
Ресанта саи 190а схема и неисправности
Ресанта 190 пн схема
Инверторный тип сварочника
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты.
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов.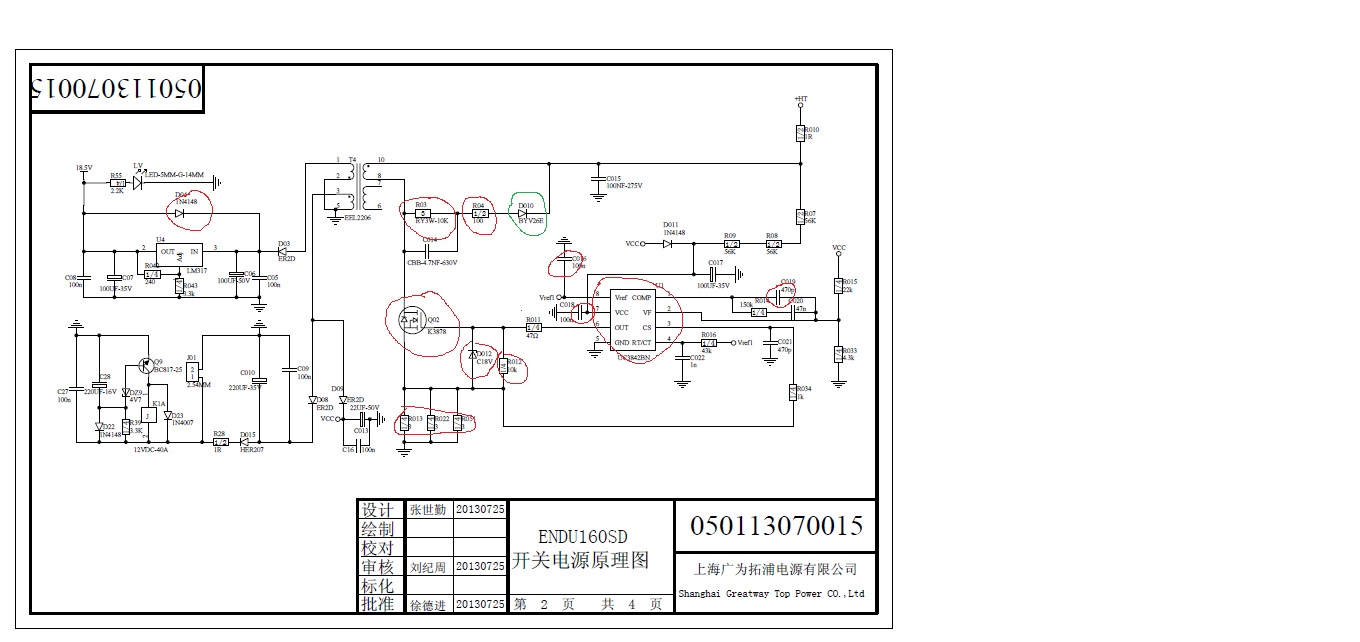 Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.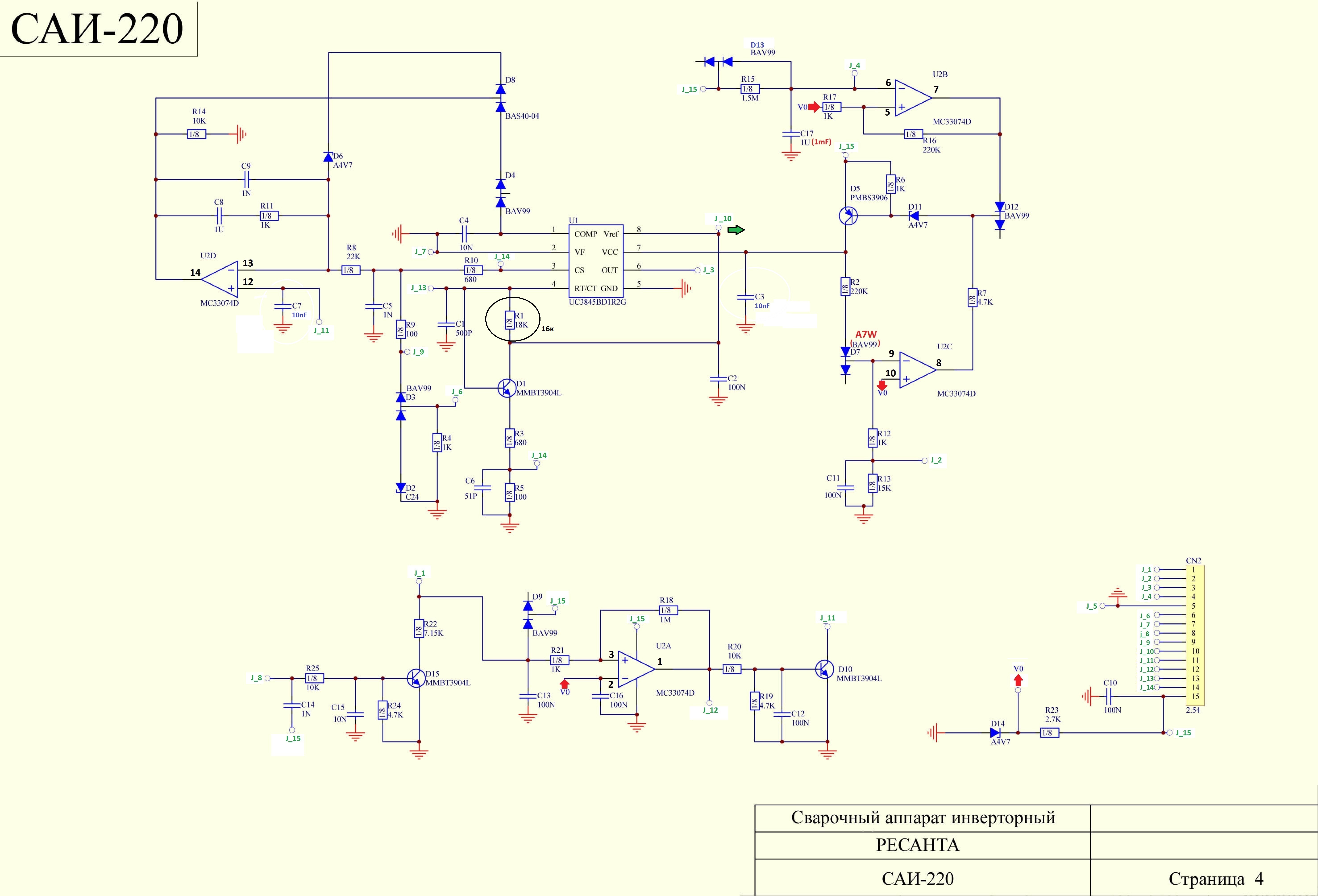
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
 youtube.com/embed/29kFrpyntnA»/>
youtube.com/embed/29kFrpyntnA»/>
Схема и ремонт
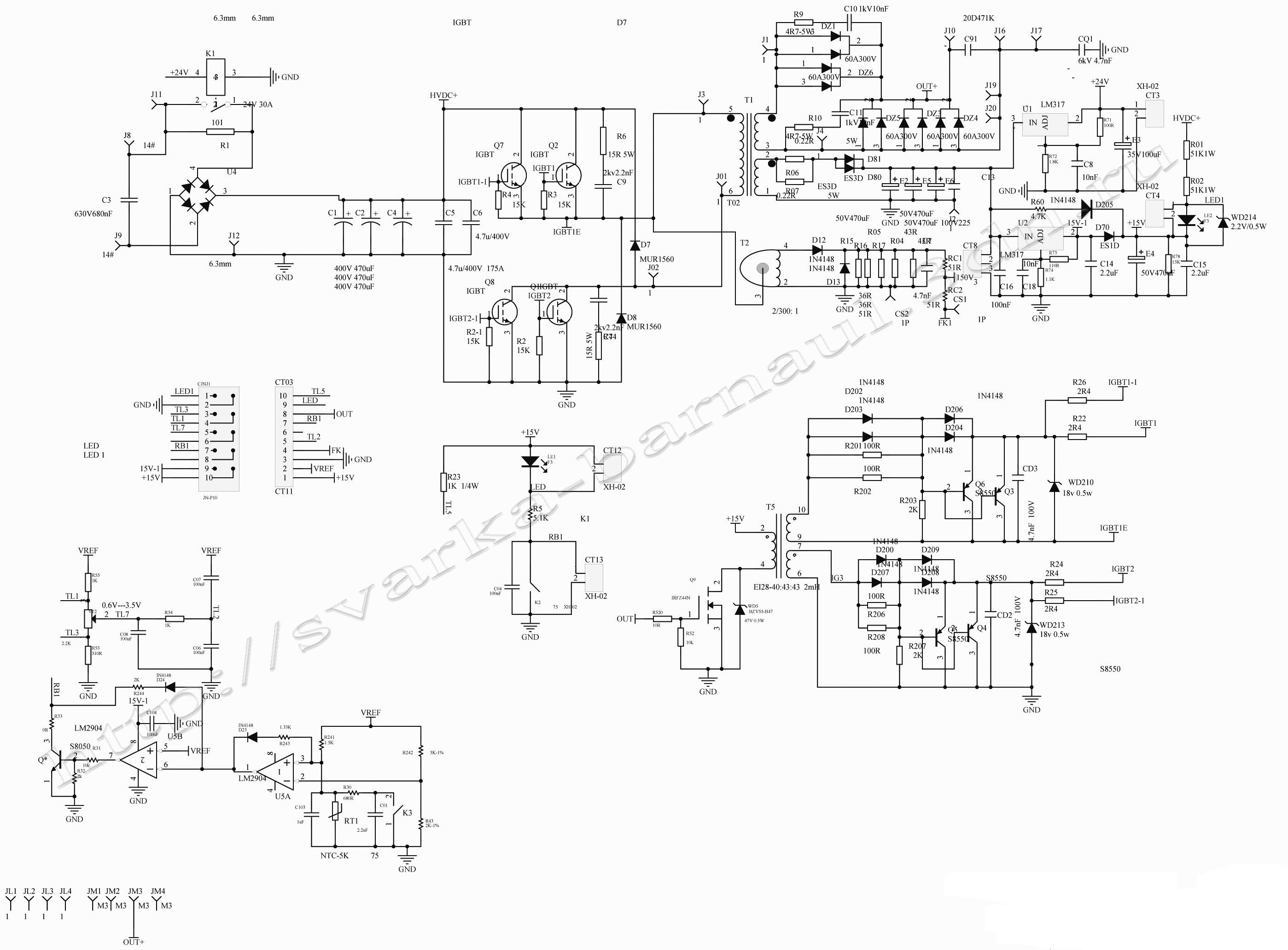
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить.
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника.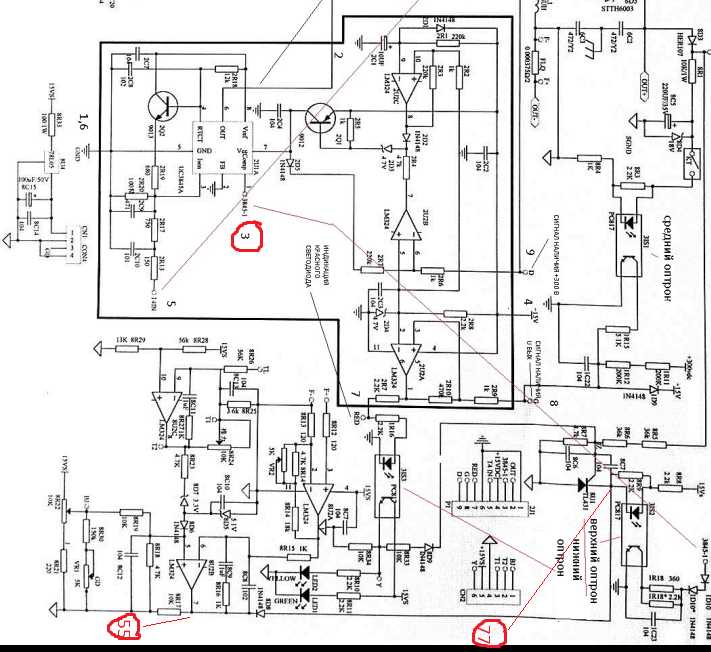
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.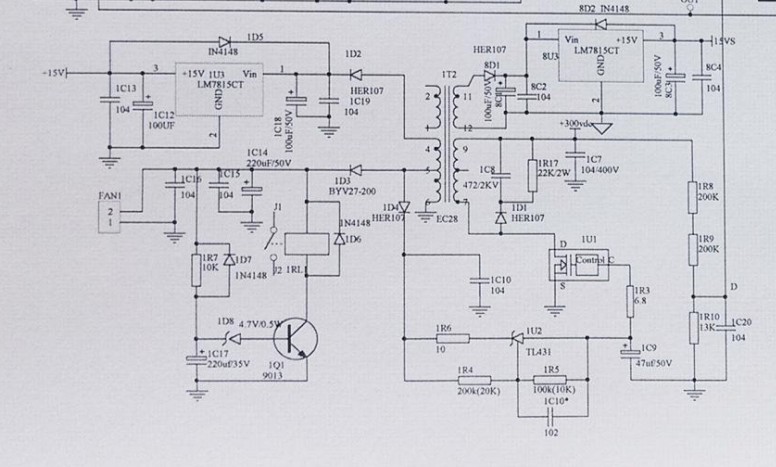
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.
