
Прокалка электродов: температура, время, способы прокаливания | ММА сварка для начинающих
Прокалка электродов: температура, время, способыЧтобы электроды не прилипали к поверхности металла, и варить ими было намного проще, следует их прокалить перед применением. Процедура прокаливания электродов достаточно проста, нужно лишь знать температуру и время, а также, где можно осуществить прокалку электродов в домашних условиях.
Забегая вперёд, следует отметить, что для прокаливания электродов существуют специальные печи и термопеналы. Что же касается бытовых условий, то прокалить электроды, в данном случае, можно разными способами, соблюдая при этом температуру и время прокаливания.
Также нужно помнить о том, что прокалка электродов осуществляется лишь определенное число раз. В противном случае, можно испортить электродную обмазку и выкинуть деньги на ветер. Итак, о том, как прокалить электроды в домашних условиях, можно будет узнать из этой статьи сайта про ММА сварку mmasvarka. ru.
ru.
Когда нужна прокалка электродов
Прокаливание электродов целесообразно выполнять в ряде таких случаев:
- Когда электроды долго не использовались или хранились в ненадлежащих условиях, например, при повышенной влажности в месте хранения;
- В том случае, если варить электродами трудно, и они все время прилипают к металлу;
- При визуальном осмотре электродов видно, что их обмазка оказалась сырой.
Во всех вышеперечисленных случаях, осуществлять сушку и прокалку электродов просто необходимо, для того, чтобы получить качественный сварочный шов.
Сколько раз можно прокаливать электроды
Как было сказано выше, существует определенное количество раз прокалки электродов. Делать прокаливание, каждый раз, перед выполнением сварочных работ, нет необходимости. Если говорить конкретно о количестве, то не рекомендуется прокаливать электроды более трех раз.
Следует знать, что на заводе, уже осуществлялась прокалка электродов перед их упаковкой, поэтому, если электроды были только что приобретены, то они, как правило, не требуют какой-либо прокалки, и уже полностью пригодны к работе. Кроме того, не следует прокаливать все электроды одним махом. В любом случае, если вы их не сумеете выработать, то прокаливание потребуется осуществлять снова.
Кроме того, не следует прокаливать все электроды одним махом. В любом случае, если вы их не сумеете выработать, то прокаливание потребуется осуществлять снова.
Поэтому достаточно взять требуемое количество электродов для работы, после чего прокалить их и использовать. О том, как рассчитать, сколько электродов в одной пачке, уже рассказывалось ранее на сайте про ручную дуговую сварку.
Время и температура прокалки электродов
Следует знать, что разные типы электродов, требуют разного времени и температуры прокаливания. Найти более точную информацию по данному поводу можно на пачке с электродами, которая, как правило, всегда снабжена подобного рода информацией.
Для большинства электродов, достаточно 25-30 минут прокалки, при температуре в +110 градусов. Кроме того, не следует путать прокалку и сушку электродов, поскольку при сушке, достаточно положить электроды перед использованием на работающую батарею отопления. Здесь нет необходимости в больших температурах.
Где прокалить электроды в домашних условиях
Если под рукой не оказалось термопенала или нет специальной печи для прокалки электродов, то, в домашних условиях, качественно осуществить прокаливание электродов можно в электрической духовке или на крайний случай в газовой.
Почему не рекомендуется прокаливать электроды в газовой духовке? На самом деле все очень просто, поскольку в газе имеется некоторые количество влаги, которая негативным образом повлияет на процесс прокалки. Кроме того, следует всегда помнить о том, то прокалка электродов на открытом огне, попросту недопустима.
Можно использовать для прокалки электродов и строительный фен. Чтобы осуществить прокалку таким способом, электроды помещаются в металлическую трубу, которая затем нагревается строительным феном. Однако у этого способа прокалки электродов очень много недостатков, и самый главный из них, это невозможность поддержания оптимальной температуры прокаливания.
Прокалка электродов
Часто перед свариванием заводы-изготовители рекомендуют Вам производить прокалку сварочных электродов. Многие люди задаются различными вопросами по поводу прокалки электродов. Из этой статьи Вы узнаете ответы на некоторые из них.
Многие люди задаются различными вопросами по поводу прокалки электродов. Из этой статьи Вы узнаете ответы на некоторые из них.
Теперь давайте поговорим о назначении прокалки. Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов. Многие люди решают прокаливать электроды прямо у себя дома, используя духовку. При температуре 180 – 200 градусов Вы можете прокаливать электроды, однако если Вы используете обычную духовку, то качество прокалки будет не на лучшем уровне.
Самым неправильным решением в данной ситуации является то, что если Вы решили совсем не прокаливать электроды. Это будет означать, что у Вас есть большая вероятность того что обмазка может начать опадать.
Наиболее разумно поступают люди, которые используют для прокалки специальную печь для прокалки электродов. Приобретение специальной печи для прокалки электродов позволит Вам сделать качественный сварочный шов.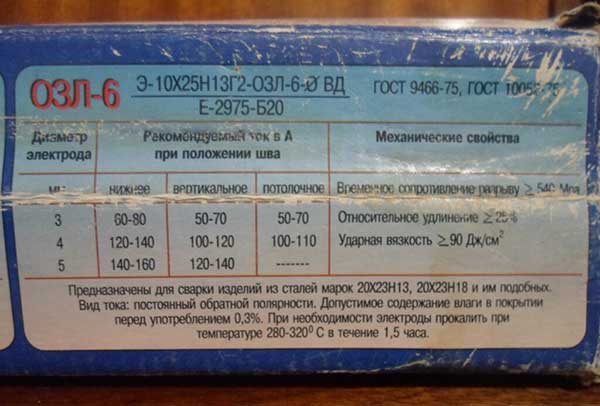 Приобрести такую печь Вы можете у одного из самых популярных в нашей стране заводов-изготовителей.
Приобрести такую печь Вы можете у одного из самых популярных в нашей стране заводов-изготовителей.
Сварочные электроды с основным покрытием нужно прокаливать в течение двух часов при температуре около 250 градусов по Цельсию. При этом предел текучести прокаливаемых электродов должен составлять не менее 355 N/мм.
Если же Вам нужно производить сваривание высокопрочных соединений, а также соединения высокопрочной стали, то Вам нужно
Также Вам нужно помнить, что низколегированные сварочные электроды не нуждаются в прокалке. Если электроды с рутиловым или покрытием на основе железа попадали под воздействие влаги, то их лучше всего прокалить при нужной температуре.
Если же условия хранения не были нарушены, то есть не была открыта упаковка электродов, то Вы можете не производить прокаливание электродов.
Так как целлюлозные электроды должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать нельзя. В некоторых ситуациях сварочные электроды должны доставляться в вакуумной упаковке. После вскрытия такой упаковки сварочные электроды, находящиеся в ней должны быть использованы в сварочном процессе не позже чем через 8 часов, при этом, Вам не нужно бояться каких-либо последствий.
Однако если время после вскрытия превысило 8 часов, для Вас лучше всего будет прокалить электроды, чтобы избежать возможных проблем. Если Ваши электроды находились на открытом воздухе, то Вам нужно их прокалить при температуре 300 – 350 градусов по Цельсию.
Прокалка электродов в домашних условиях
Особенности прокалки и сушки сварочных электродов
Многие задаются вопросом, как прокалить электроды в домашних условиях.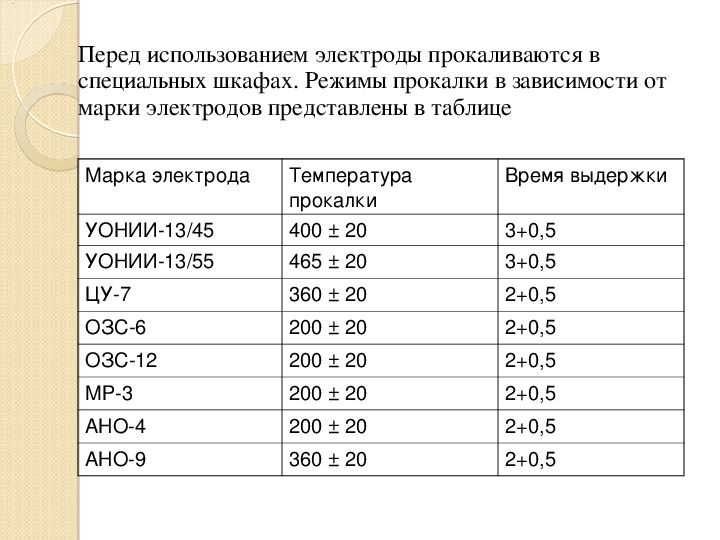 Они хорошо впитывают влагу, поскольку покрытие имеет пористую структуру. Чтобы уберечь стержни от влаги, производители поставляют их в герметичной упаковке. Тем не менее она не может защитить электроды, если они долго не использовались или хранились в плохих условиях. Чтобы вернуть им изначальные свойства, необходимо уменьшить уровень влаги. Сегодня мы узнаем, как проводится сушка электродов и что для этого нужно.
Они хорошо впитывают влагу, поскольку покрытие имеет пористую структуру. Чтобы уберечь стержни от влаги, производители поставляют их в герметичной упаковке. Тем не менее она не может защитить электроды, если они долго не использовались или хранились в плохих условиях. Чтобы вернуть им изначальные свойства, необходимо уменьшить уровень влаги. Сегодня мы узнаем, как проводится сушка электродов и что для этого нужно.
Оборудование для прокалки электродов
Есть несколько видов оборудования, предназначенного для термической обработки электродов и подготовки их к работе. Начнем с основного — печь.
Печь для прокалки представляет собой металлический ящик с лотками для стержней. Чтобы сохранять в ней постоянную температуру, стенки отделаны специальными материалами, удерживающими тепло. Благодаря этому электроды будут прогреваться равномерно в течение всего времени прокалки. В зависимости от ваших нужд, печи могут нагреваться до различных температур. Наиболее “ходовыми” являются значения от 50°С до 650°С.
Увидеть как выглядит такая печь, можно на этом видео:
Другой “гаджет”, который пригодится сварщикам — это пенал. Он не прогревает электроды, а только поддерживают их в сухом и подогретом состоянии. Его особенность в том, что он полностью изолирован и герметичен. Используя пенал, можно быть полностью уверенным, что электроды не отсыреют, пока вы будете работать.
Есть и другая разновидность такого приспособления — термопенал. Он позволяет не только сохранять температуру стержней, но также может их прогревать. Термостат и встроенный нагрев, позволяют подготавливать расходники прямо на месте работы.
Термопеналы выглядят как маленькие ящики с дверцей. Они весят около 3 кг и могут выдавать температуру до 120°С.
Другой тип оборудования — это шкафы. Они имеют схожие с термопеналами функции. Корпус шкафа изолирован и сохраняет тепло. В зависимости от модели, шкафы оснащаются термостатом и термометром.
Шкафы применяются на больших производствах, где нужно одновременно подготовить большое количество стержней.
Инструкция прокалки
Разные электроды требуют разной температуры и времени прокалки. Эти параметры указываются на упаковках. Поэтому перед работой необходимо ознакомиться с инструкциями производителя. Иностранные заводы не всегда пишут как нужно прогревать стержни. Придется зайти на официальный сайт и найти эту информацию.
Не все электроды нужно прокаливать. Так, стержни с целлюлозным покрытием выпускаются в металлических банках и прогревать их перед работой не нужно.
На практике прокалка выглядит очень просто. Нужно разогреть печь до нужной температуры и поместить в нее электроды на определенное время, по истечении которого они будут готовы к работе. Ими сразу можно варить, либо можно переместить их в термопенал, чтобы взять с собой на объект.
Для примера, электроды Уони 13/55 прокаливаются при температуре около 270°С в течение 1 часа.
Сушка и прокалка — различия и особенности
Помимо прокалки, имеется такое понятие как сушка электродов. Оно означает непосредственную подготовку изделия к работе. В свою очередь прокалка электродов выполняется для ликвидации лишней влаги и устранения последствий неправильного или долгого хранения.
Оно означает непосредственную подготовку изделия к работе. В свою очередь прокалка электродов выполняется для ликвидации лишней влаги и устранения последствий неправильного или долгого хранения.
Сушка подразумевает сокращение уровня влаги в стержнях до минимально-приемлемого. Она производится при небольших температурах и не оказывает серьезного влияния на покрытие.
Прокалка может выполняться для улучшения качеств электродов и приведения их в “рабочее состояние”. Особенностью этой процедуры является продолжительное время воздействия и высокая температура.
Обратите внимание, что специалисты не рекомендуют прокаливать электроды более 2 раз. Покрытие можно отколоться от сердечника и ими будет невозможно пользоваться.
Прокалка в домашних условиях
Подготавливать электроды в домашних условиях следует только если у вас нет другой возможности, и только если стержни будут использоваться дома. “Народные” методы можно использовать для не очень важных работ, к которым не предъявляются высокие требования качества.
Самым простым и очевидным вариантом является прокалка в духовке. Прокаливать электроды на газу не стоит, потому что в нем содержится некоторое количество воды.
Данную процедуру можно также провести на радиаторе отопления. Оставьте на нем прутки на пару дней. Этого будет достаточно, чтобы провести сварку.
Некоторые мастера используют для прокалки строительный фен. В этом случае нужно будет поместить электроды в трубу или другу емкость.
Не пользуйтесь такими методами прокалки и сушки при работе с ответственными конструкциями.
Правильное хранение
Чтобы не допустить образования лишней влаги в электродах, их следует правильно хранить. Заводская термоусадочная пленка не всегда может уберечь изделия, особенно при длительном хранении.
Первое, что нужно запомнить — это температурный режим в помещении, где лежат стержни. На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Другой важный момент — это уровень влажности. Он должен быть минимальным. В противном случае электроды очень быстро наберут влагу. Сушка может не помочь и придется тратить много времени на прокалку.
Отдельно позаботьтесь о защите электродов от механических воздействий. Повреждение или скол покрытия ухудшают сварочные свойства.
Соблюдение таких простых правил позволит продлить срок хранения электродов. Они сохранят свои качества, и вы сможете выполнить качественные и надежные соединения.
Заключение
Прокалка и сушка электродов очень важный этап в подготовке к сварочным работам. Благодаря этим процессам, стержни приходят в рабочее состояние и обеспечивают максимальное качество соединения и комфортную работу. После прокалки у вас не будет возникать сложностей с поджигом дуги, залипанием и формированием шва.
Источник: http://instrument-blog.ru/svarka/osobennosti-prokalki-i-sushki-svarochnyh-elektrodov.html
С какой целью производят прокалку электродов? — станки, сварка, металлообработка
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу.
Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды.
В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы.
 Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт. - Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
 Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
https://www.youtube.com/watch?v=neMXjs3dtng
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа.
В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке.
Лучше всего выполнять процесс сушки в духовке.
Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением.
Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час.
Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.

[Всего : 1 Средний: 1/5]
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/sushka-elektrodov.html
С какой целью производят прокалку электродов
Ручная дуговая сварка используется для решения бытовых и профессиональных задач. При этом результат ее применения зависит не только от мастерства сварщика, но и от расходных материалов. В настоящее время насчитываются десятки производителей, которые выпускают различные марки электродов. По ряду признаков их можно разделить на несколько видов.
Как устроен электрод
Электрод представляет собой металлический сердечник, покрытый специальным составом, который называется «обмазкой». В процессе работы сердечник плавится и вместе с металлом изделия формирует шов. Обмазка в это же время сгорает с образованием газа, который необходим для защиты сварочной зоны от вредного влияния воздуха (речь идет прежде всего об отрицательном воздействии на расплавленный металл кислорода и азота).
Ручная дуговая сварка
Какие задачи решает электрод?
В целом электроды решают сразу несколько задач:
- Вещества, которые входят в состав покрытия, характеризуются низкой величиной потенциала ионизации. В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
- Обмазка электродов не только создает газовое облако во время сгорания, но также участвует в образовании поверх сварного шва слоя шлака. Он выполняет защитную функцию и одновременно снижает скорость охлаждения расплавленного металла. Благодаря этому создаются благоприятные условия для удаления из шва нежелательных примесей или неметаллических включений.
- Важным условием получения качественных швов является отсутствие в них кислорода. Поэтому в состав покрытия электрода входят специальные вещества – раскислители. В процессе сварки они вступают в химическую реакцию с кислородом и «связывают» его.
- Еще одна важная функция – легирование металла шва рядом элементов с целью улучшения его свойств. Для этого в состав электрода входят хром, кремний, марганец, титан и др.
 В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.Назначение электродов Само название «электрод» возникло от двух греческих слов: elektra и hodos. Они переводятся как «электричество» и «дорога».
Они переводятся как «электричество» и «дорога».
Виды покрытий электродов
Электродные покрытия могут иметь разный состав. От них зависит стабильность горения дуги, вязкость шлака и расплавленного металла, поведение металла при переходе в сварочную ванну и другие параметры. Насчитывается несколько видов покрытий.
Рутиловое
Основным элементом рутилового покрытия является диоксид титана. При применении таких электродов уменьшается разбрызгивание металла, повышается его текучесть и формируется обильный слой шлака, который затем легко отделяется.
Швы получаются ровными, а повторное зажигание дуги заметно облегчается. При этом электроды плохо поддаются сушке и при их использовании высок риск образования пор. Они подходят для работы на постоянном и переменном токе.
С помощью рутиловых электродов удобно сваривать низкоуглеродистые стали небольшой толщины.
Целлюлозное
В состав покрытия входит целлюлоза, а также ферросплавы кремния и магния. Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны.
В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность.
Источник: https://stanki-info.com/s-kakoy-tselyu-proizvodyat-prokalku-elektrodov/
Как прокалить электроды в домашних условиях
Обмазка электрода имеет пористую структуру и работает как губка, натягивая влагу. Чтобы этого избежать нынешние производители упаковывают электроды в герметичную полиэтиленовую упаковку. Но при длительном хранении электроды все равно отсыревают.
