
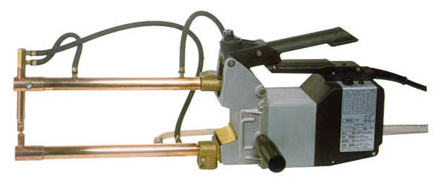
Машина контактной точечной сварки
Контактная сварка (электрическая) – это самый универсальный вариант соединения металлических заготовок, в результате которого получается достаточно надежное скрепление. Машины контактной сварки бывают разными в зависимости от условий их применения. Некоторые небольшие модели используются в цехах для малого бизнеса, большие установки входят в состав производственных линий. Но принцип работы у них одинаковый.

А суть принципа такова – электроэнергия, проходящая сквозь металлические заготовки, нагревает их до температуры плавления. При этом происходит прижим заготовок друг к другу с определенным давлением. В конечном итоге получается стык, который образуется на молекулярном уровне. Таким способом можно сваривать стальные заготовки, из цветного металла и различных сплавов.
Разновидности контактной сварки
Существует три вида контактной сварки:
- Точечная. Это когда заготовки соединяются на малой площади. И эта точка определяет прочность соединения. Конечно, один сварочный контакт не обеспечивает надежность стыка, поэтому сваривание производится в нескольких точках.
- Стыковая. Сварка производится по всей площади стыка соединяемых металлических заготовок.
- Шовная. По сути, это подвид точечной контактной сварки, потому что шов – это большое количество сварных точек, образующих сплошное соединение.
Чтобы обеспечить качество сварного соединения, машина контактной сварки должна выполнять определенные действия. В первую очередь это ток, которым и производится сварка. Он должен быть необходимой силы, чтобы провести сам сварочный процесс. Второе действие – это необходимое усилие прижима двух заготовок. И третье – это время, в течение которого должна производиться сварка. Уменьшение воздействия тока приводит к непроварам, большее время – это прожоги.
Все три фактора определяют конструктивные особенности машин контактной сварки. То есть, от них будет зависеть и качество проведенного действия, и производительность самой машины. К ее основным узлам относятся:
- Трансформатор или конденсаторная батарея – оба агрегата выполняют функции источника электроэнергии.
- Прерыватель подачи электрического тока.
- Механизм, который создает давление между электродами, а соответственно и между свариваемыми заготовками.
Именно трансформатор и батарея делят машины контактной сварки по конструктивным особенностям.
Трансформаторы
Любой металл – это хороший электропроводник. Но на стыке двух заготовок образуется определенное сопротивление, для преодоления которого нужен ток значительной силы. И именно в зоне сопротивления образуется нагрев под действием электроэнергии. Если для небольших машин, выполняющих работы с металлами незначительной толщины, требуется ток величиною 3-5 кА, то в промышленном сварочном оборудовании это значение намного выше – 300-500 кА.
Теперь, что касается конструкции трансформаторной машины контактной сварки. В основе трансформатора лежат несколько позиций, которые определяют сам принцип работы.
- Для вторичной обмотки не требуется высокого напряжения.
- Сама обмотка имеет дисковое устройство, что позволяет равномерно распределить действующие нагрузки по всем секциям. Плюс улучшается охлаждение обмоток.
- Машина контактной сварки работает в режиме высоких нагрузок (постоянных). Поэтому нужно обеспечить защиту обмоток трансформатора от перегрева, от негативного воздействия влаги. Поэтому снаружи обмотки покрывают специальной полимерной изоляцией, что обеспечивает герметичность всей конструкции.
- Нужно обязательно обеспечить охлаждение обмоток. В небольших машинах охлаждение производится воздухов, в промышленных установках водой.
- В режиме пуска машины контактной сварки работают постоянно, к примеру, промышленные модели включаются 400-500 раз в минуту. Поэтому сам трансформатор должен обладать повышенной прочностью. Поэтому сердечник прибора – это броневая конструкция. Редко его изготавливают из сборных пластин.
- Сила тока для сварки регулируется специальным устройством, которое включено в первичную сеть. При этом первичная обмотка представляет собой секционную конструкцию, части которой подключаются в разном порядке. Современные машины имеют электронное управление.
Необходимо отметить, что трансформаторная машина контактной точечной сварки имеет один существенный недостаток. Часто возникает перекос фаз, а причины – высокая частота пусковых моментов и неравномерная нагрузка.
Конденсаторная батарея
Отличие этих моделей лишь в том, что в конденсаторных батареях накапливается электроэнергия, и сама машина питается от нее, а не от питающей сети. При этом зарядка батареи происходит постоянно, а значит, нагрузка на сеть равномерная без скачков, как это происходит на трансформаторных машинах контактной сварки.
Стыковой вид сварки производится без трансформатора. Заряд, накопленный внутри конденсаторной батареи, проходит между заготовками сразу после их соприкосновения. В этом случае легко добиться необходимой мощности импульса тока и его продолжительности. Настройка производится при замене емкости каждого конденсатора.
