
Нержавеющая сварочная проволока – характеристики и применение + Dидео
1 Для чего нужна нержавеющая сварочная проволока
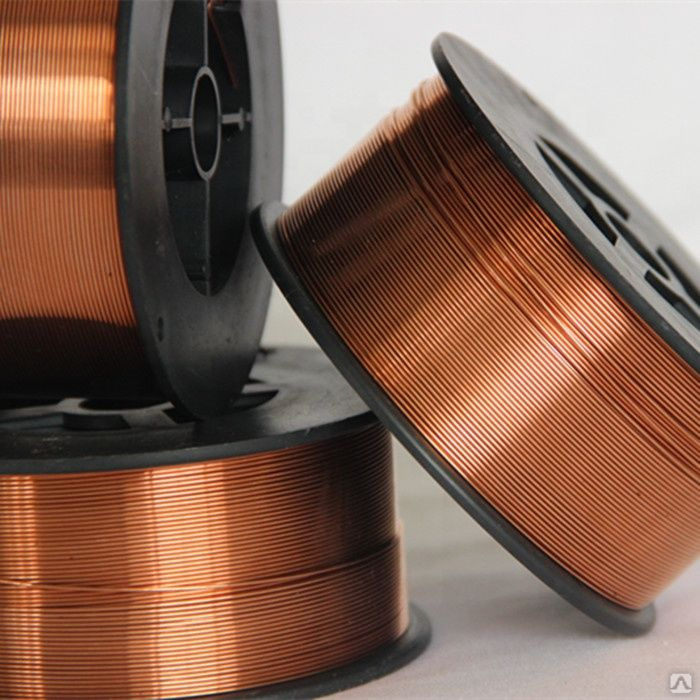
Максимальную защиту от коррозии имеет только высоколегированная сталь, которая является сплавом железа с различными металлами. Поражению ржавчиной подвержена в первую очередь главная составляющая стали, а именно – железо. И вот как раз примеси других металлов снижают этот недостаток или даже полностью его устраняют. Наиболее ярко выраженная особенность нержавейки – она не намагничивается, что и говорит об изменениях, произошедших в сплаве. Однако если изготовленные из нее 2 пластины сварить между собой обычным электродом, шов после снятия зашлакованности почти наверняка через некоторое время покроется тонким налетом ржавчины. Кроме того, черный металл обычно сильно ухудшает структуру легированной стали.
Сваренные пластины из нержавейки
Поскольку швы при сборке различных конструкций – это участки, где возникают большие напряжения металла под действием нагрузок, коррозия в большинстве случаев крайне нежелательна.
2 Из чего изготавливается нержавеющая проволока
 Существует довольно много марок, самой популярной из которых считается 12Х18Н10Т. Это отечественная маркировка, поэтому добавки обозначены в ней кириллицей. Приведенный пример – сокращение, определяющее только состав стали. Более полно можно судить о расходном материале, если взглянуть на развернутую маркировку.
Существует довольно много марок, самой популярной из которых считается 12Х18Н10Т. Это отечественная маркировка, поэтому добавки обозначены в ней кириллицей. Приведенный пример – сокращение, определяющее только состав стали. Более полно можно судить о расходном материале, если взглянуть на развернутую маркировку.Если говорить о значениях, то первые две цифры – это диаметр, который бывает 0,3 миллиметра (для особо тонких листов и сетки), а также 0,6 и 0,8 (универсальный вариант). От 1 до 1,6 миллиметра – это уже производственные расходники. Дальше может быть (а может и отсутствовать) назначение присадки: СВ – сварочная или НП – наплавочная для использования вручную. К слову, во втором случае идеально подходят присадки большого диаметра, если они цельнометаллические. Может иметься и значение содержания углерода. И, наконец, состав, где Х – хром, Т – титан, а Н – никель. Цифры здесь – процентное соотношение компонента с общим объемом присадочного материала.
Маркировка нержавеющей сварочной проволоки
Также различают использующиеся в сочетании с газовой струей марки ER-347Si, ER-308 LSi, ER-309 LSi и ER-316LSi. Как видно из буквенных частей маркировок, в состав этих сплавов входит кремний, который обозначается соответствующими латинскими буквами. Помимо прочего, среди компонентов в небольших процентных соотношениях присутствуют марганец, цирконий или молибден (обозначающиеся в отечественных марках как Г, Ц и М). Также может быть в составе алюминий, на который указывает буква Ю, либо медь – Д. Всегда имеют место небольшие примеси фосфора и серы, которые делают проволоку более хрупкой, потому желательно, чтобы в нержавеющей стали процент этих веществ было как можно меньше. Если стоит знак АА, количество этих примесей минимально, если А – в соответствии со стандартами.
Продается нержавеющая присадка в больших бухтах, которые могут весить до 10, 12 или даже 15 кило, а также в катушках по 0,5 и 1 килограмму. Примечательно, что чем меньше диаметр продукции, тем выше ее стоимость, которая колеблется от 13 до 15 долларов за килограмм, если это высоколегированная, а не просто каленая проволока. Бухтой брать выгоднее, поскольку стоимость при этом оказывается ниже розничной цены почти на 30 %. Но такой вариант оптимален только при больших объемах производства или при частом выполнении работ на автоматическом станке или на полуавтомате.
Бухтой брать выгоднее, поскольку стоимость при этом оказывается ниже розничной цены почти на 30 %. Но такой вариант оптимален только при больших объемах производства или при частом выполнении работ на автоматическом станке или на полуавтомате.
3 Применение сварочной нержавеющей проволоки
Итак, мы знаем, что существуют такие типы присадки, как сварочная и наплавочная, что говорит о способах использования проволоки. Первый вариант применяется исключительно в станках, а вот второй можно задействовать в сочетании с газовым резаком, придерживая отрезок расходного материала клещами или рукой в огнеупорной рукавице. Расплавляя проволоку узким факелом пламени вдоль соединения деталей, можно получить довольно качественный шов. Однако прочность его будет невелика, гораздо более высокое качество соединения достигается только путем дуговой сварки. Для последней необходима обычная или порошковая присадка, причем первая является цельнометаллической, а вторая представляет собой трубочку, заполненную флюсом.
Выше мы упоминали о том, что для сварки проволокой зачастую используется защитный газ, как правило, углекислый, реже – аргон или гелий. По сути, это аналог защитной оболочки электрода, которая, сгорая, не дает металлу окисляться. Работа присадкой в газовой среде считается оптимальной, порошковый расходный материал используется гораздо реже, поскольку он значительно дороже и при этом его расплав сильно разбрызгивается при формировании шва. Как следствие, соединение получается менее красивым и ровным. Особенно неудобна порошковая присадка при вертикальной сварке, поскольку на насадку держака попадает гораздо больше брызг. Впрочем, во время работы рекомендуется время от времени продувать сопло, поскольку капли металла становятся причиной замыканий инструмента.
Сварка нержавеющей проволокой
Очень важно использовать нержавеющую проволоку с тем же компонентным составом, что и в соединяемых заготовках, в этом случае прочность швов будет наибольшей.
Существует 2 способа работы на полуавтоматическом станке. Первый предусматривает непрерывность подачи напряжения при довольно быстром выходе проволоки, которая хорошо плавится в токе высокой плотности и практически не выгорает, формируя четкую линию шва. При таком методе получается отличное качество соединения при высоком расходе присадки. Импульсная подача дозирует выход проволоки, при этом напряжение должно быть настроено очень точно, чтобы обеспечить капельное наплавление присадки. Этот вариант наиболее подходит для нержавеющих марок стали и позволяет экономить расходный материал, не снижая качества шва.
Первый предусматривает непрерывность подачи напряжения при довольно быстром выходе проволоки, которая хорошо плавится в токе высокой плотности и практически не выгорает, формируя четкую линию шва. При таком методе получается отличное качество соединения при высоком расходе присадки. Импульсная подача дозирует выход проволоки, при этом напряжение должно быть настроено очень точно, чтобы обеспечить капельное наплавление присадки. Этот вариант наиболее подходит для нержавеющих марок стали и позволяет экономить расходный материал, не снижая качества шва.
Сварочная нержавеющая присадочная проволока в компании «РУСЕВРОСТАЛЬ»
РУСЕВРОСТАЛЬ поставляет нержавеющую сварочную проволоку от ведущих мировых производителей. В зависимости от Ваших задач, предлагаем Вам купить присадочную проволоку для сварки производства Австрии, Швеции либо Китая. Каждый производитель использует свои разработки и технологии для производства сварочной проволоки из нержавеющей стали, делая упор на качество и расход сварочных материалов либо их универсальность.
Сварочная нержавеющая проволока – это проволока круглого сечения из нержавеющей стали и сплавов, используется во время проведения сварочных работ на полуавтомате. Часто сварочную нержавеющую проволоку для полуавтоматов называют «проволока для tig сварки».
Марки присадочной проволоки:
- сварочная проволока E308LSi (04Х19Н9) для стали: AISI 304/304L
- сварочная проволока E309LSi (07Х25Н13) для сталей: 20Х23Н18
- сварочная проволока E316LSi (04Х19Н11М3) для сталей: AISI316L,10Х17Н13М2Т
- сварочная проволока E321 (06Х19Н9Т) для стали: AISI 321, 12Х18Н10Т
Нержавеющая присадочная проволока
из наличия со склада в Москве и под заказ
Тип сварки: полуавтоматическая сварка MIG/MAG
Диаметр присадочной проволоки: 0,8/ 1,0/ 1,2/ 1,6 мм
Упаковка: пластиковая кассета с рядной намоткой: D100=1 кг, D200=5 кг, D300=15 кг
Катушка запаяна в полиэтиленовый чехол, и упакована в картонную коробку
Минимальный заказ проволоки от 1 катушки
Страна производитель: Австрия, Швеция, Китай
Размерный ряд сварочной проволоки
| Вес 1 катушки проволоки для сварки, кг | |||||||||
| Марка стали по AWS (ГОСТ) | Диаметр, мм | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 0,8 | 0,8 | 0,8 | 1 | 1 | 1 | 1,2 | 1,2 | 1,6 | |
| E308LSi/308L (04Х19Н9) | 1,00 | 5,00 | 15,00 | 1,00 | 5,00 | 15,00 | 5,00 | 15,00 | 15,00 |
| E309LSi/309L (07Х25Н13) | — | 5,00 | — | — | 5,00 | — | — | 15,00 | — |
| E316LSi/316L (04Х19Н11М3) | — | 5,00 | — | — | 5,00 | — | — | 15,00 | — |
| E321LSi/321 (06Х19Н9Т) | — | — | 15,00 | — | — | 15,00 | — | 15,00 | — |
Вес катушки нержавеющей проволоки зависит от марки производителя.
