
Приспособления для сварки труб в том числе и своими руками
Сегодня без сварки практически невозможно представить строительную отрасль, поскольку, какое здание обойдется без сваривания металлических элементов? Сварка – процесс достаточно утомительный, однако необходимый. Иногда случается так, что сам процесс сварки деталей занимает гораздо меньше времени, чем подготовительные работы. Плохая подготовка к работе сварочным аппаратом может привести к тому, что все придется переделывать заново, может сместиться деталь и т.п. В связи с этим на помощь всякому сварщику всегда приходят нужные приспособления для сварки, оказывающие помощь в сварочном деле.
Виды сборочно-сварочных приспособлений для сварки
В наше время абсолютно все сварочно-сварочные приспособления можно отнести к двум группам: установочные и закрепляющие. Стоит отметить, что с наилучшей стороны показывают себя универсальные приспособления, которые рассчитаны на две функции.
Установочные приспособления
Основным предназначением такого типа приспособлений является установка детали в необходимое место так, как она должна выглядеть после завершения сварочного процесса.
Руководствуясь функциональностью, а также конструктивному исполнению, установочные приспособления можно разделить на:
- Угольники
- Шаблоны
- Упоры
- Призмы
Упоры – приспособления, служащие для фиксации металлических деталей своими руками по базовым поверхностям. Также стоит отметить, что они могут быть съемными, постоянными, а также откидными. Касательно постоянных, то они – бруски или пластины. Откидные или съемные упоры необходимы в тех случаях, когда в их постоянном присутствии нет нужды.
Угольники – элементы, служащие для установки свариваемых деталей под углом. Бывают поворотные угольники, отличающиеся своей выгодностью.
Призмы – вспомогательные приспособления для сварки, необходимые для фиксации будущего изделия в определенном положении (при сваривании цилиндрических изделий)
Закрепляющие приспособления
Предназначены для прочного закрепления детали, недопущения сдвига, охлаждения или деформации деталей во время сварки.
К закрепляющим приспособлениями относятся:
- Зажимы
- Прижимы
- Струбцины
- Распорки
- Стяжки
Струбцины являются универсальным инструментом, который используется в любой «металлической» работе. Стоит отметить, что струбцина для настоящего сварщика – самый главный и необходимый инструмент. Могут быть различной формы, а также размера, с регулируемым размером или же без него. Быстрозажимные струбцины – очень удобный инструмент для работы с металлом.
Зажим для сварки – приспособление, выгодно отличающееся от струбцины. При помощи зажимов можно с легкостью зафиксировать в одном положении при помощи ручек зажима.
Прижимы – устройства, разделяющиеся принципиально на: клиновые, винтовые, пружинные, эксцентриковые, а также рычажные.
 Зажимные скобы внешне напоминают кусок листа с клиновидным пазом. Пружинная скоба воздействует на деталь, прижимая ее. Данный элемент выполнен из полосы листового материала, проволоки. Эксцентриковые прижимы зажимает необходимую деталь при помощи кулачка. Кулак установлен на рычаге.
Зажимные скобы внешне напоминают кусок листа с клиновидным пазом. Пружинная скоба воздействует на деталь, прижимая ее. Данный элемент выполнен из полосы листового материала, проволоки. Эксцентриковые прижимы зажимает необходимую деталь при помощи кулачка. Кулак установлен на рычаге.Стяжки – инструмент, применяемый во время сварки габаритных деталей своими силами. Принципиальное действие стяжки заключается в сближении кромок деталей до нужного расстояния. Отметим, что длина, а также способ крепления могут быть самыми различными.
Распорки дают возможность выровнять деталей, придать им требуемую форму, исправлять дефекты. Распорки также являются практически незаменимым инструментом для сварщика.
Установочно-закрепляющие приспособления
В сварке отлично себя зарекомендовали универсальные приспособления помогающие при установке деталей в требуемое место, дальнейшее закрепление. Отличием универсальных приспособлений есть то, что они позволяют не думать о правильности установленных деталей.
Устройства для сварки труб
Не секрет, что сварки торцов труб – популярная операция, применяемая в производстве, а также в бытовых условиях. Современные разработки позволяют значительно облегчить задачу сварщика. Обратите внимание на то, что сварка будет с большой вероятностью качественной и надежной.
Центраторы обеспечивают соосность труб, которые нужно сваривать. Полагаясь на конструктивные особенности центраторов, можно уверенно сказать, что они разделяются внутренние и наружные. Наружные используются куда более часто, чем внутренние.
Звенный центратор

Центраторы-струбницы подойдут по большей части для бытовых целей. Предназначением является сваривание труб малого диаметра.
Магнитные приспособления
Удобными сборочно-сварочными приспособлениями являются магнитные устройства, предназначенные для сваривания и удерживанию металлических деталей в едином положении. Это происходит по той причине, что в данные устройства вмонтированы магниты.
Магнитные угольники – магнитные приспособления для сварки, предназначенные для сварки. Они значительно облегчающие работу сварщика. Могут быть различной формы, с разными крепежами и их количеством, отсутствием крепежей, возможностью изменения угла применения. Стоит отметить, что при помощи магнитных угольников достаточно легко листовые детали очень легко соединяются. Также ему подвластны рамные конструкции, стойки и т. п.
Универсальные магнитные устройства — Помимо угольников также применяются другие приспособления магнитного типа, более функциональные и универсальные.
Устройство приспособления
Данное устройство состоит из опорных плоскостей (в количестве двух единиц) со встроенными магнитами. Угол, разделяющий их, может быть изменен в зависимости от основания, а, точнее говоря, его формы (к которому прикрепляется). Помимо опорных плоскостей есть еще две плоскости с прикрепленными к ним деталями.
Сборочно-сварочные приспособления магнитного типа удобны в применении. Благодаря их вмешательству процесс сваривания деталей длится намного быстрее. Стоит отметить, что некоторые устройства можно сделать своими руками.
Имея при себе во время сварки все вышеупомянутые инструменты и приспособления, сварщик значительно облегчает свою работу.
Похожие статьиПриспособления для сварки
Защита обратной стороны сварных швов трубопроводов из высоколегированных (нержавеющих) сталей и титана.
При сварке труб из высоколегированных (нержавеющих) сталей и титана необходимо обеспечивать защиту не только с внешней стороны, но и с внутренней стороны сварного шва. Для того, что бы исключить окисление сварочной ванны в момент ее кристаллизации, а для титановых сплавов еще и до момента их остывания сварного шва ниже 400
Есть несколько способов решения данной задачи:
1. Сварка в камерах с контролируемой атмосферой, это когда определенное герметичное пространство заполняется инертным газом и сварка сборок осуществляет сварщиком с помощью герметичных рукавов перчаток или сварщик находится внутри пространства в специальном герметичном костюме, в который подаётся воздух. Минусы — не применяется в условиях монтажных площадок, невозможна сварка больших узлов и плетей трубопроводов, повышает стоимость одного сварного шва.
2. Весь внутренний объем трубной сборки заполняют инертным газом и постепенно сваривают каждый стык. Самый простой, но затратный способ, как повремени так и по расходу инертного газа.
Самый простой, но затратный способ, как повремени так и по расходу инертного газа.
3. Использование специальной оснастки газовой защиты (народное название «поддув»). Поддув позволяет доставлять и удерживать инертный газ непосредственно в районе сварного шва, а за счет выпускного клапана стравливать избыточное давление. Гибкий комплект защиты корня шва позволяет производить сварку отводов и тройников, а сменные уплотнительные диски к разным внутренним диаметрам труб позволяют сваривать переходы от одного диаметра трубы к другому. Этот способ позволяет экономить время, инертный газ, в конечном счете деньги.
Исходя из нашего опыта, мы предлагаем оптимальный набор модульного комплекта защиты корня шва — система поддува внутри трубы №15 (в комплекте по 10м газовово шланга и троса, диффузор, гибкие шланги по 150мм, клапаны впуска и выпуска газа, рассеивающая камера и система креплений). Комплект поставляем в сборе, для использования дополнительно необходимо приобретать только термоустойчивые уплотнения (см. раздел Заглушки).
раздел Заглушки).
- – Гайка с насадкой из латуни
- – Хомутик для шланга из нержавеющей стали с подкладным кольцом
- – Трос стальной
- – Хомут для крепления троса
- – Быстроразъемное соединение
- – Газовый шланг
- – Крюк для крепления троса
- – Впускной клапан защитного газа
- – Уплотнительный диск
- – Гайка
- – Гибкий рукав
- – Диффузор
- – Выпускной клапан защитного газа
- – Камера выпуска газа
По запросу систему можно укомплектовать индивидуально.
Струбцины монтажные для сварки труб и отводов СМ
СТРУБЦИНА
МОНТАЖНАЯ СМ151 предназначена для центровки
торцов труб и отводов перед сваркой стыков диаметром от
57 до 159 мм при температуре окружающего воздуха от 233
до 313 К (от – 40 до + 40 градусов
С).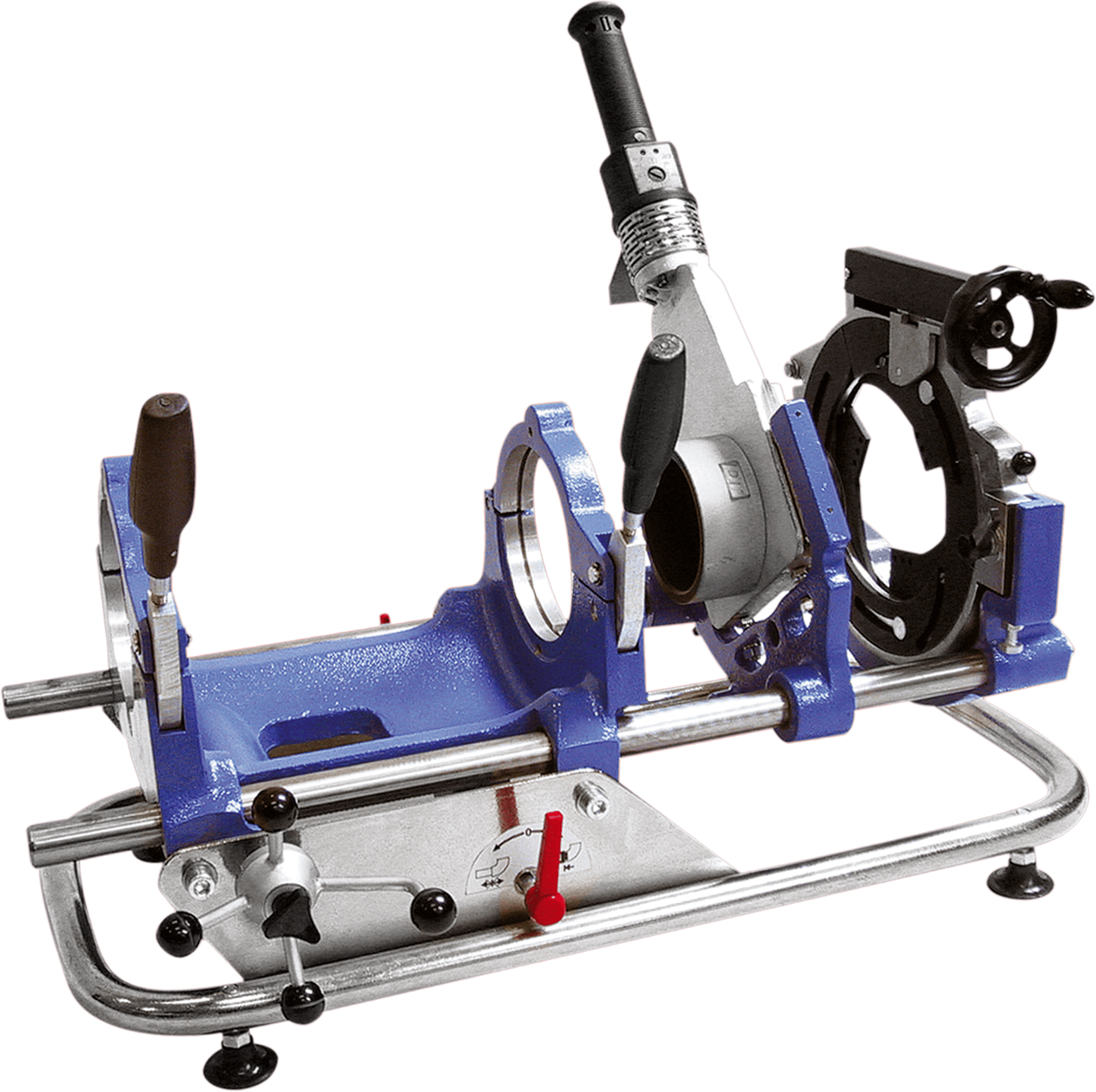
Струбцина представляет собой шарнирно-винтовое приспособление, состоящие из обжимов 1, винта 2, траверсы 3, гайки 4 и стопоров 5.
СТРУБЦИНА МОНТАЖНАЯ СМ81 предназначена для центровки торцов труб и отводов перед сваркой стыков диаметром от 25 до 89 мм при температуре окружающего воздуха от 233 до 313 К (от – 40 до + 40 градусов С).
