Комментарии к ГОСТ 2.312-72. Упрощение обозначений швов сварных соединений
Требование позволяет разгрузить пространство чертежа путем перенесения обозначения стандарта с обозначений швов сварных соединений (где оно может повторяться многократно) в технические требования чертежа (рисунок 1.1) или в таблицу сварных швов (рисунок 1.2).
| Рисунок 1.2 |
Как правило, таблицу швов сварных соединений используют при оформлении документации на конструкции с большим количеством различных сварных соединений (емкости, печи, рамы, и т.д.). В таких случаях таблица швов сварных соединений упрощает:
- расстановку обозначений швов сварных соединений;
- чтение чертежа сварной конструкции.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (рисунок 2.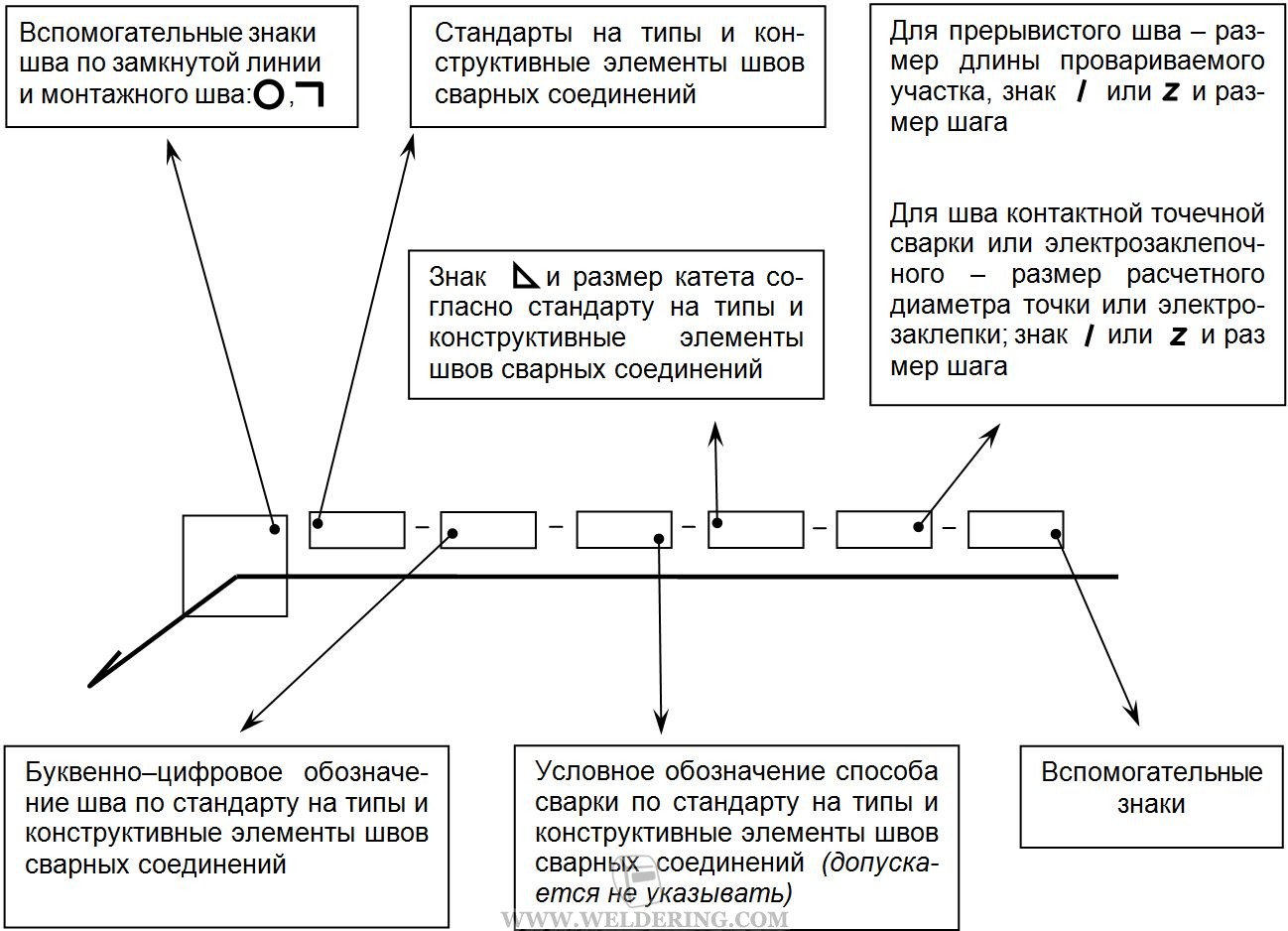
Допущение позволяет:
- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж.
| Рисунок 2.2 |
Листы свариваются при помощи двух сварных точек. Оба места сварки очевидны и изображены с лицевой стороны. Одна сварная точка определена при помощи полного обозначения, вторая точка определена при помощи линии-выноски без полки. Порядковый номер не присвоен, т.к. использовано допущение.
Подраздел 3.3 ГОСТ 2.312-72. Допущение
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
Допущение позволяет:- разгрузить пространство чертежа;
- уменьшить количество обозначений.

Допущение следует использовать с осторожностью, т.к. оно может порождать неоднозначности в трактовке чертежа. На предприятиях ОПК используется редко.
| Рисунок 3.1 |
С точки зрения соблюдения ГОСТ 2.312-72, швы обозначены корректно (рисунок 3.1). С конструктивной точки зрения обозначения швов содержат ошибки. Из чертежа понятно каким швом привариваются два бруска, но не понятно каким швом привариваются два других бруска.
На рисунке 3.2 изображен фрагмент чертежа с однозначной трактовкой.
| Рисунок 3.2 |
С точки зрения соблюдения ГОСТ 2.312-72, швы обозначены корректно (рисунок 3.2). С конструктивной точки зрения, швы также обозначены корректно.
 Конструкция имеет две плоскости симметрии, но расположение швов понятно, т.к. все швы двусторонние и симметричные.
Конструкция имеет две плоскости симметрии, но расположение швов понятно, т.к. все швы двусторонние и симметричные.При использовании САПР и специализированных САПР допущение теряет свою ценность.
Подраздел 3.4 ГОСТ 2.312-72. Допущение
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж;
- уменьшить количество обозначений.
Желательно использовать с указанием:
- соответствующего технического требования;
- количества сварных швов.
На рисунке 4 изображена лестница со швами сварных соединений, обозначенными с учетом допущений 3.
| Рисунок 4 |
Перекладины привариваются к уголкам в шести местах тавровым двусторонним швом. Все места сварки очевидны из чертежа, а количество сварных соединений определено. Допущения используются правильно.
Подраздел 3.5 ГОСТ 2.312-72. Допущение
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж;
- уменьшить количество обозначений.
Характерно для простых чертежей и единичного производства.
На рисунке 5 приведено техническое требование, которое позволяет не создавать обозначение сварки деталей поз. 1 и поз. 2 на чертеже.
| Рисунок 5 |
Подраздел 3.6 ГОСТ 2.312-72. Требование
Правильное обозначение сварки на чертежах и схемах
Условное обозначение сварки на чертежах и схемах сборочной и строительной документации регламентирует ГОСТ 2.312-72, государственная и международная ЕСКД.
При перенесении сварочных работ на бумагу в виде чертежа, необходимо придерживаться условных обозначений согласно ГОСТу 2.312-72.
Это связано с тем, что сваривание деталей – довольно сложный и ответственный вид работ, который задействован практически во всех отраслях промышленности. Электросварка позволяет создать более крепкие, долговечные и надежные металлические конструкции.
Читайте также:
Как производится сварка металлоконструкций.

Общие моменты отображения
Рисунки 1-6. Схемы обозначения сварных швов.
Различают несколько способов отображения сварных сопряжений:
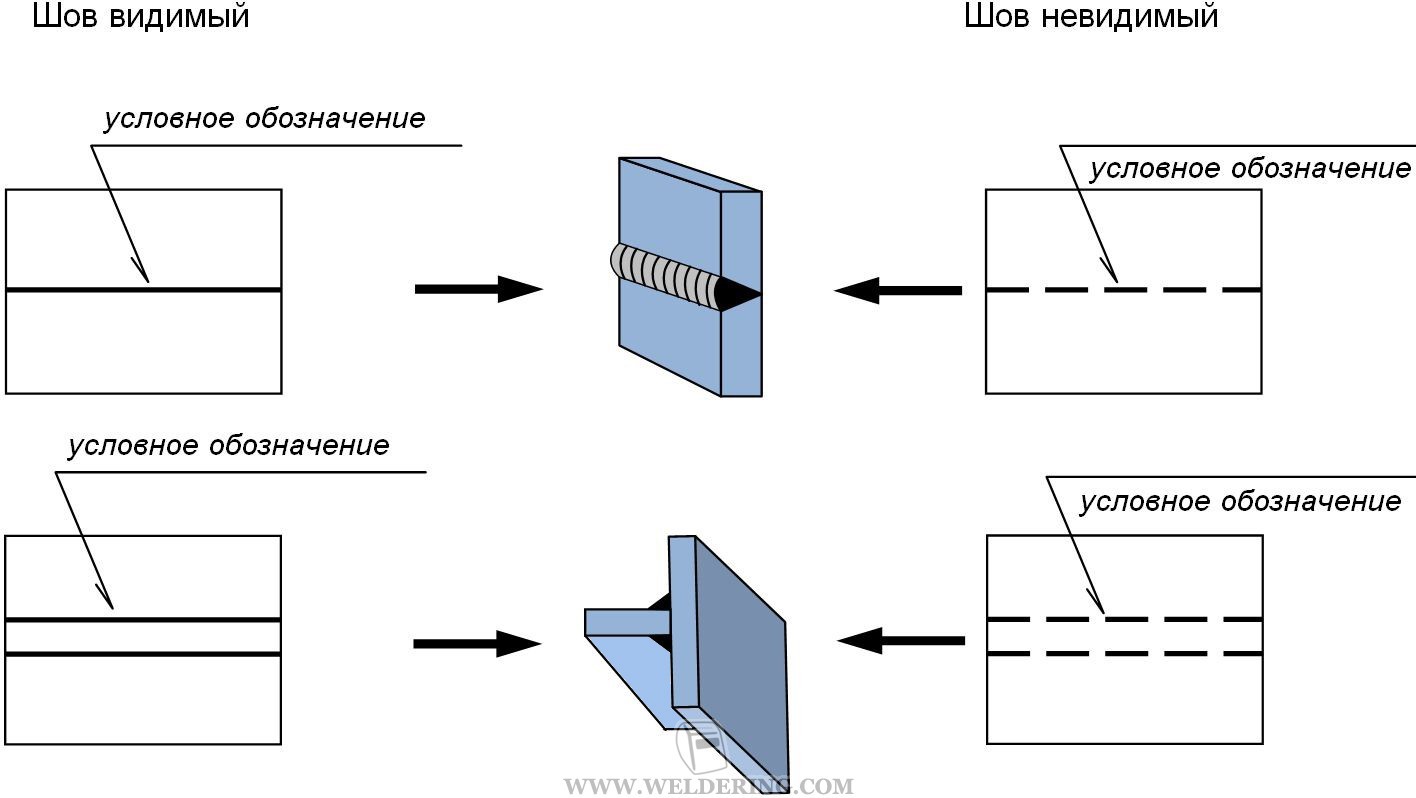
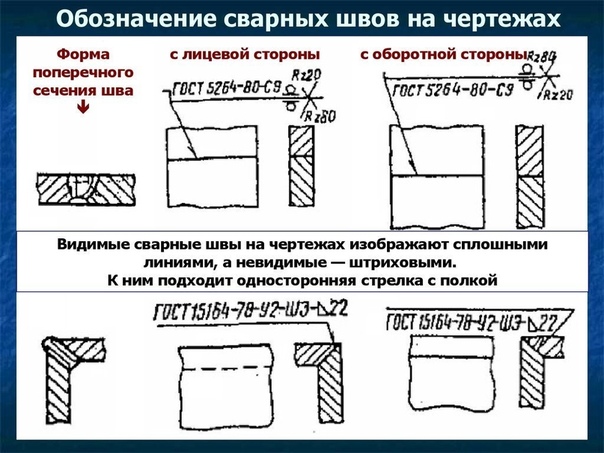
- Видимый шов, что показывается сплошной чертой (Рисунок 1а, 1в).
- Невидимый шов изображают штрихпунктирными рисками (Рисунок 1г).
При точечной электросварке изображение точек выполняют с использованием знака «+» (Рисунок 1б). Знак чертится по правилам сплошными линиями (Рисунок 2). Невидимую точечную сварку не показывают.
Согласно стандарту от сварочного шва или точки проводится линия-выноска. Линия должна заканчиваться односторонней стрелкой (Рисунок 1). Линию проводят по направлению от видимого шва.
При отображении продольных и горизонтальных разрезов и сечений многопроходных сварочных швов необходимо показывать контур каждого прохода отдельно. Проходы сварочных швов маркируют с использованием кириллицы.
Обозначения сварки с нестандартными размерами отображают с обязательным указанием геометрических размеров элементов шва (Рисунок 3).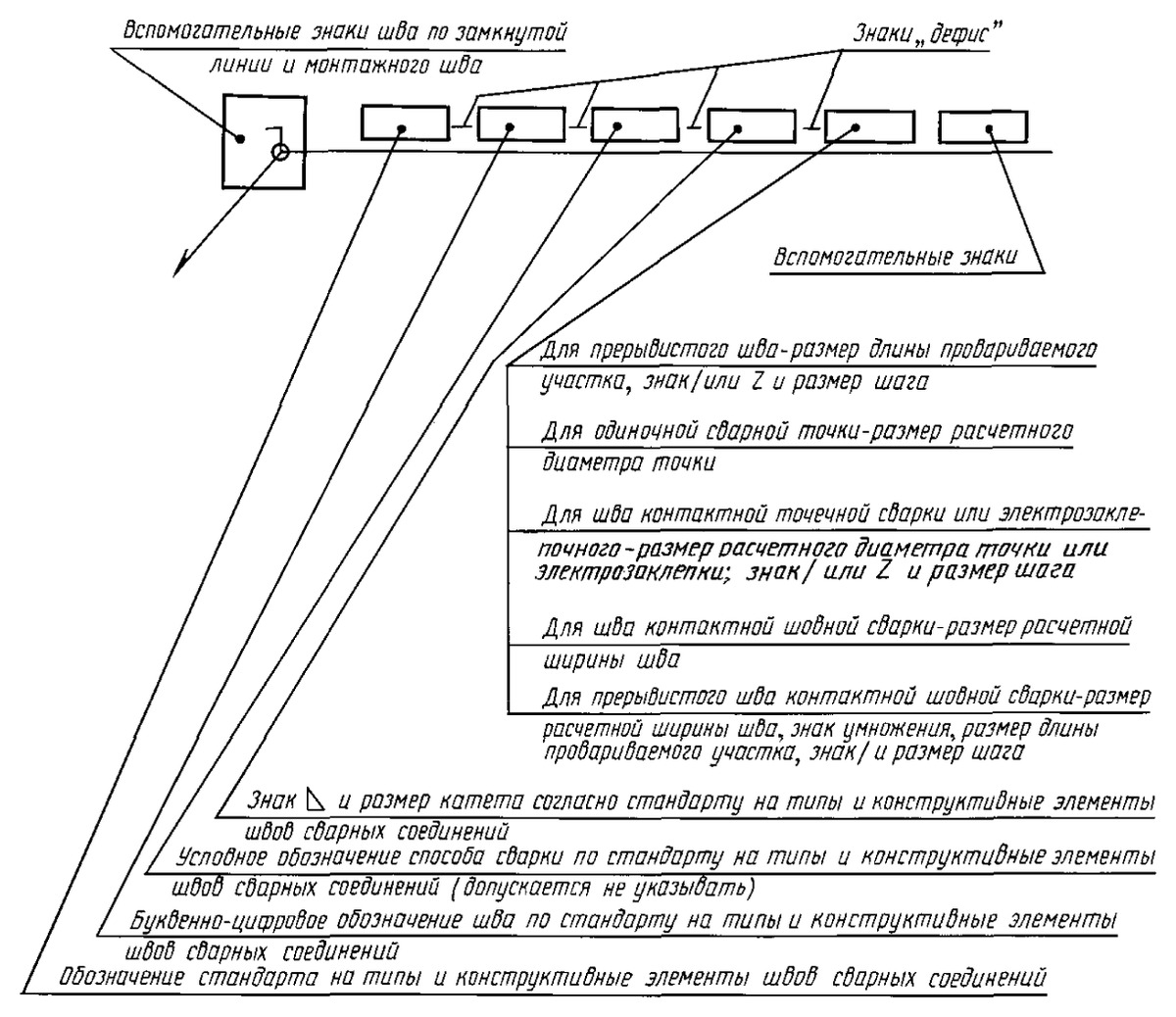
Таблица 1. Основные знаки и способы маркировки сварки.
Все границы сварки на чертежах показывают сплошными линиями, а конструкцию кромочной части – тонкой сплошной линией.
Основные знаки и способы маркировки сварки приведены ниже в таблице 1.
Лицевой частью сварного шва считается сторона, с которой выполняется сваривание. В двусторонней проектной схеме с несимметрично разделенными кромками берут за лицевую часть ту, по которой выполняют проход основного соединения.
При симметричных кромках за лицо можно взять любую из сторон. Условное обозначение показано на рисунке 4. За основу взято стандартное соединение или одна сварная точка.
Обозначение сварки с нестандартным соединением показано на рисунке 5.
При составлении машиностроительных требований конструкторского или строительного документа нужно указать способ сваривания нестандартного шва.
Правильный порядок вычерчивания линий-выносок показан на рисунках 6а и 6б.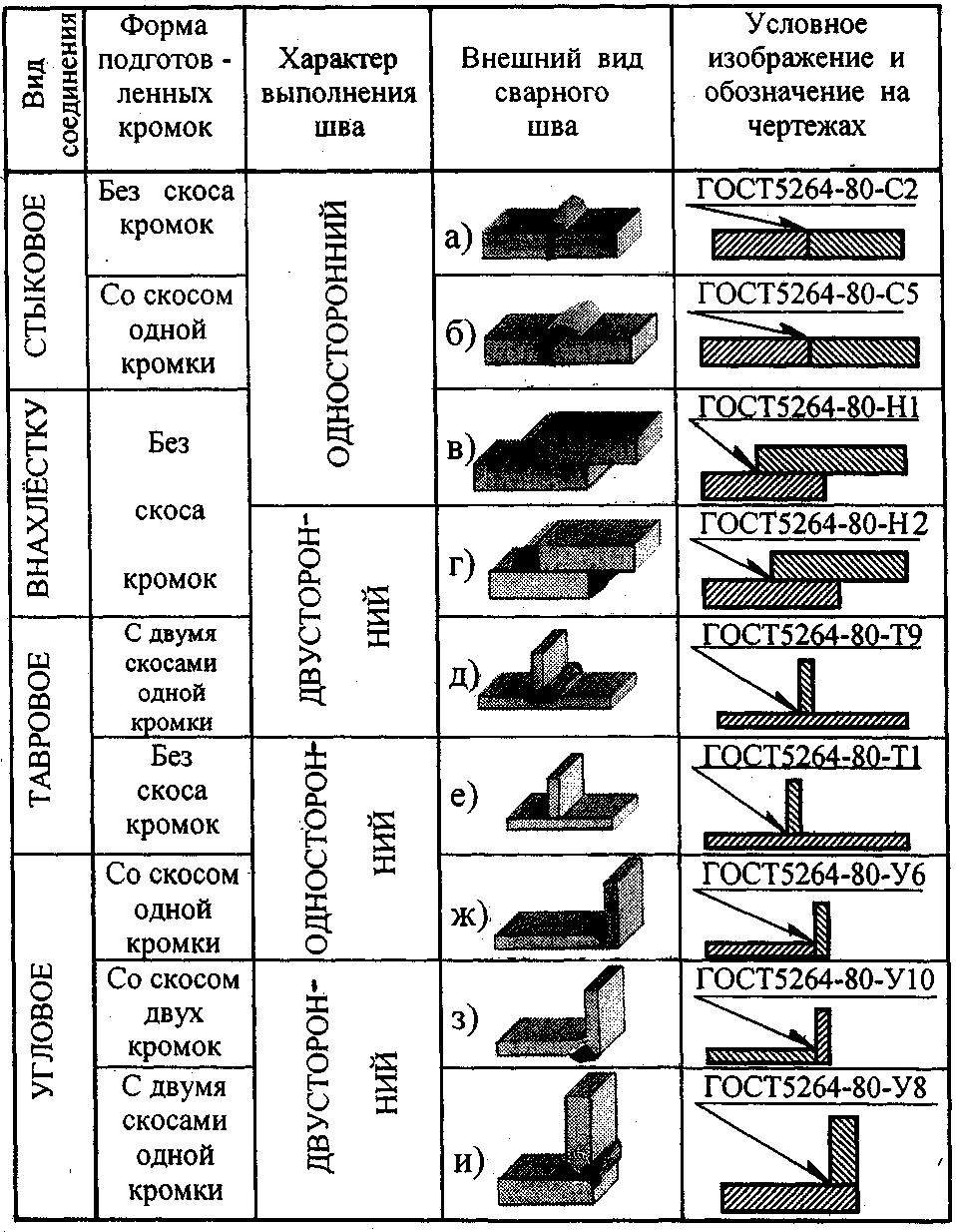 На рисунке 6а показано соединение с лицевой стороны, а на рисунке 6б – с оборотной стороны.
На рисунке 6а показано соединение с лицевой стороны, а на рисунке 6б – с оборотной стороны.
Вернуться к оглавлению
Маркировка пределов шероховатостей, типовые примеры маркировки
Рисунки 7-11. Условные обозначения шероховатостей швов и их маркировок.
Предельную шероховатость стыка указывают на полке линии-выноски или под ней (Рисунок 7). Разрешается указывать шероховатость в сводной таблице или включать в технические условия.
Требования по неразрушающему контролю сварного стыка можно указывать под линией-выноской (Рисунок 8). В технических условиях указывается норматив, который регламентирует данные требования. Электроды и другие электросварочные материалы для выполнения ремонтных работ указывают в технических условиях. Можно материалы не отображать. Это не будет грубым нарушением.
Всем одинаковым стыкам присваиваются одинаковые маркировки сварки и общий порядковый номер, что ставят на линии-выноске (Рисунок 9). Равноценные швы должны иметь один тип, равное поперечное сечение шовной зоны и одни технические условия. Среди типов соединений можно выделить тавровое, стыковое, угловое, внахлест, торцевое.
Среди типов соединений можно выделить тавровое, стыковое, угловое, внахлест, торцевое.
Если на чертеже нужно указать стыки, которые будут выполняться по одному стандарту, то их обозначение можно отобразить в технических требованиях работы или на схеме. Однозначащие односторонние соединения и симметричные стыки можно обозначить линиями-выносками, которые не имеют полок (Рисунок 10). Равнозначные конструкторские нормы к одной группе швов нужно указывать на чертеже только один раз.
Ниже, на рисунке 11 показано двустороннее стыковое сопряжение с разными кромками. Стык выполнен ручной дуговой сваркой при проведении монтажных работ. Лицевая шероховатость на данном обозначении сварки составляет 20 микрометров, предельная оборотная шероховатость – 80 микрометров.
Особой сложности при чертежном и схематическом обозначении сварки возникнуть не должно. Главное, соблюдать точное расположение объектов, придерживаться нормативной, сборочной документации, ГОСТ и унифицированной ЕСКД.