Шовная и точечная сварка производятся с применением трансформатора. То есть, после конденсаторного блока устанавливается трансформатор, который питается от аккумулированной энергии. Поэтому его работа становится равномерной, без больших нагрузок.
Механизм прижима
Электрическая сварочная часть машин контактной сварки практически одинаковая у всех моделей с небольшими несущественными отличиями. А вот механизмы прижима отличаются друг от друга значительно. Здесь две модельные позиции.
- Стационарные машины для контактной сварки с механизмом прижима в одном корпусе со всеми остальными элементами и узлами. Давление на электроды может передаваться как механическим путем, так и пневматическим. Важно, что оба способа могут обеспечивать прижим в достаточно широких пределах. Второй вариант машин стоит дороже.
- Разделение самой машины и механизма прижима. В качестве второго выступают специальные клещи подвесного типа. Они перемещаются, что позволяет сварщику проводить сварку в любом месте цеха. Такие агрегаты используются во всех машиностроительных заводах. Удобство их использования состоит в том, что можно контролировать и настраивать давление прижима и силу тока одновременно. Механизм прижима – пневматический.
Системы управления
Качество сварочного процесса зависит от правильно выбранных параметров режима сваривания. К тому же необходимо отметить, что любой тип контактной сварки требует больших величин силы электрического тока, поэтому управление и коммутация самим процессом возможно только в первичной обмотке.
В машинах, устаревшего типа, для этого используется переключатели, которые соединяют разные секции первичной обмотки трансформатора. Разные комбинации соединяемых секций дают возможность регулировать силу тока на электродах. По сути, это были механические средства, которые обладали не очень высокой надежностью, периодически выходили из строя, конструкция их была неудобной и очень громоздкой.
Современные технологии настройки режимов сваривания – это тиристорные контакторы, с помощью которых производилась коммутация электрических цепей внутри машины контактной сварки. Аппараты для точечной и стыковой сварки дополнительно снабжаются микропроцессорами, с помощью которых облегчается процесс управления режимами, плюс производится контроль над сваркой.
Машины для контактной сварки – это в первую очередь быстрота и удобство соединения двух металлических заготовок. Здесь нет сложных операций, требующих специальных навыков. Поэтому научиться на них работать несложно.
Поделись с друзьями
0
0
0
0
Шовная (роликовая) контактная сварка: применение, схема, ГОСТ
Технология шовной контактной сварки была разработана в конце XIX века. Сварка ведется без плавящегося электрода и присадочного материала. Нагрев и расплавление небольшой области заготовок происходит за счет электрического разряда высокой интенсивности, периодически пропускаемого между двумя роликовыми электродами, к которым прикладывается значительно усилие на сжатие. Шов состоит из множества перекрывающихся зон проплавления. Метод предназначен для сваривания тонкого листового проката, в том числе и имеющего сложные пространственные формы.
 Шовная контактная сварка
Шовная контактная сваркаОписание технологии шовной сварки
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.

Схема шовной сварки (принцип работы)
Прерывистая контактная шовная роликовая сварка позволяет получить надежное и герметичное шовное соединение при приемлемом расходе роликов и электроэнергии. Степень перекрытия сварных зон регулируется путем подстройки скважности (периода следования) импульсов. Эта технология шовной сварки получила наибольшее распространение. Требования к проведению операции описаны в стандарте ГОСТ 15878-79.
Скачать ГОСТ 15878-79
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.

Машина МШ-2203
Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Устройство машины для шовной контактной сварки
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Устройство прижима может быть ручным, пневматическим, гидравлическим или комбинированным. Ручной (точнее, ножной) привод обладает наименьшей мощностью.
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.

Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Шовные машины-клещи
Кроме стационарных сварочных машин, производители выпускают также переносные, или подвесные устройства. Они предназначены для сваривания тонкостенных изделий сложной конфигурации. Источник питания по-прежнему размещается на полу цеха, а ролики и устройство прижима смонтированы на подвижных клещах. Клещи с помощью шарнирного пневмопривода устанавливаются в положение, необходимое для работы.

Шовные клещи
Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.

Роликовый стенд для контактной сварки
Область применения
Шовная технология контактной сварки позволяет делать прочные, долговечные и герметичные швы, надежно соединяющие тонкостенные заготовки. Она находит применение в следующих отраслях:
- Тонкостенные сварные трубы для трубопроводного транспорта и технологических установок.
- Резервуары и сосуды низкого давления для химической, пищевой, транспортной промышленности.
- Герметичные кожухи механизмов и приборов, транспортных средств.
- Конструкции из тонколистового проката для промышленного оборудования и бытовой техники.

Производство, оборудованное машинами шовной сварки
Технология отличается от других сварных технологий наибольшей производительностью. Установка средней мощности выдает за час несколько сотен метров сварного шва.