Струбцина представляет
собой шарнирно-винтовое приспособление, состоящие из обжимов
1, траверсы 2, стопоров 3, винта 4.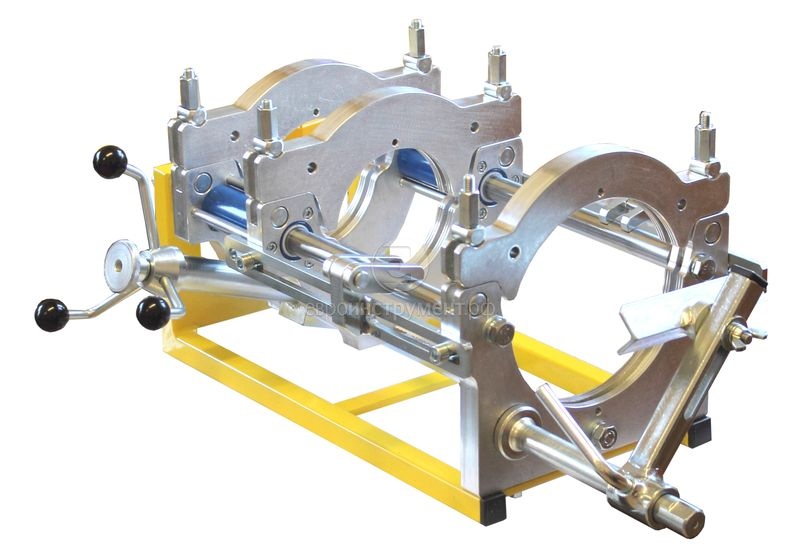
Струбцина устанавливается на конец трубы при вращении винта. Затем в струбцину вставляется конец привариваемого элемента, который фиксируется стопорами, и производится прихватка. Окончательная сварка осуществляется со снятой струбциной.
Приспособления для сварки
Сварные работы в цеху – это вам не сварка « на коленке» в гаражном боксе. Там, как и дома в огороде сойдут инвертор и электроды «в рассыпуху». Но в заводских условиях картина совсем иная.
Спецтехнологии и высокоточные приспособления выводят сварку на другой уровень.
Они обеспечивают работу сварщика в соответствии с техникой безопасности, а сам процесс протекает быстрее. Это важно, где объем определяет доход работодателя. Охарактеризуем подробней одного из молчаливых помощников сварщика.
Называется кондуктором, но сам не варит. Помогает, чтобы сварка прошла без сучка и задоринки. Как и что надо сделать, чтобы сработать без изъянов?
Помогает, чтобы сварка прошла без сучка и задоринки. Как и что надо сделать, чтобы сработать без изъянов?
Блок: 1/5 | Кол-во символов: 640
Источник: https://prosvarku.info/prisposobleniya-i-detali/konduktor-dlya-svarki
Общая характеристика
У сварочного кондуктора много «псевдонимов». Его называют просто сварочным, сварочно-сборочным, просто сборочный. Или говорят для сборки или сварки. С помощью сего приспособления фиксируют и наметывают сборку конструкций, которые предстоит варить.
Сборочная модель на удивление прочно состыкует части будущей конструкции. Сварка будет проходить без лишних неудобств, процесс – контролироваться.
Заметим, сварочным кондуктором приспособление зовется в просторечье.
На ценнике в торговом заведении будет написано «cтол-манипулятор сварочный».
 На ценнике в торговом заведении будет написано «cтол-манипулятор сварочный».
На ценнике в торговом заведении будет написано «cтол-манипулятор сварочный».Профессионалы также больше выбирают номенклатурный термин. С помощью этого устройство фиксируют вращение труб, равно конструкций солидного размера.
Возьмите те же металлические балки. Вообще он, по своему применению, универсальный. В торговой сети можно увидеть ассортимент кондукторов разной формы и габаритов. Им доступно управиться с любым типом конфигураций «от мала до велика».
Разница между самими устройствами может крыться в принципе, на основе которого они работают. Отсюда – разные модели. Могут быть в виде не кухонного, но стола, где расположились тиски, обеспечивающие механическую фиксацию конструкций для сварки.
Когда представлены полной электромеханической версией прибора, легко смещают части конструкций, куда требуется. Объединяет все виды кондукторов одна деталь.
Представлена жестким каркасом из металла. А уж на него монтируют все остальные приспособления.
Блок: 2/5 | Кол-во символов: 1443
Источник: https://prosvarku.info/prisposobleniya-i-detali/konduktor-dlya-svarki
Основные этапы работ
После обработки на шлифовке или же при помощи болгарки с лепестковым кругом все три заготовки из листового металла нужно сварить вместе (под углом 90 градусов относительно друг друга). Сварные швы надо зачистить.
На следующем этапе из обрезков пластины толщиной 6 мм и профильной трубы 40*25 мм надо сделать зажимной угольник. В нем мастер сверлит отверстие, в которое вставляет втулку от реактивной тяги. Ее нужно зафиксировать с помощью куска болта или шпильки.
Потом останется только изготовить еще один зажим для вертикально свариваемых деталей, после чего можно приступать к покраске и сборке приспособления.
Подробнее о том, как сделать удобный сварочный кондуктор для выставления трех углов, рекомендуем посмотреть в видеоролике на сайте.
Блок: 2/2 | Кол-во символов: 762
Источник: https://sdelairukami.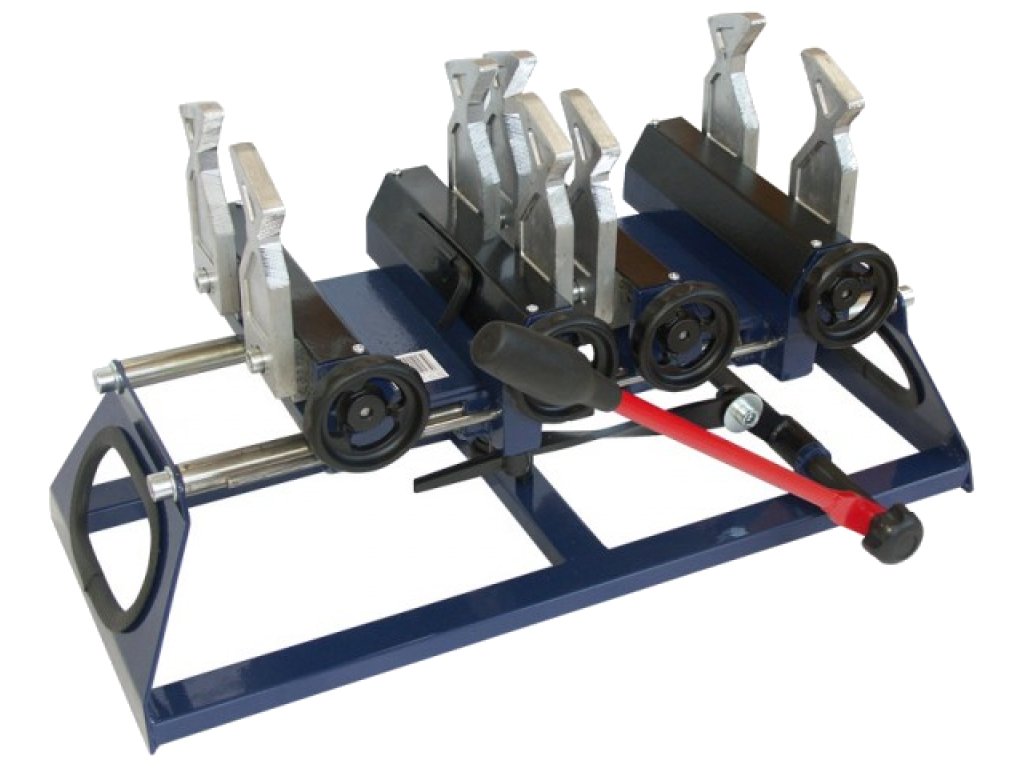 ru/udobnyj-svarochnyj-konduktor-dlya-vystavleniya-treh-uglov/
ru/udobnyj-svarochnyj-konduktor-dlya-vystavleniya-treh-uglov/
Предназначение
Кондукторы упрощают сварщику сам рабочий процесс. Позволят с их помощью легко справиться с необходимостью вращения трубы. Направит, куда нужно , не сдвинувшись с места.
Дело не только в удобстве в работе. Они интенсифицируют процесс сварки. Времени тратится меньше, а готовой продукции выходит больше.
Выгодно? Конечно! А иногда без сборочного кондуктора «ни туды и ни сюды». Как без него провести, допустим, роботизированные сварные работы.
Блок: 3/5 | Кол-во символов: 458
Источник: https://prosvarku.info/prisposobleniya-i-detali/konduktor-dlya-svarki
Установочно-закрепляющие приспособления
Наиболее удобны в использовании приспособления для сварки, выполняющие комплексную функцию установки детали в нужное положение и ее закрепление. В этом случае не нужно заботиться о том, чтобы правильно выставить детали, достаточно просто вставить их в приспособление и затянуть винты или эксцентрики. На рисунке ниже изображено три подобных устройства для сборки элементов под углом 90°, позволяющие быстро и легко выставлять и крепить свариваемые детали в одной и двух плоскостях. Для обеспечения выемки конструкции из приспособления после сварки, один из зажимов у приспособления для объемной сборки (вверху справа) выполнен поворотным.
На рисунке ниже изображено три подобных устройства для сборки элементов под углом 90°, позволяющие быстро и легко выставлять и крепить свариваемые детали в одной и двух плоскостях. Для обеспечения выемки конструкции из приспособления после сварки, один из зажимов у приспособления для объемной сборки (вверху справа) выполнен поворотным.
Установочно-закрепляющие приспособления для сварки
Угловые зажимы Bessey
Использование углового зажима Strong Hand Tools
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Самодельное приспособление для сварки
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
Самодельное приспособление для сварки
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Самодельное приспособление для сварки
Самодельное приспособление для сварки
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Самодельное приспособление для сварки
Блок: 3/7 | Кол-во символов: 1841
Источник: http://tool-land.ru/svarochnye-prisposobleniya.php
Правила обращения
Их диктует модель кондуктора. В основном все понятно по умолчанию. Поработать за обыкновенным стационарным столом манипулятором не составит сложностей.
Размещаем, как требуется, части будущей конструкции, зажимаем механическим тисками и приступаем! Для работы с кондукторами уровнем повыше, не лишне почитать прилагаемую конструкцию.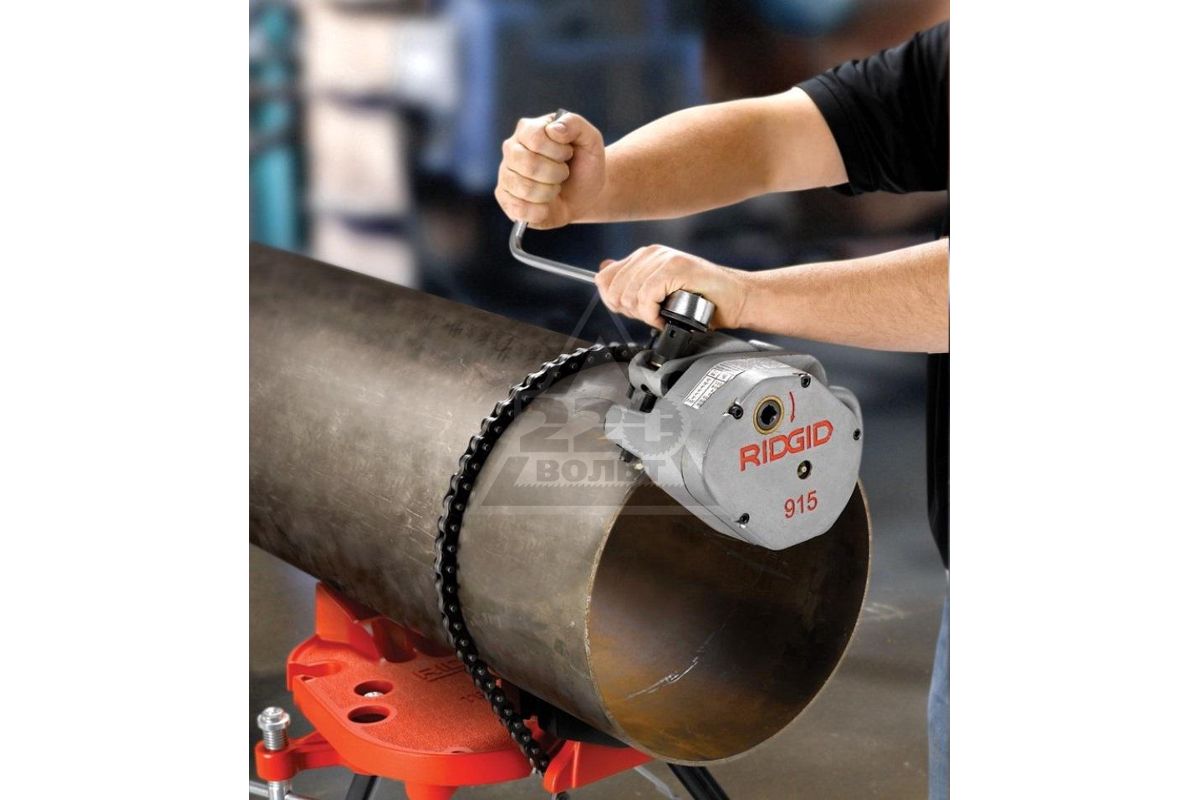 Из нее узнаете отличия облюбованной модели.
Из нее узнаете отличия облюбованной модели.
Если процесс не автоматизирован, вам придется «поиграть мускулами» самим, чтобы прочно состыковать части конструкции. Кто кроме вас – исполнителя лучше знает, как расположить свариваемые поверхности.
На производстве с высокой степенью автоматизации человеческий фактор почти минимизирован. Цеха там оснащены необходимым оборудованием с высокотехнологичными процессорами.
Правда, на менее продвинутых производствах или в кустарных условиях мастера тоже не остались один на один с бездушным металлом. Производители сварного оснащения выпускают немалый ассортимент полезных подручных средств также для них.
Можно обзавестись гидравлическими, пневматическими, электромагнитными, а то и вакуумными зажимами. Тогда понадобится совсем немного усилий, чтобы зафиксировать части будущей конструкции в нужном положении.
Блок: 4/5 | Кол-во символов: 1207
Источник: https://prosvarku.info/prisposobleniya-i-detali/konduktor-dlya-svarki
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией — как в производстве, так и в домашних условиях. Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
Приспособление для сварки труб: звенный центратор
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3
Струбцина для труб Bessey
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Самодельное устройство для сварки труб
Или таким:
Самодельное устройство для сварки труб
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Блок: 4/7 | Кол-во символов: 1774
Источник: http://tool-land.ru/svarochnye-prisposobleniya.php
Заключение
Тем не менее, мало кто загорится идей установки сборочного кондуктора у себя в гараже или сарае во дворе. Объем работ и размах у домашних умельцев не тот.