Презентация на тему: Практические занятия № 2 Обозначение сварных соединений на чертежах ГОСТ
1
Первый слайд презентации
Практические занятия № 2 Обозначение сварных соединений на чертежах ГОСТ 2.312-72* – Условные изображения и обозначения швов сварных соединений;
Изображение слайда
2
Слайд 2
Какое из приведенных ниже обозначений соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм? ГОСТ 5264 -80- Т1- 6 ГОСТ 5264 -80- Т1- 6 6 ГОСТ 5264 -80- ГОСТ 5264 -80- Т1-6 ГОСТ 5264 -80- Т1- 6
Изображение слайда
3
Слайд 3
ГОСТ 5264 -80- Т1- 6 ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
4
Слайд 4
ГОСТ 5264 -80- Т1 — 6 Ответ неверный Правильное обозначение выглядит следующим образом 6 ГОСТ 5264 -80- Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм? Т1
Изображение слайда
5
Слайд 5
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом ГОСТ 5264 -80- Т1- 6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
6
Слайд 6
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом ГОСТ 5264 -80- Т1-6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
7
Слайд 7
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом 6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
8
Слайд 8
ГОСТ 15878-79-К т -7
Какое из приведенных ниже обозначений соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.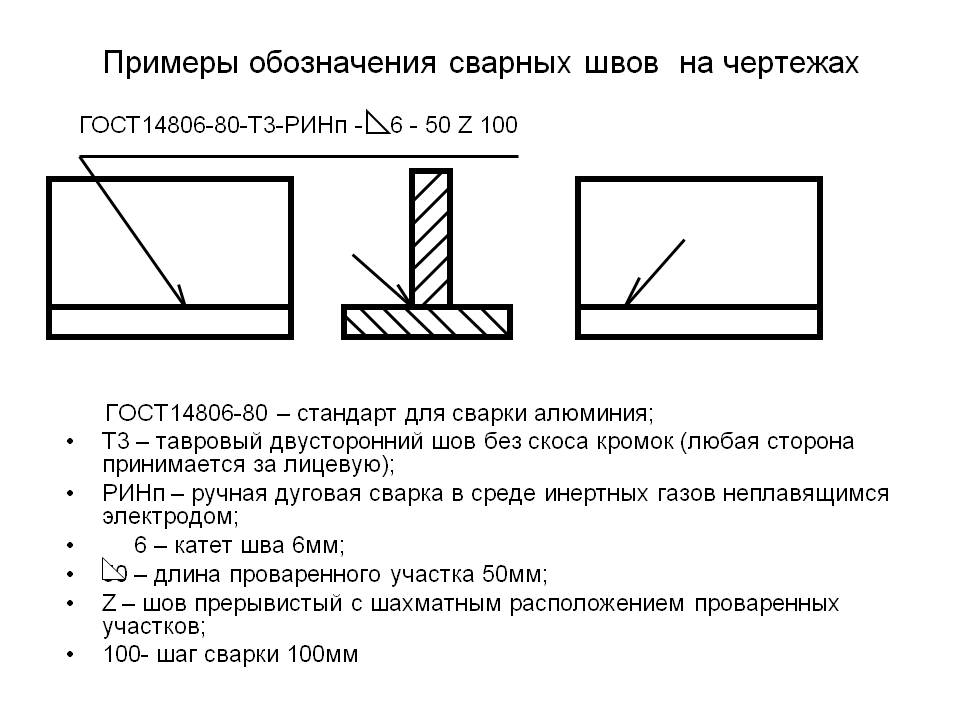 ГОСТ 15878-79-К т -7 /27
27
ГОСТ 15878-79-К р -7
ГОСТ 15878-79-К т -7-2
ГОСТ 15878-79-К т -2-7
ГОСТ 15878-79-К т -7 /27
27
ГОСТ 15878-79-К р -7
ГОСТ 15878-79-К т -7-2
ГОСТ 15878-79-К т -2-7
Изображение слайда
9
Слайд 9
Правильное обозначение выглядит следующим образом ГОСТ 15878-79- К т -7 27 ГОСТ 15878-79-К р -7 Ответ неверный Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
10
Слайд 10
Правильное обозначение выглядит следующим образом
ГОСТ 15878-79-К т -7
ГОСТ 15878-79-К т -7 /27
27
Ответ неверный
Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.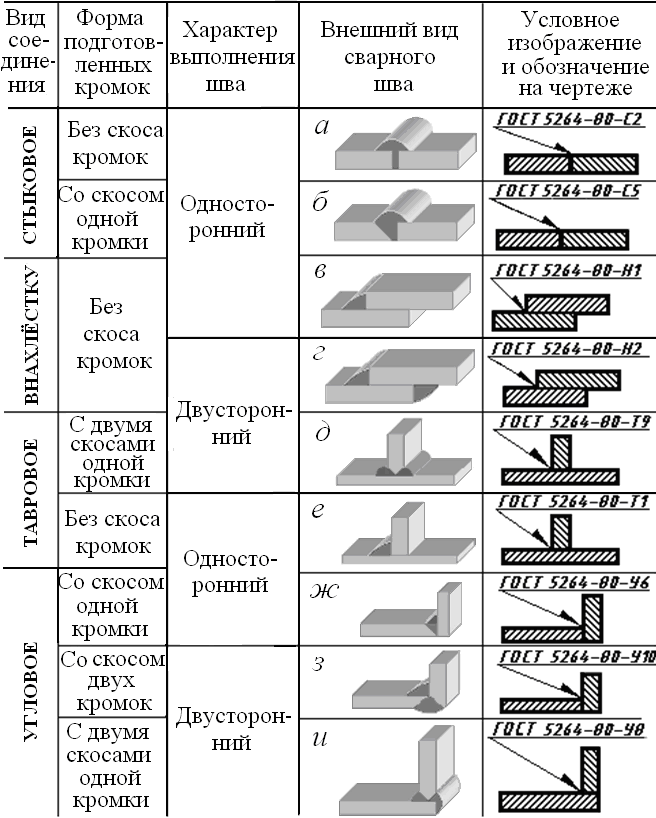
Изображение слайда
11
Слайд 11
Правильное обозначение выглядит следующим образом ГОСТ 15878-79-К т -7 27 ГОСТ 15878-79-К т -7-2 Ответ неверный Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
12
Слайд 12
Правильное обозначение выглядит следующим образом
ГОСТ 15878-79-К т -7
27
ГОСТ 15878-79-К т -2-7
Ответ неверный
Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.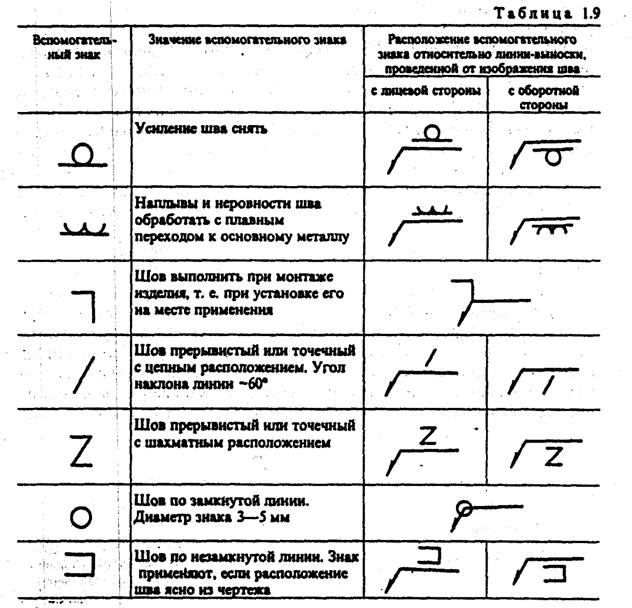
Изображение слайда
13
Слайд 13
Какое из приведенных ниже обозначений соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм. ГОСТ 14771 -76 — Н3 — УП — 8- 50 100 ГОСТ 14771 -76 — Т3 — ИН — 8- 50 150 ГОСТ 14771 -76 — Т3 — УП — 8- 50 150 ГОСТ 14771 -76 — Т3 — УП — 8- 50 100 50 150 100
Изображение слайда
14
Слайд 14
ГОСТ 14771 -76 — Т3 — УП —
8-
50 150
ГОСТ 14771 -76 — Т3 — ИН —
8-
50 150
Правильное обозначение выглядит следующим образом
Ответ неверный
Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм. цепной
инертн. неплав.
цепной
инертн. неплав.
Изображение слайда
15
Слайд 15
ГОСТ 14771 -76 — Т3 — УП — 8- 50 150 ГОСТ 14771 -76 — У3 — УП — 8- 50 100 Правильное обозначение выглядит следующим образом Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм.
Изображение слайда
16
Слайд 16
ГОСТ 14771 -76 — Т3 — УП —
8-
50 150
ГОСТ 14771 -76 — Т3 — УП —
6 —
50 100
Правильное обозначение выглядит следующим образом
Ответ неверный
Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм.
Изображение слайда
17
Слайд 17
Какое из приведенных ниже обозначений соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом? ГОСТ 14771-76 С1-ИНп ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 С1-Инп- 4 ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 У2-ИН
Изображение слайда
18
Слайд 18
ГОСТ 14771-76 С1 -ИН п ГОСТ 14771-76 У2-ИН Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
19
Слайд 19
ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 С1-ИНп Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
20
Слайд 20
ГОСТ 14771-76 С1-ИНп ГОСТ 8713-79 С1-ИНп Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
21
Слайд 21
ГОСТ 14771-76 С1-ИНп ГОСТ 14771-76 С1-ИНп- 4 Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
22
Слайд 22
ISO 2553 -92 Условные обозначения типа шва
Изображение слайда
Изображение для работы со слайдом
23
Слайд 23
Изображение слайда
Изображение для работы со слайдом
24
Слайд 24
Изображение слайда
Изображение для работы со слайдом
25
Слайд 25: ГОСТы СВАРНЫХ ШВОВ
ГОСТ 5264-80 Ручная дуговая сварка ГОСТ 14771-76 Дуговая сварка в защитном газе ГОСТ 8713-79 Сварка под слоем флюса ГОСТ 15878-79 Контактная сварка
Изображение слайда
26
Слайд 26: ГОСТы СВАРНЫХ ШВОВ
ГОСТ 5264-80 Ручная дуговая сварка
Изображение слайда
Изображение для работы со слайдом
27
Слайд 27
ГОСТ 14771-76 Дуговая сварка в защитном газе
Изображение слайда
Изображение для работы со слайдом
28
Слайд 28
В стандарте приняты следующие обозначения
способов сварки :
ИН — в инертных газах неплавящимся электродом без присадочного металла;
ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП — в углекислом газе и его смеси с кислородом плавящимся электродом.
Изображение слайда
29
Слайд 29: ГОСТ 8713-79 Сварка под слоем флюса
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
30
Слайд 30: ГОСТ 15878-79 Контактная сварка (прутка)
Изображение слайда
Изображение для работы со слайдом
31
Слайд 31
ГОСТ 14111-90 Контактная точечная сварка
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
32
Слайд 32
Изображение слайда
Изображение для работы со слайдом
33
Слайд 33
Изображение слайда
Изображение для работы со слайдом
34
Слайд 34: Шов по замкнутой линии
Изображение слайда
Изображение для работы со слайдом
35
Слайд 35: Шов по незамкнутой линии
Изображение слайда
Изображение для работы со слайдом
36
Слайд 36: 50 /100 (длина привариваемого участка 50 мм, шаг 200 мм)
Шов прерывистый или точечный с цепным расположением
Изображение слайда
Изображение для работы со слайдом
37
Слайд 37: 50 z 100 (длина привариваемого участка 50 мм, шаг 200 мм)
Шов прерывистый или точечный с шахматным расположением
Изображение слайда
Изображение для работы со слайдом
38
Слайд 38
Изображение слайда
Изображение для работы со слайдом
39
Слайд 39: Шов выполнен при монтаже изделия
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
40
Слайд 40
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
41
Слайд 41
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
42
Слайд 42
Изображение слайда
Изображение для работы со слайдом
43
Слайд 43
Изображение слайда
Изображение для работы со слайдом
44
Последний слайд презентации: Практические занятия № 2 Обозначение сварных соединений на чертежах ГОСТ: Расшифруйте самостоятельно
Изображение слайда
Изображение для работы со слайдом
|
Тип соединения |
Форма кромок |
Характер шва |
Условное обозначение шва |
Обозначение шва по ГОСТ |
|---|---|---|---|---|
|
Cтыковое |
Без скоса кромок |
Односторонний |
С2 |
|
|
Односторонний на подкладке |
С5 |
|||
|
Двусторонний |
С7 |
|||
|
Со скосом одной кромки |
Односторонний |
С8 |
||
|
Односторонний на подкладке |
С10 |
|||
|
Односторонний замковый |
С11 |
|||
|
Двусторонний |
С12 |
|||
|
Со скосом двух кромок |
Односторонний |
С17 |
||
|
Односторонний на подкладке |
С19 |
|||
|
Односторонний замковый |
С20 |
|||
|
Двусторонний |
С21 |
|||
|
С двумя скосами одной кромки |
Двусторонний |
С15 |
||
|
С двумя скосами двух кромок |
С25 |
|||
|
Угловое |
Без скоса кромок |
Односторонний |
У4 |
|
|
Двусторонний |
У5 |
|||
|
Со скосом одной кромки |
Односторонний |
У6 |
||
|
Т6 |
||||
|
Двусторонний |
У7 |
|||
|
— |
||||
|
С двумя скосами одной кромки |
Двусторонний |
У8 |
||
|
Со скосом двух кромок |
Односторонний |
У9 |
||
|
Двусторонний |
У10 |
|||
|
Тавровое |
Без скоса кромки |
Односторонний |
Т1 |
|
|
Двусторонний |
Т3 |
|||
|
С одним скосом кромки |
Односторонний |
Т6 |
||
|
Двусторонний |
Т7 |
|||
|
С двумя скосами кромки |
Двусторонний |
Т8; Т9 |
||
|
Нахлесточное |
Без скоса кромок |
Односторонний |
Н1 |
|
|
Двусторонний |
Н2 |
05. 02.2021 Вниманию студентов-контрактников! Объявлен конкурс на замещение вакантных бюджетных мест…. 02.2021 Вниманию студентов-контрактников! Объявлен конкурс на замещение вакантных бюджетных мест….
| |
| 03.02.2021 ВНИМАНИЕ ОБУЧАЮЩИХСЯ! Утвержден график перехода студентов УГНТУ на комбинированный формат обучения… | |
| 26.01.2021 Внимание студентов и аспирантов! Проектный офис УГНТУ объявляет о проведении конкурса Лидерских проектов на получение грантовой поддержки. Прием заявок продлится до 20.02.2021!… | |
25.01.2021 …
| |
| 10.01.2021 … | |
15.12.2020 …
|
 01.2021 г, необходимо указывать новые реквизиты.
01.2021 г, необходимо указывать новые реквизиты.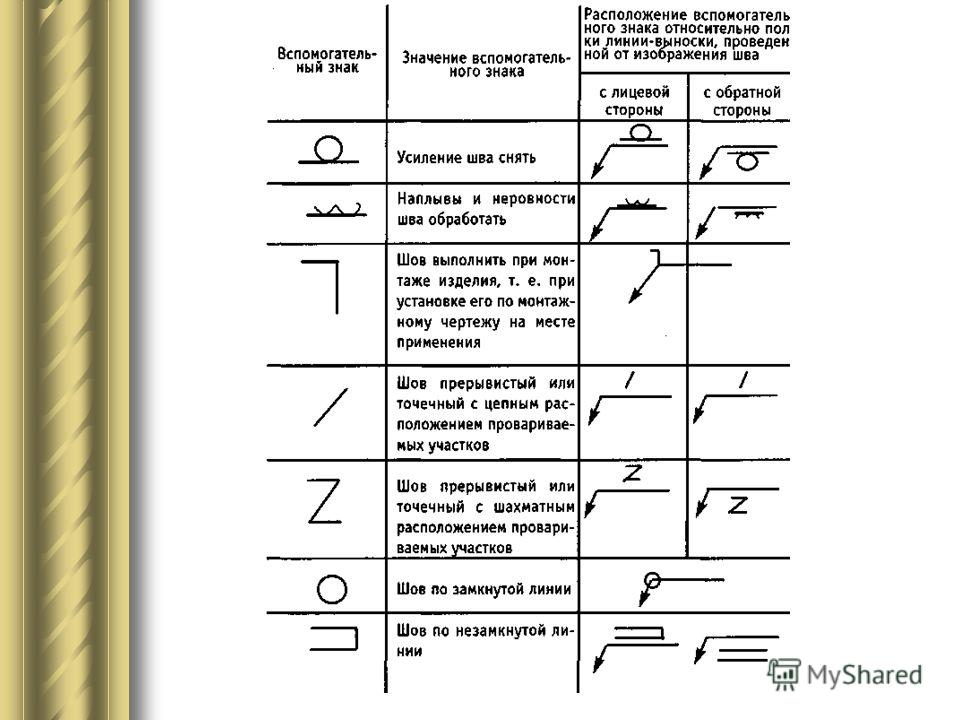 net
netУсловные обозначения сварных соединений » Главная Главная
Как выполняется обозначение таких сварных соединений, как швов: угловых, внахлёску или тавровых. Обозначение сварных соединений (швов) на чертежах выполняется следующим образом.
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных видимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных видимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных невидимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных невидимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых видимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых видимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых невидимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых невидимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с ближней стороны видимые ЗАВОДСКИЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с ближней стороны видимые МОНТАЖНЫЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с дальней стороны невидимые ЗАВОДСКИЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с дальней стороны невидимые МОНТАЖНЫЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — точечный шов внахлёст на чертежах
Рядом, возле изображения сварного соединения (сварного шва), обязательно надо указать форму сварного шва, размер сварного шва, и не забыть указать ещё и способ сварки (кроме ручного способа) с помощью специальных обозначений предусмотренных ГОСТами или нормами КМ и КМД.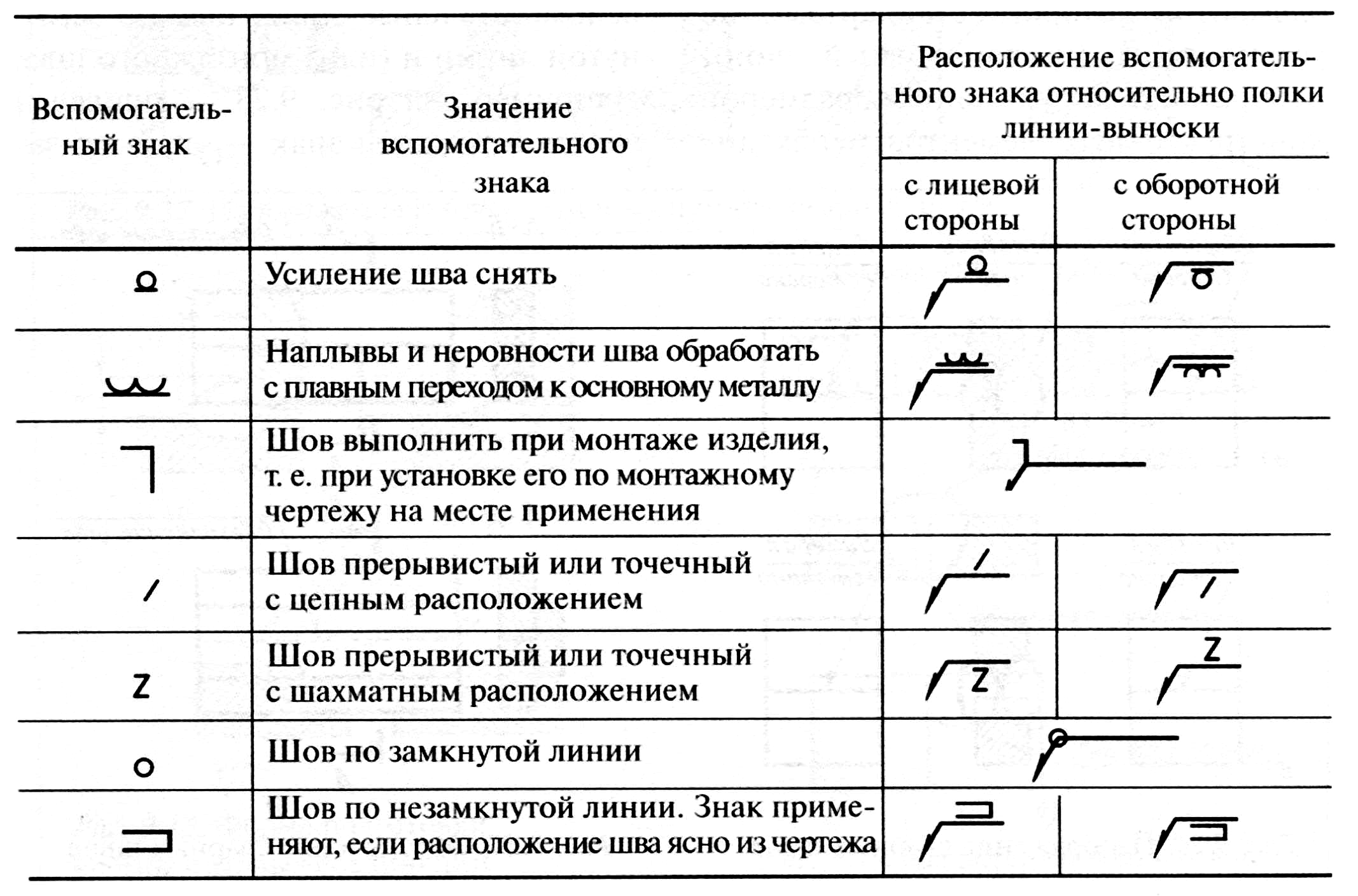
- условные обозначения сварных соединений
Угловые швы без разделки кромок с одной стороны — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Угловые швы без разделки кромок с одной стороны — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Угловые швы с К-образной разделкой кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Угловые швы с К-образной разделкой кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Угловые швы с V-образной разделкой кромок — обозначение сварных соединений по ГОСТ на чертежах.
- Обозначение сварных соединений
Угловые швы с V-образной разделкой кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, односторонние без разделки кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, односторонние без разделки кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, двухсторонние без разделки кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, двухсторонние без разделки кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, несимметричный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, несимметричный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах.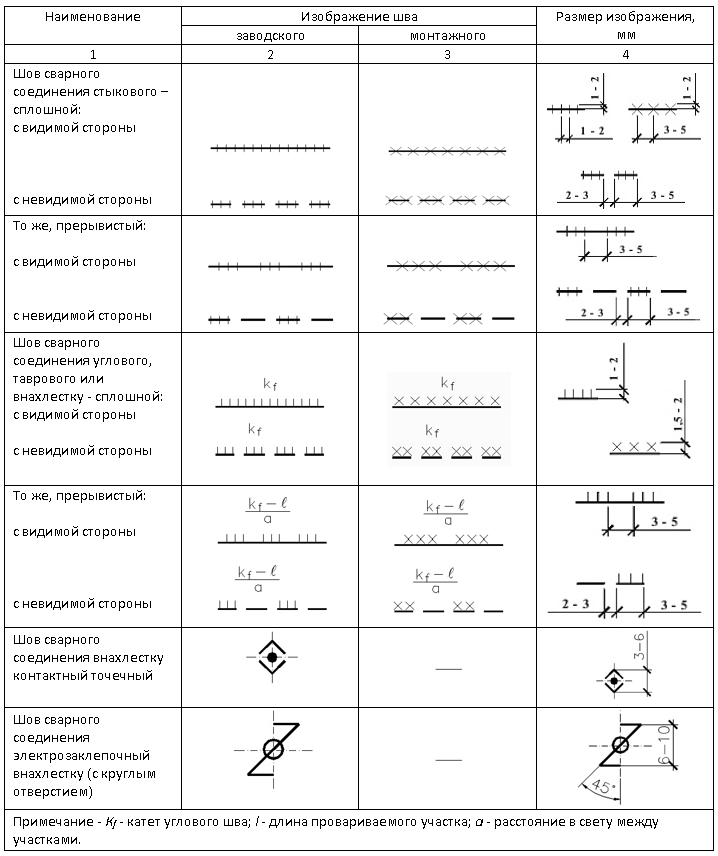
- условные обозначения сварных соединений
Стыковые швы, К-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, К-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, симметричный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, симметричный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах
……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, симметричный Х-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, симметричный Х-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах …………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, односторонний чашеобразный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………….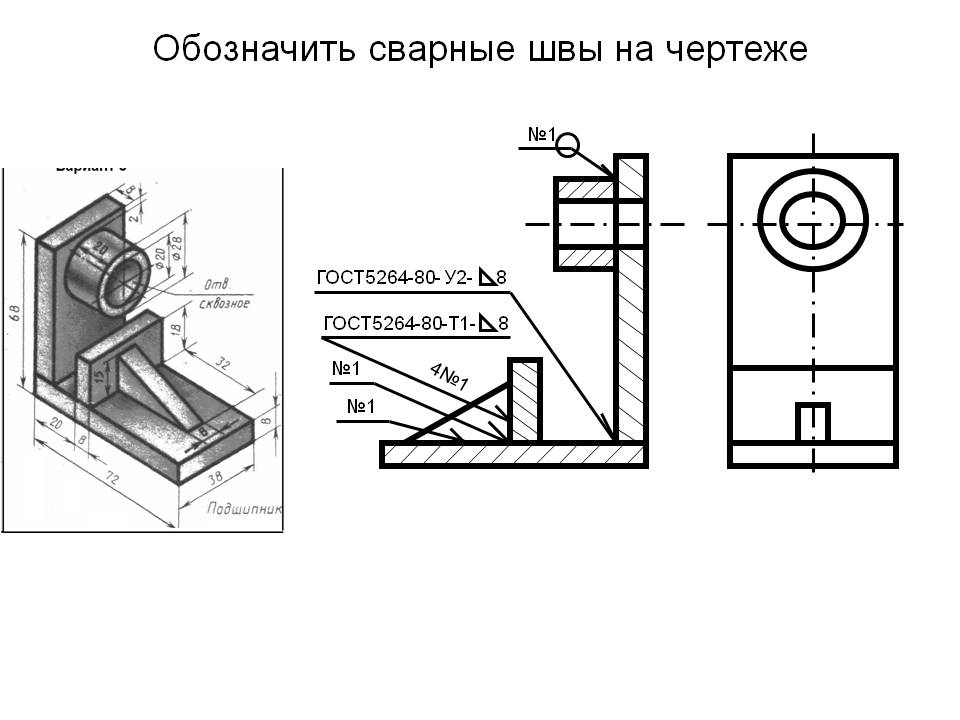 .