Чтобы привести их в рабочее состояние используется печь для сушки электродов. На упаковке, кроме основных характеристик, указывается температура и время просушки (прокалки). Звучит это примерно так: допустимое содержание влаги покрытия перед использованием не более 0,7%.
Звучит это примерно так: допустимое содержание влаги покрытия перед использованием не более 0,7%.
В случае превышения этой нормы требуется электроды прокалить при t 120-160 градусов в течение 1 часа.
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки.
Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.

Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов.
Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время.
В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Как производится сушка
Для разных электродов температура и время выдержки разные, поэтому прежде чем приступить к сушке внимательно изучите упаковку.
Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики.
Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
Для этого разработаны специальные приспособления:
Кроме этого, существуют «народные» способы – как сушить электроды без применения специального оборудования. Прокалку и просушку рекомендуют проводить не более 3 раз. Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Стационарные печи для сушки электродов
В стационарных условиях используют электронагревательную печь. Это металлический шкаф со специальными лотками под электроды. Для поддержания заданной температуры все стенки в нем отделаны теплоизолирующими материалами.
Она снабжена термостатом средних температур в пределах 60 – 500 градусов для того, чтобы проводить сушку в строгом соответствии с требованиями производителя. Это гарантирует равномерный нагрев и сохранение температуры на протяжении всего процесса.
В зависимости от размеров и количества лотков, печь может быть рассчитана на одновременную загрузку партий весом от 10 до 250 кг.
Процесс сушки очень прост – электроды помещаются внутрь печи на требуемое время. Температура нагрева регулируется и поддерживается автоматически. В новых моделях имеется таймер, который через строго указанное время отключит печь. За счет термоизоляции процесс остывания происходит равномерно. После этого электроды уже готовы к использованию.
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени.
Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз.
Он небольшого размера и может высушить около 10 килограмм электродов за раз.
Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов, структура при этом никоим образом не меняется. Чтобы высушить электроды не нужно владеть особыми навыками или знаниями. Достаточно посмотреть на упаковке температуру и время проведения процесса. В среднем советуется проводить процедуру при температуре 220 – 250 градусов в течение 1,5 – 2 часов.
Для этого можно воспользоваться любым нагревательным прибором, который у вас есть дома. Отлично подойдет электродуховка или газовая духовка. Электродуховка более пригодна для сушки, чем газовая, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить прогрев на открытом огне. Качество такого способа ни сравнится с результатом, используя профессиональный шкаф или пенал.
В данной ситуации самым неправильным решением будет совсем не прокаливать электроды. Это приведет к увеличенному расходу материалов, некачественному шву, и потери времени, а в худшем варианте переделке всей работы.
Поделись с друзьями
2
Источник: https://svarkalegko.com/oborudovanie/sposoby-sushki-elektrodov.html
Прокаливание электродов: печь для сушки перед сваркой в домашних условиях
Хорошо известно, что прокаливание электродов в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Если отказаться от предварительной термической обработки, то можно столкнуться с такими проблемами в процессе выполнения работы, как плохое поджигание и залипание стержня, низкое качество и ненадежность шва, неудовлетворительный вид готового изделия.
Выше перечислены лишь самые распространенные проблемы, с которыми часто сталкиваются, на самом деле их еще больше.
Виды оборудования для прокалки
Прокалка электродов перед сваркой делается с целью уменьшения влаги в их покрытии. Ее наличие приводит к проблемам с поджигом электрода, его залипанию и обсыпанию покрытия. В результате качество работы может значительно ухудшаться.
Следует сразу заметить, что увлекаться данными операциями не стоит. Дело в том, что после двух прокалок покрытие может отслоиться от электрода. В связи с этим необходимо заранее рассчитывать их необходимо количество.
Конструкция печи для прокалки электродов.
Если после работы останутся неиспользованные стержни, в следующий раз они должны быть использованы в первую очередь.
Иногда просушить электроды необходимо, чтобы поднять температуру расходных материалов. Большой перепад температур может негативно сказаться на конечных характеристиках шва.
 youtube.com/embed/GLzHRqFGYcI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/GLzHRqFGYcI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Главным достоинством электропечей является высокий ресурс работы. В них используются ТЭН, рассчитанные на длительную эксплуатацию. Кроме того в случае поломки они могут быть с легкостью заменены.
Источник: https://ccm-msk.com/kak-prokalit-elektrody-v-domashnih-usloviyah/
Прокалка электродов
Прокаливание присадочных материалов считается одним из этапов термообработки, который осуществляется для снижения в их внешнем покрытии содержащейся жидкости. От избыточного содержания влаги может возникать плохое поджигание электрода, его залипания или осыпание слоя. Из-за этого ухудшается качество сварочного процесса.
Поэтому перед выполнением сварки следует провести проверку имеющихся присадочных материалов с предварительной их подготовкой. В основном процессы прокалки и сушки сварных электродов схожи, но во время их просушивания применяются не такие высокие температуры, а процедура выполняется с нарастающим нагреванием. В некоторых случаях электрод просушивается перед прокаливанием (в соответствии с технологическими требованиями).
В некоторых случаях электрод просушивается перед прокаливанием (в соответствии с технологическими требованиями).
Следует отметить основные случаи, когда нужна прокалка:
- при размещении электродов в условиях высокой влажности;
- после долгого хранения;
- при попадании на них жидкости или ее выявлении в процессе сварки;
- после открытия новой упаковки.
Нужно заметить, что прокаливание присадочных материалов требуется проводить перед сваркой, оно способствует достижению высоких результатов. Однако не стоит часто проводить данную процедуру (более 2 раз), так как существует опасность отставание покрытия от основного стержня.
Следует провести расчет необходимого объема электродов для сварки и отправлять их на сушку, чтобы после выполнения процедуры их осталось минимальное количество. При следующей сварке следует сначала пользоваться повторно просушенными электродами.
Сушка электродов
Необходимость в осуществлении сушки присадочного материала может появиться для повышения температуры электродов перед сварочными работами. Не все марки можно применять без предварительного разогрева. Причиной этому является большая разница между температурами, которая может оказаться вредной для сварочной ванны и образования некачественного шва. Также сушка нужно для создания герметичного соединения в условиях давления. Тогда электроды постепенно разогреваются, чтобы из них выпарилась влага или не возникло ее закипание при появлении известкового налета.
Не все марки можно применять без предварительного разогрева. Причиной этому является большая разница между температурами, которая может оказаться вредной для сварочной ванны и образования некачественного шва. Также сушка нужно для создания герметичного соединения в условиях давления. Тогда электроды постепенно разогреваются, чтобы из них выпарилась влага или не возникло ее закипание при появлении известкового налета.
Печь для сушки электродов
Прокаливание и сушка сварных электродов может осуществляться в нескольких вариантах, исходя из нужного режима и используемого оборудования. В производстве применяются специализированные устройства:
1. электрические печи для прокаливания, обладающие дополнительными опциями сушки. У современных модификаций есть микропроцессорный регулятор, способствующий программированию всего сварочного процесса. Максимальный предел температуры составляет 400°C. С учетом постепенного регулирования, уровень загрузки составляет до 160 кг, а уровень наибольшей мощности равен 8,5 кВт (у некоторых моделей она равна 3 кВт с подсоединением к 3-х фазной сети 380 В). У этих печей предусмотрена работа в стационарном режиме и высокий уровень теплоизоляции. Благодаря наличию тепловых экранов происходит равномерное прогревание электродов;.
У этих печей предусмотрена работа в стационарном режиме и высокий уровень теплоизоляции. Благодаря наличию тепловых экранов происходит равномерное прогревание электродов;.
2. электрическая печь с термометром со средним диапазоном работы 100-400°C. Такие электропечи имеют компактные размеры, поэтому их можно транспортировать самостоятельно. Работа устройств основана на применении ТЭНов с автоматическим управлением. Печи могут подсоединяться к сети 220 Вольт. Их мощность зависит от выбранной модели, варьируется в пределах 1-3 кВт, максимальное количество загружаемых электродов может составлять 50 кг;
3. термопеналы для сушки. Оборудование представляет собой герметичную емкость с теплоизоляцией, которую применяют для хранения присадочного сырья. Компактные параметры термопеналов позволяют сварщику их легко устанавливать на рабочем месте. Основным отличием оборудования считается способность подогрева присадочных материалов от трансформаторной энергии или от сети 220 Вольт. Максимальный уровень их нагрузки равен 10 кг;
Максимальный уровень их нагрузки равен 10 кг;
4. пеналы термосы схожи с термопеналами, но они способны без подогревания сохранять внутреннюю температуру. Для оборудования характерным является долгое остывание.
Температура и режим прокалки сварочных электродов
Для получения качественных результатов, нужно знать о процессе прокаливания электродов. По мнению специалистов, длительность процедуры не должна превышать 2 часа. При выполнении сварочных работ нужно пользоваться сухим материалом, поэтому электроды предварительно помещаются в пенале, где поддерживается заданные температурные условия.
Для каждой марки присадочных материалов предназначен определенный режим, поэтому у сварщика должно быть в наличии универсальное устройство с плавным температурным регулированием. Независимо от имеющегося запаса времени для прокалки, не желательно превышать указанные лимиты. Не следует прокаливать несколько раз одни и те же материалы.
Следует обратить внимание на запрет применения пламенных печей, так как средний диапазон температур для процедуры варьируется в пределах 180-400°C.
Перед сушкой сварочных электродов, нужно взвесить присадочные материалы, так как минимальный уровень загрузки печи равен 10 кг, а максимальный – 40 кг. Затем проводятся следующие процедуры:
- загрузка электродов в печь с плотным закрытием крышки;
- регулировка температуры в соответствии с параметрами, указанными для просушки;
- продержать определенное время;
- выключить, подождать остывания с печью, чтобы избежать резких температурных перепадов. Достаточно будет подождать до температуры 100-150°C.
Выбор
Прокалка присадочного материала является важной деталью технологии, на которую надо обращать внимание во время производства. Может задаваться разная температура прокаливания в зависимости от типа электродов, указывается на упаковке материала.
как выбрать, технические характеристики, правила использования
Поскольку новички часто сталкиваются с вопросом, как прокалить электроды в домашних условиях, мы подготовили для вас пошаговый обзор. Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Чтобы электроды оставались пригодными к использованию, их хранят в герметичной упаковке. Если же производитель не придерживается правил хранения, транспортировки, а реализатор вовсе не знал о правилах хранения проводников, вы сталкиваетесь с отсыревшим расходным материалом. Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Как просушить электроды в домашних условиях? Технология выполнения работы.
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Содержание статьи
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
[Всего голосов: 1 Средний: 1/5]
svarkaed.ru
Сушка электродов — печь, пенали другие способы
Обмазка электрода имеет пористую структуру и работает как губка, натягивая влагу. Чтобы этого избежать нынешние производители упаковывают электроды в герметичную полиэтиленовую упаковку. Но при длительном хранении электроды все равно отсыревают. Чтобы привести их в рабочее состояние используется печь для сушки электродов. На упаковке, кроме основных характеристик, указывается температура и время просушки (прокалки). Звучит это примерно так: допустимое содержание влаги покрытия перед использованием не более 0,7%. В случае превышения этой нормы требуется электроды прокалить при t 120-160 градусов в течение 1 часа.
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности.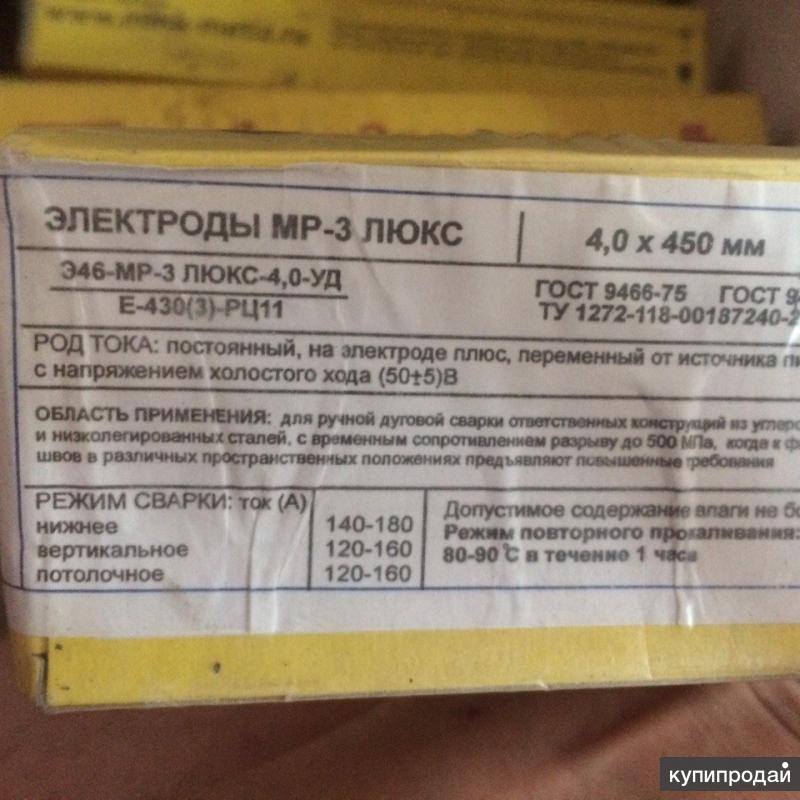 Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Как производится сушка
Для разных электродов температура и время выдержки разные, поэтому прежде чем приступить к сушке внимательно изучите упаковку. Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики. Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
Для этого разработаны специальные приспособления:
- печь;
- шкаф;
- пенал.
Кроме этого, существуют «народные» способы – как сушить электроды без применения специального оборудования. Прокалку и просушку рекомендуют проводить не более 3 раз.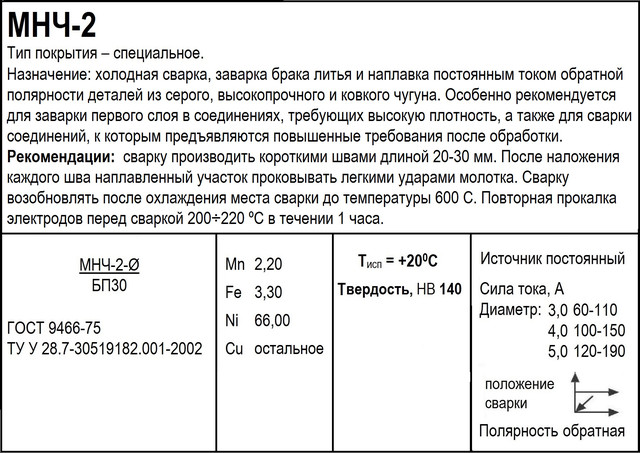 Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Стационарные печи для сушки электродов
В стационарных условиях используют электронагревательную печь. Это металлический шкаф со специальными лотками под электроды. Для поддержания заданной температуры все стенки в нем отделаны теплоизолирующими материалами. Она снабжена термостатом средних температур в пределах 60 – 500 градусов для того, чтобы проводить сушку в строгом соответствии с требованиями производителя. Это гарантирует равномерный нагрев и сохранение температуры на протяжении всего процесса. В зависимости от размеров и количества лотков, печь может быть рассчитана на одновременную загрузку партий весом от 10 до 250 кг.
Процесс сушки очень прост – электроды помещаются внутрь печи на требуемое время. Температура нагрева регулируется и поддерживается автоматически. В новых моделях имеется таймер, который через строго указанное время отключит печь. За счет термоизоляции процесс остывания происходит равномерно. После этого электроды уже готовы к использованию.
После этого электроды уже готовы к использованию.
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Как сушить электроды в домашних условиях
Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов, структура при этом никоим образом не меняется. Чтобы высушить электроды не нужно владеть особыми навыками или знаниями. Достаточно посмотреть на упаковке температуру и время проведения процесса. В среднем советуется проводить процедуру при температуре 220 – 250 градусов в течение 1,5 – 2 часов.
Для этого можно воспользоваться любым нагревательным прибором, который у вас есть дома. Отлично подойдет электродуховка или газовая духовка. Электродуховка более пригодна для сушки, чем газовая, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить прогрев на открытом огне. Качество такого способа ни сравнится с результатом, используя профессиональный шкаф или пенал.
В данной ситуации самым неправильным решением будет совсем не прокаливать электроды. Это приведет к увеличенному расходу материалов, некачественному шву, и потери времени, а в худшем варианте переделке всей работы.
Поделись с друзьями
0
0
1
0
svarkalegko.com
Как просушить электроды. Способы прокалки и сушки электродов
Как просушить электроды
Содержание статьи
Повышенная влажность способна значительно навредить работоспособности электродов и сделать невозможным создание герметичных соединений при ручной сварке. Выходом является прокалка электродов, которая позволит созданным соединениям работать даже под давлением.