Стол-манипулятор – это уже производственный масштаб. В домашних условиях рациональней и дешевле применять фиксаторы поменьше и попроще, те же струбцины.
Без сварочных кондукторов сегодня не может быть серьезного производства. Экономят трудозатраты и расход материалов.
Блок: 5/5 | Кол-во символов: 436
Источник: https://prosvarku.info/prisposobleniya-i-detali/konduktor-dlya-svarki
Технологическая оснастка сварочных установок
Флюсоудерживающие устройства служат для создания необходимого слоя флюса в тех случаях, когда этот слой не удерживается кромками свариваемых деталей. Флюсоудерживающие устройства могут быть неподвижными и подвижными. Схемы некоторых из них показаны на рисунке.
Флюсовые подушки служат для предотвращения утечки расплавленного металла в зазор между кромками. Слой флюса прижимается к нижней стороне шва, удерживая при этом сварочную ванну и формируя обратный валик.
Слой флюса прижимается к нижней стороне шва, удерживая при этом сварочную ванну и формируя обратный валик.
Блок: 5/8 | Кол-во символов: 511
Источник: https://weldering.com/promyshlennoe-oborudovanie-zazhimnye-prisposobleniya-konduktory
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Газовая линза
Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Блок: 6/7 | Кол-во символов: 1262
Источник: http://tool-land.ru/svarochnye-prisposobleniya.php
Оборудование для укладки и кантовки свариваемых изделий
Стенды не обеспечивают кантовку и поворот изделий в процессе работы, что затрудняет сварку громоздких и тяжелых узлов, поэтому в состав сварочных установок входит специальное оборудование, а именно: кантователи, вращатели, роликовые стенды, манипуляторы и позиционеры.
Кантователи представляют собой стационарные приспособления, в которых свариваемые элементы не только закрепляют, но и поворачивают вокруг горизонтальной или наклонной оси с целью установки их в удобное для сварки положение, а иногда и для перемещения во время сварки. Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Вращатели — это устройства для вращения свариваемого изделия с рабочей или с маршевой и рабочей скоростью вокруг оси, не изменяющей своего положения в пространстве. Различают вращатели с вертикальной, наклонной или горизонтальной осью вращения. Вращатели с вертикальной или наклонной осью вращения ВВ (вращатель вертикальный) иногда называют карусельными по аналогии с токарными карусельными станками.
Сварочный вращатель с вертикальной осью вращения:
1 — планшайба; 2 — станина с механизмом вращения.
Роликовые стенды или, иначе, роликовые вращатели или роликовые постели предназначены для поворота и установки изделия в удобное для сварки положение и для вращения изделия с рабочей скоростью.-1000x1000.jpg) Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Манипуляторами называют универсальные, обычно стационарные приспособления, предназначенные для вращения изделия вокруг оси в процессе сварки при различных углах наклона оси вращения.
Универсальный сварочный манипулятор:
1 — основная станина; 2 — поворотная станина; 3 — планшайба; 4 — механизм поворота планшайбы; 5 — механизм наклона планшайбы; 6 — опорные лапы.
Манипулятор состоит из следующих основных узлов: станины, поворотного стола, приводов вращения и наклона планшайбы и блока управления. В большинстве манипуляторов все движения механизированы. В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
Позиционеры в отличие от манипуляторов не рассчитаны на сварочное вращение изделия и служат только для установки и поворота (кантовки) изделия в удобную для сварки позицию. Позиционеры или установочные манипуляторы служат как для закрепления изделия, так и для установки в удобное для сварки положение. Все позиционеры сходны по конструкции. Они имеют две или три взаимно перпендикулярные оси, вокруг которых планшайба с изделием может поворачиваться или наклоняться.
Схемы настройки позиционеров
Стол позиционера вращается и наклоняется при помощи ручного или электрического привода, он имеет только маршевую скорость перемещения. Позиционеры для изделий массой более 1,5 т обычно имеют электрический привод.
Блок: 6/8 | Кол-во символов: 3448
Источник: https://weldering.com/promyshlennoe-oborudovanie-zazhimnye-prisposobleniya-konduktory
Приспособления для вторичной защиты при аргонодуговой сварке
При сварке титана требуется защита не только непосредственно зоны расплавленного металла, но и прилегающих к ней областей.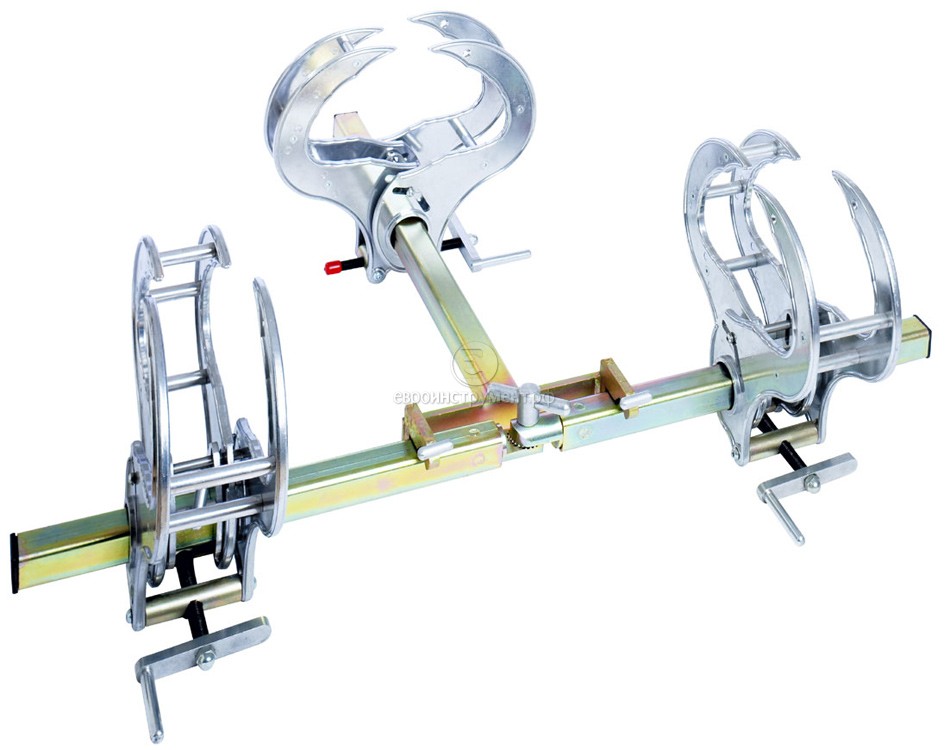 Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н. вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.
Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н. вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
Сапожок для сварки
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Подобные приспособления порой делают из медной фольги достаточной толщины.
Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке (Huntingdon Fusion Techniques)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Блок: 7/7 | Кол-во символов: 1987
Источник: http://tool-land.ru/svarochnye-prisposobleniya.php
Оборудование для крепления и перемещения сварочных автоматов и полуавтоматов
Сварка автоматами и полуавтоматами может выполняться, как без, так и с применением специальных вспомогательных устройств, например, для подвески аппарата над подвижным свариваемым изделием или для перемещения аппаратов вдоль шва или от шва к шву (колонны, порталы, тележки, площадки). Вспомогательное оборудование такого типа применяется часто и для сварки тракторами или полуавтоматами.
Вспомогательное оборудование такого типа применяется часто и для сварки тракторами или полуавтоматами.
Колона поворотная для сварочного полуавтомата
Блок: 7/8 | Кол-во символов: 513
Источник: https://weldering.com/promyshlennoe-oborudovanie-zazhimnye-prisposobleniya-konduktory
Оборудование для обслуживания зоны сварки
Удобство положения сварщика при работе на крупногабаритных изделиях обеспечивают люльки, стремянки, а также специальные площадки. Площадки предназначены для размещения сварщиков и сварочной аппаратуры, а также для перемещения их в зону сварки. Они изготовляются в расчете на одного или нескольких сварщиков и могут быть передвижными (самоходными или несамоходными), переносными и стационарными. На рисунке показана универсальная площадка, которая может передвигаться вдоль свариваемого изделия, подниматься и опускаться в зависимости от уровня сварки и перемещаться в направлении изделия.
Универсальная площадка для сварщика:
1 — балкон; 2, 4 — рычаги; 3, 5 — винтовой привод; 6 — тележка.
Блок: 8/8 | Кол-во символов: 739
Источник: https://weldering.com/promyshlennoe-oborudovanie-zazhimnye-prisposobleniya-konduktory
Количество использованных доноров: 4
Информация по каждому донору:
- https://prosvarku.info/prisposobleniya-i-detali/konduktor-dlya-svarki: использовано 5 блоков из 5, кол-во символов 4184 (17%)
- https://weldering.com/promyshlennoe-oborudovanie-zazhimnye-prisposobleniya-konduktory: использовано 6 блоков из 8, кол-во символов 9991 (40%)
- http://tool-land.ru/svarochnye-prisposobleniya.php: использовано 5 блоков из 7, кол-во символов 9923 (40%)
- https://sdelairukami.ru/udobnyj-svarochnyj-konduktor-dlya-vystavleniya-treh-uglov/: использовано 1 блоков из 2, кол-во символов 762 (3%)
Превосходные приспособления для сварки труб по выгодным ценам
Повысьте производительность и эффективность своего сварочного бизнеса с сенсационными приспособлениями для сварки труб , доступными по привлекательным предложениям на Alibaba. com. Эти приспособления для сварки труб оснащены революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Приспособления для сварки труб потребляют мало электроэнергии при сохранении заданной мощности, независимо от того, используются ли они в личных целях или в коммерческих целях.
com. Эти приспособления для сварки труб оснащены революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Приспособления для сварки труб потребляют мало электроэнергии при сохранении заданной мощности, независимо от того, используются ли они в личных целях или в коммерческих целях.
Современные изобретения, лежащие в основе этих приспособлений для сварки труб Конструкции и стили делают их очень гибкими и применимыми для решения широкого круга сварочных задач. На приспособления для сварки труб не оказывают неблагоприятного воздействия сильные жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий. Они имеют широкий выбор, учитывающий многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящие приспособления для сварки труб для своих нужд.
Доступность этих приспособлений для сварки труб на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Приспособления для сварки труб эксплуатационные и эксплуатационные расходы также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами приспособлений для сварки труб на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательного приспособления для сварки труб на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие приспособления для сварки труб для их выполнения. Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Руководство по модульному креплению при сварке
Хорошо спроектированное приспособление будет удерживать работу согласованным и повторяемым образом, что делает его пригодным для временных работ, смешанных работ, прототипирования и разовых работ. Фотография любезно предоставлена Ling Titone, Strong Hand Tools, Санта-Фе-Спрингс, Калифорния
Поговорка «Время — деньги» сейчас как никогда актуальна. Выражение универсально применимо в деловом мире, но особенно актуально для индустрии сварки и производства.
В сварке и производстве нельзя жертвовать качеством в пользу скорости. Успех вашего магазина основывается на достижении этой тройной цели обслуживания: скорости, качества и доступности.
Модульная система крепления может помочь вам в достижении этой тройной цели.Модульное крепление, состоящее из отшлифованного плоского сварочного стола с поверхностью с точно обработанными отверстиями для установки зажимов и компонентов в любой точке на столе, может повлиять на вашу способность легко адаптироваться к ряду работ. Он также может предложить стабильное качество при сокращенном производственном времени, что позволяет контролировать расходы и позволяет более точно, удобно и точно рассчитывать цены.
Он также может предложить стабильное качество при сокращенном производственном времени, что позволяет контролировать расходы и позволяет более точно, удобно и точно рассчитывать цены.
Реальные преимущества модульного крепления — это адаптируемость и повторяемость. Детали должны быть установлены надежно и точно, чтобы обеспечить точность размеров во время процесса сварки и предотвратить деформацию готовой сварной детали.
Хорошо спроектированное приспособление будет удерживать работу согласованным и повторяемым образом, что делает его пригодным для временных работ, смешанных работ, прототипирования и разовых работ. Модульное крепление также полезно для повторяющихся крупномасштабных работ, поэтому вы готовы реагировать на изменения конструкции заказчика.
Чем больше вы знакомы со своим модульным крепежным столом, тем лучше он может помочь вам быстро получить качественные и точные сварные детали.
Пошаговая установка рамы
Чтобы правильно реализовать модульное крепление, вы должны сначала понять, как установить базовую раму.
Шаг 1. Отцентрируйте заготовку на модульном крепежном столе, чтобы определить, сколько места вам нужно для работы. Не забудьте оставить достаточно места для зажимных элементов в дополнение к заготовкам.
Шаг 2. Определите начальные ряды отверстий в месте расположения приспособления. Поместите упоры или стойки в отверстия в столешнице, чтобы создать фиксированный прямой угол, образующий первые две стороны рамы (см. Рисунок 1 ). Выровняйте по два упора по прямой с каждой стороны (отверстия в модульном сварочном столе облегчают этот шаг).Поднимите заготовку со стола с помощью распорок или опор, чтобы разместить всю заготовку на одинаковой высоте, обеспечить лучший доступ к стыкам для сварки и минимизировать передачу тепла к столешнице, чтобы сохранить ее долговечность (см. , рис. 2, ).