.
- условные обозначения сварных соединений
Стыковые швы, односторонний чашеобразный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах
………………………………………………………………..
- условные обозначения сварных соединений
Стыковые швы, двухсторонний чашеобразный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, двухсторонний чашеобразный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах ……………………………………………………………………….
Дополнительной важной информацией сопровождающей обозначение сварных соединений в обязательном порядке является указание рядом СПОСОБА СВАРКИ для этого соединения. Как обозначаются способы сварки? Смотрите специальную статью.
Кроме того, возле обозначения сварного соединения на чертежах указываются ещё необходимые РАЗНЫЕ ОБОЗНАЧЕНИЯ, а так же необходимые формализованные СОКРАЩЕНИЯ СЛОВ И ТЕРМИНОВ сварки на чертежах.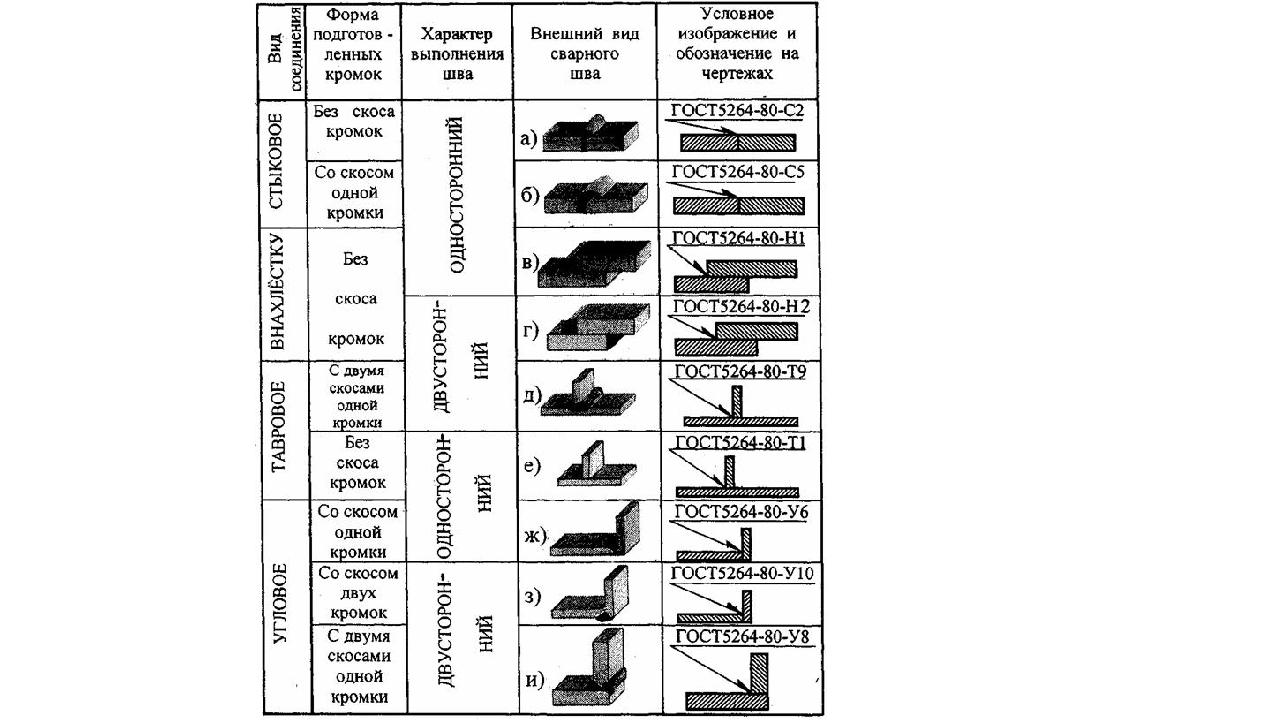
Сварные швы по чертежам. Обозначение на чертежах сварных швов. Использование cad в конструкторской работе
- Общие точки отображения
Обозначение сварки на чертежах и схемах монтажно-строительной документации регламентируется ГОСТ 2.312-72, государственным и международным ЕСКД.
При переносе сварки на бумагу в виде рисунка необходимо придерживаться легенды по ГОСТ 2.312-72.
§ Если эскиз, который должен быть выполнен, соответствует механизму или набору фигур, необходимо нарисовать эскиз набора и столько эскизов, сколько необходимо, чтобы правильно представить каждую из частей, составляющих его.§ Что касается материалов, используемых для рисования, бумага должна быть стандартного размера, гладкой, белой и непрозрачной. Сетка или миллиметр непрактичны, потому что они нарушают четкость обзора и последующего видения.
§ Удобно использовать полуглянцевое перо, которое упрощает стирание и исправление, хотя можно использовать перо и чернила.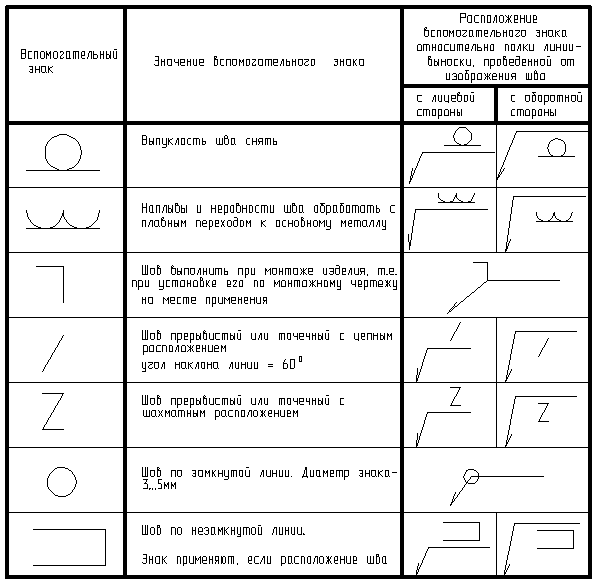 Перед нанесением эскиза эскиз следует снабдить измерительными приборами для измерения размеров детали: циркулем толщины, стопой царя, градуированной линейкой, угольником и гониометром и т. Д.
Перед нанесением эскиза эскиз следует снабдить измерительными приборами для измерения размеров детали: циркулем толщины, стопой царя, градуированной линейкой, угольником и гониометром и т. Д.
Это связано с тем, что сварка деталей — довольно сложный и ответственный вид работ, которым занимаются практически все отрасли. Электросварка позволяет создавать более прочные, прочные и надежные металлоконструкции.
Общие точки отображения
Логика и практика показывают, что необходимо иметь представление обо всех деталях, которые необходимо нарисовать, а также о форме и расположении их деталей, чтобы действовать в таком порядке.Все это по правилам. Основные правила, которые задействованы при создании эскиза.
В эскизе, независимо от его сложности, всегда присутствуют следующие стандартные элементы, которые мы можем рассматривать как базовые или фундаментальные. Размер используемой бумаги зависит от размера выкройки, способа его складывания, поля маркировки и разреза.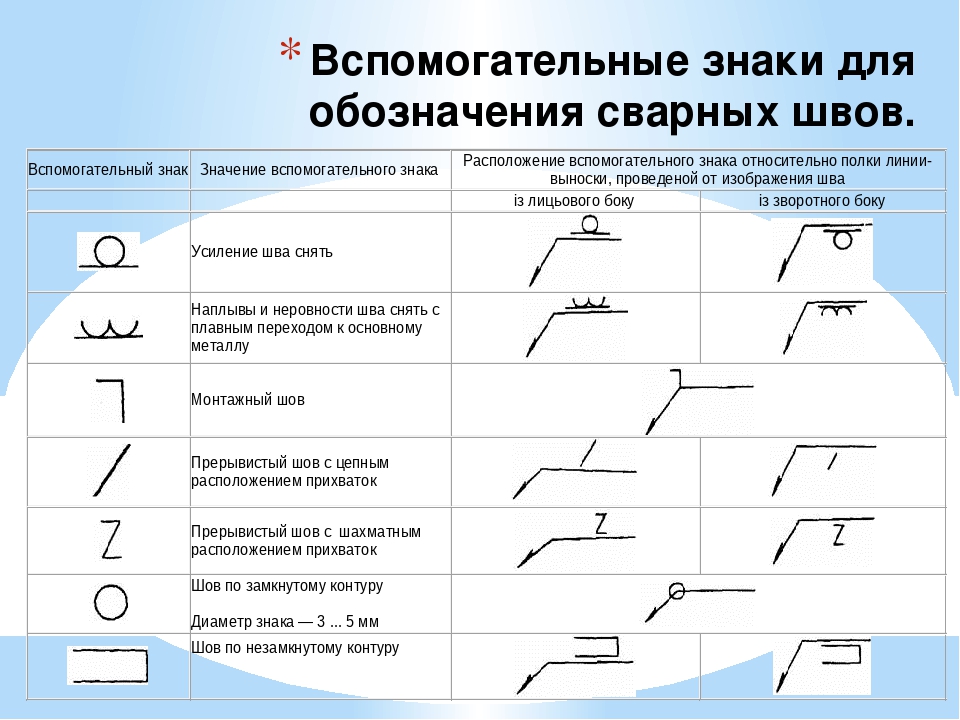
Рисунки 1-6. Обозначение схем сварных швов.
Есть несколько способов отображения сварных швов:
- Видимый шов, показанный сплошной линией (рис. 1а, 1в).
- Невидимый шов обозначен рисками, пунктирными линиями (рис. 1d).
При точечной сварке точки отображаются со знаком «+» (рис. 1b). Знак нарисован по правилам сплошными линиями (рисунок 2). Невидимой точечной сварки не показывать.
Тип буквенного обозначения цифр и букв на чертеже. Используемые линии, их толщина и типы в соответствии с представляемым элементом. Материалы, которые должны быть отправлены, в надлежащем месте.Отрезки и разрезы, которые необходимо нанести для наглядности и упрощения рисунка.
Размеры размера шт. Мы будем называть это, когда будем упоминать последовательные нормализованные элементы. Лист бумаги, на котором выполнен рисунок, форма, положение и размеры которого в миллиметрах называются форматом. нормализованный. Применение этих трех правил определяет размер исходного формата, называемого. В качестве примера были выбраны эскиз сборки и вид механизма в разобранном виде, чтобы можно было также показать увеличенный список и соответствие его элементов соответствующим чертежам на страницах 2, 3 и 4.
В качестве примера были выбраны эскиз сборки и вид механизма в разобранном виде, чтобы можно было также показать увеличенный список и соответствие его элементов соответствующим чертежам на страницах 2, 3 и 4.
По стандарту от сварного шва или точки идет линия-выноска. Линия должна заканчиваться односторонней стрелкой (рисунок 1). Линия проводится по направлению от видимого шва.
При отображении продольных и горизонтальных сечений и сечений многопроходных сварных швов необходимо отдельно отображать контур каждого прохода. Сварные проходы обозначены кириллицей.
Как известно, на эскизах не показаны винты, гайки и шайбы, так как они являются нормированными элементами.Симметрия листа бумаги в обе стороны. Начиная с минимальной толщины 0,5 мм, они пересекают четыре края и облегчают воспроизведение и микрофотографию рисунка.
Каждый самолет состоит из двух частей: рисунка и надписи. Он состоит из букв, цифр и знаков, которые указывают на то, что числа не могут быть выражены. Он выполняет двойную функцию, техническую и эстетическую, и в то же время облегчает репрографию и микрографию. Он может быть вертикальным или курсивным.
Он выполняет двойную функцию, техническую и эстетическую, и в то же время облегчает репрографию и микрографию. Он может быть вертикальным или курсивным.
Обозначения сварки с нестандартными размерами отображаются с обязательным указанием геометрических размеров элементов шва (рисунок 3).
Таблица 1. Основные признаки и способы маркировки сварки.
Все границы сварки на чертежах показаны сплошными линиями, а конструкция краевой части показана тонкой сплошной линией.
Числа пишутся с заглавной буквы и должны быть обычными для всех целей. Как видно из таблицы, разной толщины всего две: толстая линия и тонкая линия. Соотношение ширины обоих не должно быть меньше. В нарисованном примере указаны некоторые из используемых типов линий согласно предыдущей таблице.
Метод проектирования первого двугранного угла, известный как европейский метод. Метод проецирования третьего двугранного угла, известный как американский метод. Оба метода четко различаются при размещении прогнозируемых видов.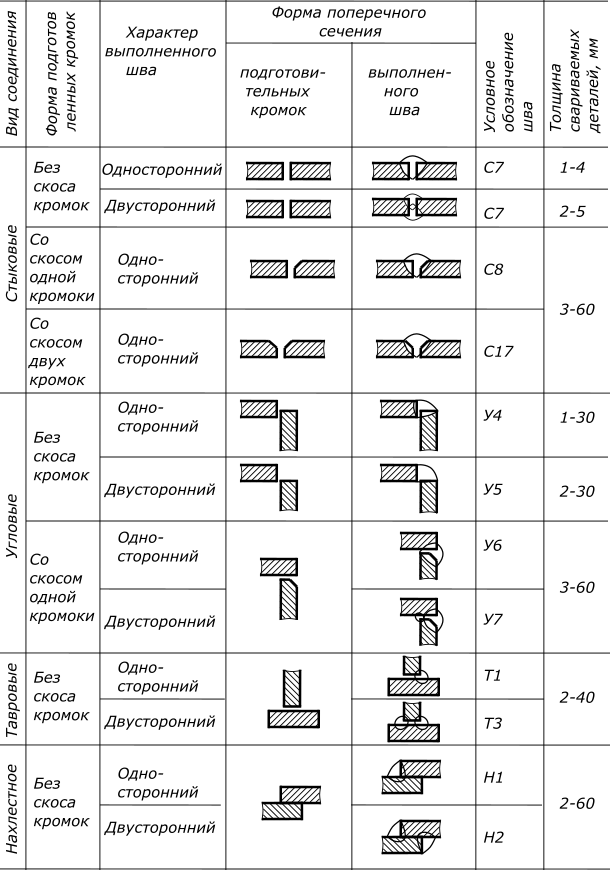 Простое наблюдение за прилагаемым рисунком вполне объяснимо. Любой из этих методов можно использовать как взаимозаменяемые, если он отображается на соответствующей метке.
Простое наблюдение за прилагаемым рисунком вполне объяснимо. Любой из этих методов можно использовать как взаимозаменяемые, если он отображается на соответствующей метке.
Основные признаки и способы маркировки сварки приведены ниже в таблице 1.
Передняя часть шва — это сторона, с которой выполняется сварка.В двухсторонней схеме конструкции с асимметрично разделенными краями передняя часть принимается над той, на которой выполнено основное соединение.
С симметричными краями, вы можете снимать любую сторону лица. Этот символ показан на рисунке 4. За основу берется стандартный шов или одна точка сварки.
Стандарт также допускает свободный просмотр видов в соответствии со стрелками, указывающими направление наблюдения, сопровождаемыми заглавной буквой. Эта идентифицирующая буква помещается сверху или снизу.Высота или вид ярости следует выбирать как наиболее характерный и идентифицируемый тип объекта и представлять его в позиции использования. Детали, поддерживающие любую позицию, будут представлены в основной позиции обработки или сборки.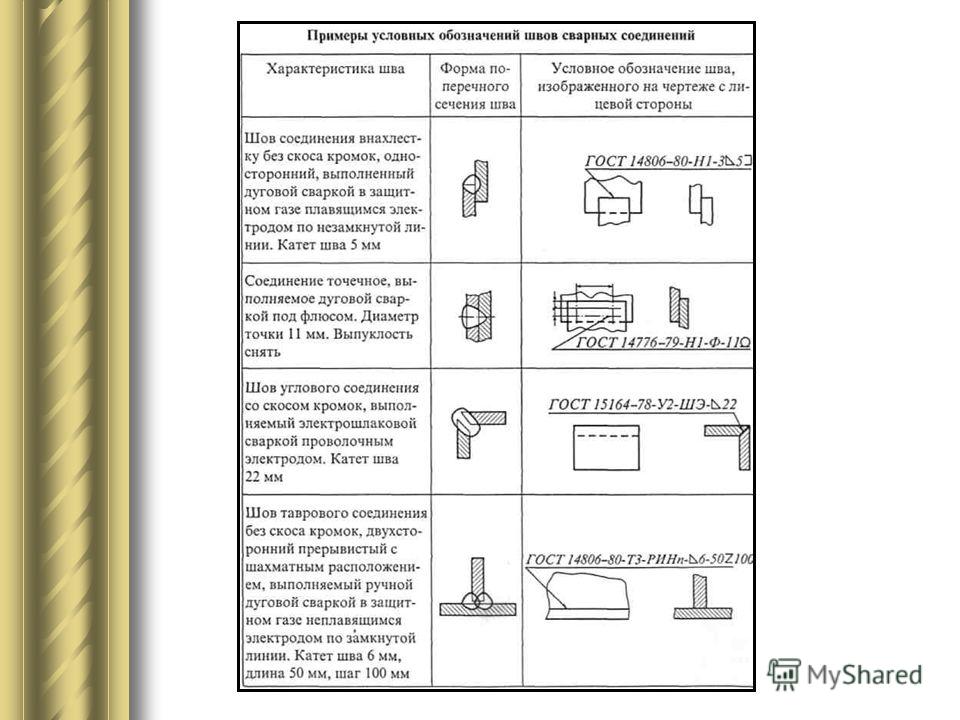 Высота будет сопровождаться представлением детали, типов и сечений, которые необходимы, хорошо подобранны, в минимальном количестве, но достаточном для определения объекта без двусмысленности, что позволяет избежать представления многочисленных контуров и скрытых краев и бесполезного повторения. деталей.
Высота будет сопровождаться представлением детали, типов и сечений, которые необходимы, хорошо подобранны, в минимальном количестве, но достаточном для определения объекта без двусмысленности, что позволяет избежать представления многочисленных контуров и скрытых краев и бесполезного повторения. деталей.
Обозначение сварки с нестандартным присоединением показано на рисунке 5.
При составлении технического задания проектной или строительной документации необходимо указать способ сварки нестандартного шва.
Правильная процедура построения линий выноски показана на рисунках 6a и 6b. На рис. 6а показано подключение с передней стороны, а на рис. 6б — с обратной стороны.
Для симметричных элементов допускается давать локальное представление вместо полного представления.Оба являются условными соглашениями, используемыми для достижения ясности в представлении внутренних деталей деталей. Они достигаются путем разрезания кусков в наиболее подходящем месте, проецирования вида разреза, устранения передней части, которая мешает обзору внутренних частей.
Необходимо разделить термины и разрезать. Разрез — это пересечение плоскости разреза с объектом. Разрез — это сечение и часть объекта за секущей плоскостью. В обоих случаях следует соблюдать следующие стандарты.
Вернуться к содержанию
Маркировка пределов шероховатости, типовые примеры маркировки
Рисунки 7-11. Условные обозначения шероховатости шва и их маркировка.
Окончательная шероховатость стыка указывается на или под выноской линии выноски (Рисунок 7). Допускается указывать шероховатость в сводной таблице или включать в технические условия.
Поперечное сечение поверхности описывается под углом 45 ° относительно краев или осей симметрии с интервалом, зависящим от размера поверхности, которую необходимо поцарапать.Различные отрезанные части одной и той же детали необходимо царапать одинаково. Если царапаемая поверхность очень большая, царапается только внутренний контур. В ломаном участке, созданном параллельными плоскостями, используются те же царапины, но они смещены к линии разделения между участками. Области уменьшенной толщины могут быть полностью черными, оставляя зазор 0,7 мм. между представленными деталями или профилями, составляющими сборку.
Области уменьшенной толщины могут быть полностью черными, оставляя зазор 0,7 мм. между представленными деталями или профилями, составляющими сборку.
Требования к неразрушающему контролю сварного соединения могут быть указаны под линией выноски (рисунок 8).Технические условия указывают стандарт, который регулирует эти требования. Электроды и другие электросварочные материалы для ремонтных работ указаны в технических условиях. Вы не можете отображать материалы. Это не будет грубым нарушением.
Общие правила, касающиеся расположения видов, в равной степени применяются к расположению разрезов. Если положение режущей плоскости очевидно, не требуется указывать ее положение или идентифицировать. В противном случае используется тонкая линия дорожки и точки, толстая на концах и при изменении направления пути реза.Самолет обозначается двумя прописными буквами, а направление наблюдения — двумя стрелками.
Как правило, ребра, крепеж, валы, спицы колес и т. Д. Не срезаются по длине и, следовательно, не поцарапаны. В качестве примера возьмем винт, гайку и шайбу с рисунка 31, лист. Могут быть представлены разрезы разных типов: две параллельные плоскости, последовательные плоскости, половинные разрезы, а также локальные или частичные разрезы. Кроме того, поперечные сечения могут быть представлены на плоскости чертежа без смещения или смещения.В последнем случае, как и в случае последовательных сечений, контур с толстой линией будет нарисован и помещен либо в положение проекции рядом с видом, и прикреплен к нему тонкой линией штрихов и точек, либо в положение, обозначенное ссылочным обозначением.
В качестве примера возьмем винт, гайку и шайбу с рисунка 31, лист. Могут быть представлены разрезы разных типов: две параллельные плоскости, последовательные плоскости, половинные разрезы, а также локальные или частичные разрезы. Кроме того, поперечные сечения могут быть представлены на плоскости чертежа без смещения или смещения.В последнем случае, как и в случае последовательных сечений, контур с толстой линией будет нарисован и помещен либо в положение проекции рядом с видом, и прикреплен к нему тонкой линией штрихов и точек, либо в положение, обозначенное ссылочным обозначением.
Всем идентичным соединениям присваивается одинаковая маркировка сварки и общий порядковый номер, который они наносят на линию выноски (Рисунок 9). Равные швы должны иметь один вид, равное сечению зоны шва и некоторым техническим условиям.Среди видов соединений можно выделить тавр, стык, уголок, внахлест, стык.
Если на чертеже необходимо указать стыки, которые будут выполняться по одному стандарту, то их обозначение может быть отображено в техническом задании работы или на схеме. Односторонние стыки и симметричные стыки можно определить по линиям выноски, у которых нет полок (рис. 10). Эквивалентные нормы проектирования для одной группы швов нужно указывать на чертеже только один раз.
Односторонние стыки и симметричные стыки можно определить по линиям выноски, у которых нет полок (рис. 10). Эквивалентные нормы проектирования для одной группы швов нужно указывать на чертеже только один раз.
Назначение мер или размеров так же важно, как и представление самого чертежа. Его ясность и последовательность в соответствии с порядком производственного процесса должны гарантировать, что его легко прочитать и понять в мастерской, избегая того факта, что плохо записанная квота может привести к бесполезности работы с последующей потерей времени и Деньги.
«Готовая продукция». При распределении квот следует учитывать эти основные правила.§ Каждый элемент будет ограничен один раз на чертеже, при этом размеры будут размещены на разрезах, видах или разрезах, которые более четко представляют соответствующие элементы.