Как получить герметичный шов
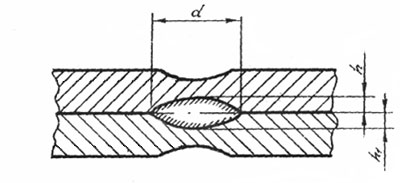
Герметичность шва обеспечивается созданием цепочки частично перекрывающихся точек контактной сварки. Сварное пятно после импульса, прошедшего через роликовые электроды, имеет форму овала.
Если правильно сочетать скорость подачи заготовок и периодичность следования сварных импульсов, то овалы будут перекрываться своими боковыми частями, образуя непрерывный и герметичный шовный материал.
Использование точечной сварки при ремонте автомобилей
Для того, чтобы иметь представление о том, как работать с точечной сваркой при ремонте автомобиля, необходимо понимать процесс создания соединения.
Клещи контактной точечной сварки
Отличия от сварки плавлением
Точечная сварка давлением отлично показывает себя при соединении листовых заготовок, что подтверждается тем фактом, что практически все автопроизводители используют её при сварке кузовов автомобилей. Так же, следует отметить, что соединения, выполняемые точечной сваркой крепче, чем такие же, которые выполняются обычной сваркой оплавлением, и при этом дешевле обходятся. Дешевизна обеспечивается отсутствием вносимого металла, ведь единственная деталь, которую нужно время от времени заменять – сам электрод, который непосредственно соприкасается со свариваемыми заготовками.
Принцип работы процесса точечной сварки
Прежде всего, необходимо правильно разместить соединяемые детали, после чего поместить их между электродов сварочного аппарата. После этого можно начинать процесс сварки:
Сжатие деталей
Подача тока
Проковка (в некоторых случаях)
Снятие давления
Поскольку процесс образования жидкого ядра сварки происходит под давлением, соответственно ядро не соприкасается с атмосферой. Это позволяет избежать образования пор и других дефектов. Ядро защищено настолько хорошо, что не нуждается в дополнительной газовой или шлаковой защите.
Расплавленное ядро
Диаметр электрода и режимы (сила тока, время нагрева и давление) определяются толщиной и типом материалов, которые свариваются. Значительное влияние так же оказывает форма рабочей части электрода.
При сварке тонких стальных листов процесс образования точки зачастую занимает несколько секунд.
До недавнего времени точечная сварка имела ограниченное применение в повседневной жизни, поскольку требовала достаточно мощных источников питания и сварочных клещей, под которые можно установить далеко не каждую деталь.

Основной инструмент при работе со споттером — универсальный пистолет. Компактный и лёгкий
Но благодаря споттерам все изменилось. Этот способ, требует доступа только с одной стороны свариваемых деталей, имеет малую мощность, поэтому может работать даже от небольших инверторных источников питания, низкая цена которых делает их доступными многим СТО. Именно благодаря этим преимуществам сварка споттерами все чаще применяется при ремонте автомобилей. Прибавьте к этому еще и лучшие, по сравнению со сваркой плавлением, характеристики шва, хорошую продуктивность и получаем идеальный способ для сварки кузова автомобиля. Так же стоит отметить ещё одно немаловажное «умение» споттеров — возможность приваривать электрод к металлу и, благодаря специальным приспособлениям, исполнять роль обратного молотка, который способен работать без сверления или каких-либо других подготовительных операций, а потом легко его убирать.
Как видим, точечная сварка уже повсеместно используется при сварке автомобилей, а, от недавнего времени, начала широко использоваться и для ремонта. А все благодаря всего двум основным преимуществам — малым термическим деформациям и отличной продуктивности.
И всегда помните — если Вы решили улучшить свое СТО или цех оборудованием дли точечной сварки, мы всегда готовы Вам помочь

Процесс рихтовки со споттером
Машины для точечной контактной сварки
Машины для точечной контактной сварки
Категория:
Сварка металлов
Машины для точечной контактной сварки
Точечная сварка наиболее распространенный вид контактной сварки. Точечные машины обладают наибольшей универсальностью и находят широкое применение для сварки листов, преимущественно небольших толщин, полос, проволок и пр. Количество изготовляемых и действующих точечных машин в несколько раз превышает число контактных машин всех остальных типов вместе взятых.
Точечные машины сваривают листовые металлы толщиной от 0,1 мм и более, имеют электрическую мощность 0,5—1000 ква и более и усилие осадки от нескольких килограммов до нескольких тонн. Машины отличаются высокой производительностью, до 600 сварных точек в минуту. Г1о конструкции привода различают машины педальные, приводимые в действие усилием рабочего, и механизированные — с электрическим, пневматическим или гидравлическим приводом. Машины бывают и специализированные для определенного вида работ.