Вопрос – как просушить электроды решается различными путями. На сегодняшнее время существуют специальные приспособления для этих целей, например термопенал ТП 10/150 и ТП-5/150. Преимущества применения термопеналов очевидны, поскольку сушка электродов в них происходит равномерно и быстро, что значительно влияет на качество сварки.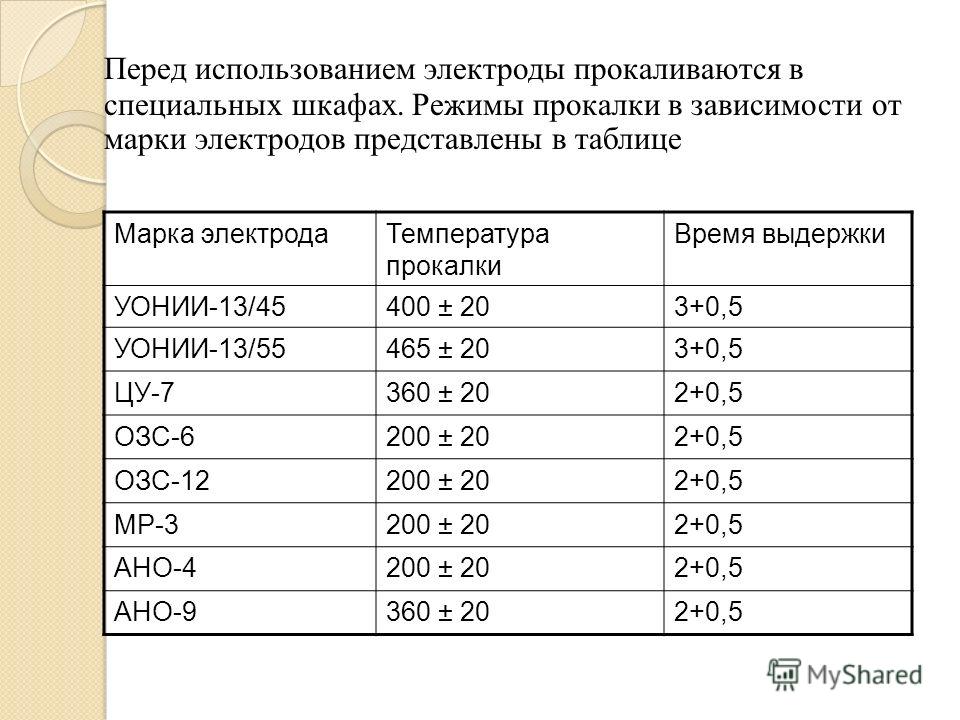
Как просушить электроды
Следует иметь в виду, что если электрод уже слишком сильно пострадал от влаги, то резко сушить его с помощью высоких температур запрещено: вода даст налёт известняка и пузыри от закипания. Рекомендуется выдержать электрод не менее двух часов в температуре меньше 100 градусов, после чего можно повысить её.
Важно, чтобы размещение в более низкую температуру, осуществлялось вместе с сушильной печью. Вред может принести и слишком резкое вынимание высушенных электродов на воздух.
Сушку электродов в домашних условиях можно осуществить на обычном радиаторе отопления: горячая батарея может всего за двое суток сделать электроды пригодными для сварки. Простым способом является и сушка электродов в домашнем духовом шкафу.
Однако если предполагаемая сварка не является бытовой и требует особо серьёзного подхода, то необходимо воспользоваться специальной сушащей электропечью. Рабочий диапазон таких печей позволяет производить сушку и прокаливание электродов для сварки до 400 градусов.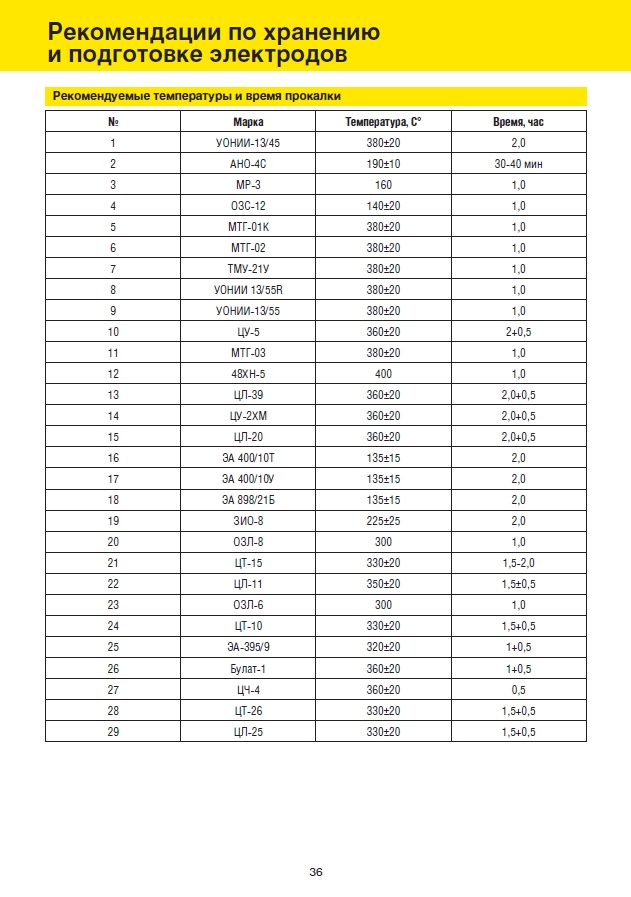 Ознакомиться с подобным оборудованием, можно перейдя по ссылке https://m-stroykomplekt.ru/.
Ознакомиться с подобным оборудованием, можно перейдя по ссылке https://m-stroykomplekt.ru/.
При этом важно знать то, что прокаливание может принести пользу только без злоупотреблений: его нельзя производить более двух раз.
Как хранить электроды
Для правильного хранения электродов, запрещено выбирать места с повышенной влажностью, а также использовать негерметичные упаковки. Следует знать, что если вследствие нарушения правил хранения, из электрода выделяется вода, то даже их прокалка может не помочь в достижении качественных результатов при ручной сварке.
Как видно, сушка и прокалка электродов могут осуществляться различными способами, но самым универсальным и экономичным вариантом будет приобретение термопенала. Такое устройство достаточно компактно и без труда перемещается при необходимости. Пенал хранит электроды в условиях до 150 градусов и защищает их от возможных вредных воздействий окружающей среды.
Оценить статью и поделиться ссылкой:
samastroyka. ru
ru
Сколько можно хранить после прокалки?
Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.
Читать также: Как заменить штекер на наушниках без паяльника
Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Оптимальный режим указан на упаковке электродов.
Сушка электродов в домашних условиях своими руками
Сушка электродов в домашних условиях
Содержание статьи
Любой более менее толковый сварщик знает, насколько важна сушка электродов и их прокалка. Отсыревшими электродами не получиться нормально варить, они прилипают к металлу, швы получаются неровными, а о герметичности трубопровода придётся забыть.
Именно по этой причине, очень важно чтобы электроды оставались всегда сухими, неважно в какое время года и в каком месте их хранения. Ну а о том, как просушить электроды и какие для этого способы наиболее всего подходят, можно прочесть ниже.
Сушка электродов
На сегодняшнее время существуют различные способы сушки электродов, как на специальном оборудовании, предназначенном именно для этих целей, так и в домашних условиях. В заводских условиях, просушка электродов производится в специальных печах, ну а если необходимо просушить электроды дома, то вполне подойдет для этих целей обычные духовка.
Тем не менее, при сушке электродов есть свои специфические факторы, которые не следует упускать из виду.
Заводское оборудование для прокалки и сушки электродов
Как было сказано выше, сушка электродов производится различными способами. На заводах для этого используются:
Специальные печи — сушка электродов в них происходит при температуре до + 400 градусов. Основными элементами нагрева являются тэны, а за температурой следит самая простая автоматика.
Электропечи для сушки и прокалки электродов — оборудованы уже сложным микропроцессорным программатором. В качестве элементов нагрева выступают тепловые экраны, поэтому прокалка и сушка электродов выполняется более равномерно и качественно.
Термопенал для сушки электродов — выглядит как герметично закупоренный металлический короб, внутри которого располагаются нагревательные элементы, работающие от сети 220 Вольт. Что немаловажно, просушка электродов в термопеналах происходит быстро, кроме этого, термопенал может работать и от сварочного аппарата, что очень удобно.
Сушка электродов в домашних условиях
Сушка электродов в домашних условиях производится в духовом шкафу при температуре не менее 250 градусов с плюсом. При этом стоит знать, что для прокалки электродов абсолютно не подходит открытый огонь, а количество прокалки электродов ограничено — тремя.
Время сушки электродов в домашних условиях приблизительно два часа. При этом очень важно чтобы температура в духовом шкафу не поднималась выше 250-300 градусов. Для этого потребуется использовать духовку с автоматическим регулятором температуры.
Следует также знать и то, что сушка электродов абсолютно не нужна, если они изготовлены на основе низколегированных материалов и тем более, если электроды всё время хранились в запечатанном виде, то есть в герметично закрытой упаковке.
Поэтому, чтобы не возникало необходимости в просушке электродов в домашних условиях, очень важно выдержать правильное хранение электродов, когда они не используются. Это будет самым верным залогом того, что электроды не отсыреют и не испортятся, а сварочные работы будут выполнены максимально качественно.
Оценить статью и поделиться ссылкой:
samastroyka.ru
Печи для прокалки электродов – популярные модели
Электронагревательные печи ЭПСЭ предназначаются для прокаливания и просушки сварочных электродов при температурах от 100 до 400 градусов по Цельсию. Последние модели печей оборудованы электронными блоками управления с цифровыми индикаторами, которые позволяют отслеживать оставшееся время прокалки (сушки) и текущую температуру.
Повышенный эксплуатационный ресурс, достигнут благодаря применению трубчатых электронагревателей (ТЭН) вместо нихромовой проволоки, которые обладают большим сроком службы и при ремонте легко меняются.
ЭПСЭ-10/400
Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Модель оснащена блоком управления с терморегулятором для настройки параметров.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 720 мм. х 265 мм.
- Время разогрева до номинальной температуры с полной загрузкой – 100 мин.
ЭПСЭ-50/400
Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 50 кг.
- Вес – 40 кг.
- Напряжение – 220 В.
- Мощность – 250 Вт/ч.
- Габариты – 605 мм. х 470 мм. х 680 мм.
ПСПЭ-10/400
ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 710 мм. х 305 мм.
Видео
СШО 3,2.3,2.5/4,0
СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
Основные технические характеристики:
- Масса загружаемых электродов – максимум 90 кг.
- Вес – 80 кг.
- Напряжение – 220 или 380 В.
- Мощность – 600 Вт/ч.
- Габариты – 765 мм. х 640 мм. х 850 мм.
HydroGuard Bench 240
HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
Основные технические характеристики:
- Масса загружаемых электродов – 159 кг.
- Напряжение – 240/480 В.
- Два нагревательных элемента суммарной мощностью 1000 Вт.
Радуга-34
Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.
Основные технические характеристики:
- Масса загружаемых электродов – 2 тонны электродов диаметром 4 мм. за 7 часов работы.
- Габариты печи – 27000 мм. х 920 мм. х 1200 мм.
- Длина нагревательной камеры, ориентировочно – 25500 мм.
- Количество управляемых зон нагрева – 12 ( 6 – сверху, 6 – снизу).
- Максимальная температура нагрева изделия – 450 °С.
- Каждая зона нагрева имеет щелевидную трубу для удаления влаги.
- Ширина туннеля нагревательной камеры – 540 мм.
- Максимальная потребляемая мощность – 23500 Вт.
- Средняя потребляемая мощность – 6000 Вт.
- Тип конвейера составной (тефлоновая лента + сетка).
[ads-pc-3][ads-mob-3]
Сушка электродов — Все о сварке
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
 Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродовТехнология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта – достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки – процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
home.nov.ru
Сушка и прокалка электродов для ручной сварки
Если вы сварщик, то обязательно время от времени сталкиваетесь с проблемой залипания и трудностями с поджигом, когда электрод трещит, а дугу удается поджечь с 10-того раза. Всегда причина этого неприятного явления, препятствующего добросовестному выполнению сварочных работ, — это сырость. В цехе, гараже, мастерской приходится сталкиваться с влажным холодным воздухом. От этого негативного фактора никуда не денешься – электроды перестают быть работоспособными.Конечно, так или иначе, с помощью «красного словца» поджечь вы сможете любые электроды, даже сильно «насосавшие» влагу. Это при условии, что с них не скололась обмазка, а ваш инвертор имеет легкий старт. Качество шва будет неудовлетворительным, сварочная ванна получится «вспененная» из-за обильного наводораживания – сырость сильно влияет на развитие этого процесса. Но если работа не ответственная, выполняется для того, чтобы «лишь бы держалось», подойдут и влажные. Если же нужно получить герметичное соединение, которое будет работать под давлением, обязательно требуется прокалка электродов. Причем, сильно мокрые электроды нельзя сразу помещать на слишком высокую температуру, вода внутри просто закипит: проявится известковый налет и пузырьки от кипения. Пару часов подержите их при температуре ниже 100 градусов, потом можете ее повысить. Охлаждение производят вместе с печью. Не стоит вынимать и резко охлаждать электроды на воздухе.
От этого негативного фактора никуда не денешься – электроды перестают быть работоспособными.Конечно, так или иначе, с помощью «красного словца» поджечь вы сможете любые электроды, даже сильно «насосавшие» влагу. Это при условии, что с них не скололась обмазка, а ваш инвертор имеет легкий старт. Качество шва будет неудовлетворительным, сварочная ванна получится «вспененная» из-за обильного наводораживания – сырость сильно влияет на развитие этого процесса. Но если работа не ответственная, выполняется для того, чтобы «лишь бы держалось», подойдут и влажные. Если же нужно получить герметичное соединение, которое будет работать под давлением, обязательно требуется прокалка электродов. Причем, сильно мокрые электроды нельзя сразу помещать на слишком высокую температуру, вода внутри просто закипит: проявится известковый налет и пузырьки от кипения. Пару часов подержите их при температуре ниже 100 градусов, потом можете ее повысить. Охлаждение производят вместе с печью. Не стоит вынимать и резко охлаждать электроды на воздухе. В домашних условиях сушку зимой можно проводить на горячем радиаторе. Оставьте электродные прутки на батарее на пару дней — и этого вполне будет достаточно для бытовой сварки. Так же для прокаливания можно воспользоваться самой обычной кухонной духовкой.На приличном же объекте, где к сварочному процессу подходят серьезно и ответственно, устанавливают специальные электрическую печи для сушки. Есть производства, где без предварительного прокаливания нельзя получить допуск к работе. В печке, с рабочим интервалом температур от 100 до 400 градусов, можно провести эффективную сушку или прокаливание на более высокой температуре.Прокаливанием тоже увлекаться не стоит (более двух раз). Старайтесь закладывать в печь столько, сколько рассчитываете сжечь за один заход. Для хранения используйте сухие места и герметичные упаковки. Помните, если из-за нарушения условий хранения из электродов течет вода, после прокалки ждать хорошего шва уже не стоитДля личных нужд можете пользоваться батареей или духовкой, но если по -нормальному и без самодеятельности, в гараже не обойтись без электрического пенала.
В домашних условиях сушку зимой можно проводить на горячем радиаторе. Оставьте электродные прутки на батарее на пару дней — и этого вполне будет достаточно для бытовой сварки. Так же для прокаливания можно воспользоваться самой обычной кухонной духовкой.На приличном же объекте, где к сварочному процессу подходят серьезно и ответственно, устанавливают специальные электрическую печи для сушки. Есть производства, где без предварительного прокаливания нельзя получить допуск к работе. В печке, с рабочим интервалом температур от 100 до 400 градусов, можно провести эффективную сушку или прокаливание на более высокой температуре.Прокаливанием тоже увлекаться не стоит (более двух раз). Старайтесь закладывать в печь столько, сколько рассчитываете сжечь за один заход. Для хранения используйте сухие места и герметичные упаковки. Помните, если из-за нарушения условий хранения из электродов течет вода, после прокалки ждать хорошего шва уже не стоитДля личных нужд можете пользоваться батареей или духовкой, но если по -нормальному и без самодеятельности, в гараже не обойтись без электрического пенала. Стоит он дешевле, чем электрошкаф, удобен и занимает мало места. Так же он мобилен, его можно легко переносить в любое место. В термопенале электроды будут храниться при 100-150 градусов, он надежно защитит их от негативного влияния окружающей среды, и будет всегда под рукой
Стоит он дешевле, чем электрошкаф, удобен и занимает мало места. Так же он мобилен, его можно легко переносить в любое место. В термопенале электроды будут храниться при 100-150 градусов, он надежно защитит их от негативного влияния окружающей среды, и будет всегда под рукой
svarka-master.ru
Особенности покрытия электродов
Электроды с разным покрытием по-разному восприимчивы к влаге и окружающим факторам. Перед сваркой изделия могут нуждаться в прокаливании и сушке. Важно помнить правило, что электрод можно прокаливать не более двух раз, поэтому перед использованием необходимо брать небольшое количество изделий.
Читать также: Как напылить металл в домашних условиях
Наиболее устойчивы к воздействию влаги электроды с целлюлозным покрытием, они не нуждаются в прокаливании перед работой, если хранились правильно. Однако в качестве профилактических мер против возникновений трещин допустимо прокаливание при температуре около +70°С.
Более восприимчивы к влаге электроды с основным покрытием, поэтому их обязательно помещают в полиэтиленовую плёнку. После того, как электроды вынимают из упаковки, их помещают в нагревательную камеру и прокаливают при температуре +300-350 градусов Цельсия в течение часа. Если изделия подвергались воздействию воздуха более 2 часов, то они требуют закалки в течение 2-3 часов.
После того, как электроды вынимают из упаковки, их помещают в нагревательную камеру и прокаливают при температуре +300-350 градусов Цельсия в течение часа. Если изделия подвергались воздействию воздуха более 2 часов, то они требуют закалки в течение 2-3 часов.
Электроды с рутиловым покрытием, которые хранились в заводской упаковке, прокаливать не нужно. Если же изделия подверглись воздействию влаги, то рекомендуется прокалить их 2-3 часа при температуре 100-150 градусов.
Совет: если требуемой температуры достичь нет возможности, можно увеличить время прокалки.
Как правило, заводская упаковка изготовлена из пластика и алюминиевой фольги, что повышает защиту электродов. (рис. 4)
рис. 4.
И тут стоит заострить своё внимание! Если вы ещё не знаете где купить всё необходимое для сварки, то интернет–магазин «Энкор24» Ваш надёжный помощник. У нас низкие цены и огромный ассортимент сварочного оборудования и материалов: сварочные электроды, проволка, прутки, а также различные сварочные принадлежности. Низкие цены, гарантия качетва, доставка товаров по всей России. Наш сайт Enkor24.ru. Делай заказ в два клика — получай скидки! С уважением, инструментальная !
