроме международного обозначения, встречаются и традиционные отечественные обозначения. К ним относятся:
- ВЛ/ЭВЛ-2 с 2 % лантана, универсального применения;
- ЭВИ-1/СВИ-1 с 1% диоксида иттрия, рекомендован для нержавейки, Ti, Cu и конструкционными углеродистыми сплавами.
Иттрированные электроды используются на постоянном токе.
Блок: 5/10 | Кол-во символов: 2644
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#5
Отправлено 03 Ноябрь 2014 18:23
Точу на алмазе на обыкновенном точиле. Теперь борозда на алмазе. В этой борозде дальше точу .
Настольный сварщик .
Блок: 6/21 | Кол-во символов: 351
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Категории
Классификация изделий подразумевает разделение их на три основных типа:
- Для переменного тока. Постоянное изменение полярности предохраняет от образования на поверхности сварочной ванны оксидной пленки. Используется для соединения легких металлов.
- Для постоянного тока. Пригодны для соединения Cu, Fe, Ni, Ta и сплавов в различных комбинациях.
- Универсальные. Могут достаточно хорошо работать как на переменном, так и на постоянном напряжении. Применяются для сварки широкого диапазона металлов и их сплавов.
Универсальные электроды используются для монтажа магистральных трубопроводов. Они не прожигают тонкие листы и дают высокое качество шва.
Блок: 6/10 | Кол-во символов: 654
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#6
Отправлено 03 Ноябрь 2014 18:29
Вот такие бывают точилки. Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
На них можно получить любой угол с одинаковой повторяемостью. Правда валяется где-то в углу уже несколько лет, а точим на ленте, так как наждака нету.
Прикрепленные изображения
Сообщение отредактировал Sakhalin_Cat: 03 Ноябрь 2014 18:34
Блок: 7/21 | Кол-во символов: 622
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Заточка
Форма острия электрода влияет на стабильность и энергетику электрической дуги. Они, в свою очередь, определяют размеры сварочной ванны, глубину и ширину получающегося шва.
Кроме параметров заготовок, при выборе формы заточки учитывают и тип электрода. Общая форма для всех электродов — это конус под острым углом уклона. Для марок P, L на кончике конуса формируют небольшой шарик. Это позволяет выдерживать большие термические нагрузки. Для стержней с добавкой тория (марки Т) формируют лишь небольшой полукруглый выступ.
Машинка, применяемая для закточки эдектродов.
Заточку осуществляют несколькими методами:
- ручная заточная машинка;
- электроточило;
- специализированный станок;
- химическим воздействием.
Во время сварки вольфрамовый стрежень не плавится, как плавкие электроды. Но некоторое выгорание его происходит. Поэтому время от времени заточку кончика нужно проверять и при необходимости затачивать его повторно.
Блок: 7/10 | Кол-во символов: 926
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#7
Отправлено 03 Ноябрь 2014 18:44
Вот такие бывают точилки. Фоткам лет 7 уже
Очень дорогая штука. Сам засматривался, но цена сильно отпугивает. Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Сообщение отредактировал chdv1971: 03 Ноябрь 2014 18:46
Настольный сварщик .
Блок: 8/21 | Кол-во символов: 551
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций. Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку. Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере.
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Блок: 8/10 | Кол-во символов: 3217
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#8
Отправлено 03 Ноябрь 2014 18:53
Sakhalin_Cat, на ленте и на этом аппарате что на Вашем фото разница есть? Речь идет на чем лучше точить из 2 Ваших вариантов.
Сообщение отредактировал Урий: 03 Ноябрь 2014 18:54
Блок: 9/21 | Кол-во символов: 423
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Плавящимся электродом
Кроме широко применяемой технологии TIG используется и способ сварки в аргоновой среде плавящимся электродом. При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
Присадочный материал в виде проволоки непрерывно подается специальным механизмом в зону сварки. Проволока с бобины проходит через подающие ролики и далее через рукав в горелку. По тому же рукаву проходит и защитный газ, и электрический кабель. Сварщик не должен следить за синхронностью движения горелки и прутка присадочного материала, а может полностью сосредоточиться на точности выполнения рисунка шва.
Такая технология не требует настолько высокой квалификации и опыта от сварщика, как технология TIG. Производительность работы полуавтоматом также значительно выше, поскольку не нужно делать перерывы для замены присадочного прутка. Проволоки на бобине хватит на самый длинный шов.
Блок: 9/10 | Кол-во символов: 995
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#9
Отправлено 03 Ноябрь 2014 19:48
на чем лучше точить из 2 Ваших вариантов.
Для ручной сварки, без разницы на чем точить. На ленте гораздо быстрее.