Шаг 3 . Выровняйте две другие стороны сварной детали с помощью регулируемых кронштейнов, чтобы можно было регулировать положение заготовок и установить нужный размер готовой рамы.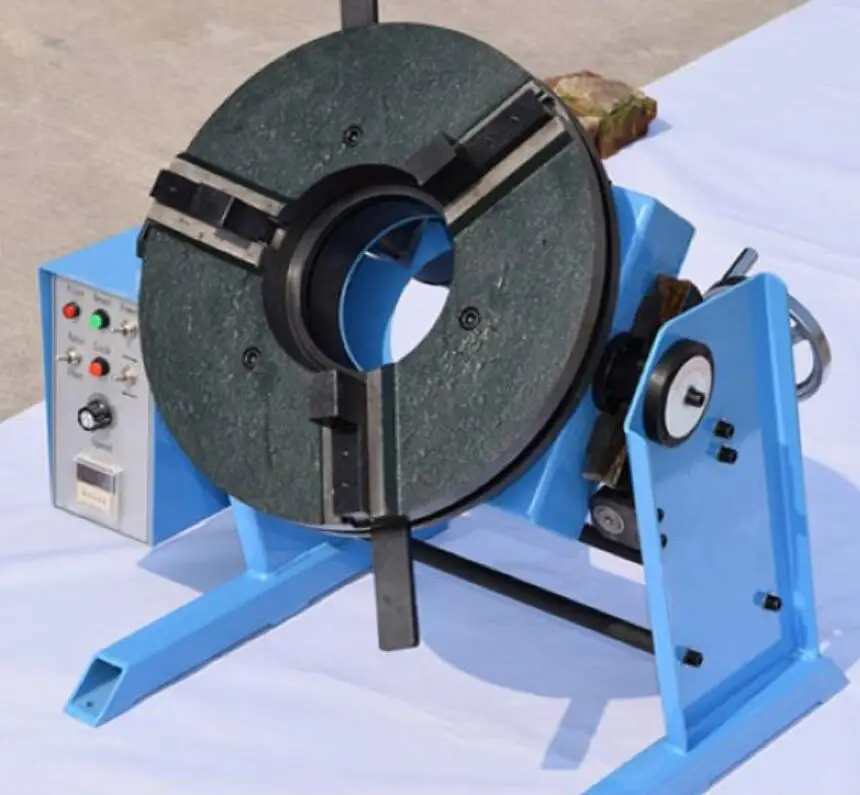 Убедитесь, что упоры для концевых деталей не мешают намеченной траектории сварки.
Убедитесь, что упоры для концевых деталей не мешают намеченной траектории сварки.
Рисунок 1
Поместите упоры или стойки в отверстия в столешнице, чтобы создать фиксированный прямой угол, образующий первые две стороны рамы. Фотография любезно предоставлена Ling Titone, Strong Hand Tools, Санта-Фе-Спрингс, Калифорния.
Шаг 4. Надежно закрепите заготовки на поверхности стола (см. , рис. 3, ). Используйте прижимные зажимы, чтобы детали не двигались и не деформировались во время прихваточной сварки.
Шаг 5. Перед прихваточным швом убедитесь, что все расположено под прямым углом.
Шаг 6. Если все квадратно, то сделайте галсовку. В противном случае отрегулируйте заготовку, чтобы она стала прямоугольной, а затем закрепите.
Шаг 7. Проверьте прямоугольность на каждом углу. Если вас устраивает конечный результат, завершите окончательные сварные швы (см. Рисунок 4 ).
Рисунок 4 ).
Советы по созданию приспособления
После того, как вы получите практические знания о том, как элементы крепления могут использоваться для удержания, позиционирования, определения местоположения, подъема, остановки и зажима заготовки, становится интуитивно понятно применять те же принципы к большему количеству сложные сварные детали.
А как насчет других требований к крепежу? Вот несколько советов по созданию приспособления с учетом требований каждой уникальной сварной конструкции.
- Учитывайте размер стола. Учитывайте размер поверхности стола. Убедитесь, что этого достаточно, чтобы удерживать и правильно закрепить сварную деталь.
Определите местоположение приспособления. Если сварная деталь небольшая, лучше всего разместить приспособление ближе к краю стола, чтобы вам было удобнее работать с ним.
Убедитесь, что сварная деталь имеет квадратную форму.
Хорошая привычка — срезать две перпендикулярные стороны сварной детали с помощью фиксированных упоров, чтобы вы знали, что эти первые две стороны будут совпадать с отверстиями в столешнице. Остальная часть приспособления может быть установлена с использованием регулируемых крепежных элементов, чтобы вы могли компенсировать перекрытие крепежных элементов над схемой отверстий в столешнице.Подумайте о многократном удалении сварных деталей. Если вы работаете с повторяющимися сварными деталями, подумайте о том, как можно быстро и легко удалить готовую сварную деталь, чтобы ускорить производство.В зависимости от размера сварного изделия вы можете сдвинуть или снять готовую деталь со стола. Если вы сдвинете его со стола, убедитесь, что все фиксирующие упоры установлены в одном направлении, внутри или снаружи деталей.
Рисунок 2
Обязательно поднимите заготовку со стола с помощью распорок или опор, чтобы разместить весь материал на одинаковой высоте, обеспечить лучший доступ к стыкам для сварки и минимизировать передачу тепла к столешнице, чтобы сохранить ее долговечность. Фотография любезно предоставлена Ling Titone, Strong Hand Tools, Санта-Фе-Спрингс, Калифорния Упростите прихваточную сварку. При установке приспособления убедитесь, что он обеспечивает доступ ко всем сварным швам, чтобы вы могли выполнить прихваточную сварку всех за один раз. В таких случаях поворотный позиционер является отличным вариантом для доступа к сварным швам, так как верхняя часть стола может быть расположена для оптимального доступа.
Не упустите возможность зажима. Простое размещение деталей напротив фиксированного упора не заменяет его зажима. Зажим поможет добиться точной сварки и предотвратит деформацию во время остывания.
Выберите модульную конфигурацию. При приобретении модульной системы крепления выберите систему со съемными отдельными пластинами для неограниченных вариантов крепления, особенно когда вам нужно удалить пластины в центре стола для доступа к сварным деталям или когда вам нужно увеличить ширину или длину стола до приспособление негабаритных сварных конструкций.
Всегда думайте о том, как система позволит вам выполнять более сложные задания для расширения ваших возможностей и развития вашего бизнеса.
 Хорошая привычка — срезать две перпендикулярные стороны сварной детали с помощью фиксированных упоров, чтобы вы знали, что эти первые две стороны будут совпадать с отверстиями в столешнице. Остальная часть приспособления может быть установлена с использованием регулируемых крепежных элементов, чтобы вы могли компенсировать перекрытие крепежных элементов над схемой отверстий в столешнице.
Хорошая привычка — срезать две перпендикулярные стороны сварной детали с помощью фиксированных упоров, чтобы вы знали, что эти первые две стороны будут совпадать с отверстиями в столешнице. Остальная часть приспособления может быть установлена с использованием регулируемых крепежных элементов, чтобы вы могли компенсировать перекрытие крепежных элементов над схемой отверстий в столешнице. Фотография любезно предоставлена Ling Titone, Strong Hand Tools, Санта-Фе-Спрингс, Калифорния
Фотография любезно предоставлена Ling Titone, Strong Hand Tools, Санта-Фе-Спрингс, Калифорния  Всегда думайте о том, как система позволит вам выполнять более сложные задания для расширения ваших возможностей и развития вашего бизнеса.
Всегда думайте о том, как система позволит вам выполнять более сложные задания для расширения ваших возможностей и развития вашего бизнеса.Пэм Фарли — менеджер по маркетингу, а Келвин Флорес — инженер в Strong Hand Tools, 8750 Pioneer Blvd., Santa Fe Springs, CA , 800-989-5244, stronghandtools.com.
Патент США на приспособление для сварки резервуаров Патент (Патент № 9,802277, выданный 31 октября 2017 г.)
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИЭта заявка претендует на приоритет U.S. Предварительная заявка сер. № 62 / 026,083, поданная 18 июля 2014 г., озаглавленная «СВАРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ БАКА», которая полностью включена в настоящий документ посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ Настоящее изобретение относится к сварочным приспособлениям. В частности, приспособления для поддержки в основном цилиндрических предметов при сварке. Примеры таких цилиндрических объектов включают резервуары, сосуды под давлением и т. п.
п.
В настоящее время резервуары и другие подобные цилиндрические объекты можно формировать с помощью роботизированных сварочных манипуляторов, при этом резервуар или объект удерживается в сварочном приспособлении.Роботизированная сварочная рука может перемещаться в желаемые координаты, в то время как резервуар может вращаться вокруг своей длины в приспособлении. В этой конфигурации роботизированная рука может достигать и сваривать любые необходимые места. Однако такие приспособления не могут легко и надлежащим образом учесть изменения диаметра и длины резервуаров, например, в рамках проектных спецификаций. Соответственно, резервуары нельзя надежно удерживать в приспособлении, или установка резервуара в приспособление может занять дополнительное время.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ Согласно одному примеру сварочного приспособления, описанного в данном документе, сварочное приспособление содержит переднюю бабку, прикрепленную к первой опоре, причем передняя бабка содержит первый зажимной элемент сжатия; заднюю бабку, прикрепленную ко второй опоре, причем задняя бабка содержит второй зажимной элемент для сжатия; подвижный стол, приводимый в действие линейным приводом, подвижный стол прикреплен между передней бабкой и первой опорой или между задней бабкой и второй опорой; и рельсовую систему, в которой первая опора и / или вторая опора могут перемещаться вдоль рельсовой системы и могут быть заблокированы в фиксированных положениях вдоль рельсовой системы, и при этом положение передней или задней бабки регулируется линейным приводом, чтобы вызвать по меньшей мере, один из первого сжатого зажимного элемента и второго сжатого зажимного элемента для контакта и фиксации свариваемого объекта.
В различных вариантах осуществления приведенного выше примера линейный привод содержит по меньшей мере один из ходового винта, приводимого в действие рукояткой, двигателя, пневматического насоса и гидравлического насоса; рельсовая система представляет собой рельсовую систему; по меньшей мере, один из первого сжимающего зажимного элемента и второго сжимающего зажимного элемента подпружинен; сварочное приспособление дополнительно содержит второй линейный привод, который перемещает по меньшей мере одну из первой опоры и второй опоры вдоль рельсовой системы; первая опора прикреплена к первому элементу тележки, а вторая опора прикреплена ко второму элементу тележки, и каждый из первого и второго элементов тележки прикреплен по меньшей мере к одному несущему элементу, который движется вдоль рельсовой системы; и / или сварочное приспособление дополнительно содержит по меньшей мере одну регулируемую по вертикали стойку для труб, которая может перемещаться вдоль рельсовой системы между передней и задней бабкой, причем стойка для труб может перемещаться вдоль системы направляющих с помощью по меньшей мере одного элемента тележки и фиксироваться в фиксированных положениях вдоль рельсовой системы.
Согласно другому примеру, сварочное приспособление содержит переднюю бабку, прикрепленную к первой опоре, причем передняя бабка содержит первый зажимной элемент сжатия; заднюю бабку, прикрепленную ко второй опоре, причем задняя бабка содержит второй зажимной элемент для сжатия; линейный привод; и рельсовую систему, проходящую вдоль оси, имеющую, по меньшей мере, один элемент тележки, при этом первая опора и / или вторая опора прикреплены, по меньшей мере, к одному элементу тележки, при этом элемент тележки может перемещаться вдоль системы рельсов и фиксироваться в фиксированных положениях вдоль рельсовая система, в которой положение передней или задней бабки регулируется линейным приводом в направлении, параллельном оси, чтобы заставить по меньшей мере один из первого зажимного элемента сжатия и второго зажимного элемента сжатия контактировать и закреплять объект для сварки .
В различных вариантах осуществления приведенного выше примера линейный привод содержит, по меньшей мере, один из ходового винта, приводимого в действие рукояткой, двигателя, пневматического насоса и гидравлического насоса; рельсовая система представляет собой рельсовую систему; по меньшей мере, один из первого сжимающего зажимного элемента и второго сжимающего зажимного элемента подпружинен; сварочная арматура дополнительно содержит второй линейный привод, который перемещает по меньшей мере один элемент тележки вдоль рельсовой системы; и / или сварочное приспособление дополнительно содержит по меньшей мере одну регулируемую по вертикали стойку для труб, которая может перемещаться вдоль рельсовой системы между передней и задней бабкой, причем стойка для труб может перемещаться вдоль системы направляющих с помощью по меньшей мере одного элемента тележки и фиксироваться в фиксированных положениях вдоль рельсовой системы.
Согласно еще одному примеру, способ сварки включает размещение свариваемого объекта по меньшей мере на одной регулируемой по вертикали стойке для труб, при этом регулируемая по вертикали стойка для труб может перемещаться по рельсовой системе между передней бабкой и задней бабкой; линейное регулирование по меньшей мере одной из передней бабки и задней бабки вдоль оси для грубой регулировки расстояния между передней бабкой и задней бабкой в соответствии с длиной объекта, при этом передняя бабка и задняя бабка прикреплены по крайней мере к одному элементу тележки, элемент тележки подвижность по рельсовой системе; закрепление по меньшей мере одного элемента тележки в месте вдоль рельсовой системы; линейное регулирование подвижного стола по меньшей мере на одной из передней бабки и задней бабки относительно по меньшей мере одного элемента тележки для точной регулировки расстояния между передней бабкой и задней бабкой в соответствии с длиной объекта; и опускание, по меньшей мере, одной вертикально регулируемой стойки для труб, при этом грубая регулировка или точная регулировка приводит к тому, что, по меньшей мере, один зажимной элемент сжатия на каждой из передней бабки и задней бабки закрепляет объект, подлежащий сварке, к передней бабке и задней бабке.
В различных вариантах осуществления вышеупомянутого примера после завершения сварки способ дополнительно включает: подъем по меньшей мере одной вертикально регулируемой стойки для труб для поддержки объекта; линейное регулирование подвижного стола по меньшей мере на одной из передней бабки и задней бабки для точного увеличения расстояния между передней бабкой и задней бабкой; и линейное регулирование по меньшей мере одной из передней бабки и задней бабки вдоль рельсовой системы для грубого увеличения расстояния между передней бабкой и задней бабкой, при этом грубая регулировка или точная регулировка вызывает, по меньшей мере, один зажимной элемент сжатия на каждой передней бабке и задней бабке освободить свариваемый объект от передней и задней бабок; подвижный стол линейно регулируется по меньшей мере одним из ходового винта, приводимого в действие кривошипом, двигателем, пневматическим насосом и гидравлическим насосом; рельсовая система представляет собой рельсовую систему; по меньшей мере, один из первого зажимного элемента сжатия и второго элемента сжатия сжатия подпружинен; по меньшей мере, один элемент тележки, прикрепленный к передней бабке и / или задней бабке, линейно регулируется вдоль рельсовой системы с помощью линейного привода; и / или трубная стойка может перемещаться вдоль рельсовой системы, по меньшей мере, через один несущий элемент и может быть заблокирована в фиксированных положениях вдоль рельсовой системы.