Низкие цены, гарантия качетва, доставка товаров по всей России. Наш сайт Enkor24.ru. Делай заказ в два клика — получай скидки! С уважением, инструментальная !
Как прокаливать сварочные электроды «УОНИ-13/55»
Продолжаем серию статей, посвящённых популярному сварочному электроду «УОНИ-13/55». Начнём с обзора статей на сайте, посвящённых этому расходному материалу.
Краткий обзор сайта
На сайте помещены следующие статьи, посвящённые сварочному электроду «УОНИ-13/55»:
В них вы найдёте много интересной и полезной информации:
- технические возможности сварочных электродов «УОНИ-13/55»;
- рекомендации о том, как этими электродами правильно производить сварку, в том числе деталей из нержавеющей стали;
- подробное описание конструкции этих расходных материалов.
Рекомендуем познакомиться с указанными статьями.
Покрытия сварочных электродов
Покрытия всех сварочных электродов (химический состав обмазки электродов «УОНИ-13/55» подробно рассмотрен в указанной выше статье) очень хорошо впитывают влагу (в том числе, из воздуха). После этого оно и, следовательно, электрод, в состав которого покрытие входит, теряют работоспособность (даже при сохранении приемлемого внешнего вида):
После этого оно и, следовательно, электрод, в состав которого покрытие входит, теряют работоспособность (даже при сохранении приемлемого внешнего вида):
- они перестают плавиться;
- сварочная дуга практически не горит или горит неравномерно;
- сварочный шов получается с наплавками и трещинами;
- покрытие электродов начинает разрушаться и отваливаться кусками.
Для приведения сварочных электродов в рабочее состояние, необходимо, до начала работы, из них удалить влагу. В этом случае проводится прокаливание. Вот об этом мы сегодня и расскажем, акцентировав ваше внимание на сварочных электродах «УОНИ-13/55». Начнём с условий хранения, так как от правильной организации этого процесса зависит очень многое. Неправильное хранение сварочных электродов может свести на «нет» все усилия по прокаливанию и не дать возможности выполнить качественный сварочный шов.
Контейнер для хранения электродов.
Условия хранения
Всем известным и общепринятым требованием является условие хранения сварочных электродов в специально предназначенных для этого складах. Помещения этих складов обязательно должны быть сухими, имеющими отопление в холодное время года. В них должны поддерживаться следующие условия:
Помещения этих складов обязательно должны быть сухими, имеющими отопление в холодное время года. В них должны поддерживаться следующие условия:
- температура воздуха Т ≥ 14 °С;
- постоянная относительная влажность воздуха φ ≤ 50 %.
Эти требования поддерживаются при помощи кондиционеров. Кроме того, часто складское помещение углубляется в землю и применяется качественная гидро- и теплоизоляция. В ряде случаев, строится специальная дренажная система в окружающей почве.
Температура прокалки сварочных электродов «УОНИ-13/55»
Главное назначение прокалки сварочных электродов — уменьшение количества влаги в их обмазке. О последствиях не выполнения этой операции мы рассказали выше.
Пример условий прокалки электродов на упаковке.
Каждая упаковка сварочных электродов («УОНИ-13/55» не являются исключением) должна быть снабжена «Инструкцией», в которой описывается режим прокаливания и технология проведения этой операции (температура, время и т. д.). Не соблюдение требований этого документа может привести к печальным последствиям. Если указанной «Инструкции» по каким-либо причинам у вас нет, то следует руководствоваться нашими рекомендациями.
д.). Не соблюдение требований этого документа может привести к печальным последствиям. Если указанной «Инструкции» по каким-либо причинам у вас нет, то следует руководствоваться нашими рекомендациями.
Прокаливание сварочных электродов «УОНИ-13/55» следует производить непосредственно перед их использованием. Эта операция обеспечит стабильное горение сварочной дуги и, следовательно, высокое качество сварного шва. После прокаливания электроды должны быть либо использованы, либо возвращены на специализированный склад. Если время от прокаливания до начала использования сварочных электродов «УОНИ-13/55» превысило 8 часов, то их, во избежание проблем, следует прокалить повторно. Заметим, что суммарная длительность повторных прокалок сварочных электродов «УОНИ-13/55» не должна превышать четырех часов и допускается лишь трехразовое прокаливание. После выполнения указанного количества операций, они становятся непригодными к использованию. Это требование остаётся справедливым, даже если внешне покрытие осталось неизменным.
Прокалка сварочных электродов «УОНИ-13/55У» производится при температуре Т = 250…300 °С в течение одного часа. Прокаливать электроды следует в специальной печи для прокалки электродов, поместив их в специальные коробки.
Печь для прокалки электродов.
Оборудование для прокалки
На производстве для прокалки электродов применяется специальное оборудование:
- простая печь для сушки электродов. Она позволяет загружать 10…50 кг;
- электрошкаф с опцией сушки и микропроцессорным программируемым регулятором. В него можно загрузить 50…160 кг;
- термопенал — термос. В него помещается всего 5…10 кг.
В домашних условиях можно использовать электрический духовой шкаф («духовку»). При температуре Т = 180…250 °С сварочные электроды «УОНИ-13/55У» следует прокаливать в течение двух часов. Однако следует учитывать, что качество прокалки будет невысоким. При использовании бытового духового шкафа, не оснащённого вентиляционной системой, следует учитывать, что в процессе сушки его необходимо проветривать. Иначе, произойдет накопление влаги, которое вызовет повреждение покрытия сварочного электрода.
Иначе, произойдет накопление влаги, которое вызовет повреждение покрытия сварочного электрода.
Как не ошибиться при выборе?
Переносные и стационарные – это два вида печей для прокалки электродов. Нечто похожее на огромный шкаф для сушки электродов – это стационарные печи. Они необходимы на больших предприятиях. Для личного пользования не подойдут.
И для гаража его габариты будут не практичны. Но есть другой вариант — это переносные печи. Другое его название «термопенал». Удобную ручку и небольшой размер — главные его преимущества.
Удобную ручку и небольшой размер — главные его преимущества.
Функции подобных печей очень разнообразны. Есть модели, которые специализируются только на сушке. Есть многофункциональные варианты: сушки совместно с прокалкой. Выбор можно сделать опираясь на собственные потребности.
Внешние и внутрение характкристики похожи у разных производителей. Зачастую печь похожа на стеллаж или небольшой шкаф с множеством выдвигающихся полок, в которые загружают стержни для сушки или прокалки.
Прокалка и сушка сварочных электродов перед сваркой
Прокалка электродов является термическим процессом обработки, который призван уменьшить количество влаги в их покрытии. Излишнее количество влаги приводит к тому, что электрод трудно поджигается, часто залипает и с него начинает обсыпаться покрытие. Все это приводит к ухудшению качества работы, поэтому, перед проведением операций нужно проверить имеющиеся расходные материалы и предварительно подготовить их.
Сушка и прокалка электродов во многом схожи, но при сушке используются менее высокие температуры и сам процесс происходит с постепенным нагревом. Иногда этот процесс используется перед прокалкой, если того требует технология.
Иногда этот процесс используется перед прокалкой, если того требует технология.
Термопенал для сушки сварочных электродов
Прокалку следует делать в таких случаях:
- После длительного хранения;
- При нахождении в местах с повышенной влажностью;
- После распаковки новой пачки, так как неизвестно, в каких условиях она хранилась и сколько там пробыла;
- При попадании влаги на электроды;
- Если во время работы обнаруживаются признаки содержания большого количества влаги.
Стоит сразу отметить, что прокалка электродов перед сваркой хоть и является важным процессом, без которого трудно будет достичь хороших результатов, но увлекаться этим не стоит. Ведь больше двух раз эту операцию не стоит выполнять, так как есть очень большой риск, что все покрытие отколется от стержня. Необходимо рассчитать нужное для работы количество и просушить, чтобы после окончания операций их остался минимум. В следующий раз просушенные повторно электроды нужно использовать в первую очередь.
Сушка электродов для сварки может еще понадобиться для того, чтобы поднять температуру расходных материалов перед работой. Далеко не все из них можно сразу пускать в дело, предварительно не разогрев, так как слишком высокий перепад температур может навредить сварочной ванне, и в итоге получится некачественный шов. Это также необходимо при создании герметичного соединения, которое производится под давлением. Тогда требуется постепенный разогрев, чтобы не только выпарить всю влагу, но и сделать так, чтобы она не закипела в это время, так как потом образуется известняковый налет.
Виды оборудования
Сушка и прокалка сварочных электродов может производиться несколькими способами, в зависимости от требуемого режима и имеющегося оборудования. Для промышленной сферы используются специализированные виды техники, такие как:
- Электропечь, которая оснащается термометром. Средний рабочий диапазон такого оборудования составляет 100-400 градусов Цельсия. Это достаточно компактные виды техники, так что их можно даже переносить самостоятельно. Принцип работы основан на ТЭНах, которые управляются автоматически. Такая печь может включаться в стандартную сеть 220 В. Мощность зависит от модели и составляет от 1 до 3 кВт. Максимальная загрузка электродами составляет до 50 кг.
- Электропечи для прокалки, которые имеют дополнительные функции сушки. Современные модели имеют микропроцессорный регулятор, который помогает программировать весь процесс. Техника обладает высокой теплоизоляцией и работает в стационарном режиме. В пределах рабочего объема электроды прогреваются равномерно за счет наличия тепловых экранов. Максимальная температура достигает 400 градусов Цельсия, с учетом плавной регулировки, загруженность идет до 160 кг, а максимальная мощность составляет 8,5 кВт, хотя на некоторых моделях этот показатель равен 3 кВт. Здесь уже потребуется для подключения трехфазная сеть на 380 В.
- Термопеналы – данное оборудование используется для сушки. Это теплоизолированная герметичная тара, которая может использоваться для хранения расходных материалов. Благодаря своей компактности она может располагаться на рабочем месте сварщика. Главной ее особенностью является возможность подогревать электроды непосредственно от энергии трансформатора, или при стандартном подключении к сети 220 В. Максимальна загрузка термопеналов составляет 10 кг.
- Пеналы-термосы – во многом напоминают термопеналы, но они могут сохранять температуру внутри и без подогрева. Для них характерно длительное остывание, так что температура со 150 градусов Цельсия до 80 будет опускаться в течение 4 часов, а до 18 градусов – 10-ти часов.
 Принцип работы основан на ТЭНах, которые управляются автоматически. Такая печь может включаться в стандартную сеть 220 В. Мощность зависит от модели и составляет от 1 до 3 кВт. Максимальная загрузка электродами составляет до 50 кг.
Принцип работы основан на ТЭНах, которые управляются автоматически. Такая печь может включаться в стандартную сеть 220 В. Мощность зависит от модели и составляет от 1 до 3 кВт. Максимальная загрузка электродами составляет до 50 кг. Благодаря своей компактности она может располагаться на рабочем месте сварщика. Главной ее особенностью является возможность подогревать электроды непосредственно от энергии трансформатора, или при стандартном подключении к сети 220 В. Максимальна загрузка термопеналов составляет 10 кг.
Благодаря своей компактности она может располагаться на рабочем месте сварщика. Главной ее особенностью является возможность подогревать электроды непосредственно от энергии трансформатора, или при стандартном подключении к сети 220 В. Максимальна загрузка термопеналов составляет 10 кг.Электропечь для прокалки сварочных электродов
Инструкция прокалки
Чтобы результат был качественным, требуется знать как прокалить электроды. В первую очередь специалисты отмечают, что сам процесс не должен занимать более двух часов. Для этого процесса нужно использовать только сухие электроды, так что их предварительно помещают в пенал, поддерживающий заданную температуру.
Для каждого типа электродов требуется свой режим, поэтому, желательно иметь универсальное оборудование с плавной настройкой температуры. Несмотря на то, что в данных зачастую дается запас времени на прокаливание, превышать заданные лимиты не стоит. Нельзя производить эту операцию для одних и тех же электродов более двух раз.
Несмотря на то, что в данных зачастую дается запас времени на прокаливание, превышать заданные лимиты не стоит. Нельзя производить эту операцию для одних и тех же электродов более двух раз.
«Обратите внимание! Нельзя использовать пламенные печи.» Средняя температура для этой операции составляет от 180 до 400 градусов Цельсия.
Инструкция сушки
Перед тем как высушить электроды для сварки, их требуется взвесить. Ведь загрузка печи, в среднем, составляет минимум 10 кг, а максимум – 40 кг. После этого следует провести такие операции:
- Загрузить электроды внутрь;
- Плотно закрыть крышку;
- Отрегулировать температуру согласно заданным для просушки параметрам;
- Засечь или выставить время, которое должен длиться данный процесс;
- Выдержать весь период;
- Выключить и дать остыть вместе с печью, чтобы не было резкого перепада температуры.
«Обратите внимание! Достаточно, чтобы все остыло до 100-150 градусов Цельсия.
 »
»Вывод
Прокаливание электродов является очень важным технологическим моментом, на который во время производства нужно обращать особое внимание. Температура прокалки электродов всегда задается различной для каждого типа расходных материалов и указывается на упаковке.
Прокалка электродов
Замена электродов, обеспечивающих более высокую прочность металла шва, на электроды, гарантирующие меньшую прочность этого металла, не допускается без согласования с проектной организацией. Однако во всех случаях нельзя заменять электроды с фтористо-кальциевыми покрытиями (основного типа) Э42А-Ф—Э55-Ф электродами с рудно-кислыми или рутиловыми покрытиями (кислого типа) Э42-Т—Э46-Т. Электроды с фтористо-кальциевыми покрытиями типов Э42А-Ф—Э55-Ф можно использовать лишь для сварки при предельно короткой дуге. При длительном (более 3 месяцев) хранении на складе или хранении более 5 суток на месте производства работ электроды следует подвергать прокалке в электрическом шкафу даже при отсутствии визуально заметной влажности покрытия. Прокалка электродов в пламенных печах не допускается.
Прокалка электродов в пламенных печах не допускается.
Прокладку электродов типа Э42-Т следует производить при температуре 180°С в течение 1 ч, а электродов типа Э42А-Ф—Э55-Ф при температуре 400—450°С — в течение 1—2 ч.
При обнаружении влажности покрытия или большой пористости швов такая прокалка электродов обязательна вне зависимости от срока хранения электродов.
При хранении на месте производства работ электроды должны находиться в водонепроницаемых закрывающихся коробках, которые не должны оставаться на рабочем месте по окончании рабочей смены.
Прокалку электродов следует проводить в электрической печи. Рекомендуется изготовлять электрические печи мощностью около 10 кет на напряжение до 36 в.
Электроды диаметром до 4 мм рекомендуется применять для сварки в потолочном положении, а диаметром до 5 мм — для сварки в вертикальном положении.
Для полуавтоматической ванной сварки под флюсом следует применять стальную сварочную проволоку по ГОСТ:
для соединения вертикальных стержней диаметрами 36 и 40 мм из стали класса А-II — проволоку Св-08 и Св-08А диаметром 2,5 мм или проволоку Св-08ГА диаметром 2 мм;
для соединения горизонтальных стержней диаметрами 36 и 40 мм из стали класса А-III — проволоку Св-08ГА диаметром 2 мм;
в других не оговоренных выше случаях — проволоку Св-08 или Св-08А диаметром 2 и 2,5 мм (при использовании графитовых форм применение сварочной проволоки диаметром 2,5 мм не допускается).
Примечание. При отсутствии проволоки марок Св-08 и Св-08А допускается применять сварочную проволоку Св-08ГА диаметром 2 мм при сварке стержней из стали классов А-II и А-III .
Для полуавтоматической дуговой сварки многослойными швами на стальной скобе—накладке стыковых соединений арматурных стержней классов A-I и А-III следует применять голую проволоку марки ЭП-245.
Поверхность сварочной проволоки должна быть свободна от заусенцев, а сама проволока — от резких переломов или перегибов; допускается наличие тонкого слоя окисной пленки, не перешедшей в ржавчину.
Проволоку следует наматывать на катушки; такую намотку и механическую очистку проволоки рекомендуется выполнять на специальных намоточных станках.
Бухты проволоки, имеющие чистую поверхность, можно использовать без перемотки на катушки. В этом случае следует применять размоточный барабан и устанавливать на подающем механизме войлок для снятия с проволоки смазки.
Для полуавтоматической ванной дуговой сварки соединений арматурных стержней из стали классов A-I—А-III следует применять флюсы марок АН-8, АН-14, АН-22, ФН-7 или АН-348А.
Для автоматической сварки тавровых соединений элементов закладных деталей должен применяться флюс марки АН-348А.
Примечания:
1. Флюс перед его употреблением следует прокаливать при температуре 250—300°С в течение 2 ч, слой флюса при прокалке не должен превышать 45—50 мм.
2. Флюс, оставшийся после сварки нерасплавленным, может быть употреблен повторно. Для этого его следует просеять, отделив шлаковую корку; целесообразно использовать также и шлаковую корку, добавляя ее после размола к флюсу в количестве до 50% (по объему). Размеры зерен флюсовой смеси должны находиться в пределах 0,5—2,5 мм.
Хранение и повторная сушка электродов / Блог RodOvens.com
Эта запись была опубликована 28 марта 2015 г. автором admin.
Электроды для дуговой сварки защищенным металлом (SMAW) должны храниться надлежащим образом, чтобы
качественные сварные швы. Когда электроды поглощают влагу из атмосферы, они
должны быть высушены, чтобы восстановить способность наплавки качественных сварных швов. Электроды
слишком много влаги может привести к растрескиванию или пористости. Эксплуатационные характеристики
также могут быть затронуты.Если вы испытали необъяснимое растрескивание сварного шва
проблемы, или, если характеристики дуги электрода могли ухудшиться, это может быть
из-за ваших методов хранения или повторной сушки.