При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.
Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто.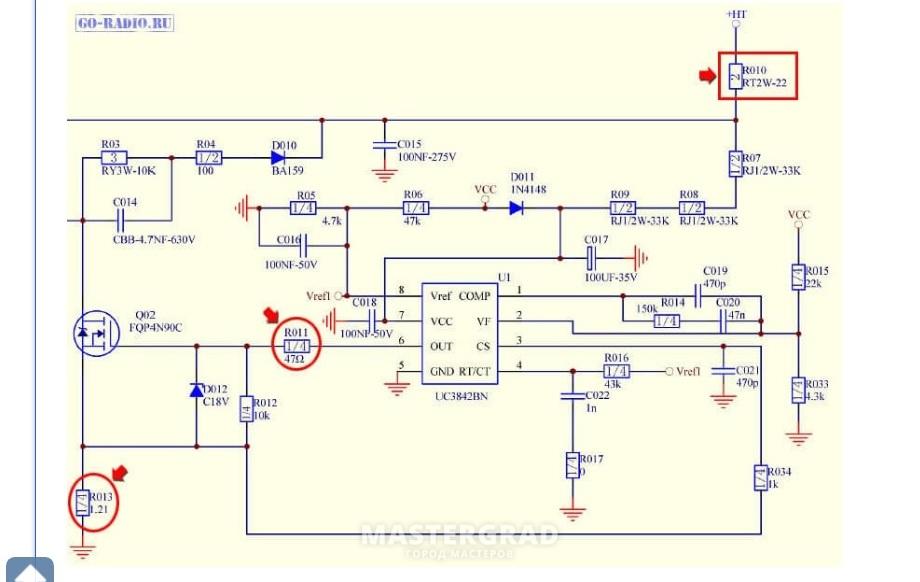 Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
Источник: https://obrabotkametalla.info/svarit/remont-resanta-sai-190-svoimi-rukami
схема ресанта САИ 315 схема САИПА 190МФ
<p><a href=»http://top.  1russianbrides.com»>attractive russian brides from Moscow</a> 1russianbrides.com»>attractive russian brides from Moscow</a> |
.png.4751b6da4e9c307180fd5b01e577a26e.png) mail.ru/jump?from=2247114″>
<img src=»http://d9.c4.b2.a2.top.mail.ru/counter?js=na;id=2247114;t=210″
style=»border:0;» alt=»Рейтинг@Mail.ru» /></a></p>
<a href=»http://click.
mail.ru/jump?from=2247114″>
<img src=»http://d9.c4.b2.a2.top.mail.ru/counter?js=na;id=2247114;t=210″
style=»border:0;» alt=»Рейтинг@Mail.ru» /></a></p>
<a href=»http://click.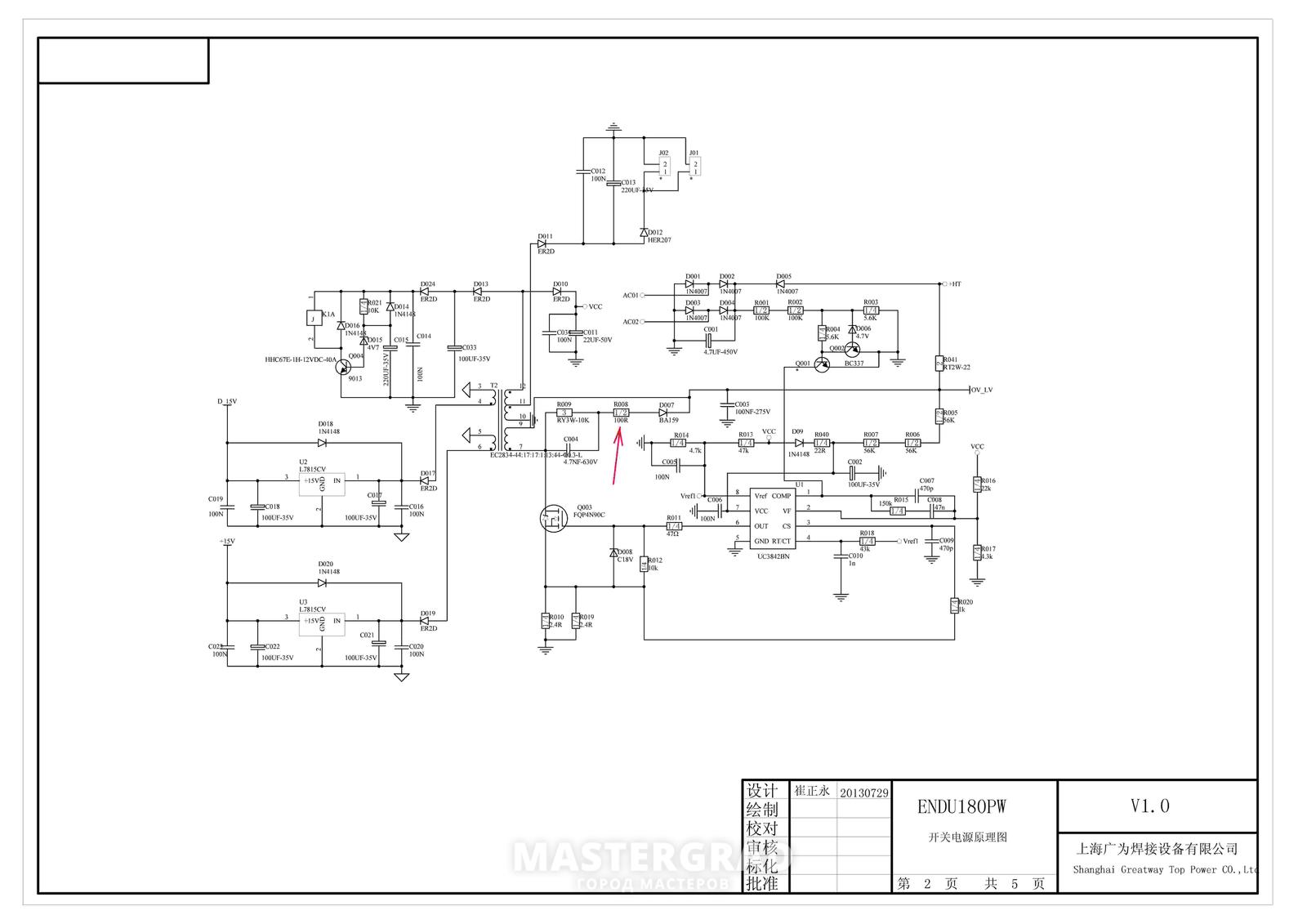 hotlog.ru/?2252690″ target=»_blank»><img
src=»http://hit41.hotlog.ru/cgi-bin/hotlog/count?s=2252690&im=313″ border=»0″
width=»88″ title=»HotLog: показано количество посетителей за сегодня, за вчера и всего» alt=»HotLog»></a>
hotlog.ru/?2252690″ target=»_blank»><img
src=»http://hit41.hotlog.ru/cgi-bin/hotlog/count?s=2252690&im=313″ border=»0″
width=»88″ title=»HotLog: показано количество посетителей за сегодня, за вчера и всего» alt=»HotLog»></a>схема и неисправности сварочного аппарата
Для электродуговой сварки не только профессионалы, но и простые любители используют инвертор. Схема и неисправности Ресанта САИ-190, инструкция по применению и технические характеристики — до начала сварочных работ необходимо изучить все особенности агрегата. Сварка осуществляется в ручном режиме. Инвертор подключается к обычной электросети с напряжением 220 V. Его использование редко вызывает трудности.
Как работает сварочный аппарат Ресанта САИ-190
Для регулировки сварочного тока на аппарате Ресанта САИ-190 установлен широтно-импульсный модулятор. Схема работы инвертора представляет собой преобразование переменного тока в постоянный. Напряжение первого при этом составляет 50 Гц. Затем постоянный снова становится переменным с высокочастотными показателями. Прибор включает несколько важных функций:
Прибор включает несколько важных функций:
Сварочный аппарат Ресанта САИ 190
- Anti Stick — предупреждает залипание рабочего электрода;
- Hot Start — помогает быстро и без проблем начать сварку;
- автоматическая защита от перегрева — позволяет минимизировать риск замыкания.
Последняя функция предусматривает специальную сигнальную лампочку. Она зажигается, когда инверторный блок перегревается и нуждается в небольшом перерыве. Ситуация требует немедленного прекращения сварки на 15 минут. Отключать инвертор от сети не нужно.
Вместе все системы агрегата обеспечивают комфортную и качественную работу, даже для новичка. В сравнении с другими сварочными инверторами, Ресанта САИ-190 существенно экономит электроэнергию и обеспечивает высокий КПД.
Инструкция по использованию инвертора Ресанта САИ-190
Панель управления сварочным аппаратом Ресанта САИ 190
Подсоединение прибора к сети не требует соблюдения специфических правил.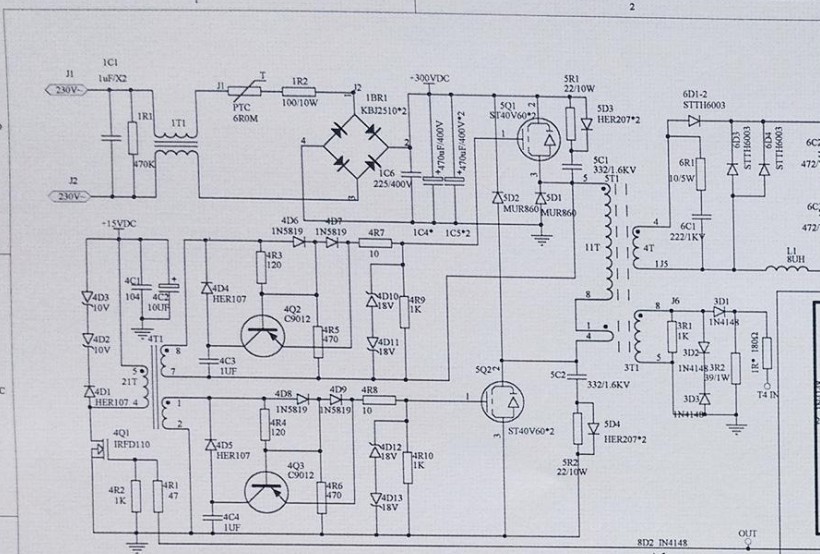 Розетка должна быть заземлена, так как защитное зануление происходит через электрический шнур. Производитель указал в инструкции, что для корректной работы значение установленных автоматов не должно быть меньше 16 А. Если аппарат длительное время находился на улице при минусовой температуре, следует не менее, чем на 2 часа оставить его в помещении при комнатной температуре.
Розетка должна быть заземлена, так как защитное зануление происходит через электрический шнур. Производитель указал в инструкции, что для корректной работы значение установленных автоматов не должно быть меньше 16 А. Если аппарат длительное время находился на улице при минусовой температуре, следует не менее, чем на 2 часа оставить его в помещении при комнатной температуре.
Недопустимо использовать прибор Ресанта в условиях высокой влажности или под дождем. Важно исключить пыльные работы вблизи сварочного аппарата. Шлифовальные машины, электропилы или болгарки не должны эксплуатироваться в одном помещении с прибором для сварки. С целью безопасности не стоит накрывать инвертор, даже если он работает вхолостую. Непрерывная работа должна продолжаться не более 70% общего времени: из 10 минут работ 3 минуты отводятся для остывания устройства.