Рассмотрим для примера небольшую стандартную точечную машину типа АТ-10 мощностью 10 ква с педальным приводом (рис. 1). Внутри корпуса машины помещен сварочный трансформатор со вторичным напряжением 1,6—2,75 в, дающий сварочный ток до 6000 а. Вторичная обмотка состоит из одного гибкого витка, концы которого присоединены к верхнему и нижнему плечам, негущим электроды. Нижнее плечо неподвижно, верхнее закреплено шарнирно и может поворачиваться около оси шарнира; при этом конец верхнего электрода движется по дуге окружности соответствующего радиуса. Лучшим является прямолинейное вертикальное движение верхнего электрода, применяемое в более совершенных машинах. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает с усилием 10—20 кГ. При нажатии педали поворачивается до упора педальный рычаг; при увеличении нажатия на педаль давление электродов не увеличивается. Через соединительную штангу, коленчатый рычаг, штангу и регулировочную пружину давление передается на рычаг верхнего плеча машины. Коленчатый рычаг встроен для повышения давления электродов. По мере перемещения штанги вверх Уменьшается угол между осями коленчатого рычага и штанги и быстро возрастает давление на электроды.
Рис. 1. Контактная точечная машина
Нормальные педальные машины создают усилие на электродах 100—150 кГ, коленчатый рычаг повышает его до 200—400 кГ при том же усилии, прилагаемом к педали. Затяжку регулировочной пружины можно плавно менять, благодаря чему достаточно точно устанавливают определенную силу давления электродов при дожатии педали до упора. При повторении нажатий педали до упора электроды каждый раз производят одно и то же давление на свариваемый металл благодаря наличию регулировочной пружины в кинематической цепи передачи давления от педали к электроду. При нажатии педали начинает перемещаться кверху соединительная штанга, которая сначала создает небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель. Благодаря сжатию пружины давление электродов постепенно возрастает вплоть до остановки перемещения штанги вследствие остановки дальнейшего перемещения детали упором. При освобождении педали процесс идет в обратном порядке: снижается давление на электроды, прерывателем выключается ток и электроды расходятся, освобождая изделие. Сварочный ток регулируют переключателем ступеней или регулятором.
Рис. 2. Диаграммы давление — ток в зависимости от времени: а — выключение тока при нормальном давлении; б — то же при уменьшенном давлении; в — то же при увеличенном давлении; г — включение тока при уменьшенном и выключение при увеличенном давлении
Для машины описанной конструкции диаграмма давление — ток показывает изменение давления электродов и сварочного тока во времени и является важной характеристикой точечных машин. В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность вследствие воздействия на горячую точку усилий, стремящихся разъединить сваренные детали после снятия давления электродов.
Изменение давления и тока в сварочных машинах за время сварки одной точки может происходить различным образом.
Наиболее распространенный несколько улучшенный цикл точечной сварки показан на рис. 3, а. Давление и ток остаются приблизительно постоянными весь цикл сварки. Ток включается
вскоре по достижении нормальной величины давления, которое снимается несколько позже выключения тока. При слишком быстром снятии давления возможно ослабление горячей точки действием внутренних усилий, возникающих в процессе сварки, стремящихся разъединить листы и разорвать сваренную точку.
В этом отношении предпочтителен цикл сварки (рис. 2, в), в котором после выключения тока давление не снимается, а наоборот, значительно возрастает, и точка выдерживается некоторое время под увеличенным давлением без тока. Это позволяет точке охладиться и затвердеть под увеличенным давлением. В результате после снятия давления точке уже не опасны напряжения, возникающие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, заметно повышает прочность точки и улучшает структуру литого ядра.
Рис. 3. Контактная точечная машина
Рис. 4. Держатель электродов и электрод точечной машины
Еще более сложный цикл, применяемый иногда для сварки металла значительной толщины, показан на рис. 185, г. Кривая давления имеет седлообразную форму, с двумя максимумами и уменьшенным значением в средней части. Сначала создается повышенное давление без тока для обеспечения плотного прилегания листов в зоне сварки. Затем давление снижается для увеличения омического сопротивления сварочного контакта и усиления теплового действия сварочного тока. После выключения тока давление снова повышается и точка выдерживается под увеличенным давлением (проковочным) без тока.
Педальные машины требуют довольно значительных физических усилий от сварщика и утомляют его, особенно при массовом производстве. Поэтому в настоящее время применяются преимущественно автоматизированные машины, например современная точечная сварочная машина типа МТ-1608 (рис. 186).
Машина может сваривать низкоуглеродистую сталь с максимальной толщиной 4 + 4 мм, легированные стали и алюминиевые сплавы. Номинальный сварочный ток 16 000 а; максимальная производительность 600 сварок в минуту; максимальное усилие на электродах 630 кГ; продолжительность сварки 0,02—4 сек. Привод машины пневматический, быстродействующий; ход электрода прямолинейный вертикальный; включение и регулирование сварочного тока осуществляется при помощи тирристоров; машина управляется электронным регулятором времени.