А вот когда варит автомат например орбиталка, там без этого аппарата уже никуда, повторяемость стыка непойдет или количество танцев с бубном вырастает на порядок..
Сам засматривался, но цена сильно отпугивает.
В ручной сварке бесполезная приблуда, только если повыпендриваться.
Блок: 10/21 | Кол-во символов: 631
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Заключение
Вольфрамовые электроды используются в аргонодуговой сварке. Она позволяет быстро и прочно сваривать практически все известные металлы и их сплавы. Для улучшения свойств электродов в них добавляют различные присадки. Кончик стержня необходимо периодически затачивать для сохранения его свойств и обеспечения высокого качества шва.
Блок: 10/10 | Кол-во символов: 340
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#10
Отправлено 03 Ноябрь 2014 19:57
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа… Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
Блок: 11/21 | Кол-во символов: 690
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
#11
Отправлено 03 Ноябрь 2014 20:04
В патроне дрели зажимаете вольфрам
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
Блок: 12/21 | Кол-во символов: 376
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
#12
Отправлено 03 Ноябрь 2014 20:47
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели — легко и пальцы не обжигаются. Привык…
Блок: 13/21 | Кол-во символов: 495
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
#13
Отправлено 03 Ноябрь 2014 21:11
Точим на маленьком наждаке, купили самое мелкое зерно, которое было в розничной продаже, специально делал риски и вдоль и поперек и по спирали — разницы не заметил.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
Блок: 14/21 | Кол-во символов: 470
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
#14
Отправлено 03 Ноябрь 2014 21:43
Обозначение мелких наждаков имеется особенно которых хватает на долго? То что в природе всякого разнообразия много ,это хорошо, а то что послужило уже долго, желательно бы обозначение иметь,чтобы спрашивать при покупке.
Блок: 15/21 | Кол-во символов: 457
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
#15
Отправлено 04 Ноябрь 2014 00:10
Обозначение мелких наждаков имеется особенно которых хватает на долго?
Мелкие ещё не значит что стойкие, вольфрам здорово грызет круг и мелкие круги быстрее изнашиваются. В маркировке не разбираюсь но фото выложу моего круга (может по фото кто скажет марку) , он крупный но износу сопротивляется здорово и вольфрам грызет дай бог. Так вот на крупном предварительная заточка и далее на алмазной чашке доводка. Риски на вольфраме только вдоль , так более концентрирована дуга получается и заметно это когда на очень короткой дуге варишь. Ещё хорошо иметь ручные тиски, для зажима и заточки вольфрама, пальцы будут целы от ожогов.
Блок: 16/21 | Кол-во символов: 875
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
#16
Отправлено 04 Ноябрь 2014 08:52
selco, Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ — специальное зерно от 3м) А100 — А16 (другое обозначение зернистости присущее только трайзакт от 3М — очень мелкое самозатачивающееся зерно — может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко — точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да — лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 09:05
Блок: 17/21 | Кол-во символов: 1166
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
#17
Отправлено 04 Ноябрь 2014 12:09
на полиуритановом саморасширяющемся барабане
Вы бы его сфотали крупно с разных ракурсов. Штука редкая, Думаю тут мало кто видел такие прибамбасы.
У меня надувные для полировки плоскостей используются.
Колечки готовые приобретаете или склеечная машинка есть?
Сообщение отредактировал Sakhalin_Cat: 04 Ноябрь 2014 12:13
Блок: 18/21 | Кол-во символов: 575
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
#18
Отправлено 04 Ноябрь 2014 13:35
мало кто видел
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал , под стандартные ленты 100х289 (которые идут под надувные/саморасширяющиеся барабаны 100х90Х19 — скорее всего вы именно таким и пользуетесь). Единственное что изменено это ширина барабана (30мм а не 100) , материал -полиуритан а не резина, посадка (М14 а не 19 под шпонку) на ушм ставить. Придумал я его для 3-х целей . 1) зачистка околошовной зоны под узк контроль, 2) делать фаски /плировку (под м
Вольфрамовые электроды марок WL, WY, WC, WP, WT, ЭВЛ, ЭВИ (СВИ-1), ЭВТ, ЭВЧ
Вольфрамовые электроды
У нас Вы можете купить вольфрамовые электроды для сварки, изготовленные как по отечественным стандартам, так и по международным. Марки вольфрамовых электродов приведены в таблицах.
Вольфрамовые электроды используются для аргонодуговой сварки — такая сварка происходит в защитной атмосфере инертного газа (чаще всего, аргона). Сварочные электроды из вольфрама являются неплавящимися (нерасходуемыми), т.е. они не участвуют в образовании сварного шва.