Ниже, на Рисунке 11, показано двухстороннее стыковое соединение с разными краями. Стык выполняется ручной дуговой сваркой при установке. Шероховатость лица на этом обозначении сварки составляет 20 мкм, максимальная обратная шероховатость — 80 мкм.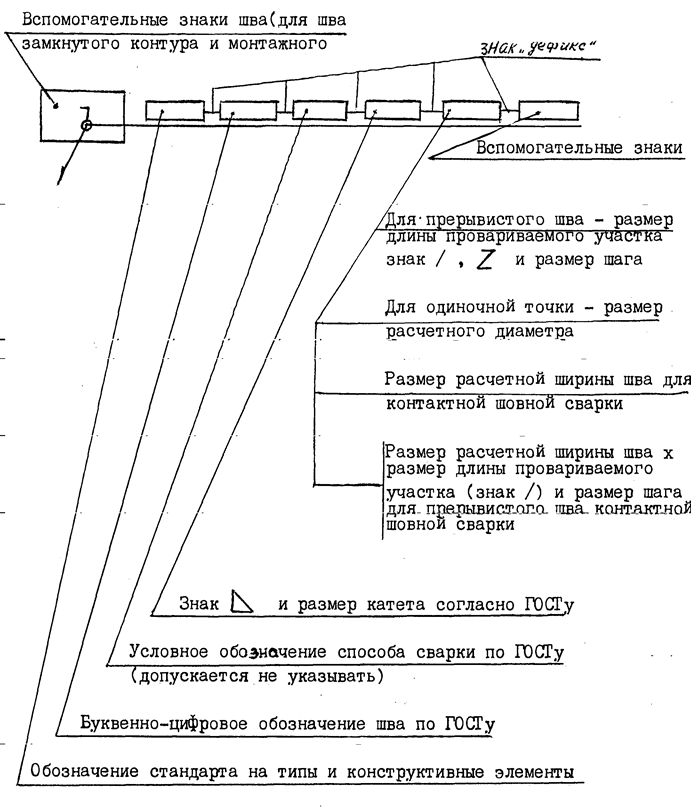
Особых затруднений при нанесении и схематическом обозначении сварки возникнуть не должно.Главное — соблюдать точное расположение объектов, придерживаться нормативной, монтажной документации, ГОСТа и единого ЕСКД.
§ Все размеры чертежа будут выражены в одном блоке без указания его символа, хотя это может быть отражено в примечании или в поле с надписью. § Размер не превышает размера, необходимого для определения готовой детали или продукта, за исключением случаев, когда необходимо указать дополнительные или вспомогательные размеры, относящиеся к промежуточным условиям производства.
§ По возможности, функциональные размеры следует указывать непосредственно на чертеже. § В размер вмешиваются следующие элементы: вспомогательная размерная линия, справочная линия, размерная линия, размерная линия, указание источника и размера. Все они использовались правильно, в соответствии с тем, что указано в указанной норме.
В соответствии с ГОСТ 2. 312-72 швы сварных соединений на чертежах обозначают сплошными (видимыми) и штриховыми (невидимыми) линиями. Видимая единичная точка сварного шва (независимо от метода сварки) условно обозначается знаком «+» (см. Рис.1) невидимые одиночные точки не изображаются. От изображения шва или отдельной точки проводится линия с односторонней стрелкой и горизонтальной линией полочки. Условное изображение шва помещается на полочку линии-выноски, проведенной по изображению шва с лицевой стороны (рис.1, б), и под полку линии-выноски, проведенной с изображения шва. с обратной стороны (рис. 1, в).
312-72 швы сварных соединений на чертежах обозначают сплошными (видимыми) и штриховыми (невидимыми) линиями. Видимая единичная точка сварного шва (независимо от метода сварки) условно обозначается знаком «+» (см. Рис.1) невидимые одиночные точки не изображаются. От изображения шва или отдельной точки проводится линия с односторонней стрелкой и горизонтальной линией полочки. Условное изображение шва помещается на полочку линии-выноски, проведенной по изображению шва с лицевой стороны (рис.1, б), и под полку линии-выноски, проведенной с изображения шва. с обратной стороны (рис. 1, в).
Насчет квот на этикетку. § Если для рисунка недостаточно места, он будет размещен на продолжении линии измерения, вне или с использованием базовой линии.§ Если размер не в масштабе, это подчеркивается. § Он будет маркироваться серийно только в том случае, если любое накопление допусков не повлияет на пригодность детали.
§ Он будет разделен на общий элемент, если имеется несколько одинаковых размеров. § Адрес относится к общему происхождению. § Параллельное измерение следует проводить от общей вспомогательной линии. § Расстояние между размерными линиями по фигуре без труда.
§ Адрес относится к общему происхождению. § Параллельное измерение следует проводить от общей вспомогательной линии. § Расстояние между размерными линиями по фигуре без труда.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимая электроклепка, б — видимая стыковая односторонняя, в — невидимая стыковая односторонняя; 1- обозначение шва по ГОСТ
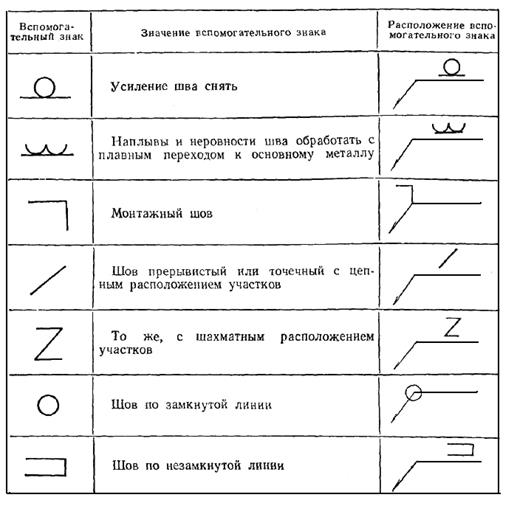
Таблица №1.
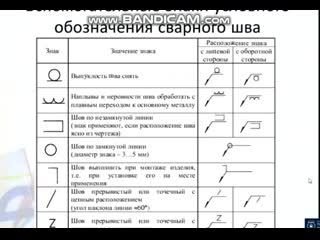
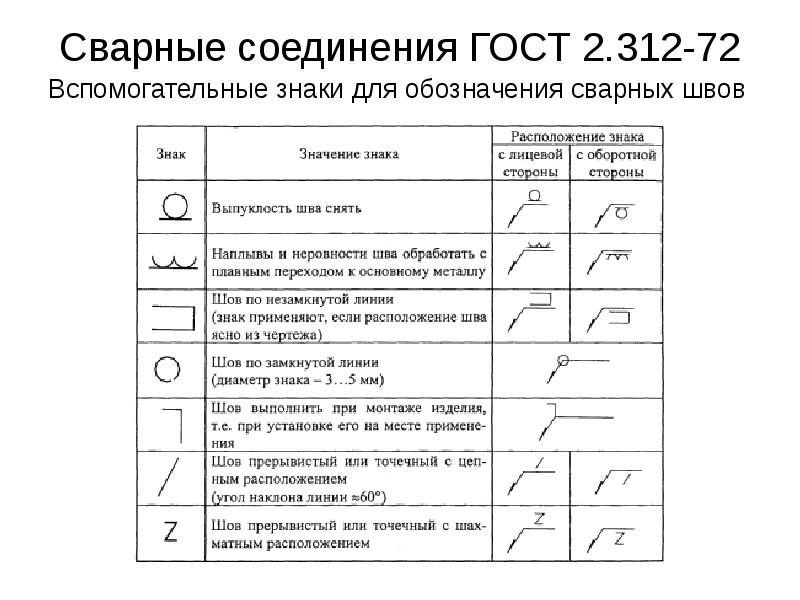
Вспомогательные знаки для обозначения сварных швов
Вспомогательный знак | Значение вспомогательного символа § Пользовательские размеры — это упрощенные параллельные размеры. §, который можно использовать, когда места не хватает. Будет указано указание происхождения. Противоположный конец каждой размерной линии должен быть завершен только стрелкой. Система перекрывающихся размеров может использоваться в двух направлениях в качестве декартовых осей. § Измерение координат с помощью таблицы облегчает работу.§ когда есть много одинаковых элементов. § При необходимости на чертеже можно использовать комбинированную систему измерения размеров. § между серийными размерами и габаритами всего изделия. | Расположение вспомогательной метки относительно линии выноски | ||
Лицевая сторона | сзади | |||
Удаление усиления шва Особые указания по измерению в соответствии с главой 5 стандарта.Вспомогательные линии будут параллельны оси, с дугой над номером. § расширение сторон угла. § Когда центр дуги находится за пределами чертежа, линия. § Радиус радиуса будет нарушен или прерван, если необходимо, или нет, чтобы найти центр. § Регулярно размещенные эквидистантные элементы могут быть разграничены по накладной. | ||||
Обработка парусов и неровности шва с плавным переходом к основному металлу | ||||
Выполните шов при монтаже изделия, т.е.е. при установке по монтажному чертежу по месту использования | ||||
Шов прерывистый или точечный с цепочкой. Угол линии 60 ° | ||||
Прерывистый или точечный шов со ступенчатым расположением | ||||
Шов по замкнутой строчке. | ||||
Шов по открытой строчке. Отметка используется, если место шва ясно видно на чертеже. | ||||

 § Фаски и зенковки будут отмечены углом и размером. Если угол составляет 45 °, он будет упрощен до 2 x 45 °. Нормальный просмотр потоков.Расстояние между двумя линиями должно соответствовать высоте филе или, в любом случае, не менее чем в два раза толще толстой линии и не менее 0,7 мм.
§ Фаски и зенковки будут отмечены углом и размером. Если угол составляет 45 °, он будет упрощен до 2 x 45 °. Нормальный просмотр потоков.Расстояние между двумя линиями должно соответствовать высоте филе или, в любом случае, не менее чем в два раза толще толстой линии и не менее 0,7 мм.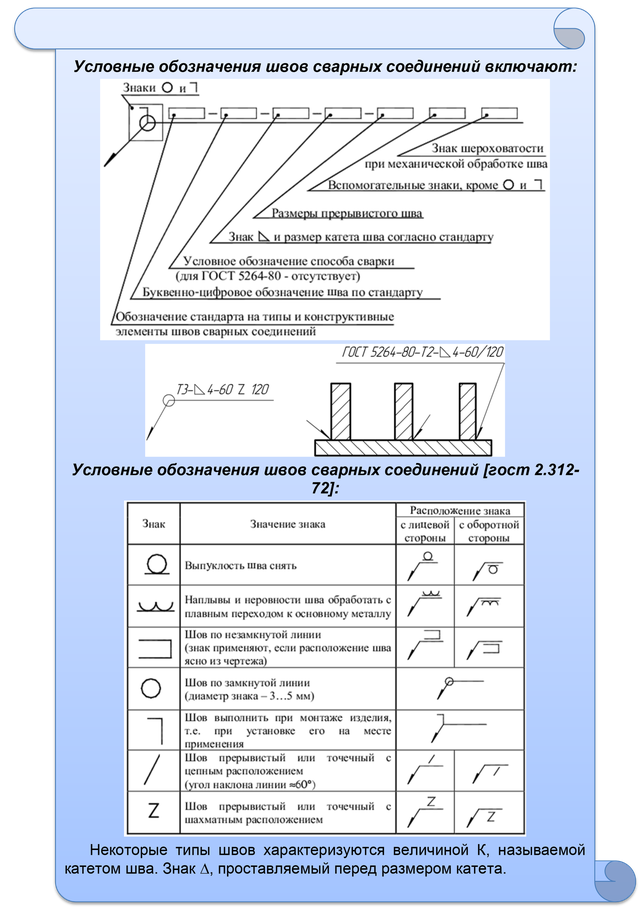 Диаметр марки — 3 … 5 мм
Диаметр марки — 3 … 5 ммПримечания :
1. 3а, передняя сторона одностороннего шва сварного соединения принимается с той, с которой выполняется сварка.
2. Для лицевой стороны двухстороннего шва сварного соединения с асимметрично подготовленными кромками берут ту, с которой сваривается основной шов.
3. Лицевая сторона двухстороннего шва сварного соединения с симметрично подготовленными кромками может приниматься с любой стороны.
На рис. 2 показана структура символа шва. Вспомогательные знаки для обозначения сварных швов приведены в таблице. 1, а ГОСТ по основным типам и элементам конструкции сварных швов в табл. 2. В структуре условного изображения шва могут использоваться только вспомогательные знаки 3 и 6. Обозначение стандарта можно внести в спецификации на чертеже.Ручная дуговая сварка без буквенного обозначения. Способ сварки не уточняется. Примеры условных обозначений сварных соединений взяты из ГОСТ 2.312-72 (приложение 1) и представлены в таблице. 3
2. В структуре условного изображения шва могут использоваться только вспомогательные знаки 3 и 6. Обозначение стандарта можно внести в спецификации на чертеже.Ручная дуговая сварка без буквенного обозначения. Способ сварки не уточняется. Примеры условных обозначений сварных соединений взяты из ГОСТ 2.312-72 (приложение 1) и представлены в таблице. 3
При наличии на чертеже одинаковых швов одно из изображений маркируется обозначением и порядковым номером шва (на выносной линии), а линии-выноски с полками, например (№ 1), рисуются. из изображений других идентичных швов. 3). Допускается указывать количество одинаковых стыков на линии-выноске с полкой с нанесенным обозначением.
Рис.2
Стандартная структура обозначения сварного шва
2 — стандартное обозначение, 1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений,
4-значный «дефис»,
5 — условное обозначение способа сварки (А — автоматический, П — механизированный под флюсом, П-3 — механизированный плавящимся электродом в защитных газах; W — электрошлак и др.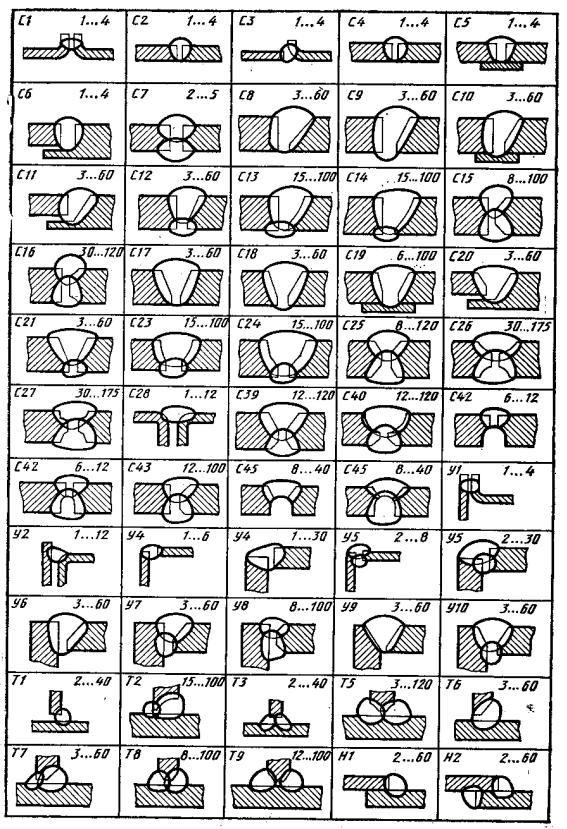 ),
),
6 — знак и размер ноги по ГОСТу на типы и элементы конструкции сварных швов сварных соединений,
7 — прочие характеристики сварного шва (длина участка шва, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. Табл. 1, порядковые номера 1, 2, 4, 5, 7), 9 — шероховатость поверхности шва.
Рис.3.
Обозначение на чертеже одинаковых швов (цифра 12 означает количество одинаковых швов)
Таблица № 2.
ГОСТы на основные виды и конструктивные элементы сварных швов
гост | Метод сварки | Тип подключения | Обозначение шва | |
Ручная дуга | Стык | C . | ||
Тавровое | ||||
Перекрытие | ||||
Тавровое | ||||
Дуга в защитных газах | Стык | |||
Тавровое | ||||
Перекрытие | ||||
То же (под острым и тупым углами) | ||||
Тавровое | ||||
Автоматический подводный флюс | Стык | |||
Тавровое | ||||
Перекрытие | ||||
То же (под острым и тупым углами) | ||||
Тавровое | ||||
Дуговый алюминий и алюминиевые сплавы (толщина элементов — 0. | Стык | |||
Тавровое | ||||
Перекрытие | ||||
Сталь дуговая и электрошлаковая двухслойная коррозионностойкая | Стык | |||
Тавровое | ||||
Электрошлак | Стык | |||
Тавровое | ||||
Дуговая электроклепка под флюсом, в двуокиси углерода и аргоне | Перекрытие | |||
 .. C27; C39; C40
.. C27; C39; C40 8 … … 60 мм)
8 … … 60 мм)Номер стола 3
Примеры обозначений стандартных швов
Форма поперечного сечения | Условное обозначение шва на чертеже | |
спереди | на оборотной стороне | |
Шовный стык с криволинейным скосом одной кромки двусторонний, выполненный дуговой ручной сваркой при монтаже изделия. | ||
Угловой шов, стык без фаски, двусторонний, выполняемый автоматической сваркой под флюсом с ручной отсадкой по замкнутой линии | ||
Шов внахлест без скоса краев, односторонний, выполняемый дуговой механизированной сваркой в защитных газах плавящимся электродом.Шов — по открытой строчке; шовная ножка — 5 мм | ||
 Усиление удалено с обеих сторон. Шероховатость поверхности шва с лицевой стороны 5, с обратной 20.
Усиление удалено с обеих сторон. Шероховатость поверхности шва с лицевой стороны 5, с обратной 20.Изображение сварных соединений на чертежах. Правильное обозначение сварки на чертежах и схемах. Обозначения сварных швов
ГОСТ 5263-50 установил символов сварных швов и правил их обозначения на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах пунктирной линией, состоящей из горизонтального и наклонного участков, которая заканчивается односторонней стрелкой, указывающей расположение шва.
Такие устройства не предназначены для деталей, предназначенных для передачи фрикционных нагрузок от одной детали к другой из-за герметичности посадки, так как эти условия покрываются силовыми устройствами. Они подходят для тонких или очень длинных фитингов или для внешних элементов из чугуна.
Они относятся к самым прочным приспособлениям, которые могут использоваться с внешними элементами из высококачественного чугуна. Рекомендуется односторонняя система допусков, в которой допуски для каждой детали расположены только в одном направлении от размера конструкции, плюс для отверстия и минус для вала.Пример. Выяснилось, что подшипник будет запрессован в стальную пластину со штатным приводом, а вал получит посадку с свободным ходом.
3. Допускается двойной перегиб линии стрелки, а также приведение нескольких стрелок, указывающих одни и те же швы, к общему горизонтальному сечению.
4. Все обозначения и размеры швов, кроме пробки, а также швов со сквозным проплавлением без прорези, наносятся: на видимом шве над горизонтальным участком стрелки, на невидимом шве под ней.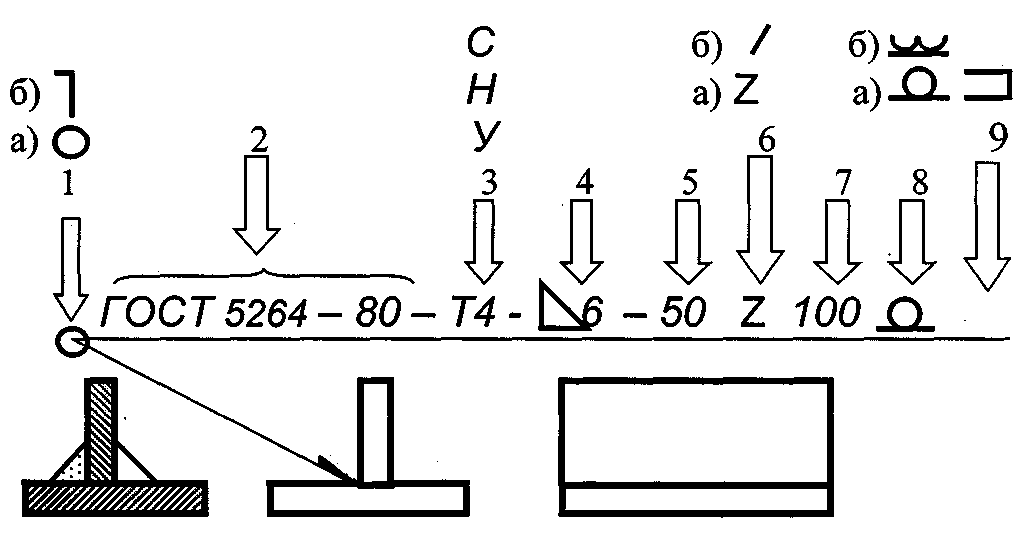
Следовательно, разработчик должен указать размер отверстия и допуски для установки подшипника в соответствии с «Пределами зазора» в таблицах или использовать рекомендации производителя, если таковые имеются. В настоящее время используются следующие номера чертежей.
Номера журналов часто отображаются случайным образом на связанных рисунках, когда запросы на номера не отправляются одновременно. Поэтому он обычно используется для хранения, поиска и извлечения определенного чертежа из большой базы данных чертежей и документов.
На Рисунке 1 показано, как эта иерархическая структура используется для сборки фотонного затвора. Разделение сборки основных компонентов на подсегменты, подсегменты и части является обязанностью инженера-строителя и его проектировщика. Это гарантирует, что присвоенный номер всегда будет отличаться от старых цифр, содержащих только пять цифр.
5. Пробковые швы, а также швы со сквозным проваром без прорези обозначаются знаками, указанными в таблице.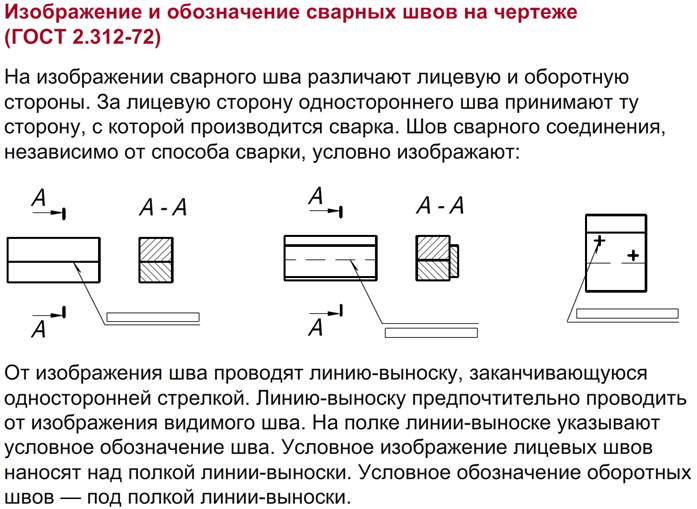 19, прикрепленный к наклонной части стрелки.
19, прикрепленный к наклонной части стрелки.
Номер чертежа прототипа имеет ту же структуру, что и номер документа, за исключением того, что перед первым номером стоит буква P, обозначающая прототип. Чертежи с номерами эскизов обычно используются инженерами и физиками для передачи проектной информации инженерному персоналу. Номер электронного файла состоит из описательного идентификатора длины поля 2, за которым следует последовательность логической нумерации, описанная выше в подразделе.Его первое поле — это буква, обозначающая группу компонентов, а второе поле — это номер, последовательно присваиваемый различным компонентам этой группы.
6. Швы, выполняемые при установке, дополнительно обозначаются буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается обозначать швы помимо стрелок, использовать штриховку или утолщение линии в плане и фасаде, а также заливку контуров швов в разрезе краской. .
.
Последние две цифры логического номера чертежа и номера чертежа прототипа определяют номер версии. Первоначальная проблема обозначается -00, а последующие проблемы нумеруются последовательно от -01 до. Обозначения исправлений следует использовать для поиска исправлений в поле чертежа. Обозначения исправлений должны располагаться как можно ближе к примечаниям, линиям, видам или размерам, которые изменены таким образом, чтобы минимизировать количество символов. Все изменения, вносимые за единицу времени, должны иметь один и тот же номер редакции.