В то время как в машинах с педальным приводом перемещение электрода обычно радиальное, в автоматических машинах с механизированным приводом движение электрода прямолинейное вертикальное. Прямолинейное движение обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.
На рис. 4 показано устройство держателя электрода с водяным охлаждением и типовых электродов для точечных машин. Электроды охлаждаются проточной водой. По мере износа рабочие поверхности электродов зачищают и обрабатывают специальной оправкой, восстанавливающей нормальную форму конца электрода.
Реклама:
Читать далее:
Процесс точечной сварки
Статьи по теме:
Аппарат для точечной сварки — успешный процесс контактной сварки
Контактная сварка давлением с помощью аппарата для точечной сварки
Независимо от того, какой блок точечной сварки используется, во время точечной сварки металлические заготовки всегда соединяются путем сжатия двух электродов и подачи тока . Местный ток создает тепло. Обе заготовки нагреваются в точке, в которой вы хотите сваривать, под действием электрического тока до тех пор, пока материал не расплавится, и под действием прижимающей силы электродов из медного сплава образуется так называемый сварочный шов.Необходимое время сварки зависит от конкретной сварочной работы, а также от сварочного тока и силы электродов. Однако всегда действует следующее: Точечная сварка очень быстрая — всего за несколько секунд, хотя фактическое время сварки обычно даже меньше одной секунды. Никаких дополнительных материалов не требуется. Этот процесс создает постоянно стабильные соединения, прост в обращении и является одним из самых экономичных методов соединения. Это еще одна причина, по которой агрегаты точечной контактной сварки используются во многих автоматизированных производственных процессах.Точечная сварка алюминия предъявляет особые требования ко всем типам сварочных аппаратов.
Установка для точечной контактной сварки: можно использовать различные технологии
Работы по контактной точечной сварке, как вы можете заключить из названия, с сопротивлением между металлическими и проводящими материалами, которые вы хотите сваривать, которые лежат друг на друге . Сварочный ток создает наибольшее количество тепла в точке перехода между компонентами, где сопротивление наибольшее. Это необходимо, чтобы объединить материалы, которые вы хотите соединить, и связать их друг с другом.Это делает сварочный ток — наряду со сварочным усилием — наиболее решающим параметром при контактной сварке. В зависимости от используемой технологии продолжительность сварочного тока колеблется от нескольких миллисекунд до нескольких секунд.
Четыре наиболее распространенных типа генерирования сварочного тока:
- Однофазная сварка переменным током (AC)
- Трехфазная сварка постоянным током (DC)
- Среднечастотная сварка (MF-DC)
- Сварка конденсаторным разрядом (KE)
Сварка 1-фазным переменным током была наиболее распространенным вариантом для выработки сварочного тока в течение длительного времени, поскольку одновременно является самым дешевым и простым способом изготовления установки для контактной сварки или сварочных горелок .Однако с технологической точки зрения это не лучший способ. Поскольку здесь только во время каждой положительной полуволны классического переменного тока соответствующая энергия вводится в металл сварного шва, подвод тепла до плавления материала занимает соответственно больше времени, и тепло имеет достаточно времени для распространения в окружающую среду сварочного шва. будущая точечная сварка. Это приводит к нежелательному обесцвечиванию (потускнению) и выгоранию любых возможно существующих покрытий. Наряду с этим есть дополнительные недостатки, такие как высокое потребление тока, несимметричная нагрузка от сети, потери мощности при больших вторичных цепях, установка и управление параметрами в диапазоне периодов вместо миллисекунд.
В 3-фазная сварка постоянным током три трансформатора переменного тока соединены между собой на вторичной стороне, и с помощью блока диодного выпрямителя переменный ток преобразуется в постоянный. Он обеспечивает значительно больший и более высокий сварочный ток, более крупные вторичные цепи можно перемыкать без каких-либо серьезных потерь мощности, а подключение к сети является симметричным, что приводит к меньшим потребляемым токам и предохранителям. Недостатками системы являются относительно высокие инвестиционные затраты, место, необходимое для трех трансформаторов и выпрямителя, а также относительно длительный рост тока.
Среднечастотная сварка — это почти комбинация обеих вышеупомянутых систем. Здесь также используется только один трансформатор, как в системе переменного тока, но он запускается с частотой 1000 Гц вместо 50 Гц и имеет выпрямитель на вторичной стороне. Это позволяет использовать преимущества сварки постоянным током (более высокий сварочный ток, меньшее количество подключений к сети и предохранителей, перекрытие больших вторичных цепей без больших потерь мощности и т. Д.). Но есть и другие преимущества, такие как быстрое нарастание тока, которое в сочетании с более высокой энергией сварочного тока обеспечивает очень короткое время сварки и, таким образом, значительно снижает потускнение и выгорание покрытий, возможность для 20-кратной более точной настройки. и настройки, так как система работает с частотой 1000 Гц вместо 50 Гц, а также уменьшение размера и веса трансформатора, что позволяет использовать его в ручных и роботизированных сварочных пистолетах.