У разных производителей вес катушки может отличаться.
|
Проволока сварочная 307 Si (d: 1,0 мм) |
||||||||||||||||||||||
|
подробнее…
|
Сварочная проволока для ля сварки нержавеющей стали 307, а также нелегированной стали с нержавеющей сталью, трудносвариваемых марок углеродистой стали и стали с содержанием марганца до 12%.
|
|
||||||||||||||||||||
|
Проволока сварочная 307 LSi (d: 1,2 мм) |
||||||||||||||||||||||
|
подробнее.
|
Сварочная проволока для сварки нержавеющей стали 307, а также нелегированной стали с нержавеющей сталью, трудносвариваемых марок углеродистой стали и стали с содержанием марганца до 12%.
|
|
||||||||||||||||||||
|
Свар. |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 304 и 308.
|
|
||||||||||||||||||||
|
Свар. |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 304 и 308.
|
|
||||||||||||||||||||
|
Свар. |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 304 и 308.
|
|
||||||||||||||||||||
|
Проволока сварочная 309 LSi (d: 1,2 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 309, а также нелегированной стали с нержавеющей сталью.
|
|
||||||||||||||||||||
|
Проволока сварочная 316 L Si (d: 0,8 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 316.
|
|
||||||||||||||||||||
|
Проволока сварочная 316 L Si (d: 1,0 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 316.
|
|
||||||||||||||||||||
|
Проволока сварочная 316 L Si (d: 1,2 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 316.
|
|
||||||||||||||||||||
|
Проволока сварочная 347 LSi (d: 0,8 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 309, а также нелегированной стали с нержавеющей сталью.
|
|
||||||||||||||||||||
|
Проволока сварочная 347 LSi (d: 1,0 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 321 и 347.
|
|
||||||||||||||||||||
|
Проволока сварочная 347 LSi (d: 1,2 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 321 и 347.
|
|
||||||||||||||||||||
 ..
..
 проволока 308 L Si (d: 0.8 мм)
проволока 308 L Si (d: 0.8 мм) проволока 308 L Si (d: 1.0 мм)
проволока 308 L Si (d: 1.0 мм) проволока 308 L Si (d: 1.2 мм)
проволока 308 L Si (d: 1.2 мм) ..
..
 ..
..
 ..
..
 ..
..
 ..
..
Проволока сварочная нержавеющая, проволока сварочная из нержавеющей стали
Главная / Каталог / Нержавеющая сталь / Сварочные материалы / Проволока сварочная нержавеющаяКомпания ООО «Металл-Гарант» реализует широкий ассортимент нержавеющей проволоки для сварки. У нас вы найдете не только богатый выбор продукции, но и широкий диапазон цен, благодаря чему нам удается удовлетворить любые потребности наших заказчиков.
У нас вы найдете не только богатый выбор продукции, но и широкий диапазон цен, благодаря чему нам удается удовлетворить любые потребности наших заказчиков.
Нержавеющая сварочная проволока– это гибкий своеобразный электрод, отличительной особенностью которого является высокая коррозийная стойкость. Благодаря тому, что при производстве данного сварочного материала в его состав добавляется углерод, он создает своеобразное препятствие для возникновения такого явления, как межкристаллическая коррозия (коррозия метала по границам зерен). Из-за особенностей строения стали при ее высокотемпературной обработке, она более, чем другие виды металлов подвержена образованию данного явления. К тому же при производстве добавляется и такой микроэлемент как кремний, благодаря которому обеспечивается высокое качество сварного шва.
Данный тип проволоки используется для сварки полуавтоматическими сварочными инверторными аппаратами в среде защитных газов (зачастую при аргонодуговой сварке). Так как этот тип сварочной проволоки имеет в своем составе слой меди, то ее не редко называют омедненной. На сегодняшний день, она выпускается в соответствии с ГОСТом 2246-70. Стоит отметить, что не вся сварочная проволока для сварки нержавейки обладает медным слоем. Эта часть ее конструкции в соответствии с ГОСТом присуща лишь проволоке с диаметром от 0.8 мм до 1.6 мм. Проволока, диаметр которой превышает 2 мм, не обладает медным слоем.
Так как этот тип сварочной проволоки имеет в своем составе слой меди, то ее не редко называют омедненной. На сегодняшний день, она выпускается в соответствии с ГОСТом 2246-70. Стоит отметить, что не вся сварочная проволока для сварки нержавейки обладает медным слоем. Эта часть ее конструкции в соответствии с ГОСТом присуща лишь проволоке с диаметром от 0.8 мм до 1.6 мм. Проволока, диаметр которой превышает 2 мм, не обладает медным слоем.
Наиболее часто проволока сварочная нержавеющая применяется для сварки аустенитных нержавеющих листов стали различных типов в среде защитных газов, таких как аргон. Благодаря этому, область применения данного типа сварочного материала достаточно широка. Сварку с использованием нержавеющей сварочной проволоки применяют в промышленной, архитектурной, мебельной и пищевой отраслях, а так же в мостостроении.
Еще один плюс нержавеющей сварочной проволоки – это ее упаковка. Благодаря тому, что она продается в уже намотанном на катушки виде, можно осуществлять ее точную дозировку и тем самым экономить этот материал во время проведения сварочных работ.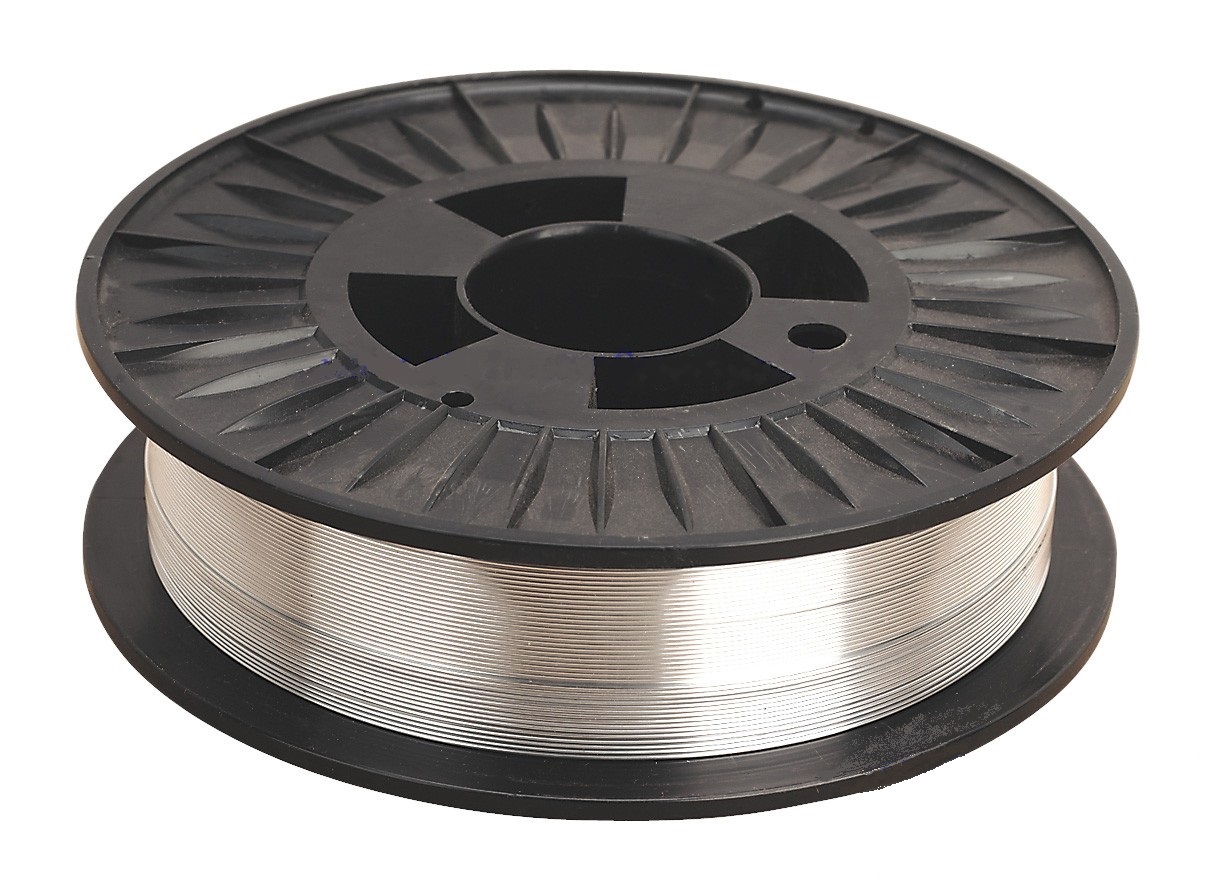 К тому же, она обладает разными диаметрами от 0.8 до 6 мм, что позволяет подобрать именно тот тип проволоки в соответствии с размерами и типом свариваемых металлов.
К тому же, она обладает разными диаметрами от 0.8 до 6 мм, что позволяет подобрать именно тот тип проволоки в соответствии с размерами и типом свариваемых металлов.