8. Если все швы изделия или агрегата выполнены однотипной сваркой, это указывается в примечании к чертежу или в техническом задании. В случае использования разных видов сварки для одного и того же изделия или узла стрелки ставятся на горизонтальном участке:
Изменения должны обозначаться трехмерным маркером ревизии с соответствующим номером ревизии. Правила и рекомендации по определению размеров и допусков предназначены для установления единообразных методов разъяснения и интерпретации требований к конструкции.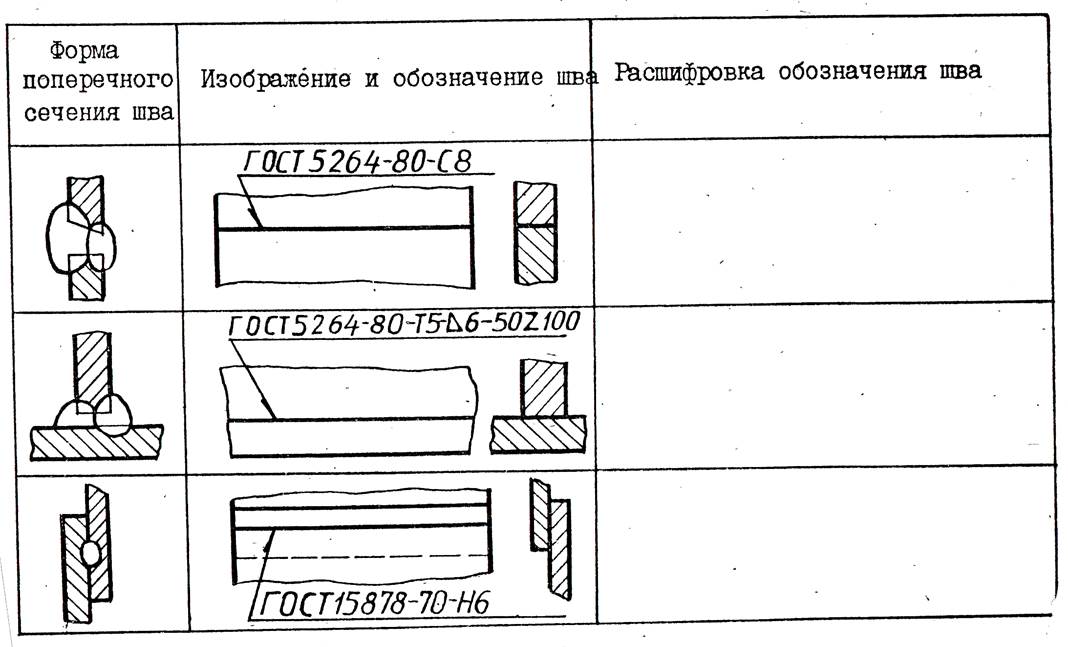 В случае конфликта правила этого раздела имеют приоритет.
В случае конфликта правила этого раздела имеют приоритет.
Упрощение обозначений сварных швов
Для быстрого ознакомления ниже перечислены только наиболее часто используемые требования к размерам и допускам. Измерение — это числовое значение, выраженное в соответствующих единицах измерения и указанное на чертеже вместе с линиями, символами и примечаниями для определения геометрических характеристик объекта. Контрольный размер — это измерение без допуска, используемое только в информационных целях и не регулирующее производственные или инспекционные операции.
Предпочтительный метод — заключить эталонное измерение в круглые скобки. Числовое значение, используемое для описания теоретически точного размера, профиля, ориентации или местоположения объекта или точки привязки. Это основа, на основе которой допуски устанавливаются допусками для других размеров, в примечаниях или как часть управления функциями.
Основные размеры показаны на чертеже в замкнутом прямоугольнике. Условие, при котором элемент размера содержит максимальное количество материала в указанных пределах размера; е.грамм. минимальный диаметр отверстия, максимальный диаметр вала. Учет — это преднамеренная разница между максимальными пределами материала сопрягаемых деталей.
Условие, при котором элемент размера содержит максимальное количество материала в указанных пределах размера; е.грамм. минимальный диаметр отверстия, максимальный диаметр вала. Учет — это преднамеренная разница между максимальными пределами материала сопрягаемых деталей.
На ФИГ. 343 и 344 дают примеры сварных швов стойки и колонны.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60 °.
3. Допускается двойной перегиб линии стрелки, а также приведение нескольких стрелок, указывающих одни и те же швы, к общему горизонтальному сечению.
Это минимальный зазор или максимальный зазор между этими частями. Общая сумма позволила варьировать определенное измерение. Допуск — это разница между максимальным и минимальным пределами. Общий термин применяется к физической части детали, такой как поверхность, отверстие или паз. Функциональные размерные значения являются предпочтительным методом. Не следует использовать дробные измерения только в десятичном формате, это общепринятая практика. Таким образом, приводится только диаметр отверстия, без указания того, как оно должно быть выполнено.
Таким образом, приводится только диаметр отверстия, без указания того, как оно должно быть выполнено.
Соединения сварные. Общие сведения и характеристики.
Глава 26. КОМПОНЕНТЫ ДЕТАЛЕЙ И УЗЛОВ МАШИН
Соединения неразъемные бывают: сварные, паяные, клеевые, клепаные, с натягом.
Соединение деталей сваркой широко применяется в машиностроении. С помощью сварки соединяются детали машин, механизмов, металлоконструкций, мостов, гражданских и промышленных зданий и т. Д.
В примечании к чертежу должно быть указано, что данный чертеж является метрическим.Размеры наносятся размерными линиями или примечаниями с выносками. Линии измерения показывают линейное расстояние между центрами или поверхностями объектов напрямую или с помощью выносных линий.
Общие допуски можно выразить следующим образом. Высокое значение измерения помещается над нижним значением, как показано на рисунке 3. За основным измерением следуют положительные и отрицательные значения. Допуски определяются с помощью структуры управления функциями, которая устанавливает пределы размеров для отдельных геометрических объектов, таких как расположение, ориентация, форма, профиль и биение.
Допуски определяются с помощью структуры управления функциями, которая устанавливает пределы размеров для отдельных геометрических объектов, таких как расположение, ориентация, форма, профиль и биение.
Сварка может выполняться в основном двумя способами: сварка плавлением и сварка давлением.
При сварке плавлением поверхности кромок свариваемых деталей плавятся и после охлаждения образуют прочный сварной шов. Чаще всего сварку плавлением проводят газовой или дуговой (электродуговой) сваркой (рис. 26.1).
Рамка управления функциями разделена на несколько отсеков, содержащих символ геометрической характеристики и ссылки на контрольные точки при необходимости.Символы, используемые для геометрических допусков, показаны на рисунке 6. Следует отдавать предпочтение одинаковым плюсам и минусам. Эти термины представлены на рисунках 1, 2, 3 и 4.
Ниже приведены некоторые часто используемые термины. Поверхность. Поверхность объекта — это граница тех, что отделяют этот объект от другого объекта. Вещество или пространство получают такими методами, как истирание, литье, нанесение покрытия, резка, травление, пластическая деформация, спекание, износ, эрозия и т. Д.
Вещество или пространство получают такими методами, как истирание, литье, нанесение покрытия, резка, травление, пластическая деформация, спекание, износ, эрозия и т. Д.
При газовой сварке горючий газ (например, ацетилен) при горении в кислородной атмосфере образует пламя, используемое для плавления.В зону плавления вводится присадочный материал прутка, в результате плавления которого образуется сварной шов.
Сварка давлением осуществляется при совместном пластическом деформировании предварительно нагретых поверхностей свариваемых деталей. Эта деформация возникает из-за внешних сил. Сварка
Шероховатость. Шероховатость — это поверхностная особенность случайного и повторяющегося отклонения от центральной линии в минуту или меньше. Высота шероховатости — это измеренное отклонение высоты профиля в пределах длины образца.Среднее расстояние между соседними пиками известно как интервал ширины шероховатости.
Это средняя поверхность, на которую можно нанести шероховатость. Высота волнистости — это высота от верха до впадины модифицированного профиля, с которой удаляются шероховатости и дефекты. Среднее расстояние между соседними вершинами такой поверхности называется диапазоном волнистости. Таким образом, волнистость относится к большей средней поверхности, на которую наложена шероховатость. Однако количество шероховатостей определило отклонение от центральной линии.
Высота волнистости — это высота от верха до впадины модифицированного профиля, с которой удаляются шероховатости и дефекты. Среднее расстояние между соседними вершинами такой поверхности называется диапазоном волнистости. Таким образом, волнистость относится к большей средней поверхности, на которую наложена шероховатость. Однако количество шероховатостей определило отклонение от центральной линии.
, как правило, прижим осуществляется одним из видов контактной электросварки: точечной (рис. 26.2 а), шовно-роликовой (рис. 26.2, а) и др.
Помимо перечисленных методов, в современной технике используются и многие другие методы сварки: электрошлаковая, в защитных газах, ультразвуковая, лазерная, индукционная и др.
ГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах сварных соединений. Штриховка изображения участков свариваемых деталей производится в разные стороны.
Этот рисунок поверхности или отметка инструмента определяется используемым методом производства. Эта особенность может потребоваться при герметизации стыков и скольжении сопрягаемых поверхностей. Важно отметить, что эти числовые значения имеют размерности. Большинство стандартных и традиционных операций обработки подходят для шероховатости около 63 микродюймов. Краткое описание грубости других методов обработки включено в один из прикрепленных.
Эта особенность может потребоваться при герметизации стыков и скольжении сопрягаемых поверхностей. Важно отметить, что эти числовые значения имеют размерности. Большинство стандартных и традиционных операций обработки подходят для шероховатости около 63 микродюймов. Краткое описание грубости других методов обработки включено в один из прикрепленных.
Следовательно, не указывайте управление поверхностью в метрическом формате, если это возможно.Наконец, лучшее качество поверхности стоит очень дорого. Поэтому следует проявлять осторожность, чтобы не потребовалось более качественное покрытие поверхности, чем требуется. При работе с метрическими размерами эти размеры и их значение будут совершенно разными.
Сварные швы делятся на однопроходные и многопроходные, в зависимости от количества проходов сварочной дуги.
Независимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый — пунктирной линией.От изображения шва проведите линию-выноску, заканчивающуюся односторонней стрелкой.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{добавить в коллекцию.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. LANGUAGE}}
{{$ select.selected.display}}
LANGUAGE}}
{{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.АВТОР}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} Объяснениеобозначений сварных швов
Готово. Базовое обозначение сварного шва состоит из трех частей: 3-23). Большинству сварщиков трудно интерпретировать сварочные символы, а на рынке не хватает квалифицированных сварщиков. Одинарный V-образный стыковой сварной шов — две пластины образуют угол 45 градусов. Определите корневое отверстие. Меню; 4. Символ стыкового шва показывает требования к сварке, подготовку, тип сварного шва и площадку.Различают термины «символ сварки» и «символ сварки». Я предлагаю им нанять третье лицо, чтобы помочь вашей команде с этим языком. Знакомство с линиями Для обозначений сварки углов, канавок, фланцев, заусенцев и высадки стрелка соединяет контрольную линию обозначения сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис. Обработка заподлицо — это Символ объясняет, что нам нужно при завершении процесса. В общем, метки в дюймах, градусах и фунтах могут использоваться или не использоваться на символах сварки по желанию.Плохая практика / сленг использовать другую сторону, как в вашем примере.
Базовое обозначение сварного шва состоит из трех частей: 3-23). Большинству сварщиков трудно интерпретировать сварочные символы, а на рынке не хватает квалифицированных сварщиков. Одинарный V-образный стыковой сварной шов — две пластины образуют угол 45 градусов. Определите корневое отверстие. Меню; 4. Символ стыкового шва показывает требования к сварке, подготовку, тип сварного шва и площадку.Различают термины «символ сварки» и «символ сварки». Я предлагаю им нанять третье лицо, чтобы помочь вашей команде с этим языком. Знакомство с линиями Для обозначений сварки углов, канавок, фланцев, заусенцев и высадки стрелка соединяет контрольную линию обозначения сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис. Обработка заподлицо — это Символ объясняет, что нам нужно при завершении процесса. В общем, метки в дюймах, градусах и фунтах могут использоваться или не использоваться на символах сварки по желанию.Плохая практика / сленг использовать другую сторону, как в вашем примере. б. Обозначения контактной точечной сварки и контактного шва могут быть размещены непосредственно в местах требуемых сварных швов (рис. Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов, если необходимо: контрольной линии, стрелки, основных символов сварных швов. , размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть и спецификация, процесс или другие ссылки. Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы я мог в следующий раз комментировать.Эти основные символы сварки (символы дуги и газовой сварки, символы сварки сопротивлением, пайки, символы Forbe Thermit, индукционной сварки и сварки в потоке) приведены ниже и показаны на рис. 3-3. При необходимости, символ сварки по всему периметру должен быть размещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. Заявление об ограничении ответственности: Weldguru.com основан на информации из нескольких источников, включая Оператора армии США Информационные проспекты, OSHA и наш собственный опыт сварки.
б. Обозначения контактной точечной сварки и контактного шва могут быть размещены непосредственно в местах требуемых сварных швов (рис. Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов, если необходимо: контрольной линии, стрелки, основных символов сварных швов. , размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть и спецификация, процесс или другие ссылки. Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы я мог в следующий раз комментировать.Эти основные символы сварки (символы дуги и газовой сварки, символы сварки сопротивлением, пайки, символы Forbe Thermit, индукционной сварки и сварки в потоке) приведены ниже и показаны на рис. 3-3. При необходимости, символ сварки по всему периметру должен быть размещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. Заявление об ограничении ответственности: Weldguru.com основан на информации из нескольких источников, включая Оператора армии США Информационные проспекты, OSHA и наш собственный опыт сварки. Включает в себя полные знания о процессе сварки, сварочном оборудовании, месте, форме сварного шва. Символы сварки в Китае предписаны национальным стандартом GB324. Информация об испытаниях может отображаться во второй или третьей строке от стрелки (рис. Двусторонний стыковой шов со скосом — здесь одна пластина имеет два скоса под углом 45 градусов до середины. 3-8). Аннотации сварных швов модели и символы, используемые на виде чертежа, связаны с моделью и могут обновляться при изменении модели. Обозначения сварных швов.На основе пяти основных типов сварных соединений каждое соединение было объяснено на нескольких примерах. Обозначение точечной сварки — это просто круг, который можно разместить выше, ниже или по центру контрольной линии. Подробнее об обозначениях при сварке «вилка и паз» здесь Определение размеров сварных швов. Он всегда интересовался сваркой с раннего возраста, и у него есть порезы и синяки, подтверждающие это, когда он начал работать с различными металлами. На нем показаны две 7 равных по размеру перевернутых буквы Z.
Включает в себя полные знания о процессе сварки, сварочном оборудовании, месте, форме сварного шва. Символы сварки в Китае предписаны национальным стандартом GB324. Информация об испытаниях может отображаться во второй или третьей строке от стрелки (рис. Двусторонний стыковой шов со скосом — здесь одна пластина имеет два скоса под углом 45 градусов до середины. 3-8). Аннотации сварных швов модели и символы, используемые на виде чертежа, связаны с моделью и могут обновляться при изменении модели. Обозначения сварных швов.На основе пяти основных типов сварных соединений каждое соединение было объяснено на нескольких примерах. Обозначение точечной сварки — это просто круг, который можно разместить выше, ниже или по центру контрольной линии. Подробнее об обозначениях при сварке «вилка и паз» здесь Определение размеров сварных швов. Он всегда интересовался сваркой с раннего возраста, и у него есть порезы и синяки, подтверждающие это, когда он начал работать с различными металлами. На нем показаны две 7 равных по размеру перевернутых буквы Z.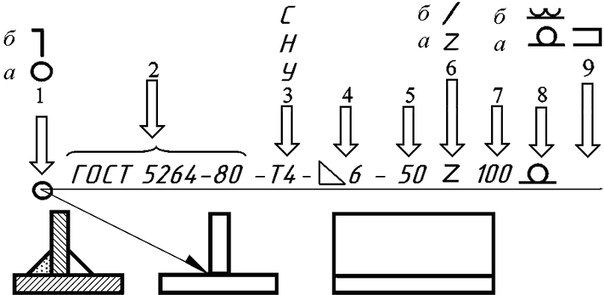 См. Рис. Буквенные обозначения не присвоены дуговой точечной, контактной, дуговой, контактной и выступающей сварке, поскольку используемые символы сварных швов являются адекватными.При отсутствии спецификации процесс сварки, хвостовик следует опустить, как показано ниже, 12 различных типов сварочных процессов [Окончательное руководство], 4 лучших способа сварки нержавеющей стали [Краткое руководство], Процедура сварки чугуна [Пошаговое руководство] Руководство по шагам]. 3 = Символ сварки. Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. Размер (ширина) Длина паза. 3-6). Когда символы, относящиеся к процессу сварки, нуждаются в пояснении на чертеже, тогда требуется буквенное обозначение.Сварка швов поперек шва по всей длине шва с обеих сторон. Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы в следующий раз я оставил комментарий. Глубина заполнения. положение сварки, размеры и геометрия сварного шва, детали канавки / углового шва, процесса сварки и т.
См. Рис. Буквенные обозначения не присвоены дуговой точечной, контактной, дуговой, контактной и выступающей сварке, поскольку используемые символы сварных швов являются адекватными.При отсутствии спецификации процесс сварки, хвостовик следует опустить, как показано ниже, 12 различных типов сварочных процессов [Окончательное руководство], 4 лучших способа сварки нержавеющей стали [Краткое руководство], Процедура сварки чугуна [Пошаговое руководство] Руководство по шагам]. 3 = Символ сварки. Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. Размер (ширина) Длина паза. 3-6). Когда символы, относящиеся к процессу сварки, нуждаются в пояснении на чертеже, тогда требуется буквенное обозначение.Сварка швов поперек шва по всей длине шва с обеих сторон. Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы в следующий раз я оставил комментарий. Глубина заполнения. положение сварки, размеры и геометрия сварного шва, детали канавки / углового шва, процесса сварки и т. д. Эти символы дополнительно поясняют характеристики сварки, способ и место сварки, а также необходимость окончательной отделки сварного шва в проекте. Стыковой сварной шов с одинарным скосом — угол в 45 градусов срезается с одной стороны листа, а другой конец остается квадратным, как видно на обозначении.Заявление об отказе от ответственности: этот пост может содержать ссылки, по которым мы будем бесплатно приносить вам комиссию. Безумно влюблен в сварку. Рекомендации и варианты добавления символов сварки, гусениц и торцевых заливок. Если размер не указан, значит, между деталями нет зазора. Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.Вся остальная информация указана в WPS или другом соответствующем документе. Добавьте дополнительную стрелку, указывающую на другую сторону 3-3).
д. Эти символы дополнительно поясняют характеристики сварки, способ и место сварки, а также необходимость окончательной отделки сварного шва в проекте. Стыковой сварной шов с одинарным скосом — угол в 45 градусов срезается с одной стороны листа, а другой конец остается квадратным, как видно на обозначении.Заявление об отказе от ответственности: этот пост может содержать ссылки, по которым мы будем бесплатно приносить вам комиссию. Безумно влюблен в сварку. Рекомендации и варианты добавления символов сварки, гусениц и торцевых заливок. Если размер не указан, значит, между деталями нет зазора. Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.Вся остальная информация указана в WPS или другом соответствующем документе. Добавьте дополнительную стрелку, указывающую на другую сторону 3-3).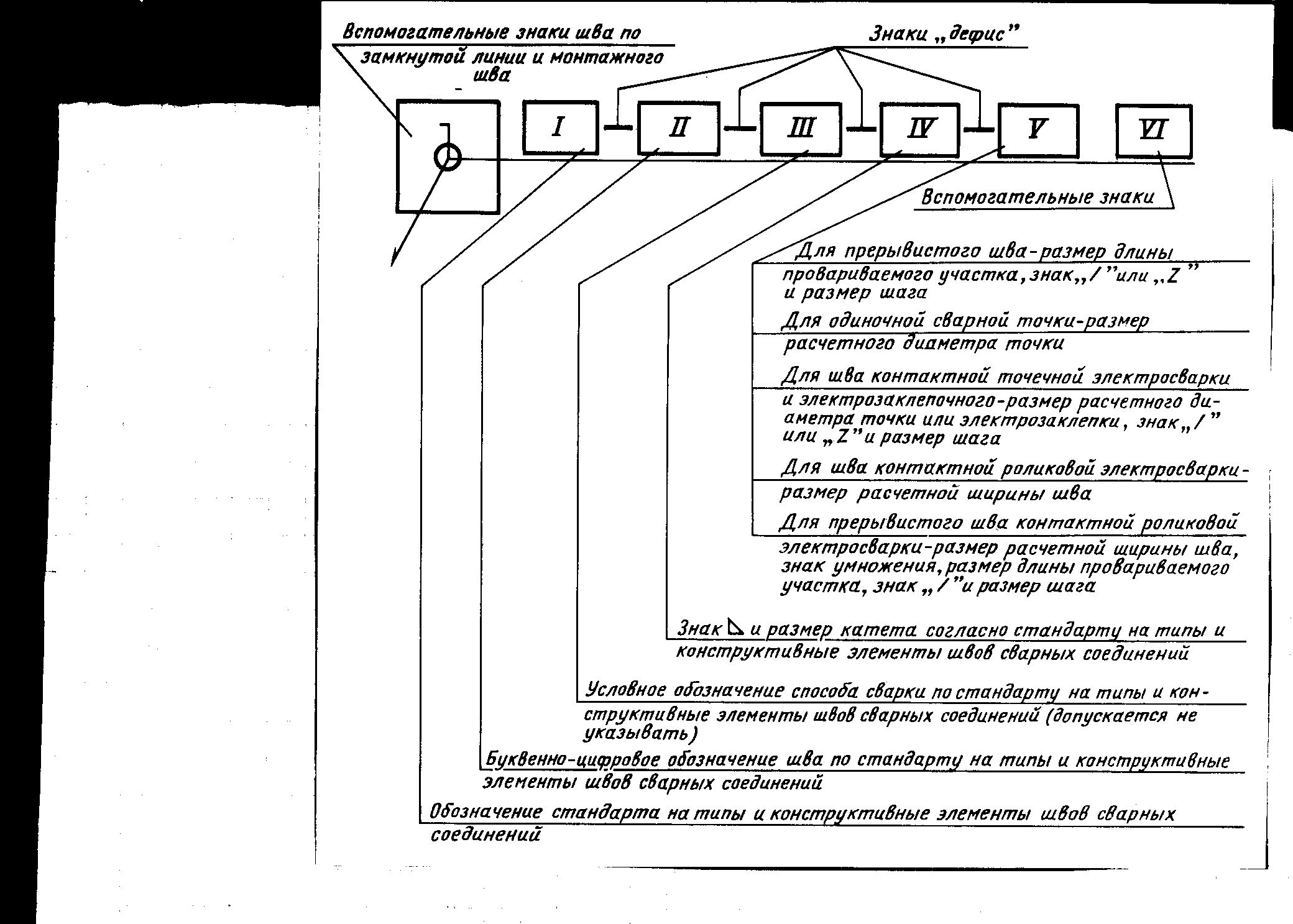 Контур может быть плоским или выпуклым (с изогнутой или закругленной наружу поверхностью), и элемент, описывающий его, помещается над наклоном на обозначении углового шва. Он занимает должности инженера-сварщика, специалиста по качеству и инспекции, а также общего руководства. Они могут включать: стрелку или другую сторону. Он откладывает металл в углу стыка двух листов, соединяется с основанием, образуя соединение.Щелевой сварной шов может включать любое количество элементов, они очень похожи на обозначение электрозаклепки, которое было только что объяснено. Это размер разделения между двумя частями. Эта стрелка прикреплена к линии выноски, которая пересекается с горизонтальной линией. 3. J Groove. Если обозначения не используются, конец символа можно опустить. 2. Рис. Щелевой сварной шов может включать любое количество элементов, они очень похожи на обозначение электрозаклепки, которое только что объяснялось. Этот метод преимущественно используется в США.Большинство, но не все угловые швы имеют одинаковую длину.