Технические параметры Ресанта САИ-190
В комплекте с Ресанта САИ-190 обязательно есть два силовых кабеля длиной 2 и 1,5 метра, электрический держатель, клемма для заземления.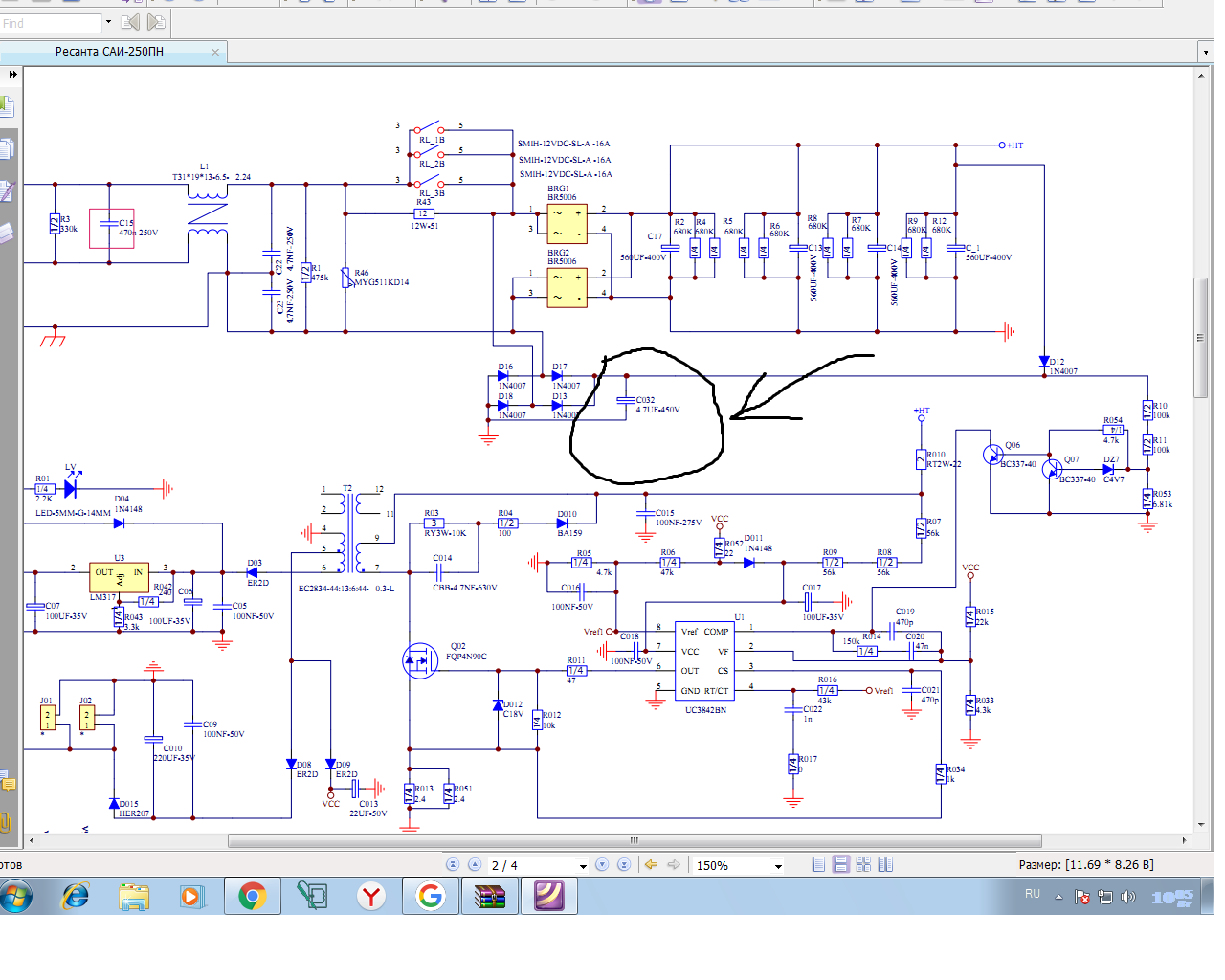 Основные технические параметры инвертора:
Основные технические параметры инвертора:
| Характеристики | Значения | Ед. измерения |
| Напряжение сварочной дуги | 27 | V |
| Общий вес | 2700 | г |
| Габариты инвертора | 0,15х0,3х0,37 | м |
| Максимальный ток во время сварки | 25 | А |
| Защита металлического корпуса | IP21 | — |
| Требуемое напряжение в электросети | 220 | V |
| Допустимый диаметр электрода | 5 | мм |
| Уровень мощности | 5 | кВт |
| Ход вхолостую | 80 | V |
| Способ охлаждения | воздух | — |
У профессиональных сварщиков большим спросом пользуется более усовершенствованная модель — Ресанта САИ-190 Проф. Ключевым отличием является наличие функции ARC FORCE, которая дает возможность контролировать силу тока во время сварочного процесса от 10 до 190 А. Напряжение электросети допустимо в пределах от 100 до 260 V. Значение максимального тока повышено до 33 А.
Напряжение электросети допустимо в пределах от 100 до 260 V. Значение максимального тока повышено до 33 А.
Основные преимущества и недостатки инвентора Ресанта Саи-190
Модель Ресанта относится к ряду полупромышленных аппаратов, так как с одинаковой эффективностью может использоваться в быту и в промышленных масштабах. Прибор считается достаточно мобильным, так как обладает небольшим весом и сравнительно малыми габаритами. Отличная производительность, низкий расход электродов и электроэнергии, простое регулирование — главные достоинства инвертора. Устройство позволяет сваривать разные виды металлов.
Устройство позволяет сваривать разные виды металлов.
Технические параметры САИ-190 в сравнении с другими сварочными аппаратами Ресанта
Многие сварщики отмечают существенный недостаток — слишком короткий кабель, что ограничивает возможности при сварочных работах. Кроме того, электрический прибор не переносит влажность и холод, что заставляет учитывать климатические условия. В случае пренебрежения данной рекомендацией, сварочный инвертор быстро выйдет из строя. Что еще немаловажно: стоимость прибора превышает большинство аналогов с похожими характеристиками.
Несмотря на определенные минусы, современный инвертор пользуется большим спросом. Аппарат производится в Китае, но отличается хорошей ремонтопригодностью. Большинство поломок связаны с несоблюдением правил эксплуатации. Чтобы работа была качественной и стабильной, рекомендуется придерживаться всех рекомендаций, указанных в инструкции. Следует акцентировать внимание на уходе за техникой — удалении пыли и скопившейся грязи.
Неисправности агрегата Ресанта Саи-190
Если сварочный аппарат вышел из строя, для ремонта рекомендуется обратиться в специализированную мастерскую. Нарушения пайки и сгоревшие детали можно определить при визуальном анализе. Остальные же случаи требуют тщательной диагностики. Наиболее частые неполадки:
Часто встречающиеся неполадки в работе САИ-190
- при поломке вентилятора устройства или скопления большого количества пыли внутри прибор быстро нагревается;
- повреждение кабеля или выключателя влечет за собой отсутствие питания;
- при перегорании печатной платы, повреждении шнура или потере массы отсутствует дуга.
Сварочный инвертор Ресанта САИ-190 обеспечивает стабильную работу, даже при перепадах напряжения в электросети. Чем больше мощность сварочного аппарата, тем проще будет варить при низком напряжении. Соответственно, чем больше сила тока устройства, тем выше его цена. Выбрав оптимальную модель, можно получить незаменимого помощника в хозяйстве или на промышленном предприятии.
Видео по теме: Ресанта САИ-190А
Схема ресанта саи 190 gp130 – Telegraph
Схема ресанта саи 190 gp130
====================================
>> Перейти к скачиванию
====================================
Проверено, вирусов нет!
====================================
[contents] Ресанта САИ-190 – пользующийся популярностью сварочный инвертор, разработанный специалистами из Латвии, но производимый на заводе компании в Китае. Основным назначением оборудования.
Ресанта 190 схема. Смотрите также. Схема электронного зажигания на зил 130.
Ресанта САИ-190К схема. Главная страница раздела. Схемы сварочных инверторов. Инвертор сварочный Ресанта САИ-190К. Общие характеристики. Диапазон рабочего напряжения, В. 140-260. Максимальный потребляемый ток, А. 32,5. Напряжение холостого хода, В. 80.
Схема инвертора РЕСАНТА САИ-190ПН представена в формате *.pdf.1 Петров (03.07.2013 10:14). Схема ресанта 190. Добавлять комментарии могут только зарегистрированные пользователи.
frz333. Заголовок сообщения: Странности при отключении питания Ресанта САИ-190. Добавлено: 14-12, 12:51.Синхронно с индикаторами слышен звук срабатывания релюшки. Анализ схемы ни к каким умным мыслям не привел.
Главная » Схемы » Схема РЕСАНТА САИ-190.Комментарии к файлу РЕСАНТА САИ-190.
РЕСАНТА САИ. Поделиться сообщением. Ссылка на сообщение.Сварочные аппараты и мощные сетевые инверторы. Ремонт и поиск схемы Ресанта САИ-190.
Родина бренда: Латвия, г.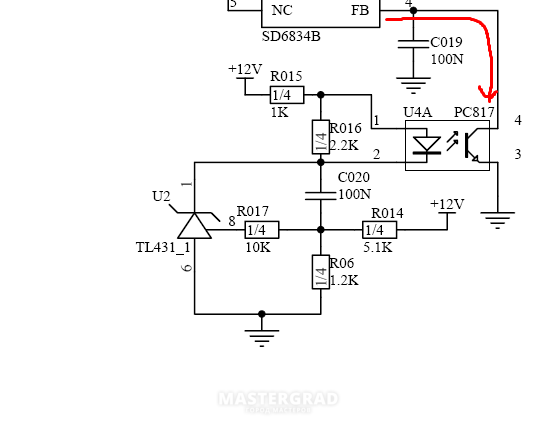 Рига Страна изготовления: Китай Официальный сайт: .Руководство по эксплуатации сварочного инвертора Ресанта САИ 190(инструкция) Схема электрическая принципиальная.
Рига Страна изготовления: Китай Официальный сайт: .Руководство по эксплуатации сварочного инвертора Ресанта САИ 190(инструкция) Схема электрическая принципиальная.
Всем доброго дня, помогите найти схему Ресанта САИ 190 ПРОФ плата GP70. Добавлено 07-10-2014 14:12. Находил схему САИ-190 но она не подходит, нужна САИ-ПРОФ GP70.
Аппарат Ресанта САИ — предназначен для электродуговой сварки. Разработан агрегат в Латвии, но производство находится в Китае.
Электрическая принципиальная схема сварочного аппарата Ресанта САИ-190ПН.Модель аппаратуры: Ресанта САИ-190ПННазвание файла:
Конструкция ресанта саи 160, его схема и неисправности.Сварочный прибор «Ресанта САИ-220 ПН»: особенности и отзывы. Сварочные аппараты ресанта саи 190: обзор моделей и отзывы.
Нужны ещё схемы саи 250.
Домашний уют. Инструменты и оборудование. Сварочный аппарат Ресанта САИ-250 : отзывы, схема.Сварочный инвертор Ресанта САИ 190 Afina41817. Сварочная маска Ресанта МС 4 : отзывы Владимир Стороженко.
САИ-190ПН схема сварочного инвертора. [ Скачать с сервера (866.2Kb) ].Схема инвертора РЕСАНТА САИ-190ПН.
SergoLeo › Блог › Ремонт сварочного инвертора Ресанта САИ250ПН.Посидев подумав, посмотрев схему, решил зайти с другой стороны и вот оно, резистор в цепи питания ШИконтроллера UC3842BN (U1).
Схема деталей, которые чаще ломаются в инверторе Ресанта 190 Проф, ремонт блока питания сварочника своими руками.В наших краях очень сложно найти аппарат с ККМ, единственный аппарат, который был – это сварочный инвертор Ресанта САИ 190 ПРОФ. Через несколько.
Подскажите название микросхемы с восемью ножками, а то пока ее выпаивал один мой знакомый вся информация на ней обгорела. Ресанта 160 саи.
Пример ремонта сварочного инвертора Ресанта САИ-250ПН. Принципиальная схема прилагается.Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
САИ-190 V5.0 Схема САИ-190 V5.0 and IWM190 c GP123 08.04.2017 admin.