С другой стороны, сварка конденсаторным разрядом продолжает считаться несколько «экзотической». Но NIMAK неоднократно доказывает, что это не относится к сложным установкам и концепциям сварочных работ, которые надежно решаются только с технологией KE. При сварке KE во время простоя аппарата, например при заполнении комплектующими конденсаторная батарея заряжается от сети. Это может быть выполнено менее чем за 1 секунду, но может растянуться на несколько секунд.Чем больше времени доступно для зарядки, тем меньше требуется подключения к сети, и, в зависимости от размера, такую машину можно почти заряжать от обычной «розетки». Когда машина готова к работе, ранее заряженная батарея конденсатора разряжается через сварочный трансформатор. То, что происходит менее чем за 10 миллисекунд, необходимая энергия сварки находится только в зоне плавления, а окружающий материал не нагревается. Это также одна из причин, по которой машины KE иногда могут обходиться даже без собственного водяного охлаждения! Таким образом, благодаря количеству конденсаторов можно достичь сварочного тока до 800 000 ампер.Недостатком системы KE является необходимость в пространстве, обусловленная шкафом конденсаторов и относительно большими и тяжелыми трансформаторами, которые допускают только частичное использование, например в сварочных пистолетах. Однако взгляд на прайс-лист опровергает распространенное мнение, что машины KE всегда значительно дороже, чем системы MF. Напротив, чем больше необходим сварочный ток, тем дешевле становится установка с технологией KE по сравнению с технологией MF.
Соединение материалов посредством точечной контактной сварки
Точечная сварка соединяет металлы вместе, заставляя атомы двух частей взаимодействовать, например, в расплавленном состоянии.Возможность и насколько хорошо части могут быть соединены друг с другом посредством точечной сварки, зависит от физических свойств соединяемых частей. И от их поведения при взаимодействии с материалами электродов. Предпосылки для использования метода точечной сварки особенно благоприятны, если оба материала имеют одинаковые точки слияния и обладают низкой электрической и теплопроводностью. Высокая пластичность материала также облегчает точечную сварку. В практических сварочных работах различают три группы материалов:
- Материалы с высокой электрической и теплопроводностью и низкими сварочными характеристиками: например, алюминий и драгоценные металлы, такие как золото, серебро и бронза
- Материалы, которые можно легко сваривать: в том числе никель, титан, платина
- Твердые и хрупкие материалы с высокими температурами плавления и средней электропроводностью, такие как хром и железо
Сварочные пистолеты и машины для точечной сварки
Наряду с машинами для точечной сварки, ручные и роботизированные сварочные пистолеты также могут использоваться для точечной контактной сварки.Эти горелки в основном состоят из привода, сварочного трансформатора, системы выработки электроэнергии и двух электродных рычагов. Сварочные пистолеты могут быть выполнены в Х- или С-исполнении. Первые сварочные пистолеты-роботы были разработаны и выпущены на рынок компанией NIMAK в 70-х годах. В настоящее время они во всем мире используются в автоматизированных производственных процессах для всего, что касается обработки листового металла и механической обработки. В промышленном производстве наряду с мобильными сварочными пистолетами — ручными и роботизированными — используются также стационарные аппараты для точечной сварки.В зависимости от требований к сварке они могут быть настольными или напольными. Точечная сварка алюминия создает особые проблемы для сварочных аппаратов и требует высоких токов, которые могут быть достигнуты только с помощью специальных высокопроизводительных трансформаторов.
Методы точечной сварки в различных отраслях
Методы точечной сварки используются, например, в автомобилестроении, производстве товаров для дома, а также в металлообработке и механической обработке. В аэрокосмической отрасли детали также соединяются методом точечной сварки для создания неизменно надежных и прочных соединений.В то время как сварочные пистолеты-роботы используются в автоматизированных производственных процессах, компании любят работать над созданием прототипов или на этапах испытаний с ручными пистолетами. Ремесленные и торговые предприятия специально используют ручные пистолеты и соответствующую точечную сварку сопротивлением.
Наши решения для ваших задач: приобретение установки для точечной сварки
В качестве вашего партнера во всем, что связано с точечной сваркой, мы разрабатываем, проектируем и производим сварочные пистолеты и сварочные аппараты, которые точно соответствуют вашим требованиям.Ассортимент продукции простирается от полностью новых разработок и модульных систем с возможностью индивидуализации до стандартных машин, которые мы ориентируем в соответствии с вашими потребностями и производим в соответствии с вашими требованиями. Познакомьтесь с нашим выбором для вашего аппарата точечной сварки:
Роботизированные сварочные горелки NIMAK:
Что такое точечная сварка? (Полное руководство по процессу сварки)
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от продолжительности воздействия тока.Это тепло можно выразить уравнением:
Q = I 2 Rt
В этом уравнении «Q» — это тепловая энергия, «I» — ток, «R» — электрическое сопротивление и «t» — время, в течение которого приложен ток.