Как показывает практика, нержавеющая сварочная проволока является отличным сварочным материалом при соединении деталей из низколегированной и углеродистой стали. Благодаря особому медному покрытию, процесс сварки характеризуется ровным горением электрической дуги, а так же высоким качеством сварного соединения. Благодаря использованию данного типа сварочной проволоки и метода сварки в среде защитных газов в конечном результате сварной шов обладает высокими показателями герметичности и стойкости к образованию коррозии. К тому же сварщику удается избежать так называемого эффекта межкристаллической коррозии.
| ПРОВОЛОКА СВАРОЧНАЯ НЕРЖАВЕЮЩАЯ | ||
| Марка | Диаметр | |
|---|---|---|
| AISI 308LSi | 0,8 | |
| AISI 308LSi | 1 | |
| AISI 308LSi | 1,2 | |
| AISI 308LSi | 1,6 | |
| AISI 308LSi | 2 | |
| AISI 904L | 1,6 | |
| AISI 904L | 2 | |
| СВ-04Х19Н9 | 1,5 | |
| СВ-04Х19Н9 | 1,6 | |
| СВ-04Х19Н9 | 3 | |
| СВ-04Х19Н9 | 4 | |
| СВ-06Х19Н9Т | 1,5 | |
| СВ-06Х19Н9Т | 1,6 | |
| СВ-06Х19Н9Т | 2,5 | |
| СВ-06Х19Н9Т | 4 | |
| 12Х18Н10Т | 0,3 | |
| 12Х18Н10Т | 0,5 | |
| 12Х18Н10Т | 0,7 | |
| 12Х18Н10Т | 0,8 | |
| 12Х18Н10Т | 0,81 | |
| 12Х18Н10Т | 0,9 | |
| 12Х18Н10Т | 1,51 | |
| 12Х18Н10Т | 1,81 | |
| 12Х18Н10Т | 2 | |
| 12Х18Н10Т | 2,01 | |
| 12Х18Н10Т | 2,5 | |
| 12Х18Н10Т | 3 | |
| 12Х18Н10Т | 4 | |
| 12Х18Н10Т | 4,5 | |
| 12Х18Н10Т | 5,5 | |
| 12Х18Н10Т | 6 | |
Сварочная проволока для нержавейки 12х18н10т
Сварочная проволока для нержавейки 12х18н10т представляет собой продукцию сортового проката, имеющее малый диаметр круглого сечения. Два типа проволоки – термически обработанная и холоднотянутая.
Два типа проволоки – термически обработанная и холоднотянутая.
Провода и прутки по нержавеющей стали различных типов применяются в качестве присадочных материалов при электродной, MIG MAG, TIG и дуговой сварке. В соответствии с требованиями для сварки используется аустенитная, мартенситная, ферритная или аустенитно-ферритная сталь, также называемые дуплексными сталями.
Использование выбранных изделий с контролируемыми примесями гарантирует оптимальную сварку как с точки зрения механической прочности, так и устойчивости к коррозии.
Разновидности сварочная проволока для нержавейки 12х18н10т
Проволоку 12Х18Н10Т для выполнения сварочных работ можно отнести к типу проката, отличающегося потрясающими антикоррозийными характеристиками. Использование данного типа электродов актуально исключительно в качестве изделия для сварки нержавеющих деталей. Присадочную проволоку 12х18н10т можно считать востребованным материалом в сфере машиностроения, энергетики, химической, пищевой, нефтяной промышленности.
В качестве основы, из которого произведены изделия, используется улучшенная сталь высокого качества с добавлением химических компонентов, способные придать проволоке повышенную устойчивость к высокой температуре, окислению и коррозии. Например, в производстве стойкой проволоки используются сложнолегированные сплавы с такими элементами, как медь, никель, кремний, молибденом. Изготовление каждой из таких проволок предполагает различные требования к размерам, объемам, качеству, диаметру материала. Следовательно, существуют определенные разновидности проволоки.
Согласно способу изготовления, различается холоднокатаное и горячекатаное изделие. Исходя из того, какой вид поверхности металла будет обрабатываться, проволока-нержавейка делится на три вида:
- Омедненная;
- Проволока без окислов светлая;
- Оксидированная.
Химический состав проволоки для нержавейки
Химический состав соответствует ГОСТу5632-72. В состав сплава в качестве основы для производства проволоки входит железо. Помимо этого, в содержание хром-никелевой стали включены такие химические элементы как хром в процентном соотношении до 19%, никель от 10 до 11%, титан около 0,78%, кремний примерно 0,81%, фосфор в размере 0,036%, сера меньше чем 0,021%, марганец от 2%, медь до 0,031%, углерод меньше чем 0,121%. Марка стали для проволоки выплавляется в специальных дуговых электропечах.
Помимо этого, в содержание хром-никелевой стали включены такие химические элементы как хром в процентном соотношении до 19%, никель от 10 до 11%, титан около 0,78%, кремний примерно 0,81%, фосфор в размере 0,036%, сера меньше чем 0,021%, марганец от 2%, медь до 0,031%, углерод меньше чем 0,121%. Марка стали для проволоки выплавляется в специальных дуговых электропечах.
Главные легирующие компоненты стали, из которой выплавлены электроды – это хром и никель. Именно они влияют на характеристики исходного материала. Высокое соотношение содержания хрома в марке 12х18н10т до 19% способствует пассивации металла, при этом усиливает антикоррозийные свойства стали.
Благодаря присутствию никеля в размере до 11% сталь переводится в класс высокотемпературных гранецентрированных аустенитов. Аустенитная сталь обладает исключительным сочетанием технологичности в сочетании с расширенными эксплуатационными свойствами.
Сталь такого типа отлично прокатывается в горячем и холодном состоянии. Если сравнивать с ферритной сталью, то аустенитный вариант обладает высоким уровнем противостоянию появлению коррозии в условиях агрессивной среды, серная кислота не является исключением.
Если сравнивать с ферритной сталью, то аустенитный вариант обладает высоким уровнем противостоянию появлению коррозии в условиях агрессивной среды, серная кислота не является исключением.
Благодаря содержанию в составе такого карбидообразующего элемента как титан у стали устраняется предрасположенность к межкристаллитной коррозии. После вступления в реакцию титана с углеродом образуется карбид тугоплавкий.
Составная часть кремния не превышает 0,8%, благодаря чему плотность стали значительно повышается. Присутствие кремния позволяет увеличить прочность и коэффициент предела текучести, при этом снижается пластичность сплава, а это усложняет процесс холодной прокатки.
Марганец, содержание которого составляет от 2%, помогает получить мелкозернистую сталь.
Показатель максимального содержания фосфора не превышает 0,036%. Увеличенный коэффициент содержания фосфора может негативно повлиять на механические характеристики сплава. Может возникнуть в процессе кристаллизации сильная первичная ликвация, при снижении температурного режима пластические свойства сплава тоже снижаются.
Выпускаемые размеры
Изготовление проволоки х н т нержавеющей x 121810 происходит согласно ГОСТу 18143 −72. Исходным материалом является жаропрочная, легированная, антикоррозийная сталь с разрезом от 2 мм. В маркировке изделия заложена информация о технологии производства изделия, его химическом составе, какой вид шлифовки имеет поверхность стали.
В продажу поступает присадочная проволока 12Х18Н10Т с диаметром сечения от 0,2 мм до 5-6 мм марки AISI 321. Продукция предлагается в бухтах удобного веса 5кг, 15кг, 25кг, 35 кг. Изделия с диаметром до 1,2 мм предлагается в катушках с повышенной прочностью К-160.
Технические характеристики 12х18н10т
Присадочная сварочная проволока марки 12Х18Н10Т в зависимости от диаметра сечения способна менять свои технические свойства. Коэффициент конечно незначителен, однако в процессе выбора следует учитывать их. Технические характеристики отображены в таблице:
Как выбрать сварочную проволоку для нержавейки
Процедура сваривания деталей из нержавейки – сложный процесс, всегда есть вероятность образования брака. Во избежание этого следует с особой точностью выбирать необходимое изделие. Изделия для сваривания нержавеющей стали 12Х18Н10Т – это специфическая продукция, способная подойти не для каждого типа легированной стали. Главным правилом при выборе можно считать идентичность состава. Максимально практичным вариантом в данном случае является сваривание изделий из нержавеющей стали того же сорта.
Во избежание этого следует с особой точностью выбирать необходимое изделие. Изделия для сваривания нержавеющей стали 12Х18Н10Т – это специфическая продукция, способная подойти не для каждого типа легированной стали. Главным правилом при выборе можно считать идентичность состава. Максимально практичным вариантом в данном случае является сваривание изделий из нержавеющей стали того же сорта.
Проволока 12Х18Н10Т пользуется популярностью по причине широкой номенклатуры. С выбором необходимой толщины вообще не должно возникнуть проблем. В случае, когда не допускается определенная погрешность и большой разброс, шаг диаметра составляет 0,1-0,2мм. Благодаря этому появляется возможность получить сварочное соединение высокого качества без проблем, связанных с пережиганием исходного металла.
Вполне понятно, что не всегда есть возможность обладать продукцией со всеми диаметрами сечения, вот почему при подборе необходимо ориентироваться на совпадение размера диаметра проволоки и толщины исходного металла.

Маркировка
Присадочная проволока маркируется согласно маркам стали, которые применяются в потребительской отрасли и в производственной промышленности. Так, марка 12Х18Н10Т представляет собой светлую хромоникелевую проволоку для выполнения сварочных работ. Изделие способно создавать сварной шов высокой надежности. Имеет большой спрос в энергетической промышленности, машиностроении, при сооружении трубопроводов.
В маркировке проволоки присутствует информация об элементах, задающих главные характеристики материалу. Показатель содержания данных компонентов оказывается ключевым.
- 12 означает, что содержания углерода равно 0,12 процентов;
- Х18 показывает, что хрома содержится в размере 18 процентов;
- Н10 значение содержания никеля равняется 1 процентам;
- Т означает, что 1 процент титана содержится в сплаве.
Именно такое соотношение химических элементов способно обеспечивает образование поверхностного оксидного слоя, гарантируя повышенную степень устойчивости стали к различным химическим веществам.
Рекомендации по сварке
Если у вас в планах появилось выполнить сварочные работы по нержавейке, то полезно будет почитать некоторые рекомендации по сварке:
- В случае длительного выполнения сваривания деталей из нержавеющей стали при температуре 370-540 градусов по Цельсию происходит понижение пластических характеристик проволоки, соответственно увеличивается показатель хрупкости.
- Следует уделить внимание свариванию заготовок и работам, осуществляемым при температуре 440- 500 градусов. В данном случае может возникнуть риск появления кристаллизационных трещин, которые станут причиной хрупкости конструкции.
- Между прихватками шаг по возможности делать минимальный.