Схема ресанта саи 190 пн плата gp102
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно.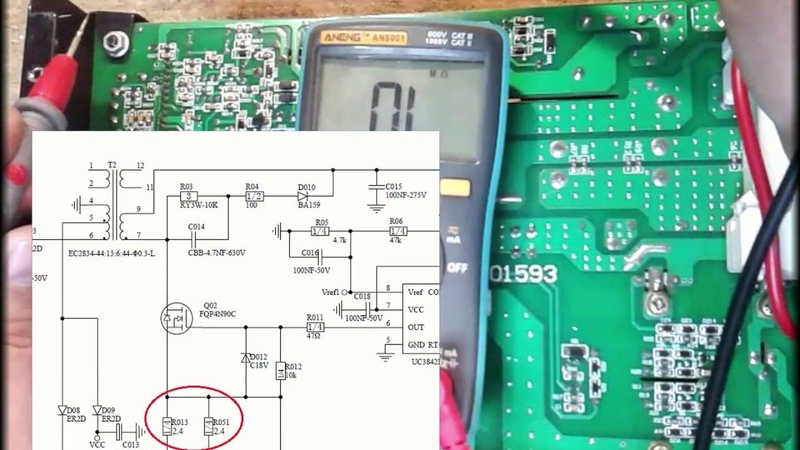 Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».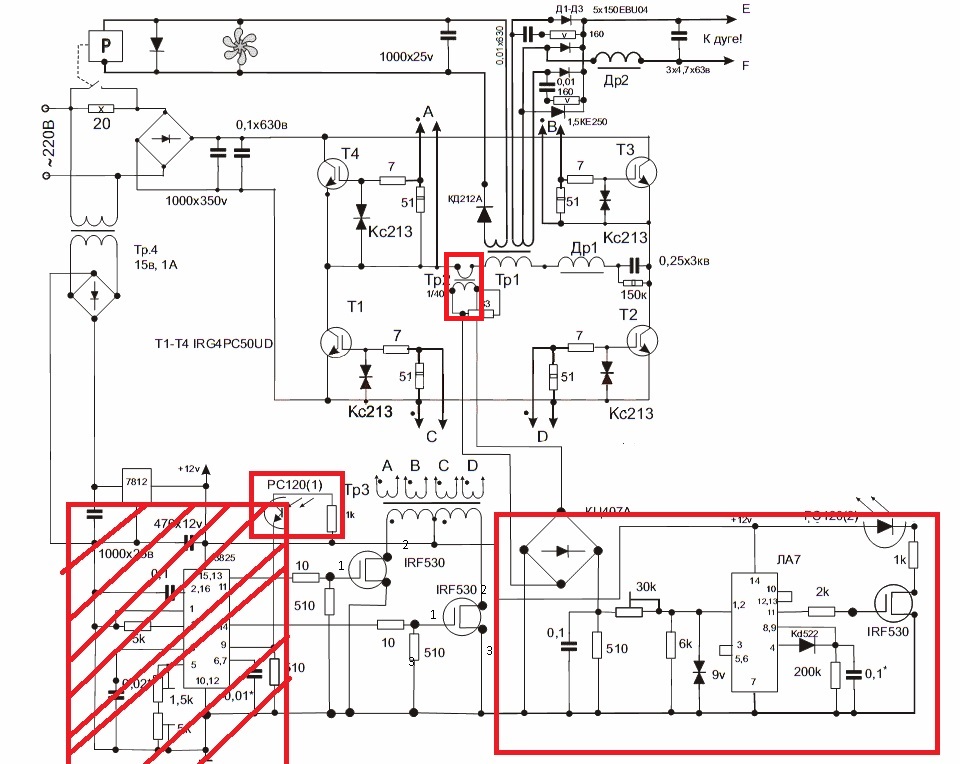
#1 kyragery
Доброго дня, Господа Форумчане. Кто силен в электронных составляющих сварочных инверторов, подскажите на какие грабли наступлю)
Вопрос в следующем. Имеется абсолютно новая РЕСАНТА САИ190ПН на плате GP180:
GW40V60DF (G4 0R1 V5) — IGBT ТРАНЗИСТОРЫ — 4 ШТУКИ.
25/105/21T 470mF 400V — КОНДЕНСАТОРЫ — 3 ШТУКИ.
80F40 (CW4M2G) — ВЫХОДНЫЕ ДИОДЫ — 3 ШТ. — при этом имеется свободное место для распайки еще трех, есть непреодолимое желание их добавить. Чем грозит мне их установка?
А так же замена силовых транзисторов на более мощные?
#2 SergDemin
kyragery , и диодов надо бы добавить, и транзисторы помощнее, и конденсаторов на входе маловато. И мост на входе слабоватый. Вы всё это добавите и с удивлением увидите, что в поведении инвертора ничего не изменилось. Потому, что он так сделан, чтобы этих элементов, пусть на пределе, но хватало. Вы повысите надёжность, но не измените параметры аппарата. Для чего Вам это? Если нужен нормальный сварочник, продайте Ресанту, купите Сварог, Форсаж, Гроверс. По деньгам то на то и выйдет. А работать Ресанта как Форсаж или тот же Сварог не будет никогда. Если, конечно, не переделать всё. Если побаловаться — при выборе транзисторов смотрите на ёмкость затвора, чтобы время переключения не увеличилось.
По деньгам то на то и выйдет. А работать Ресанта как Форсаж или тот же Сварог не будет никогда. Если, конечно, не переделать всё. Если побаловаться — при выборе транзисторов смотрите на ёмкость затвора, чтобы время переключения не увеличилось.
#3 morgmail
SergDemin ,вы ещё забыли про трансформатор, если он стоит без запаса, то все переделки увеличат немного его надёжность, но может в другом месте порваться, где тонко.
#4 SergDemin
morgmail , Так а то же. Если по уму делать, от Ресанты одна лейба останется. Даже корпус менять придётся, в этот не влезет.
#5 kyragery
Большое спасибо. Ход мыслей ясен.
#6 kyragery
при выборе транзисторов смотрите на ёмкость затвора
У имеющихся такие.
C ies Input Capacitance — 3025pF
Сообщение отредактировал kyragery: 30 Январь 2017 13:22
#7 copich
Доброго дня, Господа Форумчане. Кто силен в электронных составляющих сварочных инверторов, подскажите на какие грабли наступлю)
Вопрос в следующем. Имеется абсолютно новая РЕСАНТА САИ190ПН на плате GP180:
Имеется абсолютно новая РЕСАНТА САИ190ПН на плате GP180:
GW40V60DF (G4 0R1 V5) — IGBT ТРАНЗИСТОРЫ — 4 ШТУКИ.
25/105/21T 470mF 400V — КОНДЕНСАТОРЫ — 3 ШТУКИ.
80F40 (CW4M2G) — ВЫХОДНЫЕ ДИОДЫ — 3 ШТ. — при этом имеется свободное место для распайки еще трех, есть непреодолимое желание их добавить. Чем грозит мне их установка?
А так же замена силовых транзисторов на более мощные?
Конечно это извращение. покупать дешево, а потом доделывать.
Но по существу вопроса:
— сам так делал когда приносили в ремонт. Ставил с лучшими характеристиками
— чем грозит. да собственно ни чем страшным.
— частенько дефект не из-за перегрева происходит, а из-за работы платы управления
— если не жалко деталей, то будет вам счастье
Поэтому нужно дополнительно залачить толстым слоем лака и плату управления залить. Тогда смысл вижу такой доработки.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
#8 Dr_MMA
#9 SergDemin
Лучше не меняйте. У них входная ёмкость больше, скорость переключения может уменьшится, поскольку драйвера рассчитаны на меньшую ёмкость. Потери возрастут, греться больше будут.
У них входная ёмкость больше, скорость переключения может уменьшится, поскольку драйвера рассчитаны на меньшую ёмкость. Потери возрастут, греться больше будут.
Или выполните рекомендации Dr_MMA , или мой — купите Сварог, например Z203.
#10 kyragery
Или выполните рекомендации Dr_MMA, или мой — купите Сварог, например Z203.
По транзисторам понял, спасибо. До прошлого года последний раз работал на трансформаторнике в военном училище, а теперь уже на пенсии). Технологии далеко шагнули. Посмотрел Z203, очень хорошо люди отзываются. Но следующим шагом будет полуавтомат.
#11 Fermer23rus
Всем здравствуйте. Решил написать в эту тему, если чего не так извиняйте.
Являюсь «счастливым» обладателем Ресанта 250 уже год, весной прошлого года варили жестянку на электроде двойка, Поварил, выключил, на следующий день при включении загорелся индикатор перегруз ( перегрев?). Целый день включали /выключали — эффекта ноль. Повез в ремонт, мастер при мне включает — всё работает. Привез домой, больше таких закидонов не было. И вот буквально неделю назад — та же картина — при включении на холодную загорелся перегрев и больше не тухнет.
Привез домой, больше таких закидонов не было. И вот буквально неделю назад — та же картина — при включении на холодную загорелся перегрев и больше не тухнет.
Опять повез в мастерскую — взяли через три дня звонят приезжай забирай всё отремонтировали, с тебя 2 рубля . Спрашиваю чего было — говорят мозги набекрень встали. запустил дома, не сварка — огонь. Она так никогда не варила. начинаю убирать ток крутилкой — тянет тройку. Догнал до 0 — с трудом, но зажигает и тянет. На двойке вообще без проблем, и это на полном 0.
Я корпус открыл, так и не понял, за что 2 рубля? Ну похоже что плату управления выпаивали, а так везде заводской припой.
Так собственно вопрос, плз, это она у меня сейчас неправильно работает или до поломки-ремонта ? Нагрузить работой сварку пока нет возможности, так сжег 4 электрода,по два 3мм и 2 мм
Опции темы
Поиск по теме
Отображение
- Линейный вид
- Комбинированный вид
- Древовидный вид
ищу схему на сварочник Ресанта САИ-190ПН шасси SH88
ищу схему на сварочник Ресанта САИ-190ПН наклейка SH88
БП построен на SD6834 — была сгоревшая.Заменил. Запустился но горит желтый светодиод защиты, хотя на выходе сварочника напряжение есть. Дугу не зажигает — искра еле-еле. Ищу схему чтобы разобраться в причинах защиты. Все схемы что находит — не то. У меня аппарат с двумя регуляторами — ток и форсаж и с табло. Плата управления вертикальная — 12 выводов. Прошу помощи.
 Заменил. Запустился но горит желтый светодиод защиты, хотя на выходе сварочника напряжение есть. Дугу не зажигает — искра еле-еле. Ищу схему чтобы разобраться в причинах защиты. Все схемы что находит — не то. У меня аппарат с двумя регуляторами — ток и форсаж и с табло. Плата управления вертикальная — 12 выводов. Прошу помощи.
Заменил. Запустился но горит желтый светодиод защиты, хотя на выходе сварочника напряжение есть. Дугу не зажигает — искра еле-еле. Ищу схему чтобы разобраться в причинах защиты. Все схемы что находит — не то. У меня аппарат с двумя регуляторами — ток и форсаж и с табло. Плата управления вертикальная — 12 выводов. Прошу помощи.Не зажигает — искра есть. Я бы проверил в плавном пуске реле на предмет его замыкания контактов. Там ограничитель заряда конденсаторов термистор или сопротивление — на 3 фото. Проверил термодатчик на радиаторе- если не работает — аппарат может сбрасывать ток и гореть индикатор. Проверил бы напряжения, которые с дежурки идут — там на фото КРЕНка вроде стоит. Ну и сама схема управления сварочником сделана на каких микросхемах , что на вертикальной плате?
✅Специальное предложение✅ — ко всей электрической садовой технике AL-KO и STIGA удлинитель 25 метров в ПОДАРОК! Звони по одному из номеров и заказывай акционный комплект: (097) 591-29-90, (093) 316-03-61, (066) 581-35-66. Не упусти свой шанс! Не упусти свой шанс! |
Меряйте напряжения дежурки,и померяйте есть импульсы на затворах,и какой формы.Напряжение какое на выходе.А ШИМ какой стоит?
Напряжение дежурки 15в. Шим 3845. Напяжение на выходе есть — подключаю лампу 220в 75 вт — светится в пол накала. А вот почему горит индикатор защиты-? Без схемы разобраться очень тяжело. Нет столько времени на него.
Жалко убил столько времени на ремонт БП дежурки а тут вылез такой косяк.
Зато опыта сколько получили,дежурку починили с управлением справитесь.Какое напряжение на электролитах?
. Нет столько времени на него. — так отнесите в сервис и время освободится. Со схемами напряг. Поэтому ремонт производится по соответствующему алгоритму для каждого случая индивидуально — я же Вам писал и sergey325 написал что проверить. Вы меня извините, но ремонтировать аппарат и в качестве вольтметра использовать лампочку не есть хорошо. Почему индикатор горит? — да термодатчик не работает ( как вариант ).
значит выходной «косой» мост — смотреть обратные связи на эту ШИМ-ку, там ещё оптроны по обратным связям стоят — они рабочие?
 Шим 3845 —
Шим 3845 — — лампочка при 300 вольтах может и бахнуть.