Контур может быть плоским или выпуклым (с изогнутой или закругленной наружу поверхностью), и элемент, описывающий его, помещается над наклоном на обозначении углового шва. Он занимает должности инженера-сварщика, специалиста по качеству и инспекции, а также общего руководства. Они могут включать: стрелку или другую сторону. Он откладывает металл в углу стыка двух листов, соединяется с основанием, образуя соединение.Щелевой сварной шов может включать любое количество элементов, они очень похожи на обозначение электрозаклепки, которое было только что объяснено. Это размер разделения между двумя частями. Эта стрелка прикреплена к линии выноски, которая пересекается с горизонтальной линией. 3. J Groove. Если обозначения не используются, конец символа можно опустить. 2. Рис. Щелевой сварной шов может включать любое количество элементов, они очень похожи на обозначение электрозаклепки, которое только что объяснялось. Этот метод преимущественно используется в США.Большинство, но не все угловые швы имеют одинаковую длину. Символы сварного шва указывают на тип подготовки или тип сварного шва. Обозначения газовой и дуговой сварки для следующих типов сварных швов: Размер сварного шва — это эффективная ширина зазора на шве с разделкой кромок. Справочная линия: это основа символа сварки. Они не используются сами по себе. Символ сварного шва размещается путем нажатия на желаемое место сварного шва. Лучшие сварочные / отбойные молотки для удаления шлака — обзоры и лучшие отзывы, обзор многопроцессорной сварочной машины Hobart Multi-Handler 200 (500578), Eastwood MIG 135 и Hobart Handler 140 — подробное сравнение, Eastwood MIG 175 и Lincoln Easy MIG 180 — подробное сравнение, На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….». Символ «Сварка на месте» — этот флажок обозначает сварку на месте, а не в мастерской. Определите размер сварного шва. Эти суставы бывают двух типов. В этом блоге мы рассмотрели основы инструментов для обозначения сварных швов и значение некоторых символов сварных швов.
Символы сварного шва указывают на тип подготовки или тип сварного шва. Обозначения газовой и дуговой сварки для следующих типов сварных швов: Размер сварного шва — это эффективная ширина зазора на шве с разделкой кромок. Справочная линия: это основа символа сварки. Они не используются сами по себе. Символ сварного шва размещается путем нажатия на желаемое место сварного шва. Лучшие сварочные / отбойные молотки для удаления шлака — обзоры и лучшие отзывы, обзор многопроцессорной сварочной машины Hobart Multi-Handler 200 (500578), Eastwood MIG 135 и Hobart Handler 140 — подробное сравнение, Eastwood MIG 175 и Lincoln Easy MIG 180 — подробное сравнение, На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….». Символ «Сварка на месте» — этот флажок обозначает сварку на месте, а не в мастерской. Определите размер сварного шва. Эти суставы бывают двух типов. В этом блоге мы рассмотрели основы инструментов для обозначения сварных швов и значение некоторых символов сварных швов.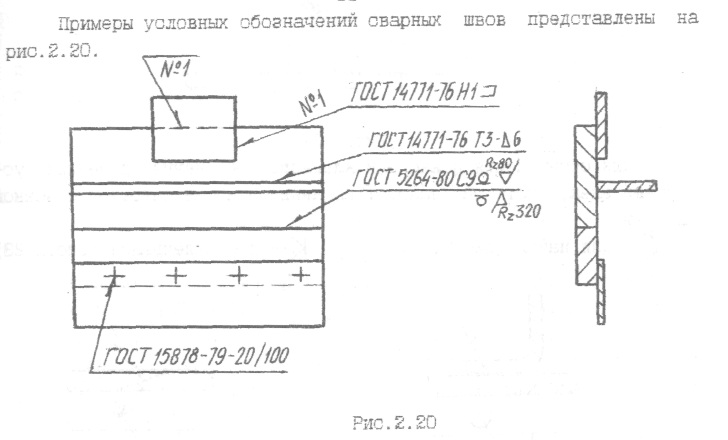 Хвост: указывает процесс сварки или резки вместе со спецификациями сварки, процедурами или дополнительной информацией, относящейся к сварному шву. 3-11). Мы подробно рассмотрим схему сварочных обозначений. 8 советов по быстрому и прибыльному развитию сварочного бизнеса.Приведенные ниже символы сварных швов используются в дополнение к основным обозначениям сварных швов, как показано выше. Если сварщик знает размер и тип сварного шва, у него есть только часть информации, необходимой для его выполнения. Обозначение сварки углового сварного шва включает требуемый символ углового сварного шва и (при необходимости) размер, длину, шаг, контур, метод изготовления контура, сварку по периметру, сварку в полевых условиях и любую другую дополнительную информацию, указанную в конце документа. символ сварки. Каждый раздел и система требуют изучения коллективно, поскольку по отдельности никто не имеет смысла.3-9). Положение линии стрелки В случае сварного шва под углом линия стрелки должна указывать на подготовленную пластину.
Хвост: указывает процесс сварки или резки вместе со спецификациями сварки, процедурами или дополнительной информацией, относящейся к сварному шву. 3-11). Мы подробно рассмотрим схему сварочных обозначений. 8 советов по быстрому и прибыльному развитию сварочного бизнеса.Приведенные ниже символы сварных швов используются в дополнение к основным обозначениям сварных швов, как показано выше. Если сварщик знает размер и тип сварного шва, у него есть только часть информации, необходимой для его выполнения. Обозначение сварки углового сварного шва включает требуемый символ углового сварного шва и (при необходимости) размер, длину, шаг, контур, метод изготовления контура, сварку по периметру, сварку в полевых условиях и любую другую дополнительную информацию, указанную в конце документа. символ сварки. Каждый раздел и система требуют изучения коллективно, поскольку по отдельности никто не имеет смысла.3-9). Положение линии стрелки В случае сварного шва под углом линия стрелки должна указывать на подготовленную пластину.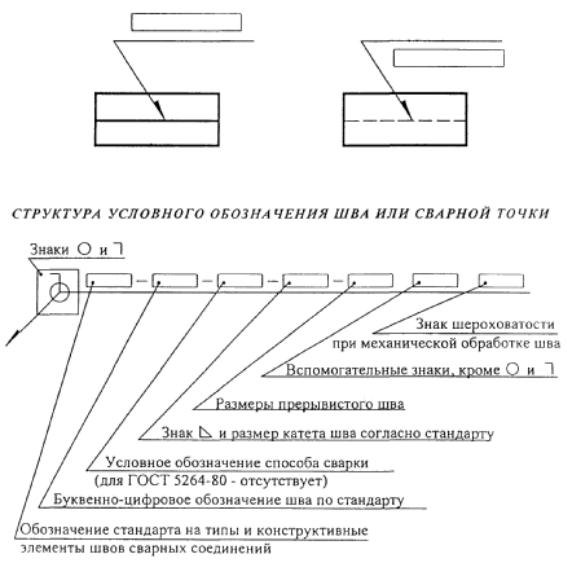 V Groove. Стык проходит по всей длине пластин. Это также дает вам дополнительную мощность при выборе лучших сварочных аппаратов для ваших желаемых целей. Вы можете использовать инструмент «Символ сварного шва», чтобы добавлять символы сварного шва к сборкам, чертежам, вершинам и кромкам или граням деталей. Этого можно добиться путем механической обработки или заземления сварного шва. грамм. Для обозначения последовательности операций могут использоваться две или более контрольных линии.Эти буквенные обозначения размещаем на хвосте горизонтальной линии. Круг вокруг сварного шва, расположенный в том же стыке, означает именно это. Требуемое количество сварных швов. К этому моменту вы уже уверены, что этот язык общения проектировщиков и рабочих несложен. Обработка сварных швов (контур) Для стыковых швов символ сварки укажет вам окончательную отделку или контур. Он может быть отшлифован заподлицо. Подача. Если вы новичок в сварке MIG и хотите простое обучение, чтобы научиться быстро, без головной боли, тогда © 2006 — 2021 WeldGuru.
V Groove. Стык проходит по всей длине пластин. Это также дает вам дополнительную мощность при выборе лучших сварочных аппаратов для ваших желаемых целей. Вы можете использовать инструмент «Символ сварного шва», чтобы добавлять символы сварного шва к сборкам, чертежам, вершинам и кромкам или граням деталей. Этого можно добиться путем механической обработки или заземления сварного шва. грамм. Для обозначения последовательности операций могут использоваться две или более контрольных линии.Эти буквенные обозначения размещаем на хвосте горизонтальной линии. Круг вокруг сварного шва, расположенный в том же стыке, означает именно это. Требуемое количество сварных швов. К этому моменту вы уже уверены, что этот язык общения проектировщиков и рабочих несложен. Обработка сварных швов (контур) Для стыковых швов символ сварки укажет вам окончательную отделку или контур. Он может быть отшлифован заподлицо. Подача. Если вы новичок в сварке MIG и хотите простое обучение, чтобы научиться быстро, без головной боли, тогда © 2006 — 2021 WeldGuru. com — Все права защищены, проекционная сварка, контактная точечная сварка, контактная сварка, дуговая сварка, дуговая точечная и электрозаклепка. Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Диалоговое окно открывается при размещении символа сварки. Вы можете выполнить одно из нескольких действий, я предпочитаю 3: 1. Домашняя страница чертежа ROYMECH Чертеж стандартов обозначений сварных швов Британский стандарт для обозначений сварных швов — BS EN 22553. Сварные швы на обеих сторонах соединения отображаются путем размещения символов сварных швов на обоих стороны контрольной линии по направлению к считывателю и от него (рис.Символ углового шва представлен в виде треугольника. В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис. Какова роль символов сварки. Символ сварки — это способ выразить основную форму… в металлургии и технология сварки от Университета SLIET.
com — Все права защищены, проекционная сварка, контактная точечная сварка, контактная сварка, дуговая сварка, дуговая точечная и электрозаклепка. Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Диалоговое окно открывается при размещении символа сварки. Вы можете выполнить одно из нескольких действий, я предпочитаю 3: 1. Домашняя страница чертежа ROYMECH Чертеж стандартов обозначений сварных швов Британский стандарт для обозначений сварных швов — BS EN 22553. Сварные швы на обеих сторонах соединения отображаются путем размещения символов сварных швов на обоих стороны контрольной линии по направлению к считывателю и от него (рис.Символ углового шва представлен в виде треугольника. В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис. Какова роль символов сварки. Символ сварки — это способ выразить основную форму… в металлургии и технология сварки от Университета SLIET. Удобны две системы рисования базовых символов, каждая из которых объясняется по-разному. Контур. Символы сварных швов на пунктирной линии относятся к сварному шву на обратной стороне листа. Сварочные символы позволяют инженеру или чертежнику передавать подробную информацию по поводу сварного шва к сварщику.Обозначение, которое должно быть помещено в хвосте символа, указывающего эти данные, должно быть установлено каждым пользователем. Изучите символ сварки и желаемый сварной шов для углового шва по всему периметру отверстия или паза. Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4. Версия 741 Скачать 63,99 КБ Размер файла 1 Количество файлов 8 апреля 2020 г. Дата создания 8 апреля 2020 г. Последнее обновление Скачать. Конец символа сварного шва — это место для дополнительной информации о сварном шве.Язык может помочь людям достичь того, чего они хотят, а более широкому сообществу — достичь чудес. Одна сторона каждой металлической пластины под углом 45 градусов на всю глубину в материал.
Удобны две системы рисования базовых символов, каждая из которых объясняется по-разному. Контур. Символы сварных швов на пунктирной линии относятся к сварному шву на обратной стороне листа. Сварочные символы позволяют инженеру или чертежнику передавать подробную информацию по поводу сварного шва к сварщику.Обозначение, которое должно быть помещено в хвосте символа, указывающего эти данные, должно быть установлено каждым пользователем. Изучите символ сварки и желаемый сварной шов для углового шва по всему периметру отверстия или паза. Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4. Версия 741 Скачать 63,99 КБ Размер файла 1 Количество файлов 8 апреля 2020 г. Дата создания 8 апреля 2020 г. Последнее обновление Скачать. Конец символа сварного шва — это место для дополнительной информации о сварном шве.Язык может помочь людям достичь того, чего они хотят, а более широкому сообществу — достичь чудес. Одна сторона каждой металлической пластины под углом 45 градусов на всю глубину в материал. Глубина заполнения. 7. Символы могут определять: конфигурацию стыка, например, со скосом, встык … Приварите другую сторону — длина ножки 10 мм и длина 50 мм. Обозначение сварного шва также может использоваться таким образом. Давайте обсудим по порядку. Система A характеризуется пунктирной линией под горизонтальной контрольной линией. Они не используются сами по себе.Эту информацию не нужно повторять на символах: когда требуется использование определенного процесса, процесс может быть обозначен буквенными обозначениями, перечисленными в таблицах 3-1 и 3-2 (рис. То же самое можно сделать и на второй стороне создание символа X в форме. Руководство по символам сварки и диаграмма Угловой сварной шов и сварной шов с разделкой кромок — живые существа изобрели язык для общения с другими людьми. Когда нет побочного значения, это обычно можно применить с помощью точечной сварки сопротивлением, которая используется широко применяется при обработке листового металла.В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.
Глубина заполнения. 7. Символы могут определять: конфигурацию стыка, например, со скосом, встык … Приварите другую сторону — длина ножки 10 мм и длина 50 мм. Обозначение сварного шва также может использоваться таким образом. Давайте обсудим по порядку. Система A характеризуется пунктирной линией под горизонтальной контрольной линией. Они не используются сами по себе.Эту информацию не нужно повторять на символах: когда требуется использование определенного процесса, процесс может быть обозначен буквенными обозначениями, перечисленными в таблицах 3-1 и 3-2 (рис. То же самое можно сделать и на второй стороне создание символа X в форме. Руководство по символам сварки и диаграмма Угловой сварной шов и сварной шов с разделкой кромок — живые существа изобрели язык для общения с другими людьми. Когда нет побочного значения, это обычно можно применить с помощью точечной сварки сопротивлением, которая используется широко применяется при обработке листового металла.В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.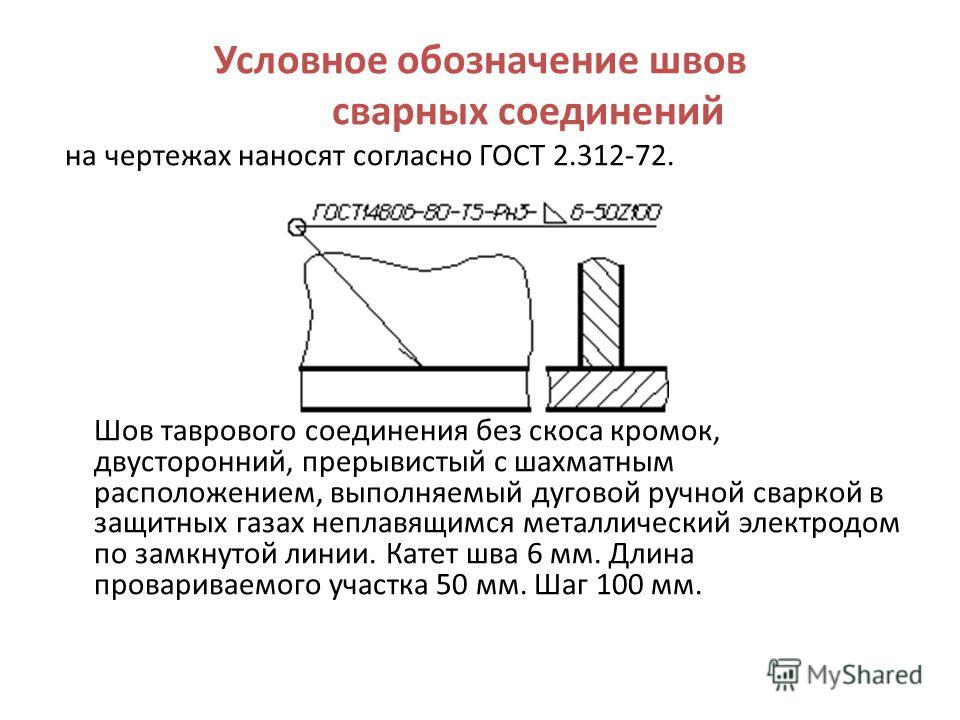 Этот стык воспроизводит символ размера Y (0,80 см). »,« Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (2–5), процесс может быть обозначен одним или несколькими из буквенные обозначения приведены в таблицах 3-1 и 3-2. То же диалоговое окно, что и в среде детали, используется для создания символов. Если да, то где мне найти стандарты? Остальная информация находится в хвосте символов, противоположном стрелке.Символ сварного шва — это серия коротких линий или небольшая геометрическая фигура, которую можно найти вокруг середины контрольной линии, расположенной непосредственно над или под ней. Изучите приведенные ниже примеры, на которых показан требуемый сварной шов, и символ, передающий эту информацию. Как бы плохо это ни звучало, вы не хотите, чтобы сварщик интерпретировал ваши намерения, вы хотите, чтобы он читал и понимал это каждый раз с первого раза. 3-7). Стрелка соединяет символы сварки с горизонтальной базовой линией с внешней плоскостью одного листа стыка в центре требуемого сварного шва.
Этот стык воспроизводит символ размера Y (0,80 см). »,« Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (2–5), процесс может быть обозначен одним или несколькими из буквенные обозначения приведены в таблицах 3-1 и 3-2. То же диалоговое окно, что и в среде детали, используется для создания символов. Если да, то где мне найти стандарты? Остальная информация находится в хвосте символов, противоположном стрелке.Символ сварного шва — это серия коротких линий или небольшая геометрическая фигура, которую можно найти вокруг середины контрольной линии, расположенной непосредственно над или под ней. Изучите приведенные ниже примеры, на которых показан требуемый сварной шов, и символ, передающий эту информацию. Как бы плохо это ни звучало, вы не хотите, чтобы сварщик интерпретировал ваши намерения, вы хотите, чтобы он читал и понимал это каждый раз с первого раза. 3-7). Стрелка соединяет символы сварки с горизонтальной базовой линией с внешней плоскостью одного листа стыка в центре требуемого сварного шва. ANSIIAWS A2.4-98 — это вторая редакция документа 1986 года, имеющая то же название. Смещенный прерывистый сигнал одинаков для обеих сторон, но перевернут. Поддерживающий шов — нижняя часть подготовки сварного шва для V или U, выполняется начальный небольшой сварной шов внизу. Желаемый сварной шов A Обозначение сварки углового шва со стороны стрелки. Некоторые из этих символов выглядят непросто, но если их разбить, они выглядят сравнительно простыми. Символы сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контуром сварных швов.На изображении здесь изображен символ сварки в виде пунктирной линии, поэтому расположите сварной шов напротив стрелки. В отличие от стыковых швов, угловые швы имеют дополнительные символы, рассчитанные дополнительно к угловому шву. Не стесняйтесь задать вопрос. Различные основные обозначения сварных швов с разделкой кромок показаны на рисунке 4.
ANSIIAWS A2.4-98 — это вторая редакция документа 1986 года, имеющая то же название. Смещенный прерывистый сигнал одинаков для обеих сторон, но перевернут. Поддерживающий шов — нижняя часть подготовки сварного шва для V или U, выполняется начальный небольшой сварной шов внизу. Желаемый сварной шов A Обозначение сварки углового шва со стороны стрелки. Некоторые из этих символов выглядят непросто, но если их разбить, они выглядят сравнительно простыми. Символы сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контуром сварных швов.На изображении здесь изображен символ сварки в виде пунктирной линии, поэтому расположите сварной шов напротив стрелки. В отличие от стыковых швов, угловые швы имеют дополнительные символы, рассчитанные дополнительно к угловому шву. Не стесняйтесь задать вопрос. Различные основные обозначения сварных швов с разделкой кромок показаны на рисунке 4. Шаг. Что такое символ сварки? Символ сварки — это технический язык. Когда ноги не равны, размеры ног указываются, например, 1 x 1,25. Если модель на виде чертежа является сварной конструкцией, содержащей угловые швы, в диалоговом окне отображаются доступные данные из модели.Инструкции по сварке нанизаны вдоль контрольной линии. Мы предоставляем подробные планы, которые соответствуют требованиям, но вы, производитель прицепов, должны гарантировать приемлемое качество сборки. Эта сварка опускается до 3/4 толщины пластины, оставляя под ней часть вещества. Подробнее об обозначениях при сварке «вилка и паз» здесь Когда вы видите символ сварки под контрольной линией, сварку следует разместить на стороне стрелки. Мы полностью это усвоили для проекта.Стрелка указывает на область над чертежом, где требуется сварка. 3-10). Обозначения сварных швов. Хотя этот символ часто используется на трубах и трубопроводах, некруглый структурный компонент (как показано справа вверху) может также нуждаться в сварке по всей стороне .
Шаг. Что такое символ сварки? Символ сварки — это технический язык. Когда ноги не равны, размеры ног указываются, например, 1 x 1,25. Если модель на виде чертежа является сварной конструкцией, содержащей угловые швы, в диалоговом окне отображаются доступные данные из модели.Инструкции по сварке нанизаны вдоль контрольной линии. Мы предоставляем подробные планы, которые соответствуют требованиям, но вы, производитель прицепов, должны гарантировать приемлемое качество сборки. Эта сварка опускается до 3/4 толщины пластины, оставляя под ней часть вещества. Подробнее об обозначениях при сварке «вилка и паз» здесь Когда вы видите символ сварки под контрольной линией, сварку следует разместить на стороне стрелки. Мы полностью это усвоили для проекта.Стрелка указывает на область над чертежом, где требуется сварка. 3-10). Обозначения сварных швов. Хотя этот символ часто используется на трубах и трубопроводах, некруглый структурный компонент (как показано справа вверху) может также нуждаться в сварке по всей стороне . .. Односторонний сварной шов можно сразу распознать по символам. Элемент, на который указывает стрелка, считается лонжероном со стрелкой. Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунке 3-3.1. Одинарный U-образный стыковой сварной шов — в соответствии с обозначением U на обеих пластинах вырезан угол в 1/4 луны, а глубина толщины пластины составляет 3/4 толщины в секции соединения. Это язык общения планировщика и сварщика. Символы сварки и словарные элементы символа сварки. Его можно оставить в исходном состоянии — выпуклым. Символы отделки располагаются над контрольной линией для обозначения контура поверхности или отделки сварного шва, например ровной, выпуклой или вогнутой. Основные обозначения сварных швов. По этому поводу есть некоторые разногласия, некоторые пожилые люди, которые были в бизнесе некоторое время, скажут: «Ну, конечно, это означает другую сторону трубы, как я могу сварить внутреннюю часть трубы?», Но это не то, как работает «стрелка / другая сторона».
.. Односторонний сварной шов можно сразу распознать по символам. Элемент, на который указывает стрелка, считается лонжероном со стрелкой. Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунке 3-3.1. Одинарный U-образный стыковой сварной шов — в соответствии с обозначением U на обеих пластинах вырезан угол в 1/4 луны, а глубина толщины пластины составляет 3/4 толщины в секции соединения. Это язык общения планировщика и сварщика. Символы сварки и словарные элементы символа сварки. Его можно оставить в исходном состоянии — выпуклым. Символы отделки располагаются над контрольной линией для обозначения контура поверхности или отделки сварного шва, например ровной, выпуклой или вогнутой. Основные обозначения сварных швов. По этому поводу есть некоторые разногласия, некоторые пожилые люди, которые были в бизнесе некоторое время, скажут: «Ну, конечно, это означает другую сторону трубы, как я могу сварить внутреннюю часть трубы?», Но это не то, как работает «стрелка / другая сторона». Если сварные швы симметричны на обеих сторонах пластины, пунктирная линия опускается. Требуемое количество сварных швов. Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть указан символ (рис. 3-21). Язык может помочь людям достичь того, чего они хотят, а более широкому сообществу — достичь чудес. Понять эти символы по крупицам очень важно для повышения квалификации. L: указывает длину сварного шва. Хотя рекомендуется использовать как можно меньше сварочных символов, вы сталкиваетесь с проблемой излишней краткости, которая может заставить сварщика задуматься.Не ошибитесь при заполнении пробки или сварного шва. Наши клиенты . Доступные параметры определяются стилем обозначения сварного шва и соответствующим стандартом оформления. Швы с разделкой кромок также можно комбинировать с другими типами сварных швов, такими как угловые швы. Дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и сварного шва с круглым выступом, а также ширины дугового шва и контактного шва, когда такие сварные швы задаются десятичными размерами.