Вольфрамовые электроды по ISO 6848
Марка электрода | Маркировка (цвет) | Содержание легирующих элементов | Содержание примесей | Диаметры, мм | Длины, мм |
| WP | Зеленый | — | 0.5% max | 1,0; 1,6; 2,0; 2,4; 2,5; 3,0; 3,2; 4,0; 4,8; 5,0; 6,3; 8,0; 10,0 | 75 150 175 300 450 600 |
| WL-15 | Золотистый | Оксид лантана La2O3, 1.3-1.7% | 0.5% max | ||
| WL-20 | Синий | Оксид лантана La2O3, 1.8-2.2% | 0.5% max | ||
| WY-20 | Темно-синий | Оксид иттрия YO2, 1.8-2.2% | 0.5% max | ||
| WC-20 | Серый | Оксид церия CeO2 1.8-2.2% | 0.5% max | ||
| WT-20 | Красный | Оксид тория ThO2 1.8-2.2% | 0.5% max |
Вольфрамовые электроды по ГОСТ 23949-80
Марка электрода | Маркировка (цвет) | Содержание легирующих элементов | Содержание примесей | Диаметры, мм | Длины, мм |
| ЭВЧ | Не маркируется | — | 0.08% max | 0.5 | Не менее 3000, в мотках |
1.0; 1.6; 2.0; 2.5 | 75±1; 150±1; | ||||
3.0; 4.0; 5.0; 6.0; 8.0; 10.0 | 200±2; 300±2 | ||||
| ЭВЛ | Черный | Оксид лантана La2O3, 1.1-1.4% | 0.05% max | 1.0; 1.6; 2.0; 2.5; 3.0; 4.0; 5.0; 6.0; 8.0; 10.0 | 75±1; 150±1; 200±2; 300±2 |
| ЭВИ-1 | Синий | Оксид иттрия YO2, 1.5-2.3% | 0.11% max | 2.0; 3.0; 4.0; 5.0; 6.0; 8.0; 10.0 | 75±1; 150±1; 200±2; 300±2 |
По желанию заказчика мы можем изготовить вольфрамовые сварочные электроды с размерами, отличными от стандартных.
Вы всегда можете уточнить цены на вольфрамовые электроды и сделать заявку, позвонив по телефону (495) 612-00-88 или отправив запрос на наш e-mail [email protected].
Подробнее о маркировке и применении вольфрамовых электродов
% PDF-1.6 % 276 0 объект > / Metadata 316 0 R / OpenAction 277 0 R / Pages 273 0 R / StructTreeRoot 31 0 R / Type / Catalog / ViewerPreferences >>> endobj 301 0 объект > / Шрифт >>> / Поля [] >> endobj 316 0 объект > поток [email protected] InDesign CC 2017 (Macintosh) 2018-01-16T09: 27: 18.000-05: 002018-01-16T09: 27: 18.000-05: 002017-09-27T14: 22: 33.000-04: 00c41022 .pdfВольфрамовые электроды Информация о продукте
Вольфрамовый электрод — Производитель и поставщик вольфрамовых электродов — Chinatungsten Online
Вольфрамовый электрод — это электрод, сделанный из материала вольфрама, который имеет высокую температуру плавления, высокую коррозионную стойкость, высокую плотность , и хорошую теплопроводность и электрическую проводимость.Вольфрамовый электрод благодаря своим свойствам широко используется при сварке.
Электрод вольфрамовый шлифованный или отполированный | Более того, их конечные цвета — это метки на |
Вольфрамовый электрод используется при дуговой сварке вольфрамовым инертным газом (TIG) или при плазменной сварке.В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. электроды изготавливаются методом порошковой металлургии и формуются по размеру после спекания.
При сварке выбор правильного вольфрамового электрода важен для получения высококачественных сварных швов и облегчения процесса сварки. Некоторые важные факторы, которые следует учитывать при правильном выборе, — это тип источника питания (инвертор или трансформатор), свариваемый материал (сталь, алюминий или нержавеющая сталь) и толщина материала.
Если у вас есть какие-либо вопросы по вольфрамовым электродам, свяжитесь с нами следующими способами:
Эл. Почта: [email protected] [email protected]
Тел .: +86592 5129696/86 592 5129595
Факс: +86592 5129797
Подробнее >>
Продукция из вольфрама
Спецификация на вольфрамовый и оксидно-дисперсный вольфрамовый электрод для дуговой сварки и резки
Вольфрамовые электроды Производитель из Nashik
PURE Tungsten с цветовой кодировкой GREENPURE Tungsten с цветовой кодировкой GREEN, лучше всего подходят для сварки Tig на переменном токе.