Электроды
слишком много влаги может привести к растрескиванию или пористости. Эксплуатационные характеристики
также могут быть затронуты.Если вы испытали необъяснимое растрескивание сварного шва
проблемы, или, если характеристики дуги электрода могли ухудшиться, это может быть
из-за ваших методов хранения или повторной сушки.
Для правильной работы все электроды должны быть высушены до нужного уровня. Даже небольшой количество влаги в электродах с низким содержанием водорода может привести к серьезным проблемам со сваркой такие как внутренняя пористость, растрескивание сварного шва или плохие рабочие характеристики. Мы рассмотрим три различных типа электродов:
1.Электроды с низким содержанием водорода
Хранение и пределы воздействия
Электроды SMAW с покрытием с низким содержанием водорода, например E7018 и E8018-C3, должны быть
хранить в очень сухом состоянии, так как может легко произойти водородное растрескивание, особенно в
стали с пределом текучести 80 000 фунтов на квадратный дюйм и выше. Чтобы сохранить эти электроды
сохнуть во время хранения и предотвратить дефекты сварки,
вот несколько предложений:
Чтобы сохранить эти электроды
сохнуть во время хранения и предотвратить дефекты сварки,
вот несколько предложений:
Купить эти электроды в герметично закрытых контейнерах, которые обеспечивают отличную защиту от поглощения влаги.
До не открывайте герметично закрытые емкости, пока электрод не понадобится для использовать.
Когда банки открыты, следует поставить электроды, которые не будут использоваться сразу в шкафу при температуре от 250 до 300 градусов (120 — 150 градусов C).
- Электроды должны поставляться сварщикам в количествах, которые могут быть израсходованы в установленные сроки которые зависят от типа электрода и уровня прочности.Например, стандартный Электроды E7018 можно безопасно выдерживать в атмосфере в течение 4 часов, тогда как стандартные электроды E11018 ограничены временем работы всего ½ часа.
Повторная сушка
Когда
герметичная пломба сломана (либо намеренно, например, когда банка открыта,
или случайно, как при проколе банки) банка электродов SMAW с низким содержанием водорода
необходимо пересушить. Когда электроды находились в атмосфере в течение периода
Через несколько дней электрод можно повторно высушить.Следующие процедуры повторной сушки
Следует использовать:
Когда электроды находились в атмосфере в течение периода
Через несколько дней электрод можно повторно высушить.Следующие процедуры повторной сушки
Следует использовать:
- К После повторной сушки электроды следует вынуть из банки и поместить в подходящую печь. Электроды следует разложить в духовке так, чтобы все электроды доходили до температура сушки. Банку с электродами нельзя ставить в духовку; то картонные вкладыши могут обугливаться, и температура электродов не будет равномерной.
- Когда электроды изначально помещаются в духовку, температура не должна быть более половины температуры повторной сушки.Электроды следует держать на при этой температуре в течение ½ часа перед нагреванием электрода до конечной температуры.
- Для
электроды из низкоуглеродистой стали с низким содержанием водорода, соответствующие требованиям AWS A5.1 (например, E7018), последний
Температура повторной сушки обычно составляет 500-800 градусов по Фаренгейту. Для низколегированных электродов. согласно AWS A5.5, окончательная температура повторной сушки должна быть 700-800 градусов
F. Следует соблюдать рекомендации производителя.
- Один час при указанной конечной температуре является удовлетворительным.Не сушите электроды при более высокие температуры. Кроме того, несколько часов при более низкой температуре не эквивалентны. к использованию указанных требований. Влага химически связывается (впитывается) к покрытию электрода, и эти химические связи должны быть разорваны надлежащим образом. температуру в течение надлежащего времени, иначе электрод может быть поврежден.
- Любой электрод следует выбросить, если из-за чрезмерного повторного высыхания покрытие станет хрупкие и отслаиваются или отламываются во время сварки.Или утилизируйте электрод, если имеется заметная разница в характеристиках обращения или дуги, например, недостаточная сила дуги.
 согласно AWS A5.5, окончательная температура повторной сушки должна быть 700-800 градусов
F. Следует соблюдать рекомендации производителя.
согласно AWS A5.5, окончательная температура повторной сушки должна быть 700-800 градусов
F. Следует соблюдать рекомендации производителя.2. Электроды из аустенитной нержавеющей стали
Хранение и пределы воздействия
Аустенитный
Нержавеющая сталь для SMAW должна быть сухой. Обычно первая проблема, которая
быть замеченным при сварке такими электродами, которые были загрязнены
влага будет пористостью сварного шва.Другие эксплуатационные характеристики также могут быть
затронутый. Чтобы электроды оставались сухими во время хранения, вот несколько советов:
Обычно первая проблема, которая
быть замеченным при сварке такими электродами, которые были загрязнены
влага будет пористостью сварного шва.Другие эксплуатационные характеристики также могут быть
затронутый. Чтобы электроды оставались сухими во время хранения, вот несколько советов:
3. Электроды с низким содержанием водорода
Хранение и пределы воздействия
SMAW электроды, такие как E6010 и E7014, содержат немало водорода, но все же это важно чтобы эти электроды также хранились надлежащим образом. В отличие от электродов с низким содержанием водорода которые всегда должны быть сухими, некоторые электроды с низким содержанием водорода нуждаются в влага в покрытиях для правильной работы.Если эти электроды слишком сухие, они могут работать неправильно. Альтернативный вариант — слишком влажные электроды может вызвать другие проблемы. Необходимо соблюдать следующие процедуры:
Магазин эти электроды с низким содержанием водорода из свежеоткрытых емкостей в нагретых шкафы на 100 градусов — 120 градусов F (40-50 градусов C).
До не используйте более высокие температуры, особенно для электродов из «Fast Freeze» группа, которая включает Lincoln Shield-Arc® и некоторые типы Fleetweld® электроды.

Повторная сушка
Следить
эти простые методы хранения, выдержки и повторной сушки для обеспечения максимальной
качественные сварные швы, а также лучшие эксплуатационные характеристики от вашего SMAW
электроды.
Перепечатано от Lincolnelectric.com
Вариант использования электродов с низким содержанием водорода
Обладая универсальностью, простотой использования и способностью снижать вредную диффузию водорода в наплавленном шве, электрод с низким содержанием водорода является разумным выбором.
Автор: Лиза Байалл, менеджер отдела промышленных товаров Lincoln Electric Co., Кливленд, Огайо.
Перепечатано с разрешения: The Welding Journal
В то время как механизированная сварка рассматривается как будущее для ряда применений, дуговая сварка защищенным металлическим электродом (SMAW) в сочетании с электродами с низким содержанием водорода часто может оказаться лучшим выбором. Электроды с низким содержанием водорода — логичный выбор для множества сварочных работ. Ниже мы рассмотрим, что такое электроды с низким содержанием водорода и почему они так хорошо работают.
Электроды с низким содержанием водорода — логичный выбор для множества сварочных работ. Ниже мы рассмотрим, что такое электроды с низким содержанием водорода и почему они так хорошо работают.
Покрытие с низким содержанием влаги = Контроль водорода
Во время сварки дуга и возникающее в результате тепло выделяют водород из влаги в покрытии, окружающей атмосфере, а также из веществ на основном материале, среди других источников.Конечно, влага временами — это хорошо — без нее невозможно формование и выдавливание. Но иногда хорошего бывает слишком много. Меньшее количество влаги в покрытии электрода снижает возможность осаждения диффундирующего водорода в металл сварного шва, что может привести к разрушению сварного шва из-за водородного растрескивания, также известного как водородное охрупчивание или холодное растрескивание.
Электроды с низким содержанием водорода, как можно проще определить, — это расходные материалы для SMAW, которые содержат менее 0. Влажность покрытия 6% — по сравнению с влажностью от 4 до 6% в традиционных покрытиях электрода из целлюлозы.
Влажность покрытия 6% — по сравнению с влажностью от 4 до 6% в традиционных покрытиях электрода из целлюлозы.
AWS A5.1 / A5.1M: 2012, Технические условия для электродов из углеродистой стали для дуговой сварки экранированного металла, заявляет, что электроды с низким содержанием водорода должны иметь уровень влажности покрытия менее 0,6% при испытании при 1800 ° F, но во многих случаях — водородные электроды имеют гораздо более низкий уровень влажности. Более низкие уровни влажности соответствуют относительно более низким уровням диффузионного водорода в наплавленном металле сварного шва.
Типичные классификации AWS для электродов SMAW включают EXX15-x, EXX16-x, EXXX18-x и Exx28-x.Уровни диффузионного водорода, измеряемые в максимальных миллилитрах водорода на 100 г наплавленного металла, часто указываются в качестве необязательных дополнительных обозначений в конце классификации AWS для электрода. Например, электрод с низким содержанием водорода может быть протестирован в соответствии со спецификацией A5. 1 как имеющий размер не более 8 мл / 100 г. Следовательно, электрод будет иметь обозначение H8. Электроды с низким содержанием водорода обычно имеют размер 16 мл / 100 г или меньше, с обычными обозначениями H8 и h5. Пример полной классификации AWS — E7018 h5.
1 как имеющий размер не более 8 мл / 100 г. Следовательно, электрод будет иметь обозначение H8. Электроды с низким содержанием водорода обычно имеют размер 16 мл / 100 г или меньше, с обычными обозначениями H8 и h5. Пример полной классификации AWS — E7018 h5.
Некоторые электроды с низким содержанием водорода производятся со специальными влагостойкими покрытиями. Эти электроды можно идентифицировать по добавлению буквы «R» к их классификационному номеру. AWS определяет инструкции по испытанию электродов, имеющих это обозначение. Электроды с низким содержанием водорода, имеющие обозначение «R», обычно демонстрируют увеличенный срок хранения и время выдержки в помещении с воздухом, а также повышенную стойкость к дефектам сварки, таким как пористость и растрескивание, вызванное водородом.
Как правило, время воздействия комнатного воздуха для электродов с низким содержанием водорода ограничено примерно четырьмя часами, в то время как электроды с обозначением «R» потенциально могут подвергаться воздействию в течение всей рабочей смены, до девяти часов.
Существует предел того, как долго электроды с низким содержанием водорода могут находиться в помещении с воздухом, прежде чем покрытия улавливают водород от конденсации и больше не могут считаться «электроды с низким содержанием водорода». В результате рекомендуется хранить электроды в герметичном контейнере при повышенной температуре, чтобы предотвратить конденсацию. Стержневая печь (рис. 1) обычно используется для правильного хранения электродов с низким содержанием водорода. Электроды могут даже потребовать повторной обжига в соответствии со строгими правилами, если заготовка подвергалась воздействию окружающей среды в течение длительного времени.
Рис. 1 — Электроды с низким содержанием водорода следует хранить в стержневой печи (от 100 ° до 300 ° F), чтобы они прогрелись и предотвратили накопление влаги в покрытиях.Разнообразие приложений
Электроды низководородного класса наиболее широко используются для SMAW. Общие области применения включают сварку толстых металлических профилей, жестких соединений и выполнение критических сварных швов при строительстве мостов и зданий, на море и в электроэнергетике. Электроды с низким содержанием водорода также все чаще используются для нетрадиционных применений, чтобы обеспечить дополнительную меру безопасности от дефектов сварки.
Электроды с низким содержанием водорода также все чаще используются для нетрадиционных применений, чтобы обеспечить дополнительную меру безопасности от дефектов сварки.
Есть много причин, способствующих такому широкому использованию. В частности, дуга с использованием экранированного металла считается самым простым в освоении и применении методом сварки. Для сравнения, полуавтоматическая сварка проволочными электродами требует более обширного обучения и более высоких начальных капиталовложений. Электроды с низким содержанием водорода также обеспечивают плавную дугу с малым разбрызгиванием, что упрощает обучение сварщиков.
Эти универсальные электроды можно использовать для сварки практически всего. Рассмотрите возможность изготовления технологических трубопроводов.Альтернативным выбором может быть механизированная сварка проволочным электродом. Однако, учитывая возможность нестабильной подгонки и ограниченного пространства, механизированная сварка обычно не является хорошим вариантом. С другой стороны, ручная дуговая сварка металлическим электродом в защитных оболочках обеспечивает гибкость в решении проблем с максимальным и низким уровнем сварного шва трубы и других проблем с плохой подгонкой. Покрытые электроды можно «согнуть», чтобы можно было сваривать трубу в ограниченном пространстве. Часто в этих случаях ручной сварщик может поддерживать уровень производительности, соответствующий механизированным процессам.
С другой стороны, ручная дуговая сварка металлическим электродом в защитных оболочках обеспечивает гибкость в решении проблем с максимальным и низким уровнем сварного шва трубы и других проблем с плохой подгонкой. Покрытые электроды можно «согнуть», чтобы можно было сваривать трубу в ограниченном пространстве. Часто в этих случаях ручной сварщик может поддерживать уровень производительности, соответствующий механизированным процессам.
Еще одним преимуществом SMAW является его портативность. Покрытый электрод устраняет необходимость во внешнем защитном газе. Когда сварка выполняется на открытом воздухе или в труднодоступных местах, транспортировка, площадь основания и уход, необходимые для баллонов с защитным газом, не имеют значения.
Электрод AWS E7018 — это самый популярный из используемых сегодня электродов с низким содержанием водорода. Он имеет определенные характеристики, которые отличают его от других классов. Этот класс покрытых электродов является идеальным выбором для сварки во всех положениях, за исключением швов под уклон. Они обеспечивают плавную, тихую дугу с низким уровнем разбрызгивания и легким удалением шлака, что делает электрод E7018 желательным для использования сварщиками любого уровня подготовки. Они обеспечивают наплавку со средней степенью проплавления, обеспечивая хорошее сплавление с основным металлом. Еще одно преимущество, которое стало возможным благодаря добавлению порошка железа в покрытие, — это относительно высокая скорость осаждения. Высокая скорость наплавки может сделать сварку покрытым электродом рентабельной для более широкого спектра применений. Наконец, в большинстве условий эти электроды с низким содержанием водорода обеспечивают хорошие возможности зажигания дуги и повторного зажигания.Эти характеристики запуска и повторного пробоя сводят к минимуму начальную и поразительную пористость.
Они обеспечивают плавную, тихую дугу с низким уровнем разбрызгивания и легким удалением шлака, что делает электрод E7018 желательным для использования сварщиками любого уровня подготовки. Они обеспечивают наплавку со средней степенью проплавления, обеспечивая хорошее сплавление с основным металлом. Еще одно преимущество, которое стало возможным благодаря добавлению порошка железа в покрытие, — это относительно высокая скорость осаждения. Высокая скорость наплавки может сделать сварку покрытым электродом рентабельной для более широкого спектра применений. Наконец, в большинстве условий эти электроды с низким содержанием водорода обеспечивают хорошие возможности зажигания дуги и повторного зажигания.Эти характеристики запуска и повторного пробоя сводят к минимуму начальную и поразительную пористость.
Защита от взлома
Но почему следует выбирать именно электроды с низким содержанием водорода? Ответ прост: избежать растрескивания. Электроды с низким содержанием водорода идеальны для использования в устройствах, чувствительных к трещинам, поскольку они снижают риск образования трещин, вызванных водородом.
Это явление происходит, когда повышенный уровень водорода, который естественно растворим или диффундирует в жидком металле, оказывается в затвердевшем, сильно напряженном сварочном материале или в зоне термического влияния (HAZ).Захваченный водород ищет путь выхода и в конечном итоге вызывает пустоты и трещины в подложке, что в конечном итоге приводит к повреждению свариваемого материала. Это особенно верно для высокопрочных сталей, которые более подвержены растрескиванию из-за более высокого содержания углерода.
Сегодня инженеры задают более прочные стали для большего числа применений. Часто деталь может быть изготовлена из более легкого и тонкого металла, если прочность материала выше. Эти более тонкие материалы обычно имеют более низкие транспортные расходы и меньший объем сварочного металла с меньшим количеством сварочных проходов — и все связанное с этим сокращение затрат на рабочую силу.Кроме того, при правильном использовании стали с более высокой прочностью могут хорошо выдерживать внешние и силовые нагрузки.
Что наиболее важно, растрескивание сварного шва или HAZ в высокопрочной стали с высоким содержанием углерода в результате захвата водорода является неприемлемым дефектом, который требует строжки сварного шва и повторной сварки, что значительно увеличивает стоимость. Устранение одной переменной, которая может способствовать растрескиванию, путем определения электродов с низким содержанием водорода может обеспечить запас прочности в некоторых приложениях. Борьба с уровнем диффузионного водорода в высокопрочных сталях привела к заметному увеличению использования электродов с низким содержанием водорода.
Сварочные нормы и правила признают преимущества низкого содержания водорода
Различные правила сварки определяют использование электродов с низким содержанием водорода. Нормы и спецификации могут относиться к контролю за водородом, требуя либо электродов с низким содержанием водорода, либо путем установления конкретных ограничений на диффузионный водород.
AWS D1.1 / D1.1M: 2010, Кодекс по сварке конструкций — сталь, например, включает несколько положений, в которых используются обозначения водорода, такие как H8, и AWS D1.8 / D1.8M: 2009, Кодекс по сварке конструкций — Приложение по сейсмическим воздействиям определяет использование электродов с низким содержанием водорода при использовании процесса SMAW для критических сварных швов.Кроме того, план контроля разрушения AASHTO / AWS D1.5M / D1.5: 2010, Кодекс по мостовой сварке, требует следующих технических характеристик электродов для сварки критически важных элементов: h26, H8 или h5 при минимальном заданном пределе текучести 50. тысяч фунтов на квадратный дюйм или меньше; и H8 или h5, когда минимальный заданный предел текучести превышает 50 тысяч фунтов на квадратный дюйм.