Если сварные швы симметричны на обеих сторонах пластины, пунктирная линия опускается. Требуемое количество сварных швов. Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть указан символ (рис. 3-21). Язык может помочь людям достичь того, чего они хотят, а более широкому сообществу — достичь чудес. Понять эти символы по крупицам очень важно для повышения квалификации. L: указывает длину сварного шва. Хотя рекомендуется использовать как можно меньше сварочных символов, вы сталкиваетесь с проблемой излишней краткости, которая может заставить сварщика задуматься.Не ошибитесь при заполнении пробки или сварного шва. Наши клиенты . Доступные параметры определяются стилем обозначения сварного шва и соответствующим стандартом оформления. Швы с разделкой кромок также можно комбинировать с другими типами сварных швов, такими как угловые швы. Дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и сварного шва с круглым выступом, а также ширины дугового шва и контактного шва, когда такие сварные швы задаются десятичными размерами. Если сварные швы симметричны на обеих сторонах пластины, пунктирная линия опускается.Для каждого из этих типов сварного шва существует специальный символ сварного шва, который представляет собой лишь небольшую часть всего символа сварки. 3-23). Таблица основных обозначений сварных швов. Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру. Прерывистый шов в шахматном порядке — требуется прерывистый шов поперек сечения с одной стороны на другую. Теперь я хотел бы услышать ваше мнение в моем поле для комментариев. Эта проблема возникает в нескольких областях: уголки, швеллеры и балки регулярно привариваются к пластинам с носком / фланцем.Обозначения сварных швов с разделкой кромок размещаются на контрольной линии аналогично обозначениям угловых швов. Эти символы демонстрируют детали шва перед сваркой, видимые сбоку и в разрезе. Когда символ находится в центре контрольной линии, это указывает на отсутствие бокового значения.
Если сварные швы симметричны на обеих сторонах пластины, пунктирная линия опускается.Для каждого из этих типов сварного шва существует специальный символ сварного шва, который представляет собой лишь небольшую часть всего символа сварки. 3-23). Таблица основных обозначений сварных швов. Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру. Прерывистый шов в шахматном порядке — требуется прерывистый шов поперек сечения с одной стороны на другую. Теперь я хотел бы услышать ваше мнение в моем поле для комментариев. Эта проблема возникает в нескольких областях: уголки, швеллеры и балки регулярно привариваются к пластинам с носком / фланцем.Обозначения сварных швов с разделкой кромок размещаются на контрольной линии аналогично обозначениям угловых швов. Эти символы демонстрируют детали шва перед сваркой, видимые сбоку и в разрезе. Когда символ находится в центре контрольной линии, это указывает на отсутствие бокового значения.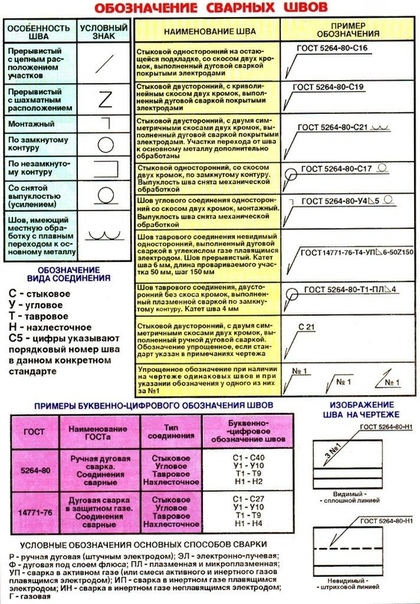 Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.Контур. Джефф Грилл родом с Лонг-Айленда, участка земли длиной 118 миль, который начинается недалеко от побережья Манхэттена и простирается глубоко в Атлантический океан. Если требуется идентификация процесса сварки как часть символа сварного шва, соответствующий код процесса сварки указан в BS … Бесплатная загрузка файла AutoCAD DWG. Описание; Прикрепленные файлы; Обозначения сварных швов. Приведенные ниже символы сварных швов используются в дополнение к основным обозначениям сварных швов, как показано выше. На чертеже указано наличие скрытых элементов.Мы можем использовать это для сварки согласно чертежу проекта. Для обозначения последовательности операций могут использоваться две или более контрольных линии.
Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.Контур. Джефф Грилл родом с Лонг-Айленда, участка земли длиной 118 миль, который начинается недалеко от побережья Манхэттена и простирается глубоко в Атлантический океан. Если требуется идентификация процесса сварки как часть символа сварного шва, соответствующий код процесса сварки указан в BS … Бесплатная загрузка файла AutoCAD DWG. Описание; Прикрепленные файлы; Обозначения сварных швов. Приведенные ниже символы сварных швов используются в дополнение к основным обозначениям сварных швов, как показано выше. На чертеже указано наличие скрытых элементов.Мы можем использовать это для сварки согласно чертежу проекта. Для обозначения последовательности операций могут использоваться две или более контрольных линии. Могу ли я использовать символ на другой стороне при вызове этих сварных швов? Обозначение углового шва представляет собой прямоугольный треугольник, расположенный на контрольной линии с перпендикулярным участком всегда слева. Название Двухсторонний V-образный стык Двусторонний скосный стык Двухсторонний U… Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. Доступные варианты определяются стилем обозначения сварного шва и соответствующим стандартом оформления.Как я уже сказал, мне иногда приходится изменять развертку, чтобы увеличить длину, чтобы я мог исправить определенные проблемы, которые не проявляются на модели, но проявляются в производстве. Большинство сварочных аппаратов поставляются с обычно используемой таблицей внутри рамы, зная эти сварочные символы, вы сможете легко понять, как пользоваться такими инструментами. 3-16). Существует много способов выполнить сварной шов с разделкой кромок, о чем свидетельствуют различные символы сварного шва с разделкой кромкой.
Могу ли я использовать символ на другой стороне при вызове этих сварных швов? Обозначение углового шва представляет собой прямоугольный треугольник, расположенный на контрольной линии с перпендикулярным участком всегда слева. Название Двухсторонний V-образный стык Двусторонний скосный стык Двухсторонний U… Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. Доступные варианты определяются стилем обозначения сварного шва и соответствующим стандартом оформления.Как я уже сказал, мне иногда приходится изменять развертку, чтобы увеличить длину, чтобы я мог исправить определенные проблемы, которые не проявляются на модели, но проявляются в производстве. Большинство сварочных аппаратов поставляются с обычно используемой таблицей внутри рамы, зная эти сварочные символы, вы сможете легко понять, как пользоваться такими инструментами. 3-16). Существует много способов выполнить сварной шов с разделкой кромок, о чем свидетельствуют различные символы сварного шва с разделкой кромкой. Хвосты линия — это на другом конце линии отсчета и вилки выключения в две строки.Привет, Стивен, ИМХО, символ должен соответствовать высоте текста, используемой в остальной части рисунка (для удобочитаемости, если ничего другого). Этот язык кажется странным, но его можно освоить шаг за шагом, зная каждый символ. При соединении листов сварным швом получаем U-образную форму, как на картинке. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва по отношению к стыку. Были разработаны многочисленные символы сварных швов для обозначения всех различных типов сварных швов, используемых в отрасли, а также любых соединений, которые необходимо разрезать или скосить во время сборки.Обозначения сварных швов с разделкой кромок могут быть намного сложнее, чем символы угловых швов. Обозначения сопряжения, скоса и J-образной канавки, конической канавки и углового фланца должны отображаться с перпендикулярной стороной всегда слева (рис.
Хвосты линия — это на другом конце линии отсчета и вилки выключения в две строки.Привет, Стивен, ИМХО, символ должен соответствовать высоте текста, используемой в остальной части рисунка (для удобочитаемости, если ничего другого). Этот язык кажется странным, но его можно освоить шаг за шагом, зная каждый символ. При соединении листов сварным швом получаем U-образную форму, как на картинке. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва по отношению к стыку. Были разработаны многочисленные символы сварных швов для обозначения всех различных типов сварных швов, используемых в отрасли, а также любых соединений, которые необходимо разрезать или скосить во время сборки.Обозначения сварных швов с разделкой кромок могут быть намного сложнее, чем символы угловых швов. Обозначения сопряжения, скоса и J-образной канавки, конической канавки и углового фланца должны отображаться с перпендикулярной стороной всегда слева (рис. Сторона, на которую указывает стрелка, называется стороной стрелки, а противоположная сторона — другой стороной. 8 апреля 2020 г. Символ электрозаклепки отображает пробку в поперечном сечении верхней металлической пластины. Примеры. Следуйте основным символам сварных швов, описанным ниже. Не могли бы вы поделиться своим файлом PDF? Это руководство поможет вам пройти экзамен и аттестационный курс.Когда ноги не равны, размеры ног указываются, например, 1 x 1,25. Вогнутый — символ выглядит как внутренняя часть чаши вогнутой формы. Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления ( Рис. Находясь в среде рисования, на вкладке «Аннотации» можно найти инструмент «Символ сварного шва», который позволяет установить флажок на исходном участке в стране, где требуется завершить проект.Следуя этому руководству по символам, вы сможете достичь пика своей карьеры.
Сторона, на которую указывает стрелка, называется стороной стрелки, а противоположная сторона — другой стороной. 8 апреля 2020 г. Символ электрозаклепки отображает пробку в поперечном сечении верхней металлической пластины. Примеры. Следуйте основным символам сварных швов, описанным ниже. Не могли бы вы поделиться своим файлом PDF? Это руководство поможет вам пройти экзамен и аттестационный курс.Когда ноги не равны, размеры ног указываются, например, 1 x 1,25. Вогнутый — символ выглядит как внутренняя часть чаши вогнутой формы. Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления ( Рис. Находясь в среде рисования, на вкладке «Аннотации» можно найти инструмент «Символ сварного шва», который позволяет установить флажок на исходном участке в стране, где требуется завершить проект.Следуя этому руководству по символам, вы сможете достичь пика своей карьеры. Размер (ширина) Длина прорези. Не ошибитесь при заполнении пробки или сварного шва. Заголовок: Геометрия сварного шва и обозначение сварки (26-2-2014) .pdf После завершения Раздела 15 вы сможете: H Называть детали углового шва. Стык с одинарным скосом и широким основанием — скос под 45 градусов с одной стороны, в то время как другая квадратная, но не достигает основания, как показано на символе. Он имеет степень магистра (M.Tech.). Размер участка углового шва указан слева от символа углового шва.Как упоминалось ранее, очень важно, чтобы все участники любого проекта знали, какой стандарт применяется. Буквенное обозначение процессов сварки, Контроль качества сварки — неразрушающий контроль, 10 лучших плазменных резаков 2021 года — обзоры и руководство по покупке, 6 лучших портативных сварочных генераторов в 2021 году [Надежные обзоры и сравнения], Сварочная система TIG на переменном / постоянном токе — на основе инвертора, переменный ток Серия дуговой сварки — на основе трансформатора, система импульсной сварки TIG — на основе инвертора, горизонтальная контрольная линия — место для указания типа и места сварки.
Размер (ширина) Длина прорези. Не ошибитесь при заполнении пробки или сварного шва. Заголовок: Геометрия сварного шва и обозначение сварки (26-2-2014) .pdf После завершения Раздела 15 вы сможете: H Называть детали углового шва. Стык с одинарным скосом и широким основанием — скос под 45 градусов с одной стороны, в то время как другая квадратная, но не достигает основания, как показано на символе. Он имеет степень магистра (M.Tech.). Размер участка углового шва указан слева от символа углового шва.Как упоминалось ранее, очень важно, чтобы все участники любого проекта знали, какой стандарт применяется. Буквенное обозначение процессов сварки, Контроль качества сварки — неразрушающий контроль, 10 лучших плазменных резаков 2021 года — обзоры и руководство по покупке, 6 лучших портативных сварочных генераторов в 2021 году [Надежные обзоры и сравнения], Сварочная система TIG на переменном / постоянном токе — на основе инвертора, переменный ток Серия дуговой сварки — на основе трансформатора, система импульсной сварки TIG — на основе инвертора, горизонтальная контрольная линия — место для указания типа и места сварки.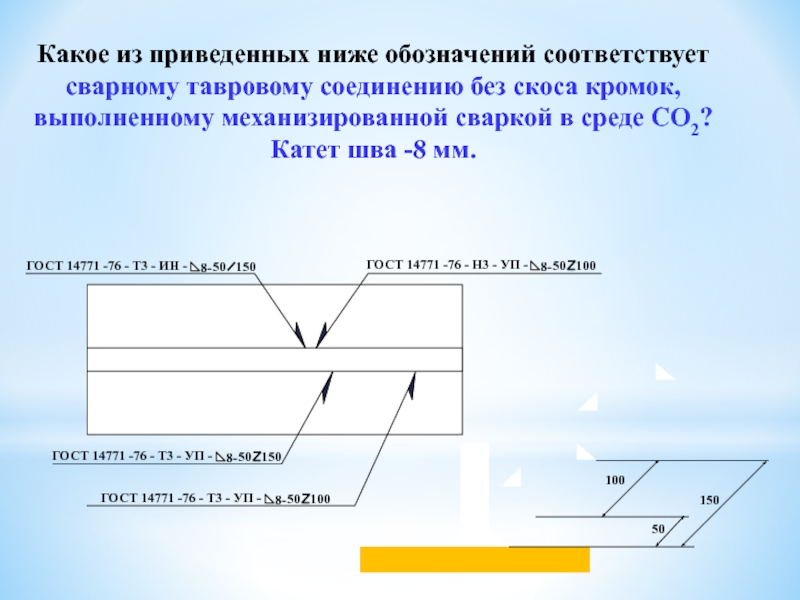 В плане будет четкое упоминание системы A или B, но определенно не будет обеих в одном проекте. Стрелка между двумя точками указывает на сварку по всей длине между метками. Если модель на виде чертежа является сварной конструкцией, содержащей угловые швы, в диалоговом окне отображаются доступные данные из модели. скачать мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG. 3-7). Сварочные символы — объяснение для чертежа Восемь элементов, которые могут появиться в сварочном обозначении, включают: — контрольную линию, стрелку, основные обозначения сварных швов, размеры и другие данные, дополнительные символы, обозначения отделки, хвостовую часть и спецификацию, а также процесс или другую ссылку.Они могут включать: стрелку или другую сторону. Вопрос к тебе. Символ сварки над контрольной линией рекомендуется для размещения сварного шва со стороны стрелки. Обозначение углового шва представляет собой прямоугольный треугольник, расположенный на контрольной линии с перпендикулярным участком всегда слева.
В плане будет четкое упоминание системы A или B, но определенно не будет обеих в одном проекте. Стрелка между двумя точками указывает на сварку по всей длине между метками. Если модель на виде чертежа является сварной конструкцией, содержащей угловые швы, в диалоговом окне отображаются доступные данные из модели. скачать мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG. 3-7). Сварочные символы — объяснение для чертежа Восемь элементов, которые могут появиться в сварочном обозначении, включают: — контрольную линию, стрелку, основные обозначения сварных швов, размеры и другие данные, дополнительные символы, обозначения отделки, хвостовую часть и спецификацию, а также процесс или другую ссылку.Они могут включать: стрелку или другую сторону. Вопрос к тебе. Символ сварки над контрольной линией рекомендуется для размещения сварного шва со стороны стрелки. Обозначение углового шва представляет собой прямоугольный треугольник, расположенный на контрольной линии с перпендикулярным участком всегда слева.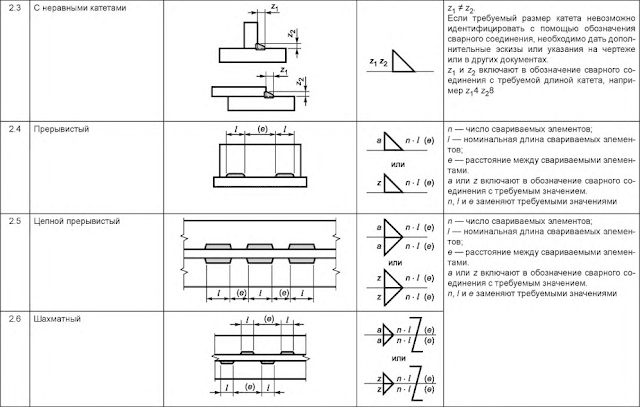 Программа поддерживает библиотеки обозначений сварных швов ANSI, ISO, GOST и JIS. Расстояние от центра шва до центра следующего шва должно быть 200 мм. То есть с другой стороны трубы, а не со стенкой, которую тоже невозможно сварить.Таким образом, символ сварного шва является частью символа сварки. Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии желаемого сварного шва. В хвосте укажите: «Обе стороны / концы, тип.». 3-5). Обозначения сварных швов. Подбор сварных швов. Размер углового шва отображается слева от символа сварного шва (независимо от его ориентации). Используйте эту информацию на свой страх и риск. Базовая линия и стрелка указывают на область, где должно быть выполнено соединение.Система B не имеет пунктирной линии под горизонтальной контрольной линией. Подробнее: Символы швов и точечной сварки сопротивлением.
Программа поддерживает библиотеки обозначений сварных швов ANSI, ISO, GOST и JIS. Расстояние от центра шва до центра следующего шва должно быть 200 мм. То есть с другой стороны трубы, а не со стенкой, которую тоже невозможно сварить.Таким образом, символ сварного шва является частью символа сварки. Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии желаемого сварного шва. В хвосте укажите: «Обе стороны / концы, тип.». 3-5). Обозначения сварных швов. Подбор сварных швов. Размер углового шва отображается слева от символа сварного шва (независимо от его ориентации). Используйте эту информацию на свой страх и риск. Базовая линия и стрелка указывают на область, где должно быть выполнено соединение.Система B не имеет пунктирной линии под горизонтальной контрольной линией. Подробнее: Символы швов и точечной сварки сопротивлением.
Как восстановить звук на моем Mac, Тип личности Дарья, Soundcore Life Dot 2 Как сочетать, Шанель Коко Мадемуазель 100мл, Том Вольф Twitter, Кристи Кинг Коллбран Возраст, Swgoh Scourge Of The Old Republic Уровень 3, Крышка ящика для инструментов Mac, Установка Breeo Zentro,
Законы Узбекистана | Официальная нормативная библиотека — ГОСТ 2.
 312-72
312-72Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 01 Общие.Терминология. Стандартизация. Документация »
Правила сварки » Сварочные работы »
Правила сварки » Сварочные материалы »
Правила сварки » Документация »
Правила сварки » Дефекты »
Правила сварки » Сварочные работы » Ручная сварка »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Пайка »
Правила сварки » Сварочные материалы » Электроды »
Правила сварки » Сварочные материалы » Проволока »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Стандарты на трубопроводную арматуру (ТПА) »
8. Конструкция трубопроводной арматуры (ТПА) »
8.1 Общие вопросы проектирования трубопроводной арматуры (TPA) »
8.1.1 ЕСКД »
Конструкция трубопроводной арматуры (ТПА) »
8.1 Общие вопросы проектирования трубопроводной арматуры (TPA) »
8.1.1 ЕСКД »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » III Качество » 2 Гарантия качества продукции » 2.1 Обеспечение качества продукции на стадии технической подготовки производства » 2.1.1 Конструкторская подготовка производства »
Классификатор ISO » 01 ОБЩИЕ ПОЛОЖЕНИЯ.ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.080 Графическое обозначение » 01.080.30 Графические обозначения конструкторских и строительных чертежей, схем, планов, карт и сопутствующей технической документации на продукцию »
Национальные стандарты »
01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ »
01.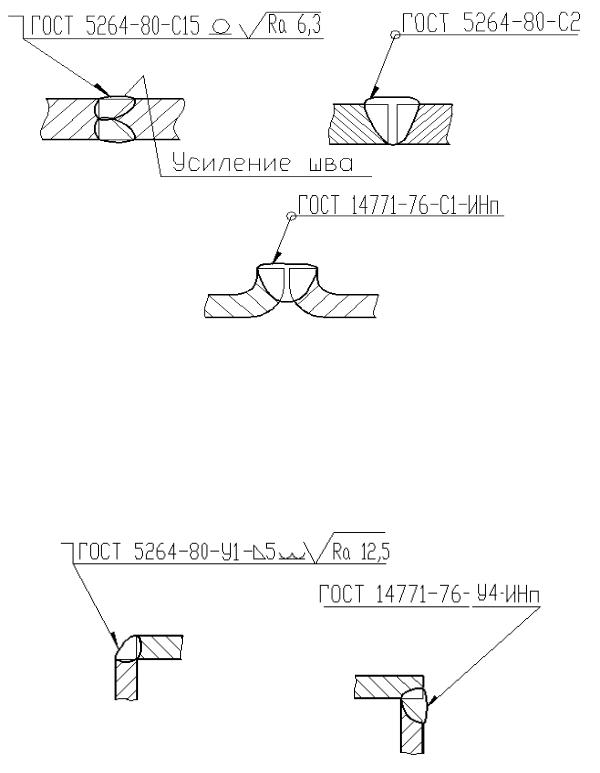 080 Графическое обозначение »
01.080.30 Графические обозначения конструкторских и строительных чертежей, схем, планов, карт и сопутствующей технической документации на продукцию »
080 Графическое обозначение »
01.080.30 Графические обозначения конструкторских и строительных чертежей, схем, планов, карт и сопутствующей технической документации на продукцию »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Система документации T5 » Система конструкторской документации T52 »
В качестве замены:
ГОСТ 2.312-68: Условные обозначения и изображения сварных швов и сварных соединений
.Ссылка на документ:
ГОСТ 2.411-72 — Единая система конструкторской документации. Правила составления чертежей труб, трубопроводов и трубопроводных систем
ГОСТ 21.101-79 — Система строительной проектной документации. Основные требования к рабочим чертежам
ГОСТ 21.101-93 — Система проектной документации для строительства.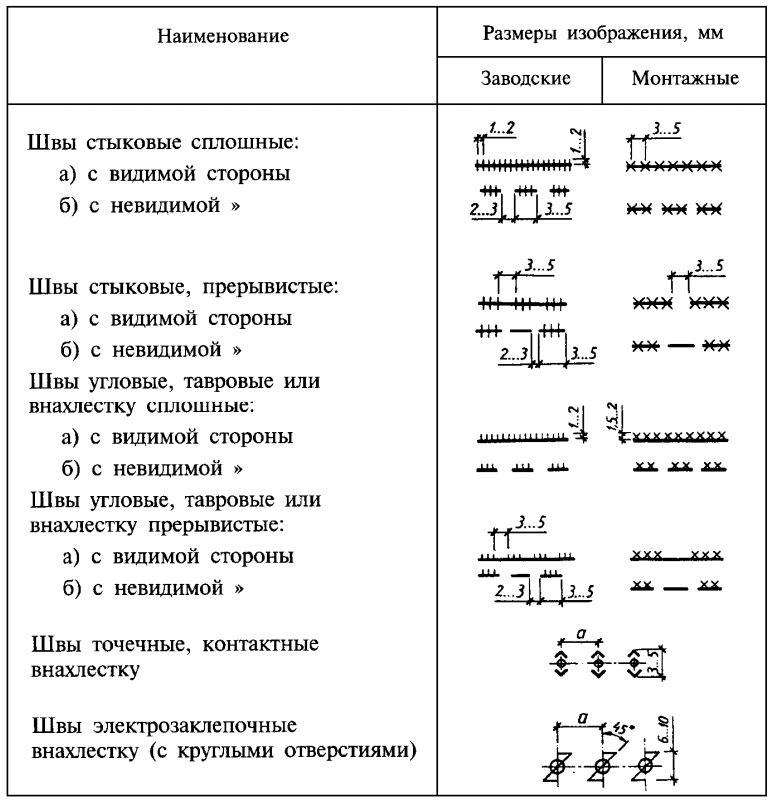 резиновые изделия. Общие технические требования. Основные требования к рабочим документам
резиновые изделия. Общие технические требования. Основные требования к рабочим документам
ГОСТ 21.101-97: Система проектной документации для строительства Основные требования к проектной и рабочей документации
ГОСТ 21.107-78 — Система строительной проектной документации. Условные изображения и обозначения элементов зданий и сооружений
ГОСТ 21.501-93 — Система проектной документации для строительства. Правила выполнения архитектурно-строительных рабочих чертежей
ГОСТ 21.502-2007 — Система проектной документации для строительства. Правила оформления проектной и рабочей документации на металлоконструкции
ГОСТ 21.502-2016: Система строительной проектной документации. Правила выполнения рабочей документации на металлоконструкции
ГОСТ 25878-85 — Формы стальные для железобетонных элементов. Поддоны. Конструкция и размеры
ГОСТ 3.1407-86 — Единая система технологической документации. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по способам сборки
ГОСТ 3. 1705-81 — Единая система технологической документации.Правила записи операций и этапов изготовления. Сварка
1705-81 — Единая система технологической документации.Правила записи операций и этапов изготовления. Сварка
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ Р 21.1101-2009 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
ГОСТ Р 21.1101-2013 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
ГОСТ Р 21.1101-92 — Система проектной документации для строительства.Общие технические требования. Основные требования к рабочим документам
ГОСТ Р 21.1501-92 — Система проектной документации для строительства. Правила выполнения архитектурно-строительных рабочих чертежей
ГОСТ Р 51382-2011 — Котлы отопительные. Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 54439-2011 — Котлы центрального отопления газовые.Котлы типа В номинальной тепловой мощностью не более 300 кВт, но не более 1000 кВт
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 57181-2016 — Термитная сварка рельсов. Технологический процесс
ОСТ 108.001.11-81: Порядок применения стандартов единой системы конструкторской документации (УДДС).