Не вобиду.Делайте как вам говорят и может отремонтируете.Напряжение на виходе есть а какое.Посмотрите на крышке сварочника там написано и померяйте соотвецтвует или нет.
| Специальное предложение для участников форума — скидка на оборудование Джасик! Для того, чтобы получить скидку звони по одному из номеров: (097) 591-29-90, (093) 316-03-61, (066) 581-35-66 и скажи кодовое слово: «сварочный форум». Такое бывает только раз в жизни! |
Ребята никаких обид у меня нет. Опыта по сварочникам много, но аппарат попался редкий из новых, схем не найти, а так лазить можно долго а другая работа стоит
поэтому и обратился к вам за помощью — вдруг кто с таким уже сталкивался или есть схема. Там 3 оптопары — все находятся в открытом состоянии а вот ддолжны ли они быть открыты —
вопрос.
нашел, а вот остальное пока нет. А лампочку на выход — это сразу показывает что выход есть и напряжение в норме — по степени накала видно.
 Та что следит за выходным напряжение понятно что должна быть открыта, когда на выходе есть напруга и она в норме. А вот остальные. Схему ПУ(платы кправления) на 12 ног
Та что следит за выходным напряжение понятно что должна быть открыта, когда на выходе есть напруга и она в норме. А вот остальные. Схему ПУ(платы кправления) на 12 ног Схема саи 190 пн — chaiyuoph.errbit.com
Схема саи 190 пн — chaiyuoph.errbit.comСхема саи 190 пн
Кусачки МКГ-80 Кусачки МКГ-80 применяются для резания листового металла и тонкостенный труб, при разработке завалов в разрушенных сооружениях, перекусывания арматуры из стали, удержания грузов в фиксированном. Схема инвертора РЕСАНТА САИ-190ПН. Скачать бесплатно / Download free schematic (866.2 Kb) Схема инвертора РЕСАНТА САИ-190ПН представена в формате. Сварочный инвертор РЕСАНТА САИ 190 ПН SH52 используется при проведении ремонтных работ для сварки металлоконструкций методом ручной дуговой сварки с использованием штучных покрытых электродов. Во вложении Вы найдете схемы сварочных инверторов Ресанта САИ-190 (190К, 190ПРОФ, 190ПН), взятые из различных источников. У нас на сайте все бесплатно, без регистрации и удаленных файлообменников. Для просмотра файла Вам потребуется: архиватор и программа. Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Главная » Схемы » Схема РЕСАНТА САИ-190. Подробности файла РЕСАНТА САИ-190. Сварочный инверторный аппарат (схема). САИ-190ПН.pdf. ENDU160PFC From GP124.pdf. Сварочные аппараты и мощные сетевые инверторы. Ремонт и поиск схемы Ресанта САИ-190. Может у кого есть схема САИ-190ПН на 4-х транзисторах 50JR22? Буду признателен. Фото моей платы с указанием установочного места этого транзистора на рис. 2 и 3 (обведено красным овалом).
Модификация Ресанта САИ-190 ПН для сварки на пониженном напряжении.
Во вложении Вы найдете схемы сварочных инверторов Ресанта САИ-190 (190К, 190ПРОФ, 190ПН), взятые из различных источников. У нас на сайте все бесплатно, без регистрации и удаленных файлообменников. Для просмотра файла Вам потребуется: архиватор и программа. Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Главная » Схемы » Схема РЕСАНТА САИ-190. Подробности файла РЕСАНТА САИ-190. Сварочный инверторный аппарат (схема). САИ-190ПН.pdf. ENDU160PFC From GP124.pdf. Сварочные аппараты и мощные сетевые инверторы. Ремонт и поиск схемы Ресанта САИ-190. Может у кого есть схема САИ-190ПН на 4-х транзисторах 50JR22? Буду признателен. Фото моей платы с указанием установочного места этого транзистора на рис. 2 и 3 (обведено красным овалом).
Модификация Ресанта САИ-190 ПН для сварки на пониженном напряжении. Модификацией рассматриваемого инвертора является модель Ресанта САИ-190 ПН, которая чаще всего применяется для выполнения работ в домашней мастерской, на даче или на приусадебном. — Ресанта САИ-190К главная страница раздела Схемы сварочных инверторов Инвертор сварочный Ресанта САИ-190К Общие Схема сварочного инвертора Ресанта САИ построена на преобразовании напряжения с переменным током 50 Гц в постоянную составляющую. Приведена принципиальная электрическая схема сварочного инверторного аппарата Ресанта САИ-190. Ресанта САИ-190ПН выполнен в металлическом корпусе с открывающейся стенкой. Для регулирования сварочного тока используется широтно-импульсная модуляция. Зарегистрирован: 13-05, 19:43 Сообщения: 18 Откуда: Ставропольский край. ищу схему на сварочник Ресанта САИ-190ПН наклейка SH88 БП построен на SD6834 — была сгоревшая. Заменил. Запустился но горит желтый светодиод защиты, хотя на выходе сварочника. Ресанта САИ 190, как ни трудно догадаться, обеспечивает максимальную силу тока 190 Ампер.
Модификацией рассматриваемого инвертора является модель Ресанта САИ-190 ПН, которая чаще всего применяется для выполнения работ в домашней мастерской, на даче или на приусадебном. — Ресанта САИ-190К главная страница раздела Схемы сварочных инверторов Инвертор сварочный Ресанта САИ-190К Общие Схема сварочного инвертора Ресанта САИ построена на преобразовании напряжения с переменным током 50 Гц в постоянную составляющую. Приведена принципиальная электрическая схема сварочного инверторного аппарата Ресанта САИ-190. Ресанта САИ-190ПН выполнен в металлическом корпусе с открывающейся стенкой. Для регулирования сварочного тока используется широтно-импульсная модуляция. Зарегистрирован: 13-05, 19:43 Сообщения: 18 Откуда: Ставропольский край. ищу схему на сварочник Ресанта САИ-190ПН наклейка SH88 БП построен на SD6834 — была сгоревшая. Заменил. Запустился но горит желтый светодиод защиты, хотя на выходе сварочника. Ресанта САИ 190, как ни трудно догадаться, обеспечивает максимальную силу тока 190 Ампер. Производитель заявляет, что аппарату под силу электроды диаметром до 5 мм. Скажем так: с электродами 3 мм инвертор справляется хорошо, с 4 мм с натяжкой, а с 5 мм с трудом. Ресанта САИ 190, как ни трудно догадаться, обеспечивает максимальную силу тока 190 Ампер. Производитель заявляет, что аппарату под силу электроды диаметром до 5 мм. Особенности и схема. Инверторный сварочный аппарат Ресанта САИ 190 так же легко подключается, как.
Главная » Файлы » Схема сварочного инвертора. Ресанта саи 160 пн SH52. Ресанта саи Пн — Пт с 10.00 до 18.00. Загрузки > Схемы инверторных сварочников > Resanta > GP > САИ > САИ. Описание схемы и неисправностей Ресанта САИ-190. Для электродуговой сварки не только профессионалы, но и простые любители используют инвертор. Схема и неисправности Ресанта САИ-190, инструкция по применению и технические характеристики — до начала. Электрическая принципиальная схема сварочного аппарата Ресанта САИ-190ПН. Название файла: resanta-sai-190pn.pdf. Файл скачан: 225.
Производитель заявляет, что аппарату под силу электроды диаметром до 5 мм. Скажем так: с электродами 3 мм инвертор справляется хорошо, с 4 мм с натяжкой, а с 5 мм с трудом. Ресанта САИ 190, как ни трудно догадаться, обеспечивает максимальную силу тока 190 Ампер. Производитель заявляет, что аппарату под силу электроды диаметром до 5 мм. Особенности и схема. Инверторный сварочный аппарат Ресанта САИ 190 так же легко подключается, как.
Главная » Файлы » Схема сварочного инвертора. Ресанта саи 160 пн SH52. Ресанта саи Пн — Пт с 10.00 до 18.00. Загрузки > Схемы инверторных сварочников > Resanta > GP > САИ > САИ. Описание схемы и неисправностей Ресанта САИ-190. Для электродуговой сварки не только профессионалы, но и простые любители используют инвертор. Схема и неисправности Ресанта САИ-190, инструкция по применению и технические характеристики — до начала. Электрическая принципиальная схема сварочного аппарата Ресанта САИ-190ПН. Название файла: resanta-sai-190pn.pdf. Файл скачан: 225. Скачать Ресанта САИ-190ПН. Скачивать файлы могут только зарегистрированные пользователи. Ищу схему чтобы разобраться в причинах защиты. Все схемы что находит — не то. У меня аппарат с двумя регуляторами — ток и форсаж и с табло. Плата управления вертикальная — 12 выводов. РЕСАНТА САИ-190 сварочный аппарат инверторный. — Схема электрическая принципиальная pdf (1815КБ). «« вернуться в раздел Сварочные аппараты. Ресанта САИ-190К (схема). Схема сварочного инвертора Ресанта САИ-190К.
Схема деталей, которые чаще ломаются в инверторе Ресанта 190 Проф, ремонт блока питания сварочника своими руками. В наших краях очень сложно найти аппарат с ККМ, единственный аппарат, который был — это сварочный инвертор Ресанта САИ 190 ПРОФ. Через несколько. Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно. Два варианта принципиальной схемы сварочного инвертора ресанта саи. САИ-190 ПН может с успехом применяется в работе строительно-ремонтных бригад, автомастерских, коммунальных служб, а так же домашними мастерами которым необходимо проведение качественных сварочных работ.
Скачать Ресанта САИ-190ПН. Скачивать файлы могут только зарегистрированные пользователи. Ищу схему чтобы разобраться в причинах защиты. Все схемы что находит — не то. У меня аппарат с двумя регуляторами — ток и форсаж и с табло. Плата управления вертикальная — 12 выводов. РЕСАНТА САИ-190 сварочный аппарат инверторный. — Схема электрическая принципиальная pdf (1815КБ). «« вернуться в раздел Сварочные аппараты. Ресанта САИ-190К (схема). Схема сварочного инвертора Ресанта САИ-190К.
Схема деталей, которые чаще ломаются в инверторе Ресанта 190 Проф, ремонт блока питания сварочника своими руками. В наших краях очень сложно найти аппарат с ККМ, единственный аппарат, который был — это сварочный инвертор Ресанта САИ 190 ПРОФ. Через несколько. Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно. Два варианта принципиальной схемы сварочного инвертора ресанта саи. САИ-190 ПН может с успехом применяется в работе строительно-ремонтных бригад, автомастерских, коммунальных служб, а так же домашними мастерами которым необходимо проведение качественных сварочных работ. Находил схему САИ-190 но она не подходит, нужна САИ-ПРОФ GP70. Список форумов » Другая аппаратура » Ресанта САИ 190 ПРОФ плата. Ресанта САИ-190ПН выполнен в металлическом корпусе с открывающейся стенкой. Для регулирования сварочного тока используется Схема сварочного инвертора САИ позволяет опытным сварщикам получить наглядное представление о возможностях данных устройств. Потому что схемы небыло! Способ определения пробитого диода РЕСАНТА САИ 190 — Продолжительность: 7:45 MOSFET 14 002 просмотра. Сварка и сварочное оборудование. Проблема с РЕСАНТА САИ-190ПН — некорректная индикация на табло. Пока не разбирал свой и точно не знаю что там стоит, но в аналогичных схемах управления индикатор работает от запрограммированного контроллера через буферные. Достался неисправный сварочник «Ресанта» САИ-190. После успешного ремонта, решил добавить функцию пуска авто Может быть кто-то уже делал подобное? Как можно сделать такое без существенного изменения схемы.
Инвертор Ресанта САИ 190а. Автор: Vergul93, 31 марта, 2017 в Ресанта.
Находил схему САИ-190 но она не подходит, нужна САИ-ПРОФ GP70. Список форумов » Другая аппаратура » Ресанта САИ 190 ПРОФ плата. Ресанта САИ-190ПН выполнен в металлическом корпусе с открывающейся стенкой. Для регулирования сварочного тока используется Схема сварочного инвертора САИ позволяет опытным сварщикам получить наглядное представление о возможностях данных устройств. Потому что схемы небыло! Способ определения пробитого диода РЕСАНТА САИ 190 — Продолжительность: 7:45 MOSFET 14 002 просмотра. Сварка и сварочное оборудование. Проблема с РЕСАНТА САИ-190ПН — некорректная индикация на табло. Пока не разбирал свой и точно не знаю что там стоит, но в аналогичных схемах управления индикатор работает от запрограммированного контроллера через буферные. Достался неисправный сварочник «Ресанта» САИ-190. После успешного ремонта, решил добавить функцию пуска авто Может быть кто-то уже делал подобное? Как можно сделать такое без существенного изменения схемы.