Материалы для точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, а низкоуглеродистая сталь лучше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент> 0.4 мас.%) Склонны к плохой вязкости разрушения или образованию трещин в сварных швах, так как они имеют тенденцию к образованию твердых и хрупких микроструктур.
Для оцинкованной стали (оцинкованной) для сварки требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, в случае цинковых сплавов медные электроды быстро разрушают поверхность и приводят к потере качества сварки. При точечной сварке сталей с цинковым покрытием необходимо либо часто менять электроды, либо поверхность кончика электрода «одевать», при этом резак удаляет загрязненный материал, обнажая чистую медную поверхность и изменяя форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий по теплопроводности и электрическому сопротивлению близок к медным, температура плавления алюминия ниже, что означает, что сварка возможна. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в очень небольшом количестве сварных швов, а это означает, что добиться стабильного высокого качества сварки очень сложно. По этой причине в настоящее время в промышленности можно найти только специализированные области применения точечной сварки алюминия. Появляются различные новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены точечной сваркой сопротивлением, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медных сплавов, поскольку тепловыделение электродов и заготовки очень похоже.
Решением для сварки меди является использование электрода из сплава с высоким электрическим сопротивлением и температурой плавления, намного превышающей точку плавления меди (намного выше 1080 ° C). Материалы электродов, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где применяется точечная сварка?
Точечная сварка применяется в ряде отраслей, включая автомобилестроение.
Сварка крепежных изделий: точечная или выступающая?
Наши сайты
- FMA
- FABRICATOR
- Гайки, болты и ThingamajigsFoundation
- FABTECH
- Канадская металлообработка
- 50 лет FMA
Наши публикации
- The FABRICATOR
- Подписаться
- — информационный бюллетень
- Цифровое издание
- Рекламируйте
- The WELDER
- The Tube & Pipe Journal
- Журнал STAMPING
- Отчет о добавках
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / фальцовка
- Расходные материалы
- Резка и сварка Подготовка
Luvata | Электроды для точечной сварки
H-Trode® — идеальный колпачковый электрод для контактной сварки алюминиевых компонентов классов 5000, 6000 и 7000.
Сочетание передовой металлургии меди и нашей технологии холодной штамповки дает вам электрод, который превосходит обычные электроды при сварке алюминия.
Превосходная проводимость H-Trode означает, что максимальное электрическое сопротивление в сборке явно находится между алюминиевыми листами. Это уменьшает тепло, выделяемое между листами и электродом, что, в свою очередь, уменьшает прилипание.
Преимущества:
- Совместимость с обычным оборудованием для точечной сварки
- Повышенная производительность
- Экономичный электрод для сварки алюминия
- Высокая проводимость
- Антипригарные свойства
Совместимость с обычным оборудованием для точечной сварки
Для алюминия были разработаны альтернативные сварочные решения, но оборудование дорогое, крупное и более сложное в применении, чем обычная точечная сварка.Электроды H-Trode обеспечивают стабильную точечную сварку алюминиевых сплавов с использованием обычного оборудования для точечной сварки.
Повышенная производительность
По сравнению с альтернативными методами соединения, точечная сварка с использованием электродов H-Trode и стандартного оборудования для правки значительно увеличивает производительность.
Самый экономичный электрод для сварки алюминия
Увеличенный срок службы H-Trode, экономия на техобслуживании и неизменно высокое качество сварных швов гарантируют максимальную окупаемость инвестиций в сварку алюминия.
Физические свойства
Все электроды H-Trode проходят холодную деформацию, а большинство деталей — полностью холодное формование для обеспечения максимальной твердости. H-Trode имеет высокую проводимость минимум 92% IACS.
Hyosung Heavy Industries> Сфера деятельности> Сварочные решения> Аппараты для контактной сварки
Аппараты для контактной сваркиот Hyosung Heavy Industries оптимизированы для различных пользовательских интерфейсов и характеристик каждого материала и обеспечивают отличные сварочные и выходные характеристики.Они продаются как внутри страны, так и за рубежом. страны, включая Японию и Китай.