Другие агентства, такие как вооруженные силы США и Американское бюро судоходства, также установили ограничения на уровни диффузионного водорода. Оба используют пределы 15, 10 и 5 мл / 100 г, а военная спецификация имеет более строгий предел 2 мл / 100 г или ч3 для определенных приложений.
Инженер записи может переопределить эти коды, чтобы сделать их более ограничительными, но не менее. И если применимый кодекс не требует отложения сварных швов с низким содержанием водорода, зарегистрированный инженер может выпустить это требование для обеспечения запаса прочности.
Коди инженеры признают ценность и важность электродов с низким содержанием водорода, поэтому эти расходные материалы являются и останутся популярным выбором.
Хранение и повторная сушка электродов с низким содержанием водорода
Все мы слышали об опасности образования трещин, вызванных водородом.Растрескивание, вызванное водородом, или холодное растрескивание, возникает при наличии трех условий. Во-первых, нам нужна чувствительная микроструктура (связанная с основным материалом). Во-вторых, нам нужен высокий уровень сдержанности (связанный с дизайном). И в-третьих, нам нужен пороговый уровень водорода (связанный с производством). Чаще всего мы ничего не можем поделать с первыми двумя, но всегда можем обеспечить соблюдение правил сварки с низким содержанием водорода.
Это начинается с использования электродов с низким содержанием водорода. Важно знать, что электрод с низким содержанием водорода можно использовать только при правильном использовании и хранении.
Штанговые электроды с низким содержанием водорода поставляются в герметично закрытых банках для предотвращения скопления влаги. Однако после открытия упаковки уровень влажности покрытия может превысить допустимый уровень в течение нескольких часов. Скорость поглощения влаги зависит от нескольких факторов, включая, помимо прочего, относительную влажность, характеристики покрытия электродов и места хранения.
После того, как банки с электродами с низким содержанием водорода были открыты и электроды подвергаются воздействию атмосферы, их следует использовать в течение нескольких часов.В противном случае их следует хранить в духовке. Стандарт AWS D1.1 по сварке конструкций (сталь) предполагает, что эти электроды следует хранить при температуре от 250F до 300F. Обычно сварщики получают электроды с низким содержанием водорода, которых хватает примерно на полсмены. Это хорошая практика, поскольку сводит к минимуму риск скопления влаги.
Это хорошая практика, поскольку сводит к минимуму риск скопления влаги.
Стержневые печи для электродов с низким содержанием водорода легко доступны. Существуют также переносные прутковые печи, вмещающие до 5 фунтов прутка, которые сварщики могут нести на свои рабочие места.
Есть несколько причин, по которым вы хотите поддерживать уровень влажности ниже максимального предела. Основные три:
- Высокий уровень влажности может вызвать пористость. Одной поверхностной пористости может быть недостаточно, но рентгеновский снимок покажет внутреннюю пористость при использовании.
- Чрезмерная влажность может вызвать внешнюю пористость и повлиять на то, как шлак отделяется от сварного шва, увеличивая риск включения шлака.
- Сварной шов подвержен образованию водородных трещин.
Электроды с низким содержанием водорода с обозначением «R» (т.е. E7018-h5R) были испытаны для определения содержания влаги в электроде после 9 часов воздействия. По прошествии этого времени электрод все еще будет поддерживать допустимый уровень. Однако через 9 часов электроды необходимо вернуть в печь для хранения.
По прошествии этого времени электрод все еще будет поддерживать допустимый уровень. Однако через 9 часов электроды необходимо вернуть в печь для хранения.
Если у вас электроды с низким содержанием водорода, которые находились в окружающей среде более 9 часов, вы должны выполнить процесс повторной сушки. Следуйте приведенной ниже таблице для получения инструкций по температуре и времени.
Источник: Руководство для изготовителей и монтажников сварных стальных конструкций
Руководство от А до Я по печи для сварочной проволоки [Советы, часто задаваемые вопросы и лучший выбор]
Мы получаем много запросов читателей, которые спрашивают нас о различных продуктах — хороших, плохих и уродливых. Недавно Джо написал нам, чтобы спросить о печи для сварки прутков, которую мы могли бы порекомендовать. У нас уже было несколько неплохих отборов, но я подумал, что стоит потратить время на то, чтобы исследовать самые последние и лучшие и сделать рецензию для всех, кто заинтересован.
Итак, Джо — и кому еще интересно! — прежде чем вы потратите впустую свои кровно заработанные деньги, вот наша подборка 5 лучших печей для сварки прутков.
Вопрос Джо
Прежде всего — что такое печь для сварочного стержня?
Многие из вас, вероятно, уже знают, но мы обнаруживаем, что некоторые люди никогда официально не знакомы с концепцией. Джо недавно спросил нас:
Я занимаюсь сваркой для хобби, однако мои коллеги постоянно спрашивают меня о хранении сварочных стержней. Лично я никогда об этом не думал, потому что не знаю, критично это или нет.Томми, пожалуйста, помогите мне с этим.
Сварочные электроды имеют флюсовое покрытие. При контакте с воздухом это покрытие может начать поглощать воду из воздуха вокруг себя (поэтому они поставляются в герметичных упаковках). Эта влага может проникнуть в сварной шов и ослабить его, что приведет к образованию холодных трещин.
Кроме того, электроды Lo-Hy (с низким содержанием водорода) предназначены для предотвращения попадания водорода в сварной шов. Стержни Lo-Hy, которые поглощают водород — через воздух, влагу и т. Д. — перестают быть Lo-Hy и больше не подходят для использования.
Стержни Lo-Hy, которые поглощают водород — через воздух, влагу и т. Д. — перестают быть Lo-Hy и больше не подходят для использования.
Вот почему используются печи для сварки прутков. Они выпекают влагу из стержня и позволяют хранить его для использования без накопления влаги. Это поддерживает их в отличном состоянии для достижения наилучших результатов.
Примечание. Если вы сварщик-любитель, вам не нужна печь для сварочного прутка. Запечатанный контейнер для льда подойдет для большинства хобби. Сварочные прутковые печи предназначены для профессионалов или любителей, которые хотят работать в соответствии с высочайшими стандартами. Мы всегда рекомендуем приобрести такой, но не переживайте, если вы только начинаете и пока не можете себе его позволить.Сохраните и используйте это руководство в будущем!
Итак, чтобы ответить на вопрос Джо, я потратил несколько часов (я перестал считать на 10), чтобы найти лучшие печи для сварки прутков на рынке. Были, конечно, хорошие, но в итоге я сократил список примерно на 80% до лучших 5.
Были, конечно, хорошие, но в итоге я сократил список примерно на 80% до лучших 5.
Как я выбрал эти продукты?
Я руководствовался пятью критериями при выборе этих печей для сварки прутков:
БРЕНД: Да, есть клише — платить огромные расходы за торговую марку, но это неискренне.Известные, крупные бренды обычно проходят более строгие проверки качества, чем их аналоги; они более прочны и обычно служат дольше.
Вы можете пойти и найти многие из них китайские небрендовые товары. Они могут быть даже с одной фабрики. Но они не прошли все проверки QC, необходимые для обеспечения функциональности и безопасности. Вот почему я придерживаюсь авторитетных брендов с хорошей репутацией.
НАДЕЖНОСТЬ: Эти печи не всегда дешевы.К тому же они не слишком дорогие, но они представляют собой вложение и требуют значительных денежных затрат. Вы не хотите заменять его каждые несколько месяцев или лет, поэтому чем дольше и надежнее, тем лучше.
ЦЕНА: Как я уже сказал — не дешево, но и не ужасно дорого. Вы в основном получаете то, за что платите. Попытка сэкономить на печи для сварочного прутка часто приводит к нарушению двух вышеуказанных пунктов. Это также означает, что вы часто рискуете получить менее безопасный продукт, который никому не нужен.Цель заключалась в том, чтобы потратить соответствующую сумму денег, не обязательно разбивая банк.
РАЗМЕР: Я хотел убедиться, что существует хороший разброс размеров для сварщиков любого уровня подготовки и сварщиков. Нет смысла создавать список лучших материалов только одного размера. Цель — попасть в пятерку лучших, а не из пяти одинаковых!
Наконец, было серьезно задумано убедиться, что печи для сварки прутков подходят для всех уровней квалификации, от любителей до профессионалов.На каком бы этапе сварки вы ни находились, в приведенном ниже списке вы найдете печь для сварочного прутка, которая соответствует вашим потребностям.
Список пяти стержневых печей, которые я предлагаю
Переносная сварочная печь Keen KT-15
Вы можете найти ее на Amazon US и аналогичную на Amazon UK.Икона-тахометр Вес: 13 фунтов.
icon-archive Хранение: 15 фунтов.
icon-dollar Mid Range
Эта удобная переносная печь для сварочных прутков вмещает до 15 фунтов 18-дюймовых электродов.Эта печь идеально подходит для сварочных электродов Lo-Hy, которые для оптимальной работы необходимо защитить от влаги и накопления водорода.
Будучи портативным, это устройство можно легко взять с собой в поле, где бы оно вам ни понадобилось. Keen LT-15 отправится туда, где вам нужно, от строительных площадок в глуши до места для хобби на заднем дворе.
Сам предмет весит всего 13 фунтов, что дает ему полную массу 25 фунтов. Даже на полную мощность переместить агрегат не составит труда.Большое квадратное основание обеспечит стабильность во время использования и хранения.
В качестве портативного устройства более длинный кабель питания, возможно, был бы хорош — всего 8 футов в длину, вам определенно понадобится удлинительный кабель в полевых условиях.
СОВЕТ: Крышка Keen KT-15 имеет защелку только на крышке. Чтобы крышка оставалась закрытой при хранении стержней, возьмите небольшой навесной замок и убедитесь, что защелка не открывается. Меньше всего вам нужно, чтобы крышка открывалась, когда вы пытаетесь запечь электроды.
Lincoln Electric Hydroguard Portable Electrode Oven
Вы можете найти его на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 10,5 фунта.
icon-archive Хранение: 10 фунтов.
icon-dollar Mid Range
Еще один отличный портативный вариант. Переносная электродная печь Lincoln Electric Hydroguard имеет меньшую вместимость, чем Keen KT-15, описанная выше, всего 10 фунтов по сравнению с 15. Однако в целом устройство меньше и легче и является идеальным дополнением к любому сварочному комплекту в дороге. .
.
Подъемная конструкция отделения для хранения удилищ позволяет легко извлекать обожженные удилища.Когда вы поднимаете ручку, стержни расходятся из камеры наружу, что позволяет удобно выбирать один или несколько стержней.
Изготовленная из стали толщиной 10 и нагретая до 300 ° F, Lincoln Electric представляет собой небольшую удобную электродную печь, которую вы так долго искали.
СОВЕТ: Небольшой профиль этой переносной печи делает ее идеальной для установки в углу мастерской, прежде чем бросить ее на кузов грузовика и отвезти на место работы.
Переносная печь для сварки прутков Keen K-10L с защелкой крышки
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 11,3 фунта.
icon-archive Хранение: 10 фунтов.
icon-dollar Mid Range
Keen K-10L — немного меньшая модель, чем Keen KT-15. Он вмещает только 10 фунтов 14-дюймовых стержней вместо 15 фунтов 18-дюймовых стержней. Это делает его идеальным для любителей или тех, кто регулярно использует в работе электроды меньшего размера, и им не нужны большие блоки для хранения.
Это делает его идеальным для любителей или тех, кто регулярно использует в работе электроды меньшего размера, и им не нужны большие блоки для хранения.
Сам Keen K-10L весит 10 фунтов, а максимальный вес в снаряженном состоянии — 20 фунтов (блок плюс стержни).Он имеет такой же отчетливый синий цвет и имеет плоское квадратное основание для устойчивости.
Эта печь быстрая и энергоэффективная. Он достигнет максимальной рабочей температуры менее чем за 10 секунд, не потребляя для этого много энергии. В качестве портативного устройства это великолепно — оно начинает работать быстро и может быть подключено к генератору, не потребляя слишком много энергии.
Возможно, одним из недостатков конструкции является то, что, в отличие от Lincoln Electric, описанного выше, внутренняя камера хранения не выдвигается для удобного извлечения стержня.Когда вы откроете крышку, стержни останутся сгруппированными, поэтому будьте осторожны, извлекая электроды.
СОВЕТ: Если вам нужно работать быстро, не заполняйте агрегат на полную мощность. Это упростит извлечение обожженных электродов, особенно в перчатках.
Это упростит извлечение обожженных электродов, особенно в перчатках.
SÜA — Портативная сушильная печь для электродов
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 9,5 фунта.
icon-archive Хранение: 11 фунтов.
icon-dollar Low Range
Пока что это самый дешевый из вариантов, но ни в коем случае не худший.Эта модель легкая и портативная (вы обратили внимание на эту тему?), Вмещает до 11 фунтов 18-дюймовых стержней. Он идеально подходит для любителей, которые хотят получить электродную печь, не тратя 200–1000 долларов на другие модели из списка.
В отличие от других моделей, перечисленных до сих пор, это устройство имеет регулируемую температуру в зависимости от источника питания, к которому вы подключены. Диапазон варьируется от 320F до 570F, если вы подключены к источнику питания 220 В.
При более низком энергопотреблении температура 320F — это все, что доступно, но это то, чего в любом случае достигают большинство этих духовок. Он идеально подходит для использования в полевых условиях на генераторе с тремя вилками.
Он идеально подходит для использования в полевых условиях на генераторе с тремя вилками.
Как и Lincoln Electric, он оснащен удобной подъемной платформой для хранения стержней, которая подносит стержни к вам, когда вы открываете крышку. Это упрощает извлечение стержней после выпечки.
СОВЕТ. Термометр не совсем точен, поэтому убедитесь, что ваши стержни не требуют абсолютно определенной температуры для правильной выпечки. Считайте термометр приблизительной фигурой.
Keen K-200 Bench Holding Rod Oven
Вы можете найти его на Amazon US и аналогичный на Amazon UK.значок-тахометр Вес: 53 фунта.
icon-archive Хранение: 200 фунтов.
icon-dollar High Range
Завершает список еще одна модель Keen. Эта вещь точно не переносная. Он вмещает до 200 фунтов удилищ и, как следует из названия, полностью предназначен для того, чтобы сидеть на скамейке весь день, каждый день.
Keen K-200 разработан для малых и средних сварочных мастерских — или для любителей со смехотворным бюджетом. Его уникальная система полок для хранения стержней вызывает естественную конвекцию для тщательного нагрева. Даже полностью загруженный, вы можете отдыхать спокойно, зная, что каждое ваше удилище должным образом пропечено.
Его уникальная система полок для хранения стержней вызывает естественную конвекцию для тщательного нагрева. Даже полностью загруженный, вы можете отдыхать спокойно, зная, что каждое ваше удилище должным образом пропечено.
Несмотря на свой размер и емкость, Keen K-200 энергоэффективен и не унесет ваших счетов за электроэнергию. Его регулируемая температура колеблется от 150F до 300F — и в отличие от SUA выше, она достаточно точна.
СОВЕТ: он может быть слишком большим для переноски, но разгруженный блок достаточно легкий, чтобы его мог поднять один человек.
Часто задаваемые вопросы
Насколько горячей должна быть печь для сварочного прутка?
В идеале, вы хотите, чтобы ваши печи для сварки прутков имели температуру 250-350F для оптимальной производительности. Разным удилищам иногда требуется разная температура — например, удилища Lo-Hy 7018 следует запекать при температуре около 250 для достижения наилучших результатов.
Слишком горячая печь удалит покрытие флюса, а недостаточно горячая печь не высушит стержни должным образом. Все перечисленные выше духовки настроены на идеальную температуру для выпечки большинства прутьев.
Все перечисленные выше духовки настроены на идеальную температуру для выпечки большинства прутьев.
Зачем нужна печь для сварки прутков?
Мы коснулись вопроса «почему» выше в отношении влажности и защиты стержней от водорода. Водород или влага, которые оседают на флюсовом покрытии, переходят в сварочную ванну, что приводит к неоптимальному сварному шву, который может сломаться. Хранение стержней в сухом состоянии предотвращает это, хотя есть и другие методы.
С точки зрения того, зачем нужна именно печь для сварки прутков, несколько причин. Вы можете использовать домашнюю кухонную духовку, но это, конечно, не рекомендуется.Печи для сварки прутков созданы специально для этой задачи. Они делают одно, и только одно — в то время как ваша кухонная духовка не предназначена для сушки сварочных электродов!
Также существует проблема портативности. Вышеуказанные портативные варианты позволяют работать где угодно — но удачи вам с кухонной печью на рабочем месте!
Что такое печь для сварочного прутка?
Печь для сварочного прутка — это устройство, используемое для хранения и запекания сварочных электродов. После открытия герметичной упаковки, в которой они входят, сварочные электроды подвергаются воздействию воздуха и могут начать поглощать воду.Печи для сварки прутков предотвращают это и удаляют всю влагу, которую они могут собирать.
После открытия герметичной упаковки, в которой они входят, сварочные электроды подвергаются воздействию воздуха и могут начать поглощать воду.Печи для сварки прутков предотвращают это и удаляют всю влагу, которую они могут собирать.
Печи для прутковой сварки бывают разных форм и размеров, от небольших портативных устройств до гигантских промышленных размеров. Они имеют разную грузоподъемность и температуру для различных нужд и применений. От энтузиаста-энтузиаста до большой сварочной мастерской — здесь найдется печь для сварки прутков на любой вкус.
Последние мысли
Независимо от того, занимаетесь ли вы сваркой в свободное время или зарабатываете себе на жизнь, я надеюсь, что вы согласитесь с описанными выше вариантами печей для сварки прутков.Я избегал крупных промышленных предприятий в пользу списка, который подходит людям любого уровня подготовки и увлеченности. Я надеюсь, что где-нибудь наверху вы найдете печь для сварочного прутка, от небольших и портативных до немного более крупных.