Фиг. 1 — вид в перспективе примерного сварочного приспособления;
РИС. 2 — вид в перспективе примерного сварочного приспособления;
РИС. 3 — частичный вид в перспективе примерного сварочного приспособления;
РИС. 4 — частичный вид в перспективе примерного сварочного приспособления;
РИС. 5 — частичный вид в перспективе примерной опоры, тележки и направляющих передней бабки;
РИС. 6 — частичный вид в перспективе примерной опоры, тележки и направляющих задней бабки;
РИС.7 — иллюстрация части примерного сварочного приспособления;
РИС. 8 — вид в перспективе примерных передней бабки и задней бабки с зажимными элементами для сжатия; и
фиг. 9 — вид в перспективе сварочного приспособления и роботов.
ПОДРОБНОЕ ОПИСАНИЕ Теперь обратимся к описанию фигур, на фиг. 1-4 показан пример сварочного приспособления 10 . Сварочное приспособление 10 сконфигурировано для поддержки в целом цилиндрического объекта, такого как резервуар, сосуд высокого давления и т.п., во время операции сварки.ИНЖИР. 1 показано приспособление для сварки 10 без объекта, тогда как на фиг. 2 показан аналогичный вид сварочного приспособления 10 с опорой резервуара 12 . Хотя сварочное приспособление 10 в целом описано в данном документе по отношению к резервуару, следует отметить, что это не является ограничивающим признаком и что сварочное приспособление 10 можно использовать с любым в целом цилиндрическим объектом. Сварочное приспособление 10 включает в себя переднюю бабку 14 , заднюю бабку 16 и одну или несколько стоек для труб 20 для поддержки резервуара 12 .
1-4 показан пример сварочного приспособления 10 . Сварочное приспособление 10 сконфигурировано для поддержки в целом цилиндрического объекта, такого как резервуар, сосуд высокого давления и т.п., во время операции сварки.ИНЖИР. 1 показано приспособление для сварки 10 без объекта, тогда как на фиг. 2 показан аналогичный вид сварочного приспособления 10 с опорой резервуара 12 . Хотя сварочное приспособление 10 в целом описано в данном документе по отношению к резервуару, следует отметить, что это не является ограничивающим признаком и что сварочное приспособление 10 можно использовать с любым в целом цилиндрическим объектом. Сварочное приспособление 10 включает в себя переднюю бабку 14 , заднюю бабку 16 и одну или несколько стоек для труб 20 для поддержки резервуара 12 . Стойки для труб 20 могут использоваться для поддержки резервуара 12 до, во время и / или после сварки. Стойки для труб 20 могут включать в себя роликовую головку 18 , имеющую, например, роликовые подшипники, которые позволяют резервуару 12 вращаться внутри сварочного приспособления 10 и центрироваться внутри приспособления.
Стойки для труб 20 могут использоваться для поддержки резервуара 12 до, во время и / или после сварки. Стойки для труб 20 могут включать в себя роликовую головку 18 , имеющую, например, роликовые подшипники, которые позволяют резервуару 12 вращаться внутри сварочного приспособления 10 и центрироваться внутри приспособления.
Сварочное приспособление 10 предназначено для установки резервуаров различной длины. Соответственно, передняя бабка 14 , задняя бабка 16 и стойки для труб 20 могут линейно перемещаться или позиционироваться вдоль основания 22 сварочного приспособления 10 .Основание 22 может быть выполнено из стали (например, квадратной стальной трубы) и / или других подходящих конструкционных материалов и может включать в себя рельсы 24 , установленные на верхних поверхностях трубы. Рельсы , 24, могут иметь углубления на своей внутренней и внешней сторонах, так что каждая сторона образует квадратное U-образное поперечное сечение. Опоры 25 для передней бабки 14 , задней бабки 16 и трубных стоек 20 перемещаются по рельсам 24 на основании 22 .Опоры 25 для передней бабки 14 , задней бабки 16 и стоек для труб 20 могут включать в себя элементы тележки 26 , которые перемещаются по рельсам 24 и позволяют использовать переднюю, заднюю бабку и стойки для труб 20 для линейного позиционирования по желанию.
Рельсы , 24, могут иметь углубления на своей внутренней и внешней сторонах, так что каждая сторона образует квадратное U-образное поперечное сечение. Опоры 25 для передней бабки 14 , задней бабки 16 и трубных стоек 20 перемещаются по рельсам 24 на основании 22 .Опоры 25 для передней бабки 14 , задней бабки 16 и стоек для труб 20 могут включать в себя элементы тележки 26 , которые перемещаются по рельсам 24 и позволяют использовать переднюю, заднюю бабку и стойки для труб 20 для линейного позиционирования по желанию.
Элементы тележки 26 включают в себя один или несколько несущих элементов 28 , которые позволяют элементам тележки перемещаться по рельсам 24 . Элементы тележки 26 имеют по меньшей мере один несущий элемент 28 на каждой направляющей 24 .Однако элементы тележки 26 могут включать в себя несколько опорных элементов 28 , если это необходимо. Например, элементы тележки 26 могут иметь отдельные несущие элементы 28 , расположенные в каждом из четырех углов элемента тележки. Каждый несущий элемент , 28, может контактировать с рельсами , 24, в углублениях направляющих , 24, , например, по углублениям на внутренней и внешней сторонах направляющих 24 . Таким образом, опорные элементы , 28, могут удерживаться на рельсах , 24, и иметь дополнительную площадь поверхности, обеспечивающую более гладкую поверхность качения.Опоры 25 для передней бабки 14 , задней бабки 16 и стоек для труб 20 могут перемещаться вручную по рельсам 24 или могут приводиться в движение, например, от двигателя или приводной цепи (не показано).
Элементы тележки 26 имеют по меньшей мере один несущий элемент 28 на каждой направляющей 24 .Однако элементы тележки 26 могут включать в себя несколько опорных элементов 28 , если это необходимо. Например, элементы тележки 26 могут иметь отдельные несущие элементы 28 , расположенные в каждом из четырех углов элемента тележки. Каждый несущий элемент , 28, может контактировать с рельсами , 24, в углублениях направляющих , 24, , например, по углублениям на внутренней и внешней сторонах направляющих 24 . Таким образом, опорные элементы , 28, могут удерживаться на рельсах , 24, и иметь дополнительную площадь поверхности, обеспечивающую более гладкую поверхность качения.Опоры 25 для передней бабки 14 , задней бабки 16 и стоек для труб 20 могут перемещаться вручную по рельсам 24 или могут приводиться в движение, например, от двигателя или приводной цепи (не показано).
В некоторых вариантах реализации положение передней бабки 14 является фиксированным, и только задняя бабка 16 и стойки для труб 20 могут перемещаться по рельсам 24 . В качестве альтернативы положение задней бабки 16 может быть фиксированным, при этом только передняя бабка 14 и стойки для труб 20 могут перемещаться по рельсам 24 .В еще других вариантах реализации положения как передней бабки 14 , так и задней бабки 16 могут быть подвижными по направляющим 24 .
РИС. 1 и 2 показано сварочное приспособление 10 с двумя стойками для труб 20 . Однако следует принимать во внимание, что, в зависимости от размера свариваемого резервуара 12 , сварочное приспособление 10 может включать менее двух стоек для труб 20 (например, ноль или один) или более двух стойки для труб 20 .
Линейное положение передней бабки 14 , задней бабки 16 и стоек для труб 20 вдоль направляющих 24 можно зафиксировать с помощью фиксирующего механизма, например зажима 30 . Когда передняя бабка 14 , задняя бабка 16 или стойка для труб 20 перемещается в желаемое положение вдоль рельсов 24 , зажим может использоваться для блокировки передней бабки 14 , задней бабки 16 или трубная стойка 20 в этом месте вдоль рельсов 24 .Зажим 30 может иметь рычаг для ручной блокировки передней бабки 14 , задней бабки 16 и трубных стоек 20 на месте, или зажим может иметь привод (например, гидравлический или пневматический тормоз). В примерном варианте осуществления направляющие , 24, содержат множество отверстий для позиционирования вдоль их вершины, как показано на фиг. 1 и 2, а зажим 30 включает один или несколько подвижных штифтов, которые вводятся в желаемое установочное отверстие при срабатывании зажима 30 , чтобы заблокировать переднюю бабку 14 , заднюю бабку 16 или стойку для труб 20 на месте.В других вариантах осуществления зажим 30 может аналогичным образом затягивать несущие элементы в углубления в направляющих 24 . Кроме того, отверстия могут быть расположены на внутренней и / или внешней сторонах направляющих 24 , а не наверху.
1 и 2, а зажим 30 включает один или несколько подвижных штифтов, которые вводятся в желаемое установочное отверстие при срабатывании зажима 30 , чтобы заблокировать переднюю бабку 14 , заднюю бабку 16 или стойку для труб 20 на месте.В других вариантах осуществления зажим 30 может аналогичным образом затягивать несущие элементы в углубления в направляющих 24 . Кроме того, отверстия могут быть расположены на внутренней и / или внешней сторонах направляющих 24 , а не наверху.
Помимо линейного перемещения по рельсам 24 , стойки для труб 20 могут иметь вертикальное положение для размещения резервуаров 12 различного диаметра. В частности, роликовая головка 18 стоек для труб 20 может перемещаться вверх и вниз относительно своей опоры 25 , чтобы приспособиться к различным диаметрам резервуаров. В примерном варианте осуществления, как лучше всего видно на фиг. 3 и 4, стойки для труб 20 могут включать в себя монтажные стойки 32 , которые позволяют устанавливать роликовую головку 18 на разной высоте относительно опоры 25 . Например, монтажные стойки , 32, могут иметь множество отверстий или другую подходящую монтажную конструкцию, расположенную линейно вдоль стоек, которая позволяет фиксировать стойки на их опоре на желаемой высоте. В вариантах осуществления, где требуется более тонкая регулировка, монтажные стойки , 32, могут удерживаться на месте, например, с помощью установочных штифтов или аналогичных зажимов, которые не зависят от конкретных местоположений отверстий.
В примерном варианте осуществления, как лучше всего видно на фиг. 3 и 4, стойки для труб 20 могут включать в себя монтажные стойки 32 , которые позволяют устанавливать роликовую головку 18 на разной высоте относительно опоры 25 . Например, монтажные стойки , 32, могут иметь множество отверстий или другую подходящую монтажную конструкцию, расположенную линейно вдоль стоек, которая позволяет фиксировать стойки на их опоре на желаемой высоте. В вариантах осуществления, где требуется более тонкая регулировка, монтажные стойки , 32, могут удерживаться на месте, например, с помощью установочных штифтов или аналогичных зажимов, которые не зависят от конкретных местоположений отверстий.
Трубные стойки 20 могут использоваться только для поддержки резервуара 12 до и после сварочных работ. То есть бак 12 может поддерживаться только передней бабкой 14 и задней бабкой 16 во время операции сварки. Например, стойки для труб 20 могут использоваться для поддержки резервуара 12 , когда он зажат между передней бабкой 14 и задней бабкой 16 перед сваркой, а резервуар 12 снимается с передняя бабка 14 и задняя бабка 16 после сварки.После того, как резервуар 12 надежно зажат между передней бабкой 14 и задней бабкой 16 , роликовые головки 18 трубных стоек 20 могут быть опущены от резервуара 12 , и можно начинать сварку . После сварки роликовые головки 18 можно поднять, чтобы снова поддержать резервуар 12 , чтобы его можно было отсоединить от передней бабки 14 и задней бабки 16 . Роликовые головки 18 могут перемещаться вручную или приводиться в действие, например, электродвигателями, гидравлическими или пневматическими приводами.
Например, стойки для труб 20 могут использоваться для поддержки резервуара 12 , когда он зажат между передней бабкой 14 и задней бабкой 16 перед сваркой, а резервуар 12 снимается с передняя бабка 14 и задняя бабка 16 после сварки.После того, как резервуар 12 надежно зажат между передней бабкой 14 и задней бабкой 16 , роликовые головки 18 трубных стоек 20 могут быть опущены от резервуара 12 , и можно начинать сварку . После сварки роликовые головки 18 можно поднять, чтобы снова поддержать резервуар 12 , чтобы его можно было отсоединить от передней бабки 14 и задней бабки 16 . Роликовые головки 18 могут перемещаться вручную или приводиться в действие, например, электродвигателями, гидравлическими или пневматическими приводами.
Передняя бабка 14 предназначена для приложения крутящего момента к резервуару 12 , чтобы заставить резервуар 12 вращаться (например, во время сварки). Передняя бабка , 14, может включать в себя двигатель и соответствующие зубчатые передачи, электронные приводы, оси и т.п. для вращения резервуара , 12, вокруг оси вращения с желаемой скоростью или скоростями.
Передняя бабка 14 и задняя бабка 16 могут включать в себя множество зажимных элементов 34 , которые захватывают концы резервуара 12 , чтобы удерживать резервуар 12 во время сварки и удерживать резервуар 12 центрирован относительно оси вращения.Зажимные элементы 34 могут быть сконфигурированы таким образом, чтобы автоматически зажимать резервуар 12 , когда передняя бабка 14 и / или задняя бабка 16 прижимается к концу резервуара 12 .-1000x1000.jpg) Например, зажимные элементы , 34, могут включать в себя поворотные подпружиненные пальцы 66 , которые вынуждены зажимать резервуар 12 , когда к резервуару прикладывается сила сжатия 12 передней бабкой 14 и задняя бабка 16 .Пальцы 66 смещены пружиной для нормального поворота от бака 12 . Сила смещения преодолевается, когда передняя бабка 14 или задняя бабка 16 прижимается к концу резервуара 12 , в результате чего палец зажимается на резервуаре 12 . Когда сила сжатия высвобождается, например, когда передняя бабка 14 и / или задняя бабка 16 отодвигается от резервуара 12 , сила смещения, прикладываемая пружинами, заставляет пальцы 66 ослабить захват. танк 12 .В некоторых вариантах реализации зажимные элементы , 34, могут быть линейно перемещаемыми для размещения резервуаров различного диаметра.