- Перед началом выполнения сварки предварительно необходимо нагреть заготовку до показателя 1000 градусов, далее позволить изделию остыть на протяжение трёх часов до 100 градусов.
- Для эффективного соединения в сварочной работе используется аргон углекислота и смесь, что позволит достигнуть значительно легкого струйного переноса электрода.
 В результате швы получатся пластичнее, вероятность появления пор уменьшается.
В результате швы получатся пластичнее, вероятность появления пор уменьшается.
 В результате швы получатся пластичнее, вероятность появления пор уменьшается.
В результате швы получатся пластичнее, вероятность появления пор уменьшается.Заключение
Сваривание изделий из нержавеющей стали имеет свои особенности, если сравнивать процесс сваривания других металлов. При этом отличается не только применением специальных проволок для нержавейки, но и самой процедуры осуществления сварки.
Подобным нюансам следует выделить особенное внимание, так как каждый из них в конечном результате повлияет на качество выполненной работы. Основное правило – помните, что сталь нержавейка обладает достаточной хрупкостью, по этой причине требуется минимизировать период воздействия тепла на металл.
Проволока для произведения сварочных процессов марки 12х18н10т является одной из наиболее распространенных проволок по нержавейке. Высокие эксплуатационные характеристики, устойчивость к высокому температурному режиму и коррозии – преимущества, которыми обладает продукция.
Высокие эксплуатационные характеристики, устойчивость к высокому температурному режиму и коррозии – преимущества, которыми обладает продукция.
Проволока 12х18н10т нашла своё использование в области сваривания конструкций из нержавейки там, где нет возможности использовать электроды, выполненные из черных сплавов.
низкие цены, доставка в регионы
Нержавеющая сталь не ржавеет и стойкая в агрессивной среде. Это увеличивает срок эксплуатации оборудования и механизмов, изготовленных из этого металла.
У большинства нержавеющих конструкций, детали соединяются с помощью сварки. Поэтому швы по своей прочности не должны уступать самой стали. Этого можно достичь, если в качестве наплавляемого материала используется проволока сварочная нержавеющая необходимой марки.
Приобрести ее можно только у тех продавцов, которые реализуют товар от известных производителей. Выбор будет удачным, если ознакомиться с тем, что собой представляет проволока для сварки.
Технические характеристики
1. 2 2 |
0,009 |
| 1.6 | 0,0160 |
| 2 | 0,025 |
| 3 | 0,056 |
| 4 | 0,099 |
Классификация
Наиболее часто используется проволока нержавейка, изготавливаемая из легированных сплавов марки Св-06Х19Н9Т и Св-04Х19Н9 на основании ГОСТ 2246-70. Она имеет матовую поверхность без дополнительного покрытия. Прокатывается диаметром от 1.2 до 4 мм и поставляется в бухтах.
Холоднотянутая проволока нержавеющая 2 мм, в зависимости от способа производства, разделяется на следующие категории:
- Оксидированная проволока имеет защитную пленку на поверхности. Подвергается дополнительной термической обработке, что придает ей улучшенные прочностные характеристики.
Изготовленная таким же термическим способом, но без окислов. Имеет светлые цвета побежалости. - Холоднотянутая или нагартованная. Имеет повышенную твердость. Производится методом пластической деформации, что увеличивает ее прочность и жесткость.
 Производится методом пластической деформации, что увеличивает ее прочность и жесткость.
Производится методом пластической деформации, что увеличивает ее прочность и жесткость.В зависимости от пластичности проволока различается на 2 класса, а по точности изготовления на рядовую и высококачественную. От количества легирующих добавок проволока нержавеющая 3 мм делится на три группы. В первой содержание добавок составляет 2.5 %, во второй до 10 %, а в третьей более 10 %.
Чтобы качественно выполнить сварочные работы, необходимо подобрать проволоку, имеющую одинаковые свойства с металлом конструкции. Промышленность выпускает более 30 марок подобной проволоки. Для сварки нержавеющей стали можно подобрать требуемый расходный материал. Для этого надо обратить внимание на марку проволоки. Например, такое название, как проволока 12х18н10т, обозначает следующее:
- характеризует количество углерода, в данном случае 0.12 %.
- Буква «Х» и число «18» указывают на то, что в стали содержится хром в количестве 18 %.
- «Н10» обозначает наличие никеля в количестве 10 %.
Содержание титана не регламентируется, так как оно минимальное. Символ «Н» только подтверждает наличие этого элемента в сплаве.
Область применения
Проволока для сварки нержавейки 12х18н10т используется в строительстве, машиностроении, пищевой и нефтедобывающей отрасли. Так как большинство труб изготавливаются из этой стали, то нержавеющая проволока 0.8 является оптимальным вариантом для качественной сварки.
Высоколегированные нержавеющие стали марки 12Х18Н9, 08Х18Н10, 12Х18Н10Т, 12Х18Н9Т свариваются под флюсом или в среде углекислого газа. Для этого применяют сварочные проволоки марки Св-0,1Х19Н9; Св-0,4Х19Н9; Св-07Х18Н9ТЮ. Такой подбор позволяет уменьшить коррозию металла в швах.
Стали с высокой антикоррозийной стойкостью свариваются с помощью марки Св-06Х20Н11МЗТБ и Св-08Х19Н10МЗБ. Если эти же стали сваривают в среде инертного газа, то можно использовать марку Св-08Х25Н13БТЮ. Чтобы изготовить оборудование из жаропрочной стали, используют проволоку Св-04Х19Н19 или Св-08Х18Н8Г2Б.
Нержавеющая проволока может использоваться для сварки конструкций, которые эксплуатируются в условиях агрессивной среды. Особенно там, где присутствуют различные кислоты, солевые и щелочные составы, а также высокое давление и температура до + 350 ⁰С.
Присадочная проволока для сварки нержавейки и аргоном
Сварочная проволока – это один из материалов, применяемый для сварки деталей. Основная ее задача – создание качественных сварочных швов. Основное преимущество сварочной проволоки заключается в том, что шов, полученный с ее помощью, отличается высокой стойкостью к коррозии и ряду других факторов.
Присадочная проволокаНа сегодня к основным типам проволоки относят:
- постоянного сечения;
- порошковую;
Присадочная сварочная проволока и ее особенности
Проволока – это металлическое изделие, которое имеет малое сечение. Причем оно настолько мало, что несопоставимо по размерам с его длиной. Для производства проволоки применяют различные виды металлов – и черных, и цветных, и нержавеющих.
Порошковая сварочная проволока
Отдельный класс продукции – это сварочная. Ее применяют для проведения автоматической и полуавтоматической сварки. Из нее изготавливают электроды, прутки и прочие изделия, применяемые при сварке деталей ручным и автоматическим способом.
По сути, она заменяет собой электроды, используемые при сварочных работах. Через нее в сварочную зону подают электричество, необходимое для розжига и поддержания дуги. Кроме того, проволока принимает участие в формирование сварных швов и обеспечивает их физико-механические параметры.
Для производства проволоки, применяемой для сварочных работ, используют различные типы металла. При этом может измениться сфера использования готовой проволоки. Например, при производстве сварочной проволоки может быть использован алюминий. Ее можно использовать для работы со сплавами на основании магния, алюминия и ряда других. Если проволока выполнена из нержавейки, то ее применяют при сварке деталей выполненных из сталей стойких к воздействию коррозии.
Если проволока выполнена из нержавейки, то ее применяют при сварке деталей выполненных из сталей стойких к воздействию коррозии.
При строительстве судов чаще всего применяют порошковую проволоку. Кроме того, существует омедненная проволока. Ее использование влечет за собой получение качественных швов. Не так давно, в ходу была проволока без какого-либо покрытия вообще.
Омедненная присадочная проволока
Выбирая проволоку для сварочных работ необходимо всегда помнить о том, что на рынке существует несколько типов подобной продукции. Они отличаются друг от друга не только химическим составом, но и строение, количеством легирующих компонентов.
Проволоку необходимо выбирать исходя из пометок, нанесенных на ее поверхность или на упаковку. Пометки, говорят потребителю о физико-технических параметрах проволоки и области ее применения.
Например, в ГОСТ 2246-70, это документ, который нормирует технические условия на стальную сварочную проволоку. Так, он гласит, то, что для производства этого сварочного материала допустимо использовать низкоуглеродистую сталь (Св-08АА, Св-08ГА) легированную (Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ) и высоколегированные сплавы (Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ).
Так, он гласит, то, что для производства этого сварочного материала допустимо использовать низкоуглеродистую сталь (Св-08АА, Св-08ГА) легированную (Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ) и высоколегированные сплавы (Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ).
Кроме того, сварочную проволоку разделяют на ту, которую применяют для выполнения сварочных работ, и на ту, из которой производят электроды. Она может быть изготовлена c с медным покрытием и без него. Все тонкости, касающиеся диаметра, марки стального сплава, наличия покрытия должны оговариваться при оформлении заказа.
Проволока для сварки аргоном
Выполнение работ под защитой аргона применяется во всех промышленных отраслях и в быту. Для ее реализации применяют специально выпускаемую присадку.
Проволока для сварки аргоном
Сварные работы под защитой аргона позволяют выполнять соединение деталей, которые на обыкновенном сварочном устройстве соединить невозможно. В основном, аргонную сварку применяют для сваривания деталей из цветного металла, нержавеющих сталей.
Общие параметры метода сварки с применением аргона
В основе аргонной сварки, как уже отмечалось, лежит создание сварочной ванны под защитой аргона. Его наличие защищает расплав от воздействия атмосферного кислорода. Технология такой сварки подразумевает использование, как минимум двух методов сварки. Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.
Сварка аргоном
Сварочные технологии подразумевают два способа, в одном применяют плавящиеся электроды, в другом плавящиеся. За счет использования последних получают качественный шов с равномерной плавкой обоих заготовок. Такой способ применяют для сварки труб и соединения деталей из титана и алюминия.
Дуга разжигается между рабочим инструментом и деталями, подлежащими сварке. При сваривании деталей по аргонодуговой технологии используют инструмент (электроды) произведенные из вольфрама. Главное их достоинство заключается в их тугоплавкости. Для улучшения его эксплуатационных характеристик в состав вольфрамового сплава вводят отдельные химические соединения.