Использование термомеханического анализа для определения характеристик сырья электродной пасты Содерберга
Основные моменты
- •
Разработан метод термомеханического анализа.
- •
Этот метод был использован для определения характеристик сырья для электродной пасты Söderberg.
- •
Температура изотермы выпекания составила от 450 до 475 ° C.
- •
Смолы каменноугольные сжимаются на ~ 12% при нагревании выше температуры изотермы обжига.
- •
Кальцинированный антрацит расширился на 0,6–1% при нагревании выше температуры изотермы обжига.
Abstract
Непрерывные самоспекающиеся электроды, то есть электроды Содерберга, обычно используются в промышленной эксплуатации печей с флюсом для передачи электроэнергии от трансформатора (ов) в зону плавки внутри печи.Электроды Содерберга формируются из электродной пасты Содерберга, состоящей из двух компонентов, то есть связующего, который в основном представляет собой каменноугольный пек, и твердого наполнителя, который может быть либо коксом, либо кальцинированным антрацитом. В этой статье показано, как термомеханический анализ может быть использован для характеристики термического размерного поведения сырья для электродной пасты Содерберга. Были охарактеризованы два тематических исследования каменноугольных пеков, три антрацита и образец предварительно обожженного графитового электрода. Результаты показали, что применяемый метод можно использовать для более точного определения температуры изотермы выпечки, чем раньше.Углубленное знание температуры изотермы выпечки имеет решающее значение для обеспечения безопасной, прибыльной и непрерывной работы печи. Результаты также показали, что каменноугольные пекы сжимаются примерно на 12% при воздействии температур выше температуры изотермы обжига до 1300 ° C, в то время как антрациты, прокаленные при 1400 ° C, расширяются на 0,6–1,0% в том же диапазоне температур. Значительные различия в тепловых размерных характеристиках и разнице в движении (усадка против расширения ) указывает на уязвимость электрода Содерберга, впервые обожженного при температурах, превышающих температуру изотермы обжига.
В этой статье показано, как термомеханический анализ может быть использован для характеристики термического размерного поведения сырья для электродной пасты Содерберга. Были охарактеризованы два тематических исследования каменноугольных пеков, три антрацита и образец предварительно обожженного графитового электрода. Результаты показали, что применяемый метод можно использовать для более точного определения температуры изотермы выпечки, чем раньше.Углубленное знание температуры изотермы выпечки имеет решающее значение для обеспечения безопасной, прибыльной и непрерывной работы печи. Результаты также показали, что каменноугольные пекы сжимаются примерно на 12% при воздействии температур выше температуры изотермы обжига до 1300 ° C, в то время как антрациты, прокаленные при 1400 ° C, расширяются на 0,6–1,0% в том же диапазоне температур. Значительные различия в тепловых размерных характеристиках и разнице в движении (усадка против расширения ) указывает на уязвимость электрода Содерберга, впервые обожженного при температурах, превышающих температуру изотермы обжига. В отличие от кальцинированных антрацитов, непрокаленные образцы антрацита уменьшились на 6–8% при воздействии температур до 1300 ° C. Это подчеркивает важность эффективности процесса обжига антрацита перед производством электродной пасты Содерберга для повышения стабильности размеров электродной пасты Содерберга. Результаты также показали, что метод, описанный в этой статье, может использоваться производителями электродной пасты Söderberg для оптимизации выбора сырья и контроля качества кальцинированного антрацита.
В отличие от кальцинированных антрацитов, непрокаленные образцы антрацита уменьшились на 6–8% при воздействии температур до 1300 ° C. Это подчеркивает важность эффективности процесса обжига антрацита перед производством электродной пасты Содерберга для повышения стабильности размеров электродной пасты Содерберга. Результаты также показали, что метод, описанный в этой статье, может использоваться производителями электродной пасты Söderberg для оптимизации выбора сырья и контроля качества кальцинированного антрацита.
Ключевые слова
Термомеханический анализ (ТМА)
Непрерывные самоспекающиеся электроды
Электроды Содерберга
Антрацит
Каменноугольный пек
Предварительно обожженный графитовый электрод
Рекомендуемые статьи ©
2013 Авторы. Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Цитирующие статьи
Самоспекающийся угольный электрод — Elkem, Asa
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка была подана в соответствии с 35 USC 371 на основании международной заявки №PCT / NO95 / 00123, поданная 7 июля 1995 г. , которая испрашивает приоритет норвежской заявки № 942724, поданной 21 июля 1994 г.
, которая испрашивает приоритет норвежской заявки № 942724, поданной 21 июля 1994 г.
ТЕХНИЧЕСКАЯ ОБЛАСТЬ
Настоящее изобретение относится к самоспекающемуся электроду для использования в электроплавильных печах. . Уровень техники
УРОВЕНЬ ТЕХНИКИ
Обычные самоспекающиеся электроды содержат вертикально расположенный кожух электрода, проходящий через отверстие в своде печи или кожухе. Верхний конец кожуха электрода открыт для добавления необожженной углеродистой электродной пасты, которая при нагревании размягчается и плавится, а затем превращается в твердый углеродный электрод из-за тепла, выделяемого в пасте в области подачи рабочего электрического тока. к электроду.По мере того, как электрод расходуется в печи, электрод опускается, и новые секции корпуса устанавливаются наверху электродной колонны, и добавляется еще необожженная электродная паста.
Обычный электрод этого типа снабжен внутренними вертикальными металлическими ребрами, прикрепленными к внутренней поверхности кожуха электрода, причем ребра проходят радиально по направлению к центру электрода. Когда новая секция кожуха электрода устанавливается в верхней части электродной колонны, ребра привариваются к ребрам в кожухе внизу, чтобы получить непрерывные ребра в вертикальном направлении.Ребра служат усилением обожженного электрода и проводят электрический ток и радиально нагревают электродную пасту в процессе обжига. Для компенсации расхода электрода электрод опускается вниз в печь с помощью средств удержания и скольжения электрода.
Когда новая секция кожуха электрода устанавливается в верхней части электродной колонны, ребра привариваются к ребрам в кожухе внизу, чтобы получить непрерывные ребра в вертикальном направлении.Ребра служат усилением обожженного электрода и проводят электрический ток и радиально нагревают электродную пасту в процессе обжига. Для компенсации расхода электрода электрод опускается вниз в печь с помощью средств удержания и скольжения электрода.
При использовании обычных электродов этого типа корпус электрода и внутренние ребра плавятся, когда электрод расходуется в печи. Таким образом, содержание металла в кожухе и ребрах передается продукту, производимому в плавильной печи.Поскольку корпус электрода и внутренние ребра обычно изготавливаются из стали, такие обычные самоспекающиеся электроды нельзя использовать в электроплавильных печах для производства кремния или для производства ферросилиния с высоким содержанием кремния, так как железо содержание в производимой продукции станет недопустимо высоким.
Еще в 1920-х годах было предложено проводить тепло в самоспекающихся электродах через вставки предварительно обожженных углеродных тел в необожженной электродной пасте.Так, в патенте Норвегии № 45408 раскрывается способ производства самоспекающихся электродов, в котором предварительно обожженные углеродные тела размещаются по периферии электродов и удерживаются на месте с помощью необожженной углеродной пасты. Угольные вставки не прикрепляются к корпусу электрода, а только удерживаются на месте неотожженной электродной пастой, а при обжиге электрода — запеченной электродной пастой. Для того, чтобы угольные вставки оставались на месте до, во время и после запекания электродной пасты, необходимо, чтобы каждый кожух был полностью заполнен жидкой горячей электродной пастой при установке новой длины кожуха в верхней части электродной стойки. , так как только электродная паста удерживает угольные вставки на месте у внутренней стенки корпуса.Такой метод добавления электродной пасты нежелателен, так как опасные для здоровья газы, выделяющиеся из связующего смолы / пека в электродной пасте, будут испаряться из верхней части электродной стойки и в таком случае будут представлять неприемлемую опасность для здоровья операторов. Углеродные вставки, показанные в норвежском патенте, имеют соотношение радиальной длины и толщины менее 1: 2. Угольные вставки, следовательно, будут проводить тепло внутрь электродной пасты только на короткое расстояние, что затрудняет получение полного спекания в центральной части электрода.Поскольку углеродные вставки согласно норвежскому патенту No. 45408 не прикреплены к корпусу или друг к другу в вертикальном направлении и, кроме того, имеют соотношение между радиальной длиной и толщиной менее 1: 2, эти углеродные вставки не будут работать так же, как внутренние ребра, которые используются в обычные самоспекающиеся электроды. Способ согласно патенту Норвегии № 45408 по этим причинам не нашел практического применения.
Углеродные вставки, показанные в норвежском патенте, имеют соотношение радиальной длины и толщины менее 1: 2. Угольные вставки, следовательно, будут проводить тепло внутрь электродной пасты только на короткое расстояние, что затрудняет получение полного спекания в центральной части электрода.Поскольку углеродные вставки согласно норвежскому патенту No. 45408 не прикреплены к корпусу или друг к другу в вертикальном направлении и, кроме того, имеют соотношение между радиальной длиной и толщиной менее 1: 2, эти углеродные вставки не будут работать так же, как внутренние ребра, которые используются в обычные самоспекающиеся электроды. Способ согласно патенту Норвегии № 45408 по этим причинам не нашел практического применения.
Тем не менее, в течение многих лет был предложен ряд модификаций обычных самоспекающихся углеродных электродов с внутренними стальными ребрами, чтобы избежать загрязнения кремния, производимого в печи, железом из железа в кожухе и в ребрах. .
Таким образом, в норвежском патенте № 149451 раскрыт самоспекающийся электрод, в котором электродная паста, содержащаяся в кожухе, не имеющем внутренних ребер, запекается над местом, где электрический рабочий ток для плавильной печи подается на электрод, и где кожух электрода удаляется после обжига электрода, но до того, как электрод будет опущен в место, где электрический рабочий ток подается на электрод. Таким образом получают электрод, не имеющий оболочки и внутренних ребер.
Таким образом получают электрод, не имеющий оболочки и внутренних ребер.
Этот вид электродов использовался в плавильных печах для производства кремния, но имеет недостаток по сравнению с обычными предварительно обожженными электродами, заключающимися в том, что для обжига электрода и для снятия оболочки с электрода необходимо устанавливать дорогостоящие устройства.
В патенте США. В US 4692929 раскрыт самоспекающийся электрод для использования с электрическими печами для производства кремния. Электрод содержит постоянный металлический корпус, не имеющий внутренних ребер, и несущую конструкцию для электрода, содержащего углеродные волокна, где электрод пасты запеченной о структуре поддержки и где пекли электрод проходит по опорной конструкции.Этот электрод имеет тот недостаток, что специальные устройства, удерживающие должны быть расположены выше верхней части электрода, чтобы удержать электрод посредством опорной конструкции, содержащие углеродные волокна. Кроме того, может быть трудно провести электрод вниз через постоянный кожух, поскольку электрод израсходован.
В патенте США. В US 4575856 описан самоспекающийся электрод, имеющий прочный кожух без внутренних ребер, в котором электродная паста спекается вокруг центрального графитового сердечника и где электрод удерживается графитовым сердечником.Этот электрод имеет те же недостатки, что и электрод по патентам US 4692929, и, кроме того, графитовый сердечник подвергается разрушению, когда электрод подвергается действию радиальных сил.
Вышеупомянутые способы изготовления самоспекающихся электродов, не имеющих внутренних металлических ребер, имеют тот недостаток, что они не могут использоваться для электродов диаметром более 1,2 м без существенного увеличения вероятности поломки. В отличие от этого, обычные самоспекающиеся электроды диаметром до 2 мм.0 м.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Несмотря на вышеупомянутые способы и устройства для производства самоспекающихся электродов, чтобы избежать загрязнения железом продукта, производимого в плавильной печи, все еще существует потребность в простом и надежном самоспекающемся угле. электрод, в котором могут быть преодолены недостатки известных электродов. Таким образом, целью настоящего изобретения является создание самоспекающегося углеродного электрода, не имеющего внутренних стальных ребер, но в котором недостатки электрода раскрыты в патенте Норвегии №45488 преодолены.
электрод, в котором могут быть преодолены недостатки известных электродов. Таким образом, целью настоящего изобретения является создание самоспекающегося углеродного электрода, не имеющего внутренних стальных ребер, но в котором недостатки электрода раскрыты в патенте Норвегии №45488 преодолены.
Соответственно, настоящее изобретение относится к самоспекающемуся углеродному электроду, производимому в непосредственном соединении с печью, в которой он потребляется, причем этот электрод содержит внешний кожух, сделанный из электропроводящего материала, и имеющий внутренние радиальные, вертикальные ребра, и где углеродсодержащий В кожух подается невыпеченная паста, при этом паста прилипает к твердому электроду с помощью электрического тока, подаваемого на электрод, причем указанный электрод отличается тем, что внутренние радиальные вертикальные ребра состоят из твердых углеродных листов, прикрепленных к внутренней части кожух, причем указанные углеродные листы имеют соотношение между радиальной длиной и толщиной более 5: 1.
Углеродные листы могут быть изготовлены из графита или из предварительно обожженного углеродного материала и могут быть усилены углеродными волокнами или волокнами из других материалов, которые не будут загрязнять продукт, произведенный в плавильной печи. Соотношение между радиальной длиной и толщиной углеродных листов определяется на основании типа используемого углеродного материала и прочности углеродного материала.
Если углеродные листы изготовлены из предварительно обожженного углеродного материала, углеродные ребра предпочтительно имеют соотношение между радиальной длиной и толщиной более 8: 1.Если углеродные листы изготовлены из графита, углеродные ребра предпочтительно имеют соотношение между радиальной длиной и толщиной более 15: 1.
Согласно предпочтительному варианту осуществления настоящего изобретения угольные ребра прикреплены к корпусу с помощью болтов и / или посредством клея.
Кожух, имеющий углеродные ребра, изготавливается по существу таким же образом, как кожух для самоспекающихся электродов со стальными ребрами. Таким образом, каждая длина кожуха может быть изготовлена из секций, общее количество секций которых равно количеству углеродных ребер.Каждая секция кожуха, по крайней мере, на одной из вертикальных сторон оборудована проходящим внутрь фланцем. При сборке каминной доски угольные ребра крепятся между вертикальными фланцами на соседних секциях с помощью болтов и гаек и / или приклеивания. В качестве альтернативы каждая длина кожуха может быть изготовлена из сварных листов цилиндрической формы, имеющих вертикальные фланцы, приваренные к ее внутренней части для крепления углеродных ребер.
Таким образом, каждая длина кожуха может быть изготовлена из секций, общее количество секций которых равно количеству углеродных ребер.Каждая секция кожуха, по крайней мере, на одной из вертикальных сторон оборудована проходящим внутрь фланцем. При сборке каминной доски угольные ребра крепятся между вертикальными фланцами на соседних секциях с помощью болтов и гаек и / или приклеивания. В качестве альтернативы каждая длина кожуха может быть изготовлена из сварных листов цилиндрической формы, имеющих вертикальные фланцы, приваренные к ее внутренней части для крепления углеродных ребер.
Углеродные ребра имеют удлинение по вертикали, которое, по крайней мере, равно длине каждой длины кожуха.Углеродные ребра предпочтительно имеют длину, превышающую длину корпуса на 50 см. При установке кожуха новой длины на верхнюю часть электрода углеродные ребра на новой длине кожуха, таким образом, будут перекрывать угольные ребра на длине кожуха ниже. Когда электродная паста спекается в области между двумя отрезками корпуса, тем самым достигается вертикальный контакт между угольными ребрами так же, как и для стальных ребер в обычных самоспекающихся электродах.
В электроде в соответствии с настоящим изобретением ребра, сделанные из углеродных листов, будут иметь хорошую электропроводность, и электрический ток, подаваемый на электрод, будет проводиться внутрь в необожженную электродную пасту.Это очень важно для обеспечения быстрого обжига электрода, например, после поломки электрода.
Для электродов большого диаметра ребра необходимы для стабилизации тока и теплового режима на периферии электрода. Помимо увеличения тока и теплопередачи, ребра должны выдерживать вес электрода. Металлические ребра в обычных самоспекающихся электродах плавятся и исчезают при температуре выше примерно 1000 ° C, в то время как углеродные ребра в электроде согласно настоящему изобретению будут действовать как усиление на всем протяжении вплоть до кончика электрода.Таким образом, электрод согласно настоящему изобретению можно использовать для электродов большего диаметра, чем электроды, которые сегодня используются в печах для производства кремния.
За счет использования ребер из твердых углеродных листов, имеющих отношение радиальной длины к толщине более 5: 1, исключается загрязнение продукта, произведенного в печи, железом с ребер, в то время как электрод сохраняет по крайней мере такая же механическая прочность, как у электрода со стальными ребрами. Это позволяет изготавливать электроды согласно настоящему изобретению, имеющие больший диаметр, чем обычные электроды со стальными ребрами. Для электрода согласно настоящему изобретению могут использоваться обычные удерживающие и скользящие устройства. Таким образом, электрод в соответствии с настоящим изобретением можно использовать в плавильных печах, в которых в настоящее время используются самоспекающиеся электроды, имеющие стальные ребра, без дорогостоящих модификаций устройств удержания и скольжения электродов.
Это позволяет изготавливать электроды согласно настоящему изобретению, имеющие больший диаметр, чем обычные электроды со стальными ребрами. Для электрода согласно настоящему изобретению могут использоваться обычные удерживающие и скользящие устройства. Таким образом, электрод в соответствии с настоящим изобретением можно использовать в плавильных печах, в которых в настоящее время используются самоспекающиеся электроды, имеющие стальные ребра, без дорогостоящих модификаций устройств удержания и скольжения электродов.