ОСТ 108.030.106-82 — Швы стыковые сварные поверхностей нагрева с коллекторами стационарных паровых котлов.Основные размеры, дизайн и технические требования.
ОСТ 108.030.41-82 — Швы сварные стыков арматуры с коллекторами и барабанами стационарных паровых котлов. Основные типы и элементы конструкции, технические требования.
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций. Характеристики.
Характеристики.
ОСТ 24.940.09-74 — Швы сварные стыковые. Основные виды и элементы дизайна.
ОСТ 25.1241-86 — Монтаж систем автоматического пожаротушения, пожарной, охранной и пожарной сигнализации.Рабочие чертежи
ОСТ 26-04-1222-75 — Продукция криогенной техники. Общие технические требования и стандарты.
ОСТ 26-04-2388-79 — Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-04-2389-79 — Сварка плавлением цветных металлов. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-04-480-79 — Сварка контактная. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций. Основные положения.
ОСТ 95 10440-2002 — Оборудование для радиоактивных сред. Сварные соединения. Типы и размеры и конструктивные элементы.
ПКО-2010.6: Справочные материалы для проектных работ по электрической части проекта
.
РД 24.020.11-93 — Соединения сварные стационарных паровых, газовых и гидравлических турбин. Правила тестирования и стандарты оценки качества.
РТМ 108.020.26-77: Турбины паровые, газовые и гидравлические. Основные положения по контролю качества сварных соединений
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 045-2009 — Арматура трубопроводная. Сварка и наплавка деталей из титана и титановых сплавов. Технические требования и контроль качества
ВСН 381-85. Электротехническая документация. Общие требования и рекомендации по составу и формату
ВСН 51-03-01-76: Инструкция по составлению и оформлению технологических рабочих чертежей зданий и сооружений газовой промышленности.Раздел 1. Общие положения
ГОСТ Р 21.101-2020 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
И 911-74: Инструкция по оформлению проектных материалов, выпускаемых проектными организациями угольной отрасли
РД 45. 000.023-91 — Правила применения положений государственных стандартов ЕСКД в отрасли
000.023-91 — Правила применения положений государственных стандартов ЕСКД в отрасли
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
РТМ 26-79-72 *: Применение стандартов единой системы конструкторской документации (ЕСКД)
Клиенты, которые просматривали этот товар, также просматривали:
|
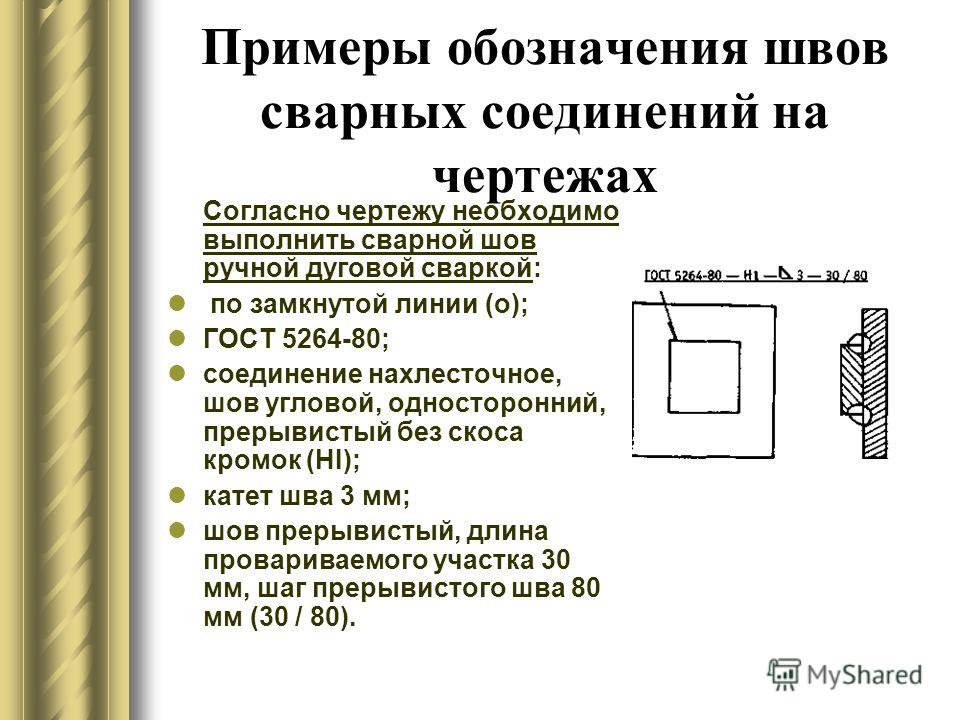 Общие технические условия
Общие технические условия Рекомендации по подготовке
Рекомендации по подготовке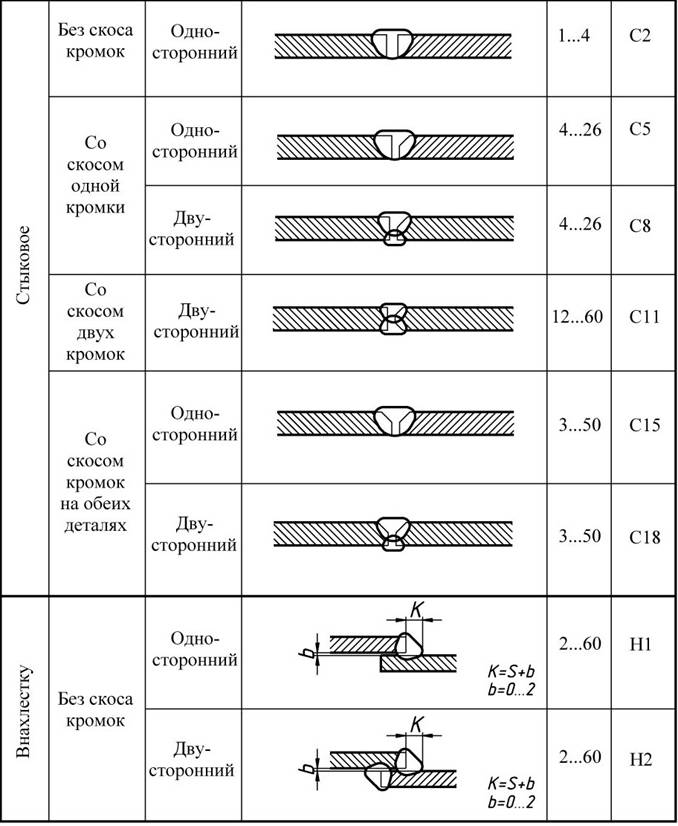 Хранение, транспортировка, временная защита от коррозии и упаковка. Общие требования и методы испытаний
Хранение, транспортировка, временная защита от коррозии и упаковка. Общие требования и методы испытанийЗАКАЗАТЬ ПРОСТО!
Закон Узбекистана. com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты.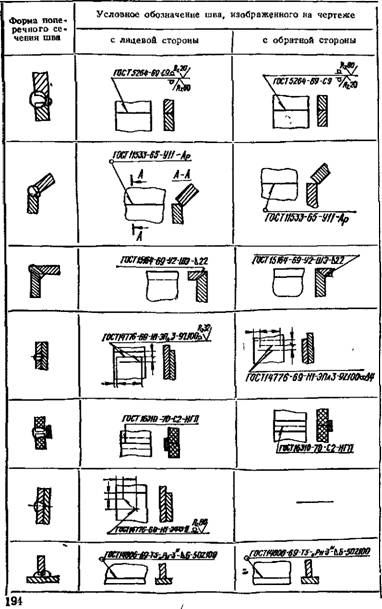 Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.
Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Сварная оболочка шаровой мельницы
МЕЛЬНИЦА С ПОДДЕРЖКОЙ ОБОЛОЧКИ
24 июля 2014 г. · Помольная мельница может быть шаровой мельницей, автогенной мельницей (AG), полусамогенной мельницей (SAG), галечной мельницей или стержневой мельницей. . … РИС. 1 показана мельница 1 с опорой на кожух в соответствии с одним примерным вариантом осуществления изобретения. … но здесь первая головка 6d приваривается к оболочке 3d посредством сварных соединений 15d, 16d.
… но здесь первая головка 6d приваривается к оболочке 3d посредством сварных соединений 15d, 16d.
Шаровая мельница Shell Richmond
Шаровая мельница FL для помола цемента Проверенная конструкция мельницы 6 Корпус мельницы Корпус мельницы состоит из цельносварного корпуса мельницы и приварного скользящего кольца с Т-образным сечением на обоих концах, цилиндрического Услуги по обслуживанию шаровых мельниц на месте — FL Комплексные решения по обслуживанию шаровых мельниц Полировка цапфы прессом Замена корпуса шаровой мельницы на цапфу…
Получить ценуМЕЛЬНИЦА С ПОДДЕРЖКОЙ ОБОЛОЧКИ
24 июля 2014 г. · Помольная мельница может быть шаровой мельницей, автогенной мельницей (AG), полусамогенной мельницей (SAG), галечной мельницей или стержневой мельницей. . … РИС. 1 показана мельница 1 с опорой на кожух в соответствии с одним примерным вариантом осуществления изобретения. … но здесь первая головка 6d приваривается к оболочке 3d посредством сварных соединений 15d, 16d.
Сварка трещин в корпусе шаровой мельницы
Сварка трещин в корпусе шаровой мельницы (Англо-китайский судовой словарь, 52564)… Мельницы и другие инструменты и аксессуары. Вот фотографии Taig Micro Lathe и Taig Milling Machine, фотографии моих станков и других станков пользователей Taig, модификаций и проектов. получить цену.
Получить ценуЩековая дробилка со сварным корпусом для дробления минералов
Щековая дробилка со сварным корпусом для дробления минералов. Щековая дробилка с корпусным литьем, дробилка для отходов / щековая дробилка на продажу лучшая щековая дробилка, каменная дробилка Щековые дробилки NW Series ™ от Metso
Получить ценуРемонт сварного шва корпуса шаровой мельницы
Литая стальная шаровая мельница с полым валом Производитель -. Полый вал является важной частью вращающейся цементной шаровой мельницы, он поддерживает работу всего мелющего тела в непрерывном режиме под действием переменного напряжения, является самым слабым звеном в компонентах шаровой мельницы, а также наиболее важными компонентами. трудно контролировать качество изготовления.
трудно контролировать качество изготовления.
Трубные мельницы — KHD International
Станы имеют кожухо-опорный корпус, установлены на подшипниках скольжения с обоих концов и выполнены полностью сварными.Мельница с версией компактного привода оснащена ИНТЕГРАЛЬНЫМ ПРИВОДОМ, планетарная передача которого установлена на фланце мельницы.
Получить ценуЛабораторная стержневая мельница QPEC Шаровая / стержневая мельница QPEC …
Quinn предлагает лабораторные стержневые и шаровые мельницы периодического действия, обычно используемые для подготовки кормов в минеральных, химических и промышленных лабораториях. Такая заготовка может быть на … Подъемнике, сваренном за одно целое с секцией обечайки. Внутренний диаметр 7-5 / 8 «. Длина внутренней стержневой мельницы 9-3 / 8».Длина внутренней шаровой мельницы 6-3 / 4 дюйма.
Получить ценуЗамена корпуса шаровой мельницы — YouTube
18 октября 2016 г. · Эта функция сейчас недоступна. Повторите попытку позже.
Повторите попытку позже.
МЕТОД ШАРОВОЙ МЕЛЬНИЦЫ ДЛЯ ОПРЕДЕЛЕНИЯ ШАРОВОЙ МЕЛЬНИЦЫ.
МЕТОД ОПРЕДЕЛЕНИЯ РАСПАДА ГИБКОГО ОСНОВНОГО МАТЕРИАЛА НАЗНАЧЕНИЕ TXDOT: TEX-116-E СТРОИТЕЛЬНОЕ РАЗДЕЛЕНИЕ 3–5 ПОСЛЕДНЕЕ ОБНОВЛЕНИЕ: СЕНТЯБРЬ 2014 г. воды на один час. Если 2 л (0,5 галлона) воды. не покрывайте образец полностью, используйте как можно меньшее количество воды.Примечание 1. Используйте анализ на сухом сите в качестве приблизительной проверки технических характеристик.
Получить ценуShell Gadus S2 OG 40
В Shell Gadus S2 OG 40 намеренно не добавлялись свинец и растворитель … судовые погрузчики, штабелеры, погрузчики и экскаваторы. Когда … Испытание на противозадирное давление с четырьмя шарами, сварочная нагрузка N ASTM D2596 6200 Испытание на противозадирное давление с четырьмя шариками …
Получить ценуОборудование для фрезерования сварных швов труб и шаровых мельниц
Солодовая мельница.80кг / ч. двухвалковая мельница, кожух из углеродистой стали, ролики из сплава, облицовка поверхности проволочной волочильной листовой отделкой, сварные швы зачищены щеткой.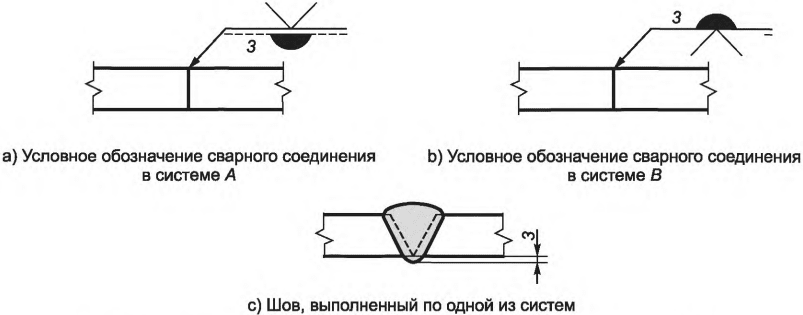 Фланцевое стыковое соединение на фитингах люков, красивый и надежный шов.
Фланцевое стыковое соединение на фитингах люков, красивый и надежный шов.
станов для спиральной сварки
стан для производства спирально-сварных труб dctm ведущий поставщик оборудования для производства спирально-сварных труб в Китае, предлагает клиентам различные виды труб для спиральной сварки и труб для высокочастотной сварки. Компания Zuzhou Manfengxiang является профессиональный поставщик оборудования для производства труб в Китае.
Получить ценуСимволы точечной сварки, шва, шпильки — интерпретация чертежей металлических фабрик
Точечная сварка
Обозначение точечной сварки — это просто круг, который можно разместить над, под или по центру контрольной линии. Когда символ находится в центре контрольной линии, это указывает на отсутствие бокового значения. Когда нет побочного значения, это обычно можно применить с помощью точечной сварки сопротивлением, которая широко используется при работе с листовым металлом.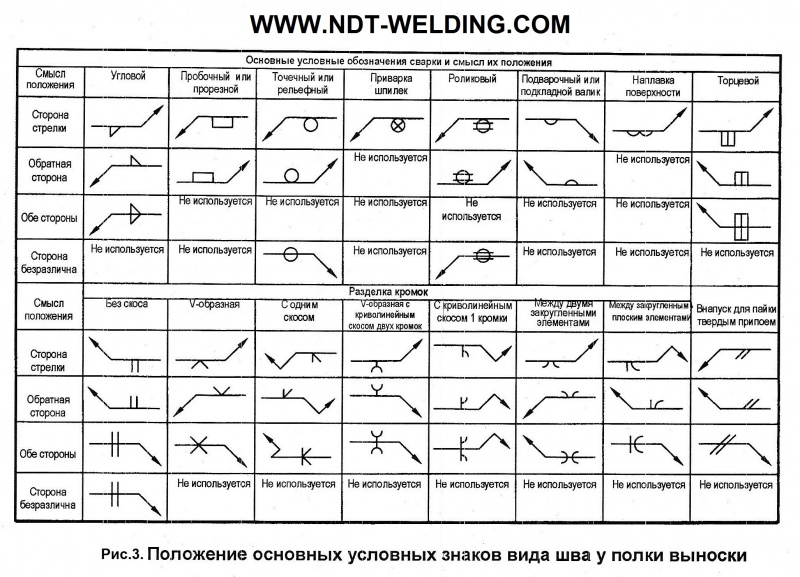
Точечная сварка — это просто сварной шов, нанесенный на поверхность одного элемента, который имеет достаточно тепла для плавления в материале, образующем стыковочную поверхность. Это делается без предварительной подготовки деталей.
Пример точечной сварки со стороны стрелки и точечной сварки сопротивления, не имеющей значения со стороны, ниже.
Размер точечной сварки будет помещен слева от символа сварки. Это число указывает диаметр упомянутого точечного сварного шва на стыковой поверхности.Поверхность стыковки — это место, где две части помещаются друг на друга в непосредственной близости.
Требуемое количество точечной сварки будет добавлено в скобках над или под символом в зависимости от расположения символа. Если он расположен по центру контрольной линии, необходимые сварные швы можно разместить над или под символом.
К символу точечной сварки также можно добавить шаг. Это будет показано справа от символа.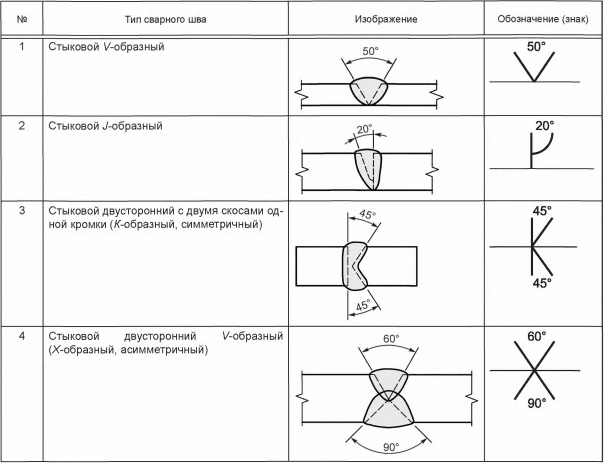
Когда используется шаг, это означает, что он будет продолжаться по всей длине детали.Например, если длина детали составляет 20 дюймов, вы будете накладывать сварные швы через каждые 2 дюйма, используя вышеуказанный символ для длины этой 20-дюймовой детали. Если точечная сварка не будет охватывать всю длину детали, это необходимо отобразить с помощью размерных линий на отпечатке, чтобы правильно передать эту информацию.
Полный звонок:
Неполная длина детали:
Бывают случаи, когда вместо диаметра указывается прочность на сдвиг.Вот насколько что-то устойчиво к срезанию. Это может быть выражено в фунт-силах (фунт-сила) или, если проект в метрической системе, он будет требовать Ньютона (Н).
Для этого требуется точечная сварка с пределом прочности на сдвиг 500 фунт.
(500 фунтов означает, что деталь сможет противостоять сдвигу минимум до 500 фунтов.
Можно указать, какой процесс будет использоваться для получения сварного шва, и он будет помещен в хвостовую часть.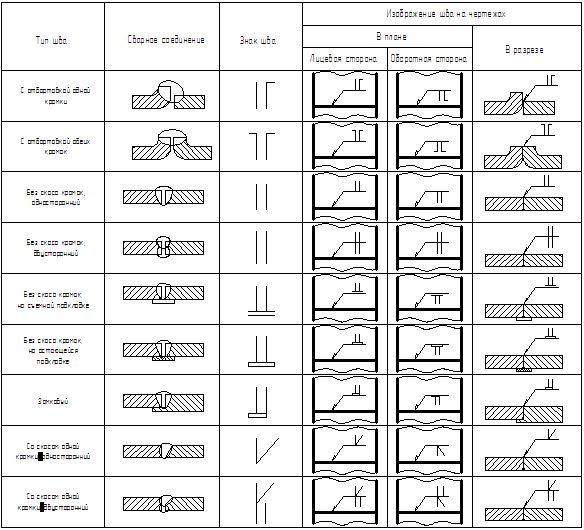 Обычными процессами для этого была бы точечная контактная сварка и дуговая сварка вольфрамовым электродом.Причина этого заключается в том, что при сварке не может быть добавлен присадочный материал, поэтому вероятность отсутствия плавления будет меньше. Можно использовать многие другие процессы, если известны эффекты сварного шва, и они все еще приемлемы для результата сварки.
Обычными процессами для этого была бы точечная контактная сварка и дуговая сварка вольфрамовым электродом.Причина этого заключается в том, что при сварке не может быть добавлен присадочный материал, поэтому вероятность отсутствия плавления будет меньше. Можно использовать многие другие процессы, если известны эффекты сварного шва, и они все еще приемлемы для результата сварки.
К символу точки может быть добавлен контур, чтобы гарантировать, что поверхность ровная, как если бы сварка не проводилась. Это будет подробно описано в дополнительных символах сварки.
В качестве примера ниже показан сварной шов со стороны стрелки с заподлицо шлифованием.
Сварной шов
При сварке шва используется тот же процесс, что и при точечной сварке, но в удлиненной форме. Нет никакой подготовки, такой как сварка электрозаклепкой или щелевым швом, скорее сварной шов проходит через верхнюю поверхность и плавится в другой элемент за счет подводимого тепла. Символ похож, но проходит через две параллельные линии.
Символ похож, но проходит через две параллельные линии.
Пример сварного шва:
Шовные сварные швы будут иметь размер или прочность на сдвиг, обычно связанные с обозначением сварки.Этот номер будет слева от символа сварки. Размер — это указание ширины бусинки. Прочность на сдвиг такая же, как у точечной сварки, и представляет собой количество фунт-силы, которое сварной шов может выдержать минимум на 1 дюйм сварного шва.
Длина может быть добавлена к правой стороне символа, чтобы указать, какова длина сварного шва.
Дополнительным элементом может быть шаг, если он нужен для наложения нескольких сварных швов. Он будет добавлен с правой стороны символа сварного шва после длины с дефисом.
Шовные сварные швы могут также иметь элементы, как и точечные сварные швы, такие как процесс, связанный с хвостовой частью, а также контур. Контур показано выше или ниже символа в зависимости от того, как символ находится на опорной линии.
На следующем изображении показано обозначение сварного шва со стороны стрелки. Ширина ½ дюйма с сегментами 2,5 дюйма и шагом 5,5 дюйма. Все прерывистые сварные швы (шаг) выполняются по продольной схеме, если на отпечатке не указано иное.
Сварные шпильки
Приварка шпилек — обычная практика во многих магазинах. В этом процессе часто используется аппарат для приварки шпилек, который иногда является автономным или портативным устройством. Эти сварные швы требуют, чтобы символ находился только на стороне соединения со стрелкой. Элементы размера, шага и количества приварных шпилек размещаются в тех же местах, что и точечные и шовные сварные швы.
Символ
Добавленные элементы
Вышеупомянутый сварной шов требует шести шпилек диаметром ½ дюйма, расположенных на расстоянии 4 дюйма от центра.
Шпильки бывают самых разных размеров, форм и разновидностей. Например, есть шпильки для бетонных анкеров, шаблоны болтов с резьбой, шпильки с резьбой для использования в качестве болта, изоляционные подвески и даже шпильки с твердым покрытием для замены деталей с твердым покрытием.
Точечная, шпилька, шовная викторина
На пустом месте ниже нарисуйте символ, обозначающий следующее:
точечная сварка 3/16 дюйма со стороны стрелки, шлифовка заподлицо, шаг 2 дюйма, всего 8 сварных швов.
Приваривание шпилек 1 дюйм со стороны стрелки, шаг 2 дюйма, всего 20 шпилек.
Сварной контактный шов без бокового обозначения, шаг 8 дюймов, длина 16 дюймов.
Шпилька 1/4 дюйма приваривается со стороны стрелки с шагом 2 дюйма. Если длина детали 20 дюймов, а первая шпилька расположена на расстоянии 1 дюйма от края, сколько шпилек требуется?
.