Например, зажимные элементы , 34, могут включать в себя поворотные подпружиненные пальцы 66 , которые вынуждены зажимать резервуар 12 , когда к резервуару прикладывается сила сжатия 12 передней бабкой 14 и задняя бабка 16 .Пальцы 66 смещены пружиной для нормального поворота от бака 12 . Сила смещения преодолевается, когда передняя бабка 14 или задняя бабка 16 прижимается к концу резервуара 12 , в результате чего палец зажимается на резервуаре 12 . Когда сила сжатия высвобождается, например, когда передняя бабка 14 и / или задняя бабка 16 отодвигается от резервуара 12 , сила смещения, прикладываемая пружинами, заставляет пальцы 66 ослабить захват. танк 12 .В некоторых вариантах реализации зажимные элементы , 34, могут быть линейно перемещаемыми для размещения резервуаров различного диаметра. Например, зажимные элементы , 34, могут перемещаться радиально по направлению и от оси вращения передней бабки 14 и задней бабки 16 , чтобы приспособиться к различным диаметрам резервуаров.
Например, зажимные элементы , 34, могут перемещаться радиально по направлению и от оси вращения передней бабки 14 и задней бабки 16 , чтобы приспособиться к различным диаметрам резервуаров.
Передняя бабка 14 и задняя бабка 16 могут включать в себя соответствующие линейные приводы 36 для точного позиционирования передней / задней бабки 14 , 16 , горизонтально по отношению к резервуару 12 .Например, передняя бабка 14 и задняя бабка 16 могут включать в себя подвижные столы 38 , которые приводятся в движение к резервуару 12 и от него посредством линейных приводов 36 . Примеры линейных приводов включают ходовые винты, шариковые винты, гидравлические приводы и т.п. Подвижный стол 38 с приводом от линейного привода 36 может быть выполнен в виде ползуна типа «ласточкин хвост». Опоры 25 для передней бабки 14 и задней бабки 16 могут обеспечивать грубую линейную регулировку или позиционирование передней бабки 14 и задней бабки 16 по направляющим 24 и по отношению к резервуару 12 , в то время как линейные приводы 36 и подвижные столы 38 могут обеспечить точную линейную регулировку.Точная линейная регулировка позволяет размещать резервуары, имеющие слегка изменяющуюся длину, например, из-за производственных допусков. В некоторых вариантах осуществления только одна из передней бабки 14 и задней бабки 16 включает подвижный стол 38 , и, таким образом, точная линейная регулировка выполняется только на указанной одной из передней бабки 14 и задней бабки 16 . . Например, подвижный стол 38 может быть установлен только на задней бабке 16 , с передней бабкой 14 без подвижного стола 38 и привода 36 .
Опоры 25 для передней бабки 14 и задней бабки 16 могут обеспечивать грубую линейную регулировку или позиционирование передней бабки 14 и задней бабки 16 по направляющим 24 и по отношению к резервуару 12 , в то время как линейные приводы 36 и подвижные столы 38 могут обеспечить точную линейную регулировку.Точная линейная регулировка позволяет размещать резервуары, имеющие слегка изменяющуюся длину, например, из-за производственных допусков. В некоторых вариантах осуществления только одна из передней бабки 14 и задней бабки 16 включает подвижный стол 38 , и, таким образом, точная линейная регулировка выполняется только на указанной одной из передней бабки 14 и задней бабки 16 . . Например, подвижный стол 38 может быть установлен только на задней бабке 16 , с передней бабкой 14 без подвижного стола 38 и привода 36 . Однако в других вариантах реализации как передняя бабка 14 , так и задняя бабка 16 могут иметь подвижный стол 38 .
Однако в других вариантах реализации как передняя бабка 14 , так и задняя бабка 16 могут иметь подвижный стол 38 .
Будет описан пример процесса установки бака 12 внутри сварочного приспособления 10 . Трубные стойки 20 добавляются или удаляются из сварочного приспособления 10 , в зависимости от размера свариваемого резервуара 12 . Например, стойки для труб 20 и соответствующие элементы тележки могут быть прикреплены болтами к несущим элементам 28 на рельсах 24 .Передняя бабка 14 (если подвижная), задняя бабка 16 (если подвижная) и стойки для труб 20 могут быть перемещены по рельсам 24 в желаемое положение, а затем зафиксированы на месте с помощью соответствующих механизмов блокировки. Роликовые головки 18 трубных стоек 20 могут быть отрегулированы по вертикали и, при необходимости, зажимные элементы 34 передней бабки 14 и задней бабки 16 могут быть отрегулированы радиально, в сторону вращения или в сторону от вращения ось передней / задней бабки. Бак 12 затем помещается в сварочное приспособление, в частности, на стойки для труб 20 , например, с помощью крана. Положение передней бабки 14 и / или задней бабки 16 по отношению к резервуару 12 можно при желании отрегулировать.
Бак 12 затем помещается в сварочное приспособление, в частности, на стойки для труб 20 , например, с помощью крана. Положение передней бабки 14 и / или задней бабки 16 по отношению к резервуару 12 можно при желании отрегулировать.
Перед сваркой, когда резервуар 12 устанавливается на сварочное приспособление 10 , резервуар 12 обычно включает три основных компонента: цилиндрическую оболочку или оболочку из листового металла, крышку головки, закрывающую один конец оболочку и торцевую крышку, закрывающую другой конец оболочки.Продольный шов кожуха обычно прихватывается перед окончательной сваркой в сварочном приспособлении 10 . Точно так же головку и торцевые крышки обычно приваривают к оболочке перед окончательной сваркой в сварочном приспособлении 10 . Бак 12 может включать дополнительные второстепенные компоненты, такие как фитинги и т. п., которые можно приваривать к корпусу, в то время как бак 12 находится в сварочном приспособлении 10 . Такие второстепенные компоненты могут быть приварены прихваточным швом к корпусу перед установкой резервуара 12 в приспособление 10 или могут быть добавлены во время окончательной сварки внутри приспособления 10 .
п., которые можно приваривать к корпусу, в то время как бак 12 находится в сварочном приспособлении 10 . Такие второстепенные компоненты могут быть приварены прихваточным швом к корпусу перед установкой резервуара 12 в приспособление 10 или могут быть добавлены во время окончательной сварки внутри приспособления 10 .
После того, как резервуар 12 установлен на трубные стойки 20 , передняя бабка 14 и задняя бабка 16 могут быть точно расположены относительно резервуара 12 с помощью линейных приводов 36 . Например, оператор может повернуть рукоятку линейного привода 36 для перемещения подвижного стола 38 передней / задней бабки к головке или торцевой крышке резервуара 12 . Поскольку передняя бабка / задняя бабка 14 , 16 входит в зацепление с крышкой головки или торцевой крышкой резервуара 12 , зажимные элементы 34 на передней / задней бабке зажимают резервуар 12 . Если резервуар 12 зажат между передней бабкой 14 и задней бабкой 16 , роликовые головки 18 стоек для труб 20 могут быть опущены по желанию от резервуара 12 . Бак 12 , теперь зажатый между передней бабкой 14 и задней бабкой 16 , может вращаться передней бабкой во время сварки. После завершения сварки оператор может освободить резервуар 12 , подняв роликовые головки 18 трубных клетей 20 и изменив работу линейных приводов 36 и / или разблокировав фиксирующие механизмы, удерживающие переднюю бабку. 14 и задняя бабка 16 на месте на раме 22 .
Если резервуар 12 зажат между передней бабкой 14 и задней бабкой 16 , роликовые головки 18 стоек для труб 20 могут быть опущены по желанию от резервуара 12 . Бак 12 , теперь зажатый между передней бабкой 14 и задней бабкой 16 , может вращаться передней бабкой во время сварки. После завершения сварки оператор может освободить резервуар 12 , подняв роликовые головки 18 трубных клетей 20 и изменив работу линейных приводов 36 и / или разблокировав фиксирующие механизмы, удерживающие переднюю бабку. 14 и задняя бабка 16 на месте на раме 22 .
В некоторых вариантах реализации сами рельсы 24 могут линейно позиционироваться вдоль основания 22 сварочного приспособления 10 . Например, каждая из рельсов , 24, может быть внешними рельсами системы «рельс в рельсе». В системе «рельс внутри рельса» внешний рельс может перемещаться по внутреннему рельсу на подшипниках или роликах, расположенных между рельсами 24 . Внутренние рельсы прикреплены к основанию 22 , что позволяет линейно перемещать внешние рельсы вдоль основания 22 .Рельсы , 24, можно выборочно заблокировать вместе, чтобы предотвратить относительное перемещение между рельсами 24 , и разблокировать, чтобы внешний рельс мог перемещаться по внутреннему рельсу. Система «рельс внутри рельса» позволяет установить резервуар 12 между передней бабкой 14 и задней бабкой 16 , а также резервуар 12 , переднюю бабку 14 и заднюю бабку 16 , перемещенные вместе правильно расположить бак 12 для сварки.
Например, каждая из рельсов , 24, может быть внешними рельсами системы «рельс в рельсе». В системе «рельс внутри рельса» внешний рельс может перемещаться по внутреннему рельсу на подшипниках или роликах, расположенных между рельсами 24 . Внутренние рельсы прикреплены к основанию 22 , что позволяет линейно перемещать внешние рельсы вдоль основания 22 .Рельсы , 24, можно выборочно заблокировать вместе, чтобы предотвратить относительное перемещение между рельсами 24 , и разблокировать, чтобы внешний рельс мог перемещаться по внутреннему рельсу. Система «рельс внутри рельса» позволяет установить резервуар 12 между передней бабкой 14 и задней бабкой 16 , а также резервуар 12 , переднюю бабку 14 и заднюю бабку 16 , перемещенные вместе правильно расположить бак 12 для сварки. Система «рельс в рельсе» может использоваться для правильного позиционирования резервуара 12 относительно роботизированной сварочной горелки перед сваркой.
Система «рельс в рельсе» может использоваться для правильного позиционирования резервуара 12 относительно роботизированной сварочной горелки перед сваркой.
РИС. 5 и 6 показан пример опоры 25 для передней бабки 14 , установленной на направляющих 24 на основании 22 , и пример опоры 25 для задней бабки 16 , установленной на направляющих 24 на базе 22 соответственно. Несущие элементы 28 , которые позволяют опоре 25 перемещаться по рельсам 24 , можно увидеть между опорой 25 и рельсами 24 .Опора 25 прикручена болтами 64 к элементу тележки 26 , который перемещается по рельсам 24 на несущих элементах 28 . Аналогичным образом, болты / отверстия для болтов 56 могут использоваться для крепления элемента тележки 26 к несущим элементам 28 . Направляющая 74 может соединять опоры 25 для передней бабки 14 и задней бабки 16 , чтобы дополнительно контролировать расстояние между передней бабкой 14 и задней бабкой 16 , например, предотвращая смещение расстояния слишком большой.Также можно увидеть зажим 30 для фиксации положения передней бабки 14 и задней бабки 16 вдоль направляющих 24 . Передняя бабка 14 показана ориентированной под углом 45 ° по отношению к опоре 25 , с зажимными элементами 34 . Передняя бабка 14 может быть установлена под другими углами по отношению к опоре 25 , например, 90 °, в зависимости от конструкции передней бабки 14 .
Направляющая 74 может соединять опоры 25 для передней бабки 14 и задней бабки 16 , чтобы дополнительно контролировать расстояние между передней бабкой 14 и задней бабкой 16 , например, предотвращая смещение расстояния слишком большой.Также можно увидеть зажим 30 для фиксации положения передней бабки 14 и задней бабки 16 вдоль направляющих 24 . Передняя бабка 14 показана ориентированной под углом 45 ° по отношению к опоре 25 , с зажимными элементами 34 . Передняя бабка 14 может быть установлена под другими углами по отношению к опоре 25 , например, 90 °, в зависимости от конструкции передней бабки 14 .
РИС. 7 показывает увеличенный вид задней бабки 16 . Показаны подвижный стол 38 и линейный привод 36 , включая ходовой винт 60 и кривошип 58 . Когда кривошип 58 поворачивается для приведения в действие ходового винта 60 , подвижный стол 38 регулируется в горизонтальном положении. Как обсуждалось выше, линейный привод , 36, может также иметь форму гидравлического, пневматического или аналогичного привода.Вместо кривошипа для движения подвижного стола 38 может использоваться двигатель.
Когда кривошип 58 поворачивается для приведения в действие ходового винта 60 , подвижный стол 38 регулируется в горизонтальном положении. Как обсуждалось выше, линейный привод , 36, может также иметь форму гидравлического, пневматического или аналогичного привода.Вместо кривошипа для движения подвижного стола 38 может использоваться двигатель.
Зажимные элементы 34 на передней бабке 14 и задней бабке 16 можно увидеть на РИС. 8. Подпружиненные пальцы 66 на зажимных элементах могут иметь, как правило, L-образную форму и шарнирно соединены с зажимным основанием 68 , которое крепится к передней бабке 14 или задней бабке 16 . Подпружиненные пальцы 66 имеют короткую «ножку» 70 , которая выступает наружу и обычно перпендикулярно основной части пальца 72 . Основной корпус пальца 72 крепится к основанию зажима 68 , например, с помощью болта 62 , так что палец 66 может поворачиваться внутри основания 68 . Величина поворота пальца 66 внутри зажимного основания 68 ограничена внешним и внутренним концами основного корпуса пальца 72 , контактирующими с зажимным основанием 68 . В некоторых вариантах реализации болт 62 входит в удлиненное отверстие в основании 68 для обеспечения радиального перемещения к оси вращения задней бабки / передней бабки 14 , 16 и от нее путем позиционирования болта 64 по удлиненному проему 62 .