Если существует необходимость в применение дополнительного присадочного материала, то его подают в сварочную ванну сборку и это исключает контакт с электричеством подаваемом в нее.
Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.
Процесс применения присадочной проволоки
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
В РФ выпускают проволоку преимущественно для сварных работ с черными сталями.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.
Схема сварки при использовании присадочной проволоки
Эта сварка может быть использована часто, так как обладает множеством достоинств.
В этих условиях имеет смысл использовать порошковую сварку. Все дело в том, что она сочетает в себе положительные свойства обыкновенных электродов и обыкновенной сварочной проволоки.
Надо отметить, что сварка порошковой проволокой не нуждается в газе, наборе газовых рукавов и аппаратуры для подачи или создания флюса.
Преимущества
Присадочная сварочная проволока может быть классифицирована как самозащитная и газозащитная. Защиту проволоки могут обеспечивать различные виды газов. Применение сварочной проволоки позволяет получать:
- За счет высокого теплового потока электрод образует узкую область термического действия на металл.
- Необходимое воздействие на металл образующегося сварного шва за счет изменения газового состава и марки проволоки.
- Высокую производительность труда по время выполнения сварочных работ.

Самозащитная порошковая проволока
Применение сварочной проволоки предоставляет большие возможности для механизации работ.
Из явных достоинств можно назвать и то, что благодаря применению проволоки для электродуговой сварки происходит снижение основного и вспомогательного времени на выполнение работ в результате снижаются накладные расходы и происходит снижение себестоимости готовой продукции.
Присадочная проволока с полированной поверхностью
Существует два вида сварочной проволоки – с полированной и с обмедненной поверхностью. И состояние поверхности проволоки оказывает существенное влияние на качество дуги, получаемого шва, количество капель расплавленного металла и само собой на надежность сварочного оборудования.
Недостатки
Между тем нельзя не отметить и то, что использование присадочной проволоки для сварки обладает рядом недостатков, которые технологи должны учитывать при выборе метода и режимов сварки:
- Сварочный присадочный материал требует постоянной защиты и это оказывает негативное влияние на стоимость работ.
- Для хранения больших объемов материала необходимо обеспечивать строго определенные условия, которые не всегда получается использовать.
- Катушки с ней не всегда удобно использовать для работы в домашних условиях, особенно если речь идет о небольших объемах сварки.

Дополнительные флюсы для сварки
- При выполнении сварки с помощью этого изделия достаточно проблематично подобрать какой-то один универсальный диаметр и поэтому приходится держать на складе несколько типоразмеров продукции.
- Часто для повышения качества сварочных швов приходится использовать дополнительный флюс.
Классификация
Выбирая необходимый сварочный материал надо понимать, для каких именно работ она будет использована. Для облегчения выбора разработано несколько видов классификации. Изначально выделяют группы, касающиеся количества легирующих элементов в химическом составе проволоки, выделяют три основные группы:
- с небольшим количеством углерода;
- с небольшим количеством легирующих компонентов;
- с большим количеством легирующих составляющих.

В отдельную группу выделяют порошковую проволоку, применяемую для автоматической сварки и показывающую требуемое качество сварного соединения.
Строение присадочной проволоки
Еще один способ классификации определяет ее по материалу изготовления. В этом случае изделия разделяют по основному материалу. Для изготовлениясварочной проволоки применяют алюминий, медь, нержавейку, сталь и пр.
Для сваривания деталей из обыкновенной стали применяют следующие марки сварочного материала:
08Г1С – она состоит из материала покрытого медью, ее применяют при работе со сталями и материалами с низким содержанием легирующих элементов. В качестве защитной среды применяют углекислоту или аргоновую смесь. Ее применяют для сварки на полуавтоматическом оборудовании.
Для сварки нержавейки
Нержавеющая сталь обладает некоторыми сложностями при обработке. Для выполнения сварки подбирают такой материал, которая максимально приближена к составу заготовок. Например, 04×19Н11М3.
Проволока для сварки нержавейки
Он обладает стойкостью к коррозии. Проволоку из этого материала применяют для сваривания из деталей, в состав которых входит хром и пр. Сварку производят на автоматическом оборудовании под защитой газа.
Для сварки алюминия
Алюминий, и остальные цветные металлы, сваривают аргоно-дуговой сваркой.
Проволока для сварки алюминия
Для выполнения сварки используют проволоку, выполненную из сплава Д16 или В92Ц. В состав последней, кроме алюминия, входят магний и цинк.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.
Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.
Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Особенности выбора
При подборе материала для работ надо учитывать ряд ее свойств. В частности, должны совпадать температура расплава металла и проволоки и конечно материалы.
В частности, должны совпадать температура расплава металла и проволоки и конечно материалы.
То есть для сварки алюминия необходимо выбирать проволоку выполненную из этого материала. Для нержавеющей стали применяют проволоку из такой же стали и пр.
Трудности при сварке
Надо отметить то, что сварка проволокой отличается требуемым качеством, но это может быть обеспечено только в случае если марка материала и проволоки совпадают, а режим отвечает требованиям нормативной и конструкторской документации.
Кроме того, так проволока, которая используется в производстве должна хранится в соответствующих условиях.
Почему не следует сваривать проволоку из углеродистой и нержавеющей стали вместе
Некоторое время назад клиент спросил инженеров Marlin Steel, можно ли приварить гайку из нержавеющей стали к проволоке из углеродистой стали.
Короткий ответ был: «Да, можно, , но, вероятно, не захочется». В большинстве случаев, если вам нужна нержавеющая проволока, лучше всего использовать проволоку из нержавеющей стали, а не смешивать и подбирать металлы.
Как можно
Сваривать разнородные металлы Сваривать разнородные металлы Аустенитные нержавеющие стали, такие как нержавеющая сталь марки 304 или нержавеющая сталь 316, можно приваривать к простой углеродистой стали с помощью сварки MIG и TIG.При сварке нержавеющей стали с разнородным металлом, например с простой углеродистой сталью, предпочтительны такие процессы сварки, как сварка MIG с использованием присадочного материала.
Сварку сопротивлением нержавеющей и углеродистой стали обычно не проводят, так как различия в электропроводности между двумя металлами чрезвычайно затрудняют достижение правильной температуры сварки. Когда используется контактная сварка, углеродистая сталь обычно предварительно нагревается, поскольку она более электропроводна и не нагревается так быстро, как нержавеющая сталь.
Какой тип сварки используется для нержавеющей стали?
При определении того, какая форма сварки лучше всего подходит для вашей проволочной корзины, ответ зависит от того, какой тип металла используется. Если ваша корзина изготовлена из нержавеющей стали, то есть определенные методы сварки нержавеющей стали, которые превосходят другие.
Перед выбором сварного шва необходимо учитывать свойства нержавеющей стали. Например, Marlin Steel изготавливает большинство своих проволочных корзин по индивидуальному заказу из нержавеющей стали марки 304 или 316, они устойчивы к коррозии и обладают высокой прочностью на разрыв.Сплавы хромоникелевой нержавеющей стали обладают высоким электрическим сопротивлением и быстро остывают. Поскольку сплавы нержавеющей стали склеиваются и затвердевают быстро с минимальной деформацией, контактная сварка — лучший способ сварки нержавеющей стали.
Использование контактной сварки для сварки нержавеющей стали — более легкий и плавный процесс по сравнению с другими металлами. Благодаря высокому сопротивлению току, тепло в сварном шве выделяется легче и быстрее, чем у мягкой стали.
Благодаря высокому сопротивлению току, тепло в сварном шве выделяется легче и быстрее, чем у мягкой стали.
Контактная сварка может быть выполнена невероятно быстро, поскольку контактная сварка работает, пропуская электричество через материал и выделяя тепло за счет сопротивления.Нержавеющая сталь очень быстро нагревается до температуры сварки, что позволяет производить быструю сварку. Например, сварочный аппарат IDEAL от Marlin может выполнить сварку за две миллисекунд (т. Е. 2/1000 секунды), что делает его лучшим сварочным аппаратом для нержавеющей стали.
Хотя контактная сварка похожа на дуговую сварку, поскольку в обоих случаях используется электрический ток, чтобы соединить два металлических куска вместе, для нее не требуется присадочный материал, такой как дуговая сварка. Вместо этого контактная сварка использует давление для соединения двух свариваемых материалов.Сварка сопротивлением также является наилучшим методом сварки нержавеющей стали в целом, поскольку без использования присадки значительно меньше риск образования брызг сварного шва и гораздо более «чистый» внешний вид продукта. Использование контактной сварки также снижает риск обесцвечивания и ожогов вокруг места сварки, поскольку сварочный аппарат контактного типа для нержавеющей стали работает очень быстро.
Использование контактной сварки также снижает риск обесцвечивания и ожогов вокруг места сварки, поскольку сварочный аппарат контактного типа для нержавеющей стали работает очень быстро.
Как сваривать нержавеющую сталь с другими металлами
При сварке нержавеющей стали с другими металлами следует рассматривать другие типы сварки, кроме контактной сварки.Например, сварка MIG и TIG являются предпочтительными типами сварки нержавеющей стали с углеродистой сталью вместе. При объединении разнородных металлов вместе, например при сварке нержавеющей стали с углеродистой сталью, необходим присадочный материал, чтобы связать два металла. При сварке MIG непрерывно подаваемая электродная проволока плавится в сварном шве, что позволяет соединить два разнородных металла без их нагрева до температуры плавления.
При сварке нержавеющей стали с помощью процессов MIG команда Marlin Steel программирует сварочного робота MIG для завершения сварки.Необходимо использовать наполнитель, поскольку точки плавления двух разнородных металлов могут сильно отличаться. Например, если один из металлов перегревается до точки плавления другого, могут возникнуть трещины под напряжением и микротрещины. Возможна сварка двух разнородных металлов, но это очень сложный процесс с множеством осложнений.
Например, если один из металлов перегревается до точки плавления другого, могут возникнуть трещины под напряжением и микротрещины. Возможна сварка двух разнородных металлов, но это очень сложный процесс с множеством осложнений.