Тип продукта
Контроллер таймера с адаптивным управлением инверторомПортативная машина для точечной сварки переменного тока MFDC
Контроллер таймера адаптивного управления инвертором
Инвертор / Адаптивное управление / Серия переменного тока
- Адаптивное управление, постоянный ток и управление пуском
- 0.Управление обратной связью 5 мс
- Регулировка обратной связи по первичному / вторичному току
- При коэффициенте использования 10%, выход M600 до 600A, выход M400 до 400A
- Использует трансформаторы MFDC 400–2000 Гц
- 100 недавних случаев аномальных происшествий, включая время возникновения
- Мониторинг сварки
- 1000 точек последних записей сварочных данных и 50 точек записей сварочных сигналов внутри
- Монитор тока, напряжения, сопротивления, допустимого отклонения мощности
- Проверка повязки на кончике электрода
- 255 серий, доступно 63 ссылки
- Выход пневматического пропорционального клапана — до 5 В, 10 В по выбору
- Функция контроля давления усилителя тензодатчика
- Функция контроля температуры охлаждающей жидкости
- Два клапана пистолета и втягивающие клапаны могут использоваться независимо
- Выбираемый способ охлаждения воздушного / водяного охлаждения
- Простая настройка и контроль условий сварки с дополнительным 7-дюймовым сенсорным экраном (корейский, английский, китайский, японский)
- HTB-25 Учебный бокс (опция) Подключение RS-485 (корейский, английский, китайский)
- Управление до 254 устройств с помощью сетевых программ VNET
- Поддержка настройки адаптивного управления и мониторинга VRC
- Выбираемые модули ввода-вывода и полевой шины — DIO, DeviceNet, CC-Link, Profibus-DP, Ethernet / IP
Инверторный преобразователь MFDC серии
Серия TSP / Серия N / Серия NP / Серия UL
- Изготовлен в соответствии со стандартом ISO
- Включено точное управление
- Обеспечивает отличные выходные характеристики
Портативный аппарат для точечной сварки переменного тока
TP серии
- Система трубопроводов воздушного охлаждения
- Система трубопроводов водяного охлаждения
- Змеевик пресс-формы высокого вакуума (0.1, торр) для превосходной надежности и долговечности
- Исключительное охлаждение наружным воздухом через открытую алюминиевую раму и железный сердечник
- Трос 2-жильный тип
- Плавный поток во время работы со встроенным поворотным подшипником
Аппарат для многоточечной сварки
СерияTM (MULTI SPOT 125 кВА / 150 кВА / 170 кВА)
- Отличная долговечность
- Пневматический инверторный сварочный аппарат
HSSP-ITD Series (ПОРТАТИВНОЕ ПЛОЩАДЬ 100 кВА / 150 кВА / 180 кВА)
- Алюминиевый цилиндр без смазки
- Встроенный датчик веса (опция)
- Рама повышенной жесткости / конструкция гидроцилиндра
- Принят сенсорный экран
- Встроенный контроллер
Что такое контактная сварка? (с изображением)
Сварка сопротивлением — это процессы, в которых для создания связей между материалами используются электрически генерируемые тепло и давление.Такие процессы обычно относятся к соединению металлов, но термин контактная сварка также может использоваться при соединении пластмасс. Этот тип сварки считается быстрым и эффективным при правильном выполнении. Ошибки во время такого процесса могут привести к появлению трещин, деформации поверхности и полостей.
 Сварочная маска защищает глаза и лицо сварщика.
Сварочная маска защищает глаза и лицо сварщика.В аппаратах, обычно используемых для контактной сварки, используются медные электроды. Они используются для нагнетания в материалы электрического тепла. Оператор машины может контролировать количество тепла и период нагрева. После нагнетания достаточного количества тепла материалы можно охладить снаружи, в то время как внутренние расплавленные материалы оставляют для более постепенного охлаждения. Когда эта фаза завершена, должны образоваться связи.
Как правило, чем выше температура плавления металла, тем меньше требуется тепла.Металл, который хорошо проводит тепло, например алюминий, требует больше тепла для контактной сварки. Это связано с тем, что тепло имеет тенденцию распространяться по материалу, а не задерживаться при температуре плавления.
Для контактной сварки также требуется усилие.Давление используется для удержания слоев металла вместе во время их охлаждения. Если этого не сделать, единство может никогда не произойти. Необходимое давление обычно прикладывает машина, подающая электрический ток. Оператор машины также обычно может контролировать величину давления.
Точечная сварка является примером процесса контактной сварки.Его можно использовать для соединения нескольких слоев металла без присадочных материалов. Поскольку медь является отличным проводником тепла, заостренные медные электроды используются для зажима металла и пропускания через них электрического тока.
Многие металлы плохо проводят тепло.Таким образом, тепло, создаваемое в слоях проекта, улавливается и приводит к плавлению. Затем под давлением электродов слои соединяются.
Шовная сварка аналогична точечной сварке. Однако вместо того, чтобы создавать связи в различных точках, этот процесс позволяет создавать длинные, непрерывные связи.Круглые электроды используются в этом процессе для катания по материалам снаружи, подачи на них электрического тока и приложения давления.
Существует несколько типов соединений контактной сварки. Связывание плавлением включает материалы, которые связываются, потому что достигаются их точки плавления, позволяя расплавленным материалам смешиваться вместе.Напротив, твердотельная связь предполагает минимальное плавление.
.