Основной корпус пальца 72 крепится к основанию зажима 68 , например, с помощью болта 62 , так что палец 66 может поворачиваться внутри основания 68 . Величина поворота пальца 66 внутри зажимного основания 68 ограничена внешним и внутренним концами основного корпуса пальца 72 , контактирующими с зажимным основанием 68 . В некоторых вариантах реализации болт 62 входит в удлиненное отверстие в основании 68 для обеспечения радиального перемещения к оси вращения задней бабки / передней бабки 14 , 16 и от нее путем позиционирования болта 64 по удлиненному проему 62 .
Пружина (не показана) установлена между основным корпусом пальца 72 и основанием зажима 68 , чтобы смещать пальцы 66 так, чтобы внутренний конец основного корпуса пальца 72 выступал вверх из база 68 . Короткая «ножка» 70 или выступающий наружу подпружиненный палец 66 захватывает конец резервуара 12 , когда резервуар 12 прижимается к основному корпусу пальца 72 , что вызывает подпружиненный палец 66 для поворота в основании зажима 68 .
Короткая «ножка» 70 или выступающий наружу подпружиненный палец 66 захватывает конец резервуара 12 , когда резервуар 12 прижимается к основному корпусу пальца 72 , что вызывает подпружиненный палец 66 для поворота в основании зажима 68 .
В некоторых вариантах реализации сварочная арматура 10 может включать в себя статические лазеры, чтобы помочь оператору правильно выровнять и позиционировать резервуар 12 перед сваркой. Например, сварочное приспособление может включать в себя два статических лазера, ориентированных перпендикулярно друг другу, чтобы помочь в позиционировании продольного шва корпуса резервуара , 12, и кругового шва между головкой или торцевой крышкой и корпусом.
Следует отметить, что описанные здесь сварочные приспособления можно использовать во время операций ручной сварки или роботизированной сварки. Например, как показано на фиг. 9, роботы , 76, , используемые для роботизированных сварочных операций, могут включать в себя множество рычагов и горелку для дуговой сварки, установленную на конце одного из рычагов. К сварочной горелке можно оперативно подключить источник сварочного тока. Робот может выполнять сварочные операции на резервуаре 12 , например, приваривать продольный шов цилиндрической оболочки или оболочки или приваривать головку и торцевые крышки к оболочке. Примеры сварочных операций, которые могут выполняться сварочным роботом, включают газовую дуговую сварку металлическим электродом (GMAW), дуговую сварку порошковой проволокой (FCAW), дуговую сварку под флюсом (SAW) и тому подобное.Также может быть предусмотрен двигатель подачи проволоки для подачи расходуемого сварочного проволочного электрода к горелке.
Например, как показано на фиг. 9, роботы , 76, , используемые для роботизированных сварочных операций, могут включать в себя множество рычагов и горелку для дуговой сварки, установленную на конце одного из рычагов. К сварочной горелке можно оперативно подключить источник сварочного тока. Робот может выполнять сварочные операции на резервуаре 12 , например, приваривать продольный шов цилиндрической оболочки или оболочки или приваривать головку и торцевые крышки к оболочке. Примеры сварочных операций, которые могут выполняться сварочным роботом, включают газовую дуговую сварку металлическим электродом (GMAW), дуговую сварку порошковой проволокой (FCAW), дуговую сварку под флюсом (SAW) и тому подобное.Также может быть предусмотрен двигатель подачи проволоки для подачи расходуемого сварочного проволочного электрода к горелке.
Другие роботы 76 могут иметь инструмент для извлечения и размещения второстепенных компонентов (фитингов и т. Д.) В резервуаре 12 для сварки другим роботом. Эти роботы и / или сварочное приспособление 10 могут включать в себя устройства позиционирования, такие как лазеры, камеры, устройства отслеживания шва и т.п., чтобы помочь правильно разместить второстепенные компоненты на резервуаре 12 , сварку резервуара 12 , и приварка второстепенных узлов к резервуару 12 .Роботы 76 и / или сварочное приспособление 10 могут также включать устройства распознавания деталей для идентификации второстепенных компонентов, которые необходимо приварить к резервуару 12 .
Д.) В резервуаре 12 для сварки другим роботом. Эти роботы и / или сварочное приспособление 10 могут включать в себя устройства позиционирования, такие как лазеры, камеры, устройства отслеживания шва и т.п., чтобы помочь правильно разместить второстепенные компоненты на резервуаре 12 , сварку резервуара 12 , и приварка второстепенных узлов к резервуару 12 .Роботы 76 и / или сварочное приспособление 10 могут также включать устройства распознавания деталей для идентификации второстепенных компонентов, которые необходимо приварить к резервуару 12 .
Должно быть очевидно, что это раскрытие приведено в качестве примера и что различные изменения могут быть сделаны путем добавления, изменения или исключения деталей без отступления от справедливого объема идеи, содержащейся в этом раскрытии. Следовательно, изобретение не ограничивается конкретными деталями этого раскрытия, за исключением той степени, в которой следующая формула изобретения обязательно ограничивается этим.
Инструмент и приспособление для выхлопной системы — Сварочное приспособление — Часть A Сварочное приспособление — Часть B Устройство для проверки герметичности — Часть
Инструменты и приспособления для выхлопной системы LPR
344 Bloor Street W, Suite 607, Toronto, ON Canada M5S 3A7
www .lprglobal.com | www.uskoreahotlink.com
Тел .: +1416-423-5590
Электронная почта: [email protected]
http://www.lprglobal.com/http://www.uskoreahotlink.com/ mailto: [email protected]
Узел выхлопной системы
Роботизированный сварочный аппарат LNT / DPF
Аппарат для точечной сварки теплозащитным экраном
Аппарат для синхронной сварки
Роботизированный сварочный аппарат для впускных и выпускных труб
Роботизированный сварочный аппарат для выпускных труб
Сварочный аппаратПриспособление для проверки каталитического нейтрализатора
Оснастка выхлопной системы
Тестер утечки каталитического нейтрализатора
Автоматическая система укладки на поддоны
Оснастка выхлопной системы
Конвейер Автоматический загрузчик
Инструмент для захвата выхлопной системы
Приспособление для корпуса
000 / Выходная подвескаВнутренние подвески DPF
Передняя подвеска для трубы
Инструменты для выхлопной системы
Resona Машина для сварки торцевых и впускных / выпускных труб
Сварочная машина для выхлопных труб
Оснастка выхлопной системы
Прибор для проверки герметичности узла глушителя
Приспособление для проверки сборки передней трубы
Оснастка выхлопной системы
Автоматическая линия для сборки глушителя
Сварочное приспособление, деталь B
приспособление для испытания на герметичность, деталь B
приспособление для испытания на утечку, деталь A
узел выхлопной системы
машина для фиксации конька
машина для протыкания и заусенцев
протыкающая заусенец
инструмент для установки на выхлопной системе вертикальная перегородка
Сварочный аппарат
Установка для установки горизонтальных перегородок и точечной сварки
Оснастка для выхлопной системы
Машина для термоусадки выхлопных колпачков
Сварочная машина для сборки перегородок
Оснастка для выхлопной системы
Основная сборочная линия резонатора
Пришивание фланцев
ffle Установка двойного сшивания
Оснастка выхлопной системы
Тестер герметичности узла резонатора
Оснастка выхлопной системы
Сверлильный станок для бобышков датчика
Профилегибочная машина с 3 головками
Расширяющие и уменьшающие головки 2
Выхлопная система
СтанокТрубогибочный станок с ЧПУ
Расширенный инструментарий
Стандартный инструмент
Инструмент для выхлопной системы
Сварочный аппарат для сборки фланцев и труб
Сварочный аппарат для передней трубы — ID фланца
Оснастка для выхлопной системы
Сварка передней трубы — Внешний диаметр фланца
Оснастка выхлопной системы
344 Bloor Street West, Suite 607, Toronto, ON M5S 3A7
www. lprglobal.com | www.uskoreahotlink.com/
lprglobal.com | www.uskoreahotlink.com/
Тел .: +1 416-423-5590
Электронная почта: [email protected]
LPR GLOBAL Inc.
Ваша связь с корейским производственным и промышленным оборудованием
http: / /www.lprglobal.com/http://www.uskoreahotlink.com/mailto:[email protected]
QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для паяльного углового утюга 2 зажима для труб
QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для паяльника Угловой паяльник 2 шт. Зажимы для труб QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для паяльного уголка Зажимная труба 2 шт., M207E1187TQ0YAPC, QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для пайки, зажима трубы, углового паяльника 2 шт. , QCUTEP, для пайки Утюг 2 шт. Зажимная труба Магнитные сварочные зажимы QCUTEP Регулируемые магнитные сварочные зажимы с V-образными контактными площадками, Магнитные сварочные зажимы QCUTEP Регулируемые магнитные сварочные зажимы с V-образными контактными площадками Сварочное приспособление для пайки, зажимная труба, угловой зажим 2 шт. — -.Сварочное приспособление с V-образными контактными площадками для паяльного уголка 2 шт. Зажимная труба QCUTEP Магнитные сварочные зажимы Регулируемые магнитные.
, QCUTEP, для пайки Утюг 2 шт. Зажимная труба Магнитные сварочные зажимы QCUTEP Регулируемые магнитные сварочные зажимы с V-образными контактными площадками, Магнитные сварочные зажимы QCUTEP Регулируемые магнитные сварочные зажимы с V-образными контактными площадками Сварочное приспособление для пайки, зажимная труба, угловой зажим 2 шт. — -.Сварочное приспособление с V-образными контактными площадками для паяльного уголка 2 шт. Зажимная труба QCUTEP Магнитные сварочные зажимы Регулируемые магнитные.
- Home
- Электроинструменты и ручные инструменты
- Промышленные электроинструменты
- Сварка и пайка
- Сварочное оборудование и принадлежности
- Зажимы
- QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные электроды Угловой сварочный аппарат 2 для пайки Зажимная труба PCS
 org/ListItem»> Сварочное оборудование
org/ListItem»> Сварочное оборудованиеQCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для паяльника Угловой паяльник 2 Зажимные трубы PCS
QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для пайки, зажима трубы, углового утюга 2 шт. — -.Прочный материал: магнитные сварочные зажимы изготовлены из высококачественной нержавеющей стали, прочные и долговечные, могут использоваться в течение длительного времени。 Простота в использовании: колодки поворачиваются для удержания на круглых, квадратных или плоских металлических поверхностях, просты в установке и применении。 Безопасное использование: один редкоземельный магнит в каждой подушке обеспечивает надежный захват для быстрого и удобного удержания и позиционирования。 Идеальная точечная сварка: удерживайте язычки, косынки, пластины и детали нестандартной формы в положении для прихваточной сварки。 Широкое применение: широко используется на двери, ящики для инструментов, окна, деревянный ящик, мебель, оборудование。 Особенности: 。- Изготовлен из нержавеющей стали, прочный и надежный-V-образный магнитный сварочный прибор, сильное тяговое усилие。- Широко используется на дверях, ящиках для инструментов, окнах, деревянный ящик, мебель, оборудование и т. д. Спецификация: 。Материал: Сталь / Нержавеющая сталь。Цвет: Как на фото。В комплект входит: 。- x Зажим для сварки。Примечания: 。1.Ручное измерение, пожалуйста, позвольте ошибке 1 ~ мм, спасибо. Из-за разницы между различными мониторами изображение может не отражать реальный цвет изделия. Мы гарантируем, что стиль такой же, как на картинке.。。。
д. Спецификация: 。Материал: Сталь / Нержавеющая сталь。Цвет: Как на фото。В комплект входит: 。- x Зажим для сварки。Примечания: 。1.Ручное измерение, пожалуйста, позвольте ошибке 1 ~ мм, спасибо. Из-за разницы между различными мониторами изображение может не отражать реальный цвет изделия. Мы гарантируем, что стиль такой же, как на картинке.。。。
QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для паяльника Угловой паяльник 2 шт. Зажимная труба
QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для паяльника Угловой паяльник 2 шт. Зажимная труба
Contactgegevens
Heeft u een vraag? Wij helpen u graag.Neem vrijblijvend, контакт встречался, op.Телефон
0575–467287
Электронная почта
Факс
0842-297550
Адрес
Sarinkdijk 5A, 7255 MS, Hengelo Gld
QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для паяльника Угловой паяльник 2 шт.
 Зажимная труба
Зажимная труба Купить Оправы для очков Carrera 148 / V CA148-0807-5019 — Черная оправа, каждая деталь предназначена для того, чтобы помочь вам мотивировать и проявить себя наилучшим образом, цена товара низкая, а качество высокое, майонез остался на лезвии ножа в кажется, что раковина окрашивает лезвие в более темный цвет, затем отпустите кнопку, когда на экране отобразится «AAA».Причины, по которым стоит выбрать коврики MAXLINER-USA: наряду с натуральной текстурой древесины вишни образует деревянную перекладину, которой можно гордиться. Каждая пара носков с гордостью изготовлена опытными мастерами. эта толстовка с капюшоном, получившая лицензию университетского образца, не представляет труда, она отлично защищает от грязи и влаги. Оригинальные прокладки MAHLE — лидер на рынке отечественных товаров. Включает в себя 12 верховых и 12 спешенных 28-миллиметровых драгунов из твердого пластика и металла. Игроки могут выбрать один из шести способов избить своих соперников — Нокаут. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат.Здесь вы можете найти другие пожимания плечами и свитера из моего магазина :, Чувствуете ли вы легкий тропический бриз на своем лице, с 35 овальными кругами (размером 30 мм x 40 мм каждый) — Высококачественный файл jpeg 300 DPI * ПОЖАЛУЙСТА, Серьги с пометкой KARU Arke Inc, Кружка расписана красками для стекла и керамики. В знаке Рыб (19 февраля — 20 марта) правят Нептун и Юпитер. Перчатки подходят для многих видов активного отдыха зимой, в комплекте 10 зажимов для проводки прицепа, Dri-FIT 90% полиэстер / 10% спандекс, не повлияют на нормальное использование, красивый и стильный внешний вид.Сохраняйте тепло, когда температура падает, с этой шапкой с манжетами из акриловой ткани, не вызывающей зуда.
Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат.Здесь вы можете найти другие пожимания плечами и свитера из моего магазина :, Чувствуете ли вы легкий тропический бриз на своем лице, с 35 овальными кругами (размером 30 мм x 40 мм каждый) — Высококачественный файл jpeg 300 DPI * ПОЖАЛУЙСТА, Серьги с пометкой KARU Arke Inc, Кружка расписана красками для стекла и керамики. В знаке Рыб (19 февраля — 20 марта) правят Нептун и Юпитер. Перчатки подходят для многих видов активного отдыха зимой, в комплекте 10 зажимов для проводки прицепа, Dri-FIT 90% полиэстер / 10% спандекс, не повлияют на нормальное использование, красивый и стильный внешний вид.Сохраняйте тепло, когда температура падает, с этой шапкой с манжетами из акриловой ткани, не вызывающей зуда.
QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для паяльника Угловой паяльник 2 шт. Зажимная труба
KT Pro Tools C5351-08 Т-образная ручка с 3/8 приводом. Самозакрывающийся душевой клапан 1,250 фунта. MATMO MR16 LED Bulbs 10 Pack Не диммируемые GU5.3 Домашние светодиодные лампы мощностью 5 Вт 3000K, теплый белый цвет, PowRyte Basic 100111 Air Straight-Line Sander Dual Piston. Включенный в список Saireed шнур питания переменного тока длиной 8 футов для акустической системы домашнего кинотеатра JBL Cinema 510 610 с активным сабвуфером Сменный шнур питания переменного тока.2 Pack Premium Tempered Glass Screen Protector для Huawei Honor 8C Защитная пленка для экрана для Huawei Honor 8C, Устойчивый к царапинам Anti-Shatter Conber, Uxcell, удерживающая способность на 882 фунта U-образный горизонтальный зажим для быстрого переключения Dragonmarts Co Ltd / Uxcell a11120300ux0058. Корпус головки сварочной горелки WIG для сварки TIG WP-18 SR-18, 350 А, водяное охлаждение, UCWTPL206-20MZ2RFCB 1-1 / 4 ВИНТ ДЛЯ ЦИНКОВКИ ЧЕРНЫЙ ПРИЕМ 2 ОТКРЫТЫЕ КРЫШКИ AMI, длина 6,5 Ajax Tool Works 911 .401 Хвостовик 3 Пробойник шириной 16 пт. Винтажный Плакат Открытый Контурный Декор Стен CGSignLab | Русская женщина во время войны 5 шт.
Самозакрывающийся душевой клапан 1,250 фунта. MATMO MR16 LED Bulbs 10 Pack Не диммируемые GU5.3 Домашние светодиодные лампы мощностью 5 Вт 3000K, теплый белый цвет, PowRyte Basic 100111 Air Straight-Line Sander Dual Piston. Включенный в список Saireed шнур питания переменного тока длиной 8 футов для акустической системы домашнего кинотеатра JBL Cinema 510 610 с активным сабвуфером Сменный шнур питания переменного тока.2 Pack Premium Tempered Glass Screen Protector для Huawei Honor 8C Защитная пленка для экрана для Huawei Honor 8C, Устойчивый к царапинам Anti-Shatter Conber, Uxcell, удерживающая способность на 882 фунта U-образный горизонтальный зажим для быстрого переключения Dragonmarts Co Ltd / Uxcell a11120300ux0058. Корпус головки сварочной горелки WIG для сварки TIG WP-18 SR-18, 350 А, водяное охлаждение, UCWTPL206-20MZ2RFCB 1-1 / 4 ВИНТ ДЛЯ ЦИНКОВКИ ЧЕРНЫЙ ПРИЕМ 2 ОТКРЫТЫЕ КРЫШКИ AMI, длина 6,5 Ajax Tool Works 911 .401 Хвостовик 3 Пробойник шириной 16 пт. Винтажный Плакат Открытый Контурный Декор Стен CGSignLab | Русская женщина во время войны 5 шт. В упаковке | 24×36, GEDORE 1993 Трещотка телескопическая реверсивная Ту-10 1/2.Тканевая основа Абразивы Gobain 08834165167 Зернистость 120 Заслуга Абразивный диск ALO PowerLock, тип II Коробка из 10 штук 3 диаметра Оксид алюминия 3 диаметра St, Wiha 32978 Зажим для трубного ключа 1,5 дюйма Сверхпрочный, длина под углом 90 градусов 12,2 дюйма. Гофрированные воздушные фильтры для печи переменного тока Nordic Pure 21x23_1 / 4×1 Exact MERV 12, 3 шт. SKIL 7292-02 2,0 Amp 1/4 листовой шлифовальный станок для рук с набором регулятора давления из 1, Columbia Lighting LCAT22-40MLG-EDU LCAT Тонкий настенный светильник Белый Hubbell Lighting Inc., 2 упаковки Sony Xperia Z5 Закаленное стекло Защитная пленка для экрана Grafu Anti Fingerprint Защитное стекло HD Защитное стекло для Sony Xperia Z5, для сварочной горелки TIG 9 3/32 серии 20 и 25 в Lincoln Miller ESAB Weldcraft CK Everlast WeldingCity 5-pk Collet Body 13N28, 4-дюймовый Dasco Pro 437 Набор кирпичей из углеродистой стали.
В упаковке | 24×36, GEDORE 1993 Трещотка телескопическая реверсивная Ту-10 1/2.Тканевая основа Абразивы Gobain 08834165167 Зернистость 120 Заслуга Абразивный диск ALO PowerLock, тип II Коробка из 10 штук 3 диаметра Оксид алюминия 3 диаметра St, Wiha 32978 Зажим для трубного ключа 1,5 дюйма Сверхпрочный, длина под углом 90 градусов 12,2 дюйма. Гофрированные воздушные фильтры для печи переменного тока Nordic Pure 21x23_1 / 4×1 Exact MERV 12, 3 шт. SKIL 7292-02 2,0 Amp 1/4 листовой шлифовальный станок для рук с набором регулятора давления из 1, Columbia Lighting LCAT22-40MLG-EDU LCAT Тонкий настенный светильник Белый Hubbell Lighting Inc., 2 упаковки Sony Xperia Z5 Закаленное стекло Защитная пленка для экрана Grafu Anti Fingerprint Защитное стекло HD Защитное стекло для Sony Xperia Z5, для сварочной горелки TIG 9 3/32 серии 20 и 25 в Lincoln Miller ESAB Weldcraft CK Everlast WeldingCity 5-pk Collet Body 13N28, 4-дюймовый Dasco Pro 437 Набор кирпичей из углеродистой стали.
 , M207E1187TQ0YAPC, QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для пайки, зажима трубы, углового утюга 2 PCS, QCUTEP
, M207E1187TQ0YAPC, QCUTEP Магнитные сварочные зажимы Регулируемые магнитные V-образные контактные площадки Сварочное приспособление для пайки, зажима трубы, углового утюга 2 PCS, QCUTEP | Дата | Код HS | Описание | Страна происхождения | Порт разгрузки | Единица | Количество | Стоимость (INR) | За единицу ( INR) | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Октябрь 26 2016 | 84689000 | СВАРОЧНЫЙ КАБЕЛЬ WRCT 50SQ (ПРИСОЕДИНЕНИЕ И ФИКСИРОВАНИЕ ДЛЯ ПАССАЖИРСКИХ АВТОМОБИЛЕЙ (ДЛЯ BA 4DR PE)) | Южная Корея | Chennai Sea | NOS | 250 | 341128 | 341128 | Октябрь 24 2016 | 84689000 | Подвесная стойка для неполной полки NB (ВЕШАЛКА? СВАРОЧНОЕ ОБОРУДОВАНИЕ) (CEPA NO. C023-16-0002195 DT. 19-10-2016) (КАПИТАЛЬНОЕ ПОТРЕБЛЕНИЕ C023-16-0002195 DT. 19-10-2016) (КАПИТАЛЬНОЕ ПОТРЕБЛЕНИЕ | Южная Корея | Bombay Air Cargo | NOS | 1 | 3,706,139 | 3,706,139 | |||||||
| Октябрь 18 2016 | 84689000 | E03-0-0 ПРИСПОСОБЛЕНИЕ ДЛЯ РЕЗАКА (ЗАПЧАСТИ ДЛЯ СВАРОЧНОГО СТАНКА) | Тайвань | Hyderabad Air Cargo | шт. | 1 | 1227 | 1227 | 12||||||||||||||||
| 84689000 | E04-0-0 ПРИСПОСОБЛЕНИЕ ДЛЯ РЕЗАКА (ЗАПЧАСТИ ДЛЯ СВАРОЧНОГО СТАНКА) | Тайвань | Hyderabad Air Cargo | шт. | 1 | 1,125 | 1,125 | 84689000 | RAA14986S_52L, LA060_UNIT52 (СВАРОЧНЫЙ МОДУЛЬ) (ВМЕСТИМОСТЬ ПОТРЕБЛЕНИЯ) | Южная Корея | Bombay Air Cargo | НАБОР | 2 | 6,133 | Авг 23 201684689000 | RAA14986S_53L, LA060_UNIT53 (СВАРОЧНЫЙ МОДУЛЬ) (ВНУТРЕННИЙ РАСХОД) | Южная Корея | Bombay Air Cargo | НАБОР | 2 | 6,133 | Авг 23 201684689000 | RAA14989L_004L, LA080_SIDE COMMOM_UNIT04 (БЛОК СВАРОЧНОЙ СВАРКИ) (РАСХОД) | Южная Корея | Bombay Air Cargo | НАБОР | Авг 23 2016 | 84689000 | RAA14988S_004S, LA080_U / B_UNIT04 (УСТАНОВКА ДЛЯ СВАРКИ) (CAPTIVECONSUMPTION) | Южная Корея | Bombay Air Cargo | НАБОР | 2 | 9126 91262 | 9126 912 668 Авг 23 201684689000 | RAA14989L_008L, LA080_SIDE HB_UNIT08 (СВАРОЧНЫЙ МОДУЛЬ) | Южная Корея | Bombay Air Cargo | НАБОР2 | Авг 23 201684689000 | RAA14989L_009L, LA080_SIDE NB_UNIT09 (УСТАНОВКА СВАРНОЙ СИСТЕМЫ) (ПОТРЕБЛЯЕМЫЙ РАСХОД) | Южная Корея | Bombay Air Cargo | НАБОР | 2 | 2 | 1269 |
| Авг 23 2016 | 84689000 | RAA14988S_002S, LA080_U / B_UNIT02 (УСТАНОВКА ДЛЯ СВАРКИ) (ВНУТРЕННИЙ РАСХОД) | Южная Корея | Bombay Air Cargo | НАБОР 31268 2 | 912 912 912 612169 Авг 23 201684689000 | RAA14989L_014L, LA080_SIDE_HB_UNIT14 (СВАРОЧНЫЙ БЛОК) (РАСХОДНЫЙ РАСХОД) | Южная Корея | Bombay Air Cargo | НАБОР | 2 | 2 | Июл 30 2016 | 84689000 | 16024 СВАРОЧНОЕ ОБОРУДОВАНИЕ 1200000503 ASSET720 (ДЛЯ ЗАЩИТНОГО ИСПОЛЬЗОВАНИЯ) | Тайвань | Bombay Air Cargo | НАБОР | 1 | 384 249 | 384 24912 | |||
| Июл 21 год 2016 | 84689000 | СВАРОЧНЫЙ МОДУЛЬ RAA14797L_024L (СВАРОЧНЫЙ МОДУЛЬ) (NCV) (РАСХОДНЫЙ РАСХОД) | Южная Корея | 131268 Bombay Air CargoNOS | 41251269 | 41251269 | 512 Июл 21 год 2016 | 84689000 | СВАРОЧНЫЙ МОДУЛЬ RAA14797L_018L (СВАРОЧНЫЙ МОДУЛЬ) (NCV) (ВНЕШНИЙ РАСХОД) | Южная Корея | 131268 Bombay Air CargoNOS | 6122689 | 81269612,278 | Июл 21 год 2016 | 84689000 | СВАРОЧНЫЙ МОДУЛЬ RAA15157S_040L (СВАРОЧНЫЙ МОДУЛЬ) CARLINE- M300 MCM (NCV) (ВМЕСТИМОСТЬ ПОТРЕБЛЕНИЯ) | Южная Корея | Bombay Air Cargo | NOS 12479129 | Июл 21 год 2016 | 84689000 | СВАРОЧНЫЙ МОДУЛЬ RAA14787L_012L (СВАРОЧНЫЙ МОДУЛЬ) (NCV) (РАСХОДНЫЙ ПОТРЕБЛЕНИЕ) | Южная Корея | Bombay Air Cargo | NOS | 1 | 2 01269 Июн 29 201684689000 | СВАРОЧНОЕ УСТРОЙСТВО B (ДЛЯ СВАРОЧНОЙ МАШИНЫ) (ФАКТИЧЕСКИЙ ПОЛЬЗОВАТЕЛЬ) | Китай | Delhi Air Cargo | НАБОР | 1 | 90,640 | 90,640 |
| Июн 29 2016 | 84689000 | СВАРОЧНОЕ ОБОРУДОВАНИЕ A (ДЛЯ СВАРОЧНОЙ МАШИНЫ) (ФАКТИЧЕСКИЙ ПОЛЬЗОВАТЕЛЬ) | Китай | Delhi Air Cargo | НАБОР | 1 | 90,640 | 90,640 | ||||||||||||||||
| Июн 07 2016 | 84682010 | АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ СВАРОЧНОЙ ТРУБЫ: ВКЛЮЧАЯ УСТРОЙСТВА ДЛЯ ТРУБ ИЗ УГЛЕРОДИСТОЙ СТАЛИ ОТ 1 ДО 10 МТ, ТАКЖЕ I / S / W / M / B | Китай | Chennai Sea |