Кожух для электрода согласно настоящему изобретению может быть оборудован множеством внешних, вертикальных, металлических или углеродных ребер, посредством которых электрод может удерживаться и скользить с помощью устройств удержания и скольжения электрода, описанных в норвежских патентах №№ .147168 и 149485. Таким образом, исключаются радиальные силы на электроде над областью, где происходит обжиг электрода. Кроме того, за счет использования таких устройств для удержания и скольжения электродов кожух может быть изготовлен из очень тонких металлических листов, тем самым дополнительно уменьшая загрязнение железом продуктов, производимых в плавильной печи. В корпусе также могут использоваться другие металлы, такие как алюминий и алюминиевые сплавы. Кроме того, могут быть изготовлены электроды, имеющие некруглое поперечное сечение, такие как электроды, имеющие прямоугольное или по существу прямоугольное поперечное сечение.
В корпусе также могут использоваться другие металлы, такие как алюминий и алюминиевые сплавы. Кроме того, могут быть изготовлены электроды, имеющие некруглое поперечное сечение, такие как электроды, имеющие прямоугольное или по существу прямоугольное поперечное сечение.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 — вертикальный разрез электрода согласно настоящему изобретению.
РИС. 2 — горизонтальный вид по линии I-I на фиг. 1,
РИС. 3 — увеличенный вид области, обозначенной A на фиг. 2 и показан первый вариант крепления угольных ребер к корпусу,
Фиг. 4 показан второй вариант крепления угольных ребер к корпусу.
РИС. 5 показан горизонтальный разрез электрода, имеющего прямоугольное поперечное сечение и снабженного внешними радиальными ребрами, и где
Фиг.6 показывает увеличенный вид области, обозначенной B на фиг. 5.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг. 1 показан самоспекающийся электрод, который расходуется в плавильной печи (не показана), расположенной под электродом. Электрод содержит внешний кожух 1 из токопроводящего материала. Корпус 1 проходит через раму подвески электродов 2 и через гидроцилиндры регулирования электродов 3, подвешенные в конструкции 4 здания.Обычные устройства 5 удержания и скольжения электрода предназначены для удержания электрода и для скольжения электрода вниз, когда он расходуется в печи. В нижней части электрода расположены контактные зажимы 6, которые прижимаются к поверхности электрода с помощью обычного прижимного кольца 7. Контактные зажимы 6 соединены с электрическими проводами (не показаны) для обеспечения электрического питания. ток к электроду. Из-за тепла, которое выделяется в углеродистой электродной пасте, паста будет нагреваться в области подачи тока, и паста спекается в твердый электрод 8.Электродная паста подается в верхнюю часть кожуха 1 электрода в виде твердых цилиндров 9, и паста за счет тепла размягчается и заполняет все поперечное сечение кожуха электрода и образует жидкий слой 10 электродной пасты.
Электрод содержит внешний кожух 1 из токопроводящего материала. Корпус 1 проходит через раму подвески электродов 2 и через гидроцилиндры регулирования электродов 3, подвешенные в конструкции 4 здания.Обычные устройства 5 удержания и скольжения электрода предназначены для удержания электрода и для скольжения электрода вниз, когда он расходуется в печи. В нижней части электрода расположены контактные зажимы 6, которые прижимаются к поверхности электрода с помощью обычного прижимного кольца 7. Контактные зажимы 6 соединены с электрическими проводами (не показаны) для обеспечения электрического питания. ток к электроду. Из-за тепла, которое выделяется в углеродистой электродной пасте, паста будет нагреваться в области подачи тока, и паста спекается в твердый электрод 8.Электродная паста подается в верхнюю часть кожуха 1 электрода в виде твердых цилиндров 9, и паста за счет тепла размягчается и заполняет все поперечное сечение кожуха электрода и образует жидкий слой 10 электродной пасты.
Кожух 1, показанный на РИС. 2 снабжен множеством внутренних ребер 11, изготовленных из листов графита, имеющих соотношение радиальной длины и толщины 20: 1. При использовании ребер 11, изготовленных из углеродных материалов, исключается загрязнение продукта, производимого в плавильной печи, железом из стальных ребер.Также устранены недостатки известного самоспекающегося электрода без радиальных внутренних ребер и там, где он используется, углеродные вставки, как раскрыто в патенте Норвегии № 45408. Угольные ребра имеют такую прочность, что они способны выдерживать вес обожженного электрода и, кроме того, обладают хорошей электропроводностью, заставляя электрический ток, подаваемый через контактные зажимы 6, проходить внутрь электродной пасты 10 и тем самым вызывать быстрое запекание электрода.Кроме того, обычные устройства для удержания и скольжения электрода могут быть использованы без модификаций также для электрода согласно настоящему изобретению. Таким образом, электрод согласно настоящему изобретению может использоваться простым и экономичным способом.
2 снабжен множеством внутренних ребер 11, изготовленных из листов графита, имеющих соотношение радиальной длины и толщины 20: 1. При использовании ребер 11, изготовленных из углеродных материалов, исключается загрязнение продукта, производимого в плавильной печи, железом из стальных ребер.Также устранены недостатки известного самоспекающегося электрода без радиальных внутренних ребер и там, где он используется, углеродные вставки, как раскрыто в патенте Норвегии № 45408. Угольные ребра имеют такую прочность, что они способны выдерживать вес обожженного электрода и, кроме того, обладают хорошей электропроводностью, заставляя электрический ток, подаваемый через контактные зажимы 6, проходить внутрь электродной пасты 10 и тем самым вызывать быстрое запекание электрода.Кроме того, обычные устройства для удержания и скольжения электрода могут быть использованы без модификаций также для электрода согласно настоящему изобретению. Таким образом, электрод согласно настоящему изобретению может использоваться простым и экономичным способом.
Два варианта крепления радиальных углеродных листов к кожуху электрода показаны на фиг. 3 и 4.
Согласно варианту осуществления, показанному на фиг. 3 отдельные секции корпуса 1 электрода снабжены выступающим внутрь фланцем 12.Угольные ребра 11 прикреплены между фланцами 12 на соседних участках кожуха электрода с помощью болтов 13 и гаек 14. Таким образом, угольные ребра 11 крепятся к кожуху простым способом. Кроме того, на контактные поверхности можно нанести клей.
Согласно варианту осуществления, показанному на фиг. 4 кожух снабжен выступающими внутрь фланцами 16 в количестве, равном количеству угольных ребер 11, и угольные ребра 11 приклеены к фланцам 16 с помощью подходящего клея.При необходимости соединение может быть усилено болтами и гайками.
На фиг. 5 и 6 показан вариант осуществления настоящего изобретения, в котором электрод имеет по существу прямоугольное поперечное сечение. Для таких электродов обычные устройства для удержания и скольжения электродов, показанные на фиг. 1 не может быть использован. Чтобы удерживать электрод и подавать электрический ток на электрод, кожух электрода, помимо внутренних радиальных углеродных ребер 11, снабжен внешними радиальными ребрами 17, изготовленными из электропроводящего материала, такого как сталь, алюминий или углерод. .Для подачи электрического рабочего тока к электроду используются устройства 18 подачи тока, которые предназначены для зажима внешних ребер 17 способом, описанным в патенте Норвегии № 147168. Для удержания и скольжения электрода его необходимо использовали устройства для удержания и скольжения электродов, как описано в патенте Норвегии № 147985. Это устройство подачи тока и устройства для удержания и скольжения не создают никаких радиальных сил на кожух 1 электрода, благодаря чему кожух 1 может быть изготовлен из более тонкого материала, что дополнительно снижает загрязнение железом продукта, производимого в плавильной печи.Устройство подачи тока, а также удерживающие и скользящие устройства, описанные в патентах Норвегии № 147168 и 147985, также могут использоваться для электродов, имеющих другое поперечное сечение, чем прямоугольное поперечное сечение.
1 не может быть использован. Чтобы удерживать электрод и подавать электрический ток на электрод, кожух электрода, помимо внутренних радиальных углеродных ребер 11, снабжен внешними радиальными ребрами 17, изготовленными из электропроводящего материала, такого как сталь, алюминий или углерод. .Для подачи электрического рабочего тока к электроду используются устройства 18 подачи тока, которые предназначены для зажима внешних ребер 17 способом, описанным в патенте Норвегии № 147168. Для удержания и скольжения электрода его необходимо использовали устройства для удержания и скольжения электродов, как описано в патенте Норвегии № 147985. Это устройство подачи тока и устройства для удержания и скольжения не создают никаких радиальных сил на кожух 1 электрода, благодаря чему кожух 1 может быть изготовлен из более тонкого материала, что дополнительно снижает загрязнение железом продукта, производимого в плавильной печи.Устройство подачи тока, а также удерживающие и скользящие устройства, описанные в патентах Норвегии № 147168 и 147985, также могут использоваться для электродов, имеющих другое поперечное сечение, чем прямоугольное поперечное сечение.
KHT-900 Печь для повторного обжига электродов SMAW
Печь для повторного обжига сварочных электродов Keen KHT-900 Стандартные характеристики:Система контроля температуры духовки
- Регулируемый пропорциональный интегральный (PI) цифровой контроллер
- Стабильный и надежный контроль температуры с обратной связью контура управления
- Трехзначный светодиодный индикатор температуры
- Отображение температуры в градусах Фаренгейта или Цельсия
- Простое управление с простыми в использовании функциями
Функции безопасности духовки
- Регулируемый ручной сброс с помощью термопары по контролю температуры
- Сверхпрочные взрывозащищенные дверные защелки
- Одобренный UL® пропорциональный интегральный (PI) цифровой контроллер
- Одобренные UL® трубчатые нагревательные элементы в инколой-оболочке
Конструкция печи
- Прочный стальной корпус с порошковым покрытием
- Сварная конструкция
- Угловой перфорированный стеллаж для естественной конвекции
- Дверь усиленная усиленная с взрывозащищенными защелками
- Высокопрочная дверная прокладка с сердечником из трикотажной проволоки из нержавеющей стали 304 и оплеткой из жаропрочного стекловолокна
- Карманы на дне духового шкафа для удобной транспортировки вилочным погрузчиком
- Ограниченная гарантия производителя на 1 год
Часто задаваемые вопросы:
Что такое стержневые электроды и что такое дуговая сварка в среде защитного металла (SMAW)?
SMAW (дуговая сварка защищенного металла) — это процесс ручной дуговой сварки, который часто называют сваркой стержнем . Это один из самых популярных способов сварки, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и невысокой стоимостью оборудования и эксплуатации. SMAW обычно используется с такими материалами, как низкоуглеродистая сталь, чугун и нержавеющая сталь
Это один из самых популярных способов сварки, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и невысокой стоимостью оборудования и эксплуатации. SMAW обычно используется с такими материалами, как низкоуглеродистая сталь, чугун и нержавеющая сталь
Для этого процесса требуется расходуемый электрод, покрытый флюсом (стержневой стержень) для наложения сварного шва, а электрический ток используется для создания электрической дуги между электродом и металлами, которые свариваются вместе.Электрический ток может быть переменным или постоянным током от источника сварочного тока.
Во время укладки сварного шва флюсовое покрытие электрода разрушается. При этом образуются пары, образующие защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления поглотителей, раскислителей и легирующих элементов в металл шва.
Для получения более подробной информации о сварке стержнем, нажмите здесь :
Чем отличается доработка сварочного электрода от удержания сварочного электрода
Как правило, надлежащее обслуживание электродов для стержневой сварки включает два процесса: выдержка (также называемая хранением) и повторная отладка (также называемая восстановлением).
Под процессом выдержки понимается кратковременное * или долгосрочное ** хранение сварочных электродов с подогревом для поддержания заводской сухости. Хранение стержней при повышенных температурах предотвращает попадание атмосферной влаги на гигроскопичное флюсовое покрытие электрода. Существуют различные требования к температуре в зависимости от типа электрода, а также требования к сварке. За конкретными рекомендациями по температуре выдержки обращайтесь к производителю расходных материалов.
Процесс повторной обжига относится к краткосрочному * высокотемпературному нагреву сварочных стержней, которые были или могли быть загрязнены атмосферной влагой. Процесс повторной обжига «восстанавливает» сварочный стержень, то есть он выжигает влагу, попавшую в покрытие, таким образом восстанавливая электрод, чтобы его можно было повторно использовать. Во многих крупных магазинах есть печь для повторной обжига стержней в ящике для инструментов, в которой электроды, возвращающиеся с поля, повторно обжигаются в качестве меры предосторожности для удаления влаги, а затем помещаются в выдерживающую печь для длительного хранения при низкой температуре для повторного использования. Для получения конкретных рекомендаций по температуре повторной обработки обратитесь к производителю расходных материалов.
Для получения конкретных рекомендаций по температуре повторной обработки обратитесь к производителю расходных материалов.
* — В отношении наших продуктов мы считаем краткосрочным сроком 8 часов или меньше.
** — В отношении наших продуктов мы считаем долгосрочными 24 часа в сутки, 7 дней в неделю.
Почему мне нужно хранить и / или повторно обжигать электроды для стержневой сварки в печи с подогревом стержней?
При сварке стержнем (SMAW) чаще всего используется электрод с низким содержанием водорода 7018.Он покрыт флюсом, который гигроскопичен (легко впитывает влагу из воздуха). Это покрытие из флюса горит и превращается в защитный газ, который защищает сварочную ванну от атмосферных загрязнений, таких как водород, азот, кислород и другие. Если эти загрязнители попадут в сварочную ванну, они вызовут такие дефекты, как трещины и пористость (червоточины). Эти дефекты могут создать слабое место, в котором сварной шов может разрушиться под действием напряжения или нагрузки.
Стержни с низким содержанием водорода 7018 — это именно то, что говорится в их названии… с низким содержанием водорода. Они пропускают очень мало водорода в сварочную ванну, если они не хранились неправильно и не загрязнены влагой. Влага пропускает водород во флюс, который затем попадает в сварочную ванну . Эта влажность перегревается в процессе сварки, превращается в пар, а затем пузыри поднимается к поверхности, оставляя открытый карман в готовом сварном шве. Таким образом, в этом конкретном месте сварной шов слабее, потому что это не сплошной валик. Это будет происходить в начале валика с каждым новым использованием стержня и уменьшаться по мере того, как стержень нагревается и сжигает влагу по мере ее потребления.
Загрязненные влагой стержни могут поначалу давать красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже (продольное растрескивание возникает, когда трещина начинается в одной точке и следует по длине сварного шва).
Как в полевых условиях используются печи для повторной сварки прутков KHT-900?
Как объяснено выше, стержневые печи SMAW с повторным обжигом предназначены для достижения высоких температур, необходимых для восстановления сухости флюсового покрытия электродов SMAW с низким содержанием водорода, которые подвергались вредному воздействию влаги.Они часто расположены в центре предприятия, где контролируется хранение и распределение сварочных материалов. Когда электроды возвращаются с поля, они исследуются, и определяется, должны ли они быть помещены в печь для удерживающих стержней или повторно высушены при высоких температурах в печи для повторного изготовления стержней. Стержневые печи Keen KHT-900 для ребейки SMAW представляют собой блоки большой мощности и являются предпочтительным выбором для многих крупных производственных, производственных и аэрокосмических предприятий, где строгий контроль качества и стоимости сварочных электродов имеет первостепенное значение.
Что вы можете сказать о производительности стержневых печей Keen KHT-900?
KHT-900 прочно спроектирован, чтобы выдерживать годы использования в самых сложных промышленных условиях. Во всем устройстве используется толстостенная сталь, а 4 дюйма минеральной ваты в стенках и дверце печи обеспечивают хорошую изоляцию и энергоэффективность стержневых печей Keen KHT-900 SMAW. Внешний вид покрыт прочной порошковой краской, которая обладает высокой устойчивостью к промышленным условиям и рассчитана на многие годы использования.
Тщательный, энергоэффективный и быстрый нагрев — отличительная черта всех печей для хранения сварочных электродов Keen. В частности, стержневая печь для повторного обжига KHT-900 оснащена шестью трубчатыми нагревательными элементами в инколой-оболочке мощностью 1000 Вт, расположенными в местах для облегчения естественной конвекции и эффективного нагрева.
В качестве стандартного оборудования стержневые печи Keen KHT-900 оснащены одобренным UL® программируемым пропорциональным встроенным микропроцессорным контроллером с цифровой регулировкой температуры и светодиодным дисплеем для индикации температуры. Показания температуры могут отображаться в градусах Фаренгейта или Цельсия с точностью ± 0,2 градуса. Удобные тактильные кнопки увеличения / уменьшения на водонепроницаемой передней панели контроллера позволяют легко регулировать заданное значение температуры. Контроллер также имеет режим включения / выключения. Стандартный блок управления, поставляемый со стержневыми печами Keen KHT-900, программируется для стандартной работы, по запросу также доступна модернизированная версия «рампы и выдержки».
Показания температуры могут отображаться в градусах Фаренгейта или Цельсия с точностью ± 0,2 градуса. Удобные тактильные кнопки увеличения / уменьшения на водонепроницаемой передней панели контроллера позволяют легко регулировать заданное значение температуры. Контроллер также имеет режим включения / выключения. Стандартный блок управления, поставляемый со стержневыми печами Keen KHT-900, программируется для стандартной работы, по запросу также доступна модернизированная версия «рампы и выдержки».
Не могли бы вы объяснить назначение угловых полок в печи для повторного отжима стержней для стержневой сварки KHT-900?
Наши угловые стеллажи для хранения сварочной проволоки специально сконструированы так, чтобы не препятствовать естественной конвекции — обычное явление у конкурирующих моделей стержневых печей, в которых для хранения используются плоские стеллажи.Уникальные приварные полки позволяют вставлять полные 50-фунтовые банки со сварочными стержнями до 18 дюймов, что является уникальным преимуществом для ядерных и аэрокосмических стандартов сварки, которые требуют немедленного нагрева открытых банок перед использованием.