Чистый вольфрам, зеленый, класс AWS EWP, сварка на переменном токе. Наименее дорогой из электродов. Области применения алюминиевых и магниевых сплавов. Цветовой код THORIATED Tungsten КРАСНЫЙ, ЖЕЛТЫЙ или ОРАНЖЕВЫЙ
Цветовой код THORIATED Tungsten КРАСНЫЙ, ЖЕЛТЫЙ или ОРАНЖЕВЫЙ лучше всего подходят для сварки TIG на постоянном токе.
2% торированный красный, класс AWS EWTH-2, сварка постоянным током. Самый распространенный вид электродов, используемых сегодня. Области применения углеродистая и нержавеющая сталь, никелевые сплавы и титан.Технические характеристики
| Тип | Марка | Цвет | Химический состав | Поверхность | Характеристики | ||
| Редкоземельный | Примеси | W | |||||
| Чистый Вольфрам | Зеленый | WP— | ≤0,05 | остальное | D, E G, S | Нерадиоактивный; подходит для сварки на переменном токе алюминия, магния и их сплавов | |
| Торированный Вольфрам | WT10 | Желтый | 0.9 ~ 1,1ThO 2 | ≤0,05 | остальное | D, E | Отличная электронная эмиссия и общие характеристики; высокая токонесущая способность; радиоактивность; подходит для сварки постоянным током углеродистой стали, нержавеющей стали, никелевого сплава и титановый сплав. |
| | |
| Цветовой код лантанового вольфрама ЧЕРНЫЙ, ЗОЛОТОЙ или СИНИЙ Цветовой код лантанового вольфрама ЧЕРНЫЙ, ЗОЛОТОЙ или СИНИЙ, подходят для сварки на переменном и постоянном токе. Lanthanated, Black, AWS Class EWLA-1.5, сварка на переменном и постоянном токе. Нерадиоактивность Хорошие характеристики дуги в приложениях переменного / постоянного тока. Области применения углеродистая и нержавеющая сталь, никелевые сплавы и титан. | |
| CERIATED Цветовой код вольфрама СЕРЫЙ или ОРАНЖЕВЫЙ CERIATED Цветовой код вольфрама СЕРЫЙ или ОРАНЖЕВЫЙ лучше всего подходят для сварки на постоянном токе с малой силой тока. Ceriated, Grey, отличная альтернатива торированному вольфраму, особенно при сварке с низким током. Для запуска требуется на 10% меньше тока и очень стабильная дуга. | |
| ЦИРКОНИРОВАННЫЙ Вольфрам Цветовой код БЕЛЫЙ или КОРИЧНЕВЫЙ ЦИРКОНИРОВАННЫЙ Вольфрам Цветовой код БЕЛЫЙ или КОРИЧНЕВЫЙ, лучше всего подходят для сварки Tig на переменном токе. Цирконий, белый, сварка на переменном токе. Лучше запускается, чем чистый вольфрам, хорошо нагревается и имеет более стабильную дугу, чем чистый вольфрам. Лучшая пропускная способность по току и высокая устойчивость к загрязнениям во время сварки. |
Сварка TIG или дуговой сваркой вольфрамовым электродом (GTAW)
Сварка вольфрамом в среде инертного газа
Газовая дуговая сварка вольфрамом (GTAW), также известная как Tungsten I Nert G as (TIG), в 1940-х годах стала успешной в соединении магния и алюминия.Использование инертного газа вместо шлака для защиты сварочной ванны, процесс был очень привлекательной заменой газовой и ручной дуговой сварки металла. TIG сыграл важную роль в принятии алюминия для высококачественной сварки и строительства.
Характеристики процесса
В процессе TIG дуга образуется между заостренным вольфрамовым электродом и заготовкой в инертной атмосфере аргона или гелия. Небольшая интенсивная дуга, создаваемая острым электродом, идеально подходит для высококачественной и точной сварки.Поскольку электрод не расходуется во время сварки, сварщику не нужно балансировать подвод тепла от дуги, поскольку металл осаждается с плавящегося электрода. Когда требуется присадочный металл, его необходимо добавлять в сварочную ванну отдельно.
Источник питания
TIG должен работать с падающим источником постоянного тока — постоянного или переменного тока. Источник постоянного тока необходим, чтобы избежать чрезмерно высоких токов, возникающих при коротком замыкании электрода на поверхности детали.Это могло произойти либо намеренно во время зажигания дуги, либо случайно во время сварки. Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки приведет к повреждению наконечника электрода или расплавлению электрода на поверхности заготовки. При постоянном токе, поскольку тепло дуги распределяется примерно на одну треть на катоде (отрицательный) и две трети на аноде (положительный), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативное подключение источника питания с положительной полярностью электрода постоянного тока имеет преимущество в том, что, когда катод находится на заготовке, поверхность очищается от оксидных загрязнений.По этой причине переменный ток используется при сварке материалов с прочной оксидной пленкой на поверхности, таких как алюминий.