Причины, по которым следует избегать сварки нержавеющей стали с углеродистой сталью
- Сложность. Объединение разнородных металлов вместе, например сварка нержавеющей стали с углеродистой сталью, добавляет дополнительные сложности в процесс.Это приводит к увеличению трудозатрат, количества отказов / ошибок и затрат.
- Горячее растрескивание нержавеющей стали. Поскольку нержавеющая сталь более электрически устойчива, чем углеродистая сталь, сварка нержавеющей стали контактной сваркой нагревает металл намного быстрее, чем углеродистая сталь. Ожидая, пока углеродистая сталь достигнет температуры сварки, нержавеющая сталь может перегреться и покрыться горячими трещинами. Это можно улучшить с помощью сварки на основе присадки или предварительного нагрева простой стали, но эти методы не идеальны.
- Тепловое расширение в условиях высоких температур. Еще одна проблема, связанная с использованием разнородных металлов в сварной проволоке, заключается в том, что тепловое расширение от тепла влияет на каждый металл по-разному. Эта разница в степени расширения между двумя металлами может вызвать дополнительную усталость сварного соединения, снижая структурную целостность формы проволоки и срок ее службы.
- Повышенная биметаллическая коррозия. Одна из причин, по которой вы обычно хотите использовать нержавеющую сталь, — это ее высокая коррозионная стойкость.Непокрытый сварной шов из гладкой и нержавеющей стали, подвергающийся воздействию экстремальных коррозионных условий, таких как погружение в соленую воду, может вызвать коррозию. Это связано с тем, что смешивание частиц простой стали с нержавеющим сплавом нарушает защитный оксидный слой нержавеющей стали, что приводит к образованию ржавчины.
- Пониженная прочность сварного шва. Еще одна проблема, связанная с соединением разнородных металлов, заключается в том, что это может привести к ослаблению сварных швов — даже при использовании методов сварки на основе присадок. Разница в температуре сварных швов и эксплуатационные допуски сами по себе могут легко снизить прочность сварного соединения.

 Еще одна проблема, связанная с соединением разнородных металлов, заключается в том, что это может привести к ослаблению сварных швов — даже при использовании методов сварки на основе присадок. Разница в температуре сварных швов и эксплуатационные допуски сами по себе могут легко снизить прочность сварного соединения.
Еще одна проблема, связанная с соединением разнородных металлов, заключается в том, что это может привести к ослаблению сварных швов — даже при использовании методов сварки на основе присадок. Разница в температуре сварных швов и эксплуатационные допуски сами по себе могут легко снизить прочность сварного соединения.Вкратце, сварка разнородных металлов вместе трудна для правильного выполнения и часто дает худшие результаты по сравнению с использованием металлических сплавов, которые похожи или одинаковые.
Принимая во внимание долгосрочные эффекты использования различных металлических сплавов в нестандартной форме проволоки, вы можете быть уверены, что получите правильную корзину для работы.
Если у вас есть вопросы о сварке нержавеющей стали, формовании проволоки или вам нужна проволока нестандартной формы для высокоточного применения со строгими требованиями к допускам, обязательно обратитесь к опытному инженеру-механику!
Можно ли сваривать нержавеющую сталь методом MIG?
Размещено: 28 ноября 2018 г. Автор: MattM
Автор: MattMНас часто спрашивают, можно ли сваривать другие металлы, кроме мягкой стали, с помощью сварочного аппарата MIG.Самыми распространенными являются алюминий или нержавеющая сталь, если их можно сваривать сварщиком MIG. Ниже мы приводим некоторую информацию о сварке нержавеющей стали с помощью MIG.
- Это нержавеющая сталь или покрытие? — Часто на сталь наносят покрытие, чтобы придать вид нержавеющей стали, и это может ввести в заблуждение многих людей. Настоящая нержавеющая сталь не обладает магнитными свойствами, поэтому вы можете проводить испытания с помощью обычного магнита на поверхности. Если он прилипает, это в основном низкоуглеродистая сталь, если магнит не прилипает, вы имеете дело с нержавеющей или другим типом металла.
- Сварка нержавеющей стали — Любой сварщик MIG, который умеет сваривать низкоуглеродистую сталь, может сваривать нержавеющую сталь. Мы рекомендуем использовать только настоящий сварочный аппарат MIG, а не сердечник из флюса, так как защитный газ очень важен при сварке нержавеющей стали.
- Какая сварочная проволока? — Малоизвестный факт заключается в том, что на самом деле вы можете сваривать нержавеющую сталь MIG той же проволокой из мягкой стали, которую вы используете регулярно. Проблема в том, что сварной шов теперь ржавеет, и его необходимо покрыть, чтобы предотвратить ржавчину. Мы предлагаем перейти на нержавеющую проволоку MIG.
- Используйте катушечный пистолет. Если у вас есть катушечный пистолет, вы можете оставить проволоку в сварочном аппарате и переключить нержавеющую проволоку на катушечный пистолет, чтобы сэкономить время сварщика. Загрузите его и настройте машину, как обычно.
- Обратная продувка — Если вы свариваете нержавеющие трубки, мы рекомендуем продуть заднюю сторону трубки при сварке, чтобы избежать загрязнения сварного шва. Это можно сделать с помощью чего-то столь же простого, как шланговый фитинг T и немного фольги с шлангом, проложенным внутри трубки, чтобы заполнить ее сварочным газом во время сварки.
- Сварка нержавеющей стали TIG. Если вы много занимаетесь сваркой нержавеющей стали, мы рекомендуем рассмотреть возможность перехода на сварочный аппарат TIG для этих работ. Сварочный аппарат MIG хорошо подходит для периодического ремонта нержавеющей стали, но он имеет тенденцию к более грязной отделке и не так хорошо контролируется на более тонком металле.
 Если вы много занимаетесь сваркой нержавеющей стали, мы рекомендуем рассмотреть возможность перехода на сварочный аппарат TIG для этих работ. Сварочный аппарат MIG хорошо подходит для периодического ремонта нержавеющей стали, но он имеет тенденцию к более грязной отделке и не так хорошо контролируется на более тонком металле.
Если вы много занимаетесь сваркой нержавеющей стали, мы рекомендуем рассмотреть возможность перехода на сварочный аппарат TIG для этих работ. Сварочный аппарат MIG хорошо подходит для периодического ремонта нержавеющей стали, но он имеет тенденцию к более грязной отделке и не так хорошо контролируется на более тонком металле.Большинство магазинов сварочных материалов продают или могут заказать нержавеющую проволоку MIG. Вам следует постараться подобрать присадочную проволоку как можно ближе к типу нержавеющей стали, которую вы свариваете.Чтобы увидеть всю нашу линейку сварочных аппаратов MIG и принадлежностей, посетите Eastwood.com сегодня.
| 308L ER308L | Для низкоуглеродистой 18Cr-8Ni нержавеющей, такой как ISI 304 |
| 308H ER308H | Подходит для сварки сталей AISI 304 и 308H, обладает хорошей прочностью при высоких температурах благодаря более высокому содержанию углерода. |
| 308LSi ER308LSi | Свариваемость и текучесть лучше, чем у 308L. Хорошая стойкость к трещинам и коррозии благодаря умеренному содержанию феррита. |
| 316L ER316L | Проволока общего назначения для сварки AISI 316L и аналогичных марок. |
| 316LSi ER316LSi | Проволока общего назначения для сварки AISI 316L и аналогичных марок. Высокое содержание кремния для минимального разбрызгивания и текучести металла шва. |
| 309L ER309L | Хорошая стойкость к растрескиванию и коррозии благодаря умеренному содержанию феррита, превосходная коррозия при 90 ° C благодаря большему содержанию Ni и Cr. |
| 309LSi ER309LSi | Свариваемость и текучесть лучше, чем у 309L |
| 310 ER310 A 25% Cr 20% | Ni проволока для сварки сталей AISI 310s и разнородных металлов, также подходит для немагнитных применений. |
| 347Si ER347Si | Проволока общего назначения для сварки AISI321, 347 и аналогичных марок, высокое содержание кремния для минимального разбрызгивания и текучесть сварного шва. |
| 312 ER310 | Для 29 Cr-9Ni нержавеющих сталей, сварки разнородных металлов, он подходит для плакированной стали, листовой футеровки из нержавеющей стали, легированной стали с высокой закалкой и используется в качестве буферного слоя перед наплавкой. |
| 2209 ER2209 | A Проволока из нержавеющей стали дуплексного типа, используемая для сварки материалов типа 22CR / 9Ni, имеет более высокую прочность и отличную стойкость к точечной коррозии и растрескиванию под напряжением. |
| 2594 ER2594 | Проволока супердуплексного типа, используемая для сварки материалов 25/10/5. |
| ER 308 | Сварочная проволока, часто используемая для сварки TIG, MIG и под флюсом нестабилизированных нержавеющих сталей, таких как типы 301, 302, 304, 305, 308.Он используется для общего применения в умеренных условиях коррозии. Типичные области применения включают химические резервуары, оборудование для ликероводочных заводов и ресторанов. Также может быть сертифицирован как ER308H. |
| ER 308L | Сварочная проволока аналогична ER308, но максимальное содержание углерода 0,03% повышает устойчивость к межкристаллитной коррозии. Идеально подходит для сварки нержавеющих сталей 304L, 321 и 347. |
| ER 308LSi | Сварочная проволока аналогична ER308L, но калибра 0.Содержание кремния 65-1,00% улучшает смываемость и смачиваемость металлов шва. Таким образом, скорость сварки выше 308 или 308L. |
| ER 309 | Сварочная проволока, используемая для сварки подобных сплавов в деформируемой или литой форме. Он в основном используется для сварки разнородных материалов, таких как низкоуглеродистая сталь, с нержавеющей сталью, а также для создания барьерного слоя в покрытиях из нержавеющей стали. Иногда его используют для сварки 18-8 основных металлов в тяжелых условиях коррозии. В некоторых случаях сварка прямолинейных хромистых сталей может выполняться с этим расходным материалом. Он в основном используется для сварки разнородных материалов, таких как низкоуглеродистая сталь, с нержавеющей сталью, а также для создания барьерного слоя в покрытиях из нержавеющей стали. Иногда его используют для сварки 18-8 основных металлов в тяжелых условиях коррозии. В некоторых случаях сварка прямолинейных хромистых сталей может выполняться с этим расходным материалом. |