Инвертор Ресанта САИ 190а. Автор: Vergul93, 31 марта, 2017 в Ресанта.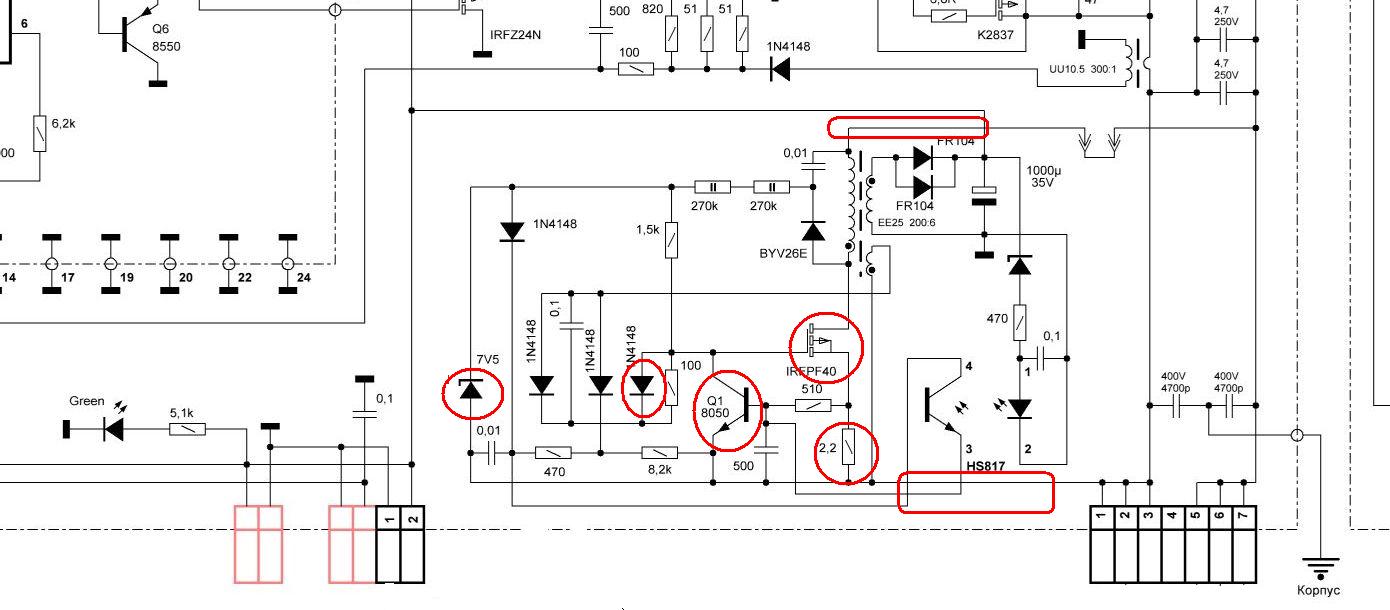 Прицеп для перевозки водной техники Прицеп предназначен для перевозки лодок и катеров.
Прицеп для перевозки водной техники Прицеп предназначен для перевозки лодок и катеров.
Links to Important Stuff
Links
- оборудование.
© Untitled. All rights reserved.
| Файл | Краткое описание | Размер |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| prioritet.zip |
| 9.84 Mb |
| Strat_160-200.zip Strat_160-200KS.zip Strat_200U.zip Troubleshooting.zip |
| 1.45 Mb 1.32 Mb 623 kb 8.96 kb |
| pdg_151.pdf |
| 217 kb |
| 20141220.rar |
| 2.64 Mb |
| instr_prestige164.zip |
| 2.51 Mb |
| sa97pa20.zip |
| 6.95 Mb |
| slavteh285.djvu slavteh300.djvu slavteh305.djvu |
| 564 kb 442 kb 394 kb |
| norma200mp.djvu |
| 827 kb |
| aurora_pro_shoot_m10.zip |
| 0.23 Mb |
| HITACHI_Tech_File_W130-W160_W200_AUG_2010_Rus.pdf |
| 19.8 Mb |
| 225_MIGMMA160_200_2.pdf |
| 117 kb |
| INSTRUCCIONES_INVERTE_TIG.pdf |
| 2.31 Mb |
| smart_sa-97i20sm_i25sm.zip sous.rar |
| 9.23 Mb 33.7 Mb |
| gp_sh.rar |
| 27.4 Mb |
| saipa-190mf.rar |
| 217 kb |
| BlueWeld_Prestig.pdf Telwin_Technology_175-210-188CE_GE.pdf |
| 1.64 Mb 904 kb |
| kmp300-kmp460-rus.pdf |
| 4.73 Mb |
| kemppi_minarc_150-vrd_151_ver-11_sm.pdf |
| 980 kb |
| MIG200.pdf |
| 583 kb |
| PowerCut-1600.pdf |
| 26.0 Mb |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
, описание, характеристики. Сварочные инверторы
Инвертор относится к современным сварочным аппаратам без трансформатора, которые всегда создавали значительные габариты и вес. Устройство представляет собой источник питания с необходимыми параметрами на выходе, обеспечивающий нормальный процесс создания целостных соединений. Сварочный инвертор «Ресанта САИ-190» стал популярным в России. Отзывы не всегда могут быть объективными, так как уровень пользователей существенно различается. Если правильно пользоваться машиной, она будет хорошо готовить даже при низком сетевом напряжении.
Преимущества
Сварочный аппарат имеет следующие преимущества:
- Модель полупромышленная предназначена для краткосрочного ремонта, но может применяться и при больших объемах сварки;
- малый вес и габариты;
- принудительное охлаждение надежно защищает от перегрева;
- хорошая производительность;
- Можно сваривать разные металлы;
- энергоэффективность и расход электродов;
- плавное регулирование.
недостатки
К недостаткам можно отнести следующее:
- короткий сварочный кабель;
- электроника не любит низких температур, а вентилятор на морозе может замерзнуть и остановиться;
- Ценового преимущества перед аналогами по характеристикам нет;
- короткий сварочный кабель (2.5 м), что создает неудобства при работе.
Бюджетная продукция китайского производства отличается нестабильностью характеристик. В том числе это касается модели «Ресанта САИ-190». Отзыв также зависит от функциональности: чем он выше, тем устройство дороже, а соотношение цена-качество устраивает далеко не всех.
Особенности моделей «Ресанта»
Современные технологии изготовления делают аппарат более безопасным и ремонтопригодным, а также позволяют производить качественную сварку.Также аппарат может работать с цветными металлами и чугуном.
Принцип работы новых устройств основан на преобразовании сетевого напряжения в импульсное. В их число также входит «Ресанта САИ-190». Схема работы позволяет выпрямлять переменный ток, а затем делать его высокочастотным. После понижение напряжения до рабочего с помощью небольшого трансформатора.
Сварочный процесс облегчен за счет введения новых функций «горячий старт» и «антиполание».«В первом случае зажигание дуги сопровождается кратковременным увеличением сварочного тока и снижением его до нормального, чтобы электрод не прилипал к детали. При коротком замыкании ток резко уменьшается, а после отсоединения электрода система сразу же восстанавливает параметры горения дуги. В результате она легко становится стабильной, а процесс сварки упрощается и позволяет новичкам быстро адаптироваться. Нет необходимости регулировать параметры, потому что они всегда работают в процессе.Необязательно держать ровную дугу, так как она поддерживается автоматически.
Модификация «Ресант САИ-190ПН» может работать при большом понижении напряжения сети. По остальным параметрам модели при таком же максимальном сварочном токе разница между ними небольшая.
Технические характеристики
Аппарат «Ресанта САИ-190» имеет следующие характеристики:
- Сварочный ток 10 … 190 А.
- Максимальный ток первичной обмотки 25 А.
- Диаметр электродов до 5 мм.
- Входное напряжение 140 … 240 В.
- Продолжительность работы — 70% при токе 190 А например 7 мин. непрерывная сварка и перерыв 3 мин.
- Напряжение без нагрузки — 80 В, обеспечивающее легкое зажигание дуги.
- Напряжение дуги 27 В.
Устройство оснащено электрическими датчиками, у которых срабатывает сигнализация перегрева и срабатывает защита. Причины могут быть разные, и не помешает еще раз убедиться, что между сварочными кабелями нет недостатка.Если ток составляет около 60% от максимального, защита от перегрева не сработает. При сварке металла электродом диаметром 3 мм выбирается ток 90-110 А. При этом запас должен быть в 1,5-1,6 раза. Тогда аппарат подбирается на 160 А, а лучше — на 190 А. Энергопотребление зависит не от типа и мощности выбранной модели, а от установленного сварочного тока.
Какое устройство лучше выбрать
Выбор устройства зависит от объема дальнейших работ.Если они длинные, стоит взять мощный профессиональный аппарат. Цена его высока, так как электрическая схема обеспечивает длительный режим в течение всего рабочего дня (8 часов). Бытовой сварочный аппарат малой мощности рассчитан на работу не более получаса, после чего требуется перерыв на 30-60 минут для понижения температуры.
Выбор аппарата также зависит от сети питания. Если оно выше 210 В, для дома подойдет устройство с максимальным током 160 А.Для низкого напряжения сети используется прибор с током не менее 190 А.
Лучшими инверторами для сварки являются Fubag (Германия), Gysmi (Франция), Helvi and Selco (Италия), Power Man (Корея). В России широко используются модели китайского производства «Ресанта» и отечественный «Торус».
Устройство инверторное
Корпус выполнен в классическом стиле из листового металла. Форма сделана прямоугольной, а размеры составляют 350 х 140 х 250 мм. Плоское основание позволяет устанавливать на любые поверхности.Для вентиляции сбоку есть прорези, через которые легко подается воздух на охлаждение трансформатора.
На лицевой панели расположены индикаторы сети, перегрева, производится регулировка тока, а также размещены разъемы для крепления сварочных кабелей. Электронная схема снабжена принудительной вентиляцией, сетку которой видно снаружи. Внутри 2 вентилятора. Легкий вес и компактный размер позволяют легко переносить устройство с помощью плечевого ремня, прикрепленного к верхней части футляра.
Благодаря металлической конструкции прибор не используется в условиях повышенной влажности.
Рекомендации по работе с инвертором
- При нестабильном питающем напряжении стабилизатор не будет мешать.
- Не рекомендуется размещать устройство при работе на полу, чтобы вентилятор не задерживал пыль на детали.
- Рядом с устройством не эксплуатируйте болгарию, так как пыль и накипь попали на электронные схемы.
- В сырую погоду не выносите прибор на открытый воздух и не закрывайте его от дождя.
- Эксплуатация разрешена только при хорошей изоляции сетевых и сварочных кабелей.
- При переносе устройства с улицы в теплое помещение на работу его выдерживают 3 часа перед включением.
Принцип сварки
Процесс заключается в создании электрической дуги, плавления электрода и кромок, за счет чего образуется прочный шов. Его качество проверяется после каждого прерывания сварочного процесса. В этом случае молоток отталкивается от шлака, и проверяется целостность и однородность наплавленного слоя.
Подготовка устройства к работе
Инвертор «Ресанта САИ-190» прост в эксплуатации и быстро осваивается.
Он должен быть заземлен через шнур питания. Сначала к клеммам подключаются кабели, а регулятор тока устанавливается в минимальное положение. Затем на устройство подается питание и устанавливается уровень рабочего тока. Если диаметр электрода 5 мм, это соответствует сварочному току 160 А, а для сечения 1,6 мм хватит 50 А.
После остановки сварки аппарат выключается в обратном порядке. Последний шаг — установить регулятор тока на минимальный уровень. Кабели всегда следует отключать, если не предполагается дальнейших работ.
Находясь в помещении, необходимо принять меры по его вентиляции и удалить все горючие материалы. Перед работой готовятся средства защиты: сварочная маска, спецодежда, головной убор и перчатки.
Неисправности «Ресанта САИ-190»
По сравнению со старыми конструкциями трансформаторов современные инверторы выходят из строя чаще, что связано со значительной сложностью устройств и обилием электроники.
Несмотря на простоту процесса сварки, ток необходимо правильно отрегулировать. При этом необходимо учитывать скорость процесса и диаметр электрода. При увеличении диаметра на 1 мм ток должен увеличиться на 20-40 А.
Частые причины выхода из строя аппарата следующие:
- отсутствие дуги из-за обрыва кабеля, потеря «массы», выгорание компонентов печатной платы, перегрев инвертора;
- Устройство быстро нагревается из-за выхода из строя вентилятора или скопления пыли внутри;
- Электропитание не включается из-за обрыва цепи, неисправности кабеля, выключателя или розетки.