Запуск дуги
Сварочную дугу можно запустить, поцарапав поверхность, образуя короткое замыкание. Только при разрыве короткого замыкания будет течь основной сварочный ток. Однако существует риск прилипания электрода к поверхности и включения вольфрама в сварной шов. Этот риск можно свести к минимуму, используя метод «лифт-дуги», когда короткое замыкание формируется при очень низком уровне тока.Самый распространенный способ зажигания дуги TIG — использовать HF (высокочастотный). ВЧ состоит из искр высокого напряжения в несколько тысяч вольт, которые длятся несколько микросекунд. Высокочастотные искры вызовут разрыв или ионизацию зазора между электродом и заготовкой. После образования электронно-ионного облака из источника питания может течь ток.
Примечание. Поскольку ВЧ генерирует аномально высокое электромагнитное излучение (ЭМ), сварщики должны знать, что его использование может вызывать помехи, особенно в электронном оборудовании.Поскольку электромагнитное излучение может передаваться по воздуху, например радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы избежать помех для систем управления и инструментов в непосредственной близости от места сварки.
HF также важен для стабилизации дуги переменного тока; в переменном токе полярность электрода меняется на противоположную с частотой примерно 50 раз в секунду, в результате чего дуга гаснет при каждом изменении полярности. Чтобы обеспечить повторное зажигание дуги при каждом изменении полярности, в зазоре между электродом и заготовкой генерируются высокочастотные искры, которые совпадают с началом каждого полупериода.
типичная горелка TIGЭлектроды
Электроды для сварки постоянным током обычно изготавливаются из чистого вольфрама с содержанием тория от 1 до 4% для улучшения зажигания дуги. Альтернативными добавками являются оксид лантана и оксид церия, которые, как утверждается, обеспечивают превосходные характеристики (зажигание дуги и меньший расход электродов). Важно выбрать правильный диаметр электрода и угол наклона наконечника для уровня сварочного тока. Как правило, чем меньше ток, тем меньше диаметр электрода и угол наклона наконечника. При сварке на переменном токе, поскольку электрод будет работать при гораздо более высокой температуре, вольфрам с добавкой диоксида циркония используется для уменьшения эрозии электрода.Следует отметить, что из-за большого количества тепла, выделяемого на электроде, трудно поддерживать заостренный наконечник, и конец электрода принимает сферический или «шаровой» профиль.
Защитный газ
В качестве свариваемого материала выбирается защитный газ. Следующие рекомендации могут помочь:
- Аргон — наиболее часто используемый защитный газ, который может использоваться для сварки широкого спектра материалов, включая сталь, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5% h3 — добавление водорода к аргону приводит к небольшому восстановлению газа, что способствует получению более чистых сварных швов без поверхностного окисления. Поскольку дуга более горячая и более суженная, это позволяет повысить скорость сварки. К недостаткам можно отнести риск водородного растрескивания углеродистых сталей и пористость металла шва в алюминиевых сплавах.
- Смеси гелия и гелия с аргоном — добавление гелия к аргону повысит температуру дуги. Это способствует более высокой скорости сварки и более глубокому проплавлению шва.Недостатки использования гелия или смеси гелий / аргон — высокая стоимость газа и сложность зажигания дуги.
Приложения
TIG применяется во всех отраслях промышленности, но особенно подходит для высококачественной сварки. При ручной сварке относительно небольшая дуга идеально подходит для тонкого листового материала или контролируемого проплавления (в корневом проходе сварных швов труб). Поскольку скорость наплавки может быть довольно низкой (при использовании отдельного присадочного стержня) MMA или MIG могут быть предпочтительнее для более толстого материала и для заполняющих проходов в сварных швах толстостенных труб.
TIG также широко применяется в механизированных системах как автогенным способом, так и с присадочной проволокой. Однако существует несколько готовых систем для орбитальной сварки труб, используемых при производстве химических заводов или котлов. Системы не требуют навыков манипуляции, но оператор должен быть хорошо обучен. Поскольку сварщик в меньшей степени контролирует дугу и поведение сварочной ванны, особое внимание следует уделять подготовке кромок (механической, а не ручной), подгонке стыков и контролю параметров сварки.
Ссылка (а):
TWI — Всемирный центр технологий соединения материалов (там можно найти много информации о сварке).