| ER 309L | Сварочная проволока аналогична ER309, но более низкое содержание углерода (максимум 0,03%) повышает устойчивость к межкристаллитной коррозии. Aufhauser 309L предпочтительнее 309 для плакирования углеродистой или низколегированной стали, а также для разнородных соединений, которые подвергаются термообработке. |
| ER 309LSi | Сварочная проволока аналогична ER309L, но содержание кремния 0,65–1,00% улучшает характеристики при стирке и смачивании, а также внешний вид валика при сварке в среде защитного газа.Сварные швы очень гладкие по сравнению с 309L или 309. |
| ER 310 | Сварочная проволока часто используется для сварки нержавеющей стали аналогичного состава в кованой или литой форме. Наплавленный металл полностью аустенитный и требует небольшого нагрева во время сварки. Его также можно использовать для сварки разнородных материалов. |
| ER 312 | Сварочная проволокаAufhauser ER312 предназначена для сварки литых сплавов как разнородных металлов, так и для наплавки.ER312 дает очень высокое содержание феррита. |
| ER 316 | Сварочная проволока обычно используется для сварки деформируемых и литых форм подобных сплавов. ER312 содержит около 2% молибдена для увеличения сопротивления ползучести при повышенной температуре. Более низкий уровень феррита в этом сплаве снижает скорость коррозии и подходит для работы при высоких температурах. |
| ER 316L | Сварочная проволока, аналогичная ER316, с контролируемым содержанием углерода (0. Максимум 03%), чтобы уменьшить возможность образования межкристаллитных осадков карбида. Используется в основном для сварки аустенитных низкоуглеродистых сплавов, содержащих молибден. ER316L не так силен, как ER316H при повышенной температуре. Максимум 03%), чтобы уменьшить возможность образования межкристаллитных осадков карбида. Используется в основном для сварки аустенитных низкоуглеродистых сплавов, содержащих молибден. ER316L не так силен, как ER316H при повышенной температуре. |
| ER 316LSi | Сварочная проволока аналогична ER316L, но с более высоким содержанием кремния (0,65-1,00%) улучшает промывку и смачивание при сварке в среде защитных газов. Сварной шов из этого сплава получается исключительно гладким.При сварке MIG можно добиться более высокой производительности. |
| ER 317L | Сварочная проволока с более высоким содержанием молибдена, чем для ER 316. Пониженное содержание углерода (максимум 0,03%) обеспечивает более высокую стойкость к межкристаллитной коррозии из-за осаждения карбидов. Сварочная проволока обеспечивает исключительную коррозионную стойкость к серной и серной кислотам и их солям. |
| ER 347 | Сварочная проволока из сплава нержавеющей стали, стабилизированного ниобием (колумбием), используемая для сварки типов 321 и 347. ER347 — это
стабилизированный сплав 18-8, 19-9, не подверженный межкристаллитной коррозии из-за выделения карбидов. ER347 — это
стабилизированный сплав 18-8, 19-9, не подверженный межкристаллитной коррозии из-за выделения карбидов. |
| ER 410 | Сварочная проволока для сплавов типа 403, 405, 410 и 416. Она также используется для наплавки углеродистой стали для защиты от коррозии, эрозии или истирания. Обычно требуется предварительный нагрев (305 ° F) и последующая термообработка (1350-1400 ° F). |
| ER 630 | Состав данной сварочной проволоки предназначен в первую очередь для сварки ASTM A564 тип 630 и некоторых других нержавеющих сталей с дисперсионной твердостью. |
Сварочная проволока — Миг-проволока, порошковая проволока
Сварочная проволока : доступен в широком диапазоне размеров и типов, вид сварочного материала, используемый в качестве токопроводящей проволоки или присадочного металла.
- Материалы: проволока из мягкой стали , нержавеющая сталь, алюминиевый сплав, серебро и т. Д.
- Диаметр проволоки: 0,5 — 2,0 мм.
- Относительное удлинение: ≥ 22%.
- Сварочный ток: 80 — 250А, 120 — 300А, 160 — 400А, 190 — 450А.
 Д.
Д.Характеристики:
- Хорошая износостойкость, отличная термостойкость, устойчивость к низким температурам.
- Высокая прочность, защита от коррозии.
- Небольшая сварочная деформация.
- Хорошая адаптируемость, простота реализации. Непрерывная автоматическая сварка.
Сварочная проволока широко используется в нефтяной промышленности, производстве электроники и машиностроения.
Типы: Сварочная проволока для нержавеющей стали, порошковая сварочная проволока, сварочная проволока MIG, сварочная проволока TIG, алюминиевая сварочная проволока, медная сварочная проволока, серебряная сварочная проволока, сварочная проволока CO 2 .
Заявки:
- Используется как присадочный материал и токопроводящая проволока.
- Используется в нефтяной, электронной, машиностроительной, горнодобывающей промышленности и т. Д.

Упаковка:
- Обычно в бухтовом виде для реализации механизации и автоматизации.
- Мешки пластиковые, мешки тканые; картонные коробки, поддоны.
Склад:
- Держите его сухим.
- Хранить вдали от коррозионных веществ.
- Храните по классификации.
- Положите на деревянные поддоны.
- Не подвергайте его прямому воздействию воздуха.
- После вскрытия использовать в течение одной недели.
Сварочная проволока из нержавеющей стали
Проволока для сварки нержавеющей стали также называется проволокой для сварки нержавеющей стали.
- Типы: порошковая проволока для нержавеющей стали , сплошная проволока для нержавеющей стали.
- Характеристики: мало брызг, хорошая стабильность дуги, устойчивость к коррозии.

Сварочная проволока из нержавеющей стали имеет мало брызг и хорошую стабильность дуги.
Серебряная сварочная проволока
- Характеристики: низкая температура плавления, низкая плотность.
- Применение:
Используется в точных инструментах, таких как устройства кондиционирования воздуха, электронные изделия. Обычно используется в аэрокосмической, электронной, машиностроительной областях.
Серебряная сварочная проволока широко используется для сварки точных инструментов.
Медная сварочная проволока
Медная сварочная проволока также называется сварочной проволокой с медным покрытием.
- Особенности: высокая эффективность сварки, хорошие механические свойства, антикоррозионные, износостойкие.
- Приложение:
- Используется при сварке меди или медных сплавов.
- Используется в производстве сосудов высокого давления, водогрейных котлов и сельскохозяйственного оборудования.
Медная сварочная проволока имеет высокую эффективность сварки и хорошие механические свойства.
Алюминиевая сварочная проволока
- Содержание алюминия: ≥99.5%.
- Основные типы:
- S301, ER1100
- S331, ER5183
- S5356, ER5356
- S311, ER4043
- Характеристики: отличная коррозионная стойкость, высокая теплопроводность, хорошая электропроводность.
- Применение: Сварочная проволока для алюминия в основном используется для пайки алюминия, сплавов Al-Mn, Al-Si-Mg.
Алюминиевая сварочная проволока обладает высокой теплопроводностью и хорошей электропроводностью.
Провод MIG
Проволока MIG , также называемая сварочной проволокой MIG, в качестве защитной среды используется инертный газ или газ, богатый аргоном.
- Диаметр проволоки: обычно 0,6 мм, 0,8 мм, 1,0 мм.
- Типы: нержавеющая проволока MIG , алюминиевая проволока MIG, медная проволока MIG.
- Характеристики:
- Стабильное и надежное качество сварки.
- Превосходное формование швов.
- Подходит для сварки цветных металлов, таких как алюминий, медь, титан.
- Подходит для сварки нержавеющей, жаропрочной и низколегированной стали.

широко применяется при сварке цветных металлов и нержавеющей стали.
Сварочная проволока для сварки MIG из нержавеющей стали— это разновидность сварочной проволоки MIG.
Сварочная проволокаTIG предназначена для сварки тугоплавких активных металлов и цветных металлов.
Проволока для сварки TIG
Проволока для сварки TIG , также называемая сварочной проволокой для сварки TIG, представляет собой разновидность сварочной проволоки.
- Техника: Дуговая сварка неметаллов в инертном газе.
- Характеристики: лучшая герметичность после сварки, хорошая гибкость и регулируемость.
- Приложение:
- Используется при сварке нержавеющей стали.
- Используется при сварке некоторых легко окисляемых цветных металлов, таких как алюминий, алюминиевый сплав, магний, магниевый сплав.
- Используется для сварки тугоплавких активных металлов, таких как молибден, ниобий, цирконий.

Порошковая проволока
Порошковая проволокапозволяет сваривать многие виды металлов, например углеродистую и легированную сталь.
- Диаметр проволоки: 1,0 — 1,6 мм.
- Сварочный ток: 80 — 250, 120 — 300, 160 — 400, 190 — 450 А.
- Техника: в основном сварка MAG.
Характеристики:
- Сварочные характеристики и эффективность лучше, чем у сплошной сварочной проволоки.
- Подходит для сварки различных видов стали.
- Состав сплава можно регулировать.
- Подходит для быстрой сварки вертикально вверх, плоской сварки, сварки поверх гальванизированных сталей или сварки трудно свариваемых сталей.
- Доступны в различных материалах и размерах.

Заявка:
- Используется при сварке углеродистой, низколегированной стали.
- Используется для сварки жаропрочной, высокопрочной стали.
- Используется для сварки высокопрочной закаленной и отпущенной стали, нержавеющей стали и другой износостойкой стали с твердой поверхностью.
CO
2 Сварочная проволокаCO 2 Проволока отличается высокой производительностью и хорошей формовкой швов.
CO 2 Сварочная проволока , также называемая CO 2 Проволока , разновидность сварочной проволоки в среде защитного газа, в процессе сварки использует диоксид углерода в качестве защитного газа.
- Диаметр проволоки: 0. 5 — 2,0 мм. обычно 0,8 мм, 1,2 мм, 1,6 мм.
- Характеристики:
- Высокая эффективность производства.
- Хорошая формовка швов.
- Дешево, экономично.
- Простота в эксплуатации, подходит для работы в помещении.
- Провода разного диаметра соответствуют разному току и напряжению.