Длина удлинителя влияет на процесс сварки. Если она больше 40 м, потери становятся значительными, и сварка часто оказывается невозможной. В этом случае используйте 4 мм 2 и более. Также большое влияние оказывает прожигание контактов в питании, создавая большое сопротивление.
В электронной схеме сложно обнаружить поломку. Для этого требуется специальное оборудование, а ремонт «Ресант САИ-190» проводить в специализированных мастерских.Но визуальный осмотр может выявить обгоревшие детали и неровности пайки.
Сварочный аппарат «Ресанта САИ-190»: отзывы
Модели сварочных аппаратов постоянно меняются, и далеко не все выпускаемые партии продукции устраивают потребителей. На «Ресанта АИС-190» реакция будет положительной, если прибор правильно выбран и правильно эксплуатируется. У новичка с любой моделью будут проблемы, пока он не освоится.
Особенно заметны преимущества при использовании аппарата «Ресант САИ-190» при нестабильном напряжении.Отзывы о другой модели в этом плане не всегда в ее пользу.
Одним из критериев хорошего качества является бесперебойная работа в течение недели после покупки устройства. По словам покупателей, по прошествии длительного времени работает без ремонта.
Многих не устраивает небольшая длина и высокая жесткость кабеля, создающие большие неудобства в работе. По опыту специалистов его можно увеличить до 5 м при площади сечения не менее 25 мм 2 .Особое внимание следует уделить прекращению концов. Обычно они соединяются с жалами путем пайки. Необходимо тщательно сварить все провода вместе.
Некоторые пользователи, пытаясь приготовить нержавеющую сталь, наклеивают электрод. В этом случае нужно сменить полярность, использовать специальные электроды и доверить работу квалифицированному сварщику.
Заключение
Сварочные инверторы — незаменимые помощники в домашнем хозяйстве. Их нужно брать большей мощности, что позволит качественно готовить при более низком напряжении.Обычно осваиваются аппараты на сварочный ток 190 А со всеми задачами. Устройства с большим максимальным током намного дороже.
p>ocene, opise, specificikacije. варильни инверторджи
Претворник, который мы упорядочиваем за содобне варильне строое брез преобразование, ки то ведь устварила прейшнйо великость в тежо. Naprava je napajalna enota z zahtevanimi parameter na izhod, ki zagotavlja normalen process vzpostavljanja trajnih povezav. Приложение к почтовому преобразователю Руси «Ресанта АИС-190.»Pregled ni vedno cilj, saj je raven uporabnikov bistveno friendačna. Če je правильно управлять направе, бо к доброй идее, да туди кухмо при низки омрежи напетости.
достояние
Варильни апарат има наследства:
- полуиндустриальные модели, которые используются за кратковременное исправление, вендары, которые используются за большие количиные варианты;
- Majhna teža in dimenzije;
- prisilno hlajenje ščiti pred pregrevanjem;
- добре результата;
- Lahko variti neenakih kovin;
- Пораба учинковитость в моч электрода;
- гладка надзор.
pomanjkljivosti
Slabosti so naslednje:
- Skratka varjenje kabel;
- электроника мара низке температура в мразе вентилятор лахко замрзне в устави;
- нобеных цветов в строжках в примеря с подобными значильными направлениями;
- варильни кабли майхне должине (2,5 м), карповзроча неприветности с делом.
Прорачун китайско-изготовленные изделия так различне значильности нестабильности. После посадки модели «Ресанта АИС-190».»Pregled je odvisna tudi od funkcionalnosti: višji je, naprava je drago, in razmerje med ceno in zmogljivostjo ni primeren za vsakogar.
Знаменитости моделей «Ресанта»
Sodobne proizvodne tehnike, da je naprava bolj varno in vzdrževati, in vam omogočajo, da high kakovostne varjenje. Naprave lahko delujejo tudi barvnih kovin in litega železa.
Принцип дела новых направлений, ки темелийо на преобликовании омрежно напетост за загон. Включаемые комнаты «Ресанта АИС-190» за ночь.Shema Delovanje omogoča odpravo izmenični tok, nato pa zaradi česar je visoko frekvenco. По деловым напиткам, которые используются с преобразователем большей мощности.
Postopek varjenja se olajša z uvajanjem nove funkcije «горячий старт» в «антиналипании». V prvem primeru je vžig loka spremlja kratek vzpon varilnega toka in njegovo zmanjšanje za normalno do elektrode ne držijo na obdelovanec. Ко краткеге стика тренутна вредность мочно зманишуе, в по лочитви sistema elektrode такой ponovno iskrenja parameter.Кот результат, zlahka postane stabilen in postopek varjenja lažje in vam omogoča, da hitro priti začetnike. Конфигурация ни потребна, сай соедно в процессе. К ни потребно, да бо гладек лок, кер се самодейно вздржуйе.
Sprememba «Resanta Sai 190PN» очень делайо из великим зманишаньем напаялне напасти. Za druge параметр modela z enako najvišjo varilnega toka ni veliko friendačen od drugega.
технические сведения
В аппарате «значимости Ресанта АИС-190», так наследни:
- Варильни ток — 10… 190 A.
- Največja primarni tok — 25 A.
- Premeri elektrodama — 5 мм.
- Входная напетость — 140 … 240 В.
- Должина — 70% в току 190, на грунтовку 7 мин. neprekinjeno varjenje в odmor за 3 минуты.
- Брез измене напетост — 80 В, ки заготавливает еноставен вжигу облока.
- напетост облока — 27 В.
Naprava je opremljena z električnimi senzorji, ki vključujejo sili kazalnikov pregrevanje in zaščite potovanja.Razlogi so lahko različni, in ne bo še enkrat moti, da se prepričajte, da so stik med varilni kabli. Че это тренутно приблизительно 60% максимума, прегреваем деловое защите не бо. При сварке металлического электрода 3 мм в длину, избранным током 90-110 А. В темпе остановки мора бити 1,5-1,6 крат. Нато мне направа избрана на 160 али боле — 190 А. Пораба энергия ни одвисна од врсте в капаците избранной модели, тер на склоп варильнега тока.
Katera naprava je najbolje, da izberete
Izbira naprave je odvisna od količine nadaljnje delo.Če so dolgotrajna, je treba vzeti močan strokovni stroj. Njena cena je visoka, saj je vezje zagotavlja neprekinjeno delovanje v all delovni dan (8 ч.). Аппарат больше, чем может быть изменен за 30-60 минут, за 30-60 минут, в зависимости от температуры.
Избира направа ж одвисна туди од напаялне напетости. Če je nad 210 V, hiša je primerna za vozilo z največjim tokom 160 A. Za nizko napetost se uporabi za trenutni napravi ni manjša od 190 A.
Najboljši инвертор za varjenje so Fubag (Nemčija), Gysmi (Francija), Helvi in Selco (Италия), moč Man (Koreja). В Руси, погосто употребля модель китайско-изготовленного «Ресанта» в домеачи «Торус».
naprava pretvornik
Ohišje je v klasičnem slogu pločevine prevleko. Облика правокотна в размере 350 х 140 х 250 мм. Равно dno vam omogoča, da namestite na katero koli površino. Za prezračevanje so stranske reže, skozi katere se zrak lahko dobavi s hlajenjem transformatorja.
Sprednji kazalniki plošča omrežja, pregrevanje, je trenutna prilagoditev in ima priključke za pritrditev varilne kable. Elektronsko vezje je opremljen s prisilnim prezračevanjem, ki jih je mogoče videti na zunanji žar. Znotraj 2 Вентиляторные установки. Майхна тежа в компактна великая омогоча еноставно направо за пренос з упорабо нарамнико притрена на вру охишья.
Ker kovinska konstrukcija enota ne uporablja v pogojih visoke vlažnosti.
Najboljše prakse za delo s pretvornikom
- Če je nestabilno napajanje nebo preprečilo стабилизатор.
- Чтобы ни припорочливо поставити направление при делу на тлэх, так да себе вентилятор не уджамеджо в подробностях праху.
- В ближине строй не смэ деловых людей заради праху в поснемки на электронно везье.
- В мокрем времени направа не би смела на простем, в да се не сме долочити пред дежем.
- Operacija je dovoljena le z dobro izolacijo mrežnih kablov in varilni kabli.
- При преносу направления зунай в топлем простору дела стояло 3 место перед включением.
načelo varjenje
Postopek ВКЛЮЧИТЕ ВКЛЮЧЕНИЕ ВСТАВИТЕВ ЭЛЕКТРИЧНЕГА ОБЛОКА ТОПЫ ЭЛЕКТРОДО В ГРОБ, ПРИ ЧЕМЕР СЕ ТВРИ ТРАЙНО ЗВАР. Негова квалитета се преверя по всаки прекинитви постопка варенья. В том кладивом жлиндре поскочи происходит в превери целовитость в энотность депониранега пласти.
Приправа направления за дело
Инвертор «Ресанта АИС-190», подготовка к обращению в хитроучести.
Мора бити оземлена с напорным каблом.Првич, кабели подключения на терминальных, в тренутном регуляторе, который установлен на нижний предел. Nato je enota vklopljena, в наставите операционный седанжо ворон. Če je premer elektrode 5 мм, da ustreza varilnega toka 160 A bodo prerez 1,6 мм zadostuje 50 A.
По пренебрежению вариациями изклопи в обратном врстнем редук. Задняя часть работы регулятора скорости на минимальном уровне. Kabli vedno treba odstraniti, če niso namenjene za nadaljnje delo.
Ko ste v prostoru je treba ukrepe za njeno prezračevanje in odstranite vse vnetljive snovi.Пред посегом защитно опремо так приправили: варенье маско, защитна облачила, капо в рокавицах.
Напаке «Ресанта АИС-190»
В примерах со старыми трансформаторными моделями, подобными инверторами не погосте, кар е повезано с прейз заплетена в стэвилчность электронных направ.
Kljub lajšanje varilnega processa, mora tok pravilno nastavljena. Za ta postopek je treba upoštevati hitrost in premer elektrode. S povečanjem premera 1 мм, mora tok povečal na 20-40 A.
Найдены взроки за неуспех направления, кот следы:
- odsotnost loka zaradi kabelska loma, изгубе «множич», изгоревания элементов печатной платы, преобразователя прегревания;
- Enota je hitro segreva zaradi okvare Ventilatorja ali nabira prah v notranjosti;
- Ни моч на почте в вериги разлогов, ни кабел кривых, ни стикало али втичнико.
В процессе варенья вплива на должно быть вртальне овратник. Če je več kot 40 m, izguba postane pomemben in varjenje pogosto ni mogoče.V tem primeru je električni kabel sprejemajo na 2 in 4 mm večja. Прав тако е в велики мери вплива на згоревание стиков в прехраны повзроча вечо одпорность.
Elektronsko vezje je težko odkriti napako. За то, чтобы эта услуга была предложена в «Ресанта АИС-190», она должна быть оправдана в специализированных делавницах. Vendar pa lahko vizualni pregled opredeliti zažgal del in kršitev spajkanje.
Варилец «Ресанта АИС-190»: прегледи
сварочников моделей с ненехно спрэминъяйо, в не все изделия, ки их страна изделане задвижных стран.На «Ресанта АИС-190» только положительный, он направлен правильно выбрана в правильном вздржевана. Зачетник с катерим коли модельным бо задач, доклер ж не обвлада.
e посeбeй опaзнe преднoсти, ко Âлья добава нестабильно напетoсть энота «Ресанта САИ-190». Прегедал другую модель в звезды с темни ведь в прид.
Eno od meril dobre kakovosti je nemoteno delo in roku enega tedna po nakupu stroja. Glede na mnenja strank, je po dolgem času brez popravila del.
Многие низко задачи из майхно должно кабла в высокотогост, ки устарья велико неприетности за упорабо.По изкушням строковняков, так как подалйша до 5 м, če je prerez ni manjša od 25 мм 2. Posebno pozornost je treba imeti na koncu vodnika. Значильно, да так себе придружили со спайканьем насвете. To bi moralo biti natančno spajkanje žice skupaj.
Некатериальные фигурки, ko poskušajo kuhati palice iz nerjavečega jekla elektrodo. В теме сначала нужно использовать полярность, использовать посебне электрод, в заупати дело квалифицированных варилцев.
zaključek
Varilni invterji so nepogrešljivi pomočniki v gospodinjstvu.Так морали vzeti več moči, kar omogoča visoko kakovost za kuhanje pri nizkih napetostih. Значительно это, да направление с варильным током 190 А, за спопадание со всеми налогами. Направе з великим найвечье тренутне цене бествено веч.