- Доступны разные типы для различных приложений.
- Применение: широко применяется в автоматической сварке и сварке по всему периметру.
 5 — 2,0 мм. обычно 0,8 мм, 1,2 мм, 1,6 мм.
5 — 2,0 мм. обычно 0,8 мм, 1,2 мм, 1,6 мм.Запрос на наш продукт
При обращении к нам просьба предоставить подробные требования.
Это поможет нам дать вам верное предложение.
Сварочные процессы для нержавеющей стали | Металл Супермаркеты
Деформированный металл, сварные швы угольного цвета и фрустрация; это некоторые из вещей, которые могут произойти при сварке нержавеющей стали. Несмотря на то, что нержавеющая сталь содержит элементы, аналогичные элементам из углеродистой стали, в нее добавлены легирующие элементы, такие как хром и молибден, что создает совершенно другой набор проблем при сплавлении двух или более кусков нержавеющей стали, а не углеродистой стали. Кислород, окружающий ванну из нержавеющей стали, должен быть минимальным. Сварочная ванна ведет себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что вызывает большие проблемы с деформацией и тепловложением. Несмотря на то, что при сварке нержавеющей стали необходимо учитывать множество факторов, одним из наиболее важных решений является выбор процесса сварки.
Кислород, окружающий ванну из нержавеющей стали, должен быть минимальным. Сварочная ванна ведет себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что вызывает большие проблемы с деформацией и тепловложением. Несмотря на то, что при сварке нержавеющей стали необходимо учитывать множество факторов, одним из наиболее важных решений является выбор процесса сварки.
Ниже мы обсудим наиболее популярные способы сварки нержавеющей стали.
Сварка металла в инертном газе (MIG) / Газовая дуговая сварка металла (GMAW)
Сварка MIG, или дуговая сварка металлическим электродом в газовой среде, как ее более официально называют, является одним из наиболее популярных способов сварки нержавеющей стали. Между сваркой MIG нержавеющей стали и сваркой углеродистой стали много общего. Никаких специальных приводных роликов не требуется, а электрическая полярность остается прежней. Однако состав защитного газа обычно отличается. При сварке нержавеющей стали допускается меньшее количество кислорода, поэтому уровни O2 или CO2 следует поддерживать на уровне около 2% или ниже.![]() При сварке нержавеющей стали методом MIG часто используются трехкомпонентные защитные газы, содержащие аргон, гелий и диоксид углерода или кислород. Поскольку обычно требуется коррозионная стойкость сварного шва, а также основного материала, необходимо использовать сварочную проволоку из нержавеющей стали. Кроме того, чтобы предотвратить растрескивание, присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистыми или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы волны при сварке также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.
При сварке нержавеющей стали методом MIG часто используются трехкомпонентные защитные газы, содержащие аргон, гелий и диоксид углерода или кислород. Поскольку обычно требуется коррозионная стойкость сварного шва, а также основного материала, необходимо использовать сварочную проволоку из нержавеющей стали. Кроме того, чтобы предотвратить растрескивание, присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистыми или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы волны при сварке также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.
Сварка вольфрамом в среде инертного газа (TIG) / Газовая дуговая сварка вольфрамом (GTAW)
Сварка TIG, более известная как дуговая сварка газом вольфрамовым электродом, — это еще один процесс, который часто используется для сварки нержавеющей стали. Этот процесс также имеет сходство между тем, когда он используется для сварки углеродистой стали и когда он используется для сварки нержавеющей стали. Оба материала требуют отрицательной полярности электрода постоянного тока (DCEN). Обычно в качестве защитных газов используются почти 100% аргон или гелий. Как и при сварке MIG, для сварки TIG требуется присадочный металл из нержавеющей стали, чтобы предотвратить образование шва, который будет легко подвержен коррозии.В качестве присадочного металла следует использовать низкоуглеродистые или стабилизированные сорта нержавеющей стали, а основные металлы также должны быть низкоуглеродистыми или стабилизированными. Деформация может быть серьезной проблемой при сварке нержавеющей стали, поэтому при сварке нержавеющей стали TIG важно поддерживать скорость перемещения несколько выше и тепловыделение на низком уровне.
Оба материала требуют отрицательной полярности электрода постоянного тока (DCEN). Обычно в качестве защитных газов используются почти 100% аргон или гелий. Как и при сварке MIG, для сварки TIG требуется присадочный металл из нержавеющей стали, чтобы предотвратить образование шва, который будет легко подвержен коррозии.В качестве присадочного металла следует использовать низкоуглеродистые или стабилизированные сорта нержавеющей стали, а основные металлы также должны быть низкоуглеродистыми или стабилизированными. Деформация может быть серьезной проблемой при сварке нержавеющей стали, поэтому при сварке нержавеющей стали TIG важно поддерживать скорость перемещения несколько выше и тепловыделение на низком уровне.
Дуговая сварка порошковой проволокой
В общем, сварочные процессы с использованием флюса не оптимальны для сварки нержавеющей стали. При этом можно сваривать нержавеющую сталь методом порошковой сварки.Необходимо использовать специальные газовые смеси. Дуговая сварка порошковой проволокой в среде защитного газа обычно является лучшим выбором для сварки нержавеющей стали, чем сварка порошковой проволокой, поскольку она в меньшей степени зависит от флюса, чем последний процесс, для защиты металла шва от атмосферы.
Дуговая сварка металлическим сердечником
Лучшей альтернативой порошковой проволоке как самозащитной порошковой сварке, так и дуговой сварке порошковой проволокой в среде защитных газов является дуговая сварка порошковой проволокой. В основном это связано с тем, что при дуговой сварке металлической сердцевиной вообще не используется флюс.Металлическая сердцевина присадочного материала, хотя и имеет определенные виды раскислителей, в основном заполнена металлическими порошками для увеличения осаждения. При наличии надлежащего защитного газа и системы подачи проволоки дуговая сварка металлической сердцевиной может использоваться для получения высококачественных сварных швов на нержавеющей стали. По большей части, для получения высококачественного сварного шва нержавеющей стали с помощью дуговой сварки металлическим сердечником требуется импульсная форма волны или дуга с переносом струи.
Лазерная сварка (LBW)
Сварка лазерным лучом часто используется для соединения нержавеющей стали при очень высокой скорости перемещения и с очень низким тепловложением. Необходимо соблюдать осторожность, чтобы избежать образования пористости и трещин при лазерной сварке. Трещин и пористости можно избежать за счет уменьшения количества кислорода с помощью защитного газа и оптимизации параметров сварки. Сварка лазерным лучом никогда не выполняется вручную и, следовательно, должна быть автоматизирована, если она выбрана в качестве процесса, который будет использоваться для сварки нержавеющей стали.
Необходимо соблюдать осторожность, чтобы избежать образования пористости и трещин при лазерной сварке. Трещин и пористости можно избежать за счет уменьшения количества кислорода с помощью защитного газа и оптимизации параметров сварки. Сварка лазерным лучом никогда не выполняется вручную и, следовательно, должна быть автоматизирована, если она выбрана в качестве процесса, который будет использоваться для сварки нержавеющей стали.
Прочие сварочные процессы, используемые для нержавеющей стали
Вышеупомянутые процессы, вероятно, являются наиболее распространенными процессами, используемыми для сварки нержавеющей стали.В отрасли существует множество других, несколько менее популярных процессов, которые можно использовать для сварки нержавеющей стали. К ним относятся плазменная сварка (PAW), электронно-лучевая сварка (EBW), дуговая сварка в среде защитного металла (SMAW), сварка трением с перемешиванием (FSW) и контактная сварка (RW). Этот список не является исчерпывающим, и существует еще много способов сварки, с помощью которых можно сваривать нержавеющую сталь с различным уровнем успеха.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 90 магазинами в США, Канаде и Великобритании.Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и листы. Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 85+ офисов в Северной Америке сегодня.
Присадочные металлы для сварки | МИГ | TIG | Алюминиевая шпуля | Проволока из нержавеющей стали | Вольфрам
Наши наиболее популярные присадочные металлы включают:
Присадочные металлы — Сварочные стержни и сварочная проволока для любых сварочных работ
Welders Supply предлагает полный ассортимент присадочных материалов для сварки MIG и TIG. С электродами, сварочными стержнями и катушками с проволокой от Hobart, Weldcraft и Weldcote у нас есть все необходимое для сварки стали, нержавеющей стали, чугуна и алюминия.Все присадочные металлы, которые мы поставляем, соответствуют спецификациям Американского общества сварки (AWS) и Американского общества испытаний материалов (ASTM).
С электродами, сварочными стержнями и катушками с проволокой от Hobart, Weldcraft и Weldcote у нас есть все необходимое для сварки стали, нержавеющей стали, чугуна и алюминия.Все присадочные металлы, которые мы поставляем, соответствуют спецификациям Американского общества сварки (AWS) и Американского общества испытаний материалов (ASTM).
Если вы ремонтируете сломанную садовую мебель или работаете в магазине крупного производителя, Welders Supply — ваш источник лучшего сварочного оборудования и принадлежностей. Включая набор механизмов подачи проволоки для вашей установки. Если вы не видите нужные вам расходные материалы на этой странице, сообщите нам об этом. Мы можем быстро найти любой присадочный металл, произведенный Hobart, Weldcote и Weldcraft — по непревзойденной цене.
Не знаете, какой тип сварочной проволоки или прутка вам нужен? Позвоните в службу поддержки сварщиков по телефону 844-682-0205 . Наши представители будут рады вам помочь.
Сварщики поставляют следующие присадочные металлы:
Хобарт
- Углеродистая сталь
- Углеродистая сталь с медным покрытием
- Алюминий / кремний
Weldcote
- Углеродистая сталь
- Проволока для сварки нержавеющей стали
- Алюминий
Weldcraft / Miller
- Серый вольфрам
- Вольфрам с лантаном
Самые низкие цены на сварочную проволоку и электроды и бесплатную доставку при заказе от 300 долларов США
Помимо самых низких цен на сварочные материалы от ведущих производителей отрасли, Welders Supply также предлагает бесплатную доставку в пределах континентальной части США для всех заказов на сумму свыше 300 долларов.