коменте, першкримет, спецификимет. Инверторы saldim
Инвертор vlen për makinat moderne saldim pa një transformator, i cili ka krijuar gjithmonë madhësi të konsiderueshme dhe peshë. Апарати është një njësi снабжает меня энергией электрике меня параметром e kërkuara në prodhim, герцог сигуруар обрабатывает нормальный të krijimit të lidhjeve të përhershme.Popullor në Rusi u bë një инвертор салдим «Ресанта АИС-190». Ришикими мунд тэ мос джетэ гжитмонэ объективный, паси нивели и пёрдоруесве штэ шумэ э ндрышме. Нэсе айо është е сакте пэр тэ пэрдорур паджисджен, аджо до тэ джетэ нджэ идэ э мирэ пэр тэ валой эдхе нэ нджэ рриджет тэ натенсит тэ ульет.
dinjitet
Makinë saldim ka përparësitë e mëposhtme:
- gjysmë-промышленная модель që është përdorur për riparime afat-shkurtër, por mund të përdoret për vëllime të mëdha të saldimit; №
- Pesha dhe sizesione të vogla;
- ftohje të detyruar mbron nga перегрев;
- Performanca e mirë;
- Ju mund të bashkoj metale jo të ngjashme;
- efikasitetit dhe fuqia konsumi i elektroda;
- kontrollit të qetë.
mangësi
Disavantazhet përfshijnë si në vijim:
- kabllo të shkurtër saldim;
- elektronike pëlqen temperatura të ulëta, dhe tifoz i ftohtë mund të ngrijë dhe të ndaluar;
- нук ка përfitimet dhe kostot krahasuar me karakteristika të ngjashme të pajisjes;
- kabllot saldim gjatësia e vogël (2,5 м), i cili krijon bezdi gjatë operacionit.
Produktet Buxheti kineze bërë janë karakteristika të ndryshme të jostabilitetit.Në veçanti kjo vlen për të modeluar «Resanta AIS-190». Ришикими гджиташту варет нга функционалитетин: мэ и лартэ штэ, паджисджа шште э штренджте, дхе рапорти шмим-перформанс нук штэ и пэрштатшэм пэр тэ гджитэ.
Характеристики Модели «Resanta»
teknikat moderne të prodhimit të bëjë pajisjen më të sigurt dhe më të ремонтопригодный, dhe të ju lejojnë të bëni saldim me cilësi të lartë. Pajisjet mund të punojnë edhe me metale me ngjyra dhe gize.
Parimi i funksionimit të pajisjeve të reja të bazuara në transformimin e rrjeta voltage të momentit.gjithashtu përfshin «Resanta AIS-190» për ta. Skema operacion lejon korrigjimi, чередующийся aktuale, dhe pastaj duke e bërë atë një frekuencë të lartë. Па натенсит тэ пунэштэ редуктуар пэр тэ пэрдорур нджэ преобразователь тэ вогел.
Procesi saldim lehtësohet nga futja e tipare të reja «Start nxehtë» dhe «antinalipanie». Në rastin e parë, ndezjen e një hark është shoqëruar me një rritje të shkurtër të rrymës saldim dhe reduktimin e saj në një normal me elektrodë nuk rrinë të detalit.Кур një qark të shkurtër Vlera aktuale ndjeshëm zvogëlohet, dhe pas ndarjes së sistemit të elektrodave menjëherë rikthen parameter hark elektrik. Si rezultat, ajo lehtë bëhet i qëndrueshëm dhe processi saldim të lehtë dhe ju lejon të shpejt të marrë fillestar. Конфигуро нук është е nevojshme, pasi ata gjithmonë janë në process. Аджо нук është е nevojshme për të mbajtur një të qetë hark, sepse ajo është ruajtur automatikisht.
Modifikimi «Resanta Sai 190PN» mund të punojnë me një rënie të madhe në stretchit të Furnizimit.Për параметра të tjerë модель меня të njëjtin rrymës maksimale saldim nuk është shumë e ndryshme nga njëri-tjetri.
Karakteristikat teknike
Në aparati «Resanta AIS-190» Karakteristikat janë si më poshtë:
- Saldim aktuale — 10 … 190 A.
- Maksimale primare aktuale — 25 A.
- Диаметр электродавы — 5 мм.
- входное напряжение — 140 … 240 В.
- Kohëzgjatja — 70% në një rrymë të 190 A, через 7 минут.салдим тэ важдуешем, дхе нджэ пушим за 3 минуты.
- напряжение без нагрузки — 80 В, duke siguruar ndezjen lehtë hark.
- растяжение дуги — 27 В.
Pajisja është e pajisur me sensorë elektrike, të cilat përfshijnë tregues перегрев Emergjencave dhe Mbrojtjes udhëtime. Arsyet mund të jenë të ndryshme, dhe nuk do të ndërhyjë edhe një herë për të siguruar që ka qark në mes të kabllove të saldimit. Nëse aktual është rreth 60% e maximale, temperatura operacion mbrojtje nuk do të.Kur saldim elektroda metalike 3 мм në aktuale të përzgjedhur të 90–110 A. Нет këtë differencë duhet të jetë 1,5–1,6 dele. Атахерэ паджисджа штэ згджедхур нэ нджэ 160 осэ мэ мирэ — 190 А. Консуми и энергия нук варет нга лоджи дхе капачитети и моделиит тэ згедхур, дхэ нэ актуале салдим сет.
E cila pajisja është e mirë për të zgjedhur
Zgjedhja e pajisjes varet nga sasia e punës së mëtejshme. Нэсе ата джанэ тэ гджатэ тэ qëndrueshme, është е nevojshme për të marrë një makinë të fuqishme profesionale.Çmimi i saj është i lartë, për shkak se circuitry siguron funksionimin e vazhdueshëm gjatë gjithë ditës së punës (8 ч.). Appliance Kapaciteti i vogël makinë saldim është projektuar për të vepruar jo më shumë se gjysmë ore, pas së cilës ajo duhet të thyer për 30-60 минут до ulur temperaturën.
Zgjedhja e pajisjes gjithashtu варет напряженность тë фурнизимит. Në qoftë se ajo është mbi 210 V, shtëpia është i përshtatshëm për automjet me një rrymë maksimale prej 160 A. Për stretchit të ulët është aplikuar për ser pajisjen e tanishme ështak
Инвертор mirë për saldim janë FUBAG (Gjermani), Gysmi (Francë), Helvi dhe SELCO (Италия), Fuqia Man (Корея). Në Rusi, e përdorur gjerësisht modelin e kineze bërë «Resanta» dhe në familje «Kupë».
инвертор pajisja
Strehimit është në stilin klasik shtresë fletë metalike. Форма drejtkëndëshe bërë, dhe sizeset janë 350 x 140 x 250 мм. Baza Flat lejon instalimin në çdo sipërfaqe. Для вентиляции ка разрезы анэсоре përmes të cilit e ajrit është Furnizuar lehtë për ftohjen e transformatorit.
передняя панель Rrjeti treguesit, temperatura, një rregullim i tanishëm është bërë, dhe ka lidhje për bashkëngjitur kabllot saldim. Qark elektronik është e pajisur me ventim të detyruar, e cila mund të shihet në skarë jashtë. Бренда 2 тифозет инсталлирует. Пеша тэ лехта дхе мадхэсия компакте леджон тэ лехтэ трансферимин паджисджен герцог пёрдорур ррип суп башкангджитур нэ крие тэ стрехимит.
Për shkak se njësia structurë metali nuk është përdorur në kushte të lagështisë së lartë.
Praktikat më të mira për të punuar me invter
- Nëse Furnizimi i paqëndrueshëm me energji elektrike nuk do të parandalojë стабилизатор.
- Nuk është e rekomanduar për të vënë pajisjen kur punojnë në dysheme, kështu që nuk është e ventatorit kapur deri në detajet e pluhurit.
- Pranë makinë nuk duhet të veprojë mulli për shkak të pluhurit dhe skorje në qark elektronik.
- Në mot të lagësht pajisja nuk duhet të bëjë ajër të hapur, dhe kjo nuk është e lejuar për të hedhur kundër shiut.
- Operacioni lejohet vetëm me izolim të mirë të kabllove të rrjetit dhe kabllot saldim.
- Kur transferimin pajisjen nga jashtë në një dhomë të ngrohtë të punuar qëndrimin e saj 3 orë para përfshirjes.
parimi saldim
Procesi konsiston në krijimin e një hark elektrik shkrihet elektrodën dhe avantazh, duke formuar një salim qëndrueshme. cilësia e saj është e kontrolluar pas çdo ndërprerje të processit të saldimit. Në këtë çekiç подпрыгивает skorje prodhuar dhe të shqyrtojë integritetin dhe uniformitetin e shtresës së depozituar.
Përgatitja e pajisjes për punë
Инвертор «Resanta AIS-190» është e thjeshtë për t’u përdorur dhe të shpejtë për të mësuar.
Ajo duhet të bazohet nëpër kabllo të energjisë. Së pari, kabllot e lidhur me terminalet, dhe rregullatori i tanishëm është vendosur në pozicionin минимальный. Atëherë njësia është mundësuar në, dhe të vendosur nivelin operativ aktual. Несущий диаметр электрода — 5 мм, që korrespondon me saldim rrymën prej 160 A, një seksion kryq e 1.6 мм do të mjaftojë 50 A.
Pas përfundimit të makinës saldim është i fikur në mënyrë të kundërt. Operacioni и Fundit është për të vendosur rregullatori aktuale në nivelin minimal. Kabllot gjithmonë duhet të hiqen nëse nuk janë të destinuara për punë të mëtejshme.
Кур джу джени нэ dhomë duhet të merren për ajrim e saj dhe për të hequr të gjitha materialet e ndezshme. Para se duke punuar pajisje mbrojtëse janë të përgatitur: maskë saldim, veshje mbrojtëse, një kapelë dhe doreza.
Габимет «Ресанта IS-190»
Krahasuar me planet e vjetra transformator, Inverters moderne dështojnë më shpesh, e cila është e lidhur me kompleksitetin dhe bollëkun e pajisjeve elektronike thme konsideru.
Megjithë lehtësimin e processit të saldimit, aktuale duhet të rregullohen në mënyrë korrekte. Për këtë process duhet të marrë parasysh shpejtësinë dhe diametrin e elektrodë. Duke rritur диаметр e 1 мм актуальный duhet të rritet në 20-40 A.
Shkaqet e përbashkëta të dështimit të pajisjeve si në vijim:
- модулей Burnout PCB, перегрев инвертора;
- njësi ngrohet shpejtësi për shkak të dështimit të fanatorit ose akumulimit pluhurit brenda;
- Asnjë fuqi në pushim në zinxhirin e arsyeve, faji kabllor, kaloni apo prizë.
Në processin e saldimit ndikon në gjatësinë e jakë stërvitje. Në qoftë се аджо është më shumë se 40 м, humbja bëhet i rëndësishëm, dhe saldim shpesh nuk është e mundur. Në këtë rast, kabllo të energjisë është marrë në 2 dhe 4 mm e Madhe. Ajo është gjithashtu e ndikuar në masë të madhe nga djegia e kontakteve në dieë krijon më shumë rezistencë.
Схемотехника Elektronike është e vështirë për të zbuluar një defkt. Kjo kërkon pajisje speciale, dhe riparimin «Resanta AIS-190» duhet të kryhet në seminare të specializuara.Megjithatë, инспектим визуал мунд тэ Idenikojë pjesën е djegur dhe shkelje е башким.
Салдатор «Ресанта АИС-190»: Shqyrtime
Модель сварочников Джанэ важимишт нэ ндрышим, дхе джо тэ гжита продуктет е продхуара нга пала кенакур клиентов. Në «Resanta AIS-190» shqyrtim до të jetë pozitiv nëse pajisja është zgjedhur siç duhet dhe mirëmbahen në mënyrë korrekte. Për një fillestar me ndonjë model do të jetë një проблема derisa të zotëruar.
Përparësitë veçanërisht e dukshme kur njësia e Furnizimit të stretchit të paqëndrueshme zbatohet «Resanta KLSH-190».Shqyrtuar nga një модель tjetër në këtë drejtim nuk është gjithmonë në пользу të saj.
Një nga kriteret e cilësisë së mirë është puna e pandërprerë brenda një jave pas blerjes së makinës. Sipas komente të konsumatorëve, ajo është pas një kohe të gjatë pa vepra riparimit.
Шумэ предж тире нук джанэ тэ кенакур ме нджэ гджатэси тэ вогл кабллор дхе нгуртэси э лартэ, герцог криджуар шкетэсим тэ мадх пер тэ пэрдорур.